Embed Size (px)
DESCRIPTION
Teori Landasan
Citation preview
Landasan Teori II -
BAB II
LANDASAN TEORI
2.1 Pengurutan dan Penjadualan (Sequenching and Schedulling)
2.1.1 Prinsip Dasar Penjadualan
Penjadualan merupakan faktor yang sangat berpengaruh terhadap
keberhasilan pelaksanaan produksi suatu perusahaan, karena penjadualan
inilah yang digunakan dalam mengoptimalkan pemakaian sumber daya
yang dimiliki oleh perusahaan tersebut. Penjadualan itu sendiri harus
dibedakan dari perencanaan agregat. Perencanaan agregat merupakan
kegiatan penentuan sumber daya yang diperlukan oleh suatu perusahaan.
Sedangkan penjadualan merupakan kegiatan pengalokasian sumber daya
tersebut guna mencapai tujuan yang diinginkan.
Penjadualan itu sendiri memiliki banyak definisi. Tiap ahli
mengeluarkan definisi yang berbeda-beda. Diantara ahli-ahli tersebut ada
yang mendefinisikan penjadualan sebagai proses pemilihan,
pengorganisasian, dan pemberian waktu dalam penggunaan sumber daya
untuk melaksanakan aktivitas yang diperlukan agar menghasilkan output
yang diinginkan dan memenuhi waktu serta kendala yang ada1. Selain itu
ada juga yang berpendapat bahwa penjadualan adalah suatu kegiatan yang
berkaitan dengan proses pengurutan pekerjaan produk secara menyeluruh
pada beberapa mesin.
Dari sekian banyak penjadualan yang telah ada saat ini, inti dari
semua versi tersebut adalah :
1. Penjadualan berfungsi sebagai alat pengambilan keputusan.
2. Penjadualan merupakan teori yang berisi prinsip-prinsip dasar, model,
teknik, dan kesimpulan logis dalam pengambilan keputusan.
1 Definisi penjadualan menurut Morton, 1993.
CM crew Laporan Akhir Sistem Produksi-2
1
Landasan Teori II -
Untuk menyelesaikan masalah penjadualan yang dihadapi, dapat
digunakan beberapa pendekatan. Pendekatan-pendekatan tersebut
dikelompokkan menjadi dua, yaitu :
1. Pendekatan tradisional yang meliputi metoda-metoda penelitian
operasional.
2. Pendekatan yang lebih modern yang mencakup gabungan antara
metoda penelitian operasional, intelegensi tiruan, simulasi kejadian
dan ide-ide yang diambil dari teori kontrol.
2.1.1.1 Tujuan Penjadualan
Beberapa tujuan yang ingin dicapai dengan dilaksanakannya
penjadualan produksi adalah :
1. Meningkatkan utilitas sumber daya yang dimiliki
2. Mengurangi makespan, yang juga berarti menurunkan rata-rata
flowtime dan rata-rata work in process
3. Meminimasi biaya produksi
4. Mengurangi persediaan barang setengah jadi dengan jalan
mengurangi jumlah rata-rata pekerjaan yang menunggu antrian suatu
mesin yang dalam keadaan sibuk
5. Memenuhi keinginan konsumen, baik itu dalam hal kualitas produk
yang dihasilkan maupun dalam hal ketepatan waktu.
Adapun tipe-tipe keputusan yang akan diperoleh dari pelaksanaan
penjadualan tersebut berupa :
Pengurutan pekerjaan (sequencing)
Penugasan (dispatching)
Pengurutan operasi suatu job (routing)
Penentuan waktu mulai dan selesai pekerjaan (timing)
2.1.1.2 Asumsi Dasar Penjadualan
Dalam menyelesaikan suatu masalah penjadualan biasanya
diberlakukan asumsi yang menyangkut karakteristik tugas, operasi, mesin
CM crew Laporan Akhir Sistem Produksi-2
2
Landasan Teori II -
yang digunakan dan waktu proses. Hal ini dimaksudkan untuk
menyederhanakan masalah penjadualan itu sendiri. Asumsi-asumsi dasar
tersebut antara lain :
1. Karakteristik Job
a. Job terdiri dari urutan operasi yang telah ditentukan.
b. Suatu operasi hanya bisa dikerjakan pada satu tipe mesin
c. Hanya ada satu mesin dati tiap tipe mesin dalam shop
d. Waktu proses diketahui dengan pasti seperti halnya due date
e. Urutan waktu set up bersifat independen dan waktu transportasi
antar mesin dapat diabaikan
f. Operasi yang sedang dikerjakan pada mesin tidak dapat diinterupsi
g. Operasi tidak dapat dimulai sampai operasi pendahulunya
diselesaikan
h. Setiap mesin hanya dapat memproses satu operasi pada satu waktu
i. Setiap part hanya dapat memproses satu operasi di satu mesin pada
suatu waktu
2. Karakteristik Operasi
a. Setiap operasi merupakan suatu kesatuan, walaupun mungkin
terdiri dari beberapa unit
b. Setiap operasi yang telah dimulai proses pengerjaannya pada suatu
mesin harus diselesaikan
c. Setiap operasi tidak boleh diproses lebih dari satu mesin pada
waktu yang sama
d. Setiap operasi dikerjakan menurut urutan yang telah disusun dan
tidak boleh berdasarkan urutan lainnya (Precedence Constrain).
e. Setiap operasi boleh diproses lebih dari satu kali dimesin yang
sama
f. Setiap operasi dapat diproses pada berbagai jenis mesin yang
mampu melaksanakan operasi tersebut.
g. Setiap job hanya mempunyai satu routing dalam memproses
operasi-operasinya.
CM crew Laporan Akhir Sistem Produksi-2
3
Landasan Teori II -
3. Karakteristik Mesin
a. Setiap mesin hanya memproses satu tugas pada satu saat tertentu
b. Setiap mesin secara kontinu siap untuk dibebani tugas selama
proses penjadualan apabila tidak mengalami interupsi akibat
kerusakan atau perawatan.
c. Setiap mesin beroperasi sesuia dengan informasi waktu dan
distribusi yang diketahui secara tepat.
4. Karakteristik Waktu Proses
a. Waktu proses telah diketahui baik rata-rata maupun distribusinya
b. Waktu proses independen terhadap jadual. Artinya urutan set up
time bersifat independen dan move time antar mesin dapat
diabaikan.
c. Setiap waktu proses secara implisit sudah mencakup waktu
pemindahan benda kerja, set up dan penghentian mesin.
2.1.1.3 Tingkatan Penjadualan
Penjadualan harus dibedakan dengan perencanaan agregat.
Perencanaan agregat berusaha menentukan sumber daya yang diperlukan,
sedangkan penjadualan mengalokasikan sumber daya yang disediakan oleh
perencanaan agregat sedemikan rupa sehingga tujuan operasi / produksi
dapat tercapai. Apabila ditinjau dari sisi horison perencanaan, perencanaan
agregat dibuat untuk perencanaan satu tahun, sedangkan untuk
penjadualan jangka waktunya lebih pendek, misalnya untuk satu bulan,
satu minggu, atau bahkan satu hari atau satu jam.
2.1.1.4 Tipe Lingkup Penjadualan
Lingkungan penjadualan dalam suatu sistem produksi dapat
dibedakan menjadi beberapa macam yang masing – masing mempunyai
karakteristik yang berbeda. Tipe – tipe lingkungan penjadualan dalam
sistem produksi, antara lain:
CM crew Laporan Akhir Sistem Produksi-2
4
Landasan Teori II -
1. Classic Job Shop
Karakteristik sistem produksi ini adalah produknya diskrit, alirannya
komplek, jobnya unik dan part – partnya tidak multi purpose.
2. Open Job Shop
Sistem produksi ini hampir sama dengan sistem Job Shop,
perbedaannya terletak pada job yang berulang dan part yang multi
puepose. Selain itu pada sistem produksi ini job – job yang dikerjakan
seringkali mempunyai alternatif routing.
3. Batch Shop
Proses produksinya bisa dikrit atau kontinyu, alirannya kurang
komplek, banyak job berulang, part multi purpose, pengelompokkan
dan penentuan ukuran lot menjadi suatu yang penting.
4. Flow Shop
Proses produksinya bisa diskrit atau kontinyu, aliran linir, job
mempunyai kemiripan yang tinggi, pengelompokkan dan penentuan
ukuran lot menjadi suatu yang penting.
5. Batch / Flow Shop
Mirip dengan flow shop, dengan mempunyai proses batch yang
kontinyu
6. Manufacturing Cell
Proses produksinya diskrit, mempunyai tipe open job shop atau batch
shop yang terotomasi.
7. Assembly Shop
Versi perakitan (Assembly Version) dari open job shop atau batch
shop.
8. Assembly Line
Volume produknya tinggi dan variasinya rendah.
9. Transfer Line
Sistem produksi ini bercirikan volume produk sangat tinggi dan variasi
rendah, fasilitas produksi yang linier dengan operasi yang terotomasi
CM crew Laporan Akhir Sistem Produksi-2
5
Landasan Teori II -
10. Flexsible Transfer Line
Versi yang lebih modern dari set lini linier dan lini transfer
dimaksudkan untuk memperoleh keuntungan dari tingginya volume
produksi ke item Job Shop.
2.1.1.5 Permasalahan Penjadualan
Penjadualan didefinisikan sebagai pengambilan keputusan tentang
penyesuaian aktifitas dan sumber daya dalam rangka menyelesaikan
sekumpulan pekerjaan agar tepat pada waktunya dan mempunyai kualitas
seperti yang diinginkan. Keputusan yang dibuat dalam penjadualan
meliputi :
1. Pengurutan pekerjaan (sequencing)
2. Penugasan (dispatcing)
3. Waktu mulai dan selesai pekerjaan (timing)
4. Urutan operasi untuk suatu pekerjaan (routing)
2.1.1.6. Klasifikasi Masalah Penjadualan
Penjadualan dapat berbeda apabila ditinjau dari beberapa kondisi
yang mendasarinya. Oleh karena itu, masalah penjadualan dapat dibedakan
menjadi 4 jenis yaitu :
1. Jumlah Mesin
Penjadualan dapat dibedakan atas proses dengan mesin tunggal dan
penjadualan pada mesin jamak ( m mesin ).
2. Pola Kedatangan Pekerjaan
Pola kedatangan pekerjaan dapat dibedakan atas :
a. Pola kedatangan statis, yaitu pola dimana pekerjaan datang secara
bersamaan dan siap dikerjakan pada mesin yang menganggur.
b. Pola kedatangan dinamis, yaitu pola dimana pekerjaan datang
secara acak/kedatangan pekerjaan tidak menentu.
CM crew Laporan Akhir Sistem Produksi-2
6
Landasan Teori II -
3. Ketidakpastian Pada Pekerjaan dan Mesin
Dibagi menjadi dua bagian, yaitu
a. Model Deterministik, yaitu model yang didalamnya
terdapat kepastian tentang pekerjaan dan mesin, misalnya
mengenai waktu kedatangan pekerjaan dan waktu proses.
b. Model Stokastik, yaitu model yang didalamnya
terdapat ketidakpastian mengenai pekerjaan dan mesin.
4. Pola aliran proses
Terdapat dua aliran produksi :
a. Flowshop, yang cenderung memiliki kesamaan urutan operasi
(routing) untuk semua job.
Flowshop dibedakan atas :
Pure Flowshop, yaitu flowshop yang memiliki jalur
produksi yang sama untuk semua tugas.
General Flowshop, yitu flowshop yang memiliki pola aliran
yang berbeda. Ini disebabkan adanya variasi dalam
pengerjaan tugas, sehingga tugas yang datang tidak harus
dikerjakan pada semua mesin. Jadi mungkin saja suatu
proses dilewati.
b. Job shop, yang memiliki urutan operasi (routing) yang unik dan
berbeda-beda untuk semua job. Akibatnya pola yang timbul disini
adalah pola random.
2.1.1.7 Elemen Penjadualan
Penjadualan mempunyai beberapa elemen penting yang harus
diperhatikan seperti job, operasi, mesin serta hubungan yang terjadi
diantaranya :
a. Job
Job dapat didefinisikan sebagai suatu pekerjaan yang harus
diselesaikan untuk mendapatkan suatu produk. Job biasanya terdiri dari
beberapa operasi yang harus dikerjakan (minimal satu operasi). Informasi
CM crew Laporan Akhir Sistem Produksi-2
7
Landasan Teori II -
yang dipunyai oleh suatu job kepada ketika dating ke lantai kerja pabrik
biasanya adalah operasi-operasi yang harus dilakukan didalamnya (dari
bagian engineering), saat job harus diselesaikan dan saat job mulai dapat
dikerjakan.
b. Operasi
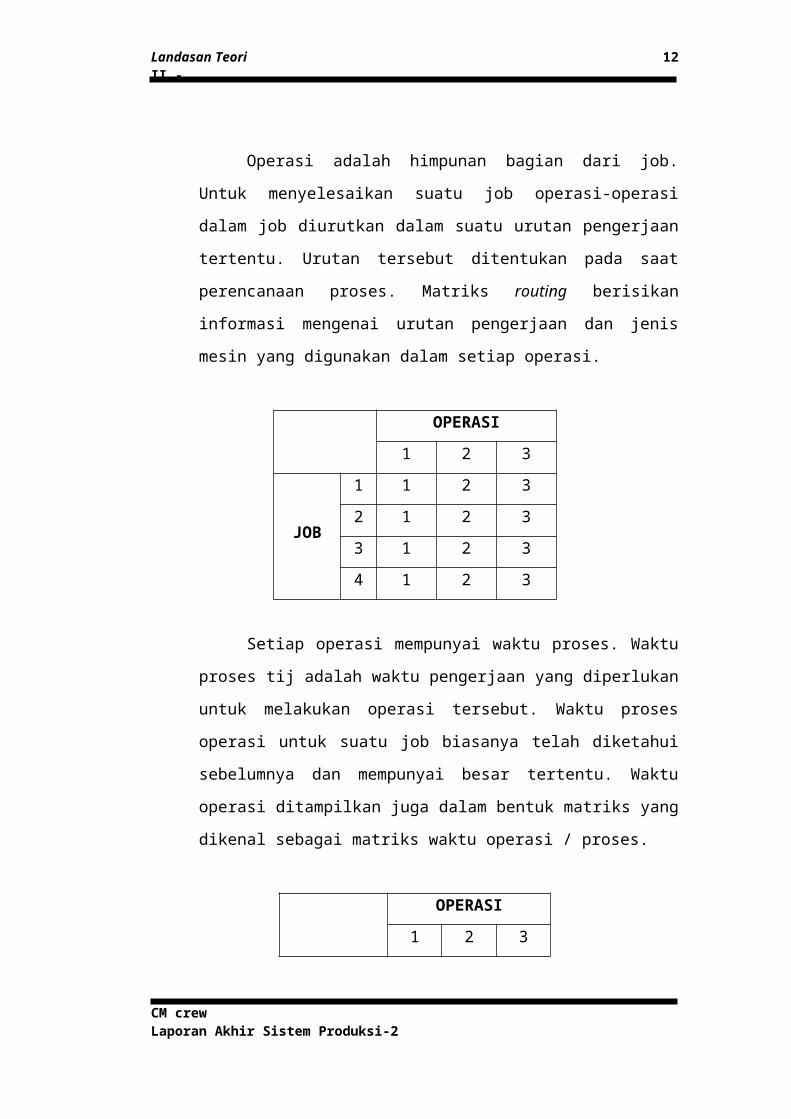
Operasi adalah himpunan bagian dari job. Untuk menyelesaikan
suatu job operasi-operasi dalam job diurutkan dalam suatu urutan
pengerjaan tertentu. Urutan tersebut ditentukan pada saat perencanaan
proses. Matriks routing berisikan informasi mengenai urutan pengerjaan
dan jenis mesin yang digunakan dalam setiap operasi.
