Embed Size (px)
Citation preview

LEONI Wiring Systems
Umspritzung von biegeschlaffen Kabeln für dichte Anwendungen im
Automobilbereich
The Quality Connection
Dipl.-Ing. (FH) Daniel Reiter, LEONI Bordnetz-Systeme GmbH, Kitzingen
R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
16. Jh. Französische Handwerker aus der
Umgebung von Lyon erfinden die
Kunst des Drahtziehens für
dekorative Kostüme. Produkte aus
Lyon -> leonische Waren
1569 Anthoni Fournier zieht nach Nürnberg
und eröffnet die erste Drahtzieherei
1917 Leonische Drahtwerke AG entsteht als
Zusammenschluss mehrerer Firmen
1928 Ummantelte Kupferdrähte
1956 Automobil-Kabelsätze
1977 erster Auslandsstandort Tunesien
1999 LEONI AG - Systemlieferant für
Bordnetze - weltweite Präsenz
2008 Akquisition Valeo Connection System

R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
LEONI Group Umsatzentwicklung
3
Corporate Presentation February
2012
in million €
R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
4
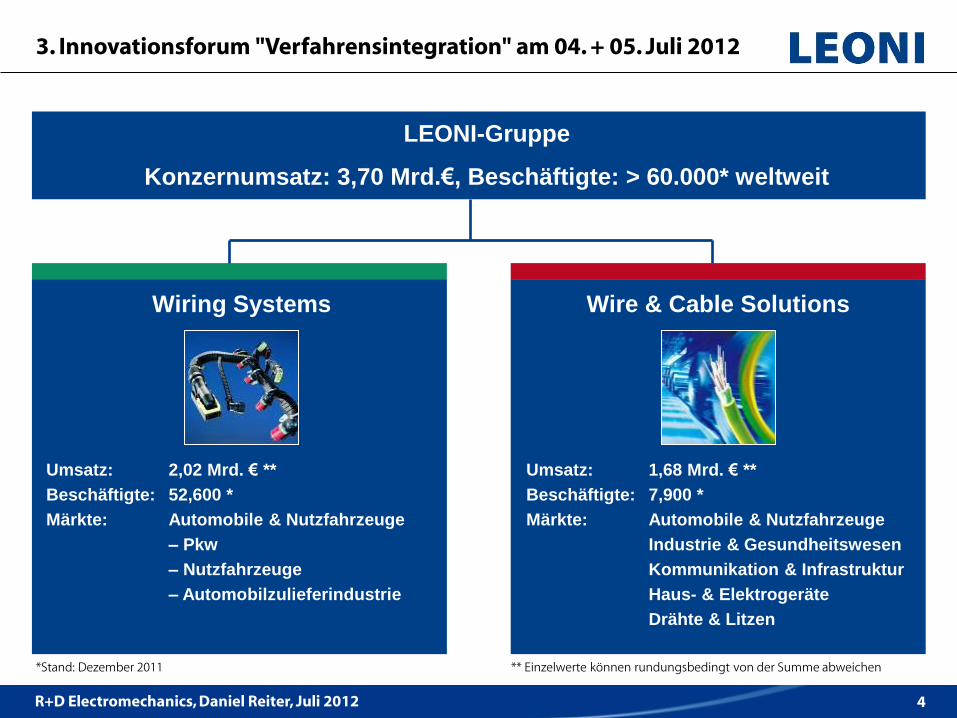
Wire & Cable Solutions Wiring Systems
Umsatz: 1,68 Mrd. € **
Beschäftigte: 7,900 *
Märkte: Automobile & Nutzfahrzeuge
Industrie & Gesundheitswesen
Kommunikation & Infrastruktur
Haus- & Elektrogeräte
Drähte & Litzen
Umsatz: 2,02 Mrd. € **
Beschäftigte: 52,600 *
Märkte: Automobile & Nutzfahrzeuge
– Pkw
– Nutzfahrzeuge
– Automobilzulieferindustrie
*Stand: Dezember 2011
LEONI-Gruppe
Konzernumsatz: 3,70 Mrd.€, Beschäftigte: > 60.000* weltweit
** Einzelwerte können rundungsbedingt von der Summe abweichen

R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
Wiring Systems · Standorte
5
Ägypten
Deutschland
Frankreich
Italien
Marokko
Polen
Rumänien
Russland
Serbien
Slowakei
Tunesien
UK
Ukraine
Ungarn
China
Indien
Südkorea
F&E Center
Produktionsstandorte
Brasilien
Mexiko
USA

R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
Kabelsätze
und komplette Bordnetz-Systeme
für Pkw (alle Segmente)
für Nutzfahrzeuge
für die Zulieferindustrie
6 6
R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
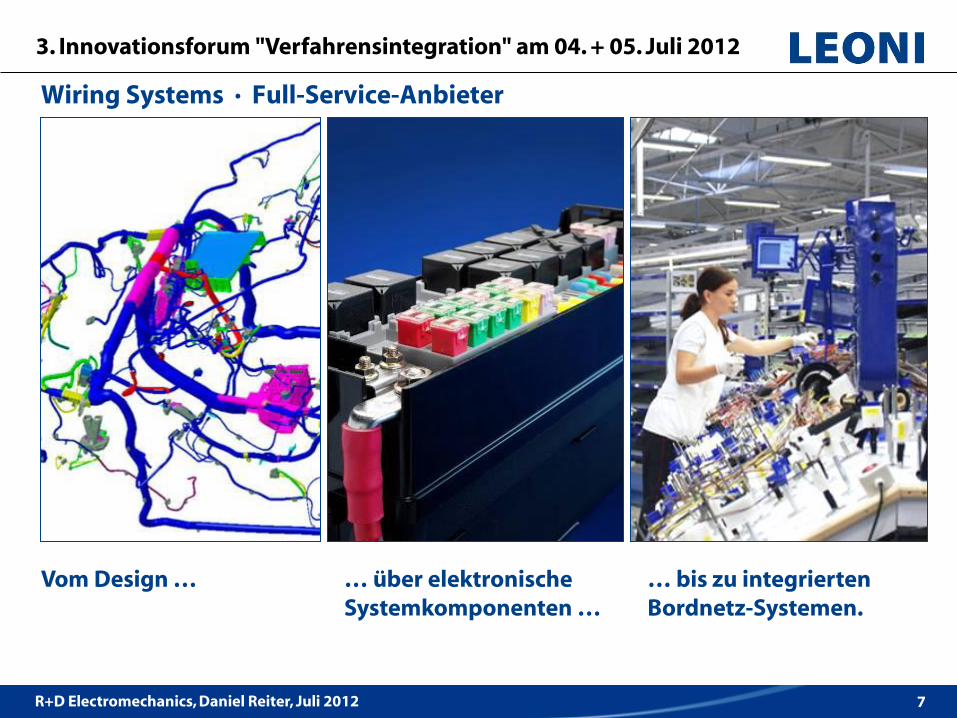
Wiring Systems · Full-Service-Anbieter
7
Vom Design … … bis zu integrierten
Bordnetz-Systemen.
… über elektronische
Systemkomponenten …

R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
8
Technische Daten eines Bordnetz-Systems
Leitungslänge: mehr als 3 km
Anzahl Einzelleitungen: bis zu 1.500
Anzahl Kontakte: bis zu 3.000
Gewicht: bis zu 50 kg

