-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
1/35
Descrierea produsului
Pantalonul este un produs de imbracaminte cu sprijin pe talie ,
folosit in activitateazilnica cat si pentru diferite ocazii in
functyie de materialul din care este confectionat side model .
Pantalonii sunt articole vestimentare care imbraca corpul de la
talie in jos . Desieste un vestiment characteristic barbatesc ,
acest produs , este utilizat de catre toatecategoriile de purtatori
indifferent de vasta si sex . In functie de acest criteriu
,pantalonii sunt destinati pentru barbatii , femei si copii .
Ca parti componente , sunt alcatuiti din doua parti cilindrice
care imbraca picioareleconformatiei si parte inferioara a
trunchiului . Ca detalii principale fiecare picior secompune din
fata , spate si betelie de pantaloon .
Pantalonii se confectioneaza in diferite variante dintre care
cele mai importante sunt: pantalonul classic ( drept ) , pantalonu
bufant pentru cizma , pantalonul sport sipantalonul classic pentru
femei . Aceste categorii de pantaloni se pot confectiona atatpentru
adulti cat si pentru copii .
Pantalonul sport pentru barbate
Pantaloni model sport se utilizeaza de catre toate categoriile
de purtatori .Acesti pantaloni fac parte din categoria sport
deoarece au o lejeritate mai mare
decat pantalonii clasici si se pot aplica diferite buzunare ,
garniture cat si furniture . Iartiparul pentru pantaloni se
proiecteaza dupa tiparul classic modificandu-se dupamodelul ales
.
Ca detalii principale mentionez :- fata- spate- betelie
Iar ca detalii secundare mentionez :- buzunar- slit- gaici
Cele doua parti principale : fata si spate sunt asemanatoare dar
cu forma diferitaspatele fiind mai lung pe linia taliei si mai lat
pe partile laterale .
Fata de pantalon se poate confectiona cu una sau doua pense .Pe
fata pantalonului se gasesc doua buzunare laterale iar pe spatele
pantalonului
sunt prevazute cu doua buzunare aplicate la partea superioare
.Pe linia taliei pantalonul se fixeaza cu o betelie fiind prevazuta
cu mai multe gaici
pentru mentinerea curelei .
-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
2/35
Alegerea materialului
Pentru confectionarea imbracamintei se folosesc materiale
textile de baza simateriale auxiliare . Aceste materiale la
imbracaminte au roluri diferite si se adopta infunctie de
specificul procesului la care se aplica si de destinatia acestuia
in procesulpurtarii . Dupa important ape care o au in componenta
procesului , materialele utilizatepot avea : functie de baza fiind
numite materiale de baza , sau finctie auxiliaradenumite materiale
auxiliare .
Materiale de baza
Materialele de baza implineste un rol principal in componenta
unui proiectvestimentar . Ca urmare , materialul de baza este
intrebuintat la confectionarea
produsului si este materialul care indeplineste functia
principala la un produs . Lavestimente cum ar fii : pardesiuri
pentru ploaie sau bluza vant apar unele exceptideoarece materialul
de baza este utilizat pentru dublarea acestuia si are rol
decaptuseala ( sau material auxiliar ) .
Pentru confectionarea imbracamintei se pot folosi diferite
materiale de baza acestafiind in functie de produs ( jachete ,
pardesie , rochi , etc ) cat si de purtarii (imbracaminte de ocazie
, de lucru , etc ) .
Tricoturile , tesaturile , piei naturali sau sintetice si
textilele netesute sunt materialelecare pto fii utilizate cu rol de
material de baza .
TesaturileTesaturile sunt materiale textile obtinute prin
incrucisarea firelor textile . Ca urmare
a modului de realizare , tesaturile reprezinta o buna rezistenta
si stabilitate la purtare .In industria textile din tara noastra
realizeaza o diversitate de tesaturi care suntutilizate atat pentru
confectionarea imbracamintei cat si pentru alte destinatii .
Fiecare categorie de tesaturi poate fi utilizata pentru
confectionarea unui produs ,sau o grupa de produse specifica
caracteristicilor functionale si sezonuui in care sepoarta .
TricoturileSunt materiale textile care se produc prin buclarea
succesiva sau simultana a unuia
sau mai multor fire transformate in ochiur si apoi inlantuirea
lor intr-o anumita ordine .Tricoturile formate prin buvlarea
succesiva se formeaza dintr-un singur fir si se
numesc tricoturi simple , iar tricotul format prin buclari
simultane se numesc tricoturiurzite .
Tricoturile se pot produce din fire de bumbac , lana , matase
maturala sau artificiala, si din fire sintetice ca relon , melana
si terom .
Materiale auxiliare
-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
3/35
Materialele auxiliare sunt materialele utilizate la
confectionarea imbracamintei , care
, in funcite de model si de produs , pot lipsi din componenta
produsului .Principalele materiale auxiliare sunt : captuselile ,
ata de cusut , intarituri , furniture
si diverse garniture .
Materiale pentru captuseliCaptuselile au rolul de a dubla
detaliile produselor , marindu-le rezistenta lasifonabilitate ,
purtare , si stabilitate a formei si dimensiunilor . La
captusireavestimentatiei , captuseala trebuie sa fie lucioasa sis a
se muleze pe corp asigurandu-I o aierisire mai buna a corpului .
Principalele materiale utilizate la captusireaimbracamintei sunt :
serjul , atlazul , satinul , captuseala de maneci .
Materiale pentru intarituraIntariturile sunt materiale textile c
are dubleaza unele detalii ale imbracamintei .
Aceste materiale au rolul de a mari rezistenta la purtare , la
sifonare si de a asigurastabilitatea pe conformatia corpului .
Ata de cusutAta de cusut , este o materie auxiliara folosita la
asamblarea si prelucrarea
imbracamintei sau pentru alte scopuri .In industria de confectii
ata de cusut are diferite intrebuintari si se produce fin fibre
naturale sau sintetice clasificandu-se astfel :- Ata pentru
cusaturi tighel avand finetea , in Nm : 48/3 ; 54/3 ; 100/4 sau
exprimata
in tex ( Tt ) : 21x3 ; 19x3 ; si 10x4 . Ata pentru cusaturi
tighel este o ata obisnuitacere se foloseste in procesul
confectionarii , la cusaturi de imbinare sau la fixareadetaliilor
de imbracaminte .
- Ata pentru butoniere avand finetea , in Nm : 54/2x3 ; 100/2x3
; sau exprimata intex (Tt) : 19x2x3 ; 12x2x3 si 10x2x3 . Ata pentru
butonere este o ata mai groasa ,lucioasa si rezistenta la frecare
.
