Embed Size (px)
Citation preview

®
www.cebora.it
MIG - MAG ISO MIG
Soldadoras de hilo continuo MIG - MAGPostes a souder a fil continu MIG - MAG
Máquinas de soldadura por fio contínuo MIG - MAG

MIG - MAG
Alimentación trifásica
Potencia instalada max.
Potencia absorbida
Corriente min-max obtenibles en soldadura
Factor de servicio (10 min - 40° C) IEC 60974.1
Regulación continua
Hilo utilizable
Electrodos utilizables
Bobina de hilo trajinable max.
Clase de protección
Para trabajar en ambientescon un gran riesgo dedescargas eléctricas
Peso del generador
Dimensiones
Alimentation triphasée
Puissance d'installation max.
Puissance absorbée
Courant max-min que l'on peut obtenir dans le soudageFacteur de marche (10 min - 40° C) IEC 60974.1
Réglage continu
Fil à emploier
Electrodes à employer
Bobine de fil à traîner max.
Classe de protection
Pour locaux où les risquesde secousses électriquessont accrus
Poids du génèrateur
Dimensions
230-400V50/60 Hz
15,5 KW 40%12,8 KW 60%10,0 KW100%20,0 KVA 40%16,6 KVA60%13,2 KVA100%
40 ÷ 420A
400 A 40%330 A 60%260 A 100%
ELECTRONIC
SOLID0.8/1/1.2/(1.6)
-
ø300 mm15 Kg
21
•
127 Kg.
685x989x1215
DATOS TÉCNICOS DONNEES TECHNIQUES
ISO MIG4001
ART 505 DADOS TÉCNICOS
Alimentação trifásica
Potência de instalação max.
Potência absorvida
Corrente min. Max. obtenívelna soldadura
Factor de serviço (10 min - 40° C) IEC 60974.1
Regulação contínua
Fio utilizável
Eléctrodos utilizáveis
Bobine de fio alimentável max.
Grau de protecção
Para trabalhar em ambientescom risco acrescentado dechoques eléctricos
Peso do gerador
Dimensões
ISO MIG5002508
AMP
MIG-MAG MMA-TIG(1)
230-400V - 50/60 Hz
21,6 KW 40%19,0 KW 60%14,2 KW100%27,7 KVA 40%24,2 KVA60%18,4 KVA100%
40 ÷ 520A
500 A 40%410 A 60%320 A 100%
17,3 KW 60%13,7 KW100%
22,1 KVA60%17,6 KVA100%
10 ÷ 400A
400 A 60%310 A 100%
ELECTRONIC
SOLID0.8/1/1.2/1.6
-
ø300 mm15 Kg
-
1,6÷6
-
21
•
156 Kg.
725x1080x1257
ISOMIG 4001 - 5002Les générateurs avec dévidoirCebora ISOMIG 4001 et ISO-
MIG 5002 sont des matériels haute-ment performants pour travaux spécia-lisés et utilisations lourdes, même siconçus tout en sauvegardant le rap-port coût performance.
ISOMIG 4001 - 5002Los generadores con carroCebora ISOMIG 4001 e ISO-
MIG 5002 son máquinas de altas pres-taciones, para empleos especializadosy utilizaciones gravosas, concebidassin embargo salvaguardando el com-promiso entre coste y prestación.
ISOMIG 4001 - 5002Os geradores com cofréCebora ISOMIG 4001 e ISO-
MIG 5002 são máquinas de altas pres-tações, para uso especializado e gra-voso, mas projectados salvaguardan-do a boa relação entre custo e pres-tação.
®
2
Art. 505 Art. 508
(1) - Somente com cofré porta fio SHIPYARD
(1) - Uniquement avec dévidoir SHIPYARD
(1) - Solo con carro arrastra hilo SHIPYARD
505-508 ISO MIG 4001-5002
TR4Art. 1444
FOUR ROLL DRIVE
1
3
5
7
911 13
15
17
21
23
19
V
0
1
2
3
4 7
8
9
10
5 6
m/min
2
1
3
45 6
7
8
9
10
MEM
MEM +
V
230 400VV
0
I
GAS
WIRE
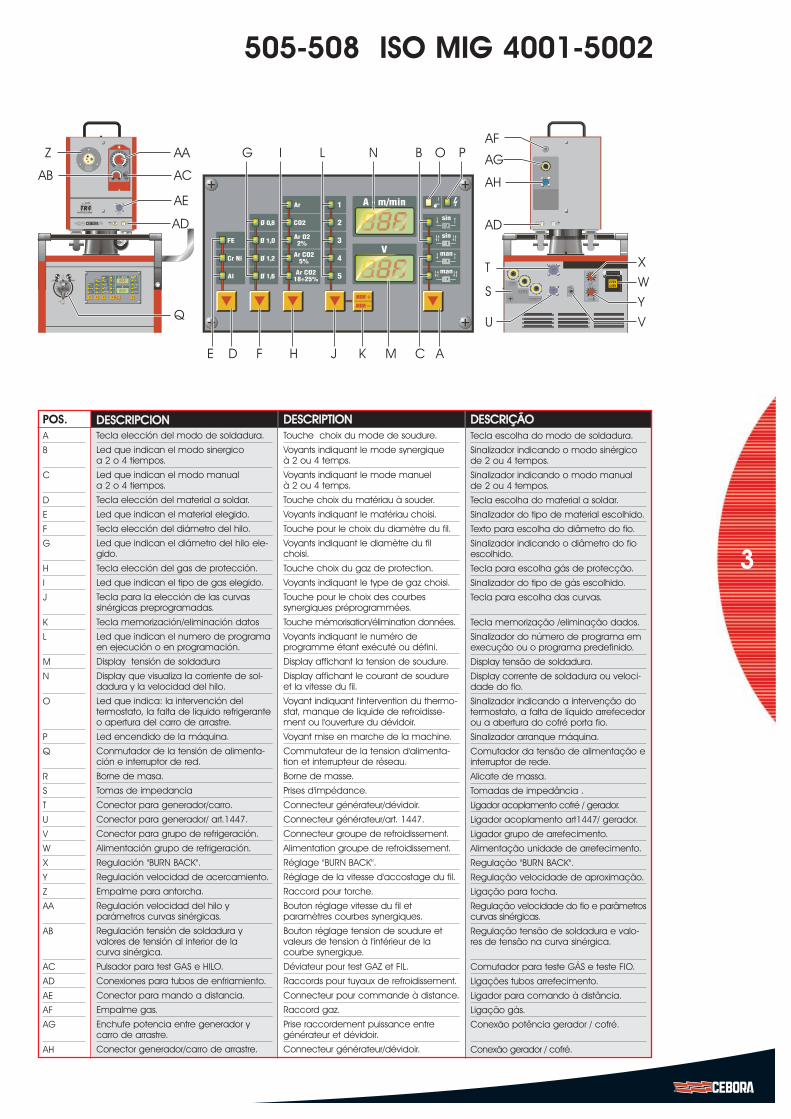
DESCRIPCIONPOS. DESCRIPTION DESCRIÇÃOTecla elección del modo de soldadura.
Led que indican el modo sinergico a 2 o 4 tiempos.
Led que indican el modo manual a 2 o 4 tiempos.
Tecla elección del material a soldar.
Led que indican el material elegido.
Tecla elección del diámetro del hilo.
Led que indican el diámetro del hilo ele-gido.
