Embed Size (px)
Citation preview
KONCIPIRANJE IN SNOVANJE NAPRAVE ZA
SAMOPOSTREŽNO PRODAJO SVEČ
Diplomsko delo
Študent: Damir BANFI
Študijski program: Visokošolski strokovni študijski program Strojništvo
Smer: Konstrukterstvo in gradnja strojev
Mentor: izr. prof. dr. Stanislav Pehan
Somentor: doc. dr. Janez Kramberger
Maribor, november 2010

- II -

- III -
I Z J A V A
Podpisani Damir BANFI izjavljam, da:
je bilo predloţeno diplomsko delo opravljeno samostojno pod mentorstvom izr. prof.
dr. Stanislava Pehana in somentorstvom doc. dr. Janeza Krambergerja ;
predloţeno diplomsko delo v celoti ali v delih ni bilo predloţeno za pridobitev
kakršnekoli izobrazbe na drugi fakulteti ali univerzi;
soglašam z javno dostopnostjo diplomskega dela v Knjiţnici tehniških fakultet
Univerze v Mariboru.
Maribor, 25.11.2010 Podpis: ___________________________

- IV -
ZAHVALA
Zahvaljujem se mentorju izr. prof. dr. Stanislavu
Pehanu in somentorju doc. dr. Janezu Krambergerju za
pomoč in vodenje pri opravljanju diplomskega dela.
Posebna zahvala velja staršem, ki so mi omogočili
študij.

- V -
KONCIPIRANJE IN SNOVANJE NAPRAVE ZA SAMOPOSTREŽNO
PRODAJO SVEČ
Ključne besede: snovanje, koncipiranje, naprava za prodajo, samopostreţno
UDK: 621.8-22(043.2)
POVZETEK
V diplomskem delu je opisano snovanje in koncipiranje naprave za prodajo sveč s pomočjo
3D programa. Prikazan je postopek snovanja z idejnimi rešitvami glavnih problemov in
koncipiranje končnih rešitev. Opisan je vrstni red sestave in obdelovalni postopki ter
narejena je tudi ocena lastnih stroškov.
Najprej je predstavljen problem, sledijo opisane zahteve in rešitve do kateri smo prišli.
Opisani so tudi nekateri problemi in predstavljeni načini obdelave in sestave samega
elementa. Sledi izračun stroškov in navodila za montažo ter vzdrževanje naprave.

- VI -
CONCEIVING AND DESIGN DEVICE FOR SELF SERVICE CANDLES
SELLING
Key words: conceiving, design, selling device, self service
UDK: 621.8-22(043.2)
ABSTRACT
A diploma shows conceiving and designing of a device for self service candles selling with 3D
program. It shows planning process to outline solutions to major problems and conceiving of
the final solution. Describes the order of composition and manufacturing processes and there
is also made an assessment of own costs.
First, it presents a problem, follow the described requirements and solutions to which
we came. Described are also some problems and the ways of processing and the composition
of the single element. Followed by the calculations of costs and instructions for assembly and
maintenance of equipment.

- VII -
KAZALO VSEBINE
1 UVOD ................................................................................................................................ 1
1.1 PREDSTAVITEV PROBLEMA ........................................................................................... 3
2 PREGLED OBRAVNAVANE PROBLEMATIKE ...................................................... 4
3 ZAHTEVNIK NAPRAVE ZA PRODAJO SVEČ ......................................................... 5
4 IDEJNA ZASNOVA SVEČOMATA .............................................................................. 6
5 KONCIPIRANJE SVEČOMATA .................................................................................. 8
5.1 PROGRAMSKI PAKET AUTODESK AUTOCAD . ................................................................ 8
5.2 METODA REŠEVANJA S PROGRAMSKIM PAKETOM PRO ENGINEER................................ 9
5.3 IZDELAVA GEOMETRIJSKEGA MODELA ........................................................................ 11
5.4 OBDELOVALNI POSTOPKI ............................................................................................ 34
6 IZRAČUN STROŠKOV ................................................................................................ 37
7 NAVODILA ZA MONTAŢO IN VZDRŢEVANJE ................................................... 39
8 DISKUSIJA ..................................................................................................................... 40
9 SKLEP ............................................................................................................................. 41
SEZNAM UPORABLJENIH VIROV .................................................................................. 42
PRILOGA 1: NAČRT NAPRAVE ZA PRODAJO SVEČ. ................................................ 43
ŢIVLJENJEPIS ...................................................................................................................... 44

- VIII -
UPORABLJENI SIMBOLI
F - sila
< - manjše
> - večje
€ - euro
$ - ameriški dolar
- IX -
UPORABLJENE KRATICE
3D - 3 dimenzionalno
Ang. - Angleška beseda
CAD - Computer Aided Design
CNC - Computer Numerical Control
DXF - Drawing Interchange Format
pr.n.št.- pred našim štetjem
TIG - Tungsten Inert Gas
ZDA - Zdruţene Drţave Amerike

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 1 -
1 UVOD
Človek se je skozi zgodovino trudil narediti čimveč z malo vloţenega dela, počasi je izumljal
različna orodja in kasneje naprave, da bi si olajšal delo in da bi zasluţil. Ta teţnja po dobičku,
je postala gonilo sodobne druţbe, zato je ideal, da postavimo neko napravo, ki prodaja
različne stvari, ob predpostavki, da nam ni potrebno plačevati delavca in deluje neprestano.
Ţe okrog leta 215 pr.n.št. je bil izdelan prvi znani prodajni avtomat ţara za prodajo, kot ga
je opisal izumitelj, grški matematik in inţenir Heron iz Aleksandrije, v svoji knjigi
Pnevmatika, prodajal pa je sveto vodo v Egipčanskih templjih.
Slika 1.1: Prvi Heronov prodajni avtomat[1]
Kljub tej zgodnji inovaciji pa je trajalo vse do začetka leta 1880, da so bili postavljeni prvi
komercialni avtomati na kovance uvedeni za javno uporabo. Ti aparati so bili postavljeni v

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 2 -
Londonu, prodajali pa so razglednice. Pribliţno v istem času pa je Richard Carlisle, angleški
zaloţnik in lastnik knjigarne izumil avtomat za prodajo knjig.
Leta 1888 so se pojavili prvi prodajni avtomati tudi v ZDA, potem ko je podjetje ţvečilnih
gumijev, Thomas Adams, postavilo nekaj prodajnih avtomat v čakalnicah podzemne
ţeleznice v New Yorku. Kmalu zatem so sledili še drugi prodajni avtomati, ki so ponujali
najrazličnejše proizvode, kot so razglednice, znamke, cigare, itd. Sledili so avtomati za
prodajo ţvečilnih gumijev leta 1907, ki so bili zelo popularni. Leta 1902 pa je podjetje Horn
& Hardart Baking odprlo restavracijo v Philadelphiji, ki je delovala samo na prodajne
avtomate na kovance in je delovalo vse do leta 1962.
Leta 1926 je William Rowe iz Amerike izumil prodajni avtomat za prodajo cigaret. Leta
1965 so bili izumljeni prodajni avtomati za prodajo brezalkoholnih pijač v pločevinkah. Leta
1981 pa so prišli na trg prvi tako imenovani govoreči prodajni avtomati.
Med najbolj znane prodajne avtomate pa spadajo avtomati za prodajo pijač Coca-Cola in
Pepsi, ki so se pojavili leta 1950. Še vedno se uporabljajo v modernejših oblikah, vendar
pijača ni več v steklenicah, ampak v pločevinkah ali plastenkah.
Vsi avtomati delujejo na podoben princip. Po plačilu postane proizvod na voljo na več
načinov, bodisi ga stroj sprosti in tako pade v prostor na dnu, ali v skodelico, bodisi moramo
sami sprostiti vrata ali predal z obračanjem ročice.
Nekateri proizvodi morajo biti pred nakupom še pripravljeni. Na primer vstopnice morajo
biti natisnjene ali magnetizirane na kraju samem, podobno je s pripravo toplih napitkov, ki se
pripravijo ob nakupu, da ostanejo sveţi.
Ena izmed najbolj običajnih oblik avtomatov, ki se pogosto uporabljajo pa je, da zavrtimo
ročičo in s tem se premakne kupljen proizvod v ustrezno odprtino, kjer ga potem lahko
vzamemo. Na ta način bo delovala tudi naprava predstavljena v tej diplomski nalogi.
V zadnjih nekaj letih so postali prodajni avtomati skoraj nepogrešljiv del opreme v javnih
prostorih, brez katerih si skoraj več ne znamo predstavljati ţivljenja. Najbolj so razširjeni
prodajni avtomati za prodajo, toplih in hladnih napitkov, ter različnih prigrizkov in pa tudi
avtomati za parkirne rampe. V svetu pa so se pojavili tudi, dokaj nenavadni prodajni avtomati,
kot je recimo avtomat za prodajo sveţe pečenih pic, oziroma toplih jedi. Kot zanimivost naj
omenim, da so leta 1999 imeli na Japonskem po nekaterih ocenah postavljenih 5,6 milijonov
prodajnih avtomatov, ki naj bi ustvarili 53,28 milijard ameriških dolarjev prometa.[2].

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 3 -
1.1 Predstavitev problema
Diplomska naloga je nastala v sodelovanju s podjetjem, ki ţeli ostati neimenovano, v katerem
občasno delam kot študent. Podjetje si je zadalo cilj razviti in izdelovati napravo za prodajo
sveč, ki bi delovala brezhibno in v skladu z zahtevami. Namen je izdelati svečomat, ki je
izdelan kvalitetneje od ţe obstoječih svečomatov.
V diplomski nalogi je opisano snovanje in koncipiranje naprave za prodajo sveč s
pomočjo 3D programa, potrebni tehnološki postopki, ki so prilagojeni obstoječim orodjem, s
katerimi razpolaga podjetje ter preračun lastnih stroškov.
Najprej je predstavljen problem, sledijo opisane zahteve in rešitve do kateri smo prišli.
Opisani so tudi nekateri problemi in predstavljeni načini obdelave in sestave samega
elementa. Sledi izračun stroškov in navodila za montaţo ter vzdrţevanje naprave.
K diplomski ni priloţena vsa tehnična dokumentacija, zaradi spoštovanja določenih
zaupnih podatkov v podjeju. V diplomski nalogi so samo skice, slike in načrti, ki nakazujejo
končne vrednosti, ne nakazujejo pa vseh podrobnosti.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 4 -
2 PREGLED OBRAVNAVANE PROBLEMATIKE
Na trgu obstaja ţe nekaj različnih naprav za prodajo sveč, ki pa še niso zelo razširjene. Glavna
teţava teh »svečomatov« je kvaliteta in izgled naprave ali cena.
Obstaja tako imenovani »EKO svečomat«, ki pa za delovanje potrebuje električno
energijo. Prav tako je cena take naprave sorazmerno visoka.
Ostali svečomati, ki ne potrebujejo električne energije pa v glavnem delujejo na enak
način, tako, da vstavimo kovanec določene vrednosti v mehanizem za sprejem denarja, zatem
zavrtimo ročičo in ta nam poda svečo. Pomanjkljivosti teh naprav pa so v glavnem v samem
delovanju, saj se večina teh naprav zatika, delovanje je oteţeno, saj so dokaj površno
sestavljene in imajo skupen problem, da se začne čez nekaj časa ta mehanizem zatikati in je
njihovo delovanje omejeno.
Slika1.2: Svečomati na trgu [3,4,5]

