Embed Size (px)
DESCRIPTION
fresa
Citation preview
1
LAVORAZIONI DI FRESATURA
- Procedimenti di fresatura (UNI-ISO 3855)
Si distinguono due metodi di fresatura: quella periferica e quella frontale
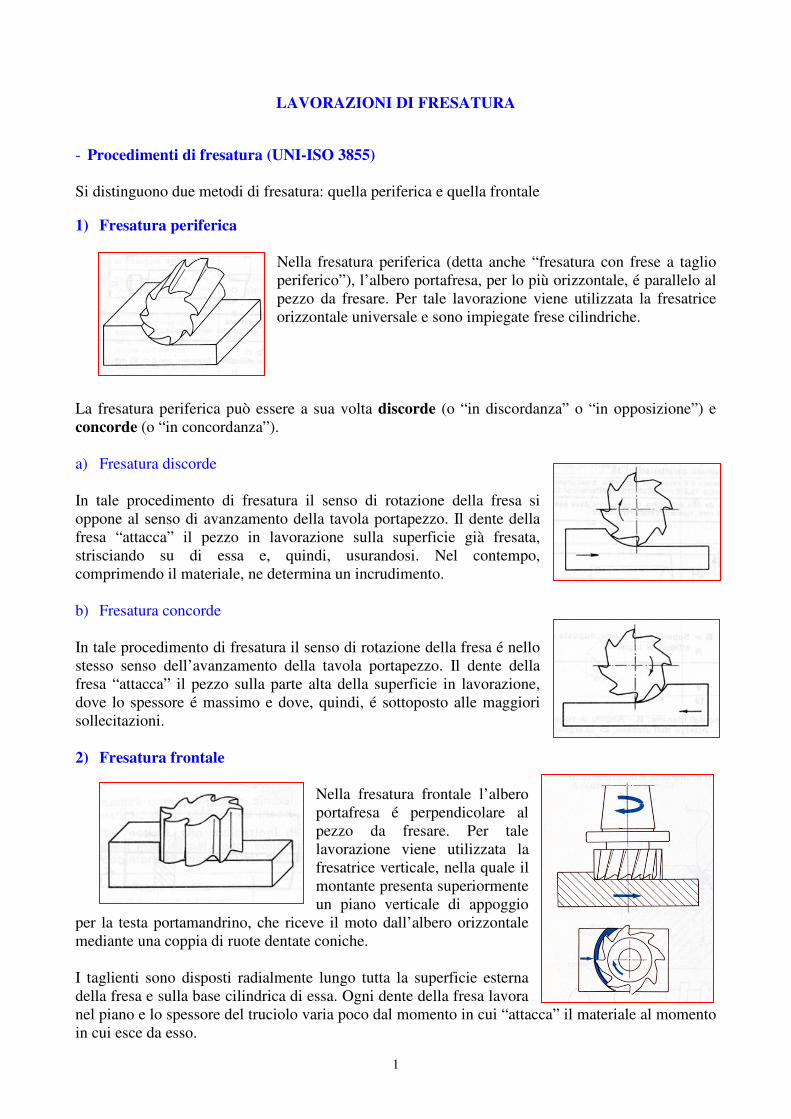
1) Fresatura periferica
Nella fresatura periferica (detta anche “fresatura con frese a taglio
periferico”), l’albero portafresa, per lo più orizzontale, é parallelo al
pezzo da fresare. Per tale lavorazione viene utilizzata la fresatrice
orizzontale universale e sono impiegate frese cilindriche.
La fresatura periferica può essere a sua volta discorde (o “in discordanza” o “in opposizione”) e
concorde (o “in concordanza”).
a) Fresatura discorde
In tale procedimento di fresatura il senso di rotazione della fresa si
oppone al senso di avanzamento della tavola portapezzo. Il dente della
fresa “attacca” il pezzo in lavorazione sulla superficie già fresata,
strisciando su di essa e, quindi, usurandosi. Nel contempo,
comprimendo il materiale, ne determina un incrudimento.
b) Fresatura concorde
In tale procedimento di fresatura il senso di rotazione della fresa é nello
stesso senso dell’avanzamento della tavola portapezzo. Il dente della
fresa “attacca” il pezzo sulla parte alta della superficie in lavorazione,
dove lo spessore é massimo e dove, quindi, é sottoposto alle maggiori
sollecitazioni.
2) Fresatura frontale
Nella fresatura frontale l’albero
portafresa é perpendicolare al
pezzo da fresare. Per tale
lavorazione viene utilizzata la
fresatrice verticale, nella quale il
montante presenta superiormente
un piano verticale di appoggio
per la testa portamandrino, che riceve il moto dall’albero orizzontale
mediante una coppia di ruote dentate coniche.
I taglienti sono disposti radialmente lungo tutta la superficie esterna
della fresa e sulla base cilindrica di essa. Ogni dente della fresa lavora
nel piano e lo spessore del truciolo varia poco dal momento in cui “attacca” il materiale al momento
in cui esce da esso.
2
Frese per la lavorazione dei metalli
- Esecuzione delle frese
Si distinguono tre diverse esecuzioni dell’utensile fresa: N, D, T.
- Esecuzione N: é utilizzata per lavorazioni di acciai da costruzione, ghisa grigia e materiali non
ferrosi di media durezza.
- Esecuzione D: é utilizzata per materiali duri e tenaci.
- Esecuzione T: è utilizzata per materiali teneri e malleabili
L’esecuzione si differenzia in base alle caratteristiche costruttive dell’utensile, in particolare il
numero dei denti, la robustezza dei denti, gli angoli di spoglia, dei taglienti, dell’elica ecc.
- Frese unificate
Le frese unificate che più interessano il nostro studio perché caratterizzanti le principali lavorazioni
sono le seguenti:
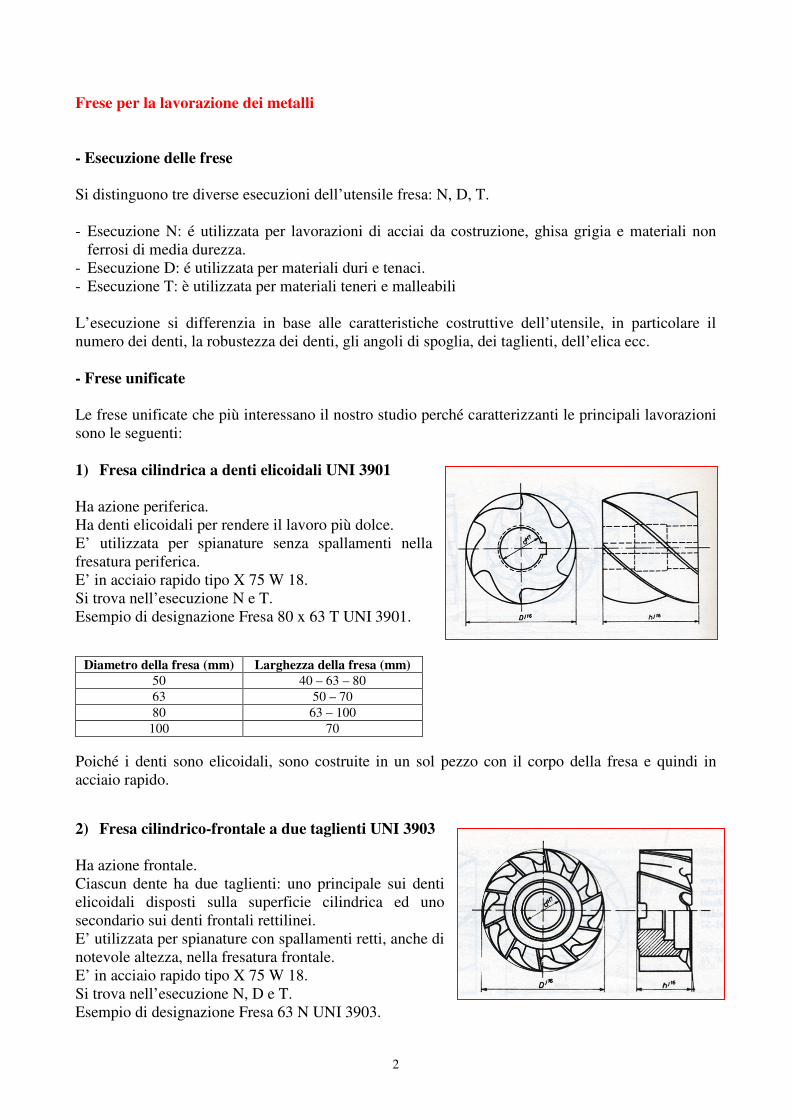
1) Fresa cilindrica a denti elicoidali UNI 3901
Ha azione periferica.