Tecla elección del gas de protección.
Led que indican el tipo de gas elegido.
Tecla para la elección de las curvassinérgicas preprogramadas.
Tecla memorización/eliminación datos
Led que indican el numero de programaen ejecución o en programación.
Display tensión de soldadura
Display que visualiza la corriente de sol-dadura y la velocidad del hilo.
Led que indica: la intervención del termostato, la falta de liquido refrigeranteo apertura del carro de arrastre.
Led encendido de la máquina.
Conmutador de la tensión de alimenta-ción e interruptor de red.
Borne de masa.
Tomas de impedancia
Conector para generador/carro.
Conector para generador/ art.1447.
Conector para grupo de refrigeración.
Alimentación grupo de refrigeración.
Regulación "BURN BACK".
Regulación velocidad de acercamiento.
Empalme para antorcha.
Regulación velocidad del hilo y parámetros curvas sinérgicas.
Regulación tensión de soldadura y valores de tensión al interior de la curva sinérgica.
Pulsador para test GAS e HILO.
Conexiones para tubos de enfriamiento.
Conector para mando a distancia.
Empalme gas.
Enchufe potencia entre generador ycarro de arrastre.
Conector generador/carro de arrastre.
Touche choix du mode de soudure.
Voyants indiquant le mode synergique à 2 ou 4 temps.
Voyants indiquant le mode manuel à 2 ou 4 temps.
Touche choix du matériau à souder.
Voyants indiquant le matériau choisi.
Touche pour le choix du diamètre du fil.
Voyants indiquant le diamètre du fil choisi.
Touche choix du gaz de protection.
Voyants indiquant le type de gaz choisi.
Touche pour le choix des courbes synergiques préprogrammées.
Touche mémorisation/élimination données.
Voyants indiquant le numéro de programme étant exécuté ou défini.
Display affichant la tension de soudure.
Display affichant le courant de soudureet la vitesse du fil.
Voyant indiquant l'intervention du thermo-stat, manque de liquide de refroidisse-ment ou l'ouverture du dévidoir.
Voyant mise en marche de la machine.
Commutateur de la tension d'alimenta-tion et interrupteur de réseau.
Borne de masse.
Prises d'impédance.
Connecteur générateur/dévidoir.
Connecteur générateur/art. 1447.
Connecteur groupe de refroidissement.
Alimentation groupe de refroidissement.
Réglage "BURN BACK".
Réglage de la vitesse d'accostage du fil.
Raccord pour torche.
Bouton réglage vitesse du fil et paramètres courbes synergiques.
Bouton réglage tension de soudure etvaleurs de tension à l'intérieur de la courbe synergique.
Déviateur pour test GAZ et FIL.
Raccords pour tuyaux de refroidissement.
Connecteur pour commande à distance.
Raccord gaz.
Prise raccordement puissance entregénérateur et dévidoir.
Connecteur générateur/dévidoir.
A
B
C
D
E
F
G
H
I
J
K
L
M
N
O
P
Q
R
S
T
U
V
W
X
Y
Z
AA
AB
AC
AD
AE
AF
AG
AH
Tecla escolha do modo de soldadura.
Sinalizador indicando o modo sinérgicode 2 ou 4 tempos.
Sinalizador indicando o modo manualde 2 ou 4 tempos.
Tecla escolha do material a soldar.
Sinalizador do tipo de material escolhido.
Texto para escolha do diâmetro do fio.
Sinalizador indicando o diâmetro do fioescolhido.
Tecla para escolha gás de protecção.
Sinalizador do tipo de gás escolhido.
Tecla para escolha das curvas.
Tecla memorização /eliminação dados.
Sinalizador do número de programa emexecução ou o programa predefinido.
Display tensão de soldadura.
Display corrente de soldadura ou veloci-dade do fio.
Sinalizador indicando a intervenção dotermostato, a falta de líquido arrefecedorou a abertura do cofré porta fio.
Sinalizador arranque máquina.
Comutador da tensão de alimentação einterruptor de rede.
Alicate de massa.
Tomadas de impedância .
Ligador acoplamento cofré / gerador.
Ligador acoplamento art1447/ gerador.
Ligador grupo de arrefecimento.
Alimentação unidade de arrefecimento.
Regulação "BURN BACK".
Regulação velocidade de aproximação.
Ligação para tocha.
Regulação velocidade do fio e parâmetroscurvas sinérgicas.
Regulação tensão de soldadura e valo-res de tensão na curva sinérgica.
Comutador para teste GÁS e teste FIO.
Ligações tubos arrefecimento.
Ligador para comando à distância.
Ligação gás.
Conexão potência gerador / cofré.
Conexão gerador / cofré.
®
3
G
Q
AE
AC
AA
AB
Z
AD
E D
L N B O P
VU
S
T
AD
AH
AG
AF
Y
W
X
I
F H J K ACM
®
MIG - MAG
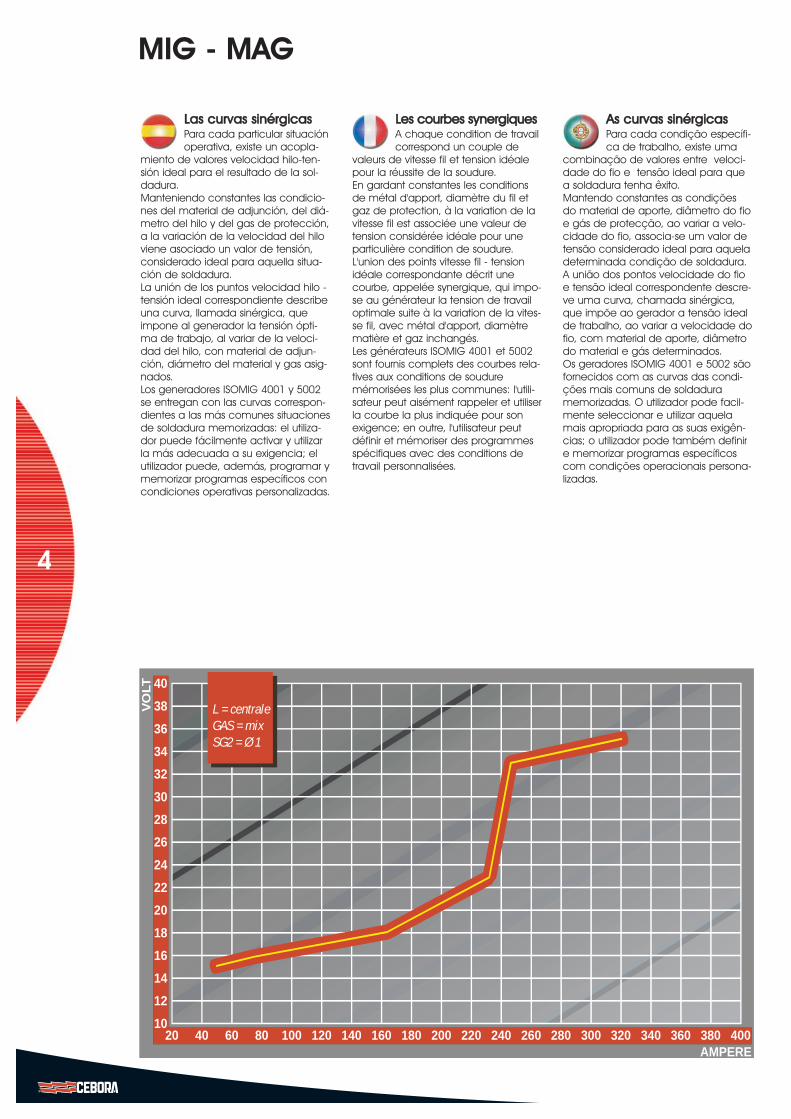
Les ccourbes ssynergiquesA chaque condition de travailcorrespond un couple de
valeurs de vitesse fil et tension idéalepour la réussite de la soudure.En gardant constantes les conditionsde métal d'apport, diamètre du fil etgaz de protection, à la variation de lavitesse fil est associée une valeur detension considérée idéale pour uneparticulière condition de soudure.L'union des points vitesse fil - tensionidéale correspondante décrit unecourbe, appelée synergique, qui impo-se au générateur la tension de travailoptimale suite à la variation de la vites-se fil, avec métal d'apport, diamètrematière et gaz inchangés.Les générateurs ISOMIG 4001 et 5002sont fournis complets des courbes rela-tives aux conditions de souduremémorisées les plus communes: l'utili-sateur peut aisément rappeler et utiliserla courbe la plus indiquée pour sonexigence; en outre, l'utilisateur peutdéfinir et mémoriser des programmesspécifiques avec des conditions detravail personnalisées.