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 5 -
3 ZAHTEVNIK NAPRAVE ZA PRODAJO SVEČ
Načrt je izdelati napravo, ki bo ustrezala zahtevam, ki smo si jih zadali in zahtevam, ki jih
določa trg in lastna proizvodnja.
Naprava mora biti izdelana v skladu z naslednjimi zahtevami:
- zunanja oblika se ne sme bistveno razlikovati od ţe obstoječih naprav, oblika naj spominja
na svečo,
- rokovanje z napravo je naj omogočeno vsem starostnim skupinam od 15 leta naprej,
- delovati mora brez električne energije,
- delovati more brez zatikanja in škripanja,
- uporabnost v vseh vremenskih razmerah; primeren material,
- naprava mora imeti protivlomno zaščito; mora biti narejena tako, da oteţuje oziroma
onemogoča odvoz in vlom v napravo brez fizičnih deformacij naprave,
- moţnost servisiranja naprave; naprava mora imeti dostop do vseh mehanskih delov, ki se
lahko obrabijo in v primeru okvare zamenjajo.
- ergonomija naprave in enostavnost polnjenja: naprava mora delovati tekoče, brez posebnih
fizičnih naporov, prav tako mora biti omogočeno normalno polnjenje naprave, brez potrebe
posebnih orodij,
- konkurenčna cena naprave na trgu: naprava mora biti vsaj 10% cenejša, od cene
najcenejšega konkurenčnega izdelka, ki je 1900 €,
- delovna doba naprave mora biti 25 let, ob vsakoletnem servisiranju.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 6 -
4 IDEJNA ZASNOVA SVEČOMATA
Za začetek smo pregledali in na hitro preučili kakšno ponudbo ima konkurenca. Glede na
obstoječe tipe, ki so predstavljeni v 2. poglavju in glede na lastne zahteve smo se odločili za
obliko, ki malce spominja na svečo in je še vseeno v skladu z zahtevami; to je 8 kotna
zasnova. Prednost take oblike je, da vogali oziroma upogibi dodatno ojačajo pločevino in s
tem stabilnost ter trdnost same naprave.
Naslednje smo določili osnovne mere v mejah katerih mora biti izdelana naprava.
Dovoljena so manjša odstopanja .(slika 4.1).
Osredotočil sem se na delovanje, oziroma mehanizem svečomata. Edini način, da
izpolnim pogoj, da naprava deluje mehansko, to je brez električne energije je, da imamo
mehanizem za sprejemanje denarja, s katerim, potem, ko vstavimo denar v reţo, zavrtimo
ročico in premaknemo nekakšen zvod, da nam omogoči dostop do sveče.
Naprava mora imeti vrata skozi katera lahko napravo napolnimo in poberemo denar.
Naprava mora prav tako imeti omogočen dostop do mehanskih elementov in moţnost
zamenjave delov oziroma servisiranja. Še ena pomembna lastnost je transport naprave na
končno, obratovalno mesto.
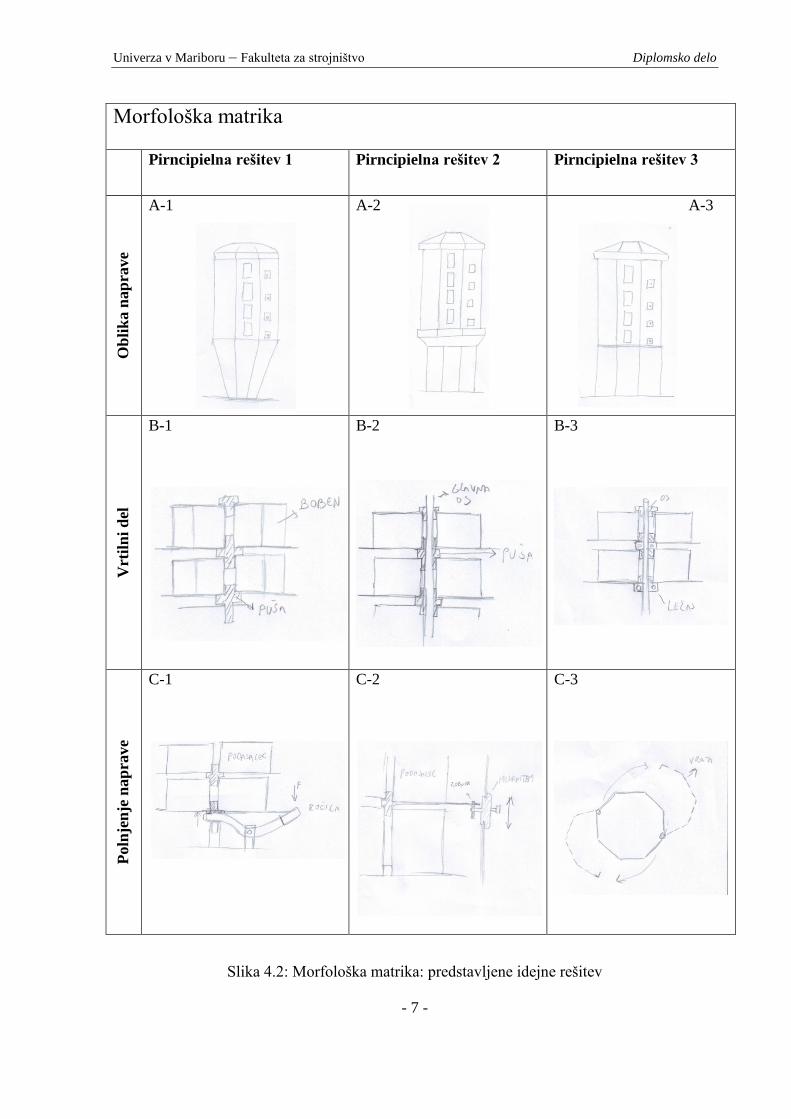
Na sliki 4.2 so predstavljene idejne rešitve treh problemov, katere sem moral razrešiti še
pred konstruiranjem naprave.
Slika 4.1: Določene osnovne mere
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 7 -
Morfološka matrika
Pirncipielna rešitev 1 Pirncipielna rešitev 2 Pirncipielna rešitev 3
Ob
lik
a n
ap
rave
A-1 A-2
A-3
Vrt
iln
i d
el
B-1
B-2 B-3
Poln
jen
je n
ap
rave
C-1
C-2
C-3
Slika 4.2: Morfološka matrika: predstavljene idejne rešitev

