Embed Size (px)
Citation preview
Wpływ obróbki plastycznej na strukturę i właściwości materiału
Odkształcenie plastyczne
Mechanizmy odkształcenia
Rodzaje obróbki plastycznej
Technologia OP
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii
KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII
Opracował: dr inż. Radosław Łyszkowski
W 4:
Literatura
• Skrypty WAT - Ćwiczenia laboratoryjne, H. Ziencik, WAT, 1997, s-46699
• Stanisław Erbel i in. Obróbka plastyczna na zimno, PWN, Warszawa 1975
• Stanisław Erbel i in. Obróbka plastyczna - techniki wytwarzania, PWN, Warszawa
1981
• Marian Morawiec i in. Przeróbka plastyczna - podstawy teoretyczne, Wydawnictwo
Śląsk, Katowice, 1986
• M. Ashby, D. R. H. Johnes, Materiały inżynierskie, WNT, Warszawa1995, cz. I i II
• J. W. Wyrzykowski i in. Odkształcenie i pękanie metali, WNT, Warszawa, 1999
• M. Blicharski, Wstęp do inżynierii materiałowej, WNT, Warszawa 2001
• Dobrzański
Wojskowa Akademia Techniczna WTC KZMiT 2
Obróbka plastyczna
3
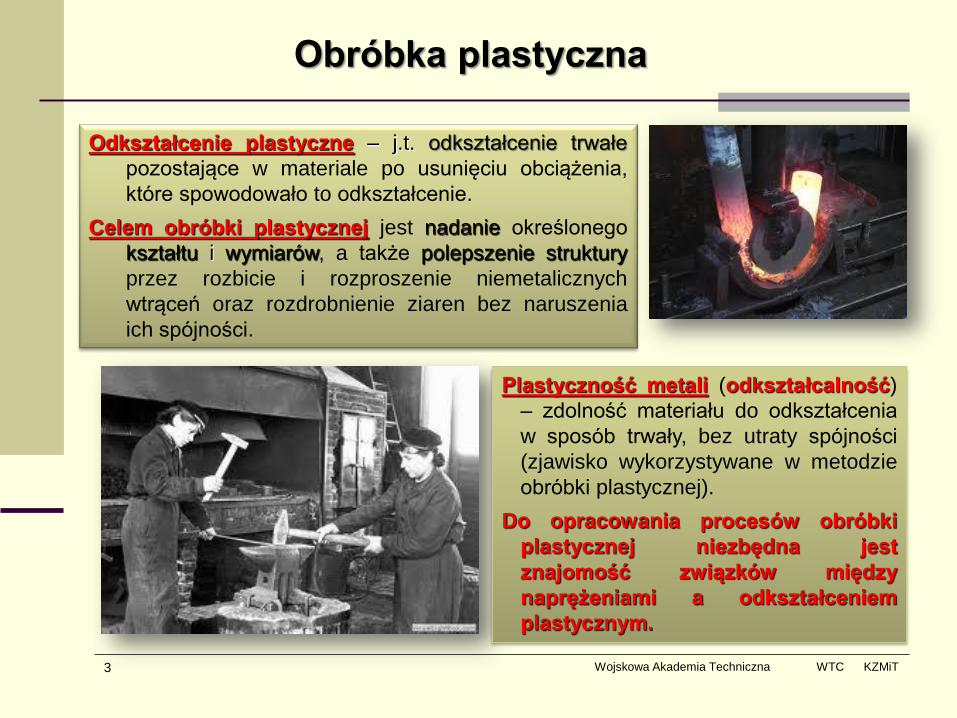
Odkształcenie plastyczne – j.t. odkształcenie trwałe
pozostające w materiale po usunięciu obciążenia,
które spowodowało to odkształcenie.
Celem obróbki plastycznej jest nadanie określonego
kształtu i wymiarów, a także polepszenie struktury
przez rozbicie i rozproszenie niemetalicznych
wtrąceń oraz rozdrobnienie ziaren bez naruszenia
ich spójności.
Plastyczność metali (odkształcalność)
– zdolność materiału do odkształcenia
w sposób trwały, bez utraty spójności
(zjawisko wykorzystywane w metodzie
obróbki plastycznej).
Do opracowania procesów obróbki
plastycznej niezbędna jest
znajomość związków między
naprężeniami a odkształceniem
plastycznym.
Wojskowa Akademia Techniczna WTC KZMiT

Wojskowa Akademia Techniczna WTC KZMiT
Miary odkształcenia
Przy projektowaniu procesów OP zachodzi konieczność określania wartości
odkształceń, jakich dozna materiał podczas jego kształtowania.
Jest to niezbędne do określenia:
• sił i pracy odkształcenia
• przewidywanych zmian struktury i właściwości materiału
• oceny możliwości rozpatrywanej operacji.
Najczęściej odkształcenia określa się na podstawie wymiarów materiału (przedmiotu)
przed i po procesie kształtowania zakładając, że OP całego materiału jest
jednorodna i zachodzi pod wpływem obciążenia prostego
Najczęściej posługujemy się pojęciem odkształcenia:
• rzeczywistego (logarytmicznego)
• względnego (nierównomiernego)
Pomiędzy tymi wielkościami występuje zależność:
= ln(1 + )
co dla małych odkształceń (względnych 5-20%) w praktyce
oznacza, że .
o
l
ll
l
l
dl
o
ln
oo
o
l
l
l
ll
0 0.4 0.8 1.2 2.0
2.0
1.6
1.2
0.8
0.4
Z
4
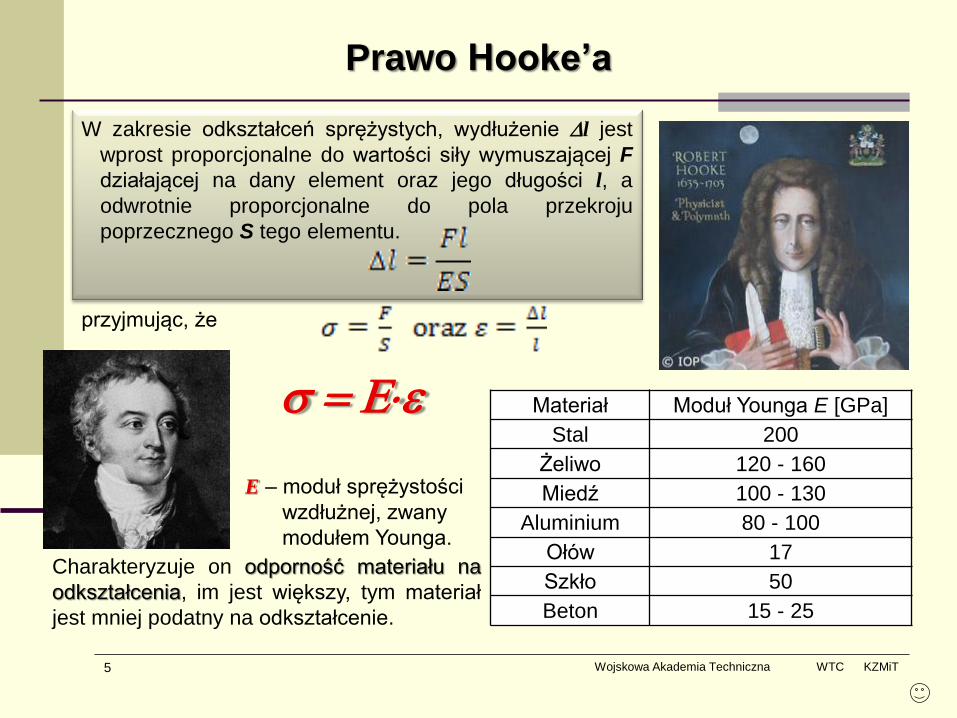
Prawo Hooke’a
Wojskowa Akademia Techniczna WTC KZMiT 5
Materiał Moduł Younga E [GPa]
Stal 200
Żeliwo 120 - 160
Miedź 100 - 130
Aluminium 80 - 100
Ołów 17
Szkło 50
Beton 15 - 25
W zakresie odkształceń sprężystych, wydłużenie l jest
wprost proporcjonalne do wartości siły wymuszającej F
działającej na dany element oraz jego długości l, a
odwrotnie proporcjonalne do pola przekroju
poprzecznego S tego elementu.
E – moduł sprężystości
wzdłużnej, zwany
modułem Younga.
s E
przyjmując, że
Charakteryzuje on odporność materiału na
odkształcenia, im jest większy, tym materiał
jest mniej podatny na odkształcenie.

