Embed Size (px)
Citation preview
LE RÉSEAU FRANCOPHONE DU SOUDAGE
LE JOURNAL DE L’ISQ 2009 Vol.11N.410
NORMALISATION
Quel rapport ont entre eux la chaise surlaquelle vous êtes assis et le pont surlequel vous êtes passé pour aller chezvous ou à votre travail ? Aucun, pourriez-vous dire ! En fait, les deux ont étésoudés. Une proportion notable deproduits et de structures métalliquescomporte au moins une soudure. Lasécurité de ces produits dépend de laqualité de leurs soudures, qui est vérifiéeen partie grâce à des contrôles nondestructifs, mais qui dépendprincipalement de la validation, de lavérification, de la documentation et ducontrôle des procédés de soudage eux-mêmes. La qualification des modesopératoires de soudage et des soudeurs
LA NORMALISATION INTERNATIONALE EN SOUDAGEGRÂCE À L’ISO TC 44
Par: Frédéric Lobinger
est reconnue comme étant un point clefen ce qui a trait à la sécurité et la qualitédes réservoirs, des oléoducs etgazoducs, des chaudières, des appareilsà pression, des aéronefs, des trains, desbateaux, des ouvrages d’art métalliqueset d’une vaste gamme d’autresd’ensembles soudés. À ce sujet, il existedepuis de nombreuses années desrèglements spécifiques au niveaunational et régional. Cependant, lemarché mondial, les échanges desproduits fabriqués entre les divers pays,l’installation d’usines de production parune même entreprise dans différentsendroits, en d’autres termes, lestransactions et les échanges
internationaux ont poussé l’industrie àrequérir des attestations de qualificationreconnues partout dans le monde et àobtenir une harmonisation des pratiquespar le biais de normes internationales.
Spécifications et qualifications
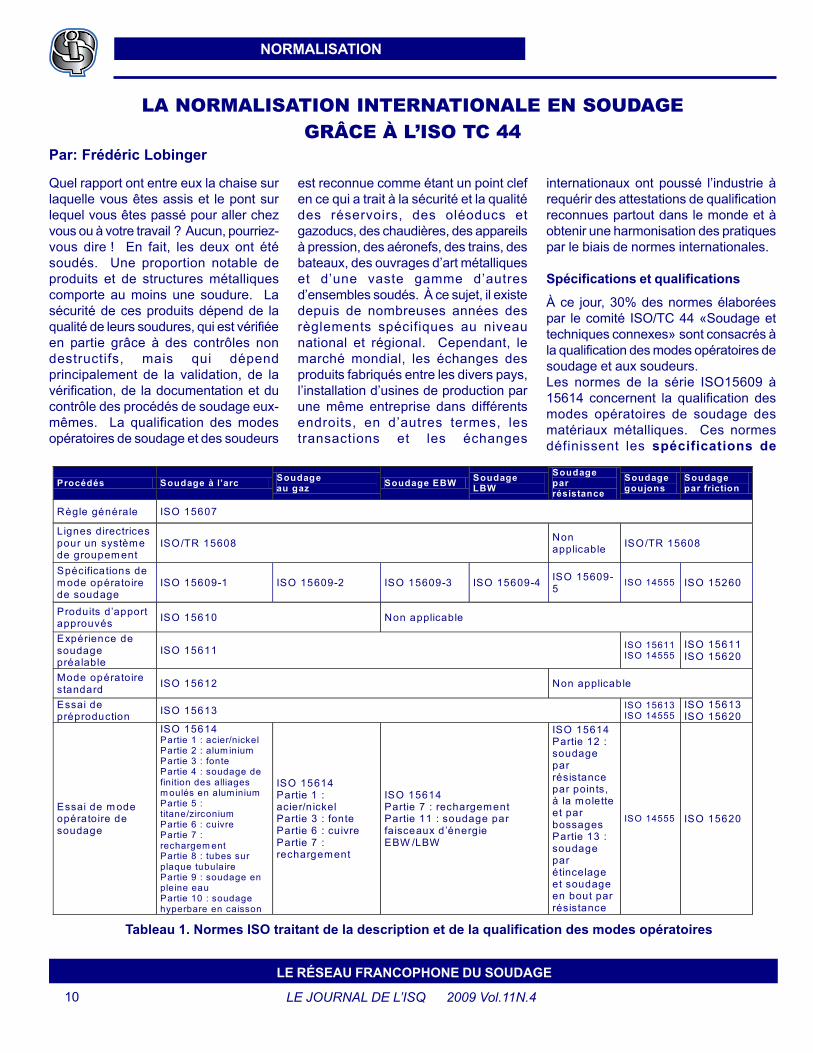
À ce jour, 30% des normes élaboréespar le comité ISO/TC 44 «Soudage ettechniques connexes» sont consacrés àla qualification des modes opératoires desoudage et aux soudeurs.Les normes de la série ISO15609 à15614 concernent la qualification desmodes opératoires de soudage desmatériaux métalliques. Ces normesdéfinissent les spécifications de
Procédés Soudage à l’arc Soudage
au gaz Soudage EBW Soudage LBW
Soudage par résistance
Soudage goujons
Soudage par friction
Règle générale ISO 15607
Lignes directrices pour un système de groupem ent
ISO/TR 15608 Non applicable ISO/TR 15608
Spécifications de m ode opératoire de soudage
ISO 15609-1 ISO 15609-2 ISO 15609-3 ISO 15609-4 ISO 15609-5 ISO 14555 ISO 15260
