Embed Size (px)
Citation preview

KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
423
Oturum Başkanı Hülya Yıldız Güler SÜRTÜNME KARIŞTIRMA KAYNAKLI ST 37-ST44 ALIN BAĞLANTILARIN İÇYAPI VE MEKANİK ÖZELİKLERİNİN İNCELENMESİ Tevfik Küçükömeroğlu, Semih Aktarer, Güven İpekoğlu, Gürel Çam IF ÇELİĞİ İLE AA 6061 ALAŞIMININ SÜRTÜNME KARIŞTIRMA KAYNAK YÖNTEMİYLE BİRLEŞTİRİLEBİLİRLİĞİ Semih Aktarer, Murat Sekban, Tevfik Küçükömeroğlu İNCE TANELİ YAPI ÇELİKLERİ VE ZIRH ÇELİKLERİNİN LAZERLE KESİMİ VE PARAMETRE OPTİMİZASYONU Uğur Toptaş SÜRTÜNME KAYNAĞI İLE BİRLEŞTİRİLMİŞ İNCE CİDARLI ÇELİK YAPILARIN STATİK VE DEĞİŞKEN BURULMA YÜKLERİ ALTINDAKİ DAVRANIŞI Efe Işık, Çiçek Özes BORULARIN PLAKALARA DIŞTAN BİR TAKIMLA SÜRTÜNME KAYNAK EDİLEBİLİRLİĞİNİN İNCELENMESİ Cemal Meran, Emre Korkmaz, Tevfik Küçükömeroğlu, M. Arda Aksoy, Murat Kestel, İlter Akder BORULARIN PLAKALARA DIŞTAN BİR TAKIMLA SÜRTÜNME KAYNAK EDİLEBİLİRLİĞİNİN İNCELENMESİ Cemal Meran, Emre Korkmaz, Tevfik Küçükömeroğlu, M. Arda Aksoy, Murat Kestel, İlter Akder
2. Gün
21 Kasım 2015
Oturum 7A

KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
424

KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
425
SÜRTÜNME KARIŞTIRMA KAYNAKLI ST 37-ST 44 ALIN
BAĞLANTILARIN İÇYAPI VE MEKANİK ÖZELİKLERİNİN
İNCELENMESİ
T. KÜÇÜKÖMEROĞLU
1, S.M. AKTARER
2, G. İPEKOĞLU
3, G. ÇAM
3
1Mühendislik Fakültesi, Makine Mühendisliği Bölümü, Karadeniz Teknik Üniversitesi, TRABZON
[email protected] 2Teknik Bilimler Meslek Yüksekokulu, Recep Tayyip Erdoğan Üniversitesi, RİZE
[email protected] 3Makine Fakültesi, Makine Mühendisliği Bölümü, İskenderun Teknik Üniversitesi, HATAY
[email protected], [email protected]
ÖZET
Bu çalışmada, endüstride yaygın olarak kullanılan St 37 çeliğinin St 44 çeliği ile sürtünme karıştırma
kaynak (SKK) yöntemiyle birleştirilebilirliği çalışılmıştır. St 37 çelik sac malzemeler endüstrinin
birçok alanında yaygın olarak kullanılmaktadır. Ancak, St 37 çeliğinin mukavemetinin yetersiz kaldığı
uygulamalarda daha yüksek mukavemete sahip St 44 çeliğinin St 37 çeliği ile birlikte kullanım ihtiyacı
ortaya çıkmaktadır. Sürtünme karıştırma kaynak yöntemiyle birleştirilmiş farklı mekanik özelliklere
sahip St 37 - St 44 alın bağlantıların mikro yapı ve mekanik özellikleri incelenmiştir. Elde edilen
kaynak bağlantıların kaynak bölgesinde yeniden kristalleşmiş ince taneli bir içyapı tespit edilmiştir.
En yüksek çekme mukavemetini 385 MPa ile 630 dev/min dönme hızında üretilmiş kaynaklı bağlantı
sergilemiştir.
Anahtar kelimeler: Sürtünme karıştırma kaynağı, St37 ve St44 çeliği, Mikro yapı, Mekanik özellikler.
ABTRACT
In this study, the weldability of a steel plate of St 37 grade, which has a wide-spread use in industry,
with a higher strength steel plate (i.e., St 44) using the friction stir welding (FSW) technique has been
studied. St 37 grade steel sheets are widely used in various industries. However, the use of higher
strength grades such as St 44 in conjunction with St 37 grade steel is usually required when the
strength of St 37 grade is not sufficient. Microstructural and mechanical properties of friction stir
welded dissimilar St 37 – St 44 butt joints were investigated. A fine grained recrystallized
microstructure was observed in the weld regions of the joints produced. The highest tensile strength,
i.e. 385 MPa, was exhibited by the joint produced at 630 rev.min-1.
Keywords: Friction stir welding, St 37, St 44, Microstructure, Mechanical properties.
KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
426
1. GİRİŞ
İngiliz Kaynak Enstitüsü (The Welding Institute-TWI) tarafından bulunan ve geliştirilen
sürtünme karıştırma kaynağı (SKK) yeni bir katı hal kaynak yöntemi olarak farklı ve aynı tür
malzemelerin birleştirilmesinde yaygın olarak kullanılmaktadır [1-5]. Alüminyum
alaşımlarının birleştirilmesinde başarıyla uygulanan SKK yöntemi, karıştırıcı takım
malzemesinin sınırlamalarından dolayı yüksek ergime sıcaklığına sahip çelik gibi
malzemelerin birleştirilmesinde alüminyum alaşımları kadar yaygın değildir [4-7]. SKK
esnasında düşük ısı girdisinin söz konusu olması yapı çeliklerinde kalıntı gerilmeler ile
distorsiyonu sınırlar ve ısıdan etkilenen bölgede (IEB) tane büyümesinin en düşük seviyede
kalmasını sağlar. Yöntemin bu avantajları, araştırmacıların ilgilerini çeliklerin bu yöntemle
kaynağı üzerine yoğunlaştırmıştır [4]. Araştırmacılardan bir kısmı karbonlu çeliklerin SKK
yöntemi ile birleştirilmeleri üzerine çalışmalar yapmışlardır. Örneğin, Fuji ve ark. [6] ultra
düşük karbonlu IF (Interstitial Free) çeliğini aşırı plastik deformasyona maruz kalmış ve
tavlanmış haldeki üç farklı durumda birleştirmişler ve karıştırma bölgesindeki mikroyapısal
değişimi araştırmışlardır. Başka bir çalışmada Fujii ve ark. [7] üç çeşit (IF çeliği, S12C,
S35C ) çeliği farklı kaynak parametreleri kullanarak birleştirmişler ve çeliklerin hiçbir
dönüşüme uğramadan 6500C civarı gibi düşük sıcaklıklarda SKK yöntemi ile başarılı bir
şekilde birleştirdiklerini rapor etmişlerdir. Lienert ve ark. [8] yumuşak çeliğin 25
mm/min’den 100 mm/min’e kadar değişen kaynak hızlarında yapılan SKK sonrası
mikroyapı özelliklerini araştırmışlardır. Ortaya çıkan kaynak bölgesinin tane irileşmiş bölge,
tane incelmiş bölge, bir kritik geçiş bölgesi ve kısmen küreselleştirilmiş karbür içeren kritik
altı bir bölgeye sahip olduğunu bildirmişlerdir [8]. Cui ve ark. [9] yüksek karbonlu bir çeliği,
(S70C, % 0.72 C), kaynak öncesi veya sonrası hiçbir ısıl işlem uygulanmadan başarılı bir
şekilde SKK yöntemiyle birleştirmişlerdir. Uygun birleşme özelliklerini elde etmek için iki
yaklaşım olduğunu, bunlardan ilkinin kaynak sırasında oluşan maksimum sıcaklığın A1
seviyesinin altına düşürülmesi ve diğerinin de soğuma hızının kritik soğutma hızının altına
düşürülmesi olduğunu rapor etmişlerdir. Imam ve ark. [10] düşük alaşımlı orta karbonlu
çeliği farklı kaynak parametrelerinde birleştirmişler ve kaynak hızının artmasıyla birlikte
karıştırma bölgesinde ortalama sertliğin ve hacimsel martenzit oranının düştüğünü
bildirmişlerdir. Cui ve ark. [11] farklı oranlarda karbon içeren beş çeşit ferrit- perlit yapılı
karbonlu çelikleri (IF çeliği, S12C, S20C, S35C, S50C) SKK yöntemiyle birleştirmişlerdir
ve artan kaynak hızıyla beraber, en üst sıcaklıkların azaldığını, soğuma hızının düştüğünü ve
bu değerlerin çelik türlerinden bağımsız olduğunu ortaya koymuşlardır. Özekcin ve ark. [12]
ortalama tane boyutu 7 mikron ve 20 mikron olan karbonlu çelikleri SKK ile birleştirmişler,
kaynak bölgesinin sertliğinin ana malzemeden daha yüksek olduğunu ve bu değişimin
takımının dönme hızına bağlı olduğunu rapor etmişlerdir.
Araştırmacıların gerçekleştirdikleri bu çalışmalar aynı tür çeliklerin sürtünme karıştırma
kaynağı üzerinedir. Ancak, demir esaslı farklı malzemelerin SKK üzerine çok az sayıda
çalışma yapılmıştır [13, 14]. Çoğu endüstriyel uygulama için demir esaslı farklı oranlarda
karbon içeren malzemelerin kaynaklı birleştirmeleri hem arzu edilen tasarımı hem de düşük
maliyetli üretimi sağlayabilmektedir. Bu yüzden, demir esaslı farklı mekanik özelliklere
sahip malzemelerin güvenilir kaynaklı birleşmeleri üzerine daha detaylı çalışmaların
yapılması gerekmektedir.

KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
427
Bu çalışmada farklı mekanik özelliklere sahip St 37 ve St 44 çelikleri sabit kaynak hızında
ve üç farklı dönme hızında SKK yöntemiyle birleştirilmiştir. Birleşme bölgesinin mekanik
özellikleri ve mikro yapısındaki değişim araştırılmıştır.