Statyczna próba rozciągania
Wojskowa Akademia Techniczna WTC KZMiT 6
1. SPRĘŻYSTOŚĆ
Granica proporcjonalności RH
Początkowo naprężenie s jest
proporcjonalne do odkształcenia
zgodnie z prawem Hooke’a. W zakresie
tym materiał po ustąpieniu obciążenia
powraca do pierwotnej postaci. Po
przekroczeniu RH, rozpoczynają się
odkształcenia plastyczne.
Granica sprężystości R0.05
Wartość umowna dla naprężenia
odpowiadającego trwałemu wydłużeniu
próbki o 0.05% jej długości.
Siła F [kN]
Wydłużenie l [mm, %]
FH
Odkształcenie
sprężyste (max. osiąga
ok.0,1%)
Procesy zachodzące podczas obróbki plastycznej często opisuje się na przykładzie zachowania metali i stopów podczas rozciągania.
RH = [MPa] FH
So

Siła F [kN]
Wydłużenie l [mm, %]
Fe FH
Re = [MPa] Fe
So
2) PLASTYCZNOŚĆ
Granica plastyczności Re
O granicy plastyczności decyduje
początek płynięcia plastycznego
spowodowany przemieszczaniem
warstw atomów po płaszczyznach
poślizgu w określonych kierunkach
krystalograficznych wyznaczonych
wskaźnikami Millera. Tak więc Re
odpowiada naprężeniu wywołującemu
wyraźny wzrost wydłużenia próbki.
Umowna granica sprężystości R0.2
Wartość umowna dla naprężenia
odpowiadającego trwałemu wydłużeniu
próbki o 0.2% jej długości.
Statyczna próba rozciągania
Odkształcenie
sprężyste (max. osiąga
ok.0,1%)
0.2%
F0.2
Wojskowa Akademia Techniczna WTC KZMiT 7

Siła F [kN]
Wydłużenie l [mm, %]
Fm
Fu
Fe
FH
Odkształcenie plastyczne
Zakres odkształceń
wykorzystywany w proc.
obróbki plastycznej
Odkształcenie
nierównomierne
Rm = [MPa] Fm
So
2) PLASTYCZNOŚĆ
Granica wytrzymałości Rm
Przy dalszym wzroście siły,
odkształcenie rośnie praktycznie w
sposób proporcjonalny. Dzieje się tak
do chwili osiągnięcia maksymalnej siły
Fm, jaką może dany materiał
przenieść, bez wystąpienia efektów
niszczenia – pęknięć.
Statyczna próba rozciągania
3) PĘKANIE
Granica wytrzym. i na rozrywanie Ru
Po przekroczeniu Rm, rozciągany
materiał zachowuje się niestabilnie i
każdy jego element staje się
miejscem słabym (tworzy się szyjka),
aż do momentu, w którym nastąpi
rozerwanie. Wówczas naprężenia
rozciągające > od wytrzymałości
kohezyjnej materiału.
Odkształcenie
sprężyste (max. osiąga
ok.0,1%)
Po wytworzeniu w materiale
wystarczająco wysokich naprężeń
(> od naprężeń niszczących)
następuje jego zniszczenie przez
rozdzielenie wiązkie.
Wojskowa Akademia Techniczna WTC KZMiT 8

Makroskopowy obraz odkształcenia
Przy obróbce plastycznej ważniejsze znaczenie ma znajomość relacji między
naprężeniami rzeczywistymi, występującymi w materiale i odkształceniami trwałymi,
wywołanymi przez te naprężenia.
Relacja taka nosi nazwę krzywej umocnienia.
W wyniku zgniotu wywołanego
odkształceniem plastycznym, dochodzi do
umocnienia materiału wyrażającego się
przyrostem wartości naprężenia
uplastyczniającego s.
mks
200
300
400
500
600
700
800
0 0,2 0,4 0,6 0,8
s [
MP
a]
spęczanie
rozciąganie
skręcanie
Umocnienie – zjawisko w zakresie
odkształceń plastycznych, występuje gdy
granica plastyczności Re wzrasta wraz z
odkształceniem plastycznym.
Wojskowa Akademia Techniczna WTC KZMiT 9

Zgniot – całokształt zmian mikrostruktury, naprężeń własnych i właściwości
wywołanych odkształceniem plastycznym, wywołujących umocnienie materiału
(wzrost HB, Re i Rm oraz spadek U, i przewężenie)
Obróbka plastyczna.. na gorąco
%100%100o
o
oS
SS
s
Sz
!!! Mały zgniot, w wyniku poślizgu i bliźniakowania, powoduje wydłużenie ziaren
w kierunku największego odkształcenia oraz sprężystą deformację sieci
!!! Duży zgniot – wyraźne wydłużenie ziaren, ich rozdrobnienie i odkształcenia
międzykrystaliczne. Tworzy się uprzywilejowana orientacja kryst. ziaren zwana
teksturą zgniotu, powodująca anizotropię właściwości (głównie Rm i )
Wojskowa Akademia Techniczna WTC KZMiT 10

Jednak w tym przypadku granica
plastyczności Re jak i wytrzymałości Rm
będzie znacznie większa niż w trakcie
pierwszego cyklu 1-4 – NASTĄPIŁO
JEGO UMOCNIENIE.
Umocnienie odkształceniowe
Jeżeli w trakcie odkształcenia materiał wzdłuż punktów 1-2-3 zostanie on odciążony
w pkt. 4, wówczas naprężenia s ulegną obniżeniu wzdłuż prostej 4-5, a
odkształcenie zmniejszą się o wartość odkształceń sprężystych i osiągnie poziom
odpowiadającą punktom 1 lub 5.
Zjawisko KORZYSTNE
wskutek zwiększenia
WYTRZYMAŁOŚCI
materiału.
Siła F [kN]
Wydłużenie l [mm, %]
Przy ponownym obciążeniu, materiał będzie się odkształcał sprężyście aż do pkt. 6 i
dalej plastycznie, zgodnie z krzywą 6-7.
F 4
1
2 3
5
6
7
Wojskowa Akademia Techniczna WTC KZMiT 11
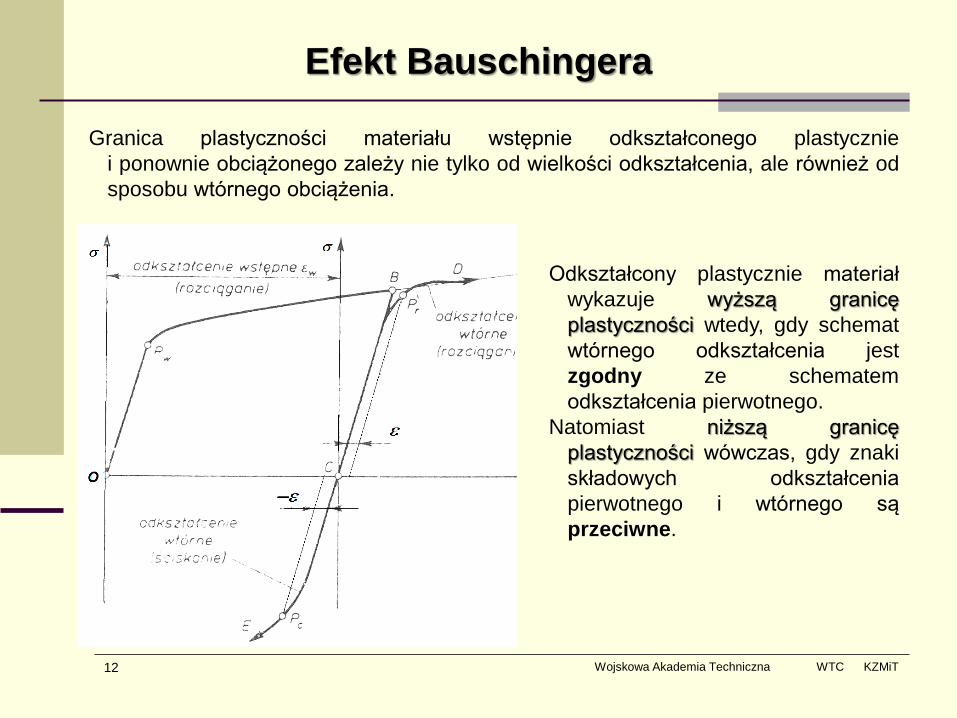
Efekt Bauschingera
Granica plastyczności materiału wstępnie odkształconego plastycznie
i ponownie obciążonego zależy nie tylko od wielkości odkształcenia, ale również od
sposobu wtórnego obciążenia.
Odkształcony plastycznie materiał
wykazuje wyższą granicę
plastyczności wtedy, gdy schemat
wtórnego odkształcenia jest
zgodny ze schematem
odkształcenia pierwotnego.
Natomiast niższą granicę
plastyczności wówczas, gdy znaki
składowych odkształcenia
pierwotnego i wtórnego są
przeciwne.
Wojskowa Akademia Techniczna WTC KZMiT 12