Las ccurvas ssinérgicasPara cada particular situaciónoperativa, existe un acopla-
miento de valores velocidad hilo-ten-sión ideal para el resultado de la sol-dadura. Manteniendo constantes las condicio-nes del material de adjunción, del diá-metro del hilo y del gas de protección,a la variación de la velocidad del hiloviene asociado un valor de tensión,considerado ideal para aquella situa-ción de soldadura.La unión de los puntos velocidad hilo -tensión ideal correspondiente describeuna curva, llamada sinérgica, queimpone al generador la tensión ópti-ma de trabajo, al variar de la veloci-dad del hilo, con material de adjun-ción, diámetro del material y gas asig-nados.Los generadores ISOMIG 4001 y 5002se entregan con las curvas correspon-dientes a las más comunes situacionesde soldadura memorizadas: el utiliza-dor puede fácilmente activar y utilizarla más adecuada a su exigencia; elutilizador puede, además, programar ymemorizar programas específicos concondiciones operativas personalizadas.
As ccurvas ssinérgicasPara cada condição específi-ca de trabalho, existe uma
combinação de valores entre veloci-dade do fio e tensão ideal para quea soldadura tenha êxito. Mantendo constantes as condiçõesdo material de aporte, diâmetro do fioe gás de protecção, ao variar a velo-cidade do fio, associa-se um valor detensão considerado ideal para aqueladeterminada condição de soldadura. A união dos pontos velocidade do fioe tensão ideal correspondente descre-ve uma curva, chamada sinérgica,que impõe ao gerador a tensão idealde trabalho, ao variar a velocidade dofio, com material de aporte, diâmetrodo material e gás determinados.Os geradores ISOMIG 4001 e 5002 sãofornecidos com as curvas das condi-ções mais comuns de soldaduramemorizadas. O utilizador pode facil-mente seleccionar e utilizar aquelamais apropriada para as suas exigên-cias; o utilizador pode também definire memorizar programas específicoscom condições operacionais persona-lizadas.
4
2010121416182022242628303234363840
40 60 80 100 120 140 160 180 200 220 240 260 280 300 320 340 360 380AMPERE
VOLT
400
L = centraleGAS = mixSG2 = Ø 1

505-508 ISO MIG 4001-5002
-Arrastra hilo de aluminio de 4rodillos: velocidad de arrastrede hasta 24 m/min. (1)
- Regulación de la velocidad de acer-camiento del hilo para partidas óptimas. - Burn-back en grado de gobernar undoble nivel de corriente, que evita elencolado del hilo a la pieza y garanti-za la salida perfecta del baño de sol-dadura (2).- Amperímetro y voltímetro digitales deserie, con memorización de los últimosparámetros de soldadura. (3).- Selección a 2 o 4 tiempos delmando de soldadura- Test de la alimentación hilo y gas.- 3 salidas de impedancia (4).- Posibilidad de empleo de antorchascon potenciómetro para regular ten-sión y corriente de una curva sinérgicapreprogramada o regular la velocidaddel hilo durante la soldadura (5).- Control análogico de los parámetrosde soldadura - Programación y repetibilidad de losparámetros elegidos con resoluciónequivalente a 1/10 de Volt y 10cm/min de velocidad hilo.- Gestión desde el panel de control dela máquina de las curvas sinérgicasmemorizadas.- Regulación desde la caja demando, de los parámetros velocidadhilo y tensión en la curva sinérgica (6)preprogramada desde el tablero de lamáquina.- Utilización de la caja de mandocomo mando a distancia (6).- Posibilidad de programar hasta 5 cur-vas sinérgicas personalizadas.
ConfiguraciónSolo el generador ISOMIG 5002 sepuede acoplar al carro arrastra hilo SHIP-YARD, estudiado para ampliar las posibili-dades de empleo (veáse pag. 6). En caso de utilizaciones particularmen-te gravosas, la unidad podrá trabajaracoplada al grupo de enfriamientoantorcha GRV5
- Entraînement fil en aluminiumà 4 galets: vitesse d'entraîne-ment jusqu'à 24 m/min. (1)
- Réglage de la vitesse d'approche dufil pour démarrages optimaux.- Burn-back à même de gérer un dou-ble niveau de courant, ce qui évite lecollage du fil à la pièce et garantit laparfaite sortie du bain de soudure (2).- Ampèremètre et voltmètre numé-riques de série, avec mémorisation desderniers paramètres de soudure (3).- Sélection à 2 ou à 4 temps de lacommande de soudure- Test de l'alimentation fil et gaz.- 3 sorties d'impédance (4).- Possibilité d'employer des torchesavec potentiomètre pour régler tensionet courant d'une courbe synergiquepréétablie ou régler la vitesse du fil encours de soudure (5).- Contrôle analogique des paramètresde soudure- Définition et répétibilité des paramètreschoisis avec résolution équivalente à1/10 de Volt et 10 cm/min de vitesse fil.- Gestion du panneau machine descourbes synergiques mémorisées.- Réglage du tiroir de commande desparamètres vitesse fil et tension sur lacourbe synergique (6) préétablie dupanneau machine.- Emploi du tiroir de commande aveccommande à distance (6).- Possibilité de définir jusqu'à 5 courbessynergiques personnalisées.
ConfigurationLe dévidoir entraînement fil SHIPYARDpeut être rattaché uniquement augénérateur ISOMIG 5002 afin d'accroîtreses possibilités d'emploi (voir page 6).En cas d'utilisations particulièrementlourdes, l'unité peut fonctionnerconjointement au groupe de refroidis-sement torche GRV5
5
®
1 2 3
44 5 6
-Porta fio de alumínio de 4rolos: velocidade de tracçãoaté 24 m/min. (1)
- Regulação da velocidade de aproxi-mação do fio para inícios óptimos. - Burn-back capaz de gerir um duplonível de corrente, evitando que o fiocole na peça e garantindo uma per-feita saída do banho de soldadora (2).- Amperímetro e voltímetro digitais desérie, com memorização dos últimosparâmetros de soldadura. (3).- Selecção de 2 ou 4 tempos docomando de soldadura- Teste alimentação fio e gás.- 3 saídas de impedância (4).- Possibilidade de emprego de tochascom potenciómetro para regular a ten-são e a corrente de uma curva sinérgi-ca predefinida ou regular a velocidadedo fio durante a soldadura (5).- Controlo analógico dos parâmetrosde soldadura - Definição e repetição dos parâme-tros escolhidos com resolução igual a1/10 de Volt e 10 cm/min de velocida-de do fio.- Gestão, através do painel da máqui-na, das curvas sinérgicas memoriza-das. - Regularização, através da caixa decomando, dos parâmetros velocidadedo fio e tensão na curva sinérgica (6),predefinida no painel da máquina.- Utilização da caixa de comandocomo comando à distância (6).- Possibilidade de definir até 5 curvassinérgicas personalizadas.
