Embed Size (px)
Citation preview

KONDYCJONOWANIE ŚCIERNIC


4
6
8
10
12
16
18
RODZAJE OBCIĄGACZY
4
6
8
10
12
16
18
ROLKI PROFILOWEKONDYCJONOWANIE PRZEZ DOSUW
ROLKI FORMUJĄCEKONDYCJONOWANIE ELASTYCZNE
OBCIĄGACZE STOJĄCESZTYWNE I EFEKTYWNE
KONDYCJONOWANIE ŚCIERNIC CBNTWARDE WYZWANIE
OBRÓBKA UZĘBIENIACOŚ DLA SPECJALISTÓW
DODATKOWE PRODUKTYINDYWIDUALNE I WIELOSTRONNE
DR. KAISERPRECYZJA Z CELLE

4
ROLKI PROFILOWE
Ten klasyczny proces kondycjonowania ściernic używany jest w wielu dziedzinach produkcji wielkoseryjnej i nie tylko. Krótki czas obciągania połączony z długą żywot-nością narzędzia pomagają w szybkim i powtarzalnym przebiegu procesu kondycjonowania. Narzędzia służą do kondycjonowania wszystkich konwencjonalnych jak i super wytrzymałych materiałów ściernych. Podczas ob-róbki materiałów trudnoskrawalnych jak i bardzo filigra-nowych profili stosuje się proces obciągania CD (conti-nuous dressing). Do tych różnych procesów obróbczych dajemy Państwu do wyboru wszystkie możliwe techniki wykonania rolek profilowych z uwzględnieniem ich za-stosowania, dokładności wykonania oraz wymagania procesu.
KLASYCZNY PROCES
OBSZARY ZASTOSOWANIA• Szlifowanie gwintów• Szlifowanie łopatek
turbin• Szlifowanie gniazd
łożysk• Szlifowanie łożysk
tocznych• Szlifowanie zaworów
silnikowych • Szlifowanie dysz wtryski-
waczy• Szlifowanie ostrzy noży• Szlifowanie uzębienia• I wiele innych.• ...
TECHNIKI WYKONANIA
galwanicznie pozytywowo galwanicznie negatywowodiament ułożony stochastyczniewzmocnienie krawędzi CVD
diament ułożony stochastycznie lub ręcznie wzmocnienie krawędzi
spiekane negatywowodiament ułożony stochastycznie lub ręcznie wzmocnienie krawędzi
Nikiel Nickel
Forma nega-tywowa
Spoiwo wolframowe
Diament
WypełniaczDiament
Diament
Rdzeń Rdzeń
OZNACZENIEN TYPE TECHNIKA WYKONANIA/TYP SPOIWA
SPOSÓB DIAMEN-TOWANIA
WZMOCNIENIE KRAWĘDZI
UWAGI
Rolka profilowa R Spiekana negatywowo w spoiwie wolframowym
Ręczny H Stochastyczny GDiament CVD C
Diament naturalny K Diament CVD C Długa trwałość
Rolka profilowa PG Galwanicznie negatywowo w spoiwie niklowym Stochastyczny G Natural diamond K
Diament CVD CNajwyższa precyzja, filigranowe profile
Rolka profilowa RG Galwanicznie pozytywowo w spoiwie niklowym Stochastyczny G Diament CVD C Wstępne profilowanie,
prototypy
SPOSOBY WYKONANIA
5
KONDYCJONOWANIE PRZEZ DOSUW
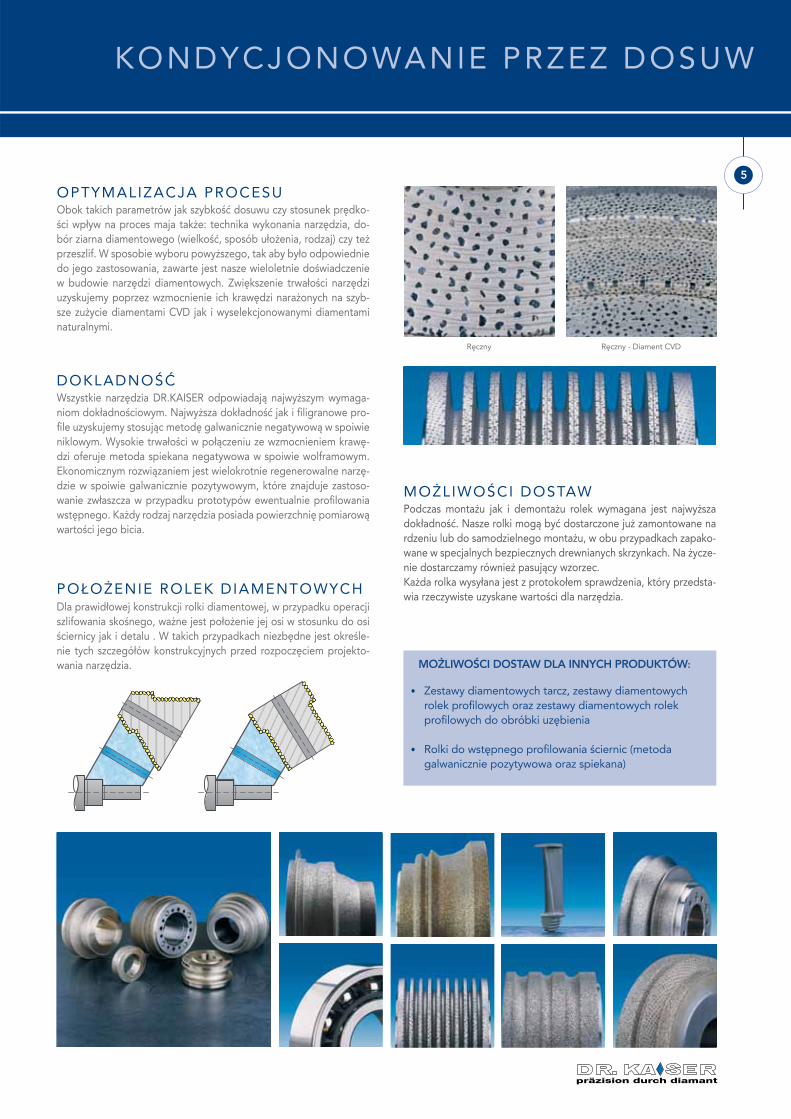
MOŻLIWOŚCI DOSTAW DLA INNYCH PRODUKTÓW:
• Zestawy diamentowych tarcz, zestawy diamentowych rolek profilowych oraz zestawy diamentowych rolek profilowych do obróbki uzębienia
• Rolki do wstępnego profilowania ściernic (metoda galwanicznie pozytywowa oraz spiekana)
Obok takich parametrów jak szybkość dosuwu czy stosunek prędko-ści wpływ na proces maja także: technika wykonania narzędzia, do-bór ziarna diamentowego (wielkość, sposób ułożenia, rodzaj) czy też przeszlif. W sposobie wyboru powyższego, tak aby było odpowiednie do jego zastosowania, zawarte jest nasze wieloletnie doświadczenie w budowie narzędzi diamentowych. Zwiększenie trwałości narzędzi uzyskujemy poprzez wzmocnienie ich krawędzi narażonych na szyb-sze zużycie diamentami CVD jak i wyselekcjonowanymi diamentami naturalnymi.
OPTYMALIZACJA PROCESU
DOKLADNOŚĆWszystkie narzędzia DR.KAISER odpowiadają najwyższym wymaga-niom dokładnościowym. Najwyższa dokładność jak i filigranowe pro-file uzyskujemy stosując metodę galwanicznie negatywową w spoiwie niklowym. Wysokie trwałości w połączeniu ze wzmocnieniem krawę-dzi oferuje metoda spiekana negatywowa w spoiwie wolframowym. Ekonomicznym rozwiązaniem jest wielokrotnie regenerowalne narzę-dzie w spoiwie galwanicznie pozytywowym, które znajduje zastoso-wanie zwłaszcza w przypadku prototypów ewentualnie profilowania wstępnego. Każdy rodzaj narzędzia posiada powierzchnię pomiarową wartości jego bicia.
POŁOŻENIE ROLEK DIAMENTOWYCHDla prawidłowej konstrukcji rolki diamentowej, w przypadku operacji szlifowania skośnego, ważne jest położenie jej osi w stosunku do osi ściernicy jak i detalu . W takich przypadkach niezbędne jest określe-nie tych szczegółów konstrukcyjnych przed rozpoczęciem projekto-wania narzędzia.
MOŻLIWOŚCI DOSTAWPodczas montażu jak i demontażu rolek wymagana jest najwyższa dokładność. Nasze rolki mogą być dostarczone już zamontowane na rdzeniu lub do samodzielnego montażu, w obu przypadkach zapako-wane w specjalnych bezpiecznych drewnianych skrzynkach. Na życze-nie dostarczamy również pasujący wzorzec.Każda rolka wysyłana jest z protokołem sprawdzenia, który przedsta-wia rzeczywiste uzyskane wartości dla narzędzia.
Ręczny - Diament CVDRęczny