Produits d’apport approuvés ISO 15610 Non applicable
Expérience de soudage préalable
ISO 15611 ISO 15611 ISO 14555
ISO 15611 ISO 15620
Mode opératoire standard ISO 15612 Non applicable
Essai de préproduction ISO 15613 ISO 15613
ISO 14555 ISO 15613 ISO 15620
Essai de m ode opératoire de soudage
ISO 15614 Partie 1 : acier/nickel Partie 2 : alum inium Partie 3 : fonte Partie 4 : soudage de finition des alliages m oulés en alum inium Partie 5 : titane/zirconium Partie 6 : cuivre Partie 7 : rechargem ent Partie 8 : tubes sur plaque tubulaire Partie 9 : soudage en pleine eau Partie 10 : soudage hyperbare en caisson
ISO 15614 Partie 1 : acier/n ickel Partie 3 : fonte Partie 6 : cuivre Partie 7 : rechargement
ISO 15614 Partie 7 : rechargement Partie 11 : soudage par faisceaux d’énergie EBW /LBW
ISO 15614 Partie 12 : soudage par résistance par points, à la m olette et par bossages Partie 13 : soudage par étincelage et soudage en bout par résistance
ISO 14555 ISO 15620
Tableau 1. Normes ISO traitant de la description et de la qualification des modes opératoires
LE RÉSEAU FRANCOPHONE DU SOUDAGE
11LE JOURNAL DE L’ISQ 2009 Vol.11 N.4
NORMALISATION
modes opératoires concernant lesprincipaux procédés tels que lesoudage à l’arc, le soudage aux gaz, lesoudage par faisceau d’électrons et lesoudage par faisceau laser. Ellesqualifient les modes opératoires desoudage préliminaires, définissent lesconditions de réalisation des essais dequalification et la gamme desqualifications des modes opératoirespour toutes les opérations de soudageindustrielles (voir tableau 1).
Le fait de suivre les tendances mondialesvisant à harmoniser les différentesapproches et à élaborer des normesinternationales pouvant être appliquéeslocalement a représenté un défi majeurpour l’ISO/TC 44.
Règlements techniques indépendants
Le rapport technique ISO/TR15608,publié en 2005, a établi un systèmeuniforme pour le groupement desmatériaux destinés au soudage. Leséléments majeurs des normes desoudage sont basés sur ce système degroupement qui prend en considérationles matériaux suivants : les aciers,l’aluminium et ses alliages, le nickel etses alliages, le cuivre et ses alliages, letitane et ses alliages, le zirconium et sesalliages ainsi que les fontes. Ce systèmede groupement peut aussi être appliquéà d’autres opérations, tels que letraitement thermique, le formage et lesessais non destructifs.