Skutki umocnienia
Z punktu widzenia realizacji procesów technologicznych
obróbki plastycznej zjawisko umocnienia stwarza znaczne
problemy.
Podczas technologii złożonej z następujących po sobie operacji proces umocnienia
odkształceniowego utrudnia obróbkę plastyczną i zmusza do stosowania
dodatkowych zabiegów technologicznych. Dodatkowo niekorzystnym następstwem
umocnienia jest znaczne obniżenie właściwości plastycznych.
Umocnienie można zlikwidować przez wyżarzanie materiału powyżej temp.
rekrystalizacji (następuje odbudowa ziarnistej struktury materiału).
Wojskowa Akademia Techniczna WTC KZMiT 13

Mikroskopowy obraz odkształcenia
Podłożem makroskopowych zjawisk odkształcenia są odpowiednie zmiany struktury,
zależne od cech materiałowych oraz warunków odkształcenia.
Rozróżnia się następujące mechanizmy odkształcenia plastycznego:
Poślizg dyslokacyjny
Bliźniakowanie
o Pełzanie dyslokacyjne
o Pełzanie dyfuzyjne
o Poślizg po granicach ziaren
Bliźniakowanie - polega na skręceniu jednej części
kryształu względem drugiej o kąt w określonej
płaszczyźnie i kierunku, co umożliwia powstawanie
nowych płaszczyzn poślizgu. Występuje w
materiałach o strukturze A3 oraz w metalach o
mniejszej symetrii sieci.
Wojskowa Akademia Techniczna WTC KZMiT 14

Wojskowa Akademia Techniczna WTC KZMiT
Mikroskopowy obraz odkształcenia
15
Poślizg - polega na przesunięciu jednej części kryształu
względem drugiej o odległość będącą wielokrotnością
(całkowitą) odległości międzyatomowej, w określonych
płaszczyznach i kierunkach.
W wyniku poślizgu nie zmienia się
budowa krystaliczna przemieszczonych
części kryształu.
Poślizg zachodzi najłatwiej w
płaszczyznach i kierunkach najgęściej
obsadzonych atomami.
KRYTERIUM
Von MISSESA
Obróbka plastyczna na zimno (OPZ) to proces odkształcenia plastycznego
prowadzony poniżej temperatury rekrystalizacji materiału. Polega ona na
odkształcaniu plastycznym materiału, które wywołuje wzrost gęstości defektów w
sieci krystalograficznej, a tym samym nagromadzenie energii odkształcenia, która
jest tym większa, im niższa jest temperatura tego procesu. Powoduje to wzajemne
ich blokowanie się, czego skutkiem jest zmiana własności fizycznych i
mechanicznych. Zmianę tychże własności przyjęto nazywać zgniotem.
Odkształcenie plastyczne (OP) metali niskotopliwych, takich jak cyna czy ołów, w
temperaturze pokojowej zalicza się do OP na gorąco. Natomiast wysokotopliwych,
np. wolfram, w temperaturze 700C zaliczany do OPZ.
Dolną granicą zakresu stosowania OPZ jest temperatura kruchego pękania
danego materiału.
Obróbka plastyczna na zimno
Zaletą OPZ jest uzyskanie dużej dokładności wykonanego elementu. Jednak aby
odkształcić materiał potrzebna jest duża siła.
Tobr < 0.40.6 Tm
Wojskowa Akademia Techniczna WTC KZMiT 16

Zmiana właściwości mechanicznych
Wojskowa Akademia Techniczna WTC KZMiT 17

Wpływ naprężeń własnych na wytrzymałość
Naprężenia własne są to naprężenia pozostałe w odkształconym materiale po
zdjęciu obciążenia zewnętrznego, a więc są to naprężenia równoważące się.
Rodzaje naprężeń własnych (podział wynika z zakresu ich działania):
• pierwszego rodzaju - (s, ) występują między poszczególnymi warstwami
materiału,
• drugiego rodzaju - wywołane różnicami we właściwościach sprężystych i
plastycznych poszczególnych ziaren w agregacie polikrystalicznym,
• trzeciego rodzaju - występują wewnątrz poszczególnych ziaren na skutek
niejednorodności ich struktury wewnętrznej.
Naprężenia własne trzech rodzajów wywołane OPZ zawsze zwiększają
wytrzymałość wyrobu, jeśli obciążenie występujące w czasie
użytkowania jest zgodne w obciążeniem powodującym jego
plastyczne odkształcenie.
Natomiast jeśli te dwa obciążenia działają w kierunkach przeciwnych,
to naprężenia własne są niekorzystne i należy je usunąć przez
zastosowanie wyżarzania odprężającego.
Wojskowa Akademia Techniczna WTC KZMiT 18

Zakres stosowania
OPZ powoduje zmiany struktury i właściwości materiału, będące wynikiem:
• powstania włóknistego układu ziaren i zanieczyszczeń
• umocnienia materiału
• powstania naprężeń własnych I-go rodzaju
• powstania naprężeń własnych II-go i III-go rodzaju
• utworzenia pęknięć
Cechy eksploatacyjne
• Duża nośność
• Stabilność wymiarowa
• Wytrzymałość zmęczeniowa
• Odporność na korozję
• Odporność na ścieranie
Obróbkę plastyczną cechuje:
• niezmienność objętości materiału wsadu;
• wytwarzanie elementów o złożonym kształcie;
• dobra dokładność wykonania;
• ekonomia - niewielkie straty materiału;
• duża wydajność produkcji;
• stosunkowo proste narzędzia i maszyny.
Wojskowa Akademia Techniczna WTC KZMiT 19
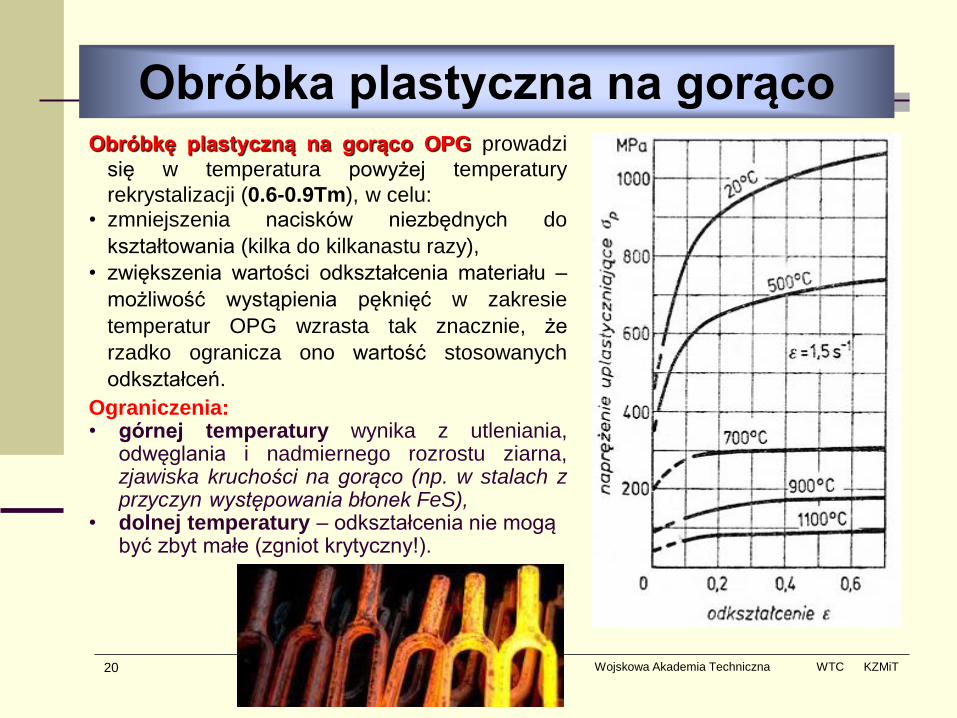
Obróbkę plastyczną na gorąco OPG prowadzi
się w temperatura powyżej temperatury
rekrystalizacji (0.6-0.9Tm), w celu: • zmniejszenia nacisków niezbędnych do
kształtowania (kilka do kilkanastu razy),
• zwiększenia wartości odkształcenia materiału –
możliwość wystąpienia pęknięć w zakresie
temperatur OPG wzrasta tak znacznie, że
rzadko ogranicza ono wartość stosowanych
odkształceń.
Obróbka plastyczna na gorąco
Ograniczenia: • górnej temperatury wynika z utleniania,
odwęglania i nadmiernego rozrostu ziarna, zjawiska kruchości na gorąco (np. w stalach z przyczyn występowania błonek FeS),
• dolnej temperatury – odkształcenia nie mogą być zbyt małe (zgniot krytyczny!).
Wojskowa Akademia Techniczna WTC KZMiT 20

