Embed Size (px)
Citation preview

LAPORAN KERJA PRAKTEK
DI PT. KONIMEX PHARMACEUTICAL LABORATORIES
Disusun Oleh :
Brigita Yolanda
14 06 07909
PROGRAM STUDI TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS ATMA JAYA YOGYAKARTA
2017
i
HALAMAN PENGESAHAN

ii
KATA PENGANTAR
Puji syukur penulis ucapkan kepada Tuhan yang Maha Esa atas rahmat dan bimbingan-Nya
sehingga penulis dapat melaksanakan kerja praktek dan menyelesaikan penyusuan laporan
akhir kerja praktek di bagian Teknik Farmasi PT.Konimex Pharmaceutical Laboratories.
Adapun tujuan dari kerja praktek ini adalah untuk menunjang pemahaman dari berbagai
macam teori pada mata kuliah yang telah diambil oleh mahasiswa. Akhir kata penyusun
mengucapkan terima kasih kepada pihak yang telah turut membantu selama kerja praktek
ini berlangsung, yaitu kepada:
1. Kedua orang tua dan keluarga penulis yang selalu memberikan dukungan dalam
pelaksanaan kerja praktek serta pembuatan laporan akhir kerja praktek.
2. Ibu Deny Ratna, S.T, M.T selaku sekretaris Prodi yang telah menyetujui proposal
kerja praktek, sehingga saya dapat kerja praktek di PT.Konimex
3. Bapak Dr. Parama Kartika Dewa, S.T.,M.T. selaku dosen pembimbing kerja praktek
yang telah membimbing dan memberikan arahan dalam penyusunan laporan kerja
praktek ini.
4. Bapak Suharyono,Drs.Frm, S.H., M.M selaku Plant Manager yang telah memberi
kesempatan kepada saya untuk melakukan kerja praktek dan penelitian kasus
permasalahan di PT.Konimex. Serta telah memberikan masukan, arahan, bimbingan
dan arahan sehingga penelitian dan laporan kerja praktek dapat terselesaikan.
5. Pak M.Ali Fathoni yang sudah membimbing dan mengawasi saya selama satu bulan
kerja praktek di PT.Konimex, tanpa bantuan dan arahan dari mereka saya tidak bisa
menyelesaikan kerja praktek ini. Serta Pak Edo, Pak Samuel Christian ,Pak Bayu
dan Pak Norman yang turut membantu dan memberikan masukan dalam penelitian
kerja praktek ini.
6. Teman-temen seperjuangan kerja praktek Shinta, Nelson, dan Andre yang saling
support, kerja sama dan pusing bareng dalam menyelesaikan tugas yang diberikan.
7. Pegawai gudang sparepart, pegawai teknisi dan rekan-rekan bagian bidang teknisi
PT. Konimex yang telah banyak membantu dan sangat ramah dalam memberikan
informasi terkait dengan data yang diperlukan penulis.
8. Semua pihak yang telah membantu penulis dan tak bisa disebutkan satu-persatu
iii
Kiranya dengan terselesainya laporan ini, dapat membantu semua pihak yang membacanya
dan dapat diambil manfaatnya.
Akhir kata, penulis juga menyadari dalam pembuatan laporan ini masih banyak terdapat
kekurangan-kekurangan dari kesempurnaan, oleh karena itu penulis memohon maaf
apabila terdapat kesalahan kata dan informasi yang tidak berkenan dihati pembaca. Dengan
begitu penulis sangat mengharapkan kritik dan saran yang bersifat membangun dari para
pembaca. Semoga hasil laporan kerja praktek ini dapat bermanfaat bagi semua pihak yang
membutuhkan.
Yogyakarta, 25 Oktober 2017
Penulis
iv
DAFTAR ISI
COVER DEPAN
HALAMAN JUDUL ................................................................................................. i
HALAMAN PENGESAHAN ................................................................................... ii
SURAT KETERANGAN PERUSAHAAN .............................................................. iii
KATA PENGANTAR ............................................................................................ iv
DAFTAR ISI .......................................................................................................... vi
DAFTAR TABEL ................................................................................................. viii
DAFTAR GAMBAR............................................................................................... ix
BAB 1 PENDAHULUAN
1.1. Latar Belakang ........................................................................................... 1
1.2. Rumusan Masalah ...................................................................................... 3
1.3. Tujuan ........................................................................................................ 3
1.4. Batasan Masalah ........................................................................................ 3
1.5. Tempat dan Waktu Pelaksanaan Kerja Praktek .......................................... 4
BAB 2 TINJAUAN UMUM PERUSAHAAN
2.1. Sejarah Singkat Perusahaan ....................................................................... 5
2.2. Struktur Organisasi ..................................................................................... 7
2.3. Manajemen Perusahaan ........................................................................... 11
BAB 3 TINJAUAN SISTEM PERUSAHAAN
3.1. Proses Bisnis Departemen ........................................................................ 22
3.2. Produk yang DIhasilkan ............................................................................ 24
3.3. Proses Produksi ........................................................................................ 40
3.4. Fasilitas Produksi ...................................................................................... 45
BAB 4 TINJAUAN PEKERJAAAN MAHASISWA
4.1. Lingkup Pekerjaan .................................................................................... 47
4.2. Tanggung Jawab dan Wewenang dalam Pekerjaan ................................. 48
4.3. Metodologi Pelaksanaan Pekerjaan .......................................................... 48
4.4. Hasil Pekerjaan ......................................................................................... 52
BAB 5 KESIMPULAN DAN SARAN
5.1. Kesimpulan ............................................................................................... 82
v
5.2. Saran ........................................................................................................ 82
BAB 6 PENUTUP ................................................................................................ 84
DAFTAR PUSTAKA ............................................................................................. xi
vi
DAFTAR TABEL
Tabel 2.1. Pedoman Perilaku Excellence ............................................................. 13
Tabel 2.2. Pedoman Perilaku Sinergy .................................................................. 14
Tabel 2.3. Pedoman Perilaku Integrity .................................................................. 14
Tabel 4.1. SOP Service Mesin .............................................................................. 52
Tabel 4.2. waktu standar elemen pekerjaan ......................................................... 55
Tabel 4.3. Data Pengamatan 1 sampai 11 ............................................................ 56
Tabel 4.3 Data Pengamatan12 sampai 22 ............................................................ 57
Tabel 4.3 Data Pengamatan 46 sampai 63 ........................................................... 58
Tabel 4.4 Data Mesin Yucas ................................................................................. 59
Tabel 4.5 Data Mesin Klockner ............................................................................. 61
Tabel 4.6 Data Mesin Bausch Strobel .................................................................. 62
Tabel 4.7 Data Mesin Indolava ............................................................................. 62
Tabel 4.8 Data Mesin Shangyuh .......................................................................... 63
Tabel 4.9 Data Mesin Comadis ............................................................................ 63
Tabel 4.10 Data Mesin Unitpack ........................................................................... 64
Tabel 4.11 Data Mesin Vinetta ............................................................................. 65
Tabel 4.12. Data Mesin Kalish .............................................................................. 66
Tabel 4.13 Data Mesin Grinding ........................................................................... 67
Tabel 4.14 Data Mesin Ink Jet Printer ................................................................... 68
Tabel 4.15 Data Mesin Vacum Blister Packing ..................................................... 68
Tabel 4.16 Data Total Waktu Keseluruhan .......................................................... 69
Tabel 4.17 Data Perbaikan ............................................................................ 72
vii
DAFTAR GAMBAR
Gambar 2.1 Struktur Organisasi Bagian Technical Service .................................... 7
Gambar 2.2. Logo PT.Konimex ............................................................................ 11
Gambar 3.1. Flowchart Proses Bisnis Departemen Teknik ................................... 22
Gambar 3.2. Flowchart Proses Bisnis Departemen Lanjutan ................................ 23
Gambar 3.3. Produk Paramex .............................................................................. 25
Gambar 3.4. Produk Konidin OBH ........................................................................ 25
Gambar 3.5. Produk Konimag .............................................................................. 25
Gambar 3.6. Produk Inza dan Inzana ................................................................... 26
Gambar 3.7. Siladex Mucolytic & Expectorant dan Siladex Cough & Cold ............ 26
Gambar 3.8. Fungiderm ....................................................................................... 26
Gambar 3.9 Vigel dan Vigel 2 in 1 ........................................................................ 27
Gambar 3.10. Anakonidin dan Anakonidin OBH ................................................... 28
Gambar 3.11. Termorex Plus, Termorex Turun Panas dan Termorex Drops ........ 28
Gambar 3.12. Braito Orginal dan Braito Tears ...................................................... 29
Gambar 3.13. Hexos ............................................................................................ 29
Gambar 3.14. Hexos Extra ................................................................................... 29
Gambar 3.15. Hexos Lozenges ............................................................................ 30
Gambar 3.16. Passion by Hexos .......................................................................... 30
Gambar 3.17 Nano – nano ................................................................................... 30
Gambar 3.18. Nano - nano Milky .......................................................................... 31
Gambar 3.19. Frozz.............................................................................................. 31
Gambar 3.20. Frozz Herbal .................................................................................. 31
Gambar 3.21. Boom ............................................................................................. 32
Gambar 3.22. Inspiree .......................................................................................... 32
Gambar 3.23. Minyak Kayu Putih Konicare .......................................................... 33
Gambar 3.24. Minyak Telon Konicare .................................................................. 33
Gambar 3.25. Minyak Gosok Konicare ................................................................. 33
Gambar 3.26. Frezza Mouthwash ......................................................................... 34
Gambar 3.27. Herbadrink Beras Kencur ............................................................... 34
Gambar 3.28. Herbadrink Sari Jahe ..................................................................... 35
Gambar 3.29. Herbadrink Sari Temulawak ........................................................... 35
Gambar 3.30. Jesscool ......................................................................................... 35
Gambar 3.31. Virugon Cream ............................................................................... 36
Gambar 3.32. Frezza Mouthspray ........................................................................ 36
Gambar 3.33. Snips Snaps Biscuit ....................................................................... 37
viii
Gambar 3.34. Snips Snaps Wafer ........................................................................ 37
Gambar 3.35. Snips Snaps Crackers ................................................................... 37
Gambar 3.36. Tini Wini Biti ................................................................................... 38
Gambar.3.37. CHOCOMANIA Cookies ................................................................ 38
Gambar 3.38. CHOCOMANIA Wafer .................................................................... 39
Gambar 3.39. DIASWEET LITEBITE Healthy Snack ............................................ 39
Gambar 3.40. DIASWEET LITESIP Healthy Drink ................................................ 40
Gambar 3.41. Proses Produksi Sirup ................................................................... 41
Gambar 3.42. Proses Produksi Liquid (Sirup) Kemasan Sachet ........................... 42
Gambar 3.43. Proses Produksi Krim/Salep .......................................................... 43
Gambar 3.44. Proses Produksi Tetes Mata Steril ................................................. 44
Gambar 3.45. Urutan Proses Operasi mesin Klockner ......................................... 44
Gambar 4.1 Metodologi Penelitian Kerja Praktek ................................................. 51
1
BAB 1
PENDAHULUAN
Pada bab ini akan dijelaskan mengenai latar belakang, rumusan masalah, tujuan masalah,
batasan masalah, serta tempat dan waktu pelaksanaan kerja praktek.
1.1. Latar Belakang
Program Studi Teknik Industri, Fakultas Teknologi Industri, Universitas Atma Jaya
Yogyakarta (PSTI UAJY) mewajibkan semua mahasiswanya untuk melaksanakan kerja
praktek sesuai dengan Kurikulum di PSTI UAJY. PSTI UAJY memandang kerja praktek
sebagai sarana bagi mahasiswa untuk mengenali suasana di industri serta menumbuhkan,
meningkatkan, dan mengembangkan etos kerja profesional sebagai calon sarjana Teknik
Industri.
Kerja praktek dapat dikatakan sebagai ajang simulasi profesi mahasiswa Teknik Industri.
Paradigma yang harus ditanamkan adalah bahwa selama kerja praktek mahasiswa bekerja
di perusahaan yang dipilihnya. Bekerja, dalam hal ini mencakup kegiatan perencanaan,
perancangan, perbaikan, penerapan dan pemecahanan masalah. Oleh karena itu, dalam
kerja praktek kegiatan yang dilakukan oleh mahasiswa adalah:
a. Mengenali ruang lingkup perusahaan
b. Mengikuti proses kerja di perusahaan secara kontinu
c. Melakukan dan mengerjakan tugas yang diberikan oleh atasan, supervisor atau
pembimbing lapangan
d. Mengamati perilaku sistem
e. Menyusun laporan dalam bentuk tertulis
f. Melaksanakan ujian kerja praktek
Studi gerakan merupakan salah satu metode pemetaan system kerja dengan menganalisis
gerakan anggota badan saat bekerja yang diuraikan dalam elemen-elemen gerakan.
Analisis diarahkan khususnya untuk dapat menghilangkan gerakan-gerakan yang tidak
efektif, yang pada akhirnya dapat menghemat waktu kerja maupun pemakaian peralatan
dan fasilitas kerja.
Analisa studi waktu dapat menggunakan beberapa teknik untuk menetapkan sebuah
standar yaitu dengan cara studi waktu menggunakan stopwatch, pengolahan data dengan
menggunakan komputerisasi, data standar, data mengenai data gerakan, pengambilan
contoh kerja, dan penghitungan berdasarkan masa lalu. Setiap teknik mempunyai
penerapan tersendiri pada setiap kondisi. Studi analisa waktu harus dapat diketahui ketika
2
hal ini harus menggunakan teknik tertentu dan kemudian menggunakan teknik tersebut
secara benar. Waktu yang diambil sebagai dasar pertimbangan adalah waktu yang secara
normal diperlukan oleh seorang pekerja untuk menyelesaikan satu siklus pekerjaan dengan
metode kerja terbaik. Waktu ini biasanya disebut dengan waktu baku. Secara garis besar,
teknik pengukuran waktu dibagi dalam dua bagian, yaitu
1. Teknik pengukuran waktu kerja secara langsung
Pengukuran dilakukan secara langsung di tempat dimana pekerjaan yang
bersangkutan dilakukan. Ada dua cara yang termasuk ke dalam teknik ini, yaitu jam
henti (stopwatch time study) dan sampling kerja (work sampling).
2. Teknik pengukuran waktu kerja secara tidak langsung
Pengukuran waktu kerja dilakukan tanpa si pengamat harus berada di tempat
dimana pekerjaan dilaksanakan, yaitu dengan cara membaca tabel tabel waktu yang
tersedia asalkan mengetahui jalannya pekerjaan melalui elemen elemen gerakan.
Yang termasuk dalam teknik ini adalah data waktu baku dan data waktu gerakan.
Analisa beban kerja atau workload analysis adalah sebuah proses untuk menghitung jumlah
jam yang diperlukan untuk menyelesaikan suatu pekerjaan dalam waktu tertentu. Adapun
tujuan akhir dari proses analisa beban kerja atau workload analysis adalah untuk
mengetahui berapa jumlah tenaga kerja yang dibutuhkan dalam sebuah proses kerja, baik
dalam unit kerja, departemen, divisi maupun dalam perusahaan.
Metode dari analisis beban kerja dibagi menjadi tiga bagian yaitu metode daftar pertanyaan,
wawancara, dan pengamatan langsung. Metode daftar pertanyaan adalah metode yang
digunakan dengan cara menyusun daftar pertanyaan terbuka yang berisikan uraian tugas
yang berasal dari setiap pegawai atau pemegang jabatanyang dilihat sesuai dengan hasil
analisis jabatan. Uraian dari tugas-tugas ini masih bisa disesuaikan dengan tugas-tugas lain
yang berdatangan. Hal ini terjadi karena adanya perubahan dari peraturan undang-undang
yang berlaku, tentang apa yang disampaikan kepada satuan kerja atau unit yang menjadi
sasaran. Metode yang kedua adalah metode wawancara, metode ini adalah metode yang
digunakan untuk mewawancarai setiap pegawai atau pemegang jabatan yang memiliki
tugas pokok dan fungsi tertentu yang dikerjakan oleh setiap individu. Dan metode yang
terakhir adalah metode pengamatan langsung yaitu metode untuk mengamati secara
langsung apa pekerjaan yang dipegang oleh seorang pemegang jabatan.
1.2. Rumusan Masalah
Berdasarkan latar belakang masalah diatas, maka dapat dirumuskan melakukan penilaian
analisis beban kerja dan mencari waktu baku dari tiap elemen pekerjaan sehingga dapat
melihat waktu untuk mengservice 1 mesin.

3
1.3. Tujuan
Hal-hal yang ingin dicapai melalui pelaksanaan kerja praktek ini adalah:
a. Melatih kedisiplinan.
b. Melatih kemampuan berinteraksi dengan bawahan, rekan kerja, dan atasan dalam
perusahaan.
c. Melatih kemampuan untuk beradaptasi dengan lingkungan kerja.
d. Mengamati secara langsung aktivitas perusahaan dalam berproduksi dan menjalankan
bisnis.
e. Melengkapi teori yang diperoleh di perkuliahan dengan praktek yang ada di perusahaan.
f. Menambah wawasan mengenai sistem produksi dan sistem bisnis.
g. Mencari waktu baku dari elemen-elemen pekerjaan teknisi service
h. Menghitung waktu efektif teknisi service
i. Mengubah perbaikan prosedure atau standar agar ada peningkatan produktivitas pada
teknisi.
1.4. Batasan Masalah
a. Waktu penelitian berlangsung dari bulan 03 Juli sampai 09 Agustus 2017
b. Pengamatan dilakukan pada teknisi service
c. Menggunakan pendekatan studi gerak waktu dan analisis beban kerja
d. Tidak memperhitungan biaya.
1.5. Tempat dan Waktu Pelaksanaan Kerja Praktek
Kerja praktek ini dilaksanakan terhitung mulai tanggal 03 juli 2017 sampai dengan 09
Agustus 2017 di PT. Konimex Pharmaceutical Laboratories, Desa Sanggrahan, Grogol,
Sukoharjo, Central Java. Dalam kerja praktek ini mahasiswa ditempatkan pada Departemen
Teknik Farmasi bagian Maintenance dalam menganalisis teknisi dalam service mesin di
produksi
4
BAB 2
TINJAUAN UMUM PERUSAHAAN
Pada bab ini akan diberikan penjelasan mengenai sejarah singkat perusahaan, struktur
organisasi, dan manajemen perusahaan.
2.1. Sejarah Singkat Perusahaan
PT.Konimex Pharmaceutical Laboratories didirikan pada tanggal 8 Juni 1967 oleh Djoenaedi
Joesoef. PT.Konimex beralamatkan di Jalan Urip Sumoharjo No. 96-98 Surakarta. Konimex
merupakan singkatan dari Kondang Import Export. PT. konimex ini bergerak dalam bidang
usaha obat-obatan, bahan kimia, alat laboratorium dan alat kedokteran. Ditahun 1967
PT.Konimex memproduksi produk pertama adalah Mexaquin (obat antimalaria), sulfa dan
kapsul tetrasiklin. Setelah dua tahun, PT.Konimex mengeluarkan produk Konidin dan pada
tahun 1974 mengeluarkan produk Inza. Awalnya PT.Konimex hanya memproduksi obat-obat
bebas (OTC), sekarang mencoba untuk mengembangkan portofolio produknya dengan
obat-obat resep dokter (ethical) maupun produk nonkuratif antara lain vitamin.
Dengan adanya dukungan fasilitias dari Penanaman Modal dala Negeri (PMDN) pada tahun
1971, PT.konimex memulai memproduksi obat-obatan sendiri. Seiringan dengan
pertumbuhan ekonomi saat itu, perkembangan usaha PT.Konimex cukup berkembang
dengan baik. Pada tahun 1971, bidang usaha hanya terfokus pada produk farmasi OTC
dalam bentuk kemasan 4 tablet hingga sampai saat ini. Dan bisnis usaha lain dengan alat
kesehatan, dan dental equipment. PT.Konimex pada tahun 1977 memiliki usia kesepuluh
tahun ingin menuntut sistem pengelolaan yang lebih profesional. Dengan begitu,
PT.Konimex melakukan kerja sama dengan konsultasi dalam pembenahan struktur, sistem
manajemen yang terkait dengan program pelatihan dan perekrutan tenaga profesional.
Pada tahun 1979, PT.Konimex mendirikan pabrik baru di sanggrahan sekitar lima kilometer
barat daya Surakarta. Dan tahun 1980, kompleks ini didirikan pabrik kembang gula Nimm's.
Pabrik Kembang gula ini merupakan usaha industri makanan. Pendirian pabrik ini adalah
awal diversifikasi PT.Konimex ke Industri makanan. Pada tahun 1980,karena adanya
peraturan dari pemerintah yang terdapat pemisahaan antara produsen obat dengan
distributornya maka PT.Konimex kembali mendirikan PT.Sinar Intermark. Kemudian untuk
memperluas jangkauan distribusi dan perkembangan produk yang dipasarkan maka
PT.Konimex mendirikan distributor kedua yaitu PT.Marga Nusantara Jaya. PT.Sinar
Intermark memiliki cabang yang berpusat disolo dengan melayani distribusi untuk wilayah
Indonesia bagian timur dan sebagian Indonesia bagian tengah. Dan PT.Marga Nusantara
Jaya memiliki cabang dengan kantor pusat di Jakarta yang melayani distribusi untuk wilayah
Indonesia bagian barat dan sebagian Indonesia bagian tengah.
5
Pada tahun 1993, PT.Konimex kembali mendirikan PT.Solonat yang memproduksi berbagai
makanan ringan khusus dari bahan kacang-kacangan. Dengan seiring perkembangan
produk dari bahan alam, maka pabrik PT.Solonat ini di fokuskan untuk memproduksi natural
product. Namun seiringnya berjalannya waktu, PT.Konimex mengalami kegagalan dalam
usahanya, dikarenakan usaha ini tidak mengalami perkembanagn yang signifikan sehingga
dengan keputusan yang sangat berat, perusahaan menutup usaha ini. Pada tahun 1994,
PT.Konimex mendirikan divisi Subisco yang berasal dari singkatan Solo Biscuit Company
yang memproduksi biskuit dan wafer. Dan tahun 1994 PT.Konimex tidak hanya dipasarkan
dalam negeri saja, melainkan sudah mulai ekspor luar negeri seperti Singapura, Malaysia,
Vietnam, Myanmar dan Nigeria. PT.Konimex mendapatkan beberapa penghargaan dari
Cara Pembuatan Obat yang Baik (CPOB) 14 sertifikat dan CPOTB 6 sertifikat,
penghargaan sertifikat tersebut didapatkan dari Badan Pengawasan Obat dan Makanan
Departemen Kesehatan Republik Indonesia berdasarkan jenis dan bentuk sediaannya.
2.2. Struktur Organisasi Departemen Teknik dan Deskripsi Pekerjaan
Struktur organisasi merupakan sistem formal akan tugas dan hubungan pelaporan
pekerjaan yang menunjukan bagaimana pekerja menggunakan sumber daya. Dibawah ini
merupakan struktur organisasi Teknik Farmasi sesuai dengan lampiran 09 SK Direksi
No.60/KX.DIR-HRO/IV/2008. Struktur Organisasai bagian Tehcnical Service
(Pharmaceutical) dapat dilihat pada Gambar 2.1 berikut.
Gambar 2.1 Struktur Organisasi Bagian Technical Service

