Embed Size (px)
Citation preview

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 1/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 2/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 3/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 4/489
MANUAL DE PROCESOS
DE REFINACIÓNDE PETRÓLEO
Tercera edición

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 5/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 6/489
MANUAL DE PROCESOS
DE REFINACIÓNDE PETRÓLEO
Tercera edición
Tomo 1
Robert A. Meyers Editor en jefe
MÉXICO • BOGOTÁ • BUENOS AIRES • CARACAS • GUATEMALA • LISBOAMADRID • NUEVA YORK • SAN JUAN • SANTIAGO • SAO PAULO AUCKLAND • LONDRES • MILÁN • MONTREAL • NUEVA DELHI
SAN FRANCISCO • SIDNEY • SINGAPUR • SAN LUIS • TORONTO

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 7/489
Director Custom Publishing: Javier Neyra Bravo
Traducción Revisión técnica Ingeniero Químico Virgilio González y Pozo Ingeniero Químico Sergio Humberto Cortés Gasea Ingeniero Industrial José Hernán Pérez Castellanos Doctor Ernesto Mariaca-Domínguez Licenciado Armando Anthony Robles Hmilowicz Ingeniero Héctor Moreno Díaz
MANUAL DE PROCESOS DE REFINACIÓN DE PETRÓLEO. Tomo 1Tercera edición
Prohibida la reproducción total o parcial de esta obra, porcualquier medio, sin autorización escrita del editor.
McGraw-Hill
Interamericana
DERECHOS RESERVADOS © 2008 respecto de la primera edición en español, porMcGRAW-HILL INTERAMERICANA EDITORES, S. A. de C. V.Subsidiaria de The McGraw-Hill Companies, Inc.
Av. Prolongación Paseo de la Reforma núm. 1015, Torre A, piso 17, Col. Desarrollo Santa Fe, Delegación Alvaro Obregón, C.P. 01376, México, D.F. Miembro de la Cámara Nacional de la Industria Editorial Mexicana, reg. núm. 736
ISBN-10: 970-10-6657-XISBN-13: 978-970-10-6657-7
ISBN-10: 970-10-6770-3 (colección 2 tomos)ISBN-13: 978-970-10-6770-3
Traducido de la tercera edición en inglés de Handbook of Petroleum Refining Processes de Robert A. Meyers (Editor en jefe) Copyright © 2004, 1997, 1986 de The McGraw-Hill Companies, Inc. Todos los derechos reservados ISBN: 0-07-139109-6 (obra original en inglés)
La información contenida en este libro ha sido obtenida por The McGraw-Hill Companies,Inc. ("McGraw-Hill") a partir de fuentes consideradas confiables. Sin embargo, ni McGraw-Hill ni sus autores garantizan la precisión o completitud de la información en él publicada.
Ni McGraw-Hill ni sus au tores son responsables por los er rores, omisiones o daños quese desprendan del uso de esta información. Este trabajo es publicado bajo el entendido deque McGraw-Hill y sus autores están proporcionando información pero no intentan prestarservicios de ingeniería o de cualquier otra profesión. Se recomienda la asistencia de un
profesional en caso de requerir de dichos servicios.
1234567890 9765432108
Impreso en Colombia Printed in Colombia Impreso : Quebecor World Bogotá