OPERASI
1 2 3
JOB
1 1 2 3
2 1 2 3
3 1 2 3
4 1 2 3
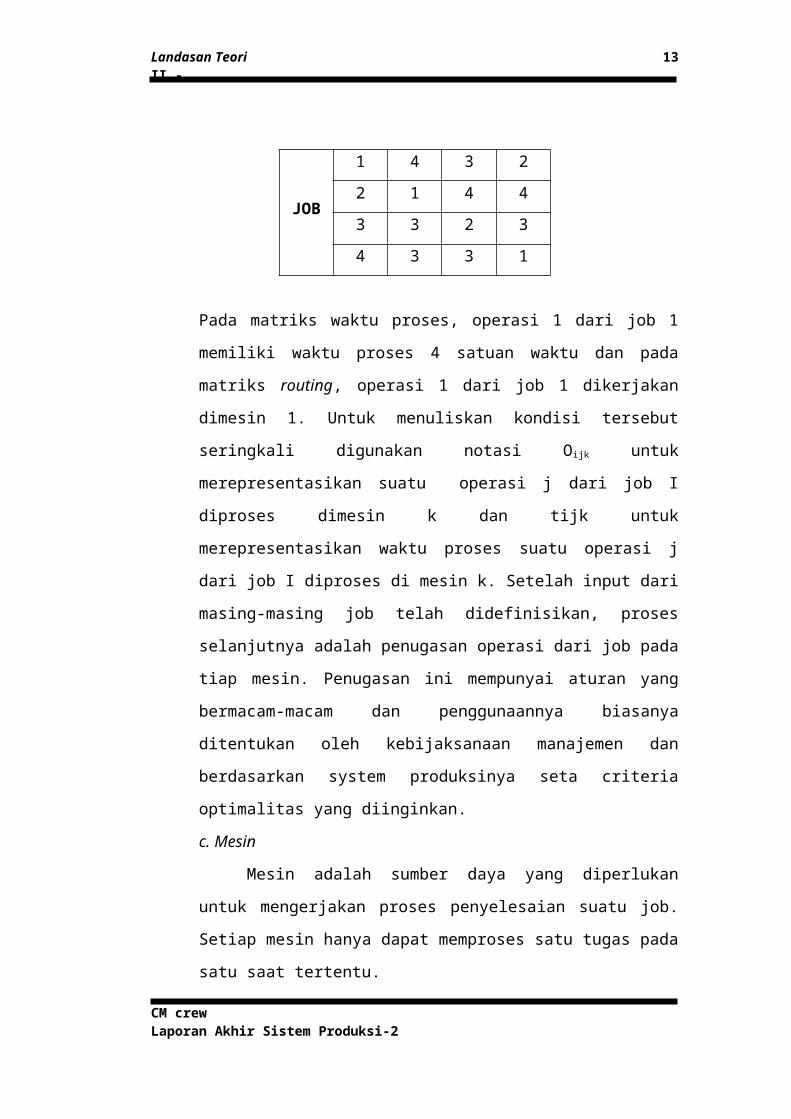
Setiap operasi mempunyai waktu proses. Waktu proses tij adalah
waktu pengerjaan yang diperlukan untuk melakukan operasi tersebut.
Waktu proses operasi untuk suatu job biasanya telah diketahui sebelumnya
dan mempunyai besar tertentu. Waktu operasi ditampilkan juga dalam
bentuk matriks yang dikenal sebagai matriks waktu operasi / proses.
OPERASI
1 2 3
JOB
1 4 3 2
2 1 4 4
3 3 2 3
4 3 3 1
CM crew Laporan Akhir Sistem Produksi-2
8
Landasan Teori II -
Pada matriks waktu proses, operasi 1 dari job 1 memiliki waktu proses 4
satuan waktu dan pada matriks routing, operasi 1 dari job 1 dikerjakan
dimesin 1. Untuk menuliskan kondisi tersebut seringkali digunakan notasi
Oijk untuk merepresentasikan suatu operasi j dari job I diproses dimesin k
dan tijk untuk merepresentasikan waktu proses suatu operasi j dari job I
diproses di mesin k. Setelah input dari masing-masing job telah
didefinisikan, proses selanjutnya adalah penugasan operasi dari job pada
tiap mesin. Penugasan ini mempunyai aturan yang bermacam-macam dan
penggunaannya biasanya ditentukan oleh kebijaksanaan manajemen dan
berdasarkan system produksinya seta criteria optimalitas yang diinginkan.
c. Mesin
Mesin adalah sumber daya yang diperlukan untuk mengerjakan
proses penyelesaian suatu job. Setiap mesin hanya dapat memproses satu
tugas pada satu saat tertentu.
Sebuah jadual yang layak adalah kumpulan dari hubungan
presedensi (precedence relation), yang memberikan urutan proses yang
lengkap pada setiap mesin. Hal tersebut harus memenuhi tiga kondisi
berikut :
1. Routing tiap job diikuti
2. Setiap mesin hanya memproses satu job pada suatu waktu, dan
pemograman tidak diinterupsi
3. Waktu proses dari tiap operasi telah ditentukan
Permasalahan penjadualannya adalah memilih sebuah jadual dari
semua jadual yang layak dengan criteria performansi yang diinginkan.
2.1.2 Teknik-teknik Pemecahan Masalah Penjadualan Flow Shop
Ada beberapa teknik yang telah dikembangkan untuk melakukan
penjadualan multi produk baik yang menggunakan satu mesin maupun dua
atau lebih mesin.
Penjadualan dengan menggunakan satu mesin metoda yang dapat
digunakan antara lain :
CM crew Laporan Akhir Sistem Produksi-2
9
Landasan Teori II -
1. SPT
2. EDD
3. LPT
4. WSPT
5. SLACK
6. Algoritma Hodgson
7. Algoritma Wilkerson-Irwin
Sedangkan untuk penjadualan yang menggunakan lebih dari satu
mesin metoda yang dapat dipakai adalah :
1. Algoritma Johnson
Algoritma johnson untuk n pekerjaan, 2 mesin
Algoritma Johnson untuk n pekerjaan, 3 mesin
2. Algoritma Branch and Bound
3. Algoritma Campbel, Dudek & Smith (CDS)
2.1.3 Teknik – Teknik Pemecahan Masalah Penjadualan Job Shop
Teknik dalam melakukan penjadualan Job Shop dapat dibedakan dalam
dua bentuk, yaitu:
1. Teknik Penjadualan Optimal
Teknik dapat dilakukan dengan dua macam cara, diantaranya:
a. Teknik Integer Programming
b. Teknik Branch and Bound
2. Pendekatan Heuristik
Teknik ini dapat dilakukan dengan beberapa macam cara, diantaranya:
a. Priority Dispatching
Dispatcing adalah suatu jenis metoda penjadualan dimana “waktu
siap” dari setiap mesin ditentukan sedemikian rupa sehingga berurutan
naik. Keputusan pemilihan produk yang akan diproses dapat dilakukan
pada saat mesin siap menerima produk.
CM crew Laporan Akhir Sistem Produksi-2
10
Landasan Teori II -
b. Sampling
c. Probability Dispatching
2.1.4 Beberapa Kendala dalam Penjadualan di Tingkat Shopfloor
Pada saat penjadualan produksi dilaksanakan pada tingkat shopfloor
akan mengalami beberapa gangguan atau kendala dalam pelaksanaannya. Oleh
karena itu, sebelum supervisor melakukan tindakan untuk berusaha melakukan
produksi sesuai dengan jadwal produksinya, terlebih dahulu harus dideteksi
beberapa kendala yang ada, yaitu:
1. Mesin rusak
2. Bahan baku tidak ada
3. Aktivitas perawatan
4. Penambahan order baru
5. Adanya peruibahan prioritas
6. Perubahan Due Date
Seluruh hambatan atau gangguan dalam melaksanakan jadwal
produksi semula tersebut dapat terjadi secara bersamaan (multi disturbances)
maupun sendiri – sendiri (single disturbances).
2.1.5 Istilah dalam Penjadualan
Beberapa istilah yang biasa digunakan dalam kriteria optimalitas
penjadualan adalah2 :
Waktu Proses (Tj) : Waktu yang diperlukan untuk menyelesaikan suatu
job i.
Makespan (Ms) : jangka waktu penyelesaian suatu penjadualan yang
merupakan jumlah seluruh waktu proses
Ready Time (Rj) : saat dimana job i siap untuk diproses
Waiting Time (WI) : waktu tunggu seluruh operasi dari job i.
2 Modul praktikum Sistem Produksi II Unisba 2002, hal. 9
CM crew Laporan Akhir Sistem Produksi-2
11
Landasan Teori II -
Idle Time (Ii) : Jumlah waktu mesin menganggur ketika menunggu job I.
Ii = Iij
Flow Time (FI) : Waktu tinggal job i didalam sistem..
FI = CI - rI
Completion Time (CI) : Saat job i selesai dikerjakan
CI = FI + rI
Rata – Rata Flow Time:
Due Date (dI): Batas waktu akhir suatu job boleh diselesaikan
Lateness (LI) L: Selisih waktu antara Ci dengan due date job i.
LI = CI - dI
LI < 0, saat penyelesaian memenuhi batas akhir
LI > 0, saat penyelesaian melewati batas akhir
Rata – rata Lateness :
Tardiness (TI) : Lateness dari job j jika gagal memenuhi due date atau
nilainya nol jika memenuhi due date.
T = maks (0,LI)
Earliness (Ei) : Lateness dari job i jika memenuhi due date atau nilainya
nol jika tidak memenuhi due date.
Ei = min (0, Li)
Rata – rata Tardiness:
Number of Tardiness :
Slack Time (SI): waktu sisa yang tersedia bagi suatu job i
SI = di - tI
CM crew Laporan Akhir Sistem Produksi-2
12
Landasan Teori II -
Utilitas Mesin (U) : ratio dari seluruh waktu proses yang dibebankan pada
mesin dengan rentang waktu untuk menyelesaikan seluruh tugas pada
semua mesin.
Tmax atau Lmax : Tmax = max (0 , Lmax)
Lmax = max (LI)
2.1.6 Kriteria Optimalitas dalam Penjadualan
Pemilihan suatu sistem penjadualan, pendekatan atau teknik yang
digunakan tergantung pada tujuan jadwal dan kriteria optimalitas yang
menjadi titik berat yang menjadi perhatian manajemen.
Sedangkan kriteria optimalitas atau pengukuran performansinya
sendiri dapat dibedakan menjadi :
1. Kriteria optimalitas yang berkaitan dengan waktu, antara lain :
Minimasi Mean Flow Time
Minimasi Mean Tardiness
Minimasi Maksimum Flow Time
Minimasi Mean Lateness
Minimasi Maksimum Tardiness
2. Kriteria optimalitas yang berkaitan dengan ongkos
Kriteria ini tidak bisa dipisahkan sama sekali dengan kriteria
berdasarkan waktu, sebab ongkos yang ditimbulkan sangat erat
kaitannya dengan kriteria waktu, misalnya penalty cost akan berkaitan
erat dengan kriteria keterlambatan . selain itu juga terdapat inventory
cost dan ongkos flow time disamping biaya produksi.
Beberapa kriteria yang berkaitan secara tidak langsung terhadap ongkos
ini antara lain :
Minimasi Jumlah Produk yang mengalami keterlambatan
Maksimasi Utilitas mesin
CM crew Laporan Akhir Sistem Produksi-2
13
Landasan Teori II -
2.1.7 Metoda Penjadualan
Beberapa teknik penjadualan dapat dikembangkan. Penggunaan
teknik penjadualan tergantung dari jumlah pesanan, operasi, dan
kompleksitas job secara keseluruhan. Pemilihan teknik juga tergantung
pada pengendalian menyeluruh yang dibutuhkan untuk menangani job
pada saat proses berlangsung. Metode penjadualan antara lain :
1. SPT 6. Algoritma Hodgson
2. EDD 7. Algoritma Wilkerson Irwin
3. LPT 8. Algoritma Jhonson
4. WSPT 9. Algoritma Branch and
Bound
5. SLACK 10. CDS
2.1.8 Rescheduling dan Faktor-Faktornya
Berikut ini akan dijelaskan mengenai teori yang berkaitan dengan
penjadualan ulang (rescheduling) yang terdiri dari konsep rescheduling
dan faktor-faktornya.
2.1.8.1 Konsep Rescheduling
Dalam pelaksanaan jadual produksi di tingkat shop floor seringkali
jadual yang telah disusun menjadi tidak layak. Karena karakteristik sistem
produksi job shop yang dinamis dan pola kedatangan job yang stokastik
serta perubahan-perubahan kondisi dalam shop floor yang tidak bisa
diperkirakan, seringkali, menyebabkan jadual tidak mampu
mengakomodasi perubahan-perubahan tersebut.
Dua hal yang berhubungan erat dengan perubahan kondisi
produksi adalah event dan aktivitas. Perubahan kondisi produksi hanya
berlangsung apabila terjadi event. Atau dengan kata lain event adalah
perubahan kondisi dalam produksi. Sedangkan aktivitas berhubungan
dengan selang waktu diantara dua event. Dalam suatu aktivitas akan selalu
terjadi dua event, masing-masing adalah event saat dimulainya aktivitas
CM crew Laporan Akhir Sistem Produksi-2
14
Landasan Teori II -
dan event saat aktivitas tersebut berakhir. Seringkali event saat berakhirnya
aktivitas merupakan event saat dimulai aktivitas berikutnya.
Pada sistem manufaktur event juga dapat dibedakan menjadi dua yaitu :
1. Event yang dapat diperkirakan (teramal)
Event yang dapat diperkirakan kejadiannya yang berhubungan dengan
produk/benda kerja meliputi akhir operasi pengerjaan, kedatangan
order normal yang teramal dan sebagainya. Sedangkan yang
berhubungan dengan peralatan produksi antara lain akhir operasi
(pemesanan, transportasi dsb.), instalasi peralatan baru, akhir
perbaikan, perawatan dan sebagainya.
2. Event yang tidak bisa diperkirakan (tak teramal)
Event yang tidak teramal yang berkaitan dengan produk/benda kerja
meliputi kedatangan order dengan prioritas tinggi atau order normal
yang tidak teramal, perubahan due date dan sebagainya. Sedangkan
yang berkaitan dengan peralatan produksi antara lain meliputi :
kerusakan peralatan, power failures, keterlambatan operasi dan
sebagainya.