6
ROLKI FORMUJĄCE
NC/NCC NC/NCC NCG RIG RI/RIK
Sterowana CNC rolka formująca jest używana w każdym obszarze techniki szlifowania, zwłaszcza w produkcji ni-sko i średnioseryjnej, oraz prototypowej. Wszelkie zmia-ny kształtu są łatwo realizowane poprzez sterowanie CNC niewielkim nakładem kosztów. Kondycjonowane mogą być wszystkie dostępne typy ziaren skrawnych. Do kondycjonowania ściernic z ziarnem konwencjonal-nym stosowane są rolki z diamentem naturalnym jak i sztucznym typu CVD. W ofercie znajdują się również rolki „samoostrzące” do kondycjonowania ściernic z supertwardymi ziarnami ściernymi, w różnych formach. Poprzez dokładny montaż rolek formujących na wrze-cionach do obciągania mogą być uzyskiwane najwyższe dokładności bicia.
INDYWIDUALNY PROCES
RODZAJE ROLEK
Diament naturalny
Spoiwo spiekane lub ceramiczne
Trwały kształt
Rdzeń
DiamentCVD
Spoiwo spiekane
Spoiwo niklowe
Samoostrzące
OPIS TYP TECHNIKA WYKONANIA/TYP SPOIWA
SPOSÓB DIAMENTOWANIA
WZMOCNIENIE KRAWĘDZI
UWAGI
Rolka formująca NC Spiekana negatywowo w spoiwie wolframowym
Ręcznie H Stochastycznie GDiamenty CVD C
Diament naturalny K Diament CVD C
Możliwe kombinacje
Rolka do wykrusza-nia punktowego NCC Spiekana negatywowo w
spoiwie wolframowym
Ręcznie H Stochastycznie GDiamenty CVD C
Stosunek prędkości qd =1
Rolka formująca NCG Galwanicznie pozytywowa w spoiwie niklowym Stochastycznie G
TRWAŁY KSZTAŁT
Rolka formująca RI Impregnowane w spoiwem wolframowym
Ręcznie H Stochastycznie G
Rolka formująca RI Impregnowane w spoiwem brązu Stochastycznie G
Rolka formująca RIG Galwanicznie pozytywowe w spoiwie niklowym Stochastycznie G
Rolka formująca RIK Impregnowane w spoiwie ceramicznym Stochastycznie G
SAMOOSTRZĄCE

