Embed Size (px)
Citation preview

Kontinentale
ArmAturen & rohrleitung technisches edelstAhlhAndbuch
ArmAturen & rohrleitung technisches edelstAhlhAndbuch
www.kontinentale.at
Zentrale - 2201 Gerasdorf/wien
Hugo Mischek-Straße 3Tel: 050406 65543Fax: 050406 65450E-Mail: [email protected]
8010 Graz
Raiffeisenstraße 47Tel: 050406 66258Fax: 050406 966900E-Mail: [email protected]
9023 klagenfurt
Waidmannsdorfer Straße 191Tel: 050406 62806Fax: 050406 962902E-Mail: [email protected]
2201 Gerasdorf/wien
Hugo Mischek Straße 6Tel: 050406 65101Fax: 050406 965125E-Mail: [email protected]
6175 kematen
Industriezone 4Tel: 050406 64133Fax: 050406 964900E-Mail: [email protected]
4600 wels
Machstraße 11Tel: 050406 63163Fax: 050406 963901E-Mail: [email protected]
GeschäftsZentren

3
Die rost- unD säurebestänDigen stähleAllgemeines, KorrosionsArten, oberflächenbehAnDlung, WärmebehAnDlung 4-7
schWeissen unD löten Der rostfreien stähle 7-9
reinigung unD Pflege von rostfreiem stAhl 10
AnmerKungen 11WerKstoff-nr.1.4021 WerKstoff-nr.1.4057 WerKstoff-nr.1.4104 WerKstoff-nr.1.4301 WerKstoff-nr.1.4306 WerKstoff-nr.1.4307 WerKstoff·nr.1.4541
Die hitzebestänDigen stähle 12stAhlsorten unD ihre chemische zusAmmensetzung nAch Der schmelzAnAlyse 13
mechAnische eigenschAften bei rAumtemPerAtur 13-14
minDestWerte Der 0,2%- unD 1%- Dehngrenze bei erhöhten temPerAturen
für flAcherzeugnisse, stAbstAhl unD schmieDestücKe 14
AnhAltsAngAben über PhysiKAlische eigenschAften 15
AnhAltsAngAben über DAs lAngzeitverhAlten bei hohen temPerAturen 16
AnhAltsAngAben über Die bestänDigKeit Der hitzebestänDigen stähle gegen AbgAse, sAlzbäDer unD geschmolzene metAlle 16
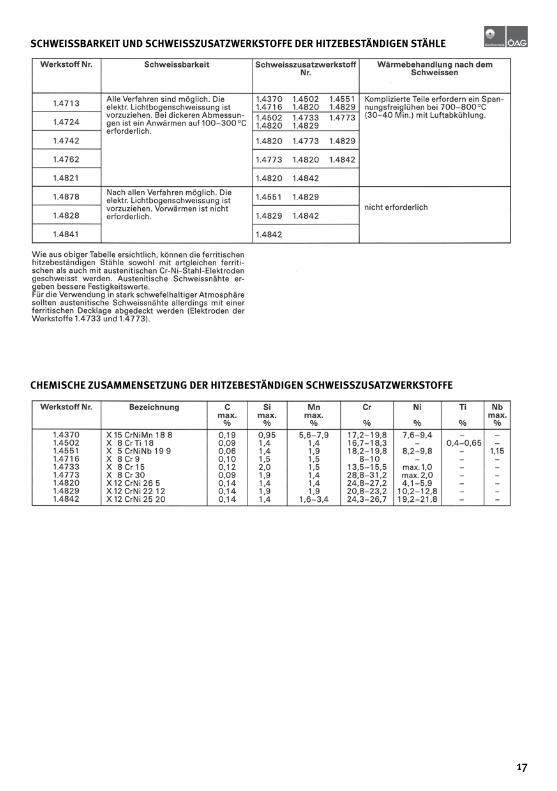
schWeissbArKeit unD schWeisszusAtzWerKstoffe 17
chemische zusAmmensetzung Der hitzebestänDigen schWeisszusAtzstoffe 17
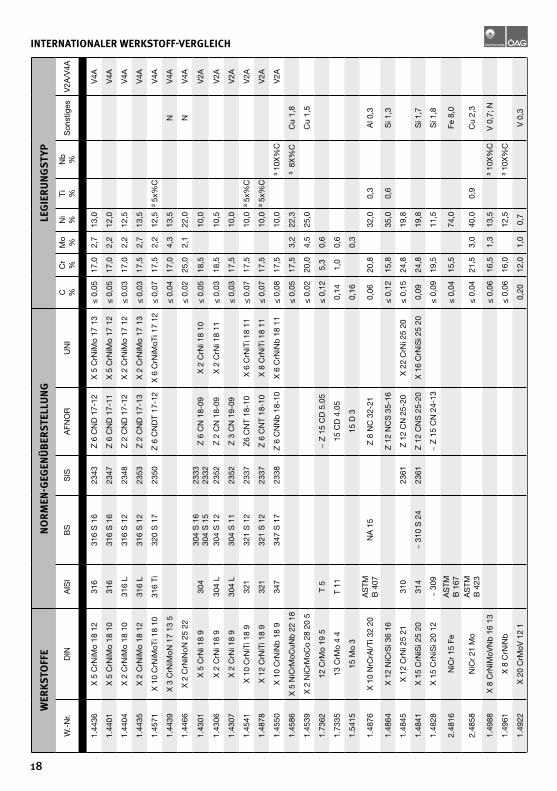
internAtionAler WerKstoff-vergleich 18
DrucKtAbelle lt. Din 2413 20-21
chemische bestänDigKeit Der rost- unD säurebestänDigen stähleeinleitung 23
bestänDigKeitstAbellen 24-42
inhAltsverzeichnis
WerKstoff-nr.1.4305 WerKstoff-nr.1.4401 WerKstoff-nr.1.4404 WerKstoff-nr.1.4571 WerKstoff-nr.1.4539 WerKstoff-nr.1.4460 WerKstoff·nr.1.4462
4
1. WAs ist ein rost- bzW. säurebestänDiger stAhl?
Alle rostbeständigen Stähle sind Eisenbasislegierungen, d.h. der Anteil Fe beträgt mind. 50 %. Ein Stahl wird dann als rostbeständig bezeichnet, wenn er in Kontakt mit Wasser oder feuchter Luft, auch nach längerer Zeit, nicht rostet bzw. korrodiert. Rost selbst besteht im Wesentlichen aus einer Mischung von Eisen-Hydroxyden (Fe OH³) und Eisenoxyden.
Die hAuPtsächlichen legierungselemente unD ihr einfluss Auf Die eigenschAften Des stAhlsDie rostbeständigen Stähle verdanken ihre Rostsicherheit in erster Linie dem Legierungsmetall Chrom (CR.). Chrom führt durch die Bil-dung von Chromoxyd auf der Oberfläche des Stahles zu einem passi-ven Zustand. Schon relativ geringe Mengen – ab 10,5 % Chrom-Anteil spricht man von nichtrostendem Stahl – führen zur Passivierung der Oberfläche durch die Bildung von Chromoxyden. Man spricht vom passiven Zustand eines Metalles, wenn sein elekt-rochemisches Verhalten unter bestimmten Bedingungen ähnlich dem eines Edelmetalles wird (Silber, Platin, Gold etc.). Bei der Bildung der Passivität spielt die Sauerstoffkonzentration des Mediums eine große Rolle, denn ohne Sauerstoff können sich keine Oxyde bilden. Daraus folgt, dass oxydierende Medien rostbeständige Stähle viel weniger angreifen als reduzierende.Chrom erhöht außerdem die Festigkeit des Stahles ganz spürbar, ohne die Dehnung wesentlich zu verschlechtern. Es verbessert die Warm-festigkeit und die Zunderbeständigkeit des Stahles markant. Chrom ist ein starker Karbidbildner, aus diesem Grund muss der Kohlenstoff © in rostbeständigen Stählen tief gehalten werden oder durch Sta-bilisierungselemente (Ti, Nb) gebundenen werden. C stabilisiert das Austenitgefüge in rostbeständigen Cr-Ni-Stählen. Mit steigendem C-Gehalt steigt die Festigkeit des Stahles sowie die Härtbarkeit bei mar-tensitischen Stählen. Schweißbarkeit, Dehnung, Schmiedbarkeit und Bearbeitbarkeit nehmen ab.
nicKel (ni) verbessert die allgemeine Korrosionsbeständigkeit. Bei einem Anteil von mind. 7 % tritt eine Gefügeveränderung ein: Ferrit – Austenit. Ni verbessert die Kerbschlagzähigkeit, insbesondere bei extrem tiefen Temperaturen.
molybDän (mo) verbessert die Korrosionsbeständigkeit ganz we-sentlich, insbesondere gegen Lochfraß. Es erhöht die Festigkeitswer-te, speziell die Warmfestigkeit. Mo ist ein Ferritbildner.
KuPfer (cu) erhöht schon in relativ geringen Konzentrationen (1,5%) die Beständigkeit gegen reduzierende Säuren (z.B. Schwefelsäure).
silizium unD Aluminium (si + Al) sind Ferritbildner, sie erhöhen insbesondere bei den ferritischen Stählen (Chromstähle mit relativ niederem C-Gehalt) die Zunderbeständigkeit (Schältemperaturen).
titAn unD niob (ti + nb) werden ferritischen und austenitischen Stählen als sogenannte Stabilisierungselemente zulegiert. Sie sind starke Karbidbildner und führen insbesondere in Schweißnähten zu einer Verbesserung der Beständigkeit gegen interkristalline Korrosion (siehe Kapitel 3).
schWefel (s) ist als nicht metallisches Element an und für sich eine Verunreinigung und wird normalerweise ganz tief gehalten. Für die rostbeständigen Automatenstähle wird Schwefel in Gehalt bis ca. 0,35 % bewusst zulegiert und verbessert markant die Zerspanbarkeit.
KAlzium erhöht, selbst in geringen Mengen zulegiert und unter gewissen schmelztechnischen Voraussetzungen, die mechani-sche Bearbeitbarkeit, ohne die allgemeinen Gebrauchseigen-schaften negativ zu beeinflussen (z.B. Stabstahl in Ugima–Quali-tät, Hohlstahl in Valima-Qualität).
sticKstoff (n) stabilisiert das austenitische Gefüge etwa in glei-chem Ausmaß wie C und erhöht die Festigkeit. N wird speziell tiefge-kohlten rostbeständigen Stählen zulegiert (Werkstoff-Nr. 1.4539).
mAngAn (mn) erhöht Festigkeitswerte und Verschleißfestigkeit der Stähle.
2. Die Drei hAuPtgruPPen rost- unD säure-bestänDiger stähle, ihre eigenschAften unD AnWenDungen
Man unterscheidet folgende Hauptgruppen nach ihrer Gefügeform:- martensitische Stähle- ferritische Stähle- austenitische Stähle
2.1. mArtensitische stähleBei den martensitischen Stählen handelt es sich vorwiegend um Chromstähle mit Chromgehalten von 12 bis 18%; bei einem C-Gehalt von 0,10 bis 1,2%, je nach Qualität, finden sich Zusätze von Ni (0,5 - 2,5%) und Mo (bis ca. 1,2%).Die martensitischen Stähle sind magnetisch und können durch ent-sprechende Wärmebehandlung vergütet bzw. gehärtet und angelas-sen werden. Wegen der relativ hohen C-Gehalte sind die martensiti-schen Stähle nicht oder nur mit speziellen Maßnahmen schweißbar (Vorwärmen/Glühen). Qualitäten mit C-Gehalten bis ca. 0,40% werden normalerweise als vergütete Stähle eingesetzt, über 40% in gehärtetem Zustand. Mit zunehmendem C-Gehalt nimmt die Härte in gehärtetem Zustand zu (0,1% C = ca. HRC 40, 0,9% C = HRC 58). Diese Qualitätsgruppe wird verwendet für die Herstellung mechanisch hoch-beanspruchter Konstruktionsteile und Wellen sowie für gehärtete Werkzeuge und Schneidwaren, bei denen eine erhöhte Beständigkeit gegen oxydierende Säuren erforderlich ist.
2.2. ferritische stähleBei den ferritischen Stählen handelt es sich vorwiegend um reine Chromstähle mit Cr-Gehalten von 10,5 bi 18% und C-Gehalten unter 0,1%. Sie sind magnetisch, nicht härtbar, können aber geschweißt werden; insbesondere werden sie in der Salpetersäureindustrie ein-gesetzt. Andere Einsatzgebiete sind: Haushaltwaren aller Art, Innen-architektur sowie Automobilindustrie (Zierleisten, Raddeckel etc.)
Die rost- unD säurebestänDigen eDelstähle
5
2.3. Austenitische stähleEs sind dies die mit Abstand am meisten verwendete Stähle. Sie ent-halten folgende Legierungselemente: Cr 17 – 27% ferner je nach Qualität:Ni 7 – 33% Mo 2,0 – 6,5%C unter 0,12% Cu 1,5 – 2,5%sowie allenfalls die Stabilisierungselemente Ti oder Nb. Die austeniti-schen Stähle sind nicht magnetisierbar, nicht härtbar durch Wärme-behandlung, jedoch im Allgemeinen sehr gut schweißbar. Sie zeich-nen sich in geglühtem Zustand durch ein niedriges Streckgrenz verhältnis und durch sehr hohe Zähigkeitswerte aus, die auch bei ext-rem tiefen Temperaturen beibehalten werden (Dehnung bei Raumtem-peratur ca. 50%). Sie neigen zu starker Kaltverfestigung, insbesondere bei höheren C-Gehalten, d.h. ihre Festigkeitswerte können durch Kaltumformung sehr stark erhöht werden bei gleichzeitig stark vermin-derter Dehnung (Bildung von Verformungsmartensit = Zunahme der Magnetisierbarkeit, d. h., dass das Material leicht magnetisch wird.
Die hauptsächlich verwendeten Qualitäten sind:
2.3.1. Oberbegriff V2A - Werkstoff-Nr. 1.4301: C max. 0,07%, Cr 17 – 19%, Ni 8,5 – 10,5%
Diese Qualität findet eine außerordentlich breite Anwendung in allen Industrien, z. B. für Haushaltgeräte und –maschinen, für Besteck, in der Nahrungs- und Genussmittelindustrie, für Heizungs- und Klima-anlagen, in der chemischen Industrie, der Papierindustrie und für korrosionsbeanspruchte Konstruktionsteile in der Maschinenindus-trie.
Varianten dieser Grundqualität sind:- Werkstoff - Nr. 1.4306 mit eingeschränktem C-Gehalt von max.
0,03%: bessere Schweißbarkeit, keine Karbidausscheidungen (ver-besserte Korrosionseigenschaften).
- Werkstoff –Nr. 1.4307: mit eingeschränktem C-Gehalt von max. 0,03%, der geringere Kohlenstoffgehalt führt zu einer verbesserten Beständigkeit gegen interkristalline Korrosion
- Werkstoff-Nr. 1.4541 mit Zusatz von Ti als Stabilisierungselement zur Vermeidung von Karbidausscheidungen.
2.3.2. Oberbegriff V4A- Werkstoff-Nr. 1.4401: C max. 0,07%, Cr 16,5 – 18,5, Ni 10,5 – 13,5%,
Mo 2 – 2,5%. Die Säurebeständigkeit des Stahls wird durch den Zu-satz von Mo ganz wesentlich verbessert. Damit das Gefüge austeni-tisch bleibt (Mo ist Ferritbildner!), wird dem Stahl gleichzeitig mehr Ni zulegiert (min. 10,5%). Ferner bewirkt die Zulegierung von Mo eine wesentlich verbesserte Beständigkeit gegen Lochfraß sowie allge-mein gegen reduzierende Säuren. Ebenso die Werkstoff-Nr. 1.4404 mit eingeschränktem C-Gehalt (max. 0,03%, und leicht erhöhtem Ni-Gehalt, 11-14%), welcher in zunehmendem Maße in der Industrie Anwendung findet.
- Werkstoff - Nr. 1.4571: Wie Werkstoff-Nr. 1.4401, jedoch zusätzlich mit Ti stabilisiert, schweißbar ohne thermische Nachbehandlung, kornzerfallbeständig. Die Werkstoff-Nr. 1.4571 ist die in der deutsch chemischen Industrie am häufigsten eingesetzte Qualität.
- Werkstoff - Nr. 1.4435: Mit eingeschränktem C-Gehalt von max. 0,03%, Cr 17 – 18%, Mo 2,5 – 3,0, Ni 12,5 – 15,0%, mit Ferritgehalt = 0%, schweißbar ohne thermische Nachbehandlung, kornzerfallbe-ständig.
3. Die Korrosion bei rost- unD säurebestänDigen stählen
Unter Korrosion wird im Allgemeinen die von der Oberfläche eines Stahls ausgehende Veränderung des Werkstoffes durch chemische oder elektrochemische Angriffe verstanden. Die dabei entstehenden, durch Färbung erkennbaren oxydischen Korrosionsprodukte werden als Rost bezeichnet. Man stellt dabei im Normalfall eine mehr oder weniger gleichmäßige Abtragung der Stahloberfläche fest.Durch die hohen Gehalte an Legierungsmetallen wie Chrom, Nickel und Molybdän wird der Korrosionswiderstand der austenitischen Stähle derart erhöht, dass man von säurebeständigen Stählen spre-chen darf. Dabei muss aber ausdrücklich festgehalten werden, dass es keinen säurebeständigen Stahl gibt, der gegen stark reduzierend wirkende Angriffsmittel wie z. B. Salz-, Fluss- und Schwefelsäure be-ständig ist (Beizsäuren). Ein Stahl wird dann als beständig gegen be-stimmte Säuren, Laugen oder Salze bezeichnet, wenn er nach Prüfung in einem dieser Angriffsmittel während einer bestimmten Zeit und bei einer bestimmten Temperatur keinen oder nur einen sehr geringen Gewichtsverlust in g/m² - h erleidet.In dieser Broschüre haben wir auf den Seiten 00 – 00 eine Beständig-keitstabelle zusammengestellt, die in gewisser Weise die Einschät-zung der Korrosionsbeständigkeit erleichtern kann. Dabei weisen wir ausdrücklich darauf hin, dass die Prüfergebnisse nur als Richtwerte zu verstehen sind, da in der Praxis meistens ganz andere Bedingun-gen vorherrschen als bei den vorliegenden Laborergebnissen mit che-misch reinen Angriffsmitteln.Leider wird bei Korrosion eher selten eine gleichmäßige Abtragung auf der Stahloberfläche festgestellt, sondern je nach Erscheinungs-form kann auch ein örtlich beschränkter Angriff erfolgen. Es gibt also verschiedene Korrosionsarten.
3.1. bei nichtrostenDen stählen unterscheiDet mAn nAch-folgenDe KorrosionsArten:
3.1.1. Die gleichmäSSige AbtrAgung über die ganze Stahloberflä-che, wie unter 3. Beschrieben. Fazit: Der eingesetzte Stahl ist gegen das vorliegende Angriffsmittel nicht beständig.
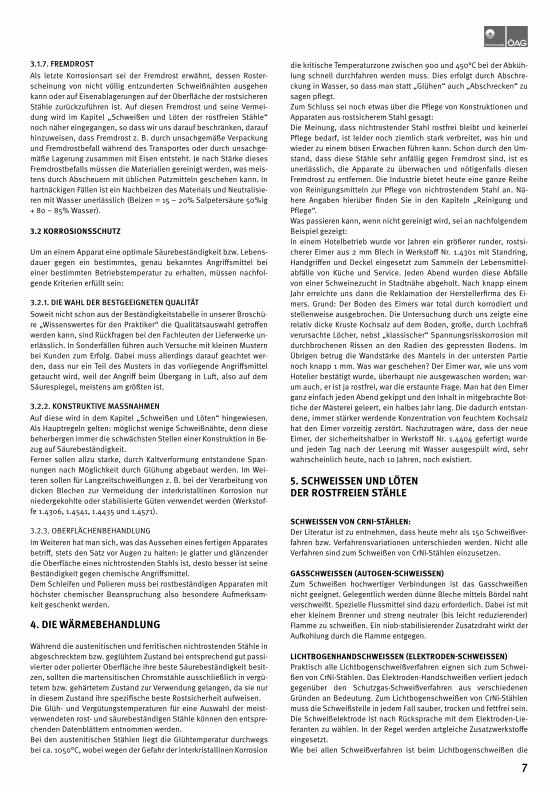
3.1.2. Die lOchfrASSkOrrOSiOn (Siehe bilDer A unD b)Bei Lochfraß handelt es sich um einen lokalen, teilweise nur punktför-mig begrenzten Korrosionsangriff mit großer Tiefenwirkung. Zwischen den angegriffenen Stellen können Flächen liegen, die in keiner Weise angegriffen bzw. zerstört sind. Bei der Lochfraßkorrosion entsteht also eine lokale Aktivierung einer ansonsten sehr passiven Stahloberfläche. Die einmal aktivierten Stel-len bleiben dauernd aktiv, so dass der Stahl an dieser Stelle völlig zer-stört wird. Lochfraß wird vorwiegend durch das Vorhandensein von Ha-logen-Verbindungen (Salzbildner wie Chlor, Brom und Jod) verursacht. Mo-haltige Stähle sind widerstandsfähiger gegen Lochfraßkorrosion als die Chrom-Nickel-Stähle.
3.1.3. Die SpAnnungSriSS-kOrrOSiOnSie kann besonders bei den austenitischen Cr-Ni-Stählen auftreten, wenn diese unter äußeren und inneren Spannungen Korrosionsmit-teln ausgesetzt sind. Ausgelöst wird die Spannungsriss-Korrosion meist durch chloridhaltige Salzlösungen oder feuchte Chlorverbin-

