-
8/3/2019 Linde FTO Info
1/12
SELAS-LINDE GmbH
Environmental
Technology
-
8/3/2019 Linde FTO Info
2/12
3 Introduction
4 SELAS-LINDE GmbH
5 Company history
6 Thermal oxidation
7 Sub-X
technology
8 Flameless thermal oxidation
9 Technology center
10 Selected reerences
12 Contact
2
Sub-X is a registered trademark o The Linde Group
Cover photo: Thermal oxidation unit or aqueous waste liquids in
Germany
Contents.
-
8/3/2019 Linde FTO Info
3/12
SELAS-LINDE GmbH a wholly-owned sub-
sidiary of The Linde Group, Engineering
Division is one of the worlds leading
suppliers of process plants in the fields of:
Process urnaces or the chemical
and petrochemical industry:
Pyrolysis urnaces or ethylene production
EDC cracking urnaces
Cracking urnaces or special chemicals,
such as acetic acid and reon
Reormers
Steam reormers or hydrogen and
synthesis gas production
Fired heater units or reineries:
Crude oil heaters
Vacuum oil heaters
Visbreaker
Platormer
HDS heaters
Reboilers
Superheaters
Special-purpose urnace equipment:
Furnaces or iron direct reduction processes
Steam superheaters
Waste recovery units or gas turbines
Environmental technology
In addition to these ields, SELAS-LINDE is also a
leader in the design and construction o plants
or oxidizing gaseous and liquid wastes, includ-
ing waste heat recovery, lue gas treatment, by-
product recovery or:
Halogenated hydrocarbons
PCBs
Pesticides, herbicides
Dioxins
Pharmaceutical wastes
Aqueous salt-laden wastes
Nitrogen-bound organics
Vaporisation o cryogenic luids
Submerged combustion vaporiser systems
(Sub X) or:
LNG
LPG
Nitrogen
Ethylene
Range o Services
SELAS-LINDE GmbH oers a wide range o
services, tailored to customer speciications: Studies
Project management
Basic and detail engineering
Procurement o services and materials
Construction, revamp and commissioning
Supervision o abrication and construction
Start-up supervision
Ater-sales service
Project inancing
3
Introduction.
-
8/3/2019 Linde FTO Info
4/12
SELAS-LINDE has extensive experience in the
conceptual and detailed design and construction
o turn-key plants, but also oers its customers
all these services individually.
The world-wide cooperation and exchange o
inormation with Linde, the connection with the
Fired Heaters Division within Linde Impianti,
Italia (LII), Rome and the sister company, Selas
Fluid Processing Corporation (SFPC), Blue Bell,
PA, USA, ensure state o the art technology and
project execution.
Eicient engineering work by experienced spe-
cialists and the use o the most modern 3D CAD
systems (PDS) result in optimal design and reli-able long-term
operation o all SELAS-LINDE plants.
Materials and equipment are procured world-
wide in close cooperation with competent sup-
pliers and business associates.
SELAS-LINDE has decades o experience as a
general contractor managing the complex lo-
gistics o plant procurement and construction.
Proven project management and control sys-
tems guarantee strict adherence to cost,
schedule and quality requirements.
Contracts are executed in compliance with all
relevant international standards and rules, ac-
companied by continuous quality-assurance
activities. SELAS-LINDE is certiied under ISO
9001 since February 2000.
Ater a contract has been completed, SELAS-
LINDE remains a reliable partner or its custom-
ers, with its lexible and eicient ater-sales
service.
Proo o SELAS-LINDEs capability and know-how
is the successul completion and commissioning
o more than 2000 plants since the oundation o
this company.
SELAS-LINDE GmbH.
4
Ethylene cracking urnace, Jilin Petrochemical Company,
Jilin/China
-
8/3/2019 Linde FTO Info
5/12
SELAS-LINDE has a long tradition in urnace
design, which dates back to the early thirties
in the USA.
The original company, Selas Corporation o
America (in Pennsylvania), was involved in
the technology o ired process urnaces rom
an early date and developed this technology
continuously.
Starting in 1948, the company o Ernst Kirchner
in Hamburg was developing its product line or
ired industrial urnaces. Ater the death o the
companys ounder in 1970, the ired industrial
urnaces section was separated and sold to
Selas Corporation o America. This acquisition
was then renamed to Selas-Kirchner GmbH.