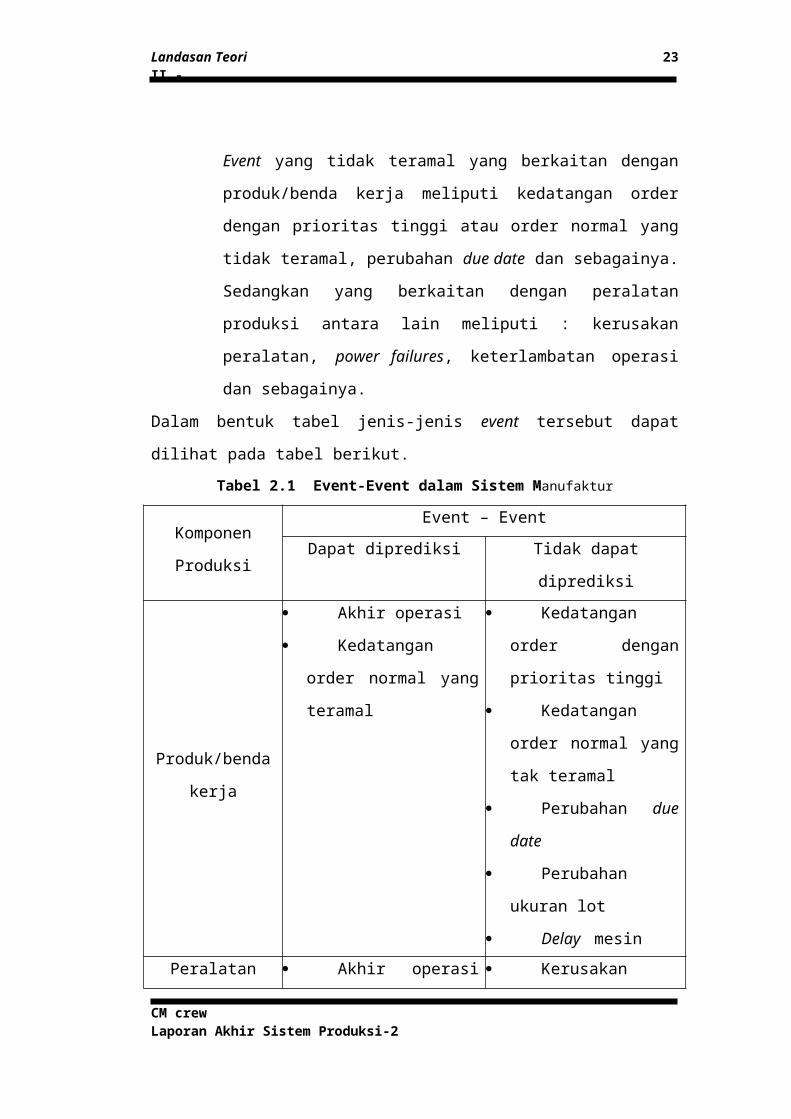
Dalam bentuk tabel jenis-jenis event tersebut dapat dilihat pada tabel berikut.
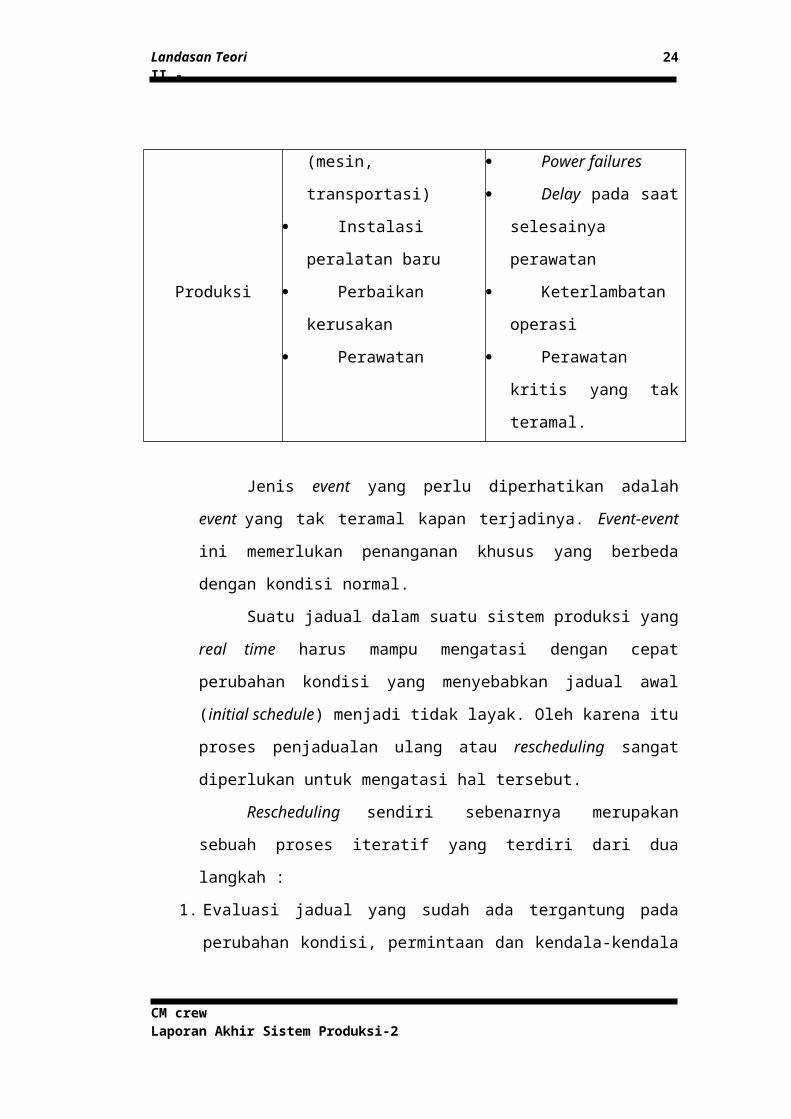
Tabel 2.1 Event-Event dalam Sistem Manufaktur
Komponen
Produksi
Event – Event
Dapat diprediksi Tidak dapat diprediksi
Produk/benda
kerja
Akhir operasi
Kedatangan order
normal yang teramal
Kedatangan order
dengan prioritas tinggi
Kedatangan order
normal yang tak teramal
Perubahan due date
Perubahan ukuran lot
Delay mesin
Peralatan
Produksi
Akhir operasi (mesin,
transportasi)
Instalasi peralatan
Kerusakan
Power failures
Delay pada saat
CM crew Laporan Akhir Sistem Produksi-2
15
Landasan Teori II -
baru
Perbaikan kerusakan
Perawatan
selesainya perawatan
Keterlambatan
operasi
Perawatan kritis
yang tak teramal.
Jenis event yang perlu diperhatikan adalah event yang tak teramal
kapan terjadinya. Event-event ini memerlukan penanganan khusus yang
berbeda dengan kondisi normal.
Suatu jadual dalam suatu sistem produksi yang real time harus
mampu mengatasi dengan cepat perubahan kondisi yang menyebabkan
jadual awal (initial schedule) menjadi tidak layak. Oleh karena itu proses
penjadualan ulang atau rescheduling sangat diperlukan untuk mengatasi
hal tersebut.
Rescheduling sendiri sebenarnya merupakan sebuah proses iteratif
yang terdiri dari dua langkah :
1. Evaluasi jadual yang sudah ada tergantung pada perubahan kondisi,
permintaan dan kendala-kendala (constraint). Jika hasil dari revisi jadual
bisa diterima maka proses berhenti.
2. Tentukan solusi yang lebih baik. Jadual revisi atau jadual yang sudah
direvisi lagi berdasar solusi yang lebih baik (improved solution). Jika hasil
revisi ini diterima, berhenti. Jika tidak maka ulangi langkah kedua sampai
jadual bisa diterima. Suatu jadual yang bisa diterima adalah jadual yang
mampu mengatasi perubahan kondisi. Pada kenyataannya definisi sebuah
jadual yang layak adalah tergantung pada kebutuhan user.
Selain itu rescheduling dapat dipandang sebagai koreksi atas jadual
yang ada. Koreksi yang diperlukan untuk suatu perubahan yang
menyebabkan suatu jadual menjadi tidak layak dapat dibagi menjadi tiga
yaitu (Morton, 1993) :
CM crew Laporan Akhir Sistem Produksi-2
16
Landasan Teori II -
1. Dispatch Corection (Durasi : dalam jam)
Adapun tipe perubahan yang dapat diatasi dengan cara ini antara lain :
a. Perubahan waktu proses aktivitas
b. Transport delay
c. Mesin minor lambat
d. Mesin minor rusak/startup
e. Mesin kritis rusak/startup
2. Mid Reactive Corection (Durasi 1 – 2 hari)
Faktor rescheduling adalah :
a. Job rework
b. Job scrap
c. Job menunggu karena bahan baku tidak ada
d. Transport rusak
e. Mesin rusak/startup
f. Stasiun kerja berhenti/startup
3. Major Reactive Coerection
Faktor reschedulingnya adalah :
a. Order utama dibatalkan
b. Transportasi utama rusak
c. Mesin bottleneck rusak
2.1.8.2 Faktor-faktor Rescheduling
Faktor-faktor rescheduling adalah faktor-faktor yang menyebabkan
suatu jadual harus diperbaharui sesuai dengan faktor-faktor yang
mempengaruhi perubahan kondisi dalam shop floor. Suatu rescheduling
yang dilakukan karena ada faktor-faktor perubahan kondisi yang tidak
teramalkan dalam shop floor disebut ”Event Driven Rescheduling”. Selain
itu rescheduling ada yang dilakukan secara periodik dan disebut dengan
periodic rescheduling. Yang akan dibahas disini adalah “Event Driven
Rescheduling”, yaitu rescheduling yang dilakukan untuk mengatasi
perubahan yang terjadi di shop floor karena faktor-faktor rescheduling.
CM crew Laporan Akhir Sistem Produksi-2
17

Landasan Teori II -
Adapun faktor-faktor rescheduling dapat dikelompokkan menjadi dua
yaitu yang berasal dari lingkungan internal shop floor dan yang berasal
dari lingkungan luar shop floor.
2.1.8.2.1 Faktor-faktor Rescheduling Internal
Faktor rescheduling yang berasal dari lingkungan internal shop floor
antara lain :
1. Mesin rusak
2. Bahan baku tidak ada
3. Aktivitas perawatan
4. Adanya produk yang memerlukan pengulangan operasi
5. Kasus adanya produk cacat
2.1.8.2.2 Faktor-faktor Rescheduling Eksternal
Yang dimaksud dengan faktor-faktor rescheduling eksternal adalah
perubahan kondisi yang menyebabkan suatu jadual awal menjadi tidak
layak, yang berasal dari luar shop floor. Faktor-faktor tersebut antara lain :
1. Penambahan order baru
2. Adanya perubahan prioritas
3. Perubahan due date
4. Adanya job yang dibatalkan
Seluruh atau gangguan dalam melaksanakan jadual produksi
semula tersebut dapat terjadi secara bersamaan (multi distubance) maupun
secara sendiri-sendiri (single disturbance).
Selain rescheduling, beberapa hal yang bisa membantu mengatasi
permasalahan tersebut antara lain:
1. Overtime
2. Subkontrak
3. Perubahan proses atau re-routing
4. Subtitusi/penggantian mesin.
CM crew Laporan Akhir Sistem Produksi-2
18
Landasan Teori II -
2.2 Sistem Produksi Perakitan (Assembly Production System)
2.2.1 Perakitan
Kegiatan perakitan adalah kegiatan penggabungan dua buah part
atau lebih sehingga membentuk produk jadi3. Jenis tata letak yang
digunakan umumnya adalah tata letak berdasarkan produk, sedangkan
tingkat produksi umumnya batch atau massa.
Fungsi utama perakitan adalah menggabungkan komponen-
komponen, maerial penyambung, sub rakitan menjadi produk jadi. Fungsi
perakitan terdiri dari 3 unsur pokok :
1. Handling, proses seleksi dan menyiapkan komponen untuk composing
atau checking, dan mentransportasikan pada proses selanjutnya (perakitan
atau sistem pengepakan)
2. Composing, suatu kegiatan penggabungan komponen-komponen dan
menciptakan hubungan yang relatif permanen.
3. Checking, proses dimana kedatangan komponen dan posisinya diperiksa,
dengan maksud memperoleh kualitas produk jadi, sub sistem termasuk
operai pemeriksaan khusus.
3 Modul Praktikum Sistem Produksi II, Lab. SIPO Unisba, Hal. 2
CM crew Laporan Akhir Sistem Produksi-2
19
Landasan Teori II -
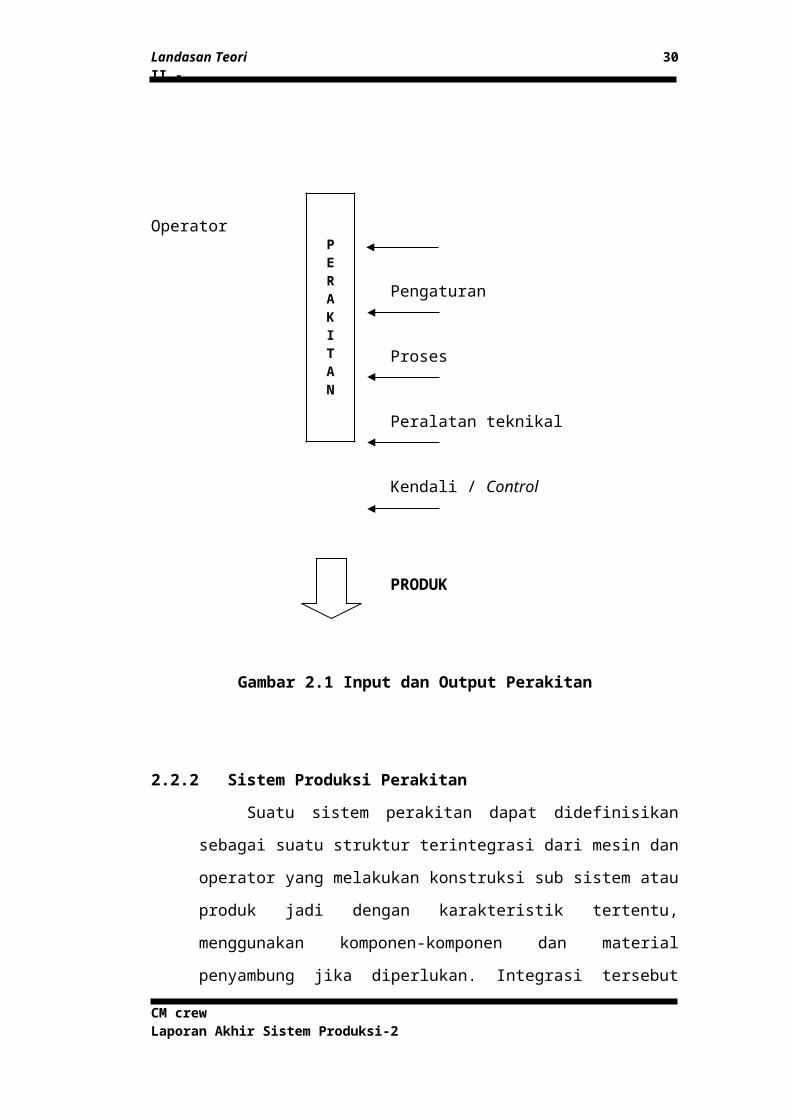
KOMPONEN + INFORMASI
Operator
Pengaturan
Proses
Peralatan teknikal
Kendali / Control
PRODUK
Gambar 2.1 Input dan Output Perakitan
2.2.2 Sistem Produksi Perakitan
Suatu sistem perakitan dapat didefinisikan sebagai suatu struktur
terintegrasi dari mesin dan operator yang melakukan konstruksi sub sistem
atau produk jadi dengan karakteristik tertentu, menggunakan komponen-
komponen dan material penyambung jika diperlukan. Integrasi tersebut
dapat dicapai dengan operasi kerja perakitan yang mempertahankan faktor
material, energi dan informasi.