R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
Topologie eines Body- und Engine-Harness
9

R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
Bestandteile eines Kabelsatzes
oLeitungen (Leiter: >50 Gew.-%)
oMontierte Stecker
oKabelkanäle / Bandierung
oSicherungs- und Relaisboxen
oUmspritzte Kabel und Kontakte
ogedichtete Durchführungen
10

R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
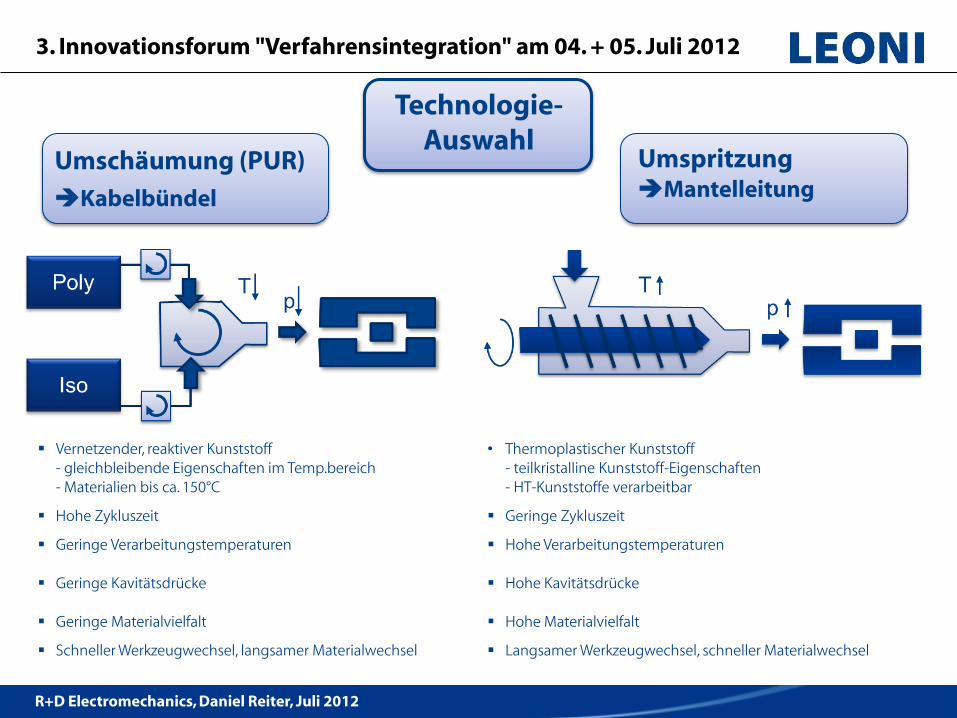
Umschäumung (PUR)
Kabelbündel
Temperatur
Dichtigkeit
Medienbeständigkeit
Manipulations-Schutz
mechanische Stabilität
Leitungsanzahl
Umspritzung
Mantelleitung
Technologie-
Auswahl
Prozessbelastungen
R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
Umschäumung (PUR)
Kabelbündel
Umspritzung
Mantelleitung
Technologie-
Auswahl
Vernetzender, reaktiver Kunststoff
- gleichbleibende Eigenschaften im Temp.bereich
- Materialien bis ca. 150°C
• Thermoplastischer Kunststoff
- teilkristalline Kunststoff-Eigenschaften
- HT-Kunststoffe verarbeitbar
Hohe Zykluszeit Geringe Zykluszeit
Geringe Verarbeitungstemperaturen Hohe Verarbeitungstemperaturen
Geringe Kavitätsdrücke Hohe Kavitätsdrücke
Geringe Materialvielfalt Hohe Materialvielfalt
Schneller Werkzeugwechsel, langsamer Materialwechsel Langsamer Werkzeugwechsel, schneller Materialwechsel

R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
13
Umschäumung
PUR PUR +
EPDM
PUR +
Thermoplastic
Dichtigkeit im Kabel-Bündel Dichtigkeit im Kabel-Bündel Dichtigkeit im Kabel-Bündel
komplexe Kabelsatzführung aufwendige Kabelsatzführung komplexe Kabelsatzführung
Konturdichtung für ein Kabelbündel Konturdichtung für mehrere Kabelbündel Konturdichtung für mehrere
Kabelbündel
einfache Konturabdichtung Abdichtung zu aufwendigeren Konturen Abdichtung zu komplexesten
Konturen
höherer Montageaufwand Geringerer Montageaufwand Höherer Montageaufwand
Geringe Komplexität Höhere Komplexität Höchste Komplexität

R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
14
konventioneller
Kabelsatz
Umschäumter
Kabelsatz
Definierte Kabelführung
Einfache Montage
Optimaler Kabelschutz

R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
Umspritzung
Stecker Sensoren Leitungsend-
verschlüsse
Kabeldurch-
führungen

R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
3 separate Kunststoff-Bauteile
Einfache Montage
Hohe Produktsicherheit
Hohe Vibrationsstabilität
Hohe Temperaturbeständigkeit
7 separate Kunststoff-Bauteile
filigrane Montage
Geringe Produktsicherheit
Montierte Lösung Umspritzte Lösung
Technologie-
Auswahl
R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
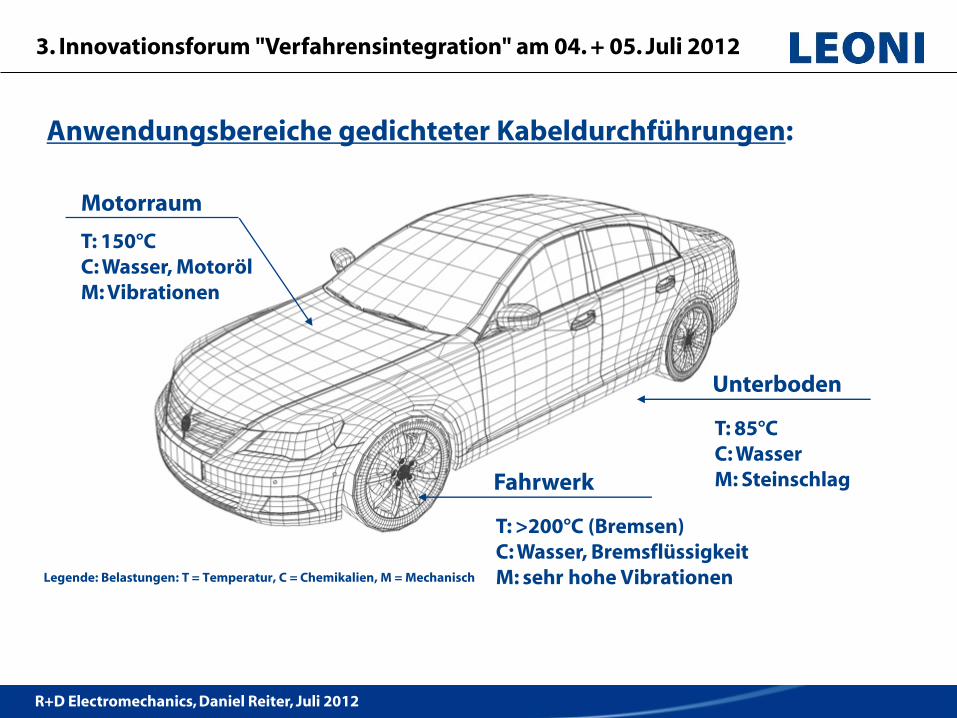
Anwendungsbereiche gedichteter Kabeldurchführungen:
Unterboden
T: 85°C
C: Wasser
M: Steinschlag Fahrwerk
T: >200°C (Bremsen)
C: Wasser, Bremsflüssigkeit
M: sehr hohe Vibrationen
Motorraum
T: 150°C
C: Wasser, Motoröl
M: Vibrationen
Legende: Belastungen: T = Temperatur, C = Chemikalien, M = Mechanisch