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 8/489
CONTENIDO
TOMO I Colaboradores xix Prefacio xxi Agradecimientos xxv Contactos para licénciamiento xxvii
Parte 1 Alquilación y Polimerización
Capítulo 1.1. Tecnología IMExOCTANE™ para la producción de isooctano Ronald Birkho ff y Matt i Nurmin en 1.3
Introducción. 1.3
Historia del MTBE. 1.4Antecedentes de NExOCTANE. 1.4
Química del proceso. 1.4
Descripción del proceso NExOCTANE. 1.5
Propiedades del producto de NExOCTANE. 1.6
Rendimiento de producto. 1. 7Requerimiento de servicios auxiliares. 1.8
Ventajas de la tecnología NExOCTANE. 1.9
Capítulo 1.2 Proceso STRATCO de alquilación con H2SO4 enfriado por el efluente David C. Graves 1.11
Introducción. 1.11
Descripción del proceso. 1.12 Mejoras en la tecnología. 1.18 Comparación del proceso de alquilación con H2SO4 1.20 Datos comerciales. 1.23 Referencias. 1.24
Capítulo 1.3 Proceso Alkylene™ de UOP para alquilación a combustible para motores Cara Roeseler 1.25
Introducción. 1.25 Proceso Alkylene. 1.25 Desempeño del proceso de Alkylene 1.28 Ingeniería de diseño y optimización. 1.29 Economía del proceso Alkylene. 1.30 Resumen. 1.30 Referencias. 1.31
v

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 9/489
vi CONTENIDO
Capítulo 1.4. Tecnología de Alquilación UOP con HFKurt A. Detrick, James F. Himes, Jill M. Meister y Franz-Marcus Nowak 1.33
Introducción. 1.33 Química del proceso. 1.34 Descripción del proceso. 1.38 Ingeniería de diseño. 1.42 Información comercial. 1.44 Consideraciones ambientales. 1.44 Neutralización de efluentes 1.45 Mitigación de descargas de HF - El proceso Alkad de Chevron/ Texaco y UOP. 1.51 Referencias. 1.55
Capítulo 1.5. Producción de Alquilbenceno Lineal (ABL) Andrea Bozzano 1.57
Introducción. 1.57
Antecedentes tecnológicos. 1.58
Experiencia comercial. 1.59
Calidad del producto. 1.62
Economía. 1.64
Mercado. 1.65
Conclusiones. 1.67
Reconocimientos 7.67Referencias. 1.67
Capítulo 1.6. Proceso Q-Max™ para producción de cumenoGaryA. Peterson y Robert J. Schmidt 1.69
Introducción. 1.69
Química del proceso. 1.70
Descripción del proceso. 1.72
Consideraciones sobre la alimentación. 1.73
Desempeño del proceso. 1.76
Caso de estudio. 1.76
Experiencia comercial. 1.77
Referencias. 1.77
Capítulo 1.7. Proceso Conoco Phillips de Alquilación con volatilidadreducida del producto (ReVAP) Mark L. Gravley 1.79
Introducción. 1.79 Química. 1.79 Descripción del proceso de alquilación Conoco Phillips de alquilación con HF. 1.80 Tratamiento y disposición de agua. 1.85 Reducción de riesgos y seguridad . 1.85 Rendimiento y propiedades del producto. 1.87 Economía. 1.87 Referencias, 1.90
Parte 2 Procesos de Producción de Corrientes Base de Aromáticos
Capítulo 2.1. Complejos de AromáticosJames A. Johnson 2.3
Introducción. 2.3
Configuraciones. 2.4
Descripción del proceso. 2.7

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 10/489
CONTENIDO vii
Consideraciones sobre la alimentación. 2.8Caso de estudio. 2.9
Experiencia comercial. 2.10Referencias. 2.11
Capítulo 2.2. Proceso Sulfolane de UOP Thomas J. Stoodt yAntoine Negiz 2.13
Introducción. 2.13Selección del solvente. 2.15Concepto del proceso. 2.15Descripción del proceso. 2.76Consideraciones sobre la alimentación. 2.20Eficiencia del proceso. 2.20Consideraciones sobre el equipo. 2.21
Caso de estudio. 2.22Experiencia comercial. 2.22Referencias. 2.23
Capítulo 2.3. Proceso de HidrodesalquilaciónTérmica UOP (HDAT) Thomas J. Stoodt yAntoine Negiz 2.25
Introducción. 2.25Descripción del proceso. 2.25Economía del proceso. 2.27
Capítulo 2.4. Proceso Cyclar de BP-UOP LuboZhou 2.29 Introducción. 2.29Química del proceso. 2.29Descripción del proceso. 2.31Consideraciones sobre la alimentación. 2.31Desempeño del proceso. 2.33Consideraciones sobre el equipo. 2.34Caso de estudio. 2.35Experiencia comercial. 2.35Referencias. 2.37
Capítulo 2.5. Proceso Isomar de UOP Patrick J. Silady 2.39
Introducción. 2.39 Química del proceso.2.39 Descripción del flujo en el proceso. 2.42Consideraciones sobre la alimentación. 2.43Desempeño del proceso. 2.43Consideraciones sobre el equipo. 2.44 Casode estudio. 2.45 Experiencia comercial.2.45 Referencias. 2.46
Capítulo 2.6. Proceso Parex de UOP Scott E. Commissaris 2.47
Introducción. 2.47 Comparación de Parex con cristalización. 2.47

