Konstrukcija alata MASTER STUDIJ
Konstrukcija alata MASTER STUDIJ2013
UNIVERZITET U BIHAUTEHNIKI FAKULTETBIHAPOSTDIPLOMSKI
STUDIJOdsjek: MAINSKI
KONSTRUKCIJA ALATA ZA PROBIJANJE I PROSJECANJE
Predmet: Konstrukcija alata
Profesor-mentor: Kandidat:doc.dr. Mehmed Mahmi Mirza Hadali
Biha, juni 2013
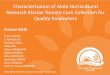
ZADATAK :
Proraunati i konstruisati alat za izradu predmeta prikazanog na
slici za sljedee podatke:
Veliina serije: N=200.000 kom. Materijal lima: Al 99.5 Debljina
lima: s=1,2 [mm]
Izradna tolerancija predmeta je IT 10 na osnovu koje je potrebno
odrediti toleranciju izrade alata.
1) Analiza iskoritenja lima
Jednoredni raspored
Izlazna irina trake za jednoredni raspored reznih elemenata
prema sl.2B1=L+2bUlazna irina trake za isti raspored se uveava za
veliinu zasjecanja graninog noa:
B=L+2b+=B1+
Prema tabeli 2.2. (Konstrukcija alata i pribora autor: Himzo
uki) usv. za zadanu debljinu lima b=1,6 [mm]b1=2,1 [mm]
Poto se zadani materijal Al 99.5 razlikuje od materijala za
kojeg su dati podaci u tabeli 2.2. usvajane veliine se koriguju
prema vrijednostima koeficijenta koji je dat na strani 2.20.
b= 1,3 * 1,6=2,56 [mm]b1= 1,3 * 2,1=2,73 [mm]
Usvajam: b= 2,6 [mm] b1= 2,7 [mm]
Posmak (korak) trake odnosno duina graninog noa iznosi:X=
L1+b1X= 90+2,7= 92,7 [mm]irinu graninog noa odreujemo iz tabele
5.1. str. 5.5. za X=92,7 [mm] imamo da je: c= 14 [mm]
Na osnovu dobijenih podataka imamo da je:
B1= L+2b= 44+2*2,6= 49,2 [mm]B= L+2b+(C/2)= 44+2*2,6+(14/2)=56,2
[mm]
Povrina radnog komada (A):
Poetni oblik materijala su table limova dimenzija 1000 x 2000
(mm) iz kojih se odsijecaju trake dimenzija BxLt= Bx1000 (Tab.2.1.
obrada metala plastinom deformacijom Binko Musafija ).Predpostavlja
se da se pri odsijecanju na makazama gubi 3% materijala.Ako sa
''Z'' oznaimo broj komada u jednoj traci tada je potreban broj
traka za izradu N=200000 kom.
Y =
Z = = = 10,787Usv. prvi manji cijeli broj Z=10
Y = = Y = 20600 traka
Procentualna vrijednost odpadka se rauna po sljedeem izrazu:
1 = N- broj komada u serijiA- povrina jednog radnog komadaY-
broj traka lima potrebnih za izradu serije od N komadaB- ulazna
irina trakeLt - duina trake
= 46,63 %
Dvoredni raspored
Izlazna irina trake prema sl.4 iznosi:B1 = L1 + 2b + b1 =
90+2,7+2,6*2 B1 = 97,9 [mm]Ulazna irina trake iznosi:
B = B1 + = 97,9 + B = 104,9 [mm]Posmak (korak) trake odnosno
duina graninog noa iznosi:
X = L1 + 2*b1 = 44+2,7*2X = 49,4 [mm]Trake dimenzija B x Lt = B
x 1000 (mm) se odsijecaju iz poetne table 1000 x 2000 (mm) pri emu
se pretpostavlja da se pri odsijecanju na makazama gubi 3 %
materijala.Broj komada koji se dobije iz jedne trake:
Z = 2 = 20,24 Usv. prvi manji cijeli paran broj Z=20
y = 10300 - traka Procentualna vrijednost otpadka iznosi:
2 = %
2 = 42,82 %
2) Odreivanje rasporeda reznih elemenata i dimenzionisanje rezne
ploe
Iz konstrukcijskih razloga usvajam dvoredni raspored
Za limove debljine do 6 (mm) i otvore do 300 (mm) visinu rezne
ploe moemo odrediti po obrascu:
H = ( 10 + 5 S - debljina limaa,b - dimenzije najveeg otvorac -
koeficient koji zavisi od vrstoe lima, bira se prema tabeli