CM crew Laporan Akhir Sistem Produksi-2
20
PERAKITAN
Landasan Teori II -
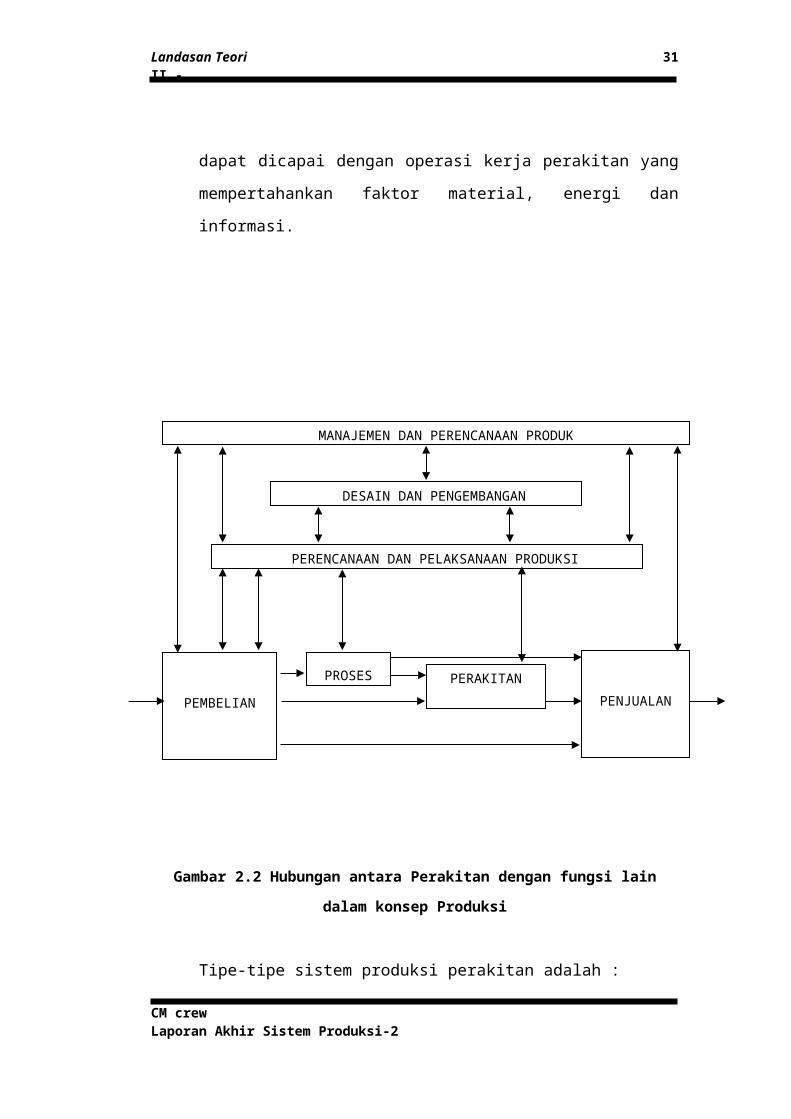
Gambar 2.2 Hubungan antara Perakitan dengan fungsi lain dalam konsep Produksi
Tipe-tipe sistem produksi perakitan adalah :
1. Manual Assembly
Sistem operasi yang melibatkan operator (perakit) yang menggunakan
peralatan sederhana dan kebanyakan pasif seperti meja, fixture (alat bantu
khusus), kontak komponen konveyor dan handtools.
2. Semi automatic Assembly
Menggunakan sistem otomatis (terprogram) tetapi masih terdapat beberapa
operasi secara manual.
3. Automatic Assembly
Menggunakan sistem mesin dengan program tertentu yang menghasilkan
keputusan dalam basis program. Beberapa keputusan terjadi sebagai hasil
kondisi sistem dan input dan merealisasikan output yang dikehendaki.
CM crew Laporan Akhir Sistem Produksi-2
21
MANAJEMEN DAN PERENCANAAN PRODUK
DESAIN DAN PENGEMBANGAN
PERENCANAAN DAN PELAKSANAAN PRODUKSI
PEMBELIAN
PROSES PERAKITANPENJUALAN
Landasan Teori II -
4. Flexible Assembly
Sebuah sistem perakitan yang memungkinkan beberapa variasi untuk
karakteristik produk tertentu.
5. Adaptive Assembly
Sistem perakitan yang dapat beradaptasi secara otomatis untuk variasi
produk tertentu (komponen) juga dapat melakukan operasi secara
fleksibel.
Dalam Sistem Perakitan terdapat beberapa sub sistem perakitan yang
biasanya ada pada operator tunggal, yaitu :
1. Sistem penggabungan. Operasi sistem penggabungan ini adalah
menggabungkan komponen.
2. Sistem Penanganan. Operasi sistem penanganan ini berupa penyimpanan,
pemindahan komponen yang sama baiknya dengan penanganan tools alat
bantu.
3. Sistem Pemeriksaan. Sistem pemeriksaan ini mengendalikan kualitas dan
memonitor kemampuan fungsi sistem perakitan.
4. Sistem Adjustment. Tugas dalam sistem adjustment ini ada pada
penempatan dan penggabungan komponen.
5. Sistem Khusus. Yang termasuk dalam sistem khusus ini adalah
menggabungkan sub sistem seperti sistem produksi atau sistem
pengepakan.
6. Sistem Pengendalian. Sistem pengendalian ini ada cara :
a. Teknikal : informasi dari proses sehingga proses perakitan dapat
dikendalikan.
b. Organisasi : informasi proses menentukan pertumbuhan perakitan dan
penempatannya dalam sistem produksi.
7. Sistem Pemeliharaan. Operasi sistem pemeliharaan untuk mencegah
kerusakan dan memperaiki alterasi sistem perbaikan.
8. Sistem Auxilary. Operasi sistem auxilary dapat menyediakan material dan
energi.
CM crew Laporan Akhir Sistem Produksi-2
22
Landasan Teori II -
Suatu sistem produksi (perakitan atau pembentukan) pada dasarnya
terdiri dari dua hal, yaitu:
1. Sistem Perencanaan dan Pengendalian Produksi
2. Sistem Fisik
Input untuk sistem pengendalian produksi berupa informasi, antara
lain : pesanan (order), sumber (mesin, orang, bahan, dana) dan energi.
Sedangkan input untuk sistem fisik berupa material, part dan komponen,
yang akan dirakit menjadi produk jadi. Sistem fisik dari sistem produksi
perakitan adalah suatu unit manufakturing dengan fungsi utamanya adalah
melakukan aktifitas perakitan. Sistem fisik ini terdiri dari orang, mesin,
peralatan dan lingkungan manufakturingnya.
Sistem fisik dapat menghadapi permasalahan dalam mencapai
tujuannya, maka dibutuhkan suatu supervisi yang dilakukan oleh sistem
pengendalian produksi.
Efisiensi suatu sistem pengendalian produksi akan ditentukan oleh
konsistensi dan kualitas keputusan, serta keandalan komunikasi informasi.
Peran utama sistem pengendalian adalah pengambilan keputusan, sehingga
sistem ini memerlukan informasi baik yang berhubungan dengan sistem
fisik ataupun yang menyangkut eksternal. Dengan memperhatikan dua
sistem tersebut, maka suatu sistem produksi akan terbagi dua macam
aliran yaitu :
1. Aliran material
2. Aliran Data atau Informasi
Aliran Material adalah aliran dari bahan, part, komponen, produk
atau peralatan yang dibutuhkan untuk melakukan proses transformasi, baik
berupa proses tersebut (peralatan). Sedangkan aliran data adalah
mekanisme keputusan (order produksi) dan mekanisme informasi, tentang
apa yang harus dibuat, berapa banyak, serta status informasi (proses), part
atau produk dan status resourcenya. Untuk melakukan kegiatan pada suatu
sistem produksi kedua aliran data perlu ditata, sehingga peran atau fungsi
CM crew Laporan Akhir Sistem Produksi-2
23
Landasan Teori II -
kedua aliran sistem pada sistem produksi dapat berjalan sebagaimana
mestinya.
Fungsi-fungsi dari sistem pengendalian produksi dan sistem fisik
dari sistem produksi (peralatan dan pembentukan) adalah :
1. Sales and Marketing Pemasaran dan Penjualan
2. Product Design and Engineering Perancangan Produksi
3. Manufacturing engineering Teknik Produksi
4. Industrial engineering Teknik Industri Standar
5. Production Planing and Control Perencanaan & Pengendalian
Produksi
6. Manufacturing Produksi
7. Quality Control Pengendalian Kualitas
8. Receiving, Shipping and Inventory Penerimaan, pengiriman, dan
Control pengendalian Persediaan
2.2.3 Performansi Sistem Produksi Perakitan
Performasi suatu sistem produksi (perakitan atau pembentukan)
dapat dilihat pada performansi sistem perencanaan dan pengendaliannya
atau performansi sistem fisiknya.
1. Performansi Sistem Perencanaan dan Pengendalian Produksi
a. Tingkat kemungkinannya untuk dilaksanakan
b. Tingkat kemudahan dalam melakukan aktifitas pengendalian
c. Tingkat keseimbangan pembagian kerja
2. Performansi Sistem Fisik
Performansi dari suatu sistem fisik dapat dilihat dari :
a. Pencapaian target produksi (volume, waktu)
b. Kualitas produksi
c. Ongkos produksi
d. Kepuasan kerja para pekerja
CM crew Laporan Akhir Sistem Produksi-2
24
Landasan Teori II -
2.2.4 Pengolahan Data
Pengolahan data disini dimaksudkan untuk menggambarkan
pengolahan yang berlangsung selama kegiatan praktikum.
2.2.4.1 Uji Keseragaman Data
Uji keseragaman data dilakukan dengan melakukan langkah-
langkah sebagai berikut:
1. hitung rata-rata dari harga rata-rata data dengan rumus :
Dimana : X = Rata-rata dari data
Xi = Data
n = Banyaknya data
2. hitung standar deviasi sebenarnya dari waktu penyelesaian dengan rumus :
Dimana : n = Jumlah pencatatan pendahuluan yang telah dilakukan
Xi = Waktu penyelesaian yang teramati selama pengukuran
pendahuluan yang telah dilakukan
3. Hitung batas kontrol atas dan batas kontrol bawah (BKA dan BKB)
Sebelum menentukan batas kontrol, kita tentukan tingkat ketelitian
() dan tingkat kepercayaan (CL – Confedence Level) dengan cara sebagai
berikut :
Tingkat kepercayaan merupakan besarnya keyakinan pengukur bahwa
hasil yang diperoleh memenuhi syarat ketelitian. Ditentukan melalui
distribusi Normal (tabel statistik).
CM crew Laporan Akhir Sistem Produksi-2
25
Landasan Teori II -
Pada tingkat kepercayaan 95%, berdasarkan tabel distribusi normal
memiliki nilai Z = 1,645 (hasil interpolasi). Sedangkan tingkat ketelitian
merupakan besarnya peyimpangan yang dapat ditolelir.
Maka : Batas Kontrol Atas (BKA) = X + (1,645)
: Batas Kontrol Bawah (BKB) = X – (1,645)
Apabila telah melewati prosedur diatas dan terdapat data yang melewati
BKA atau kurang dari BKB (out of control), ada tiga alternatif yang dapat
dilakukan, yaitu:
1. membuang data yang out of control tersebut kemudian melakukan
pengulangan uji keseragaman data, dan seterusnya sampai data
seragam.
2. mengubah tingkat kepercayaan dan tingkat ketelitian
3. mengubah ukuran sub grup, jika data dikelompokan dalam sub
grup.
2.2.4.2 Uji Kecukupan Data
Setelah melakukan uji keseragaman data kita melakukan uji
kecukupan data. Pengujian ini dilakukan dengan menggunakan rumus :
Keterangan N’ = Jumlah data setelah uji kecukupan
N = Jumlah data sebelum uji kecukupan
= Tingkat ketelitian
Z = Nilai Distribusi Normal (dari Tingkat Kepercayaan)
Xi = Data
CM crew Laporan Akhir Sistem Produksi-2
26
Landasan Teori II -
N adalah jumlah pencatatan yang dilakukan. Rumus ini digunakan
untuk ketelitian ()% dan tingkat kepercayaan (CL)% dan kita
mengatakan data yang kita peroleh cukup jika jumlah pengukuran lebih
besar atau sama dengan N’. dan jika harga N’ lebih besar, maka perlu
dilakukan pengukuran kedua.
2.2.5 Penentuan Waktu Baku
Penentuan waktu baku adalah mengamati pekerjaan dan mencatat
waktu kerjanya baik setiap elemen ataupun siklus dengan menggunakan
alat-alat yang telah disiapkan diatas. Bila operator telah siap didepan
mesin atau ditempat kerja lain dimana waktu kerjanya akan diukur,
pengukur memilih posisi tempat dia berdiri, mengamati dan mencatat.
Data pertama yaitu melalui pengukuran pendahuluan, tujuan
melakukan pengukuran pendahuluan adalah untuk mengetahui berapa kali
pengukuran harus dilakukan untuk tingkat ketelitian dan keyakinan yang
diinginkan.
Setelah melakukan pengukuran pendahuluan, misalkan saja untuk
30 kali pengukuran, maka ada beberapa hal yang harus dilakukan yaitu
menguji keseragaman data, menghitung jumlah pengukuran yang
diperlukan dan bila jumlah pengukuran belum mencukupi dilanjutkan
dengan pengukuran yang kedua.
Jika pengukuran-pengukuran belum selesai, yaitu semua data yang
didapat memiliki keseragaman yang dikehendaki dan jumlahnya telah
memenuhi tingkat-tingkat ketelitian dan keyakinan yang diinginkan, maka
selesailah kegiatan pengukuran waktu tersebut. Langkah selanjutnya
adalah mengolah data tersebut sehingga memberikan waktu baku. Cara
untuk mendapatkan waktu baku adalah4 :
1. Hitung Waktu Siklus rata-rata
4 Suta Laksana, Teknik Tata Cara Kerja, Hal. 137
CM crew Laporan Akhir Sistem Produksi-2
27
Landasan Teori II -
Dimana : Xi = Waktu pengukuran
N = Banyaknya pengukuran
2. Hitung Waktu Normal
Wn = Ws x ; dimana = penyesuaian
3. Hitung Waktu Baku
Wb = Wn + (Wn x l) ; dimana l = faktor kelonggaran
2.2.6 Perhitungan Produktivitas
Cara sederhana untuk melakukan perhitungan produktivitas
Dimana Input = Jumlah komponen dalam batch dari seluruh move
ticket
Output = Jumlah seluruh komponen dalam semua batch dari ALO
2.2.7 Peta Proses Operasi (PPO)
Peta Proses Operasi (PPO) merupakan suatu diagram yang
menggambarkan langkah-langkah proses yang dialami suatu produk dari
bahan baku menjadi produk jadi dan memperlihatkan unrutan-unrutan
operasi dan pemeriksaan yang teradi (kadang-kadang pada akhir proses
dicatat pula tentang penyimpanan). Informasi yang dapat diperoleh dari
PPO diantaranya adalah untuk mengetahui kebutuhan akan mesin dan
peralatan yang digunakan untuk pembuatan suatu produk dan
penganggarannya, memperkirakan kebutuhan ruangan dan menentukan
tata letak pabrik dan melakukan perakitan kerja yang tengah berlaku.