6
Dalam strutur organisasi memiliki job description yang dijelasaskan sebagai berikut :
a. Nama Jabatan : Technical Service Manager
Tanggung Jawab :
i. Bertanggung jawab terhadap penyusunan rencana maintenance dan kebutuhan spare
part, sarana utilitas, dsb berdasarkan rencana produksi/ rencana investasi
perusahaan/ proyek-proyek maupun kebutuhan bagian lain.
ii. Bertanggung jawab terhadap berjalannya operasional mesin-mesin, ketersediaan
sarana utilitas yang dibutuhkan oleh mesin-mesin produksi/ kantor dan peralatan yang
menjadi tanggung jawabnya. Berjalannya kegiatan maintenance / perawatan mesin-
mesin, sarana utilitas dan peralatan yang menjadi tanggung jawabnya sehingga
diperoleh performance mesin yang optimum. Menjamin terselenggaranya fungsi
pengendalian terhadap pelaksanaan service secara tepat biaya dan tepat waktu dan
target kualitas (QCDSMF)
b. Nama Jabatan : Administrative Officer
Tanggung Jawab :
i. Menjamin pengelolaan seluruh kegiatan gudang sparepart termasuk audit
persediaannya secara efektif dan efisien
ii. Menjamin tersedianya rencana perawatan mesin, utilitas, peralatan laboratorium
tahunan dan bulanan serta perubahannya berdasarkan rencana produksi tahunan dan
bulanan secara efektif dan efisien
iii. Menjamin terselenggaranya MIS (Management Information System) serta tertib
administrasi dan dokumentasi seluruh kegiatan di bagian Technical Service secara
efektif dan efisien.
iv. Menjamin terselenggaranya fungsi pengendalian secara administratif terhadap surat
service, pelaksanaan Service Teknik maupun jasa pihak ke III.
c. Nama Jabatan : Project Assistant
Tanggung Jawab :
i. Bertanggung jawab pada kegiatan modifikasi dan instalasi sesuai lingkup tugas yang
menjadi tanggung jawabnya.
ii. Menjamin terlaksananya kegiatan supervisi proyek-proyek sesuai lingkup tugas yang
menjadi tanggung jawabnya.
iii. Menjamin kelengkapan data dan dokumen pada semua kegiatan proyek sesuai
lingkup tugas yang menjadi tanggung jawabnya.
iv. Menjamin proyek-proyek sesuai lingkup tugas yang menjadi tanggung jawabnya
terselesaikan secara tepat waktu, tepat biaya dan tepat kualitas.
d. Nama Jabatan : Chief Technician
7
Tanggung Jawab :
i. Menjamin terealisasinya kegiatan maintenance mesin-mesin, sarana utilitas dan
peralatan yang menjadi tanggung jawabnya, sehingga diperoleh kesiapan mesin
(Technical Availiability) yang optimum.
ii. Bertanggung jawab terhadap performance efficiency waktu teknisi yang optimum.
iii. Menjamin terselenggaranya fungsi pengendalian terhadap pelaksanaan service
secara tepat biaya, tepat waktu, dan kualitas.
iv. Bertanggung jawab untuk membimbing teknisi di bawahnya.
e. Nama Jabatan : Engineer
Tanggung Jawab :
i. Bertanggung jawab terhadap penyelesaian tugas-tugas/ sasaran bagian/ proyek yang
dibebankan kepadanya sesuai dengan kemampuan Engineeringnya secara tepat
waktu.
ii. Menjamin terpenuhinya kompetensi teknisi sesuai bidangnya.
iii. Menjamin maintenance alat/ perlengkapan/ mesin secara benar dan efisien.
iv. Menjamin terlaksananya evaluasi sIstem kontrol sesuai aturan yang berlaku.
v. Menjamin terlaksananya proses instalasi dan commissioning mesin dengan baik dan
benar
f. Nama Jabatan : Technical Service Officer
Tanggung Jawab :
i. Menjamin berjalannya operasional mesin-mesin/ peralatan/ utilitas yang menjadi
tanggung jawabnya secara efektif dan efisien.
ii. Menjamin berjalannya kegiatan maintenance/ perawatan mesin-mesin/ peralatan/
utilitas yang menjadi tanggung jawabnya secara efektif dan efisien sehingga diperoleh
performance mesin yang optimum.
iii. Menjamin terselenggaranya fungsi pengendalian terhadap pelaksanaan service
secara tepat biaya dan tepat waktu dan target kualitas QCDSM.
iv. Menjamin terlaksananya kegiatan studi kelayakan proyek investasi yang menjadi
tanggung jawabnya, sesuai kebutuhan.
g. Nama Jabatan : Teknisi
Tanggung Jawab :
i. Bertanggung jawab terhadap pelaksanaan perawatan dan perbaikan fungsi elektronis
dari mesin dan perlengkapan/ peralatan lainnya sesuai standar check list atau surat
service minimal sesuai dengan pengetahuan dan ketrampilan Teknis
ii. Bertanggung jawab atas pelaksanaan surat service sampai dengan evaluasinya
sesuai dengan waktu dan kualitas yang ditentukan dengan mematuhi standar atau
peraturan yang berlaku ( misal GMP dan K3).

8
h. Nama Jabatan : Penata Administrasi Sekretariat
Tanggung Jawab :
i. Bertanggung jawab terhadap pelaksanaan kegiatan administrasi kesekretariatan di
bagian Teknik secara lengkap, benar dan tepat waktu.
ii. Bertanggung jawab terhadap administrasi pengadaan pakaian dan perlengkapan kerja
pada bagian Teknik secara benar dan tepat waktu.
iii. Bertanggung jawab terhadap kegiatan administrasi terkait serah terima pencucian
pakaian kerja Teknisi / Engineer secara benar dan tepat waktu.
iv. Bertanggung jawab terhadap kegiatan administrasi terkait verifikasi Operator
(Autonomous Maintenance) secara benar dan tepat waktu.
v. Bertanggung jawab terhadap pembuatan laporan bulanan bagian Teknik dengan
lengkap, benar dan tepat waktu.
i. Nama Jabatan : Penata Administrasi Teknik (PP)
Tanggung Jawab :
i. Bertanggung jawab terhadap terlaksananya proses administrasi pembuatan
Permintaan Informasi (PI) ke bagian Purchasing secara lengkap, benar dan tepat
waktu.
ii. Bertanggung jawab terhadap terlaksananya pembuatan Permintaan Pembelian (PP)
melalui program ERP secara lengkap, benar dan tepat waktu.
iii. Bertanggung jawab terhadap pengisian nama Barang Habis Terpakai (BHT) atau
sparepart baru melalui program ERP dan pengisian nama barang BHT/ sparepart baru
ke program e-SS secara benar.
iv. Bertanggung jawab terhadap terlaksananya pembuatan BPB (tunai/ non tunai/ berita
acara) secara lengkap, benar dan tepat waktu.
J. Nama Jabatan : Penata Administrasi Teknik (SS)
Tanggung Jawab :
i. Bertanggung jawab terhadap kegiatan administrasi terkait surat service secara benar,
tepat waktu dan akurat.
ii. Bertanggung jawab terhadap berjalannya program maintenance (breakdown).
iii. Bertanggung jawab terhadap kegiatan cross check BPPB dengan penggunaan barang
pada program e-SS dengan benar.
iv. Bertanggung jawab terhadap kegiatan administrasi terkait pemberian kode mesin baru
dan inventaris, pendaftaran user baru, perubahan data terkait e-SS secara lengkap,
benar dan up to date.
v. Bertanggung jawab terhadap administrasi terkait customer satisfaction secara
lengkap, benar dan tepat waktu
vi. Bertanggung jawab atas laporan administrasi pemakaian olie dan sparepart secara
9
benar dan tepat waktu.
k. Nama Jabatan : Petugas Teknik
Tanggung Jawab :
i. Membersihkan seluruh ruangan dan sarana kerja yang menjadi tanggung jawabnya
dengan tepat waktu, efisien dan efektif.
ii. Menyiapkan perlengkapan kebersihan yang akan di pakai sesuai jadwal.
iii. Mengecek kebersihan dan kerapian ruang kerja dan mesin yang ditugaskan
iv. Melakukan pembersihan ruang “Technical Area“ beserta komponen mesin di dalamnya
yang berada dalam area tanggung jawab seksinya.
v. Membantu Chief Technician seksinya dalam pengadaan dan penempatan bahan atau
alat yang diperlukan.
vi. Melaporkan kepada atasan langsung atau tidak langsung bila terjadi penyimpangan.
vii. Merawat dan menjaga kelengkapan sarana kerja agar selalu dalam kondisi siap kerja.
viii.Melakukan Check List sederhana sesuai yang di bebankan kepadanya.
ix. Melakukan perbaikan-perbaikan sederhana sesuai yang di bebankan kepadanya.
2.3. Manajemen Perusahaan
Pada sub bab ini akan dijelaskan manajemen perusahaan yang terkait dengan visi dan misi,
falsafah, nilai dasar dan lokasi serta sarana yang ada di perusahaan PT.Konimex
2.3.1 Logo Perusahaan
PT.Konimex memiliki logo perusahaan dapat dilihat pada Gambar 2.2 dibawah ini :
Gambar 2.2. Logo PT.Konimex
2.3.2. Visi dan Misi PT.Konimex
a. Visi
PT.Konimex memiliki visi menjadi pemimpin pasar di Indonesia dan regional serta menjadi
pemain aktif di tingkat Internasional dalam produk kesehatan dan makanan yang
berlandaskan riset iptek dan riset pasar untuk kepuasan semua stakeholder.
b. Misi
Misi PT.Konimex sebagai berikut :
i. Memiliki produk-produk yang dikenal di dunia Internasional
10
ii. Menyediakan produk makanan dan perawatan kesehatan
iii. Melakukan survey pasar untuk menyediakan produk-produk yang inovatif
iv. Menjadi salah satu dari tiga besar pemegang pangsa pasar di setiap kategori yang
dimasuki
v. Penggunaan hasil riset iptek untuk terus menciptakan dan meningkatkan value produk
bagi pelanggan dan konsumen PT.Konimex.
2.3.2. Falsafah PT.Konimex
PT.Konimex mempunyai falsafah usaha 3 MU Konimex yaitu Mutu, mudah dan murah.
Dibawah ini akan dijelaskan sebagai berikut :
a. Mutu
Mutu produk merupakan prioritas pertama terkait dengan menghasilkan produk-produk yang
bermutu tinggi. Dalam memiliki jaminan dari konsumen, harus lah memiliki mutu produk
yang tinggi dengan memenuhi standar proses yang ada. Kegiatan aktivitas produk
PT.Konimex telah mengikuti prosedur cara pembuatan obat yang baik (CPOB) yang selalu
disempurnakan. Karena perusahaan PT.Konimex telah menerapkan prosedur yang ada,
maka diberikan penghargaan sertifikasi dari Departemen Kesehatan Republik Indonesia.
Dan juga PT.Konimex telah menerapkan Sistem Manajemen Mutu sesuai dengan aturan
dan pedoman yang terdapat dalam ISO 9001: 2008 , sertifikat higiene dan sertifikat halal.
Dengan mendapatkan beberapa penghargaan sertifikat yang diberikan pada perusahaan
PT.Konimex, hal ini menunjukan bahwa produk-produk yang dihasilkan memiliki
pengendalian mutu yang berdisplin baik dari setiap tahap proses produksi yang telah
dilakukan.
b. Mudah diperoleh.
PT.Konimex memiliki komintmen dalam memberikan kemudahan bagi masyarakat untuk
memperoleh produk-produk yang dihasilkan. Dalam mencapai kemudahan dalam
memperoleh produk, maka perusahaan mendirikan dua distributor yang memiliki jaringan
cabang dihampir semua kota besar utama di Indonesia. PT.Konimex dalam pendistribusian
produk pada swalayan, grosir serta pengecer.
c. Murah harganya
Dan komitmen ketiga ini agar PT.Konimex selalu mengendalikan efisiensi produksi yang
diimbangi dengan volume penjualan yang tinggi. Supaya produk-produk yang dihasilkan
PT.Konimex yang bermutu ini akan dapat diperoleh oleh konsumennya.
2.3.3. Nilai - nilai dasar PT.Konimex
11
PT.Konimex memiliki nilai dasar yang menjadi pedoman dalam berkarya dan berkerja. Nilai
dasar disingkat dengan ESI (Excellence, Sinergy dan Integrity). Berikut ini akan dijelaskan
nilai dasar yang ada di PT.Konimex
a. Excellence
Excellence in product, services and people. Excellence yang artinya memberikan hasil
kinerja terbaik dari kinerja pesaing. Pedoman perilaku Excellence karyawan dan pemimpin
dapat dilihat pada Tabel 2.1 dibawah ini :
Tabel 2.1. Pedoman Perilaku Excellence
Karyawan Pemimpin
1. Profesional (Fokus pada
peningkatan terhadap
peran,tanggung jawab dan
tugasnya)
1.Memastikan Profesionalisme dilakukan di
Seksi/Bagian/Sub Divisi/Divisi
2.Fokus pada pencapaian sasaran 2.SMART dalam perumusan sasaran dan
fokus pada pencapaiannya
3.Memunculkan ide-ide
pembaharuan
3.Mendorong munculnya ide-ide
pembaharuan
4.Memiliki semangat kompetisi 4.Memberikan semangat untuk
berkompetisi
5.Mengutamakan mutu (kualitas,
kuantitas dan kecepatan) didalam
setiap aktivitas kerja
5.Mendorong kebiasaan untuk selalu
mengutamkan mutu
6.Berorientasi pada kepuasaan
pelanggan internal dan eksternal
6.Membangun kesadaran untuk selalu
berorientasi pada kepuasan pelanggan
internal dan eksternal
b. Sinergy
Sinergy yang artinya saling menghargai perbedaan dan menyatukan kekuatan untuk
menghasilkan kinerja yang baik. Pedoman perilaku Sinergy karyawan dan pemimpin dapat
dilihat pada Tabel 2.2 dibawah ini :

12
Tabel 2.2. Pedoman Perilaku Sinergy
Karyawan Pemipin
1. Memberikan kontribusi,
berpartisipasi dan berkomitmen
terhadap upaya-upaya tim dalam
mencapai sasaran perusahaan / divisi /
sub divisi / bagian / seksi
1. Mendorong setiap individu untuk
memberikan kontribusi, berpartisipassi
dan berkomitmen terhadap upaya-
upaya tim dalam mencapai sasaran
perusahaan
2.Menghargai pendapat/pandangan
orang lain dan mendukung keputusan
tim
2.Membangun kesadaran untuk
menghargai pendapat/pandangan
orang lain dan mendukung keputusan
tim
3.Memberdayakan rantai
(individu/proses) terlemah
c. Integrity
Integrity yang artinya satunya kata dengan perbuatan, sesuai nilai-nilai, kebijakan
perusahaan dan kode etik profesi. Pedoman perilaku Integrity karyawan dan pemimpin
dapat dilihat pada Tabel 2.3 dibawah ini :
Tabel 2.3. Pedoman Perilaku Integrity
Karyawan Pemimpin
1. Menjalankan aturan, tata tertib
dan standar kerja
1.Memastikan dijalankannya aturan, tata
tertib dan standar kerja
2.Dapat dipercaya 2.Memberikan keteladanan
3.Bertanggung jawab terhadap hasil
kerja, keputusan dan perilaku
pribadi
3.Bertanggung jawab terhadap hasul
kerja, keputusan dan perilaku individu
yang ada di seksi /bagian/sub divisi/divisi
4.Meletakkan kepentingan
perusahaan
4.Membangun kesadaran untuk selalu
meletakkan kepentingan perusahaan
diatas kepentingan pribadi
5.Melakukan apa yang seharusnya 5.Membangun kesadaran :
* Melakukan apa yang seharusnya
dilakukan
*Melakukan apa yang telah dikatakan
*Mengatakan apa yang seharusnya
dikatakan
13
Dan perusahaan PT. Konimex telah menerapkan budaya konsep 5 R agar menghasilkan
efisiensi, produktivitas, kualitas dan keselamatan kerja dapat lebih mudah dicapai. Berikut
penjelasan mengenai konsep 5R yaitu :
a. Ringkas
Ringkas yang dimaksud memisahkan segala sesuatu yang tidak diperlukan atau
menyingkirkan yang tidak diperlukan dari tempat kerja.
b. Rapi
Rapi yang dimaksud dengan menyimpan barang sesuai dengan tempatnya, agar ketika
mendapatkannya kembali pada saat diperlukan dengan mudah.
c. Resik
Resik yang dimaksud dengan membersihkan tempat/ lingkungan kerja, mesin/peralatan dan
barang-barang agar tidak terdapat debu dan kotoran.
d. Rawat
Rawat yang dimaksud dengan mempertahankan hasil yang telah dicapai sebelum dengan
standardisasi.
e. Rajin
Rajin yang dimaksud dengan menciptakan kebiasaan pribadi karyawan untuk menjaga dan
meningkatkan apa yang sudah dicapai, pengembangan kebiasaan positif ditempat kerja.
2.3.4. Lokasi dan Sarana Produksi
Lokasi Perusahaan PT.Konimex berada di Desa Sanggrahan, Kecamatan Grogol,
Kabupaten Sukoharjo, Jawa Tengah. Lokasi pabrik perusahan PT.Konimex ini terpisah
menjadi tiga daerah produksi yaitu manufacturing plant pharmaceuticals, natural products
dan food. PT.Konimex memiliki sarana produksi yang digunakan untuk membuat sediaan
tablet, tetes mata, liquid dan semisolid, natural product, serta biskuit dan permen.
PT.Konimex telah memperhatikan lingkungan sekitar dalam penangann limbah serta polusi
udara hasil dari proses produksi. Perusahaan PT.Konimes terdapat gedung kantor, gedung
produksi, teknik, gudang, dan sarana pendukung seperti pengolahan limbah, lapangan
parkir, koperasi dan kantin.
Perusahaan PT.Konimex memiliki 7 bagian produksi yakni
a. Produksi Pharma I (Paramex Line), pada pharma I ini khusus memproduksi Paramex
yang menjadi produk unggulan PT.Konimex
b. Produksi Farmasi II (Tablet Line), pada farmasi II ini ini memproduksi selain tablet
paramex, seperti inza , konidin, Feminax, dll
c. Produksi Farmasi III (Semi solid dan Liquid Line), pada farmasi III ini memproduksi
sediaan semi solid dan liquid seperti Fit Up, Zero Pain, Fungiderm, dll
14
d.Produksi Natpro, memproduksi Natural product seperti konicare, Herba drink, dll
e.Produksi Food I, memproduksi permen seperti Frozz, Hexos, Nano-nano, dll
f. Produksi Food II, ,memproduksi biskuit seperti Choco mania, Tini Wini Biti,dll
g. Produksi Food III, memproduksi sediaan tablet effervescent seperti Jesscool, Protecol, dll.
Dalam menunjang kegiatan dari hasil proses produksi, maka perusahaan PT.Konimex telah
memiliki gudang bahan baku, barang jadi, Sistem HAVAC serta unit pengolahan limbah
yang telah dikelola dengan baik serta dengan aturan dan pedoman yang berlaku.
2.3.5. Manajemen Kualitas
Perusahaan juga mempunyai sistem CPOB (Cara Pembuatan Obat yang Baik). CPOB
adalah pedoman yang bertujuan untuk memastikan agar sifat dan mutu yang dihasilkan
sesuai dengan yang dikehendaki, bila perlu dapat dilakukan penyesuaian dengan syarat
bahwa standar mutu obat yang telah ditentukan tetap dapat dicapai. CPOB mengatur dan
memastikan obat diproduksi dan kualitasnya dikendalikan secara konsisten sehingga produk
yang dihasilkan memenuhi standar mutu yang telah ditetapkan sesuai dengan tujuan
penggunaan produk, sehingga produk tersebut aman digunakan dan diterima masyarakat.
Tujuan penerapan CPOB menurut SK Kepala Badan POM Nomor HK.00.053.0027 tahun
2006 :
a. Meningkatkan kemampuan industri farmasi Indonesia sesuai dengan standar
internasional agar lebih kompetitif baik untuk pasar domestic maupun untuk pasar ekpor.
b. Mendorong industri farmasi Indonesia agar lebih efisien dan fokus dalam pelaksanaan
produksi obat, termasuk pemilihan fasilitas produksi yang paling layak untuk
dikembangkan, sehingga produk obat industri farmasi Indonesia mampu menembus
pasar dunisa karena khasiat dan mutu obat lebih terjamin.
c. Peningkatan citra perusahaan dan volume pasar.
d. Menghindari produk yang tidak memenuhi syarat dan pemborosan biaya.
e. Menghindari resiko regulasi serta lebih menjamin waktu pemasaran.
Dalam pedoman CPOB tahun 2006, terdapat 12 aspek yang harus dipenuhi dalam
penerapan CPOB, yaitu:
a. Manajemen mutu
b. Personalia
c. Bangunan dan fasilitas
d. Peralatan
e. Sanitasi dan higienis
15
f. Produksi
g. Pengawasan mutu
h. Inspeksi diri dan audit mutu
i. Penanganan keluhan terhadap obat, penarikan kembali obat, dan obat kembalian
j. Dokumentasi
k. Pembuatan dan analisis berdasarkan kontrak
l. Kualifikasi dan validasi
Jika aspek-aspek tersebut terpenuhi, perusahaan akan menjadi perusahaan yang
mempunyai kualitas tinggi. PT. Konimex saat ini sudah memenuhi aspek-aspek tersebut,
namun belum maksimal. CPOB adalah pengganti dari sistem GMP (Good Manufacturing
Product).
Sistem operasi PT. Konimex juga sudah berstandar Internasional (ISO). ISO yang
digunakan adalah ISO 9000. Sertifikat ISO 9000 merupakan jaminan sistem pengelolaan
mutu dan memberikan kerangka untuk pengolahan yang efektif dan dengan seri ISO 9000
sekaligus merupakan promosi pengembangan perdagangan. Sedangkan manajemen
lingkungan, sistem ramah lingkungan yang menekankan pada dokumentasi dan
penerapannya sebagai bukti obyektif dari jaminan mutu diatur dalam seri ISO 14000.
Dengan memperoleh ISO, maka akan meningkatkan kredibilitas perusahaan dalam hal
kemudahan memasuki pasar bebas dan sekaligus merupakan kemajuan perusahaan.
2.3.6. Manajemen Lingkungan
PT. Konimex mengusahakan sistem produksi yang ramah lingkungan. Salah satu usaha
perusahaan mewujudkan sistem operasi yang ramah lingkungan adalah pembangunan
instalasi untuk pengolahan limbah cair. Pembangunan tersebut menggunakan pedoman ISO
14000. Perusahaan juga memasang instalasi penyaringan debu, serta sistem peredam
kebisingan suara mesin agar tidak mengganggu produktivitas karyawan. Perusahaan juga
melakukan penghijauan dalam kawasan pabrik dan sekitar kawasan pabrik, seperti
menanam pepohonan, agar dapat melakukan fotosintesis dan meminimasi asap-asap hasil
produksi yang merusak udara.
2.3.7. Ketenagakerjaan
PT. Konimex Pharmaceutical Laboratories memberikan beberapa peraturan terhadap para
karyawannya seperti :
a. Jam kerja :
i. Senin s/d Jumat : pkl 08.00 – 16.00 WIB
ii. Sabtu : pkl 08.00 – 13.00 WIB
b. Waktu istirahat :
16
i. Senin s/d Kamis : pkl 12.00 – 13.00 WIB
ii. Jumat : pkl 11.45 – 12.45 WIB
iii. Sabtu : tanpa istirahat
c. Karyawan mendapatkan voucher makan sebesar Rp 6.000,00
d. Voucher makan hanya dapat digunakan dalam Kantin PT. Konimex Pharmaceutical
Laboratories
e. Voucher makan hanya dapat digunakan pada kantin area tempat bekerja.
i. Kuning : Farmasi II
ii. Biru : Farmasi III
f. Jika makan di luar area kerja, voucher tidak berlaku dan diwajibkan untuk membayar
sendiri.
g. Bila karyawan makan melebihi harga voucher yang diberikan, karyawan diwajibkan
membayar sendiri kelebihannya.
h. Pada saat jam kerja, tidak diperbolehkan keluar dari area perusahaan, jika diharuskan,
karyawan diwajibkan mengurus surat ijin meninggalkan perusahaan, dan lapor kepada
satpam.
i. Karyawan diwajibkan berada di area kerja saat jam kerja.
j. Dilarang makan di dalam ruang kerja.
k. Harap menjaga kebersihan dalam area perusahaan.
l. Aturan berpakaian:
i. Senin s/d Jumat : Kemeja, celana kain, sepatu; seragam untuk operator
ii.Sabtu : Pakaian bebas, rapi dan sopan; seragam untuk operator
m. Karyawan diwajibkan selalu mengenakan id card selama berada dalam kawasan
perusahaan.
n. Antar karyawan selalu membangun relasi yang baik.
o. Selalu menerapkan ESI dan 5R dalam bekerja.
p. Selalu tepat waktu dalam segala hal.
q. Berjalan di tempat yang seharusnya, dalam hal ini di area garis kuning.
Selain karyawan, perusahaan juga membuat peraturan untuk mahasiswa/i PKL dan
magang. Peraturan tersebut dibuat agar mahasiswa/i merasakan menjadi karyawan di PT.
Konimex. Peraturan tersebut antara lain:
a. Pakaian selama PKL
i. Siswa SMK yang disekolah diwajibkan menggunakan pakaian seragam, harus
menggunakan pakaian seragam masing-masing sesuai ketentuan dari sekolah.
ii. Mahasiswa diwajibkan berpakaian rapi dan atau memakai jas almamater perguruan
tinggi/akademi masing-masing.
17
iii. Tidak diperkenankan memakai kaos dan celana jeans
iv. Bersepatu
b. Mengenakan Kartu Tanda Pengenal (KTP) yang telah disediakan oleh HRD. KTP dipakai
saat memasuki area perusahaan dan selama berada di area perusahaan.
c. Memberitahukan secara tertulis kepada pembimbing apabila berhalangan hadir, atau
bermaksud meninggalkan tempat praktek untuk keperluan pribadi.
d. Apabila tidak masuk karena sakit, wajib menyertakan surat ijin dokter.
e. Bila 2 (dua) hari tidak masuk tanpa pemberitahuan, maka Konimex tidak bisa menerima
siswa dan atau mahasiswa/i tersebut untuk melanjutkan program PKL
f. Mentaati peraturan waktu kerja yang berlaku di perusahaan.
g. Tidak dibenarkan berada atau memasuki ruangan lain kecuali sedang menjalankan tugas
dengan sepengetahuan pembimbing.
h. Berlaku sopan, jujur, bertanggungjawab, berinisiatif terhadap tugas-tugas yang diberikan.
i. Melapor dengan segera kepada pembimbing, apabila terjadi kerusakan terhadap
peralatan yang dipergunakan untuk menyelesaikan tugas.
j. Membicarakan dengan segera kepada pembimbing atau HRD (Administrative & Training
Officer) apabila menemui kesulitan/hambatan dalam melaksanakan tugasnya.
k. Tidak dibenarkan pindah tempat PKL ke bagian lain kecuali sepengetahuan HRD
(Administrative & Training Officer)
l. Mencatat kegiatan harian yang telah dikerjakan serta meminta paraf kepada pembimbing
m. Konimex berhak untuk melakukan penggeledahan terhadap siswa PKL bila diperlukan.
Tata cara penggeledahan mengikuti ketentuan yang berlaku di perusahaan
Perusahaan setiap bulan, memberikan reward terhadap karyawan yang mempunyai kinerja
yang baik setiap bulannya. Nama karyawan tersebut akan dipasang di dinding-dinding jalur
masuk.
Perusahaan juga mengadakan lomba perbaikan divisi. Lomba tersebut dinamakan
Prakoferensi. Lomba tersebut membandingkan program perbaikan dan perkembangan tiap
divisi. Divisi yang menunjukkan perkembangan yang tajam, maka divisi tersebut yang
menang, dan perusahaan memberikan reward untuk para pemenangnya. Hal ini dilakukan
untuk meningkatkan motivasi kerja para karyawan.
2.3.8. Fasilitas Perusahaan
Fasilitas umum yang diberikan oleh perusahaan sebagai upaya untuk meningkatkan
kesejahteraan karyawan adalah:
a. Locker Karyawan
b. Toilet
c. Alarm Pemadam Kebakaran
18
d. Alat Pemadam Kebakaran
e. Jalur Evakuasi
f. Area untuk melepas dahaga
g. Poliklinik
h. Gelas untuk karyawan
i. Tempat fotocopy
j. Hand Sanitizer (Alcohol)
k. Finger Printing Absence i
l. Area parkir untuk karyawan excellent
m. Koperasi
n. Id Card
o. Perpustakaan
p. Wi-fi
q. Stop kontak
19
BAB 3
TINJAUAN SISTEM PERUSAHAAN
Pada bab ini akan dijelaskan mengenai proses bisnis dari unit usaha/departemen
perusahaan, beberapa contoh produk yang dihasilkan, proses produksi, dan fasilitas
produksi.
3.1 Proses Bisnis Departemen
Proses bisnis dalam departemen teknik farmasi dengan diberlakukannya pengajuan
permintaan service melalui WEB yang disebut dengan e-SS pada bagian Technical service
Farmasi, maka setiap pengguna jasa yang membutuhkan pelayanan seperti perbaikan /
perawatan / pembuatan part untuk mesin pada saat mengajukan permintaan harus
menggunakan program e-SS. Cakupan dalam prosedur pembuatan Surat Service
menggunakan e-SS oleh pengguna jasa ini digunakan untuk semua pengguna jasa service
teknik diareal farmasi, food dan Natpro (Natural Product). Proses bisnis dalam dilihat pada
Gambar 3.1. dan Gambar 3.2. flowchart dibawah ini:
Gambar 3.1. Flowchart Proses Bisnis Departemen Teknik
20
Gambar 3.2 Flowchart Proses Bisnis Departemen Teknik
Dalam pembuatan surat service adanya beberapa tahapan yang harus dilakukan, hal
pertama dimulai dari pemeriksaan Autonomous Maintenance (AM), Preventive Maintenance
(PM), dan Breakdown Maintenance. Dalam Autonomous Maintenance dan Preventive
Maintenance adanya pemeriksaan pada sparepart mesin, bila ada part yang rusak dapat
dibuat surat service dan jika tidak ada sparepart yang rusak tidak proses selesai.
Sedangkan Breakdown Maintenance langsung dilakukan pembuatan surat service. Setelah
dilakukan pembuatan surat service, proses selanjutnya sparepart dapat diperbaiki oleh
operator atau tidak. Apabila operator masih dapat memperbaiki atau mengganti sparepart
yang rusak langsung diperbaiki pada saat itu juga, dan jika operator tidak dapat mengganti
atau memperbaiki sparepart yang rusak maka operator dapat melapor teknisi. Dan teknisi
mulai mengecek dan dapat melakukan perbaikan. Pada saat proses memperbaiki sparepart
yang rusak, apabila sparepart yang rusak masih dapat diperbaiki maka part tersebut
21
diperbaiki oleh teknisi. Dan sparepart yang tidak dapat lagi diperbaiki oleh teknisi maka
sparepart yang rusak dapat diminta ke gudang sparepart. Sparepart yang tidak mengalami
kerusakan, mungkin hanya karena salah setting dan sparepart masih layak dipakai maka
hanya dilakukan setting ulang pada sparepart yang rusak. Setelah proses setting ulang
selesai yang diharapkan mesin dapat berjalan sesuai dengan semestinya. Apabila kondisi
mesin sudah baik maka menutup surat service. Tetapi bila kondisi mesin masih belum bisa
berjalan dengan baik, maka dilakukan kembali proses mulai memperbaiki sparepart yang
rusak tersebut.
3.2 Produk yang Dihasilkan
Dalam peningkatan kesejahteraan yang menyebabkan penuntutan terhadap peningkatan
kualitas hidup, PT.Konimex selain memperkuat industri farmasi akan tetapi dapat
memperluas usaha hingga bidang lainnya yang masih dekat dengan usaha intinya. Dibawah
ini akan dijelaskan lebih lanjut mengenai produk usaha yang dihasilkan dari PT.Konimex :
a. Divisi Farmasi
Divisi farmasi ini menjadi tulang punggung dalam usaha PT.Konimex yang telah memiliki
121 merek produk. Pada awalnya,PT.Konimex memproduksi obat-obat bebas (OTC) dan
saat ini mengembangkan produk obat-obat dari resep dokter (Ethical) serta produk
nonkuratif seperti vitamin. Produk yang dihasilkan pertama dalam bentuk tablet, dan saat ini
dengan berbagai macam variasi sediaan seperti sirup, salep, krim, kapsul serta tablet
effervescent. Divisi Farmasi menghasilkan beberapa produk yang sudah terkenal
dimasyarakat ialah:
i. Paramex, Paramex Nyeri Otot, dan Paramex Flu dan BatukParamex merupakan tablet
obat sakit kepala. Dengan kombinasi parasetamol dan propifenazon efektif meredakan
sakit kepala dan sakit gigi. Tersedia dalam kemasan strip isi 4 tablet. Paramex nyeri otot
merupakan Dengan kombinasi parasetamol dan ibuprofen, cepat mengatasi nyeri otot,
nyeri sendi dan pegal linu.Paramex Nyeri Otot dari Paramex yang terpercaya. Dan
Paramex Flu dan Batuk merupakan tablet obat flu yang disertai batuk, meringankan
gejala flu seperti demam, sakit kepala, hidung tersumbat yang disertai batuk tak
berdahak.
Produk Paramex dapat dilihat pada Gambar 3.3. dibawah ini :
Gambar 3.3. Produk Paramex