7
NC10 NC20 NC40 NC50 NC70 NC80 NC90 NC100NC30 NC60
FF
R R1
R2R2
KONDYCJONOWANIE ELASTYCZNE
MOŻLIWOŚCI DOSTAW DLA INNYCH PRODUKTÓW:• Systemy elektrowrzecion wraz ze sterowaniem• Obciągacze stojące w przypadku braku
wrzeciona do obciagania
Obok takich parametrów jak szybkość dosuwu czy stosunek pręd-kości wpływ na proces maja także: technika wykonania narzędzia, dobór ziarna diamentowego (wielkość, sposób ułożenia, rodzaj) czy sam profil narzędzia. Obecnie ze względu na wysokie wymagania geometryczne stawiane rolkom formującym są one wykonywane w diamencie sztucznym CVD. Umożliwia to wykonanie rolki formującej z promieniem już od 1/100mm.
OPTYMALIZACJA PROCESU
REGENERACJA ROLEK FORMUJĄCYCHPoprzez zastosowanie diamentu sztucznego typu CVD możliwa jest wielokrotna regeneracja, która znacząco obniża koszty jednostkowe oraz umożliwia dłuższe zastosowanie w produkcji. Przy czym jakość narzędzia i parametry jego pracy pozostają niezmienne.
Diament CVD
Diament naturalny
Nowe narzędzie
Pierwsza regeneracja
Nowe narzędzie
Kolejna regeneracja
RRR R
DOKŁADNOŚĆWszystkie narzędzia DR.KAISER posiadają powierzchnię pomiaro-wą wartości bicia osiowego. Wszystkie narzędzia dostarczane są do klienta z protokołem sprawdzenia z wartościami nastawczymi dla maszyny. Protokół sprawdzenia może być również indywidualnie dopasowany do Państwa potrzeb.
Dia
men
t C
VDD
iam
ent
natu
raln
y
STANDARDOWE KSZTAŁTYObrazy pokazują typowe kształty narzędzi. Całkowita ilość geometrycznych form jest oczywiście znacznie większa.

8
OBCIĄGACZE STOJĄCE
Obciągacze stojące używane są na każdej maszynie bez rotacyjnego systemu obciągania i stanowią ekonomicz-ną alternatywę dla rolek formujących. Za pomocą tego prostego narzędzia, z udziałem sterowania maszyny, mogą być również kondycjonowane skomplikowane profile. Obciągacze stojące nadają się do wielu zastoso-wań, zarówno w szlifowaniu otworów małymi ściernica-mi jak i w przypadku szlifowania wałów korbowych czy rozrządu za pomocą dużych ściernic. Różnorodne spo-soby mocowania na maszynie dają możliwość szerokie-go zastosowania tych narzędzi a ich sztywność zapewnia uzyskanie najwyższej jakości obróbki.
NAJWYŻSZE WYMAGANIA JAKOŚCI OBRÓBKI
OPIS TYP RODZAJ SPOIWA RODZAJ UŻYTEGO DIAMENTU
UWAGI
Obciągacz kształtowy AFP Wolframowe W Węglikowe H
Diament CVD C Diament MCD M Regenerowalny
Obciągacz profilowy AFS Wolframowe W Węglikowe H
Diament CVD C Diament MCD M Możliwy przeszlif profilu
Obciągacz cylindryczny AFWolframowe W Węglikowe H
Diament CVD C Diament MCD M
Obciągacz kształtowy AFR Wolframowe W Diament CVD C Regenerowalny
Obciągacz jedno ziarnisty EA Wolframowe W Diament naturalny H Różna wielkość ct
Płytka trójkątna Z Kompozycja węglikowo-diamentowa
Diament PCD PDiament CVD C Z czopem i bez
Obciągacz do uzębienia ZF Kompozycja węglikowo-diamentowa
Diament PCD PDiament CVD C Zobacz obróbka uzębienia
Obciągacz igiełkowy NFWolframowe W Węglikowe H
Diament naturalny igiełkowy H
Obciągacz wielo ziarnisty KFWolframowe W Węglikowe H
Diament naturalnyziarnisty G
Obciągacz blokowy VP Wolframowe W Diament naturalny G Wielkość ziarna < D601
Wysokowydajny blokowy HP Wolframowe W Diament naturalny G Wielkość ziarna > D701
Obciągacz obrotowy
ARWolframowe W Węglikowe H
Natural Diamand H Diament CVD C Diament MCD M
STABILNE FORMY
SAMOOSTRZĄCE
ZUŻYWAĆ