Ha denti elicoidali per rendere il lavoro più dolce.
E’ utilizzata per spianature senza spallamenti nella
fresatura periferica.
E’ in acciaio rapido tipo X 75 W 18.
Si trova nell’esecuzione N e T.
Esempio di designazione Fresa 80 x 63 T UNI 3901.
Diametro della fresa (mm) Larghezza della fresa (mm)
50 40 – 63 – 80
63 50 – 70
80 63 – 100
100 70
Poiché i denti sono elicoidali, sono costruite in un sol pezzo con il corpo della fresa e quindi in
acciaio rapido.
2) Fresa cilindrico-frontale a due taglienti UNI 3903
Ha azione frontale.
Ciascun dente ha due taglienti: uno principale sui denti
elicoidali disposti sulla superficie cilindrica ed uno
secondario sui denti frontali rettilinei.
E’ utilizzata per spianature con spallamenti retti, anche di
notevole altezza, nella fresatura frontale.
E’ in acciaio rapido tipo X 75 W 18.
Si trova nell’esecuzione N, D e T.
Esempio di designazione Fresa 63 N UNI 3903.
3
Diametro della fresa (mm) Larghezza della fresa (mm)
40 32
50 36
63 40
80 45
100 50
125 56
160 63
Condizioni d’impiego in base al diametro D della fresa:
- profondità di passata p = 0,1 D
- larghezza di fresatura L = 2/3 D
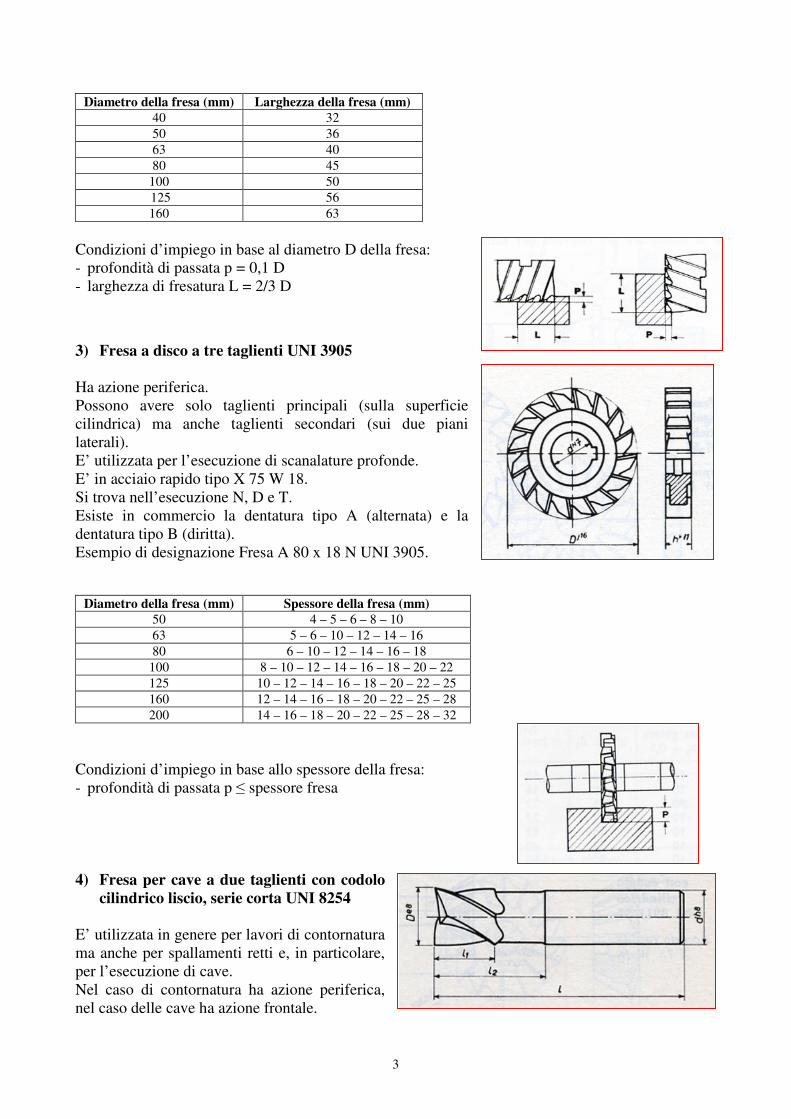
3) Fresa a disco a tre taglienti UNI 3905
Ha azione periferica.
Possono avere solo taglienti principali (sulla superficie
cilindrica) ma anche taglienti secondari (sui due piani
laterali).
E’ utilizzata per l’esecuzione di scanalature profonde.
E’ in acciaio rapido tipo X 75 W 18.
Si trova nell’esecuzione N, D e T.
Esiste in commercio la dentatura tipo A (alternata) e la
dentatura tipo B (diritta).
Esempio di designazione Fresa A 80 x 18 N UNI 3905.
Diametro della fresa (mm) Spessore della fresa (mm)
50 4 – 5 – 6 – 8 – 10
63 5 – 6 – 10 – 12 – 14 – 16
80 6 – 10 – 12 – 14 – 16 – 18
100 8 – 10 – 12 – 14 – 16 – 18 – 20 – 22
125 10 – 12 – 14 – 16 – 18 – 20 – 22 – 25
160 12 – 14 – 16 – 18 – 20 – 22 – 25 – 28
200 14 – 16 – 18 – 20 – 22 – 25 – 28 – 32
Condizioni d’impiego in base allo spessore della fresa:
- profondità di passata p ≤ spessore fresa
4) Fresa per cave a due taglienti con codolo
cilindrico liscio, serie corta UNI 8254
E’ utilizzata in genere per lavori di contornatura
ma anche per spallamenti retti e, in particolare,
per l’esecuzione di cave.
Nel caso di contornatura ha azione periferica,
nel caso delle cave ha azione frontale.