22
ii. Konidin OBH
Obat batuk hitam yang berfungsi sebagai ekspektoran untuk mengatasi batuk berdahak
dengan cepat. Konidin OBH dikemas dalam bentuk sachet yang praktis, bisa diminum
sebelum atau sesudah makan. Tersedia pula konidin dan konidin Lozenges. Produk
Konidin OBH dapat dilihat pada Gambar 3.4. dibawah ini :
Gambar 3.4 Produk Konidin OBH
iii. Konimag
Obat sakit maag cair, efektif mengurangi gejala-gejala yang berhubungan dengan
kelebihan asam lambung seperti mual, perih, kembung dan perasaan penuh pada
lambung. Tersedia dalam kemasan sachet 7 ml. Produk Konimag dapat dilihat pada
Gambar 3.5. dibawah ini :
Gambar 3.5. Produk Konimag
iv. Inza dan Inzana
Inza merupakan produk obat flu untuk meringankan gejala flu seperti demam, sakit
kepala, hidung tersumbat dan bersin-bersin. Sedangkan Inzana merupakan tablet kunyah
penurun panas demam dan pereda nyeri pada anak dengan rasa jeruk yang disukai
anak. Tersedian dalam kemasan strip isi 4 tablet dan tersedia pula Inzana Sirup Masuk
Angin. Produk Inza obat flu dan Inzana sirup masuk angin dapat dilihat pada Gambar
3.6. dibawah ini :
Gambar 3.6. Produk Inza dan Inzana

23
v. Siladex
Sirup obat batuk, tanpa alkohol dan bebas gula sehingga aman bagi penderita diabetes.
Siladex Mucolytic dan Expectorant, untuk mengencerkan dahak sehingga mempermudah
pengeluaran dahak. Tersedia pula Siladex Cough dan Cold yang merupakan sirup obat
batuk tanpa alkohol dan bebas gula untuk meredakan batuk tidak berdahak dan
melegakan hidung tersumbat atau pilek yang menyertai flu. Produk Siladex Mucolytic &
Expectorant dan Siladex Cough & Cold dapat dilihat pada Gambar 3.7. dibawah ini :
Gambar 3.7. Siladex Mucolytic & Expectorant dan Siladex Cough & Cold
vi.Fungiderm
Fungiderm berguna untuk mengatasi infeksi jamur kulit dan kuku, yang disebabkan
dermatofit, candida dan jamur.Juga dapat mengatasi infeksi sekunder karena bakteri
gram positif yang menyertai mikosis. Tersedia dalam kemasan tube 5 g dan 10 g. Produk
Fungiderm dapat dilihat pada Gambar 3.8. dibawah ini :
Gambar 3.8. fungiderm
vii. Vigel
Vigel adalah gel pengganti cairan alami yang digunakan sebagai tambahan pelicin
kondom maupun vagina. VIGEL tidak berminyak dan terbuat dari bahan dasar air
sehingga mudah dibersihkan dengan air. Vigel dikemas dalam tube 30 g dan 60 g,
tersedia pula Vigel 2 in 1. Vigel 2in1 adalah gel pengganti cairan alami pada organ intim,
dan sekaligus dapat digunakan untuk pemijatan (massage). Kandungan Aloe Vera nya
berfungsi sebagai pelicin pada organ intim atau pada penggunaan kondom. Untuk
pemijatan, Vigel 2 in 1 melancarkan pemijatan serta kandungan Aloe Vera bermanfaat
melembutkan dan mencegah iritasi pada kulit. Vigel 2in1 dikemas dalam tube 125 g.
Produk Vigel dan Vigel 2 in 1 dapat dilihat pada Gambar 3.9 dibawah ini :
Gambar 3.9. Vigel dan Vigel 2 in 1

24
viii. Anakonidin
Anakonidin merupakan sirup obat batuk dan pilek untuk anak, dengan rasa cherry dalam
kemasan 30 dan 60ml. Tersedia pula Anakonidin OBH untuk meredakan batuk dan
gejala flu seperti demam, sakit kepala,hidung tersumbat, serta bersin, dengan rasa
strawberry. Tersedia dalam kemasan botol 30 ml dan 60 ml. Produk Anakonidin dan
Anakonidin OBH dapat dilihat pada Gambar 3.10. dibawah ini :
Gambar 3.10. Anakonidin dan Anakonidin OBH
ix. Termorex
Termorex Plus merupakan sirup obat flu yang disertai batuk. Untuk meringankan gejala
flu seperti demam, sakit kepala, hidung tersumbat dan bersin - bersin yang disertai batuk,
dalam kemasan 30 dan 60 ml. Tersedia pula Termorex Turun Panas yang berguna untuk
efektif membantu meredakan panas dan demam pada bayi dan anak-anak seperti
setelah imunisasi, sakit kepala dan sakit gigi. Tanpa alkohol dan dengan rasa jeruk manis
yang disukai anak-anak dalam kemasan 30 dan 60 ml. Dan tersedia juga Termorex
Drops yaitu obat rasa jeruk untuk meringankan rasa sakit dan menurunkan demam untuk
anak-anak. Tidak mengandung alkohol dan terdapat dalam bentuk kemasan botol isi 15
ml. Produk Termorex, Termorex Turun panas dan Termorex drops dapat dilihat pada
Gambar 3.11. dibawah ini :
Gambar 3.11. Termorex Plus, Termorex Turun Panas dan Termorex Drops
x. Braito
Braito terdapat yang original yang berguna untuk mengatas mata merah karena iritasi
mata minor yang disebabkan oleh debu, asap rokok, asap kendaraan, berenang,
mengendarai sepeda motor, alergi, membaca, menonton televisi atau komputer, dan
mengenakan lensa kontak. Tersedia dalam kemasan botol 0,5 ml dan 5 ml. Tersedia juga
25
Braito Tears yang berguna sebagai air mata buatan, dapat meredakan perih dan iritasi
yang disebabkan mata kering. Braito Tears membantu menyejukan dan melumasi mata
dan tersedia dalam bentuk kemasan botol 5 ml. Produk Braito dapat dilihat pada Gambar
3.12. dibawah ini :
Gambar 3.12. Braito Orginal dan Braito Tears
b. Divisi Kembang Gula
Produksi produk kembang gula ini dilengkapi oleh mesin-mesin yang canggih sejak
didirikan. Produksi kembang gula ini dikarenakan oleh permintaan pasar terutama pangsa
remaja yang dinamis. Divisi kembang gula Nimm's antara lain hard candy, chew candy,
deposit candy, dan compressed candy. Inovasi yang telah dilakukan dengan berbagai
variasi kembang gula yang rasanya unik dan digemari oleh masyarakat seperti Hexos,
Nano-Nano, Eski,Frozz, Boom dan lain-lain.
i. Hexos
Hexos merupakan product permen mint yang menyegarkan dan melegakan tenggorokan
sekaligus menyegarkan napas. dikemas dalam kemasan sachet isi 5 butir yang praktis
dibawa kemana saja. Tersedia 3 pilihan rasa mint, lemon mint dan barley mint. Produk
Hexos dapat dilihat pada Gambar 3.13. dibawah ini :
Gambar 3.13. Hexos
ii. Hexos Extra
Hexos Extra yang merupakan product permen mint dengan kadar mint ekstra, sensasi
mintnya menyegarkan dan melegakan tenggorokan sekaligus menyegarkan napas.
Dikemas dalam kemasan sachet isi 6 butir yang praktis dibawa kemana saja. Serta
tersedia 2 rasa pilihan rasa mint dan strong Licorice Mint. Produk Hexos Extra dapat
dilihat pada Gambar 3.14. dibawah ini :
Gambar 3.14. Hexos Extra
26
iii.Hexos Lozenges
Hexos Lozenges yang merupakan produk permen mint yang membantu melegakan
tenggorokan sekaligus meringankan gangguan batuk . Bebas gula, rendah kalori dan
tidak merusak gigi. Dikemas dalam kemasan sachet yang praktis dibawa kemana saja.
Tersedia dalam 2 pilihan rasa : Mint, Clove Mint. Produk Hexos Lozenges dapat dilihat
pada Gambar 3.15. dibawah ini
Gambar 3.15. Hexos Lozenges
iv. Passion by Hexos
Permen mint yang membantu melegakan tenggorokan sekaligus menyegarkan napas.
Bebas gula, rendah kalori dan tidak merusak gigi. Dikemas dalam kemasan dus 22 g
praktis dibawa kemana saja. Tersedia dalam 4 pilihan rasa : Mint, Lemon Mint,
Blackberry Mint,dan Teh Hijau Mint. Produk Passion by Hexos dapat dilihat pada
Gambar 3.16. dibawah ini :
Gambar 3.16. Passion by Hexos
v. Nano - Nano
Nano - nano merupakan produk permen unik hard candy dengan rasa manisan, cocok
untuk teman perjalanan dan saat santai, menghilangkan rasa haus dan eneg. Tersedia
dalam 3 pilihan rasa : Manisan Kulit Jeruk, Manisan Belimbing, Rujak Nanas. Khusus
NANO NANO rasa Manisan Kulit Jeruk juga ersedia dalam kemasan sak isi 20 butir.
Produk Nano - nano dapat dilihat pada Gambar 3.17. dibawah ini :
Gambar 3.17. Nano - nano
27
vi. Nano - nano Milky
Nano - nano Milky merupakan produk permen susu dengan kandungan Kalsium yang
baik untuk anak-anak. Tersedia pula dalam pilihan rasa lain Nano Nano Milky Rasa
Stroberi dan Nano Nano Milky Rasa Coklat. Produk Nano - nano Milky dapat dilihat pada
Gambar 3.18 dibawah ini :
Gambar 3.18. Nano - nano Milky
vii. Frozz
Frozz merupakan produk permen bebas gula yang memberikan sensasi rasa mint yang
dingin dan menyegarkan. Tersedia dalam kemasan pot 15 g, dengan pilihan rasa : Mint,
Barley Mint, Blueberry Mint, Orange Mint, Cherry Mint, Lime Mint, Ice Mint Eucalyptus,
Tropical Mango Mint, Blackberry Mint. Produk Frozz dapat dilihat pada Gambar 3.19.
dibawah ini :
Gambar 3.19. Frozz
viii. Frozz Herbal
Permen bebas gula dengan bahan herbal yang memberikan sensasi rasa mint yang
dingin menyegarkan. Tersedia dalam kemasan pot 15 g, dengan pilihan rasa : Herbal
Green Tea Mint, Herbal Chrysant Mint, Herbal Thyme Mint. Produk Frozz Herbal dapat
dilihat pada Gambar 3.20 dibawah ini :
Gambar 3.20. Frozz Herbal

28
ix. Boom
Permen mint yang memberikan kesegaran dan menyegarkan napas.Tersedia dalam
pilihan rasa Mint dan Strong Mint, dikemas dalam kemasan stik, pot yang mudah dibawa
dan sak untuk dikonsumsi bersama teman / keluarga. Produk Boom dapat dilihat pada
Gambar 3.21. dibawah ini :
Gambar 3.21. Boom
x. Inspiree
Permen mint sugar free penyegar napas. Tersedia dalam kemasan pot kaleng 20 g yang
praktis dan modern, dengan 3 pilihan rasa : Morning Mist, Mountain Spirit dan Blue
Ocean. Produk Inspiree dapat dilihat pada Gambar 3.22. dibawah ini :
Gambar 3.22. Inspiree
c. Produk Alami (Natural Product)
Produk Natural Product atau sering disingkat menjadi Natpro ini berawal dari
kecenderungan masyarakat yang mendorong PT.Konimex melakukan pengembangan
produk kesehatan yang berbasis bahan-bahan alami. Beberapa produk alami yang telah
berkembang di masyarakat adalah minyak kayu putih konicare, minyak telon konicare,
minyak gosok konicare, Frezza Mouthwash , Herba Drink Sari Jahe, Sari Temulawak, Kunir
Asam dan lain-lain.
i. Minyak Kayu Putih Konicare
Menghangatkan tubuh serta mencegah perut kembung dan masuk angin, mengobati
gatal karena gigitan serangga, mengobati pegal dan lelah. Tersedia dalam kemasan botol
30, 60 dan 125ml.
Produk minyak kayu putih konicare dapat lihat pada Gambar 3.23. dibawah ini :
Gambar 3.23. Minyak Kayu Putih Konicare
29
ii. Minyak Telon Konicare
Menghangatkan tubuh bayi, mencegah perut kembung dan masuk angin pada bayi dan
mencegah bayi dari gigitan nyamuk. Tersedia dalam kemasan botol 30 ml, 60 ml dan 125
ml. Produk minyak telon konicare dapat dilihat pada Gambar 3.24. dibawah ini :
Gambar 3.24. Minyak Telon Konicare
iii. Minyak Gosok Konicare
Minyak Gosok Konicare bermanfaat untuk mengobati pegal linu, nyeri otot atau keseleo.
Tersedia dalam kemasan botol 30 ml. Produk minyak Gosok Konicare dapat dilihat pada
Gambar 3.25. dibawah ini :
Gambar 3.25. Minyak Gosok Konicare
iv. Frezza Mouthwash
Obat kumur antiseptik penyegar napas.
Tersedia aneka varian :
1. Frezza Spearmint with CPC, Melawan kuman penyebab plak, mengurangi timbunan
plak sekaligus menyegarkan napas.
2. Frezza Mint, Menyegarkan napas dan melawan kuman penyebab napas tak sedap.
3. Frezza Flouride, Mencegah gigi berlubang sekaligus menyegarkan napas.
Frezza Strong Mint, Menyegarkan napas dan melawan kuman penyebab napas tak
sedap. Cocok bagi perokok.
4. Frezza Orange Mint, Menyegarkan dan mengharumkan napas dan melawan kuman
penyebab napas tak sedap.
Tersedia dalam kemasan ukuran 120 ml, 240 ml dan 400 ml. Produk Frezza Mouthwash
dapat dilihat pada Gambar 3.26. dibawah ini :