9
SZTYWNE I EFEKTYWNE
RR
F1WW
F2
Syntetyczne diamenty mają jedyne w swoim rodzaju właściwości. Ich stała forma i jakość otwierają nowe możliwości zastosowań. W przemyśle narzędziowym, maszynowym jak i matrycowym obciąga-cze z określonym promieniem wraz z płytkami trójkątnymi stanowią sprawdzone i stabilne rozwiązanie. Diamenty CVD jak i MKD dają optymalną trwałość i oferują dzięki możliwości wielokrotnej regene-racji porównywalny z nowym wierzchołek skrawny, dla bardzo do-kładnych zastosowań. Obciągacz z promieniem wierzchołkowym jest oferowany z jednolicie wielkościowym wkładem diamentowym. W specjalnych przypadkach istnieje możliwość zastosowania obciągacza ze sztabką diamentu CVD o różnych rozmiarach. Sztabka diamentu sztucznego MKD proponowana jest w przypadku pracy z ziarnami o większej agresywności. Na twardość diamentu wpływa jego ułożenie w narzędziu w stosunku do jego struktury krystalograficznej. O wię-cej informacji w tej kwestii proszę pytać naszych ekspertów. Płytki trójkątne mogą występować w wersji z diamentem CVD lub PKD za-równo z czopem mocujący jak i bez w mocowaniu cylindrycznym lub stożkowym.
OBCIĄGACZE STOJĄCE Z DIAMENTEM SZTUCZNYM
CHŁODZENIE OD WEWNĄTRZ Wykonane kanałki umożliwiają dodatkowy i bezpośredni dopływ chłodziwa w celu optymalizacji odprowadzenia ciepła ze strefy styku.
RODZAJE WYKONANIA (PRZYKŁADY)
PO PROSTU OBRÓCObciągacze krążkowe są wielokrotnego użytku. Poprzez prosty obrót w mocowaniu uzyskujemy do dyspozycji nowe ostrze. To oszczędza czas i koszty.
PŁYTKA TRÓJKĄTNAOBCIAGACZ PROFILOWY
Kąt profilu promień
W 30° R0,125
W 40° R0,25
W 60° R0,5
Kąt profilu promień
czop D1,5
R -
R0,125
R0,2
R0,25
R0,5
Srednica zewnętrzna AF1
Promień AFR3
Czoło/profil AFS5
Jednosztabkowy AF21
Obciągacz kształtowy AFR4
Diament naturalny NF/KF
Krążek AR

10
KONDYCJONOWANIE ŚCIERNIC CBN
RIG RI/RIK NC/NCC
Superwytrzymałe materiały ściernie jak diament i CBN, w spoiwie ceramicznym, należą dzisiaj do naj-bardziej efektywnych narzędzi szlifierskich. Dlatego też bardzo ważny jest prawidłowy dobór narzędzia do kondycjonowania. W przypadku kondycjonowania prostych profili i zastosowaniu narzędzi typu samo-ostrzącego mamy do dyspozycji wciąż nowe wierz-chołki skrawne na obciągaczu, które to sprawiają, iż proces jest efektywny i wydajny. W przypadku bardzo wysokich wymagań dokładnościowych w stosunku do uzyskiwanego profilu, mogą być zastosowane narzę-dzia o stabilnej formie jak rolki formujące.
TWARDY KONTRA TWARDSZY
RODZAJE ROLEK
Diament naturalny
Spoiwo spiekane lub ceramiczne
Trwały kształt
Rdzeń
RdzeńDiament CVD
Spoiwo wolframowe
Spoiwie niklowym
Samoostrzące
OPIS TYP TECHNIKA WYKONANIA/RODZAJ SPOIWA
RODZAJ UŻYTEGO DIAMENTU
WZMOCNIENIE KRAWĘDZI
UWAGI
Obciągacz krążkowy RI Infiltrowane spoiwo
wolframowe
Ręcznie H Stochastycznie GDiament CVD C
Diament CVD C Możliwe kombinacje i domieszki do spoiwa
Obciągacz krążkowy RIG Galwanicznie pozytywowo
spoiwo niklowe Stochastycznie G
Obciągacz krążkowy RIK Infiltrowane spoiwo
ceramiczne Stochastycznie G
Obciągacz łopatkowy DF Infiltrowane spoiwo
wolframowe Stochastycznie G
Rolka formująca NC Spiekane negatywowo w spoiwie wolframowym
Ręcznie H Stochastycznie GDiament CVD C
Diament naturalny K Diament CVD C
Dopasowane do kondycjonowania CBN-u
Rolka do wykrusza-nia punktowego NCC Spiekane negatywowo w
spoiwie wolframowym
Ręcznie H Stochastycznie GDiament CVD C
Stosunek prędkości qd =1
Rolka formująca NCG Spoiwo niklowe galwanicznie pozytywowo Stochastycznie G Diament CVD C Dopasowane do
kondycjonowania CBN-u
Rolka profilowa R Spiekane negatywowo w spoiwie wolframowym
Ręcznie H Stochastycznie G
Diament naturalny K Diament CVD C
Dopasowane do kondycjonowania CBN-u
Rolka profilowa PG Galwanicznie negatywowo w spoiwie niklowym Stochastycznie G Diament naturalny K
Diament CVD CDopasowane do kondycjonowania CBN-u
STAŁY KSZATAŁT
SAMOOSTRZĄCE

