Embed Size (px)
Citation preview

KEBULATAN & PENGUKURAN KEBULATAN
OLEH :
1. FAHMI MADYA .P (02.2014.01.08853)2. INDRA SOEHARTO (02.2014.01.08838)3. JAENAL MUTAKIN (02.2014.01.08847)4. M. MIFTAKHUL ULUM (02.2014.01.08842)5. M. HARRITZ PANGESTU
(02.2014.01.08860)

ISO/R 1101 mendefinisikan toleransi kebulatan sebagai daerah toleransi pada bidang penampang yang dibatasi oleh dua lingkaran konsentrik dengan selisih radius sebesar harga toleransinya.
Suatu komponen dengan kebulatan ideal sangat sulit untuk dibuat, sehingga dapat dipastikan akan terjadi suatu ketidakbulatan pada komponen tersebut.

Hal-hal yang berhubungan dengan proses pembuatan yang dapat menyebabkan
terjadinya ketidakbulatan pada komponen yang dibuat adalah sebagai berikut :
1. Keausan yang terjadi pada bantalan poros utama mesin bubut atau mesin gerinda yang digunakan.
2. Lenturan yang terjadi pada benda keda atau pada mesin perkakas yang diakibatkan oleh gaya pemotongan yang cukup besar.
3. Kesalahan posisi senter pemegang.4. Tekanan alat pemegang atau pencekam pada
komponen yang berdinding tipis.5. Terjadi chaffer pada proses pemotongan.6. Adanya ketidakbulatan cetakan pada proses ekstrusi
atau penarikan (drawing).7. Adanya ketidakbulatan bahan yang mencolok pada
proses gerinda tanpa senter.

Peran kebulatan pada fungsi suatu komponen di antaranya adalah :
1. Membagi beban sama rata.2. Memperlancar pelumasan.3. Menentukan ketelitian putaran.4. Menentukan umur komponen.5. Menentukan kondisi suaian.

Ketidakbulatan merupakan salah satu jenis kesalahan bentuk dan umumnya berkaitan erat dengan beberapa
kesalahan bentuk lainnya, seperti:1. Kesamaan sumbu2. Konsentrisitas3. Kelurusan4. Ketegaklurusan5. Kesejajaran.

1.KEBULATAN
Pada umumnya suatu profil kebulatan dikatakan bulat sempurna bila jarak titik-titik yang terdapat pada bentuk geometri tersebut memiliki jarak yang sama terhadap sebuah titik yang disebut dengan titik pusat.
Suatu profil kebulatan dikatakan tidak bulat sempurna jika terjadi ketidakbulatan yang ditandai dengan adanya perbedaan jarak antara titik-titik pada bentuk geometri tersebut terhadap titik pusatnya,

Suatu profil kebulatan dikatakan tidak bulat sempurna jika terjadi ketidakbulatan yang ditandai dengan adanya perbedaan jarak antara titik-titik pada bentuk geometri tersebut terhadap titik pusatnya,

2. PENGUKURAN KEBULATAN
Kebulatan dan diameter merupakan dua karakter geometri yang berbeda akan tetapi saling berkaitan. Ketidakbulatan akan mempengaruhi hasil pengukuran
diameter, sebaliknya pengukuran diameter tidak selalu akan menunjukkan
ketidakbulatan.

Pengukuran kebulatan dapat dilakukan dengan menggunakan alat ukur yang memiliki dua sensor yang saling bertolak belakang (1800), misalnya mikrometer.

Kaliber ring dengan jam ukur dapat pula digunakan untuk memeriksa kebulatan. Dengan memutar poros yang diukur maka goyangan pada jarum jam ukur akan menunjukkan ketidakbulatan yang terjadi.

Adat ukur yang memiliki tiga buah sensor dengan posisi terpisah sejauh 1200 (misaInya menggunakan mikrometer tiga kaki) dapat digunakan untuk mengukur diameter efektif suatu lubang.

Penggunaan alat ukur dengan tiga sensor dapat disetarakan dengan cara pengukuran dengan mengunakan blok vee (V block, dengan sudut 600) dan jam ukur. Pengukuran kebulatan poros; dilakukan dengan cara meletakkan pada blok V dan kemudian memutarnya dengan menempelkan sensor jam ukur di atasnya.

Kemajuan teknologi, peralatan teknik semakin menuntut keteliban atas cara pengukuran komponen, di antaranya adalah pengukuran kebulatan.