R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
2K-Spritzguss vs. Umspritzen von Kabel
Prozess-Schritte:
Dreh-,Umsetz-Werkzeuge
1 Gehäuse spritzen hart
Dichtung anspritzen weich 2
Prozess-Schritte:
getrennte Fertigung
1 Kabel Extrusion weich
Umspritzen hart 2

R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
Ishikawa für mediendichte Kabelumspritzung
z.B. Sauberkeit
z.B. Meßmethode
R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
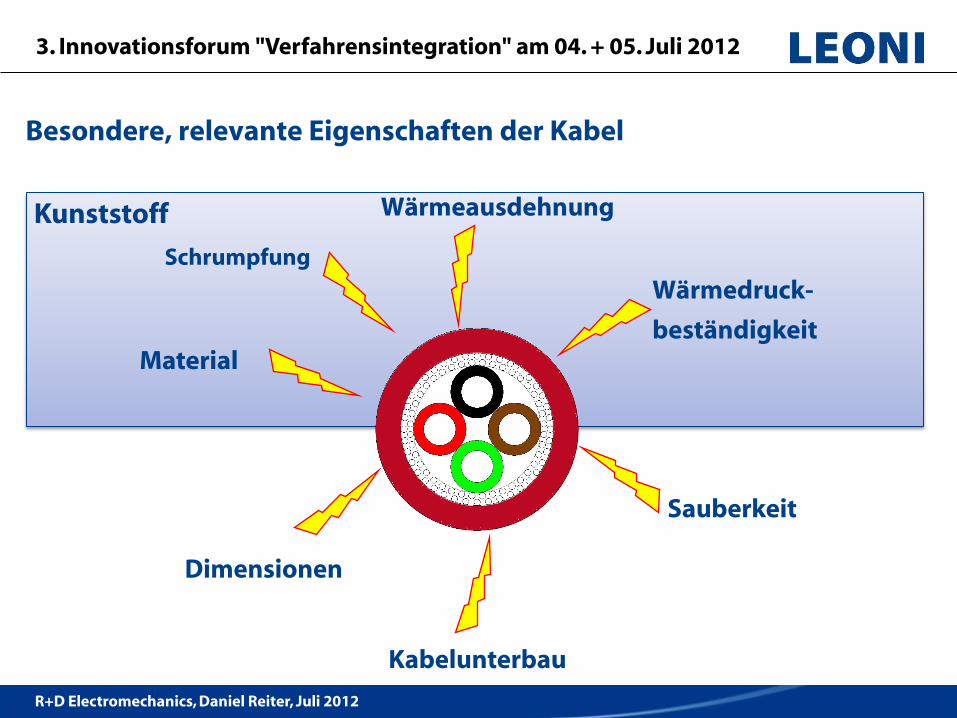
Schrumpfung
Besondere, relevante Eigenschaften der Kabel
Sauberkeit
Kabelunterbau
Dimensionen
Wärmeausdehnung
Wärmedruck-
beständigkeit
Material
Kunststoff
R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
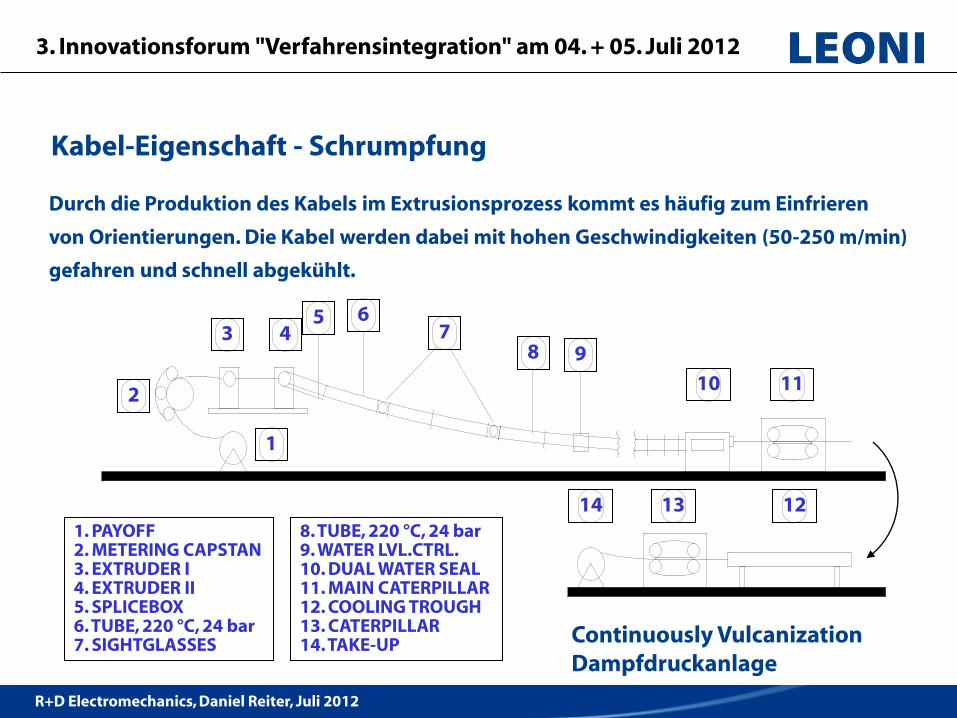
Kabel-Eigenschaft - Schrumpfung
Durch die Produktion des Kabels im Extrusionsprozess kommt es häufig zum Einfrieren
von Orientierungen. Die Kabel werden dabei mit hohen Geschwindigkeiten (50-250 m/min)
gefahren und schnell abgekühlt.
5 6
9 7
8 4 3
2
1
10 11
12 13 14
1. PAYOFF 2. METERING CAPSTAN 3. EXTRUDER I 4. EXTRUDER II 5. SPLICEBOX 6. TUBE, 220 °C, 24 bar 7. SIGHTGLASSES
8. TUBE, 220 °C, 24 bar 9. WATER LVL.CTRL. 10. DUAL WATER SEAL 11. MAIN CATERPILLAR 12. COOLING TROUGH 13. CATERPILLAR 14. TAKE-UP
Continuously Vulcanization
Dampfdruckanlage
R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