4
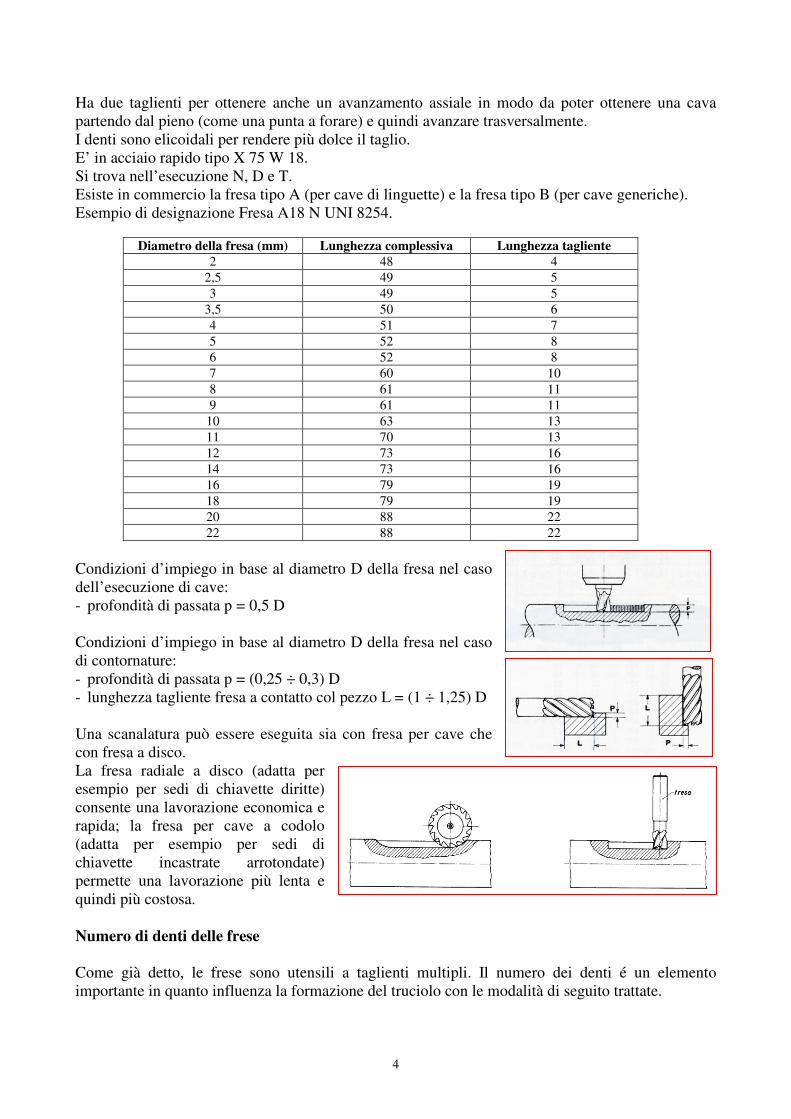
Ha due taglienti per ottenere anche un avanzamento assiale in modo da poter ottenere una cava
partendo dal pieno (come una punta a forare) e quindi avanzare trasversalmente.
I denti sono elicoidali per rendere più dolce il taglio.
E’ in acciaio rapido tipo X 75 W 18.
Si trova nell’esecuzione N, D e T.
Esiste in commercio la fresa tipo A (per cave di linguette) e la fresa tipo B (per cave generiche).
Esempio di designazione Fresa A18 N UNI 8254.
Diametro della fresa (mm) Lunghezza complessiva Lunghezza tagliente
2 48 4
2,5 49 5
3 49 5
3,5 50 6
4 51 7
5 52 8
6 52 8
7 60 10
8 61 11
9 61 11
10 63 13
11 70 13
12 73 16
14 73 16
16 79 19
18 79 19
20 88 22
22 88 22
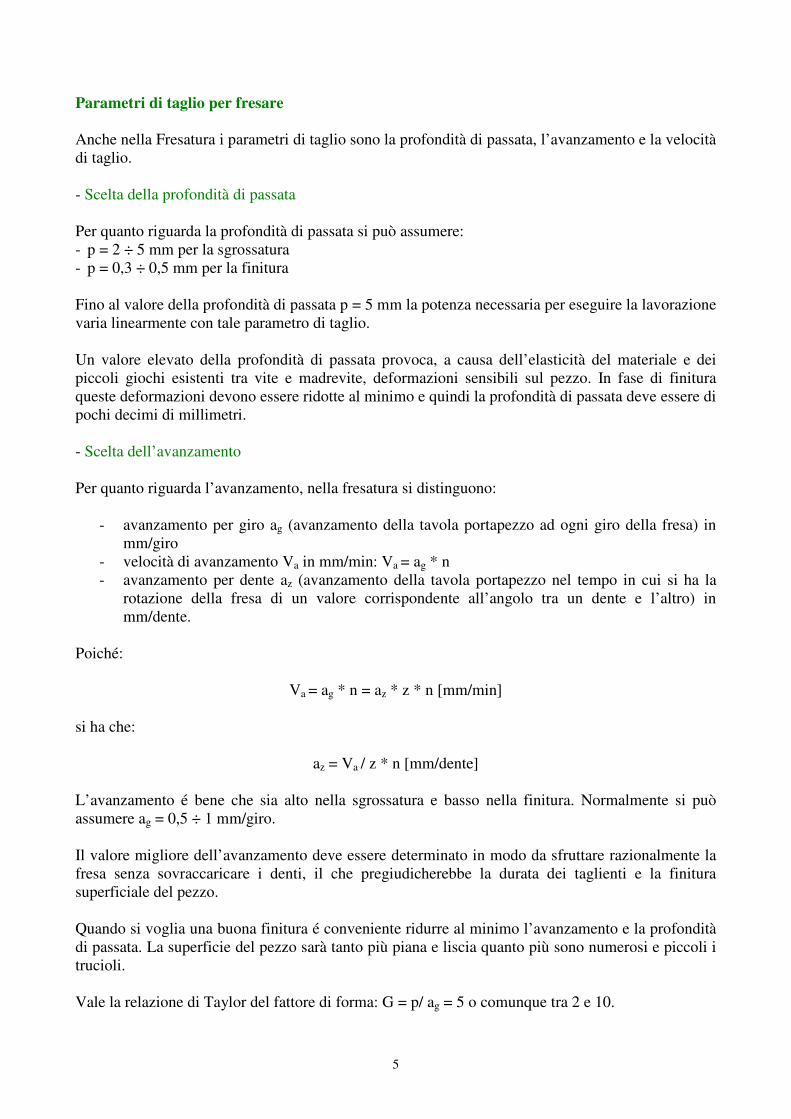
Condizioni d’impiego in base al diametro D della fresa nel caso
dell’esecuzione di cave:
- profondità di passata p = 0,5 D
Condizioni d’impiego in base al diametro D della fresa nel caso
di contornature:
- profondità di passata p = (0,25 ÷ 0,3) D
- lunghezza tagliente fresa a contatto col pezzo L = (1 ÷ 1,25) D
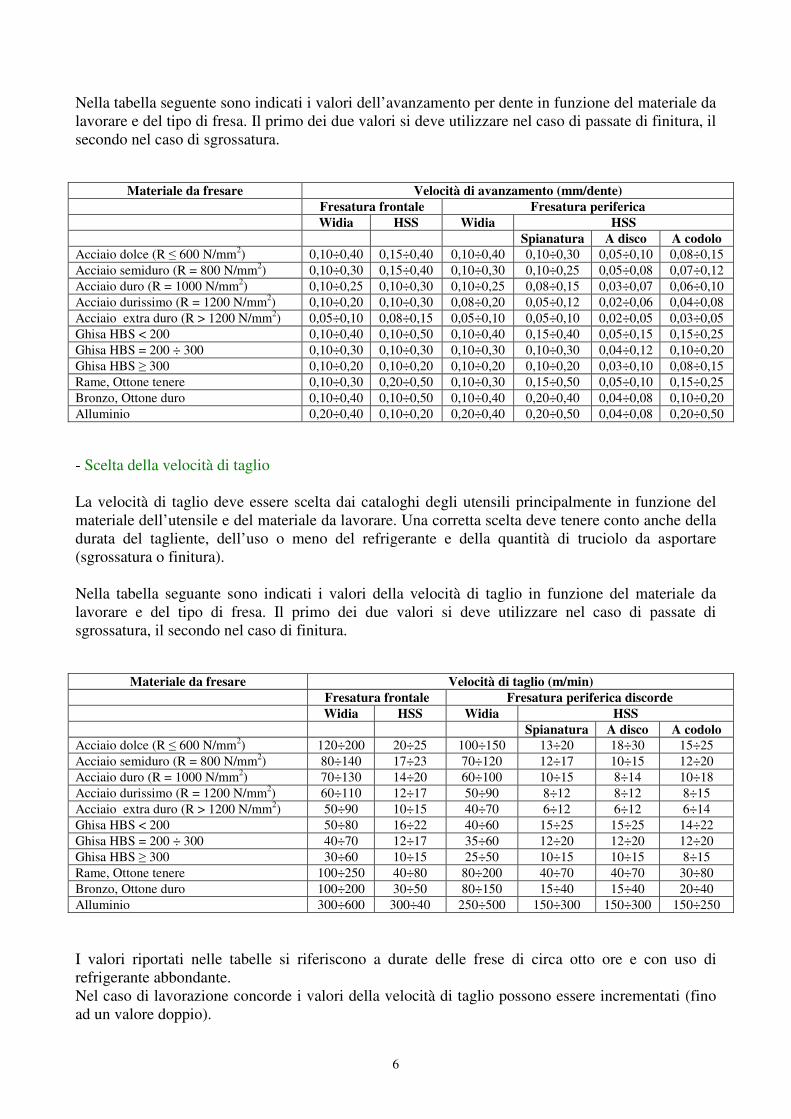
Una scanalatura può essere eseguita sia con fresa per cave che
con fresa a disco.