Alegerea atei de cusut la imbracaminte , se face avandu-se in
vedere produsul deconfectionat , materialele folosite la
confectionare si culoarea materialelor utilizate . Ingeneral , la
alegerea atei de cusut vor fii respectate urmatoarele conditi
tehnice :- Ata folosita pentru cnfectionare trebuie sa corespunda
cu rezistenta de baza a
materialelor de baza si auxiliare a produsului confectionat . Un
fir de ata curezistenta redusa duce la degradarea vestimentului
inainte de vreme prin rupereacusaturilor .
- Finetea firului de ata trebuie sa corespunda cu finetea
materialului deimbracaminte . In acest sens , pentru asigurarea
unui aspect mai placut alcusaturii este recomandat ca firul de ata
sa aiba o finite mai mare decatmaterialele cusute . Acesta conditie
se pune in deosebi la materialele subtiri .
- Culoarea atei de cusut se stabileste la culoarea materialelor
cusute , avandu-se invedere ca ata sa aiba o nuanta mai inchisa
decat materialele cusute .
- Pentru coaserea materialelor sintetice , se recomanda ata din
fire sintetice careprezinta aceleasi caracteristici cu materialele
cusute ( elasticitate , rezistenta ,aspect etc ) .
-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
4/35
Furnituri si garniture
La confectionarea imbracamintei pe langa materialele de baza si
auxiliare se maifolosesc o serie de furniture si garniture care se
completeaza , intregesc si
ornamenteaza produsul confectionat . Aceste materiale se aplica
in functie decerintele produsului si modelului confectionat precum
si de tehnologia de fabricatieadoptata .- Vatelinaeste o furniture
destinata imbracamintei exterioara pentru anotimpul
rece .- Buretuleste furniture utilizata pentru casarea
materialelor .
Furniturile de fixat si ajustat sunt materialele auxiliare
intrebuintate pentru incheiatulsi ajustatul imbracamintei pe
conformatia corpului . Din categoria de furniture sigarniture face
parte si nasturi .
Nasturii
Sunt furniture utilizate a inchiatul , fixatul si ajustatul
produsului pe conformatiacorpului . Nasturi au atat rol functional
de a ajusta produsul in cazul meu pe linia talieicat si de a
ornamenta produsul . In industria textile este utilizata o gama
larga denasturi , acesta fiind aleasa in functie de produsul
confectionat si de modelul acestuia.
Ca exemple putem da urmatoarele modele de nasturi :- nasturii de
sidef- nasturii de os- nasturii metalici- nasturii din mase
plastice- nasturii din polyester
- nasturii din lemn- nasturii imbracati
Pentru modelul vestimentar ales de mine voi folosi nasturii
metalici atat pentrurolul de ajustare a pantalonului pe linia
taliei cat si cu rolul de a ornamenta intr-unmod mai placut
vestimentatia .
-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
5/35
Materiale de baza
-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
6/35
Materiale auxiliare
-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
7/35
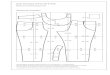
Constructia tiparului clasic
-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
8/35
-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
9/35
Transformarea tipartului classic in model
Eu voi aplica pantalonului meu urmatoarele transformari : voi
aplica un buzunar
cu clapa la baza genunchiului stang .
Lucrari si operatii de transformare a tiparelor :Tiparul classic
este un tipar nefinalizat obitnut pe cale grafica si prin calcule,
care
corespunde dimensional conformatiei corpului . La tiparul
classic lipseste rezervelede cusatura si tivurile iar linia de
croiala este simpla si nu corespunde in totalitate cumodelul final
.
Tiparul de baza se obtine prin transformarea tiparului classic
in model si adaugarearezervelor de cusatura si tivuri necesare
asamblari produsului . Acest tipar se obtineprin copierea tiparului
classic si intraducerea acelor taieturi si modificari care il aduc
laforma finala a modelului . Tot odata tiparul este completat cu
elemente geometrice sirezervele de cusaturi sau tivuri necesare
produsului .
Operatia de transformare a tiparului in model :A) Schimbarea
linilor de transformare pe tiparul classic :
Se efectueaza pw o schita executata cu mana libera in care se
prezinta produsulde transformat .
Se contureaza fiecare detaliu component si se reprezinta pe
schita elementele demodificat . Schita linilor de transformat se
executa prin trasarea separate a fiecaruidetaliu .B) Schita
rezervelor de cusaturii
Pe schita anterioara se traseaza conturul rezervelor pentru
cusaturi , tivuri si cutea caror marime se stabileste prin
apreciere .C) Decuparea detaliilor din constructia clasica sip e
coala de desen
Scopul acestor operati este de a obtine tiparul la scar ape care
se va efectuatransformarea .D) Reprezentarea grafica a
transformarii :
Aceasta operatie se efectueaza cu ajutorul tiparelor trasate pe
coala de desen .
-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
10/35
-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
11/35
Unelte si utilaje folosite la confectionarea produsului
Unelte pentru cusutIn confectionarea imbracamintei una din
principalele opreatii o constituie
cusutul propiu-zis .Operatile de coasere se realizeaza manual
folosindu-se :
- Acul de cusut- Degetarul
Acul de cusutEste un instrument perfectionat cu care se poate
realize cele mai deosebite tipuri
de coasere manuala . In functie de felul tesaturi si a
cusaturiilor de executat sefolosesc diverse tipuri de ace de cusut
.
DegetarulDegetarul este un instrument care ajuta in realizarea
cusatureilor manuale .Este realizat din metal in forma de trunchi
de con si se fabrica in 2 variante :- - Trunchi de con fara fund
acest tip il folosesc in special croitorii deoarece
obijnuiec ca acul sa fie impins cu latura degetarului prevazuta
cu lacasuri in conse aseaza capul acului fiind usurata astfel
introducerea lui tesaturi.
- Trunchi de con cu fund: acest tip il folosesc in special
croitoresele, obijnuiescsa impinge acul in tesatura cu aceasta
parte.
-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
12/35
Utilaje pentru cusut
Masina simpla de cusut.
Masina simpla de cusut reprezinta utilajul principal in
industria confectiilor.Esteintrebuintata la majoritatea operatiilor
din procesul confectionarii datorita cusaturii
clasice pe care o realizeaza.In industria de confectii se
folosesc o diversitate de masini simple, care pot ficlasificate in
functie de diverse criteri astfel:
In functie de destinatie:- masini de cusut individuale- masini
de cusut casnice
In functie de modul de actionare:- masini actionate mecanic-
masini actionate prin pedala- masini actionate manual
In functie de forma suveici:- masini de cusut cu suveica
rotunda- masini de cusut cu suveica lunga- masini fara suveica ( cu
apucator )
In functie de miscarea apucatorului:- masini cu apucator
rotativ- masini cu apucator oscilant
In functie de numarul firelor de ata, masinile de cusut simple
pot fi cu: doua,trei si patru fire de ata.