11
NC/NCC 20 NC/NCC 40RI 50RI 40RI 20RI 10 RI 60 RI 70 RI 90 RIG 40 RIG 42
TRUDNE ZADANIE
MOŻLIWOŚCI DOSTAW DLA INNYCH PRODUKTÓW:• Rolki formujące• Rolki profilowe
Jednowarstwowe narzędzia wykonane w technice galwanicznie pozy-tywowej (RIG) w twardym spoiwie niklowym są trwałe i wydajne. Na efekty kondycjonowania można wpływać zarówno poprzez zastoso-wanie różnego typu i wielkości diamentu oraz głębokości jego osa-dzenia w spoiwie. Rdzeń może być wykonany ze stali lub mosiądzu i jest podczas procesu kondycjonowania zeskrawany przez ściernicę.Narzędzia w spoiwie impregnowanym (RI) wykonane w techince spiekanej mogą być indywidualnie dopasowane do kondycjonowa-nej ściernicy poprzez dobór: typu, wielkości, koncentracji diamentu oraz szerokości powierzchni roboczej. Dodatkowo istnieje możliwość wpływania na strukturę roboczą narzędzia poprzez zastosowanie ziar-na drugorzędnego, wprowadzenie dodatkowej porowatości a co za tym idzie wpływu na twardość narzędzia oraz jego ścieralność. Spie-kane spoiwo impregnowane jest bardzo stabilne stąd możliwe są do uzyskania szerokości robocze rzędu 0,6mm oraz praca nimi również w kondycjonowaniu profilowym.
Nowe możliwości otwiera kombinacja spie-kanego spoiwa impregnowanego wraz ze sztabkami CVD: zużycie narzędzia jest znacznie niższe ze względu na wzmocnie-nie krawędzi przy czym odbywa się to bez wpływu na jego skrawalność. Narzędzia te (RI-GC) chrakteryzują się bardzo stabilnym wierzchołkiem skrawnym przez co idealnie
nadają się do obróbki filigranowych i bardzo dokładnych profili. Do kondycjonowania bardzo małych ścierniczek oraz tak zwanego mięk-kiego, w specjalnych przypadkach, zostały stworzone narzędzia w spoiwie ceramicznym typu (RIK). Wszystkie narzędzia w spoiwie spiekanym mogą być również zastoso-wane do kondycjonowania ściernic konwencjonalnych.
JEDNO LUB WIELOWARSTWOWE
DOKŁADNOŚĆTakże narzędzia ze zużywającą się warstwą roboczą powinny posia-dać możliwie niską wartość bicia. Wymaga to umożliwienie dodat-kowych kontroli podczas pracy, którą spełnia powierzchnia pomia-rowa narzędzia. Wszystkie narzędzia dostarczane są z protokołem sprawdzenia wraz z wartościami nastawczymi.
STANDARDOWE KSZTAŁTYObrazy pokazują typowe kształty narzędzi. Całkowita ilość geometrycznych form jest oczywiście znacznie większa.

12
OBRÓBKA UZĘBIENIA
Wysokie dokładności i trwałości wymagane są podczas szlifowania kształtowego, obwiedniowo ciągłego jak i uzębienia stożkowego. Z powodu wysokich kosztów poprzedzających operację szlifowania, zwłaszcza dużych uzębień w metodzie kształtowej, kładziony jest szcze-gólny nacisk na niezawodność. W związku z tym stawia-ne są najwyższe wymagania jakościowe na technikę kon-dycjonowania. DR.KAISER może poszczycić się wieloma innowacyjnymi rozwiązaniami, które przyczyniają się do pozytywnie rozwiązanych problemów. Chociażby po-przez zastosowanie rolek z diamentem CVD, które to ze względu na dokładności wykonania wpłynęły na popra-wę jakości szlifowanego uzębienia w ostatnich latach.
Obróbka uzębienia stożkowego składa się z dwóch różnych procesów obróbczych. Podczas kondycjono-wania osie obciągacza i ściernicy stoją równolegle lub prostopadle do siebie. Także w tym procesie zastoso-wanie znalazł diament CVD, który dzięki możliwości wielokrotnej regeneracji jak i lepszej jakości obróbki, stał się konkurencyjny do diamentu naturalnego.
DR. KAISER jest od lat dostawcą systemu elektrowrze-cion do obciągania dla producentów maszyn. Produ-kujemy specjalne dopasowane elektrowrzeciona dla producentów maszyn do szlifowania uzębienia. Nasi eksperci chętnie dobiorą również i dla Ciebie najlep-sze elektrowrzeciono.
DUŻE KOŁA ZĘBATE
NAJWAŻNIEJSZY JEST ŁUK
SYSTEM WRZECION
OPIS TYP TECHNIKA WYKONANIA/RODZAJ SPOIWA
RODZAJ UŻYTEGO DIAMENTU
WZMOCNIENIE KRAWĘDZI
UWAGI
Rolka formująca NC Spiekana negatywowo w spoiwie wolframowym
Ręcznie H Stochastycznie GDiament CVD C
Diament naturalny K Diament CVD C
Możliwe kombinacje
Rolka do wykrusza-nia punktowego NCC Spiekana negatywowo w
spoiwie wolframowym
Ręcznie H Stochastycznie GDiament CVD C
Stosunek prędkości qd =1
Rolka formująca NCG Galwanicznie pozytywowa w spoiwie niklowym Stochastycznie G Jak NC ale do prototypów
Obciągacz tarczowy RI Infiltrowane spoiwo wolframowe
Ręcznie H Stochastycznie G
Narzędzie do kondycjonowa-nia ściernic CBN
ROLKI FORMUJĄCE DO OBRÓBKI UZĘBIENIA