ConfiguraçãoO cofré porta fio SHIPYARD, estudadopara ampliar as possibilidades de uso,pode ser acoplado somente ao gera-dor ISOMIG 5002 (veja pág. 6).Em caso de utilização particularmentegravosa, a unidade pode operar aco-plada à unidade de arrefecimentotocha GRV5

®
SHIPYARDConfigurando el generadorISOMIG 5002 con el carro
arrastra hilo SHIPYARD, se puede llevarel punto de soldadura hasta una dis-tancia de 50 m. del generador mismo,siempre que se mantenga al alcancede la mano la regulacion de la veloci-dad del hilo - tensión y del flujo de gasde protección. Esta posibilidad convierte al generadoren particularmente adapto a las obrasen general, en particular a los astille-ros.El carro SHIPYARD, además, está predis-puesto para la utilización de electrodoMMA o TIG (D.C.):en MMA se puedensoldar todos los tipos de electrodomenos los celulósicos; en TIG, el ceba-do "lift" a 10A permite la intervenciónen chapas incluso de poco espesor.
SHIPYARDEn configurant le générateurISOMIG 5002 avec le dévidoir
entraînement fil SHIPYARD, il est possiblede porter le poste de travail jusqu'àune distance de 50 m. du générateurtout en conservant le réglage de vites-se fil - tension et du débit du gaz deprotection à la portée de la main.Cette possibilité rend le générateurparticulièrement indiqué pour les chan-tiers en général, notamment les cons-tructions navales.Le dévidoir SHIPYARD est égalementprédisposé pour l'emploi avec électro-de MMA ou TIG (D.C.): en MMA, il estpossible de souder tous les types d'é-lectrodes, sauf les cellulosiques;en TIG, l'amorçage par levage (lift) à10A permet d'opérer sur des tôlesmême de faible épaisseur.
DESCRIPTIONPOS. DESCRIPCION DESCRIÇÃOFluxmètre réglage débit gaz.
Raccord pour torche.
Prise gifas pour pince porte-électrode.
Bouton réglage tension de soudure.
Display affichant la tension de soudure.
Bouton réglage vitesse du fil.
Display courant de soudure ou la vitessedu fil ou bien le numéro de programme.
Touche choix du mode de soudure.
Voyants indiquant le mode synergique à2 ou 4 temps.
Voyants indiquant le mode manuel à 2ou 4 temps.
Voyant indiquant la prédisposition à lasoudure à l'électrode (MMA) ou TIG.
Touches de déroulement programmes.
Touche mémorisation/élimination données.
Voyant indiquant si le programme étantexécuté est libre ou est déjà programmé.
Touche pour le test fil.
Touche pour le test gaz.
Voyant thermostat ou ouverture du dévidoir.
Raccord gaz.
Prise pour câble de puissance.
Connecteurs dévidoir/générateur.
Borne câble tension effective de soudure.
Fluxómetros regulación capacidad gas.
Empalme para antorcha.
Enchufe para pinza portaelectrodo.
Regulación tensión de soldadura.
Display tensión de soldadura.
Regulación velocidad del hilo.
Display corriente de soldadura o la velo-cidad del hilo o el numero de programa.
Tecla elección del modo de soldadura.
Led que indican el modo sinergico a 2 o4 tiempos.
Led que indican el modo manual a 2 o4 tiempos.
Led que indica la predisposición a la sol-dadura por electrodo (MMA) o TIG.
Teclas de corrimiento de los programas.
Tecla memorización/eliminación datos.
Led que indica si el programa en ejecu-ción está libre de datos o ya programado.
Tecla para el test hilo
Tecla para el test gas.
Led termostato o apertura del carro.
Conexión gas.
Enchufe para cable de potencia.
Conectores carro/generador.
Borne cable tensión de soldadura.
A
B
C
D
E
F
G
H
I
L
M
N
O
P
Q
R
S
T
U
V
Z
Medidor de fluxo regulação capacidade gás.
Ligação para tocha.
Tomada gifas para pinça porta eléctrodo.
Regulação tensão de soldadura.
Display tensão de soldadura.
Regulação velocidade do fio.
Display corrente de soldadura ou veloci-dade do fio ou número de programa.
Tecla colha do modo de soldadura.
Sinalizador indicando o modo sinérgicode 2 ou 4 tempos.
Sinalizador indicando o modo manualde 2 ou 4 tempos.
Sinalizador predisposição para soldaduraa eléctrodo (MMA) ou TIG.
Teclas lista programas.
Tecla memorização / eliminação dados.
Sinalizador indicando se o programa em execu-ção não possui dados ou já foi programado.
Tecla test-fio.
Tecla test-gás.
Sinalizador termostato ou abertura cofré.
Ligação gás.
Tomadas para cabo de potência.
Ligador acoplamento cofré / gerador.
Terminal cabo tensão de soldadura.
®
ART. 1447
MEM
MIG - MAG
6
PNIL
M
H
A
F
B
C
S
R
Q
O
G
E
DU
V
V
ZT
SHIPYARDConfigurando o gerador ISO-MIG 5002 com o cofré porta
fio SHIPYARD, é possível levar o pontode soldadura até uma distância de 50m. do gerador, mesmo mantendo aoalcance das mãos a regulação velo-cidade do fio - tensão e do fluxo degás de protecção.Esta possibilidade faz do gerador uminstrumento particularmente apropria-do para ser usado em obras em geral,nomeadamente em estaleiros navais.Além disso, o cofré SHIPYARD está pre-disposto para uso eléctrodo MMA ouTIG (D.C.). Em MMA, é possível soldartodos os tipos de eléctrodos, exceptoos celulósicos;em TIG, o arranque "lift" de 10A permi-te intervenções em chapas, mesmode pequena espessura.
