Embed Size (px)
DESCRIPTION
karika, distribuidor freud para Colombia
Citation preview
CCabezales portaCuChillas Fresas soldadas seCCión
Cabeçais porta-lâminas seCção
Fresas soldadas
ISO 9001:2000Freud Cumple Con los requisitos impuestos por la norma uni en iso 9001:2000 para la ComerCializaCión de sierras CirCulares, Cabezales porta CuChillas, Fresas de plaCa soldada, broCas y Componentes en metal duro; sierras y broCas en diamante, máquinas de lavado de piezas y aFiladoras.
a Freud apliCa um sistema de qualidade uni en iso 9001:2000 para a ComerCialização de serras CirCulares, Cabeçais porta-lâminas, Fresas de plaCa soldada, broCas e Componentes em metal duro: serras e broCas em diamante, maquinas de lavagem de peças e aFiadoras.
C
z
b - b1
b
S
r
Cod.
D
d
i
R&S - SV/R 126/130• EN 847-1 •
CaraCterístiCas téCniCas . . . . . . . . . . . . . . . . . . . . . . . . 3CaraCterístiCas téCniCas
PráCtiCas de trabajo seguro . . . . . . . . . . . . . . . . . . . . . 9PrátiCas de trabalho seguro
tablastablast Para la eleCCión de la herramienta óPtimaPtimaP . . . . . . . . 11tabelas de Consulta Para obter a CorreCta ferramenta
Cabezales PortaCuChillas Para CePillarCabeçais Porta-lâminas Para aPlainar
T102M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14TM06M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15TM07M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15TM17M (ISOPROFIL) . . . . . . . . . . . . . . . . . . . . . . . 16TM18M (ISOPROFIL) . . . . . . . . . . . . . . . . . . . . . . . 17TM28M (ISOPROFIL) . . . . . . . . . . . . .17- iiTM21M . . . . . . . . . . . . . . . . . . . . . . .17-iv
Cabezales PortaCuChillas Para ranuras de guíaCabeçais Porta-lâminas de guia lateral Com lâm nas substituíveis
T182M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18T183M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19T184M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
Cabezales PortaCuChillas Para juntas .Cabeçais Porta-lâminas Para união de madeira
TW20M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20TW22M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21TW21M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23TW01M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24TW02M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26TW24M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27TW24ME . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
fresas Para juntas a 30° - 45ºfresas soldadas Para união a meia esquadria
FG06M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29FMD1M - FMS1M . . . . . . . . . . . . . . . . . . . . . . . 70-ii
fresas Para juntas .fresas soldadas Para união de madeira
FG07M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30FSMZ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .32 - 37
Cabezales PortaCuChillas Con inClinaCión regulableCabeçais Porta-lâminas Com afinação de inClinação
TG08M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38TG09M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
Cabezales PortaCuChillas Con Perfil a 45°Cabeçais Porta-lâminas Para rebaixar
T123M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40T123M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
fresas / Cabezales PortaCuChillas Para galCesfresas/Cabeçais Porta-lâminas Para ranhurar
T111M - T112M . . . . . . . . . . . . . . . . . . . . . . . . . . . 41T191M - T192M . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
t194m - t195m . . . . . . . . . . . . . . . . . . . . . . . . . . . 43 st14me/mes . . . . . . . . . . . . . . . . . . . . . . . . .44 - 45 t198m . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46 t198ms . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48 st09m . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49 fb16m . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70-IVfresas Para ranurarfresas soldadas Para ranhurar
FI22M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50FI02M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50, 51, 53
FI01M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53FI05M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54FI14M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55
gruPo de herramientas Para ranuras regulablesfresas de ranhurar extensível Com vinCadores
GL11M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52fresas extensibles Con PreCortadores Para ranurarCabeçais Porta-lâminas de ranhurar
FI07M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56Cabezales PortaCuChillas Para ranurarCabeçais Porta-lâminas de ranhurar extensível
TG13M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51Cabezales PortaCuChillas Para ranuras regulablesCabeçais Porta-lâminas de Perfil
TG11M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57TG18MA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58
fresas / Cabezales PortaCuChillas Para Perfiladofresas soldadas de múltiPlos Perfis
T135M - TG35M . . . . . . . . . . . . . . . . . . . . . . . . . . . 59TP22M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61TP23M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63TP31M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .64 - 70FRD3M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .70-iFRD4M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .70-iFRD2M - FRS2M . . . . . . . . . . . . . . . . . . . . . . . . . 70-iiFS22M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .70-IIITP40M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 76
fresas soldadas multiPerfilConjuntos de Cabeçais Porta-lâminas Para Portas de mobiliário
FS39M - FS39MS . . . . . . . . . . . . . . . . . . . . . . . . . . 71FS40M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72FS42M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73
Conjunto de fresas soldadas Para varios radiosCabeçais Porta-lâminas de Perfis múltiPlos Para Portas
FS43M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75gruPos de Cabezales PortaCuChillas Para Puertas de CoCinaConjuntos de Perfilagem Para Portas interiores e exteriores
TP44M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77TP32M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .81 - 82TPSEM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83 - 101
Cabezales PortaCuChillas multiPerfil Para PuertasCabeçais Porta-lâminas Para aros de Portas
TP42M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .102TP46M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 104 - 107
gruPos Para Perfilado de PuertasConjuntos Para Portadas de janelas de riPas vertiCais
ST12MG . . . . . . . . . . . . . . . . . . . . . . . . . . . 108 - 120Cabezales PortaCuChillas Para marCos de PuertasConjunto de Cabeçais Porta-lâminas Para Portas Corredoras elevadoras
TD60M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .121TD61M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .123
gruPos Para Contraventanas de lamas vertiCalesCabeçais Porta-lâminas Para almofadas
TP43M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .125gruPo de Cabezales PortaCuChillas Para Puertas CorrederasConjuntos de Cabeçais Porta-lâminas Para forro e soalho
TP45M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .127
fresas / Cabezales PortaCuChillas Para Plafonesfresas/Cabeçais Porta-lâminas Para almofada
TD21M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .128TD51M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .130TD52M - TD52MD . . . . . . . . . . . . . . . . . . . . . . . .132TD53MS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .134TD55MD - TD55MS . . . . . . . . . . . . . . . . . 136 - 139TD58MS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .140
gruPos de Cabezales PortaCuChillas Para friso y ParquetConjunto de Cabeçais Porta-lâminas Para forro e soalho
TP33M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .141TG79M . . . . . . . . . . . . . . . . . . . . . . . . . . . . 142 - 150TG99M . . . . . . . . . . . . . . . . . . . . . . . . . . . . 151 - 154
estuChe multiPerfiles . CuChillas hssestojo multiPerfis – lâminas hss
CS27M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .155HeRRaMIenTaTaT S PCDFeRRaMenTaS DIaManTe POLICRISTaLInOfresas Para esCuadrarfresas Para reCtifiCar
DFB01D6 - DFB01S6 . . . . . . . . . . . . . . . . . . . . .157fresas antiastillas regulablesfresas reguláveis anti-hastilha
DFB10D6 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .159fresas Para ranurarfresas de ranhurar
DFI02D . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .160fresas de Chaflán Para ranuradoresChanfradores Para fresas de ranhurar
DFI03D6 - DFI03S6 . . . . . . . . . . . . . . . . . . . . . . .161fresas Para reCortar y biselarfresas Para reCortar e Chanfrar
DFB02D6 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .162trituradores esCuadradorestrituradores Para esquadrar
DFT01D6 - DFT01S6 . . . . . . . . . . . . . . . . . . . . . .165fresa Con inClinaCión 60º Para aCabadofresa Com inClinação 60º Para aCabamento
DFB03D6 - DFB03S6 . . . . . . . . . . . . . . . . . . . . .165fresas Para radios inferioresfresas inferiores Para arredondar
DFR02D6 - DFR02S6 . . . . . . . . . . . . . . . . . . . . .166fresas Para ranuras inferioresfresas inferiores Para inCisão inferior
DFI05D6 - DFI05S6 . . . . . . . . . . . . . . . . . . . . . . .167fresas suPeriores Para reCortarfresas suPeriores de aCabamento
DFB04D6 - DFB04S6 . . . . . . . . . . . . . . . . . . . . .167fresas Para softforming y Postformingfresas Para soft-forming e Post-forming
DFR03D6 - DFR03S6 . . . . . . . . . . . . . . . . . . . . .168
PROyeCTOSPROjeCTOSProyeCtos de ConstruCCión de una Puerta de CoCinaProjeCtos de Construção de uma Porta de mobiliário . . . . . . . . 169 - 181ConstruCCión de una PuertaConstrução de uma Porta . . . . . . . . . . . . . . . . 182 - 188
ÍndiCe • ÍndiCe
expliCaCión de los sÍmbolos y las abreviaturasexpliCação dos sÍmbolos e das abreviaturas
número de dientesnúmero de dentes
esPesor de Corte regulableesPessura de Corte regulável
esPesor del CorteesPessura do Corte
esPesoresPessura
PreCortadoresvinCadores
Código artíCuloCódigo artigo
diámetrodiâmetro
ejefuro
seCtoresseCtores
giro a la dereChao a la izquierdarotação à direita ou esquerda
giro a la dereChay a la izquierdarotação à direita ou esquerda
herramientasPara avanCemanualferramentas Para avanço manual
herramientasPara avanCemeCániCoferramentas Com avanço automátiCo
CuChillasde metal duroreafilableslâminas hW afiáveis
CuChillasdeseChableslâminas hW afiáveis
fresas soldadasfresas soldadas
este símbolo indiCa que las herramientas han suPera-do las Pruebas téCniCas imPuestas Por la norma euro-Pea en 847-1 . todastodast las herramientas Conformes aesta norma han reCibido un número de registro, talComo se señala en el ejemPlo anterior .este símbolo indiCa que as ferramentas suPeraram os ensaios téCniCos imPostos Pela norma euroPeia en 847-1 . todas as ferramentas em Conformidade Com esta norma reCeberam um número de registo, tal Como se assinala no exemPlo aCima .
2
C
1
2
3
Los productos Freud son herramientas de nivel superior fabricadas con la tecnología más avanzada, con materiales de primera calidad y un personal altamente cualificado .
nORMa euROPea en 847-1
> En el año 2002, el programa de cabezales normalizados fue rediseñado y renovado, basándose en la nueva norma europea UNI EN 847-1, para eliminar y reducir los peli-gros que pueden derivarse del uso de estas herramientas . En el caso del avance manual el efecto de rebote se ha reducido en gran medida y , en caso de contacto físico con el operario, se minimizan las lesiones graves al usuario . Las herramientas que se ajustan a estas normas portan la inscripción “MeC” o “Man” y se van a utilizar respectivamente en máquinas con avance mecánico o manual .
> Las modificaciones básicas realizadas a nuestras herramientas son las siguientes:
• Para reducir el riesgo de accidentes, nuestras herramientas están construidas de “forma cerrada” y con un dispositivo antirebote a poca distancia del corte .
• Se han añadido pasadores para impedir que cada componente individual del grupo gire por separado;
• Se han introducido grandes aberturas para mejorar la expulsión de la viruta y se prevé incorporar deflectores para los sectores .
CaRaCTeRíSTICaS TéCnICaS De LOS CabezaLeS TRaDICIOnaLeS
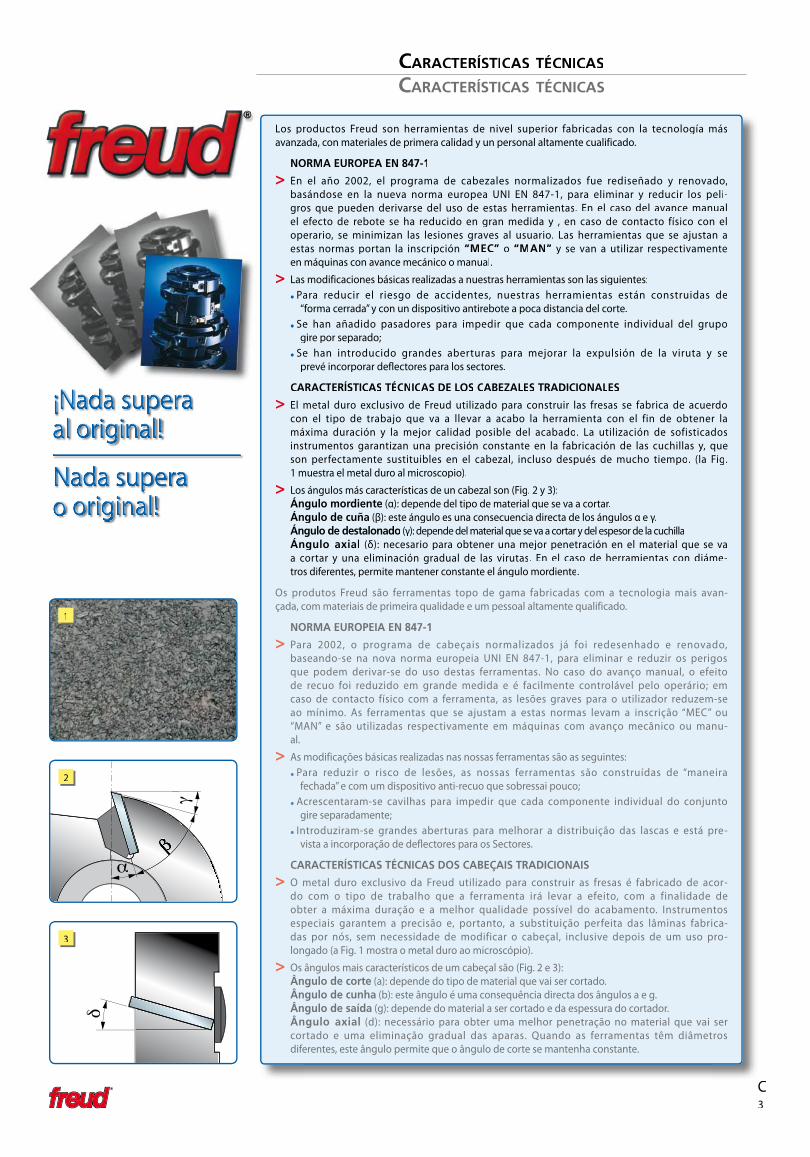
> El metal duro exclusivo de Freud utilizado para construir las fresas se fabrica de acuerdo con el tipo de trabajo que va a llevar a acabo la herramienta con el fin de obtener la máxima duración y la mejor calidad posible del acabado . La utilización de sofisticados instrumentos garantizan una precisión constante en la fabricación de las cuchillas y, que son perfectamente sustituibles en el cabezal, incluso después de mucho tiempo . (la Fig .1 muestra el metal duro al microscopio) .
> Los ángulos más características de un cabezal son (Fig . 2 y 3):Ángulo mordiente (α): depende del tipo de material que se va a cortar .Ángulo de cuña (β): este ángulo es una consecuencia directa de los ángulos α e γ .Ángulo de destalonado (γ (γ ( ): depende del material que se va a cortar y del espesor de la cuchillaÁngulo axial (δ): necesario para obtener una mejor penetración en el material que se va a cortar y una eliminación gradual de las virutas . En el caso de herramientas con diáme-tros diferentes, permite mantener constante el ángulo mordiente .
Os produtos Freud são ferramentas topo de gama fabricadas com a tecnologia mais avan-çada, com materiais de primeira qualidade e um pessoal altamente qualificado .
nORMa euROPeIa en 847-1
> Para 2002, o programa de cabeçais normalizados já foi redesenhado e renovado, baseando-se na nova norma europeia UNI EN 847-1, para eliminar e reduzir os perigos que podem derivar-se do uso destas ferramentas . No caso do avanço manual, o efeito de recuo foi reduzido em grande medida e é facilmente controlável pelo operário; em caso de contacto físico com a ferramenta, as lesões graves para o utilizador reduzem-se ao mínimo . As ferramentas que se ajustam a estas normas levam a inscrição “MEC” ou “MAN” e são utilizadas respectivamente em máquinas com avanço mecânico ou manu-al .
> As modificações básicas realizadas nas nossas ferramentas são as seguintes:
• Para reduzir o risco de lesões, as nossas ferramentas são construídas de “maneira fechada” e com um dispositivo anti-recuo que sobressai pouco;
• Acrescentaram-se cavilhas para impedir que cada componente individual do conjunto gire separadamente;
• Introduziram-se grandes aberturas para melhorar a distribuição das lascas e está pre-vista a incorporação de deflectores para os Sectores .
CaRaCTeRíSTICaS TéCnICaS DOS CabeçaIS TRaDICIOnaIS
> O metal duro exclusivo da Freud utilizado para construir as fresas é fabricado de acor-do com o tipo de trabalho que a ferramenta irá levar a efeito, com a finalidade de obter a máxima duração e a melhor qualidade possível do acabamento . Instrumentos especiais garantem a precisão e, portanto, a substituição perfeita das lâminas fabrica-das por nós, sem necessidade de modificar o cabeçal, inclusive depois de um uso pro-longado (a Fig . 1 mostra o metal duro ao microscópio) .
> Os ângulos mais característicos de um cabeçal são (Fig . 2 e 3):Ângulo de corte (a): depende do tipo de material que vai ser cortado .Ângulo de cunha (b): este ângulo é uma consequência directa dos ângulos a e g .Ângulo de saída (g): depende do material a ser cortado e da espessura do cortador .Ângulo axial (d): necessário para obter uma melhor penetração no material que vai ser cortado e uma eliminação gradual das aparas . Quando as ferramentas têm diâmetros diferentes, este ângulo permite que o ângulo de corte se mantenha constante .
CaraCterÍstiCas téCniCas
CaraCterÍstiCas téCniCas
¡Nada supera ¡Nada supera ¡Nada supera alalal original!original!original!
Nada supera Nada supera Nada supera ooo original!original!original!original!original!original!
3
C
4
5
6
7
9
8
CaraCterÍstiCas téCniCas
CaraCterÍstiCas téCniCas
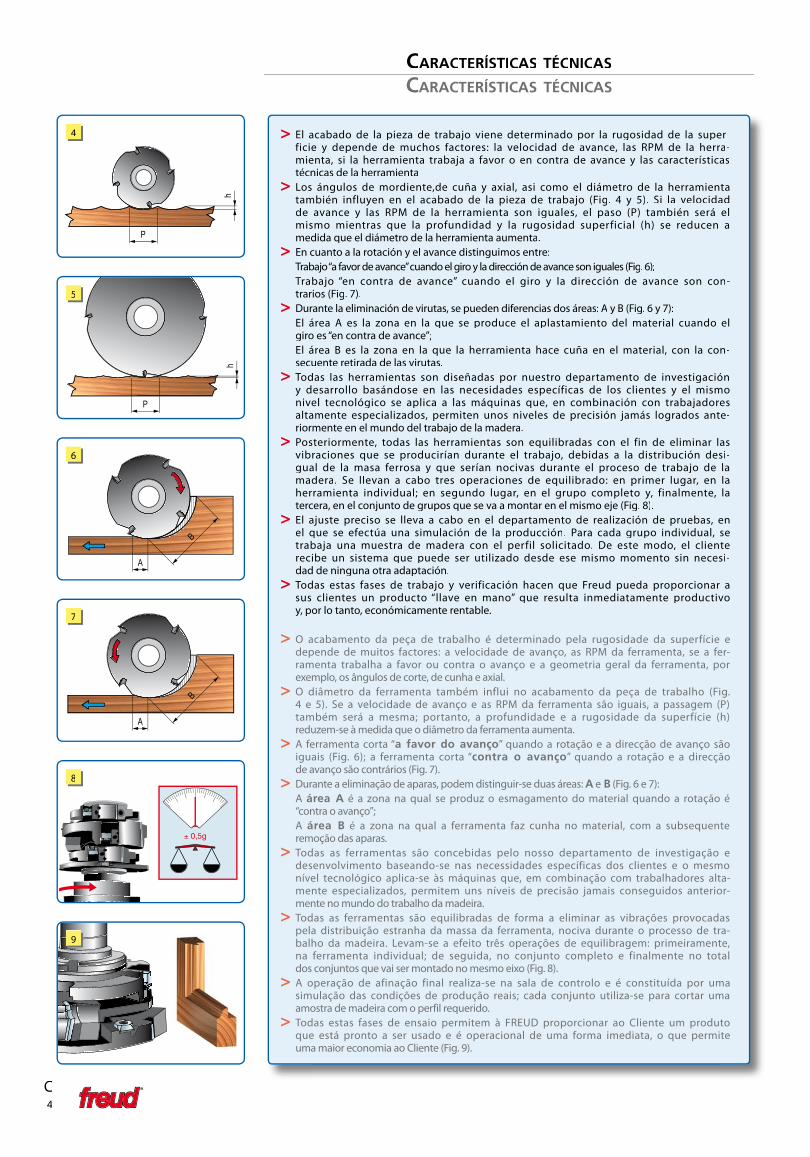
> El acabado de la pieza de trabajo viene determinado por la rugosidad de la super-ficie y depende de muchos factores: la velocidad de avance, las RPM de la herra-mienta, si la herramienta trabaja a favor o en contra de avance y las características técnicas de la herramienta
> Los ángulos de mordiente,de cuña y axial, asi como el diámetro de la herramienta también influyen en el acabado de la pieza de trabajo (Fig . 4 y 5) . Si la velocidad de avance y las RPM de la herramienta son iguales, el paso (P) también será el mismo mientras que la profundidad y la rugosidad superficial (h) se reducen a medida que el diámetro de la herramienta aumenta .
> En cuanto a la rotación y el avance distinguimos entre:Trabajo “a favor de avance” cuando el giro y la dirección de avance son iguales (Fig . 6); . 6); .Trabajo “en contra de avance” cuando el giro y la dirección de avance son con-trarios (Fig . 7) .
> Durante la eliminación de virutas, se pueden diferencias dos áreas: A y B (Fig . 6 y 7):El área A es la zona en la que se produce el aplastamiento del material cuando el giro es “en contra de avance”;El área B es la zona en la que la herramienta hace cuña en el material, con la con-secuente retirada de las virutas .
> Todas las herramientas son diseñadas por nuestro departamento de investigación y desarrollo basándose en las necesidades específicas de los clientes y el mismo nivel tecnológico se aplica a las máquinas que, en combinación con trabajadores altamente especializados, permiten unos niveles de precisión jamás logrados ante-riormente en el mundo del trabajo de la madera .
> Posteriormente, todas las herramientas son equilibradas con el fin de eliminar las vibraciones que se producirían durante el trabajo, debidas a la distribución desi-gual de la masa ferrosa y que serían nocivas durante el proceso de trabajo de la madera . Se llevan a cabo tres operaciones de equilibrado: en primer lugar, en la herramienta individual; en segundo lugar, en el grupo completo y, finalmente, la tercera, en el conjunto de grupos que se va a montar en el mismo eje (Fig . 8) .
> El ajuste preciso se lleva a cabo en el departamento de realización de pruebas, en el que se efectúa una simulación de la producción . Para cada grupo individual, se trabaja una muestra de madera con el perfil solicitado . De este modo, el cliente recibe un sistema que puede ser utilizado desde ese mismo momento sin necesi-dad de ninguna otra adaptación .
> Todas estas fases de trabajo y verificación hacen que Freud pueda proporcionar a sus clientes un producto “llave en mano” que resulta inmediatamente productivo y, por lo tanto, económicamente rentable .
> O acabamento da peça de trabalho é determinado pela rugosidade da superfície e depende de muitos factores: a velocidade de avanço, as RPM da ferramenta, se a fer-ramenta trabalha a favor ou contra o avanço e a geometria geral da ferramenta, por exemplo, os ângulos de corte, de cunha e axial .
> O diâmetro da ferramenta também influi no acabamento da peça de trabalho (Fig . 4 e 5) . Se a velocidade de avanço e as RPM da ferramenta são iguais, a passagem (P) também será a mesma; portanto, a profundidade e a rugosidade da superfície (h) reduzem-se à medida que o diâmetro da ferramenta aumenta .
> A ferramenta corta “a favor do avanço” quando a rotação e a direcção de avanço são iguais (Fig . 6); a ferramenta corta “contra o avanço” quando a rotação e a direcção de avanço são contrários (Fig . 7) .