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 11/489
v¡¡¡ CONTENIDO
Eficiencia del proceso 2.50Consideraciones sobre la alimentación. 2.50
Descripción del proceso. 2.50Consideraciones sobre el equipo. 2.52
Caso de estudio 2.53
Experiencia comercial. 2.53
Referencias. 2.54
Capítulo 2.7. Proceso Tatoray de UOP Antoine Negiz yThomas J. Stoodt 2.55
Introducción. 2.55
Química del proceso. 2.56
Descripción del proceso. 2.58
Consideraciones sobre la alimentación. 2.59Desempeño del proceso. 2.60
Consideraciones sobre el equipo. 2.60
Caso de estudio. 2.62Experiencia comercial. 2.62
Conclusiones. 2.63
Referencias. 2.63
Parte 3 Desintegración Catalítica
Capítulo 3.1. Proceso KBR de Desintegración Catalítica en Lecho fluidizado
Phillip K. Niccum y Chris R. Santner 3.3 Introducción. 3.3 Alimentación. 3.5 Productos. 3.5 Descripción del proceso. 3.6 Variables del proceso. 3.22 Control avanzado de proceso. 3.26 Consumo de catalizador y r eactivos. 3.29 Inversión y servicios. 3.32 Referencias. 3.32
Capítulo 3.2. Desintegración Catalítica Profunda. Nuevo generador de olefinas ligeras
Warren S. Letsch 3.35
Bases. 3.35 Descripción del proceso. 3.36
Catalizador. 3.40
Alimentación. 3.41
Condiciones de operación. 3.41
Rendimiento de productos. 3.41
Integración del proceso DCP. 3.43
Referencias. 3.44
Capítulo 3.3. Proceso UOP de Desintegración Catalítica en Lecho Fluidizado
Charles L. Hemler y Lester F. Smith 3.47 Introducción. 3.47
Historia del desarrollo. 3.47

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 12/489
CONTENIDO ix
Química del proceso. 3.51 Termodinámica de la desintegración catalítica. 3.53
Historia del catalizador. 3.54 Descripción del proceso. 3.55 Unidad moderna de UOP. 3.60 Variabilidad de la alimentación. 3.64 Costos del proceso. 3.67 Situación del mercado. 3.68 Referencias. 3.69
Capítulo 3.4. Proceso RFCC en Lecho Fluidizado de Stone&Webster-Institut Francais du Pétrole Warren S. Letzsch 3.71
Historia. 3.71 Descripción del proceso. 3.72
Alimentación al proceso RFCC. 3.80 Catalizador de RFCC. 3.82 Regeneración en dos etapas. 3.84 Lineamientos del diseño mecánico 3.91 Transformación de una unidad FCC a R2R (Adición de regeneración de segunda etapa). 3.92 Referencias. 3.93
Parte 4 Reformación Catalítica
Capítulo 4.1. Proceso Platforming de UOP Mark Lapinski, Lance Baird y Robert James 4.3
Evolución del proceso. 4.3
Química del proceso. 4.5
Variables del proceso. 4.14
Proceso Platforming continuo. 4.17
Casos de estudio. 4.21
Experiencia comercial de UOP. 4.25
Platfotming RZ. 4.25
Parte 5 Deshidrogenación
Capítulo 5.1. Proceso Oleflex de UOP para producción de olefinas ligeras Joseph Gregor y Daniel Wei 5.3
Introducción. 5.3
Descripción del proceso. 5.3
Sección de reacción. 5.3
Plantas de deshidrogenación. 5.5
Economía de la producción de propileno. 5.7
Capítulo 5.2. Proceso de Deshidrogenación Pacol de UOP Peter R. Pujado 5.11
Introducción. 5.77
Descripción del proceso. 5.72Mejoras al proceso Pacol. 5.75Estructura de rendimientos. 5.77Experiencia comercial. 5.7 7