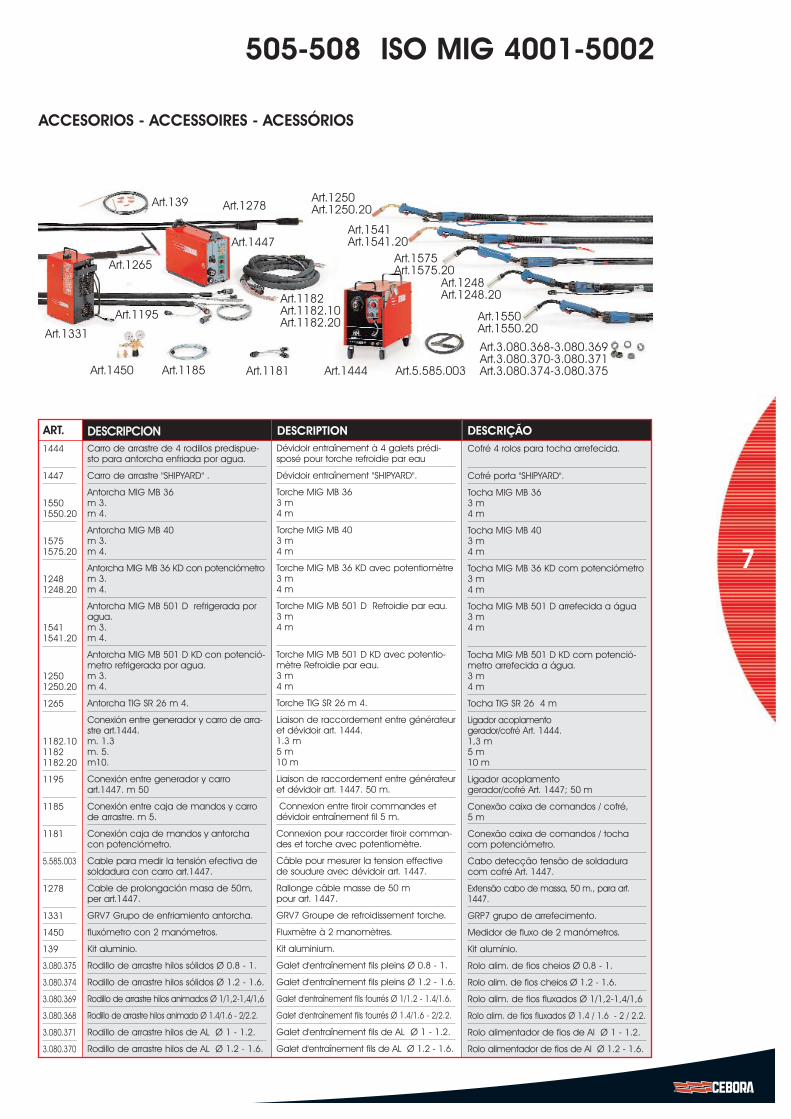
DDEESSCCRRIIPPCCIIOONNART. DESCRIPTION DESCRIÇÃOCarro de arrastre de 4 rodillos predispue-sto para antorcha enfriada por agua.
Carro de arrastre "SHIPYARD" .
Antorcha MIG MB 36 m 3.m 4.
Antorcha MIG MB 40 m 3.m 4.
Antorcha MIG MB 36 KD con potenciómetrom 3.m 4.
Antorcha MIG MB 501 D refrigerada poragua.m 3.m 4.
Antorcha MIG MB 501 D KD con potenció-metro refrigerada por agua.m 3.m 4.
Antorcha TIG SR 26 m 4.
Conexión entre generador y carro de arra-stre art.1444.m. 1.3m. 5.m10.
Conexión entre generador y carroart.1447. m 50
Conexión entre caja de mandos y carrode arrastre. m 5.
Conexión caja de mandos y antorchacon potenciómetro.
Cable para medir la tensión efectiva desoldadura con carro art.1447.
Cable de prolongación masa de 50m,per art.1447.
GRV7 Grupo de enfriamiento antorcha.
fluxómetro con 2 manómetros.
Kit aluminio.
Rodillo de arrastre hilos sólidos Ø 0.8 - 1.
Rodillo de arrastre hilos sólidos Ø 1.2 - 1.6.
Rodillo de arrastre hilos animados Ø 1/1,2-1,4/1,6
Rodillo de arrastre hilos animado Ø 1.4/1.6 - 2/2.2.
Rodillo de arrastre hilos de AL Ø 1 - 1.2.
Rodillo de arrastre hilos de AL Ø 1.2 - 1.6.
Dévidoir entraînement à 4 galets prédi-sposé pour torche refroidie par eau
Dévidoir entraînement "SHIPYARD".
Torche MIG MB 36 3 m4 m
Torche MIG MB 40 3 m4 m
Torche MIG MB 36 KD avec potentiomètre3 m4 m
Torche MIG MB 501 D Refroidie par eau.3 m4 m
Torche MIG MB 501 D KD avec potentio-mètre Refroidie par eau.3 m4 m
Torche TIG SR 26 m 4.
Liaison de raccordement entre générateuret dévidoir art. 1444. 1.3 m5 m 10 m
Liaison de raccordement entre générateuret dévidoir art. 1447. 50 m.
Connexion entre tiroir commandes etdévidoir entraînement fil 5 m.
Connexion pour raccorder tiroir comman-des et torche avec potentiomètre.
Câble pour mesurer la tension effectivede soudure avec dévidoir art. 1447.
Rallonge câble masse de 50 m pour art. 1447.
GRV7 Groupe de refroidissement torche.
Fluxmètre à 2 manomètres.
Kit aluminium.
Galet d'entraînement fils pleins Ø 0.8 - 1.
Galet d'entraînement fils pleins Ø 1.2 - 1.6.
Galet d'entraînement fils fourrés Ø 1/1.2 - 1.4/1.6.
Galet d'entraînement fils fourrés Ø 1.4/1.6 - 2/2.2.
Galet d'entraînement fils de AL Ø 1 - 1.2.
Galet d'entraînement fils de AL Ø 1.2 - 1.6.
1444
1447
15501550.20
15751575.20
12481248.20
15411541.20
12501250.20
1265
1182.1011821182.20
1195
1185
1181
5.585.003
1278
1331
1450
139
3.080.375
3.080.374
3.080.369
3.080.368
3.080.371
3.080.370
Cofré 4 rolos para tocha arrefecida.
Cofré porta "SHIPYARD".
Tocha MIG MB 36 3 m4 m
Tocha MIG MB 40 3 m4 m
Tocha MIG MB 36 KD com potenciómetro3 m4 m
Tocha MIG MB 501 D arrefecida a água3 m4 m
Tocha MIG MB 501 D KD com potenció-metro arrefecida a água.3 m4 m
Tocha TIG SR 26 4 m
Ligador acoplamento gerador/cofré Art. 1444. 1,3 m5 m10 m
Ligador acoplamento gerador/cofré Art. 1447; 50 m
Conexão caixa de comandos / cofré, 5 m
Conexão caixa de comandos / tochacom potenciómetro.
Cabo detecção tensão de soldaduracom cofré Art. 1447.
Extensão cabo de massa, 50 m., para art.1447.
GRP7 grupo de arrefecimento.
Medidor de fluxo de 2 manómetros.
Kit alumínio.
Rolo alim. de fios cheios Ø 0.8 - 1.
Rolo alim. de fios cheios Ø 1.2 - 1.6.
Rolo alim. de fios fluxados Ø 1/1,2-1,4/1,6
Rolo alim. de fios fluxados Ø 1.4 / 1.6 - 2 / 2.2.
Rolo alimentador de fios de Al Ø 1 - 1.2.
Rolo alimentador de fios de Al Ø 1.2 - 1.6.
®
ACCESORIOS - ACCESSOIRES - ACESSÓRIOS
505-508 ISO MIG 4001-5002
7
Art.1265
Art.1278
Art.1447
Art.1195
Art.1331
Art.1450 Art.1185 Art.1444Art.1181
Art.3.080.368-3.080.369Art.3.080.370-3.080.371Art.3.080.374-3.080.375
Art.139
Art.5.585.003
Art.1182Art.1182.10Art.1182.20 Art.1550
Art.1550.20
Art.1248Art.1248.20
Art.1575Art.1575.20
Art.1541Art.1541.20
Art.1250Art.1250.20

Alimentación trifásica
Potencia instalada max.