(str.2.28, Konstrukcija alata i pribora Himzo . ) Visinu rezne ploe
moemo odrediti i prema tabeli 2.9 strana 2.29 za [b = 50 100 (mm) i
s = 1 3 (mm)]H = ( 0,22 0,35 )b
H = ( 0,22 0,35)H = 19,8 31,5 [mm]
Usvajamo standardnu vrijednost visine, prvi vei stabdardni broj
(str.2.29)H = 32 [mm]- irina rezne ploe B = b + e4 + e6 =
(90+2,7+45)+64+64 = 265,7 [mm]
e4 = e6 = 2= 2*32= 64 [mm] B=266 [mm] Usvojena vrijednost iz
konstrukcionih razloga- Duina rezne ploeVrijednosti e1 i e2
odreujemo prema odabranim vijcima i cilindrinim koiima iz tabele
3.9 strana 3.10 za max. dimenziju matrice od 125 160 (mm) te za
silu manju od 500 (KN) biramo: vijak M10 cilindrini koi 8
Iz tabele 3.10 strana 3.13 za max. dimenzije matrice 125 160 te
za vijak M10 i cilindrini koi 8 biramo vrijednosti e1 i e2.e1 = 12
(mm)e2 = 20 (mm)Prema tabeli 2.8 strana 2.28 odreujemo preostala
najmanja rastojanja izmeu otvora:e3 =0,6*d0 =0,6 *10=6 [mm]e5
=0,8*d0 =0,8 *10=8 [mm]e7 =1,2*d0 =1,2 *10=12 [mm]e8 =1,5*s = 1,5
*1.2=1,8 [mm]
Uzimajui u obzir najmanja rastojanja izmeu otvora, duina rezne
ploe iznosi .A = 270,9 [mm]B=271 [mm] Usvojena vrijednost iz
konstrukcionih razloga
3) Odreivanje sile prosijecanja i probijanja, ukupna sila
Sila potrebna za probijanje otvora 10 [mm]
Sila potrebna za probijanje otvora
Sila potrebna za prosijecanje
Sila zasijecanja graninog noa
Ukupna sila sastoji se od sile potrebne za probijanje, sile
potrebne za prosijecanje i sile na graninom nou.F = 2*F1 + 2*F2 +2*
F3 +FZF = 53140,62 [N]Silu mjerodavnu za izbor prese dobijemo ako
ukupnu silu poveamo za 30 %FM = 1,3 * F
FM = 69082,86 [N] 70 [kN]
4) Proraun probojaca i prosjekaa
Probojci i prosijekai se provjeravaju na izvijanje i pritisak.
Tanki probojci se provjeravaju na izvijanje.a) Provjera na
izvijanje probojca za 10 (mm)Izjednaavanjem kritine sile izvijanja
po Euler-ovom kriteriju sa ve odreenom silom probijanja dolazimo do
izraza za maksimalnu duinu probojca uzimajui u obzir da je alat
izveden sa vodeom ploom.
Gdje je:E=215*103 [N/mm2] modul elastinosti za alatni elikImin
najmanji moment inercije poprenog presjeka probojcaL slobodna duina
probojca
Za probijanje otvora potrebna je sila probijanja F1=2445,2 [N]
=> Fkr=F1Moment inercije:
Usvajam ukupnu duinu probojca prema preporukama 65 mm (T. 3.2,
str. 3.5), pri emu radni dio 16 mm prema izraunatoj kritinoj
duini.b) Provjera na pritisak probojca optereenog silom F2
c) Provjera prosjekaa na pritisak
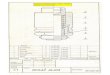
5) Proraun rezne ploe
Rezna ploa se provjerava na mjestu najveeg otvora na reznoj ploi
odnosno u zoni kritinog presjeka (str.2.41)Napon savijanja u reznoj
ploi mora biti manji od dozvoljenog napona na savijanje.
s = 0,75 sdozH [mm] visina rezne ploeF [N] sila probijanja /
prosijecanjaL [mm] raspon oslonca ispod rezne ploeB [mm] duina
rezne ploeb [mm] duina otvora rezne ploe
sdoz = 500 [N/mm2] dozvoljeni napon na savijanje za alatne elike
prema slici 2.22, str 2.41
Da bi mogli odrediti napon savijanja u reznoj ploi potrebno je
prije toga usvojiti oblik rezne ploe.Prema preporukama u tabeli
2.10 strana 2.30 usvajamo oblik presjeka rezne ploe TIP A
matrice.