> Durante a eliminação de aparas, podem distinguir-se duas áreas: a e b (Fig . 6 e 7):A área a é a zona na qual se produz o esmagamento do material quando a rotação é “contra o avanço”;A área b é a zona na qual a ferramenta faz cunha no material, com a subsequente remoção das aparas .
> Todas as ferramentas são concebidas pelo nosso departamento de investigação e desenvolvimento baseando-se nas necessidades específicas dos clientes e o mesmo nível tecnológico aplica-se às máquinas que, em combinação com trabalhadores alta-mente especializados, permitem uns níveis de precisão jamais conseguidos anterior-mente no mundo do trabalho da madeira .
> Todas as ferramentas são equilibradas de forma a eliminar as vibrações provocadas pela distribuição estranha da massa da ferramenta, nociva durante o processo de tra-balho da madeira . Levam-se a efeito três operações de equilibragem: primeiramente, na ferramenta individual; de seguida, no conjunto completo e finalmente no total dos conjuntos que vai ser montado no mesmo eixo (Fig . 8) .
> A operação de afinação final realiza-se na sala de controlo e é constituída por uma simulação das condições de produção reais; cada conjunto utiliza-se para cortar uma amostra de madeira com o perfil requerido .
> Todas estas fases de ensaio permitem à FREUD proporcionar ao Cliente um produto que está pronto a ser usado e é operacional de uma forma imediata, o que permite uma maior economia ao Cliente (Fig . 9) .
4

C
11
10
12
VenTajaTajaT S De LOS CabezaLeS TRaDICIOnaLeS
> Un Cabezal es una herramienta giratoria compuesta por varios cortes de cuchilla desechable de 1,5mm colocados de forma geométrica sobre su circunferencia y unidos mecánicamente al cuerpo de la herramienta . (Fig . 12) . En comparación con las fresas soldadas, los cabezales portacuchillas con cuchillas desechables presentan numerosas ventajas . Para cambiar una cuchilla usada o dañada no es necesario desmontar el cabezal de la máquina, sino simplemente aflojar los tornillos de su asiento . En el caso de una fresa soldada, hay que cambiar toda la herramienta y se debe disponer de una de recambio para no perder tiempo .
> El sistema de bloqueo hrl aprovecha las fuerzas centrífugas generadas por el giro de la herramienta con el fin de autoblocarse . Por esta razón y por el sobredimensio-namiento de los componentes, no existe riesgo de rotura accidental ni de expul-sión de la cuchilla .El sistema HRL también es sinónimo de resistencia: el uso específico de componen-tes especialmente tratados y la precisión de este método garantiza un número prácticamente ilimitado de operaciones de bloqueo y desbloqueo sin comprometer la eficiencia de los mismos (Fig . 10 y 11) .
VanTagenS aDICIOnaIS DOS CabeçaIS TRaDICIOnaIS
> Um Cabeçal Porta-lâminas é uma ferramenta giratória constituída por vários corta-dores colocados de forma geométrica sobre a sua circunferência . Os cortadores são lâminas substituíveis com uma espessura de 1,5 mm, unidas mecanicamente ao corpo da ferramenta (Fig . 12) . Em comparação com as fresas soldadas, os cabeçais porta-lâminas com lâminas substituíveis apresentam numerosas vantagens; nomea-damente, para trocar uma lâmina usada ou danificada não é necessário desmontar o cabeçal da máquina, mas simplesmente desapertar os parafusos do seu assento . Por outro lado, na fresa soldada é necessário remover essa da máquina e alterar todos os cortantes obrigando a ter uma sobresselente para não parar os trabalhos .
> O sistema de bloqueio hrl aproveita as forças centrífugas geradas pela rotação da ferramenta, com o fim de bloquear as lâminas . Esta característica, em conjunto com outros elementos individuais, evita o risco de rotura acidental ou expulsão das lâminas .
O sistema HRL também é sinónimo de resistência: o uso específico de componentes especialmente tratados e a precisão deste método garante um número pratica-mente ilimitado de operações de bloqueio e desbloqueio sem comprometer a efi-ciência dos mesmos (Fig . 10 e 11) .
CaraCterÍstiCas téCniCas
CaraCterÍstiCas téCniCas
> sistema de bloqueo hrlEl tornillo delantero de gran tamaño no se desgasta y es menos proclive a quedar bloqueado u obturado en com-paración con los tornillos pequeños, independientemente de cuál sea su posición .
> sistema de bloqueio hrl O parafuso dianteiro de grande tama-
nho não se desgasta e tem menos ten-dência para ficar bloqueado ou obtu-rado em comparação com os parafusos pequenos, independentemente de qual seja a sua posição
> Componentes del sistema HRL> Componentes do sistema HRL
OjivaOgiva
Tornillo con doble roscaParafuso com dupla rosca
CuchillaLâmina
CuñaCunha
5

C
16
15
13
14
17
CaraCterÍstiCas téCniCas
CaraCterÍstiCas téCniCas
> Las cuchillas del sistema Performance están fabricadas con el metal duro que Freud produce en 6 grados de dureza, de acuerdo con el material que se va a trabajar: maderas macizas blandas y duras, abrasivos, aglomerado, melamina, chapado, MDF, etc . Es posible usar HW con un alto grado de dureza con el fin de permitir una duración de un 30% superior en relación con el HW utilizado para los dientes soldados y a los destinados al trabajo de materiales muy abrasivos .
> Además de ser una solución que sustituye prácticamente a las fresas de placa soldada, gracias a la intercambiabilidad de los perfiles y a la duración de la herra-mienta, existen ventajas adicionales a la hora de trabajar con pantógrafos CNC, en los que las paradas de la máquina pueden resultar muy costosas . El cambio de una cuchilla utilizada o dañada no requiere el desmontaje del cabezal portacuchillas de la máquina, puesto que es suficiente con aflojar el tornillo que lo mantiene en su lugar . Por el contrario, una fresa de placa soldada debe cambiarse por completo y se debe disponer de una recambio para evitar pérdidas de tiempo .
> Freud dispone de una amplia gama de herramientas con cuchillas Performance estándar o especiales para pantógrafos manuales y CNC (Fig . 14) .
> El sistema Performance resulta muy ventajoso, incluso en comparación con los cabezales portacuchillas tradicionales . Todo gracias a la facilidad de afilado, al bajo coste operativo y a que no es necesaria ninguna maquinaria específica (el uso de una muela plana o de una máquina para rectificar superficies es suficiente - véase Fig . 15) ni personal especializado .
> Incluso después del afilado, las cuchillas Performance mantiene su perfil original (Fig . 16) y el diámetro de corte de la herramienta, presentando pérdidas máximas de 0,15 - 0,20 mm .
> Sugerencias para el afilado correcto en rectificadoras de superficies o rectificadoras planas:1) Sujete el soporte TA01M ó TA02M (Fig . 16) a la rectificadora de superficie o la
rectificadora plana .2) Sujete las cuchillas con los tornillos suministrados .3) Proceda a afilar todo el grupo de cuchillas .Se recomienda utilizar un gran volumen de líquido refrigerante durante el afila-do . Utilice muelas de diamante (Fig . 17) con las siguientes características: D6A2-C100-D54 .
> Bajo petición, se puede llevar a cabo el afilado en nuestras instalaciones; simple-mente debe enviarnos el grupo completo de cuchillas e indicar en el pedido el código OPTAFF AA9 .
> As lâminas do sistema Performance são fabricadas com metal duro, que a Freud pro-duz em 6 graus de dureza, de acordo com o material que irá ser trabalhado: madei-ras macias e duras, maciças, abrasivos, aglomerado, melamina, laminados, MDF, etc . É possível usar HW com um alto grau de dureza com a finalidade de permitir uma soli-dez 30% superior em relação ao HW utilizado para os cortadores soldados destinados ao trabalho de materiais muito abrasivos .
> Para além de ser uma solução que substitui praticamente as fresas soldadas, graças à possibilidade de trocar os perfis na própria ferramenta e à duração da ferramenta em si, existem notáveis vantagens e comodidades na hora de trabalhar com máquinas CNC, trabalhos nos quais a paragem das máquinas pode ter um alto custo; nomeada-mente, a substituição de uma lâmina usada ou danificada não necessita de desmon-tagem do cabeçal porta-lâminas da máquina, porque basta somente desapertar o parafuso que a fixa no seu lugar . Pelo contrário, uma fresa soldada deve ser substituí-da completamente e deve dispor-se de uma sobresselente para não perder tempo .
> A Freud dispõe de uma ampla gama de ferramentas com lâminas Performance, nor-mais ou individualizadas para máquinas pantógrafos manuais e CNC (Fig . 14) .
> O sistema Performance apresenta muitas vantagens, inclusive em comparação com os cabeçais porta-lâminas tradicionais, graças à facilidade de serem afiadas, ao baixo custo operacional e ao facto de não necessitar de qualquer maquinaria específica (o uso de uma mó plana ou de uma máquina para rectificar superfícies é suficiente - ver Fig . 15) ou pessoal especializado .
> Inclusive depois de ser afiadas, as lâminas Performance mantêm o seu perfil original (Fig . 16) e o diâmetro de corte da ferramenta, registando perdas máximas de 0,15 - 0,20 mm .
> Sugestões para o afiamento correcto em rectificadoras de superfícies ou rectificado-ras planas:1) Fixe o suporte TA01M ou TA02M (Fig . 16) à rectificadora de superfície ou à rectifi-cadora plana .2) Fixe as lâminas com os parafusos fornecidos .3) Proceda a afiar todo o conjunto de lâminas .Recomenda-se utilizar uma abundante quantidade de líquido refrigerante durante o afia-mento . Utilize mós de diamante (Fig . 17) com as seguintes características: D6A2-C100-D54 .
> A pedido é possível realizar o afiamento nas nossas instalações; simplesmente deve enviar-nos o conjunto completo de lâminas e indicar na encomenda o código OPTAFF AA9 .
6

C
19
18
CaraCterÍstiCas téCniCas
CaraCterÍstiCas téCniCas
Recuperación automática del diámetroRecuperação automática do diâmetro
> Isoprofil constituye una innovación extraordinaria surgida en el mismo departamento de investigación y desarrollo de la compañíamismo departamento de investigación y desarrollo de la compañía .Una innovación ingeniosa para solucionar problemas relacionados Una innovación ingeniosa para solucionar problemas relacionados con las herramientas en las que se montan cuchillas perfiladas que ya han sido reafiladas . Es bien sabido que el afilado de cuchillas Performance conlleva variaciones en el diámetro de corte de la herramienta que provocan un perfil incorrecto . La eliminación de material de la superficie de la cuchilla reduce su espesor, su altura y, por tanto, el diámetro de la misma herramienta . La introduc-ción del sistema Isoprofil nos permite evitar de forma definitiva la
reducción del diámetro, con una extrema simplicidad y sin necesidad reducción del diámetro, con una extrema simplicidad y sin necesidad de instrumentos de medición auxiliares para verificar el correcto de instrumentos de medición auxiliares para verificar el correcto
funcionamiento de la cuchilla después del afiladofuncionamiento de la cuchilla después del afilado . La idea se basa, fundamentalmente, en la forma geométrica de la cuña y los asientos de fundamentalmente, en la forma geométrica de la cuña y los asientos de
posicionamiento en la herramienta (Figposicionamiento en la herramienta (Fig . 18) . Al apretar el tornillo de blo-queo, se comprime la cuña hasta que bloquea la cuchilla en la herramientaqueo, se comprime la cuña hasta que bloquea la cuchilla en la herramienta .
La cuña, que se desliza por la superficie inclinada, bloquea la cuchilla y la La cuña, que se desliza por la superficie inclinada, bloquea la cuchilla y la eleva hasta que compensa la reducción del diámetro de corte, determinado por eleva hasta que compensa la reducción del diámetro de corte, determinado por
el afilado . Quienes más se pueden beneficiar de esto son quienes utilizan máquinas Quienes más se pueden beneficiar de esto son quienes utilizan máquinas con control numérico y necesitan mantener una herramienta con un diámetro constancon control numérico y necesitan mantener una herramienta con un diámetro constan-te, sin tener que intervenir en la reprogramación de la máquina durante su funcionate, sin tener que intervenir en la reprogramación de la máquina durante su funciona-miento, con el fin de compensar los errores dimensionales que pueden derivarse del afilado . Para mantener el perfil de las cuchillas Performance incluso después de varios reafilados, Freud ha inventado y adoptado un dispositivo sencillo pero eficaz, creando un ángulo de destalonado en el lado de apoyo de la cuchilla con el topa de posiciona-miento . De este modo, aunque se lleven a cabo afilados, el perfil no varía, como suce-dería en una cuchilla tradicional . Es seguro que el usuario va a sacar partido al nuevo sistema . Al llevar a cabo tareas como la ilustrada en la imagen 19, en la que cuchillas reafilables crean el perfil y el contraperfil . Resulta evidente que mantener la forma original permite obtener un acoplamiento perfecto de la madera durante toda la vida útil de la cuchilla, incluso después de 8-10 afilados, sin regular las guías ni los ejes CNC .De esta forma, se pueden ahorrar costes operativos con las cuchillas “Performance”, sin ninguna limitación en comparación con las cuchillas desechables .
> Isoprofil constitui uma inovação extraordinária surgida no próprio departamento de investi-gação e desenvolvimento da empresa . Uma inovação engenhosa para solucionar problemas relacionados com as ferramentas nas quais se montam lâminas perfiladas que já foram afia-das . É bem sabido que o afiamento de lâminas Performance envolve variações no diâmetro de corte da ferramenta que provocam um perfil incorrecto . A eliminação de material da superfície da lâmina reduz a sua espessura, a sua altura e, portanto, o diâmetro da própria ferramenta . A introdução do sistema Isoprofil permite-nos evitar de forma definitiva a redu-ção do diâmetro, com uma simplicidade operacional extrema e sem necessidade de instru-mentos de medição auxiliares para verificar a funcionalidade correcta da lâmina depois de ela ter sido afiada . A ideia baseia-se, fundamentalmente, na forma geométrica da cunha e nos assentos de posicionamento na ferramenta (Fig . 18) . Ao apertar o parafuso de bloqueio, a cunha comprime-se até bloquear a lâmina na ferramenta . A cunha que desliza pela super-fície inclinada bloqueia a lâmina e eleva-se até compensar a redução do diâmetro de corte, determinado pelo afiamento . Quem mais beneficia com isto é quem utiliza máquinas com controlo numérico e necessita de manter uma ferramenta com um diâmetro constante, sem ter que intervir na reprogramação da máquina em funcionamento, com a finalidade de com-pensar os erros dimensionais que possam derivar-se do afiamento . Mais ainda, para manter o perfil das lâminas Performance inclusive depois de elas terem sido afiadas várias vezes, a Freud inventou e adoptou um dispositivo simples mas eficaz, que cria também um ângulo de relaxamento no lado de apoio da lâmina no parafuso de posicionamento . Deste modo, ape-sar de se realizarem afiamentos, o perfil não varia, como sucederia numa lâmina tradicional . Certamente o utilizador tirará proveito do novo sistema . Ao realizar trabalhos como o ilus-trado na imagem 19, na qual as lâminas afiáveis criam e o perfil e o contra-perfil, é evidente que a manutenção da forma original permite obter um acoplamento perfeito durante toda a vida útil da lâmina, inclusive depois de elas terem sido afiadas 8 a 10 vezes, sem regular as guias nem os eixos CNC . Deste modo, podem poupar-se custos operacionais com as lâminas “Performance”, sem qualquer limitação em comparação com as lâminas substituíveis .
Ø inicialØ inicial
reposicionamiento de la cuchilla afilada
reposicionamento da lâmina afiada
Ø inicial y finalØ Inicial e final
T NE ST
PATENTEREGISTRADA
evdéposéBrevetdéposé
7

C
20
22
21
24
25
23
SeCTOReS y PReCORTaCORTaCORT DOReS
> El precortador triangular (Fig . 20) es un componente fabricado en HW con el fin de proporcionar mayor duración al corte, que se utiliza en cabezales portacuchillas y en herramientas Performance para proporcionar un mejor acabado en los galces . El largo de la superficie de trabajo (22 mm) y la posición del precortador (ángulo mordiente positivo) garantizan un acabado perfecto sin dejar marcas (la longitud del galce debe ser inferior a la longitud del precortador) .
> Otra característica importante es el tamaño del área de descarga de virutas situada delante del precortador: esto permite una descarga de virutas excelente y, por lo tanto, el elemento resulta más eficiente (Fig . 20) .
> Los sectores de chaflán y de redondeo se utilizan para eliminar aristas vivas de la pieza de trabajo . Además de dar mayor calidad estética, ayudan a que el barniz o la pintura se depositen de forma más uniforme en todas las zonas de la madera .
> Los sectores con ángulo axial (Fig . 21) permiten un mejor acabado cuando la madera se trabaja a contraveta (se evita el astillado de la parte frágil de la veta) . Estos sectores y tam-bién los elementos porta-sectores del sistema NSR) se fabrican con una precisión extrema y esto permite que sean sustituidos sin necesidad de anillas separadoras (Fig . 22) .
> El nuevo sistema de seCtor regulable nsr patentado es el único que permite regular los patentado es el único que permite regular los sectores sin necesidad de instrumentos de medición . Este sistema específico permite el ajuste en altura de los sectores con incrementos de 1mm en todo el ancho de la herra-mienta y con una precisión centesimal . Las marcas de referencia se graban con preci-sión extrema utilizando láser y permiten un posicionamiento rápido y simple del sector (Fig . 23) . La Fig . 24 muestra los componentes .
> Los sectores disponen de un ángulo axial y un ángulo mordiente positivo que permi-ten un acabado excelente en cualquier tipo de material . En el mismo asiento pueden montarse con sectores de redondeo (R = 1,5 - 2 -3 mm) o los de chaflán (3 mm x 45º) .
> El sector de precorte-redondeo combina las características de un sector de redon-deo y un precortador . Con una sola operación, el galce es redondeado y acabado tanto interna como externamente . Estos sectores de HW integral se fabrican con varias pro-fundidades de galce y con el ángulo de mordiente y axial necesarios para un acabado extremadamente bueno . Se pueden montar diferentes sectores en los mismos asientos, de modo que la misma herramienta puede cortar galces de diferentes profundidades (Fig . 25) .
SeCTOReS e PReCORTaDOReS
> O precortador triangular (Fig . 20) é um componente fabricado em HW com a finalidade de proporcionar uma maior duração ao cortante, é um componente utilizado em cabeçais porta-lâminas e em ferramentas Performance para proporcionar um melhor acabamento nos rebaixos . A largura da superfície de corte (22 mm) e a posição do precortador (ângulo de corte a favor do avanço) garantem um acabamento perfeito sem deixar marcas (a altu-ra do rebaixo é inferior ao comprimento do precortador) .
> Outra característica importante é o tamanho da área de descarga de aparas situada à frente do precortador: isto permite uma descarga de aparas excelente e, portanto, o pre-cortador é mais eficiente (Fig . 20) .
> Os Sectores redondeadores e inclinados utilizam-se para eliminar arestas vivas da peça de trabalho . Estes Sectores proporcionam um acabamento de melhor qualidade, permitin-do que os diversos acabamentos se depositem de uma forma mais uniforme .
> Os Sectores com ângulo axial (Fig . 21) permitem um melhor acabamento quando a madei-ra é cortada contra veio . Os Sectores e os seus assentos são fabricados com uma precisão extrema e isto permite que sejam substituídos sem necessidades de anilhas separadores (Fig . 22) .
> O novo sistema de seCtores regulável nsr patenteado é o único que permite realizar regula-ções sem necessidade de instrumentos de medição . Este sistema específico permite a regu-lação dos Sectores com uma precisão de centésimos de milímetro em todo o comprimento da ferramenta . As marcas de referência inapagáveis são gravadas com precisão extrema utilizando laser e permitem um reposicionamento rápido e simples do sector (Fig . 23) . A Fig . 24 mostra os componentes .
> Os Sectores dispõem de um ângulo de corte e um ângulo axial que permitem um acaba-mento excelente em qualquer tipo de material . O mesmo assento pode ser equipado com Sectores redondeadores (R = 1,5 - 2 -3 mm) ou Sectores inclinados (3 mm x 45º) .
> O sector precortador redondeador combina as características de sector redondeador e um precortador . Com uma única operação, o rebaixo é arredondado e acabado tanto a nível interno como externo . Estes Sectores HW maciço são fabricadas com várias profundi-dades de rebaixo para satisfazer as necessidades dos clientes . O acabamento extremamen-te bom é garantido pela combinação ângulo corte - axial dos Sectores . Podem acoplar-se diversos Sectores nos mesmos assentos, de forma à mesma ferramenta poder efectuar rebaixos de diferentes profundidades (Fig . 25) .
CaraCterÍstiCas téCniCas
CaraCterÍstiCas téCniCas
8
C
26
27
30 NO!
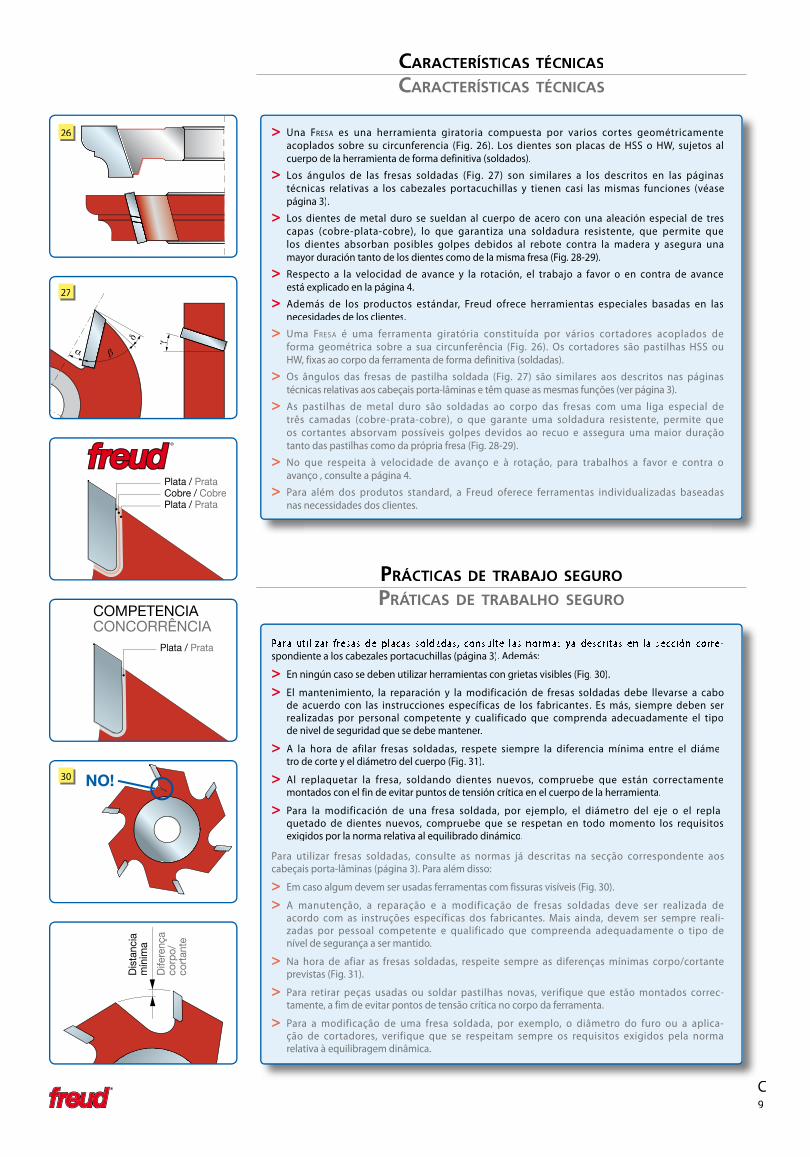
> Una fresa es una herramienta giratoria compuesta por varios cortes geométricamente acoplados sobre su circunferencia (Fig . 26) . Los dientes son placas de HSS o HW, sujetos al cuerpo de la herramienta de forma definitiva (soldados) .