30
Gambar 3.26. Frezza Mouthwash
v. Herbadrink Beras Kencur
Herbadrink Beras Kencur merupakan produk minuman herbal alami yang dibuat
berdasarkan resep tradisional Indonesia dan diproses melalui teknologi modern.
Herbadrink Beras Kencur berkhasiat untuk membantu menyegarkan dan menghangatkan
badan. Herbadrink tersedia pula dalam varian Kunyit Asam, Kunyit Asam Sirih plus
Madu, Sari Jahe, Chrysanthemum, Sari Temulawak, Kopi Ginseng. Tersedia dalam
kemasan dus isi 5 sachet @ 18 g. Produk Herbadrink beras kencur dapat dilihat pada
Gambar 3.27. dibawah ini :
Gambar 3.27. Herbadrink Beras Kencur
vi. Herbadrink Sari Jahe
Minuman herbal alami yang dibuat berdasarkan resep tradisional Indonesia dan diproses
melalui teknologi modern. Herbadrink Sari Jahe bermanfaat untuk menghangatkan
badan. Herbadrink tersedia pula dalam varian Kunyit Asam, Kunyit Asam Sirih plus
Madu, Beras Kencur, Sari Temulawak, Chrysanthemum, Kopi Ginseng. Produk
Herbadrink sari jahe dapat dilihat pada Gambar 3.28. dibawah ini :
Gambar 3.28. Herbadrink Sari Jahe
vii. Herbadrink Sari Temulawak
Minuman herbal alami yang dibuat berdasarkan resep tradisional Indonesia dan diproses
melalui teknologi modern. Herbadrink Sari Temulawak bermanfaat untuk membantu
memelihara kesehatan hati. Herbadrink tersedia pula dalam varian Kunyit Asam, Kunyit
31
Asam Sirih plus Madu, Beras Kencur, Sari Jahe, Chrysanthemum, Kopi Ginseng.
Tersedia dalam kemasan dus isi 5 sachet @18g. Produk Herbadrink Sari Temulawak
dapat dilihat pada Gambar 3.29. dibawah ini :
Gambar 3.29. Herbadrink Sari Temulawak
viii. Jesscool
Mencegah dan mengatasi gejala-gejala panas dalam seperti sariawan, bibir pecah-
pecah, sakit tenggorokan dan susah buang air besar. Mengandung formula Extract
Thyme dan Chicory root yang efektif meredakan panas dalam. Jesscool dalam bentuk
tablet effervescent yang praktis, tersedia dengan pilihan rasa Jeruk Nipis dan rasa Lemon
Tea dengan kemasan dus isi 6 strip @ 1 tablet effervescent. Produk Jesscool dapat
dilihat pada Gambar 3.30. dibawah ini :
Gambar 3.30. Jesscool
ix. Virugon Cream
Membantu mengobati infeksi herpes (dompo) pada kulit dengan bahan alami yang
memberi rasa sejuk dan bebas bekas luka. Virugon Cream tersedia dalam kemasan tube
5 g. Produk Virugon Cream dapat dilihat pada Gambar 3.31. dibawah ini :
Gambar 3.31. Virugon Cream
x. Frezza Mouthspray
Penyegar napas dalam kemasan spray yang praktis.
Tersedia aneka varian :
1. Frezza Mouthspray Regular, menyegarkan napas dan mencegah gigi berlubang.
2. Frezza Mouthspray Strong Mint, menyegarkan napas lebih lama dan mencegah gigi
berlubang.
3. Frezza Mouthspray After Cigar, mengurangi bau tak sedap akibat merokok,
sekaligus mencegah gigi berlubang.
32
Tersedia dalam kemasan botol spray isi 13 ml. Produk Frezza Mouthspray dapat dilihat
pada Gambar 3.22. dibawah ini :
Gambar 3.32. Frezza Mouthspray
d. Divisi Makanan (food)
Divisi makanan merupakan pengembangan produk dari usaha kembang gula. Sobisco
merupakan pabrik yg memproduksi biskuit dan cokelat yang dilengkapi oleh fasilitas mesin-
mesin canggih berkapasitas besar. Produk makanan yang dihasilkan yang terkenal
dimasyarakat yaitu Snips Snaps, Tini Wini biti, Choco Mania, dan Diasweet Litebite.
i. Snips Snaps Biscuit
Biscuit lezat dengan dua pilihan rasa, Cokelat dan Cappuccino. Tersedia dalam kemasan
dus 115 g. Produk Snips Snaps Biscuit dapat dilihat pada Gambar 3.33. dibawah ini :
Gambar 3.33. Snips Snaps Biscuit
ii. Snips Snaps Wafer
Wafer lezat dengan 3 pilihan rasa :Coklat, Coklat Hazelnut dan Blackberry. Tersedia pula
SNIPS SNAPS Crackers, SNIPS SNAPS Biscuit. Tersedia dalam kemasan dus 108 g.
Produk Snips Snaps Wafer dapat dilihat pada Gambar 3.34. dibawah ini :
Gambar 3.34. Snips Snaps Wafer
iii. Snips Snaps Crackers
Crackers lezat dengan dua pilihan rasa, Keju dan Original. Tersedia dalam kemasan dus
100 g (varian Original) dan dus 98 g (varianKeju). Produk Snips Snaps Crackers dapat
dilihat pada Gambar 3.25. dibawah ini :
33
Gambar 3.35. Snips Snaps Crackers
iv. Tini Wini Biti
Snack sehat dengan rasa yang enak dengan bentuk biskuit Gajah, Bebek, Ikan, Kura-
kura dan Kupu – Kupu yang imut dan lucu. Nikmati 9 varian rasa yang dikemas dalam
sachet 20 g: Manis, Susu, Asin, Jagung Manis, Sate Ayam, Pizza, Cokelat, Keju dan
Stroberi. Produk Tini Wini Biti dapat dilihat pada Gambar 3.36. dibawah ini:
Gambar 3.36. Tini Wini Biti
v. CHOCOMANIA Cookies
Cookies dengan tambahan butiran coklat dan variasi lainnya, tersedia dalam 6 pilihan
rasa yang enaknya kebangetan : Chocomania Chocolate Chip Cookies 21g,
Chocomania Chocolate Chip Cookies 90g, Chocomania Rich Chocolate Chip Cookies
90g, Chocomania Chocochip Cheese Cookies 90g, Chocomania Chocochip Peanut
Cookies 90g, Chocomania Chocochip Coconut Fiesta Cookies 90g, Chocomania
Chocochip Fruity Cookies 90g. Chocomania Cookies dikemas praktis, mudah dibawa
kemana saja. Chocomania juga tersedia dalam bentuk snack Chocomania Wafer.
Produk Chocomania cookies dapat dilihat pada Gambar 3.37. dibawah ini :
Gambar.3.37. Chocomania Cookies
34
vi. CHOCOMANIA Wafer
Wafer dengan krim yang enaknya kebangetan, tersedia dalam 2 pilihan rasa :
Chocomania Chocolate Wafer 80g dan Chocomania Chcolate Strawberry Wafer 80g.
Chocomania Wafer dikemas praktis, mudah dibawa kemana saja.
Produk Chocomania Wafer dapat dilihat pada Gambar 3.38. dibawah ini :
Gambar 3.38. Chocomania Wafer
vii. DIASWEET LITEBITE Healthy Snack
Makanan ringan yang mengandung serat pangan, membantu mempertahankan fungsi
saluran pencernaan. Bebas gula, bebas kolesterol. Dikemas dalam kemasan sachet yang
pas untuk satu kali makan. Tersedia dalam kemasan dus isi 5 sachet dengan berbagai
pilihan jenis snack dan rasa : Baked Snack, Chocolate Wafer with Fiber, Vanilla Wafer
with Fiber , Apple Cookies with Instant Oat, Cinnamon Cookies with Instant Oat, Crispy
Crackers with Veggie .Produk Diasweet Litibite Healthy Snack dapat dilihat pada Gambar
3.39. dibawah ini :
Gambar 3.39. Diasweet Litibite Healthy Snack
viii. DIASWEET LITESIP Healthy Drink
Merupakan rangkaian produk minuman sehat, terdiri dari minuman rendah lemak dan
bebas gula, mengandung Kolin dan Kalsium yang tinggi, membantu menjaga kepadatan
tulang bila dikonsumsi sejak dini dan disertai olahraga teratur, dengan pilihan varian rasa
35
Coklat dan Vanilla. Juga tersedia rangkaian minuman dari buah-buahan dan sayur yang
tinggi serat. Serat pangan dari chicory dapat membantu menurunkan kadar kolesterol
darah jika disertai dengan diet rendah lemak jenuh dan rendah kolesterol serta
membantu mempertahankan fungsi saluran pencernaan. Tersedia dalam pilihan varian
Green (brokoli, bayam), Yellow (wortel, jeruk, pepaya) dan Red (tomat, jambu biji,
semangka). Produk Diasweet Litesip Healthy Drink dapat dilihat pada Gambar 3.40.
dibawah ini :
Gambar 3.40. Diaswett Litesip Healthy Drink
3.3 Proses Produksi
Proses produksi pada perusahaan PT. Konimex Pharmaceutical Laboratories terdapat 4
proses produksi yakni proses produksi liquid (sirup) kemasan botol, proses produksi liquid
(sirup) kemasan sachet, proses produksi krim/salep, proses produksi tetes mata steril.
a. Proses Produksi Liquid (Sirup) Kemasan Botol
Proses produksi Liquid (Sirup) dalam kemasan botol dimulai dari pengecekan bahan baku
dengan Quality Control (QC), setelah bahan baku dinyatakan telah sesuai dengan standar
kualitas prosedur bahan baku, lalu tahap selanjutnya dilakukan dengan penimbangan sesuai
dengan prosedur yang berlaku. Kemudian dilakukan pencampuran dengan fasa air dan fasa
minyak dengan menggunakan mixer. Setelah proses pencampuran dilakukan dengan cairan
produk yang homogen, lalu dilakukan Proses produksi Liquid (Sirup) dalam kemasan botol
dimulai dari pengecekan bahan baku dengan Quality Control (QC), setelah bahan baku
dinyatakan telah sesuai dengan standar kualitas prosedur bahan baku, lalu tahap
selanjutnya dilakukan dengan penimbangan sesuai dengan prosedur yang berlaku.
Kemudian dilakukan pencampuran dengan fasa air dan fasa minyak dengan menggunakan
mixer. Setelah proses pencampuran dilakukan dengan cairan produk yang homogen, lalu
dilakukan dengan penambahan parfum. Kemudian dilanjutkan dengan filling machine, botol
yang akan digunakan dengan bahan kemas primer yang dibeli dalam keadaan clean pack
agar hanya memerlukan proses blow and suck dalam pembersihanya. Tutup botol harus
dicuci bersih terlebih dahulu sebelum cairan produk diisikan dengan cairan sirup produk
agar produk dalam botol dapat steril. Langkah selanjutnya pengemasan akhir, pada tahap
ini produk yang telah dikemas primer menggunakan conveyor untuk proses pelabelan pada
produk sirup, pemberian nomor batch serta waktu kaduluarsa penggunaan produk. Pada
36
tahap pengemasan akhir ini haruslah diperiksa bagian Quality Control terlebih dahulu
sebelum masuk pada tahap akhir. Setelah diperiksa oleh bagian akhir, produk yang telah
lulus uji Quality Control maka produk sirup kemasan botol dapat disimpan pada gudang
akhir barang jadi. Aliran Flowchart pembuatan proses sirup kemasan botol dapat dilihat
pada Gambar 3.41. dibawah ini :
Gambar 3.41. Proses Produksi Sirup
b. Proses Produksi Liquid (Sirup) Kemasan Sachet
Proses produksi sirup kemasan sachet tahap prosesnya hampir sama dengan pembuatan
produk sirup kemasan botol sebelumnya. Tetapi pada proses pembuatan produksinya ini
bedanya pada proses setelah pencampuran bahan baku (mixer), selanjutnya dilakukan
dengan penyaringan produk sebelum masuk proses sacheting machine. Dalam produk sirup
kemasan sachet, terdapat eyemark sebagai batas potong antar sachet dan tear notch
sebagi tanda robekan untuk membuka produk. Dan setelah itu langkah proses sama dengan
proses sebelumnya. Aliran proses produk sirup kemasan sachet dapat dilihat pada Gambar
3.42. dibawah ini :
37
Gambar 3.42. Proses Produksi Liquid (Sirup) Kemasan Sachet
c. Proses Produksi Krim/Salep
Proses produksi pembuatan krim atau salep tahap awal dengan pengecekan bahan baku
oleh bagian Quality Control. Setelah itu dilakukan proses penimbangan sesuai dengan
prosedur yang berlaku. Tahap selanjutnya pencampuran fasa air dan fasa minyak dengan
mesin mixer. Lalu adanya penambahan parfum, kemudian masuk pada proses filling
machine, filling dilakukan dengan tutup yang telah di clean pack agar tidak merusak produk
yang telah diproduksi. Kemasan primer dan sekunder sebelum masuk pada gudang bahan
jadi, harus terlebih diperiksa bagian Quality Control. Dan setelah lulus uji bagian Quality
Control, maka produk tersebut dapat disimpan pada barang jadi. Aliran proses produk
pembuatan produk krim/salep dapat dilihat pada Gambar 3.43. dibawah ini :
38
Gambar 3.43. Proses Produksi Krim/Salep
d. Proses Produksi Tetes Mata Steril
Proses produksi tetes mata streril yang dihasilkan oleh PT.Konimex masih terbatas pada
produk tetes mata. Proses sterilisasi menggunakan metode filtrasi dan blow-fill-seal.
Sterilisasi pada tip and cap dilakukan terpisah. Pada produksi tetes mata steril, digunakan
ruang koridor negative supaya tidak ada kontaminan dari luar yang bisa masuk ke dalam.
Ruang filling menggunakan kelas 100 dan lingkungan disekitarnya kelas 10.000. Kemasan
primer yang digunakan untuk produk tetes mata ini dibuat langsung saat melakukan
produksi dimana biji resin dipanaskan, ditiup, dilelehkan, dicetak dan produk diisikan lalu
ditutup secara otomatis. Proses ini dibuat secara otomatis dan berurutan untuk menjaga
aseptisitas dari produk tersebut. Sterilisasi alat-alat dan mesin yang digunakan pada saat
produksi tetes mata menggunakan uap murni suhu 121 derajat celcius yang dihasilkan dari
pure steam generator. Air yang digunakan untuk pembuatan produk steril adalah water for
injection (WFI) yang merupakan hasil destilasi air murni. Aliran proses produksi dapat dilihat
pada Gambar 3.44. dibawah ini :
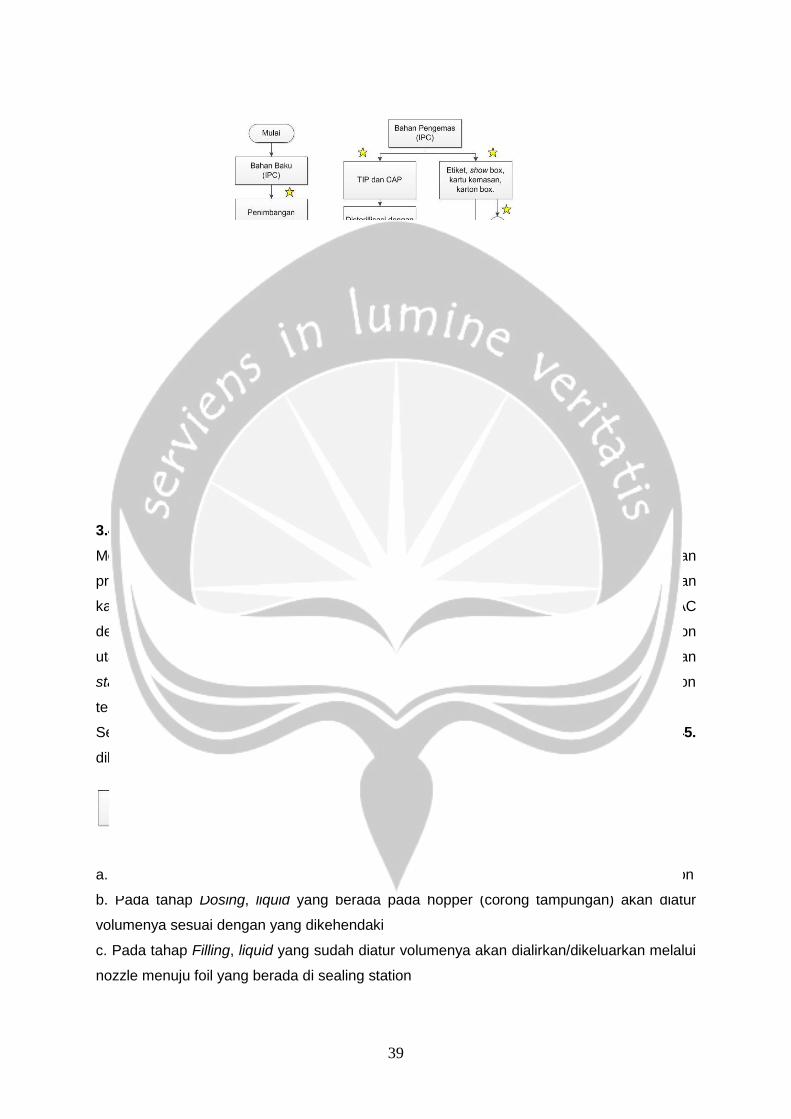
39
Gambar 3.44. Proses Produksi Tetes Mata Steril
3.4 Proses Operasi
Mesin klockner adalah mesin sacheting yang berfungsi sebagai mesin kemas primer dengan
produk berbentuk liquid dan kemasannya menggunakan bahan aluminium foil (dengan
kandungan bahan plastik di dalamnya). Mesin ini menggunakan listrik 3 phase 380 VAC
dengan tekanan compressed air sebesar 5 bar. Pada mesin klockner terdapat 5 station
utama yang terdiri dari station foil draw, station dosing pump, station sealing, perforating dan
stasion cutting. Setiap station saling berkaitan sehingga jika terjadi gangguan pada stasion
tertentu maka membuat mesin menjadi berhenti (breakdown).
Secara garis besar, urutan proses pada mesin klockner dapat dilihat pada Gambar 3.45.
dibawah ini:
Gambar 3.45. Urutan Proses Operasi mesin Klockner
a. Pada tahap foil draw, foil yang berbentuk roll/gulungan akan ditarik menuju sealing station
b. Pada tahap Dosing, liquid yang berada pada hopper (corong tampungan) akan diatur
volumenya sesuai dengan yang dikehendaki
c. Pada tahap Filling, liquid yang sudah diatur volumenya akan dialirkan/dikeluarkan melalui
nozzle menuju foil yang berada di sealing station
40
d. Pada tahap sealing, foil yang telah terisi produk akan disealing 4 sisi (vertikal-horisontal)
menggunakan heater dengan temperatur 150 °C
e. Pada tahap perforating, kemas primer hasil dari sealing dilubangi bagian tepi atas
menggunakan pisau perforating
f. Pada tahap cutting, kemas primer akan dipotong secara vertikal dan horizontal sehingga
menghasilkan 1 cycle menjadi 6 kemasan yang keluar dari mesin klockner
3.5 Fasilitas Produksi
Fasilitas produksi yang terdapat dalam bagian teknik farmasi perusahaan yaitu
a. Rak
Rak digunakan sebagai tempai menyimpan dokumen atau inventaris buku-buku maupun
laporan-laporan.
b. Komputer
Komputer digunakan sebagai alat administrasi untuk setiap divisi. Komputer diperlukan
karena perusahaan sudah menerapkan sistem ERP sehingga data dalam membuat surat
service harus segera dimasukkan ke dalam program ERP yang ada.
c. Seragam
Seragam digunakan oleh bagian service mesin pada setiap hari kerja. Seragam juga untuk
kesetaraan seluruh karyawan bagian service mesin.
d. Locker
Locker ini digunakan sebagai tempat menyimpan semua barang-barang pribadi operator,
serta karyawan service mesin. Locker juga sebagai tempat ganti baju sebelum masuk ke
dalam ruangan mesin, menggunakan baju yang telah disediakan dari perusahaan agar lebih
steril ketika masuk ke tempat proses produksi.
e. Masker
Masker digunakan sebagai pelindung dari bau yang ditimbulkan dari bahan. Masker
digunakan pada santai berada ditempat lantai produksi.
f. Pelindung Rambut
Pelindung rambut merupakan salah satu standar yang digunakan ketika operator maupun
teknisi mesin ketika memasuki area lantai produksi. Pelindung rambut ini akan diberikan
bersamaan dengan masker dan baju ketika memasuki area produksi.
g. Alat pemadam kebakaran
Alat pemadam kebakaran salah satu standar perusahaan dalam keamaan. Alat pemadam
kebakaran yang tersedia ada yang besar maupun kecil ukurannya. Setiap pekerja sudah
dilatih untuk menggunakan alat pemadam kebakaran sebagai bagian dari standar
keamanan.
h. Alarm Kebakaran