Za ve odreenu visinu rezne ploe i zadanu debljinu lima
imamo:
H=32 [mm]h=7 [mm]=4=20'
s=0,75
L = 90 + 2x = 93,496 (mm) usvajamo L = 94 [mm]
s=0,75
s=6,899 (N/mm2) sdoz=500 (N/mm2) uslov zadovoljen
6) Proraun meuploe
Kod veeg broja alata izmeu probojaca / prosjekaa i gornje ploe
kuita postavlja se meuploa koja slui za ravnomjerno prenoenje
pritiska sa glava probojaca / prosjekaa na gornju plou
kuita.Kriterij za ugradnju meu ploe je dozvoljeni pritisak izmeu
probojaca / prosjekaa i gornje ploe ili ako alat ima vei broj
probojaca odnosno ako se radi o veim serijama izrade radnog
komada.
Pritisak se odreuje po obrascu F= Pdoz =250 [N/mm2]F sila
probijanja/prosjecanjaA povrina poprenog presjeka
probojca/prosjekaaPdoz dozvoljeni specifini pritisak
Pritisak na probojcu je ve odreen u taci 4.
I ako je pritisak manji od dozvoljenog usvajam meuplou jer ima
vei broj alata i radnih komada.7) Odreivanje teita alata
Teite svih sila na alatu odreuje se s ciljem definisanja poloaja
cilindrinog rukavca. Postavljanjem cilindrinog rukavca u teite svih
sila izbjegavamo dodatno optereenje alata na savijanje i izvijanje
i tako poveavamo vijek trajanja alata.
Poloaj teita svih sila moe se odrediti grafiki i analitiki.
Analitiki se odreuje prema izrazima:
Xc = ; Yc =
Fi sila probijanja/prosjecanja pojedinog elementaXi rastojanje
od y-oseYi rastojanje od x-ose
Kako sila probijanja/prosjecanja zavisi od materijala, duine i
debljine rezne ivice gornji izrazi se mogu svesti na oblik:
Xc = ; Yc =
Li duina rezne ivice pojedinog elementa
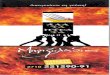
8) Tolerancije izrade alata
Tolerantno polje alata za probijanje/prosjecanje je manje za tri
od tolerantnog polja radnog predmeta. Spoj rezna ploa
probojac/prosjeka:
Kod probijanja probojac je jednak nazivnoj mjeri otvora a kod
prosjecanja rezna ploa ( otvor ) je jednaka nazivnoj mjeri radnog
predmeta koji se treba prosjei.
a)prosjecanje b)probijanje
Probijanje
ds = d + tdm = ds + z = d + t + zds nazivna mjera probojcat
tolerancija probijanog otvorad dimenzija probijanog otvoraz zazorZa
maksimalni broj otrenja :dsmin=ds-tsts izradna tolerancija
probojca
Prosijecanje
dM = D tdS = dM z = D t z dM nazivna mjera rezne ploedS prenik
prosjekaatM izradna tolerancija rezne ploeZa maksimalni broj
otrenja :dMmax = dM + tM
Materijal obradka (trake) je Al 99.5, debljine s=1,2 (mm), zazor
iznosi z=0,12 (mm) prema tabeli 2.17 strana 2.53.
Kvalitet izrade alata je IT 7 ( 10-3=7 ) odnosno
Probojac za probijanje otvora 10 [mm]
Prenik probojca D= 10 [mm], za podruje mjera od 6 10 i kvalitet
izrade IT10 izradna tolerancija iznosi: = 0,058 [mm]
Najvei prenik otvora pri probijanju je:dmax = d + = 10 + 0,058
=10,058 [mm] Prenik probojca jednak je max. preniku otvora:ds =
dmax = 10,058 [mm] Tolerancija izrade probojca ts = 0,009 [mm] za
tolerancijsko polje h6 u podruju od 6 10 (mm) Najmanji prenik
probojca dsmin = ds ts = 10,058 0,009 = 10,049 [mm] Prenik otvora
na reznoj ploi:dm = ds + z = 10,058 +0,05 = 10,108 [mm] Tolerancija
prenika otvora na reznoj ploi iznosi tm = 0,015 [mm] za H7 u
podruju od 6 10 [mm] Najvei prenik otvora na reznoj ploi je:dmmax =
dm + tm = 10,108 + 0,015 = 10,123 [mm]
Probojac za probijanje otvora 20x19
Poto je u pitanju kvalitet izrade predmeta IT10 za podruje 1830
izradna tolerancija iznosi =0,084.