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 8 -
5 KONCIPIRANJE SVEČOMATA
5.1 Programski paket Autodesk Autocad .
S programskim paketom Autodesk Autocad 2010, sem si pomagal pri različnih skicah, idejnih
načrtih in pri iskanju enostavnih rešitev. Prav tako sem s pomočjo Autocad-a uredil elemente,
ki so bili namenjeni za laserski izrez, kar nam ta program omogoča, da lahko shranimo v
ustrezen format s končnico DXF.
Slika 5.1: Določanje števila sveč, s pomočjo enostavnih skic v programu Autocad
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 9 -
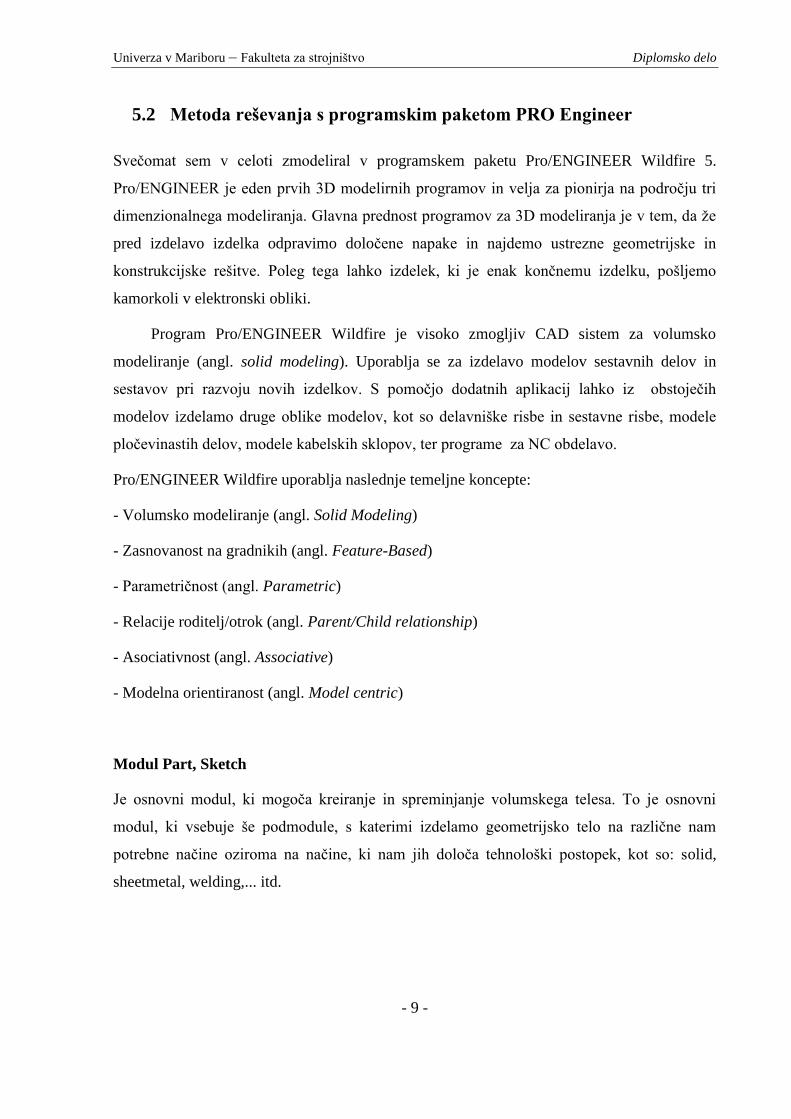
5.2 Metoda reševanja s programskim paketom PRO Engineer
Svečomat sem v celoti zmodeliral v programskem paketu Pro/ENGINEER Wildfire 5.
Pro/ENGINEER je eden prvih 3D modelirnih programov in velja za pionirja na področju tri
dimenzionalnega modeliranja. Glavna prednost programov za 3D modeliranja je v tem, da ţe
pred izdelavo izdelka odpravimo določene napake in najdemo ustrezne geometrijske in
konstrukcijske rešitve. Poleg tega lahko izdelek, ki je enak končnemu izdelku, pošljemo
kamorkoli v elektronski obliki.
Program Pro/ENGINEER Wildfire je visoko zmogljiv CAD sistem za volumsko
modeliranje (angl. solid modeling). Uporablja se za izdelavo modelov sestavnih delov in
sestavov pri razvoju novih izdelkov. S pomočjo dodatnih aplikacij lahko iz obstoječih
modelov izdelamo druge oblike modelov, kot so delavniške risbe in sestavne risbe, modele
pločevinastih delov, modele kabelskih sklopov, ter programe za NC obdelavo.
Pro/ENGINEER Wildfire uporablja naslednje temeljne koncepte:
- Volumsko modeliranje (angl. Solid Modeling)
- Zasnovanost na gradnikih (angl. Feature-Based)
- Parametričnost (angl. Parametric)
- Relacije roditelj/otrok (angl. Parent/Child relationship)
- Asociativnost (angl. Associative)
- Modelna orientiranost (angl. Model centric)
Modul Part, Sketch
Je osnovni modul, ki mogoča kreiranje in spreminjanje volumskega telesa. To je osnovni
modul, ki vsebuje še podmodule, s katerimi izdelamo geometrijsko telo na različne nam
potrebne načine oziroma na načine, ki nam jih določa tehnološki postopek, kot so: solid,
sheetmetal, welding,... itd.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 10 -
Modul Assembly
Pri določanju geometrijskih modelov je vsako geometrijsko telo postavljeno v prostor
neodvisno od drugega telesa. V tem modulu se lahko neodvisna geometrijska telesa oblikujejo
v sestavo, kjer so med seboj povezana v globalnem koordinatnem sistemu.[11]
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 11 -
5.3 Izdelava geometrijskega modela
Kot ţe omenjeno sem izdelal geometrijski model s pomočjo programa Pro/ENGINEER
Wildfire 5. Samo modeliranje mi ni predstavljajo teţav, so se pa pokazale teţave s
konstrukcijo med samim modeliranjem. Najprej sem si določil osnovne mere v mejah, v
katerih mora biti izdelana naprava. Določil sem, da mora biti širina naprave okrog 700 mm,
višina pa 1900 mm.
Potem, ko sem določil material in osnovne mere ter idejne rešitve, sem si nalogo razdelil na
glavne probleme, ki sem jih moral rešiti. Vsakega sem se lotil posebej, razdelil sem delo na 4
glavne probleme:
- ohišje in sestava posameznih elementov
- tekoče delovanje podajalcev
- prenos iz avtomata na podajalce in omogočanje polnjenja naprave
- varnost
Pri modeliranju zastavljenih ciljev, so se odpirale vedno nove teţave in tudi rešitve.
Namreč, pri modeliranju se pokaţejo različne teţave, največkrat se mi je zgodilo, da sem
moral spremeniti kakšen element oziroma mero, ker enostavno ne bi bilo mogoče izdelati
naprave. Pomembno je poznavanje obdelovalnih postopkov in potek obdelave na napravah,
kajti vsaka naprava ima omejitve. Tako sem moral določene rešitve, ki sem si jih zamislil,
prilagoditi ali celo spremeniti do te mere, da se lahko ta del dejansko izvedel v praksi oziroma
na samem orodju.
Vsi sestavni deli, ki so iz pločevine, so izrezani s pomočjo laserskega rezalnika.
Laserski izrez elementov nam omogoče zelo natančne izreze, takšne kot jih zmodeliramo.
Svečomat je sestavljen iz 4 podsklopov; podstavka, ohišja in mehanskega dela
napraveter prenosa gibanja. Ohišje naprave je sestavljeno iz štirih glavnih elementov; dno
ohišja, stene oziroma obod, vrata ter pokrov. Vsi ti deli so zmodelirani v programu z
modulom »sheetmetal«, ki nam omogoča, da zmodeliramo poljuben, nam potreben element
iz pločevine in takoj dobimo razvito obliko pločevine, nakar to razvito obliko v merilu 1:1
shranimo kot datoteko s končnico dxf in jo lahko pošljemo na laserski izrez, kjer nam točno
izreţejo po načrtu.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 12 -
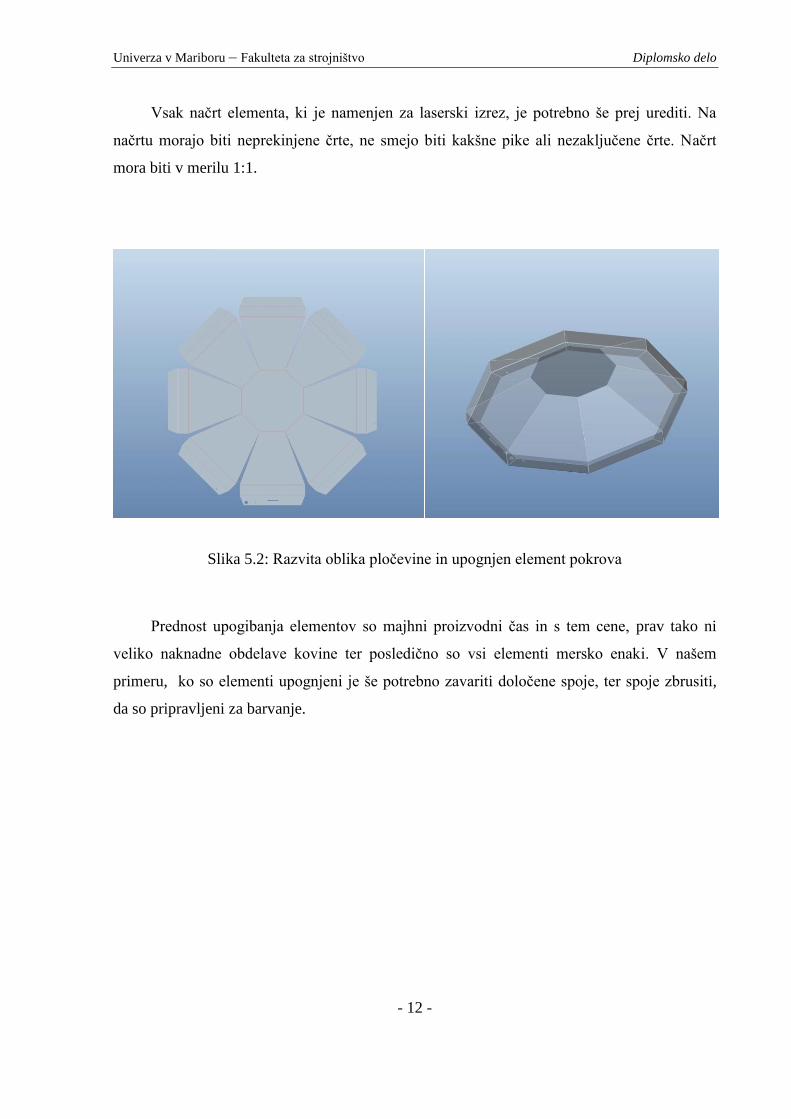
Vsak načrt elementa, ki je namenjen za laserski izrez, je potrebno še prej urediti. Na
načrtu morajo biti neprekinjene črte, ne smejo biti kakšne pike ali nezaključene črte. Načrt
mora biti v merilu 1:1.
Slika 5.2: Razvita oblika pločevine in upognjen element pokrova
Prednost upogibanja elementov so majhni proizvodni čas in s tem cene, prav tako ni
veliko naknadne obdelave kovine ter posledično so vsi elementi mersko enaki. V našem
primeru, ko so elementi upognjeni je še potrebno zavariti določene spoje, ter spoje zbrusiti,
da so pripravljeni za barvanje.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 13 -
Ohišje
Ohišje je sestavljeno iz spodnjega dela, oboda, montaţnega pokrova in vrata. Spodnji del in
obod sta najprej upognjena ter zavarjena. Pri ohišju sem moral upoštevati dejstvo, da je
naprava postavljena zunaj in je izpostavljena vremenskim vplivom. Zaradi tega sem naredil na
spodnjem delu luknje, da lahko odteka voda. Pri napravah in različnih objektih na prostem je
zelo pomembno odtekanje vode, ta lahko namreč naredi veliko nepredstavljive škode,
predvsem pozimi, ko se temperature spustijo pod ledišče in ta voda zamrzne, led pa kot vemo
ima večjo prostornino od vode in posledice so lahko hude. V našem primeru bi nam lahko
premaknilo glavno os iz centra in naprava ne bi več delovala, moţnih scenarijev pa je seveda
še veliko.
Slika 5.3: Ohišje naprave, brez vrat

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 14 -
Pokrov
Pokrov naprave mora biti montaţen zaradi laţje sestave naprave in servisiranja. Sam pokrov
ni kompleksen element za izdelavo, predstavljal pa mi je nekaj teţav pri modeliranju. Element
ima namreč ţe vnaprej predvidene luknje, za montaţo, za premično pločevino in zapah
ključavnice, ki pa mora biti natančen.
Pri pokrovu sem moral dobro premisliti na kakšen način ga bomo varno pritrdili na
ohišje, da ga potem lahko spet odstranimo v primeru servisa. Ker je edini dostop do fiksiranja
iz strani vrat, sem se odločil, da iz sprednje strani, kjer imamo dostop skozi vrata, pritrdimo
pokrov z dvema vijakoma, ki sta ţe predhodno zavarjena na ohišju, na drugi strani, do koder
pa ni dostopa, oziroma je oteţen dostop, pa sem naredil dva zapaha, ki se zatakneta za rob
ohišja. Med ohišje in pokrov smo še vstavili tesnilo, ki preprečuje zatekanje vode v napravo,
ker je pokrov demontaţen.
Slika 5.4: Pokrov iz notranje strani

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 15 -
Vrata
Vrata naprave so eden bolj kompleksnih elementov naprave, kar se tiče modeliranja in tudi
same izdelave. Sestavljena so iz večih delov, morajo pa biti precej natančno izdelana.
Vrata so pritrjena na »klavirski pant«, ki je predhodno zavarjen na ohišje. Na »klavirski
pant« pa so točkovno zavarjeni vijaki, na katere potem samo privijačimo vrata. Na vrata pa je
še pritrjena zaščita podajalcev. Naprava namreč mora imeti zaščito, pri odprtini za jemanje
sveč zaradi več razlogov, npr., da ne bi kdo poskušal česa vreči v napravo ali pa zablokiral
podajalce. Prav tako pa ima varnostno funkcijo, da se kdo ne bi uščipnil. Varuje tudi pred
vremenskimi vplivi in preprečuje pogled v napravo.
Slika 5.5: Vrata, pogled iz notranje strani

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 16 -
Na vrata je še pritrjen naslednji zelo pomemben element, ključavnica. Vrata morajo biti
narejena protivlomno, kajti vedno bolj so tudi pogosti vlomi v prodajne avtomate.
Odločil sem se, da bom v vrata vgradil dvo točkovno ključavnico, na katero je pritrjen
kovinska palica, ki deluje kot zapah. Ta potisne zapah v spodnji del in pokrov naprave. Ta
rešitev je sicer dokaj draga v primerjavi z drugimi moţnimi rešitvami, kot so recimo
obešanke, ampak izgleda pa tudi bolj profesionalno, prav tako se ne vidi same ključavnice,
menim tudi da je to bolj učinkovita rešitev od zunanjih ključavnic kot so razni zapahi z
obešankami.
Slika 5.6: Vrata, zunanja, vidna stran