6
dungen, feuchtes Kochsalz, Beizbäder etc. Die Risse sind meist stark verästelt und verlaufen senkrecht zur Spannungsrichtung. Außerdem sind Chrom-Nickel-Stähle mit Mo-Zusatz etwas weniger an-fällig gegen die transkristalline Spannungskorrosion.
3.1.4. Die kOntAktkOrrOSiOnAls Kontaktkorrosion bezeichnet man die Korrosion, die bei der Kom-bination von unterschiedlichen Werkstoffen entstehen kann. Dabei geht das unedlere Metall in Lösung. Rost- und säurebeständige Stähle weisen in passivem Zustand ein hohes Elektrodenpotential auf und werden bei Kontakt mit unedleren Metallen und Legierungen wie Kup-fer, Bronze, Messing oder Aluminium zur Kathode und aus diesem Grund nicht angegriffen. Verschraubte Messingarmaturen an rostfrei-en Rohrleitungen sind also zulässig, vorausgesetzt, dass Messing ge-gen das vorliegende Angriffsmittel selbst genügend beständig ist. Bei Anwesenheit von reduzierenden Angriffsmitteln kann die Passivität des säurebeständigen Stahls verloren gehen, d.h. sein Elektrodenpo-tential wird unedler. In diesem Fall können diese Stähle bei unter-schiedlichen elektrochemischen Verhalten angegriffen werden. Es empfiehlt sich also, für Verbindungselemente stets artgleiche Werk-stoffe zu verwenden. Wenn dies aus konstruktiven Gründen nicht möglich ist, sollte man den unmittelbaren Kontakt durch eine Isolier-schicht verhindern.
3.1.5. Die SpAltkOrrOSiOnAls Spaltkorrosion bezeichnet man einen Korrosionsangriff, der unter Dichtungen, an gefalzten Blechteilen oder an solchen Stellen auftritt, die durch Punktschweißung miteinander verbunden sind. Bei dieser Korrosionsform ist ein Spalt zwischen zwei Teilen aus gleichen oder ungleichen Werkstoffen das Kriterium. Der zur Bildung einer Passiv-schicht der nichtrostenden Stähle ständig erforderliche Sauerstoff hat zu den Spalten nicht oder nur in ungenügendem Maße Zugang. Da-durch können sich die Spaltflächen leicht aktivieren und zu örtlicher Korrosion führen. Die Spaltkorrosion wird durch chlorionenhaltige Medien gefördert. Fazit: Schon bei der Konstruktion von Apparaten und Geräten sollten schädliche Fugen und Falzungen möglichst ver-mieden werden.
3.1.6. Die interkriStAlline kOrrOSiOn ODer kOrnzerfAllBei den ferritischen und austenitischen Qualitäten kann es bei Überhitzungen, z.B. beim Schweißen, zu Gefügeausscheidungen in Form von Chromkarbiden kommen. Diese Chromkarbide (Verbin-dungen von Chrom und Kohlenstoff) setzen sich an den Korngren-zen des Gefüges ab. Bei chemischen Beanspruchungen werden diese Korngrenzbereiche durch Chromverarmung aktiv, während die Kornflächen passiv bleiben. Der chemische Angriff schreitet also entlang der Korngrenzen fort. Er verläuft interkristallin und führt schließlich zum Herauslösen von dieser schädlichen Chromkarbi-de und damit die Chromverarmung des Stahls entsteht innerhalb einer gewissen Zeit und innerhalb eines bestimmten Temperatur-Intervalls, der sogenannten kritischen Temperaturzone.
Diese kritische Temperaturzone liegt bei den ferritischen Chrom-stählen etwas über 1000°C, während sie bei den austenitischen Güten zwischen 450 und 900°C liegt. Dies heißt also, dass ferritische Chromstähle, wenn sie längere Zeit über 1000°C erwärmt werden, Chromkarbide ausscheiden, während austenitische Güten diese Neigung bereits zwischen 450 und 900°C zeigenDa bereits beim Schweißen der rostsicheren Stähle Temperaturen über 1300°C auftreten, muss dafür gesorgt werden, dass die Stähle beim Abkühlen bzw. beim Eintritt in ihre kritische Temperaturzone keine Chromkarbide bilden können. Dies kann auf folgende 3 Arten verhindert werden:a) Die Abkühlung geht so schnell vor sich, dass sich Chrom und Koh-lenstoff nicht zu Chromkarbiden vereinigen können da zur Karbidbil-dung eine gewisse Zeit erforderlich ist. Je mehr Kohlenstoff der Stahl enthält, desto schneller geht die Chromkarbidausscheidung vor sich. Normale austenitische Qualitäten mit C-Gehalten unter 0,07% kühlen bis ca. 4 mm Blechstärke nach dem Schweißen genügend schnell an der Luft ab (die Werkstoffe 1.4301, 1.4401).b) Man senkt den Kohlenstoff-Gehalt der nichtrostenden Stähle unter 0,03% ab, um eine Karbidausscheidung zu verhindern, weil zu we-nig Kohlenstoff da ist, um eine Chromkarbidbildung zu ermöglichen (Werkstoffe 1.4306, 1.4307, 1.4404 und 1.4435), wobei ihre mecha-nische Eigenschaft durch den niedrigeren Kohlenstoffgehalt etwas reduziert werden.c) Man legiert den rostsicheren Stählen bestimmte Mengen der so-genannten Stabilisatoren Titan (Ti) oder Niob (Nb) zu. Diese beiden Legierungselemente haben eine wesentlich größere Affinität zu Koh-lenstoff als das Metall Chrom, d.h. sie gehen viel lieber und schneller eine Verbindung mit Kohlenstoff ein. Dies hat zur Folge, dass sich beim Erhitzen von stabilisierten rostsicheren Stählen bei Erreichen der kritischen Temperaturzone sofort Titan- oder Niob-Karbide bilden, bis der Kohlenstoff gebunden ist. Zur Bildung von Chromkarbiden ist kein Kohlenstoff mehr zur Verfügung.Die Titan- und Niob-Karbide sind außerdem sehr zäh und sind relativ gleichmäßig im Gefüge verteilt. Die stabilisierten Güten werden vorzugsweise bei dickeren Blechen mit Langzeitschweißungen eingesetzt. Aufgrund ihrer etwas größeren Zähigkeit finden diese Stähle insbesondere dort Verwendung, wo die Schweißnahtzonen auch bei Temperaturen über 450°C höheren mechanischen Beanspruchungen ausgesetzt sind. (die Werkstoffe 1.4541, 1.4550, 1.4571 und 1.4580).
7
3.1.7. fremDrOStAls letzte Korrosionsart sei der Fremdrost erwähnt, dessen Roster-scheinung von nicht völlig entzunderten Schweißnähten ausgehen kann oder auf Eisenablagerungen auf der Oberfläche der rostsicheren Stähle zurückzuführen ist. Auf diesen Fremdrost und seine Vermei-dung wird im Kapitel „Schweißen und Löten der rostfreien Stähle“ noch näher eingegangen, so dass wir uns darauf beschränken, darauf hinzuweisen, dass Fremdrost z. B. durch unsachgemäße Verpackung und Fremdrostbefall während des Transportes oder durch unsachge-mäße Lagerung zusammen mit Eisen entsteht. Je nach Stärke dieses Fremdrostbefalls müssen die Materialien gereinigt werden, was meis-tens durch Abscheuern mit üblichen Putzmitteln geschehen kann. In hartnäckigen Fällen ist ein Nachbeizen des Materials und Neutralisie-ren mit Wasser unerlässlich (Beizen = 15 – 20% Salpetersäure 50%ig + 80 – 85% Wasser).
3.2 Korrosionsschutz
Um an einem Apparat eine optimale Säurebeständigkeit bzw. Lebens-dauer gegen ein bestimmtes, genau bekanntes Angriffsmittel bei einer bestimmten Betriebstemperatur zu erhalten, müssen nachfol-gende Kriterien erfüllt sein:
3.2.1. Die WAhl Der beStgeeigneten QuAlitätSoweit nicht schon aus der Beständigkeitstabelle in unserer Broschü-re „Wissenswertes für den Praktiker“ die Qualitätsauswahl getroffen werden kann, sind Rückfragen bei den Fachleuten der Lieferwerke un-erlässlich. In Sonderfällen führen auch Versuche mit kleinen Mustern bei Kunden zum Erfolg. Dabei muss allerdings darauf geachtet wer-den, dass nur ein Teil des Musters in das vorliegende Angriffsmittel getaucht wird, weil der Angriff beim Übergang in Luft, also auf dem Säurespiegel, meistens am größten ist.
3.2.2. kOnStruktiVe mASSnAhmenAuf diese wird in dem Kapitel „Schweißen und Löten“ hingewiesen. Als Hauptregeln gelten: möglichst wenige Schweißnähte, denn diese beherbergen immer die schwächsten Stellen einer Konstruktion in Be-zug auf Säurebeständigkeit. Ferner sollen allzu starke, durch Kaltverformung entstandene Span-nungen nach Möglichkeit durch Glühung abgebaut werden. Im Wei-teren sollen für Langzeitschweißungen z. B. bei der Verarbeitung von dicken Blechen zur Vermeidung der interkristallinen Korrosion nur niedergekohlte oder stabilisierte Güten verwendet werden (Werkstof-fe 1.4306, 1.4541, 1.4435 und 1.4571).
3.2.3. OBERFLäCHENBEHANDLUNGIm Weiteren hat man sich, was das Aussehen eines fertigen Apparates betriff, stets den Satz vor Augen zu halten: Je glatter und glänzender die Oberfläche eines nichtrostenden Stahls ist, desto besser ist seine Beständigkeit gegen chemische Angriffsmittel.Dem Schleifen und Polieren muss bei rostbeständigen Apparaten mit höchster chemischer Beanspruchung also besondere Aufmerksam-keit geschenkt werden.
4. Die WärmebehAnDlung
Während die austenitischen und ferritischen nichtrostenden Stähle in abgeschrecktem bzw. geglühtem Zustand bei entsprechend gut passi-vierter oder polierter Oberfläche ihre beste Säurebeständigkeit besit-zen, sollten die martensitischen Chromstähle ausschließlich in vergü-tetem bzw. gehärtetem Zustand zur Verwendung gelangen, da sie nur in diesem Zustand ihre spezifische beste Rostsicherheit aufweisen.Die Glüh- und Vergütungstemperaturen für eine Auswahl der meist-verwendeten rost- und säurebeständigen Stähle können den entspre-chenden Datenblättern entnommen werden.Bei den austenitischen Stählen liegt die Glühtemperatur durchwegs bei ca. 1050°C, wobei wegen der Gefahr der interkristallinen Korrosion
die kritische Temperaturzone zwischen 900 und 450°C bei der Abküh-lung schnell durchfahren werden muss. Dies erfolgt durch Abschre-ckung in Wasser, so dass man statt „Glühen“ auch „Abschrecken“ zu sagen pflegt.Zum Schluss sei noch etwas über die Pflege von Konstruktionen und Apparaten aus rostsicherem Stahl gesagt:Die Meinung, dass nichtrostender Stahl rostfrei bleibt und keinerlei Pflege bedarf, ist leider noch ziemlich stark verbreitet, was hin und wieder zu einem bösen Erwachen führen kann. Schon durch den Um-stand, dass diese Stähle sehr anfällig gegen Fremdrost sind, ist es unerlässlich, die Apparate zu überwachen und nötigenfalls diesen Fremdrost zu entfernen. Die Industrie bietet heute eine ganze Reihe von Reinigungsmitteln zur Pflege von nichtrostendem Stahl an. Nä-here Angaben hierüber finden Sie in den Kapiteln „Reinigung und Pflege“.Was passieren kann, wenn nicht gereinigt wird, sei an nachfolgendem Beispiel gezeigt:In einem Hotelbetrieb wurde vor Jahren ein größerer runder, rostsi-cherer Eimer aus 2 mm Blech in Werkstoff Nr. 1.4301 mit Standring, Handgriffen und Deckel eingesetzt zum Sammeln der Lebensmittel-abfälle von Küche und Service. Jeden Abend wurden diese Abfälle von einer Schweinezucht in Stadtnähe abgeholt. Nach knapp einem Jahr erreichte uns dann die Reklamation der Herstellerfirma des Ei-mers. Grund: Der Boden des Eimers war total durch korrodiert und stellenweise ausgebrochen. Die Untersuchung durch uns zeigte eine relativ dicke Kruste Kochsalz auf dem Boden, große, durch Lochfraß verursachte Löcher, nebst „klassischer“ Spannungsrisskorrosion mit durchbrochenen Rissen an den Radien des gepressten Bodens. Im Übrigen betrug die Wandstärke des Mantels in der untersten Partie noch knapp 1 mm. Was war geschehen? Der Eimer war, wie uns vom Hotelier bestätigt wurde, überhaupt nie ausgewaschen worden; war-um auch, er ist ja rostfrei, war die erstaunte Frage. Man hat den Eimer ganz einfach jeden Abend gekippt und den Inhalt in mitgebrachte Bot-tiche der Mästerei geleert, ein halbes Jahr lang. Die dadurch entstan-dene, immer stärker werdende Konzentration von feuchtem Kochsalz hat den Eimer vorzeitig zerstört. Nachzutragen wäre, dass der neue Eimer, der sicherheitshalber in Werkstoff Nr. 1.4404 gefertigt wurde und jeden Tag nach der Leerung mit Wasser ausgespült wird, sehr wahrscheinlich heute, nach 10 Jahren, noch existiert.
5. schWeissen unD löten Der rostfreien stähle
schWeissen von crni-stählen:Der Literatur ist zu entnehmen, dass heute mehr als 150 Schweißver-fahren bzw. Verfahrensvariationen unterschieden werden. Nicht alle Verfahren sind zum Schweißen von CrNi-Stählen einzusetzen.
gAsschWeissen (Autogen-schWeissen)Zum Schweißen hochwertiger Verbindungen ist das Gasschweißen nicht geeignet. Gelegentlich werden dünne Bleche mittels Bördel naht verschweißt. Spezielle Flussmittel sind dazu erforderlich. Dabei ist mit eher kleinem Brenner und streng neutraler (bis leicht reduzierender) Flamme zu schweißen. Ein niob-stabilisierender Zusatzdraht wirkt der Aufkohlung durch die Flamme entgegen.
lichtbogenhAnDschWeissen (eleKtroDen-schWeissen)Praktisch alle Lichtbogenschweißverfahren eignen sich zum Schwei-ßen von CrNi-Stählen. Das Elektroden-Handschweißen verliert jedoch gegenüber den Schutzgas-Schweißverfahren aus verschiedenen Gründen an Bedeutung. Zum Lichtbogenschweißen von CrNi-Stählen muss die Schweißstelle in jedem Fall sauber, trocken und fettfrei sein. Die Schweißelektrode ist nach Rücksprache mit dem Elektroden-Lie-feranten zu wählen. In der Regel werden artgleiche Zusatzwerkstoffe eingesetzt.Wie bei allen Schweißverfahren ist beim Lichtbogenschweißen die