Zakresy temperatur OPG
Stale stopowe mają mniejszą zdolność do odkształceń plastycznych oraz węższe
zakresy temperatur OPG
Temperatura kucia matrycowego półwyrobów ze stali
niestopowej
Półwyroby kształtowane na
gorąco mają na ogół strukturę
materiału wyżarzonego o
stosunkowo drobnym ziarnie
w porównaniu ze strukturą
wlewków. Rozdrobnienie
ziaren jest wynikiem procesu
odkształcania i rekrystalizacji
Wojskowa Akademia Techniczna WTC KZMiT 21

Zgniot i rekrystalizacja
Zdrowienie – pierwszy etap odbudowy odkształconej
po zgniocie struktury metalu, w stosunkowo niskiej
T, nie wykazujący widocznych zmian struktury, ale:
• zanikają defekty budowy sieci krystalicznej (zanik i
przegrupowanie dyslokacji obniżające energię),
• spadek naprężeń własnych
• odnowienie takich właściwości, jak oporność
elektryczna, właściwości magnetyczne, odporność
na korozję,
• częściowe uwolnienie zmagazynowanej energii
odkształcenia.
Rekrystalizacja – proces polegający na przywróceniu odkształconemu metalowi
poprawnej struktury krystalicznej, a także własności fizycznych i mechanicznych
jakimi się charakteryzował przed obróbką plastyczną.
Polega na tworzeniu się nowych ziaren i ich wzrostowi, na drodze tworzenia małych
obszarów o niemal idealnej strukturze krystalicznej. Efektem jest uzyskanie
drobnoziarnistej struktury wolnej od naprężeń.
Zwiększanie temperatury obróbki może prowadzić do:
• rozrostu ziarna - wielkość ziaren rośnie jednakowo w całej objętości materiału,
• anormalnego rozrostu ziarna – wzrost niewielkiej liczby dużych ziarn kosztem
innych.
Plastyczność
Wojskowa Akademia Techniczna WTC KZMiT 22

Do wad obróbki plastycznej na gorąco należy zaliczyć:
• utlenianie powierzchni półwyrobu, co powoduje nie tylko straty materiału, ale
wskutek obecności warstwy tlenków utrudnia uzyskanie dobrej jakościowo
powierzchni półwyrobów,
• konieczność stosowania znacznych naddatków na obróbkę,
• straty materiału związane z technologią procesu, np. konieczność stosowania
wypływki w kuciu matrycowym
• konieczność stosowania odpowiednich urządzeń grzewczych oraz znaczna ich
energochłonność.
Aby zapobiec intensywnemu utlenianiu powierzchni półwyrobów i ich małej
dokładności wymiarowej stosuje się tzw. obróbkę plastyczną na ciepło
(półgorąco).
Znaczenie parametrów OPG
T < Tr T > Tr
𝜺 T >> Tr
𝜺
Wojskowa Akademia Techniczna WTC KZMiT 23

Obróbka plastyczna na półgorąco (OPPG) ma na celu wyeliminowanie takich wad
OPG, jak intensywne utlenianie powierzchni wyrobów i mała dokładność
wymiarową, przy jednoczesnym zachowaniu możliwie małych oporów plastycznego
kształtowania w porównaniu z wytrzymałością narzędzi.
Zastosowanie OPPG dla stali węglowych i niskostopowych jest uzasadnione w
przypadkach wykonywania półwyrobów o kształtach wymagających dużych
nacisków jednostkowych przy OPZ.
Obróbka plastyczna na półgorąco
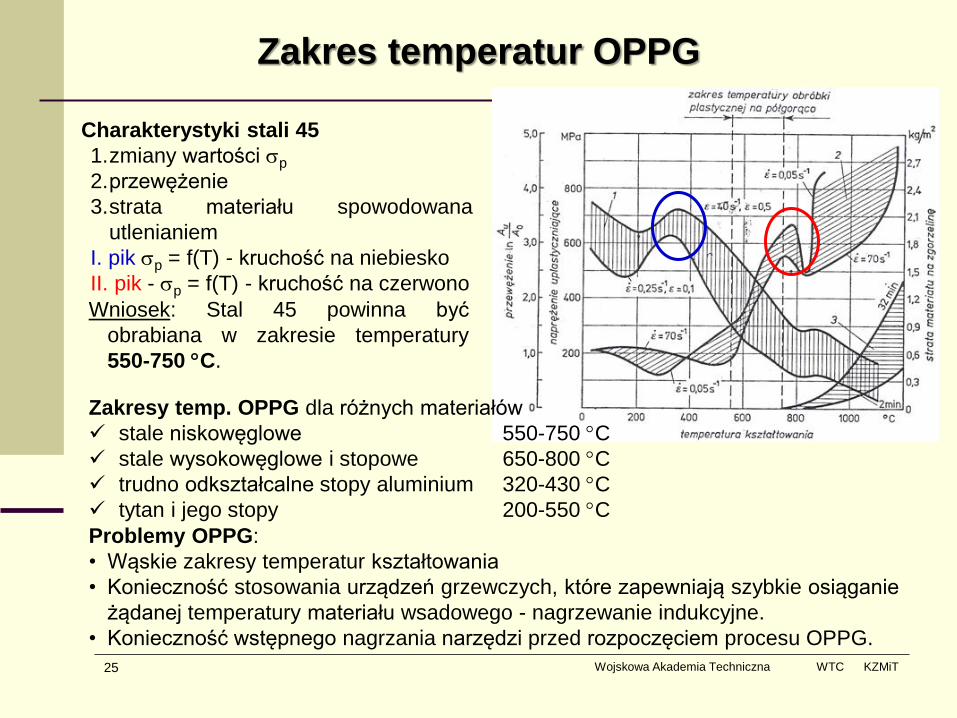
Zakres temperatur OPPG
Charakterystyki stali 45
1.zmiany wartości sp
2.przewężenie
3.strata materiału spowodowana
utlenianiem
I. pik sp = f(T) - kruchość na niebiesko
II. pik - sp = f(T) - kruchość na czerwono
Wniosek: Stal 45 powinna być
obrabiana w zakresie temperatury
550-750 C.
Zakresy temp. OPPG dla różnych materiałów
stale niskowęglowe 550-750 C
stale wysokowęglowe i stopowe 650-800 C
trudno odkształcalne stopy aluminium 320-430 C
tytan i jego stopy 200-550 C
Problemy OPPG:
• Wąskie zakresy temperatur kształtowania
• Konieczność stosowania urządzeń grzewczych, które zapewniają szybkie osiąganie
żądanej temperatury materiału wsadowego - nagrzewanie indukcyjne.
• Konieczność wstępnego nagrzania narzędzi przed rozpoczęciem procesu OPPG.
Wojskowa Akademia Techniczna WTC KZMiT 25
Niekorzystne aspekty OPZ, takie jak wzrost naprężeń własnych i uplastyczniających,
nadmierne zmniejszenie plastyczności materiału oraz zbyt wysoką sztywność i
twardość
można usunąć przez zastosowanie odpowiedniej
obróbki cieplnej odkształconego plastycznie
materiału
Obróbka cieplna materiałów
odkształconych plastycznie
Proces usuwania skutków umocnienia nazywa się nawrotem. Najczęściej uzyskuje
się go w wyniku:
• wyżarzania odprężającego,
• wyżarzania rekrystalizującego.
Wojskowa Akademia Techniczna WTC KZMiT 26

Wyżarzanie odprężające WO ma na celu
usunięcie naprężeń własnych z zachowaniem
dobrych właściwości wytrzymałościowych
materiału.
Wyżarzanie odprężające
WO przeprowadza się w wąskim zakresie
temperatur, w którym następuje gwałtowny
spadek naprężeń własnych, a nie stwierdza się
jeszcze spadku twardości.
Wąski zakres temperatur wskazuje na
konieczność prowadzenia WO w piecach
gwarantujących zachowanie możliwie stałej
temperatury w całej komorze grzewczej.
WO stosuje się po zakończeniu procesu
plastycznego kształtowania przedmiotów i tylko
wtedy, gdy jest niezbędne.
Wojskowa Akademia Techniczna WTC KZMiT 27