> Los ángulos de las fresas soldadas (Fig . 27) son similares a los descritos en las páginas técnicas relativas a los cabezales portacuchillas y tienen casi las mismas funciones (véase página 3) .
> Los dientes de metal duro se sueldan al cuerpo de acero con una aleación especial de tres capas (cobre-plata-cobre), lo que garantiza una soldadura resistente, que permite que los dientes absorban posibles golpes debidos al rebote contra la madera y asegura una mayor duración tanto de los dientes como de la misma fresa (Fig . 28-29) .
> Respecto a la velocidad de avance y la rotación, el trabajo a favor o en contra de avance está explicado en la página 4 .
> Además de los productos estándar, Freud ofrece herramientas especiales basadas en las necesidades de los clientes .
> Uma fresa é uma ferramenta giratória constituída por vários cortadores acoplados de forma geométrica sobre a sua circunferência (Fig . 26) . Os cortadores são pastilhas HSS ou HW, fixas ao corpo da ferramenta de forma definitiva (soldadas) .
> Os ângulos das fresas de pastilha soldada (Fig . 27) são similares aos descritos nas páginas técnicas relativas aos cabeçais porta-lâminas e têm quase as mesmas funções (ver página 3) .
> As pastilhas de metal duro são soldadas ao corpo das fresas com uma liga especial de três camadas (cobre-prata-cobre), o que garante uma soldadura resistente, permite que os cortantes absorvam possíveis golpes devidos ao recuo e assegura uma maior duração tanto das pastilhas como da própria fresa (Fig . 28-29) .
> No que respeita à velocidade de avanço e à rotação, para trabalhos a favor e contra o avanço , consulte a página 4 .
> Para além dos produtos standard, a Freud oferece ferramentas individualizadas baseadas nas necessidades dos clientes .
Para utilizar fresas de placas soldadas, consulte las normas ya descritas en la sección corre-spondiente a los cabezales portacuchillas (página 3) . Además:
> En ningún caso se deben utilizar herramientas con grietas visibles (Fig . 30) .
> El mantenimiento, la reparación y la modificación de fresas soldadas debe llevarse a cabo de acuerdo con las instrucciones específicas de los fabricantes . Es más, siempre deben ser realizadas por personal competente y cualificado que comprenda adecuadamente el tipo de nivel de seguridad que se debe mantener .
> A la hora de afilar fresas soldadas, respete siempre la diferencia mínima entre el diáme-tro de corte y el diámetro del cuerpo (Fig . 31) .
> Al replaquetar la fresa, soldando dientes nuevos, compruebe que están correctamente montados con el fin de evitar puntos de tensión crítica en el cuerpo de la herramienta .
> Para la modificación de una fresa soldada, por ejemplo, el diámetro del eje o el repla-quetado de dientes nuevos, compruebe que se respetan en todo momento los requisitos exigidos por la norma relativa al equilibrado dinámico .
Para utilizar fresas soldadas, consulte as normas já descritas na secção correspondente aos cabeçais porta-lâminas (página 3) . Para além disso:
> Em caso algum devem ser usadas ferramentas com fissuras visíveis (Fig . 30) .
> A manutenção, a reparação e a modificação de fresas soldadas deve ser realizada de acordo com as instruções específicas dos fabricantes . Mais ainda, devem ser sempre reali-zadas por pessoal competente e qualificado que compreenda adequadamente o tipo de nível de segurança a ser mantido .
> Na hora de afiar as fresas soldadas, respeite sempre as diferenças mínimas corpo/cortante previstas (Fig . 31) .
> Para retirar peças usadas ou soldar pastilhas novas, verifique que estão montados correc-tamente, a fim de evitar pontos de tensão crítica no corpo da ferramenta .
> Para a modificação de uma fresa soldada, por exemplo, o diâmetro do furo ou a aplica-ção de cortadores, verifique que se respeitam sempre os requisitos exigidos pela norma relativa à equilibragem dinâmica .
Plata / Prata
COMPETENCIACONCORRÊNCIA
Plata / PrataCobre / CobrePlata / Prata
Dis
tanc
ia
mín
ima
Dife
renç
a co
rpo/
cort
ante
CaraCterÍstiCas téCniCas
CaraCterÍstiCas téCniCas
práCtiCas de trabajo seguro
prátiCas de trabalho seguro
9
C
37
32
OK
33
NO!
34
NO!
36
NO!
35 NO!
práCtiCas de trabajo seguro
prátiCas de trabalho seguro
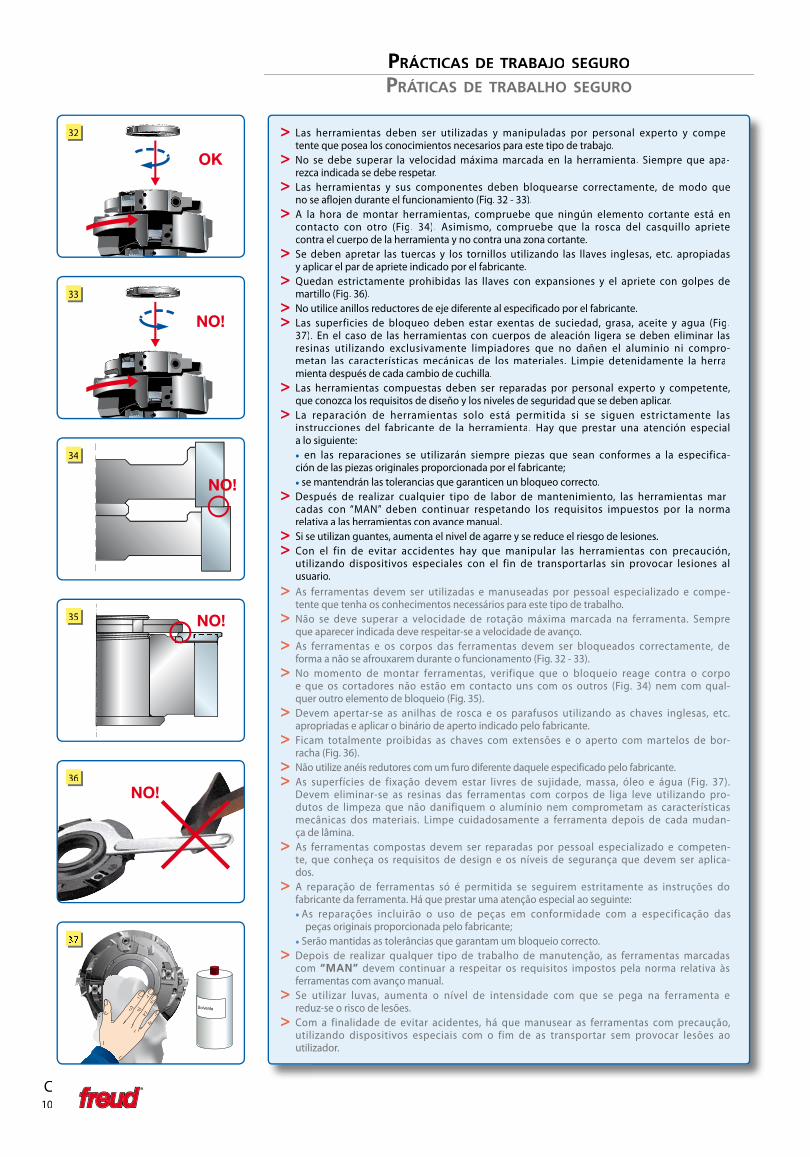
> Las herramientas deben ser utilizadas y manipuladas por personal experto y compe-tente que posea los conocimientos necesarios para este tipo de trabajo .
> No se debe superar la velocidad máxima marcada en la herramienta . Siempre que apa-rezca indicada se debe respetar .
> Las herramientas y sus componentes deben bloquearse correctamente, de modo que no se aflojen durante el funcionamiento (Fig . 32 - 33) .
> A la hora de montar herramientas, compruebe que ningún elemento cortante está en contacto con otro (Fig . 34) . Asimismo, compruebe que la rosca del casquillo apriete contra el cuerpo de la herramienta y no contra una zona cortante .
> Se deben apretar las tuercas y los tornillos utilizando las llaves inglesas, etc . apropiadas y aplicar el par de apriete indicado por el fabricante .
> Quedan estrictamente prohibidas las llaves con expansiones y el apriete con golpes de martillo (Fig . 36) .
> No utilice anillos reductores de eje diferente al especificado por el fabricante .> Las superficies de bloqueo deben estar exentas de suciedad, grasa, aceite y agua (Fig .
37) . En el caso de las herramientas con cuerpos de aleación ligera se deben eliminar las resinas utilizando exclusivamente limpiadores que no dañen el aluminio ni compro-metan las características mecánicas de los materiales . Limpie detenidamente la herra-mienta después de cada cambio de cuchilla .
> Las herramientas compuestas deben ser reparadas por personal experto y competente, que conozca los requisitos de diseño y los niveles de seguridad que se deben aplicar .
> La reparación de herramientas solo está permitida si se siguen estrictamente las instrucciones del fabricante de la herramienta . Hay que prestar una atención especial a lo siguiente:
• en las reparaciones se utilizarán siempre piezas que sean conformes a la especifica-ción de las piezas originales proporcionada por el fabricante;
• se mantendrán las tolerancias que garanticen un bloqueo correcto .> Después de realizar cualquier tipo de labor de mantenimiento, las herramientas mar-
cadas con “MAN” deben continuar respetando los requisitos impuestos por la norma “MAN” deben continuar respetando los requisitos impuestos por la norma “MAN”relativa a las herramientas con avance manual .
> Si se utilizan guantes, aumenta el nivel de agarre y se reduce el riesgo de lesiones .> Con el fin de evitar accidentes hay que manipular las herramientas con precaución,
utilizando dispositivos especiales con el fin de transportarlas sin provocar lesiones al usuario .
> As ferramentas devem ser utilizadas e manuseadas por pessoal especializado e compe-tente que tenha os conhecimentos necessários para este tipo de trabalho .
> Não se deve superar a velocidade de rotação máxima marcada na ferramenta . Sempre que aparecer indicada deve respeitar-se a velocidade de avanço .
> As ferramentas e os corpos das ferramentas devem ser bloqueados correctamente, de forma a não se afrouxarem durante o funcionamento (Fig . 32 - 33) .
> No momento de montar ferramentas, verifique que o bloqueio reage contra o corpo e que os cortadores não estão em contacto uns com os outros (Fig . 34) nem com qual-quer outro elemento de bloqueio (Fig . 35) .
> Devem apertar-se as anilhas de rosca e os parafusos utilizando as chaves inglesas, etc . apropriadas e aplicar o binário de aperto indicado pelo fabricante .
> Ficam totalmente proibidas as chaves com extensões e o aperto com martelos de bor-racha (Fig . 36) .
> Não utilize anéis redutores com um furo diferente daquele especificado pelo fabricante .> As superfícies de fixação devem estar livres de sujidade, massa, óleo e água (Fig . 37) .
Devem eliminar-se as resinas das ferramentas com corpos de liga leve utilizando pro-dutos de limpeza que não danifiquem o alumínio nem comprometam as características mecânicas dos materiais . Limpe cuidadosamente a ferramenta depois de cada mudan-ça de lâmina .
> As ferramentas compostas devem ser reparadas por pessoal especializado e competen-te, que conheça os requisitos de design e os níveis de segurança que devem ser aplica-dos .
> A reparação de ferramentas só é permitida se seguirem estritamente as instruções do fabricante da ferramenta . Há que prestar uma atenção especial ao seguinte:
• As reparações incluirão o uso de peças em conformidade com a especificação das peças originais proporcionada pelo fabricante;
• Serão mantidas as tolerâncias que garantam um bloqueio correcto .> Depois de realizar qualquer tipo de trabalho de manutenção, as ferramentas marcadas
com “Man” devem continuar a respeitar os requisitos impostos pela norma relativa às ferramentas com avanço manual .
> Se utilizar luvas, aumenta o nível de intensidade com que se pega na ferramenta e reduz-se o risco de lesões .
> Com a finalidade de evitar acidentes, há que manusear as ferramentas com precaução, utilizando dispositivos especiais com o fim de as transportar sem provocar lesões ao utilizador .
10
C
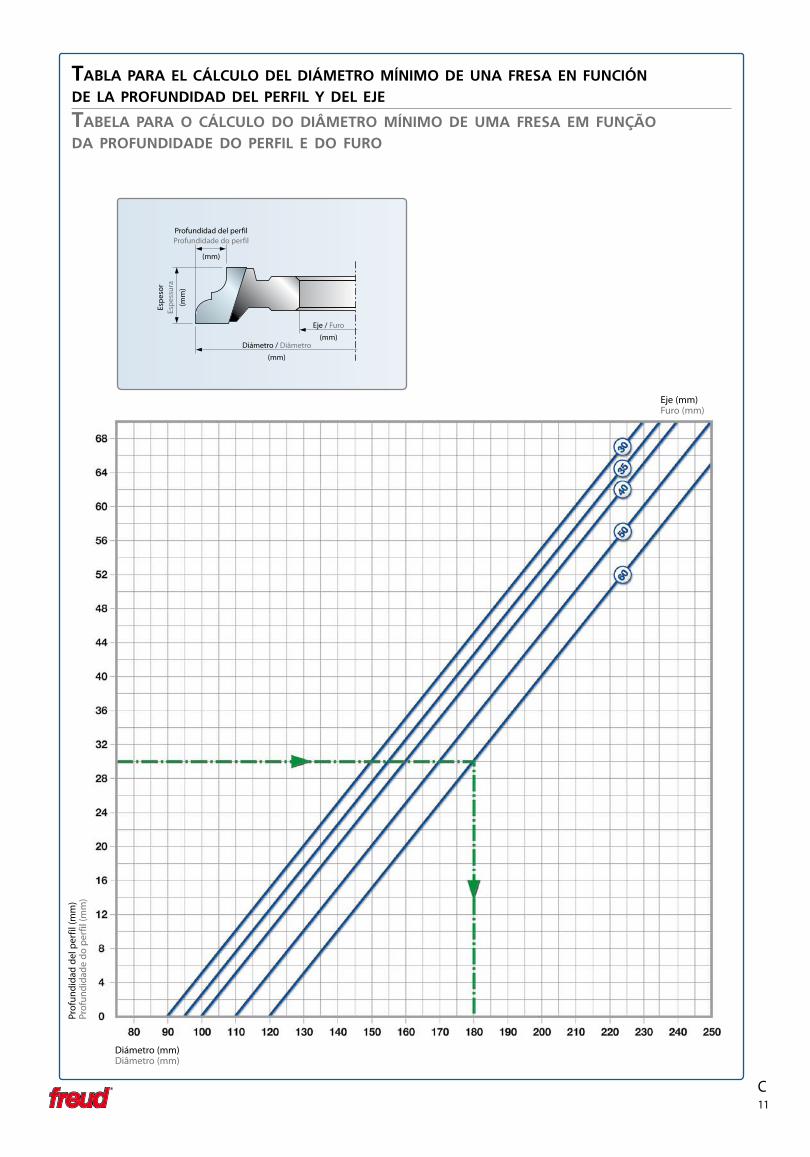
tabla para el CálCulo del diámetro mÍnimo de una Fresa en FunCión de la proFundidad del perFil y del eje
tabela para o CálCulo do diâmetro mÍnimo de uma Fresa em Função da proFundidade do perFil e do Furo
Prof
undi
dad
del p
erfil
(mm
)Pr
ofun
dida
de d
o pe
rfil
(mm
)
Diámetro (mm)Diâmetro (mm)
Eje (mm)Furo (mm)
Eje / Furo(mm)
Diámetro / Diâmetro(mm)
Espe
sor
Espe
ssur
a(m
m)
Profundidad del perfilProfundidade do perfil
(mm)
11
C
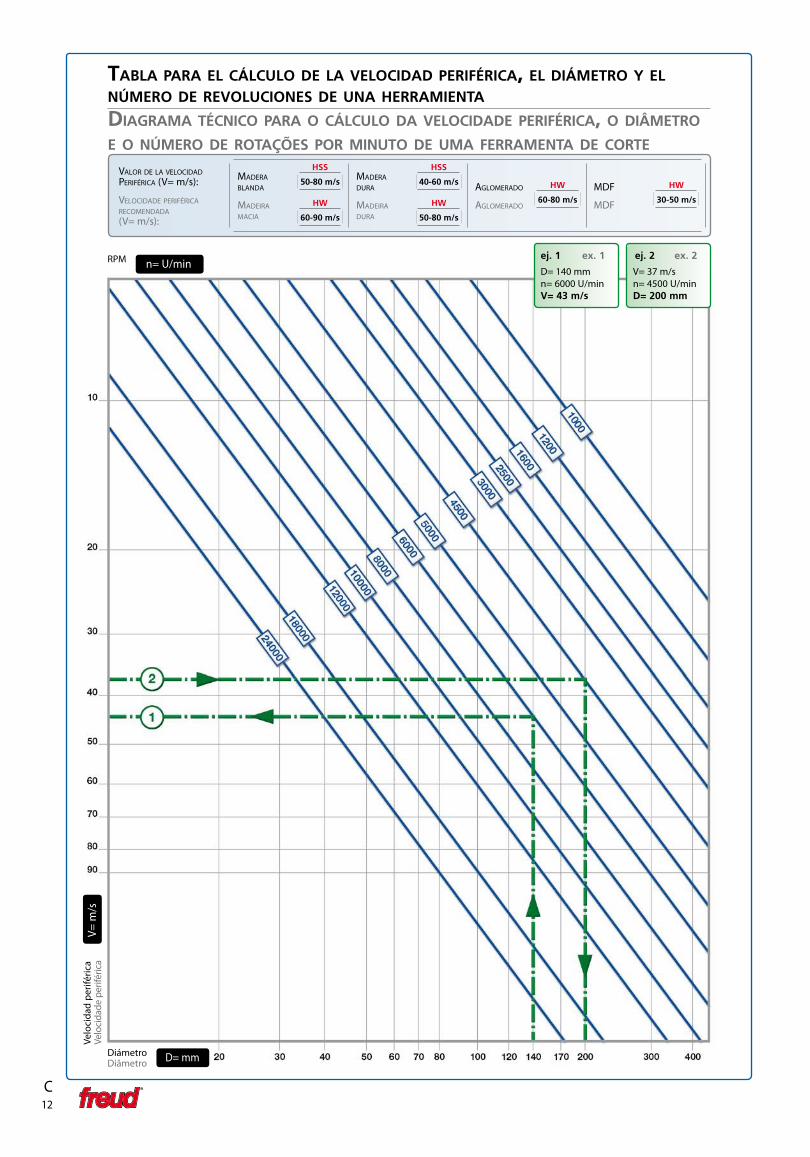
ej. 1 ex. 1
D= 140 mmn= 6000 U/minV= 43 m/s
ej. 2 ex. 2
V= 37 m/sn= 4500 U/minD= 200 mm
n= U/min
V= m
/s
D= mm
HSS
50-80 m/s
HW
60-90 m/s
HSS
40-60 m/s
HW
50-80 m/s
HW
60-80 m/s
HW
30-50 m/s
tabla para el CálCulo de la veloCidad periFériCa, el diámetro y el número de revoluCiones de una herramienta
diagrama téCniCo para o CálCulo da veloCidade periFériCa, o diâmetro e o número de rotações por minuto de uma Ferramenta de Corte
RPM
Velo
cida
d pe
rifér
ica
Velo
cida
de p
erifé
rica
DiámetroDiâmetro
valor de la veloCidadPerifériCa (v= m/s):
veloCidade PerifériCa reComendada (v= m/s):
madera blanda
madeira maCia
madera dura
madeira dura
aglomerado
aglomerado
mdf
mdf
12
C
ej. 1 ex. 1
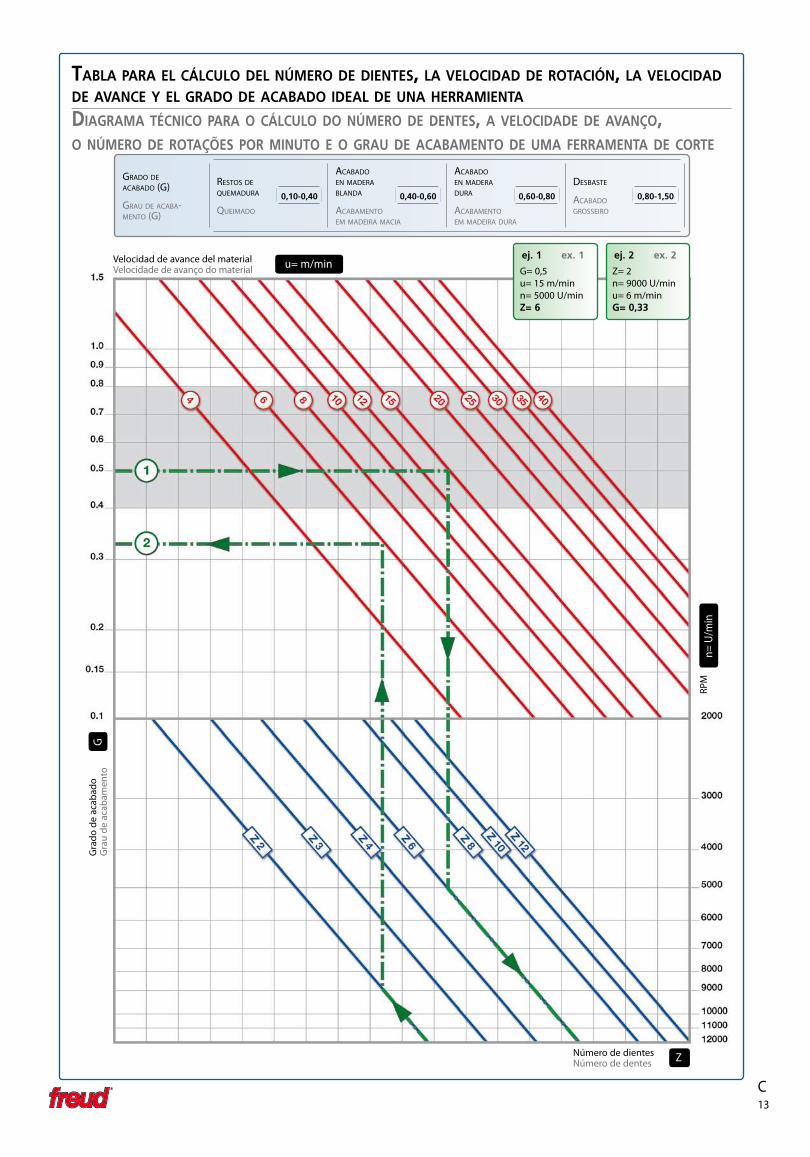
G= 0,5u= 15 m/minn= 5000 U/minz= 6
ej. 2 ex. 2
Z= 2n= 9000 U/minu= 6 m/ming= 0,33
0,10-0,40 0,40-0,60 0,60-0,80 0,80-1,50
u= m/min
G
Z
n= U
/min
tabla para el CálCulo del número de dientes, la veloCidad de rotaCión, la veloCidad de avanCe y el grado de aCabado ideal de una herramienta
diagrama téCniCo para o CálCulo do número de dentes, a veloCidade de avanço, o número de rotações por minuto e o grau de aCabamento de uma Ferramenta de Corte
grado de aCabado (g)
grau de aCaba-mento (g)
restos de quemadura
queimado
aCabado en madera blanda
aCabamento em madeira maCia
aCabado en madera dura
aCabamento em madeira dura
desbaste
aCabado grosseiro
Velocidad de avance del materialVelocidade de avanço do material
Gra
do d
e ac
abad
oG
rau
de a
caba
men
to
Número de dientesNúmero de dentes
RPM
13
T102M
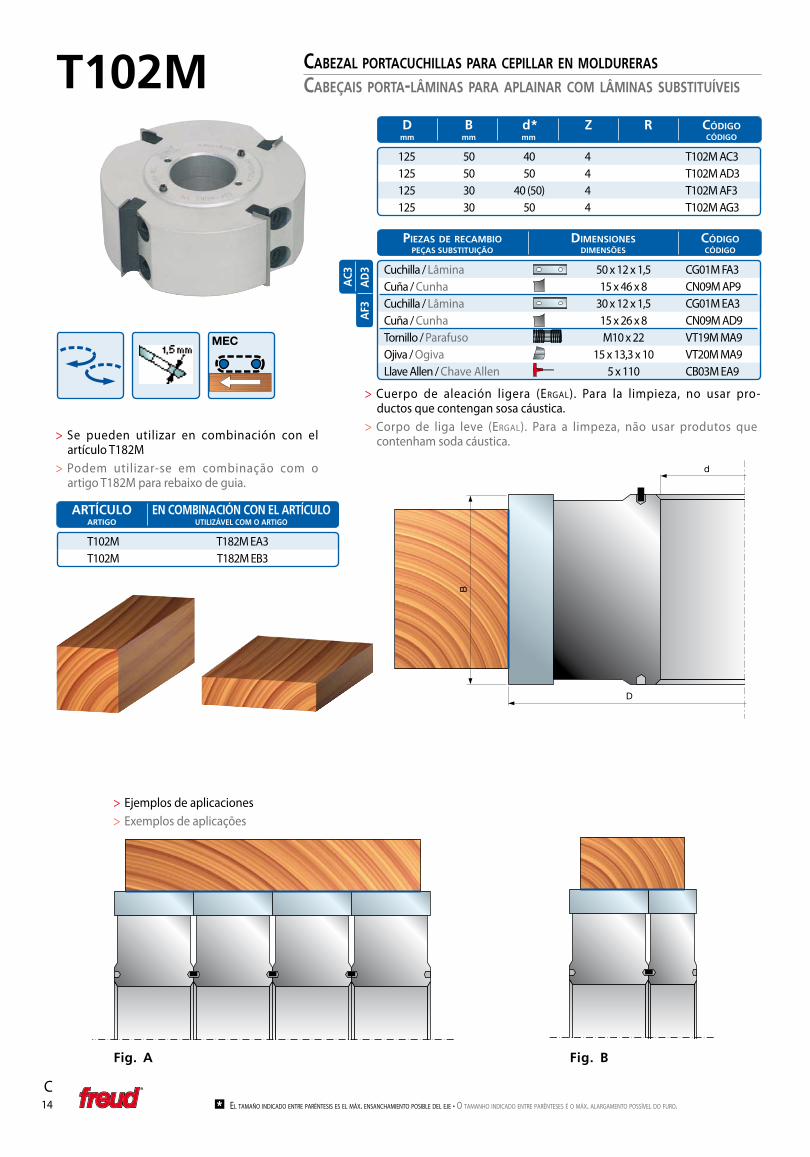
125 50 40 4 T102M AC3 125 50 50 4 T102M AD3 125 30 40 (50) 4 T102M AF3 125 30 50 4 T102M AG3
aF3
aC3
aD
3
Fig. a Fig. b
T102M T182M EA3 T102M T182M EB3
el tamaño indiCado entre Paréntesis es el máx . ensanChamiento Posible del eje • o tamanho indiCado entre Parênteses é o máx . alargamento Possível do furo .*
Cabezal portaCuChillas para Cepillar en moldureras
Cabeçais porta-lâminas para aplainar Com lâminas substituÍveis
D b d* z R Código mm mm mm CóDIgO
> Cuerpo de aleación ligera (ergal) . Para la limpieza, no usar pro-ductos que contengan sosa cáustica .