8
richtige Schweißnahtvorbereitung von Bedeutung. Bis höchstens 4mm Blechdicke kann ein Stumpfstoß als I-Naht ausgebildet sein. Der Stegabstand = halbe Blechdicke +1 mm ist in jedem Fall einzu-halten. Nur dieser scheinbar große Stegabstand erlaubt ein sicheres Durchschweißen. Beim Durchschweißen dünner Querschnitte ohne Luftspalt kann die Elektrodenschlacke die Nahtwurzel nicht abde-cken. Chromoxydbildung und Korrosionserscheinungen sind dann zu erwarten.Farbige, zerklüftete, verzunderte Nahtwurzeln oder im schlimmsten Fall ein unverschweißter Spalt sind höheren Korrosionsansprüchen nicht immer gewachsen. Für Wurzelschweißungen an Rohren ist das Lichtbogenhandschweißen heute ohnehin nicht mehr Stand der Tech-nik. Das Wolfram-Schutzgas-Schweißverfahren eignet sich dazu weit besser.Bereits das richtige Heften - z.B. einer Kehlnaht – ist schwierig. Oft wird die Stromstärke zu hoch eingestellt. Dadurch entstehen bereits an der Heftstelle Risse. Die Heftstellen sind einwandfrei, lang genug und im Pilgerschritt auszuführen.V-Nähte bei Werkstückdicken bis ca. 6 mm werden mit einem Öff-nungswinkel von ca. 90° ausgeführt. Bauteile größerer Dicken er-fordern zum Teil andere Nahtformen mit, relativ gesehen, großen Öffnungswinkeln von mindestens 70°. Immer muss ein einwandfreies Durchschweißen gewährleistet sein, ohne dass die Nahtwurzel oxy-diert.
schutzgAsschWeissverfAhren
WOlfrAm-inertgAS-SchWeiSSen (Wig, tig)Das TIG-Schweißverfahren eignet sich gut für das wirtschaftliche Verschweißen dünner Bleche und Rohre aus nichtrostenden Stählen. Öfter werden saubere, krater- und porenfreie Wurzellagen an dickeren Bauteilen bei V-Nähten ebenfalls durch TIG-Schweißen ausgeführt.Zum Schweißen wird Gleichstrom verwendet, wobei das Werkstück am Pluspol und die Elektrode am Minuspol angeschlossen wird. Thorium-legierte Elektroden halten länger und ergeben weniger Ein-schlüsse. Die Elektroden werden spitz geschliffen, damit bleibt die Wärme besser konzentriert. In der Regel wird als Schutzgas normales Schweiß-Argon mit einer Reinheit von 99,99% eingesetzt.
Die häufigsten Schweißfehler beim TIG-Schweißen entstehen in der Schweißpraxis durch:-fehlerhafte, verkantete Brennerhaltung-ungenügende Gaszufuhr-Turbulenzen an der Brennerdüse-Luftzug durch Absaugung oder Durchzug.
Öfter als zu erwarten ist, wird beim TIG-Schweißen die Rückseite der Schweißnaht vergessen. Diese ist immer durch zweckmäßige Maß-nahmen zu schützen.
Üblich sind:- bei nicht zu hohen Ansprüchen: gut anliegende Kupferstreifen. An-sonsten:
- Vorrichtungen für den Wurzelschutz mit Rein-Argon oder Formiergas.- Klebestreifen verschiedener Art; diese können jedoch infolge von Verbrennungsrückständen problematisch sein.
Das Formiergas - ein Gas aus 80 bis 90% Stickstoff, Rest Wasserstoff – wird häufig als Innenschutzgas beim Schweißen von Rohren einge-setzt. Es muss durchströmen und am Rohrende abgefackelt werden. Wesentlich ist, dass bereits beim Heften von Rohren das Formiergas angeschlossen sein muss, da sonst bleibende oxydierte Heftstellen zurückbleiben. Diese sind später die Ursache von Korrosionen.
metAll-intergAS-SchWeiSSen (mig)Größere Bauteile über ca. 5 mm Dicke eignen sich zum Verbinden durch MIG-Schweißen. Gearbeitet wird dabei mit Sprühlichtbogen.
Moderne Schweißgeräte und Impulstechnik erleichtern dem Schwei-ßer das Einstellen der erforderlichen Schweißparameter.Zur Erzielung einer besseren Nahtzeichnung ohne Spritzer wird ein Ar-gon-/Sauerstoff-Mischgas mit 1-3% Sauerstoffanteil eingesetzt.
plASmA-SchWeiSSenDas Plasma-Schweißen ist eine Weiterentwicklung des Wolfram-In-tergas-Schweißens. Wesentlich erhöht sind beim Plasma-schweißen die Energiedichte und Lichtbogenstabilität. Infolge des hohen geräte-technischen Aufwandes wird die Stichlochtechnik wenig eingesetzt. Das Mikroplasma-Schweißen von Blechdicken im Zehntelmillime-terbereich und ebensolchen Drähten ist dagegen allgemein üblich. Große Handfertigkeit und umfangreiche Fixiereinrichtungen etc. sind jedoch auch hier erforderlich.
WiDerStAnDSSchWeiSSen Die schlechte Wärmeleitfähigkeit und die niedrige elektrische Leitfä-higkeit der austenitischen Stähle ergeben eine gute Verschweißbar-keit durch z.B. Punktschweißen. Dabei ist der mögliche große Verzug oder gar das Ausbeulen der Bleche zwischen den Schweißpunkten zu beachten. Zudem können bei Überlappverbindungen leicht Spalt- oder Kontaktkorrosionen auftreten.
WAhl Der SchWeiSSVerfAhren Welches Schweißverfahren einzusetzen ist, hängt schließlich von ver-schiedenen Faktoren ab.Im Wesentlichen sind dies: -Blechdicke-Nahtlänge-Schweißposition-Werkstückzahl und Anforderungen an das Werkstück.
KonstruKtive unD Arbeitstechnische regeln
Bei sämtlichen Schweißarbeiten sind die CrNi-Stählen gegenüber Baustählen wesentlich anderen physikalischen Eigenschaften zu be-achten, wie:-geringe Wärmeleitfähigkeit-hoher Ausdehnungskoeffizient-hoher elektrischer Widerstand.
Die Wärmefähigkeit von CrNi-Stählen beträgt nur etwa ein Drittel hö-her. Dies bedeutet beim Schweißen Wärmestau, Spannungen und Verzug, aber auch Heißrissgefahr und Chromkarbid-Bildung mit Kor-rosionsgefahr bei unstabilisierten Stählen.
Als allgemeine Regeln gelten deshalb für jeden Schweißer:-kleines Schweißnahtvolumen vorsehen-das Pendeln beim Schweißen ist zu unterlassen, d.h. -„Kalt“-schweißen mit geringer Wärmeeinbringung -Schweißen von Strichraupen.-Sind mehrere lagen zu schweißen, so kann zur Vermeidung von Heiß-rissen die Gegenseite direkt hinter der Schweißstelle mit Wasser oder Pressluft gekühlt werden.
Heißrisse entstehen in Folge des hohen Ausdehnungskoeffizienten austenitischer Stähle. Zudem bilden Verunreinigungen, wie z.B. S mit Fe, niedrigschmelzende Phasen, die sich an den Korngrenzen abla-gern. Beim erstarren entstehen hohe Schrumpfspannungen. Die Risse bilden sich alsdann ausgehend von niedrigschmelzenden Filmen in der Erstarrungszone.Bei hohen Schweißtemperaturen, wie sie auch bei Mehrlagenschwei-ßungen auftreten, bilden sich Oxyde. Zudem kann sich Chrom mit Kohlenstoff zu Chromkarbid verbinden. Dies führt in korngrenznahen Zonen zu Chromverarmung, d.h. zu interkristalliner Korrosion. Bei Mehrlagenschweißungen ist deshalb die letzte Lage immer auf die korrosionsbeanspruchte Seite eines Bauteils zu legen.
9
Bei korrosionsbeanspruchten Teilen ist im Weiteren jede Spannungs-konzentration zu vermeiden. Ansammlungen von Schweißnähten führen zu hohen Schrumpfspannungen und damit zu Spannungsriss Korrosionsgefahr.Vorsicht ist ebenfalls beim Kaltverformen geboten. Nachträgliches Hämmern oder Richten der Schweißnaht kann zu hohen örtlichen Spannungskonzentration und unzulässigen Härten führen. Bei kalt-verfestigten CrNi-Stählen sinkt die Dehnungsfähigkeit des Werkstof-fes rasch auf minimale Werte.Am Beispiel einer Punktschweißverbindung sei auf die Gefährlichkeit von Anlauffarben und Spalten hingewiesen. Anlauffarben sind dünne Oxydschichten, die nicht mehr die passivierenden Eigenschaften des Grundwerkstoffes aufweisen. Nicht entfernte Anlauffarben können rasch zu lokalen Korrosionsangriffen führen.
fremDrost
WAS Viele nicht WiSSen…„Eisen“ ist der Feind des nichtrostenden Stahles.Unebenheiten, Fremdpartikel und ganz besonders kleine Eisenteil-chen stören die submikroskopische Passivschicht des CrNi-Stahles. Bei höchsten Ansprüchen gelten deshalb auch für jeden Metallbau-schlosser folgende Regeln:- Keine Schleifscheiben verwenden, mit denen vorher unlegierter
Stahl geschliffen worden ist.- Schleifstaub von unlegiertem Stahl darf nicht auf die Oberfläche von
CrNi-Stahl gelangen, d.h., die Arbeitsplätze für die Verarbeitung von Chrom-Nickel-Stählen sind von Arbeitsplätzen für unlegierte Stähle zu trennen.
Außerdem:- Nur Bürsten aus nichtrostendem Stahl verwenden, die nicht gleich-
zeitig für unlegierte Stähle eingesetzt werden dürfen.- Eine stählerne Reißnadel zum Anreißen auf Chrom-Nickel-Stahl darf
nicht verwendet werden.- Im Extremfall kann bereits ein über CrNi-Stahl gleitender Schrau-
benschlüssel oder Eisenhammer unter ungünstigen Umständen die Korrosion einleiten.
löten von crni-stählen
hArtlötenHartlotverbindungen lassen sich mit niedrig schmelzenden Silberlo-ten und zugehörigen Flussmitteln sehr gut durchführen. Es wird mit weicher Flamme gearbeitet; punktförmige Erhitzung bzw. Überhitzung ist zu vermeiden. Die zu verbindenden Flächen sind chemisch oder mechanisch auf zu rauen. Der Lötspalt soll 0,1 mm, die Überlappung mindestens 2 mm betragen.Zum Hartlöten werden Silberlote mit 35-56% Silber, vorzugsweise AG 56 nach DIN 8513 mit Flussmittel F-SH 1 nach DIN 8511 eingesetzt. Bei Teilen für die Lebensmittelindustrie dürfen nur cadmiumfreie Silberlo-te eingesetzt werden.Die beim Hartlöten entstehenden Anlauffarben müssen durch Beizen oder Bürsten entfernt werden.
Weichlöten Nichtrostende Stähle lassen sich mit Lötzinn (L-SnAG5 oder L-Sn60PB nach DIN 1707) weich löten, wenn man aggressive Flussmittel (F-SW 11, S-SW 21 nach DIN 8511) benutzt.Die zu verbindenden Oberflächen müssen gereinigt und metallisch blank gemacht werden. Da die nichtrostenden Stähle Wärme schlech-ter leiten als Kupfer oder Eisen, sind örtliche Überhitzungen zu ver-meiden. Für den Lötspalt gilt das gleiche wie beim Hartlöten. Die Überlappung soll 6 mm betragen.Für beide Verfahren gilt: Bei geschliffenem Material soll die Schleif-richtung in Flussrichtung liegen. Der Lötspalt darf sich in Flussrichtung nicht vergrößern. Er muss konstant sein oder sich leicht verengen.
10
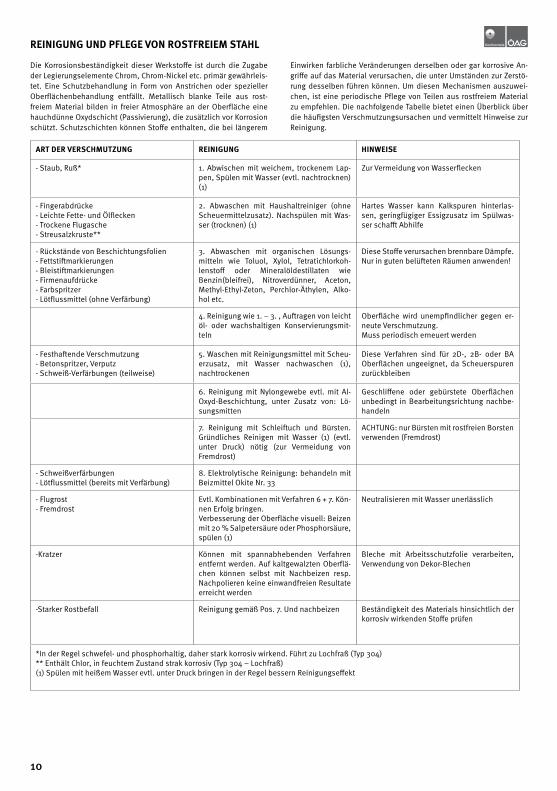
Die Korrosionsbeständigkeit dieser Werkstoffe ist durch die Zugabe der Legierungselemente Chrom, Chrom-Nickel etc. primär gewährleis-tet. Eine Schutzbehandlung in Form von Anstrichen oder spezieller Oberflächenbehandlung entfällt. Metallisch blanke Teile aus rost-freiem Material bilden in freier Atmosphäre an der Oberfläche eine hauchdünne Oxydschicht (Passivierung), die zusätzlich vor Korrosion schützt. Schutzschichten können Stoffe enthalten, die bei längerem
Einwirken farbliche Veränderungen derselben oder gar korrosive An-griffe auf das Material verursachen, die unter Umständen zur Zerstö-rung desselben führen können. Um diesen Mechanismen auszuwei-chen, ist eine periodische Pflege von Teilen aus rostfreiem Material zu empfehlen. Die nachfolgende Tabelle bietet einen Überblick über die häufigsten Verschmutzungsursachen und vermittelt Hinweise zur Reinigung.
Art Der verschmutzung reinigung hinWeise
- Staub, Ruß* 1. Abwischen mit weichem, trockenem Lap-pen, Spülen mit Wasser (evtl. nachtrocknen) (1)
Zur Vermeidung von Wasserflecken
- Fingerabdrücke- Leichte Fette- und Ölflecken- Trockene Flugasche- Streusalzkruste**
2. Abwaschen mit Haushaltreiniger (ohne Scheuermittelzusatz). Nachspülen mit Was-ser (trocknen) (1)
Hartes Wasser kann Kalkspuren hinterlas-sen, geringfügiger Essigzusatz im Spülwas-ser schafft Abhilfe
- Rückstände von Beschichtungsfolien- Fettstiftmarkierungen- Bleistiftmarkierungen- Firmenaufdrücke- Farbspritzer- Lötflussmittel (ohne Verfärbung)
3. Abwaschen mit organischen Lösungs-mitteln wie Toluol, Xylol, Tetratichlorkoh-lenstoff oder Mineralöldestillaten wie Benzin(bleifrei), Nitroverdünner, Aceton, Methyl-Ethyl-Zeton, Perchlor-äthylen, Alko-hol etc.
Diese Stoffe verursachen brennbare Dämpfe. Nur in guten belüfteten Räumen anwenden!
4. Reinigung wie 1. – 3. , Auftragen von leicht öl- oder wachshaltigen Konservierungsmit-teln
Oberfläche wird unempfindlicher gegen er-neute Verschmutzung. Muss periodisch erneuert werden
- Festhaftende Verschmutzung- Betonspritzer, Verputz- Schweiß-Verfärbungen (teilweise)
5. Waschen mit Reinigungsmittel mit Scheu-erzusatz, mit Wasser nachwaschen (1), nachtrockenen
Diese Verfahren sind für 2D-, 2B- oder BA Oberflächen ungeeignet, da Scheuerspuren zurückbleiben
6. Reinigung mit Nylongewebe evtl. mit Al-Oxyd-Beschichtung, unter Zusatz von: Lö-sungsmitten
Geschliffene oder gebürstete Oberflächen unbedingt in Bearbeitungsrichtung nachbe-handeln
7. Reinigung mit Schleiftuch und Bürsten. Gründliches Reinigen mit Wasser (1) (evtl. unter Druck) nötig (zur Vermeidung von Fremdrost)
ACHTUNG: nur Bürsten mit rostfreien Borsten verwenden (Fremdrost)
- Schweißverfärbungen - Lötflussmittel (bereits mit Verfärbung)
8. Elektrolytische Reinigung: behandeln mit Beizmittel Okite Nr. 33
- Flugrost- Fremdrost
Evtl. Kombinationen mit Verfahren 6 + 7. Kön-nen Erfolg bringen.Verbesserung der Oberfläche visuell: Beizen mit 20 % Salpetersäure oder Phosphorsäure, spülen (1)
Neutralisieren mit Wasser unerlässlich
-Kratzer Können mit spannabhebenden Verfahren entfernt werden. Auf kaltgewalzten Oberflä-chen können selbst mit Nachbeizen resp. Nachpolieren keine einwandfreien Resultate erreicht werden
Bleche mit Arbeitsschutzfolie verarbeiten, Verwendung von Dekor-Blechen
-Starker Rostbefall Reinigung gemäß Pos. 7. Und nachbeizen Beständigkeit des Materials hinsichtlich der korrosiv wirkenden Stoffe prüfen
*In der Regel schwefel- und phosphorhaltig, daher stark korrosiv wirkend. Führt zu Lochfraß (Typ 304)** Enthält Chlor, in feuchtem Zustand strak korrosiv (Typ 304 – Lochfraß)(1) Spülen mit heißem Wasser evtl. unter Druck bringen in der Regel bessern Reinigungseffekt
reinigung unD Pflege von rostfreiem stAhl