In functie de forma cusaturi:- masini de cusut cu tighel simplu-
masini de cusut cu doua ace in parallel- masini de cusut in zig -
zag
-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
13/35
Masina de cusut tighel simplu
Masina de cusut este utilizata pentru executarea cusaturilor
tighel, format dindoua fire de ata montate unul la ac si celalalt
la suveica.
Aceasta masina este actionata de un motor electric cu puterea de
la 0,25 pana la 0,4KW asigurand o viteza de coasere de la 2000 la
6000 impunsaturi pe minut.Interprinderile de confecti din tara
noastra sunt dotate cu masini simple in confectivariate ca:
- METALOTEHNICA si SUPER de constructie romaneasca, PFAFF
Durkopp siSinger de constructie germana, NEECHI italiana, MINERVA
cehoslovaca,LUZNIC poloneza.
Pentru studiul de fata se adopta masina clasica Metalotehnica
clasa C4-301,functioneaza cu o viteza de coasere pana la 5500
impunsaturi pe minut realizand o
cusatura din doua fire de ata de tipul 301. Masina clasa C4-301
functioneaza cu acetip 134x5 avand finetea 100 pentru materiale
groase si 80 pentru materiale subtiri.Cusatura realizata are pasi
reglabili de la 0 la 4,5 mm pentru materialele groase
si de la 0 la 3,5 mm pentru materialele subtiri. Puterea
motorului de antrenareP=0,4 KW si pentru tractiune de 2800 rotati
pe minut.
Gabaritul mesei de lucru este de 562 mm latine si 1100 mm
lungime.
Partile principale ale masini simple clasa C4-301
Ca parti principale se deosebesc: masa de lucru 1 care sustine
corpul 2 ceincorporeaza organelle de lucru si mecanismele
functionale.
La masa de lucru, in partea dreapta, se afla montat suportul 3
ce sustine bobinelede fir pentru ac si suveica. Pe corpul masinii
este montat vizorul de ulei 4 avandmarcate nivelele 5 si 6 cat si
orificiul 7 prin care se introduce uleiul in rezervorulcentral. La
partea inferioara, sub masa de lucru, se afla montat motorul
electric 8, aflatin legatura cu cuplajul 9 ce transmite miscarea de
la motor la arborele principal almasinii. Pentru cuplarea motorului
cu arborele principal sunt prevazute tijele 11 si 12.In partea
dreapta a corpului masini se afla tamburul gradat 13 prin care se
regleazalungimea pasului de tighel, iar sub aceasta este montat
maneta de actionare 14 careserveste la coaserea inapoi. Decuplarea
celor doua discuri de finctiune se faceautomat de catre un
dispozitiv prevazut cu arc montat in interiorul dispozitivului.
Lapartea orizontala a corpului masini se afla bobinatorul de fir 15
care depune firul pemosorul suveicii.
Organe de lucru la masina simpla de cusut
Organele de lucru la masina de cusut sunt cele care participa la
formarea cusaturiisi care in timpul coaserii intra in contact
direct cu firele de ata sau materialele cusute.
Acul: Indeplineste rolul de a transporta firul prin stratul de
material si de a forma ochiulcu firul de la suveica.
-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
14/35
Conducatoarele de fir: Are rolul de a conduce firul de la ac si
de a-l tensiona dupa cea fost impletit cu firul de la suveica.
Apucatorul: Indeplineste functia de a prinde bucla formata de ac
si de a o impleti cufirul de la suveica.Suveica: Are rolul de a
purta firul inferior si de a-l tensiona pentru formarea
cusaturii.
Transportorul: Indeplineste functia de a transporta materialul
in timpul coaserii.Piciorusul: Este organul lucrator care preseaza
straturile de material pe transportor invederea realizarii
transportului.
Mecanisme ale masinii de cusut:
1. Mecanismul acului2. Mecanismul debitorului de fir3.
Mecanismul suveicii4.
Mecanismul transportorului
5. Mecanismul piciorusului6. Mecanismul bobinatorului de fir
Deservirea masinii de cusut
In procesul de productie, masina simpla este deservita de catre
un muncitor.Asigurarea ciclului de functionare in conditii normale
este determinate de o deservire,intretinere si lubrifiere
corespunzatoare, in conformitate cu normale tehnice de folosirea
masinii.
Deservirea masinii. Pentru a fi utilizata in procesul de
productie, masina de cusutnecesita urmatoarele lucrari de
pregatire:
- curatirea si stergerea de scame si praf a corpului mesei de
lucru;- infilarea firului de ata in ac;- bobinarea firului pe
suveica;- infilarea cusaturii prin coaserea pe deseuri de
material;
-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
15/35
Pentru coasere, materialul este asezat sub piciorusul de fixare
dupa care seface sub aspect calitativ, urmarindu-se uniformitatea,
desimea pasilor siaspectul estetic pe ambele fete.
Masina Triploc
Caracteristicile tehnico-functionale
Masina triploc face parte din categoria masinilor speciale de
cusut sirealizeaza cusatura de incheiere-surfilarea.
Cusatura se realizeaza cu trei fire de ata infilate astfel: unul
la ac si doua lacele doua apucatoare.
Actionarea masinii se face de la un motor electric cu puterea de
la 0,25 KWsi turatia n=3000 rot/min , viteza de coasere fiind intre
4000 si 4500 impunsaturipe minut.
Masina poate avea unul sau doua ace si poate functiona cu 2,3,4
sau 5 firede ata. Aceasta masina functioneaza cu doua
apucatoare.
- Aparatul superior aflat in partea dreapta- Aparatul superior
afla in partea stanga
Descrierea masinii Triploc
Se compune din doua parti principale: masa si corpul
masinii.
-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
16/35
Organele de lucru ale masinii Triploc sunt:- acul- apucatorul
inferior si cel superior- transportatorul- piciorusul de
presare-
placa acului- cutitele
Acul: Transporta firul prin material si formeaza bucle pentru
impletire.Aceleutilizate sunt de tipul 1886-27x 32,5 avand finetea
de 70-80-90 in functie dematerialele prelucrate.
Apucatorul inferior: Este montat in partea stanga sub placa
acului in vedereaformarii punctului de legatura a cusaturii.
Apucatorul superior: este organul care conduce al doilea fir
si-l depune in fataacului.