In 1973, Selas Corporation o America and
Linde AG, Process Engineering and Contracting
Division, signed a l icense agreement or the
planning, manuacturing, and erection o pyro-
lysis urnaces or producing oleins. This also
meant that the Selas, Kirchner, and Linde tech-
nologies in the ield o ired process-urnace
plants or the chemical and reinery industries
were combined.
Over the ollowing years, step by step Lindes
Process Engineering and Contracting Division
acquired ever larger shares o Selas-Kirchner
and o the ired process-urnace plant division
o Selas Corporation o America.
In 1985, Linde AG became the sole owner o
Selas-Kirchner, Germany, and o the Process
Furnaces division o Selas Corporation. This
division now operates under the name Selas
Fluid Processing Corporation (SFPC) in Blue
Bell, USA.
On January 1st, 1999, Selas-Kirchner GmbH was
renamed to SELAS-LINDE GmbH.
SELAS-LINDE GmbH and Selas Fluid Processing
Corporation now market the entire know-how o
the Selas, Kirchner and Linde urnace technolo-
gies exclusively throughout the world under the
trademark Selas.
Since its acquisition o T-Thermal in 1992, SELAS-
LINDE possesses the extensive know-how and
leading technology or thermal oxidation o
gaseous and liquid wastes, in addition to its
already available technology in the ield o en-
vironmental engineering.
Furthermore SELAS-LINDE designs, supplies and
constructs plants or the vaporisation o cryo-
genic liquids. Today SELAS-LINDE is one o the
leading global contractors in all above men-
tioned ields.
Selas Fluid Processing Corp.
and T-Thermal Division
Philadelphia, USA
Bertrams Heatec AG
Pratteln, Switzerland
SELAS-LINDE GmbH
and T-Thermal Division
SELAS LINDE GmbH
T-Thermal Division
within Linde CryoPlants Ltd.
Munich, Germany
Aldershot, UK
Fired Heater Division
within Linde Impianti
(Licence o SL)
Rome, Italy
Linde AG
Engineering Division
Munich, Germany
5
Company history.
-
8/3/2019 Linde FTO Info
6/12
6
Catalytic oxidation plant
in Antwerp, Belgium
Thermal oxidation unit
in Saint Clair du Rhne, France
A pollution ree environment
SELAS-LINDE has committed, as a company, to
provide the equipment, service and technical
support to resolve complex disposal problems.
By tailor-made combustion technology, SELAS-
LINDE can saely destroy nearly any kind o
liquid and gaseous euent encountered in
industry.
Since building our frst thermal waste oxidation
system in 1952, we have supplied over 500 in-
stallations world-wide to many o the leading
process and manuacturing companies. In a
technology where experience and expertise
are critical, SELAS-LINDE is an acknowledged
world leader.
Guaranteed destruction efciencies
Thermal oxidation is the most direct, efcient,
complete and fnal method or the disposal o
especially hazardous liquid and gaseous indus-
trial euent. For some wastes it is the only
practicable solution.
Destruction efciencies o SELAS-LINDE waste
oxidation systems well exceeds the most de-
manting requirements anywhere in the world
including the European legislative limits. Wehave successully
dealt with virtually every kind
o hazardous and toxic waste. One example
among many, a specially designed thermal
system was selected or the US Army program
to destroy the nations stockpile o obsolete
chemical weapons, including nerve agents.
Thermal oxidation.
-
8/3/2019 Linde FTO Info
7/12
7
Sub-X technology.
SELAS-LINDEs exclusive Sub-X system is a ma-
jor advance in the sae treatment o hazardous
wastes, particularly aqueous wastes bearing
metals, salts or halogens. This versatile, inte-
grated chemical waste destructor, using a high
intensity Vortex burner, makes ull use o the
energy contained in the waste streams. Combus-
tible gaseous and liquid wastes, along with
non-combustible aqueous wastes, can be de-
stroyed simultaneously.
Frequently, valuable by-products can be re-
moved rom the waste streams. Examples in-
clude recovery o catalyst oxides ater destruc-
tion o the carrier liquid and recovery o sodium
iodide or process re-use. SELAS-LINDE is also aworld leader in
the oxidation o luorinated liq-
uid and vapour waste streams with the option o
hydroluoric acid or calcium luoride recovery.
The Sub-X design is also utilised or the de-
struction o chlorinated, brominated and iodi-
nated waste streams.
Some o the main eatures o the proprietary
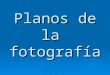
Sub-X system are deined in ig. 2.
