-
8/17/2019 Magatherm - EAF & LRF
1/6
-
8/17/2019 Magatherm - EAF & LRF
2/6
M th 2501 2012 L t 1 1/25/2012 12 12 PM P 6
-
8/17/2019 Magatherm - EAF & LRF
3/6
Inner Diameter Nominal Continuous Rated ElectrodeModel of
Furnace Capacity Capacity of Diameter
Shell (mm) (Ton) Transformer (KVA)
MT - 2S 2000 2 1500 6"
2000MT - 5S 2440 5 8"
2500
5000MT - 10S 3350 10 12"
6000
6000MT - 15S 3450 15 12"7500
9000MT - 20S 3650 20 14"
12000
15000MT - 25E 4000 25 18000 16"
21000
18000MT - 30E 4200 30 21000 16"
24000
21000 16"MT - 35E 4300 35 24000 16"
28000 18"
28000MT - 40E 4400 40 30000 18"
32000
32000MT - 45E 4600 45 18"
36000
35000MT - 50E 4800 50 20"
40000
42000MT - 60 E 5100 60 20"
48000
50000MT - 70E 5300 70 20"
60000
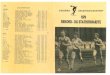
Electric Arc Furnace
An Electric Arc Furnace is defined in terms
of its shell diameter and transformer rating.
The shell diameter for a given furnace is
largely chosen as a function of tap weight
required and the steel making practise to be
adopted, the current trend is towards larger
shell diameter for a given weight. The choice
of tap weight is influenced by such factors
as dedication to continuous casting
machine, productivity requirement and
capital costs.
The transformer size determine the rate at which furnace can
melt ferrous raw materials. The
following diagram gives the various inputs & outputs in an
Electirc Arc Furnace.
Legend
1 Transformer
2 High-Voltage Switchgear
3 Hydraulic Unit
4 Pressure Vessel
5 Main Control Desk
6 Electric Control
7 Tilting Console
Typical Layout
Layout shows Arc Furnace equipped with Eccentric Bottom Tapping
Device.
Inner Diameter ofModel A B C D
Furnace Shell (mm)
B
C
6
5
7
2
D
2
1
3
4
A
MT - 2S 2000 2880 4880 2000 5015
MT - 5S 2440 2880 4880 2000 5300
MT - 10S 3350 4318 6325 2007 7470
MT - 15S 3450 4318 6325 2007 8310
MT - 20S 3650 4344 6020 1676 9000
MT - 25E 4000 5327 7848 2521 10000
MT - 30E 4200 5327 7848 2521 10000
MT - 35E 4300 5327 7848 2521 10000
MT - 40E 4400 7848 10363 2515 10000
MT - 45E 4600 7848 10363 2515 10000
MT - 50E 4800 7348 9858 2510 10000
MT - 60 E 5100 7060 10310 3250 10000
MT - 70E 5300 6960 10110 3150 10000
Magatherm_2501 2012:Layout 1 1/25/2012 12: 12 PM Page 6
Magatherm 2501 2012:Layout 1 1/25/2012 12: 12 PM Page 8
-
8/17/2019 Magatherm - EAF & LRF
4/6
Arc Furnace Heat Balance
In an arc furnace energy can be supplied from a variety of
sources as shown in the table
below. The energy distribution is highly dependent on local
material and consumable costs
and is unique to the specific melt shop operation. A typical
balance for Ultra High Power
Furnace and low or medium power is indicated here as under:
Inputs
Steel 55 - 60% 50 - 55%
Slag 8 - 10% 8 - 12%
Cooling Water 8 - 10% 5 - 6%
Miscellaneous 1 - 3% 17 - 30%
Off Gas 17 - 28% 7 - 10%
Total Outputs 100% 100%
Outputs
Energy Area UHP Furnace Low to MediumPower Furance
Electrical Energy 50 - 60% 75 - 85%
Burners 5 - 10%
Chemical Reactions 30 - 40% 15 - 25%
Total Inputs 100% 100%
Megatherm also provides “High-Speed Closed Loop Digital
Electrode Regulation System”.The electrode regulator controls
through hydraulic valves manual or automatic movementof electrode
arms.
The system is implemented in dedicated standard PLC. The set up,
tuning or monitoring isimplemented in PC.
To achieve, Impedance Control, a proportion of the arc voltage
and a proportion of arccurrent flowing in the arc are compared thus
giving measured impedance value. Measuredimpedance value is
compared with the set value determined based on:
System Impedance
Furnace Impedance Transformer Impedance Primary Voltage
Tap Changer Position
Reactor Tap Position Current Setting
The resultant gives the error impedance signal. The electrical
error signal is amplified and isfed to hydraulically operated
proportional control valve to raise / lower the electrode arms
thus resulting in auto setting of electrode to operate at set
impedance.