Placa acului: Fiind organul care fixeaza materialul de
cusut.
Transportorul: Care este format din:- transportorul principal-
transportorul secundar
Transportorul principal e momtat in fata, iar cel secundar este
montat inspate.
Piciorusul: Este organul de lucru care are rolul de a presa
materialul de cusut petransportor.
Cutitele sunt organelle de lucru care au rolul sa taie marginea
de surfilare sauincheiat surfilat.
Formarea cusaturii triploc este destinata in special operatiilor
de surfilare sauincheiat surfilat.
Pasul cusaturii este reglabil cu lungimea de 1,2-3,5 mm iar
inaltimea de 2,5-6mm cele trei fire de ata se infileaza astfel:-
firul de coasere este infilat la ac si trece prin straturile de
material imbinand
detaliile.- Un al doile fir este condos la apucatorul inferior
care e montat in stanga acului
avand rolul de festonare a marginilor.- Al treilea fir este
condos la apucatorul superior care se afla in dreapta acului si
are rolul de legatura a firului de la ac si de la apucatorului
inferior.
Deservirea masinii Triploc
Masina triploc se compune din doua parti principale si anume:
masa 1 si corpul2: Masa masinii este montata pe suporturile 3
consolidate prin traversa 4 care maisustine si motorul electric 5.
Pe axul motorului este montata o roata de fictiune 6
-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
17/35
care se cupleaza cu roata de fictiune 7 atunci cand se
actioneaza dispozitivul decuplare. Pe axul rotii de fictiune mai
este montata roata de curea 9 prin care seactioneaza arborele
principal al masinii. La partea inferioara sunt montate pedalele15
si 16 in vederea actionarii masinii. In acest sens, prin apasarea
pedalei 15, seactioneaza tija 10 si parghia dubla 11 prin care sunt
deplasate spre stanga rotile 7
si 9 pentru a prelua miscarea de rotatie de la roata de fictiune
6, prin actionareapedalei 16 este trasa in jos parghia 12 care este
in legatura cu piciorusul de fixarea materialului pe care il ridica
in functie de momentul tehnologic al operatiei.
In partea dreapta pe suportul mesei se afla montat
intrerupatorul 13 pein caremasina se cupleaza la sursa de energie
electrica.
Corpul masinii incorporeaza mecanismele si organelle de lucru
care participa laformarea cusaturii. In partea dreapta a corpului
se afla volantul 14 si vizorul 8 careindica nivelul uleiului in
rezervor.
Deservirea masinii se face de catre un muncitor, care trebuie sa
respecte toateregulile de pregatire pentru lucru cum ar fi:-
infilarea atei-
reglarea cusaturii- coaserea si incheierea lucraii
Coaserea propriu-zisa se face dupa ce cusatura este reglata prin
actionarea redaleicare ridica piciorusul pentru a introduce
materialul sub piciorus.
Curatarea masinii se face zilnic de deseuri textileNormele de
intretinere a masinii prevad urmatoarele lucrari:- curatire-
ungere- interventii accidentale
-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
18/35
Unelte pentru taiat
In productia de serie mics(unics), dupa incadrarea tiparului pe
material urmeazadecuparea acestora care se face cu foarfecele de
croitorie.
Foarfecele de croitorie: - sunt formate din doua parti prinse
printr-un bola cupiulita, fiecare parte este compusa dintr-o ureche
si o lama iar pentru protectiautilizatorului un maner de plastic
sau de fier cu doua gauri pentru a putea fi manuita
pe material.Atat urechile cat si lamele au forme si dimensiuni
diferite in functie de destinatiafoarfecelui si de grosimea
materialului.
In croitoria de comanda se utilizeaza foarfece:- pentru material
subtire- pentru tesaturi mai groase- pentru broderie
In general lamele foarfecelui sunt executate din otel inoxidabil
asigurandconditia primordiala de a putea fi ascutite periodic.
Lungimea foarfecelor variaza:
- 100160 mmsubtiri- 120240 mmgroase
-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
19/35
Unelte si utilaje pentru calcat
In procesul industrial de confectii procesul umidotermic este
dotat cu diferite
utilaje pentru tratarea prin calcare a confectiilor.Utilajele de
calcat manuale se folosesc pentru asezarea materialului
siproduselor in procesul de calcat si se cumpun din:- Mese pentru
calcat, care pot fi: simple cu dispozitive de aburire si cu aburi.-
Mese pentru calcat, care pot fi: (simple si cu aspirator de aburi,
sau piese
portabile montate la masa de calcat.
Masa de calcat poate fi:
- Masa simpla de calcat-
Masa de calcat cu aburi- Masa de calcat produse plane- Masa de
aburire- Masa de calcat produse tubulare- Masa de calcat cu
alimentare centrala- Masa de calcat cu alimentare de calcat-
Generator de aburi
Forme de calcat:
- Forme portabile
- Formele rondabile la masa de calcat- Forme fixe pentru calcat-
Formele pentru pantaloni- Formele pentru maneci- Formele pentru
contur
Masina simpla de calcat
In productia industriala se flosesc masini de calcat manual
incalzite electric saucu aburi. La aceasta masina caldura se
transmite prin tabla metalica care este in
-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
20/35
contact direct cu materialele textile sau cu produsul calcat.
Masina de calcatmanual se construieste in diferite forme in fuctie
de fabricatie si de caracteristici.
Masina de calcat cu thermostat
Progresul termic a determinat obtinerea unor materiale pentru
confectii carenecesita preluari umidotermice la temperature
diferite.Incalzirea masinii de calcat la temperaturi impuse de
tehnologia prelucrarii
materialului se face cu un aparat special denumit termostat sau
termoregulator.Rolul termostatului este asigurarea functionarii
masinii de calcat la temperaturaterminala de caracteristicile
prelucrate . Trecerea curentului prin termostat are locnumai cand
contactoarele sunt appropriate. La punerea regulatorului
printermostat are loc functionarea buna a masinii de calcat. Se
tine seama detemperatura de lucru (t) care in functie de materialul
cu ce se prelucreaza este:
- Pentru materialul din matase + 100o
C + 20oC
-
Pentru materialul din bumbac + 160
o
C + 20
o
C
- Pentru materialul din In si canepa + 130oC + 20oC- Pentru
materialele din lana + 150oC 200oC + 20oC
Masina de calcat cu aburi
Are o constructie asemanatoare cu a masinii simple de calcat
fiind dotata cuun dispozitiv de aburire. Masina de calcat cu aburi
poate fi incalzita faraexigenta folosindu-se aburi
supraincalziti.