11
WerKstoff-nr. 1.4021, WerKstoff-nr. 1.4057Die vergütbaren martensitischen Werkstoffe Nr. 1.4021 und 1.4057 sollten ausschließlich in vergütetem Zustand eingesetzt werden. Bei geschliffener oder polierter Oberfläche ist der Werkstoff Nr. 1.4021 genügend beständig gegen Wasser, Wasserdampf und ähnliche schwach oxydierende Medien. Der Werkstoff Nr.1.4057 weist eine im Vergleich zu W. Nr. 1.4021 verbesserte Korrosionsbeständigkeit auf und wird für mechanisch hoch beanspruchte Teile, z.B. in der Luftfahrt, in Molkereimaschinen, in der Papierindustrie sowie in der Salpetersäure-Industrie, eingesetzt. Ein Schweißen dieser beiden Qualitäten ist nur bedingt möglich. (Vorwärmen der Stähle auf 250 – 350°C und Neuvergütung nach dem Schweißen.)
WerKstoff-nr. 1.4104Der Werkstoff Nr. 1.4104 mit erhöhtem Schwefel-Gehalt ist ein rostsi-cherer Automatenstahl mit guter Zerspanbarkeit. Dank seiner guten Beständigkeit gegen Wasser, Wasserdampf und andere schwach oxy-dierende Medien besitzt dieser Stahl ein großes Anwendungsgebiet für Schrauben und Décolletage-Teile aller Art in der Apparatebau-In-dustrie. Der Werkstoff Nr. 1.4104 ist nicht schweißbar, seine Verwend-barkeit beschränkt sich auf den Temperaturbereich unter 350°C.
WerKstoff-nr. 1.4301, WerKstoff-nr. 1.4306, WerKstoff-nr. 1.4307, WerKstoff-nr. 1.4541Die austenitischen Cr-Ni-legierten Werkstoffe Nr. 1.4301, 1.4306, 1.4307 und 1.4541, mit wesentlich verbesserter Korrosionsbeständig-keit gegenüber den Chrom-Stählen, finden in fast allen Industriezwei-gen ausgedehnte Verwendung; so z.B. für Haushaltsmaschinen und –geräte, für Küchen- und Gaststätteneinrichtungen, in der Nahrungs-mittel- und Getränkeindustrie, für Heizungs- und Klimaanlagen, in der chemischen Industrie, Papierindustrie Kunstdüngerindustrie usw.Die Standardqualität W. Nr. 1.4301 ist zufolge ihres üblicherweise unter 0,07 % abgesenkten Kohlenstoff-Gehaltes wenig anfällig ge-gen die schädlichen Chromkarbid-Ausscheidung und daher bis zur Blechstärken von ca. 6 mm einwandfrei ohne thermische Nachbe-handlung schweißbar. Der Werkstoff Nr. 1.4306 und 1.4307 mit einem garantierten Kohlenstoff-Gehalt von max. 0,03% sowie der mit dem Karbidbildner Titan stabilisierte Werkstoff Nr. 1.4541 sind vollkommen kornzerfallbeständig, d.h. sie können lange Zein in der für normale 18/8- Stähle kritischen Temperaturzone zwischen 450 und 800 °C gehalten werden, ohne der Kargidausscheidung und dem Kornzer-fall (=interkristalline Korrosion) ausgesetzt zu sein. Die Werkstoffe Nr. 1.4306, 1.4307 und 1.4541 sind also für dicke Bleche über 6 mm Stärke vorzuziehen, wo große Schweißnähte mit entsprechend langen Schweißzeiten vorkommen und wo höchste Korrosionsbeständigkeit auch in den Schweißnaht-Randzonen unerlässlich ist.Außerdem sitzt der stabilisierte Werkstoff Nr. 1.4541 bessere Warm-festigkeitseigenschaften als der niedergekohlte W. Nr. 1.4306 und 1.4307. Er ist also für Verwendungszwecke zu bevorzugen, wo Material und Schweißnähte bei Temperaturen über 450-800°C mechanisch stark beansprucht werden. Beide Qualitäten sind außerdem zunder-frei bis 870°C.Die Werkstoffe Nr. 1.4301 und 1.4541 können auch als kaltzähe Stähle für Tieftemperaturen bis minus 200°C eingesetzt werden, z. B. in der Luftfahrindustrie, im Kältemaschinenbau sowie im Kesselbau. Diese Stähle besitzen auch bei tiefen Temperaturen noch eine hohe Zähig-keit.
WerKstoff-nr. 1.4305Der austenitische Werkstoff Nr. 1.4305 mit erhöhtem Schwefel-Gehalt ist der gebräuchlichste rostsichere Automatenstahl. Dank seiner trotz Schwefel-Zusatz immer noch guten Rostbeständigkeit wird dieser Stahl für Schrauben und Drehteile aller Art im gesamten rostsicheren Apparatebau eingesetzt. Der Werkstoff Nr. 1.4305 ist nicht schweiß-bar, ohne thermische Nachbehandlung, da zufolge zu hohen C-Ge-halts nicht kornzerfallbeständig. Seine Verwendbarkeit ist beschränkt auf den Temperaturbereich unter 350°C.
WerKstoff-nr. 1.4401, WerKstoff-nr.1.4404, WerKstoff-nr. 1.4571Die Säurebeständigkeit der rostsicheren Chrom-Nickel-Stähle kann durch den Zusatz von Molybdän wesentlich verbessert werden. Der Tendenz zur Bildung von Ferritanteilen im austenitischen Gefüge durch den Ferritbildner Molybdän wird durch gleichzeitige Erhöhung des Nickelgehaltes entgegengesteuert (Schäffler-Diagramm).Die Cr-Ni-Mo-legierten Werkstoffe Nr. 1.4401, 1.4436, 1.4404, 14435 und 1.4571 sind beständiger gegen reduzierend wirkende organische und anorganische Säuren sowie auch gegen halogenhaltige Medien (siehe Beständigkeitstabellen). Ferner sind diese Stähle auch weniger anfällig gegen Lochfraß.Die Werkstoffe Nr. 1.4401 und 1.4436 sind für Betriebstemperaturen bis max. 350°C geeignet. Bis ca. Blechstärke 6 mm sind diese Qualitä-ten ohne thermische Nachbehandlung schweißbar.Die niedergekohlten Werkstoffe Nr. 1.4404 und 1.4435 sowie der mit Titan stabilisierte Werkstoff Nr. 1.4571 sind vollkommen kornzerfallbe-ständig, d.h. sie können nicht nur in allen Blechstärken ohne ther-mische Nachbehandlung einwandfrei geschweißt, sondern auch bei höheren Temperaturen bis 800°C im Dauerbetrieb eingesetzt werden. Alle 3 Werkstoffe sind außerdem zunderfei bis max. 870°C. Die Werk-stoffe Nr. 1.4435 und 1.4571 sind die in der chemischen Industrie am häufigsten zur Verwendung gelangenden säurebeständigen Stähle. Der stabilisierte Werkstoff Nr. 1.4571 weist etwas bessere Warmfestig-keitseigenschaften auf, auf Kosten einer leicht verminderten Säurebe-ständigkeit gegenüber dem Werkstoff Nr. 1.4435.
WerKstoff-nr. 1.4539Der Werkstoff Nr. 1.4539 ist ein hochsäurebeständiger Sonder-Stahl mit besonders guter Beständigkeit gegen Schwefel- und Phosphor-säure, bei Konzentrationen bis zu 70 % und Betriebstemperaturen bis 80°C. Im Weiteren hat dieser Werkstoff eine gute Beständigkeit gegen konzentrierte organische Säuren, auch bei höheren Temperaturen, sowie gegen Salz- und Sodalösungen. Der Stahl ist besonders unemp-findlich gegen Lochfraß und Spannungsrisskorrosion. Zufolge seines auf max. 0,03% abgesenkten Kohlenstoffgehaltes ist er vollkommen kornzerfallbeständig und in allen Blechstercken einwandfrei ohne thermische Nachbehandlung schweißbar.
WerKstoff-nr. 1.4460, WerKstoff-nr. 1.4462Die Werkstoffe Nr. 1.4460 und 1.4462 besitzen gegenüber den reinen austenitischen Cr.-Ni-Stählen eine doppelt so hohe Streckgrenze. Ne-ben einer ausgezeichneten Säurebeständigkeit im Bereich nichtoxy-dierender Säuren und chloridhaltiger Lösungen besitzen diese Stähle eine hohe Verschleißfestigkeit. Sie sind somit für mechanisch hoch beanspruchte Maschinenteile, Wellen, Rührarme usw. zu empfehlen. Der Werkstoff Nr. 1.4460 ist nur mit thermischer Nachbehandlung schweißbar (Glühen bei 1050°C/Abschrecken in Wasser). Außerdem ist die Verwendung dieses Stahls auf den Temperaturbereich unter 350°C beschränkt. Im Gegensatz dazu ist der Werkstoff Nr. 1.4462 kornzerfallbeständig und ohne thermische Nachbehandlung schweiß-bar. Er soll jedoch im Dauerbetrieb nicht über 500°C eingesetzt wer-den wegen Versprödungsgefahr (Sigma-Phase).
AnmerKungen