Wyżarzanie rekrystalizujące
Wyżarzanie rekrystalizujące WR ma na celu przywrócenie pierwotnych właściwości
materiałowi odkształconemu plastycznie
Tr 0.4Tm - dla metali
Tr 0.6Tm - dla stopów
Zakres temperatury WR rozciąga się od
temperatury o 50-150 C powyżej Tr, aż
do temperatur bliskich rekrystalizacji
wtórnej.
Temperatura rekrystalizacji jest tym wyższa,
im niższy jest stopień zgniotu.
28

Walcowanie
Walcowanie jest obróbką, która polega na plastycznym odkształcaniu materiału
wprowadzonego między dwa walce współpracujące ze sobą i przechodzącego
między nimi.
Wojskowa Akademia Techniczna WTC KZMiT 29
Wzdłużne - blachy, taśmy, pręty i kształtowniki
Poprzeczne - śruby, wkręty i koła zębate

30
Skośne
tuleje rurowe, kule
Okresowe
tuleje rurowe
Specjalne
koła wagonowe
Rodzaje walcowania
Wojskowa Akademia Techniczna WTC KZMiT

31
Gniot - jest to liniowe zmniejszenie wymiarów przedmiotu odkształconego pod
działaniem siły ściskającej w kierunku jej działania:
h = h0 - h1
Poszerzenie - jest to przyrost szerokości przedmiotu w każdym procesie
przeróbki plastycznej, powodujący powiększenie szerokości:
b = b1 - b0
Wydłużenie - oznacza przyrost długości przerabianego plastycznie
przedmiotu:
l = l1 - l0
Objętość metalu w czasie walcowania nie ulega zmianie!!!
Walcowanie - parametry
31 Wojskowa Akademia Techniczna WTC KZMiT

Walcowanie
Wojskowa Akademia Techniczna WTC KZMiT 32
Wszystkie wyroby stalowe i większość z metali nieżelaznych w pierwszym stadium
walcuje się na gorąco. Nie wszystkie stopy metali dają się walcować, np. żeliwo,
stale wysokowęglowe, nikiel i jego stopy. Za pomocą walcowania wzdłużnego
otrzymuje się 90% wszystkich wyrobów walcowanych.
Walcarka to urządzenie składające się z:
• klatki walcowniczej,
• silnika napędowego
• mechanizmu przeniesienia napędu.
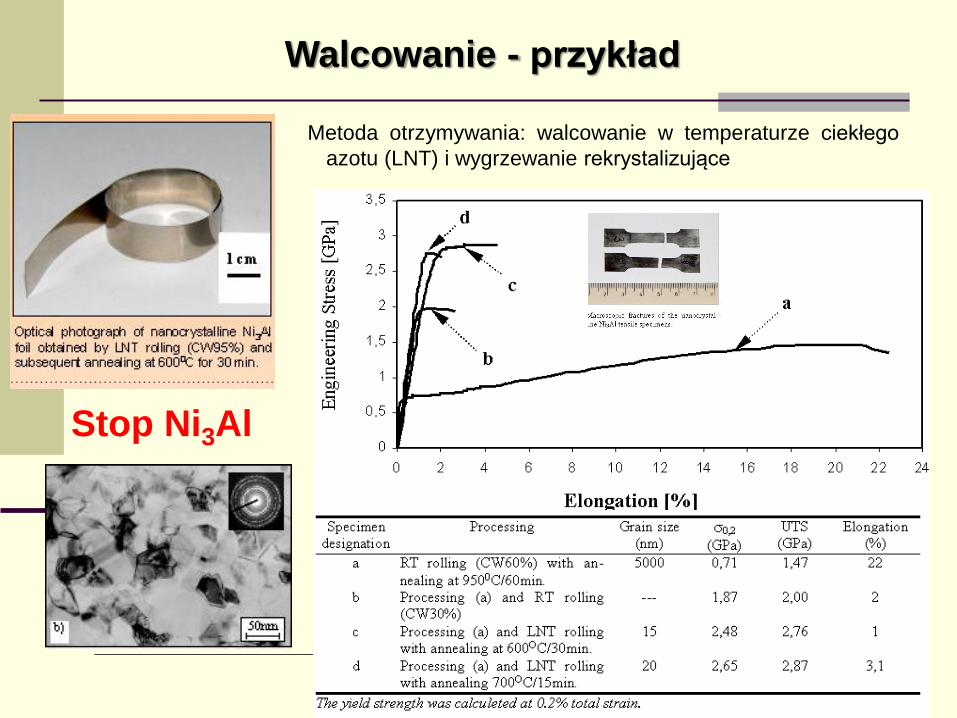
Walcowanie - przykład
Metoda otrzymywania: walcowanie w temperaturze ciekłego
azotu (LNT) i wygrzewanie rekrystalizujące
Stop Ni3Al


Wyciskanie, zwane również prasowaniem wypływowym, polega na wywieraniu
nacisku na wsad umieszczony w pojemniku (recypiencie), na skutek czego metal
wypływa przez otwór matrycy.
Wyciskanie
Wojskowa Akademia Techniczna WTC KZMiT 35
Wyciskanie jest najbardziej ekonomiczną metodą do:
• wstępnej przeróbki metali o niskiej plastyczności,
• wytwarzania prętów i wyrobów z otworami o złożonych kształtach
• łączenia różnorodnych metali
• wytwarzania małych partii wyrobów
Wyroby wyciskane charakteryzują się dobrymi właściwościami
mechanicznymi, dużą dokładnością wymiarów, czystą i
gładką powierzchnią.
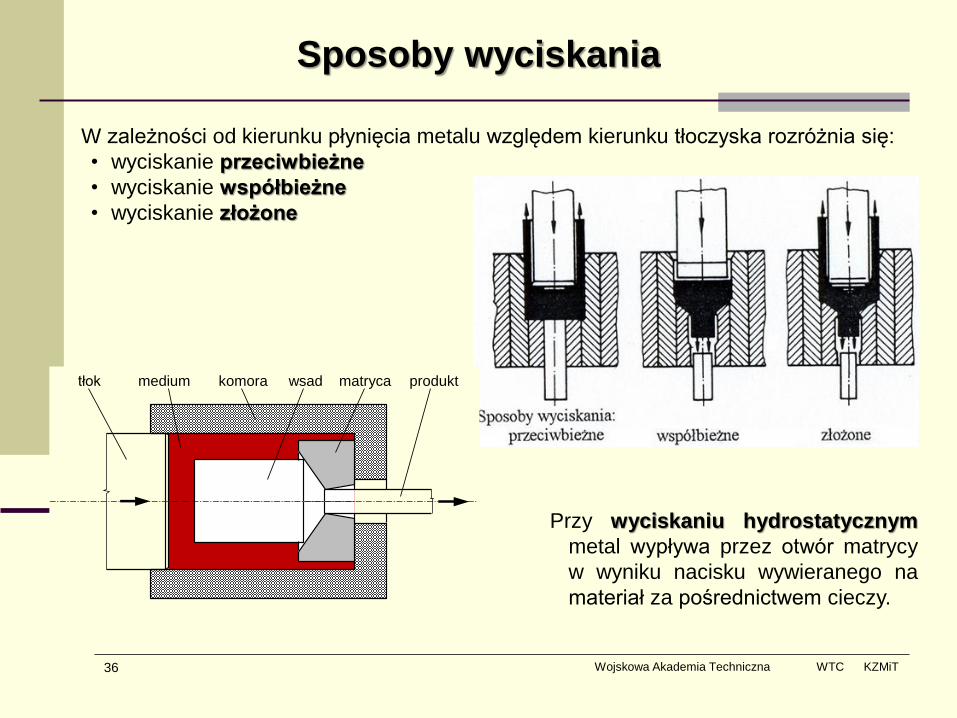
Sposoby wyciskania
Wojskowa Akademia Techniczna WTC KZMiT 36
W zależności od kierunku płynięcia metalu względem kierunku tłoczyska rozróżnia się:
• wyciskanie przeciwbieżne
• wyciskanie współbieżne
• wyciskanie złożone
Przy wyciskaniu hydrostatycznym
metal wypływa przez otwór matrycy
w wyniku nacisku wywieranego na
materiał za pośrednictwem cieczy.
tłok medium komora wsad matryca produkt