41
Alarm kebakaran juga salah satu usaha perusahaan untuk menerapkan sistem K3
(Keselamatan dan Kesehatan Kerja). Alarm ini dilengkapi dengan sensor pendeteksi asap,
sehingga, bila ada kebakaran, alarm tersebut akan memberi peringatan kepada para
karyawan. Alarm ini diletakkan di atas pintu keluar, sehingga memudahkan para karyawan
untuk mencari pintu keluar.
42
BAB 4
TINJAUAN PEKERJAAN MAHASISWA
Pada bab ini akan dijelaskan mengenai lingkup pekerjaan, tanggung jawab dan wewenang
penulis, metodologi pelaksanaan pekerjaan oleh penulis, dan hasil pekerjaan penulis.
4.1. Lingkup Pekerjaan
Dalam pelaksanaan kerja praktek di PT.Konimex Pharmaceutical Laboratories penulis
ditempatkan pada departemen teknik farmasi bagian Farmasi II dibawah pengawasan plant
manager Pak Suharyono, dan manager Pak Edo. Penulis dibimbing oleh karyawan bagian
teknik farmasi selama kerja praktek yaitu Pak M.Ali Fathoni. Pada departemen Teknik
Farmasi penulis mendapatkan tugas sebagai berikut :
a. Mempelajari teori yang berkaitan dengan Studi Gerak Waktu Dan Analisis Beban Kerja.
b. Melakukan pengambilan data dengan mengamati waktu teknisi melakukan kegiatan
dalam service mesin
c. Menganalisis standar waktu yang dilakukan teknisi tiap elemen pekerjaan. Dengan
mencari kecukupan data, rata-rata,banyaknya data, batas atas dan batas bawah, dan waktu
baku
d. Menganalisis dan mengevaluasi beban kerja pada bagian teknisi.
e. Melakukan observasi dan interview pada bagian teknisi service guna mendapatkan
informasi mengenai faktor internal
f. Melakukan Pengamatan dari segi faktor eksternalnya yaitu suhu, pencahayaan,
kelembapan dan kebisingan.
g. Melakukan perbaikan prosedure atau standar yang dapat memberdayakan sumber daya
manusia khususnya bagian teknisi.
Dalam pelaksanaan kerja praktek ini, penulis dibantu oleh beberapa pihak yang terkait yaitu
:
a. Pak Suharyono, selaku Plant Manager pembimbing kerja praktek dalam menantau kinerja
hasil penelitian.
b. Pak M.Ali Fathoni selaku pembimbing lapangan kerja praktek yang memberikan arahan
dan masukan selama penelitian..
c. Pak widodo, Pak Agus , Pak Damay, dan Pak Sukadi selaku teknisi service pada bagian
mesin produksi farmasi 2 yang memberikan hasil interview dan observasi dalam
pengambilan data mengenai berapa lama kegiatan service dapat diselesaikan serta
kegiatan yang tidak termasuk dalam SOP.
43
4.2. Tanggung Jawab dan Wewenang dalam Pekerjaan
Selama pelaksanaan kerja mahasiswa lebih banyak berada dibagian teknik farmasi dalam
melakukan pengamatan terhadap teknisi, penulis diberikan tanggung jawab oleh Plant
Manager dalam mengamati standar waktu tiap elemen kerja berdasarkan kategori mesin
dan analisis beban kerja terhadap teknisi service. Dalam proses pengerjaan tugas diberikan
selama kerja praktek, penulis diberikan wewenang yang dapat dilakukan sebagai berikut :
a. Penulis mendapatkan ijin untuk melihat laporan-laporan yang ada diperusahaan pada
bagian perpustakaan.
b. Dapat melakukan tanya jawab dengan pembimbing jika ada hal yang tidak mengerti.
c. Penulis dapat melakukan pengamatan dan interview dengan bagian teknisi service guna
mendapatkan data mengenai penelitian.
d. Menerima telepon jika dalam ruangan yang bekerja sedang tidak berada ditempat.
e. Meminta data yang dibutuhkan sebagai data pelengkap pembuatan laporan kerja praktek
sesuai dengan ijin pembimbing lapangan maupun dengan ibu Rini selaku manager HRD.
g. Membuat laporan akhir dari pelaksanaan kerja praktek
4.3. Metodologi Pelaksanaan Pekerjaan
Dalam pelaksanaan kerja praktek, penulis melakukan beberapa tahapan dalam pengerjaan
tugas yang diberikan Plant Manager pada departemen teknik farmasi. Berikut langkah-
langkah yang dilakukan dalam pelaksanaan kerja praktek penulis :
a. Mendapatkan tugas penelitian
Tahap awal yang didapatkan penulis yaitu mendapatkan tugas penelitian dari Plant Manager
PT.Konimex. Tugas yang diberikan kepada penulis yakni menganalisis beban kerja dan
standar gerak waktu terhadap teknisi service apakah teknisi service efektif dan efisien dalam
melakukan service mesin diproduksi farmasi 2.
b. Meminta penjelasan kepada pembimbing.
Setelah mendapatkan tugas dari Plant Manager, penulis diberikan pembimbing lapangan
dalam membantu penelitian yang diberikan. Penulis diberikan penjelasan mengenai
kegiatan SOP dalam service mesin dan kategori mesin. Pembimbing lapangan akan
memberikan data pada penulis sesuai dengan kebutuhan yang diminta oleh penulis serta
penulis memperdalam teori yang berkaitan dalam menganalisis sistem perawatan pada
mesin.
c. Merumuskan masalah dan tujuan penelitian
Langkah selanjutnya melakukan rumusan masalah dan tujuan penelitian. Rumusan masalah
dari penelitian ini adalah menganalisis beban kerja dan melihat waktu standar terhadap
teknisi service,karena merasa setiap kali kekurangan orang dibagian teknisi sehingga jika
ada mesin rusak, waktu yang dibutuhkan akan lama dalam menanganinya. Dan tujuan dari
44
penelitian ini adalah menentukan waktu standar tiap elemen pekerjaan teknisi, menghitung
waktu standar tiap kategori mesin, menganalisis dan mengevaluasi beban kerja pada teknisi
dan melakukan perbaikan prosedur atau standar yang dapat memberdayakan sumber daya
manusia khususnya bagian teknisi service.
d. Studi Literatur
Setalah mendapatkan penjelasan dari pembimbing lapangan, penulis melakukan studi
literatur dari beberapa jurnal yang berkaitan dengan studi gerak waktu dan analisis beban
kerja serta metode yang akan digunakan dalam menganalisis permasalahan yang ada.
e. Melakukan pengamatan dan pengambilan data
Penulis telah melakukan studi literatur, langkah selanjutnya penulis melakukan pengamatan
terhadap teknisi tiap service mesin. Penulis mendapatkan 63 data service yang berdasarkan
kategori mesinnya yaitu mesin kompleks, mesin sedang dan mesin ringan. Kemudian data
diolah dan dicari standar waktu tiap elemen pekerjaan teknisi, setelah itu mencari standar
waktu dari tiap kategori mesin kompleks ,mesin sedang dan mesin ringan, menganalisis
beban kerja,melihat faktor eksternal dan internal dan memberikan perbaikan pada kegiatan
service.
f. Menganalisis Data
Setelah mendapatkan data sekunder dari hasil wawancara dengan teknisi mesin klockner,
penulis menganalisis dan menghitung nilai standar waktu tiap elemen pekerjaan,
menghitung waktu baku, waktu maksimum, waktu minimum di tiap masing-masing kategori
mesin kompleks, menganalisis beban kerja dari keseluruhan data pengamatan dan
melakukan perbaikan prosedure kegiatan teknisi service serta melihat faktor internal dan
faktor eksternal. Faktor internal yang berada dalam diri teknisi sedangkan faktor eksternal
yang berada diluar lingkup pekerjaan teknisi seperti penerangan,kebisingan, suhu dan
kelembapan.
g. Konsultasi dengan pembimbing lapangan
Setelah itu penulis melakukan bimbingan dengan Pak Ali dari hasil olahan data yang telah
diperoleh. Pembimbing lapangan memberikan arahan dan masukan pada hasil olahan data.
Penulis menerima masukan dan arahan dari Pak Ali untuk memperbaiki hasil olahan data
yang masih kurang benar. Pembimbing lapangan merekomendasikan untuk hasil olahan
data akan dipresentasikan agar manager bagian teknik farmasi mengetahui kinerja hasil dari
penelitian yang telah dilakukan.
h. Presentasi
Langkah selanjutnya, penulis mempresentasikan hasil olahan data yang telah didapatkan.
Presentasi merupakan progress dari hasil rumusan masalah, tujuan penelitian, standar
waktu tiap elemen pekerjaan, stanar waktu tiap kategori mesin, analisis beban kerja dari
keseluruhan data, perbaikan prosedur kegiatan teknisi service.
45
i. Memberikan data analisis kepada pembimbing lapangan dan plant manager.
Setelah selesai penelitian, hasil olahan data tersebut dibuat dalam bentuk laporan
penelitian. Laporan penelitian tersebut akan diberikan pada pembimbing lapangan dan plant
manager dalam bentuk jilidan.
Flowchart dalam penelitian kerja praktek di PT.Konimex dapat dilihat pada Gambar 4.1.
dibawah ini :
Gambar 4.1. Metodologi Penelitian kerja praktek
4.4. Hasil Pekerjaan
Hasil pekerjaan yang telah dilakukan selama melaksanakan kerja praktek pada departemen
teknik farmasi di PT.Konimex adalah melakukan pengamatan terhadap teknisi dengan
mencari waktu baku dari elemen-elemen pekerjan, mengidentifikasi elemen-elemen gerakan
sehingga mampu menganalisis elemen-elemen gerakan yang efektif dan tidak efektif pada
46
suatu pekerjaan, melakukan perbaikan-perbaikan elemen pekerja, dan ada juga tambahan
tugas khusus dari kampus yaitu melihat tingkat produktivitas dari faktor internal dan
eksternal,berikut penjelasan dari hasil pekerjaan.
4.4.1. SOP pada bagiian service mesin
Pada studi gerak waktu terdapat aktivitas teknisi seperti :
Tabel 4.1 SOP Service Mesin
No Aktivitas
1 Cek E-SS
2 Konfirmasi kerusakan dan waktu bisa dikerjakan
3 Persiapan tool untuk servis
4 transport - menuju lokasi servis
5 Maintence
6 Monitoring
7 Pengecekan kerusakan/troubleshoot mesin
8 transport - mengambil alat di ruang teknisi
9 Transport-mengambil tools diruang admnistrasi
10 Mempelajari manual book
11 Melakukan perbaikan mesin
12 Pengecekan perbaikan mesin
13 Membersihkan sisa pengerjaan dan membereskan
tools
14 Perjalanan lokasi service menuju teknisi
15 Perjalanan lokasi teknisi menuju gudang
16 Mencari spare part
17 Melakukan proses administrasi gudang
18 Perjalanan lokasi gudang menuju teknisi
19 Perjalanan lokasi gudang menuju workshop
47
Lanjutan Tabel 4.1 SOP Service Mesin
No Aktivitas
20 Perjalanan lokasi teknisi menuju workshop
21 Perjalanan lokasi workshop menuju lokasi teknisi
22 Terima telepon
23 Mengisi data pengerjaan
Dalam studi gerak waktu, terdapat aktivitas pekerja teknisi yang berulang-ulang seperti
mengechek E-SS , mengkonfirmasi kerusakan mesin, mempersiapkan alat untuk service,
melakukan proses administrasi gudang, membersihkan sisa pengerjaan serta membereskan
tools service, dan mengisi data pengerjaan. Pada aktivitas tersebut maka dilihat waktu baku
tiap elemen pekerjaan seperti :
Tabel 4.2 waktu standar elemen pekerjaan
no LANGKAH
KECUKUPAN DATA KESERAGAMAN
DATA STANDARISASI KERJA
N Jml X Rerata Jml X2
(Jml
X)2
N' SD Rerata
+2SD
Rerata-
2SD
WAKTU
SIKLUS
WAKTU
NORMAL
WAKTU
STANDAR
P=1 1%
1 Cek E-SS 63 103,0
0
1,63 187,00 10609,
00
34,23 0,99 0,49 2,61 0,66 1,63 1,63 1,65
2 Konfirmasi
kerusakan dan
waktu bisa
dikerjakan
63 91,00 1,44 164,00 8281,0
0
45,29 2,23 0,71 2,87 0,02 1,44 1,44 1,46
3 Persiapan tool
untuk servis
62 110,0
0
1,77 1077,0
0
12100,
00
233,82 40,67 3,80 9,37 -5,83 1,77 1,77 1,79
4 membereskan
tools
61 70,00 1,15 95,00 4900,0
0
29,92 1,64 0,48 2,10 0,19 1,15 1,15 1,16
5 Melakukan proses
administrasi
gudang
23 58,00 2,52 182,00 3364,0
0
28,67 2,20 1,27 5,07 -0,03 2,52 2,52 2,55
6 Mengisi data
pengerjaan
43 161,0
0
3,74 1187,0
0
25921,
00
158,49 8,72 3,72 11,18 -3,69 3,74 3,74 3,78
7 transport - menuju lokasi servis
53 96,00 1,81 196,00 9216,00
34,23 1,14 0,59 2,99 0,63 1,81 1,81 1,83
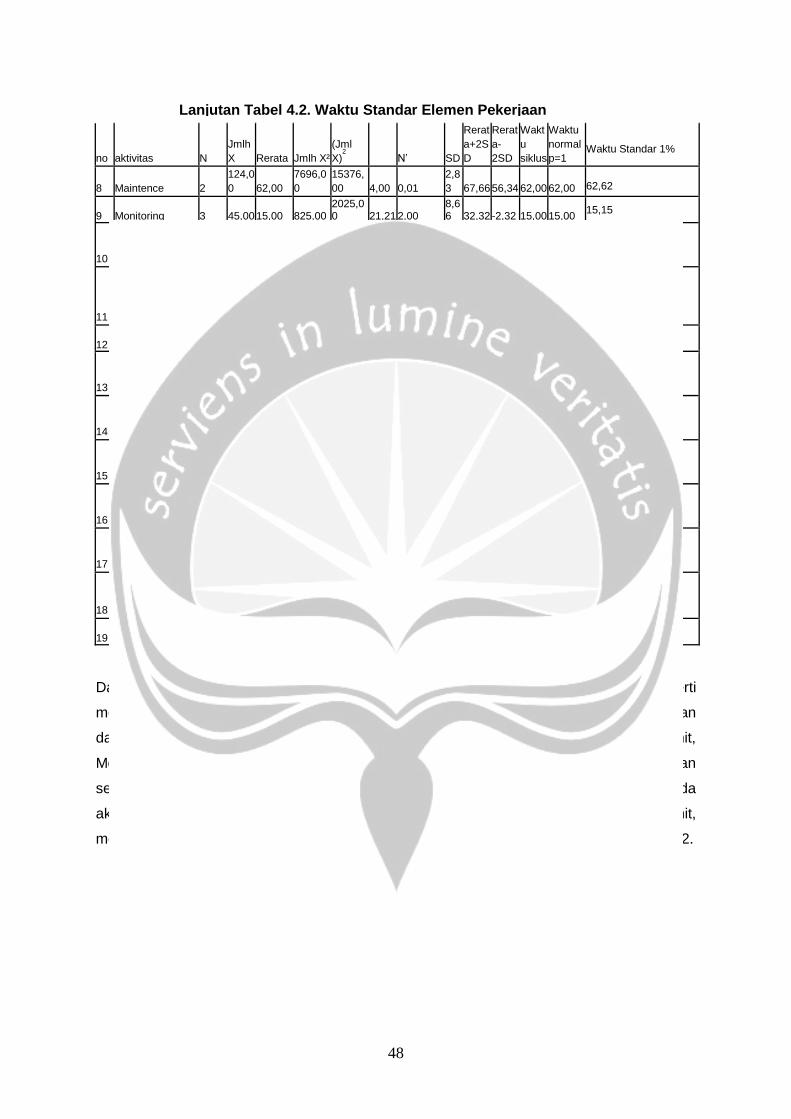
48
no aktivitas N
Jmlh
X Rerata Jmlh X²
(Jml
X)2
N’ SD
Rerat
a+2S
D
Rerat
a-
2SD
Wakt
u
siklus
Waktu
normal
p=1 Waktu Standar 1%
8 Maintence 2
124,0
0 62,00
7696,0
0
15376,
00 4,00 0,01
2,8
3 67,66 56,34 62,00 62,00 62,62
9 Monitoring 3 45,00 15,00 825,00 2025,00 21,21 2,00
8,66 32,32 -2,32 15,00 15,00
15,15
10
transport -
mengambil alat di
ruang teknisi 13 99,00 7,62
1023,0
0
9801,0
0 59,14 3,21
4,7
4 17,09 -1,86 7,62 7,62 7,69
11
Transport-
mengambil tools
diruang
admnistrasi 4 5,00 1,67 9,00 25,00 3,32 3,96
0,5
8 2,82 0,51 1,67 1,67
1,68
12 Mempelajari manual book 2 18,00 9,00 194,00 324,00 8,00 1,78
5,66 20,31 -2,31 9,00 9,00
9,09
13
Perjalanan lokasi
service menuju
teknisi 56
106,0
0 1,89 228,00
11236,
00 39,14 1,23
0,6
5 3,20 0,59 1,89 1,89 1,91
14
Perjalanan lokasi
teknisi menuju
gudang 20 84,00 4,20 360,00
7056,0
0 12,00 0,18
0,6
2 5,43 2,97 4,20 4,20 4,24
15
Perjalanan lokasi
gudang menuju
teknisi 20 80,00 4,00 338,00
6400,0
0 18,97 0,51
0,9
7 5,95 2,05 4,00 4,00 4,04
16
Perjalanan lokasi
gudang menuju
workshop 2 2,00 2,00 4,00 4,00 2,00 9,00
0,0
0 2,00 2,00 2,00 2,00 2,02
17
Perjalanan lokasi
teknisi menuju
workshop 8 29,00 4,83 141,00 841,00 16,94 3,07
0,4
1 5,65 4,02 4,83 4,83 4,88
18
Perjalanan lokasi
workshop menuju
lokasi teknisi 5 22,00 4,40 104,00 484,00 6,00 0,67
1,3
4 7,08 1,72 4,40 4,40 4,44
19 Terima telepon 24 48,00 2,00 116,00 2304,00 21,91 1,88
0,93 3,87 0,13 2,00 2,00
2,02
Dari tabel diatas dapat dilihat bahwa untuk elemen pekerjaan berulang-ulangseperti
mengcheck E-SS mempunyai waktu standar sebesar 1,65 menit, mengkonfirmasi kerusakan
dan waktu bisa dikerjakan sebesar 1,46 menit, Persiapan tool sebesar 1,79 menit,
Membersihkan sisa pengerjaan dan membereskan tools 1,16 menit, mengisi data pngerjaan
sebesar 3,78 menit dan melakukan proses administrasi gudang sebesar 2,55 menit. Pada
aktivitas maintence didapatkan waktu standar 62,62 menit, monitoring sebesar 15,15 menit,
mempelajari manual book dengan waktu standar sebesar 9,09, terima telepon sebesar 2,02.
Lanjutan Tabel 4.2. Waktu Standar Elemen Pekerjaan
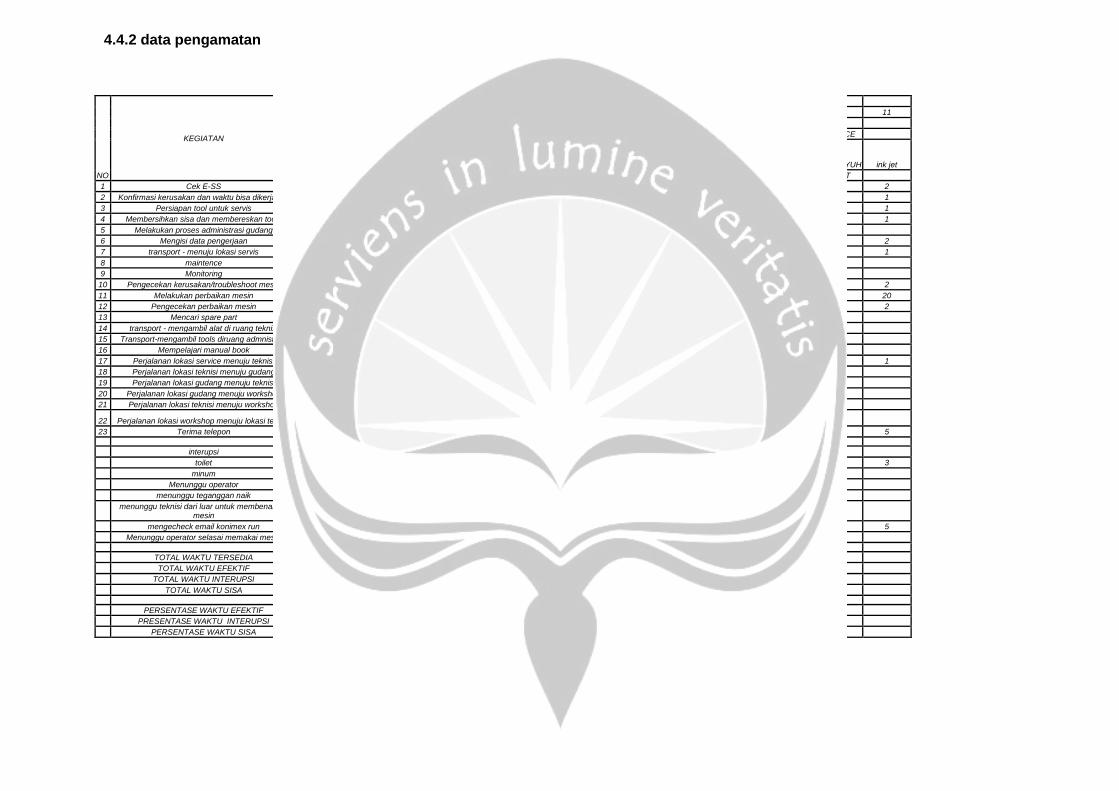
49
NO
KEGIATAN
REKAP ANALISIS DATA juli 1 2 3 4 5 6 7 8 9 10 11
5 6 7
8
11 SERVICE SERVICE SERVICE
SERVICE
SERVICE
MESIN
KARTEKS
FILLING
COMADIS KLOCKNER
IINK JET
PRINTER)
FILLING
KALISH
PRINTER INK JET
(pinjeman)
FILLING
COMADIS
KLOCKNER
(MAINTENCE) KALISH SHANG YUH ink jet
MENIT MENIT MENIT MENIT MENIT MENIT MENIT MENIT MENIT MENIT 1 Cek E-SS 1 1 2 1 1 1 1 2 2 2 2
2 Konfirmasi kerusakan dan waktu bisa dikerjakan 3 2 2 1 4 4 2 1 1 3 1
3 Persiapan tool untuk servis 1 2 1 1 1 1 1 30 2 1 1
4 Membersihkan sisa dan membereskan tools 1 1 1 1 1 1 1 4 1 2 1
5 Melakukan proses administrasi gudang
4
4 4
2 4 2 1 6 Mengisi data pengerjaan 2 2 2
1
15 20 5 5 2
7 transport - menuju lokasi servis 1 2 2 1 1 2 2
2
1
8 maintence
64 9 Monitoring
10 Pengecekan kerusakan/troubleshoot mesin 4 5 5 20 8 10 10 2 2 5 2
11 Melakukan perbaikan mesin 40 90 95 21 101 71 20
60 10 20
12 Pengecekan perbaikan mesin 5 10 5 10 5 21 2
2 5 2
13 Mencari spare part
15
6 16
10 4 3 8 14 transport - mengambil alat di ruang teknisi
4
5
15 Transport-mengambil tools diruang admnistrasi
1 16 Mempelajari manual book
5
17 Perjalanan lokasi service menuju teknisi 1 2 2 2 1 2 2 2
1 1
18 Perjalanan lokasi teknisi menuju gudang
4
4 4
4 4 4 4 19 Perjalanan lokasi gudang menuju teknisi
3
4
2 5 4 4
20 Perjalanan lokasi gudang menuju workshop
2 21 Perjalanan lokasi teknisi menuju workshop
22 Perjalanan lokasi workshop menuju lokasi teknisi
5
2
23 Terima telepon
2
2
2 2 4 2 5
interupsi
toilet 3 3 3
3 3 3 3 3 3 3
minum 4
4
3
4
Menunggu operator
60
menunggu teganggan naik
menunggu teknisi dari luar untuk membenarkan mesin
180
mengecheck email konimex run 10 5
10 5
5 25 5
Menunggu operator selasai memakai mesin
TOTAL WAKTU TERSEDIA 420
420
420
420
420
TOTAL WAKTU EFEKTIF 201
343
189
220
97
TOTAL WAKTU INTERUPSI 25
70
204
11
40
TOTAL WAKTU SISA 194
7
27
189
283
PERSENTASE WAKTU EFEKTIF 48%
82%
45%
52%
23%
PRESENTASE WAKTU INTERUPSI 6%
17%
49%
3%
10%
PERSENTASE WAKTU SISA 46%
2%
6%
45%
67%
Tabel 4.3 data pengamatan
4.4.2 data pengamatan
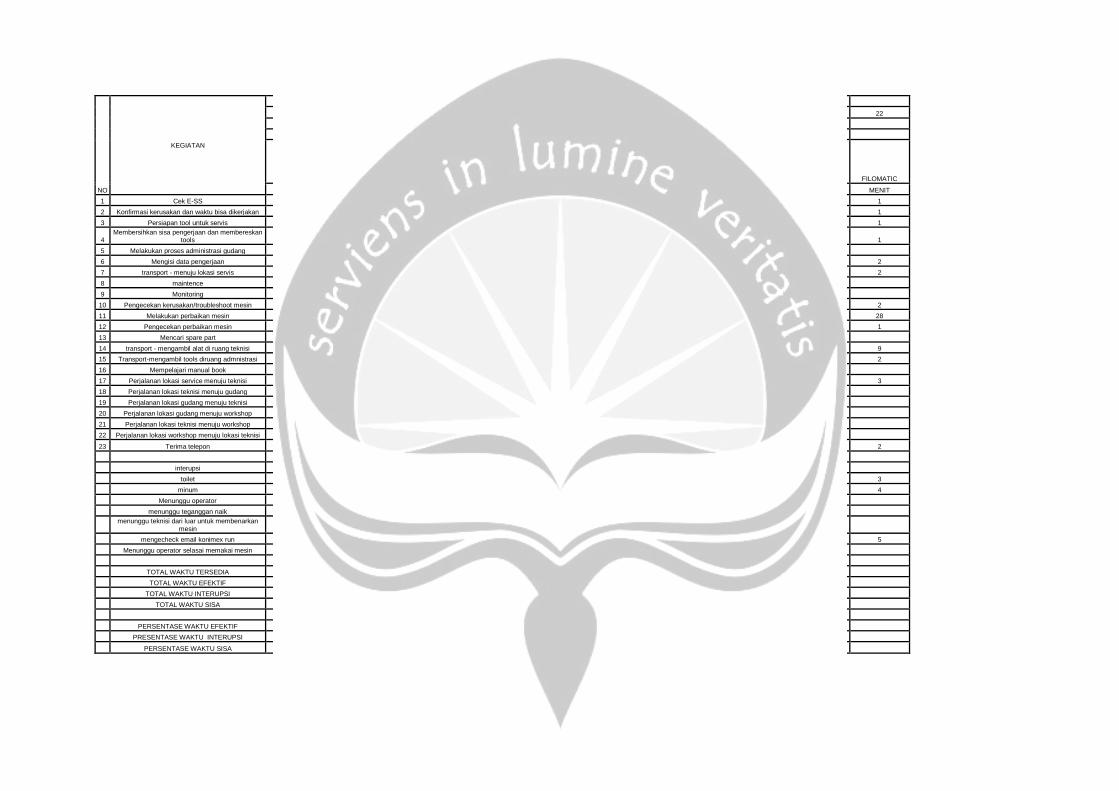
50
NO
KEGIATAN
12 13 14 15 16 17 18 19 20 21 22
12
13 14 SERVICE
SERVICE SERVICE
CORUMA(GANTI
LAMPU)
MESIN
GRINDING LEM TEMBAK KALISH SYRUP
INK JET PRINTER
SALEP FILLING COMADIS
Mesin
Grinding INDOLAVA(LAMP)
FILLING
UNTIPACK
INK JET
PRINTER
SALEP FILOMATIC
MENIT MENIT
MENIT MENIT MENIT Menit MENIT MENIT MENIT MENIT
1 Cek E-SS 2 1 1 2 1 2 2 2 2 1 1
2 Konfirmasi kerusakan dan waktu bisa dikerjakan 2 2 1 2 1 1 1 2 2 1 1
3 Persiapan tool untuk servis 1 1 1 1 1 1 3 1 2 1 1
4 Membersihkan sisa pengerjaan dan membereskan
tools 1 1
1 1 1 1 1 1 1 1
5 Melakukan proses administrasi gudang 2 1 1
2 2 6 Mengisi data pengerjaan 2
2
2
2 3
2
7 transport - menuju lokasi servis 1 3
2 1 1 1 1 2 1 2
8 maintence
9 Monitoring
10 Pengecekan kerusakan/troubleshoot mesin 2 30 2 2 2 5 3 4 2 2 2
11 Melakukan perbaikan mesin 40 220 25 20 18 35 10 50 13 18 28
12 Pengecekan perbaikan mesin 5 2 2 2 15 5 3 20 3 15 1
13 Mencari spare part 3 5 2
3 1
14 transport - mengambil alat di ruang teknisi 20 4
4
9
15 Transport-mengambil tools diruang admnistrasi
2
16 Mempelajari manual book 17 Perjalanan lokasi service menuju teknisi
2
1 2 2 2 1 2 2 3
18 Perjalanan lokasi teknisi menuju gudang 3 5 3
4 4 19 Perjalanan lokasi gudang menuju teknisi 3 4 3
4 2
20 Perjalanan lokasi gudang menuju workshop
21 Perjalanan lokasi teknisi menuju workshop
22 Perjalanan lokasi workshop menuju lokasi teknisi
23 Terima telepon 2 2 2
2
1 2 2 2
interupsi
toilet 3 3 3 3
3
4
4 3
minum
3
4
3
4
3 4
Menunggu operator
menunggu teganggan naik
menunggu teknisi dari luar untuk membenarkan mesin
mengecheck email konimex run
5 10 5
5
Menunggu operator selasai memakai mesin
TOTAL WAKTU TERSEDIA 420
420
420
TOTAL WAKTU EFEKTIF 415
262
142
TOTAL WAKTU INTERUPSI 12
36
24
TOTAL WAKTU SISA -7
122
254
PERSENTASE WAKTU EFEKTIF 99%
62%
34%
PRESENTASE WAKTU INTERUPSI 3%
9%
6%
PERSENTASE WAKTU SISA -2%
29%
60%
Lanjutan Tabel 4.3 data pengamatan
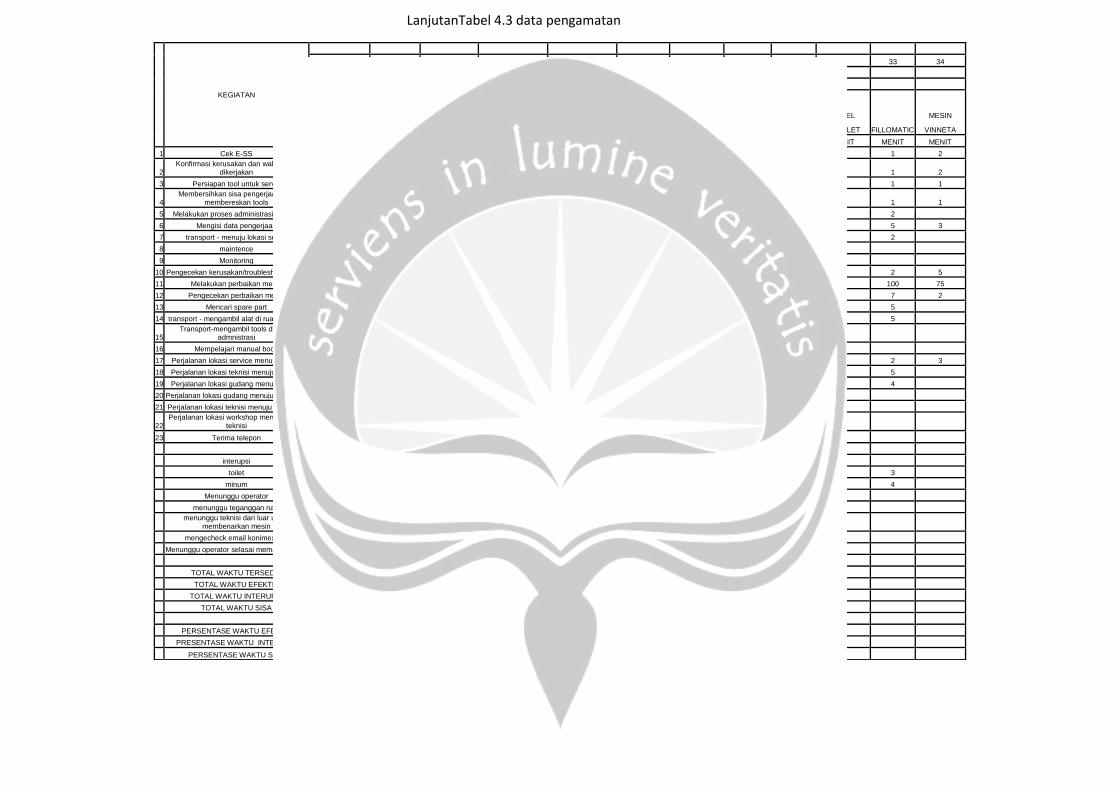
51
KEGIATAN
23 24 25 26 27 28 29 30 31 32 33 34
15 17 18 SERVICE SERVICE SERVICE
YUCAS
FILLING
COMADIS
GRAFIR FILTER
SYRUP
GRAFIR TANDA
PANCI FILLING UNITPACK
MESIN
KLOCNER
MESIN
VERPAK LIPAT
MESIN
BOSCH &
STROBEL
MESIN
VINNETA
KABEL
KORSLET FILLOMATIC
MESIN
VINNETA
MENIT MENIT MENIT MENIT MENIT MENIT MENIT MENIT MENIT MENIT MENIT MENIT
1 Cek E-SS 2 2 1 2 2 2 2 1 1 1 1 2
2 Konfirmasi kerusakan dan waktu bisa
dikerjakan 1 2 1 2 1 1 1 1 2 1 1 2
3 Persiapan tool untuk servis 1 1 1 1 1 1 1 1 1 1 1 1
4 Membersihkan sisa pengerjaan dan
membereskan tools 1 1 2 2 1 1 1 1 1 1 1 1
5 Melakukan proses administrasi gudang
5 2 2
1
2 6 Mengisi data pengerjaan
5 1 1 7 1 2
10
5 3
7 transport - menuju lokasi servis 2 1
2 1 2 2 2
2 8 maintence
9 Monitoring 20 10 Pengecekan kerusakan/troubleshoot mesin 5 1
5 5 2 5 3
2 5
11 Melakukan perbaikan mesin 60 50 10 10 33 85 30 30 37 11 100 75
12 Pengecekan perbaikan mesin 4 5
3 30 2 2 3
7 2
13 Mencari spare part
3 5 2
29
5 14 transport - mengambil alat di ruang teknisi
10
13
5
15 Transport-mengambil tools diruang
admnistrasi 16 Mempelajari manual book 17 Perjalanan lokasi service menuju teknisi 2 2
3 1 1 4 2
2 3
18 Perjalanan lokasi teknisi menuju gudang
4
4
5 19 Perjalanan lokasi gudang menuju teknisi
5
4
20 Perjalanan lokasi gudang menuju workshop 21 Perjalanan lokasi teknisi menuju workshop
4 5 5
5
22 Perjalanan lokasi workshop menuju lokasi
teknisi
5 5 5
23 Terima telepon
2
interupsi toilet 3 4
3
4 3
4 4 3
minum 3 4
4
3
4
4 Menunggu operator
menunggu teganggan naik
30
menunggu teknisi dari luar untuk
membenarkan mesin mengecheck email konimex run 5 10
5
5 5
Menunggu operator selasai memakai mesin
5
TOTAL WAKTU TERSEDIA 420
420
420 TOTAL WAKTU EFEKTIF 264
289
361
TOTAL WAKTU INTERUPSI 37
49
29 TOTAL WAKTU SISA 119
82
30
PERSENTASE WAKTU EFEKTIF 63%
69%
86%
PRESENTASE WAKTU INTERUPSI 9%
12%
7%
PERSENTASE WAKTU SISA 28%
20%
7%
LanjutanTabel 4.3 data pengamatan
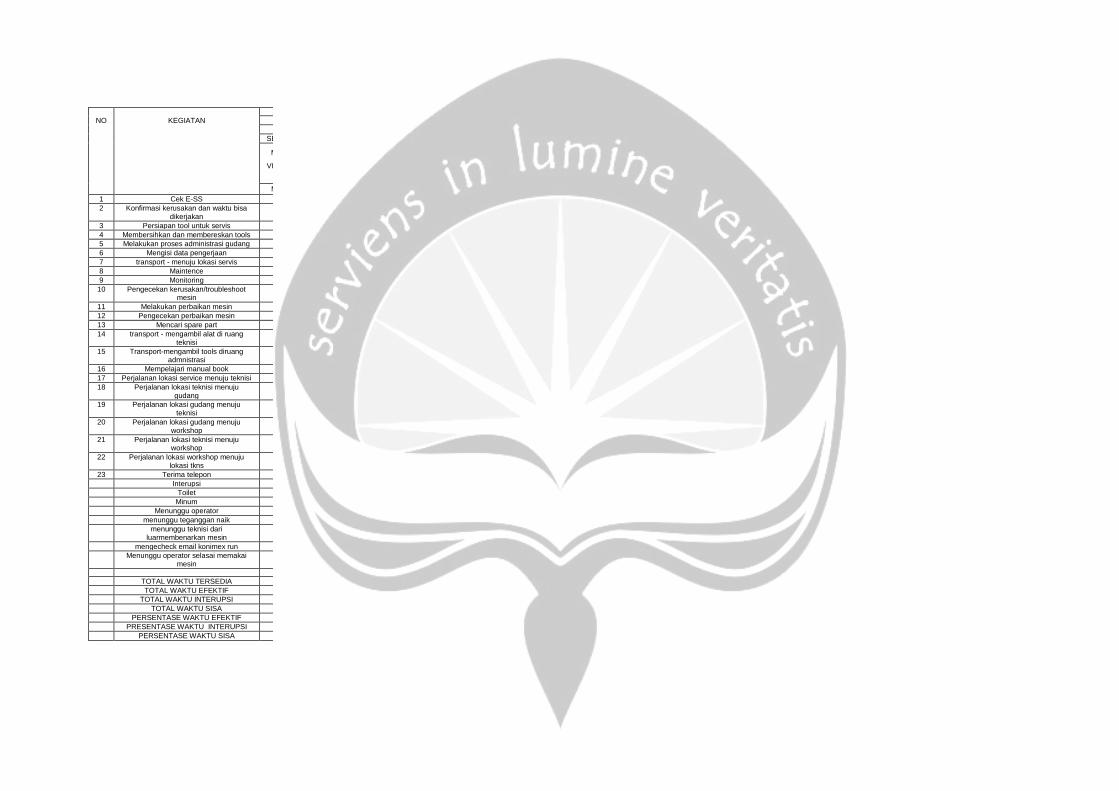
52
NO
KEGIATAN
35 36 37 38 39 40 41 42 43 44 45
19 20 21
SERVICE SERVICE SERVICE
MESIN
VINNETA
FILLOMATIC MESIN
VINETTA
MESIN
YUCAS
MERAPIHKAN
ARCRILIK
6BUAH
GRAFIR
PANCI
TIMBANGAN
SALEP
MESIN
KLOCKNER
VACUM
BLISTER
PACKING
KALISH MESIN
COMADIS
MENIT MENIT MENIT MENIT MENIT MENIT MENIT MENIT MENIT MENIT MENIT
1 Cek E-SS 2 1 2 1 2 1 1 2 2 1 1
2 Konfirmasi kerusakan dan waktu bisa dikerjakan
1 2 1 1 1 1 1 1 1 2 1
3 Persiapan tool untuk servis 1 2 1 1 9 2 1 1 2 2 1
4 Membersihkan dan membereskan tools 1 1 1 1 2 1 1 1 1 1 1
5 Melakukan proses administrasi gudang 2 4 2
6 Mengisi data pengerjaan 5 2 5 2 2 2 5 2 2
7 transport - menuju lokasi servis 2 3 2 2 1 2 2 3 2
8 Maintence
9 Monitoring
10 Pengecekan kerusakan/troubleshoot mesin
4 6 5 3 3 3 2 2 4
11 Melakukan perbaikan mesin 22 75 10 45 61 47 10 30 10 10 15
12 Pengecekan perbaikan mesin 3 20 5 2 2 2 1 1 2
13 Mencari spare part 3 2 5
14 transport - mengambil alat di ruang teknisi
15 Transport-mengambil tools diruang admnistrasi
16 Mempelajari manual book
17 Perjalanan lokasi service menuju teknisi 2 4 2 2 2 1 1 2 2 2 1
18 Perjalanan lokasi teknisi menuju gudang
5 5
19 Perjalanan lokasi gudang menuju teknisi
4 4 5
20 Perjalanan lokasi gudang menuju workshop
21 Perjalanan lokasi teknisi menuju workshop
5 5
22 Perjalanan lokasi workshop menuju lokasi tkns
23 Terima telepon 2 1 1
Interupsi
Toilet 3 4 3 5 3 4 3 3
Minum 3 4 3 4 4
Menunggu operator
menunggu teganggan naik
menunggu teknisi dari luarmembenarkan mesin
mengecheck email konimex run 5 5 5 5
Menunggu operator selasai memakai mesin
TOTAL WAKTU TERSEDIA 420 420 420
TOTAL WAKTU EFEKTIF 159 302 130
TOTAL WAKTU INTERUPSI 15 36 15
TOTAL WAKTU SISA 246 82 275
PERSENTASE WAKTU EFEKTIF 38% 72% 31%
PRESENTASE WAKTU INTERUPSI 4% 9% 4%
PERSENTASE WAKTU SISA 59% 20% 65%
Lanjutan Tabel 4.3 data pengamatan
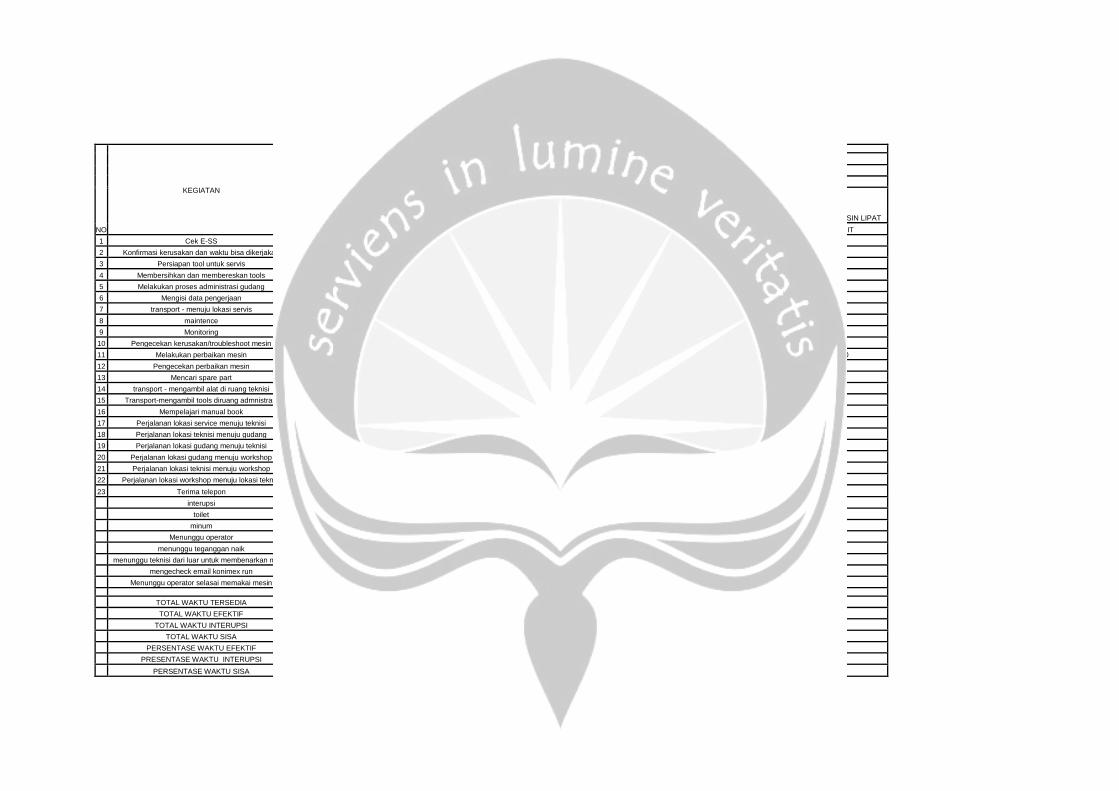
53
NO
KEGIATAN
49 50 51 52 53 54 55 56 57 58 59 60 61 62 63
24
25
26 27
28
1
SERVICE
SERVICE
SERVICE SERVICE
SERVICE
SERVICE
FILLOMATIC
VIENETTA YUCAS
INK JET
UNITPACK
VACUM BLISTER PACKING
FILLOMATIC
SHRINK LINE 3
YUCAS(MAINTENCE)
KALISH(NGAMBIL SPARE PART)
UNITPACK
COMADIS
FILLOMATIC
INK JET KALISH VERPAK MESIN LIPAT
MENIT MENIT MENIT MENIT MENIT MENIT MENIT MENIT MENIT MENIT MENIT MENIT MENIT MENIT MENIT
1 Cek E-SS 1 2 2 2 2 2 2 2 2 2 2 2 2 2 2
2 Konfirmasi kerusakan dan waktu bisa dikerjakan 1 1 1 1 1 2 2 1 2 1 1 1 1 1 1
3 Persiapan tool untuk servis 2 1 1 1 1 1 1 2
1 1 1 1 1 1
4 Membersihkan dan membereskan tools 2 1 1 2 1 1 1 1
1 1 1 1 1 1
5 Melakukan proses administrasi gudang 2
2
5
6 Mengisi data pengerjaan 2
7
2 7 2
2 2
2 7 transport - menuju lokasi servis 2 3 2 1 2 3 2 2
2 2 2 2 2 2
8 maintence
60
9 Monitoring 20 5 10 Pengecekan kerusakan/troubleshoot mesin 2 5 2 13 3 4 1
3 2 2 2 2 2
11 Melakukan perbaikan mesin 28 5 20 30 20 21 32
70 60 80 30 60 120
12 Pengecekan perbaikan mesin 2 3 5 10 5 2 5
5 4 3 2 2 2
13 Mencari spare part 10
11 15 11
5
5 10
14 transport - mengambil alat di ruang teknisi
5 15 Transport-mengambil tools diruang admnistrasi
16 Mempelajari manual book
13
2 2 2 2 2
17 Perjalanan lokasi service menuju teknisi 2 1 2 1 2 2 2 2
2
18 Perjalanan lokasi teknisi menuju gudang 4
5
5
19 Perjalanan lokasi gudang menuju teknisi 5
5 5 5
20 Perjalanan lokasi gudang menuju workshop
21 Perjalanan lokasi teknisi menuju workshop
22 Perjalanan lokasi workshop menuju lokasi teknisi
1
1 23 Terima telepon
2 3
1
interupsi
toilet 5 5
4
3 5 3 3
4 3 3
minum
3
4
3
3
4
4 4
Menunggu operator
4
40
menunggu teganggan naik
menunggu teknisi dari luar untuk membenarkan mesin
mengecheck email konimex run 5
5
5
3 3
3
Menunggu operator selasai memakai mesin
TOTAL WAKTU TERSEDIA 420
420
420 420
420
420
TOTAL WAKTU EFEKTIF 229
162
95 120
220
224
TOTAL WAKTU INTERUPSI 22
19
53 13
14
10
TOTAL WAKTU SISA 169
239
272 287
186
186
PERSENTASE WAKTU EFEKTIF 55%
39%
23% 29%
52%
53%
PRESENTASE WAKTU INTERUPSI 5%
5%
13% 3%
3%
2%
PERSENTASE WAKTU SISA 40%
57%
65% 68%
44%
44%
Tabel 4.17 data pengamatan
LanjutanTabel 4.3 data pengamatan
54
4.4.3 Studi Gerak Waktu berdasarkan Mesin
Pada studi gerak waktu berdasarkan mesin, dapat dikategorikan beberapa mesin
yaitu mesin kompleks, mesin sedang dan mesin ringan. Mesin kompleks dimana
mesin yang bagian-bagian dalam mesin yang sangat komplek, seperti mesin
yucas, klockner dan bosch strobel. Mesin sedang dimana bagian mesin yang
bagian-bagian dalam mesin dapat diservice dalam tingkatan sedang,seperti
mesin shangyuh, indolava, unitpack, comadis, kalish,vinetta dan filomatic. Mesin
ringan dimana bagian dalam mesin ringan dan dapat mudah dikerjakan seperti
mesin ink jet printer, mesin lipat, dan vacum blister packing. Berikut data waktu
baku untuk menyelesaikan mesin kompleks, mesin sedang dan mesin ringan:
4.4.3.1 Mesin Kompleks
Tabel.4.4. data mesin yucas
Aktivitas
Service Range Total
Yucas
rata-
rata SD MIN MAX
WAKTU
BAKU MIN MAX
pengecekan
kerusakan 5 3 2 3,33 1,53 2,43 4,23
87,15 44,81 101,99 perbaikan
mesin 60 45 20 41,67 20,21 29,78 53,55
pengecekan
perbaikan 5 2 5 4,00 1,73 2,98 5,02
Pada mesin yucas dapat dilihat untuk menentukan waktu baku tiap aktivitas
pekerjaan dilakukan dengan cara mencari range dari kumpulan data. Pada
aktivitas pengecekan kerusakan didapatkan waktu minimal 2,43 menit dan waktu
maksimal 4,23 menit. Pada aktivitas perbaikan mesin didapatkan waktu minimal
29,78 menit dan maksimal 53,55 menit. Pada aktivitas pengecekan didapatkan
waktu minimal 2,98 menit dan waktu maksimal 5,02 menit. Dari cara range ini,
untuk membuktikan apakah cara range memenuhi syarat atau tidaknya maka
dilihat dari total waktu baku dari data kerusakan mesin yucas dan memasukan
nilai minimal dan maksimal pada data kerusakan. Dapat dilihat bahwa total waktu
55
baku sebesar 87,15 yang masih berada di total minimal dan maksimal sehingga
cara range dapat digunakan untuk melihat standar waktu elemen pekerjaan.
Tabel.4.5. data mesin klockner
Aktivitas
Service Total
Klockner RATA SD MIN MAX WAKTU
BAKU MIN MAX
pengecekan
kerusakan 5 5 3 4,33333 1,15 3,654 5
135,97 44,01 180,95
mencari spare
part 4 29
16,5 17,7 3,873 29
perbaikan
mesin 95 85 30 70 35 49,41 91
pengecekan
perbaikan 5 30 2 12,3333 15,4 3,29 21
Pada mesin klockner dapat dilihat untuk menentukan waktu baku tiap aktivitas
pekerjaan dilakukan dengan cara mencari range dari kumpulan data. Pada
aktivitas pengecekan kerusakan didapatkan waktu minimal 3,6 menit dan waktu
maksimal 5 menit. Pada aktivitas perbaikan mesin didapatkan waktu minimal
49,41 menit dan maksimal 91 menit. Pada aktivitas mencari spare part minimal
3,87 menit dan waktu maksimal 29 menit. Pada aktivitas pengecekan didapatkan
waktu minimal 3,29 menit dan waktu maksimal 21 menit. Dapat dilihat bahwa
total waktu baku sebesar 135,97menit, total minimal sebesar 44,01 menit dan
total maksimal sebesar 180,95 sehingga waktu baku masih berada di total
minimal dan maksimal sehingga cara range dapat digunakan untuk melihat
standar waktu elemen pekerjaan.
56
Tabel.4.6. data mesin bausch strobel
Aktivitas
Service TOTAL
BAUSCH
STROBEL
WAKTU
BAKU
pengecekan
kerusakan 5
perbaikan mesin 30 51,45
pengecekan
perbaikan 2
Dari data mesin bausch strobel dapat dilihat bahwa total waktu baku dari
pengamatan mesin bausch strobel adalah 51,45. Sedangkan untuk pengecekan
waktu kerusakan mesin 5 menit, perbaikan mesin sebesar 30 menit sedangkan
pengecekan perbaikan sebesar 2 menit.
4.4.3.2 Mesin Sedang
Tabel.4.7. data mesin indolava
Aktivitas mesin indo lava waktu baku
Pengecekan kerusakan 4
Melakukan perbaikan mesin 50 107,1
Pengecekan perbaikan
mesin 20
Mencari spare part 3
Dari data mesin indolava dapat dilihat bahwa total waktu baku dari pengamatan
mesin indolava adalah 107,1 menit. Sedangkan untuk pengecekan waktu
kerusakan mesin 4 menit, perbaikan mesin sebesar 50 menit, pengecekan
perbaikan sebesar 20 menit dan mencari spare part digudang sebesar 3 menit
57
Tabel.4.8. data mesin shangyuh
Aktivitas Mesin Waktu BAKU
Shangyuh
pengecekan kerusakan 5 36,7
mencari spare part digudang 8
perbaikan mesin 10
pengecekan perbaikan 5
Dari data mesin shangyuh dapat dilihat bahwa total waktu baku dari pengamatan
mesin shangyuh adalah 36,7 menit. Sedangkan untuk pengecekan waktu
kerusakan mesin 5 menit, perbaikan mesin sebesar 10 menit. pengecekan
perbaikan sebesar 5 menit dan mencari spare part digudang sebesar 8 menit.
Tabel.4.9. data mesin comadis
Aktivitas
Service
RATA-
RATA SD
Range Total
Comadis MIN MAX
waktu
baku min
ma
x
pengecekan
kerusakan 5 5 5 4 2 2 2 3,6 1,5 3,0 4,1
69,5 56 80,
9
mencari spare
part digudang 15 10
12,5 3,5
10,
5 14,5
perbaikan
mesin 20 35 15 60 10
44,4 28,0
20,
2 35,2
pengecekan
perbaikan 5 2 5 2 3 4 4 3,6 1,3 3,1 4,0
Mesin comadis merupakan mesin filling yang memproduksi produk salep. Pada
aktivitas pengecekan kerusakan mesin comadis didapatkan waktu minimal 3
menit dan waktu maksimal 4,1 menit. Pada aktivitas perbaikan mesin didapatkan
waktu minimal 20,2 menit dan maksimal 35,2 menit. Pada aktivitas mencari spare
58
part minimal 10,5 menit dan waktu maksimal 14,5 menit. Pada aktivitas
pengecekan perbaikan mesin didapatkan waktu minimal 3,1 menit dan waktu
maksimal 40 menit. Dapat dilihat bahwa total waktu baku sebesar 69,5 menit,
total minimal sebesar 56 menit dan total maksimal sebesar 80,9 sehingga waktu
baku masih berada di total minimal dan maksimal sehingga cara range dapat
digunakan untuk melihat standar waktu elemen pekerjaan.
Tabel.4.10. data mesin unitpack
aktivitas Service Range Total
Filling salep (unitpack) Rata
-
rata
SD Mi
n
Ma
x
Wakt
u
baku
Min Max
pengecek
an
kerusakan 2 3 5 3,3 1,5 2,4 4,2 2 3
86,9
7
67,2
7
106,4
3
Mencari
spare part 1 1,0 1
perbaikan
mesin
1
3
3
3
23,
0
14,
1
14,
7
31,
3 13 33
pengecek
an
perbaikan 3 5 3 3,7 1,2 3,0 4,3 3 5
Mesin unitpack merupakan mesin filling yang memproduksi produk salep. Pada
aktivitas pengecekan kerusakan mesin comadis didapatkan waktu minimal 2,4
menit dan waktu maksimal 4,2 menit. Pada aktivitas perbaikan mesin didapatkan
waktu minimal 14,7 menit dan maksimal 31,3 menit. Pada aktivitas mencari spare
part dibutuhkan waktu sebesar 1 menit. Pada aktivitas pengecekan perbaikan
mesin didapatkan waktu minimal 3 menit dan waktu maksimal 4,3 menit. Dapat
dilihat bahwa total waktu baku sebesar 86,97 menit, total minimal sebesar 67,27
menit dan total maksimal sebesar 106,43 sehingga waktu baku masih berada di
total minimal dan maksimal sehingga cara range dapat digunakan untuk melihat
standar waktu elemen pekerjaan.
59
Tabel.4.11. data mesin vinetta
Mesin vinetta merupakan mesin labelling yang memproduksi produk botol syrup
termorex.Pada aktivitas pengecekan kerusakan mesin vinetta didapatkan waktu
minimal 4 menit dan waktu maksimal 4,8 menit. Pada aktivitas perbaikan mesin
didapatkan waktu minimal 12 menit dan maksimal 24,9 menit. Pada aktivitas
pengecekan perbaikan mesin didapatkan waktu minimal 2,7 menit dan waktu
maksimal 3,7 menit. Dapat dilihat bahwa total waktu baku sebesar 68,4 menit,
total minimal sebesar 54 menit dan total maksimal sebesar 82,5 menit sehingga
waktu baku masih berada di total minimal dan maksimal sehingga cara range
dapat digunakan untuk melihat standar waktu elemen pekerjaan.
aktivitas Service Range Total
Labeling syrup
(vinetta)
Rata-
rata
SD Min Max Waktu
baku
Min Max
pengecekan
kerusakan 5 5 4 5 3 4,4 0,9 4,0 4,8
68,4 54 82,5 perbaikan
mesin 5 10 22 37 18,5 14,2 12,0 24,9
pengecekan
perbaikan 3 5 3 2 3 3,2 1,1 2,7 3,7
60
Tabel.4.12. data mesin kalish
aktivitas Service Range Total
kalish Rata
-rata
SD Min Ma
x
Wakt
u
baku
Min Max
pengecek
an
kerusakan 2 2 2 8 3,5 3 2,2 4,8 2
80,6
7
58,2
9
86,2
9
Mencari
spare part
1
6 3 9,5 9,2 2,9
16,
1 16
perbaikan
mesin
6
0
6
0
1
0
6
0
47,
5 25
36,
3
58,
7 60
pengecek
an
perbaikan 5 2 2 2
2,7
5 1,5 2,1 3,4 5
Mesin kalish merupakan mesin labelling yang memproduksi produk botol syrup.
Pada aktivitas pengecekan kerusakan mesin kalish didapatkan waktu minimal 2,2
menit dan waktu maksimal 4,8 menit. Pada aktivitas perbaikan mesin didapatkan
waktu minimal 36,3 menit dan maksimal 58,7 menit. Pada aktivitas pengecekan
perbaikan mesin didapatkan waktu minimal 2,1 menit dan waktu maksimal 3,4
menit. Dapat dilihat bahwa total waktu baku sebesar 80,67 menit, total minimal
sebesar 58,2 menit dan total maksimal sebesar 86,2 menit sehingga waktu baku
masih berada di total minimal dan maksimal sehingga cara range dapat
digunakan untuk melihat standar waktu elemen pekerjaan.
61
4.4.3.3 Mesin Ringan
Tabel.4.13. data mesin grinding
Aktivitas
service
RATA
-
RATA
SD
Range Total
Grindin
g MIN MAX
WAKTUBAK
U MIN
MA
X
pengeceka
n
kerusakan 2 3 2,5
0,70710
7
1,99492
4
3,00507
6
175,35 48,9
3 271
mencari
spare part
digudang 5
5
5 5
perbaikan
mesin 220 10 115
148,492
4
8,93398
3 221,066
pengeceka
n perbaikan 2 3 2,5
0,70710
7
1,99492
4
3,00507
6
Mesin grinding merupakan mesin grinding bahan baku yang memproduksi
produk salep. Pada aktivitas pengecekan kerusakan mesin kalish didapatkan
waktu minimal 1,9 menit dan waktu maksimal 3 menit. Pada aktivitas perbaikan
mesin didapatkan waktu minimal 8,9 menit dan maksimal 221 menit. Pada
aktivitas pengecekan perbaikan mesin didapatkan waktu minimal 1,9 menit dan
waktu maksimal 3 menit. Dapat dilihat bahwa total waktu baku sebesar 175,35
menit, total minimal sebesar 48,9 menit dan total maksimal sebesar 271 menit
sehingga waktu baku masih berada di total minimal dan maksimal sehingga cara
range dapat digunakan untuk melihat standar waktu elemen pekerjaan.
62
Tabel.4.14. data mesin ink jet printer
Aktivitas Service RANGE TOTAL
ink jet printer
rata-
rata SD MIN MAX
WAKTU
BAKU MAX MIN
pengecekan
kerusakan 20 10 2 4 2 13 2 7,6 7,0 4,9 10,3
perbaikan
mesin 21
20
18 30 30 23,8 5,8 21,6 26,0 96,5 89,41 140,76
pengecekan
perbaikan 10 21 2 5 15 10 2 9,3 7,0 6,6 12,0
Mesin ink jet printer merupakan mesin printer yang mencetak tanggal pembuatan
kode produk dan expired produk. Pada aktivitas pengecekan kerusakan mesin
kalish didapatkan waktu minimal 4,9 menit dan waktu maksimal 10,3 menit. Pada
aktivitas perbaikan mesin didapatkan waktu minimal 21,6 menit dan maksimal 26
menit. Pada aktivitas pengecekan perbaikan mesin didapatkan waktu minimal 6,6
menit dan waktu maksimal 12 menit. Dapat dilihat bahwa total waktu baku
sebesar 96,5 menit, total minimal sebesar 89,41 menit dan total maksimal
sebesar 140,76 menit sehingga waktu baku masih berada di total minimal dan
maksimal sehingga cara range dapat digunakan untuk melihat standar waktu
elemen pekerjaan.
Tabel.4.15. data mesin vacum blister packing
Aktivitas
Service
RATA-
RATA
SD
RANGE TOTAL
VACUM
BLISTER
PACKING MIN MAX
WAKTU
BAKU MIN MAX
pengecekan
kerusakan 2 3 2,5 0,7 2,0 3,0 36,2 28,14 42
perbaikan 10 20 15 7,1 9,9 20,1
63
mesin
aktvitas
Service
vacum Rata-rata sd Min Max
pengecekan
perbaikan 1 5 3 2,8 1,0 5,0
Mesin vacum blaster packing merupakan mesin labeling pada produk obat
konvermex. Pada aktivitas pengecekan kerusakan mesin kalish didapatkan
waktu minimal 2 menit dan waktu maksimal 3 menit. Pada aktivitas perbaikan
mesin didapatkan waktu minimal 9,9 menit dan maksimal 20,1 menit. Pada
aktivitas pengecekan perbaikan mesin didapatkan waktu minimal 1 menit dan
waktu maksimal 5 menit. Dapat dilihat bahwa total waktu baku sebesar 36,2
menit, total minimal sebesar 28,1 menit dan total maksimal sebesar 42 menit
sehingga waktu baku masih berada di total minimal dan maksimal sehingga cara
range dapat digunakan untuk melihat standar waktu elemen pekerjaan.
4.4.3 Analisis Beban Kerja
Analisa beban kerja atau workload analysis adalah sebuah proses untuk
menghitung jumlah jam yang diperlukan untuk menyelesaikan suatu pekerjaan
dalam waktu tertentu. Metode analisa beban kerja yang akan diberikan
menggunakan pendekatan kua ntitatif dengan teknik penyelidikan waktu (time
study).
Tabel 4.16 Data total waktu keseluruhan
No
KEGIATAN
TOTAL
WAKTU
MENIT KUM %
1 Cek E-SS 103 103 2%
2
Konfirmasi kerusakan dan waktu bisa
dikerjakan 91 194 4%
3 Persiapan tool untuk servis 110 304 7%
4 Melakukan proses administrasi gudang 58 362 8%
Lanjutan Tabel.4.15. data mesin vacum
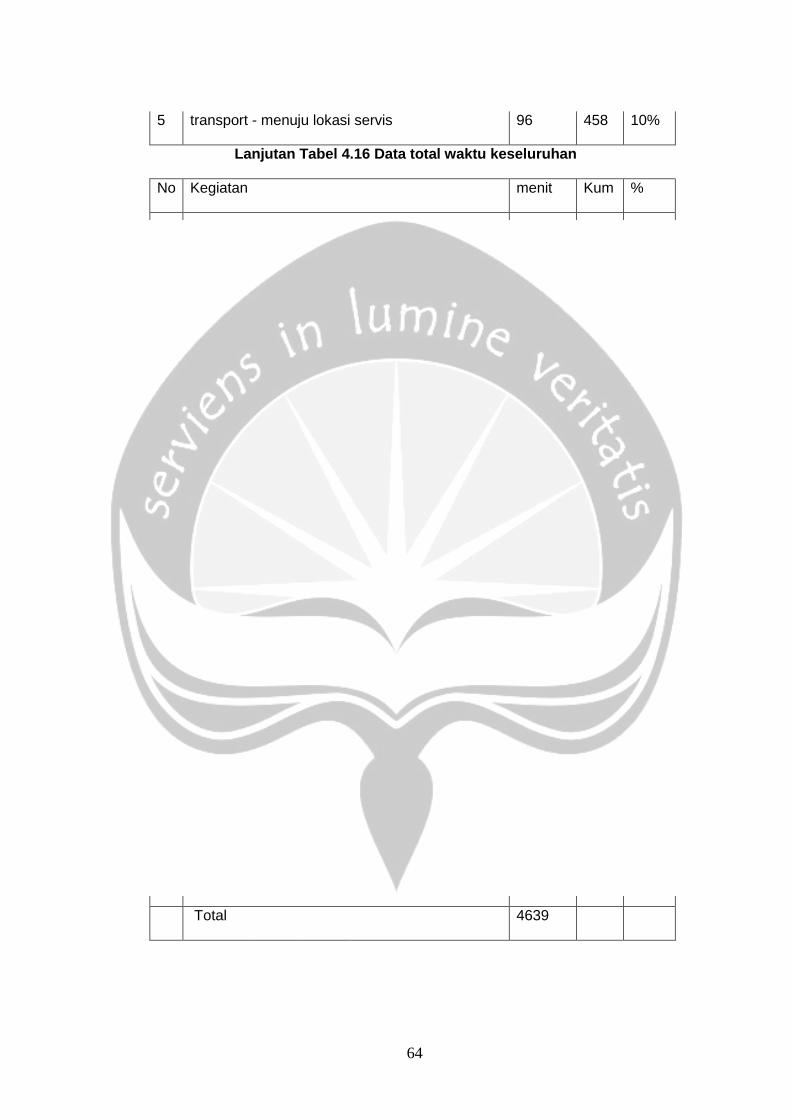
64
5 transport - menuju lokasi servis 96 458 10%
Lanjutan Tabel 4.16 Data total waktu keseluruhan
No Kegiatan menit Kum %
6 Maintence 124 582 13%
7 Monitoring 45 627 14%
8 Pengecekan kerusakan/troubleshoot mesin 248 875 19%
9 transport - mengambil alat di ruang teknisi 79 954 21%
10 Transport-mengambil tools diruang admnistrasi 5 959 21%
11 Mempelajari manual book 18 977 21%
12 Melakukan perbaikan mesin 2568 3545 76%
13 Pengecekan perbaikan mesin 295 3840 83%
14
Membersihkan sisa pengerjaan dan
membereskan tools 70 3910 84%
15 Perjalanan lokasi service menuju teknisi 106 4016 87%
16 Perjalanan lokasi teknisi menuju gudang 84 4100 88%
17 Mencari spare part 197 4297 93%
18 Perjalanan lokasi gudang menuju teknisi 80 4377 94%
19 Perjalanan lokasi gudang menuju workshop 2 4379 94%
20 Perjalanan lokasi teknisi menuju workshop 29 4408 95%
21
Perjalanan lokasi workshop menuju lokasi
teknisi 24 4432 96%
22 Terima telepon 46 4478 97%
23 Mengisi data pengerjaan 161 4639 100%
Total 4639
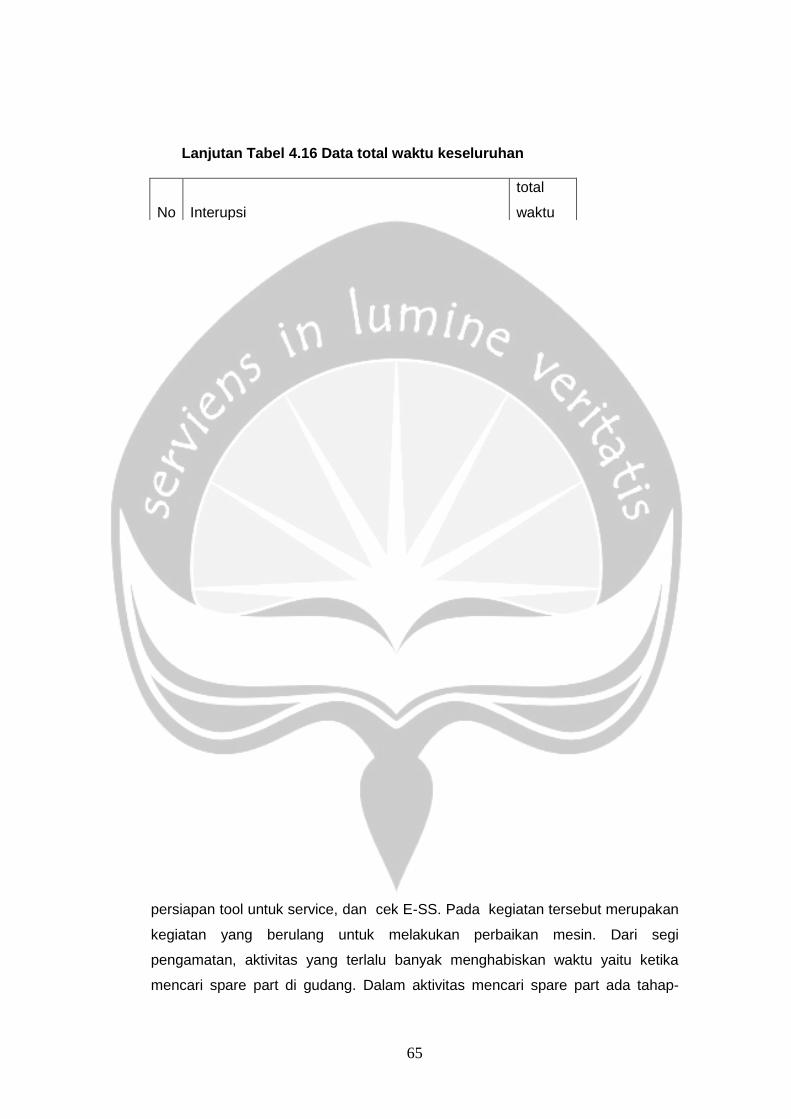
65
Lanjutan Tabel 4.16 Data total waktu keseluruhan
No Interupsi
total
waktu
1 Toilet 158
2 Minum 108
3 Menunggu operator 104
4 menunggu teganggan naik 30
5
menunggu teknisi dari luar untuk membenarkan
mesin 180
6 mengecheck email konimex run 168
7 Menunggu operator selasai memakai mesin 5
Total 753
TOTAL WAKTU TERSEDIA 8820
TOTAL WAKTU EFEKTIF 4639
TOTAL WAKTU INTERUPSI 753
TOTAL WAKTU SISA 3428
PERSENTASE WAKTU EFEKTIF 53%
PRESENTASE WAKTU INTERUPSI 9%
PERSENTASE WAKTU SISA 39%
Dapat dilihat dari tabel 4.16 data total waktu keseluruhan bahwa aktivitas yang
paling tinggi waktunya yaitu melakukan perbaikan pada mesin, pengecekan
perbaikan mesin,pengecekan kerusakan mesin, mencari spare part, maintence,
persiapan tool untuk service, dan cek E-SS. Pada kegiatan tersebut merupakan
kegiatan yang berulang untuk melakukan perbaikan mesin. Dari segi
pengamatan, aktivitas yang terlalu banyak menghabiskan waktu yaitu ketika
mencari spare part di gudang. Dalam aktivitas mencari spare part ada tahap-
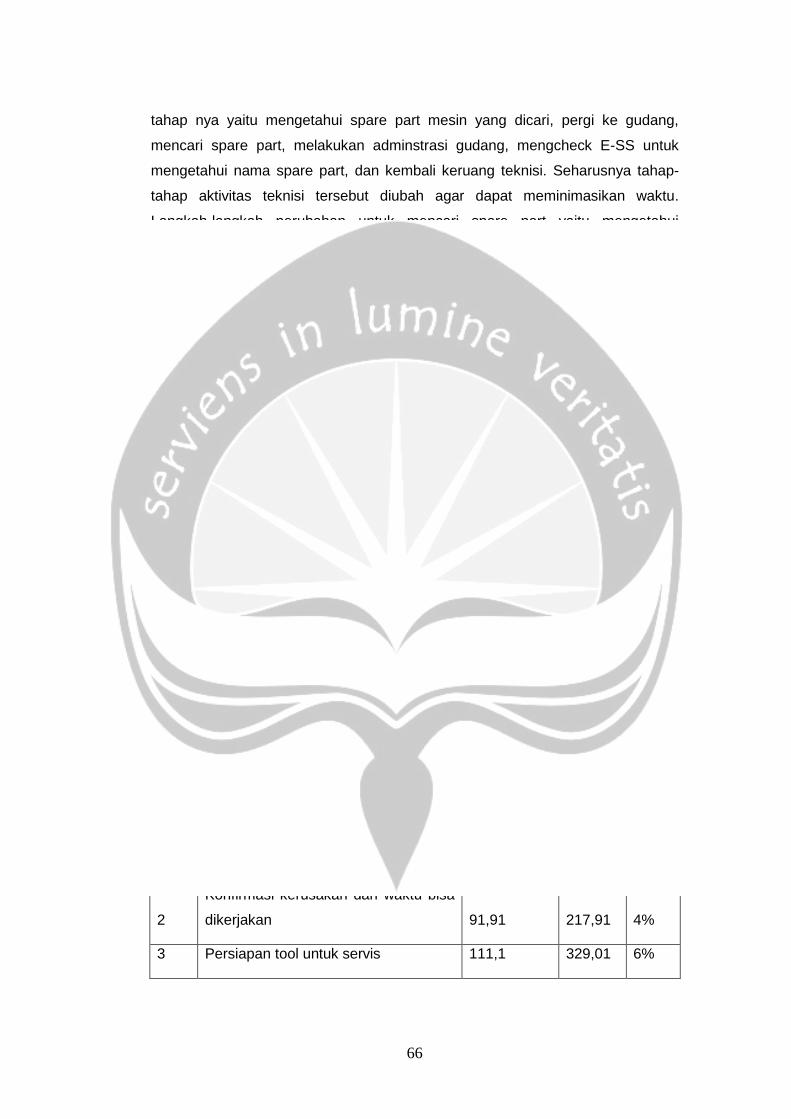
66
tahap nya yaitu mengetahui spare part mesin yang dicari, pergi ke gudang,
mencari spare part, melakukan adminstrasi gudang, mengcheck E-SS untuk
mengetahui nama spare part, dan kembali keruang teknisi. Seharusnya tahap-
tahap aktivitas teknisi tersebut diubah agar dapat meminimasikan waktu.
Langkah-langkah perubahan untuk mencari spare part yaitu mengetahui
sparepart yang dicari, menelpon bagian gudang dengan memastikanspare part
yang dicari ada didalam gudang, menerima jawaban dari gudang, menulis nama
spare part dibon, pergi kegudang, melakukan adminstrasi dan kembali keruang
teknisi. Kemudian aktivitas lainnya yang menghasbiskan waktu banyak yaitu
mengambil alat service diruang teknisi, seharusnya karyawan sudah menyiapkan
lengkap di dalam tas tool service dan ditata rapih agar tidak sulit untuk mencari
bagian tools yang sangat kecil. Kemudian, seharusnya setiap mesin produksi
mempunyai tools lengkap untuk service sehingga ketika teknisi kurang alat, maka
bisa langsung mengambil di ruang produksi tanpa harus balik keruang teknisi.
Interupsi merupakan kegiatan teknisi yang tidak termasuk dalam SOP. Pada
interupsi terdapat kegiatan yaitu pergi ke toilet, minum, menunggu operator,
menunggu tenggangan naik, menunggu teknisi luar untuk membenarkan mesin,
memeriksa email konimex run dan menunggu operator selesai memakai mesin.
Waktu total yang paling banyak dilakukan yaitu menunggu teknisi luar untuk
membenarkan mesin. Seharusnya ketika teknisi luar membenarkan mesin,
teknisi bisa melakukan aktivitas lain selain menunggu yaitu melakukan
monitoring. Dengan adanya kegiatan monitoring, teknisi dapat mengetahui mesin
mana yang berjalan baik, kurang baik dan tidak baik. Dari keseluruhan aktivitas
teknisi maka didapatkan hasil persentase yaitu waktu efektif sebesar 53%, waktu
interupsi sebesar 9% dan waktu sisa sebsar 39%.
Tabel 4.17 Data Perbaikan
No
KEGIATAN PERBAIKAN
WAKTU
KUM
% MENIT
1 Cek E-SS 104,03 126 2%
2
Konfirmasi kerusakan dan waktu bisa
dikerjakan 91,91 217,91 4%
3 Persiapan tool untuk servis 111,1 329,01 6%
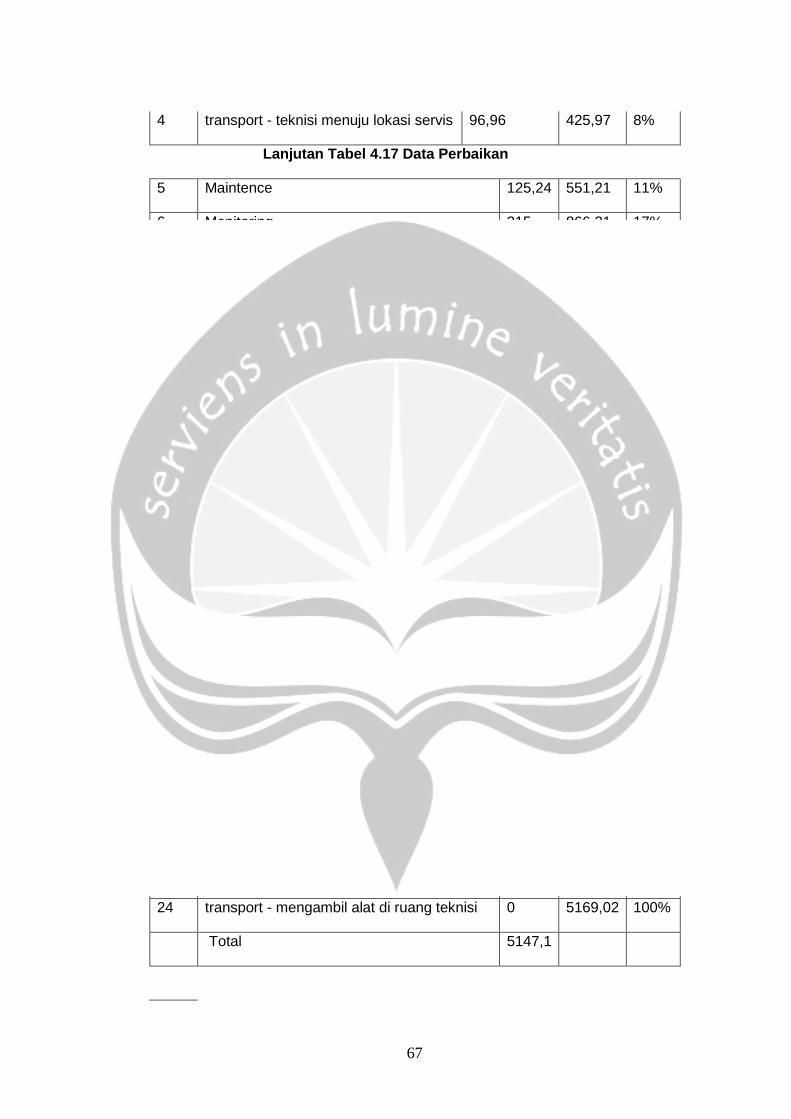
67
4 transport - teknisi menuju lokasi servis 96,96 425,97 8%
Lanjutan Tabel 4.17 Data Perbaikan
5 Maintence 125,24 551,21 11%
6 Monitoring 315 866,21 17%
7 Pengecekan kerusakan/trobleshoot mesin 250,48 1116,69 22%
8
Transport-mengambil tools diruang
admnistrasi 6,73 1123,42 22%
9 Mempelajari manual book 28,28 1151,7 22%
10 Melakukan perbaikan mesin 2593,7 3745,38 73%
11 Pengecekan perbaikan mesin 297,95 4043,33 79%
12
Membersihkan sisa pengerjaan dan
membereskan tools 70,7 4114,03 80%
13 transport- lokasi service menuju teknisi 28,28 4142,31 80%
14 transport- lokasi teknisi menuju gudang 96,96 4239,27 82%
15 Mencari spare part 198,97 4438,24 86%
16 Melakukan proses administrasi gudang 58,58 4496,82 87%
17 transport- lokasi gudang menuju teknisi 80,8 4577,62 89%
18 transport-lokasi gudang menuju workshop 4,04 4581,66 89%
19 transport-lokasi teknisi menuju workshop 39,05 4620,71 90%
20
transport-lokasi workshop menuju lokasi
teknisi 24,24 4644,95 90%
21 Terima telepon 46,46 4691,41 91%
22 Mengisi data pengerjaan 162,61 4854,02 94%
23 Melakukan 5R 315 5169,02 100%
24 transport - mengambil alat di ruang teknisi 0 5169,02 100%
Total 5147,1
68
Lanjutan Tabel 4.17 Data Perbaikan
no INTERUPSI
total
waktu
1 Toilet 138
2 Minum 120
Total 258
TOTAL WAKTU TERSEDIA 8820
TOTAL WAKTU EFEKTIF 5147,1
TOTAL WAKTU INTERUPSI 258
TOTAL WAKTU SISA 3414,9
PERSENTASE WAKTU EFEKTIF 58%
PRESENTASE WAKTU INTERUPSI 3%
PERSENTASE WAKTU SISA 39%
Dari tabel data perbaikan, maka dilakukan perbaikan dari aktivitas teknisi seperti
menghilangkan kegiatan mengambil alat diruang teknisi, menunggu operator,
menunggu teknisi luar membenarkan mesin,mengcheck email konimex run,dan
menunggu tegangan naik. Kemudian aktivitas lainnya diubah dan mengikuti
standar waktu yang ditetapkan pada tabel 4.2 standar waktu tiap elemen
pekerjaan dan dikalikan dengan jmlh tiap elemen pekerjaan. Kemudian dilakukan
juga penambahan aktivitas seperti monitoring dan melakukan 5R. Monitoring
berguna untuk agar teknisi dapat mengetahui mesin mana yang dapat berjalan
baik dan kurang baik sehingga tidak mengalami kerusakan yang besar. Pada
kegiatan monitoring ini dilakukan 5 menit setiap ada service pada area produksi
tersebut. Lalu adanya aktivitas melakukan program 5R , 5R adalah penerapan
program dari ringkas, rapi , resik, rawat dan rajin. Penerapan program 5R ini
dilakukan 5 menit setelah selesai mengerjakan service. Dengan adanya program
penerapan 5R ini maka permasalahan peletakan barang di tempat kerja teknisi
menjadi tertata rapih, bersih, tertib dan aman sehinngga menciptakan