Fig. 1: Vortex burner
Fig. 2: Sub-X system
Air vanes
Fuel spray
Combustion air Air
nozzle
Secondary
air inlet
Air
uel zone
Combustion
chamber
Internal recirculation
o inert gases
Flame
envelope
Fuel and
atomizing luid
burner. Most conventional burners cannot
handle this mixture, but the Vortex has the
necessary turbulence and swirl action to oxi-
dize the mixture eiciently.
Usually the reaction chamber is vertical. When
aqueous wastes containing inorganic com-
pounds are present, they are injected into the
ully developed lame zone just below the bur-
ner. The generated molten salts low down the
reractory wall to the quench chamber.
Hot gases pass through a water-cooled down-
comer tube and are quenched in the Sub-X
quench tank. The integral tank is a primary
scrubber recovering a high percentage o acids
and particulates. The tank also acts as a saety
device: i quench water supply is lost, the water
in the tank will serve as a heat sink and liquid
seal until the malunction is corrected.
In the treatment o chlorinated wastes, the
rapid quenching o lue gases in a matter o
milli-seconds virtually eliminates the gas-
phase dioxin reormation reactions and
hence the unit is able to achieve dioxin lev-
els < 0.1 ng/Nm (TEQ).
Other auxiliaries, including downstreamexhaust gas treatment and
product recovery
equipment, can increase the versatility and
proitability o the Sub-X system.
Finely atomized waste is mixed with combus-
tion air and injected into the integral Vortex
Vortex burner
assembly Combustion
air inlet
Non-combustible
waste inlet
Quench water inlet
Exhaust
Annulus
(where hot gases
pump quench water)
Firebrick
Insulating
brick
Downcomer
-
8/3/2019 Linde FTO Info
8/12
8
Flameless thermal oxidation.
Flameless thermal oxidation (FTO) is a process that thermally
reacts com-
bustible gases and/or atomized liquids with an oxidizing agent
to convert
combustible compounds to their oxidized state, and release heat
without
lame.
This is accomplished by heating the compounds to reaction
temperature
under controlled conditions in a specially designed reactor that
absorbs
and dissipates the heat o the reaction. This maintains a stable
oxidation
zone at a precise temperature and residence time suicient to
compen-
sate or variations in ume low and composition.
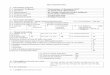
The FTO reactor
Figure 1 depicts the basic FTO system. The reactor is made up o
a reractory
lined, cylindrical vessel (material o construction varies with
application)
with a centered inlet diptube. This vessel is approximately hal
ull o ran-
domly packed inert ceramic pieces to orm a uniorm matrix below
andaround the diptube. A preheat burner or electric heating
elements heat
the ceramic matrix to operating temperature at start-up
only.
During standard operation the matrix temperature is maintained
by the
incoming combustible mixture entering rom the top o the diptube.
As the
mixture lows down the diptube it passes through a series o
mixing bales
to ensure uniorm composition o the gases.
The pre-mixed reactants enter the ceramic matrix, and expand
radially out-
ward rom the end o the diptube. Each ume, air, and uel mixture
has a
particular reaction speed based on the composition and
temperature. As
the slowing velocity o the pre-mixed reactants reaches the
oxidationspeed, heat transer into the mixture rom the hot matrix
and ree radical
oxidation begins. The location o the reaction wave is held in
place by
controlling the air and uel mixed with the umes (ig. 2).
FTO technology has repeatedly demonstrated a destruction
eiciency
o 99.99 %+, virtually undetectable thermal NOx and CO emissions,
and
dioxin and uran emissions that are less than 1/10 o the
stringent Euro-
pean emissions standard o 0.1 ng/m TEQ. This unique
perormance
assures regulatory compliance with a high degree o
reliability.
Fuel
Fume
Ellipsoidal
reaction
envelope
Air
Hot cera-
mic matrix
Clean
gas
outlet
Inlet
diptube
FTO reactor (ig. 1) Principle o operation (ig. 2)
Constant total low
Constant reaction speed
P
T
1000C
CO2
H2O
O2
N2
Mixer
reactionwave
CH4
O2
N2
Air
Fume
Trim fuel
Expanded,
hot combustion product20C
0.5 m/s 0.5 m/s
low
Constant flow
Constant composition
Constant velocity
Constant reaction speed
-
8/3/2019 Linde FTO Info
9/12
9
Technology center.