Najvea mjera irina otvora pri probijanju je:Bmax.= B + =
20+0,084=20,084 [mm] irina probojca jednaka je max. irini
otvora:bs= Bmax.= 20,084 [mm] Tolerancija izrade probojca je ts=
0,013 za h6 u podruju 18-30 [mm]. Najmanja mjera irine
probojca:bsmin= bs + ts = 20,084-0,013=20,071 [mm] irina otvora na
reznoj ploi:bm = bs + z = 20,084+0,12=20,204 [mm] Tolerancija irine
otvora na reznoj ploi je tm = 0,021 [mm] za H7 u podruju 18-30 [mm]
Najvea mjera irine otvora u reznoj ploi je:bm max. = bm + tm =
20,204+0,021=20,225 [mm]
Duina probojca L= 19 [mm]Poto je u pitanju kvalitet izrade
predmeta IT 10 za podruje 18-30 izradna tolerancija iznosi =0,084.
Najvea duina otvora pri probijanju je:Lmax.= L + = 19+0,084=19,084
[mm] Duina probojca jednaka je max. duini otvora:ls= Lmax.= 19,084
[mm] Tolerancija izrade probojca je ts= -0,013 za h6 u podruju
18-30 [mm]
Najmanja mjera duine probojca:lsmin= ls - ts =
19,084-0,013=19-071 [mm] Duina otvora na reznoj ploi:lm = ls + z =
19,084+0,12=19,204 [mm] Tolerancija duine otvora na reznoj ploi je
tm = 0,021 [mm] za H7 u podruju 18-30 [mm] Najvea mjera duine
otvora u reznoj ploi je:lm max. = lm + tm = 19,204+0,021=19,225
[mm]
Prosjeka za prosijecanje otvora 90 x 44 [mm]
irina prosjekaa B = 90 [mm]Poto je u pitanju kvalitet obrade
IT10 za podruje od 80 120 [mm] izradna tolerancija iznosi: = 0,140
[mm] Najmanja mjera irine otvora :Bmin = B = 90 0,14 = 89,86 [mm]
irina prosijekaa jednaka je minimalnoj irini otvora:Bs = Bmin =
89,86 [mm] Tolerancija izrade prosjekaa ts = 0,022 [mm] za
tolerancijsko polje h6 u podruju od 80 120 [mm] Najvea irina
prosjekaa Bsmax = Bs + ts = 89,86 + 0,022 = 89,882 [mm] irina
otvora na reznoj ploi :Bm = Bs + z = 89,86 +0,12= 89,98 [mm]
Tolerancija irine otvora na reznoj ploi iznosi:Tm = 0,035 [mm] za
tolerancijsko polje H7 i podruje mjera od 80 120 [mm] Najmanja
irina otvora na reznoj ploi je :Bmmin = Bm + Tm = 89,98 0,035 =
89,945 [mm]Duina prosijekaa L = 44 [mm]Za kvalitet IT10 i podruje
od 30-50 [mm] izradna tolerancija iznosi: = 0,100 [mm] Najmanja
mjera duine otvora:Lmin = L = 44-0,100=43,900 [mm] Duina prosjekaa
jednaka minimalnoj duini otvora:Ls = Lmin = 43,900 [mm] Tolerancija
izrade prosijekaa:Ts = 0,016 [mm] za tolerancijsko polje h6 i
podruje mjera od 30-50 (mm) Najvea duina prosjekaa:Lsmax = Ls + ts
= 43,900+0,016=43,916 [mm] Duina otvora na reznoj ploi:Lm = Ls + z
= 43,916+0,12=43,928 [mm] Tolerancija visine otvora na reznoj ploi
iznosi: tm = 0,025 [mm] za tolerancijsko polje H7 i podruje od
30-50 [mm] Najmanja duina otvora na reznoj ploi je:Lmmin = Lm tm
=43,928-0,025=43,903 [mm]20