W procesie wyciskania wyróżnia się 4 fazy (stadia):
I. Spęczanie
materiału
III. Faza wyciskania
równomiernego
(laminarnego)
IV. Faza wyciskania
turbulentnego
II. Początkowa faza
wyciskania
Proces wyciskania
Wartość i przebieg siły wyciskania zależy od:
• właściwości wyciskanego materiału
• sposobu wyciskania
• prędkości odkształcenia
• temperatury
• kształtu narzędzia
• stanu powierzchni narzędzia
• warunków smarowania
Siła wyciskania
1
00 ln
1
F
FFP pśś s

Prasy
Do wyciskania używa się pras mechanicznych i hydraulicznych. Prasy są jednymi z
najczęściej używanych maszyn do OP. Stosuje się je również do kucia i tłoczenia.
W zależności od sposobu napędzania części ruchomej prasy, zwanej suwakiem (w
której osadza się ruchome kowadło, ruchomą matryca lub stempel), rozróżnia się:
Prasy śrubowo-cierne
W prasach śrubowych (PŚ) siła nacisku wywierana jest za pomocą śruby o gwincie
prostokątnym, obracającej się w nakrętce osadzonej w korpusie prasy. Na śrubie
osadzony jest suwak, w którym mocuje się górną część matrycy lub kowadło.
PŚ stosuje się do gięcia, prostowania,
wyciskania i spęczania łbów śrub, nitów
zaworów silników spalinowych oraz odkuwek.
Siła nacisku do 9800kN.
Napęd śruby może być cierny, hydrauliczny i
pneumatyczny.
PŚ są mało wydajne ale mało wrażliwe na
przeciążenia.

Prasy
Prasy te odznaczają się dużą sprawnością, wydajnością oraz
dokładnością. Zasada działania polega na zmianie ruchu
obrotowego silnika przez wykorbienie wału obrotowego na ruch
posuwisto-zwrotny suwaka. Skok suwaka w prasie jest stały i
zależy od wykorbienia wału korbowego.
Skok suwaka można zmieniać, zależnie od ustawienia
wykorbienia mimośrodu względem wału korbowego.
Prasy korbowo-mimośrodowe
Prasy hydrauliczne należą do najczęściej pracujących maszyn
kuźniczych. Rozróżnia się prasy do kucia swobodnego o
nacisku do 740 MN, matrycowego oraz wyciskania 200 MN.
Zasada działania PH: w cylindrze roboczym pracuje nurnik
zakończony suwakiem. Korpus cylindra połączony jest ze
stołem i kolumnami, które są jednocześnie prowadnicami
suwaka. Ruch roboczy suwaka odbywa się dzięki ciśnieniu na
nurnik, natomiast ruch powrotny wywołują tłoki.
Prasy hydrauliczne
Prasy specjalne

Wyciskanie hydrostatyczne na gorąco
Wałki ze stopu Fe3Al przed i po wyciskaniu oraz ich struktura

Kucie i prasowanie
Zarówno proces kucia, jak i prasowania polega na ściskaniu kutego metalu między
kowadłem a bijakiem lub między połówkami matrycy.
Wojskowa Akademia Techniczna WTC KZMiT 41
Młoty są to maszyny służące do kucia materiału na gorąco i pracują udarowo,
natomiast prasy statycznie.