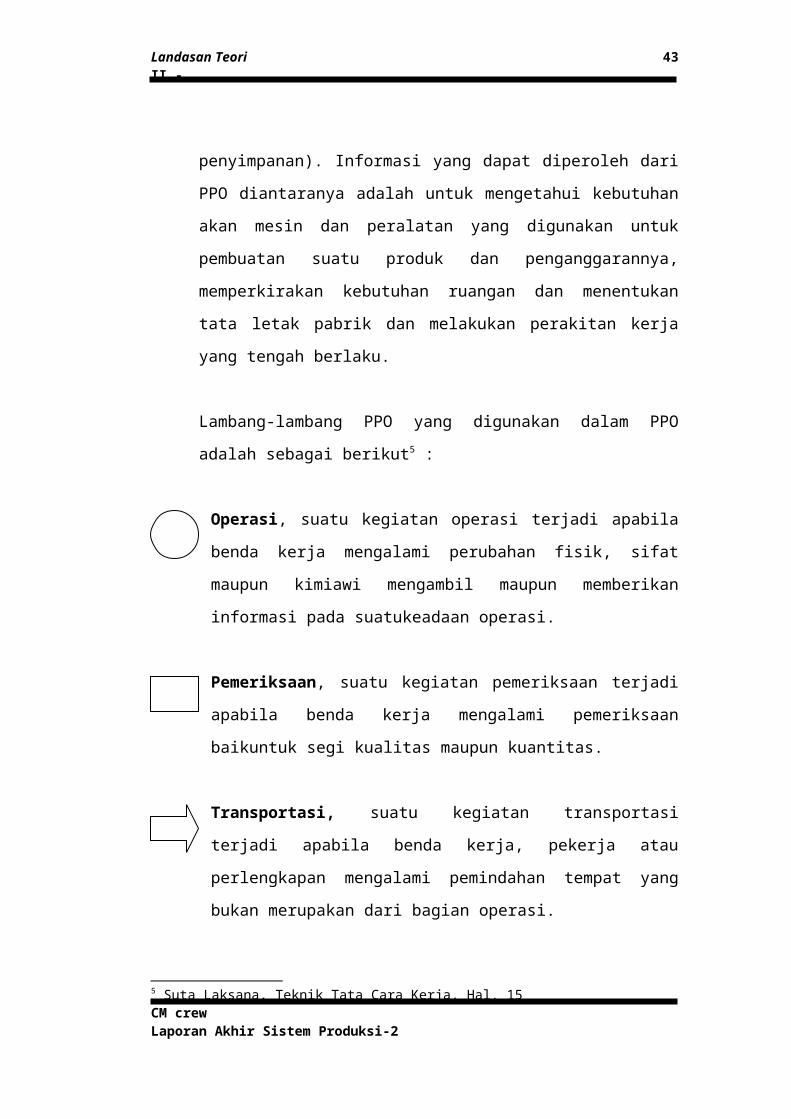
Lambang-lambang PPO yang digunakan dalam PPO adalah sebagai
berikut5 :
5 Suta Laksana, Teknik Tata Cara Kerja, Hal. 15
CM crew Laporan Akhir Sistem Produksi-2
28
Landasan Teori II -
Operasi, suatu kegiatan operasi terjadi apabila benda kerja mengalami
perubahan fisik, sifat maupun kimiawi mengambil maupun memberikan
informasi pada suatukeadaan operasi.
Pemeriksaan, suatu kegiatan pemeriksaan terjadi apabila benda kerja
mengalami pemeriksaan baikuntuk segi kualitas maupun kuantitas.
Transportasi, suatu kegiatan transportasi terjadi apabila benda kerja,
pekerja atau perlengkapan mengalami pemindahan tempat yang bukan
merupakan dari bagian operasi.
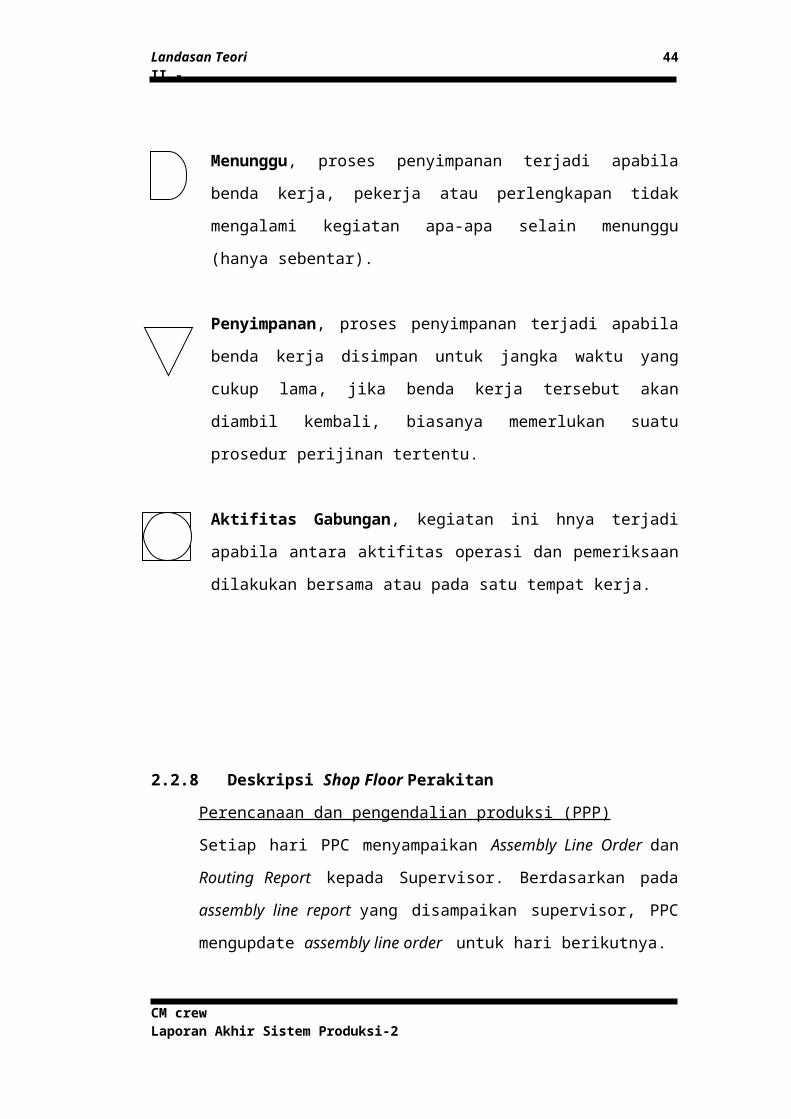
Menunggu, proses penyimpanan terjadi apabila benda kerja, pekerja
atau perlengkapan tidak mengalami kegiatan apa-apa selain menunggu
(hanya sebentar).
Penyimpanan, proses penyimpanan terjadi apabila benda kerja
disimpan untuk jangka waktu yang cukup lama, jika benda kerja tersebut
akan diambil kembali, biasanya memerlukan suatu prosedur perijinan
tertentu.
Aktifitas Gabungan, kegiatan ini hnya terjadi apabila antara aktifitas
operasi dan pemeriksaan dilakukan bersama atau pada satu tempat kerja.
2.2.8 Deskripsi Shop Floor Perakitan
Perencanaan dan pengendalian produksi (PPP)
CM crew Laporan Akhir Sistem Produksi-2
29
Landasan Teori II -
Setiap hari PPC menyampaikan Assembly Line Order dan Routing Report
kepada Supervisor. Berdasarkan pada assembly line report yang
disampaikan supervisor, PPC mengupdate assembly line order untuk hari
berikutnya.
Receiving
Operator receiving mengambil material dari gudang material
berdasarkan Assembly Line Order. Operator receiving menyediakan dan
mengisi move ticket sesuai dengan Routing Report. Material yang
dilengkapi dengan move ticket disampaikan kestasiun kerja yang pertama.
Operator receiving menyiapkan part dalam pallet untuk masing-masing
stasiun. Apabila semua pekerjaan telah selesai, Routing Report dan
Assembly Line Order disampaikan kepada Supervisor.
Material Handling
Part-part yang telah dilengkapi dengan material slip diantarkan ke
masing-masing stasiun sesuai dengan kebutuhan part pada masing-masing
stasiun.
Stasiun Kerja
Material yang dilengkapi dengan move ticket diambil dan diisi. Operator
stasiun kerja merakit komponen-komponen sesuai dengan elemen kerja
pada stasiun kerja masing-masing. Material yang dilengkapi dengan move
ticket diserahkan ke stasiun kerja berikutnya.
Shipping
Operator shipping menerima produk jadi ang dilengkapi move ticket,
kemudian produk jadi dikeluarkan dari pallet dan dimasukan kedalam
kotaknya. Move Ticket diisi oleh Petugas Gedung Produk. Move Ticket
yang sudah lengkap disampaikan ke supervisor. Pallet kosong diantarkan
CM crew Laporan Akhir Sistem Produksi-2
30
Landasan Teori II -
ke stasiun Receiving, tiket diambil dan diisi kemudian disampaikan kepada
supervisor.
Operator Perakitan
Operator mengisi move ticket pada saat kedatangan produk dari stasiun
sebelumnya. Kemudian melakukan proses perakitan dan mengisi move
ticket pada saat proses perakitan selesai dilakukan.
Inspeksi
Operator inspeksi menrima material yang dilengkapi dengan move ticket.
Move ticket diambil dan diisi, kemudian operator memeriksa kualitas
perakitan Tamiya Auldey 16429 dalam bentuk pemeriksaan kelengkapan
komponen-komponen penyusun tamiya. Setelah itu melengkapi isian move
ticket dan menyerahkan produk yang telah dilengkapi dengan move ticket
ke shipping.
Operator Lepas Rakit
Operator lepas rakit bertugas untuk melepaskan kembali rakitan Tamiya
dalam bentuk part-partnya.
2.3 Keseimbangan Lintasan (Line Balancing)
Dalam suatu perusahaan yang mempunyai tipe produksi massa,
yang melibatkan sejumlah besar komponen yang harus dirakit,
perencanaan produksi memegang peranan yang penting dalam membuat
penjadwalan produksi, terutama dalam pengaturan operasi-operasi
penugasan kerja yang harus dilakukan. Bila pengaturan dan perancangan
tidak tepat, maka setiap stasiun kerja dilintas perakitan mempunyai
kecepatan produksi yang berbeda. Hal ini akan mengakibatkan lintasan
perakitan tersebut tidak efisien, terjadi penumpukan material atau produk
setengah jadi diantara stasiun kerja yang tidak berimbang kecepatan
CM crew Laporan Akhir Sistem Produksi-2
31
Landasan Teori II -
produksinya. Akibat samping lainnya adalah kompensasi ongkos-ongkos
yang hilang serta akibat psikologis yang negatif bagi pekerja.
Persoalan dalam penyeimbangan lintasan berawal dari adanya
kombinasi dari penugasan kerja terhadap operator atau kelompok operator
yang menempati pekerjaan tertentu. Masalah kombinasi tersebut menjadi
menyeimbangkan lintasan, menyeimbangkan opersai atau stasiun kerja
dengan tujuan untuk mendapatkan waktu yang sama disetiap stasiun kerja
sesuai dengan kecepatan produksi yang diinginkan.
Pada umumnya, merencanakan suatu keseimbangan didalam
sebuah lintasan perakitan meliputi usaha yang bertujuan untuk mencapai
suatu kapasitas yang optimal, dimana tidak terjadi penghambatan fasilitas.
Tujuan tersebut dapat tercapai bila lintasan perakitan bersifat seimbang
(setiap stasiun kerja mendapatkan tugas yang sama nilainya diukur dengan
waktu).
Berdasarkan uraian diatas dapat ditarik kesimpulan bahwa
keseimbangan lintasan perakitan tersebut didasarkan pada :
1. Hubungan antara kecepatan produksi (Production Rate)
2. Operasi yang dibutuhkan dan urutan-urutan kebergantungan
(seaquence)
3. Waktu yang diperlukan untuk menyelesaikan setiap operasi (work
element time).
4. Sejumlah operator yang melakukan operasi
2.3.1 Maksud dan Tujuan Line Balancing
Adapun tujuan keseimbangan lintasan adalah sebagai berikut :
1. Lintasan bersifat seimbang, setiap stasiun kerja mendapat tugas yang
sama nilainya berdasarkan waktu.
2. Menimasi jumlah stasiun kerja.
3. Minimasi jumlah waktu menganggur di setiap stasiun kerja.
CM crew Laporan Akhir Sistem Produksi-2
32
Landasan Teori II -
Kriteria untuk menilai keseimbangan lintasan :
1. Maksimal efisiensi lintasan
2. Meminimasi Smoothness Indeks
2.3.1.1 Metoda Line Balancing
Dalam menyeimbangkan lintasan perakitan, ada berbagai metoda
dan cara pendekatan yang berbeda-beda, akan tetapi tujuan penyelidikan
pada prinsipnya sama, yaitu mengoptimalkan lintas perakitan untuk
mendapatkan penggunaan tenaga kerja dan fasilitas yang efisien dimana
tekanan penyelidikan dikonsentrasikan pada aspek waktu.
Cara pendekatan ini dibagi menjadi dua bagian :
1. Meminimumkan jumlah stasiun kerja untuk suatu kecepatan
produksi tertentu.
2. Meminimumkan waktu siklus (memaksimumkan kecepatan produksi).
Berdasarkan jumlah stasiun yang telah ditentukan sebelumnya, metoda
keseimbangan lintas perakitan dapat dikelompokan menjadi tiga kelompok
besar yaitu :
1. Metoda Analitis (Matematik)6
Metoda ini memecahkan persoalan keseimbangan lintas perakitan
menggunakan operation research dalam mengoptimalkannya, seperti
penggunaan program linier, program dinamis, dan program bilangan dinamis,
dan program bilangan bulat nol satu. Metoda ini lebih menekankan pada
pemecahan masalah secara teoritis, sehingga kurang praktis untuk ditetapkan
pada persoalan yang sebenarnya meskipun hasil yang dicapai teliti dan
keoptimalanya terjamin.
Penggunaan program linear ini untuk memecahkan masalah lintasan perakitan
dikemukakan oleh M.E Salveson yang mencoba memecahkan masalah ini
dengan jalan mengelompokan operasi-operasi perakitan kedalam sejumlah
kombimasi-kombinasi tersebut menjadi tugas untuk setiap stasiun kerja.
6 Operation Research, Tjutju Tarliah Dimyati-Ahmad Dimyati
CM crew Laporan Akhir Sistem Produksi-2
33
Landasan Teori II -
Selanjutnya berusaha untuk mendapatkan alternative yang terbaik untuk
menyusun kombinasi-kombinasi ini menjadi urutan tugas sepanjang lintasan
perakitan tersebut. Salveson juga menggunakan programa linear bilangan
bulat untuk memastikan bahwa setiap tugas ( kelompok ) hanya dibebankan
pada satu stasiun. Namun demikian metode inin masih memerluakn ketelitian
serta usaha yang cukup besar untuk memecahkan persoalan yang kompleks.
Metoda ini lebih menekankan terhadap pemecahan masalah secara teoritis,
sehingga kurang praktis untuk diterapkan pada persoalan yang ssebenarnya
meskipun hasil yang dicapai teliti dan keoptimalannya terjamin.
2. Metoda Probabilistik
Metoda ini dikembangkan oleh para ahli karena seringkali mengalami
kesulitan dalam memecahlan keseimbangan lintasan perakitan, kesulitan
tersebut terutama disebabkan oleh adanya perubahan kecepatan kerja
(konsistensi kerja) dari para operator apabila mereka beralih dari satu siklus ke
siklus berikutnya.Perubahan kecepatan kerja ini timbul akibat adanya variasi
waktu untuk menyelesaikan pekerjaan yang dilakukan. Sehubungan adanya
variasi waktu elemen kerja dalam lintasan perakitan dengan melakukan
penelitian yang ditunjukan pada aspek elemen tersebut kerja yang bervariasi.
3. Metoda Branch and Bound
Pada dasarnya metoda Branch and Bound adalah prosedur diagram pohon
keputusan. Setiap itersai dari prosedur ini dimulai dengan sebuah simpul yang
menggambakan penugasan elemen-elemen kerja pada sebuah stasiun kerja.
Apabila ditemukan bahwa tidak ada solusi yang terdekat, prosedur bercabang
pada sejumlah simpul turunan yang sebelumnya tidak terdominasi tetapi
feasible.kemudian dihitung batas bawahnya untuk setiap simpul. Simpul yang
batas bawahnya paling kecil akan diambil sebagai patokan untuk literasi
berikutnya, seandainya solusi awalnya baik.