13
NC 80 NC 90NC 10 NC 58
COŚ DLA SPECJALISTÓW
Rolka formująca jest najważniejszym narzędziem do kondycjonowa-nia w obróbce uzębienia metoda kształtową. Narzędzie to musi wy-kazywać zarówno najwyższą stabilność jak i skrawalność w obszarze swoich promieni. Także w tych narzędziach coraz częściej diament na-turalny zastępowany jest diamentem CVD. Najnowszy typ diamentu CVD zapewnia najwyższą odporność na ścieranie, daje geometrycz-nie określony wierzchołek skrawny oraz zapewnia powtarzalne para-metry kondycjonowania. Możliwa wielokrotna regeneracja narzędzi z diamentem CVD przynosi dodatkowe korzyści ekonomiczne w sto-sunku do wariantu z diamentem naturalnym.
ZĄB ZA ZĄB – WRĄB ZA WRĄB
NAJWAŻNIEJSZE FORMY
Poprzez zastosowania diamentu CVD umożliwiamy wielokrotną re-generację rolek formujących, która to wpływa na redukcje kosztów oraz zapewnia dłuższe zastosowanie narzędzi w produkcji. Jakość powierzchni obrabianej pozostaje stała również po wielokrotnych regeneracjach.
Wszystkie narzędzia DR.KAISER posiadają powierzchnię pomiarową wartości bicia na maszynie oraz dostarczone są do klienta z protoko-łem sprawdzenia z wartościami nastawczymi. Protokół sprawdzenia może być również indywidualnie do Państwa potrzeb dopasowany.
REGENERACJA
DOKŁADNOŚĆ
ELASTYCZNE KONDYCJONOWANIE ŚCIERNIC ŚL IMAKOWYCHZa pomocą sterowania CNC możliwe jest dzisiaj kondycjonowanie ściernic ślimakowych za pomocą rolek formujących, zwłaszcza w przypadku produkcji nisko seryjnej oraz prototypów. Wysokie wy-magania dokładnościowe stawiane tym bardzo filigranowym profi-lom rozwiązujemy wykorzystując diament CVD.

14
OBRÓBKA UZĘBIENIA
DR.KAISER wprowadził już w latach 90-tych wzmocnienie krawędzi dla narzędzi wykonanych w metodzie galwa-nicznie pozytywowej. Wzmocnienie to sprawdziło się dla wszystkich rodzajów stosowanych ściernic. W ten sposób zabezpieczona jest zewnętrzna krawędź narzędzia przed ścieraniem erozyjnym i tym sposobem wydłużona jego ży-wotność. Narzędzia mogą być wielokrotnie regenerowane przez prosty przeszlif oraz ich ponowne pokrycie.
WZMOCNIENIE KRAWĘDZI CVD – JEDYNY SPRAWDZONY SPOSÓB ICH OCHRONY
Jedną z wydajniejszych metod obróbki małych kół zębatych jest szlifowanie obwiedniowe ciągłe. W tej metodzie wyjątkowo dobrze sprawdza się narzędzie do obciągania w spoiwie galwanicznie pozytywowym. Oferuje nie tylko agresywną obróbkę ściernicy ale rów-nież gwarantuje długą żywotność. Ciągły proces opty-malizacji w produkcji tych narzędzi doprowadził do możliwości dostawy narzędzi DR. KAISER typu OEM dla niemalże wszystkich możliwych technik szlifowania i ich producentów maszyn.
MAŁE KOŁA ZĘBATE
OPIS TYP TECHNIKA WYKONANIA/RODZAJ SPOIWA
RODZAJ UŻYTEGO DIAMENTU
WZMOCNIENIE KRAWĘDZI
UWAGI
Tarcza wzgl. zestaw tarcz do obciągania RGF Galwanicznie pozytywowo
w spoiwie niklowym Stochastycznie G Diament CVD C Ściernice ślimakowe z jednym wejściem i różnymi modułami
Zestaw tarcz profilowych RGM Galwanicznie pozytywowo w spoiwie niklowym Stochastycznie G Diament CVD C
Ściernice ślimakowe z jednym wejściem i stałym modułem
Zestaw tarcz profilowych PGM Galwanicznie negatywowo w spoiwie niklowym Stochastycznie G Diament CVD C
Ściernice ślimakowe z wieloma wejściami i stałym modułem
Tarcza wzgl. zestaw tarcz do obciągania RF Spiekane negatywowo w
spoiwie wolframowymRęcznie H Stochastycznie G Diament CVD C Tylko w specjalnych
przypadkach
Rolka profilowa RG Galwanicznie pozytywowo w spoiwie niklowym Stochastycznie G Diament CVD C Podwójny stożek do
wstępnego profilowania
Tarcza obciągacza RI Impregnowane spoiwo wolframowe Stochastycznie G Do uwolnienia stopy
ściernicy ślimakowej
ROLKI PROFILOWE DO SZL IFOWANIA UZĘBIENIA