Zeit / min
Au
sle
nk
un
g /
%
Zeit / min
Aus
lenk
ung
/ %
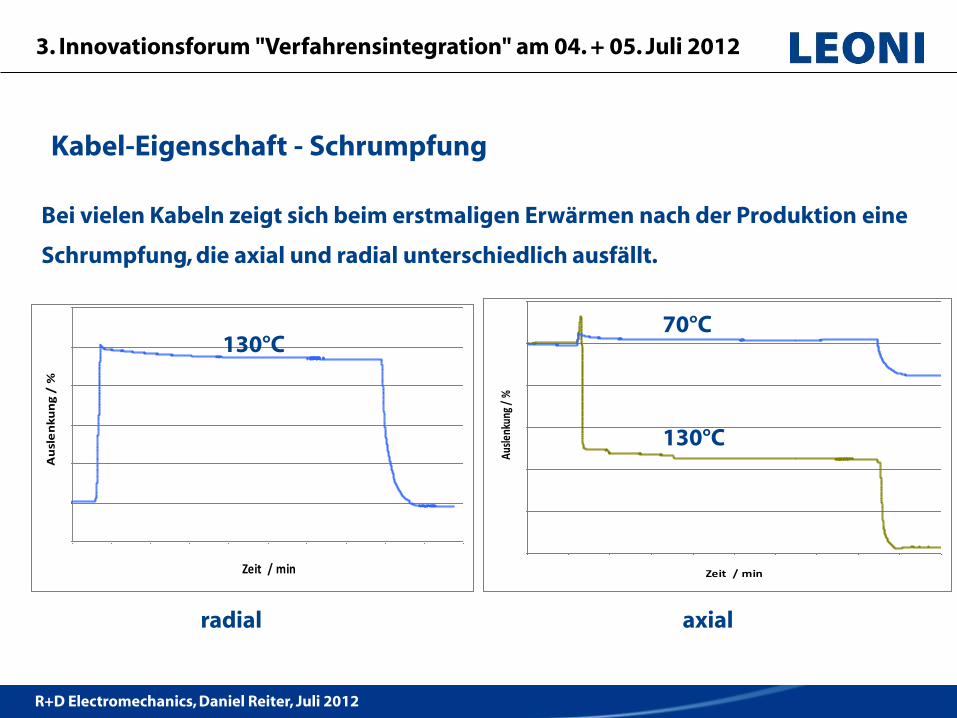
Bei vielen Kabeln zeigt sich beim erstmaligen Erwärmen nach der Produktion eine
Schrumpfung, die axial und radial unterschiedlich ausfällt.
radial axial
130°C
70°C 130°C
Kabel-Eigenschaft - Schrumpfung
R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
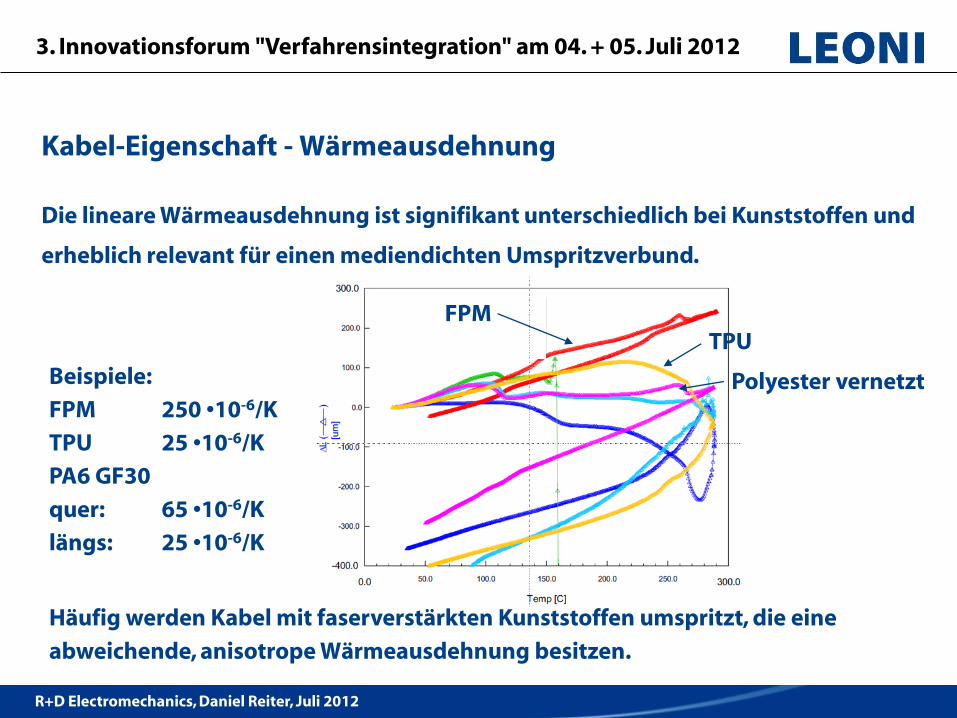
Kabel-Eigenschaft - Wärmeausdehnung
Die lineare Wärmeausdehnung ist signifikant unterschiedlich bei Kunststoffen und
erheblich relevant für einen mediendichten Umspritzverbund.
FPM
TPU
Polyester vernetzt
Häufig werden Kabel mit faserverstärkten Kunststoffen umspritzt, die eine
abweichende, anisotrope Wärmeausdehnung besitzen.
Beispiele:
FPM 250 •10-6/K
TPU 25 •10-6/K
PA6 GF30
quer: 65 •10-6/K
längs: 25 •10-6/K
R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
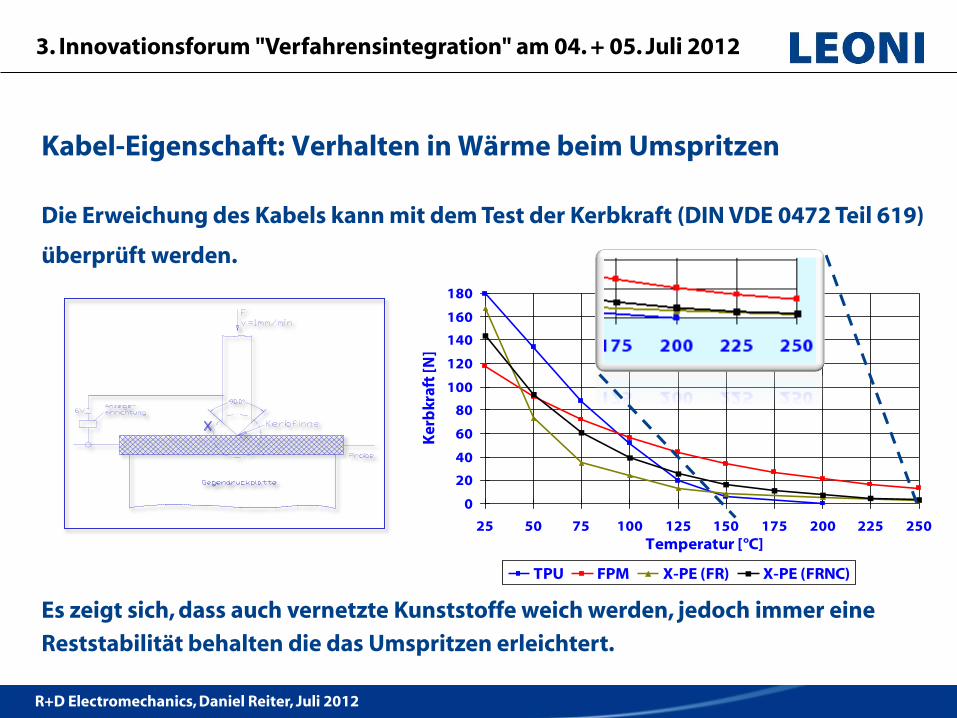
Kabel-Eigenschaft: Verhalten in Wärme beim Umspritzen
0
20
40
60
80
100
120
140
160
180
25 50 75 100 125 150 175 200 225 250
Temperatur [°C]
Ke
rbk
raft
[N
]
TPU FPM X-PE (FR) X-PE (FRNC)
Die Erweichung des Kabels kann mit dem Test der Kerbkraft (DIN VDE 0472 Teil 619)
überprüft werden.
Es zeigt sich, dass auch vernetzte Kunststoffe weich werden, jedoch immer eine
Reststabilität behalten die das Umspritzen erleichtert.