CM crew Laporan Akhir Sistem Produksi-2
34
Landasan Teori II -
4. Metoda Pabrikasi
Persoalan keseimbangan sebuah lintasan pabrikasi lebih sulit untuk
dipecahkan jika dibandingkan dengan masalah lintasan perakitan. Hal ini
disebabkan pada lintasan pabrikasi tidak mudah untuk membagi operasi-
operasinya kedalam elemen-elemen yang lebih kecil untuk didistribusikan.
Pembatas ini akan membatasi ruang gerak dalam melakukan perencanaan
lintasan pabrikasi. Sebagai contoh seorang operator yang sedang melakukan
pekerjaan perakitan dapat dengan mudah untuk dipindahkan dari suatu
pekerjaan perakitan ke pekerjaan lainnnya. Sedangkan pada lintasan pabrikasi
sebuah mesin atau peralatan sangant sukar untuk digunakan dalam bermcam-
macam pekerjaan, tanpa biaya set – up yang mahal.
Untuk mengantisipasi masalah tersebut diperlukan lay out yang baik
sehingga mesin yang ada dapat digunakan secara efektif, sebab dengan adanya
mesin yang menganggur akan memberikan ongkos yang dapat menimbulkan
kerugian pada perusahaan. Jadi dalam mengantisipasi lintasan produksi
diperlukan suatu analisa pada bidang lain. Katrena dengan penambahan
peralatan sebagai alternatifnya, yang berarti penambahan ongkos tetap atau
penambahan ongko variabelnya.
5. Metoda Heuristik
Karena masalah keseimbangan lintasan produksi merupakan persoalan
persoalan kombinasi yang belum bisa dipecahkan secara praktis, maka
berkembang metoda heuristik sebagai suatu metode yang dapat memecahkan
masalah keseimbangan lintasan secara praktis. Prosedur heuristik untuk
memecahkan keseimbangan lintasan ini untuk pertama kali dikembangkan
oleh Fred M tonge.
Pendekatan dengan metoda heuristik tidak selalu menjamin solusi jawab yang
optimum tetapi didasarkan pada penyederhanaan persoalan kombinasi yang
kompleks sehingga dapat dipecahkan secara sederhana dan dengan metoda
yang mudah dimengerti . pendekatan demngan metode huristik ini sebenarnya
CM crew Laporan Akhir Sistem Produksi-2
35
Landasan Teori II -
tidak menjamin suatu solusi yang optimal sehingga kriteria yang pokok untuk
suatu pendekatan dengan metoda heuristik ini, adalah:
Pemecahan lebih baik dan lebih cepat
Lebih mudah dubandingkah dengan metoda lainnya
Usaha yang dikeluarkan lebih hemat dibandingkan dengan metoda
lainnya
Langkah awal dari setiap metoda keseimbangan lintasan dengan
menggunakan metoda heuristik yang ada bermula dari Precedence diagram
dan matrik precedence. Pembuatan precedence diagram biasanya
menggunakan data yang berasal dari Peta Proses Operasi. Kemudian langkah
selanjutnya akan mengalami perbedaan sesuai dengan cirinya dari masing –
masing, untuk lebih jelasnya dapat diuraikan seperti dibawah ini.
Beberapa metoda Heuristik yang umum adalah :
Metoda Helgeson Birnie (Ranked Position Weight / RPW)
Metoda diperkenalkan oleh Helgeson dan Birnie pada tahun 1961. Pada
dasaarnya prosedur ini menggabungkan strategi pada metoda Largest
Candidate Rule dan metoda Kilbridge dan Weter’s. Dalam pembobotan
nialinya dihiutng berdaasarkan jumlah nilai elemen yang mengikutinya
berdasarkan precedence diagram. Adapun langkah – langkah dari metoda ini,
adalah :
1. Jumlah bobot posisi setiap elemen diapat dari penjumlahan
pengerjaan elemen tersebut dengan waktu pengerjaan elemen lain
yang mengikutinya berdasarkan precedence diagram yang ada.
2. Buat daftar elemen kerja ke dalam sebuah table berdasarkan
Ranked Positional Weight, tempatkan bobot yang tertinggi pada
posisi pertama. Kemudian yang lain mengikutinya sesuai dengan
bobot masing – masing elemen.
3. Setelah tabel tersebut dibuat, maka untuk langkah selanjutnya
adalah menempatkan elemen – elemen yang ada ke dalam stasiun
kerja. Sesuai dengan Ranked Positional Weight, maka elemen yang
CM crew Laporan Akhir Sistem Produksi-2
36
Landasan Teori II -
memiliki bobot yang paling tinggi ditempatkan pada posisi stasiun
kerja pertama.
Metoda Large Candidate Ruler (LCR)
Metoda ini merupakan metoda yang paling mudah untuk dipahami, karena
penekanannya diberikan terhadap nilai waktu elemen yang lebih besar.
Adapun tahapan yang dilakukan dalam metoda ini, adalah :
1. Buat tabel data seluruh elemen yang terdiri dari elemen kerja,
waktu setiap elemen, dan aktivitas elemen yang mendahuluinya.
2. Dalam tabeltersebut, tempatkan elemen yang memiliki waktu
proses yang tertinggi pada bagian atas kemudian waktu elemen lain
mengikutinya
3. Buat tabel stasiun kerja berdasarkan informasi dari tahap 2 dengan
memperhatikan waktu siklus yang telah ada. Dengan catatan harus
memperhatikan precence diagram yang ada.
4. Lakukan perhitungan balance delay, kemudian lakukan
pengelompokkan stasiun kerja dari proses pembuatan produk
tersebut.
Metoda Killbridge Wester ( Region Approach / RA )
Metoda ini sudah dikenal sejak tahun 1961. Teknik ini sudah diplikasikan
ke berbagai soal peyeimbangan lintasan yang agak rumit dengan
keberhasilan yang cukup baik. Teknik ini merupakan prosedur heuristik
yang menyeleksi elemen – elemen kerja untuk penugasan ke stasiun
menurut posisi mereka dalam precedence diagram.
Dalam metoda ini diagram precedence dengan elemen – elemennya
dikelompokkan ke dalam sejumlah kolom. Semua elemen yang bergabung
dalam sebuah kolom independent, karenanya dapat dipermutasikan
diantara mereka dalam berbagai cara tanpa mengubah perecedence dengan
menjaga permutabilitas dalam kolom yang baru.
CM crew Laporan Akhir Sistem Produksi-2
37
Landasan Teori II -
Adapun langkah – langkah yang dilakukan dalam metoda ini, adalah :
1. Kelompokkan daerah precedence dari kiri ke kanan dalam bentuk kolom –
kolom. Kemudian buat data pengelompokkan tersebut ke dalam sebuah
tabel.
2. Gabungkan elemen – elemen dalam daerah precedence yang paling kiri ke
dalam berbagai cara dan ambil hasil gabungan terbaik yang hasilnya sama
atau hampir sama dengan waktu siklus.
3. Apabila ada elemen- elemen yang belum digabung dan jumlahnya lebih
kecil dari waktu siklus, lanjutkan penggabungan dengan elemen di daerah
precedence dengan memperhatikan precedence.
4. Proses berlanjut sampai semua elemen bergabung dalam suatu stasiun
kerja.
Secara umum, Metoda Kilbridge dan Wester’s akan memberikan solusi
penyeimbangan lini yang lebih baik bila dibandingkan dengan teknik Largest
Candidate Rule, namun hal ini tidak selalu berlaku benar
Metoda Moodie Young ( MY )
Metoda ini terdiri dari 2 fase:
Fase 1
Perankingan dan Pembebanan Operasi seperti pada Metoda LCR.
Fase 2
Fase ini berusaha untuk membagi waktu menganggur secara merata
untuk seluruh stasiun kerja.
Langkah-langkah dalam prosedur ini adalah, sebagai berikut :
- Hitung total waktu operasi untuk masing-masing stasiun kerja.
- Tentukan stasiun yang memiliki total waktu operasi terbesar (Ws)
dan waktu operasi yang terkecil.
- Setengah dari perbedaan kedua nilai tersebut dinamakan GOAL.
CM crew Laporan Akhir Sistem Produksi-2
38
Landasan Teori II -
GOAL=
- Tetapkan seluruh elemen tunggal pada STmax yang kurang dari 2
Goal dan tidak melanggar aturan Precedence diagram jika
dipindahkan ke STMin.
- Tetapkan seluruh kemungkinan pemindahan operasi dari STmax ke
STMin seperti halnya direduksi di STMax dengan menambahkan
elemen ke STMin yang mempunyai waktu operasi maksimal 2 Goal
dengan memperhatikan precedence diagram.
- Lakukan langkah di atas hingga tidak ada lagi operasi yang bisa
dipindahkan (Reduksi).
2.3.1.2 Istilah-Istilah Dalam Keseimbangan Lintasan
Dalam keseimbangan lintasan perakitan terdapat beberapa istilah yang
dipergunakan meliputi.
Assembly Product : Produk yang melewati beberapa stasiun kerja
yang mana sejumlah proses dilakukan untuk melengkapi prduk
tersebut sampai menjadi produk jadi.
Precedence Diagram : Diagram yang memperlihatkan
ketergantungan suatu opersi dengan operasi pendahulu yang tidak
boleh dilanggar.
Work Element : Bagian dari total pekerjaan dalam proses perakitan
Dinotasikan dengan : 1 i N
Dimana i = Element pekerjaan nomor i dalam proses
N = Jumlah total elemen pekerjaan
Work stasiun ( k ) : Lokasi dalam lintasan perakitan dimana elemen
pekerjaan diproses menjadi produk jadi.
CM crew Laporan Akhir Sistem Produksi-2
39
Landasan Teori II -
Cycle Time (CT) : Parameter yang menunjukan kecepatan dalam
produksi yang dapat didefinisikan sebagai waktu antara dua
perakitan, dengan asumsi waktu konstan untuk seluruh perakitan.
Cycle Time dapat diperoleh sebagai berikut :
Station Time (ST) : Total waktu yang ada dari setiap elemen
pekerjaan yang diproses pada stasiun kerja yang sama. Dengan
ketentuan bahwa Station Time (ST) tidak boleh melebihi Cycle
Time (CT)
Delay Time (DT) : Perbedaan antara Cycle Time ( CT ) dengan
Station Time ( ST )
2.3.2 Pembatas Dalam Keseimbangan Lintasan
Dalam menyeimbangkan lintasan ada beberapa faktor yang menjadi
pembatas yaitu :
1. Pembatas Teknologi (Technological Restriction)
Pembatas ini disebut juga precedence constrain dalam bahasa
keseimbangan lintasan. Yang dimaksud pemabatas teknologi adalah proses
pengerjaan yang telah tertentu. Urutan serta ketergantunganya
digambarkan dalam diagram kebergantungan (Precedence Diagram) dan
Operation Process Chart (OPC).
2. Pembatas Fasilitas (Faclity Rstriction)
Pembatas disini adalah akibat adanya fasilitas/mesin yang tidak
dapat dipindahkan (fasilitas tetap)
3. Pembatas Posisi (Positional Restriction)
Membatasi pengelompokan elemen-elemen kerja karena orientasi produk
terhadap operator yang sudah tertentu
CM crew Laporan Akhir Sistem Produksi-2
40
Landasan Teori II -
4. Zoning Constrain
Zoning Constrain terdiri atas positive zoning constrain dan negative
zoning constrain. Positive zoning constrain berarti bahwa elemen-elemen
pekerjaan tertentu harus ditempatkan saling berdekatan dalam stasiun kerja
yang sama. Negative zoning constrain menyatakan bahwa jika suatu
elemen pekerjaan dengan elemen pekerjaan lain sifatnya saling
mengganggu maka sebaiknya tidak ditempatkan saling berdekatan.
Sebagai ilustrasi, sebuah elemen pekerjaan membutuhkan koordinasi yang
baik dan hati-hati sebaiknya tidak ditempatkan saling berdekatan dengan
stasiun kerja yang menimbulkan kegaduhan dan getaran yang keras/berat.
2.3.3 Kriteria Dalam Keseimbangan Lintasan7
Secara sistematis kriteria yang umum digunakan dalam suatu
keseimbangan lintas perakitan adalah :
1. Waktu Menganggur (Delay Time)
2. Persentase Waktu Menganggur (% DT)
3. Efisiensi Stasiun Kerja (ESKK)
ESKK =
4. Efisiensi Lintasan (LE)
LE =
7 Elsayed, Analysis and Control of Production Systems, Prentise Hall International Editions, 1994
CM crew Laporan Akhir Sistem Produksi-2
41

Landasan Teori II -
5. Smoothness Indeks (SI)
SI =
Dimana :
K = Jumlah stasiun kerja
STmax = Waktu operasi stasiun terbesar
STk= Waktu operasi untuk setiap stasiun
2.3.4 Lay Out
Lay out setiap susunan pada mesin –mesin dan peralatan produksi
disuatu pabrik. Setiap perusahaan baik perusahaan besar maupun
perusahaan kecil akan menghadapi persoalan lay out . semua fasilitas
untuk produksi baik mesin, buruh dan fasilitas lainnya harus disediakan
pada tempatnya masing-masing, supaya dapat bekerja dengan baik. Jadi
lay out berhubungan dengan masalah penyusunan mesin dan peralatan
produksi seefektif mungkin. Susunan peralatan (fasilitas produksi) pabrik ,
yaitu bagaimana dan dimana ditempatkan fasilitas tersebut akan
mempengaruhi :
Macam-Macam Lay Out
1. Tata Letak Posisi Tetap ( Fixed Lay Out ), produk dibawah
suatu lokasi tetap dari awal hingga akhir produksi.
2. Tata Letak berdasarkan pada proses ( Process Lay Out ),
mesin-mesin dengan fungsi yang sama diletakan atau dikumpulkan dalam
suatu lokasi.
3. Tata Letak berdasarkan Produk ( Product Lay Out), mesin-
mesin disusun berdasarkan operasi produksi dari suatu produk. Umumnya
tata letak ini digunakan pada produksi massa.
CM crew Laporan Akhir Sistem Produksi-2
42
Landasan Teori II -
2.4 Implementasi Keseimbangan Lintasan (Implementasion Line
Balancing)
2.4.1 Tahap Dalam Implementasi Keseimbangan Lintasan
Sebelum mengimplementasikan keseimbangan lintasan, ada beberapa
tahap yang harus dilalui, yaitu :
Perencanaan stasiun kerja optimal
Pembebanan operasi-operasi pada stasiun kerja yang diperoleh dari
pengolahan metode Line Balancing.
Faktor-faktor yang mempengaruhi implementasi keseimbangan lintasan,
yaitu :
1. Man and Machine Interface
Hubungan antara operator dan mesin sering bekerja secara silih berganti.
Yaitu sementara mesin menganggur, operator bekerja atau sebaliknya. Pada
hakekatnya, waktu menganggur ini harus dihilangkan atau setidaknya
diminimumkan, baik waktu menganggur pekerja ataupun mesin, namun
tentunya harus masih memperhitungkan kemampuan manusia dan mesinnya.
2. Transfer Manual
Transfer Manual adalah pemindahan bahan-bahan atau parts dari suatu tingkat
proses ke tingkat proses (operasi) yang lain atau dari stasiun yang satu ke
stasiun yang lain secara manual (tidak menggunakan konveyor).
3. Transfer Otomatis
Transfer Otomatis merupakan pemindahan secara otomatis dari bahan-bahan
atau parts dari suatu tingkat proses (operasi) ke tingkat proses (operasi) yang
lain atau dari mesin yang satu ke mesin yang lain.