15
COŚ DLA SPECJALISTÓW
Zarys profilu uzębienia zostaje przekazany na ściernicę podczas procesu kondycjonowania. Wypukłość profilu jak i modyfikacje za-rysu głowy i stopy uzębienia są związane z konstrukcją narzędzia. Odpowiednie obliczenia wykonywane są przed przystąpieniem do produkcji metodą matematycznej symulacji. W przypadku zestawu rolek kształtowych należy zwrócić szczególna uwagę na obszar stopy uzębienia. Znaczenie ma czy protuberancyjnie wstępnie frezowanej stopie uzębienia chcemy nadać kształt poprzez promień przejścia czy też przez zdefiniowany kształt. Modyfikacje geometryczne wierzchoł-ka jak i stopy uzębienia można wykonać w formie odcinkowej, pro-mieniowej. Efekty skurczu, w przypadku obróbki uzębienia skośnego, są uwzględniane już przy projektowaniu i obliczaniu narzędzia. DR. KAISER korzysta z własnego programu obliczeniowego przy projek-towaniu i obliczaniu narzędzi do obciągania bazując na rysunku uzę-bienia.
DOKŁADNOŚĆ TKWI W PROFILU
Wszystkie narzędzia DR.KAISER posiadają powierzchnię pomiarową wartości bicia, która umożliwia sprawdzenie jej na maszynie. Wszyst-kie narzędzia dostarczane są z protokołem sprawdzenia i wartościami nastawczymi dla maszyny. Protokół sprawdzenia może być również indywidualnie dopasowany do Państwa potrzeb.
DOKŁADNOŚĆ
RODZAJE WYKONANIA (PRZYKŁADY)
Do uzyskania geometrycznie określonego zaokrąglenia na wierz-chołku ściernicy ślimakowej wykorzystywane są profilowe płyt-ki CVD, rolki lub też listwy. Nasi specjaliści obliczają prawidłowy kształt i geometrię tych narzędzi
OBCIAGACZ STOPY ZĘBA
Obróbka stopy zęba
Frezowanieprotuberancyjne
Przejście promieniowe
Symulacja szlifowania
Profile
Flank
Symulacja frezowania
Zestaw tarcz do pro-filowania
Podwójny stożek, jedna powierzchnia nośna
Podwójny stożek I rolka kształtowa
Zestaw tarcz profilowych
Pełna rolka profilowa

16
DALSZE PRODUKTY
Zastosowanie prawidłowego napędu jest ważne nie tylko ze względu na prawidłową jakość obróbki powierzchni detalu ale także ze względu na jego powtarzalność. Systemy elektrowrzecion dzielimy na te, dla rolek formujących oraz rolek profilowych. Elektrowrzeciona z dopasowanymi silnikami, najwyższymi wartościami sztywności dynamicznej wraz z rotu-jącymi czujnikami dobierane są dokładnie do danego procesu. Parametry jak wartość bicia, stałe obroty i ich regulacja, nadzór temperatury jak i czuj-nik styku, to główne wytyczne, które spełnia system elektrowrzecion. Nasi specjaliści chętnie pomogą w doborze prawidłowego systemu dla Państwa zastosowania.
Ściernice CBN i diamentowe w spoiwie niklowym można zastosować bez dodatkowego procesu kondycjonowania. Spoiwo niklowe umożliwia wyko-nanie ściernicy o dużej koncentracji i zarazem dużej siły trzymającej ziarno. Wysoka odporność na ścieranie oraz duża stabilność kształtu wpływają na wysoką trwałość ściernic. Kolejne plusy z zastosowania ziarna CBN to jego wysoka odporność termiczna i tak zwany „chłodny szlif”. główny obszar zastosowania ściernic CBN i diamentowych w spoiwie niklowym to szlifo-wanie otworów na okrągło jak i skomplikowanych profili. Warstwa robocza może posiadać porowatość sięgającą do 50%, są łatwe do profilowania, osiągającą duże wydajności przy stabilnym utrzymywaniu profilu. Obrabia-ne są stale wysokostopowe, hartowane, węgliki spiekane, ceramika a także polikrystaliczne tworzywa jak PKB i PKD.
SYSTEM WRZECION DO OBCIAGANIA WAŻNY NAPĘD
ŚCIERNICEDLA PRAWIDŁOWEJ OBRÓBKI

17
WIELOSTRONNE I INDYWIDULNE
Prowadnice, stopy ślizgowe, zabieraki, pryzmy, podtrzymki, kły wypukłe i wklęsłe wykorzystywane są do prowadzenia detalu. Narzędzia te dokładnie jak i inne służące do pozycjonowania, przytrzymywania, mocowania czy też pomiaru poddawane są podczas pracy permanentnym siłom ścierającym. Specjalna powłoka PKD wpływa na znaczące wydłużenie ich pracy przy jed-noczesnej poprawie jakości obróbki, położenia i kształtu oraz obniżenia sił w procesie. Spytajcie naszych specjalistów o możliwość zastosowania tego nowoczesnego rozwiązania w Waszym procesie.
Wydajna obróbka materiałów kompozytowych jak i nie żelaznych metali może zostać zrealizowana przy użyciu indywidualnie zaprojektowanych super wydajnych narzędzi tnących. Zastosowanie narzędzi PKD lub CVD umożliwia uzyskanie najwyższej jakości obróbki powierzchni przy jedno-cześnie ich wysokiej trwałości. Nasi specjaliści chętnie i Tobie zaproponują ciekawe rozwiązanie.
KOMPONENTY OCHRONY PRZED ŚCIERANIEMPKD ŻYJE DŁUŻEJ
NARZĘDZIA TNĄCEROZWIĄZANIA SPECJALNE