Kebulatan hanya bisa diukur dengan memperhatikan beberapa persyaratan berikut:
1. Harus ada sumbu putar dan dianggap sebagai sumbu referensi.
2. 2. Lokasi sumbu putar harus tetap dan tidak dipengaruhi oleh profil kebulatan benda ukur.
3. 3. Pengukuran harus bebas dari sumber-sumber yang dapat menyebabkan ketidaktelitian.
4. 4. Hasil pengukuran diperlihatkan dalam bentuk grafik polar (lingkaran) guna menentukan parameter kebulatan.

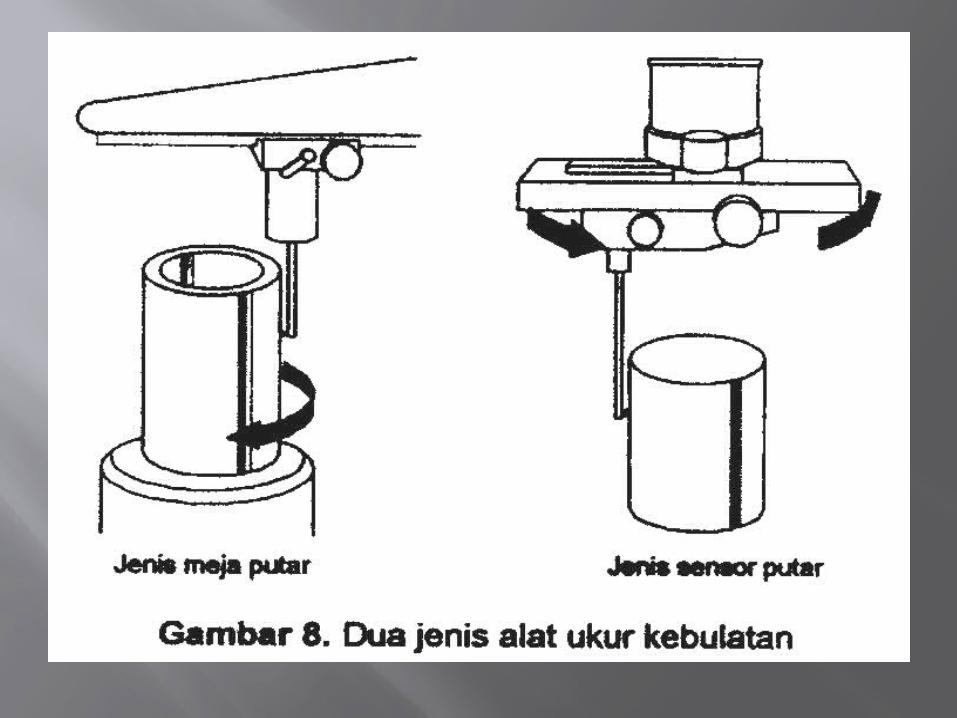
3. ALAT UKUR KEBULATAN
Suatu alat ukur kebulatan harus memenuhi prinsip dan syarat pengukuran kebulatan seperti telah dijelaskan di atas. Berdasarkan putaran, maka alat ukur kebulatan dapat diklasifikasikan mejadi dua jenis, yaitu :
1. Jenis alat ukur kebulatan dengan sensor berputar.
2. Jenis alat ukur kebulatan dengan meja berputar.

4. PENGUKURAN KESALAHAN BENTUK DENGAN ALAT UKUR KEBULATAN
Pengukuran kesalahan bentuk dapat dikatakan sebagai seninya metrologi, karena disini diperlukan penguasaan teori dan pengalaman dalam membaca gambar teknis (arti simbol toleransi), pemilihan jenis alat ukur, melakukan persiapan pengukuran, mengetahui sumber penyimpangan dalam proses pengukuran sehingga kesalahan pengukuran dapat dihindari atau dieliminir dan menganalisis hasil pengukuran serta menarik kesimpulan (menentukan kualitas geometris benda ukur).
Pengukuran kesalahan bentuk dapat dilakukan dengan satu kali set-up yaitu
dengan cara sebagai berikut:
1. Sentering dan Leveling.2. Memeriksa toleransi kebulatan.3. Memeriksa toleransi kesamaan
sumbu (konsentrisitas).4. Memeriksa toleransi
ketegaklurusan.5. Memeriksa toleransi kesejajaran.6. Memeriksa toleransi kelurusan.

TERIMAKASIH