12
Die hitzebeständigen Stähle zeichnen sich, je nach ihrer chemischen Zusammensetzung, durch eine gute Zunderbeständigkeit in Luft im Temperaturbereich zwischen 500 und 1150°C aus. Die Zunderbeständigkeit ist auf den Chromgehalt im Stahl zurück-zuführe. Sie steigt mit wachsendem Chromgehalt und kann durch weitere Zusätze von Aluminium und Silizium noch erhöht werden. Bei gleichzeitiger Anwesenheit von Nickel wird ebenfalls die Warmfestig-keit der Stähle verbessert.Während beim Zundern von reinem Eisen und niedrig legiertem Stahl in der Hitze eine Zunderschicht aus porösen Eisenoxyden entsteht, die mit zunehmender Glühdauer stetig anwächst und abblättert, bil-den sich auf den hitzebeständigen Stählen sehr gleichmäßige und dichte Chrom-, Aluminium- und Silizium-Oxyde, die auch bei Tempe-raturwechseln mit der Stahloberfläche noch stark behaftet bleiben. Die Dicke dieser Schutzschicht wächst nach der ersten Bildung immer langsamer, wobei Diffusionsvorgänge, z. B. von Chrom aus dem Stahl an die Oberfläche, eine wichtige Rolle spielen. Je höher der Chromge-halt, desto zunderbeständiger ist auch der Stahl.Da sich in reduzierenden wirkenden Gasen diese günstig wirkenden Oxydschichten nicht in dem Masse bilden können wie in Sauerstoff oder Luft, ist auch die Beständigkeit der einzelnen Stähle in reduzie-renden Gasen geringer als oxydierender Atmosphäre. Hitzebeständige Stahlbleche werden normalerwiese nicht gebeizt, sondern bereits mit der ersten Zunderschicht (Walzhaut + Glühzun-der) versehen, also im Verfahren Ic, warmgewalzt und geglüht, an-geliefert. Bei Verarbeitung der Bleche soll diese erste Zunderschicht auch nicht entfernt werden.
Je nach chemischer Zusammensetzung und Gefüge unterscheidet man 3 Gruppen von hitzebeständigen Stählen:
a) Die ferritischen Cr-Si-Al-StähleMit Chromgehalten von ca. 2 bis 25% und Zusätzen von 1 bis 2% Silizi-um und bis 6% Aluminium. Der Ausdehnungskoeffizient dieser Stähle ist niedriger als derjenige von unlegiertem Stahl. Versprödungsbereiche: Bei den Qualitäten mit Cr-Gehalten von über 15% tritt zwischen 450
und 525°C die sog. 475°-Versprödung ein, die allerdings durch kurz-zeitiges Erhitzen des Stahls auf 700 – 800°C wieder aufgehoben wer-den kann. Der zweite Versprödungsbereich liegt zwischen 650 und 850°C (Bil-dung der Sigma-Phase), tritt aber nur bei Stählen mit Chromgehalten von 25%, also nur bei Werkstoff Nr. 1.4762, auf. Darum soll dieser Stahl im Dauerbetrieb nicht unter 900°C eingesetzt werden.
b) Die ferritisch-austenitischen Cr-Ni-Stähle mit geringem Nickelge-halt.Beim Werkstoff Nr. 1.4821 liegen die Verhältnisse hinsichtlich Ver-sprödungsgefahr ungefähr gleich wie bei der Sigma-Phase im Tempe-raturbereich von 650 bis 850°C soll auch dieser Stahl im Dauerbetrieb nicht unter 900°C zum Einsatz kommen.
c) Die austenitischen Cr-Ni-Stähle mit Chromgehalten von ca. 16 bis 26% und Nickel-Gehalten von ca. 10 bis 21%. Der Ausdehnungsko-effizient dieser Stähle ist höher als derjenige von unlegiertem Stahl.
d) Bei diesen Qualitäten besteht nur im Temperaturbereich zwischen ca. 600 und 850°C Versprödungsgefahr durch die sich bildende Sig-ma-Phase sowie durch Chromkarbidausscheidungen. Durch ein Lö-sungsglühen bei 1050°C mit nachfolgender schneller Abkühlung kann das ursprüngliche Gefüge wieder hergestellt werden.
Da der Werkstoff 1.4841 nicht bzw. nur unbedeutend im kritischen Temperaturbereich versprödet, könnte er auch für solche Geräte eingesetzt werden, bei denen eine Langzeit-Betriebstemperatur zwi-schen 600 und 850°C nicht zu umgehen ist.Der Werkstoff Nr. 1.4841 ist anfälliger gegen Sigma-Phase-Versprö-dung und soll nur für Betriebstemperaturen oberhalb 850°C einge-setzt werden.
Die hitzebestänDigen stähle

13
stAhlsorten unD ihre chemische zusAmmensetzung nAch Der schmelzAnAlyse (mAssenAnteil in %)
mechAnische eigenschAften bei rAumtemPerAtur
güte Werkstoff- nummer
stahlsorte Kurzname c si mn
max.P
max.s
max. cr mo ni Al sonstiges
nich
tros
tend
e g
üten
mArtensitische stähle1.4021 X 20 Cr 13 0,17-0,25 ≤1,0 1,0 0,045 0,030 12,0-14,0 - - - -1.4057 X20 CrNi 172 0,14-0,23 ≤1,0 1,0 0,045 0,030 15,5-17,5 - 1,5-2,5 - -1.4104 X12 CrMoS 17 0,10-0,17 ≤1,0 1,5 0,060 → 15,5-17,5 0,2-0,6 - - S 0,15-0,351.4122 X35 CrMo 17 0,33-0,45 ≤1,0 1,0 0,040 0,015 15,5-17,5 0,8-1,3 ≤1,0 - -
Austenitische stähle1.4301 X5 CrNi 1810 ≤0,07 ≤1,0 2,0 0,045 0,030 17,0-19,0 - 8,5-10,5 - -1.4305 X10 CrNiS 189 ≤0,12 ≤1,0 2,0 0,045 → 17,0-19,0 - 8,0-10,0 - S 0,15-0,351.4306 X2 CrNi 1911 ≤0,03 ≤1,0 2,0 0,045 0,030 18,0-20,0 - 10,0-12,5 - -1.4307 X2 CrNi 18-9 ≤0,03 ≤1,0 2,0 0,045 0,015 17,5-19,5 0,7 8,0-10,0 0,10 -1.4401 X5 CrNiMo 17122 ≤0,07 ≤1,0 2,0 0,045 0,030 16,5-18,5 2,0-2,5 10,5-13,5 - -1.4404 X2CrNiMo 17132 ≤0,03 ≤1,0 2,0 0,045 0,030 16,5-18,5 20,-2,5 11,0-14,0 - -1.4435 X2CrNiMo 18143 ≤0,03 ≤1,0 2,0 0,045 0,025 17,0-18,5 2,5-3,0 12,5-15,0 - -1.4541 X6 CrNiTi 1810 ≤0,08 ≤1,0 2,0 0,045 0,030 17,0-19,0 - 9,0-12,0 - Ti5x%C bis 0,81.4571 X6 CrNiMoTi 17122 ≤0,08 ≤1,0 2,0 0,045 0,030 16,5-18,5 2,0-2,5 10,5-13,5 - Ti5x%C bis 0,8
ferritische stähle
hitz
ebes
tänd
ige
güt
en
1.4713 X10 CrAl 7 ≤0,12 0,5-1,0 1,0 0,040 0,030 6,0-8,0 - - 0,5-1,0 -1.4742 X10 CrAl 18 ≤0,12 0,7-1,4 1,0 0,040 0,030 17,0-19,0 - - 0,7-1,2 -1.4762 X10 CrAl 24 ≤0,12 0,7-1,4 1,0 0,040 0,030 23,0-26,0 - - 1,2-1,7 -
ferritisch-Austenitischer stAhl1.4821 X20 CrNiSi 254 0,10-0,20 0,8-1,5 2,0 0,040 0,030 24,0-27,0 - 3,5-5,5 - -
Austenitische stähle1.4828 X15 CrNiSi 2012 ≤0,20 1,5-2,5 2,0 0,045 0,030 19,0-21,0 - 11,0-13,0 - -1.4841 X15 CrNiSi 2520 ≤0,20 1,5-2,5 2,0 0,045 0,030 24,0-26,0 - 19,0-22,0 - -
ferritisch-Austenitische stähle
hoch
-ko
rros
ions
-be
stän
dige
gü
ten
1.4460 X4 CrNiMoN 2752 ≤0,05 1,0 2,0 0,045 0,030 25,0-28,0 1,3-2,0 4,5-6,0 - N 0,05-0,201.4462 X2 CrNiMoN 2253 ≤0,03 1,0 2,0 0,030 0,020 21,0-23,0 2,5-3,5 4,5-6,5 - N 0,08-0,20
Austenitischer stAhl
1.4539 X1 NiCrMoCuN 25205 ≤0,02 0,7 2,0 0,030 0,015 19,0-21,0 4,0-4,5 24,0-26,0 -Cu 1,0-2,0/N 0,04-0,15
Werkstoff-nummer
Wärme-behand-lungs-
zustand
streckgrenze oder 0,2%
Dehngrenze n/mm2 min.
1% Dehn-grenze n/mm2 min.
zugfestigkeit n/mm2
flacherzeugnisse ≤ 100 mm1)
Draht ≥ 2 ≥ 20 mm
Durchmesser o. Dicke
stabstahl u. schmiedestücke
bruchdehnung in % min. mittelwert der Kerbschlagarbeit in J. (bewertung nach Din 17010)
stabstahl und schmiedestücke
beständigkeit gegen interkristalline Korrosion bei Prüfung nach
Din 50914
flacherzeugnisse≤ 100 mm Dicke1) stabstahl
und schmiedestücke
flacherzeugnisse stabstahl und schmiedestücke<3mm Dicke
(A80mm)
≥3≤100mm1) Dicke maßgebliches
maß mm längs quer2) tang.3) maßgebliches maß mm längs quer2) tang.3)
Dvm-Proben längs
iso-v-Proben
flacherz. ≤75mm D.
quer
im liefer-zustand
im geschw. zustandlängs/
quer längs quer
mArtensitische stähle
1.4021 vergütet 550 - 750-950 - 13 10≤60
> 60≤160 >160≤400
14 12 -
- - 8
10 10 10
≤60 > 60≤160 >160≤400
- - -
- - -
- - -
30 - -
- - -
- - -
- - -
1.4057 vergütet 550 - 750-950 - 14 10≤60
> 60≤160 >160≤400
14 12 -
- - 5
10 10 10
≤60 > 60≤160 >160≤400
20 20 -
- - -
- - -
30 25 -
- - -
- - -
- - -
1.4104geglüht vergütet
- 450
-540-740 640-840
-- -
- -
≤100 ≤100
16 11
- -
- -
≤100 ≤100
- -
- -
- -
- -
- -
- -
- -
1.4122 vergütet 550 - 750-950 7 12 10 ≤160 12 10 10≤100
> 100≤160204) 14
- -
- -
- -
- -
- -
- -
Austenitische stähle1.4301
lösu
ngsg
eglü
ht
und
abge
schr
eckt
195 230 500-7005) 35 40
40 40≤160
>160≤250455)
--
3540 40
85 -
556) 55
70 65
- -
55 ja7) ja7)
1.4305 195 230 500-700 - 35 35 ≤160 35 - - - - - - - nein nein
1.4306 180 215 450-68037 42
40 40≤160
>160≤25045 -
- 35
40 40
85 -
55 55
70 65
- -
55 ja ja
1.4307 175 200-180 500-700 - 40 40≤160
>160≤25045 35 51
≤160 >160≤250
100 6070 65
- -
55 ja ja
1.4401 205 240 510-7105) 35 40
40 40≤160
>160≤250405)
--
3035 35
85 -
556) 55 (50)
65 60
- -
55 ja7) ja7)
1.4404 190 225 490-69035 40
40 40≤160
>160≤25040 -
- 30
35 35
85 -
556) 55 (50)
65 60
- -
55 ja ja
1.4435 190 225 490-69035 40
40 40≤160
>160≤25035 -
- 30
30 30
85 -
556) 55 (50)
65 60
- -
55 ja ja
1.4541 2009) 2359) 500-7305) 35 42
35 35≤160
>160≤450405)
-
- 30 (26)
35 35
85 -
556) 55 (45)
60 55
- -
55 ja ja
1.4571 2109) 2459) 500-7305) 35 40
35 35≤160
>160≤450355)
-
- 30 (26)
30 30
85 -
556) 55 (45)
60 55
- -
55 ja ja