2. MATERYAL VE METOT
Bu çalışmada, 200x40x4 mm3 boyutlarında ticari St 37 ve St 42 çelikleri sürtünme karıştırma
kaynak yöntemiyle alın alına birleştirilmiştir. SKK için kullanılan karıştırıcı takım, 18 mm
omuz çapına, 7 mm büyük çapı, 5 mm küçük çapı olan konik pime ve 3,8 mm pim
uzunluğuna sahip olup tungsten karbürden imal edilmiştir. Kaynak işlemleri 55 mm/min
sabit kaynak hızında, 630, 800 ve 1000 dev/min dönme hızları kullanılarak 10 kN takım
baskı kuvveti etkisi altında ve 3o takım eğim açısı kullanılarak gerçekleştirilmiştir. SSK ile
birleştirilecek olan çelik plakaların konumu ve birleşme bölgesinden çıkarılacak olan
numunelerin şematik gösterimi Şekil 1’de verilmiştir. Sürtünme karıştırma kaynağı
esnasında ortaya çıkan sıcaklık numune üst yüzeyine yerleştirilen termoçift (termokupol)
sayesinde kayıt altına alınmıştır. Çekme deney numuneleri köpek-kemiği şeklinde (dog-bone
shaped) 3x6x26 mm3 boyutlarında hazırlanmıştır (Şekil 1) ve deneyler Instron 3382
elektromekanik çekme cihazında 5.4x10-4
s-1
deformasyon hızında gerçekleştirilmiştir. Mikro
yapı incelemeleri için kaynak doğrultusuna dik yönde çıkarılan numuneler standart
zımparalama ve parlatma tekniklerine uygun hazırlandıktan sonra % 2 nital ile dağlanmıştır.
Kaynak bölgesinin enine ve boyuna sertlik profili Vickers sertlik yöntemiyle 10 sn süre ve
2.96 N yük uygulanarak çıkarılmıştır. Birleşme bölgesinin mikro yapı özellikleri optik
mikroskop ile incelenmiştir.
Şekil 1 Sürtünme karıştırma kaynağının şematik gösterimi
KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
428
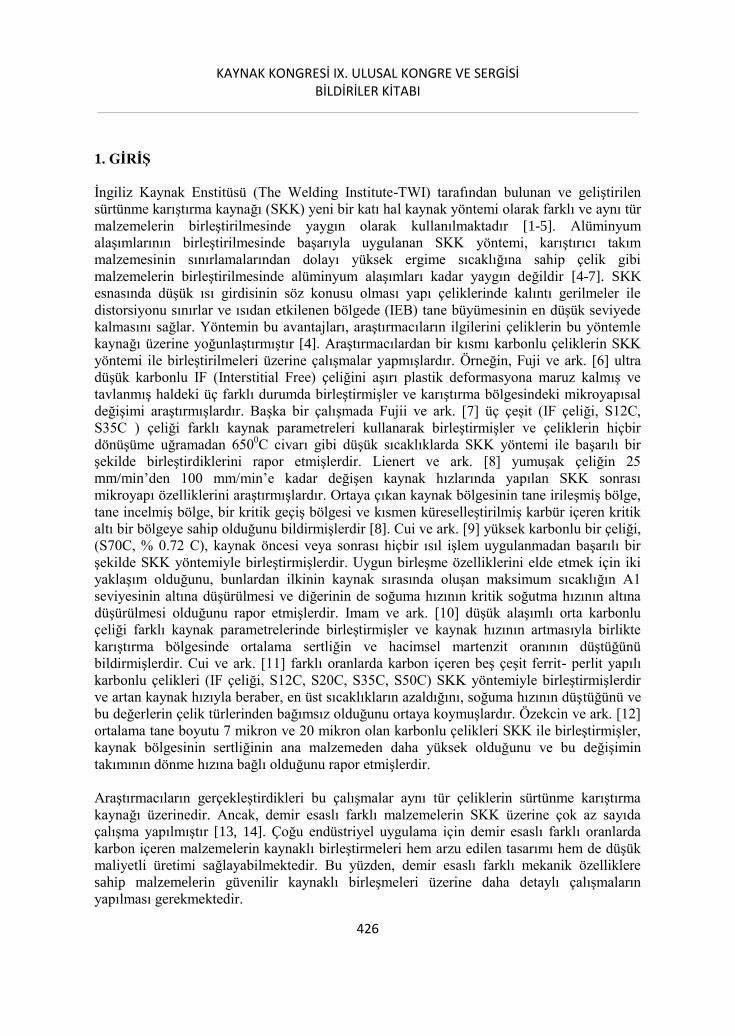
3. ARAŞTIRMA BULGULARI VE TARTIŞMA
3.1. Mikro yapı özellikleri
Sürtünme karıştırma kaynağı ile birleştirilen St 37 ve St 44 çelik malzemelerin mikro
yapısı Şekil 2’de verilmiştir. St 37 çelik numunenin mikro yapısı ortalama tane boyutu 13
µm olan eş eksenli ferrit tanelerinden (F) ve yaklaşık % 9 perlit fazından (P) oluşmaktadır. St
44 çelik numunenin mikro yapısı ise ortalama tane boyutu 10 µm olan eş eksenli ferrit
tanelerinden (F) ve yaklaşık % 17 perlit fazından oluşmaktadır. Kaynak yüzeyinde ortaya
çıkan en üst sıcaklıklar 1000 dev/min, 800dev/min ve 630 dev/min dönme hızlarında
sırasıyla 11600C, 1045
0C ve 930
0C olarak ölçülmüştür. Üç farklı dönme hızında elde edilen
numunelerde kusursuz ve boşluksuz kaynak mikro yapısı 630 dev/dk dönme hızında elde
edilmiştir. Dönme hızı 1000 dev/min ve 800 dev/min olan sürtünme karıştırma kaynağı
sonrası kaynak bölgesinin içyapılarında mikro boşluklar gözlenmiştir.