La fresa radiale a disco (adatta per
esempio per sedi di chiavette diritte)
consente una lavorazione economica e
rapida; la fresa per cave a codolo
(adatta per esempio per sedi di
chiavette incastrate arrotondate)
permette una lavorazione più lenta e
quindi più costosa.
Numero di denti delle frese
Come già detto, le frese sono utensili a taglienti multipli. Il numero dei denti é un elemento
importante in quanto influenza la formazione del truciolo con le modalità di seguito trattate.
5
Parametri di taglio per fresare
Anche nella Fresatura i parametri di taglio sono la profondità di passata, l’avanzamento e la velocità
di taglio.
- Scelta della profondità di passata
Per quanto riguarda la profondità di passata si può assumere:
- p = 2 ÷ 5 mm per la sgrossatura
- p = 0,3 ÷ 0,5 mm per la finitura
Fino al valore della profondità di passata p = 5 mm la potenza necessaria per eseguire la lavorazione
varia linearmente con tale parametro di taglio.
Un valore elevato della profondità di passata provoca, a causa dell’elasticità del materiale e dei
piccoli giochi esistenti tra vite e madrevite, deformazioni sensibili sul pezzo. In fase di finitura
queste deformazioni devono essere ridotte al minimo e quindi la profondità di passata deve essere di
pochi decimi di millimetri.
- Scelta dell’avanzamento
Per quanto riguarda l’avanzamento, nella fresatura si distinguono:
- avanzamento per giro ag (avanzamento della tavola portapezzo ad ogni giro della fresa) in
mm/giro
- velocità di avanzamento Va in mm/min: Va = ag * n
- avanzamento per dente az (avanzamento della tavola portapezzo nel tempo in cui si ha la
rotazione della fresa di un valore corrispondente all’angolo tra un dente e l’altro) in
mm/dente.
Poiché:
Va = ag * n = az * z * n [mm/min]
si ha che:
az = Va / z * n [mm/dente]
L’avanzamento é bene che sia alto nella sgrossatura e basso nella finitura. Normalmente si può
assumere ag = 0,5 ÷ 1 mm/giro.
Il valore migliore dell’avanzamento deve essere determinato in modo da sfruttare razionalmente la
fresa senza sovraccaricare i denti, il che pregiudicherebbe la durata dei taglienti e la finitura
superficiale del pezzo.
Quando si voglia una buona finitura é conveniente ridurre al minimo l’avanzamento e la profondità
di passata. La superficie del pezzo sarà tanto più piana e liscia quanto più sono numerosi e piccoli i
trucioli.
Vale la relazione di Taylor del fattore di forma: G = p/ ag = 5 o comunque tra 2 e 10.
6
Nella tabella seguente sono indicati i valori dell’avanzamento per dente in funzione del materiale da
lavorare e del tipo di fresa. Il primo dei due valori si deve utilizzare nel caso di passate di finitura, il
secondo nel caso di sgrossatura.
Materiale da fresare Velocità di avanzamento (mm/dente)
Fresatura frontale Fresatura periferica
Widia HSS Widia HSS
Spianatura A disco A codolo
Acciaio dolce (R ≤ 600 N/mm2) 0,10÷0,40 0,15÷0,40 0,10÷0,40 0,10÷0,30 0,05÷0,10 0,08÷0,15
Acciaio semiduro (R = 800 N/mm2) 0,10÷0,30 0,15÷0,40 0,10÷0,30 0,10÷0,25 0,05÷0,08 0,07÷0,12
Acciaio duro (R = 1000 N/mm2) 0,10÷0,25 0,10÷0,30 0,10÷0,25 0,08÷0,15 0,03÷0,07 0,06÷0,10
Acciaio durissimo (R = 1200 N/mm2) 0,10÷0,20 0,10÷0,30 0,08÷0,20 0,05÷0,12 0,02÷0,06 0,04÷0,08
Acciaio extra duro (R > 1200 N/mm2) 0,05÷0,10 0,08÷0,15 0,05÷0,10 0,05÷0,10 0,02÷0,05 0,03÷0,05
Ghisa HBS < 200 0,10÷0,40 0,10÷0,50 0,10÷0,40 0,15÷0,40 0,05÷0,15 0,15÷0,25
Ghisa HBS = 200 ÷ 300 0,10÷0,30 0,10÷0,30 0,10÷0,30 0,10÷0,30 0,04÷0,12 0,10÷0,20
Ghisa HBS ≥ 300 0,10÷0,20 0,10÷0,20 0,10÷0,20 0,10÷0,20 0,03÷0,10 0,08÷0,15
Rame, Ottone tenere 0,10÷0,30 0,20÷0,50 0,10÷0,30 0,15÷0,50 0,05÷0,10 0,15÷0,25
Bronzo, Ottone duro 0,10÷0,40 0,10÷0,50 0,10÷0,40 0,20÷0,40 0,04÷0,08 0,10÷0,20
Alluminio 0,20÷0,40 0,10÷0,20 0,20÷0,40 0,20÷0,50 0,04÷0,08 0,20÷0,50
- Scelta della velocità di taglio
La velocità di taglio deve essere scelta dai cataloghi degli utensili principalmente in funzione del
materiale dell’utensile e del materiale da lavorare. Una corretta scelta deve tenere conto anche della
durata del tagliente, dell’uso o meno del refrigerante e della quantità di truciolo da asportare
(sgrossatura o finitura).
Nella tabella seguante sono indicati i valori della velocità di taglio in funzione del materiale da
lavorare e del tipo di fresa. Il primo dei due valori si deve utilizzare nel caso di passate di
sgrossatura, il secondo nel caso di finitura.
Materiale da fresare Velocità di taglio (m/min)
Fresatura frontale Fresatura periferica discorde
Widia HSS Widia HSS
Spianatura A disco A codolo
Acciaio dolce (R ≤ 600 N/mm2) 120÷200 20÷25 100÷150 13÷20 18÷30 15÷25
Acciaio semiduro (R = 800 N/mm2) 80÷140 17÷23 70÷120 12÷17 10÷15 12÷20
Acciaio duro (R = 1000 N/mm2) 70÷130 14÷20 60÷100 10÷15 8÷14 10÷18
Acciaio durissimo (R = 1200 N/mm2) 60÷110 12÷17 50÷90 8÷12 8÷12 8÷15
Acciaio extra duro (R > 1200 N/mm2) 50÷90 10÷15 40÷70 6÷12 6÷12 6÷14
Ghisa HBS < 200 50÷80 16÷22 40÷60 15÷25 15÷25 14÷22
Ghisa HBS = 200 ÷ 300 40÷70 12÷17 35÷60 12÷20 12÷20 12÷20
Ghisa HBS ≥ 300 30÷60 10÷15 25÷50 10÷15 10÷15 8÷15
Rame, Ottone tenere 100÷250 40÷80 80÷200 40÷70 40÷70 30÷80
Bronzo, Ottone duro 100÷200 30÷50 80÷150 15÷40 15÷40 20÷40
Alluminio 300÷600 300÷40 250÷500 150÷300 150÷300 150÷250
I valori riportati nelle tabelle si riferiscono a durate delle frese di circa otto ore e con uso di
refrigerante abbondante.