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 13/489
x CONTENIDO
Economía del proceso. 5.18
Referencias. 5.19
Parte 6 Producción de Hidrógeno
Capítulo 6.1. Producción de Hidrógeno con Proceso FW James D. Fleshm an 6.3
Introducción. 6.3 Usos del hidrógeno. 6.3
Producción de hidrógeno. 6.4
Integración en la refinería moderna. 6.23
Recuperación de calor. 6.28
Economía. 6.30
Servicios. 6.32Referencias. 6.33
Parte 7 Hidrodesintegración
Capítulo 7.1. Isodesintegración - Hidrodesintegración para la producción de combustibles y lubricantes de alta calidad Alan G. Bridg e y Ujjal K. Mukher jee 7.3
Química del proceso de isodesintegración. 7.3
La importancia del hidrógeno. 7.4
Configuraciones del proceso. 7.6
Catalizadores para el proceso. 7.7Rendimientos y calidad de productos. 7.10
Inversión y costos de operación. 7.19
Resumen. 7.19
Referencias. 7.20
Capítulo 7.2. Proceso Unicracking el de UOP para hidrodesintegración Donald Akelson 7.23
Introducción. 7.23 Aplicaciones del proceso. 7.24 Descripción del proceso.7.24 Inversión y costos de operación.7.32 Reconocimientos. 7.32
Parte 8 Hidrotratamiento
Capítulo 8.1. Procesos de hidrotratamiento con DR/DRV de Chevron Lummus Global-combustibles para el transporte a partir del fondo de barril David N. Brossard 8.3
Introducción. 8.3 Historia. 8.4 Descripción del proceso. 8.6
Química del proceso. 8.7 Catalizadores. 8.13 Hidrotratamiento DRV/ (Desulfuración de residuos de vacío). 8.14 Capacidad de procesamiento de alimentaciones. 8.15

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 14/489
CONTENIDO xi
Aplicación comercial. 8.17
El futuro. 8.21
Referencias. 8.21
Capítulo 8.2. Procesos de Hidrogenación Selectiva Beth McCulloch, Charles Luebke y Jill Meister 8.25
Introducción. 8.25
El proceso KLP. 8.26
La unidad PHS. 8.26
El proceso PHS-CB. 8.28
Experiencia comercial. 8.28
Economía y costos de operación. 8.28
Referencias. 8.28
Capítulo 8.3. Tecnología Unionfining de UOP Peter Kokayeff 8.31
Introducción. 8.31 Química del proceso. 8.31 Catalizador. 8.36 Descripción del proceso. 8.37 Aplicaciones del proceso Unionfining. 8.37 Inversión. 8.40 Experiencia de UOP en hidroprocesamiento. 8.40 Referencias. 8.40
Capítulo 8.4. Proceso DCR Unionfining de UOP Daniel B. Gillis 8.43
Introducción. 8.43
Tendencias del mercado. 8.43
Catalizador. 8.44
Química del proceso. 8.46
Descripción del proceso. 8.47
Datos de operación. 5.51 Instalaciones comerciales. 8.52
Capítulo 8.5. Proceso de Desparafinado Catalítico de UOP Hermant Gala 8.53
Introducción. 8.53
Descripción del proceso. 8.54
Flujo del proceso. 8.54
Pautas de rendimiento. 8.55
Inversión y costos de operación. 8.55
Experiencia comercial. 8.56
Referencias. 8.57
Capítulo 8.6. Proceso Unisar de UOP para saturación de compuestos aromáticos H. W. Gowdy 8.59
Introducción. 8.59
Aplicación a producción de diesel. 8.59
Descripción del proceso. 8.61
Aplicaciones del proceso. 8.65