14
mechAnische eigenschAften bei rAumtemPerAtur
minDestWerte Der 0,2-% unD 1-%-Dehngrenze bei erhöhten temPerAturen für flAcherzeugnisse, stAbstAhl unD schmieDestücKe
ferritische stähle (hitzebestänDig)
ferritisch-Austenitischer stAhl (hitzebestänDig)
ferritisch-Austenitische stähle (hochKorrosionsbestänDig)
Austenitischer stAhl (hochKorrosionsbestänDig)
Austenitische stähle (hitzebestänDig)
stahlsorte Wärmebe-handlungs-
zustand
0,2 %-Dehngrenze 1,0 % Dehngrenze grenz-tempe-ratur 1)
°c
bei einer temperatur in °c vonKurzname Werkstoff
nummer50 100 150 200 250 300 350 400 450 500 550 50 100 150 200 250 300 350 400 450 500 550
n/mm² min n/mm² minmArtensitische stähle
X 20 Cr 13 1.4021 vergütet 430 420 410 400 382 365 335 305X20 CrNi 172 1.4057 515 495 475 460 450 430 390 345X12 CrMoS 17 1.4104 -X35 CrMo 17 1.4122 -
Austenitische stähleX5 CrNi 1810 1.4301
abgeschreckt
177 157 142 127 118 110 104 90 95 92 90 211 191 172 157 145 135 129 125 122 120 120 300X10 CrNiS 189 1.4305 - - - - - - - - - - - - - - - - - - - - - - -X2 CrNi 1911 1.4306 162 147 132 118 108 100 94 89 85 81 80 201 181 162 147 137 127 121 116 112 109 108 350X2CrNi18-9 1.4307 147 132 118 108 100 94 89 85 81 80 181 162 147 137 127 121 116 112 109 108X5 CrNiMo 17122 1.4401 196 177 162 147 137 127 120 115 112 110 108 230 211 191 177 167 156 150 144 141 139 137 300X2CrNiMo 17132 1.4404 182 166 152 137 127 118 113 108 103 100 98 217 199 181 167 157 145 139 135 130 128 127 400X2CrNiMo 18143 1.4435 182 166 152 137 127 118 113 108 103 100 98 217 199 181 167 157 145 139 135 130 128 127 400X6 CrNiTi 1810 1.4541 190 176 167 157 147 136 130 125 121 119 118 222 208 195 185 175 167 161 156 152 149 147 400X6 CrNiMoTi 171222) 1.4571 202 185 177 167 157 145 140 135 131 129 127 234 218 206 196 186 175 169 164 160 158 157 400
ferritisch-Austenitische stähleX4 CrNiMoN 2752 1.4460 abgeschreckt 400 360 335 310 295X2 CrNiMoN 2253 1.4462 400 360 336 310 295
Austenitische stähleX1 NiCrMoCuN 25205 1.4539 abgeschreckt 190 175 165 155 145 135 130 125 120 110 105 220 205 195 185 175 165 160 155 150 140 135 400
15
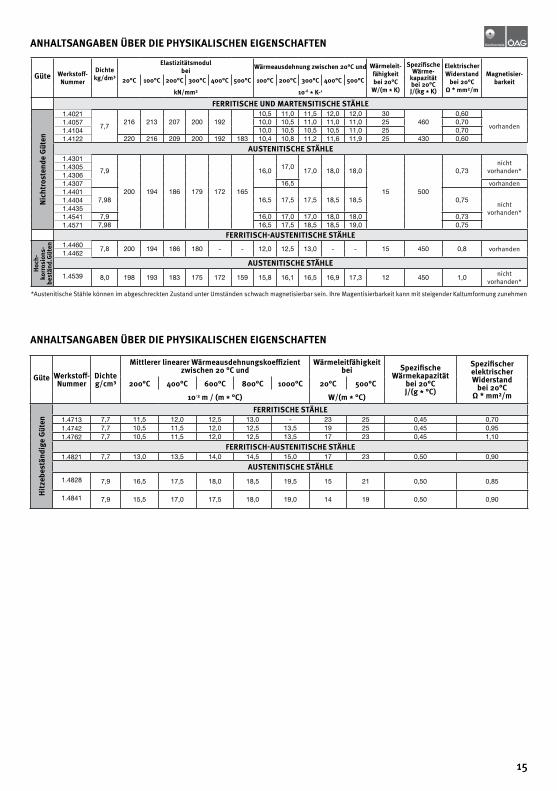
AnhAltsAngAben über Die PhysiKAlischen eigenschAften
AnhAltsAngAben über Die PhysiKAlischen eigenschAften
güte Werkstoff- nummer
Dichte kg/dm³
elastizitätsmodul bei Wärmeausdehnung zwischen 20°c und Wärmeleit-
fähigkeit bei 20°c
W/(m * K)
spezifische Wärme-
kapazität bei 20°c J/(kg * K)
elektrischer Widerstand
bei 20°c Ω * mm²/m
magnetisier- barkeit20°c 100°c 200°c 300°c 400°c 500°c 100°c 200°c 300°c 400°c 500°c
kn/mm² 10-6 * K-1
ferritische unD mArtensitische stähle
nich
tros
tend
e g
üten
1.4021
7,7216 213 207 200 192
10,5 11,0 11,5 12,0 12,0 30460
0,60
vorhanden1.4057 10,0 10,5 11,0 11,0 11,0 25 0,701.4104 10,0 10,5 10,5 10,5 11,0 25 0,701.4122 220 216 209 200 192 183 10,4 10,8 11,2 11,6 11,9 25 430 0,60
Austenitische stähle1.4301
7,9
200 194 186 179 172 165
16,017,0
17,0 18,0 18,0
15 500
0,73nicht
vorhanden*1.43051.43061.4307 16,5 vorhanden1.4401
7,98 16,5 17,5 17,5 18,5 18,5 0,75nicht
vorhanden*
1.44041.44351.4541 7,9 16,0 17,0 17,0 18,0 18,0 0,731.4571 7,98 16,5 17,5 18,5 18,5 19,0 0,75
ferritisch-Austenitische stähle
hoch
-ko
rros
ions
- be
stän
d.g
üten 1.4460 7,8 200 194 186 180 - - 12,0 12,5 13,0 - - 15 450 0,8 vorhanden
1.4462
Austenitische stähle1.4539 8,0 198 193 183 175 172 159 15,8 16,1 16,5 16,9 17,3 12 450 1,0 nicht
vorhanden*
güte Werkstoff- nummer
Dichte g/cm³
mittlerer linearer Wärmeausdehnungskoeffizient zwischen 20 °c und
Wärmeleitfähigkeit bei spezifische
Wärmekapazität bei 20°c J/(g * °c)
spezifischer elektrischer Widerstand
bei 20°c Ω * mm²/m
200°c 400°c 600°c 800°c 1000°c 20°c 500°c
10-3 m / (m * °c) W/(m * °c)
hitz
ebes
tänd
ige
güt
en
ferritische stähle1.4713 7,7 11,5 12,0 12,5 13,0 - 23 25 0,45 0,701.4742 7,7 10,5 11,5 12,0 12,5 13,5 19 25 0,45 0,951.4762 7,7 10,5 11,5 12,0 12,5 13,5 17 23 0,45 1,10
ferritisch-Austenitische stähle1.4821 7,7 13,0 13,5 14,0 14,5 15,0 17 23 0,50 0,90
Austenitische stähle1.4828 7,9 16,5 17,5 18,0 18,5 19,5 15 21 0,50 0,85
1.4841 7,9 15,5 17,0 17,5 18,0 19,0 14 19 0,50 0,90
*Austenitische Stähle können im abgeschreckten Zustand unter Umständen schwach magnetisierbar sein. Ihre Magentisierbarkeit kann mit steigender Kaltumformung zunehmen
16
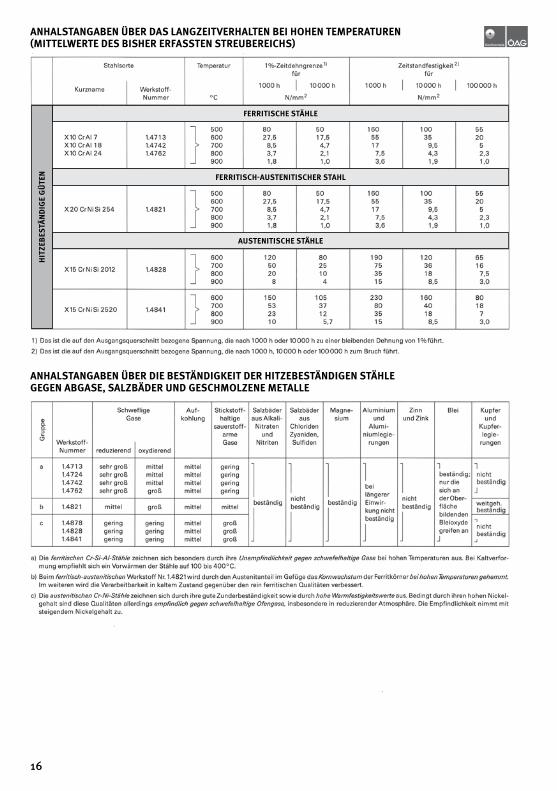
AnhAlstAngAben über DAs lAngzeitverhAlten bei hohen temPerAturen (mittelWerte Des bisher erfAssten streubereichs)
AnhAlstAngAben über Die bestänDigKeit Der hitzebestänDigen stähle gegen AbgAse, sAlzbäDer unD geschmolzene metAlle
ferritische stähle
ferritisch-Austenitischer stAhl
Austenitische stähle
hit
zebe
stän
Dig
e g
üte
n
17
schWeissbArKeit unD schWeisszusAtzWerKstoffe Der hitzebestänDigen stähle
chemische zusAmmensetzung Der hitzebestänDigen schWeisszusAtzWerKstoffe
18
Wer
Ksto
ffe
norm
en-g
egen
übe
rste
llu
ngle
gie
rung
styP
W.-
Nr.
DIN
AIS
IB
SS
ISA
FNO
RU
NI
C
%C
r %
Mo
%N
i %
Ti
%N
b %S
onst
iges
V2A
/V4A
1.44
36X
5 C
rNiM
o 18
12
316
316
S 1
623
43Z
6 C
ND
17-
12X
5 C
rNiM
o 17
13
≤ 0,
0517
,02,
713
,0V
4A
1.44
01X
5 C
rNiM
o 18
10
316
316
S 1
623
47Z
6 C
ND
17-
11X
5 C
rNiM
o 17
12
≤ 0,
0517
,02,
212
,0V
4A
1.44
04X
2 C
rNiM
o 18
10
316
L31
6 S
12
2348
Z 2
CN
D 1
7-12
X 2
CrN
iMo
17 1
2≤
0,03
17,0
2,2
12,5
V4A
1.44
35X
2 C
rNiM
o 18
12
316
L31
6 S
12
2353
Z 2
CN
D 1
7-13
X 2
CrN
iMo
17 1
3≤
0,03
17,5
2,7
13,5
V4A
1.45
71X
10
CrN
iMoT
i 18
1031
6 Ti
320
S 1
723
50Z
6 C
ND
T 17
-12
X 6
CrN
iMoT
i 17
12≤
0,07
17,5
2,2
12,5
³ 5x
%C
V4A
1.44
39X
3 C
rNiM
oN 1
7 13
5≤
0,04
17,0
4,3
13,5
NV
4A
1.44
66X
2 C
rNiN
oN 2
5 22
≤ 0,
0225
,02,
122
,0N
V4A
1.43
01X
5 C
rNi 1
8 9
304
304
S 1
6 30
4 S
15
2333
23
32Z
6 C
N 1
8-09
X 2
CrN
i 18
10≤
0,05
18,5
10,0
V2A
1.43
06X
2 C
rNi 1
8 9
304
L30
4 S
12
2352
Z 2
CN
18-
09X
2 C
rNi 1
8 11
≤ 0,
0318
,510
,5V
2A
1.43
07X
2 C
rNi 1
8 9
304
L30
4 S
11
2352
Z 3
CN
19-
09≤
0,03
17,5
10,0
V2A
1.45
41X
10
CrN
iTi 1
8 9
321
321
S 1
223
37Z
6 C
NT
18-1
0X
6 C
rNiT
i 18
11≤
0,07
17,5
10,0
³ 5x
%C
V2A
1.48
78X
12
CrN
iTi 1
8 9
321
321
S 1
223
37Z
6 C
NT
18-1
0X
8 C
rNiT
i 18
11≤
0,07
17,5
10,0
³ 5x
%C
V2A
1.45
50X
10
CrN
iNb
18 9
347
347
S 1
723
38Z
6 C
NN
b 18
-10
X 6
CrN
iNb
18 1
1≤
0,08
17,5
10,0
³ 10
X%
CV
2A
1.45
86X
5 N
iCrM
oCuN
b 22
18
≤ 0,
0517
,53,
222
,3³
8X
%C
Cu
1,8
1.45
39X
2 N
iCrM
oCo
28 2
0 5
≤ 0,
0220
,04,
525
,0C
u 1,
5
1.73
6212
CrM
o 19
5T
5 ~
Z 1
5 C
D 5
.05
≤ 0,
125,
30,
6
1.73
3513
CrM
o 4
4T
1115
CD
4.0
50,
141,
00,
6
1.54
1515
Mo
315
D 3
0,16
0,3
1.48
76X
10
NrC
rAl/T
i 32
20A
STM
B
407
NA
15
Z 8
NC
32-
210,
0620
,832
,00,
3A
l 0,3
1.48
64X
12
NiC
rSi 3
6 16
Z 1
2 N
CS
35-
16≤
0,12
15,8
35,0
0,6
Si 1
,3
1.48
45X
12
CrN
i 25
2131
023
61Z
12
CN
25-
20X
22
CrN
i 25
20≤
0,15
24,8
19,8
1.48
41X
15
CrN
iSi 2
5 20
314
~ 3
10 S
24
2361
Z 1
2 C
NS
25-
20X
16
CrN
iSi 2
5 20
0,09
24,8
19,8
Si 1
,7
1.48
28X
15
CrN
iSi 2
0 12
~ 3
09~
Z 1
5 C
N 2
4-13
≤ 0,
0919
,511
,5S
i 1,8
2.48
16N
iCr
15 F
eA
STM
B
167
≤ 0,
0415
,574
,0Fe
8,0
2.48
58N
iCr
21 M
oA
STM
B
423
≤ 0,
0421
,53,
040
,00,
9C
u 2,
3
1.49
88X
8 C
rNiM
oVN
b 16
13
≤ 0,
0616
,51,
313
,5³
10X
%C
V 0
,7; N
1.49
61X
8 C
rNiN
b≤
0,06
16,0
12,5
³ 10
X%
C
1.49
22X
20
CrM
oV 1
2 1
0,20
12,0
1,0
0,7
V 0
,3
internAtionAler WerKstoff-vergleich
19
notizen