Nel caso di lavorazione concorde i valori della velocità di taglio possono essere incrementati (fino
ad un valore doppio).
7
La velocità di taglio é data dall’espressione:
vt = 1000
n•D•π [m/min]
dove:
D = diametro della fresa
n = numero di giri/min della fresa
Sappiamo inoltre che la velocità di taglio economica per una generica sezione S si può ricavare da:
vte.S = f•S
vte.1m
[m/min]
dove:
vte.1 = velocità di taglio economica quando la sezione di truciolo é di 1 mm2
m = coefficiente che dipende dal materiale (2,44 per acciai tipo Fe)
f = coefficiente correttivo (da utilizzare quando il fattore di forma G =p/ag é diverso da 5.
Accorgimenti da seguire per la buona esecuzione di una spianatura con fresa frontale
Nella spianatura con fresa frontale, per eliminare eventuali giochi nel
dispositivo di alimentazione, é conveniente il moto discorde. Quindi,
qualora si debba spianare tutto il pezzo, é bene scegliere una fresa più
larga del pezzo in modo che sia soddisfatta la relazione:
D ≈ 1,5 b
con b la larghezza del pezzo.
Per aumentare la fase in discordanza e ridurre
quella in concordanza, l’asse della fresa deve
essere spostata dalla mezzeria del pezzo delle
quantità:
c = 3/5 * b
a = 2/5 * b
Per evitare lo strisciamento del dente all’inizio della lavorazione, é bene che si abbia un angolo di
entrata φe ≤ 70°.
Per evitare che i denti
posteriori della fresa striscino
sul piano già lavorato senza
asportare truciolo e
logorandosi, si può inclinare
l’asse di rotazione della fresa
di circa 1’ ÷ 3’ (primi, non gradi!). Certamente, in questo modo, la superficie lavorata non risulterà
perfettamente piana ma leggermente concava. Si limita però l’usura dei denti e si riduce la corsa di
lavoro (e quindi il tempo) in quanto non é necessario fare uscire completamente la fresa dal pezzo,
ma si può fermare la corsa quando il dente asporta l’ultimo truciolo.
8
Nella lavorazione frontale riveste una certa importanza l’angolo tra un dente e l’altro della fresa,
determinabile tramite la relazione:
δ = 360°/z
dove z é il numero dei denti della fresa.
E’ bene che durante la lavorazioni ci siano sempre almeno due denti in presa, per evitare problemi
di ripresa dei giochi esistenti tra motore e fresa. Infatti la lavorazione intermittente della fresa
determinerebbe una rapida usura dei taglienti per scheggiatura.
Detto δ l’angolo tra un dente e l’altro e φ l’angolo di contatto fresa-pezzo, il numero dei denti in
presa si calcola mediante la relazione:
ψ = φ/δ
Formazione del truciolo nella fresatura periferica
La trattazione che segue vale sia per la lavorazione discorde che per quella concorde.
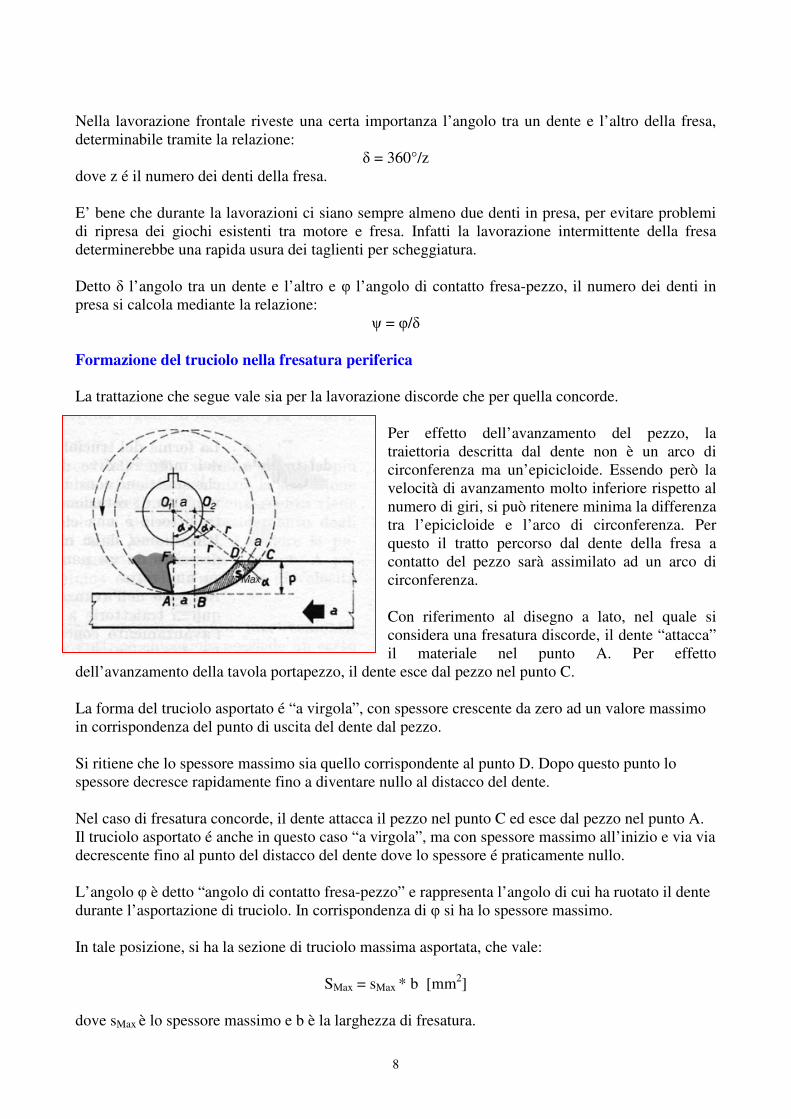
Per effetto dell’avanzamento del pezzo, la
traiettoria descritta dal dente non è un arco di
circonferenza ma un’epicicloide. Essendo però la
velocità di avanzamento molto inferiore rispetto al
numero di giri, si può ritenere minima la differenza
tra l’epicicloide e l’arco di circonferenza. Per
questo il tratto percorso dal dente della fresa a
contatto del pezzo sarà assimilato ad un arco di
circonferenza.
Con riferimento al disegno a lato, nel quale si
considera una fresatura discorde, il dente “attacca”
il materiale nel punto A. Per effetto
dell’avanzamento della tavola portapezzo, il dente esce dal pezzo nel punto C.
La forma del truciolo asportato é “a virgola”, con spessore crescente da zero ad un valore massimo
in corrispondenza del punto di uscita del dente dal pezzo.
Si ritiene che lo spessore massimo sia quello corrispondente al punto D. Dopo questo punto lo
spessore decresce rapidamente fino a diventare nullo al distacco del dente.
Nel caso di fresatura concorde, il dente attacca il pezzo nel punto C ed esce dal pezzo nel punto A.
Il truciolo asportato é anche in questo caso “a virgola”, ma con spessore massimo all’inizio e via via
decrescente fino al punto del distacco del dente dove lo spessore é praticamente nullo.
L’angolo φ è detto “angolo di contatto fresa-pezzo” e rappresenta l’angolo di cui ha ruotato il dente
durante l’asportazione di truciolo. In corrispondenza di φ si ha lo spessore massimo.
In tale posizione, si ha la sezione di truciolo massima asportata, che vale:
SMax = sMax * b [mm2]
dove sMax è lo spessore massimo e b è la larghezza di fresatura.