69
kemudahan teknisi dalam bekerja dan tujuan kerja dapat lebih mudah dicapai.
Dari data perbaikan didapatkan persenatase waktu efektif sebesar 58%, ini
berarti adanya peningkatan dari aktivitas sebelumnya yang hanya sebesar 53%
sehingga adanya peningkatan efektifitas pada teknisi. Pada persentase waktu
interupsi juga ada pengurangan yang dari 39 % menjadi 3 % sehingga teknisi
lebih efisien dalam melakukan service. Kemudian pada persentase waktu sisa
terdapat 39 % pada waktu sisa ini masih tetap dikarenakan service merupakan
bagian jasa yang tidak terjadwal sehingga teknisi melakukan service ketika ada
kerusakan mesin oleh karena itu waktuyang sisa ini dilakukan dengan
penambahan kegiatan yaitu memonitoring mesin dan melakukan program 5R.
4.4.4 Tugas Khusus
Pada tugas khusus ini, penulis ditugaskan untuk mengamati pengaruh
lingkungan kerja terhadap kinerja karyawan di departemen maintence. Menurut
Sedarmayati (2001), menyatakan bahwa lingkungan kerja adalah keseluruhan
alat perkakas dan bahan yang dihadapi, lingkungan sekitarnya di mana
seseorang bekerja, metode kerjanya, serta pengaturan kerjanya baik sebagai
perseorangan maupun sebagai kelompok. Lingkungan kerja sangat berpengaruh
terhadap kinerja karyawan. Kinerja karyawan dapat diukur dengan menggunakan
indikator kinerja. Oleh karena itu, diperlukan proses identifikasi indikator kinerja
yang berlaku. Indikator kinerja yang berlaku dibagian maintence adalah
tercapainya waktu penyelesaian, kelengkapan peralatan yang diperlukan, dan
pengukuran kualitas dari hasil perawatan mesin. Kuncoro (2006) menyatakan
bahwa faktor-faktor lingkungan kerja dibedakan menjadi dua yaitu lingkungan
internal dan eksternal. Faktor internal adalah segala jenis aturan aktivitas yang
terdapat dalam diri karyawan seperti pendidikan, motivasi, pengetahuan,
kedisplinan, dan kemampuan. Faktor eksternal adalah kondisi yang terdapat
diluar diri karyawan yang mempengaruhi kinerja karyawaan seperti
pencahayaan, kebisingan, suhu dan kelembapan. Berikut adalah hasil analisis
terkait dengan pengaruh faktor internal dan eksternal dibagian maintence :
4.4.4.1 Faktor Internal
Faktor internal meliputi kondisi pendidikan, motivasi, kedisplinan, kemampuan
dan pengetahuan yang terjadi di departemen maintence, dapat dijelaskan
sebagai berikut :
70
1. Pendidikan
Pendidikan adalah salah satu aspek penting dalam kehidupan manusia, banyak
yang meyakini bahwa dari karir atau kesuksesan seseorang akan ditentukan.
Dalam dunia pekerjaan, tidak dilihat dari teori dan pengetahuan saja melainkan
cara langsung untuk melaksanakan pekerjaan tersebut. Pada bagian
departemen maintence, terdapat 4 karyawan yaitu Bapak Widodo, Bapak Agus,
Bapak Damay, dan Bapak Sukadi. Keempat karyawan berasal dari lulusan
Sekolah Menengah Kejuruan dibagian mesin. Meskipun pendidikan itu sangat
penting, tapi hal pertama yang menjadi pertimbangan perusahaan untuk
menerima karyawan adalah dilihat pengalaman kerjanya. Meskipun hanya
lulusan Sekolah Menengah Kejuruan dibagian mesin tapi jika sudah pengalaman
bekerja bertahun tahun tentu akan menambah kemampuan yang dimiliki oleh
karyawan.
2. Kemampuan (skill)
Gibson (2009) mengatakan bahwa kemampuan adalah sifat yang dibawa
sejak lahir atau dipelajari yang memungkinkan seseorang menyelesaikan
tugasnya. Kemampuan menunjukkan potensi orang untuk melaksanakan
pekerjaan. Kemampuan karyawan dalam melaksanakan tugasnya merupakan
perwujudan dari pengetahuan dan keterampilan yang dimiliki. Menurut Robbins
dan Judge (2008), mengatakan bahwa seluruh kemampuan seorang individu
pada hakekatnya tersusun dari dua perangkat kemampuan yaitu kemampuan
intelektual dan kemampuan fisik. Kemampuan Intelektual adalah kemampuan
karyawan untuk memecahkan masalah. Kemampuan fisik adalah kemampuan
karyawan untuk melakukan tugas yang menuntut ketrampilan, kekuatan dan
kecekatan.
Ketika mesin terjadi kerusakan, karyawan sudah seharusnya memiliki
kemampuan khusus untuk memecahkan masalah dalam memperbaiki mesin.
Biasanya jika karyawan tidak dapat memecahkan masalah dari mesin, maka
karyawan melakukan diskusi terlebih dahulu dengan operator mesin dan
pimpinan teknisi. Manfaat diskusi untuk memecahkan masalah dari mesin rusak
yaitu agar mengurangi kesalahan dalam memperbaiki mesin. Karyawan yang
memiliki kemampuan yang tinggi sangat berpengaruh dalam waktu memperbaiki
mesin.