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 17 -
Podstavek
Podstavek je dejansko sestavljen iz dveh enakih delov, ker smo omejeni pri upogibanju
pločevine. Tako je sestavljen iz dveh enakih elementov in potem zavarjen. Podstavek ima
luknje za pritrditev v tla in pa točkovno privarjene vijake na katere postavimo ohišje naprave
in samo privijačimo matice. Podstavek sem ločil od ostalega dela zaradi laţje montaţe in
transporta naprave. Oblika je osem kotna zaradi same stabilnosti in trdnosti naprave, prav tako
pa sledi obliki celotne naprave. Podstavek je visok 65 cm, dejanskopa smo višino podstavka
določili na koncu, ko smo ţe imeli narejeno ohišje naprave. S tem lahko še dodatno
konfiguriramo višino naprave do te mere, da nam ergonomsko ustreza.
Slika 5.7: Podstavek svečomata
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 18 -
Mehanski del
Ob preizkusu in grobem pregledu konkurence, sem ugotovil da delovanje teh naprav ni
najbolj primerno, namreč velika večina se jih zatika in oteţeno je premikanje ročic po
vstavitvi denarja.
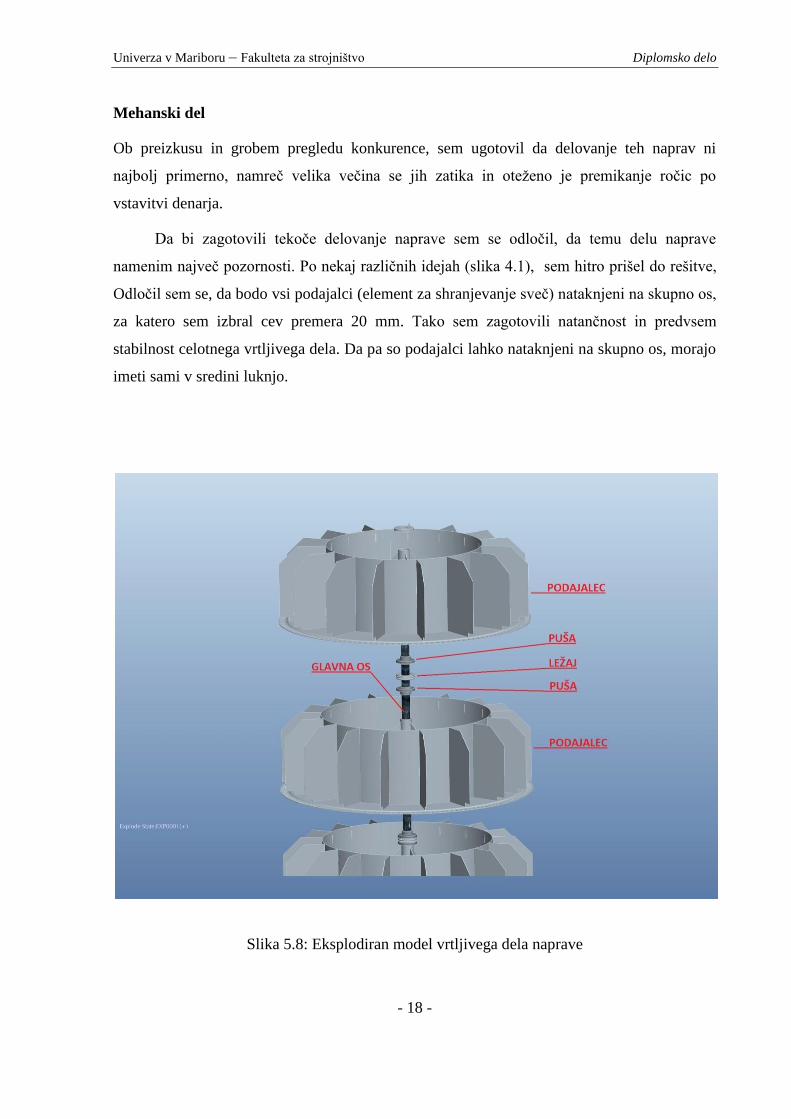
Da bi zagotovili tekoče delovanje naprave sem se odločil, da temu delu naprave
namenim največ pozornosti. Po nekaj različnih idejah (slika 4.1), sem hitro prišel do rešitve,
Odločil sem se, da bodo vsi podajalci (element za shranjevanje sveč) nataknjeni na skupno os,
za katero sem izbral cev premera 20 mm. Tako sem zagotovili natančnost in predvsem
stabilnost celotnega vrtljivega dela. Da pa so podajalci lahko nataknjeni na skupno os, morajo
imeti sami v sredini luknjo.
Slika 5.8: Eksplodiran model vrtljivega dela naprave
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 19 -
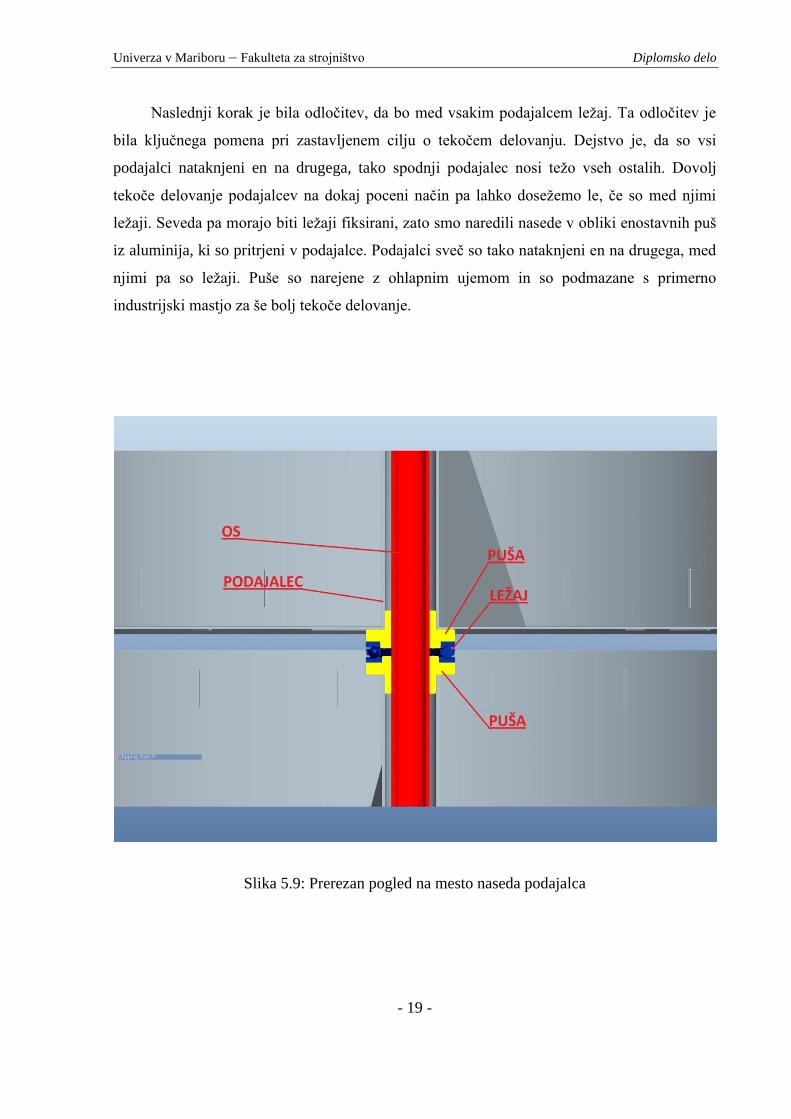
Naslednji korak je bila odločitev, da bo med vsakim podajalcem leţaj. Ta odločitev je
bila ključnega pomena pri zastavljenem cilju o tekočem delovanju. Dejstvo je, da so vsi
podajalci nataknjeni en na drugega, tako spodnji podajalec nosi teţo vseh ostalih. Dovolj
tekoče delovanje podajalcev na dokaj poceni način pa lahko doseţemo le, če so med njimi
leţaji. Seveda pa morajo biti leţaji fiksirani, zato smo naredili nasede v obliki enostavnih puš
iz aluminija, ki so pritrjeni v podajalce. Podajalci sveč so tako nataknjeni en na drugega, med
njimi pa so leţaji. Puše so narejene z ohlapnim ujemom in so podmazane s primerno
industrijski mastjo za še bolj tekoče delovanje.
Slika 5.9: Prerezan pogled na mesto naseda podajalca
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 20 -
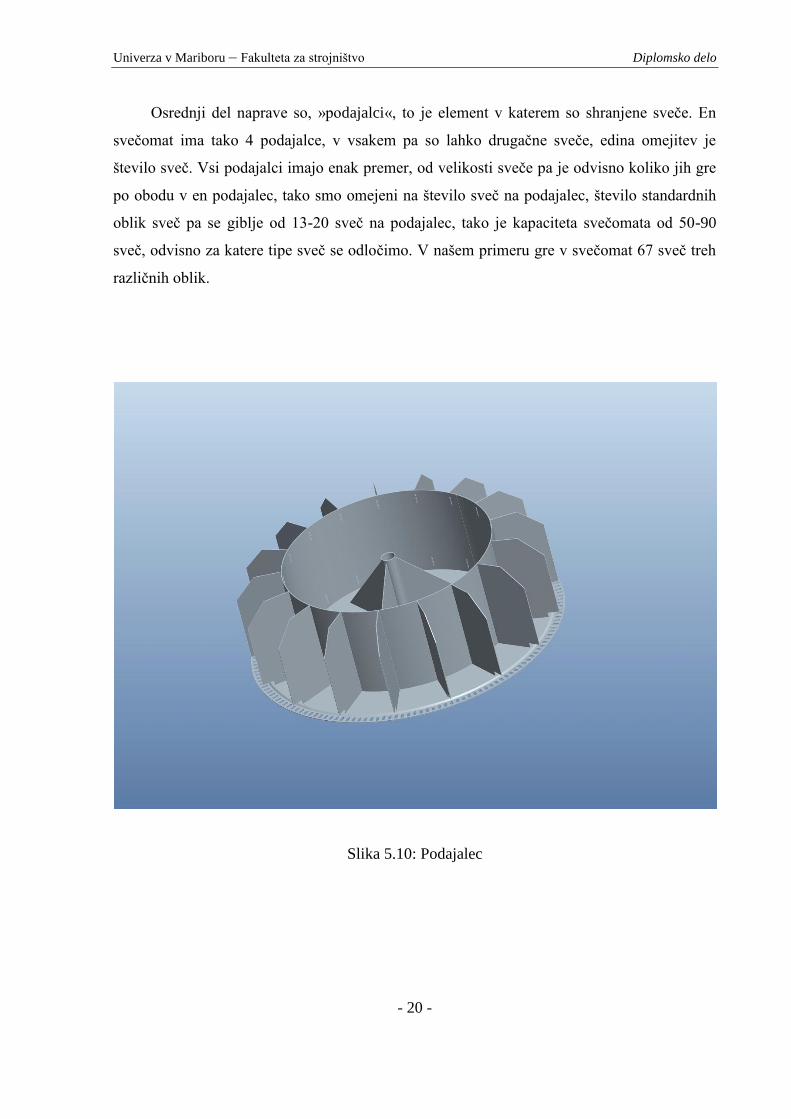
Osrednji del naprave so, »podajalci«, to je element v katerem so shranjene sveče. En
svečomat ima tako 4 podajalce, v vsakem pa so lahko drugačne sveče, edina omejitev je
število sveč. Vsi podajalci imajo enak premer, od velikosti sveče pa je odvisno koliko jih gre
po obodu v en podajalec, tako smo omejeni na število sveč na podajalec, število standardnih
oblik sveč pa se giblje od 13-20 sveč na podajalec, tako je kapaciteta svečomata od 50-90
sveč, odvisno za katere tipe sveč se odločimo. V našem primeru gre v svečomat 67 sveč treh
različnih oblik.
Slika 5.10: Podajalec