Potencia absorbida
Corriente min-max obtenibles en soldaduraFactor de servicio (10 min - 40° C) IEC 60974.1
Regulación continua
Tensión en vacio
Hilo utilizable
Clase de protección
Autorizada para trabajar en ambientes con un gran riesgo de descargas eléctricas
Peso del generador
Dimensiones
Alimentation triphasée
Puissance d'installation Max.
Puissance absorbée
Courant max-min que l'on peut obtenir dans le soudage
Facteur de marche (10 min - 40° C) IEC 60974.1
Réglage continu
Tension à vide
Fil à emploier
Classe de protection
Autorisée à l'utilisation dans des locaux où les risques de secousses électriques sont accrus
Poids du génèrateur
Dimensions
230-400V50/60 Hz
1 7,5 KW
22,2 KVA 40%19,3 KVA60%16,0 KVA100%
40 ÷ 450A
420 A 40%350 A 60%270 A 100%
ELECTRONIC
57 VDCpeakSOLID
0.8/1/1.2/(1.6)
21
•
175 Kg.
486x1025x1210
DATOS TÉCNICOSDONNEES TECHNIQUES
ISO MIG454ART 587
DADOS TÉCNICOS
Alimentação trifásica
Potência de instalação max.
Potência absorvida
Corrente min. Max. obtenívelna soldadura
Factor de serviço (10 min - 40° C) IEC 60974.1
Regulação contínua
Tensão a vazio
Fio utilizável
Grau de protecção
Idónea para trabalhar em ambientes com risco acrescentado de choques eléctricos
Peso do gerador
Dimensões
AMP
Cebora IISO MMIG 4454 est un générateur avecdévidoir à réglage électronique, hautement perfor-mant, conçu pour emplois spécialisés et utilisations
lourdes, même sur des installations automatiques.Les caractéristiques de dessin qui rendent ISO MIG 454 parti-culièrement indiqué pour l'emploi professionnel sont:Matériel conçu pour exalter les performances en soudureInterface logiciel conçue pour faciliter l'opérateur tout ensauvegardant les performances du générateurConfiguration du générateur conçue en mode flexible afinde satisfaire aux exigences de l'utilisateur le plus expert etgarantir des performances élevées voire dans des applica-tions particulières.
Cebora IISO MMIG 4454 é um gerador com cofréde regulação electrónica, de altas prestações,criado para usos específicos e gravosos, mesmo
em instalações automáticas.As características que colocam ISO MIG 454 na faixa altade utilização profissional são:Geração hardware, projectado para exaltar as prestaçõesna soldaduraInterface software, estudada para facilitar o utilizador, salva-guardando, ao mesmo tempo, as prestações do geradorConfiguração do gerador, idealizada de modo flexível, parasatisfazer as exigências do utilizador mais qualificado egarantir as prestações mesmo em aplicações específicas.
MIG - MAG
8
Cebora IISO MMIG 4454 es un generador concarro de regulación electrónica, de altas prestacio-nes, concebido para empleos especializados y utili-
zaciones gravosas, incluso sobre instalaciones automáticas.Las características de proyecto que colocan ISO MIG 454 enla clase alta de la utilización profesional son:Concepción hardware, proyectada para exaltar las presta-ciones en soldadura.Interfaz software, estudiada para facilitar al usuario, pero sal-vaguardando las prestaciones del generador.Configuración del generador, pensada de forma flexible,para satisfacer las exigencias del utilizador más experto ygarantizar las prestaciones incluso en aplicaciones particula-res.
®

- Arrastra hilo de 4 rodillos dealuminio: velocidad de arrastrede hasta 24 m/min (1).
- Regulacion de la velocidad de acer-camiento del hilo para partidas óptimas. - Burn-back en grado de gobernar undoble nivel de corriente, que evita elencolado del hilo a la pieza y garantizala salida perfecta del baño de soldadu-ra (2)- Amperímetro y volítmetro digitales deserie, con memorización de los últimosparámetros de soldadura.- Selección a 2 o 4 tiempos del mandode soldadura- Test dela alimentación hilo y gas.- 3 salidas de impedancia (4).- Posibilidad de empleo de antorchascon mando desviador up-down, quepermite activar o modificar programas oparámetros memorizados, incluso duran-te la soldadura- Control digital de los parámetros de sol-dadura - Programación y repetitibilidad de losparámetros elegidos con precisión deresolución equivalentes a 1/10 de Volt y10 cm/min. de velocidad del hilo- Gestión de los parámetros de soldadu-ra mediante las cajas de mando DIGITAL1, 2 y 3, utilizables también como man-dos a distancia.- Gestión y regulación de las curvassinérgicas corriente de soldadura - ten-sión memorizadas por las cajas demando.- Posibilidad por parte del utilizador deprogramar curvas sinérgicas específicas(solo con DIGITAL 2)- Salida RS232, para empleos en solda-dura automática robotizada, con posibi-lidad de registro y gestión estatística delos datos según ISO9000 (ROBOX)
- Entraînement fil à 4 galets enaluminium: vitesse d'entraîne-ment jusqu'à 24 m/min. (1)
- Réglage de la vitesse d'approche du filpour démarrages optimaux.- Burn-back à même de gérer un doubleniveau de courant, ce qui évite le colla-ge du fil à la pièce et garantit la parfaitesortie du bain de soudure (2).- Ampèremètre et voltmètre numériquesde série, avec mémorisation des derniersparamètres de soudure.- Sélection à 2 ou à 4 temps de la com-mande de soudure- Test de l'alimentation fil et gaz.- 3 sorties d'impédance (4).- Possibilité d'employer des torches aveccommande up-down, ce qui permet derappeler ou modifier les programmes oules paramètres mémorisés, même encours de soudure- Contrôle numérique des paramètresde soudure- Définition et répétibilité des paramètreschoisis avec précision de résolution équi-valente à 1/10 de Volt et 10 cm/min devitesse fil.- Gestion des paramètres de soudure àtravers les tiroirs de commande DIGITAL1, 2 et 3, utilisables également commecommandes à distance.- Gestion et réglage des courbes syner-giques courant de soudure - tensionmémorisées des tiroirs de commande.- Possibilité pour l'utilisateur de définir descourbes synergiques spécifiques (unique-ment avec DIGITAL 2)- Sortie RS232, pour emplois en soudureautomatique robotisée, avec possibilitéd'enregistrement et gestion statistiquedes données selon ISO9000 (ROBOX)
- Porta fio de 4 rolos em alumí-nio: velocidade tracção até 24m/min (1).