R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
25
Maschinentechnologie Umspritzen
- Meist Handeinlage der Kabel in das Umspritzwerkzeug bzw. Aufnahmen
- Horizontale oder Vertikale Spritzgussmaschinen möglich
- Bei horizontalen Spritzguss-Systemen: Zwischenpuffer für die Aufnahmen
- Bei vertikalen Spritzguss-Systemen: Schiebetisch-Systeme
- Für Niederdruckanlagen ähnliche Aufbauten verfügbar

R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
Werkzeug-Anforderungen: Kabelklemmung
- Abdichten des Kabels gegen die Schmelze
- kein axiales Verschieben des Kabel beim Einspritzen
- Kein Verquetschen der Kabeloberfläche
- Abdrückbereich
- Rippenstruktur
- Entgraten der
Werkzeugtrennung thermische Trennung durch
zweiten Kühlkreislauf im
Werkzeug
Verquetschungen
Kabelschiebung

R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
Werkzeug-Anforderung: Kabelführung in der Kavität
- Kabel nicht auf die Oberfläche gedrückt wird durch die Schmelze
- kein durchhängen des Kabels aufgrund der Erwärmung
Ausreichend Stützpunkte
in der Kavität
Ausreichend Zugspannung
auf dem Kabel
lineare Führung des
Kabels zwischen den
Stützpunkten in der
Kavität
kein direktes
Anspritzen des Kabels
Ausreichend Abstand
von der Kavitätswand
R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
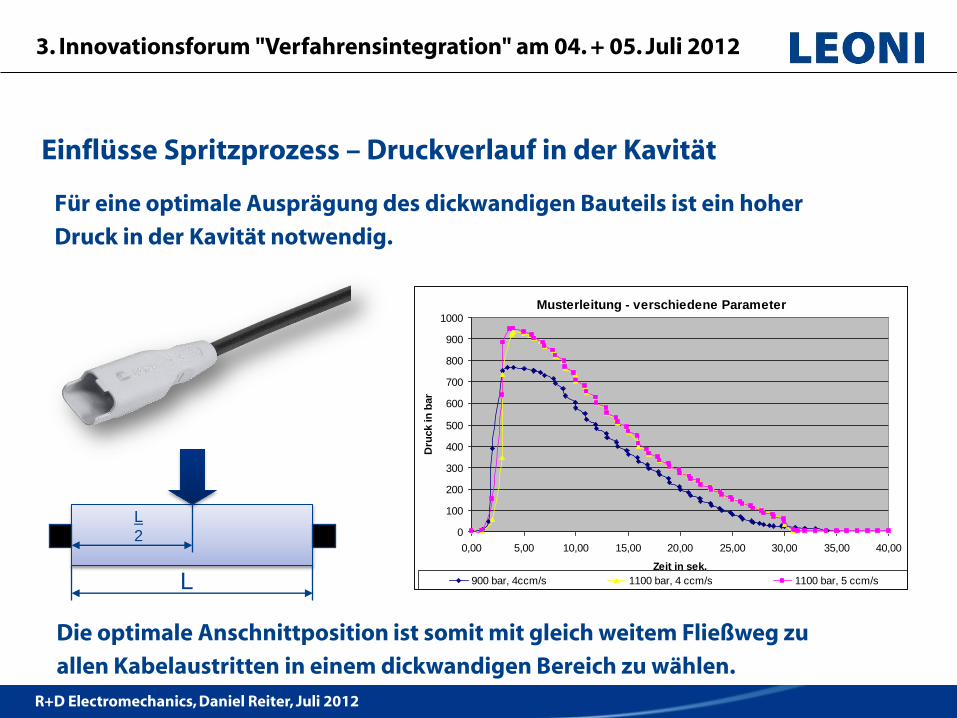
Für eine optimale Ausprägung des dickwandigen Bauteils ist ein hoher
Druck in der Kavität notwendig.
Musterleitung - verschiedene Parameter
0
100
200
300
400
500
600
700
800
900
1000
0,00 5,00 10,00 15,00 20,00 25,00 30,00 35,00 40,00
Zeit in sek.
Dru
ck in
bar
900 bar, 4ccm/s 1100 bar, 4 ccm/s 1100 bar, 5 ccm/s
Einflüsse Spritzprozess – Druckverlauf in der Kavität
L
L
2
Die optimale Anschnittposition ist somit mit gleich weitem Fließweg zu
allen Kabelaustritten in einem dickwandigen Bereich zu wählen.
R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
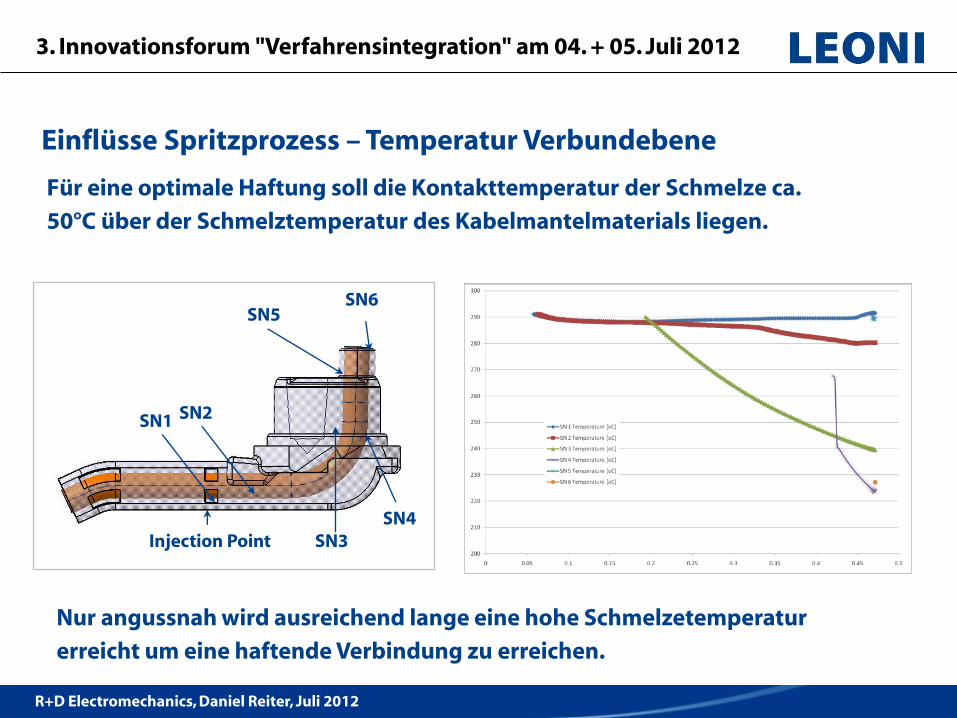
Für eine optimale Haftung soll die Kontakttemperatur der Schmelze ca.
50°C über der Schmelztemperatur des Kabelmantelmaterials liegen.