> Corpo de liga leve (ergal) . Para a limpeza, não usar produtos que contenham soda cáustica .
Cuchilla / Lâmina 50 x 12 x 1,5 CG01M FA3 Cuña / Cunha 15 x 46 x 8 CN09M AP9 Cuchilla / Lâmina 30 x 12 x 1,5 CG01M EA3 Cuña / Cunha 15 x 26 x 8 CN09M AD9 Tornillo / Parafuso M10 x 22 VT19M MA9 Ojiva / Ogiva 15 x 13,3 x 10 VT20M MA9 Llave Allen / Chave Allen 5 x 110 CB03M EA9
piezas de reCambio dimensiones Código PeçaS SubSTITuIçãO DIMenSõeS CóDIgO
aRTíCuLO en COMbInaCIón COn eL aRTíCuLO aRTIgO uTILIzÁVeL COM O aRTIgO
> Se pueden utilizar en combinación con el artículo T182M
> Podem utilizar-se em combinação com o artigo T182M para rebaixo de guia .
> Ejemplos de aplicaciones > Exemplos de aplicações
14C
C
TM06M
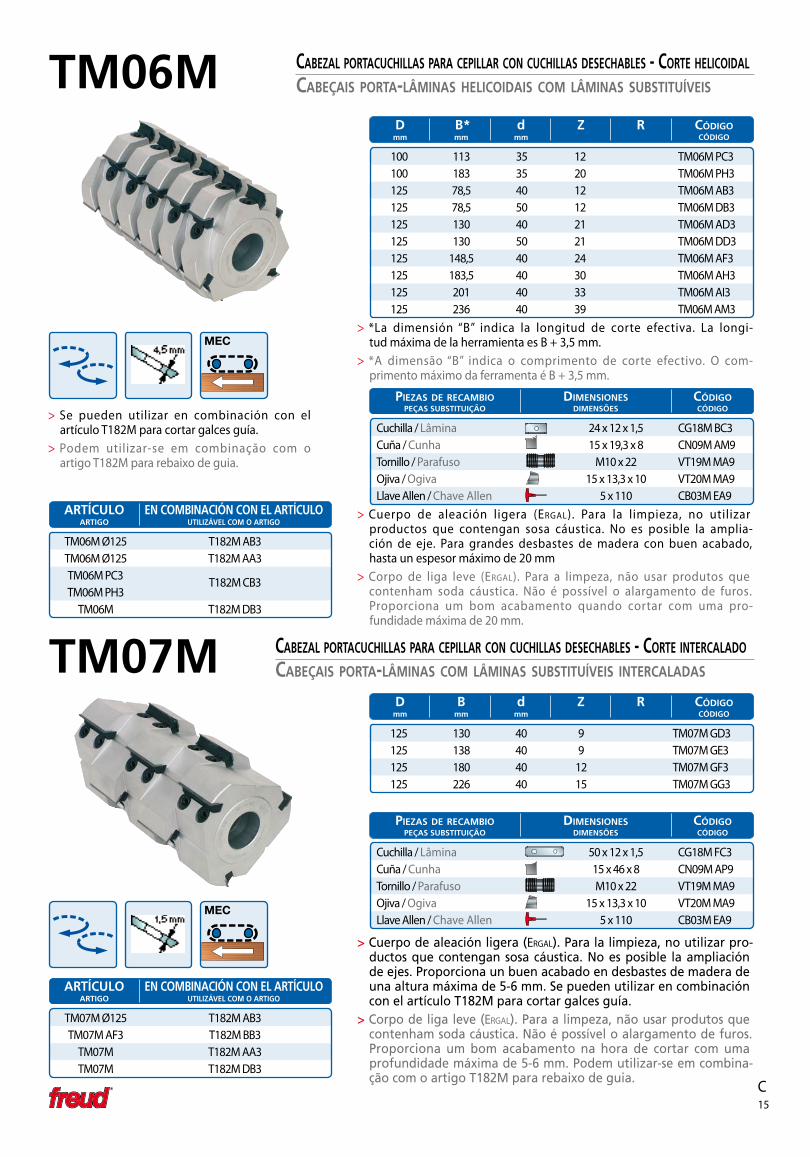
100 113 35 12 TM06M PC3 100 183 35 20 TM06M PH3 125 78,5 40 12 TM06M AB3 125 78,5 50 12 TM06M DB3 125 130 40 21 TM06M AD3 125 130 50 21 TM06M DD3 125 148,5 40 24 TM06M AF3 125 183,5 40 30 TM06M AH3 125 201 40 33 TM06M AI3 125 236 40 39 TM06M AM3
TM07M 125 130 40 9 TM07M GD3
125 138 40 9 TM07M GE3 125 180 40 12 TM07M GF3 125 226 40 15 TM07M GG3
TM06M Ø125 T182M AB3 TM06M Ø125 T182M AA3 TM06M PC3 TM06M PH3
T182M CB3
TM06M T182M DB3
TM07M Ø125 T182M AB3 TM07M AF3 T182M BB3 TM07M T182M AA3 TM07M T182M DB3
Cabezal portaCuChillas para Cepillar Con CuChillas deseChables - Corte heliCoidal
Cabeçais porta-lâminas heliCoidais Com lâminas substituÍveis
D b* d z R Código mm mm mm CóDIgO
> Cuerpo de aleación ligera (ergal) . Para la limpieza, no utilizar productos que contengan sosa cáustica . No es posible la amplia-ción de eje . Para grandes desbastes de madera con buen acabado, hasta un espesor máximo de 20 mm
> Corpo de liga leve (ergal) . Para a limpeza, não usar produtos que contenham soda cáustica . Não é possível o alargamento de furos . Proporciona um bom acabamento quando cortar com uma pro-fundidade máxima de 20 mm .
Cabezal portaCuChillas para Cepillar Con CuChillas deseChables - Corte interCalado
Cabeçais porta-lâminas Com lâminas substituÍveis interCaladas
D b d z R Código mm mm mm CóDIgO
> Cuerpo de aleación ligera (ergal). Para la limpieza, no utilizar pro-ductos que contengan sosa cáustica. No es posible la ampliación de ejes. Proporciona un buen acabado en desbastes de madera de una altura máxima de 5-6 mm. Se pueden utilizar en combinación con el artículo T182M para cortar galces guía.
> Corpo de liga leve (ergal). Para a limpeza, não usar produtos que contenham soda cáustica. Não é possível o alargamento de furos. Proporciona um bom acabamento na hora de cortar com uma profundidade máxima de 5-6 mm. Podem utilizar-se em combina-ção com o artigo T182M para rebaixo de guia.
Cuchilla / Lâmina 24 x 12 x 1,5 CG18M BC3 Cuña / Cunha 15 x 19,3 x 8 CN09M AM9 Tornillo / Parafuso M10 x 22 VT19M MA9 Ojiva / Ogiva 15 x 13,3 x 10 VT20M MA9 Llave Allen / Chave Allen 5 x 110 CB03M EA9
piezas de reCambio dimensiones Código PeçaS SubSTITuIçãO DIMenSõeS CóDIgO
Cuchilla / Lâmina 50 x 12 x 1,5 CG18M FC3 Cuña / Cunha 15 x 46 x 8 CN09M AP9 Tornillo / Parafuso M10 x 22 VT19M MA9 Ojiva / Ogiva 15 x 13,3 x 10 VT20M MA9 Llave Allen / Chave Allen 5 x 110 CB03M EA9
piezas de reCambio dimensiones Código PeçaS SubSTITuIçãO DIMenSõeS CóDIgO
aRTíCuLO en COMbInaCIón COn eL aRTíCuLO aRTIgO uTILIzÁVeL COM O aRTIgO
> Se pueden utilizar en combinación con el artículo T182M para cortar galces guía .
> Podem utilizar-se em combinação com o artigo T182M para rebaixo de guia .
aRTíCuLO en COMbInaCIón COn eL aRTíCuLO aRTIgO uTILIzÁVeL COM O aRTIgO
> *La dimensión “B” indica la longitud de corte efectiva . La longi-tud máxima de la herramienta es B + 3,5 mm .
> *A dimensão “B” indica o comprimento de corte efectivo . O com-primento máximo da ferramenta é B + 3,5 mm .
15

C
TM17M
125 80 40 2 TM17M AA3125 130 40 2 TM17M AD3125 150 40 2 TM17M AF3125 180 40 2 TM17M AH3125 240 40 2 TM17M AM3
125 80 40 2 TM17M AA2125 130 40 2 TM17M AD2125 150 40 2 TM17M AF2125 180 40 2 TM17M AH2125 240 40 2 TM17M AM2
aM
2-a
M3
aH
2-a
H3
aF2
-aF3
a
D2-
aD
3 a
a2-
aa
3
TM17M T182M EA3TM17M T182M EB3
Cuchillas conaxial alterno
Laminas com axial alterno
Cabezal portaCuChillas para Cepillar isoperFil
Cabeçais porta-lâminas isoperFil
D b d z R Código mm mm mm CóDIgO
> Herramientas suministradas con cuchillas HW:> Ferramentas fornecidas com lâminas HW:
D b d z R Código mm mm mm CóDIgO
> Herramientas suministradas con cuchillas HSS> Ferramentas fornecidas com lâminas HSS
piezas de reCambio dimensiones Código PeçaS SubSTITuIçãO DIMenSõeS CóDIgO
Cuña / Cunha 82 x 19,5 x 10 CN14M AA9Cuchilla HW / Lâmina HW 82 x 19 x 4,5 CP10M AA3Cuchilla HSS / Lâmina HSS 82 x 19 x 4,5 CP10M AA2Tornillo / Parafuso M10 x 16 2616M EE9 Cuña / Cunha 132 x 19,5 x 10 CN14M AD9Cuchilla HW / Lâmina HW 132 x 19 x 4,5 CP10M AD3Cuchilla HSS / Lâmina HSS 132 x 19 x 4,5 CP10M AD2Tornillo / Parafuso M10 x 16 2616M EE9 Cuña / Cunha 152 x 19,5 x 10 CN14M AF9Cuchilla HW / Lâmina HW 152 x 19 x 4,5 CP10M AF3Cuchilla HSS / Lâmina HSS 152 x 19 x 4,5 CP10M AF2Tornillo / Parafuso M10 x 16 2616M EE9 Cuña / Cunha 182 x 19,5 x 10 CN14M AH9Cuchilla HW / Lâmina HW 182 x 19 x 4,5 CP10M AH3Cuchilla HSS / Lâmina HSS 182 x 19 x 4,5 CP10M AH2Tornillo / Parafuso M10 x 16 2616M EE9 Cuña / Cunha 242 x 19,5 x 10 CN14M AM9Cuchilla HW / Lâmina HW 242 x 19 x 4,5 CP10M AM3Cuchilla HSS / Lâmina HSS 242 x 19 x 4,5 CP10M AM2Tornillo / Parafuso M10 x 16 2616M EE9
> Cuerpo de aleación ligera (e Para la limpieza, no utilizar pro-ductos que contengan sosa cáustica .
> Corpo de liga leve (ergal) . Para a limpeza, não usar produtos que contenham soda cáustica .
aRTíCuLO en COMbInaCIón COn eL aRTíCuLO aRTIgO uTILIzÁVeL COM O aRTIgO
> Se pueden utilizar en combinación con el artí-culo T182M
> Podem utilizar-se em combinação com o arti-go T182M para rebaixo de guia .
> Cabezal por tacuchil las con ángulo axial y cuchillas de micrograno de metal duro de nueva generación (X10TS) . Acabado superior a la hora de eliminar pequeñas cantidades de material (hasta 3 mm), especialmente apropia-dos para madera blanda . Es posible fabricar los nuevos cabezales para cepillar con diferentes dimensiones en relación con los estándar, indi-cando, por este orden, el diámetro, la longitud y el eje . La producción está sujeta a la autori-zación de nuestro departamento técnico .
> Cabeçais porta-lâminas com ângulo axial e lâminas de microgrão de metal duro de nova geração (X10TS) .g Acabamento superior na hora de eliminar pequenas quantidades de material (até 3 mm); especialmente apropria-dos para madeira macia . É possível fabricar os novos cabeçais para aplainar com diferentes dimensões em relação aos standards, indi-cando, por esta ordem, o diâmetro, o com-primento e o furo . A produção está sujeita à autorização do nosso departamento técnico .
NTEA
PATENTEREGISTRADA
tea
Patenteregistada
16

C
TM18M
125 80 40 4 4 4 TM18M AA3125 130 40 4 4 4 TM18M AD3125 150 40 4 4 4 TM18M AF3125 180 40 4 4 4 TM18M AH3125 240 40 4 4 4 TM18M AP3*125 240 40 4 4 4 TM18M AM3
125 80 40 4 4 4 TM18M AA2125 130 40 4 4 4 TM18M AD2125 150 40 4 4 4 TM18M AF2125 180 40 4 4 4 TM18M AH2125 240 40 4 4 4 TM18M AP2*125 240 40 4 4 4 TM18M AM2
aM
2-a
M3
aP2
-aP3
a
H2-
aH
3 a
F2-a
F3
aD
2-a
D3
aa
2-a
a3
TM18M T182M EA3TM18M T182M EB3
Cuchillas conaxial alterno
Laminas com axial alterno
Cabezal portaCuChillas para Cepillar isoperFil
Cabeçais porta-lâminas isoperFil
D b d z R Código mm mm mm CóDIgO
> Herramientas suministradas con cuchillas HW:> Ferramentas fornecidas com lâminas HW:
D b d z R Código mm mm mm CóDIgO
> Herramientas suministradas con cuchillas HSS> Ferramentas fornecidas com lâminas HSS
> Cuerpo de aleación ligera (ergal) . Para la limpieza, no utilizar pro-ductos que contengan sosa cáustica .
> Corpo de liga leve (ergal) . Para a limpeza, não usar produtos que contenham soda cáustica .
piezas de reCambio dimensiones Código PeçaS SubSTITuIçãO DIMenSõeS CóDIgO
Cuña / Cunha 82 x 19,5 x 10 CN14M AA9Cuchilla HW / Lâmina HW 82 x 19 x 4,5 CP10M AA3Cuchilla HSS / Lâmina HSS 82 x 19 x 4,5 CP10M AA2Cuña / Cunha 132 x 19,5 x 10 CN14M AD9Cuchilla HW / Lâmina HW 132 x 19 x 4,5 CP10M AD3Cuchilla HSS / Lâmina HSS 132 x 19 x 4,5 CP10M AD2Cuña / Cunha 152 x 19,5 x 10 CN14M AF9Cuchilla HW / Lâmina HW 152 x 19 x 4,5 CP10M AF3Cuchilla HSS / Lâmina HSS 152 x 19 x 4,5 CP10M AF2Cuña / Cunha 182 x 19,5 x 10 CN14M AH9Cuchilla HW / Lâmina HW 182 x 19 x 4,5 CP10M AH3Cuchilla HSS / Lâmina HSS 182 x 19 x 4,5 CP10M AH2Cuña / Cunha 242 x 19,5 x 10 CN14M AM9Cuchilla HW / Lâmina HW 242 x 19 x 4,5 CP10M AM3Cuchilla HSS / Lâmina HSS 242 x 19 x 4,5 CP10M AM2Cuña / Cunha 242 x 19,5 x 10 CN14M AM9Cuchilla HW / Lâmina HW 242 x 19 x 4,5 CP10M AM3Cuchilla HSS / Lâmina HSS 242 x 19 x 4,5 CP10M AM2
aRTíCuLO en COMbInaCIón COn eL aRTíCuLO aRTIgO uTILIzÁVeL COM O aRTIgO
> Se puede utilizar en combinación con el artí-culo T182M .
> Pode utilizar-se em combinação com o artigo T182M para rebaixo de guia .
> Cabezales portacuchillas con ángulo axial y cuchillas de micrograno de metal duro de nueva generación (X10TS) . Acabado superior a la hora de eliminar pequeñas cantidades de material (hasta 3 mm); especialmente apropia-dos para madera blanda . Es posible fabricar los nuevos cabezales para cepillar con diferentes dimensiones en relación con los estándar, indi-cando, por este orden, el diámetro, la longitud y el eje . La producción está sujeta a la autori-zación de nuestro departamento técnico .
> Cabeçais porta-lâminas com ângulo de corte e lâminas de microgrão de metal duro de nova geração (X10TS) . Acabamento superior na hora de eliminar pequenas quantidades de material (até 3 mm); especialmente apropria-dos para madeira macia . É possível fabricar os novos cabeçais para aplainar com diferentes dimensões em relação aos standards, indi-cando, por esta ordem, o diâmetro, o com-primento e o furo . A produção está sujeita à autorização do nosso departamento técnico .
ATEST D
PATENTEREGISTRADA eg sta
Patenteregistada
* Longitud de apriete 220mm* Longitude de aperto 220mm
* Longitud de apriete 220mm* Longitude de aperto 220mm
17

C
TM28M
125 80 40 4 TM28M AA3 125 130 40 4 TM28M AD3 125 150 40 4 TM28M AF3 125 180 40 4 TM28M AH3 125 240 40 4 TM28M AM3
Cabezal portaCuChillas para Cepillar isoperFil
Cabeçais porta-lâminas isoperFil
D b d z R Código mm mm mm CóDIgO
> Herramientas suministradas con cuchillas HW:> Ferramentas fornecidas com lâminas HW:
a
M2-
aM
3 a
H2-
aH
3 a
F2-a
F3
aa
2-a
a3
aa
2-a
a3
piezas de reCambio dimensiones Código PeçaS SubSTITuIçãO DIMenSõeS CóDIgO
Cuña / Cunha 82 x 19,5 x 10 CN28MD AA9 Cuña / Cunha 82 x 19,5 x 10 CN28MS AA9 Cuchilla HW / Lâmina HW 82 x 19 x 4,5 CP28MD AA3 Cuchilla HW / Lâmina HW 82 x 19 x 4,5 CP28MS AA3 Cuchilla HW / Lâmina HW 82 x 19 x 4,5 CP28MD AA2 Cuchilla HW / Lâmina HW 82 x 19 x 4,5 CP28MS AA3 Cuña / Cunha 132 x 19,5 x 10 CN28MD AD9 Cuña / Cunha 132 x 19,5 x 10 CN28MS AD9 Cuchilla HW / Lâmina HW 132 x 19 x 4,5 CP28MD AD3 Cuchilla HW / Lâmina HW 132 x 19 x 4,5 CP28MS AD3 Cuchilla HW / Lâmina HW 132 x 19 x 4,5 CP28MD AD2 Cuchilla HW / Lâmina HW 132 x 19 x 4,5 CP28MS AD2 Cuña / Cunha 152 x 19,5 x 10 CN28MD AF9 Cuña / Cunha 152 x 19,5 x 10 CN28MS AF9 Cuchilla HW / Lâmina HW 152 x 19 x 4,5 CP28MD AF3 Cuchilla HW / Lâmina HW 152 x 19 x 4,5 CP28MS AF3 Cuchilla HW / Lâmina HW 152 x 19 x 4,5 CP28MD AF2 Cuchilla HW / Lâmina HW 152 x 19 x 4,5 CP28MS AF2 Cuña / Cunha 182 x 19,5 x 10 CN28MD AH9 Cuña / Cunha 182 x 19,5 x 10 CN28MS AH9 Cuchilla HW / Lâmina HW 182 x 19 x 4,5 CP28MD AH3 Cuchilla HW / Lâmina HW 182 x 19 x 4,5 CP28MS AH3 Cuchilla HW / Lâmina HW 182 x 19 x 4,5 CP28MD AH2 Cuchilla HW / Lâmina HW 182 x 19 x 4,5 CP28MS AH2 Cuña / Cunha 242 x 19,5 x 10 CN28MD AM9 Cuña / Cunha 242 x 19,5 x 10 CN28MS AM9 Cuchilla HW / Lâmina HW 242 x 19 x 4,5 CP28MD AM9 Cuchilla HW / Lâmina HW 242 x 19 x 4,5 CP28MS AM9 Cuchilla HW / Lâmina HW 242 x 19 x 4,5 CP28MD AM9 Cuchilla HW / Lâmina HW 242 x 19 x 4,5 CP28MS AM9
125 80 40 4 TM28M AA2 125 130 40 4 TM28M AD2 125 150 40 4 TM28M AF2 125 180 40 4 TM28M AH2 125 240 40 4 TM28M AM2
D b d z R Código mm mm mm CóDIgO
> Herramientas suministradas con cuchillas HSS> Ferramentas fornecidas com lâminas HSS
> Cuerpo de aleación ligera (ergal) . Para la lim-pieza, no utilizar productos que contengan sosa cáustica .