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 15/489
xii CONTENIDO
Capítulo 8.7. Proceso de Hidroconversión del fondo de barril en lecho ebullente de Chevron Lummus Global (LC-fining) Avinash Gupta 8.67
Introducción. 8.67 Desarrollo e historia comercial. 8.68 Química del proceso. 8.70 Reactor de LC-Fining. 8. 72 Diagrama de flujo del proceso LC-Fining. 8.72 Ventajas de la tecnología LC-Fining. 8.75 Operaciones comerciales. 8.78 Flexibilidad del proceso. 8.78 Intervalos típicos de condiciones de operación. 8.80 Alimentaciones. 8.80 Rendimientos y calidad de los productos. 8.80 Catalizadores. 8.82 Costos de inversión. 8.83
TOMO 2
Parte 9 Isomerización
Capítulo 9.1. Proceso Bensat de UOP Dana K. Sullivan 9.3
Descripción del proceso. 9.4
Flujo del proceso. 9.5
Catalizador y química. 9.5
Requisitos de la alimentación. 9.6
Experiencia comercial. 9.6
Capítulo 9.2. Proceso Butamer de UOP NelsonA. Cusher 9.7
Introducción. 9.7Descripción del proceso. 9.8
Química del proceso. 9.8
Variables del proceso. 9.9
Contaminantes del proceso. 9.9
Reactores de isomerización. 9.10
Diagrama de flujo del proceso.. 9.10
Experiencia comercial.. 9.11
Capítulo 9.3 Proceso Penex de UOP Nelson A. Cusher 9.15
Introducción. 9.75 Descripción del proceso. 9.15 Diagrama de flujo del proceso. 9.16 Aplicaciones del proceso. 9.18 Consideraciones sobre el equilibrio, catalizadores y química. 9.20 Requisitos de la alimentación. 9.22 Experiencia comercial. 9.23
Capítulo 9.4 Procesos UOP de Isomerización TIP y en un paso con Zeolitas Nelson A. Cusher 9.29
Introducción. 9.29Proceso UP de isomerización. 9.31
Información comercial. 9.34
Proceso TIP. 9.35

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 16/489
CONTENIDO xiií
Capítulo 9.5. Proceso Par-lsom de UOP NelsonA. Cusher 9.41
Descripción del proceso. 9.42
Diagrama de flujo del proceso. 9.43
Catalizador. 9.44
Información comercial. 9.44
Desechos y emisiones . 9.44
Parte 10 Procesos de Separación
Capítulo 10.1. Tecnología Chevron Lummus Global de reemplazo de catalizador en línea para procesar alimentaciones
con alto contenido de metales David E. Earis 10.3
Introducción. 10.3
Historia del desarrollo. 10.3
Descripción del proceso. 10.4
Operación comercial. 10.7
Ventajas económicas del RCL. 10.12
Capítulo 10.2. El proceso ROSE Tayseer Abdel-Halim y Raymond Floyd 10.15
Antecedentes. 70.75 Ventajas. 70.75 Ventajas de ROSE en calidad y rendimiento de ADA. 70.16 Ahorro en costos de operación. 10.16 Descripción del proceso. 10.18 Rendimiento y calidad de los productos. 70.25 Resumen económico del proceso ROSE. 10.27 Referencias. 70.25
Capítulo 10.3. Familia de tecnologías Sorbex de UOP James A. Johnson 10.29
Introducción. 70.29 Principios de la separación por adsorción. 70.50 El concepto Sorbex . 70.57 Descripción del flujo del proceso. 10.32 Comparación con adsorción en lecho fijo. 10.34 Experiencia comercial. 70.55 Referencias. 70.55
Capítulo 10.4. Proceso de desasfaltado con solventes UOP/FW USA Daniel B. Gillis y Fred M. Van Tine 10.37
Introducción. 70.57Descripción del proceso. 70.57Alimentaciones típicas. 10.39
Rendimientos y calidad del producto. 70.40Variables del proceso. 70.45Sistemas de extracción. 10.48