- Regulação velocidade de aproxima-ção do fio para inícios óptimos. - Burn-back capaz de gerir um duplonível de corrente, evitando que o fiocole na peça e garantindo a saída per-feita do banho de soldadura (2)- Amperímetro e voltímetro digitais desérie, com memorização dos últimosparâmetros de soldadura.- Selecção de 2 ou 4 tempos docomando de soldadura.- Teste de alimentação fio e gás.- 3 saídas de impedância (4).- Possibilidade de emprego de tochascom comando de desvio up-down, quepermite seleccionar ou modificar pro-gramas ou parâmetros memorizados,mesmo durante a soldadura.- Controlo digital dos parâmetros de sol-dadura - Definição e repetição dos parâmetrosescolhidos com precisão de resoluçãoigual a 1/10 de Volts e 10 cm/min veloci-dade do fio.- Gestão dos parâmetros de soldaduraatravés das caixas de comando DIGITAL1, 2 e 3, que podem também ser utiliza-das como comandos à distância.- Gestão e regulação das curvas sinérgi-cas corrente de soldadura e tensãomemorizadas através das caixas decomando.- Possibilidade por parte do utilizador dedefinir curvas sinérgicas específicas(somente com DIGITAL 2)- Saída RS232, para emprego em solda-dura automática robotizada, com possi-bilidade de registo e gestão estática dosdados, de acordo com ISO9000(ROBOX)
587 - ISO MIG 454
9
1 2 3
44 5 6
®

®
CONFIGURACIÓNEl carro AWF4 art.1438 aco-plado al generador se puede
configurar con 3 diferentes cajas demando:DIGITAL 1 art. 205 que es la caja demando en la versión más simple; per-mite la regulación manual de losparámetros de soldadura y la memori-zación de 2 pares de valores tensión-velocidad del hilo, de uso frecuente.Cada uno de los pares de valores seactivan durante la soldadura, median-te el mando up-down en la antorcha.DIGITAL 3 art. 207 que representa laevolución de la caja de mando DIGI-TAL 1, ya que permite memorizar hasta10 programas de soldadura y acoplara ellos hasta 5 pares de valores ten-sión-velocidad del hilo, de uso fre-cuente. Cada programa y cada unode los 5 pares de valores se puedenactivar durante la soldadura, medianteel mando up-down en la antorcha. DIGITAL 2 art. 206 al que se ha aco-plado un auténtico calculador electró-nico; el calculador tiene ya en memo-ria las curvas sinérgicas tensión-corrien-te correspondientes a las más comu-nes situaciones de soldadura (materialde adjunción de aluminio, acero alcarbono, acero inoxidable y diámetrosmás usados); el utilizador tiene detodas formas la posibilidad de progra-mar y activar curvas y parámetroscorrespondientes a cualquier situaciónde soldadura. Mediante el mando up-down de la antorcha, el operadorpuede moverse en el interior de lascurvas sinérgicas memorizadas.
- Posibilidad de empleo en instalaciónautomática, mediante acoplamientoal módulo de interfaz RO-BOX- En el caso de utilizaciones particular-mente gravosas, principalmente apli-caciones en instalaciones automáti-cas, la unidad podrá trabajar acopla-da al grupo de enfriamiento antorchaGRV5
CONFIGURATIONLe dévidoir AWF4 art.1438 rat-taché au générateur est
configurable avec 3 tiroirs de com-mande différents:DIGITAL 1 art. 205 étant le tiroir decommande dans la version la plussimple; permet le réglage manuel desparamètres de soudure et la mémori-sation de 2 couples de valeurs tension-vitesse de fil d'emploi courant. Chacundes 2 couples de valeurs peut êtrerappelé en cours de soudure à l'aidede la commande up-down sur la tor-che.DIGITAL 3 art. 207 représentant l'évolu-tion du tiroir de commande DIGITAL 1,car permet de mémoriser jusqu'à 10programmes de soudure et y rattacherjusqu'à 5 couples de valeurs tension-vitesse du fil d'emploi courant. Chaqueprogramme et chacun des 5 couplesde valeurs peut être rappelé en coursde soudure à l'aide de la commandeup-down sur la torche.DIGITAL 2 art. 206 à qui est rattaché unvéritable calculateur électronique; lecalculateur a déjà en mémoire lescourbes synergiques tension-courantrelatives aux conditions de soudure lesplus communes (métal d'apport enaluminium, acier au carbone, acierinoxydable et les diamètres les plus uti-lisés); l'utilisateur a quand même lapossibilité de définir et rappeler cour-bes et paramètres relatifs à n'importequelle condition de soudure. A l'aidede la commande up-down sur la tor-che, l'opérateur peut se déplacer àl'intérieur des courbes synergiquesmémorisées.
- Possibilité d'emploi sur installationsautomatiques lorsque rattaché aumodule d'interface RO-BOX- En cas d'utilisations particulièrementlourdes, notamment les applicationssur installations automatiques, l'unitépeut fonctionner conjointement augroupe de refroidissement torcheGRV5
CONFIGURAÇÃOO cofré AWF4 art.1438 aco-plado ao gerador pode ser
configurado com 3 diferentes caixasde comando:DIGITAL 1 art. 205 que é a caixa decomando na versão mais simples; per-mite a regulação manual dos parâ-metros de soldadura e a memoriza-ção de 2 pares de valores tensão -velocidade do fio, de uso recorrente.Cada um dos 2 pares de valorespode ser seleccionado durante a sol-dadura, através do comando up-down situado na tocha.DIGITAL 3 art. 207 que representa aevolução da caixa de comando DIGI-TAL 1, pois permite memorizar até 10programas de soldadura e combinaraté 5 pares de valores tensão-veloci-dade do fio, de uso recorrente. Pode-se seleccionar cada programa ecada um dos 5 pares de valoresdurante a soldadura, através docomando up-down situado na tocha.DIGITAL 2 art. 206 ao qual se encontraacoplado um verdadeiro computadorelectrónico; o computador guarda namemória as curvas sinérgicas tensão -corrente das condições de soldaduramais comuns (material de aporte emalumínio, aço ao carbono, aço inoxi-dável e diâmetros mais usados);mesmo assim, o utilizador pode definire seleccionar curvas e parâmetrospara qualquer outra condição de sol-dadura. Através do comando up-down situado na tocha, o operadorpode mover-se dentro das curvassinérgicas memorizadas.
- Possibilidade de emprego em instala-ções automáticas, através do acopla-mento com o módulo de interfaceRO-BOX- Em caso de usos gravosos, nomea-damente aplicações em instalaçõesautomáticas, a unidade pode trabal-har acoplada com a unidade de arre-fecimento tocha GRV5.