9
Dal disegno:
sMax = az * sen φ
Con az l’avanzamento per dente.
- Calcolo dello spessore massimo
Si é detto che:
sMax = az * sen φ
Ma é anche, senza procedere alla dimostrazione:
sMax = 2 * az * √ p/D
Calcolo dell’angolo di contatto fresa-pezzo φ
Ricordando che lo spessore massimo è anche pari a sMax = az * sen φ, uguagliando le due relazioni si
ha:
sMax = az * sen φ = 2 * az * √ p/D
da cui:
sen φ = 2 * az √ p/D
da cui:
φ = arcsen 2 √ p/D
Lo spessore medio può essere assunto pari alla metà dello spessore massimo:
smed = ½ * sMax = az √ p/D [mm]
oppure può essere determinato tramite la formula:
smed = (az * p * 360) / (π * D * φ)
Gli spessori all’entrata ed all’uscita sono pari a zero:
- se = 0
- su = 0
- Calcolo della Forza di strappamento
La forza necessaria per il taglio é data dall’espressione: Fs = S * σs
dove:
S = s * b [mm2]
è la sezione di truciolo che, al variare dello spessore di
truciolo e, quindi, dell’angolo di contatto φ, varia. Per cui
si ha:
- una sezione di truciolo all’entrata Se = se * b
- una sezione di truciolo media Smed = smed * b
- una sezione di truciolo massima SMax = smax * b
- una sezione di truciolo all’uscita Su = su * b

10
Mentre:
σS = (σ1 / n
S ) * f
è lo sforzo specifico di strappamento, anch’esso variabile con la sezione di truciolo. Per cui si ha:
- uno sforzo specifico di strappamento all’entrata σse = σ1 / en S
- uno sforzo di strappamento medio σSm = σ1 / mn S
- uno sforzo di strappamento massima σsMax = σ1 / Maxn S
- uno sforzo di strappamento all’uscita σSu = σ1 / un S
Dalle considerazioni svolte, si deduce che anche la Forza di strappamento sarà variabile lungo
l’arco di contatto fresa-pezzo e si avrà:
- una Forza di strappamento all’entrata Fse = Se * σse
- una Forza di strappamento media Fsm = Sm * σsm
- una Forza di strappamento massima FsMax = SMax * σsMax
- una Forza di strappamento all’uscita Fsu = Su * σsu
- Nel caso di fresatura discorde, la Forza di taglio cresce gradualmente dall’inizio del taglio fino al
punto dove lo spessore del truciolo é massimo e diventa bruscamente zero nel punto di uscita del
dente. Ciò provoca il distacco violento del truciolo stesso nonché vibrazioni che determinano una
finitura superficiale scadente del pezzo lavorato.
- Nel caso di fresatura concorde, la Forza di taglio decresce gradualmente dall’inizio del taglio fino
al punto dove lo spessore del truciolo é minimo. Il momento più gravoso é all’inizio della
lavorazione, poi le vibrazioni sono minori e quindi anche l’usura dei taglienti.
- Calcolo della Potenza necessaria per eseguire la lavorazione
La Potenza si determina tramite la formula:
P = Fs * vt / 60 000 [kW]
Ci si chiede quale tipo di Forza di strappamento, tra le precedenti enunciate, bisogna considerare
per la determinazione della Potenza. Ci si comporta nel seguente modo:
- qualora lungo l’arco di contatto fresa-pezzo (angolo φ) ci fosse un solo dente in presa, si deve
assumere come Forza di strappamento quella massima (FsMax);
- nel caso ci fossero più denti in presa, si prende in considerazione la Forza di strappamento media
moltiplicata per il numero di denti in presa (F’s = Fs * ψ).
Il numero di denti in presa si può calcolare nel seguente modo:
ψ = angolo di contatto fresa-pezzo/angolo tra un dente e l’altro = φ / δ
con δ = 360/z
dove z il numero dei denti della fresa.
11
In definitiva, nel caso in cui ψ ≤ 1:
P = FsMax * vt / 60 000 [kW]
Qualora ψ > 1:
P = Fs * ψ * vt / 60 000 [kW]
La potenza necessaria per eseguire la lavorazione deve essere disponibile al mandrino. La potenza
disponibile al mandrino Pm é pari a:
Pm = PM * η [kW]
dove:
PM = Potenza del motore in kW
η = rendimento della fresatrice
Il rendimento si una fresatrice può essere assunto pari a 0,8 nel caso di macchine in ottimo stato e
0,5 nel caso di macchine in cattivo stato.
Rappresentazione della Forza di taglio
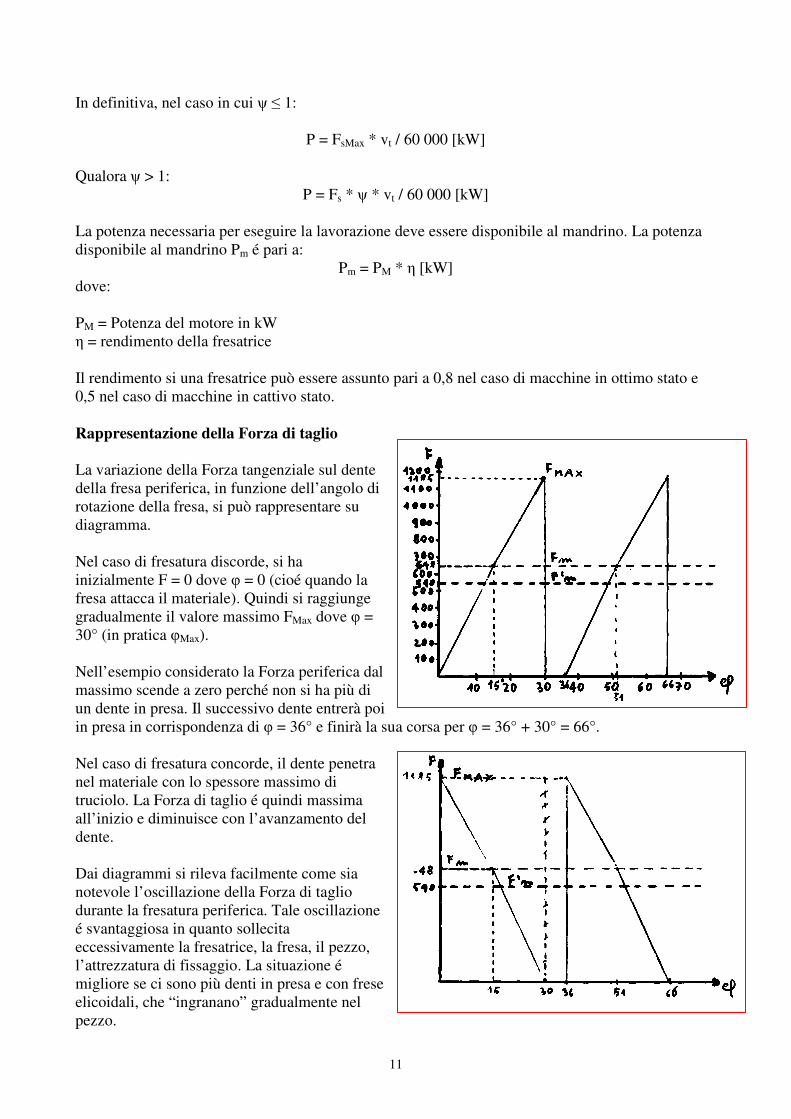
La variazione della Forza tangenziale sul dente
della fresa periferica, in funzione dell’angolo di
rotazione della fresa, si può rappresentare su
diagramma.
Nel caso di fresatura discorde, si ha
inizialmente F = 0 dove φ = 0 (cioé quando la
fresa attacca il materiale). Quindi si raggiunge
gradualmente il valore massimo FMax dove φ =
30° (in pratica φMax).