Młoty ze względu na sposób pracy dzielimy na młoty do:
• kucia swobodnego
• kucia matrycowego
• uniwersalne.
Kucie i prasowanie
Pod względem ruchu bijaka wyróżniamy młoty:
spadowe - przyśpieszenie bijaka zależy wyłącznie
od ciężaru G, parowe, deskowe, pasowe;
sprężarkowe - przyspieszenie bijaka następuje pod
wpływem sił jego ciężaru i parcia pary lub
sprężonego powietrza;
dźwigniowo-sprężynowe - przyśpieszenie bijaka
zależy od ciężaru G, prędkości obrotowej korby i
właściwości sprężystych ramienia lub resoru;
przeciwbieżne - ruch bijaków zależy
wyłącznie od działania ciśnienia, bardzo
szybkie.
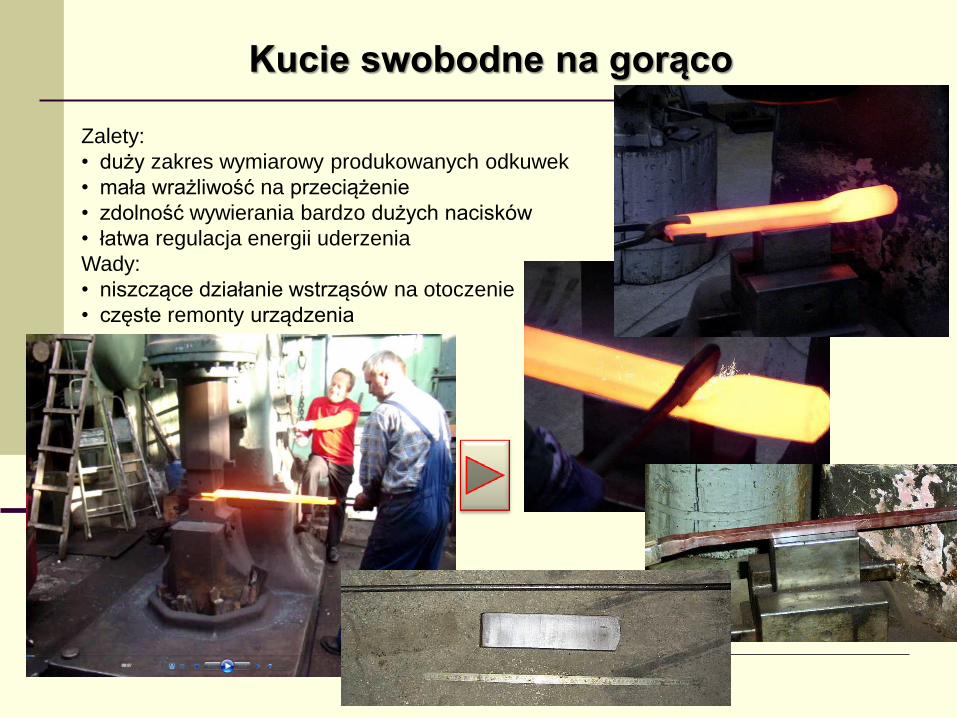
Kucie swobodne na gorąco
Zalety:
• duży zakres wymiarowy produkowanych odkuwek
• mała wrażliwość na przeciążenie
• zdolność wywierania bardzo dużych nacisków
• łatwa regulacja energii uderzenia
Wady:
• niszczące działanie wstrząsów na otoczenie
• częste remonty urządzenia
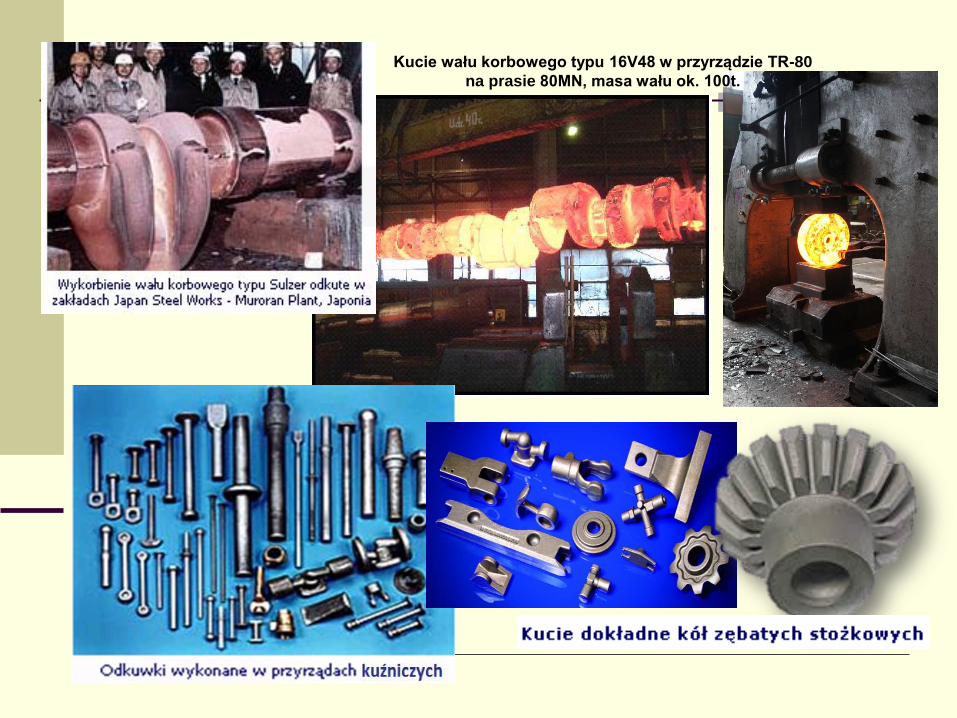
Kucie wału korbowego typu 16V48 w przyrządzie TR-80
na prasie 80MN, masa wału ok. 100t.
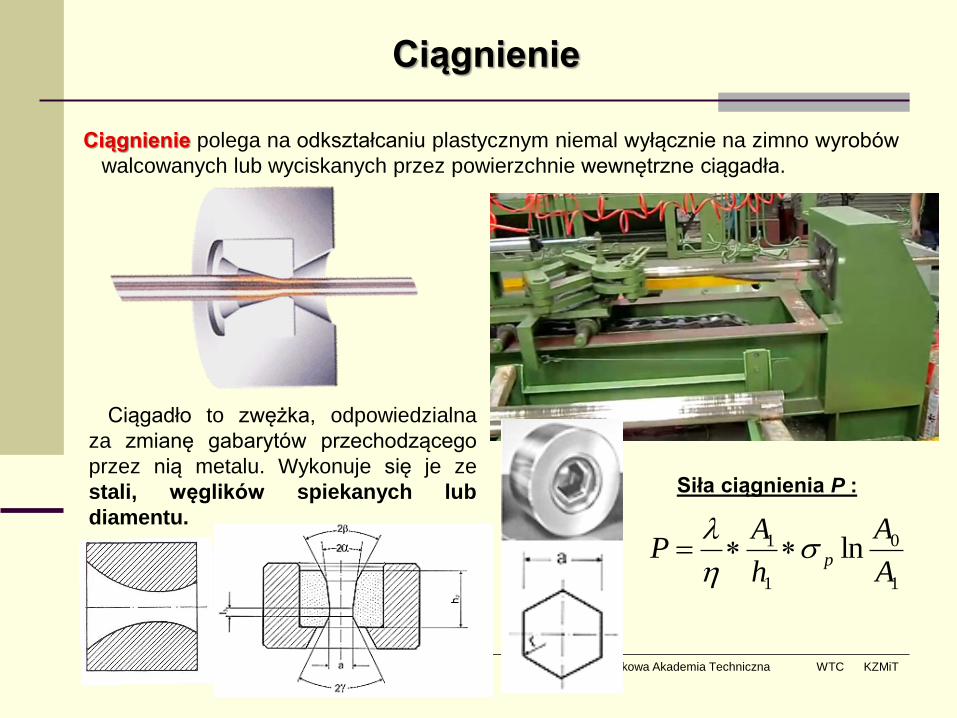
Ciągnienie
Ciągnienie polega na odkształcaniu plastycznym niemal wyłącznie na zimno wyrobów
walcowanych lub wyciskanych przez powierzchnie wewnętrzne ciągadła.
Wojskowa Akademia Techniczna WTC KZMiT 45
Ciągadło to zwężka, odpowiedzialna
za zmianę gabarytów przechodzącego
przez nią metalu. Wykonuje się je ze
stali, węglików spiekanych lub
diamentu.
Siła ciągnienia P :
1
0
1
1 lnA
A
h
AP ps
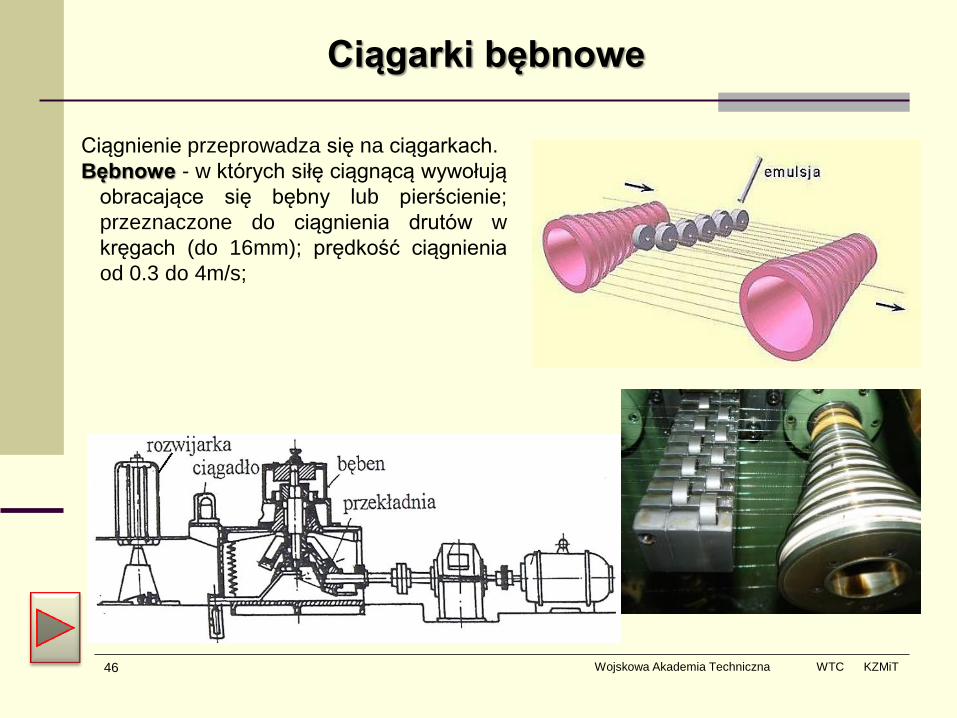
Ciągarki bębnowe
Ciągnienie przeprowadza się na ciągarkach.
Bębnowe - w których siłę ciągnącą wywołują
obracające się bębny lub pierścienie;
przeznaczone do ciągnienia drutów w
kręgach (do 16mm); prędkość ciągnienia
od 0.3 do 4m/s;
Wojskowa Akademia Techniczna WTC KZMiT 46

Ciągarki ławowe
Ławowe - o ruchu prostoliniowym;
częścią ciągnącą może być łańcuch,
lina lub wózek; przeznaczone do
ciągnienia prętów i rur; siła
ciągnienia od kilku do 2000N;
prędkość ciągnienia od 0.1 do 1m/s;
wykonywane są odcinki o długości
do 30m.

Operacje kształtowania wytłoczek dzielimy na:
• operacje służące do nadania zasadniczego kształtu wytłoczce - wytłaczanie,
przetłaczanie, przewijanie, wyciąganie;
• operacje wykańczające - dotłaczanie,
wywijanie, rozpychanie i obciskanie.
Tłoczenie
Tłoczenie – proces obróbki plastycznej na
zimno stosowanych do, kształtowania,
łączenia lub rozdzielania materiałów w
postaci płyt, blach i folii.
Wykonuje się je za pomocą przyrządów
zwanych tłocznikami, na prasach
mechanicznych lub hydraulicznych.
Ponieważ jeden z wymiarów (grubość)
półwyrobu jest istotnie mniejszy od dwóch
pozostałych – stan naprężenia (poza
pewnymi wyjątkami) można uważać za
płaski.
Wojskowa Akademia Techniczna WTC KZMiT 48
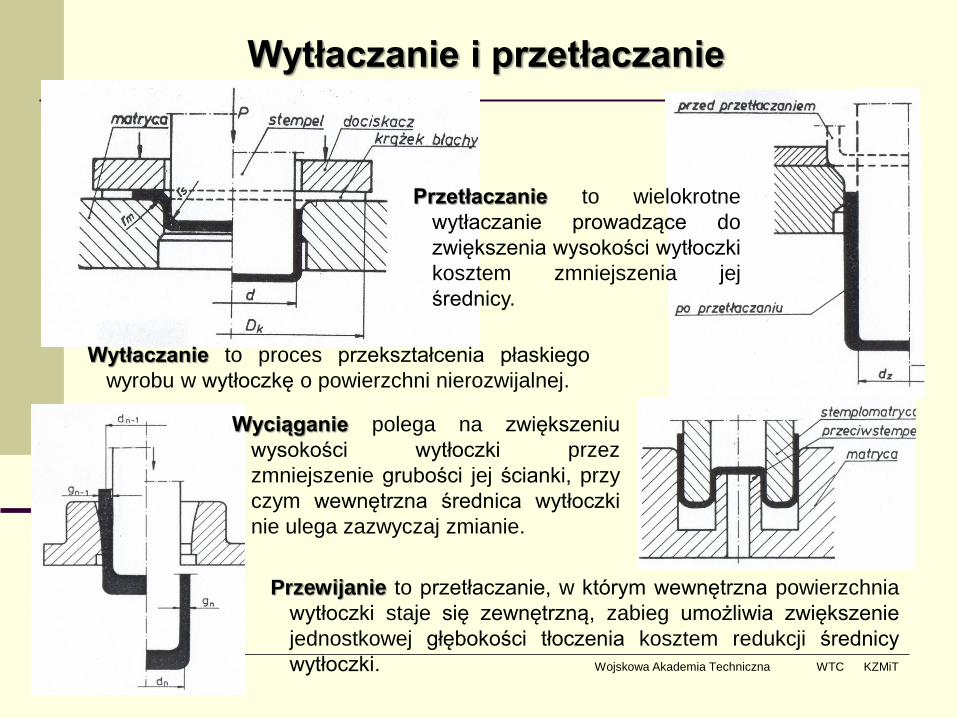
Wytłaczanie i przetłaczanie
Przetłaczanie to wielokrotne
wytłaczanie prowadzące do
zwiększenia wysokości wytłoczki
kosztem zmniejszenia jej
średnicy.
Wojskowa Akademia Techniczna WTC KZMiT 49
Przewijanie to przetłaczanie, w którym wewnętrzna powierzchnia
wytłoczki staje się zewnętrzną, zabieg umożliwia zwiększenie
jednostkowej głębokości tłoczenia kosztem redukcji średnicy
wytłoczki.
Wyciąganie polega na zwiększeniu
wysokości wytłoczki przez
zmniejszenie grubości jej ścianki, przy
czym wewnętrzna średnica wytłoczki
nie ulega zazwyczaj zmianie.
Wytłaczanie to proces przekształcenia płaskiego
wyrobu w wytłoczkę o powierzchni nierozwijalnej.