Cabezales portacuchillas con ángulo axial y cuchillas de micrograno de metal duro de nueva generación (X10TS) . Acabado superior a la hora de eliminar pequeñas cantidades de material (hasta 5 mm); especialmente apro-piados para madera blanda y dura . Es posible fabricar los nuevos cabezales para cepillar con diferentes dimensiones en relación con los estándar, indicando, por este orden, el diá-metro, la longitud y el eje . La producción está sujeta a la autorización de nuestro departa-mento técnico .
> Corpo de liga leve (ERGAL) . Para a limpeza, não usar produtos que contenham soda cáus-tica .
Cabeçais porta-lâminas com ângulo de corte e lâminas de microgrão de metal duro de nova geração (X10TS) . Acabamento superior na hora de eliminar pequenas quantidades de material (até 5 mm); especialmente apropria-dos para madeira macia . É possível fabricar os novos cabeçais para aplainar com diferentes dimensões em relação aos standards, indi-cando, por esta ordem, o diâmetro, o com-primento e o furo . A produção está sujeita à autorização do nosso departamento técnico .
Cuchillas conaxial alterno
Laminas com axial alterno
17-II

C
todo lo que siempre ha querido tener de un Cabezal para Cepillar y nadie se lo ha dado nunCa
tudo o que sempre quis num porta laminas para aplainar e que nunCa lhe Foi oFereCido
DIÁMeTRO COnSTanTe!> Este nuevo sistema, diseñado y realizado por
Freud, permite mantener todas las cuchillas al mismo diámetro de corte, incluso después de varios afilados . De hecho, los filos cortantes reafilados proporcionan siempre el mismo diámetro de corte automáticamente y sin la ayuda de instrumentos de medida .
DIÂMeTRO COnSTanTe> Este novo sistema, desenhado e realizado
pela Freud, permite manter todas as laminas no mesmo diâmetro de corte, inclusivamente após vários afiamentos . Assim, os fios cortan-tes reafiados proprocionam sempre o mesmo diâmetro de corte automaticamente e sem a ajuda de instrumentos de medida .
nO MÁS ReguLaCIOneSCOMPLICaDaS!
> En el sistema tradicional las cuchillas debían fijarse con la ayuda de los calibres especiales .Las cuchillas, empujadas por muelles, gol-peaban contra los calibres alineándose en un mismo diámetro y, como consecuencia, se bloqueaban . Este sistema conllevaba errores de excentricidad (de 0,4 mm en el diámetro y de 0,2 mm en el radio) debido a que dema-siados elementos interactuaban entre sí . Con el nuevo sistema “Automatic Diameter Reco-very” hemos obviado el problema en cuanto a que la cuchilla apoya sobre la cuña, que es autorregulable .
baSTa De ReguLaçõeS COMPLICaDaS!> No sistema tradicional as lâminas fixavam-se
com a ajuda de calibres especiais . As lâminas, eram empurradas por molas, batendo contra os calibres alinhando-os no mesmo diâmetro e, como consequência, bloqueavam . Este sis-tema originava erros de excentricidade (de 0,4mm no diâmetro e de 0,2mm no raio) uma vez que demasiados elementos interagiam entre si . Com o novo sistema “Automatic Dia-meter Recovery” evitamos o problema visto que a lâmina apoia-se sobre a cunha, que é autoregulável .
> Fabricados con ángulo axial para una mejor extrac-ción de la viruta y un acabado sin precedentes .
> El diseño de los nuevos cabezales para cepillar garantiza una drástica reducción del ruido .
> Herramientas en ergal: mejor manipulación, menor absorción de potencia, menor exigencia para los componentes mecánicos .
> En el mismo cabezal se pueden montar tanto cuchi-llas en HW como en HSS
> Fabricados com angulo axial para uma melhor extrac-ção da apara e com um acabamento sem precedentes .
> Desenho dos novos cabeçais para aplainar garante uma drástica redução de ruído .
> Ferramentas em Ergal: melhor manipulação, menor absorção de potência, menor exigência para os compo-nentes mecânicos .
> No mesmo cabeçal tanto de pode montar laminas HW ou HSS .
> Absoluta facilidad de montaje de las cuchillas en un tiempo mínimo y con la máxima precisión, sin la ayuda de instrumentos de medida .
> Las cuchillas para cepillar “Sistema Per formance” son af i lables hasta 12-15 veces, hasta alcanzar un espe-sor mínimo de 2 mm .
> Las cuchillas “Sistema Performance” duran 2 veces más que las cuchillas desechables .
> Absoluta facilidade de montagem das lâminas num tempo mínimo e com a máxima precisão, sem a ajuda de isntru-mentos de medida .
> As laminas para aplainar “sistema perfor-mance” são afiáveis até 12-15 vezes, até alcançcar uma espessura mínima de 2mm
> A s l â m i n a s “s i s t e m a p e r f o r m a n c e” duram 2 vezes mais que as lâminas des-cartáveis .
PATENTEREG S DPATENTEREGISTRADA
PatenteregistadaPatente
registada
ø inicial
ø inicial
ø inicial=ø final
ø inicial=ø final
Colocación de la cuchilla una vez afiladaColocação da lâmina depois de afiada
17-III
C
TM21M
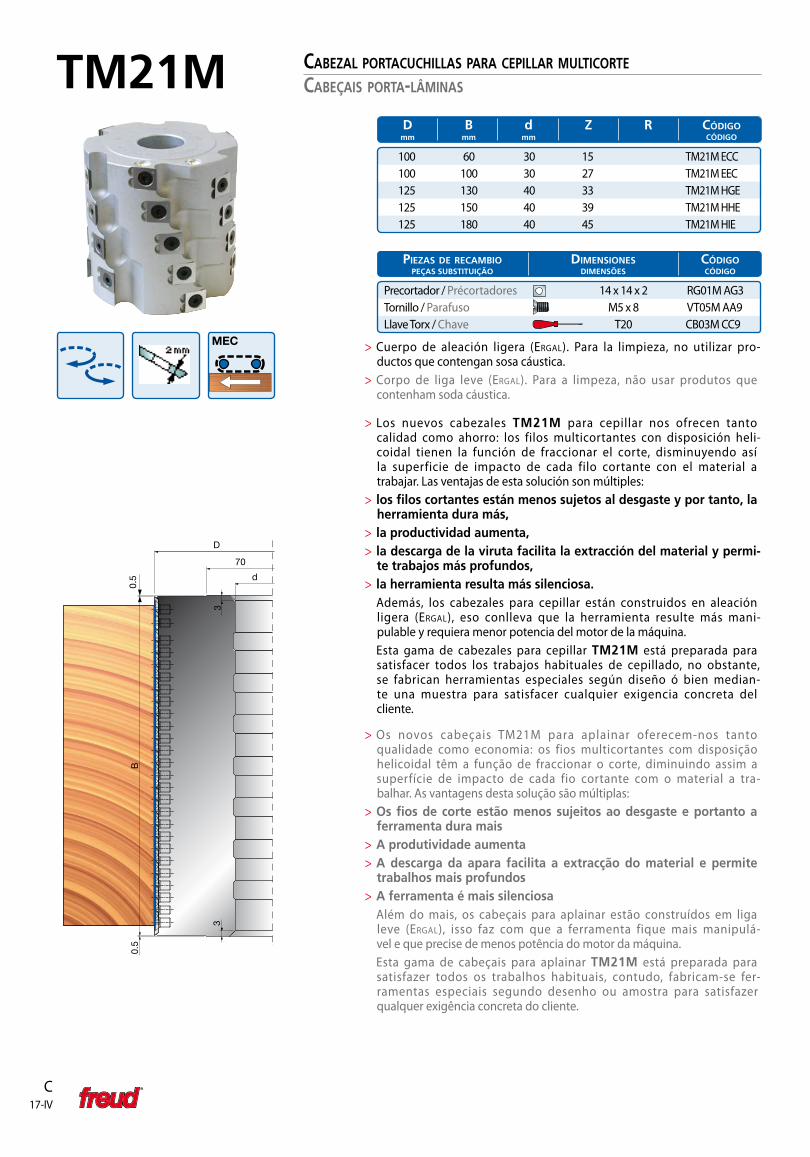
100 60 30 15 TM21M ECC 100 100 30 27 TM21M EEC 125 130 40 33 TM21M HGE 125 150 40 39 TM21M HHE 125 180 40 45 TM21M HIE
Cabezal portaCuChillas para Cepillar multiCorte
Cabeçais porta-lâminas
D b d z R Código mm mm mm CóDIgO
> Cuerpo de aleación ligera (ergal) . Para la limpieza, no utilizar pro-ductos que contengan sosa cáustica .
> Corpo de liga leve (ergal) . Para a limpeza, não usar produtos que contenham soda cáustica .
piezas de reCambio dimensiones Código PeçaS SubSTITuIçãO DIMenSõeS CóDIgO
Precortador / Précortadores 14 x 14 x 2 RG01M AG3 Tornillo / Parafuso M5 x 8 VT05M AA9 Llave Torx / Chave T20 CB03M CC9
> Los nuevos cabezales TM21M para cepillar nos ofrecen tanto calidad como ahorro: los filos multicortantes con disposición heli-coidal tienen la función de fraccionar el corte, disminuyendo así la superficie de impacto de cada filo cortante con el material a trabajar . Las ventajas de esta solución son múltiples:
> los filos cortantes están menos sujetos al desgaste y por tanto, la herramienta dura más,
> la productividad aumenta, > la descarga de la viruta facilita la extracción del material y permi-
te trabajos más profundos,> la herramienta resulta más silenciosa. Además, los cabezales para cepillar están construidos en aleación
ligera (ergal), eso conlleva que la herramienta resulte más mani-pulable y requiera menor potencia del motor de la máquina .
Esta gama de cabezales para cepillar TM21M está preparada para satisfacer todos los trabajos habituales de cepillado, no obstante, se fabrican herramientas especiales según diseño ó bien median-te una muestra para satisfacer cualquier exigencia concreta del cliente .
> Os novos cabeçais TM21M para aplainar oferecem-nos tanto qualidade como economia: os fios multicortantes com disposição helicoidal têm a função de fraccionar o corte, diminuindo assim a superfície de impacto de cada fio cortante com o material a tra-balhar . As vantagens desta solução são múltiplas:
> Os fios de corte estão menos sujeitos ao desgaste e portanto a ferramenta dura mais
> a produtividade aumenta> a descarga da apara facilita a extracção do material e permite
trabalhos mais profundos> a ferramenta é mais silenciosa Além do mais, os cabeçais para aplainar estão construídos em liga
leve (ergal), isso faz com que a ferramenta fique mais manipulá-vel e que precise de menos potência do motor da máquina .
Esta gama de cabeçais para aplainar TM21M está preparada para satisfazer todos os trabalhos habituais, contudo, fabricam-se fer-ramentas especiais segundo desenho ou amostra para satisfazer qualquer exigência concreta do cliente .
70
0.5
0.5
33
d
B
D
17-IV

C
Multicorte con disposición helicoidal
Multicorte com disposição helicoidal
Cuchillas reversibles
Lâminas reversíveis
VentajaseconómicasVantagens
económicas
Construidos en aleación ligera
Construídos em liga leve
Medidas personalizadas
Medidas personalizadas
AHORRO GARANTIZADO! AHORRO GARANTIZADO! AHORRO GARANTIZADO! …cada cuchilla……cada cuchilla……cada cuchilla……cada cuchilla……cada cuchilla……cada cuchilla…
perfectamenteperfectamenteperfectamente
perfeitamente perfeitamente perfeitamente
tienetienetiene
temtemtemtemtemtem
444
444444
vidas!vidas!vidas!vidas!vidas!vidas!
vidas!vidas!vidas!vidas!vidas!vidas!vidas!vidas!vidas!vidas!vidas!vidas!Las cuchillas reversibles cuadradas son afiladas por todos sus lados: esto significa afiladas por todos sus lados: esto significa que, en cuatro ocasiones se tiene una herramienta afilada como si hubiera acabado de salir de fábrica!
As lâminas reversíveis quadradas são afiáveis nos quatro lados: isto
significa que, em quatro ocasiões se têm uma ferramenta afiada como se tivesse acabado de
sair da fábrica!
POUPANÇA GARANTIDA POUPANÇA GARANTIDA POUPANÇA GARANTIDA …cada lamina……cada lamina……cada lamina…
17-V

C
T182M
T182M AB3* TM06M - TM07M Ø125 T182M BB3 TM07M AF3 T182M AA3 TM06M - TM07M Ø125 T182M CB3 TM06M PC3 - TM06M PH3 T182M DB3 TM06M - TM07M T182M EA3 TM17M - TM18M - T102M T182M EB3 TM17M - TM18M - T102M
150 10 40 4 2 T182M EB3 150 10 40 3 3 T182M DB3 145 12 40 4 2 T182M EA3 145 12 40 3 3 T182M AA3 145 10 40 3 3 T182M AB3* 120 12 35 3 3 T182M BB3 120 12 35 2 2 T182M CB3
eb
3 ea
3 D
b3
Cb3
bb3
ab3
a
a3
Cabezal portaCuChillas para ranuras de guÍa
Cabeçais porta-lâminas para rebaixo guia lateral
> Artículo T182M: Para su uso en combinación con TM06M-TM07M .> Artigo T182M: Para o seu uso em combinação com TM06M-
TM07M para rebaixo de guia .
aRTíCuLO en COMbInaCIón COn eL aRTíCuLO aRTIgO uTILIzÁVeL COM O aRTIgO
> * Para su uso en moldureras S .C .M . y Casadei .> * Para o seu uso com molduradoras S .C .M . e Casadei .
D b d z R Código mm mm mm CóDIgO
piezas de reCambio dimensiones Código PeçaS SubSTITuIçãO DIMenSõeS CóDIgO
Cuchilla / Lâmina 12 x 12 x 1,5 CG01M BA3 Cuña / Cunha 15 x 10 x 8 CN01M BA9 Casquillo / Anel 68 x 10 x 40 FX01M HC9 Tornillo / Parafuso M6 x 16 VT03M DI9 Cuchilla / Lâmina 9,6 x 12 x 1,5 CG01M MA3 Cuña / Cunha 15 x 8 x 8 CN09M DB9 Tornillo / Parafuso M5 x 19 VT11M AA9 Cuchilla / Lâmina 11 x 12 x 1,5 CG01M NA3 Cuña / Cunha 15 x 10 x 8 CN01M BA9 Tornillo / Parafuso M6 x 16 VT03M DI9 Cuchilla / Lâmina 12 x 12 x 1,5 CG06M AA3 Cuña / Cunha 15 x 10 x 8 CN01M BA9 Tornillo / Parafuso M6 x 16 VT03M DI9 Cuchilla / Lâmina 9,6 x 12 x 1,5 CG01M MA3 Cuña / Cunha 15 x 8 x 8 CN09M DB9 Tornillo / Parafuso M5 x 16 VT03M BB9 Cuchilla / Lâmina 12 x 12 x 1,5 CG01M BA3 Cuña / Cunha 15 x 10 x 8 CN09MS AA9 Casquillo / Anel 68 x 10 x 40 FX01M HC9 Tornillo / Parafuso M6 x 22 VT19M AB9 Ojiva / Ogiva 10 x 11,5 x 6 VT20M AA9 Cuchilla / Lâmina 9,6 x 12 x 1,5 CG01M MA3 Cuña / Cunha 15 x 8 x 8 CN09M AH9 Tornillo / Parafuso M6 x 22 VT19M AB9 Ojiva / Ogiva 9 x 10,5 x 6 VT20M GA9 Precortador / Précortadores 14 x 14 x 2 RG01M AA3 Tornillo / Parafuso M5 x 8 VT05M AA9
18

C
T183M
T184M
145 12 40 4 2 T183M AA3
120 12 40 4+4 T184M AA3
D
Cabezal portaCuChillas para ranuras de guÍa
Cabeçais porta-lâminas para rebaixo guia lateral
Cabezal para ranuras de guÍa
Cabezal porta-lâminas para rebaixo guia lateral
D b d z R Código mm mm mm CóDIgO
D b d z R Código mm mm mm CóDIgO
> Artículo T183M: Para cortar ranuras guía en madera maciza para moldureras S .C .M .
> Artigo T183M: Para rebaixo de guia . em madeira sólida para mol-duradoras S .C .M .
Cuchilla / Lâmina 12 x 12 x 1,5 CG01M BA3 Cuña / Cunha 15 x 10 x 8 CN09MS AA9 Tornillo / Parafuso M6 x 22 VT19M AB9 Ojiva / Ogiva 10 x 11,5 x 6 VT20M AA9 Precortador / Précortadores 14 x 14 x 2 RG01M AA3 Tornillo / Parafuso M5 x 8 VT05M AA9 Llave Allen / Chave Allen 3 x 110 CB03M AA9
piezas de reCambio dimensiones Código PeçaS SubSTITuIçãO DIMenSõeS CóDIgO
piezas de reCambio dimensiones Código PeçaS SubSTITuIçãO DIMenSõeS CóDIgO
Cuchilla / Lâmina 11,6 x 12 x 1,5 CG01M NA3 Cuña / Cunha 15 x 10 x 8 CN09M AA9 Tornillo / Parafuso M6 x 22 VT19M AB9 Tuerca / Ecrou 10 x 11,5 x 6 VT20M AA9 Precortador / Précortadores 14 x 14 x 2 RG01M AA3 Tornillo / Parafuso M5 x 8 VT05M AA9 Llave Allen / Chave Allen 3 x 110 CB03M AA9
19
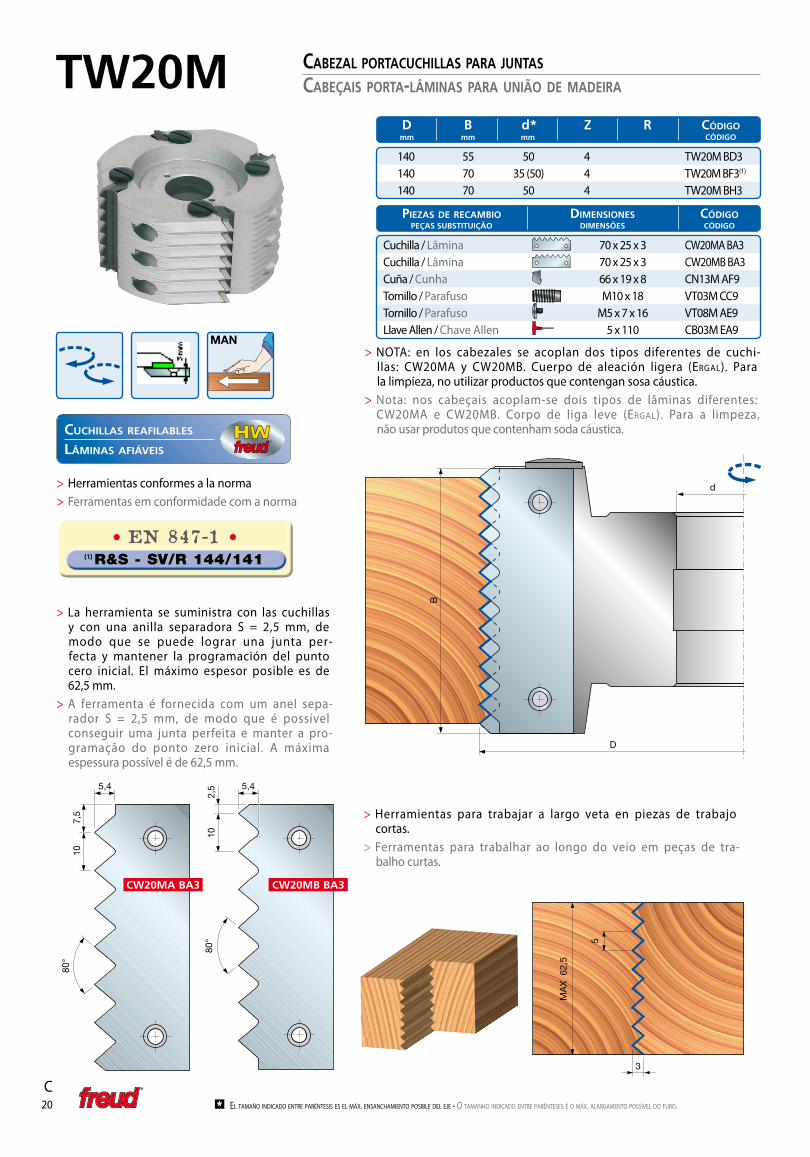
TW20M
140 55 50 4 TW20M BD3 140 70 35 (50) 4 TW20M BF3(1)
140 70 50 4 TW20M BH3
CW20Ma ba3 CW20Mb ba3
3
5
MA
X 6
2,5
(1) R&S - SV/R 144/141• EN 847-1 •
el tamaño indiCado entre Paréntesis es el máx . ensanChamiento Posible del eje • o tamanho indiCado entre Parênteses é o máx . alargamento Possível do furo .*
> NOTA: en los cabezales se acoplan dos tipos diferentes de cuchi-llas: CW20MA y CW20MB . Cuerpo de aleación ligera (ergal) . Para la limpieza, no utilizar productos que contengan sosa cáustica .
> Nota: nos cabeçais acoplam-se dois tipos de lâminas diferentes: CW20MA e CW20MB . Corpo de liga leve (ergal) . Para a limpeza, não usar produtos que contenham soda cáustica .
Cuchilla / Lâmina 70 x 25 x 3 CW20MA BA3 Cuchilla / Lâmina 70 x 25 x 3 CW20MB BA3 Cuña / Cunha 66 x 19 x 8 CN13M AF9 Tornillo / Parafuso M10 x 18 VT03M CC9 Tornillo / Parafuso M5 x 7 x 16 VT08M AE9 Llave Allen / Chave Allen 5 x 110 CB03M EA9
piezas de reCambio dimensiones Código PeçaS SubSTITuIçãO DIMenSõeS CóDIgO
Cabezal portaCuChillas para juntas
Cabeçais porta-lâminas para união de madeira
D b d* z R Código mm mm mm CóDIgO
CuChillas reaFilables
lâminas aFiáveis
> La herramienta se suministra con las cuchillas y con una anilla separadora S = 2,5 mm, de modo que se puede lograr una junta per-fecta y mantener la programación del punto cero inicial . El máximo espesor posible es de 62,5 mm .
> A ferramenta é fornecida com um anel sepa-rador S = 2,5 mm, de modo que é possível conseguir uma junta perfeita e manter a pro-gramação do ponto zero inicial . A máxima espessura possível é de 62,5 mm .
> Herramientas para trabajar a largo veta en piezas de trabajo cortas .
> Ferramentas para trabalhar ao longo do veio em peças de tra-balho curtas .