Bila kita berbicara tentang otomatisasi, maka banyak orang berfikir
tentang pemindahan secara mekanis bahan-bahan atau barang-barang dari
suatu mesin ke mesin lainnya. Walaupun ini merupakan sebagian dari pada
otomatisasi, tetapi prinsip ini belum lengkap karena hal itu baru
merupakan mekanisasi dalam pemindahan yang menggunakan transfer
mesin.
CM crew Laporan Akhir Sistem Produksi-2
43
Landasan Teori II -
Kegiatan perakitan adalah kegiatan penggabungan dua buah part atau
lebih sehingga membentuk produk jadi8. Jenis tata letak yang digunakan
umumnya adalah tata letak berdasarkan produk, sedangkan tingkat
produksi umumnya batch atau massa.
Fungsi utama perakitan adalah menggabungkan komponen-
komponen, maerial penyambung, sub rakitan menjadi produk jadi. Fungsi9
perakitan terdiri dari 3 unsur pokok :
1. Handling, proses seleksi dan menyiapkan komponen untuk composing
atau checking, dan mentransportasikan pada proses selanjutnya (perakitan
atau sistem pengepakan)
2. Composing, suatu kegiatan penggabungan komponen-komponen dan
menciptakan hubungan yang relatif permanen.
3. Checking, proses dimana kedatangan komponen dan posisinya diperiksa,
dengan maksud memperoleh kualitas produk jadi, sub sistem termasuk
operai pemeriksaan khusus.
KOMPONEN + INFORMASI
Operator
Pengaturan
Proses
Peralatan teknikal
Kendali / Control
PRODUK
Gambar 2.3 Input dan Output Perakitan
2.4.3 Sistem Produksi Perakitan8 Modul Praktikum Sistem Produksi II, Laboratorium Sistem Produksi Unisba. 9 Modul Praktikum Sistem Produksi II, Laboratorium Sistem Produksi Unisba.
CM crew Laporan Akhir Sistem Produksi-2
44
PERAKITAN
Landasan Teori II -
Suatu sistem perakitan dapat didefinisikan sebagai suatu struktur
terintegrasi dari mesin dan operator yang melakukan konstruksi sub sistem
atau produk jadi dengan karakteristik tertentu, menggunakan komponen-
komponen dan material penyambung jika diperlukan10. Integrasi tersebut
dapat dicapai dengan operasi kerja perakitan yang mempertahankan faktor
material, energi dan informasi.
Gambar 2.4 Hubungan antara Perakitan dengan fungsi lain dalam konsep Produksi
Tipe-tipe sistem produksi perakitan adalah :
1. Manual Assembly
2. Sistem operasi yang melibatkan operator (perakit) yang menggunakan
peralatan sederhana dan kebanyakan pasif seperti meja, fixture (alat bantu
khusus), kontak komponen konveyor dan handtools.
3. Semi automatic Assembly
10 Modul Praktikum Sistem Produksi II, Laboratorium Sistem Produksi Unisba.
CM crew Laporan Akhir Sistem Produksi-2
45
MANAJEMEN DAN PERENCANAAN PRODUK
DESAIN DAN PENGEMBANGAN
PERENCANAAN DAN PELAKSANAAN PRODUKSI
PEMBELIAN
PROSESPERAKITAN
PENJUALAN
Landasan Teori II -
Menggunakan sistem otomatis (terprogram) tetapi masih terdapat beberapa
operasi secara manual.
4. Automatic Assembly
Menggunakan sistem mesin dengan program tertentu yang menghasilkan
keputusan dalam basis program. Beberapa keputusan terjadi sebagai hasil
kondisi sistem dan input dan merealisasikan output yang dikehendaki.
5. Flexible Assembly
Sebuah sistem perakitan yang memungkinkan beberapa variasi untuk
karakteristik produk tertentu.
6. Adaptive Assembly
Sistem perakitan yang dapat beradaptasi secara otomatis untuk variasi
produk tertentu (komponen) juga dapat melakukan operasi secara
fleksibel.
Dalam Sistem Perakitan terdapat beberapa sub sistem perakitan
yang biasanya ada pada operator tunggal, yaitu :
1 Sistem penggabungan. Operasi sistem penggabungan ini adalah
menggabungkan komponen.
2 Sistem Penanganan. Operasi sistem penanganan ini berupa penyimpanan,
pemindahan komponen yang sama baiknya dengan penanganan tools alat
bantu.
3 Sistem Pemeriksaan. Sistem pemeriksaan ini mengendalikan kualitas dan
memonitor kemampuan fungsi sistem perakitan.
4 Sistem Adjustment. Tugas dalam sistem adjustment ini ada pada
penempatan dan penggabungan komponen.
5 Sistem Khusus. Yang termasuk dalam sistem khusus ini adalah
menggabungkan sub sistem seperti sistem produksi atau sistem
pengepakan.
6 Sistem Pengndalian. Sistem pengendalian ini ada cara :
a. Teknikal : informasi dari proses sehingga proses perakitan dapat
dikendalikan.
CM crew Laporan Akhir Sistem Produksi-2
46
Landasan Teori II -
b. Organisasi : informasi proses menentukan pertumbuhan perakitan dan
penempatannya dalam sistem produksi.
7 Sistem Pemeliharaan. Operasi sistem pemeliharaan untuk mencegah
kerusakan dan memperaiki alterasi sistem perbaikan.
8 Sistem Auxilary. Operasi sistem auxilary dapat menyediakan material dan
energi.
Suatu sistem produksi (perakitan atau pembentukan) pada dasarnya terdiri
dari dua hal, yaitu:
1. Sistem Perencanaan dan Pengendalian Produksi
2. Sistem Fisik
Input untuk sistem pengendalian produksi berupa informasi, antara
lain : pesanan (order), sumber (mesin, orang, bahan, dana) dan energi.
Sedangkan input untuk sistem fisik berupa material, part dan komponen,
yang akan dirakit menjadi produk jadi. Sistem fisik dari sistem produksi
perakitan adalah suatu unit manufakturing dengan fungsi utamanya adalah
melakukan aktifitas perakitan. Sistem fisik ini terdiri dari orang, mesin,
peralatan dan lingkungan manufakturingnya.
Sistem fisik dapat menghadapi permasalahan dalam mencapai
tujuannya, maka dibutuhkan suatu supervisi yang dilakukan oleh sistem
pengendalian produksi.
Efisiensi suatu sistem pengendalian produksi akan ditentukan oleh
konsistensi dan kualitas keputusan, serta keandalan komunikasi informasi.
Peran utama sistem pengendalian adalah pengambilan keputusan, sehingga
sistem ini memerlukan informasi baik yang berhubungan dengan sistem
fisik ataupun yang menyangkut eksternal. Dengan memperhatikan dua
sistem tersebut, maka suatu sistem produksi akan terbagi dua macam
aliran yaitu :
1. Aliran material
Aliran Material adalah aliran dari bahan, part, komponen, produk atau
peralatan yang dibutuhkan untuk melakukan proses transformasi, baik
berupa proses tersebut (peralatan).
CM crew Laporan Akhir Sistem Produksi-2
47
Landasan Teori II -
2. Aliran Data atau Informasi
Aliran data adalah mekanisme keputusan (order produksi) dan mekanisme
informasi, tentang apa yang harus dibuat, berapa banyak, serta status
informasi (proses), part atau produk dan status resourcenya. Untuk
melakukan kegiatan pada suatu sistem produksi kedua aliran data perlu
ditata, sehingga peran atau fungsi kedua aliran sistem pada sistem
produksi dapat berjalan sebagaimana mestinya.
Fungsi-fungsi dari sistem pengendalian produksi dan sistem fisik dari
sistem produksi (peralatan dan pembentukan) adalah :
1. Sales and Marketing Pemasaran dan Penjualan
2. Product Design and Engineering Perancangan Produksi
3. Manufacturing engineering Teknik Produksi
4. Industrial engineering Teknik Industri Standar
5. Production Planing and Control Perencanaan & Pengendalian
Produksi
6. Manufacturing Produksi
7. Quality Control Pengendalian Kualitas
8. Receiving, Shipping and Inventory Penerimaan, pengiriman, dan
Control pengendalian Persediaan
2.4.4 Performansi Sistem Produksi Perakitan
Performasi suatu sistem produksi (perakitan atau pembentukan)
dapat dilihat pada performansi sistem perencanaan dan pengendaliannya
atau performansi sistem fisiknya.
1. Performansi Sistem Perencanaan dan Pengendalian Produksi
a. Tingkat kemungkinannya untuk dilaksanakan
b. Tingkat kemudahan dalam melakukan aktifitas pengendalian
c. Tingkat keseimbangan pembagian kerja
2. Performansi Sistem Fisik
Performansi dari suatu sistem fisik dapat dilihat dari :
a. Pencapaian target produksi (volume, waktu)
CM crew Laporan Akhir Sistem Produksi-2
48
Landasan Teori II -
b. Kualitas produksi
c. Ongkos produksi
d. Kepuasan kerja para pekerja
2.4.5 Pengolahan Data
Pengolahan data disini dimaksudkan untuk menggambarkan
pengolahan yang berlangsung selama kegiatan praktikum.
2.4.5.1 Uji Keseragaman Data
Uji keseragaman data dilakukan dengan melakukan langkah-
langkah sebagai berikut:
1. hitung rata-rata dari harga rata-rata data dengan rumus :
Dimana : X = Rata-rata dari data
Xi = Data
n = Banyaknya data
2. hitung standar deviasi sebenarnya dari waktu penyelesaian dengan rumus :
Dimana : n = Jumlah pencatatan pendahuluan yang telah dilakukan
Xi = Waktu penyelesaian yang teramati selama pengukuran
pendahuluan yang telah dilakukan
3. Hitung batas kontrol atas dan batas kontrol bawah (BKA dan BKB)
Sebelum menentukan batas kontrol, kita tentukan tingkat ketelitian
() dan tingkat kepercayaan (CL – Confedence Level) dengan cara sebagai
berikut :
CM crew Laporan Akhir Sistem Produksi-2
49
Landasan Teori II -
Tingkat kepercayaan merupakan besarnya keyakinan pengukur bahwa
hasil yang diperoleh memenuhi syarat ketelitian. Ditentukan melalui
distribusi Normal (tabel statistik).
Pada tingkat kepercayaan 95%, berdasarkan tabel distribusi normal
memiliki nilai Z = 1,645 (hasil interpolasi). Sedangkan tingkat ketelitian
merupakan besarnya peyimpangan yang dapat ditolelir.
Maka : Batas Kontrol Atas (BKA) = X + (1,645)
: Batas Kontrol Bawah (BKB) = X – (1,645)
Apabila telah melewati prosedur diatas dan terdapat data yang melewati
BKA atau kurang dari BKB (out of control), ada tiga alternatif yang dapat
dilakukan, yaitu:
1. membuang data yang out of control tersebut kemudian melakukan
pengulangan uji keseragaman data, dan seterusnya sampai data
seragam.
2. mengubah tingkat kepercayaan dan tingkat ketelitian
3. mengubah ukuran sub grup, jika data dikelompokan dalam sub
grup.
2.4.5.2 Uji Kecukupan Data
Setelah melakukan uji keseragaman data kita melakukan uji
kecukupan data. Pengujian ini dilakukan dengan menggunakan rumus :
Keterangan N’ = Jumlah data setelah uji kecukupan
N = Jumlah data sebelum uji kecukupan
= Tingkat ketelitian
Z = Nilai Distribusi Normal (dari Tingkat Kepercayaan)CM crew Laporan Akhir Sistem Produksi-2
50
Landasan Teori II -
Xi = Data
N adalah jumlah pencatatan yang dilakukan. Rumus ini digunakan
untuk ketelitian ()% dan tingkat kepercayaan (CL)% dan kita
mengatakan data yang kita peroleh cukup jika jumlah pengukuran lebih
besar atau sama dengan N’. dan jika harga N’ lebih besar, maka perlu
dilakukan pengukuran kedua.
2.4.6 Penentuan Waktu Baku
Penentuan waktu baku adalah mengamati pekerjaan dan mencatat
waktu kerjanya baik setiap elemen ataupun siklus dengan menggunakan
alat-alat yang telah disiapkan diatas. Bila operator telah siap didepan
mesin atau ditempat kerja lain dimana waktu kerjanya akan diukur,
pengukur memilih posisi tempat dia berdiri, mengamati dan mencatat.
Data pertama yaitu melalui pengukuran pendahuluan, tujuan
melakukan pengukuran pendahuluan adalah untuk mengetahui berapa kali
pengukuran harus dilakukan untuk tingkat ketelitian dan keyakinan yang
diinginkan.
Setelah melakukan pengukuran pendahuluan, misalkan saja untuk
30 kali pengukuran, maka ada beberapa hal yang harus dilakukan yaitu
menguji keseragaman data, menghitung jumlah pengukuran yang
diperlukan dan bila jumlah pengukuran belum mencukupi dilanjutkan
dengan pengukuran yang kedua.
Jika pengukuran-pengukuran belum selesai, yaitu semua data yang
didapat memiliki keseragaman yang dikehendaki dan jumlahnya telah
memenuhi tingkat-tingkat ketelitian dan keyakinan yang diinginkan, maka
selesailah kegiatan pengukuran waktu tersebut. Langkah selanjutnya adalah
mengolah data tersebut sehingga memberikan waktu baku. Cara untuk
mendapatkan waktu baku adalah :
4. Hitung Waktu Siklus rata-rata
CM crew Laporan Akhir Sistem Produksi-2
51
Landasan Teori II -
Dimana : Xi = Waktu pengukuran
N = Banyaknya pengukuran
5. Hitung Waktu Normal
Wn = Ws x ; dimana = penyesuaian
6. Hitung Waktu Baku
Wb = Wn + (Wn x l) ; dimana l = faktor kelonggaran
2.4.7 Perhitungan Produktivitas
Cara sederhana untuk melakukan perhitungan produktivitas
Dimana Input = Jumlah komponen dalam batch dari seluruh move
ticket
Output = Jumlah seluruh komponen dalam semua batch dari ALO
2.4.8 Peta Proses Operasi (OPC)
Peta Proses Operasi (OPC) merupakan suatu diagram yang
menggambarkan langkah-langkah proses yang dialami suatu produk dari
bahan baku menjadi produk jadi dan memperlihatkan unrutan-unrutan
operasi dan pemeeriksaan yang teradi (kadang-kadang pada akhir proses
dicatat pula tentang penyimpanan). Informasi yang dapat diperoleh dari
OPC diantaranya adalah untuk mengetahui kebutuhan akan mesin dan
peralatan yang digunakan untuk pembuatan suatu produk dan
penganggarannya, memperkirakan kebutuhan ruangan dan menentukan
tata letak pabrik dan melakukan perakitan kerja yang tengah berlaku.
CM crew Laporan Akhir Sistem Produksi-2
52
Landasan Teori II -
Lambang-lambang OPC ang digunakan dalam OPC adalah sebagai
berikut11 :
Operasi, suatu kegiatan operasi terjadi apabila benda kerja mengalami
perubahan fisik, sifat maupun kimiawi mengambil maupun memberikan
informasi pada suatukeadaan operasi.
Pemeriksaan, suatu kegiatan pemeriksaan terjadi apabila benda kerja
mengalami pemeriksaan baikuntuk segi kualitas maupun kuantitas.
Transportasi, suatu kegiatan transportasi terjadi apabila benda kerja,
pekerja atau perlengkapan mengalami pemindahan tempat yang bukan
merupakan dari bagian operasi.
Menunggu, proses penyimpanan terjadi apabila benda kerja, pekerja
atau perlengkapan tidak mengalami kegiatan apa-apa selain menunggu
(hanya sebentar).