Operacje wykańczające
Dotłaczanie polega na
nadaniu wytłoczce
ostatecznego kształtu. Wywijanie pozwala na
powiększenie uprzednio
wyciętych otworów z
jednoczesnym wywinięciem
kołnierza.
Obciskanie polega
na zmniejszeniu
wymiarów
poprzecznych wyrobu
Rozpychanie powoduje
powiększenie wymiarów
poprzecznych wyrobu.
Wojskowa Akademia Techniczna WTC KZMiT 50

d - średnica wytłoczki
g - grubość blachy
Rm - wytrzymałość na rozciąganie
k - współczynnik zależny od współczynnika ciągnienia m=d/D
Wartość siły w procesie wytłaczania
mk RgdkP max

Cięcie
Cięcie polega na rozdzieleniu całkowitym lub częściowym materiału.
Możemy podzielić je na:
• cięcie nożycami
• cięcie na prasach, czyli wykrawanie
Wojskowa Akademia Techniczna WTC KZMiT 52
Cięcie prostoliniowe
arkuszy na pasy, odcinki Wycinanie zarysów krzywoliniowych
o małej krzywiźnie
Cięcie prosto- i krzywoliniowe Cięcie i wycinanie krzywoliniowe
Cięcie arkuszy blachy
na taśmy lub pasy

Wykrawanie
Wojskowa Akademia Techniczna WTC KZMiT 53
Wycinanie Odcinanie
Dziurkowanie
Nadcinanie
Okrawanie Rozcinanie

Fazy cięcia
tt RgLKF
Faza odkształceń sprężystych
Faza odk. sprężysto-plastycznych
Faza plastycznego płynięcia
Faza pękania
Siła cięcia
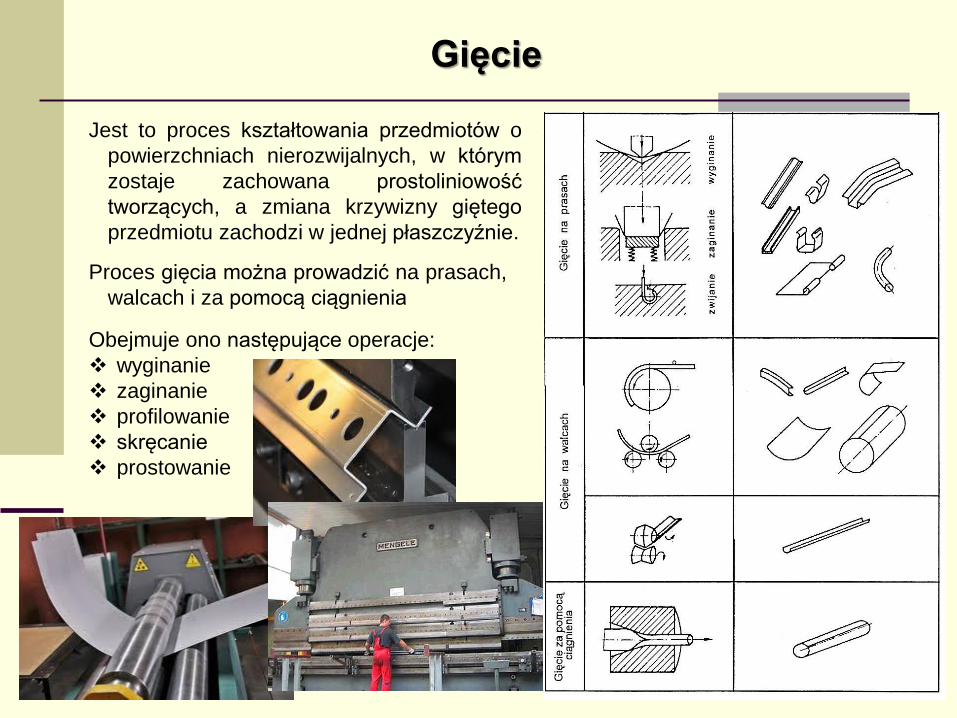
Proces gięcia można prowadzić na prasach,
walcach i za pomocą ciągnienia
Gięcie
Jest to proces kształtowania przedmiotów o
powierzchniach nierozwijalnych, w którym
zostaje zachowana prostoliniowość
tworzących, a zmiana krzywizny giętego
przedmiotu zachodzi w jednej płaszczyźnie.
Obejmuje ono następujące operacje:
wyginanie
zaginanie
profilowanie
skręcanie
prostowanie
Wojskowa Akademia Techniczna WTC KZMiT 55

Komputerowe projektowanie OP
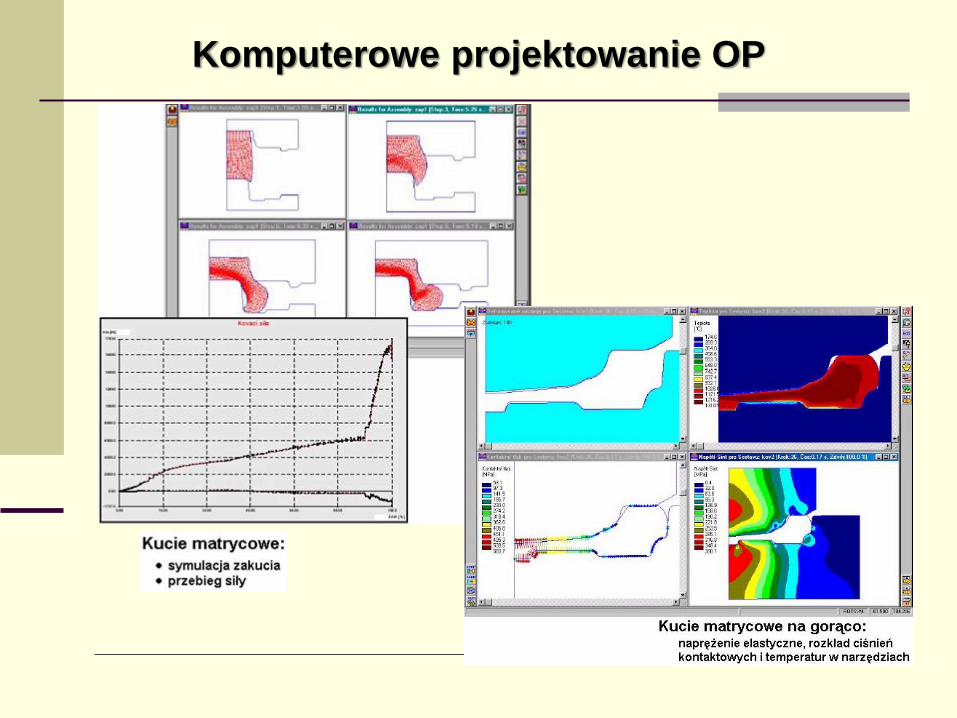
Komputerowe projektowanie OP

W5 – Metody termicznego spajanie metali
spawanie, zgrzewanie i lutowanie.
Dziękuję za uwagę!
Następne zajęcia :
Prowadzenie: dr inż. Radosław Łyszkowski