Embed Size (px)
Citation preview
8/18/2019 Laporan Awal Modul 2 Print
http://slidepdf.com/reader/full/laporan-awal-modul-2-print 1/2
8/18/2019 Laporan Awal Modul 2 Print
http://slidepdf.com/reader/full/laporan-awal-modul-2-print 2/2
Tanggal : 22 Maret 2016 Nama : Vithiya Sri YulinaPeringatan:
Skala : 1:1 NPM : 13063925550
Praktikum Cor Kelompok : 5
LABORATORIUM METALURGI PROSES LAPORAN AWAL PRAKTIKUM
Persiapan sebelumpercobaan yaitu
kalibrasi timbangan&menyaring pasir
baru
Timbang &catatsetiap
mesh(ayakan)yang akandigunakan
Susun mesh denganurutan nomorsieveyang terkecil pada
mesin pengguncang
Masukan pasirpadamesh yang palingatasdan ditutup
Putartombol mesinpengguncang kearah 1 &lakukan
pengujian selama 15menit
Timbang &catatberat pasirserta
mesh
Selisih antara beratmesh dan berat
pasirdi dalam meshmerupakan beratpasirpada setiap
mesh
Hitungan % beratdan GNF dengan
rumus
Persiapan sebelumpercobaan yaitu kalibrasi
timbangan,menyaring
pasirbaru,& menghitungkomposisi bentonit,serbuk
arang &molases
Siapkancetakansilinder&alat
rammer ,campurkan
semua bahan
dan timbangadonan pasir
cetak sebanyak154 gram
Masukan adonankedalam cetakansilinder,padatkandengan rammer
Sampelyangdigunakansebanyak 3
sampel.
Hitungketinggiansampel yang telahdi ramming,lalumenambahkan
0.3 mm pada hasilpengukuran
Bandingkan hasilpengukuran
dengan grafiktinggi sampel vs
flowability.Bersihkan alatdan letakkan
ditempat semula
Persiapan sebelumpercobaan yaitu
kalibrasi timbangan,menyaring pasirbaru &
hitung komposisibentonit,serbuk arang
&molases,
Siapkan oven danalat universal
strength machine
dan alaskoran
Siapkancetakansilinder&alat rammer ,
campurkan semuabahan dan timbangadonan pasircetaksebanyak 154 gram
Masukanado nankedalam cetakansilinder,padatkandengan rammer
Sampelyangdigunakan teridiridari sampel basahuntuk pengujiangreen strength
Lalu sampel keringyang didapatkan
dari sampel basahyang dikeringkan
di dalam ovenuntuk pengujian
dry strength
Lalu sampelholding yang
didapatkan daripengeringan
sampel basahpada suhu kamar
selama 24 jam
Masukan sampelkering keoven danpisahkan dengansampel holding
Siapkan sampelbasah pada holder