Penyimpanan, proses penyimpanan terjadi apabila benda kerja
disimpan untuk jangka waktu yang cukup lama, jika benda kerja tersebut
akan diambil kembali, biasanya memerlukan suatu prosedur perijinan
tertentu.
Aktifitas Gabungan, kegiatan ini hnya terjadi apabila antara aktifitas
operasi dan pemeriksaan dilakukan bersama atau pada satu tempat kerja.
2.4.9 Deskripsi Shop Floor Perakitan
Perencanaan dan pengendalian produksi (PPP)
Setiap hari PPC menyampaikan Assembly Line Order dan Routing
Report kepada Supervisor. Berdasarkan pada assembly line report yang
disampaikan supervisor, PPC mengupdate assembly line order untuk hari
berikutnya.
Receiving
Operator receiving mengambil material dari gudang material
berdasarkan Assembly Line Order. Operator receiving menyediakan dan
mengisi move ticket sesuai dengan Routing Report. Material yang dilengkapi
11 Modul Praktikum Sistem Produksi II, Laboratorium Sistem Produksi Unisba.
CM crew Laporan Akhir Sistem Produksi-2
53
Landasan Teori II -
dengan move ticket disampaikan kestasiun kerja yang pertama. Operator
receiving menyiapkan part dalam pallet untuk masing-masing stasiun.
Apabila semua pekerjaan telah selesai, Routing Report dan Assembly Line
Order disampaikan kepada Supervisor.
Material Handling
Part-part yang telah dilengkapi dengan material slip diantarkan ke
masing-masing stasiun sesuai dengan kebutuhan part pada masing-masing
stasiun.
Stasiun Kerja
Material yang dilengkapi dengan move ticket diambil dan diisi. Operator
stasiun kerja merakit komponen-komponen sesuai dengan elemen kerja pada
stasiun kerja masing-masing. Material yang dilengkapi dengan move ticket
diserahkan ke stasiun kerja berikutnya.
Shipping
Operator shipping menerima produk jadi ang dilengkapi move ticket,
kemudian produk jadi dikeluarkan dari pallet dan dimasukan kedalam
kotaknya. Move Ticket diisi oleh Petugas Gedung Produk. Move Ticket yang
sudah lengkap disampaikan ke supervisor. Pallet kosong diantarkan ke
stasiun Receiving, tiket diambil dan diisi kemudian disampaikan kepada
supervisor.
Operator Perakitan
Operator mengisi move ticket pada saat kedatangan produk dari stasiun
sebelumnya. Kemudian melakukan proses perakitan dan mengisi move ticket
pada saat proses perakitan selesai dilakukan.
Inspeksi
Operator inspeksi menrima material yang dilengkapi dengan move ticket.
Move ticket diambil dan diisi, kemudian operator memeriksa kualitas
perakitan Tamiya Auldey 16429 dalam bentuk pemeriksaan kelengkapan
komponen-komponen penyusun tamiya. Setelah itu melengkapi isian move
ticket dan menyerahkan produk yang telah dilengkapi dengan move ticket ke
shipping.
CM crew Laporan Akhir Sistem Produksi-2
54
Landasan Teori II -
Operator Lepas Rakit
Operator lepas rakit bertugas untuk melepaskan kembali rakitan Tamiya
dalam bentuk part-partnya.
2.5 Just In Time
2.5.1 Pendahuluan
Just In Time merupakan suatu filosofi yang berupaya untuk
kesempurnaan perusahaan. Dalam pengertian yang luas JIT berarti bahwa,
dalam suatu rangkaian proses produksi, suku cadang yang diperlukan
untuk perakitan tiba pada ujung lini rakit pada waktu yang diperlukan dan
hanya dalam jumlah yang diperlukan.
Perusahaan yang menerapkan sistem ini pada seluruh lini produksi
dapat mendekati persediaan nol. Pengembangan kemampuan produksi
merupakan hal yang berkesinambungan, akumulasi dari pengembangan
yang bertahap selama beberapa waktu dan menciptakan efek pada
performancekeseluruhan.
Tujuan utama dari Just In Time adalah :
1. Zero Defect ( tidak ada barang yang rusak )
2. Zero Setup Time ( tidak ada waktu setup )
3. Zero Lot Excesses ( tidak ada kelebihan lot )
4. Zero Handling ( tidak ada penanganan )
5. Zero Queues ( tidak ada antrian )
6. Zero Breakdowns ( tidak ada kerusakan mesin )
7. Zero Lead Time ( tidak ada lead time )
Adapun tujuan lain dari Just In Time adalah :
1. Laba Lewat Pengurangan Biaya
Sistem produksi Toyota adalah suatu metode ampuh untuk
membuat produk karena sistem ini merupakan alat efektif untuk
menghasilkan tujuan akhir laba. Untuk mencapai maksud tujuan sistem
produk Toyota ini adalah pengurangan biaya atau perbaikan produktivitas.
CM crew Laporan Akhir Sistem Produksi-2
55
Landasan Teori II -
2. Menghilangkan Produksi Berlebihan
Pertimbangan utama bagi sistem produksi Toyota adalah
pengurangan biaya dengan cara menghapuskan pemborosan.
Ada empat jenis pemborosan dalam operasi produksi :
Sumber daya produksi terlalu banyak
Produksi berlebihan
Persediaan terlalu banyak
Investasi modal yang tak perlu
3. Pengendalian Jumlah, Jaminan Mutu, Menghormati Kemanusiaan
Pengurangan biaya merupakan tujuan yang terpenting dari sistem
ini, pertama – pertama harus dipenuhi tiga sub tujuan lain, yaitu :
Pengendalian jumlah, yang memungkinkan sistem ini menyesuaikan
diri dengan fluktuasi harian dan bulanan dalam permintaan baik
jumlah maupun variasinya.
Jaminan mutu, yang memastikan bahwa tiap proses hanya akan
memasok unit yang baik kepada proses berikutnya.
Menghormati kemanusiaan, yang harus dibudayakan karena sistem
menggunakan sumber daya manusia untuk mencapai sasaran budaya.
Mungkin lebih mudah menjelaskan Just In Time dengan
pendekatan konvensional pada pendekatan Just In Time cases yaitu
dengan mengendalikan operasi dimana perkiraan terjadi sesuatu yang
salah. Tetapi masalahnya cara perkiraan tersebut akan menutupi semua
kemungkinan yang timbul dan biasanya membuat inventory berlebih.
Menyediakan persediaan penyangga untuk mengendalikan
ketidakpastian adalah langkah yang salah. Tetapi akan lebih bermanfaat
jika memperlancar aliran produksi.
Tujuan Just In Time adalah menuju kesempurnaan, yaitu
keseimbangan aliran produksi yang lancar pada lini produksi, tidak
CM crew Laporan Akhir Sistem Produksi-2
56
Landasan Teori II -
terdapatnya inventory, dan hanya terdapat operasi yang memberikan nilai
tambah.
Syarat utama untuk produksi Just In Time adalah membuat semua
proses mengetahui penetapan waktu yang tepat dan jumlah yang
dibutuhkan dengan cara penentuan jadwal pada semua proses.
2.5.2 Prinsip Dasar Just In Time
Untuk mengaplikasikan metode JIT maka ada delapan prinsip yang
harus dijadikan dasar pertimbangan di dalam menentukan strategi sistem
produksi, sebagai berikut :
1. Berproduksi sesuai dengan pesanan Jadwal Produksi Induk, yang
merupakan rencana produksi keseluruhan yang berisikan jumlah produk /
item akhir yang dibutuhkan pada periode waktu tertentu.
2. Produksi dalam jumlah kecil ( Unitary Production )
3. Mengurangi pemborosan ( Eliminate Waste )
4. Perbaiki aliran produk secara terus menerus ( Continous Product Flow
Improvement )
5. Penyempurnaan kualitas produk ( Product Quality Perfection )
6. Respek terhadap semua orang / karyawan ( Respect to People )
7. Mengurangi segala bentuk ketidakpastian ( Seek to Eliminate
Contigencies)
8. Perhatian dalam jangka panjang
2.5.3 Sistem Kanban Membantu Penanganan Produksi Tepat Waktu
Sistem Kanban adalah suatu informasi yang secara harmonis
mengendalikan produksi produk yang diperlukan dalam jumlah yang
diperlukan pada waktu yang diperlukan dalam tiap proses suatu pabrik. Ini
yang dikenal sebagai produksi “ tepat waktu “.
Bentuk yang paling sering digunakan pada sistem ini adalah
selembar kertas yang terdapat dalam suatu amplop vinil segi empat.
Lembaran kertas ini membawa informasi terdiri atas 3 kategori yaitu :
CM crew Laporan Akhir Sistem Produksi-2
57
Landasan Teori II -
1. Informasi pengambilan
2. Informasi pemindahan
3. Informasi produksi
Kanban membawa informasi secara vertikal dan horizontal, yaitu
di dalam pabrik itu sendiri maupun antara pabrik dengan perusahaan mitra.
2.5.4 Fungsi Kanban Serta Aturan yang Digunakan
Tabel 2.2 Fungsi Kanban Serta Aturan yang Digunakan
Fungsi Kanban Aturan yang Digunakan
Memberikan informasi pengambilan
dan pengiriman
Proses paling belakang mengambil
jumlah barang yang ditunjukkan oleh
kanban dan proses sebelumnya
Memberikan informasi produk
Proses terdahulu memproduksi
barang sesuai dengan jumlah dan
urutan yang ditunjukkan kanban
Mencegah kelebihan produksi atau
kelebihan pengangkutan
Tidak ada barang yang diangkut tanpa
kanban
Berlaku sebagai perintah kerja yang
ditempelkan langsung pada barang
Selalu menempelkan kanban pada
barang
Mencegah produk cacat dengan
mengenali proses yang membuat cacat
Produk yang cacat tidak dikirimkan
ke proses berikutnya. Hasilnya adalah
100% barang bebas cacat
Mengungkapkan masalah yang ada dan
mempertahankan pengendalian
persediaan
Pengurangan jumlah kanban
meningkatkan kepekaan
CM crew Laporan Akhir Sistem Produksi-2
58
Landasan Teori II -
2.5.5 Jenis-Jenis Kanban
Kanban adalah suatu alat untuk mencapai tujuan terakhir produksi
“tepat waktu” yaitu bertujuan untuk memproduksi jenis – jenis produk
yang diperkirakan dalam jumlah yang diperlukan pada waktu yang
diperlukan.
Kanban adalah suatu kartu yang biasanya dimasukkan dalam suatu
kantong plastik persegi. Ada dua jenis kanban yang utama yang sering
dipergunakan, yaitu Kanban Pengambilan dan Kanban Perintah
Produksi. Kanban pengambilan menspesifikasikan jenis dan jumlah
produk yang harus diproduksi oleh stasiun berikutnya.
Ada beberapa jenis kanban lainnya yang biasa digunakan, antara lain :
1. Kanban Sub Kontrak
Kanban sub kontrak berisi konstruksi yang meminta pensuplai yang
disubkontrak agar menyerahkan komponen – komponen.
2. Kanban Darurat
Kanban Darurat adalah suatu kanban yang dikeluarkan untuk sementara
jika terdapat barang yang rusak, sisipan ekstra atau permintaan banyak tiba
– tiba,.
3. Kanban Khusus
Kanban Khusus disiapkan untuk produksi per perintah kerja. Walaupun
mempunyai format yang cocok untuk penggunaan umum, kanban ini akan
dikeluarkan dan dikumpulkan untuk tiap perintah kerja.
4. Kanban Syarat
Untuk keadaan dimana terjadi produksi jumlah besar alih – alih produksi
yang berorientasikan pada perintah kerja, suatu kanban isyarat dipasang di
suatu kotak dalam kumpulan itu. Jika diadakan penarikan komponen
sampai tempat dimana kanban itu dipasang, perintah produksi itu harus
dipindahkan. Hal ini merupakan semacam Kanban Pemesanan Produksi.
5. Kanban Bahan
Kanban Bahan digunakan untuk keperluan bahan dalam produksi jumlah
besar. Jika titik pemesanan kembali ditempatkan lebih tinggi dari kanban
CM crew Laporan Akhir Sistem Produksi-2
59
Landasan Teori II -
isyarat, keperluan bahan dapat dipenuhi sebelum produksi bagian yang
bersangkutan dimulai.
6. Kanban Informasi
Kanban sering efektif sekali jika digunakan bersama dengan suatu kereta.
Di pabrik uatam Toyota, agar lini rakit terakhir dapat mengambil
komponen unit seperti mesin atau persneling, digunakan kereta yang
hanya dapat memuat jumlah yang terbatas. Persneling misalnya, yang
diangkut kereta itu tebtu saja mempunyai kanban, tetapi kereta itu sendiri
juga memainkan peranan sebagi suatu kanban. Dengan kata lain, jika
jumlah persneling dekat lini rakit terakhir telah berkurang samapi titik
pemesanan kembali ( misal 3 atau 5 buah ), orang – orang yang
memasukkan persneling dealam kereta kosong ke proses sebelumnya,
yakni ke proses rakit persneling dan mengambil kereta yang berisi
persneling yang diperlukan sebagai pengganti kereta yang kosong.
2.5.6 Pull Control System
Terdapat dua cara dalam pengontrolan sistem produksi, yaitu
sistem pengontrolan push (sistem dorong) dan sistem pengontrolan pull
(sistem tarik). MRP (Material Requirement Planning = Perencanaan
Kebutuhan Material), merupakan suatu teknik, aturan atau prosedur logis
untuk menterjemahkan Jadual Produksi Induk menjadi kebutuhan bersih.
MRP juga digunakan untuk menentukan jumlah dari kebutuhan material
untuk mendukung Jadual Produksi Induk dan kapan kebutuhan material
tersebut dijadualkan12. MRP merupakan contoh penerapan dari push
control system. Semua keputusan pengontrolan bersifat terpusat.
Sedangkan pengimplementasian dari pull control system (sistem tarik)
adalah sistem kanban, yang telah diperkenalkan oleh Jepang melalui
Toyota. Sistem kanban ini juga dikenal sebagai Sistem Produksi Just In
Time.
12 Pendapat yang dikemukakan oleh Orlicky’s
CM crew Laporan Akhir Sistem Produksi-2
60
Landasan Teori II -
Adapun sistem kontrol produksi kanban dapat dilihat melalui gambar
dibawah ini.
Gambar 2.5 Sistem kontrol produksi kanban
Keterangan :
Kanban Permintaan Rakitan :
Kanban Permintaan Komponen :
Kanban Perintah Produksi :
Kanban Pengiriman :
2.5.7 Perbandingan Sistem Kanban dengan MRP
Untuk teknik MRP, konsep kantong waktu (time bucket) sangat
penting. Kantong waktu adalah suatu periode waktu yang secara khusus
disediakan untuk memproduksi sejumlah unit tertentu. Lagi pula, MRP
mengharuskan adanya konsep pentahapan waktu. Sedangkan pada sistem
kanban tidak membutuhkan adanya konsep pentahapan waktu karena
sistem ini didasarkan pada produksi lancar.
CM crew Laporan Akhir Sistem Produksi-2
61
ST - 2
GD BJ
ST - 3 GD BB
ST - 1
SPV
Landasan Teori II -
Dalam sistem MRP, harus dilakukan peninjauan pada akhir seiring
waktu atau kantong produksi terencana yang membandingkan rencana
produksi dengan prestasi nyata. Sistem kanban tidak membutuhkan
perbandingan apapun antara prestasi nyata pada akhir suatu selang waktu
produksi.
CM crew Laporan Akhir Sistem Produksi-2
62





