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 21 -
Podajalci so sestavljeni iz enake pločevine kot ostali elementi, ki je predhodno lasersko
izrezana in potem zavarjena. Skonstruirani so tako, da ima vsak element ţe narejen določen
izrez (slika 5.11), s tem se izognemo različnim teţavam, kot je natančnost in pravilna sestava
končnega elementa. Delavec tako ne more napačno sestaviti komponento, ker je omejen,
namreč vsak del točno ustreza svojemu mestu.
Ker ima dno podajalca izreze za zobniški prenos in je podajalec sestavljen še iz oboda
in prečnih sten, ki delijo sveče, je še toliko bolj pomembno, da so narejeni izrezi in ne pride
do napačne sestave.
Slika 5.11: Eksplodiran podajalec sveč
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 22 -
Mehanizem za kovance
Da bi ugodili zahtevi, da mora naprava delovati brez električne energije, sem najprej prebrskal
splet, da sem sploh spoznal kakšni mehanizmi za sprejem denarja obstajajo in kakšna je cena
teh izdelkov. Ugotovil sem, da v Sloveniji ni zastopnika samo za mehanizme za sprejem
kovancev, sicer obstaja en zastopnik za Slovenijo, vendar samo za celotne prodajne avtomate,
kot so naprave za prodajo ţvečilk in igrač, ki imajo vgrajene te mehanizme za sprejemanje
denarja. Takšne naprave ponavadi najdemo v trgovskih centrih. Po brskanju po spletu sem
našel dva proizvajalca, ki sta ugajala mojim zahtevam in izdelujeta samo mehanizem za
sprejem kovancev. Edina teţava je bila, da sta oba na drugem koncu sveta.
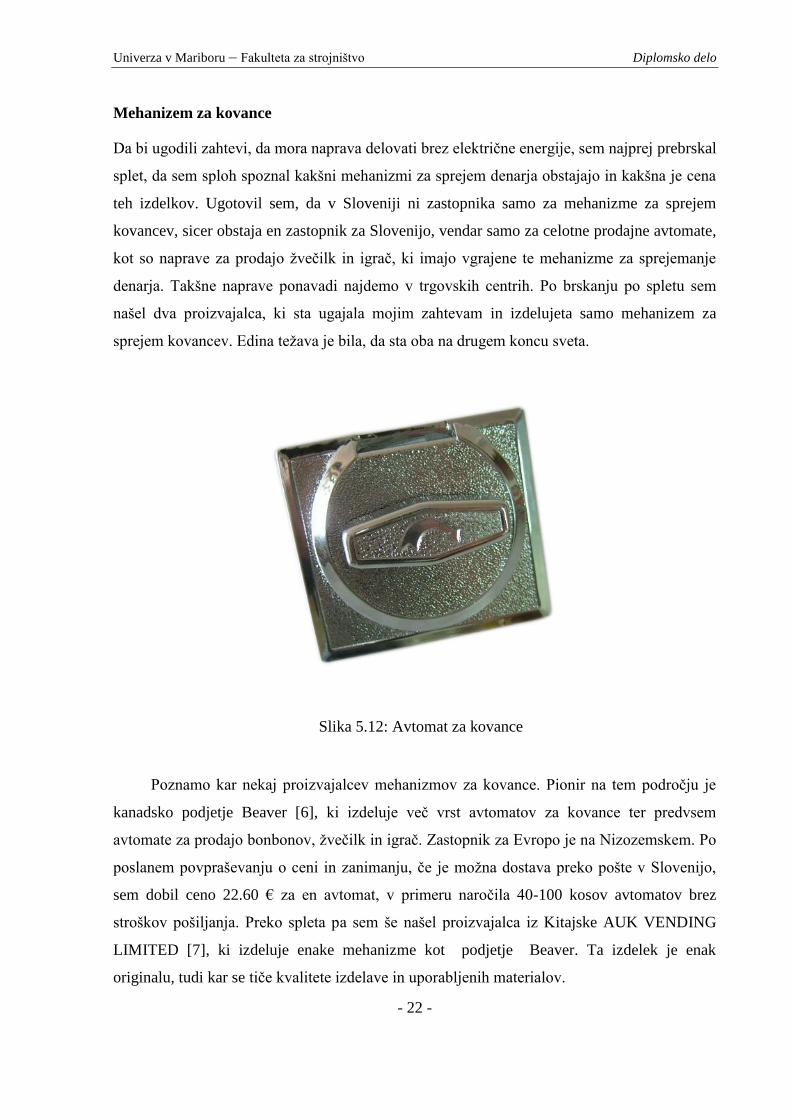
Poznamo kar nekaj proizvajalcev mehanizmov za kovance. Pionir na tem področju je
kanadsko podjetje Beaver [6], ki izdeluje več vrst avtomatov za kovance ter predvsem
avtomate za prodajo bonbonov, ţvečilk in igrač. Zastopnik za Evropo je na Nizozemskem. Po
poslanem povpraševanju o ceni in zanimanju, če je moţna dostava preko pošte v Slovenijo,
sem dobil ceno 22.60 € za en avtomat, v primeru naročila 40-100 kosov avtomatov brez
stroškov pošiljanja. Preko spleta pa sem še našel proizvajalca iz Kitajske AUK VENDING
LIMITED [7], ki izdeluje enake mehanizme kot podjetje Beaver. Ta izdelek je enak
originalu, tudi kar se tiče kvalitete izdelave in uporabljenih materialov.
Slika 5.12: Avtomat za kovance
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 23 -
Cena kitajskega avtomata je več kot enkrat cenejša gleda na original. Tako je bila cena
enega avtomata 10 $ (USD), za količino 40 avtomatov. K temu seveda še moram prišteti ceno
poštnine, ki pa ni bila dosti večja kot, če bi naročil avtomate pri zastopniku iz Nizozemske.
Tako je preračunano v eure, bila cena za en avtomat za kovance 13 €, kar je zelo ugodna cena,
če računamo, da je ţe všteta poštnina iz Bangkoka.
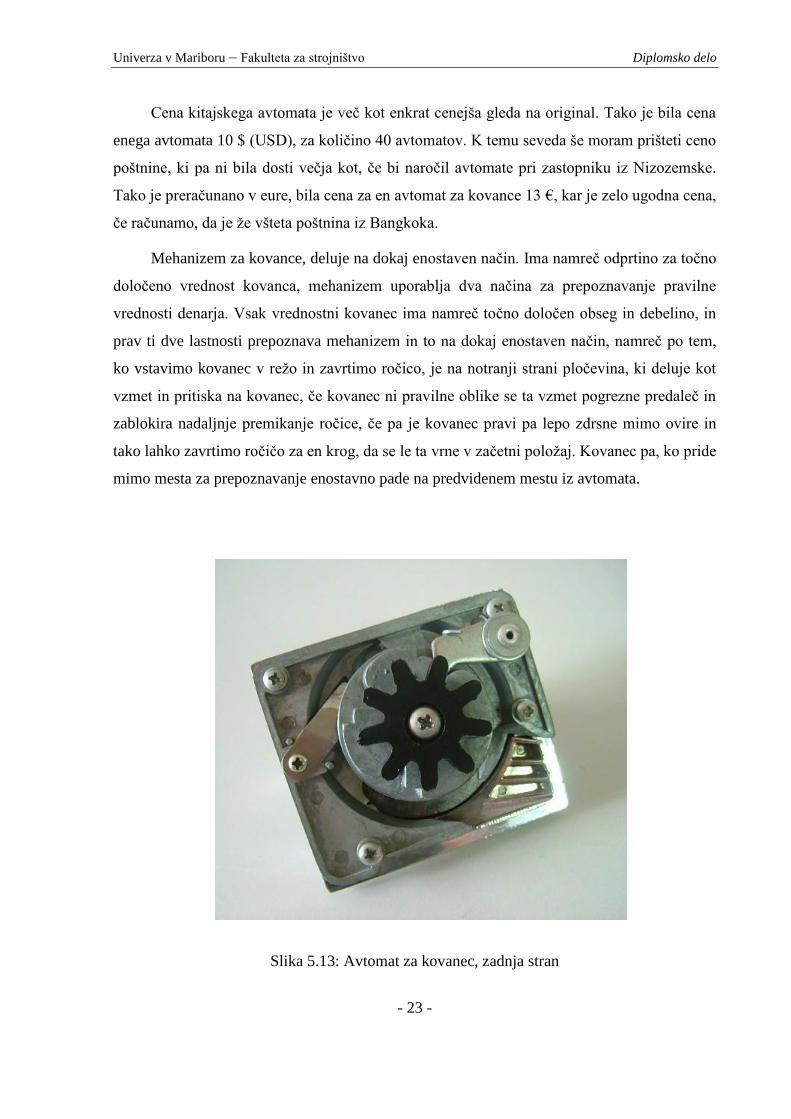
Mehanizem za kovance, deluje na dokaj enostaven način. Ima namreč odprtino za točno
določeno vrednost kovanca, mehanizem uporablja dva načina za prepoznavanje pravilne
vrednosti denarja. Vsak vrednostni kovanec ima namreč točno določen obseg in debelino, in
prav ti dve lastnosti prepoznava mehanizem in to na dokaj enostaven način, namreč po tem,
ko vstavimo kovanec v reţo in zavrtimo ročico, je na notranji strani pločevina, ki deluje kot
vzmet in pritiska na kovanec, če kovanec ni pravilne oblike se ta vzmet pogrezne predaleč in
zablokira nadaljnje premikanje ročice, če pa je kovanec pravi pa lepo zdrsne mimo ovire in
tako lahko zavrtimo ročičo za en krog, da se le ta vrne v začetni poloţaj. Kovanec pa, ko pride
mimo mesta za prepoznavanje enostavno pade na predvidenem mestu iz avtomata.
Slika 5.13: Avtomat za kovanec, zadnja stran
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 24 -
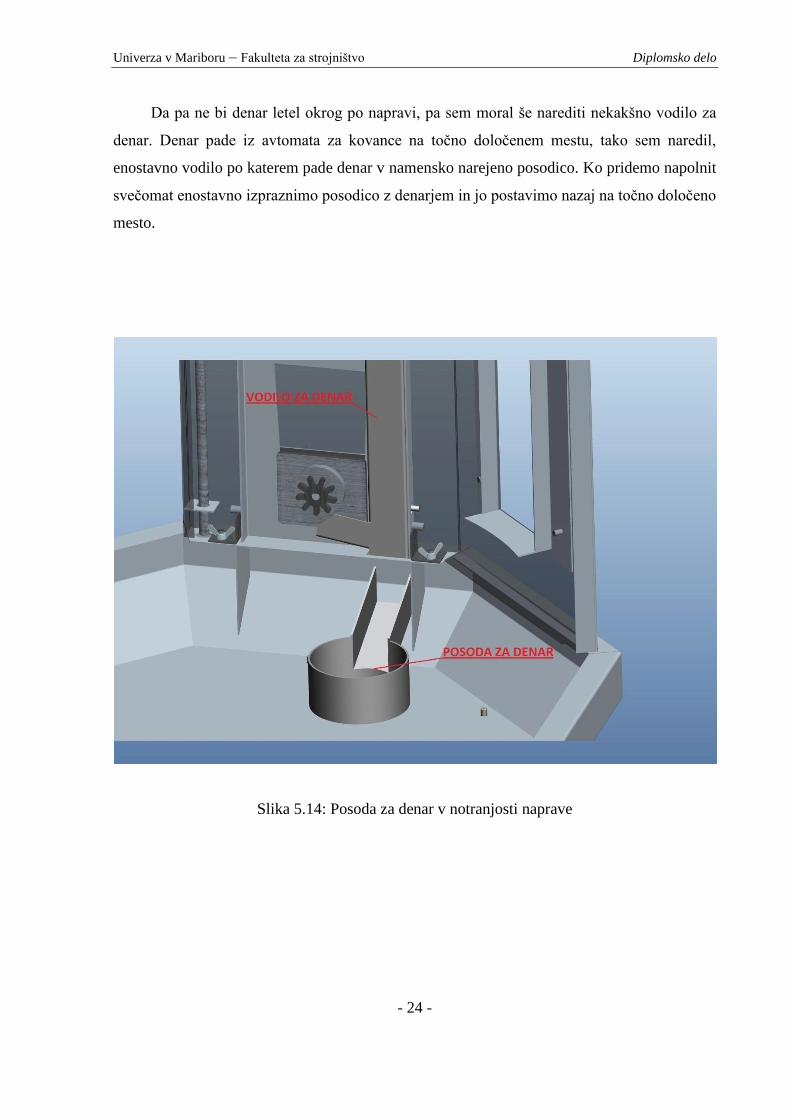
Da pa ne bi denar letel okrog po napravi, pa sem moral še narediti nekakšno vodilo za
denar. Denar pade iz avtomata za kovance na točno določenem mestu, tako sem naredil,
enostavno vodilo po katerem pade denar v namensko narejeno posodico. Ko pridemo napolnit
svečomat enostavno izpraznimo posodico z denarjem in jo postavimo nazaj na točno določeno
mesto.
Slika 5.14: Posoda za denar v notranjosti naprave
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 25 -
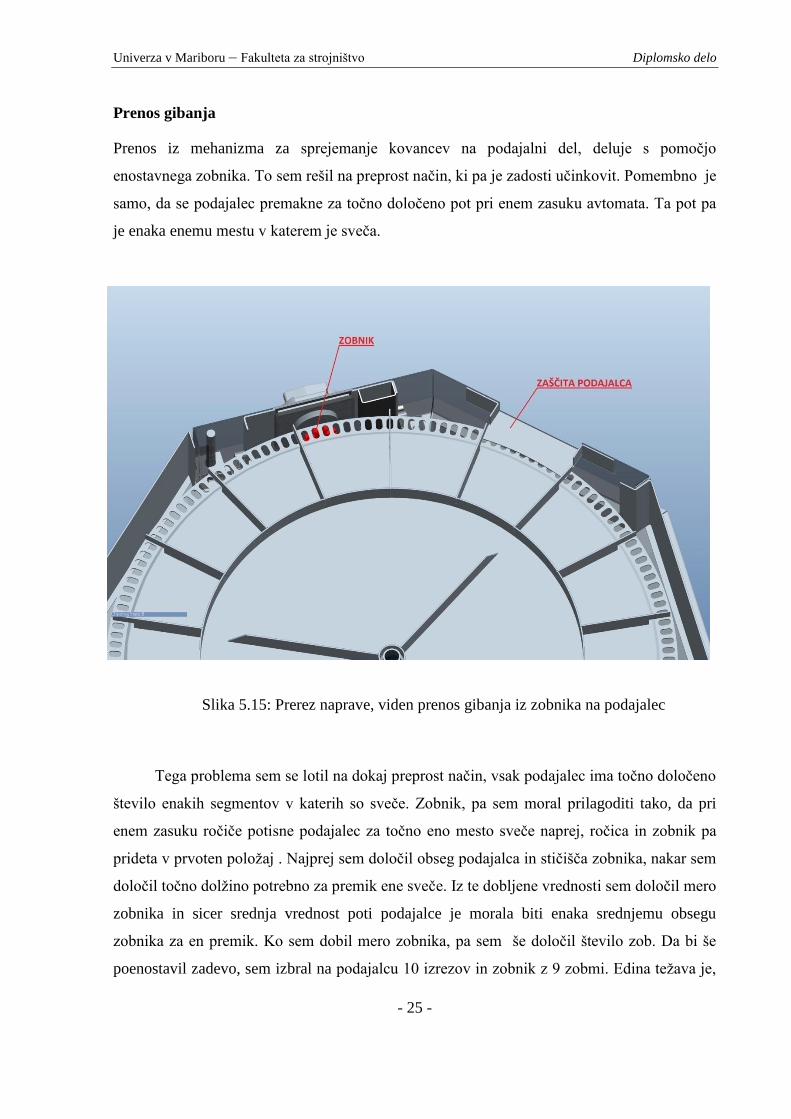
Prenos gibanja
Prenos iz mehanizma za sprejemanje kovancev na podajalni del, deluje s pomočjo
enostavnega zobnika. To sem rešil na preprost način, ki pa je zadosti učinkovit. Pomembno je
samo, da se podajalec premakne za točno določeno pot pri enem zasuku avtomata. Ta pot pa
je enaka enemu mestu v katerem je sveča.
Slika 5.15: Prerez naprave, viden prenos gibanja iz zobnika na podajalec
Tega problema sem se lotil na dokaj preprost način, vsak podajalec ima točno določeno
število enakih segmentov v katerih so sveče. Zobnik, pa sem moral prilagoditi tako, da pri
enem zasuku ročiče potisne podajalec za točno eno mesto sveče naprej, ročica in zobnik pa
prideta v prvoten poloţaj . Najprej sem določil obseg podajalca in stičišča zobnika, nakar sem
določil točno dolţino potrebno za premik ene sveče. Iz te dobljene vrednosti sem določil mero
zobnika in sicer srednja vrednost poti podajalce je morala biti enaka srednjemu obsegu
zobnika za en premik. Ko sem dobil mero zobnika, pa sem še določil število zob. Da bi še
poenostavil zadevo, sem izbral na podajalcu 10 izrezov in zobnik z 9 zobmi. Edina teţava je,