Les normes internationales concernantla qualification des soudeursétablissent un ensemble de règlestechniques qui sont indépendantes dutype de produit, du lieu et del’examinateur ou de l’organismed’examen. La philosophie de base est lamême : les soudeurs doivent réussir desépreuves démontrant qu’ils sontcapables d’effectuer un dépôt desoudure sain et de mettre en œuvre desprocédés de soudage dans desconditions qui sont au moins aussiexigeantes que celles rencontrées enfabrication soudée. Lors de la
LES TRAVAUX DE L’ISOEN SOUDAGE ET TECHNIQUES CONNEXES
L’ISO (Organisation Internationale de Normalisation) est le plus grandproducteur et éditeur de normes internationales. L’ISO est unréseau d’instituts nationaux de normalisation de 159 pays, selon leprincipe d’un participant par pays, dont le secrétariat central, situéà Genève en Suisse, assure la coordination d’ensemble. Lereprésentant canadien à l’ISO est le Conseil Canadien des normes/Standard Council of Canada. L’ISO traite de normalisation dans unemultitude de domaines et l’élaboration des normes se fait par lebiais de comités techniques/technical committes ou en abrégé TC.Les comités techniques sont désignés par des numéros attribuéspar ordre chronologique de création des comités. À titred’information le tout premier comité technique créé, le TC1s’intéressait aux filetages des vis alors que le tout dernier, le TC 246s’intéresse aux dispositifs techniques anti-contrefaçon, signe qu’aufil des décennies de nouveaux besoins se sont manifestés!. Lecomité concernant le soudage porte le numéro 44. Depuis lacréation de l’ISO/TC 44, c’est la France qui en assure la présidenceet le secrétariat. Les travaux du comité ISO/TC 44 résultent de laparticipation active de 33 pays d’Europe, d’Amérique du nord,d’Asie et d’Océanie, du Moyen-Orient et d’Afrique, suivant unereprésentation régionale équilibrée.
Le comité technique TC 44 de l’ISO, couramment appelé ISO/TC 44« Soudage et techniques connexes », élabore des normes dans ledomaine du soudage, pour tous les procédés et les techniquesconnexes. Ces normes concernent la terminologie et les définitions,la représentation symbolique des soudures sur les dessins, lesappareils et équipements de soudage, les matériaux bruts (métauxde base, métaux d’apport et gaz), les procédés et les réglements,les méthodes de contrôle et d’essai, la conception et le calcul desassemblages soudés, la qualification des soudeurs ainsi quel’hygiène et la sécurité.
Les sujets relatifs à la sécurité électrique ne font pas partie destravaux de l’ISO/TC 44, car ils sont de la responsabilité de laCommission Électrotechnique Internationale (CEI). Cependant, l’ISO/TC 44 et le comité IEC/TC 26 de la CEI, concernant le Soudageélectrique sont en liaison pour assurer l’harmonisation de leurstravaux.
L’ISO/TC 44 est responsable de la normalisation dans un domaineindustriel si vaste qu’il ne peut être considéré seul et qu’il doittenir compte des besoins exprimés par les autres domainesindustriels qui mettent en œuvre les techniques mentionnéesprécédemment. Ses travaux s’établissent entre ceux des comitéstechniques « amont », tels que ceux traitent des métaux de baseet des méthodes de contrôle non-destructif, et ceux des comitéstechniques « aval » (appelés aussi comité d’usagers) tels que ceuxconcernant les réservoirs à pression.
LE RÉSEAU FRANCOPHONE DU SOUDAGE
LE JOURNAL DE L’ISQ 2009 Vol.11N.412
qualification des soudeurs, l’accent estmis sur l’habileté du soudeur à manipulerl’outil de soudage et, par conséquent, àréaliser une soudure de qualitéacceptable.
Les procédés desoudage concernéspar ces normescomprennent lesprocédés desoudage par fusionqui sont désignéscomme procédésm a n u e l soupar t i e l l emen tmécanisés. Cesnormes ne sont pasdestinées à qualifierles procédést o t a l e m e n tmécanisés etautomatiques.
Vérification desaptitudes dessoudeurs pourinspirer confiance
Le principe de cesnormes réside dansle fait qu’un essai dequalification doitqualifier le soudeurnon seulement pourles modes opéra-
toires mis en œuvre lors de l’essai, maisaussi pour tous les joints destinés ausoudage, en supposant que le soudeura reçu une formation particulière et/ouqu’il possède de la pratique industrielledans la gamme de qualification.