Einflüsse Spritzprozess – Temperatur Verbundebene
Nur angussnah wird ausreichend lange eine hohe Schmelzetemperatur
erreicht um eine haftende Verbindung zu erreichen.
SN1 SN2
Injection Point SN3
SN4
SN5 SN6
R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
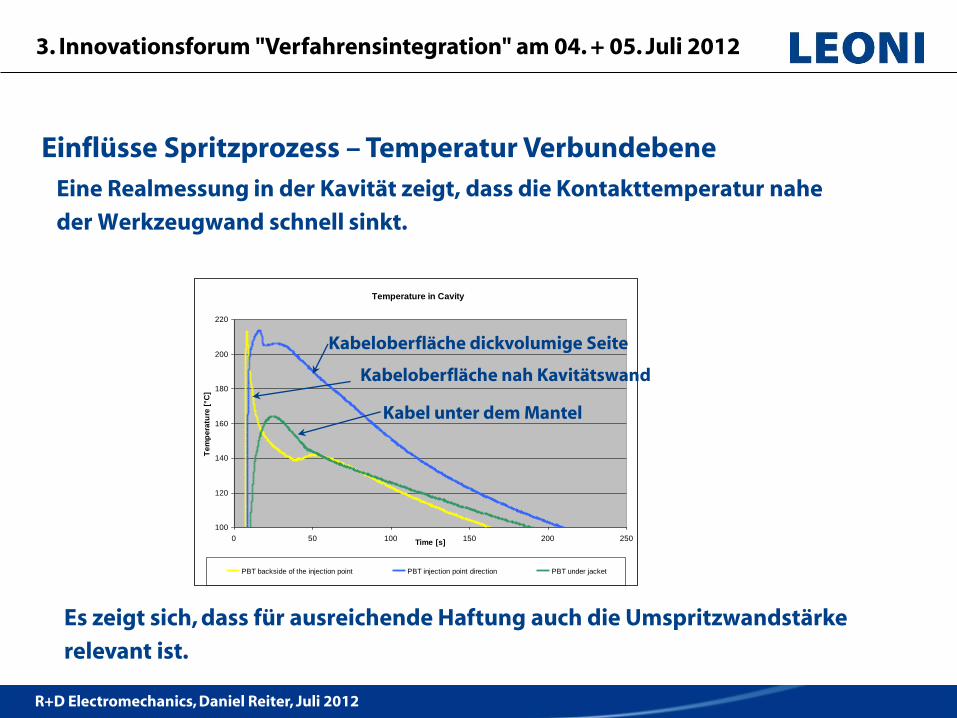
Eine Realmessung in der Kavität zeigt, dass die Kontakttemperatur nahe
der Werkzeugwand schnell sinkt.
Temperature in Cavity
100
120
140
160
180
200
220
0 50 100 150 200 250Time [s]
Te
mp
era
ture
[°C
]
PBT backside of the injection point PBT injection point direction PBT under jacket
Einflüsse Spritzprozess – Temperatur Verbundebene
Es zeigt sich, dass für ausreichende Haftung auch die Umspritzwandstärke
relevant ist.
Kabeloberfläche dickvolumige Seite
Kabeloberfläche nah Kavitätswand
Kabel unter dem Mantel
R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
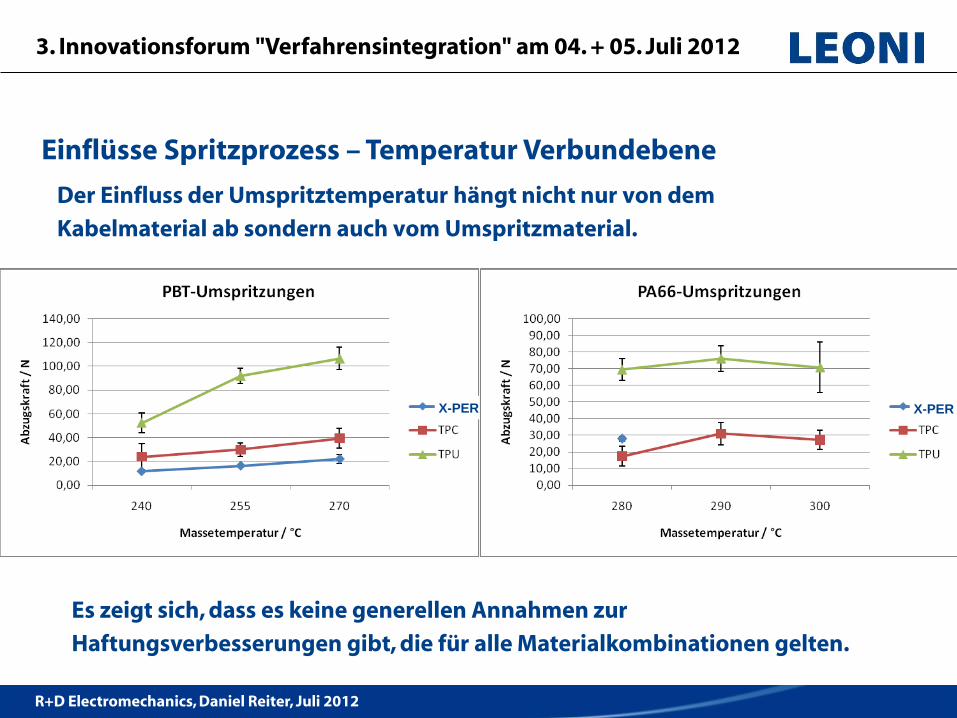
Der Einfluss der Umspritztemperatur hängt nicht nur von dem
Kabelmaterial ab sondern auch vom Umspritzmaterial.
Einflüsse Spritzprozess – Temperatur Verbundebene
Es zeigt sich, dass es keine generellen Annahmen zur
Haftungsverbesserungen gibt, die für alle Materialkombinationen gelten.
X-PER X-PER
R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
Cable 3
untreated Plasma
Pu
ll-o
ut
forc
e
OvermoldingMaterial 2
OvermoldingMaterial 1
Cable 2
untreated pre-heat Plasma
Pu
ll-o
ut
forc
e
OvermoldingMaterial 2OvermoldingMaterial 1
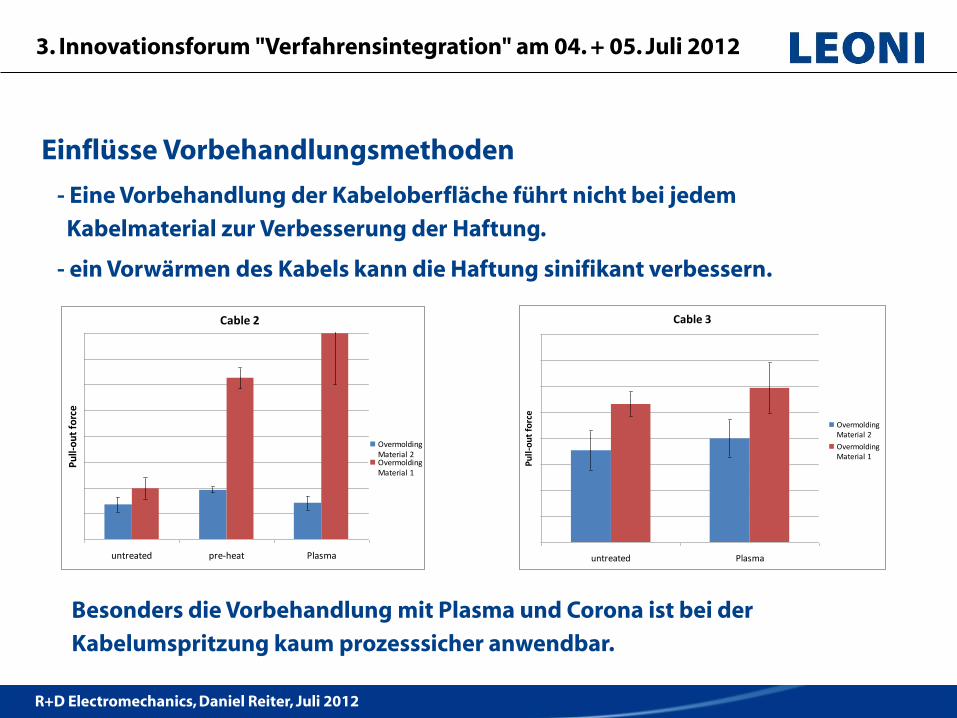
- Eine Vorbehandlung der Kabeloberfläche führt nicht bei jedem
Kabelmaterial zur Verbesserung der Haftung.
- ein Vorwärmen des Kabels kann die Haftung sinifikant verbessern.
Einflüsse Vorbehandlungsmethoden
Besonders die Vorbehandlung mit Plasma und Corona ist bei der
Kabelumspritzung kaum prozesssicher anwendbar.
R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
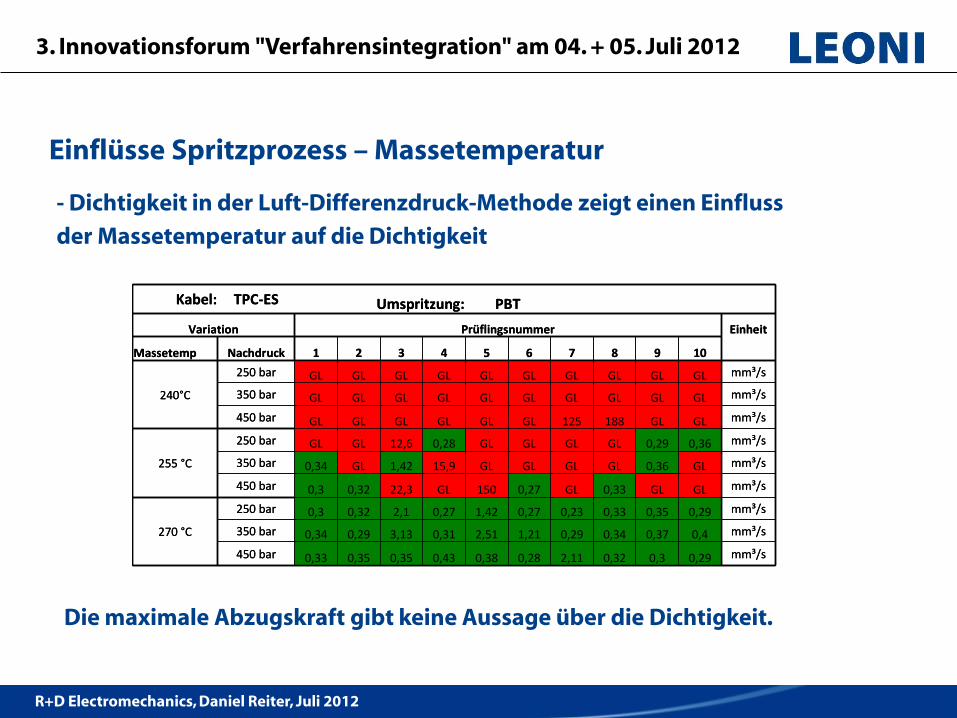
- Dichtigkeit in der Luft-Differenzdruck-Methode zeigt einen Einfluss
der Massetemperatur auf die Dichtigkeit
Einflüsse Spritzprozess – Massetemperatur