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 26 -
če hočemo doseči optimalen izkoristek podajalcev, moramo za vsak podajalec, ki ima
drugačne sveče narediti drug zobnik, ker gre v različne podajalce različno število sveč, seveda
odvisno od oblike sveče.
Slika 5.16: Preračun zobnika
Ta način sem izbral predvsem zaradi preproste izdelave zobnika, ki sem ga enostavno
zmodeliral in tako kot pločevino dal lasersko izrezat. Zobnik ima narejen primeren izrez za
pritrditev na ročico mehanizma za kovance, tako da ga enostavno privijačimo na ročico
mehanizma. (slika 5.17)
Slika 5.17: Zobnik

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 27 -
Ob konstruiranju prenosa gibanja pa smo morali misliti tudi na še en zelo pomemben
faktor in sicer na polnjenje naprave. Ko se naprava izprazni jo je seveda potrebno napolniti in
to kar se da enostavno. To lahko storimo le tako, da sprostimo podajalce, da so prosto gibljivi
okrog osi. Pri delovanju se podajalci kontrolirajo preko zobnika in s tem mehanizma za
sprejem kovancev. Pri koncipiranju te rešitve smo prišli do kar nekaj idej.
Prva ideja je bila, da bi nekako dvignili celoten vrtljiv del, in bi tako sprostili podajalce
in s tem napolnili napravo. Naslednja ideja do katere sem prišel, je pravzaprav izhajala iz
prve, vendar bi namesto vrtljivega dela, tokrat premaknili mehanizme za sprejemanje
kovancev. Tretja ideja, ki se je porajala, pa je bila, da bi nekako odprli večji del ohišja in
napolnili napravo, vendar se je ta rešitev kmalu izkazala za neprimerno (slika 4.1).
Slika 5.18: Premična pločevina

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 28 -
Po razmisleku in več idejah, sem se odločil, da bom naredil pločevino, na kateri bodo
pritrjeni avtomati za kovance, vse skupaj pa bom potem odstranil tako, da bom sprostil
podajalce. Najprej sem tako naredil pločevino v katero so vstavljeni avtomati za denar. Ta
pločevina pa je upognjena, na to pločevino so potem vstavljeni avtomati za denar in pa vodilo
za kovance. To vodilo ima privarjene vijake, kot ţe omenjeno, premična pločevina pa ima
narejene luknje skozi katere potisnemo vodilo, na drugi strani pa potem samo privijačimo
matico.
Slika 5.19: Fiksirana premična komponenta

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 29 -
Ko hočemo napravo napolniti, tako enostavno odpremo vrata in najprej odvijemo
metuljasti matici. Zatem rahlo dvignemo celotno premično komponento in potisnemo nasedna
elementa na katerih sloni premična pločevina proti notranjosti naprave (slika 5.16). Zatem pa
samo spustimo premično pločevino in podajalci so sproščeni. (slika 5.17).
Slika 5.20: Pomik nasedov in premik premične komponente
Avtomate moramo spustiti za pribliţno 1,5 cm, kar ne predstavlja bistvenega problema.
Edina stvar na katero moramo biti pozorni je, da ko nameščamo avtomate v delovni poloţaj,
da so podajalci v ustreznem poloţaju, ki pa je označen, da ne bi prišlo do zamika. Na koncu,
ko smo napolnili napravo, zapremo vrata in naprava je spet pripravljena za prodajo. Tako smo
prišlo do enostavne rešitve, ki se je izkazala za dokaj preprosto in je ugodna predvsem z
ekonomskega vidika.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 30 -
Slika 5.21: Spuščena premična pločevina
Na pokrovu in na spodnjem delu ohišja pa je narejen natančen izrez kot je oblika
premičnega elementa. Tako je pločevina omejena samo na dviganje in spuščanje, v ostalih
dveh dimenzijah pa se ne more premikati.
Slika 5.22: Izrez za omejitev premične pločevine