20
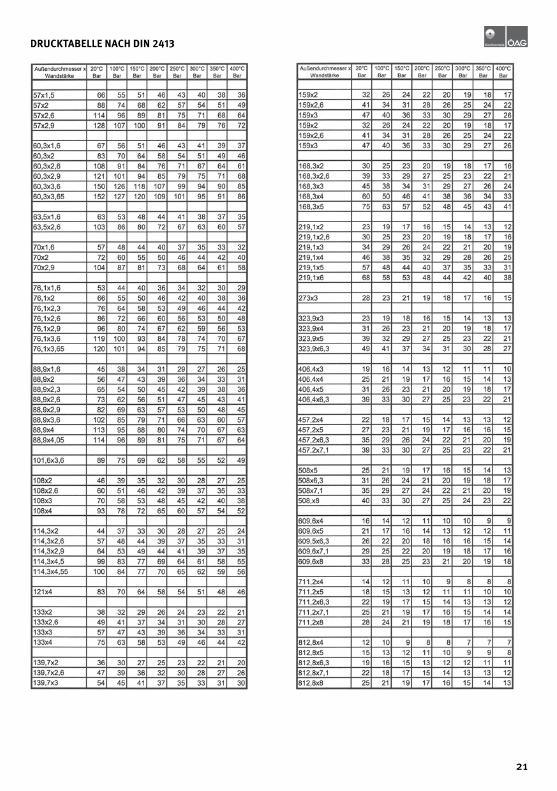
DrucKtAbelle nAch Din 2413
21
DrucKtAbelle nAch Din 2413
22
notizen

23
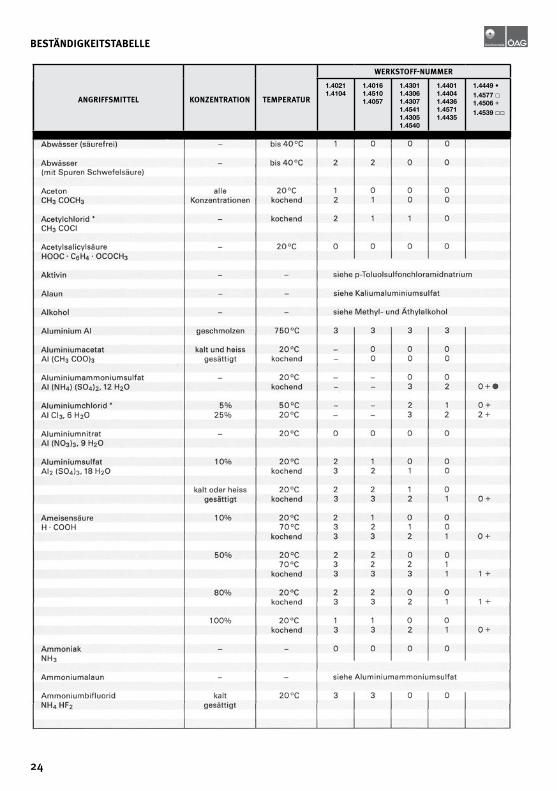
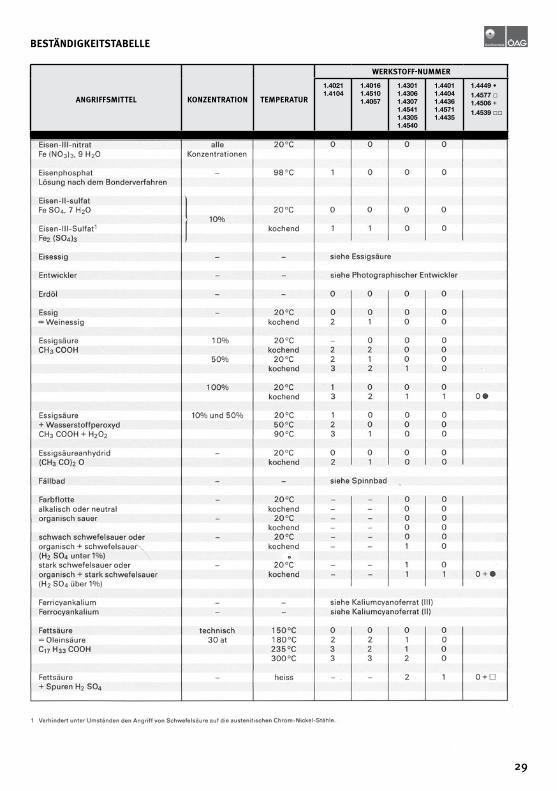
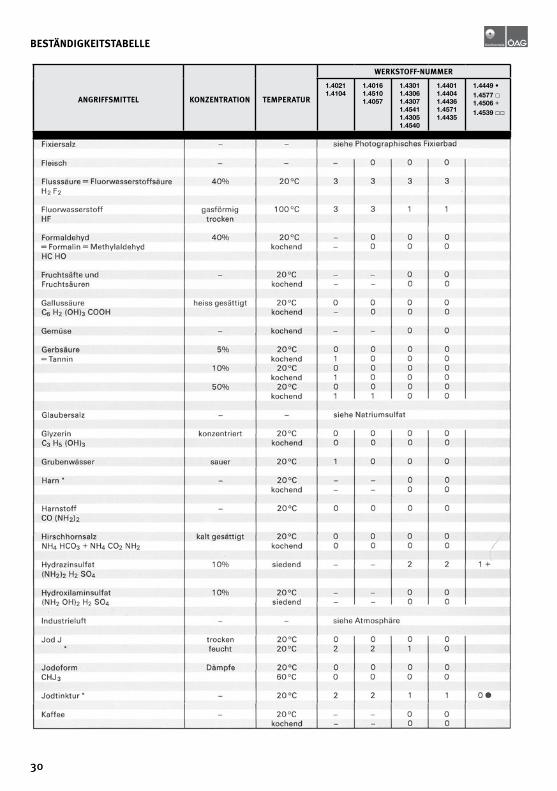
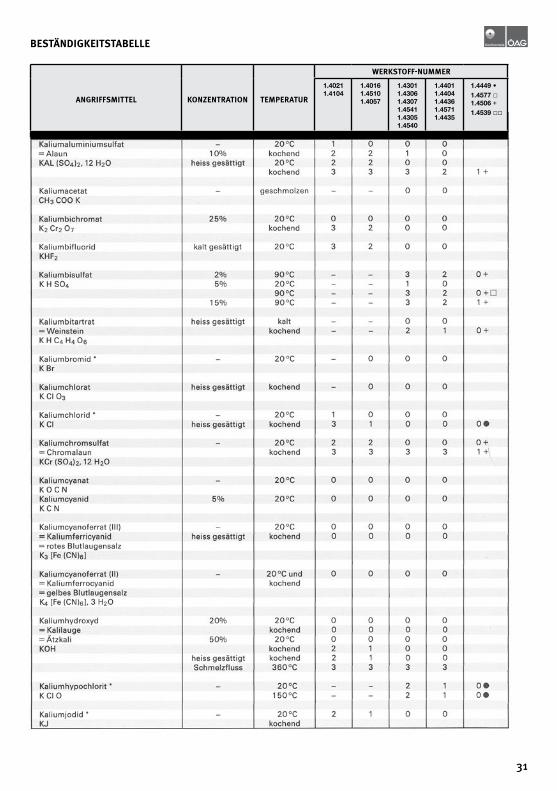
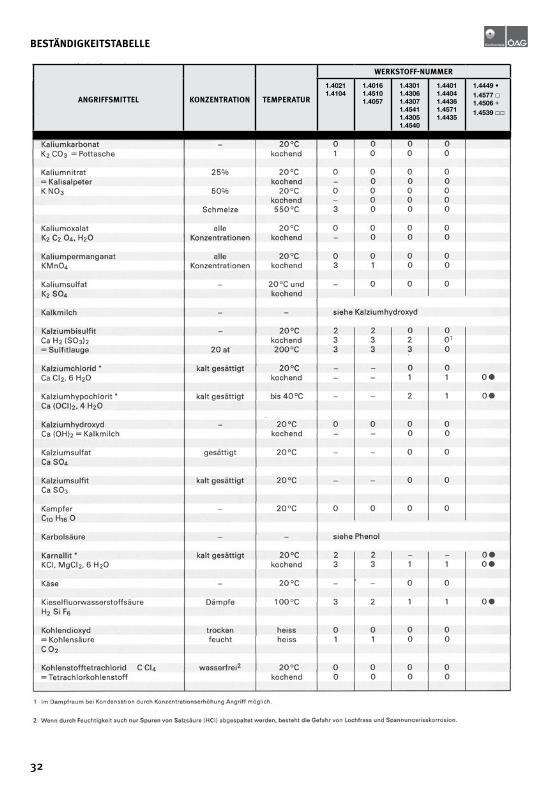
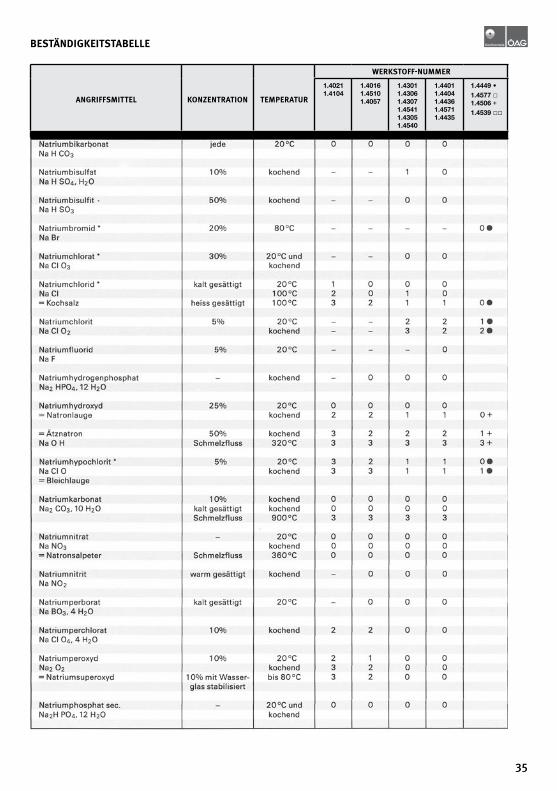
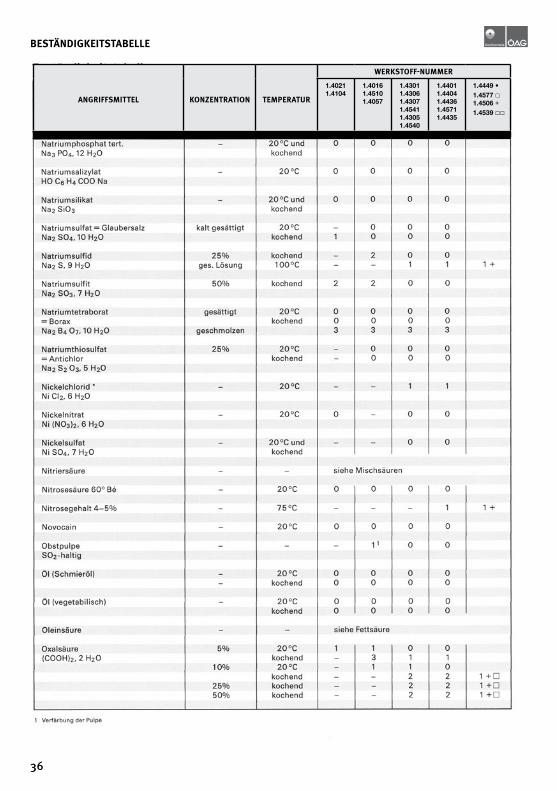
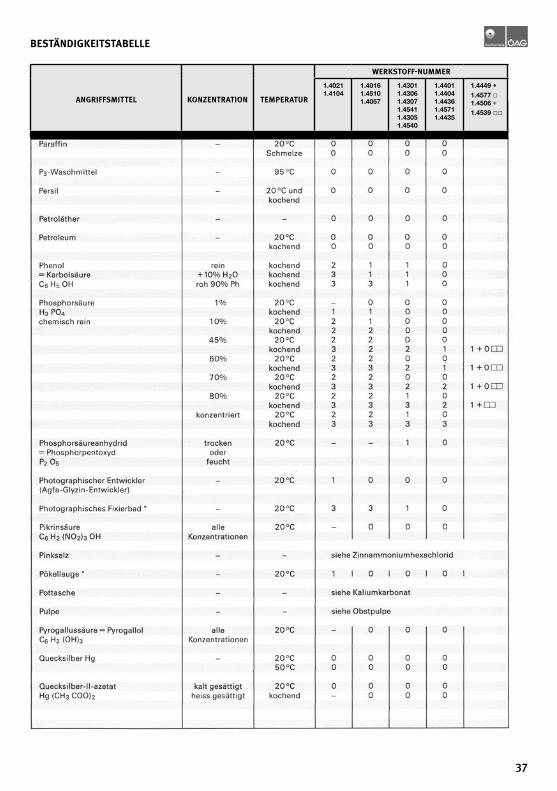
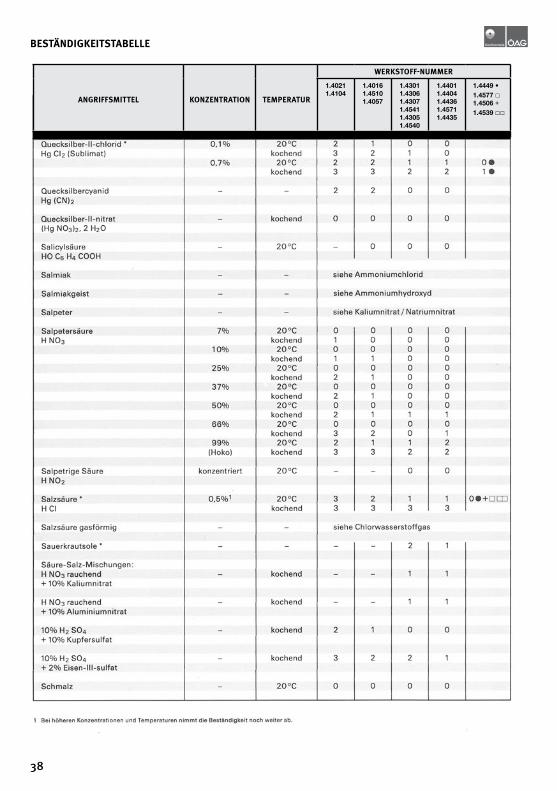
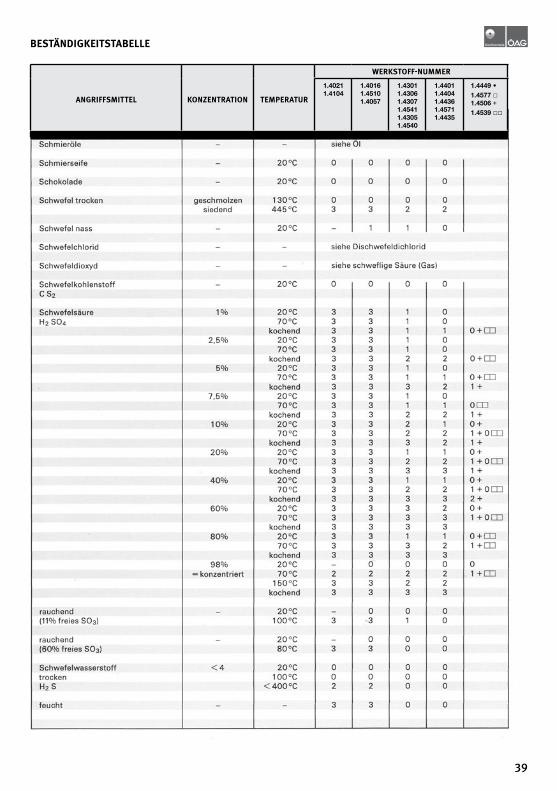
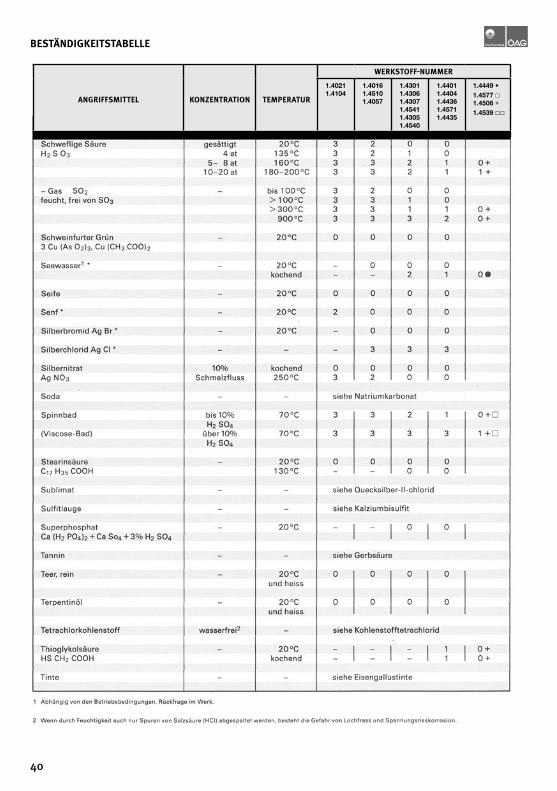
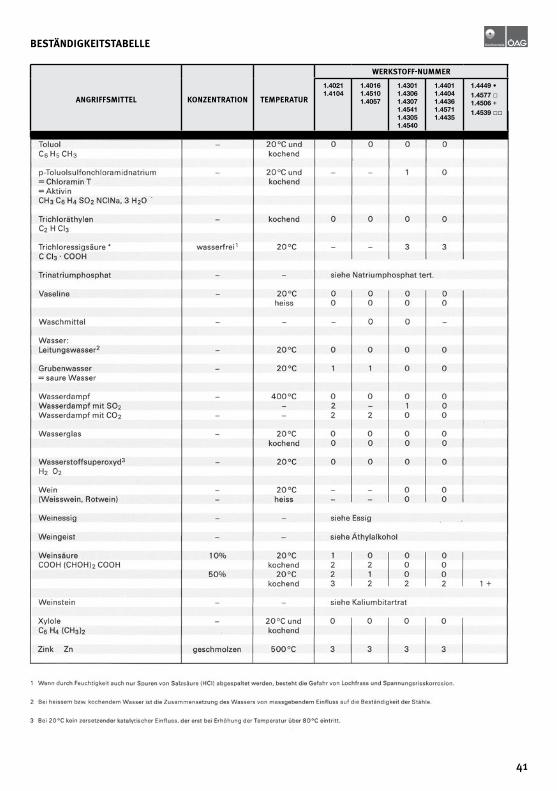
Die nachstehende Beständigkeitstabelle wurde an Hand von Labora-toriums versuchen mit chemisch reinen Angriffsmitteln zusammenge-stellt und soll dem Verbraucher nur als Anhalts wert dienen. In der Pra-xis sind meistens noch Verunreinigungen, insbesondere Metallsalze, vorhanden, was zu verstärkten Korrosionsangriffen führen kann. Die in der Tabelle aufgeführten Bewertungszahlen können wegen der in jedem Betrieb vorherrschenden unterschiedlichen Arbeitsbedingun-gen und Verhältnisse nur als grober Hinweis betrachtet werden. Es wäre daher falsch, allein auf Grund der Beständigkeitstabelle einen
Stahl für eine bestimmte Betriebsbedingung auszuwählen.Die Stärke der Korrosion wird festgelegt durch die Dickenannahme in mm pro Jahr. Diese wird errechnet aus dem Gewichtsverlust in Gramm pro m² und Stunde. Die in der Tabelle angegebene Stufen-Ziffer ist ein Maß für die Stärke des chemischen Angriffs. Zu beachten ist speziell, dass bei Anführung eines * die Gefahr von Lochfraß besteht, auch wenn die Stähle sonst gegen das entspre-chende Angriffsmittel vollkommen beständig sind
chemische bestänDigKeit Der rost- unD säurebestänDigen stähle
stufe gewichtsverlust m² . h Dickenabnahme pro Jahr beständigkeit
0 max. 0,1 max. 0,11 mm vollkommen beständigcompletement resistant
1 0,2 – 1,0 0,12 – 1,1 mm praktisch beständigpratiquement resistant
2 1,1 – 10,0 1,2 – 11,0 mm wenig beständig
3 über 10,0 über 11,0 unbeständig
einleitung
24
bestänDigKeitstAbelle
Angriffsmittel KonzentrAtion temPerAtur
WerKstoff-nummer
1.40211.4104
1.40161.45101.4057
1.43011.43061.43071.45411.43051.4540
1.44011.44041.44361.45711.4435
1.4449 ∙1.4577 1.4506 +1.4539