> Herramientas conformes a la norma> Ferramentas em conformidade com a norma
20C
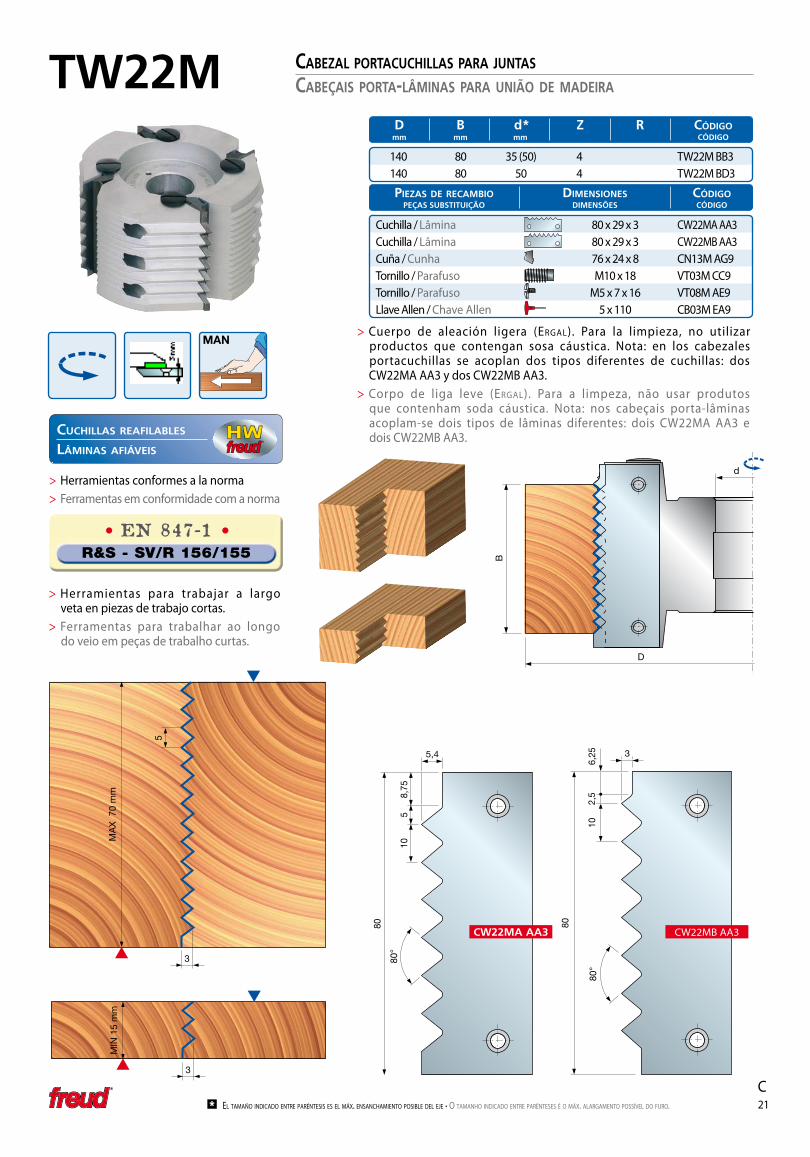
140 80 35 (50) 4 TW22M BB3 140 80 50 4 TW22M BD3
R&S - SV/R 156/155• EN 847-1 •
TW22M
CW22MB AA3
3
MA
X 7
0 m
m
5
CW22Ma aa3
3
MIN
15
mm
el tamaño indiCado entre Paréntesis es el máx . ensanChamiento Posible del eje • o tamanho indiCado entre Parênteses é o máx . alargamento Possível do furo .*
Cabezal portaCuChillas para juntas
Cabeçais porta-lâminas para união de madeira
D b d* z R Código mm mm mm CóDIgO
> Cuerpo de aleación ligera (ergal) . Para la limpieza, no utilizar productos que contengan sosa cáustica . Nota: en los cabezales portacuchillas se acoplan dos tipos diferentes de cuchillas: dos CW22MA AA3 y dos CW22MB AA3 .
> Corpo de liga leve (ergal) . Para a limpeza, não usar produtos que contenham soda cáustica . Nota: nos cabeçais porta-lâminas acoplam-se dois tipos de lâminas diferentes: dois CW22MA AA3 e dois CW22MB AA3 .CuChillas reaFilables
lâminas aFiáveis
> Herramientas para trabajar a largo veta en piezas de trabajo cortas .
> Ferramentas para trabalhar ao longo do veio em peças de trabalho curtas .
> Herramientas conformes a la norma> Ferramentas em conformidade com a norma
Cuchilla / Lâmina 80 x 29 x 3 CW22MA AA3 Cuchilla / Lâmina 80 x 29 x 3 CW22MB AA3 Cuña / Cunha 76 x 24 x 8 CN13M AG9 Tornillo / Parafuso M10 x 18 VT03M CC9 Tornillo / Parafuso M5 x 7 x 16 VT08M AE9 Llave Allen / Chave Allen 5 x 110 CB03M EA9
piezas de reCambio dimensiones Código PeçaS SubSTITuIçãO DIMenSõeS CóDIgO
21C
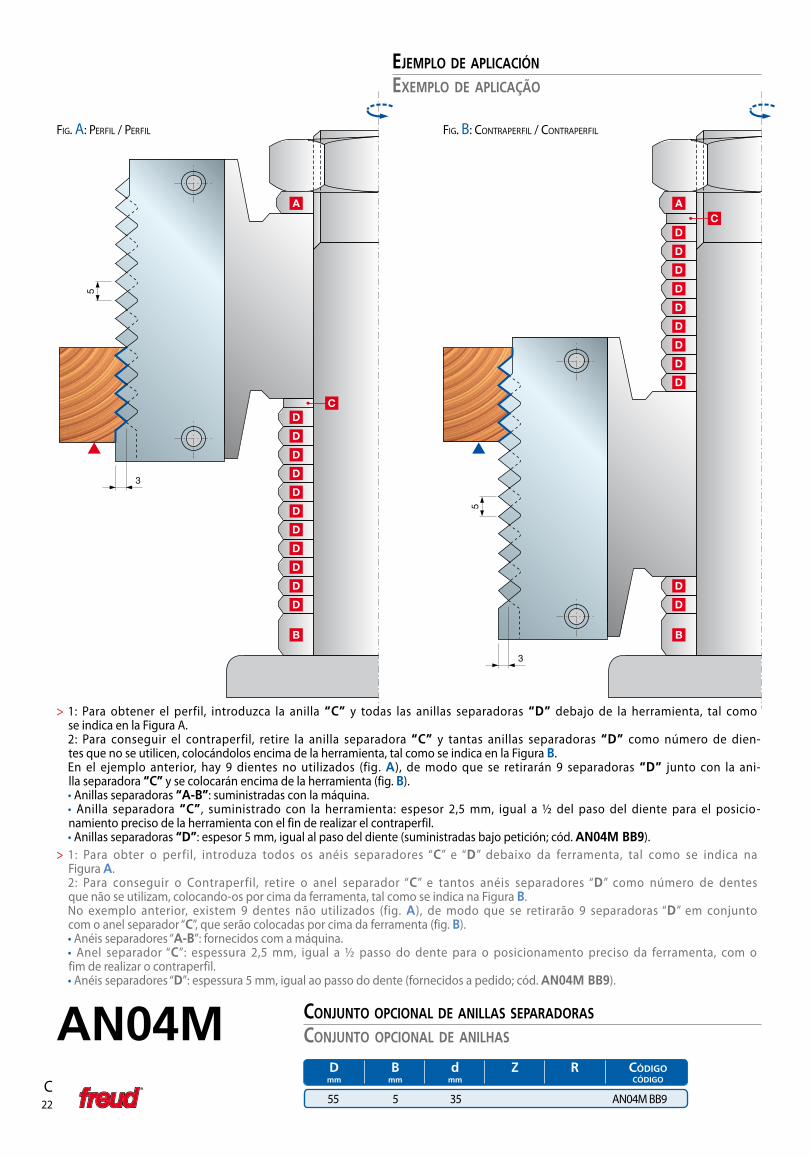
C
an04M 55 5 35 AN04M BB9
ejemplo de apliCaCión
exemplo de apliCação
fig . a: Perfil / Perfil fig . b: ContraPerfil / ContraPerfil
> 1: Para obtener el perfil, introduzca la anilla “C” y todas las anillas separadoras “D” debajo de la herramienta, tal como se indica en la Figura A .
2: Para conseguir el contraperfil, retire la anilla separadora “C” y tantas anillas separadoras “D” como número de dien-tes que no se utilicen, colocándolos encima de la herramienta, tal como se indica en la Figura b .
En el ejemplo anterior, hay 9 dientes no utilizados (fig . a), de modo que se retirarán 9 separadoras “D” junto con la ani-lla separadora “C” y se colocarán encima de la herramienta (fig . b) .
• Anillas separadoras “a-b”: suministradas con la máquina . • Anilla separadora “C”, suministrado con la herramienta: espesor 2,5 mm, igual a ½ del paso del diente para el posicio-
namiento preciso de la herramienta con el fin de realizar el contraperfil . • Anillas separadoras “D”: espesor 5 mm, igual al paso del diente (suministradas bajo petición; cód . an04M bb9) .> 1: Para obter o perfil, introduza todos os anéis separadores “C” e “D” debaixo da ferramenta, tal como se indica na
Figura a . 2: Para conseguir o Contraperfil, retire o anel separador “C” e tantos anéis separadores “D” como número de dentes
que não se utilizam, colocando-os por cima da ferramenta, tal como se indica na Figura b . No exemplo anterior, existem 9 dentes não utilizados (fig . a), de modo que se retirarão 9 separadoras “D” em conjunto
com o anel separador “C”, que serão colocadas por cima da ferramenta (fig . b) . • Anéis separadores “a-b”: fornecidos com a máquina . • Anel separador “C”: espessura 2,5 mm, igual a ½ passo do dente para o posicionamento preciso da ferramenta, com o
fim de realizar o contraperfil . • Anéis separadores “D”: espessura 5 mm, igual ao passo do dente (fornecidos a pedido; cód . an04M bb9) .
Conjunto opCional de anillas separadoras
Conjunto opCional de anilhas
D b d z R Código mm mm mm CóDIgO
22
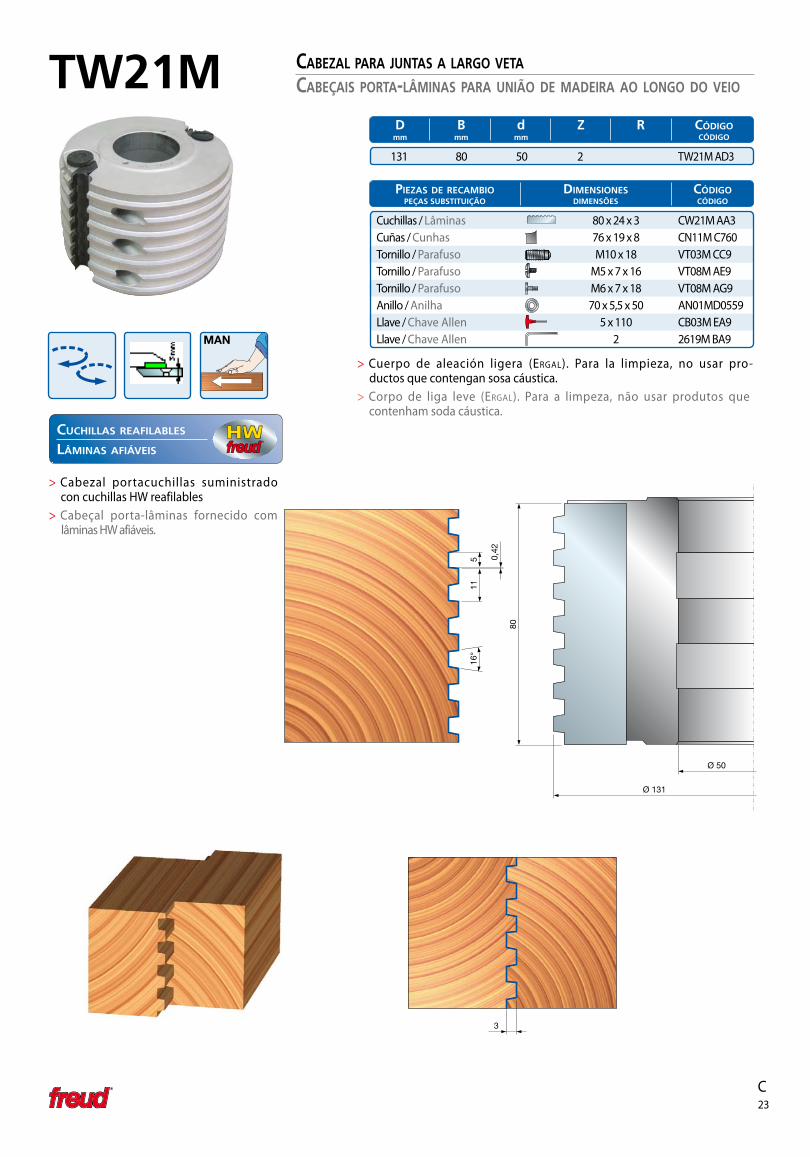
C
TW21M
131 80 50 2 TW21M AD3
Cabezal para juntas a largo veta
Cabeçais porta-lâminas para união de madeira ao longo do veio
D b d z R Código mm mm mm CóDIgO
Cuchillas / Lâminas 80 x 24 x 3 CW21M AA3 Cuñas / Cunhas 76 x 19 x 8 CN11M C760 Tornillo / Parafuso M10 x 18 VT03M CC9 Tornillo / Parafuso M5 x 7 x 16 VT08M AE9 Tornillo / Parafuso M6 x 7 x 18 VT08M AG9 Anillo / Anilha 70 x 5,5 x 50 AN01MD0559 Llave / Chave Allen 5 x 110 CB03M EA9 Llave / Chave Allen 2 2619M BA9
piezas de reCambio dimensiones Código PeçaS SubSTITuIçãO DIMenSõeS CóDIgO
CuChillas reaFilables
lâminas aFiáveis
> Cuerpo de aleación ligera (ergal) . Para la limpieza, no usar pro-ductos que contengan sosa cáustica .
> Corpo de liga leve (ergal) . Para a limpeza, não usar produtos que contenham soda cáustica .
> Cabezal portacuchillas suministrado con cuchillas HW reafilables
> Cabeçal porta-lâminas fornecido com lâminas HW afiáveis .
23

00
TW01M
136 55 35 (50) 4 TW01M AB3 136 55 50 4 TW01M AD3
el tamaño indiCado entre Paréntesis es el máx . ensanChamiento Posible del eje • o tamanho indiCado entre Parênteses é o máx . alargamento Possível do furo .*
Cabezal portaCuChillas para juntas - perFiles interCambiables
Cabeçais porta-lâminas para união de madeira
> El diámetro del cabezal portacuchillas con cuchillas es de 150 mm .> O diâmetro do cabeçal porta-lâminas com lâminas é de 150 mm .
D b d* z R Código mm mm mm CóDIgO
CuChillas reaFilables
lâminas aFiáveis
piezas de reCambio dimensiones Código PeçaS SubSTITuIçãO DIMenSõeS CóDIgO
> Ventajas de nuestra herramienta: Se pueden colocar diferentes perfiles para juntas en el mismo cuerpo de la herramienta (con-sulte la siguiente página) . Es posible ajustar el tipo de junta (for-zada, normal, holgada) por medio de un mecanismo de tornillo de presión .
> Vantagens da nossa ferramenta: Podem colocar-se diferentes per-fis para montar no mesmo corpo da ferramenta (consulte a pági-na seguinte) . É possível regular o tipo de junta (forçada, normal, folgada) através de um mecanismo de parafuso de pressão .
> EL ARTíCULO NO INCLUyE CUCHILLAS NI PLACAS DE SOPORTE> O ARTIGO NãO INCLUI LâMINAS NEM PLACAS DE SUPORTE . Ejemplo de pedido: / Exemplo de encomenda: TW01M AB3 Ø 136x55x35 Z4 1 pieza / peça CW10M AA3 55x29x3 4 piezas / peças SD02M AB9 55x27x5,5 4 piezas / peças
> EjEMPLOS DE AjUSTES > EXEMPLOS DE AjUSTES
> junta normal> junta normal
> junta holgada> junta folgada
> junta forzada> junta forçada
> HERRAMIENTAS PARA TRABAjAR A LARGO VETA y CONTRAVETA EN PIEZAS DE TRABAjO CORTAS .
> FERRAMENTAS PARA TRABALHAR AO LONGO DO VEIO E CONTRA O VEIO EM PEçAS DE TRABALHO CURTAS .
Cuña / Cunha 51 x 23,6 x 8 CN13M AA9 Tornillo / Parafuso M10 x 18 VT03M CC9 Tornillo / Parafuso M5 x 8 VT08M AC9 Tornillo / Parafuso M5 x 7 x 16 VT08M AE9 Tornillo / Parafuso M4 x 6 2602M CE9 Llave Allen / Chave Allen 5 x 110 CB03M EA9
24C
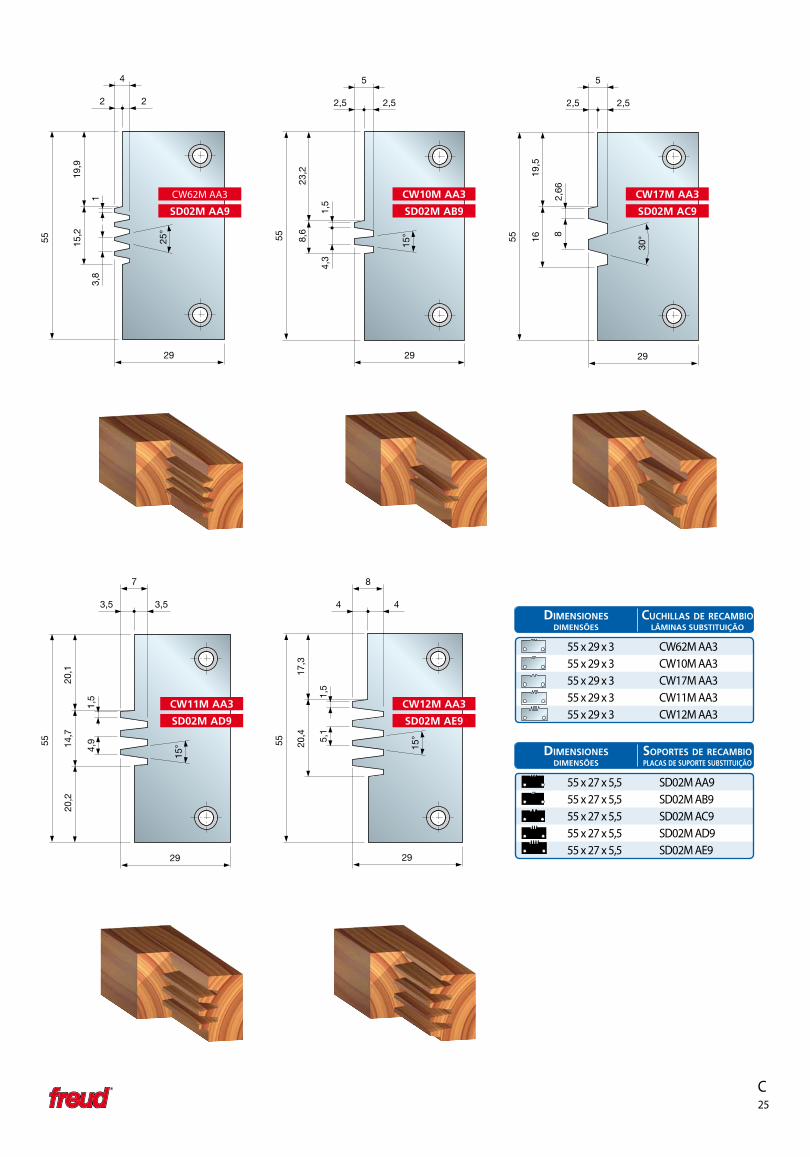
C
CW17M aa3
SD02M aC9
CW10M aa3
SD02M ab9
CW12M aa3
SD02M ae9
CW11M aa3
SD02M aD9
CW62M AA3
SD02M aa9
55 x 29 x 3 CW62M AA3 55 x 29 x 3 CW10M AA3 55 x 29 x 3 CW17M AA3 55 x 29 x 3 CW11M AA3 55 x 29 x 3 CW12M AA3
55 x 27 x 5,5 SD02M AA9 55 x 27 x 5,5 SD02M AB9 55 x 27 x 5,5 SD02M AC9 55 x 27 x 5,5 SD02M AD9 55 x 27 x 5,5 SD02M AE9
dimensiones CuChillas de reCambio DIMenSõeS LÂMInaS SubSTITuIçãO
dimensiones soportes de reCambio DIMenSõeS PLaCaS De SuPORTe SubSTITuIçãO
25
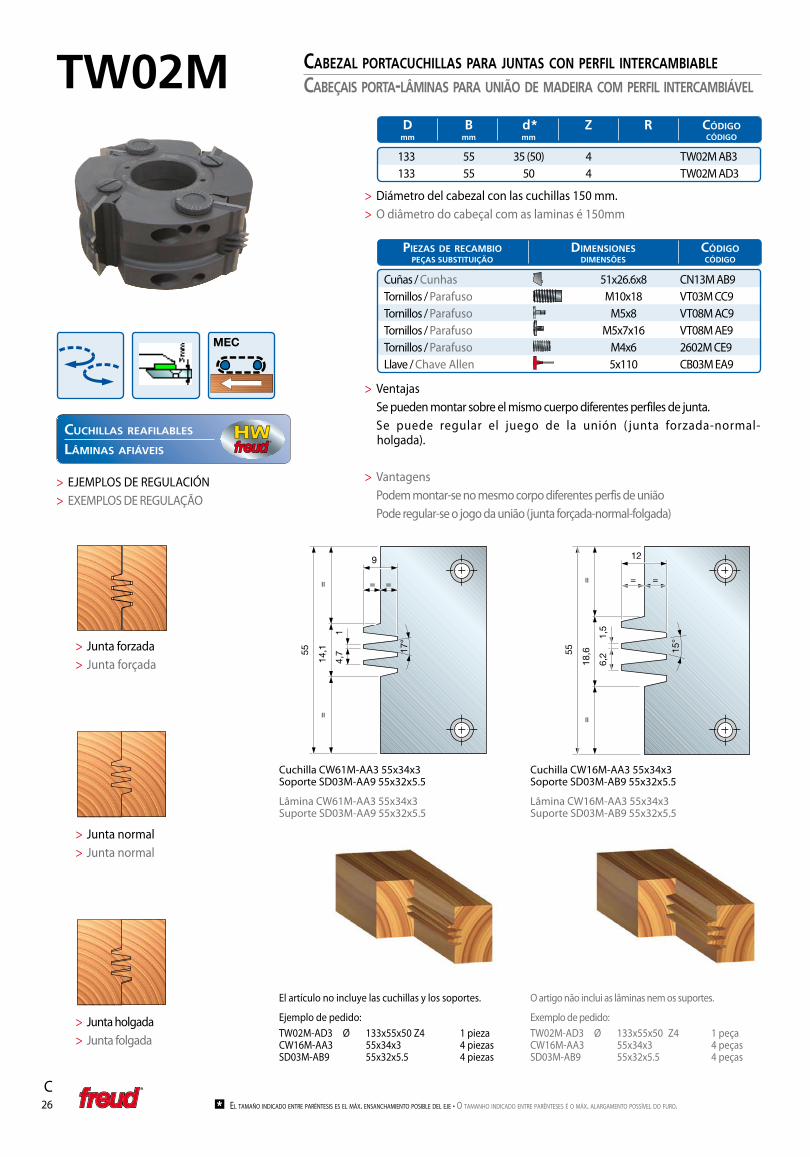
TW02M
133 55 35 (50) 4 TW02M AB3 133 55 50 4 TW02M AD3
el tamaño indiCado entre Paréntesis es el máx . ensanChamiento Posible del eje • o tamanho indiCado entre Parênteses é o máx . alargamento Possível do furo .*
Cabezal portaCuChillas para juntas Con perFil interCambiable
Cabeçais porta-lâminas para união de madeira Com perFil interCambiável
Cuñas / Cunhas 51x26 .6x8 CN13M AB9 Tornillos / Parafuso M10x18 VT03M CC9 Tornillos / Parafuso M5x8 VT08M AC9 Tornillos / Parafuso M5x7x16 VT08M AE9 Tornillos / Parafuso M4x6 2602M CE9 Llave / Chave Allen 5x110 CB03M EA9
piezas de reCambio dimensiones Código PeçaS SubSTITuIçãO DIMenSõeS CóDIgO
> Diámetro del cabezal con las cuchillas 150 mm .> O diâmetro do cabeçal com as laminas é 150mm
> Ventajas Se pueden montar sobre el mismo cuerpo diferentes perfiles de junta . Se puede regular el juego de la unión ( junta forzada-normal-
holgada) .
> Vantagens Podem montar-se no mesmo corpo diferentes perfis de união Pode regular-se o jogo da união (junta forçada-normal-folgada)
> junta normal> junta normal
> junta holgada> junta folgada
> junta forzada> junta forçada
> EjEMPLOS DE REGULACIÓN> EXEMPLOS DE REGULAçãO
D b d* z R Código mm mm mm CóDIgO
Cuchilla CW16M-AA3 55x34x3 Soporte SD03M-AB9 55x32x5 .5
Lâmina CW16M-AA3 55x34x3 Suporte SD03M-AB9 55x32x5 .5
Cuchilla CW61M-AA3 55x34x3 Soporte SD03M-AA9 55x32x5 .5
Lâmina CW61M-AA3 55x34x3 Suporte SD03M-AA9 55x32x5 .5
El artículo no incluye las cuchillas y los soportes .