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 31 -
Material
Material uporabljen za napravo, mora biti odporen na vremenske vplive in predvsem odporen
proti rji. Da bi ugodili zahtevi, da je delovna doba naprave 25 let, sem se odločil, da bo
celoten svečomat iz nerjaveče pločevine, kljub temu, da bo naprava prašno barvana, kajti le s
primerno kvaliteto materiala lahko zagotovimo zahtevano delovno dobo naprave. Med
obratovanjem naprave, prihaja tudi do poškodb in obrabe naprave, ustrezen material pa v
primeru, da se obrabi oziroma poškoduje zaščitna barva, prepreči takojšnje rjavenje. Zmotno
je namreč prepričanje, da nerjavne pločevine ne rjavijo, pojavi se lahko površinska rja. Veliko
je odvisno od same kvalitete materiala, kar pa posredno vpliva na ceno. Materiali so
podvrţeni različnim vremenskim vplivom. V ozračju je veliko različnih delcev, ki škodujejo
kovinam. Tako je bilo potrebno poiskati material, ki bo ustrezal našim zahtevam. Odločil sem
se za nerjavno pločevino kvalitete 1.4016 (magnetna). Ta tip pločevine spada med nerjavne
pločevine, vendar pa ni odporna na razne primesi, nečistoče, ki so v zraku, tako, da se lahko
pojavi površinska korozija. Ker pa bo svečomat prašno barvan, pa ta material zadostuje
zahtevam. Glavna prednost proti nerjavnim pločevinam boljše kvalitete, katerih glavna
lastnost je, da so nemagnetne pa je cenovna ugodnost. Cena izbrane pločevine je enkrat
manjša v primerjavi z ostalimi pločevinami.
Zahtevam tako zadostuje nerjavna pločevina tipa 1.4016, ki je bolj splošno znano kot
razred 430. Vrsta 430 nerjavečega jekla spada pod feritna jekla, zdruţuje pa dobro odpornost
proti koroziji z dobrimi preoblikovalnimi in razsteznimi lastnostmi. Jeklo 1.4016 se zaradi
svoje dobre obstojnosti in obdelovalnosti kot hladno valjani material uporablja za izdelavo
jedilnega pribora, pomivalnih korit, pralnih strojev, kuhinjskih naprav in ostale notranje
opreme, ter za znanstvene naprave in dimne obloge. V avtomobilski industriji pa se uporablja
za izdelavo odbijačev, okrasnih letev in kolesnih pokrovov.
%sebnost 430
Preglednica 1: Kemična sestava nerjavne pločevine [8]
Številka
SIST EN
10027-2
Oznaka
SIST EN
Sestava v %
C Mn P S Cr Ni
1.4016 X6Cr17 0,08 1,0 0,04 0,03 16-18 1,0
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 32 -
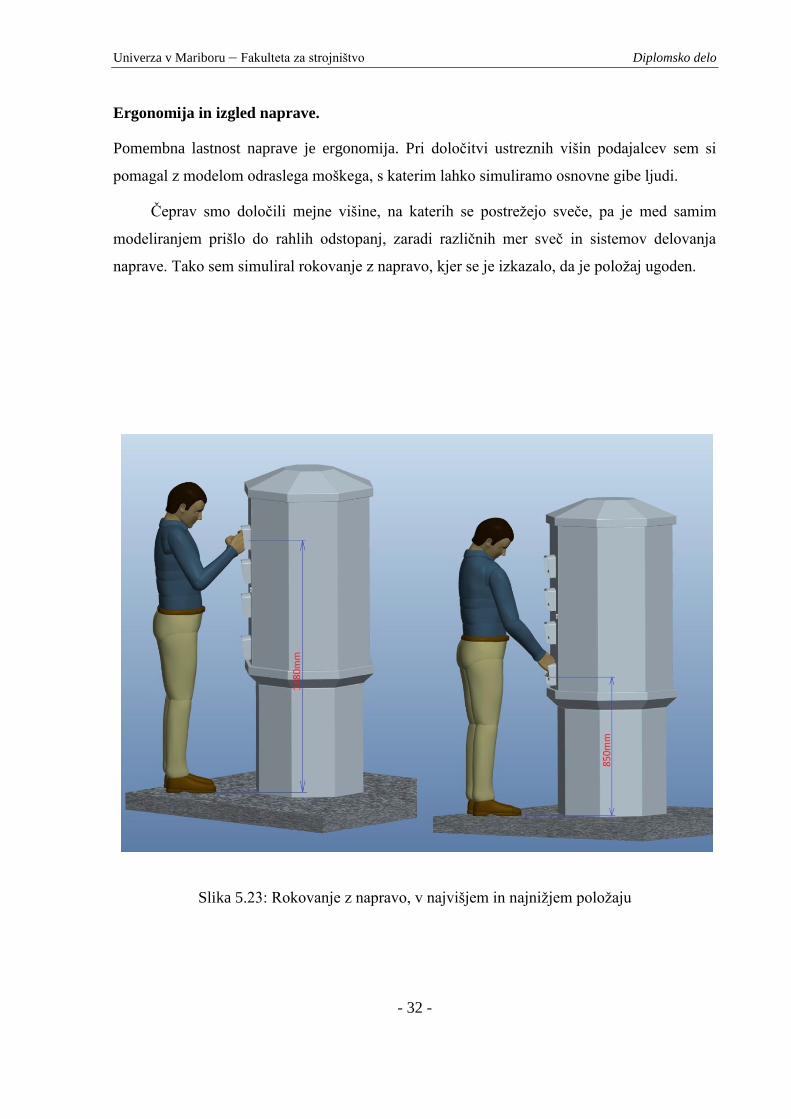
Ergonomija in izgled naprave.
Pomembna lastnost naprave je ergonomija. Pri določitvi ustreznih višin podajalcev sem si
pomagal z modelom odraslega moškega, s katerim lahko simuliramo osnovne gibe ljudi.
Čeprav smo določili mejne višine, na katerih se postreţejo sveče, pa je med samim
modeliranjem prišlo do rahlih odstopanj, zaradi različnih mer sveč in sistemov delovanja
naprave. Tako sem simuliral rokovanje z napravo, kjer se je izkazalo, da je poloţaj ugoden.
Slika 5.23: Rokovanje z napravo, v najvišjem in najniţjem poloţaju

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 33 -
Ker je naprava barvana, lahko na trgu ponudimo različne barvne variante. Da pa si ne bi
dodatno podraţili napravo, bi napravo ponudili v treh različnih barvah.
Slika 5.23: Različne barvne variante
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 34 -
5.4 Obdelovalni postopki
Po računalniško podprtih načrtih je bilo potrebno izdelati tehnično dokumentacijo za izdelavo
posameznih komponent naprave.
Kot je ţe omenjeno, je večina elementov najprej lasersko izrezano iz 1,5mm debele
pločevine. V glavnem je celoten svečomat narejen iz pločevine 1,5mm debeline, tako smo
lahko uporabili tudi pločevino, ki je ostala od laserskega izreza, kot ene vrste odpadni
material.
Pločevine se namreč dobijo v različnih formatih, najbolj pogoste dimenzije tabel so:
1000×2000mm, 1250×2500mm, 1500×3000mm, 1500×4000mm, večje dimenzije pa v našem
primeru niso smiselne zaradi oteţenega prevoza in rokovanja z materialom. V našem primeru
smo izbrali table dimenzije 1,5×3m.
Kar nekaj delov naprave je izvedeno z upogibanjem, tako sem se moral najprej poučiti o
moţnostih in omejitvah obstoječih naprav v podjetju in temu tehnološkemu procesu primerno
prilagoditi elemente.
Upogiba se na numerično krmiljenem upogibalnem stroju, kjer je predhodno potrebno
vnesti določene parametre. Ob tem velja omeniti, da je zelo pomemben pravilen vrstni red
upogibov, lahko se namreč zgodi, da naredimo upogib in potem ne moremo narediti
naslednjega, tako moramo ţe vnaprej vedeti vrstni red upogibanja, tega pa sem ţe določil pri
modeliranju elementa.
Podstavek svečomata je (glej str.17) je takšen primer, kajti potrebno ga je razdeliti na dva
enaka dela in na koncu zavariti v končen element.
Varjenje svečomata obsega nekje 60 odstotkov celotne sestave naprave. Varimo s TIG
postopkom, ki je primeren za varjenje tankih pločevin.
S točkovnim varjenjem ali punktiranjem zavarimo stebla vijakov na pločevino, tako, da
potem rabimo samo še matico. Ta postopek je hiter in enostaven ter predvsem vizualno
nemoteč, prav tako ne rabimo predhodnih lukenj in različnih vrst vijakov. Vsi vijaki, ki so
uporabljeni, so punktirani na ohišje. Uporabljeni sta samo dve vrsti vijakov in sicer M6 in pa
M8.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 35 -
Kot zadnji obdelovalni postopek pred barvanjem je brušenje. Zbrusijo se predvsem varjeni
spoji in se tako elementi pripravijo na barvanje.
Imamo pa še izdelavo naleţnih puš za leţaje. Kot ţe omenjeno so puše izdelane iz
aluminija, na numerično krmiljeni CNC struţnici, kjer lahko izdelamo puše v okviru nam
potrebnih toleranc.
Ko so posamezni elementi sestavljeni, in pripravljeni za barvanje, se jih da prašno barvat.
Po prihodu iz barvanja morajo biti komponente ustrezno zaščitene, pomembna pa je dodatna
previdnost pri nadaljni sestavi naprave.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 36 -
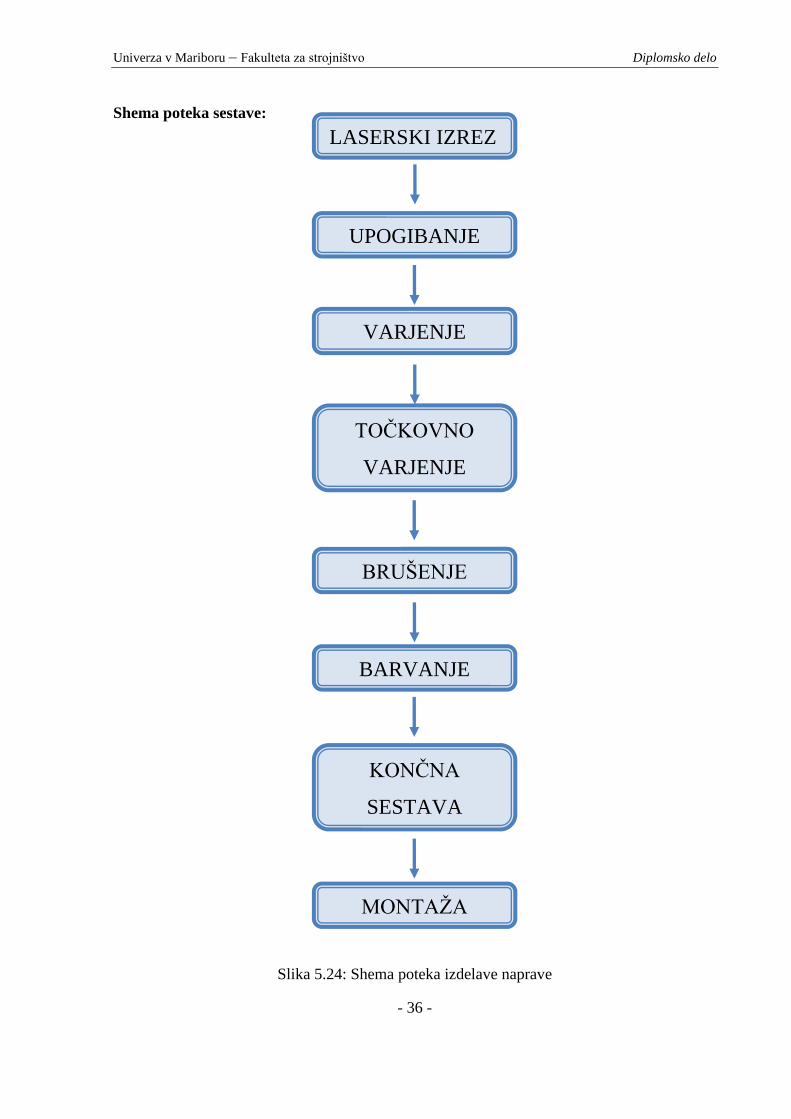
Shema poteka sestave:
Slika 5.24: Shema poteka izdelave naprave
LASERSKI IZREZ
UPOGIBANJE
VARJENJE
BARVANJE
TOČKOVNO
VARJENJE
BRUŠENJE
KONČNA
SESTAVA
MONTAŢA
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 37 -
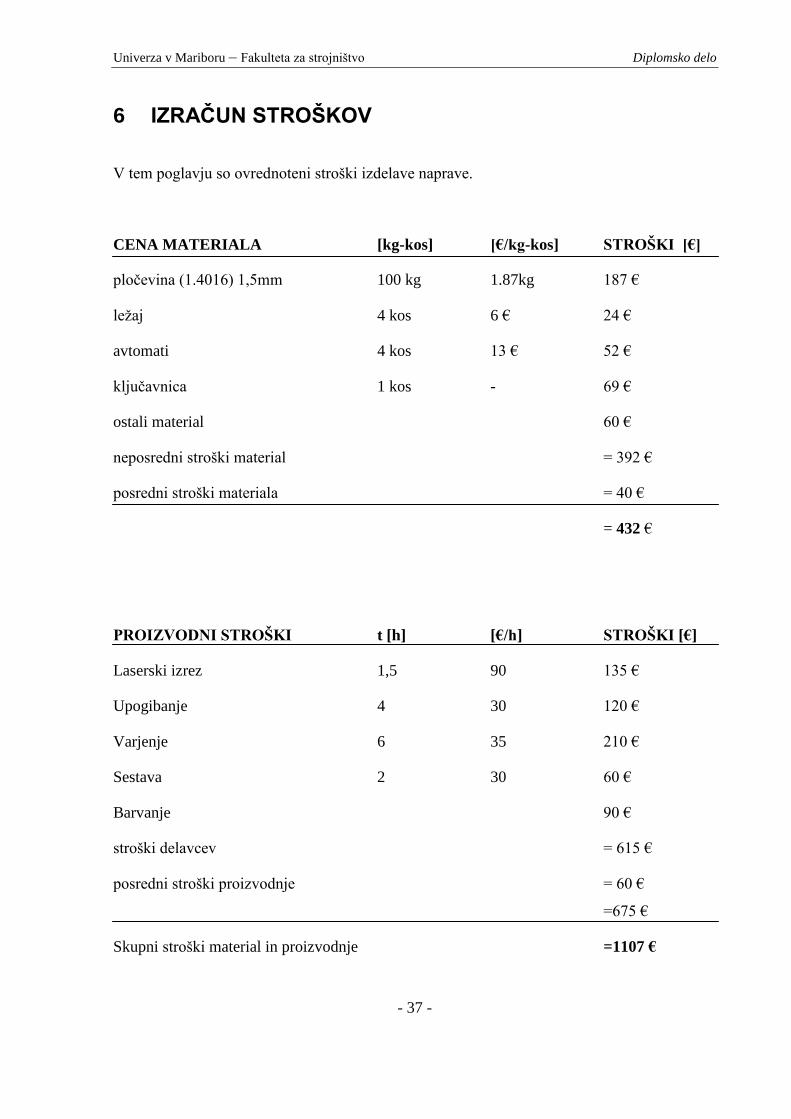
6 IZRAČUN STROŠKOV
V tem poglavju so ovrednoteni stroški izdelave naprave.
CENA MATERIALA [kg-kos] [€/kg-kos] STROŠKI [€]
pločevina (1.4016) 1,5mm 100 kg 1.87kg 187 €
leţaj 4 kos 6 € 24 €
avtomati 4 kos 13 € 52 €
ključavnica 1 kos - 69 €
ostali material 60 €
neposredni stroški material = 392 €
posredni stroški materiala = 40 €
= 432 €
PROIZVODNI STROŠKI t [h] [€/h] STROŠKI [€]
Laserski izrez 1,5 90 135 €
Upogibanje 4 30 120 €
Varjenje 6 35 210 €
Sestava 2 30 60 €
Barvanje 90 €
stroški delavcev = 615 €
posredni stroški proizvodnje = 60 €
=675 €
Skupni stroški material in proizvodnje =1107 €