di USM
Pastikan magnetuntuk indikatordi
skala 0
Siapkan kertaskoran sebagai alas
Nyalakan alat,maka pengujianakan berhenti
otomatis dan catatnilai oada
indikatormagnet
Keluarkan sampelkering dari ovendan dinginkanselama 5 menit
Ulangi pengujianuntuk sampel
kering
Setelah 24 jamlakukan pengujianyang sama untuksampel holding
Bandingkan 3 hasilpengujian dan juga
dengan literatur
Bersihkan alat,letakkan pada
tempat awal,danmatikan USM
Persiapan sebelumpercobaan yaitu
kalibrasi timbangan,menyaring pasirbaru &
hitung komposisibentonit,serbuk arang
&molases,
Siapkan oven danalatuniversal
strength machine
dan alaskoran
Siapkancetakansilinder&alat rammer ,
campurkan semuabahan dan timbangadonan pasircetaksebanyak 154 gram
Masukan adonankedalam cetakansilinder,padatkandengan rammer
Sampelyangdigunakan teridiridari sampel basahuntuk pengujiangreen strength
Lalu sampel keringyang didapatkan
dari sampel basahyang dikeringkan
di dalam ovenuntuk pengujian
dry strength
Lalu sampelholding yang
didapatkan daripengeringansampel basah
pada suhu kamarselama 24 jam
Masukan sampelkering keoven danpisahkan dengansampel holding
Siapkan sampelbasah pada holder
di USM
Pastikan magnetuntuk indikatordi
skala 0
Siapkan kertaskoran sebagai alas
Nyalakan alat,maka ketika
sampel retak danhancurmatikan
alat
Keluarkan sampelkering dari ovendan dinginkan
selama 5 menit
Ulangi pengujianuntuk sampel
kering
Setelah 24 jamlakukan pengujianyang sama untuksampel holding
Bandingkan 3 hasilpengujian dan juga
dengan literatur
Bersihkan alat,letakkan pada
tempat awal,danmatikan USM
c) Mesh / Alat pengayakan
d) Saringan dengan mesh berbeda
Flowbilitya) Pasir baru
b) Timbanganc) Alat pengayakd) Saringane) Bentonitf) Bubuk arangg) Molassesh) Cetakan silinderi) Rammer
Uji Kekuatan Tekan & Gesera) Pasir baru
b) Timbanngan
c) Alat pengayak d) Saringane) Bentonit
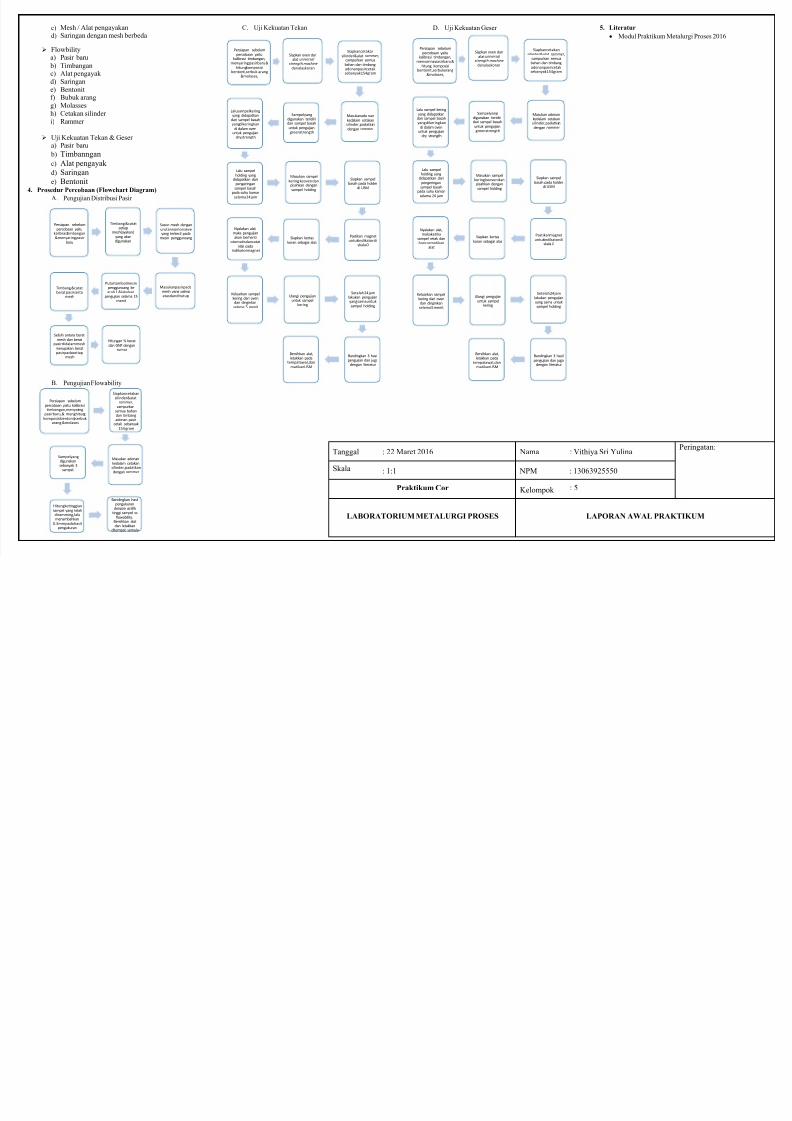
4. Prosedur Percobaan (Flowchart Diagram)
A. Pengujian Distribusi Pasir
B. Pengujian Flowability
C. Uji Kekuatan Tekan D. Uji Kekuatan Geser 5. Literatur
Modul Praktikum Metalurgi Proses 2016





