Sub-X incinerator
When expanding the technology o specialized
combustion related process and emission control
equipment, pilot testing is oten the only prudent
way to conirm suitability o a design. SFPC and
SL have always relied on research and develop-
ment testing as the basis or their system guar-
antees.
In the early 1950s the test acility was used
strictly or proprietary projects. Due to customer
demand, contract research was introduced. Over
the years, more than 800 projects have been
initiated by major chemical, petro-chemical,
pharamceutical, aircrat, building products, steel
and mining companies, as well as the U.S. Army,
Navy and Environmental Protection Agency.Many o the projects
resulted in technological
breakthroughs, and because o the interaction
between the companies, lasting business rela-
tionships were ormed and became the ounda-
tion o our present customer base.
The original acility, located in Conshohocken, PA,
was constructed in the 1950s. In the year 2000,
the acility was completely revamped to make
way or the new state-o-the-art technology
center. In addition to perorming proprietary
and contract research, the technology center is
a ocal point to gather and exchange scientiic
inormation with the Linde amily o companies
world-wide.
The new center is equipped with multiple ull-
scale combustion, incineration, lameless ther-
mal oxidation, and air pollution control systems.
The systems are ully automated with abundant
data gathering capabilities. Programmable logic
controllers (PLC), human-machine interace (HMI)
and continuous emission monitoring (CEM)
systems are integrated with spread sheet sot-
ware or down loading and integration with
customer sotware packages. High temperature
cameras and high-speed internet connections
provide unique opportunities or solving
customers needs. Augmenting these systems
is our in-house ability to perorm computa-
tional luid dynamic (CFD) modeling.
FTO system
-
8/3/2019 Linde FTO Info
10/12
10
Selected reerences.
Hydroluoric acid recovery in India
Process description Fluorinated waste gases are incincerated at
high temperature to ensure com-
plete destruction. The Sub-X quench system provides rapid
cooling such
that dioxin/uran ormation is saely avoided. In the quench and
the down
stream absorber column hydroluoric acid is recovered. The inal
caustic
scrubber stage removes remaining gaseous emissions and aerosols
or com-
pliance with environmental emission limits. The unit is certiied
or trading
with CERs (Certiied Emission Reduction) according to the United
Nations
Framework Convention on Climate Change (UNFCCC).
Location Ranjitnagar, Gujarat, India
Key perormance data Fluorinated waste gas duty 139 kg/h
Hydroluoric acid recovery 99%
Hydroluoric acid production 575 kg/h o 20 wt% acid
Emissions NOx < 200 m/Nm HF < 1 mg/Nm
TOC < 10 mg/Nm Dioxins & Furans < 0.1 ng/Nm (TEQ)
Standardised system or the treatment o pharmaceutical wastes
Process description The units have been developed as
standardized systems in co-operation with
the end client to treat a wide variety o wastes originating rom
pharmaceu-
tical processes including chlorinated compounds. Key criteria
were lexibility
or load changes and easy adaptation to new wastes rom regularly
changing
batch processes. The units consist o a vertical combustion
chamber with
Sub-X
quench and downstream caustic scrubber; European units
areequipped additionally with a plume suppression system.
Locations La Vallee, France; Ponders End, Great Britain; several
locations in the U.S.
Key perormance data Waste gas 2900 kg/h (4360 kg/h)
Burner duty 3.2 MW (4.5 MW)
Emissions CO < 100 mg/Nm NOx < 200 mg/Nm
CH4 < 50 mg/Nm HCI < 10 mg/Nm
TOC < 20 mg/Nm
Treatment o wastes rom an agricultural chemicals plant
Process description The system treats aqueous wastes containing
salts and waste gases rom
an upstream agricultural chemicals plant.
The unit utilises SELAS-LINDEs proprietary concept or salt
containing wastes
consisting o a specially designed vertical combustion system
with a Sub-X
quench able to treat the salt-containing lue gases. A downstream
acid gas
scrubber removes residual gaseous emissions and aerosols to meet
the
emission requirements.
Location Hangzhou, China
Key perormance data Waste liquids 800 kg/h
Waste gas 200 kg/h
Burner duty 2.9 MW
Emissions CO < 80 mg/Nm Dust < 10 mg/Nm
TOC < 10 mg/Nm SO2 < 50 mg/Nm
Dioxins < 0.1 ng/Nm (TEQ)
-
8/3/2019 Linde FTO Info
11/12
11
Treatment o sulphur-containing wastes
Process description Organic and aqueous wastes containing
signiicant amounts o sulphur-
bearing compounds are treated in a horizontal combustion system.