Aciers non alliés et à grains fins
Aciers à haute résistance
Aciers résistant au fluage
Aciers inox et résistant à chaud
Aluminium et alliages
Cuivre et alliages
Nickel et alliages Fontes Titane et
alliages
Soudage SMAW ISO 2560 ISO 18275 ISO 3580 ISO 3581 N/A ISO à venir ISO 14172 N/A
Soudage GMAW ISO 14341
ISO 16834
ISO ISO/FDIS
ISO 1071 ISO 24034
Soudage GTAW ISO 636 ISO 21952
ISO 14343 18273 24373 ISO 18274 N/A
Soudage SAW ISO 14171 ISO 14174
ISO/DIS 26304
ISO 24598 N/A N/A N/A N/A
Soudage FCAW ISO 17632 ISO 18276 ISO 17634 ISO 17633 N/A N/A N/A N/A
Soudage au gaz ISO à venir N/A ISO à venir N/A N/A N/A N/A ISO 1071 N/A
N/A : non applicable
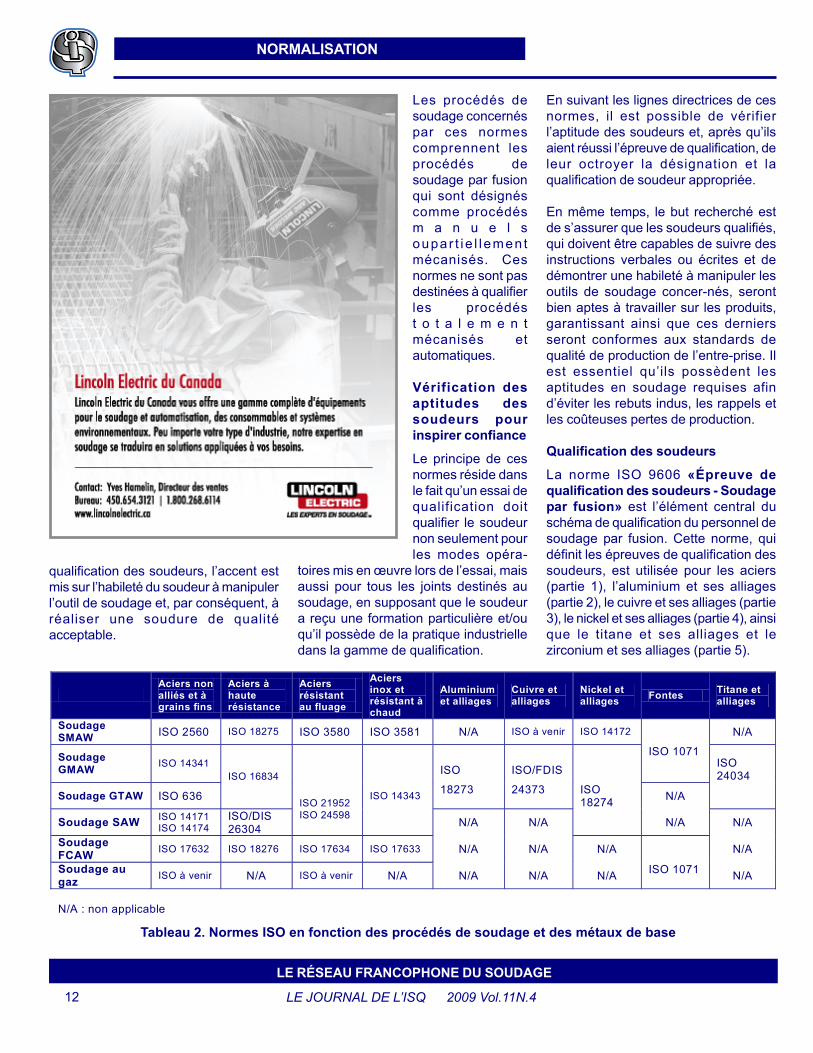
Tableau 2. Normes ISO en fonction des procédés de soudage et des métaux de base
En suivant les lignes directrices de cesnormes, il est possible de vérifierl’aptitude des soudeurs et, après qu’ilsaient réussi l’épreuve de qualification, deleur octroyer la désignation et laqualification de soudeur appropriée.
En même temps, le but recherché estde s’assurer que les soudeurs qualifiés,qui doivent être capables de suivre desinstructions verbales ou écrites et dedémontrer une habileté à manipuler lesoutils de soudage concer-nés, serontbien aptes à travailler sur les produits,garantissant ainsi que ces derniersseront conformes aux standards dequalité de production de l’entre-prise. Ilest essentiel qu’ils possèdent lesaptitudes en soudage requises afind’éviter les rebuts indus, les rappels etles coûteuses pertes de production.
Qualification des soudeurs
La norme ISO 9606 «Épreuve dequalification des soudeurs - Soudagepar fusion» est l’élément central duschéma de qualification du personnel desoudage par fusion. Cette norme, quidéfinit les épreuves de qualification dessoudeurs, est utilisée pour les aciers(partie 1), l’aluminium et ses alliages(partie 2), le cuivre et ses alliages (partie3), le nickel et ses alliages (partie 4), ainsique le titane et ses alliages et lezirconium et ses alliages (partie 5).