Die maximale Abzugskraft gibt keine Aussage über die Dichtigkeit.
Kabel: TPC-ES Umspritzung: PBT
Variation Prüflingsnummer Einheit
Massetemp Nachdruck 1 2 3 4 5 6 7 8 9 10
240°C
250 bar GL GL GL GL GL GL GL GL GL GL mm³/s
350 bar GL GL GL GL GL GL GL GL GL GL mm³/s
450 bar GL GL GL GL GL GL 125 188 GL GL mm³/s
255 °C
250 bar GL GL 12,6 0,28 GL GL GL GL 0,29 0,36 mm³/s
350 bar 0,34 GL 1,42 15,9 GL GL GL GL 0,36 GL mm³/s
450 bar 0,3 0,32 22,3 GL 150 0,27 GL 0,33 GL GL mm³/s
270 °C
250 bar 0,3 0,32 2,1 0,27 1,42 0,27 0,23 0,33 0,35 0,29 mm³/s
350 bar 0,34 0,29 3,13 0,31 2,51 1,21 0,29 0,34 0,37 0,4 mm³/s
450 bar 0,33 0,35 0,35 0,43 0,38 0,28 2,11 0,32 0,3 0,29 mm³/s
Kabel: TPC-ES Umspritzung: PA 66
Variation Prüflingsnummer Einheit
Massetemp Nachdruck 1 2 3 4 5 6 7 8 9 10
280 °C
250 bar GL GL GL GL GL GL GL GL GL GL mm³/s
350 bar GL GL GL GL GL GL GL GL GL GL mm³/s
450 bar GL GL GL GL GL GL GL GL GL GL mm³/s
290 °C
250 bar GL GL GL GL GL GL GL GL GL GL mm³/s
350 bar GL GL GL GL GL GL GL GL GL GL mm³/s
450 bar GL GL GL GL GL GL GL GL GL GL mm³/s
300 °C
250 bar GL GL GL GL GL GL GL GL GL GL mm³/s
350 bar GL GL GL GL GL GL GL GL GL GL mm³/s
450 bar GL GL GL GL GL GL GL GL GL GL mm³/s
Kabel: TPC-ES Umspritzung: PBT
Variation Prüflingsnummer Einheit
Massetemp Nachdruck 1 2 3 4 5 6 7 8 9 10
240°C
250 bar GL GL GL GL GL GL GL GL GL GL mm³/s
350 bar GL GL GL GL GL GL GL GL GL GL mm³/s
450 bar GL GL GL GL GL GL 125 188 GL GL mm³/s
255 °C
250 bar GL GL 12,6 0,28 GL GL GL GL 0,29 0,36 mm³/s
350 bar 0,34 GL 1,42 15,9 GL GL GL GL 0,36 GL mm³/s
450 bar 0,3 0,32 22,3 GL 150 0,27 GL 0,33 GL GL mm³/s
270 °C
250 bar 0,3 0,32 2,1 0,27 1,42 0,27 0,23 0,33 0,35 0,29 mm³/s
350 bar 0,34 0,29 3,13 0,31 2,51 1,21 0,29 0,34 0,37 0,4 mm³/s
450 bar 0,33 0,35 0,35 0,43 0,38 0,28 2,11 0,32 0,3 0,29 mm³/s
Kabel: TPC-ES Umspritzung: PA 66
Variation Prüflingsnummer Einheit
Massetemp Nachdruck 1 2 3 4 5 6 7 8 9 10
280 °C
250 bar GL GL GL GL GL GL GL GL GL GL mm³/s
350 bar GL GL GL GL GL GL GL GL GL GL mm³/s
450 bar GL GL GL GL GL GL GL GL GL GL mm³/s
290 °C
250 bar GL GL GL GL GL GL GL GL GL GL mm³/s