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 17/489
xiv CONTENIDO
Procesamiento con ADA. 10.52 Propiedades y usos del residuo. 10.54
Integración del DAS en las refinerías modernas. 10.56 Economía del proceso. 70.59 Referencias. 10.60
Capítulo 10.5. Proceso UOP de IsoSiv NelsonA . Cusher 10.63
Introducción. 70.63 Descripción general del proceso. 70.65 Perspectiva del proceso. 70.66 Descripción detallada del proceso. 70.66 Especificaciones de producto y subproducto. 10.67 Desechos y emisiones. 70.67
Economía del proceso. 70.67
Capítulo 10.6. Proceso Kerosene IsoSiv para la producción de parafinas normales Stephen W. Sohn 10.69
Descripción general del proceso . 70.69Perspectiva del proceso. 7 0.70Descripción detallada del proceso. 70.77Desechos y emisiones. 10.73Economía. 10.74
Referencias. 70.74
Capítulo 10.7 Proceso UOP Molex para la producción de parafinas normales Stephen W. Sohn 10.75
Discusión. 70.75Estructura del rendimiento. 70.76
Economía. 70.76Experiencia comercial. 70.77
Capítulo 10.8. Proceso Olex de UOP para recuperación de olefinas Stephen W. Sohn 10.79
Discusión. 70.79Experiencia comercial. 70.57Economía. 70.57
Parte 11 Extracción de Compuestos de Azufre y Endulzamiento
Capítulo 11.1 Administración KBR de Azufre en la refinería Michael Quintan 11.3
Introducción. 11.3 Amina. 11.4 Arrastre de agua acida. 77 .7 Recuperación de azufre. 77.9 Limpieza de gas residual. 7 7.72

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 18/489
CONTENIDO xv
Capítulo 11.2. Sistema de lavado Belco EDV: Óptima tecnología disponible (BACT) para el control de emisiones de FCC
Edwin H. Weaver y Nicholas Confuorto 11.15 Unidad FCC - Un proceso único para el control de emisiones. 11.15 Emisiones controladas - Tendencia hacia menores niveles. 11.6 Diseño del lavador para el proceso FCC. 11.16 Configuraciones alternativas. 11.23 Tratamiento de la purga del lavador 11.23 Opciones de reactivos. 11.23 Economía de selección del reactivo. 11.26 Emisiones alcanzables - Caso de estudio. 11.27 Experiencias. 11.29
Capítulo 11.3 Proceso Merox de UOP G.A.Dziabis 11.31
Introducción. 11.31
Descripción del proceso. 11.31
Química del proceso. 11.37
Especificaciones del producto. 11.39
Economía del proceso. 11.39
Estado y perspectiva del proceso. 11.39
Capítulo 11.4. La tecnología S Zorb de eliminación de azufre aplicada a gasolinas
David Legg y Jason Gislason 11.43 Introducción. 11.43 Desarrollo de la tecnología. 11.44 Proceso. 11.44 Química. 11.48 Economía del proceso y flexibilidad de operación. 11.49 Conclusión. 11.50
Capítulo 11.5. Proceso S Zorb de Conoco Phillips para Diesel Ed Sughrue y John S. Parsons 11.51
Introducción. 11.51 Química. 11.51 Sorbente 11.53 Descripción del proceso 11.53 Variables operativas. 11.55 Economía del proceso. 11.55 Experiencia comercial y planes futuros. 11.56
Capítulo 11.6 Desulfuración de la gasolina DouglasA. Nafís y Edward J. Houde 11.57
Introducción. 11.57 Nafta FCC. 11.58
Reducción del contenido de azufre en la nafta FCC. 11.59 Pretratamiento de nafta FCC. 11.62 Posttratamiento de nafta FCC. 11.63 Administración de olefinas en el procesamiento de nafta ligera FCC. 11.66 Administración de olefinas en el procesamiento de na fta pesada FCC. 11.68