71
Pada departemen maintence, Bapak M.Ali Fathoni selaku pimpinan dari
teknisi service memiliki program untuk kinerja karyawan. Program kinerja
karyawan dilihat dari tingkatan level. Bapak Damay terdapat dibagian level
pertama. Pada level pertama, kegiatan yang dilakukan Bapak Damay yaitu
memperbaiki mesin yang tingkatannya ringan. Bapak Widodo terdapat pada
bagian level kedua. Pada level kedua, kegiatan yang dilakukan Bapak Widodo
adalah memperbaiki mesin yang tingkatannya sedang. Bapak Agus terdapat
level ketiga, yang dapat memperbaiki mesin yang tingkatannya ringan dan
sedang. Bapak Sukadi terdapat dibagian level keempat. Bapak Sukadi dapat
memperbaiki mesin yang tingkatannya kompleks, sedang dan ringan. Semakin
tinggi level yang dimiliki karyawan maka kemampuan karyawan untuk
memperbaiki mesin semakin kompleks. Semakin tinggi kemampuan yang dimiliki
karyawan maka kemampuan dalam memperbaiki mesin akan cepat. Hal ini bisa
terjadi karena seringnya memperbaiki mesin dan membaca buku tentang mesin-
mesin yang ada dibagian produksi. Sehingga ketika karyawan sudah mencapai
tingkat tertinggi maka manajer akan memberikan reward atau penghargaan.
3. Motivasi
Motivasi adalah dorongan atau keinginan yang timbul dari dalam dan dari luar
diri manusia, yang sangat mempengaruhi manusia untuk mencapai tujuan, baik
tujuan individu maupun tujuan perusahaan. Manajer yang baik tidak hanya
bertugas untuk melaksanakan fungsi-fungsi manajerial saja, tetapi harus
mempunyai kemampuan untuk memotivasi karyawannya. Memotivasi karyawan
sangat penting karena motivasi terkait dengan kinerja karyawan.
Pada bagian departemen maintence, karyawan sudah memiliki motivasi yang
tinggi dalam melakukan tugasnya. Dimana karyawan memiliki sifat tanggung
jawab, mandiri, berpikiran positif, kreatif, dan optimis dalam melakukan
pekerjaan. Ketika karyawan sudah menaiki level yang terdapat pada program
kinerja maka pimpinan akan memberikan reward atau penghargaan.
Penghargaan merupakan salah satu cara yang cukup efisien untuk kembali
meningkat kinerja karyawan. Jika motivasi kerja karyawan tinggi, maka
kinerjanya pun akan semakin baik. Pekerjaan cepat selesai dan dikerjakan
dengan baik sehingga tidak ada lagi perkerjaan yang menumpuk dan karyawan
dapat lebih santai dalam bekerja. Hubungan dengan atasan akan menjadi lebih
baik. Begitu juga hubungan dengan rekan-rekan kerja lainnya karena setelah
72
pekerjaan selesai, karyawan tersebut dapat membantu menyelesaikan pekerjaan
rekan kerjanya.
4. Disiplin
Disiplin merupakan hal pokok yang harus dimiliki setiap karyawan dalam
mengerjakan pekerjaan atau tugasnya. Singodimedjo (2002), mengatakan
bahwa disiplin adalah sikap kesediaan dan kerelaan seseorang untuk mematuhi
dan menaati norma-norma peraturan yang berlaku disekitarnya. Disiplin yang
baik dapat mendorong karyawan untuk lebih dan bersemangat dalam bekerja
yang akhirnya mendukung tercapainya tujuan perusahaan. Karyawan sudah
memiliki rasa kedisiplinan dalam melakukan pekerjaanya. Seperti dalam hal,
karyawan hadir di tempat kerja sebelum waktu mulai bekerja, bekerja sesuai
dengan prosedur, menggunakan jam istirahat tepat waktu dan meninggalkan
tempat setelah lewat jam kerja. Oleh karena itu, jika karyawan memiliki rasa
kedisplinan dalam bekerja maka akan meningkatkan efisiensi semaksimal
mungkin dalam melakukan pekerjaan.
5. Pengetahuan
Pengetahuan mencerminkan kemampuan kognitif seorang karyawan berupa
kemampuan untuk mengenal, memahami, menyadari dan menghayati suatu
pekerjaan. Karena itu, pengetahuan seseorang karyawan dapat dikembangkan
melalui pendidikan, baik formal maupun non formal serta pengalaman.
Pendidikan membekali seseorang dengan dasar-dasar pengetahuan, teori,
logika, pengetahuan umum, kemampuan analisis serta pengembangan watak
dan kepribadian (Robins and Judge, 2009). Pengetahuan karyawan tentang
pekerjaan dapat diukur dengan cara pemahaman tentang memperbaiki mesin.
Karyawan yang terdapat pada bagian departemen maintence, memiliki
pengetahuan atau cara berpikir yang berbeda-beda. Jadi jika karyawan memiliki
pengetahuan banyak tentang mesin produksi maka kinerja dalam memperbaiki
mesin akan cepat. Tapi jika teknisi memiliki kurang pengetahuan tentang mesin
maka kinerja dalam memperbaiki mesin akan lambat. Oleh karena itu,
perusahaan memiliki buku pedoman tentang mesin-mesin produksi sehingga
dapat menambah pengetahuan teknisi dalam memperbaiki mesin.
73
4.4.4.2 Faktor Eksternal
Selanjutnya, kondisi faktor eksternal yang terjadi di departemen maintence dapat
dipaparkan sebagai berikut :
1. Pencahayaan
Pencahayaan didefinisikan sebagai jumlah cahaya yang jatuh pada sebuah
bidang permukaan. Tingkat pencahayaan pada suatu ruangan didefinisikan
sebagai tingkat pencahayaan rata – rata pada bidang kerja, dengan bidang kerja
yang dimaksud adalah sebuah bidang horisontal imajiner yang terletak setinggi
0,75 meter di atas lantai pada seluruh ruangan (SNI Tata Cara Perancangan
Sistem Pencahayaan Buatan pada Bangunan Gedung, 2000). Sumber
pencahayaan dibagi menjadi 2 macam yaitu pencahayaan alami dan
pencahayaan buatan. Pencahayaan alami adalah pencahayaan yang memiliki
sumber cahaya yang berasal dari alam seperti matahari. Pencahayaan buatan
adalah pencahayaan yang berasal dari sumber cahaya yang dibuat oleh manusia
seperti lampu listrik dan lampu minyak tanah.
Dari pengamatan, pada ruang produksi farmasi 2 terdapat pencahayaan alami
dan pencahayaan buatan. Pada area ruang teknisi, produksi dan workshop
dalam intensitas pencahayaan sudah memenuhi standar tetapi pada area
gudang spare part terdapat intensitas cahaya yang kurang. Dikarenakan,
karyawan mencari spare part teralalu lama sehingga diperlukan adanya langkah
perbaikan. Langkah perbaikan yaitu dengan cara menambahkan lampu di
gudang. Dengan adanya penambahan lampu maka karyawan akan bekerja
secara teliti, cepat dan optimal.
2. Kebisingan
Bising merupakan bunyi yang tidak dikehendaki yang berasal dari alam maupun
aktivitas buatan atau mesin. Dari pengamatan, terdapat beberapa ruangan yang
terjadi kebisingan yaitu pada ruang karyawan, ruang produksi bagian mesin filling
dan workshop. Pada ruang teknisi terdapat kebisingan pada mesin cpu sehingga
dapat menghilangkan konsentrasi teknisi untuk melakukan kegiatan perbaikan
bagian mesin diruang teknisi. Kemudian pada ruang produksi bagian mesin filling
terdapat kebisingan sehingga terjadi cukup lama dalam memperbaiki mesin.
Begitu juga pada area workshop terjadinya kebisingan karena adanya aktivitas
pengelasan, gergaji, bubut, dll. Sehingga karyawan lebih sadar dan peduli akan
pentingnya kesehatan. Paparan yang terdapat kebisingan di tempat kerja akan
74
berdampak pada berkurangnya sensitiv telinga bahkan adanya terjadi kehilangan
pendengaran. Oleh karena itu, sebaiknya karyawan memakai alat pelindung diri
seperi ear plug maupun ear muff agar terhindar dari kerusakan telinga.
3. Suhu dan kelembapan
Suhu dan kelembaban di setiap ruangan yang pasti berbeda dikarenakan
suhu dan kelembapan disesuaikan dengan sifat dan jenis barang yang
disimpan agar kualitas barang tetap terjaga atau tidak rusak. Setiap tahunnya
termometer suhu dan kelembaban harus dikalibrasi ulang agar suhu dan
kelembaban dapat terpantau sehingga nilai yang dihasilkan merupakan nilai
yang valid atau akurat, dan kualitas barang tetap terjaga. Suhu dan
kelembaban yang ditetapkan di PT. Konimex memang berbeda-beda hal
tersebut dikarenakan suhu dan kelembaban disesuaikan dengan jenis barang
yang disimpan.
Pada area ruang teknisi, produksi, dan gudang untuk suhu dan kelembaban
sudah sesuai dengan keputusan standar yang ditetapkan. Pada area
workshop tidak memenuhi standar karena ruangan workshop hanya memilki
jendela dan tidak ada air condition. Jadi ketika karyawan menggergaji benda
di workshop dengan suhu yang panas akan terjadi meningkatnya denyut
jantung, kelelahan bahkan dampak buruk pada keselamatan kerja. Oleh
karena itu, dilakukan langkah-langkah perbaikan sebagai berikut penyediaan
air minum, pemberian jendela (ventilasi di tempat kerja), dan pengadaan local
exhauster. Dengan penerapan beberapa langkah pengendalian tersebut
diharapkan tenaga kerja tidak cepat mengalami kelelahan kerja. sehingga
perancangan temperatur lingkungan kerja yang baik menjadi sangat penting,
untuk memastikan bahwa karyawan dapat melakukan pekerjaannya dengan
baik, terbebas dari efek kesehatan yang tidak diinginkan.
4.4.4.3 Kesimpulan
Setelah menganalisis tentang faktor internal dan faktor eksternal, dapat
disimpulkan bahwa faktor internal yang paling berpengaruh dalam divisi
perusahaan yaitu motivasi. Jika motivasi kerja karyawan tinggi, maka
kinerjanya pun akan semakin baik. Pekerjaan akan yang dikerjakan akan baik
dan cepat selesai sehingga tidak ada lagi perkerjaan yang menumpuk.
Sedangkan pada faktor eksternal yang paling berpengaruh dalam divisi
75
perusahaan yaitu faktor pencahayaan. Jika pencahayaan baik maka karyawan
dapat teliti melihat objek yang dikerjakan secara jelas, cepat dan tanpa
adanya kecelakaan kerja. Intensitas pencahayaan yang sesuai dengan jenis
pekerjaannnya jelas akan dapat meningkatkan kinerja karyawan dan terasa
nyaman dalam lingkungan kerja.
76
BAB 5
KESIMPULAN dan SARAN
5.1. Kesimpulan
Setelah melakukan penelitian dalam kerja praktek, dapat ditarik beberapa
kesimpulan sebagai berikut :
1. Kesimpulan tugas perusahaan:
a. Hasil analisis standar waktu pada karyawan di departemen maintence yaitu
adanya perbedaan waktu dalam memperbaiki mesin. Hal ini dikarenakan
kurangnya kemampuan karyawan dalam memperbaiki mesin.
b. Hasil analisis beban kerja pada karyawan di departemen maintence yaitu
terdapat kegiatan karyawan yang tidak efisien sehingga perlu ada perubahan
metode kerja yang lebih efisien.
2. Kesimpulan tugas khusus:
a. Pengaruh faktor internal yang dominan dalam divisi departemen maintence
yaitu motivasi perusahaan. Perlu adanya program memotivasi yang
melibatkan semua karyawan untuk bertanggung jawab penuh terhadap
kemajuan perusahaan.
b. Pengaruh faktor eksternal yang dominan dalam divisi departemen
maintence yaitu pencahayaan, dimana Prasarana pencahayaan di bagian
gudang memiliki pencahayaan yang kurang baik sehingga perlu adanya
tidakan perbaikan.
5.2. Saran
Dalam pelaksanaan kerja praktek, penulis mencoba mengemukakan beberapa
saran yang dapat bermanfaat bagi perusahaan yaitu :
1. Saran tugas perusahaan:
a. Pihak perusahaan diharapkan dapat memberikan program training untuk
karyawan setiap setahun sekali agar membangun ketrampilan karyawan.
b. Mengusulkan perubahan metode kerja dengan dibuatnya program 5R dan
monitoring mesin sehingga dapat meningkatkan kinerja karyawan.