The heat
generated during combustion is recovered by generation o
saturated steam
in a iretube boiler suitable or the acid gases resulting rom
combustion.
A combined quench and scrubber system removes the acid
gases.
Location Bhlen, Germany
Key perormance data Organic waste 1,456 kg/h
Aqueous waste 8,133 kg/h
Burner duty 19.8 MW
Steam generation 17 t/h (saturated at 12 bar)
Emissions CO < 50 mg/Nm NOx < 200 mg/Nm
TOC < 10 mg/Nm Dust < 10 mg/Nm
SO2 < 50 mg/Nm
Treatment o halogenated wastes with sodium iodide recovery
Process description The unit treats various liquid wastes, among
them salt-containing wastes and
Iodine compounds. The integrated approach o the system allows or
heat re-
covery by steam generation in a boiler suitable or salt-laden
lue gases and
recovery o Sodium Iodide solution.
Location Lisbon, Portugal
Key perormance data Waste liquids 931 kg/h
Burner duty 7.0 MW
Steam generation 5 t/h (saturated at 10 bar)
Sodium lodide recovery 155 kg/h (solution at 8 wt%)
Emissions CO < 50 mg/Nm HCI < 10 mg/Nm
TOC < 10 mg/Nm Dust < 10 mg/Nm
Dioxins & Furans < 0.1 ng/Nm (TEQ)
Treatment o salt brines
Process description The system treats waste liquids and gases
originating rom an upstream
insecticide/herbicide plant with high concentrations o
phosphorus com-
pounds, chlorides and up to 30 wt% o salts. The unit utilises
SELAS-LINDEs
proprietary concept or salt-containing wastes consisting o a
specially de-
signed vertical combustion system with a Sub-X quench able to
treat the
salt-containing lue gases. A scrubber and ilter system removes
residual
salt aerosols and other pollutants.
Location Lemvig, Denmark
Key perormance data Waste liquids 1,000 kg/h
Process air 5,000 Nm/hBurner duty 3.6 MW
Emissions HCI < 10 mg/Nm TOC < 20 mg/Nm
CO < 50 mg/Nm NOx < 500 mg/Nm
Dioxins < 0.1 ng/Nm (TEQ) Dust < 30 mg/Nm
-
8/3/2019 Linde FTO Info
12/12
SL/2.1.e
/11
SELAS-LINDE GmbH Range o activities.
SELAS-LINDE GmbH, A Member o The Linde Group
Wolratshauser Str. 138, 82049 Pullach, Germany
Phone +49.89.7447.47-0, Fax +49.89.7447.47-17
E-Mail: [email protected], www.selas-linde.com
Offices/Subsidiaries
T-Thermal & Process Heater Technology
c/o Linde CryoPlants Ltd.
1 Blackwater Park, Holder Road
Aldershot, Hants GU12 4PQ
Great Britain
Phone: +44.1252.321-811
Fax: +44.1252.321-355
SELAS-LINDE Fired Heaters Divsion
c/o Linde Impianti Italia S.p.A.
Via Corona Boreale, 86
00054 Fiumicino, Roma
Italy
Phone: +39.06656.13-1
Fax: +39.06656.13-200
Selas Fluid Processing Corporation
T-Thermal Company/Thermatrix
Five Sentry Parkway East, Suite 204
Blue Bell, Philadelphia 19422
United States o America
Phone: +1.610.8340-300
Fax: +1.610.8340-473
Process urnaces or the chemical and petrochemical industry
Pyrolysis urnaces or ethylene production
EDC cracking urnaces
Cracking urnaces or special chemicals,
such as acetic acid and reon
Reormers
Steam reormers or hydrogen
and synthesis gas production
Fired heater units or reineries
Crude oil heaters
Vacuum oil heaters
Visbreaker
Platormer HDS heaters
Reboilers
Superheaters
Special-purpose urnace equipment
Furnaces or iron direct reduction processes
Steam superheaters
Waste recovery units or gas turbines
Environmental Technology
Plants or oxidizing gaseous and liquid wastes, including waste
heat
recovery, lue gas treatment, byproduct recovery or:
Halogenated hydrocarbons
PCBs
Pesticides, herbicides
Dioxins
Pharmaceutical wastes
Aqueous salt-laden wastes
Nitrogen-bound organics
Vaporisation o cryogenic luids
Submerged combustion vaporiser systems (Sub X) or:
LNG
LPG Nitrogen
Ethylene