Caracteristicile masinii de calcat incazit cu aburi sunt:-
Asigurarea unui tratament umidotermic uniform pe toata suprafata
materialului
de calcat.- Reducerea timpului de lucru prin eliminarea timpului
de utilizare
- Eliminarea de ardere a materialului prin reglarea(
termostatului) temperaturii cuajutorul termostatului.
Presele de calcat
Presa de calcat este utilajul principal al productiei in
procesul umidotermic.Presele de calcat sunt intrebuintate la
operatiile de presare, modelare,netezire a
semifabricatelor sau a produselor finite.
Clasificarea si caracteristicile preselor de calcat
Clasificarea se face dupa:
- Pozitia organelor de lucru- Destinatie
-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
21/35
- Fata de presare- Sistemul de actionare- Modul de asezare a
produselor pentru calcat
Pregatirea materialului pentru c roit
Procesul de productie in industria confectiilor se desfasoara pe
faze dede fabricatie in care sant grupate operatiile specifiice
fiecarei etape delucru.Una din cele mai importante faze ale
fabricatiei inbracamintei este
pregatirea materialelor pentru croit.In cadrul acestei faze se
exacta lucrari pregatitoare croirii care cuprinde
operatii in functie de materialele ce se prelucreaza.Ca operatii
principale aleacestei faze de fabricatie deosebim decatarea
tesaturilor,calcarea materialelortextile,controlul si sortarea
materialelor,sabloanelor de calculul laturilor.
-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
22/35
Decatarea si c alcarea materialelor t exti le
Operatiile de calcare se aplica la inceputul pregatirii pentru
croit,
avand ca scop sa sigure materialelor textile un aspect placut
privindnetezire,luciul,uniformitatea si reducerea contractiei.In
ordine tehnologica este necesara asigurarea stabilitatii
dimensionale
a materialelor ceea ce se obtine prin decatare apoi definirea
aspectului carese stabileste prin calcare.
Decatarea materialelor
Decatarea este operatia de eliminare a luciului si reducerea a
contractiei
dn tesuturi.Aceasta operatie se efectueaza prin umezirea
tesaturilor si uscarea lor inscopul fixarii la dimensiunile
normale.Decatarea poate fi realizata normal cu masina de calcat sau
mecanizat cu ajutorul
Masinilor de decalat.In industrie decatarea si realizarea in
cadrul tesaturilor poate fiefectuata in intreprinderile de conditii
la pregatirea materialelor tip lana si apoiUscarea acestora prin
clacare fara a fi tensionati.
Operatia de desfarurare pe masa de calcat unde tesatura sau
tricotul se aseaza faraa fi tensionat si apoi calca cu panza
umezita si bine stoarsa.
Calcarea materialelor texti le
Clcarea materialelor este procesul umidotermic care se
aplicamterialelor textile in scpul umezirii si imrpimarii unui
aspect mai placut prinaplatizarea si eliminarea denivelarilor
formate in masa materialului.
Procesul de calcat este diferit in functie de natura
materialului si demjloace de folosire pentru calcat.
-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
23/35
Calcarea tesaturi lor
Calcarea tesaturilor din bumbac in procesul de finisare la
tesaturi pe langanetezire,egalizare a grosimii si aplicarea
luciului necesar,se obtine si alteefecte speciale.Prin calcare
tesaturile din bumbac obtin un luciu determinat
de presiunea si frcitiiunea cilindrului metallic incalzit pe
material.Calcarea tesaturilor din in se realizeaza cu masina
Mangf,iar operatia estedenumita mangaluire.Realizarea acestei
operatii consta din infasurat tesaturi pecilindru de lemncre apoi
este introdus intre 2-3 cilindrii metalici care-l preseaza.Prin
operatia demangaluire se confera tesaturilor luciu si
plinitate.
Controlul si s ortarea mater ialului
In intreprinderile de confectii procvesul de productie este
organizat incatinainte ca materialul sa intre in procesul de oprire
sa fie pregatit in acest scop.Acest lucru este ata pentru folosirea
aproape integrala a suprafeteitesaturii si tricotului prin
dimensiunile deseurilor si obtinerea unui procentredus decupat si
pentru obtinerea unor produse de buna calitate.
Stabilitatea dimensioanala a tesaturii si a tricoturilor este un
parametrucare influenteaza procesul de croit,de confectionare si
chiar pe cel de purtare.
Laboratorul din intreprinderile de confectionare la revine
sarcina in cadrulopearatiei de receptionare de control si
respectarea prevederilor normelorde protecti a muncii prevenind si
stabilitatea dimensionala.Pregatirea materiei
prime in fabricile de confectii se bazeaza pe un control
calitativ si cantitativfinalizand cu sortarea baloturilor pe
lungime,latime,desen,pozitii coloristice.Controlul in sectia de
preparatie ce realizeaza in acelasi conditii si cu aceleasiuilaje
insemnandu-se lungimea si inaltimea reala la fiecare
ballot.Tricoturilein timpul operatiei de desfasurare isi modifica
dimensiunile ,trebuie derulatesi lasate sub forma de piatra un timp
de 48/h.Pentru relaxarea in caz contrarla operatiile de croit ele
se vor deforma in detalii de inbracaminte ca : piepti,mansete
,etc.
Pregatirea materiei prime are loc in sectiile de croit sau in
sectiunea depregatre special amenajate in imediata oprire a sectiei
de croit.
Croirea este procesul de transformare a materialelor textile in
semifabricatede care de care depinde ata,calitatea confectiilor cat
si rentabilizari intreprinderii.Consumul materiilor prime si de
manopera o determina introducerea mecanizariisi a automatizarii
operatiilor pana nu demult.Ca o masura a unui bun organizateste
concentrarea criteriului intr-o singura sectie sau sectii
specializate pe sortimente in cadrul intreprinderilor noi si
imapchetarea semifabricatelor.
Croirea mterialului realizat prin metode calsice sau moderne a
unoropperatii de baza :- sablonarea
detaliilor,impachetarea,semifabricarea
Croirea clasica se deosebeste de cea moderna nu prin operatia de
sine
-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
24/35
ci prin modul de realizare ,grdul de tehnicitate si
automecanizare.Controlul materialelor-materialele destinate prn
croit se controleaza din punct de vedere calitativ si
cantitativ.