Ejemplo de pedido:TW02M-AD3 Ø 133x55x50 Z4 1 pieza CW16M-AA3 55x34x3 4 piezas SD03M-AB9 55x32x5 .5 4 piezas
O artigo não inclui as lâminas nem os suportes .
Exemplo de pedido:TW02M-AD3 Ø 133x55x50 Z4 1 peça CW16M-AA3 55x34x3 4 peças SD03M-AB9 55x32x5 .5 4 peças
CuChillas reaFilables
lâminas aFiáveis
26C
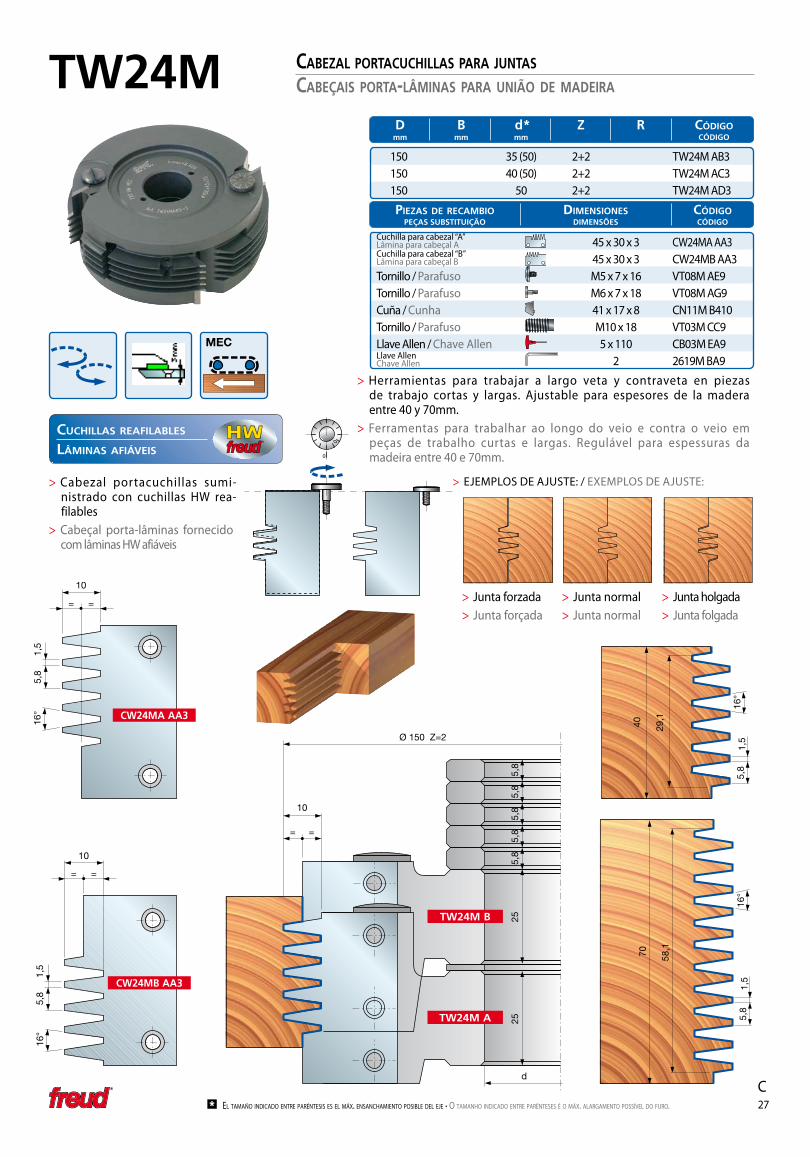
0
0
TW24M
150 35 (50) 2+2 TW24M AB3 150 40 (50) 2+2 TW24M AC3 150 50 2+2 TW24M AD3
TW24M b
TW24M a
CW24Ma aa3
CW24Mb aa3
el tamaño indiCado entre Paréntesis es el máx . ensanChamiento Posible del eje • o tamanho indiCado entre Parênteses é o máx . alargamento Possível do furo .*
Cabezal portaCuChillas para juntas
Cabeçais porta-lâminas para união de madeira
D b d* z R Código mm mm mm CóDIgO
CuChillas reaFilables
lâminas aFiáveis
Cuchilla para cabezal “A”Lâmina para cabeçal A 45 x 30 x 3 CW24MA AA3
Cuchilla para cabezal “B”Lâmina para cabeçal B 45 x 30 x 3 CW24MB AA3
Tornillo / Parafuso M5 x 7 x 16 VT08M AE9 Tornillo / Parafuso M6 x 7 x 18 VT08M AG9 Cuña / Cunha 41 x 17 x 8 CN11M B410 Tornillo / Parafuso M10 x 18 VT03M CC9 Llave Allen / Chave Allen 5 x 110 CB03M EA9 Llave Allen
Chave Allen 2 2619M BA9
piezas de reCambio dimensiones Código PeçaS SubSTITuIçãO DIMenSõeS CóDIgO
> Herramientas para trabajar a largo veta y contraveta en piezas de trabajo cortas y largas . Ajustable para espesores de la madera entre 40 y 70mm .
> Ferramentas para trabalhar ao longo do veio e contra o veio em peças de trabalho curtas e largas . Regulável para espessuras da madeira entre 40 e 70mm .
> EjEMPLOS DE AjUSTE: / EXEMPLOS DE AjUSTE:
> junta normal> junta normal
> junta holgada> junta folgada
> junta forzada> junta forçada
> Cabezal portacuchillas sumi-nistrado con cuchillas HW rea-filables
> Cabeçal porta-lâminas fornecido com lâminas HW afiáveis
27C

TW24Me
180 80 50 2+2 TW24ME AD3
el tamaño indiCado entre Paréntesis es el máx . ensanChamiento Posible del eje • o tamanho indiCado entre Parênteses é o máx . alargamento Possível do furo .*
Cabezal portaCuChillas para juntas
Cabeçais porta-lâminas para união de madeira
Cuchilla / Lâmina 80 x 35 x 3 CW24MAE AA3 Cuchilla / Lâmina 80 x 35 x 3 CW24MBE AA3 Tornillo / Parafuso M5 x 7 x 16 VT08M AE9 Tornillo / Parafuso M6 x 7 x 18 VT08M AG9 Cuña / Cunha 41 x 17 x 8 CN12M DL9A Tornillo / Parafuso M10 x 18 VT03M CC9 Llave / Chave Allen 5 x 110 CB03M EA9
piezas de reCambio dimensiones Código PeçaS SubSTITuIçãO DIMenSõeS CóDIgO
> Herramientas para trabajar a largo veta y contraveta en piezas de trabajo cortas y largas . Ajustable para espesores de la madera entre 60 y 140mm .
> Ferramentas para trabalhar ao longo do veio e contra o veio em peças de trabalho curtas e largas . Regulável para espessuras da madeira entre 60 e 140mm .
> Cabezal portacuchillas suministrado con cuchillas HW reafilables .
> Cabeçal porta-lâminas fornecido com lâminas HW afiáveis
D b d z R Código mm mm mm CóDIgO
CuChillas reaFilables
lâminas aFiáveis
> EjEMPLOS DE AjUSTE: / EXEMPLOS DE AjUSTE:
> junta normal> junta normal
> junta holgada> junta folgada
> junta forzada> junta forçada
28C
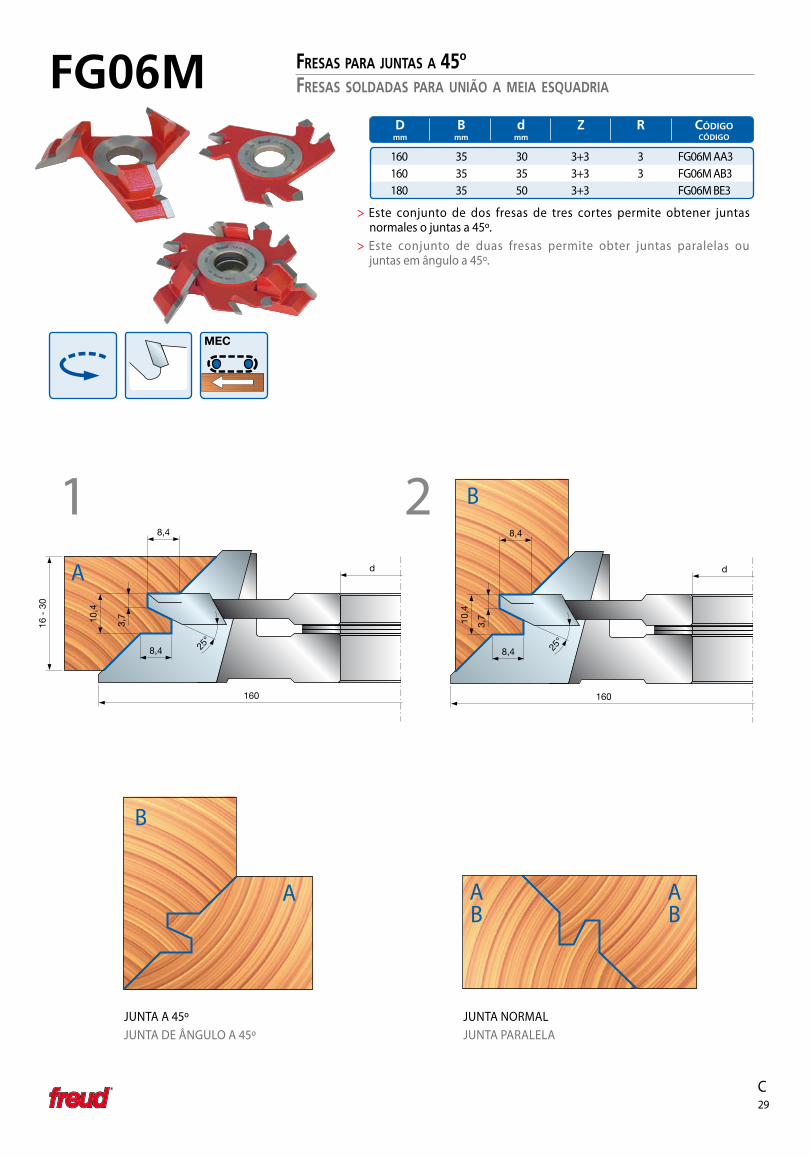
C
160 35 30 3+3 3 FG06M AA3 160 35 35 3+3 3 FG06M AB3 180 35 50 3+3 FG06M BE3
Fg06M
160
8,4
8,4 25°
16 -
30
3,710
,4
d
160
8,4
8,4 25°
3,710
,4
d
1 2a
b
a
b
ab
ab
Fresas para juntas a 45ºFresas soldadas para união a meia esquadria
D b d z R Código mm mm mm CóDIgO
> Este conjunto de dos fresas de tres cortes permite obtener juntas normales o juntas a 45º .
> Este conjunto de duas fresas permite obter juntas paralelas ou juntas em ângulo a 45º .
jUNTA A 45ºjUNTA DE âNGULO A 45º
jUNTA NORMALjUNTA PARALELA
29
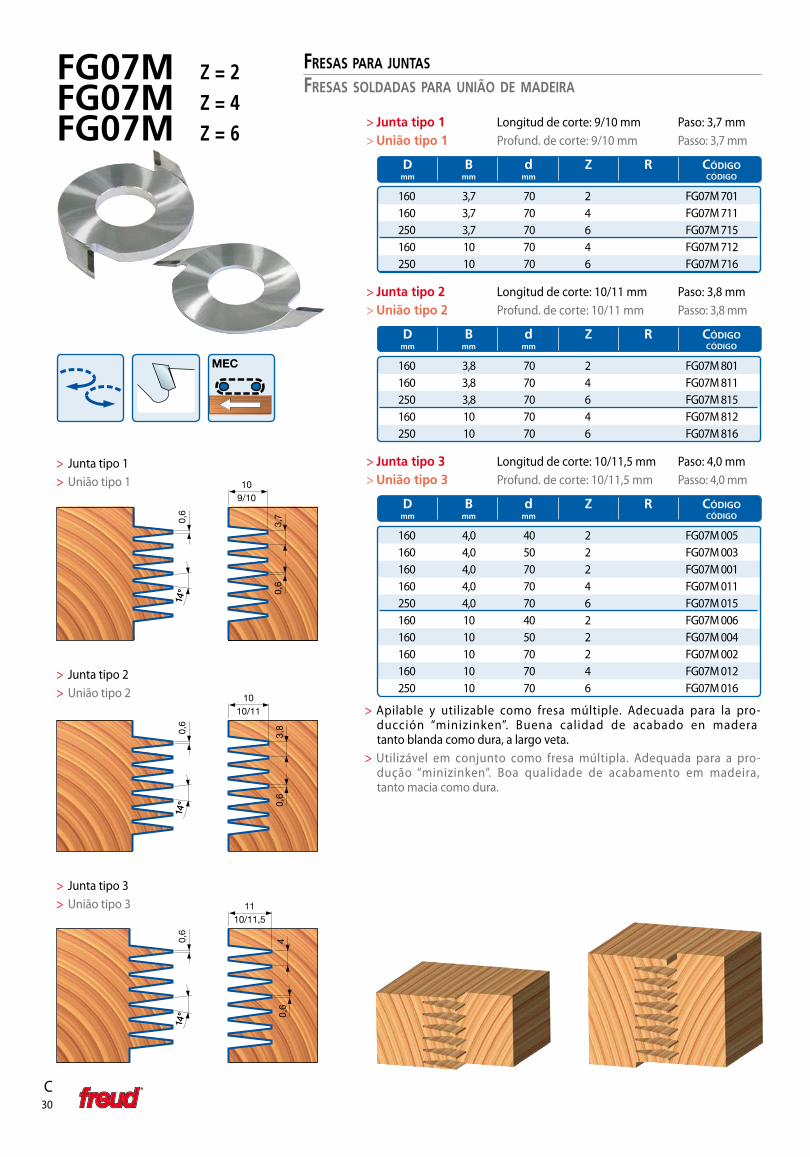
C
160 3,7 70 2 FG07M 701 160 3,7 70 4 FG07M 711 250 3,7 70 6 FG07M 715 160 10 70 4 FG07M 712 250 10 70 6 FG07M 716
160 3,8 70 2 FG07M 801 160 3,8 70 4 FG07M 811 250 3,8 70 6 FG07M 815 160 10 70 4 FG07M 812 250 10 70 6 FG07M 816
Fg07M z = 2Fg07M z = 4Fg07M z = 6
160 4,0 40 2 FG07M 005 160 4,0 50 2 FG07M 003 160 4,0 70 2 FG07M 001 160 4,0 70 4 FG07M 011 250 4,0 70 6 FG07M 015 160 10 40 2 FG07M 006 160 10 50 2 FG07M 004 160 10 70 2 FG07M 002 160 10 70 4 FG07M 012 250 10 70 6 FG07M 016
0,6
1010/11
14°
14°
3,8
0,6
Fresas para juntas
Fresas soldadas para união de madeira
D b d z R Código mm mm mm CóDIgO
> junta tipo 1 Longitud de corte: 9/10 mm Paso: 3,7 mm> união tipo 1 Profund . de corte: 9/10 mm Passo: 3,7 mm
D b d z R Código mm mm mm CóDIgO
> junta tipo 2 Longitud de corte: 10/11 mm Paso: 3,8 mm> união tipo 2 Profund . de corte: 10/11 mm Passo: 3,8 mm
> Apilable y utilizable como fresa múltiple . Adecuada para la pro-ducción “minizinken” . Buena calidad de acabado en madera tanto blanda como dura, a largo veta .
> Utilizável em conjunto como fresa múltipla . Adequada para a pro-dução “minizinken” . Boa qualidade de acabamento em madeira, tanto macia como dura .
D b d z R Código mm mm mm CóDIgO
> junta tipo 3 Longitud de corte: 10/11,5 mm Paso: 4,0 mm> união tipo 3 Profund . de corte: 10/11,5 mm Passo: 4,0 mm
> junta tipo 1 > União tipo 1
> junta tipo 2 > União tipo 2
> junta tipo 3> União tipo 3
30
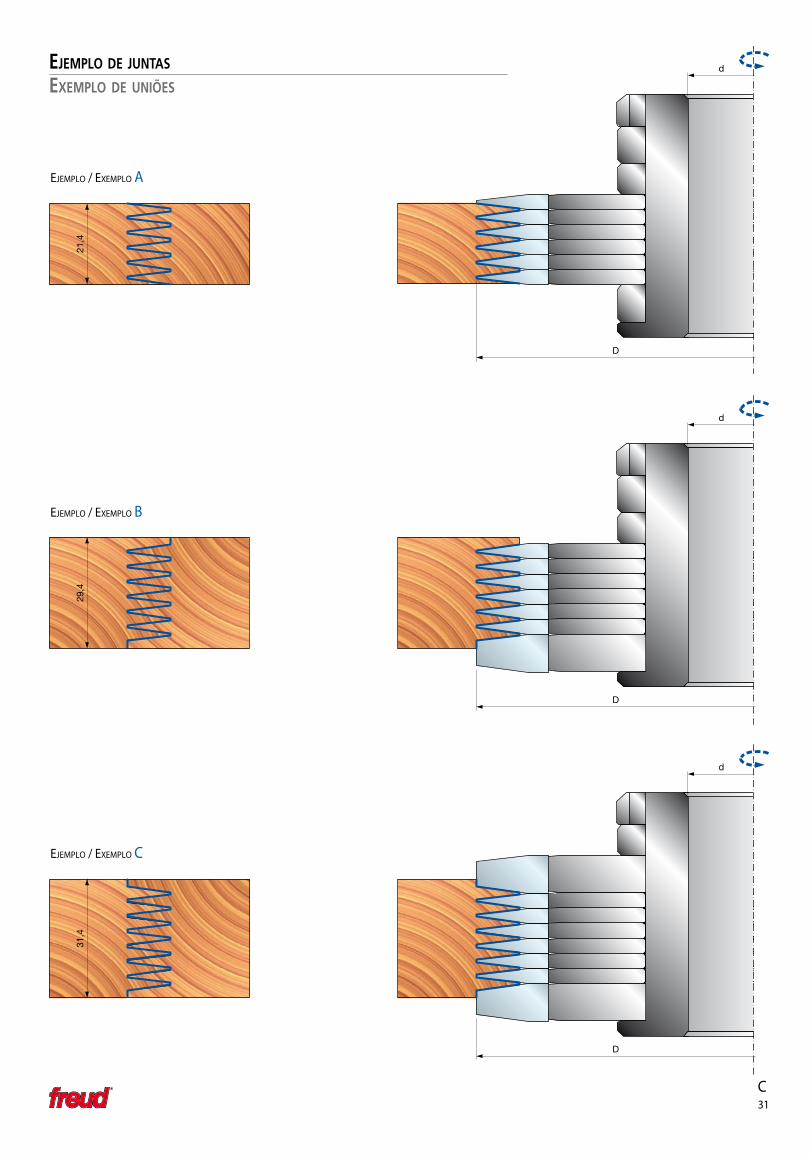
C
D
d
D
d
D
d
31,4
29,4
21,4
ejemplo de juntas
exemplo de uniões
ejemPlo / exemPlo a
ejemPlo / exemPlo b