77
2. Saran tugas khusus :
a. Untuk meningkatkan motivasi kerja karyawan, diharapkan perusahaan
sebaiknya melakukan rekreasi 2 kali dalam setahun agar para karyawan merasa
dekat dengan karyawan lain serta atasan. Dengan diadakan kegiatan tersebut
akan membuat para karyawan tidak terlalu merasa jenuh dan bosan selama
bekerja.
b. Pihak perusahaan juga diharapkan dapat mengevaluasi tentang sarana dan
prasarana dibagian departemen maintence terutama di gudang, sebaiknya perlu
ditambahkan pencahayaan seperti lampu agar para karyawan dapat melakukan
pekerjaan dengan efektif dan efisien.
78
BAB 6
PENUTUP
Lingkungan kerja yang baik adalah lingkungan kerja yang meliputi faktor
internal dan faktor eksternal, kedua factor tersebut harus dijaga kualitasnya
dalam melaksanakan suatu kegiatan pekerjaan. Bila salah satu dari kedua faktor
tersebut tidak terpenuhi maka yang terjadi adalah ketidakseimbangan dalam
melaksanakan pekerjaan oleh pekerja itu sendiri. Pemenuhan faktor internal dan
faktor eksternal akan menciptakan kinerja karyawan menjadi lebih baik. Sering
ditemukan didalam lingkungan kerja adanya pekerja yang tidak memenuhi target
pekerjaan. Ketika karyawan dirasa tidak memenuhi target pekerjaan, perlu
dilakukan evaluasi kerja untuk mengetahui apakah faktor internal dan faktor
eksternal sudah dipenuhi atau tidak dan jika dirasa perlu, perusahaan dapat
membuat beberapa perbaikan seperti merancang beberapa program training dan
rekreasi, disamping beberapa program tersebut juga dapat menerapkan metode
kerja 5R, monitoring mesin dan evaluasi dalan pemenuhan sarana dan
prasarana lingkungan kerja. Degan dipenuhinya berbagai macam indikator diatas
maka diharapkan karyawan dapat lebih baik dalam mencapai tujuan perusahaan.
ix
DAFTAR PUSTAKA
Agustinus, Roy, dkk. 2007. Work Sampling Comparative Among Conventional Selft Assessment and Continuous Monitoring Methods to Measure Proportion of Non Productive Activities. International Seminar on Industrial Engineering and Management.
Arsi, Raras M., dkk. 2012. Analisis Beban Kerja untuk Menentukan Jumlah
Optimal Karyawan dan Pemetaan Kempetensi Karyawan Berdasarkan pada Job Description (Studi Kasus : Jurusan Teknik Industri ITS Surabaya). Jurnal Teknik ITSVol. 1, No. 1
Barnes, Ralph M. 1980. Motion and Time Study: Design and Measurement of
Work, New York : John Wiley & Sons. Yassierli, Hardianto.2014. Ergonomi Suatu Pengantar.Bandung:PT.Remaja
Rosdakarya.





