Contr olul Cali tativ : are ca scop cunoasterea
caracateristiciilor fizico-chimice ake materialelor.Datorira
faptului ca sub acest aspect chimic al materialelor
textile se controleaza cadrul receptiei la pregatirea
tesaturilor pentru croit se controleaza numai din punct de vedere
dimensional si al aspectului.Prin acest control se urmareste
evidentierea defectelor existente si neadmisibile
la obiectul de inbracaminte.Defectele care pot fi constant la
tesaturi sunt de diferiteproveniente cum ar fi :
- defecte provenite din tesut si tricot ca gauri,rarituri,fire
neuniforme in urzealasau batatura marginii neuniforme,etc- defecte
la finisarea ca vorbirea neuniforma ,pete de la
vopsit,calandrareanecorespunzatoare,etc.- defecte de asamblare si
transport ca rupture,cusaturi,gauri,etc.Controlul Cant i tat ivare
ca scop cunoasterea dimensiunilor fiecarui
ballot de materiale destinate operatiei de croit, o atentie
deosebita se acordauniformitatii in latime care influenteaza
negativoperatiile urmatoare de croit.Existenta unei latimi diferite
in cadrul aceleasi bucati de material vor fi semnalate pentru
operatiile urmatoare fie prin semen pe material fie prin
sectionareaballotului in bucati.Evidentierea dimensiunilor la
bucatile de materiale refuzate prinsectionarea baloturilor se face
prin bonuri de insotire specifice acestei operatiuni.
Sortarea materialulu i:operatia de sortare este specifica
tesaturilot si se determinaPrin gruparea baloturilot pe tiperi .
.In scopul folosirii rationale a tesatirilorla operatiile urmatoare
sunt necesare ca intr-un lot sa fie folosit numai doua turicu
aceasi latime.Pentru aceasta , dup ace sa stabilit latimea reala a
1 ture dinacelasi articol , aceasta se sorteaza si se aseaza in
rafturi speciale.
Incadrarea Sabloanelor pe material
Consta in asezarea si in conturarea sabloanelo unui produs pe
material,operatia denumita sablonare.Atat calitatea confectiilor
cat si cantitatea dematerial prima folosita in cadrul ethnic se
face incadrarii preliminare.
Incadrarea sabloanelor se face pe o foaie de material din
articolul
-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
25/35
din care se va confectiona produsul sau pe o coala de hartie cu
aceleasidimensiuni cu ale materialului.
La sablonare vor avea in vedere :- orientarea firului drept
indicat de firul de urzeala- incadrarea tuturor sabloanelor de un
numar mare de doua egale
cu cel inscris pe sablon- respectarea semnului de desenului al
flansului- prinderile de material trebuie sa fie minime
Se cunosc mai multe metod de sablonare si anume
Sablonarea pr in contu rare
Consta in asezarea sabloanelor pe material ma intai detaliilor
mariaoi celor mici si trasarea conturului acestora cu arta sau
oriental
Sablon area prin pu lverizare
Este indwntificat cu moda anterioara,deosebirea consta in faptul
ca nu semai trateaza conturul detaliilor si se inprastie in
profunzime sau o solutie deculoare contrast cu a materialului in
spatiile libere dintre sablonare.
Sablonizarea prin Nu Inteleg
Reuseste sa refoloseasca manopera de incadrare a sabloanelor ori
de cateori va fi nevoie pentru a voii acelasi produs aceasi masura
si aceasi latime dematerial plastice conturile trasate se vor
perfora cu un poanson
Sablon izarea cu calcu latorul
Incadrarea lo si transpunerea incadrarii pe forma special in
vederea croiriise realizeaza cu ajutorul calculatoarelor
automate.Indiferent de metodelede sablonare folosit , incadrarea
sabloanelor se va face prin procese diferitedeterminand
material.
Incadrarea pe du blu
Procedeul folosit la materialele textile late de 150 cm care
prezinta carourisau dungo transversale.In acest caz se va incadra
numai jumatate din detalii,celelalte gasindu-ne pe foaia de
dedesubt
-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
26/35
Incadrarea pe desfacu t
Este procedeul cel mao folosit datorita procedeului mare de
utilizare amaterialului.
Incadrare pe f ata la fata
Procedeul practic pentru recuperarea cupoanelor de materiale
textile,cupoanelor a caror lungime este sub metrajul necesar unui
produs.
Operatia de sablonare necesita o inalta calificare iar
muncitorii trebuiesa cunoasca toate detaliile tehnologice asupra
unei confectii , cunoscaturia tuturor regulilor si protectiilot de
incadrare.
Procesul tehno logic de confect ionare a prod usulu i
Tehnologia confectionarii produselor se usureaza simtitor daca
se respecta custrictete regulile in construirea tiparului.Operatia
de croi se realizeaa conformcondiitilor tehnice prescrise
prevenind- decatarea tesaturii inaine de croit prin calcat cu abur-
respectarea firului drept trasat pe detaliile tiparelor- asezarea
tiparelor pe sensul cusaturii cand se impune o stfel de
conditie
- lasarea rezervelor coresponzatoare la fiecare detaliu al
tiparelor , atatpentru cusaturi cat si pentru tiv
Croirea propriu-zisa numai dup ace toat piesele au fost
conturate cu cretape tesatura.
Operatiile pregatitoare sunt foarte importante avand un efect
determinatasupra reusitei produsului astfel nerezolvarea corecta a
decatorii tesaturii materialuluide baza poate creea surpirze ca
dupa proba a-II-a produsele sa-si schimbe formasi
dimensiunea.Aceasta poate duce fie la rebutarea totala a produsului
fie laefectuarea unor resturi foarte costisitoare.Dupa croirea
produsului se dau semne largi
pentrutranspunerea semnelor pe ambele foi de tesatura iar
semnele largi se executa astfelca ata lasata in plus sa fie
potrivita grosimii tesaturii evitandu-se astfel cadereafirelor dup
ace s-a taiat semnele.
Sunt situate cand dupa exexutarea semnelor largi unele detalii
din produsulRespective necesita anumite operatii de calcat (intins
sau scazut)astfel se recomandasa fie executate operatiile inainte
de trecerea semnelor largii.
-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
27/35
Pregat i rea produ sului p entru prob a 1
Prima operatiw efectuata de personal la confectionarea
pantalonuluieste istalarea care este si cea mai importanta deoarece
dupa efectuareaacestei operatii pantalonului se poate proba.dupa
instalare(montare)produsul se calca usor,astfel ca inbracat pecorp
a ofere clientului o privire de ansamblu iar maistrul
(croitorul)sa-I asigure posibilitatea de apreciere la modulului cum
se inbraca ,se pregateste si la tiv ,se verifica daca dimensiunile
sunt perfecte pe corp si se
precizeaza daca taietura modelului raspunde cerintelor.In timpul
efectuarii probei a-I-a pe corp insemnandu-se corecturile
intervenite,se pun piesele produsului din nou in doua si daca
este cazul,
se dau semen largi pe linia noilor semne pregatindu-se
produsulpentru proba a-II-a .