Electrode Regulation System
The heart of Electric Arc and Ladle Refining Furnace is the
electrode regulator. The systemdetermines the efficiency of the
furnace as it effects the consumption of power, electrodesand
refractories.
There are two basic methods of moving the electrode arms, i.e
thyristorised controlled Winchunit or Hydraulic regulation. Both
are capable of operating efficiently. For bigger furnaceshydraulic
regulation is preferred, whereas for smaller units either of the
two is employed.
Hydraulic
ACor DCDrive
Winch
EBT Type
Spout Type
MotorGear Reducer
ValveControl
P.C.
R.C.D.
P.L.C. Unit
A-1/0
0/1-112 0/0-64 A/0-4 A/1-2
A-1/0
OLTC
Arc
ImpedanceMeasure
Unit
I V
HydraulicControlSystem
Magatherm_2501 2012:Layout 1 1/25/2012 12: 12 PM Page 8
Magatherm 2501 2012:Layout 1 1/25/2012 12: 12 PM Page 10
-
8/17/2019 Magatherm - EAF & LRF
5/6
Ladle Refining Furnace
Benefits
The increased oxidation (reduced oxygen
level) produces a very clean steel, good
desulphurization (by injection of Casi wire &
fluxes) and a decrease in non metallic
inclusions (removed by gentle stirring), result -
better quality of steel
The temperature and composition of melt can
be strictly controlled;
Better Homogenization – Temperature &
composition are equalized by stirring
The oxidized alloying elements in the slag can
be returned to the melt by reduction;
Large amount of alloying material can be added to produce high
alloyed steel;
The melt can be held in ladle for long period of time and
multiple ladles can be used to
pour a single large ingot;
The productivity of melting furnace is increased.
26
24
25
PLAN
55˚ SLEW
04
01
03
19
27
20
22
23
28
16
15
14
10
18
02
0517
11
09
13
12PLATFORM
ELEVATION
General Arrangement Drawing
Legend
01 Rocker Base
02 Column Side Rocker
03 Far Side Rocker
04 Bracket For Tilt Cylinder
05 Tilt Cylinder
09 Swivel Arrangement
10 Slew Platform
11 Substructure
12 Slew Roller Assembly
13 Column Guide Roller Assembly
14 Back Structure
15 Gantry Arm
16 Roof Lift Assembly
17 Column Cylinder Base Frame Assembly 18 Column
Assembly
19 Shell -Bottom Part
20 Shell Top Part
22 Water Cool Panel Assembly
23 Water Cool Roof Assembly
24 Electrode Arm Assembly - Middle
25 Electrode Arm Assembly - Right Hand
26 Electrode Arm Assembly - Left Hand
27 Shell Lining Details
28 Maintenance Platform- Under Client Scope
Power Injection Lance
Argon
AdditionHopper
GraphiteElectrodes
Fume Extraction
Ladle Refining is a post steel making technological operation,
performed in the ladle prior
to casting with the purpose of desulphurization, degassing,
temperature & chemical
homogenization, deoxidation etc.
The normal LRF cycle lasts 40 –50 minutes depending upon the aim
and final chemistry and desired temperature rise.
Magatherm_2501 2012:Layout 1 1/25/2012 12: 12 PM Page 10
Magatherm 2501 2012:Layout 1 1/25/2012 12: 12 PM Page 12
-
8/17/2019 Magatherm - EAF & LRF
6/6
10
9
8
7 3
5 4
6
2
1
Ladle Refining Furnace Data Ladle Furnace with Cover
Arragment
Ladle Dia. At Capacity of ElectrodeS.No. Capacity bath level
(mm) Transformer Diameter
(Nominal)
1 10 950 2000 8"
2 12 1060 2500 8"
3 15 1160 3000 8"
4 18 1270 3600 10"
5 25 1500 5000 12"
6 30 1630 6000 12"
7 35 1761 7000 12"
8 40 1882 8000 14"
9 45 1996 9000 14"
10 50 2104 10000 16"
11 60 2306 12000 16"
12 70 2491 14000 16"
Legend
1 Ladle
2 Ladle Car
3 Cover
4 E lectrode
5 Electrode Holding Arm
6 Cover Lifting Arrangement
7 Water Cooled Cables
8 Busbar Arrangement (L. T. Side)
9 Current Transformer
10 Transformer
g _ y g