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 38 -
Razvojni in konstrukcijski stroški (15% končnih stroškov proiz.) =150 €
Ostali skupni stroški podjetja =100 €
Kalkulirana prodajna cena =1357 €
Prodajna cena =1700 €
Dobiček 20% od prodajne cene = 343 €

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 39 -
7 NAVODILA ZA MONTAŽO IN VZDRŽEVANJE
Na mestu kjer bo naprava stala je potrebno, da je trdna podlaga v katero lahko privijačimo
svečomat. Najprej postavimo podstavek in ga privijačimo, potem pa na njega postavimo
osrednji del in tega privijačimo na podstavek.
Vzdrţevanje
Naprava mora biti servisirana enkrat letno, kjer se opravi vizualni pregled celotne naprave, ob
tem pa se namestijo predvideni mehanski deli. Ob vsaki polnitvi naprave se prav tako mora
izvajati vizualni pregled in v primeru poškodb ali okvar se le te takoj odpravijo.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 40 -
8 DISKUSIJA
Eden od zastavljenih ciljev je bil, da mora biti ergonomija naprave ustrezna, to pomeni, da ko
kupec kupuje svečo, ima vse na dosegu roke, poleg tega mora biti delovanje naprave
enostavno ter tekoče, brez zatikanj in fizičnih naporov.
Ta zahteva je v celoti izpolnjena, kot je razvidno, za polnjenje naprave ne rabimo
nobenega orodja in posebnega znanja. Pri uporabi naprave pa je edino malo neugodno, če se
za nakup odloči oseba višje rasti, le ta se mora rahlo pripogniti za sam nakup sveče, ki je
distancirana najniţje na napravi. Ljudje manjše rasti nimajo teţav z uporabo v nobenem
poloţaju.
Prav tako je delovanje naprave izjemno tekoče, prav zaradi uporabe leţajev. Preračun
leţajev ni bil izveden, kajti prilagodili smo jih premeru cevi in sama hitrost delovanja je
skoraj nična, kajti pri delovanju so kratki, segmetni pomiki.
Sama oblika naprave pa v glavnem sledi funkciji naprave, čeprav nam je uspelo izdelati
obliko, ki malo spominja na svečo.
Naprava je skonstruirana tako, da se sestavi po segmentih, v obratnem vrstnem redu pa
se tudi demontira, tako ni teţave, da bi kdo lahko odpeljal napravo brez, da bi jo poškodoval.
Prav tako je vlom v napravo dejansko onemogočen do meje poškodb naprave. Dvotočkovni
zapah preprečuje enostavni vlom, dodatno pa bi lahko še namestili kovinski trak na okvir
vrat, da bi še dodatno onemogočili vlom v napravo.
S primernim materialom in obdelovo naprave ne bi smelo biti ob pravilni uporabi in
servisiranju teţav glede delovanja in delovna doba je tako zagotovljena.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 41 -
9 SKLEP
V današnjem času si razvoja konstrukcijskih komponent brez ustreznih programskih orodij, ki
omogočajo realen prikaz in različne analize, ne moremo več predstavljati. Taka orodja nam
omogočajo spremembe še preden je narejena dejanska komponenta, izdelek s čimer nam je
prihranjeno ogromno časa predvsem pa tudi denarja.
V diplomskem delu je prikazano koncipiranje in snovanje naprave. Naj omenim, da je
bilo pri modeliranju ogromno popravkov in sprememb, dosti rešitev in zahtev, ki smo si jih
zastavili smo jih v poteku modeliranja morali spremeniti, ker se je ţe pri 3 dimenzionalnem
elementu pokazala pomanjkljivost določene komponente.
Na začetku sem mi ji zdela naloga izredno kompleksna vendar, ko sem se poglobil in
pregledal konkurenco, sem videl, da je dejansko naprava narejena dokaj enostavno. Ne
moremo je označiti za tehnološko zahteven proizvod. Nekatere rešitve, ki sem jih uporabil so
dokaj enostavne in na prvi pogled delujejo amatersko, ampak so zadosti dobre, da opravičijo
vlogo, predvsem iz ekonomskega vidika.
Pri diplomski nalogi sem naletel na nekaj ovir, ki jih nisem znal rešiti, ampak sem jih
rešil s pomočjo razne literature in mentorja. Pri zamislih sem si tudi pomagal z literaturo, ki
sem jo uporabil le posredno [9,10,11].
Omeniti moram, da kljub pridobljenemu znanju na fakulteti, so stvari v praksi seveda
čisto drugačne, kljub osmim mesecem praktičnega usposabljanja v okviru fakultete, sem pri
določenih stvareh občutil pomanjkanje praktičnega znanja tako, da sem se moral nujno poučiti
o nekaterih obdelovalnih postopkih. Vsaka panoga zahteva določeno znanje, ki pa se lahko
pridobe šele v praksi.
Recimo pri modeliranju pločevin, ki se upognejo so teoretične vrednosti eno, pri
končnem izdelku pa lahko pride do precejšnjih odstopanj.
Na koncu lahko rečem, da nam je uspelo izdelati napravo v skladu z zastavljenimi cilji
in zahtevami. Seveda obstajajo različne rešitve, ki bi mogoče bile še boljše in enostavnejše,
ampak velikokrat se to pokaţe v samem obratovanju naprave.
V podjetju je tako ţe v izdelavi prototip, ki bo deloval v skladu z našimi zahtevami.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 42 -
SEZNAM UPORABLJENIH VIROV
[1] http://www.underthepier.com/19_vending_machines.htm [8.10.2010]
[2] http://en.wikipedia.org/wiki/Vending_machine [10.10.2010]
[3] http://www.komunala-trbovlje.si/zanimivosti.php?status=SHOW&id=198 [15.9.2010]
[4] http://www.svecomat.si/ [15.9.2010]
[5] http://krasniqimobile.blogspot.com/2009/11/svecomat.html [15.9.2010]
[6] http://www.beavervending.com/coinmechs.asp [3.9.2010]
[7] http://www.aukvending.com/EnProduct.asp?EnBigClassName=Coin%20Acceptor
[3.9.2010]
[8] Kraut Bojan. Krautov strojniški priročnik, 14. slovenska izdaja / izdajo pripravila Joţe
Puhar, Joţe Stropnik. Ljubljana : Littera picta, 2003.
[9] Pehan Stanislav, Metodika konstruiranja, Univerza v Mariboru, Fakulteta za strojništvo,
2005
[10] Prebil Ivan, Tehnična dokumentacija / Ivan Prebil. – 1.izd. –Ljubljana: Tehniška
zaloţba, 1995
[11] Hitri vodnik v Pro/Engineer Wildfire 4.0

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 43 -
PRILOGA 1: NAČRT NAPRAVE ZA PRODAJO SVEČ.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 44 -
ŽIVLJENJEPIS
OSEBNI PODATKI
Ime in priimek: Damir Banfi
Strokovni naziv: Gimnazijski maturant
Rojen: 11.01.1985, Murska Sobota
Državljanstvo: Slovensko
Naslov: Gorica 27, 9201 Puconci
ŠOLANJE
1992-2000 Osnovna šola 3, Murska Sobota
2000-2004 Srednja gradbena šola Maribor
Pridobil naziv Gimnazijski maturant.
2004-2010 Univerza v Mariboru, Fakulteta za
strojništvo. Visokošolski študijski
program, smer: Konstrukterstvo in
gradnja strojev
Do danes: Opravljal razna študentska dela.
![LIKOVNO SNOVANJE 1-3wajja.splet.arnes.si/files/2015/05/LIKOVNO-SNOVANJE-I-II...Likovno snovanje 1 >/]v v] o u](https://img.pdfslide.tips/doc/110x75/6087a74ca251a04d803fdedb/likovno-snovanje-1-likovno-snovanje-1-v-v-o-u-v-vlu-oe-i-lv-o.jpg)




