Pregatirea produ sulu i pentru p roba a-II-a
Executarea garniturilor si a cutelor sunt primele operatii ce se
fac in vederepregatiri produsului pentru proba a-II-a garniturile
fiind verticale la prima probaca forma si pozitie se executa la
gata,trase la masina cu tighelele de efect realizat
sa se asigure o forma corecta ,se coase la masina ,se taie
rezerva si se intoarcepe fata prin insailare.
Se incheie la masina si cusaturile notate prin insailare ,se
calca produsulCu grija pentru ca inbracat la proba a-II-a sa aiba
un aspect ingrijit si placut
castigand astfel increderea clientului.Operatiile pentru aceasta
proba numai maneca si gulerul raman insailateDupa efectuarea
p[robei a-II-a pe corp, se rezolva a mare precizie ,eventualele
corecturi deoarece dupa terminarea produsului asemenea
corecturii sunt mai greude efectuat iar pentru finalizarea se
monteaza definitive manecele si gulerele.
Se finiseza maneca si gulerul rprecum si alte detalii cum ar
fi:tivul,bizetul,buzunarele se calca ,produsul la gata cu cea mai
mare corectiunedeoarece du ace sa montat captuseala nu se mai poate
calca produsul asemeneagreseala duce la degradare captuselei.
Captuseala se monteaza cand produsul a fost complet daca totul
este corectRezolvat urmand finisarea finala a produsului care
consta in :
-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
28/35
- pozitionarea butonierelor si executarea acestora- pozitionarea
nasturilor si coaserea acestora ,curatarea de ate si scame,calcare
finale care da o forma placuta produsului precum si eticheta
produsului conform standardelor.
Finisarea produsu lui
Cuprinde totalitatea lucrurilo necesare definitivarii formei si
qaspectului obectelorde vestimentare deci finisarea confectiilor
este procesul de munca care compuneoperatiil si lucrarile necesare
finalizarii inbracamintei in stare functionala prin acele operatiei
venite sa le completeze cu accesorii de ajustaje sis a retuseze
deformatile saudere
glarile aparute la confectionare .In urma acestui process
,produsele de inbracamintetrebuie sa fie aduse in starea
functionala impusa de normele tehnice si de produsuletalon.Pentru
finisarea inbracamintei pot fi utilizate procedeu de
lucrumanual,mecanice sau mecanizate.
Procesul manual mechanic este organizat astfel inct sa se
efectuezelucrarile de finisare prin tehnologia clasica utilizand
masini si instalatii obijnuite
Procesul mecanizat este organizat pe principalu mecanizari
totale a procesuluide munca .In cadrul acestui process sunt
utilizate utilaje si istalatii moderne carefunctioneaza cu
randament sporit asigurand o buna calitate a lucrarilor si o
productivitate ridicata.Procesul de finisare a pantalonului
- coaserea butonieei- coaserea nasturilor- curatarea pridusului
de ate sis came- calcare finala
Calcarea inbracamintei din tesaturi se realizeaza in doua faze
principale
- pregatirea produsului pentru calcat- pregatirea
propriu-zis
Pregatirea pentru calcare cuprinde organizarea locului de munca
, pregatireautilajului pentru calcat si alimentarea cu produse la
organizarea locului de munca,operatorul pregateste masa cu presa de
calcat prin curatire si panza de calcat prinumezeala si
stoarcere.Pe suprafata meselor de calcat se face manual de
catremuncitorul care executa operatiunea de calcare.
Calcarea propriu-zisa este operatiunea in care produsul capata
forma
Finala si cuprinde lucrari de presare si netezire,formarea si
modelarea detaliilor siaburirea produsului.
-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
29/35
Controlul c al itat ii prod uselor f ini te
Controlul calitativ produselor finit se desfasoara pe baza
normelor tehnice care
prevad conditii de calitate pe care trebuie sa le indeplineasca
fiecare produsdimensiunile produsului in faza finala precum si
abaterile admisibile fata de aceastadimensiune.La controlul
calitatii produselor se verifica pe langa dimensiunile
prevazute in norma interna atat aspectul final cat si calitatea
executiei in procesul deconfectionaresi finisare.In urma
controlului pot fi constatate urmatoarele defecte :- formarea
luciului defect care se poate elimina prin aburire scurta a locului
lucios- deformarea produsului prin calcare defecta care se poate
elimina prin recalcarea
porodusului prin asezarea corecta a acestuia pe masa de calcat.-
aparitia cutelor si a unflaturilor,defecte care se elimina prin
calcarea produselor
pana la uscarea suficienta si asezarea pe suporturi
speciale(umerasi).
Normele de protect ie a munc i i la masina
de cusut s imp la
La masina de cusut simpla se produc accidente de munca daca nu
sunt masuri depreveniri :Accidentele pot fi :- mecanice-
electriceAccid ent le electr ice au drept cauzat defectarea
carcasei intrerupatoarelor ,supraincalzirea motorului electric si
producerea de cusut circuit datorate reglarii instalatiei la
pamant.Penru prevenirea accidentelor de munca sunt necesare
instruirea tehnica a
personalului operativ aplicarea dispozitivelor de productia si
folosirea echipamentului individualde productie.
Instruirea tehnica a persoanei de deservire se face atat la
angajare cat si periodicCele mai importante masuri pe care trebuie
sa le cunoasca sis a le aplice
persoanasunt in continuare.
Inainte de inceperea lucrulu i se va verif ica :
-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
30/35
- Daca masa masinii este fixata pe cadrul mechanic de sustinere-
Daca motorl electric este montat de cadrul de fixare pentru a nu
cadea in timpul
lucrului iar instalatia electrica este izolata- Daca motorul
electric este legat la pamant pentru evitarea electrocutarii
Daca carcasa de la intrerupator nu este separata sau cazuta de
la locul sau- Daca masina este dotata cu dispozitivul de protectie
la ac si transmisie- Daca cadrul de sustinere a mesei de lucru este
montata pe suporturi de cauciuc
sau de pluta
In t imp ului de lucru s e vor respecta :
- Curatirea si infilara se vor face numai dupa ce masina a fost
oprita sau s-a
interrupt curentul electric- Punerea masinii in functiune se
face numai dupa ce dispozitivele de productie la
ac si trasnmisie au fost montate la masina.- In timpul lucrului
privirea va fi intrerupta numai asupra lucrului si a utilajului- Se
interice muncitorului sa lucreze la masina de cusut fara basma de
protectie la
cap- Schimbarea sau punerea curelei in timpul functionarii
masina este interzisa- Toate reparatiile si interventiile la masina
de cusut se vor face numai de persoane
de persoane calificate in acest sens.- In timpul functionarii
daca se aud zgomote suspecte operatorul este obligat sa o
preasca masina sis a anunte mecanicul de serviciu
Dispozi t ive de protect ie la maisna simpla de cusu t
Aceasta masina este prevazuta cu dispozitve de protectie la ac
si transmitere
Dispozi t ivul d e protect ie la ac
Este montat la piciorul de presare sau la carcasa masinii in
fata acului .Dispozitivulde protectie este la piciors executata din
sarma de hotel,este prevazut cu brateleridicate la
partea din fata pentru a impiedica introducerea degettelor la
ac.