NORMALISATION

LE RÉSEAU FRANCOPHONE DU SOUDAGE
13LE JOURNAL DE L’ISQ 2009 Vol.11 N.4
Après une tentative infructueuse deréviser la norme ISO 9606-1 en 1998, leprésident du ISO/TC 44 décida de créerun groupe de travail spécifique sous laresponsabilité directe du comitétechnique.À la fin 2007, ce groupe de travail a réussià produire une norme internationaleprovisoire. Les diverses partiesprenantes sont maintenant confiantesen la future publication d’une normeapplicable mondia-lement.La norme ISO 15618 «Épreuve dequalification des soudeurs pour lesoudage sous l’eau» a été élaboréepour définir les essais de qualificationdes scaphandriers soudeurs effectuantdes opérations de soudage sous l’eau,en caisson et en pleine eau. A été ajoutéeà ces publications la norme ISO 14731«Coordination du soudage - Tâcheset responsabilités», publiée en 2006.Importance de l’hygiène et la sécurité
Un autre aspect important des travauxde l’ISO/TC 44 concerne l’hygiène et lasécurité.
Le but de la norme ISO 15011 «Hygièneet sécurité en soudage et techniquesconnexes - . Méthodes de laboratoired’échantillonnage des fumées et desgaz émis par le soudage à l’arc» estd’établir des données concernant lacomposition chimique des fuméesémises pour des applications en hygièneet sécurité. Elle donne des instructionsclaires et des recommandationsadéquates pour assurer que lesconditions de soudage mises en œuvresont établies soigneusementconformément à un mode opératoirenormalisé.
La norme ISO 15012 «Hygiène etsécurité en soudage et techniquesconnexes - Exigences, essais etmarquage des équipements defiltration d’air» concerne les principauxdangers causés par l’émission departicules de fumées de soudage. Cettenorme spécifie les exigences de sécuritéconcernant la séparation des fumées desoudage et décrit une méthode pour
choisi cette voie et met en applicationles accords de Vienne lorsque c’estpossible. Étant donné que les normeseuropéennes remplacent les normesnationales de trente pays, un plus largepublic est dorénavant rendu informé del’existence de documents normatifs sanségard à leur origine.
Frédéric Lobinger est le président ducomité technique TC44 de l’ISO –Organisation Internationale deNormalisation, Soudage et techniquesconnexes. Il est aussi Directeur Industrielpour les industries du « Process » chezLincoln Electric Europe et est basé enFrance.
Pour plus d’informations sur l’ISO engénéral: http://www.iso.orgPour plus d’informations en particulier surles travaux et les sous-comités du TC44:http://www.iso.org/iso/fr/iso_catalogue/catalogue_tc/catalogue_tc_browse.htm?commid=48602
déterminer l’efficacité des dispositifsd’extraction des fumées de soudage àeffectuer la séparation des particules.Comme c’est le cas des normesconcernant la qualification des modesopératoires de soudage, les normesconcernant les produits d’apport sontélaborées selon un schéma qui tientcompte du procédé de soudage et dumatériau à souder (voir tableau 2).
Dans le domaine du soudage parrésistance, pas moins de 53 normesinternationales ISO ont été publiées,auxquelles s’ajoutent 22 autres normesconcernant les équipements de soudageaux gaz, le coupage et les procédésconnexes. Des normes concernant lesoudage par friction malaxage (FSW)sont en cours d’élaboration.
Implantation mondiale
La plupart des pays et des régions ontreconnu la qualité et l’importance desnormes internationales mises au pointpar l’ISO/TC44 et ont décidé de lesadopter en tant que normes nationaleset régionales. L’Europe, par exemple, a
NORMALISATION
••••• Procédures de soudage CSA, AWS, ASME• Conception de structures d’acier et de produits• Ingénieur, certification CWB• Ingénierie en soudage• Service bilingue
Danis St-Laurent, Ing.Joel Girard, Ing.Téléphone : 418-977-8512Email : [email protected] : www.dslengineering.ca
Alberta Maritimes Ontario Québec
DSL Engineering Inc.Ingénieurs-Conseils Inc.





