Şekil 2 (a) St 37 ve (b) St 44 çelik malzemenin optik mikroskop içyapı görüntüleri.
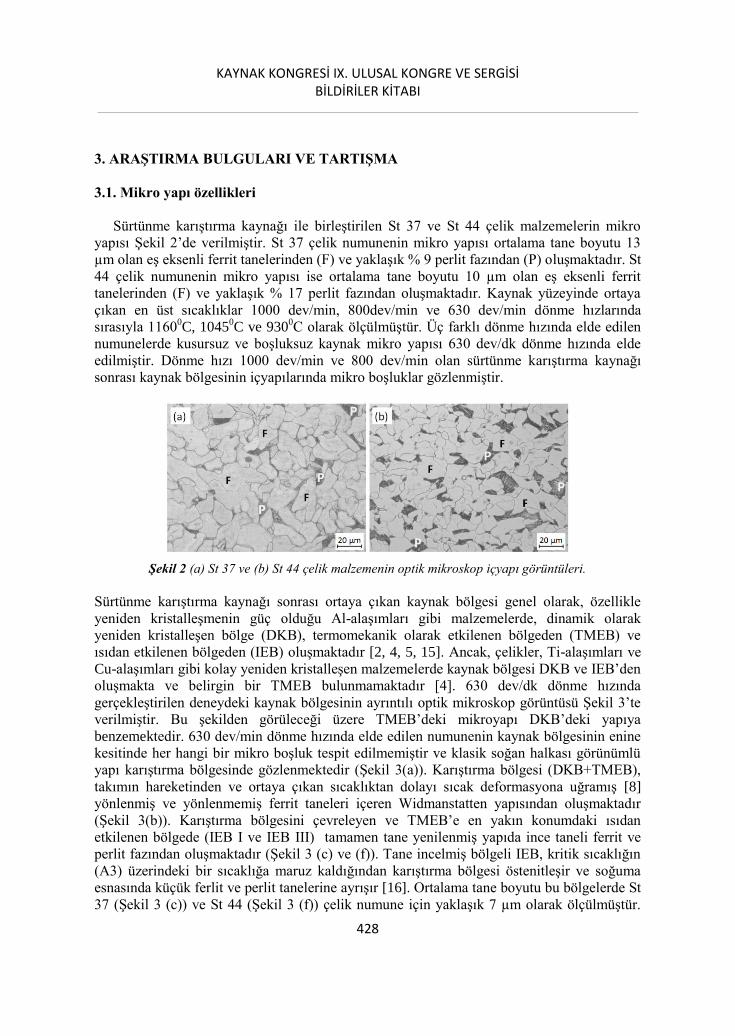
Sürtünme karıştırma kaynağı sonrası ortaya çıkan kaynak bölgesi genel olarak, özellikle
yeniden kristalleşmenin güç olduğu Al-alaşımları gibi malzemelerde, dinamik olarak
yeniden kristalleşen bölge (DKB), termomekanik olarak etkilenen bölgeden (TMEB) ve
ısıdan etkilenen bölgeden (IEB) oluşmaktadır [2, 4, 5, 15]. Ancak, çelikler, Ti-alaşımları ve
Cu-alaşımları gibi kolay yeniden kristalleşen malzemelerde kaynak bölgesi DKB ve IEB’den
oluşmakta ve belirgin bir TMEB bulunmamaktadır [4]. 630 dev/dk dönme hızında
gerçekleştirilen deneydeki kaynak bölgesinin ayrıntılı optik mikroskop görüntüsü Şekil 3’te
verilmiştir. Bu şekilden görüleceği üzere TMEB’deki mikroyapı DKB’deki yapıya
benzemektedir. 630 dev/min dönme hızında elde edilen numunenin kaynak bölgesinin enine
kesitinde her hangi bir mikro boşluk tespit edilmemiştir ve klasik soğan halkası görünümlü
yapı karıştırma bölgesinde gözlenmektedir (Şekil 3(a)). Karıştırma bölgesi (DKB+TMEB),
takımın hareketinden ve ortaya çıkan sıcaklıktan dolayı sıcak deformasyona uğramış [8]
yönlenmiş ve yönlenmemiş ferrit taneleri içeren Widmanstatten yapısından oluşmaktadır
(Şekil 3(b)). Karıştırma bölgesini çevreleyen ve TMEB’e en yakın konumdaki ısıdan
etkilenen bölgede (IEB I ve IEB III) tamamen tane yenilenmiş yapıda ince taneli ferrit ve
perlit fazından oluşmaktadır (Şekil 3 (c) ve (f)). Tane incelmiş bölgeli IEB, kritik sıcaklığın
(A3) üzerindeki bir sıcaklığa maruz kaldığından karıştırma bölgesi östenitleşir ve soğuma
esnasında küçük ferlit ve perlit tanelerine ayrışır [16]. Ortalama tane boyutu bu bölgelerde St
37 (Şekil 3 (c)) ve St 44 (Şekil 3 (f)) çelik numune için yaklaşık 7 µm olarak ölçülmüştür.

KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
429
Şekil 3 (d) IEB’de kısmi tane incelmesi oluşumunu gösteren optik mikroskop görüntüsüdür.
Bu bölge iri ferrit tanelerinin yanı sıra çözülmüş perlit ve ince ferrit tanelerinden
oluşmaktadır. Buradaki kritik IEB A1 ve A3 sıcaklıkları arasındaki bir sıcaklığa maruz
kalmıştır, A1 sıcaklığının altındaki bir sıcaklığa yeteri süre maruz kalması mikro yapıda
kısmı homojenleşme ve karbürlerin küreselleşmesine yol açmıştır [8, 13, 16, 17]. Yukarıda
bahsedildiği gibi, genellikle sürtünme karıştırma kaynaklı alüminyum alaşımlarında yeniden
kristalleşmenin güç olması nedeniyle belirgin bir şekilde ortaya çıkan TMEB [2, 4] bu tür
çeliklerin birleşme bölgesinde belirgin değildir ve yeniden kristalleşme tamamen
gerçekleştiğinden DKB’ye benzemektedir, Şekil 3(e). Birleşme kök bölgesinde herhangi bir
boşluk oluşmamakla birlikte yaklaşık 150 µm uzunluğunda tipik bir bağlanma çizgisi
şeklinde birleşme hatası (soğuk birleşme) oluşmaktadır, Şekil 3(g).
Şekil 3 (a) 630 dev/min dönme hızında yapılan SKK’ nın enine kesit optik mikroskop görüntüsü,
(b) DKB, (c) Yığma tarafı (St 37) IEB I, (d) IEB II, (e) İlerleme tarafı (St 44) TMEB,
(f) İlerleme tarafı IEB III, (g) Birleşme kök bölgesi.
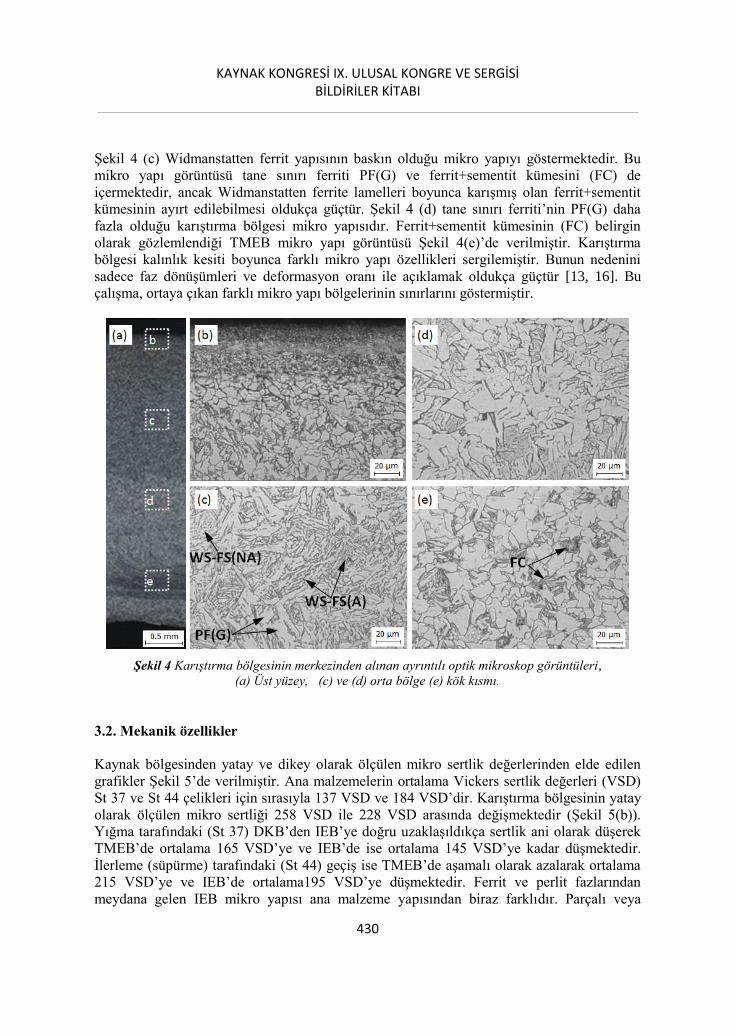
Şekil 4 karıştırma bölgesi enine kesiti boyunca alınan optik mikroskop görüntüleridir.