Dispozi t ivul d e protect ie cu rama
Este exexcutat din sarma din hotel si se noteaza in fata acului
la carcasa masinii
-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
31/35
In interiorul ramie pot fi prevazute bare in sarme sau sticle de
protecite care sa nupermita introducerea masinii in fata
acului.
Echipamentu de protectie al personalului lucrator este compus
din halat sau bluzapentru barbate si halat si basma pentru
femei.
Masur i de prevenire si st ing erea incendi i lor
Def :Incendiul este fenomenul de ardere a materialelor
combustibile prin care seproduc pierderi de bunuri siu uneori si a
vietii omenesti.
Arderea este reactia chimica prin care se combina o substanta
combustibila cuOxygen cu degajare de caldura.
Procesul are loc cu participarea a trei factori-
in combustibile- greu combustibile- combustibileTemperatura de
ardere este starea tehnica a unui material combustibil la care
se
produce arderea fiind influentat de valoarea calerica a
materialului si tipul de ardere.Apr inderea este faza initiala a
arderii care se produce in substante combustibilecare vine in
contact cu o sursa extrema de caldura.
Acestea pot fi focul deschis ,scurt circuit electric
Cauzele producer i lor incendi i lor in intrepr inder i i de
confect i i
In cadrul intreprinderilor de confectii exista o sectie de
factori care pot constitui sursede incendiu daca nu sunt luate
mmasuri de prevenire.
Focurile deschise subforma de focuri scurte sunt prevenite de la
chibrituriaprinse,lampi de lipit,tigari aprinse ,etc.Focurile
deschise produc incendii ca urmare acontactului materialewlot
combustibile ca focul.
Instalatiile de incalzire desi functioneaza la temperature de
100 grade C potfavorizaPrinderea unor materiale textile sis came pe
care le usuca si le aduc in stare usorinflamabile
-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
32/35
Mi j loacele folosi te pentru sintegerea incendi i lor
Nis ipul : poate fi utulizat la comabaterea incendiilor in care
ard materialelemnoase,este aruncat cu lopata pe suprafata
combustibila in ardere.Apa : este un mijloc principal de combatere
a focului
Poate fi utilizat sub diferite forme :- sub forma de jet cand
ard materialele solubile de natura lemnoasa- sub forma de ploaie
cand materialele fibroase ,textileSpuma chimica : este o substanta
rezultat din combinare chimica a acidului sulfuriccu bicarbonate de
sodium.Reactia celor doua substante se produc in
interiorulstingatorului cu spuma cand acestea vin in contact.
Stingatorul cu spuma : este alcatuit din corpul prevazut cu
capacul prin care seface incarcarea.
In interiorul corpului se gaseste stick ace contine acid
sulfuric.Pe partea exterioarasunt formate manere si gura derefulare
a spumei formate in interior.La incarcare ininteriorul corpului se
depune bicarbonatul de sodium care in contact cu acidul
sulfuricformeaza spuma mecanica.
Masuri de protectie a munci la pregatirea si croirea
materialelor.In cadrul sectiei de preparatie si croit la unele
locuri de munca se pot produceaccidente de munca in cazul cand nu
sunt asigurate conditiile normale desfasurarii
procesului de protectie.Decatarea tesaturilor este locul de
munca unde se pot produce accidente mecanicesi termice.
Accidentele mecanicese pot produce prin caderea sa miscarea
organelorcomponente ale masinii.La aceste masini mai exista pericol
de a fi aprinsainbracaminte operatorului de mecanismul
transmiisilor si al organelor inmiscare.Pentru prevenirea
Acestor accidente este necesar a fi repspectate instructiunile
de folosire a masinii.Deasemenea este indicat ca in timpul
functionarii masinii sa nu se faca reglari saureparatii iar
personalul de deservire sa aiba echipament de protectie
corespunzatormuncii pe care o desfasoara.
Accidentele termice se produc din cauza aburului apei sau a
uleiuluisupraincalzit.Pentru a se prevenii accidentele termice se
recomanda folosirea
Aparatelor la masini verificarea periodica a instalatiilor si
respectarea instrcutiunilortehnice de folosire.
Accidentele mecanice si electrice se mai pot produce si la
urmatoarele mecanisme.- Spanuirea materialelor- Sectionarea
spanului- Croirea prin stantarea
-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
33/35
Masur i de protect ie a munci i la con fect ionat si f
inisat
Accidentele de munca la confectionarea si finisarea
inbracamintei se pot prevenii prino sectie de masuri determinate de
cauzele ce le pot produce si utilajele carefunctioneaza in aceste
sectii.Astfel in sectiile de confectionat si finisat se pot
produceaccidente mecanice,termice ,electrice si chimice.Accidentele
mecanice termice si electrice au aceleasi cause ca cele descries
lacelelalte operatii.Utilajele care pot produce accidente in
miscare sunt masinile simple si speciale de
cusut,presale si masinilie de calcat ,mijloacele de
transport,etc.
Masur i de prevenirea incendi i lor mecanice produse de acest ut
i laj sunt:
- verificarea scarii functionale a mesii de cusut a peselor,la
inceperea schimbului sia dispozitivelor de protectie
-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
34/35
ANEXE
-
7/22/2019 Lucrare de Calificare Pantaloni Barbatesti
35/35
Bibl iograf ie :
1. Tehnologia confectiilor din tesaturi si tricoturiEditura
Didactica si Pedagogica.Bucuresti1972
2. Proiectarea inbracaminteiEditura Didactica si
PedagogicaBucuresti 19933. Utilajul si tehnologia meserieiEditura
Didactica si PedagogicaBucuresti
19964. Procese si masini pentru industria confectiilor
textile-Editura Universitatii
Lucian Blaga Sibiu 20015. Masini si instalatii pentru croit si
confectionatEditura Universitatii Lucian
Blaga Sibiu 20026. Caiet de practica comanata