Nell’esempio considerato la Forza periferica dal
massimo scende a zero perché non si ha più di
un dente in presa. Il successivo dente entrerà poi
in presa in corrispondenza di φ = 36° e finirà la sua corsa per φ = 36° + 30° = 66°.
Nel caso di fresatura concorde, il dente penetra
nel materiale con lo spessore massimo di
truciolo. La Forza di taglio é quindi massima
all’inizio e diminuisce con l’avanzamento del
dente.
Dai diagrammi si rileva facilmente come sia
notevole l’oscillazione della Forza di taglio
durante la fresatura periferica. Tale oscillazione
é svantaggiosa in quanto sollecita
eccessivamente la fresatrice, la fresa, il pezzo,
l’attrezzatura di fissaggio. La situazione é
migliore se ci sono più denti in presa e con frese
elicoidali, che “ingranano” gradualmente nel
pezzo.
12
Calcolo del tempo attivo (o di macchina)
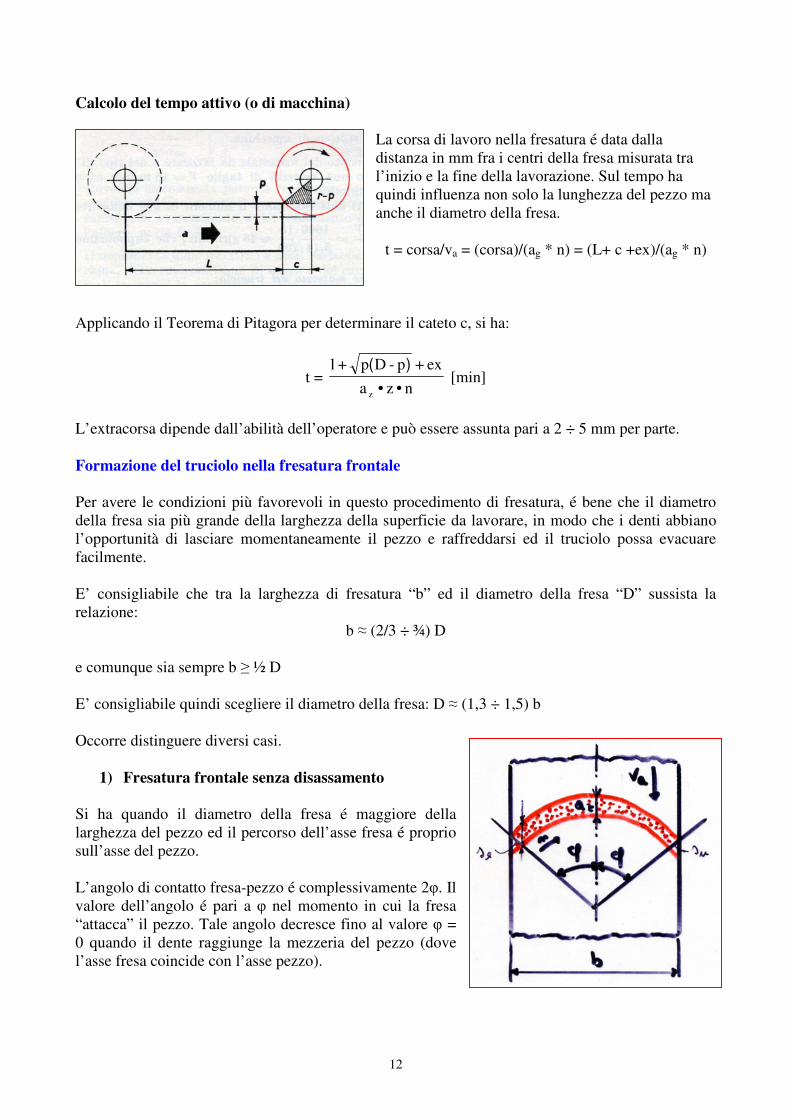
La corsa di lavoro nella fresatura é data dalla
distanza in mm fra i centri della fresa misurata tra
l’inizio e la fine della lavorazione. Sul tempo ha
quindi influenza non solo la lunghezza del pezzo ma
anche il diametro della fresa.
t = corsa/va = (corsa)/(ag * n) = (L+ c +ex)/(ag * n)
Applicando il Teorema di Pitagora per determinare il cateto c, si ha:
t = n•z•a
ex+p-Dp+l
z
)( [min]
L’extracorsa dipende dall’abilità dell’operatore e può essere assunta pari a 2 ÷ 5 mm per parte.
Formazione del truciolo nella fresatura frontale
Per avere le condizioni più favorevoli in questo procedimento di fresatura, é bene che il diametro
della fresa sia più grande della larghezza della superficie da lavorare, in modo che i denti abbiano
l’opportunità di lasciare momentaneamente il pezzo e raffreddarsi ed il truciolo possa evacuare
facilmente.
E’ consigliabile che tra la larghezza di fresatura “b” ed il diametro della fresa “D” sussista la
relazione:
b ≈ (2/3 ÷ ¾) D
e comunque sia sempre b ≥ ½ D
E’ consigliabile quindi scegliere il diametro della fresa: D ≈ (1,3 ÷ 1,5) b
Occorre distinguere diversi casi.
1) Fresatura frontale senza disassamento
Si ha quando il diametro della fresa é maggiore della
larghezza del pezzo ed il percorso dell’asse fresa é proprio
sull’asse del pezzo.
L’angolo di contatto fresa-pezzo é complessivamente 2φ. Il
valore dell’angolo é pari a φ nel momento in cui la fresa
“attacca” il pezzo. Tale angolo decresce fino al valore φ =
0 quando il dente raggiunge la mezzeria del pezzo (dove
l’asse fresa coincide con l’asse pezzo).

13
La sezione di truciolo é data, in generale, da:
S = s * p [mm2]
dove s é lo spessore di truciolo e p é la profondità di passata.
Lo spessore di truciolo é pari a:
s = az * cos φ
Dal disegno, si ricava che:
sen φ = (b/2)/(D/2)
per cui:
φ = arcsen b/D
Al variare dell’angolo φ, varia lo spessore di truciolo e, quindi, si ha:
- spessore all’entrata se = az * cos φ
- spessore medio sm = (az * b * 360) / (π * D * 2 φ)
- spessore massimo sMax = az (in mezzeria, dove φ = 0)
- spessore all’uscita su = az * cos φ (uguale allo spessore all’entrata)
Al variare dell’angolo φ, variando lo spessore di truciolo, varia anche la sezione. Per cui si ha:
- sezione all’entrata Se = se * p
- sezione media Sm = sm * p
- sezione massima SMax = sMax * p
- sezione all’uscita Su = su * p
Nella fresatura frontale si distinguono due fasi: una in discordanza ed una in concordanza. La fase
discorde é ottimale perché elimina eventuali giochi nel dispositivo di alimentazione. E’ bene quindi
che tale fase sia ampia, o meglio che sia ridotta la fase in concordanza. Per questo é conveniente
spostare l’asse della fresa, rispetto alla mezzeria del pezzo, di una quantità
c = 3/5 * b
Si ha così la cosiddetta “fresatura con disassamento”.