25
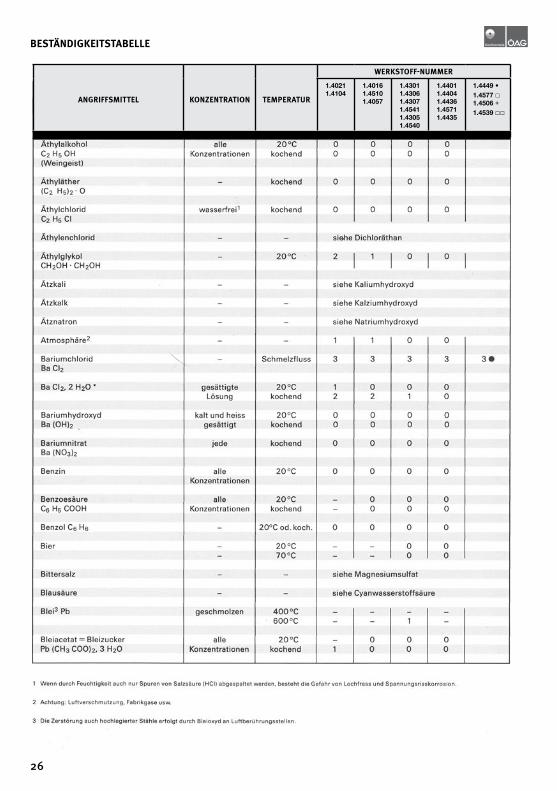
bestänDigKeitstAbelle
Angriffsmittel KonzentrAtion temPerAtur
WerKstoff-nummer
1.40211.4104
1.40161.45101.4057
1.43011.43061.43071.45411.43051.4540
1.44011.44041.44361.45711.4435
1.4449 ∙1.4577 1.4506 +1.4539
26
bestänDigKeitstAbelle
Angriffsmittel KonzentrAtion temPerAtur
WerKstoff-nummer
1.40211.4104
1.40161.45101.4057
1.43011.43061.43071.45411.43051.4540
1.44011.44041.44361.45711.4435
1.4449 ∙1.4577 1.4506 +1.4539

27
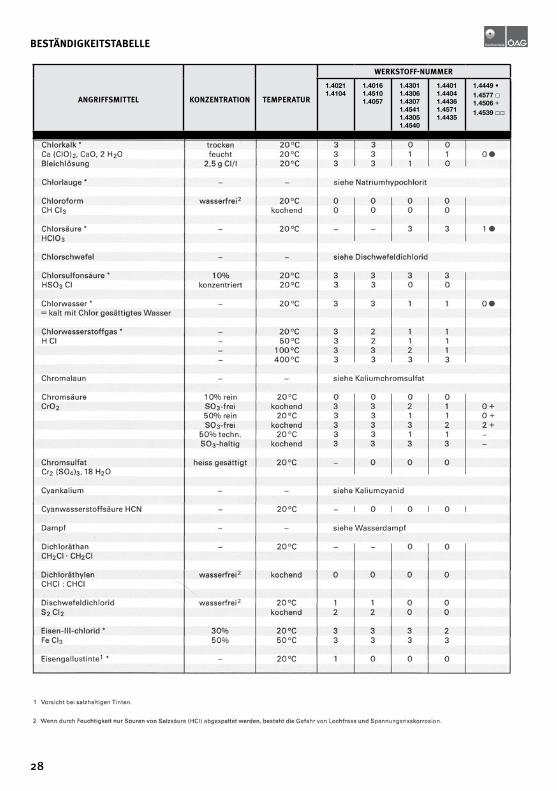
bestänDigKeitstAbelle
Angriffsmittel KonzentrAtion temPerAtur
WerKstoff-nummer
1.40211.4104
1.40161.45101.4057
1.43011.43061.43071.45411.43051.4540
1.44011.44041.44361.45711.4435
1.4449 ∙1.4577 1.4506 +1.4539
28
bestänDigKeitstAbelle
Angriffsmittel KonzentrAtion temPerAtur
WerKstoff-nummer
1.40211.4104
1.40161.45101.4057
1.43011.43061.43071.45411.43051.4540
1.44011.44041.44361.45711.4435
1.4449 ∙1.4577 1.4506 +1.4539
29
bestänDigKeitstAbelle
Angriffsmittel KonzentrAtion temPerAtur
WerKstoff-nummer
1.40211.4104
1.40161.45101.4057
1.43011.43061.43071.45411.43051.4540
1.44011.44041.44361.45711.4435
1.4449 ∙1.4577 1.4506 +1.4539
30
bestänDigKeitstAbelle
Angriffsmittel KonzentrAtion temPerAtur
WerKstoff-nummer
1.40211.4104
1.40161.45101.4057
1.43011.43061.43071.45411.43051.4540
1.44011.44041.44361.45711.4435
1.4449 ∙1.4577 1.4506 +1.4539
31
bestänDigKeitstAbelle
Angriffsmittel KonzentrAtion temPerAtur
WerKstoff-nummer
1.40211.4104
1.40161.45101.4057
1.43011.43061.43071.45411.43051.4540
1.44011.44041.44361.45711.4435
1.4449 ∙1.4577 1.4506 +1.4539
32
bestänDigKeitstAbelle
Angriffsmittel KonzentrAtion temPerAtur
WerKstoff-nummer
1.40211.4104
1.40161.45101.4057
1.43011.43061.43071.45411.43051.4540
1.44011.44041.44361.45711.4435
1.4449 ∙1.4577 1.4506 +1.4539

33
bestänDigKeitstAbelle
Angriffsmittel KonzentrAtion temPerAtur
WerKstoff-nummer
1.40211.4104
1.40161.45101.4057
1.43011.43061.43071.45411.43051.4540
1.44011.44041.44361.45711.4435
1.4449 ∙1.4577 1.4506 +1.4539

34
bestänDigKeitstAbelle
Angriffsmittel KonzentrAtion temPerAtur
WerKstoff-nummer
1.40211.4104
1.40161.45101.4057
1.43011.43061.43071.45411.43051.4540
1.44011.44041.44361.45711.4435
1.4449 ∙1.4577 1.4506 +1.4539
35
bestänDigKeitstAbelle
Angriffsmittel KonzentrAtion temPerAtur
WerKstoff-nummer
1.40211.4104
1.40161.45101.4057
1.43011.43061.43071.45411.43051.4540
1.44011.44041.44361.45711.4435
1.4449 ∙1.4577 1.4506 +1.4539
36
bestänDigKeitstAbelle
Angriffsmittel KonzentrAtion temPerAtur
WerKstoff-nummer
1.40211.4104
1.40161.45101.4057
1.43011.43061.43071.45411.43051.4540
1.44011.44041.44361.45711.4435
1.4449 ∙1.4577 1.4506 +1.4539
37
bestänDigKeitstAbelle
Angriffsmittel KonzentrAtion temPerAtur
WerKstoff-nummer
1.40211.4104
1.40161.45101.4057
1.43011.43061.43071.45411.43051.4540
1.44011.44041.44361.45711.4435
1.4449 ∙1.4577 1.4506 +1.4539
38
bestänDigKeitstAbelle
Angriffsmittel KonzentrAtion temPerAtur
WerKstoff-nummer
1.40211.4104
1.40161.45101.4057
1.43011.43061.43071.45411.43051.4540
1.44011.44041.44361.45711.4435
1.4449 ∙1.4577 1.4506 +1.4539
39
bestänDigKeitstAbelle
Angriffsmittel KonzentrAtion temPerAtur
WerKstoff-nummer
1.40211.4104
1.40161.45101.4057
1.43011.43061.43071.45411.43051.4540
1.44011.44041.44361.45711.4435
1.4449 ∙1.4577 1.4506 +1.4539
40
bestänDigKeitstAbelle
Angriffsmittel KonzentrAtion temPerAtur
WerKstoff-nummer
1.40211.4104
1.40161.45101.4057
1.43011.43061.43071.45411.43051.4540
1.44011.44041.44361.45711.4435
1.4449 ∙1.4577 1.4506 +1.4539
41
bestänDigKeitstAbelle
Angriffsmittel KonzentrAtion temPerAtur
WerKstoff-nummer
1.40211.4104
1.40161.45101.4057
1.43011.43061.43071.45411.43051.4540
1.44011.44041.44361.45711.4435
1.4449 ∙1.4577 1.4506 +1.4539

42
bestänDigKeitstAbelle
Angriffsmittel KonzentrAtion temPerAtur
WerKstoff-nummer
1.40211.4104
1.40161.45101.4057
1.43011.43061.43071.45411.43051.4540
1.44011.44041.44361.45711.4435
1.4449 ∙1.4577 1.4506 +1.4539


Kontinentale
ArmAturen & rohrleitung technisches edelstAhlhAndbuch
ArmAturen & rohrleitung technisches edelstAhlhAndbuch
www.kontinentale.at
Zentrale - 2201 Gerasdorf/wien
Hugo Mischek-Straße 3Tel: 050406 65543Fax: 050406 65450E-Mail: [email protected]
8010 Graz
Raiffeisenstraße 47Tel: 050406 66258Fax: 050406 966900E-Mail: [email protected]
2201 Gerasdorf/wien
Hugo Mischek Straße 6Tel: 050406 65101Fax: 050406 965125E-Mail: [email protected]
6175 kematen
Industriezone 4Tel: 050406 64133Fax: 050406 964900E-Mail: [email protected]
4600 wels
Machstraße 11Tel: 050406 63163Fax: 050406 963901E-Mail: [email protected]
GeschäftsZentren





