MIG - MAG
10
DIGITAL 1 - Art.205 DIGITAL 3 - Art.207 DIGITAL 2 - Art.206
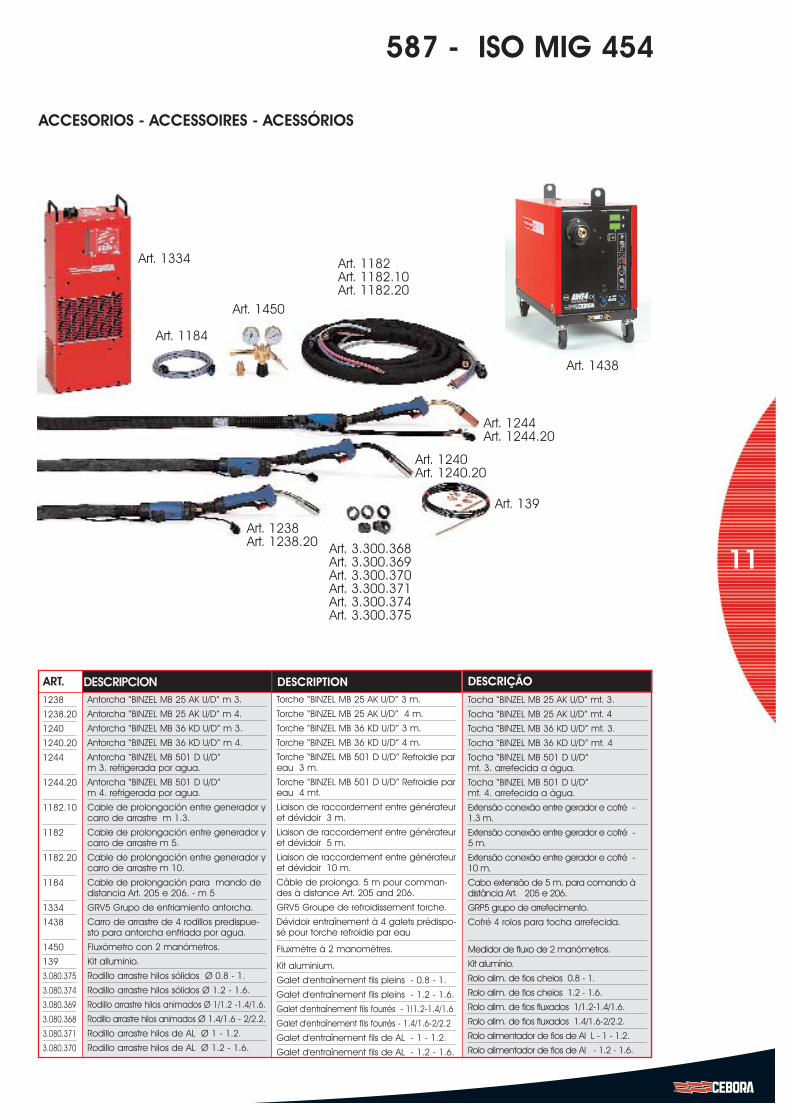
DDEESSCCRRIIPPCCIIOONNART. DESCRIPTION DESCRIÇÃOAntorcha “BINZEL MB 25 AK U/D” m 3.
Antorcha “BINZEL MB 25 AK U/D” m 4.
Antorcha “BINZEL MB 36 KD U/D” m 3.
Antorcha “BINZEL MB 36 KD U/D” m 4.
Antorcha “BINZEL MB 501 D U/D”m 3. refrigerada por agua.
Antorcha “BINZEL MB 501 D U/D”m 4. refrigerada por agua.
Cable de prolongación entre generador ycarro de arrastre m 1.3.
Cable de prolongación entre generador ycarro de arrastre m 5.
Cable de prolongación entre generador ycarro de arrastre m 10.
Cable de prolongación para mando dedistancia Art. 205 e 206. - m 5
GRV5 Grupo de enfriamiento antorcha.
Carro de arrastre de 4 rodillos predispue-sto para antorcha enfriada por agua.
Fluxómetro con 2 manómetros.
Kit alluminio.
Rodillo arrastre hilos sólidos Ø 0.8 - 1.
Rodillo arrastre hilos sólidos Ø 1.2 - 1.6.
Rodillo arrastre hilos animados Ø 1/1.2 -1.4/1.6.
Rodillo arrastre hilos animados Ø 1.4/1.6 - 2/2.2.
Rodillo arrastre hilos de AL Ø 1 - 1.2.
Rodillo arrastre hilos de AL Ø 1.2 - 1.6.
1238
1238.20
1240
1240.20
1244
1244.20
1182.10
1182
1182.20
1184
1334
1438
1450
139
3.080.375
3.080.374
3.080.369
3.080.368
3.080.371
3.080.370
Tocha “BINZEL MB 25 AK U/D” mt. 3.
Tocha “BINZEL MB 25 AK U/D” mt. 4
Tocha “BINZEL MB 36 KD U/D” mt. 3.
Tocha “BINZEL MB 36 KD U/D” mt. 4
Tocha “BINZEL MB 501 D U/D”mt. 3. arrefecida a água.
Tocha “BINZEL MB 501 D U/D”mt. 4. arrefecida a água.
Extensão conexão entre gerador e cofré -1.3 m.
Extensão conexão entre gerador e cofré - 5 m.
Extensão conexão entre gerador e cofré -10 m.
Cabo extensão de 5 m. para comando àdistância Art. 205 e 206.
GRP5 grupo de arrefecimento.
Cofré 4 rolos para tocha arrefecida.
Medidor de fluxo de 2 manómetros.
Kit alumínio.
Rolo alim. de fios cheios 0.8 - 1.
Rolo alim. de fios cheios 1.2 - 1.6.
Rolo alim. de fios fluxados 1/1.2-1.4/1.6.
Rolo alim. de fios fluxados 1.4/1.6-2/2.2.
Rolo alimentador de fios de Al L - 1 - 1.2.
Rolo alimentador de fios de Al - 1.2 - 1.6.
Torche “BINZEL MB 25 AK U/D” 3 m.
Torche “BINZEL MB 25 AK U/D” 4 m.
Torche “BINZEL MB 36 KD U/D” 3 m.
Torche “BINZEL MB 36 KD U/D” 4 m.
Torche “BINZEL MB 501 D U/D” Refroidie pareau 3 m.
Torche “BINZEL MB 501 D U/D” Refroidie pareau 4 mt.
Liaison de raccordement entre générateuret dévidoir 3 m.
Liaison de raccordement entre générateuret dévidoir 5 m.
Liaison de raccordement entre générateuret dévidoir 10 m.
Câble de prolonga. 5 m pour comman-des à distance Art. 205 and 206.
GRV5 Groupe de refroidissement torche.
Dévidoir entraînement à 4 galets prédispo-sé pour torche refroidie par eau
Fluxmètre à 2 manomètres.
Kit aluminium.
Galet d'entraînement fils pleins - 0.8 - 1.
Galet d'entraînement fils pleins - 1.2 - 1.6.
Galet d'entraînement fils fourrés - 1!1.2-1.4/1.6
Galet d'entraînement fils fourrés - 1.4/1.6-2/2.2
Galet d'entraînement fils de AL - 1 - 1.2.
Galet d'entraînement fils de AL - 1.2 - 1.6.
587 - ISO MIG 454
11Art. 3.300.368Art. 3.300.369Art. 3.300.370Art. 3.300.371Art. 3.300.374Art. 3.300.375
Art. 1238Art. 1238.20
Art. 1240Art. 1240.20
Art. 1244Art. 1244.20
Art. 1182Art. 1182.10Art. 1182.20
Art. 1450
Art. 1184
Art. 1334
Art. 139
Art. 1438
ACCESORIOS - ACCESSOIRES - ACESSÓRIOS
®
ASISTENCIA CLIENTESASSISTANCE CLIENTS
ASSISTÊNCIA CLIENTES
FORMACIÓN TECNICAFORMATION TECHNIQUE
FORMAÇÃO TÉCNICA
DISTRIBUCIÓN INTERNACIONALDISTRIBUTION INTERNATIONALEDISTRIBUIÇÃO INTERNACIONAL
®
CEBORA S.p.A - Via A. Costa, 24 - 40057 Cadriano (BO) - ItalyTel. +39.051.765.000 - Fax +39.051.765.222 www.cebora.it - e-mail: [email protected]
sic
.ad
vert
isin
g@
tin.it
CEB
OR
A S
TAM
PA T
ECN
ICA
/ s
tam
pa
to C
22
9B
/ 1
2-0
1 /
5.0
00





