2) Fresatura frontale con disassamento
Con riferimento al disegno a lato, si ha:
- spessore all’entrata se = az * cos φ1
- spessore medio sm = (az * b * 360) / [π * D * (φ1 + φ2)]
- spessore massimo sMax = az (dove φ = 0)
- spessore all’uscita su = az * cos φ2 (che non é uguale allo
spessore all’entrata)
L’angolo di entrata é pari a:
φ1 = arcsen c/(D/2)
14
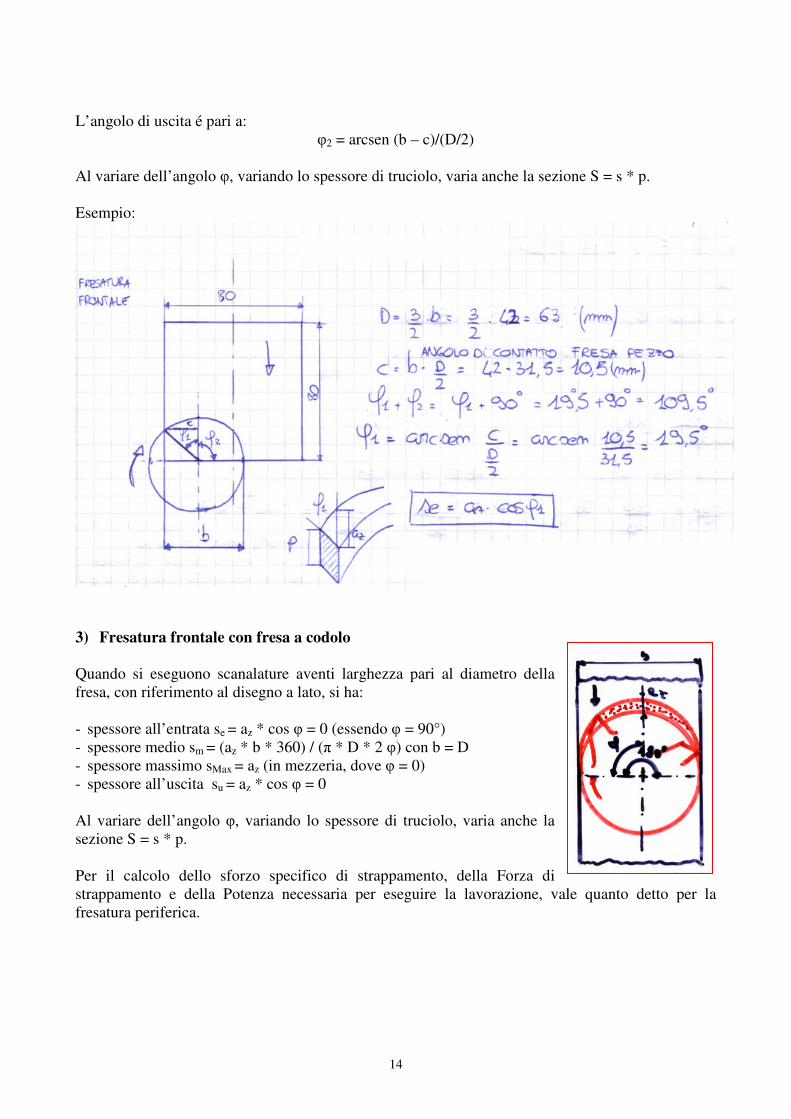
L’angolo di uscita é pari a:
φ2 = arcsen (b – c)/(D/2)
Al variare dell’angolo φ, variando lo spessore di truciolo, varia anche la sezione S = s * p.
Esempio:
3) Fresatura frontale con fresa a codolo
Quando si eseguono scanalature aventi larghezza pari al diametro della
fresa, con riferimento al disegno a lato, si ha:
- spessore all’entrata se = az * cos φ = 0 (essendo φ = 90°)
- spessore medio sm = (az * b * 360) / (π * D * 2 φ) con b = D
- spessore massimo sMax = az (in mezzeria, dove φ = 0)
- spessore all’uscita su = az * cos φ = 0
Al variare dell’angolo φ, variando lo spessore di truciolo, varia anche la
sezione S = s * p.
Per il calcolo dello sforzo specifico di strappamento, della Forza di
strappamento e della Potenza necessaria per eseguire la lavorazione, vale quanto detto per la
fresatura periferica.
15
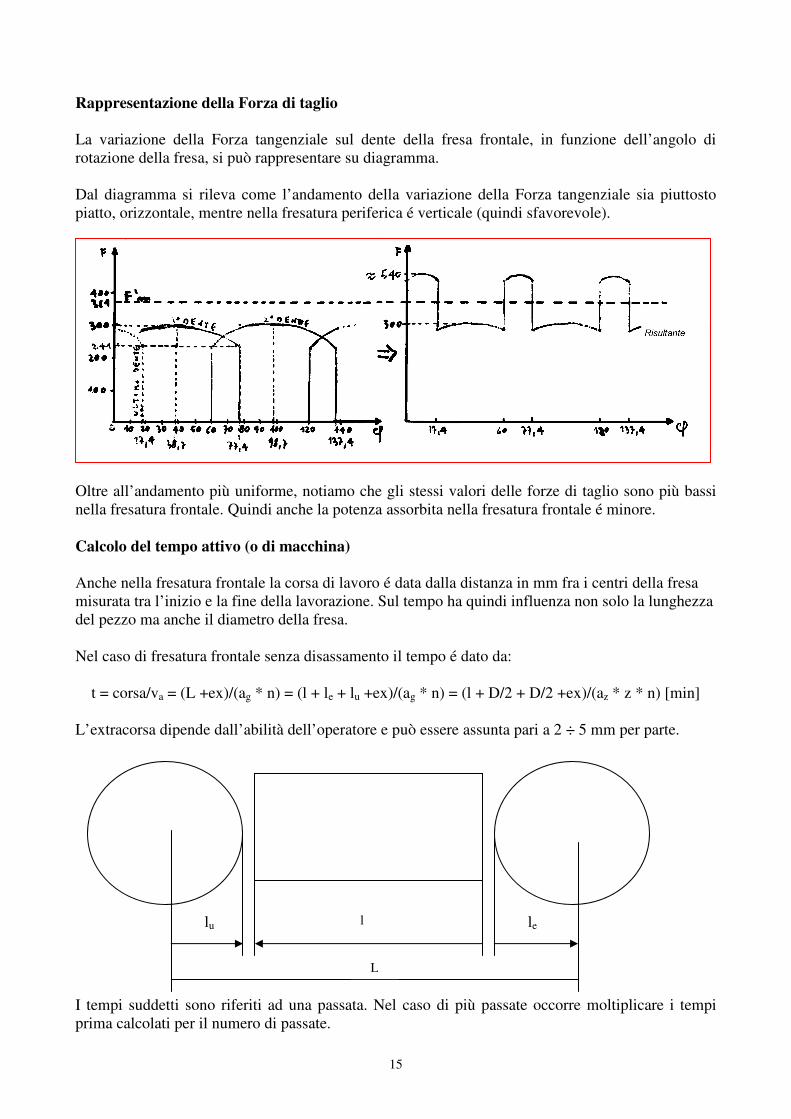
Rappresentazione della Forza di taglio
La variazione della Forza tangenziale sul dente della fresa frontale, in funzione dell’angolo di
rotazione della fresa, si può rappresentare su diagramma.
Dal diagramma si rileva come l’andamento della variazione della Forza tangenziale sia piuttosto
piatto, orizzontale, mentre nella fresatura periferica é verticale (quindi sfavorevole).
Oltre all’andamento più uniforme, notiamo che gli stessi valori delle forze di taglio sono più bassi
nella fresatura frontale. Quindi anche la potenza assorbita nella fresatura frontale é minore.
Calcolo del tempo attivo (o di macchina)
Anche nella fresatura frontale la corsa di lavoro é data dalla distanza in mm fra i centri della fresa
misurata tra l’inizio e la fine della lavorazione. Sul tempo ha quindi influenza non solo la lunghezza
del pezzo ma anche il diametro della fresa.
Nel caso di fresatura frontale senza disassamento il tempo é dato da:
t = corsa/va = (L +ex)/(ag * n) = (l + le + lu +ex)/(ag * n) = (l + D/2 + D/2 +ex)/(az * z * n) [min]
L’extracorsa dipende dall’abilità dell’operatore e può essere assunta pari a 2 ÷ 5 mm per parte.
I tempi suddetti sono riferiti ad una passata. Nel caso di più passate occorre moltiplicare i tempi
prima calcolati per il numero di passate.
l le lu
L