350 bar GL GL GL GL GL GL GL GL GL GL mm³/s
450 bar GL GL GL GL GL GL GL GL GL GL mm³/s
300 °C
250 bar GL GL GL GL GL GL GL GL GL GL mm³/s
350 bar GL GL GL GL GL GL GL GL GL GL mm³/s
450 bar GL GL GL GL GL GL GL GL GL GL mm³/s
R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
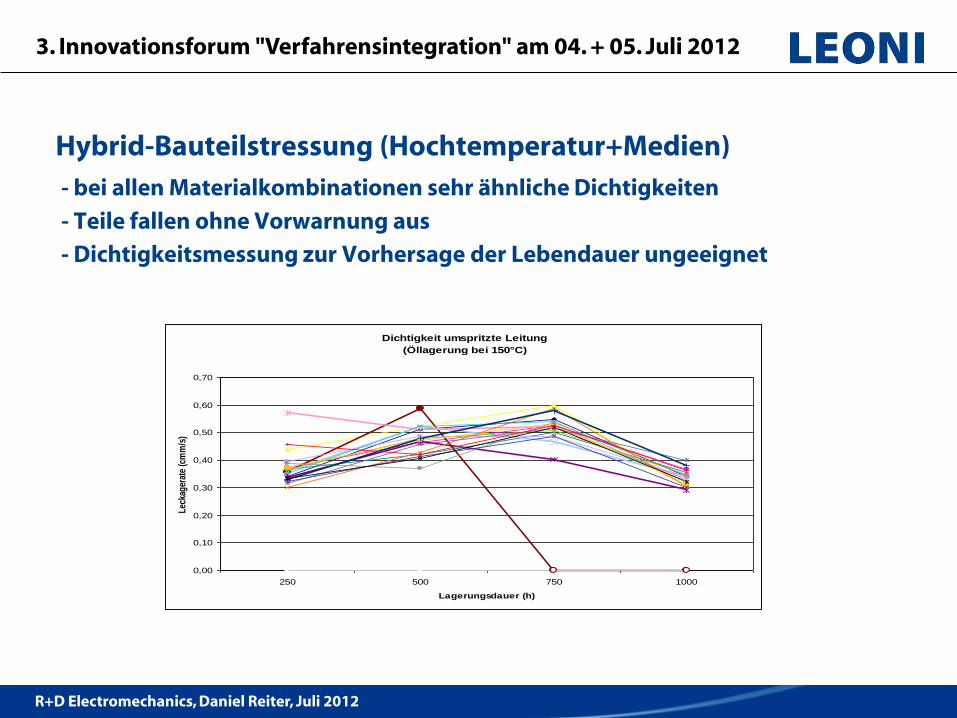
Hybrid-Bauteilstressung (Hochtemperatur+Medien)
- bei allen Materialkombinationen sehr ähnliche Dichtigkeiten
- Teile fallen ohne Vorwarnung aus
- Dichtigkeitsmessung zur Vorhersage der Lebendauer ungeeignet
Dichtigkeit umspritzte Leitung
(Öllagerung bei 150°C)
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0,70
250 500 750 1000
Lagerungsdauer (h)
Lec
kag
erat
e (c
mm
/s)
R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
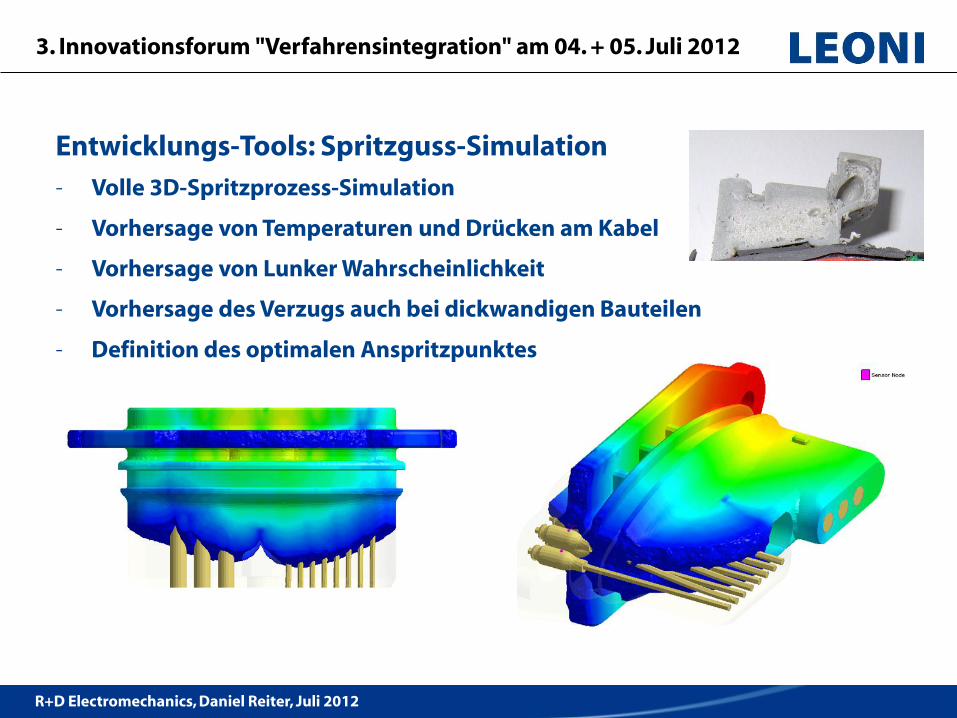
Entwicklungs-Tools: Spritzguss-Simulation
- Volle 3D-Spritzprozess-Simulation
- Vorhersage von Temperaturen und Drücken am Kabel
- Vorhersage von Lunker Wahrscheinlichkeit
- Vorhersage des Verzugs auch bei dickwandigen Bauteilen
- Definition des optimalen Anspritzpunktes

R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
Entwicklungs-Tools: CT-Analyse
- Darstellung von Dichtigkeitsunterschieden
- Ermittlung von zusammenhängenden Lunkern und deren Größe
- Ermittlung von Bauteilabweichungen im 3D
- Zerstörungsfreie Untersuchung
R+D Electromechanics, Daniel Reiter, Juli 2012
3. Innovationsforum "Verfahrensintegration" am 04. + 05. Juli 2012
Fazit
- steigende Anforderungen lassen sich häufig nur durch umspritzte anstatt
montierte Produkte lösen
- Kabelumspritzungen verfügen über einen hohen Manipulationsschutz
- Kabelumspritz-Anwendung im automotiven Einsatz sind hochbelastete
Spezialanwendungen (Vergleich Schuko-Stecker)
- für eine dauerhaft mediendichte Verbindung müssen die Eigenschaften und
relevanten Effekte der Materialkombination untersucht werden
- auch das Design, sowie der Prozess ist entscheidend für eine dauerhaft
mediendichte Verbindung.
- die Analyse der Lebensdauer muss genau geplant werden.





