ejemPlo / exemPlo C
31
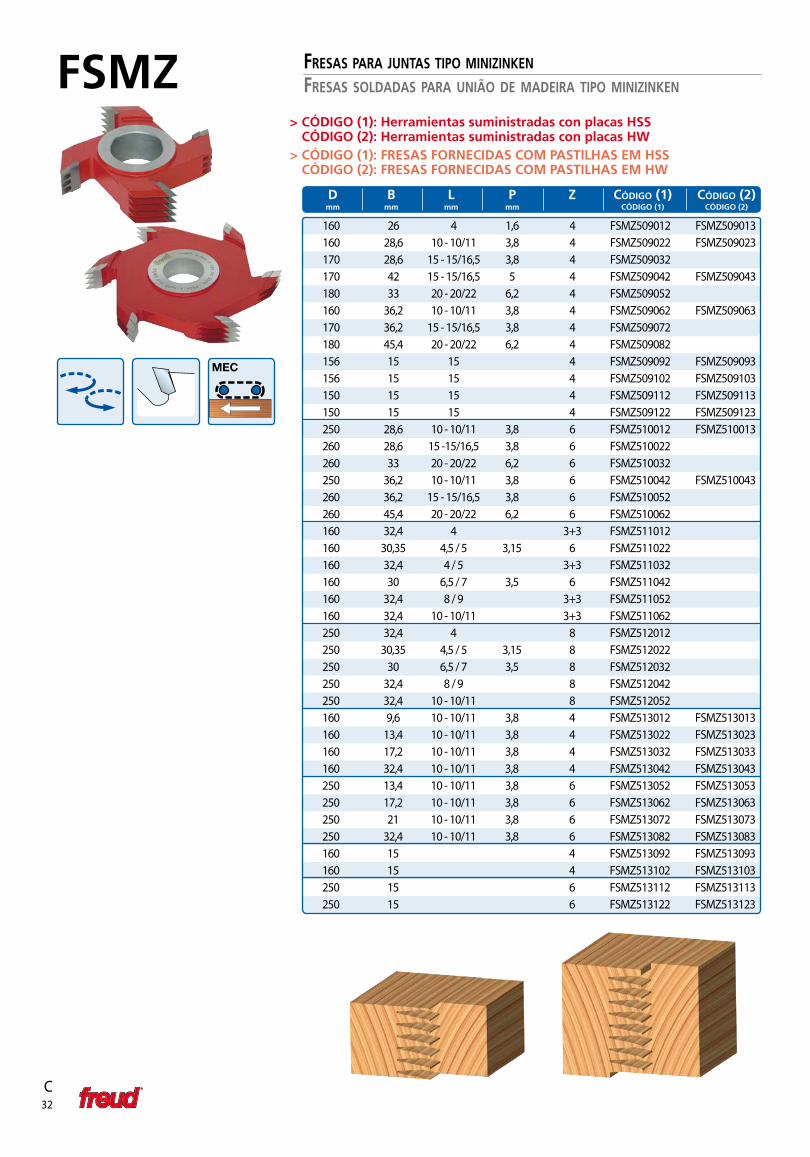
C
FSMz
160 26 4 1,6 4 FSMZ509012 FSMZ509013 160 28,6 10 - 10/11 3,8 4 FSMZ509022 FSMZ509023 170 28,6 15 - 15/16,5 3,8 4 FSMZ509032 170 42 15 - 15/16,5 5 4 FSMZ509042 FSMZ509043 180 33 20 - 20/22 6,2 4 FSMZ509052 160 36,2 10 - 10/11 3,8 4 FSMZ509062 FSMZ509063 170 36,2 15 - 15/16,5 3,8 4 FSMZ509072 180 45,4 20 - 20/22 6,2 4 FSMZ509082 156 15 15 4 FSMZ509092 FSMZ509093 156 15 15 4 FSMZ509102 FSMZ509103 150 15 15 4 FSMZ509112 FSMZ509113 150 15 15 4 FSMZ509122 FSMZ509123 250 28,6 10 - 10/11 3,8 6 FSMZ510012 FSMZ510013 260 28,6 15 -15/16,5 3,8 6 FSMZ510022 260 33 20 - 20/22 6,2 6 FSMZ510032 250 36,2 10 - 10/11 3,8 6 FSMZ510042 FSMZ510043 260 36,2 15 - 15/16,5 3,8 6 FSMZ510052 260 45,4 20 - 20/22 6,2 6 FSMZ510062 160 32,4 4 3+3 FSMZ511012 160 30,35 4,5 / 5 3,15 6 FSMZ511022 160 32,4 4 / 5 3+3 FSMZ511032 160 30 6,5 / 7 3,5 6 FSMZ511042 160 32,4 8 / 9 3+3 FSMZ511052 160 32,4 10 - 10/11 3+3 FSMZ511062 250 32,4 4 8 FSMZ512012 250 30,35 4,5 / 5 3,15 8 FSMZ512022 250 30 6,5 / 7 3,5 8 FSMZ512032 250 32,4 8 / 9 8 FSMZ512042 250 32,4 10 - 10/11 8 FSMZ512052 160 9,6 10 - 10/11 3,8 4 FSMZ513012 FSMZ513013 160 13,4 10 - 10/11 3,8 4 FSMZ513022 FSMZ513023 160 17,2 10 - 10/11 3,8 4 FSMZ513032 FSMZ513033 160 32,4 10 - 10/11 3,8 4 FSMZ513042 FSMZ513043 250 13,4 10 - 10/11 3,8 6 FSMZ513052 FSMZ513053 250 17,2 10 - 10/11 3,8 6 FSMZ513062 FSMZ513063 250 21 10 - 10/11 3,8 6 FSMZ513072 FSMZ513073 250 32,4 10 - 10/11 3,8 6 FSMZ513082 FSMZ513083 160 15 4 FSMZ513092 FSMZ513093 160 15 4 FSMZ513102 FSMZ513103 250 15 6 FSMZ513112 FSMZ513113 250 15 6 FSMZ513122 FSMZ513123
D b L P z Código (1) Código (2) mm mm mm mm CóDIgO (1) CóDIgO (2)
Fresas para juntas tipo minizinken
Fresas soldadas para união de madeira tipo minizinken
> CóDIgO (1): Herramientas suministradas con placas HSS CóDIgO (2): Herramientas suministradas con placas HW> CóDIgO (1): FReSaS FORneCIDaS COM PaSTILHaS eM HSS CóDIgO (2): FReSaS FORneCIDaS COM PaSTILHaS eM HW
32
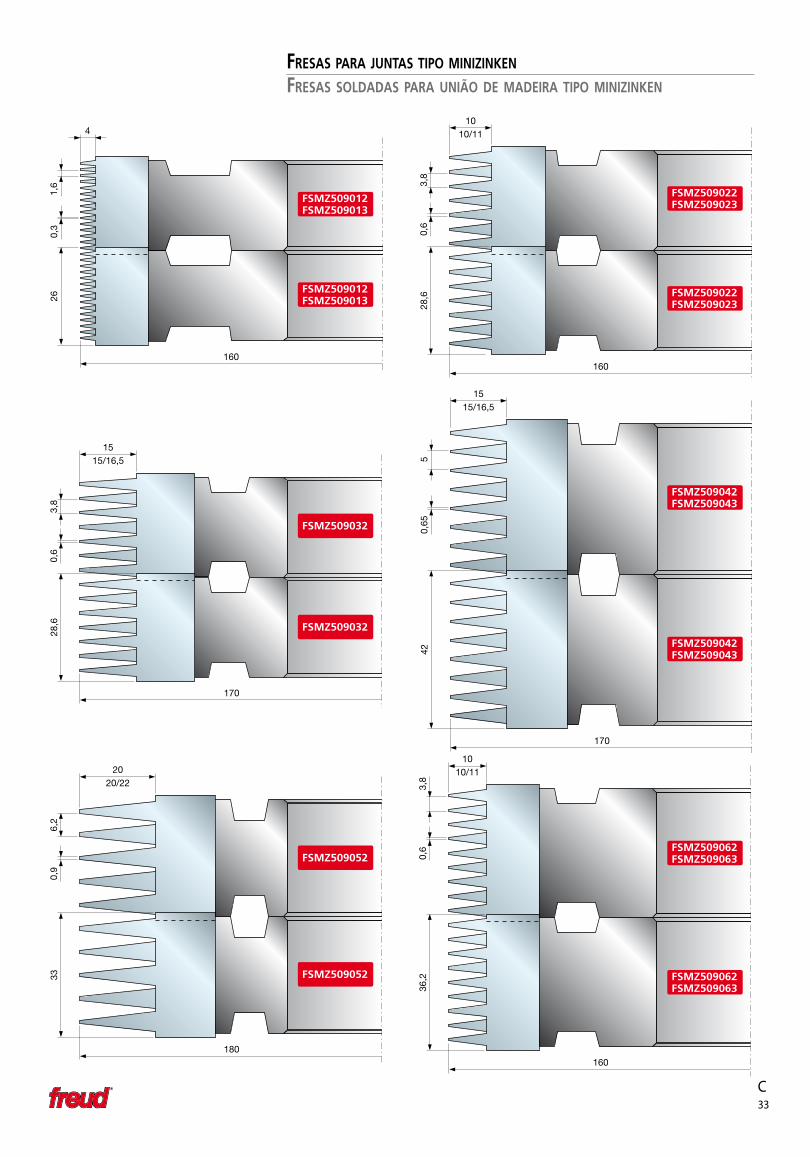
C
26
160
1,6
0,3
4
FSMz509012FSMz509013
FSMz509012FSMz509013
3,8
0,6
1010/11
28,6
160
FSMz509022FSMz509023
FSMz509022FSMz509023
3,8
0,6
1515/16,5
28,6
170
FSMz509032
FSMz509032
50,
65
1515/16,5
42
170
FSMz509042FSMz509043
FSMz509042FSMz509043
33
180
6,2
0,9
2020/22
FSMz509052
FSMz509052
36,2
160
3,8
0,6
10 10/11
FSMz509062FSMz509063
FSMz509062FSMz509063
Fresas para juntas tipo minizinken
Fresas soldadas para união de madeira tipo minizinken
33
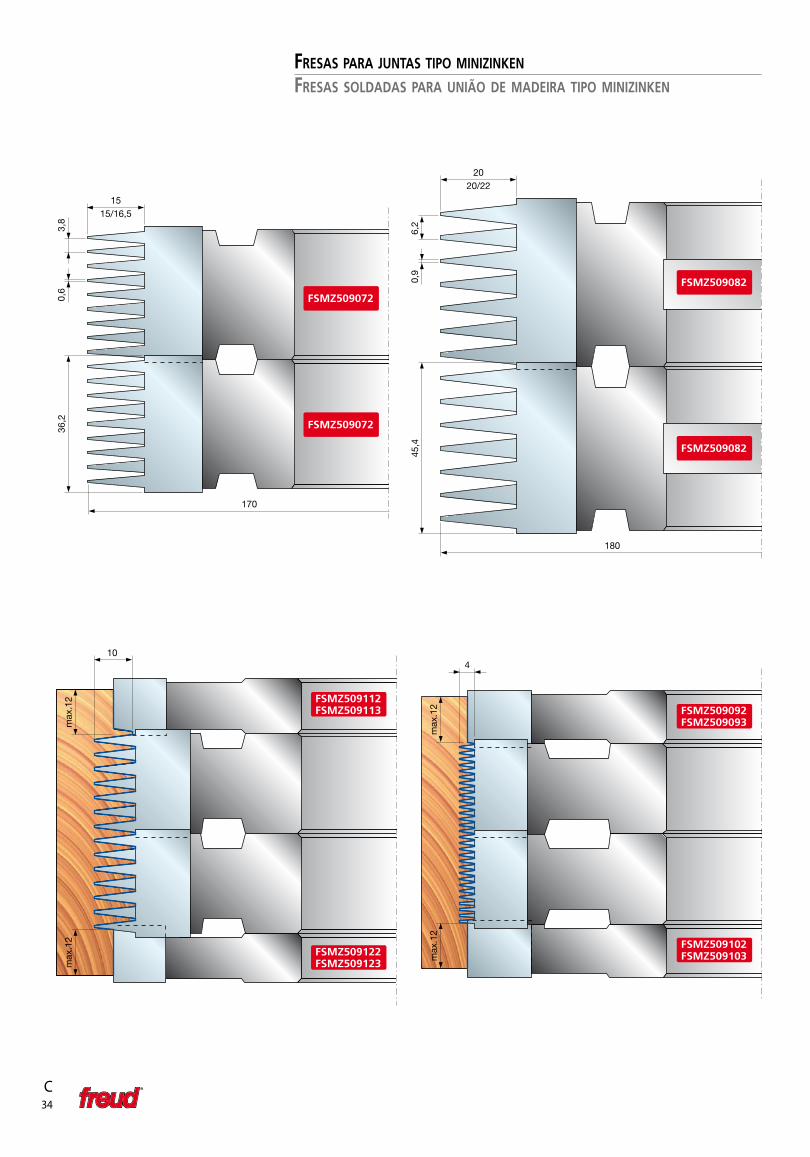
C
10
max
.12
max
.12
FSMz509112FSMz509113
FSMz509122FSMz509123
3,8
36,2
170
1515/16,5
0,6
FSMz509072
FSMz5090726,
20,
9
2020/22
45,4
180
FSMz509082
FSMz509082m
ax.1
2m
ax.1
2
4
FSMz509092FSMz509093
FSMz509102FSMz509103
Fresas para juntas tipo minizinken
Fresas soldadas para união de madeira tipo minizinken
34
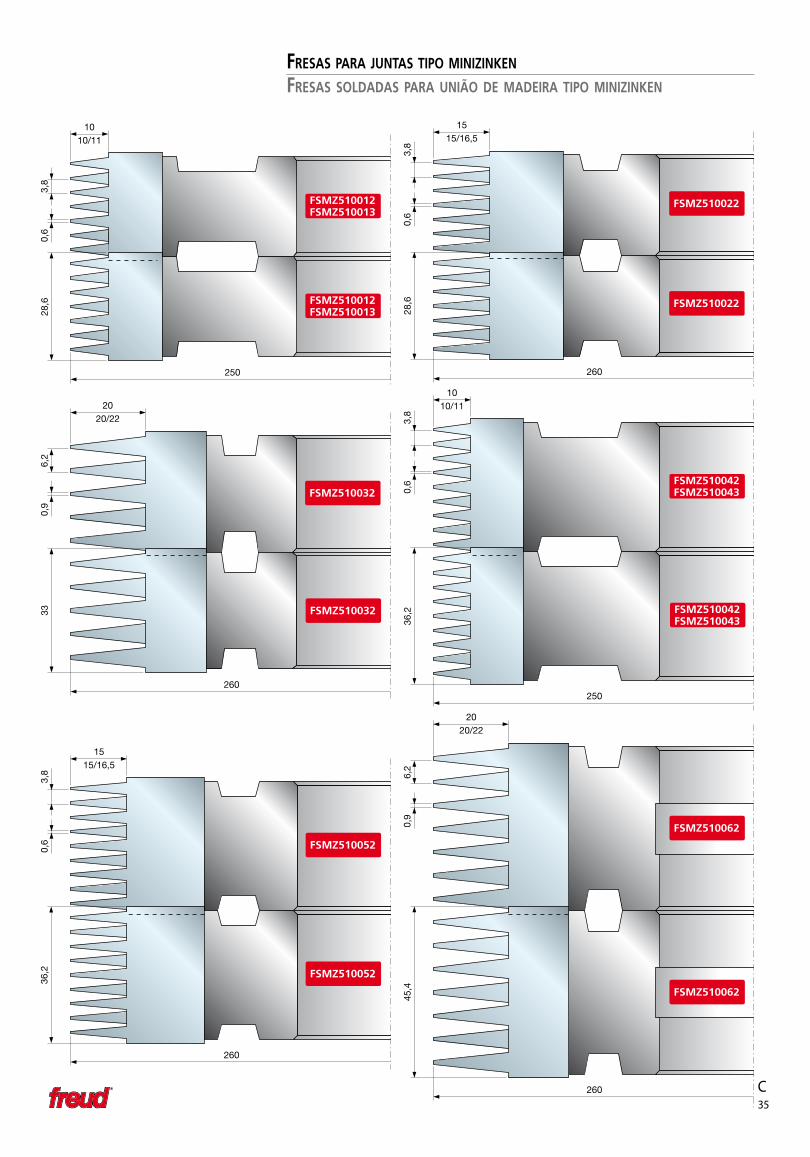
C
3,8
0,6
1010/11
28,6
250
FSMz510012FSMz510013
FSMz510012FSMz510013
260
1515/16,5
3,8
0,6
28,6
FSMz510022
FSMz510022
33
260
6,2
0,9
2020/22
FSMz510032
FSMz510032
36,2
250
3,8
0,6
1010/11
FSMz510042FSMz510043
FSMz510042FSMz510043
36,2
260
3,8
1515/16,5
0,6 FSMz510052
FSMz510052
45,4
6,2
0,9
2020/22
260
FSMz510062
FSMz510062
Fresas para juntas tipo minizinken
Fresas soldadas para união de madeira tipo minizinken
35
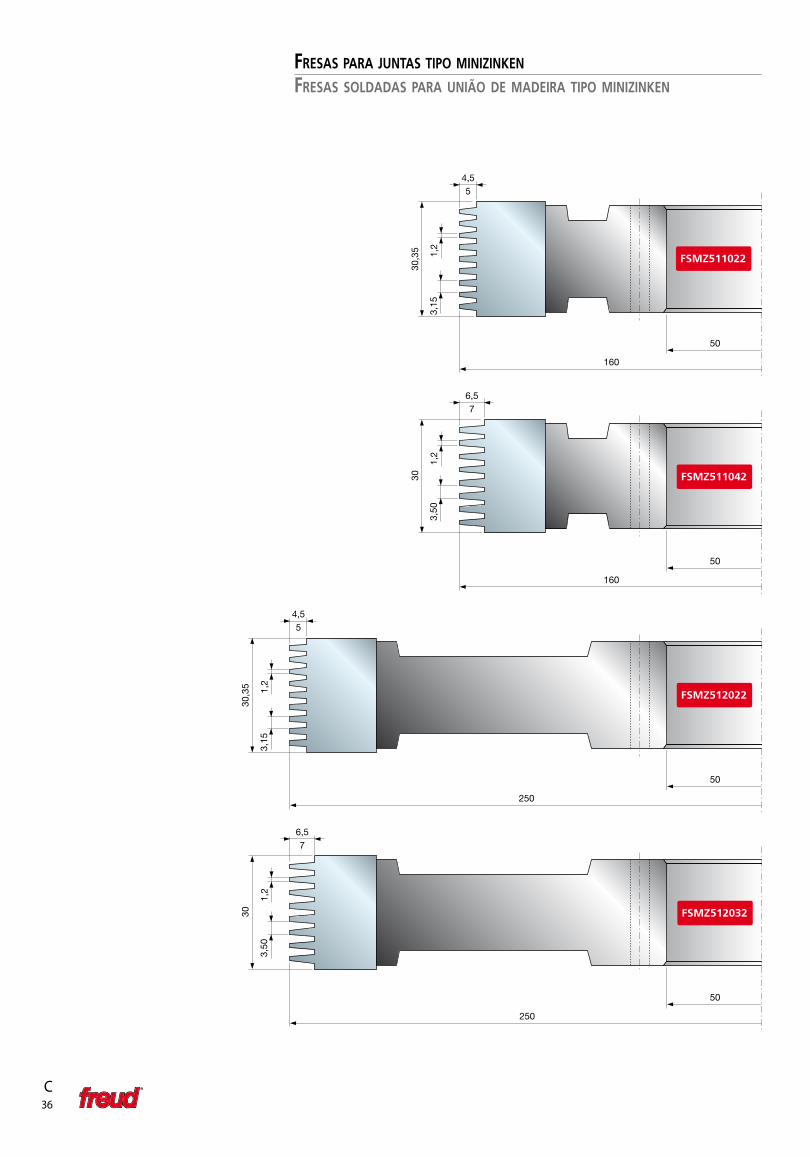
C
30,3
5
4,55
160
3,15
1,2
50
FSMz511022
30
6,57
160
3,50
1,2
50
FSMz511042
30,3
5
4,55
250
3,15
1,2
50
FSMz512022
30
6,57
250
3,50
1,2
50
FSMz512032
Fresas para juntas tipo minizinken
Fresas soldadas para união de madeira tipo minizinken
36
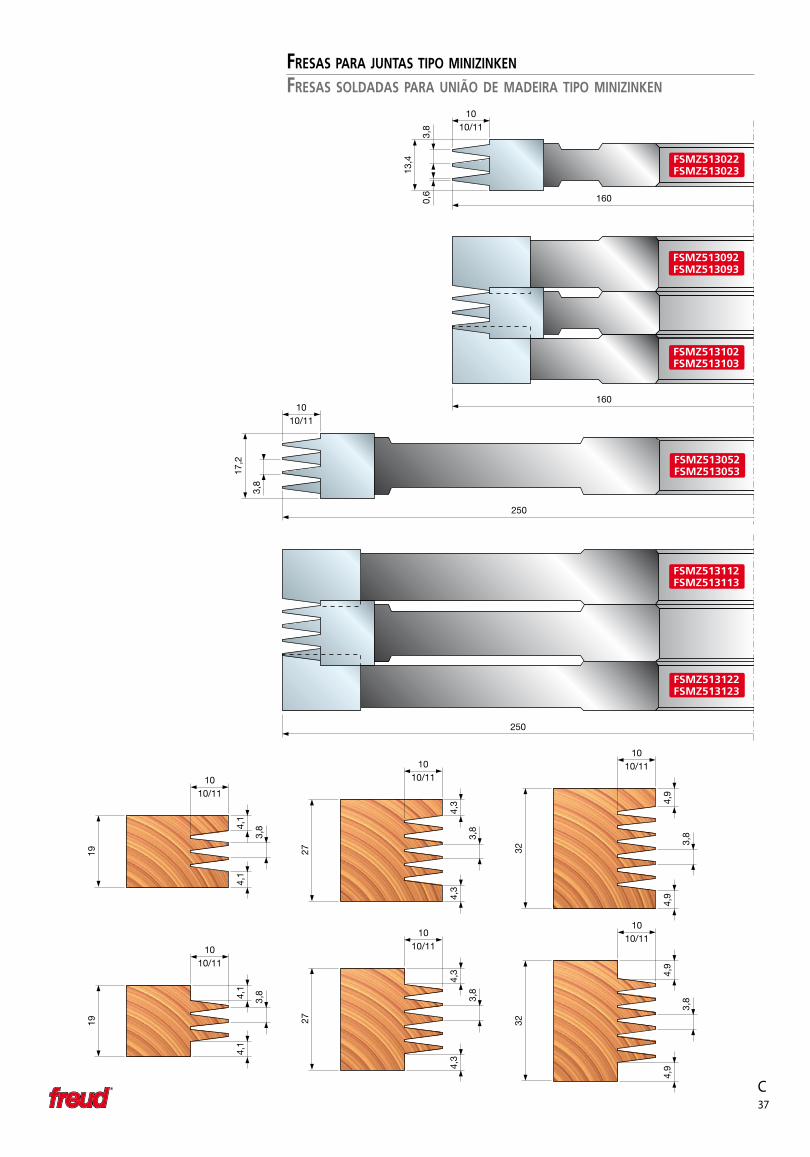
C
19
4,1
4,1
3,8
1010/11
3,8
4,1
4,1
19
1010/11
27
4,3
4,3
3,8
1010/11
3,8
4,3
4,3
27
1010/11
32
4,9
4,9
3,8
1010/11
4,9
4,9
3,8
32
1010/11
13,4
1010/11
160
3,8
0,6
FSMz513022FSMz513023
17,2
1010/11
250
3,8
FSMz513052FSMz513053
160
FSMz513092FSMz513093
FSMz513102FSMz513103
250
FSMz513112FSMz513113
FSMz513122FSMz513123
Fresas para juntas tipo minizinken
Fresas soldadas para união de madeira tipo minizinken
37
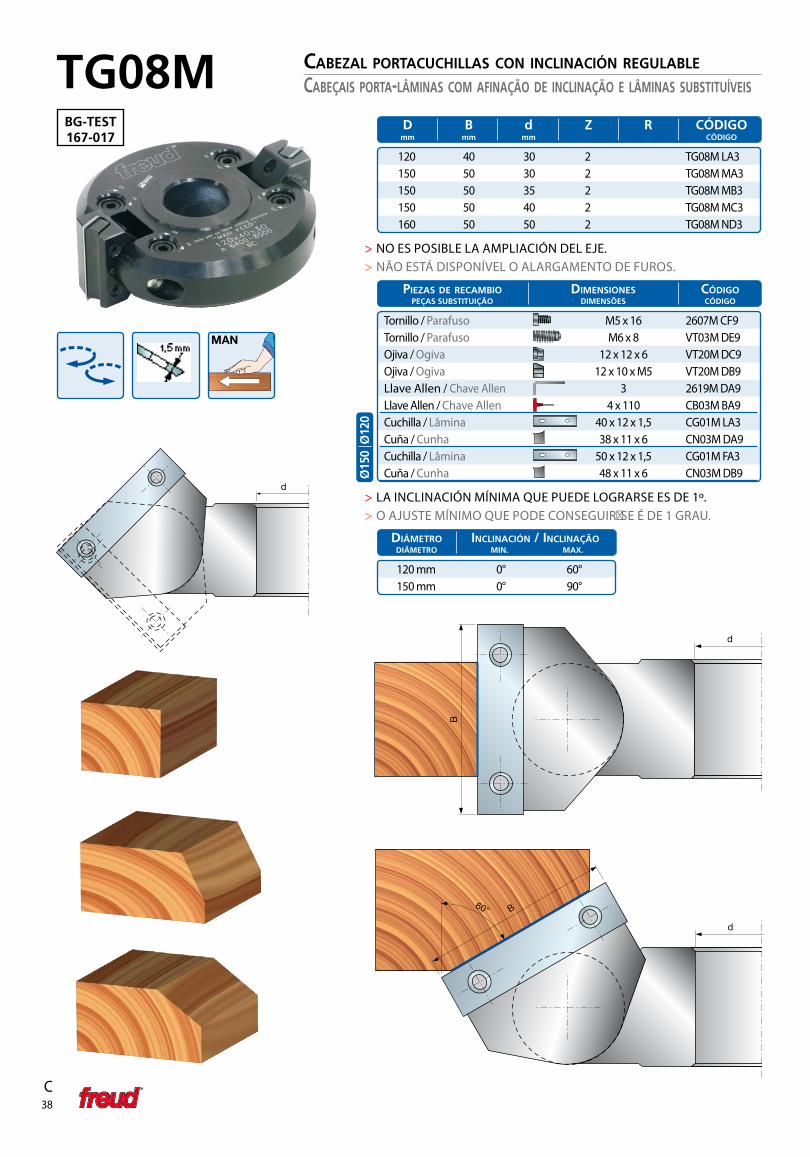
C
120 40 30 2 TG08M LA3 150 50 30 2 TG08M MA3 150 50 35 2 TG08M MB3 150 50 40 2 TG08M MC3 160 50 50 2 TG08M ND3
bg-TeST167-017
120 mm 0° 60° 150 mm 0° 90°
Ø15
0 Ø
120
Tg08M Cabezal portaCuChillas Con inClinaCión regulable
Cabeçais porta-lâminas Com aFinação de inClinação e lâminas substituÍveis
> NO ES POSIBLE LA AMPLIACIÓN DEL EjE . > NãO ESTá DISPONíVEL O ALARGAMENTO DE FUROS .
> LA INCLINACIÓN MíNIMA QUE PUEDE LOGRARSE ES DE 1º .> O AjUSTE MíNIMO QUE PODE CONSEGUIR-SE É DE 1 GRAU .
D b d z R CóDIgO mm mm mm CóDIgO
piezas de reCambio dimensiones Código PeçaS SubSTITuIçãO DIMenSõeS CóDIgO
Tornillo / Parafuso M5 x 16 2607M CF9 Tornillo / Parafuso M6 x 8 VT03M DE9 Ojiva / Ogiva 12 x 12 x 6 VT20M DC9 Ojiva / Ogiva 12 x 10 x M5 VT20M DB9 Llave Allen / Chave Allen 3 2619M DA9 Llave Allen / Chave Allen 4 x 110 CB03M BA9 Cuchilla / Lâmina 40 x 12 x 1,5 CG01M LA3 Cuña / Cunha 38 x 11 x 6 CN03M DA9 Cuchilla / Lâmina 50 x 12 x 1,5 CG01M FA3 Cuña / Cunha 48 x 11 x 6 CN03M DB9
diámetro inClinaCión / inClinação DIÂMeTRO MIn. Max.
38























![Samkhya Karika [Skt]](https://img.pdfslide.tips/doc/110x75/563db956550346aa9a9c5640/samkhya-karika-skt.jpg)