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 19/489
xvi CONTENIDO
Recuperación de nafta intermedia FCC. 11.72 Administración de olefinas en el procesamiento de nafta intermedia FCC. 11.74
Soluciones integradas para la desulfuración de gasolina. 11.76 Resumen. 11.77 Referencias. 11.78
Parte 12 Reducción de Viscosidad y Coquización
Capítulo 12.1. Proceso ConocoPhillips de Coquización Retardada Gary C. Hughes, Michelle I. Wohltenant y Brian J. Doerksen 12.3
Introducción. 12.3 Características tecnológicas. 12.5 Estrategias de diseño. 12.6 Alimentación y tipos de coque. 12.7 Química y rendimientos de la coquizadora. 12.10 Descripción del proceso. 12.12 Operación y mantenimiento. 12.23 Consideraciones de seguridad. 12.25 Consideraciones ambientales. 12.26 Economía. 12.27 Experiencia comercial demostrada. 12.29 Reconocimientos. 12.30 Referencias. 12.31
Capítulo 12.2. Proceso FW de Coquización Retardada Howard M. Feintuch y Kenneth M. Negin 12.33
Descripción del proceso. 12.34 Alimentación. 12.44 Rendimientos y propiedades del producto. 12.47 Variables de operación. 12.53 Calentadores de la coquizadora. 12.56 Decoquización hidráulica. 12.57 Sistemas de manipulación de coque y eliminación de agua. 12.61 Usos del coque de petróleo. 12.66 Integración de la coquización retardada en las refinerías modernas. 12.77
Servicios. 12.85 Costo estimado de inversión. 12.87 Abreviaturas. 12.88 Referencias. 12.88
Capítulo 12.3. Proceso de Reducción de Viscosidad de FW/UOP Kenneth M. Negin y Fred M. Van Tine 12.91
Introducción. 12.91 Diseño de serpentín comparado con cámara adiabática. 12.92 Alimentación. 12.92 Rendimientos y propiedades del producto. 12.94
Variables de operación. 12.96 Diagramas de flujo del proceso. 12.96 Enfriamiento rápido del producto de reacción. 12.101 Consideraciones de diseño del calentador. 12.102

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 20/489
CONTENIDO xvii
Servicios auxiliares. 12.105 Costo estimado de la inversión. 12.105
Referencias. 12.105
Parte 13 Tecnología de Producción de Oxigenados
Capítulo 13.1. Procesos Hüls para Éteres Steve Krupa y Jill Meister 13.3
Introducción. 13.3 Proceso Hüls para éteres MTBE, ETBE y TAME. 13.4 Descripción del proceso. 13.5 Rendimientos. 13.5 Economía y costos de operación. 13.7 Experiencia comercial. 13.7
Capítulo 13.2. Proceso Ethermax de UOP para producción de MTBE, ETBE y TAME Steve
Krupa, Jill Meister y Charles Luebke 13.9
Descripción del proceso. 13.9 Diagrama de flujo del proceso. 13.10 Rendimientos. 13.11 Costo de operación y economía. 13.11 Experiencia comercial del proceso Ethermax. 13.11
Capítulo 13.3 Isomerización de Olefinas con el proceso UOP Steve Krupa 13.13
Introducción. 13.13 Descripción del proceso Pentesom. 13.13 Descripción del proceso Butesom. 13.14 Economía. 13.17 Experiencia comercial. 13.17
Capítulo 13.4 Proceso Oxypro Steve Krupa, Larry Richardson y Jill Meister 13.19
Descripción del proceso. 13.19
Diagrama de flujo del proceso. 13.19Rendimientos. 13.21Costos de operación y economía. 13.21Experiencia comercial. 13.22
Parte 14 Procesamiento de Hidrógeno
Capítulo 14.1 Procesamiento de Hidrógeno Alan G. Bridge y Gary L. Hamilton 14.3
Introducción. 14.3Fundamentos del proceso. 14.14
Diseño del proceso. 14.34Capacidad técnica del proceso. 14.46Reconocimientos. 14.65Referencias. 14.65