Sürtünme karıştırma kaynağında ortaya çıkan mikro yapılar ergitme kaynağındaki mikro
yapılara benzer olup Uluslar Arası Kaynak Enstitüsü’ne (International Institute of Welding-
IIW) göre sınıflandırılmıştır [17]. Bu bölgedeki mikro yapılar tane sınırı ferriti (PF(G)),
yönlenmiş Widmanstatten ferrit (WF-FS(A)), yönlenmemiş Widmanstatten ferrit (WF-
FS(NA)) ve ferrit+sementit kümesinden (FC) oluşmaktadır. KB üst yüzeyi eş eksenli incelmiş
tanelerden oluşmuştur ve üst yüzeyden yaklaşık 40 µm’lik bölge ultra ince taneli yapıdadır
(Şekil 4 (b)). Takım omzuna temas eden malzeme yüzeyinde aşırı plastik deformasyon ve hızlı
soğuma neticesinde tane incelmesi meydana geldiği söylenebilir [8]. Genellikle poligonal veya
damarlı geometride gözlemlenen ve A3 sıcaklığının altındaki sıcaklıklarda önceki östenit tane
sınırlarında şekillenen ferrit, PF(G) olarak adlandırılır. Widmanstatten ferrit’in klasik özelliği
görece düşük soğuma sıcaklıklarında oluşması ve ferrit lamellerinin hızlı büyümesiyle yüksek
en boy oranında paralel diziler şeklinde meydana gelmesidir. Lamelli olmayan perlit,
ferrit+sementit kümesi olarak adlandırılmıştır [17].
KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
430
Şekil 4 (c) Widmanstatten ferrit yapısının baskın olduğu mikro yapıyı göstermektedir. Bu
mikro yapı görüntüsü tane sınırı ferriti PF(G) ve ferrit+sementit kümesini (FC) de
içermektedir, ancak Widmanstatten ferrite lamelleri boyunca karışmış olan ferrit+sementit
kümesinin ayırt edilebilmesi oldukça güçtür. Şekil 4 (d) tane sınırı ferriti’nin PF(G) daha
fazla olduğu karıştırma bölgesi mikro yapısıdır. Ferrit+sementit kümesinin (FC) belirgin
olarak gözlemlendiği TMEB mikro yapı görüntüsü Şekil 4(e)’de verilmiştir. Karıştırma
bölgesi kalınlık kesiti boyunca farklı mikro yapı özellikleri sergilemiştir. Bunun nedenini
sadece faz dönüşümleri ve deformasyon oranı ile açıklamak oldukça güçtür [13, 16]. Bu
çalışma, ortaya çıkan farklı mikro yapı bölgelerinin sınırlarını göstermiştir.
Şekil 4 Karıştırma bölgesinin merkezinden alınan ayrıntılı optik mikroskop görüntüleri,
(a) Üst yüzey, (c) ve (d) orta bölge (e) kök kısmı.
3.2. Mekanik özellikler
Kaynak bölgesinden yatay ve dikey olarak ölçülen mikro sertlik değerlerinden elde edilen
grafikler Şekil 5’de verilmiştir. Ana malzemelerin ortalama Vickers sertlik değerleri (VSD)
St 37 ve St 44 çelikleri için sırasıyla 137 VSD ve 184 VSD’dir. Karıştırma bölgesinin yatay
olarak ölçülen mikro sertliği 258 VSD ile 228 VSD arasında değişmektedir (Şekil 5(b)).
Yığma tarafındaki (St 37) DKB’den IEB’ye doğru uzaklaşıldıkça sertlik ani olarak düşerek
TMEB’de ortalama 165 VSD’ye ve IEB’de ise ortalama 145 VSD’ye kadar düşmektedir.
İlerleme (süpürme) tarafındaki (St 44) geçiş ise TMEB’de aşamalı olarak azalarak ortalama
215 VSD’ye ve IEB’de ortalama195 VSD’ye düşmektedir. Ferrit ve perlit fazlarından
meydana gelen IEB mikro yapısı ana malzeme yapısından biraz farklıdır. Parçalı veya

KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
431
tamamen tane incelmiş IEB’deki sertlik değerleri St 37 ve St 44 ana malzemelere göre bir
miktar artmıştır. Karıştırma bölgesi üst yüzeyinden en alt yüzeye doğru ölçülen sertlik profili
Şekil 5(d)’de görülmektedir. Karıştırma bölgesi üst yüzeyinde sertlik 210 VSD’den 248
VSD’ye kadar çıkmıştır. Yüzeyden yaklaşık 2 mm aşağıda sertlik ani düşüş sergilemiş ve
180 VSD değerini almıştır. Şekil 4(c)’den görüleceği gibi en düşük sertlik değeri tane boyutu
en büyük olan mikro yapıda ölçülmüştür. Üst yüzeyde mikro yapı ince taneli olmasına
rağmen en yüksek sertlik Widmanstatten ferrit yapısında elde edilmiştir.