18
DR. KAISER
Od firmy „garażowej” do nowoczesnego przedsiębior-stwa z renomą światową.
Dr.-Ing. Michael Kaiser zaczynał ponad 30 lat temu jako jed-noosobowa firma produkująca i sprzedająca narzędzia dia-mentowe, rozbudowując krok po kroku kolejne elastyczne i wydajne działy produkcyjne. Pozostając wiernym idei kom-pleksowego rozwiązywania problemów z klientami wokół „świata szlifowania”, dziś firma oferuje najwyższej precyzji i jakości dopasowane do indywidualnych potrzeb klienta na-rzędzia diamentowe. Kiedy w 1977r. rozpoczęła swoja dzia-łalność jej biuro znajdowało się w piwnicy, zaś produkcja stojących obciągaczy diamentowych z prostymi maszynami w altance działkowej o powierzchni 7,55m2. Już w 1979r. rozpoczęła się produkcja rolek formujących. Dziesięć lat później dołączyły do nich komponenty ochrony przed ście-raniem. Została rozwinięta produkcja rolek diamentowych do wykruszania punktowego ściernic diamentowych w spo-iwie ceramicznym. Z biegiem lat przybywało stale nowych produktów. Rusza produkcja własnych elektrowrzecion do obciągania wraz z czujnikami i sterowaniem, do współpracy z rolkami formującymi i profilowymi. W 1989r. ruszyła pro-dukcja precyzyjnych narzędzi galwanicznie pozytywowych, w szczególności do procesu szlifowania uzębienia metodą obwiedniową ciągłą. Później doszły indywidualne narzędzia diamentowe rodzaju obciągaczy stojących, czy też tarczy do kondycjonowania ściernic z CBN-u w spoiwie ceramicz-nym oraz rozwiązanie problematyki „Precyzja i materiały supertwarde”.
Powstawały nowe działy produkcyjne na bazie już istnieją-cych aby zaoferować klientom coraz bardziej kompaktowe rozwiązania. Stąd powstał w 2004 roku dział obróbki ma-teriałów twardych, który produkuje ściernice z diamentu i CBN-u w spoiwie niklowym. Produkcja super dokładnych rolek diamentowych wykonywanych techniką galwanicznie negatywową, jest od 2007r. kolejnym niezależnym działem produkcyjnym, który łączy najwyższą precyzję ze skompli-kowanymi kształtami. Wszystkie te czynności prowadziły do tego aby być dostawcą kompleksowych i systemowych roz-wiązań problemów klientów związanych z ogólnie pojęta techniką szlifowania. W związku z kontynuacją rozwoju firmy w 2007r. został zmieniony typ jej działalności i powstała spółka DR. KAISER DIAMANTWERKZEUGE Gmbh & Co. KG. Z początkiem roku 2009 powstaje nowy dział produkcji ściernic z super-twardych materiałów ściernych jak diament i CBN w spo-iwie ceramicznym. Tym sposobem idea firmy jako dostawcy rozwiązań systemowych jak i kompetentnego partnera, któ-ry dba o rozwój nowych zastosowań stała się pełną. Wspólnie, z innymi na świecie technicznie zorientowany-mi przedstawicielstwami, jest DR.KAISER międzynarodo-wym partnerem dla wszystkich klientów z branży obróbki skrawaniem geometrycznie nieokreślonym wierzchołkiem skrawnym.
PRECYZJA PRZEZ DIAMENT

19
NASZE PRODUKTY
WSZYSTKO Z JEDNEGO ŹRÓDŁA: ROKI FORMUJĄCE
ROLKI PROFILOWE
ROLKI DO WYKRUSZANIA PUNKTOWEGO
SYSYTEMY OBCIAGACZY DO OBRÓBKI ŚCIERNIC CBN W SPOIWIE CERAMICZNYM
OBCIĄGACZE DO OBRÓBKI UZĘBIENIA
SYSTEMY ELEKTROWRZECION DO OBCIĄGANIA
ŚCIERNICE CBN I D IAMENTOWE W SPOIWIE NIKLOWYM
NARZĘDZIA PKD I CBN
KOMPONENTY OCHRONY PRZED ŚCIERANIEM PKD
OBCIĄGACZE STOJĄCE

B3 B191
Bremen
Hamburg
Uelzen
Dortmund
Braun-schweig
KasselHannover
Celle
H-Herrenhausen
Walsrode
B3
Bergen
H-Nord
H-Buchholz
H-Kirchhorst
H-Ost
B3
Fuhrberg
FlughafenLangenhagen
Berlin
B214
Mellendorf/Fuhrberg
B191
B214B3
Soltau-Süd
John-Busch-Str.
Zentrum
AllerA27
A7
A2A2A7
A37
A352
Har
burg
er S
tr.
Uelzen
Hamburg
HannoverBraunschweig
Lüneburger Str.
Wasse
rAm
turm
B3
Georg Wilhelm Str.
P
DR. KAISER DIAMANTWERKZEUGE GmbH & Co. KG
Am Wasserturm 33 G · 29223 CelleTel. +49 (0)5141 9386-0Fax +49 (0)5141 [email protected] · www.drkaiser.de
Lie-
08-2
013
© D
R. K
AIS
ER
DIA
MA
NTW
ER
KZE
UG
E
JAK NAS ZNALEŹĆ