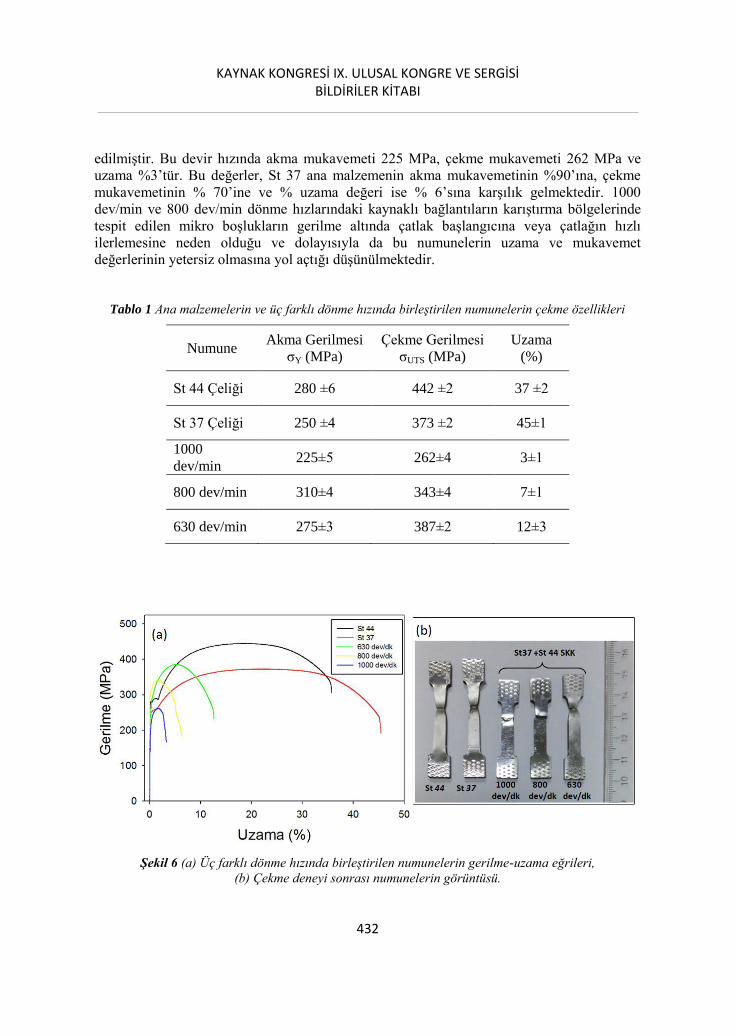
Şekil 6 (a) kaynak doğrultusuna dik yönde çıkarılan çekme numunelerinin gerilme-uzama
diyagramıdır. Tablo 1 gerilme-uzama eğrilerinden elde edilen sonuçları göstermektedir.
Kaynak dikişi içeren tüm numuneler St 37 ana malzeme tarafından kırılmıştır. Şekil
6(b)’deki çekme numunelerinin kırılma görüntüleri incelendiğinde 1000 dev/min ve 800
dev/min dönme hızlarında gerçekleştirilen kaynakların gevrek karakterde kırıldığı
anlaşılmaktadır. Takım dönme hızı azaldıkça çekme mukavemet değeri artmaktadır. En
yüksek çekme mukavemeti 387 MPa ile 630 dev/min dönme hızında elde edilmiştir. Bu
dönme hızında birleştirilen numunenin akma mukavemeti 275 MPa ve uzaması %13 olarak
ölçülmüştür. Bu parametredeki kaynaklar St 37 ana malzemenin akma ve çekme
mukavemetinin sırasıyla yaklaşık % 110 ve % 103’üne karşılık gelmektedir.
Şekil 5 (a) 630 dev/min dönme hızında birleştirilen numunelerin kaynak bölgesi sertlik ölçüm
noktaları, (b) Yatay mikro sertlik profili, (c) Dikey mikro sertlik profilindeki ölçüm noktalarına
karşılık gelen mikro yapılar, (d) Dikey mikro sertlik profili.
En yüksek akma mukavemeti 310 MPa ile 800 dev/min dönme hızında elde edilmiştir ve bu
değer St 37 malzemenin akma mukavemetinin yaklaşık % 124’ine karşılık gelmektedir. Bu
parametrede elde edilen numuneden ölçülen çekme mukavemeti olan 343 MPa kabul
edilebilir bir değere sahiptir ancak uzaması %7 olup ana malzemeye göre oldukça düşüktür.
Gerilme uzama eğrilerinden elde edilen en düşük değerler 1000 dev/min dönme hızında elde
KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
432
edilmiştir. Bu devir hızında akma mukavemeti 225 MPa, çekme mukavemeti 262 MPa ve
uzama %3’tür. Bu değerler, St 37 ana malzemenin akma mukavemetinin %90’ına, çekme
mukavemetinin % 70’ine ve % uzama değeri ise % 6’sına karşılık gelmektedir. 1000
dev/min ve 800 dev/min dönme hızlarındaki kaynaklı bağlantıların karıştırma bölgelerinde
tespit edilen mikro boşlukların gerilme altında çatlak başlangıcına veya çatlağın hızlı
ilerlemesine neden olduğu ve dolayısıyla da bu numunelerin uzama ve mukavemet
değerlerinin yetersiz olmasına yol açtığı düşünülmektedir.
Tablo 1 Ana malzemelerin ve üç farklı dönme hızında birleştirilen numunelerin çekme özellikleri
Numune Akma Gerilmesi
σY (MPa)
Çekme Gerilmesi
σUTS (MPa)
Uzama
(%)
St 44 Çeliği 280 ±6 442 ±2 37 ±2
St 37 Çeliği 250 ±4 373 ±2 45±1
1000
dev/min 225±5 262±4 3±1
800 dev/min 310±4 343±4 7±1
630 dev/min 275±3 387±2 12±3
Şekil 6 (a) Üç farklı dönme hızında birleştirilen numunelerin gerilme-uzama eğrileri,
(b) Çekme deneyi sonrası numunelerin görüntüsü.
KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
433
4. SONUÇLAR
St 37 ile St 44 çelik levhalar sürtünme karıştırma kaynağı yöntemi ile üç farklı dönme
hızında alın kaynağı yapılmış ve kaynaklı bağlantıların mikro yapı ve mekanik özellikleri
incelenmiş olup elde edilen sonuçlar aşağıda özetlenmiştir.
Boşluksuz ve kusursuz mikro yapı özellikleri 630 dev/min dönme hızında ortaya
çıkmıştır ve en ideal mukavemet değerleri bu parametrede elde edilmiştir.
İri ferrit ve perlit tanelerinden oluşan ana malzemelerin SKK sonrası ortaya çıkan
karıştırma bölgesinde, deformasyon ve sıcaklığın etkisiyle yeniden kristalleşme
olmuştur. Bu bölgede Widmanstatten ferrit yapısı baskın olarak gözlemlenmiştir.
Isıdan etkilenen bölgede kısmi veya tamamen tane incelmiş mikro yapı tespit
edilmiştir.
630 dev/min dönme hızındaki en yüksek sertlik değeri 258 VSD ile karıştırma
bölgesinde ölçülmüştür.
Üç farklı dönme hızında gerçekleştirilen SKK birleşmelerden çıkarılan çekme
numunelerinden elde edilen verilerden 800 dev/min dönme hızında uzama %7 ve
1000 dev/min dönme hızındaki uzama % 3 ile gevrek kırılma karakteristiği
göstermiştir. En fazla uzama %13 ve en yüksek çekme mukavemeti 387 MPa ile 630
dev/min dönme hızında elde edilmiştir.
5. KAYNAKÇA
1. Thomas, W.M.N., Nicholas, E.D., Needham, C., Murch, M.G., Templesmith, P.,
Dawes, C.J., International Patent application no. PCT/GB92/02203 and GB Patent
application no. 9125978?8 and US Patent application no. 5,460,317, (December 1991).
2. Mishra, R.S. and Ma, Z.Y., Friction stir welding and processing. Materials Science and
Engineering: R: Reports, 2005. 50(1-2): p. 1-78.
3. Çam, G. and Meran, C., Çeliklerin sürtünme karıştırma kaynağı. Mühendis ve Makina,
2009. 50(599): p. 24-32.
4. Çam, G., Friction stir welded structural materials: Beyond Al-alloys. International
Materials Review, 2011, 56(1): p. 1-48
5. Çam, G. and Mistikoglu, S., Recent developments in friction stir welding of Al-alloys.
Journal of Materials Engineering and Performance (JMEPEG), 2014, 23(6): p. 1936-
1953
6. Fujii, H., Ueji, R., Takada, Y., Kitahara, H., Tsuji, N., Nakata, K. and Nogi K., Friction
Stir Welding of Ultrafine Grained Interstitial Free Steels. Materials Transactions,, 2006.
47(1): p. 239-241

KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
434
7. Fujii, H., Cui, L., Tsuji, N., Maeda, M., Nakata, K. and Nogi K., Friction stir welding of
carbon steels. Materials Science and Engineering: A, 2006. 429(1-2): p. 50-57.
8. Lienert, T.J.S., Stellwag, W. L., Grimmett, B. B. and Warke R. W., Friction Stir
Welding Studies on Mild Steel. Welding Journal, 2003. 82(1): p. 1s-9s
9. Cui, L., Fujii, H., Tsuji, N. and Nogi K., Friction stir welding of a high carbon steel.
Scripta Materialia, 2007. 56(7): p. 637-640.
10. Imam, M., Ueji,R. and Fujii,H. Microstructural control and mechanical properties in
friction stir welding of medium carbon low alloy S45C steel. Materials Science and
Engineering: A, 2015. 636: p. 24-34.
11. Cui, L.F., Tsuji,H., Nakata,N., Nogi,K., Ikeda R. and Matsushita, M., Transformation
in Stir Zone of Friction Stir Welded Carbon Steels. ISIJ International, 2006.
12. Ozekcin, A.J., Koo,H.W., Bangaru,J. and Ayer, R. , Microstructural Study of Friction
Stir Welded Joints of Carbon Steels. International Journal of Offshore and Polar
Engineering, 2004. 14(4): p. 284-288
13. Choi, D.H., et al., Microstructural Characterizations Following Friction Stir Welding of
Dissimilar Alloys of Low- and High-Carbon Steels. Materials Transactions, 2011. 52(7):
p. 1500-1505.
14. Choi, D.H., et al., Effect of fixed location variation in friction stir welding of steels with
different carbon contents. Science and Technology of Welding and Joining, 2010.
15(4): p. 299-304.
15. Threadgill, P.L., Terminology in friction stir welding. Science and Technology of
Welding and Joining, 2007. 12(4): p. 357-360.
16. Jafarzadegan, M., et al., Microstructural characterization in dissimilar friction stir
welding between 304 stainless steel and st37 steel. Materials Characterization, 2012. 74:
p. 28-41.
17. Thewlis, G., Materials perspective - Classification and quantification of
microstructures in steels. Materials Science and Technology, 2004. 20(2): p. 143-160.