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 21/489
xviii CONTENIDO
Parte 15 Tecnologías de Gas a líquidos
Capítulo 15.1. Producción de olefinas a partir de metanol Peter R. Pujado y James M. Anderson 15.3
Introducción. 15.4
Tecnología MTO. 75.6Bases económicas. 15.8
Estimados de inversión. 15.8
Comparaciones económicas. 15.11
Sensibilidad económica. 15.13
Conclusiones. 15.14
Referencias. 15.14
Capítulo 15.2 Proceso Syntroleum® para convertir Gas Natural en hidrocarburos ultralimpios Larry Weick y M atthew Nimm o 15.15
Introducción. 15.15 Historia de la reacción de Fischer-Tropsch. 15.16 Historia del proceso Syntroleum. 75.16 Descripción del proceso. 75.76 Ventajas del proceso Syntroleum. 75.19 Calidad de los combustibles producidos con el proceso Syntroleum. 75.27 Requisitos de inversión de capital. 15.23 Referencias. 15.23
Capítulo 15.3. Proceso Shell para síntesis de destilados medios (SDMS) F. J. M. Schrauw en 15.25
Conversión de gas a líquidos. 75.25Introducción. 75.25Descripción del proceso. 75.26Calidad de los productos. 75.56Integración del complejo. 75.38Desechos y emisiones. 15.38
Futuro de proyectos GTL. 75.38Referencias. 75.39
Glosario G.1
Abreviaturas y acrónimos A.1
Índice i.1

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 22/489
COLABORADORES
Tayseer Andel-Halim Kellogg Brown & Root, Inc., Houston, Texas (Capítulo 10.2)
Donald Akelson UOP LLC, Des Plaines, Illinois (Capítulo 7.2)
James M. Anderson UOP LLC, Des Plaines, Illinois (Capítulo 15.1)
Lance Baird UOP LLC, Des Plaines Illinois (Capítulo 4.1) Ronald Birkhoff Kellogg Brown & Root, Inc., Houston, Texas (Capítulo 1.1)
Andrea Bozzano UOP LLC, Des Plaines, Illinois (Capítulo 1.5)
Alan G. Bridge (Difunto) ChevronTexaco, Richmond, California (Capítulos 7.1, 14.1)
David N. Brossard Chevron Lummus Global LLC, Richmond, California (Capítulo 8.1)
Scott E. Commissaris UOP LLC, Des Plaines, Illinois (Capítulo 2.6)
Nicholas ConfuortO Belco Technologies Corporation, Parsippany, Nueva Jersey (Capítulo 11.2)
Nelson A. Cusher UOP LLC, Des Plaines, Illinois (Capítulos 9.2 a 9.5, 10.5)
Kurt A. Oetríck UOP LLC, Des Plaines, Illinois (Capítulo 1.4) Brian J. Doerksen ConocoPhillips Company, Ponca City, Oklahoma (Capítulo 12.1)
G. A. Dziabis UOP LLC, Des Plaines, Illinois (Capítulo 11.3)
David E. Earls Chevron Lummus Global LLC, Richmond, California (Capítulo 10.1)
Howard M. Feintuch Foster-Wheeler USA Corporation, Clinton, Nueva Jersey (Capítulo 12.2)
James D. Fleshman Foster-Wheeler USA Corporation, Houston, Texas (Capítulo 6.1)
Raymond Floyd Kellogg Brown & Root, Inc., Houston, Texas (Capítulo 10.2)
Hermant Gala UOP LLC, Des Plaines, Illinois (Capítulo 8.5)
Daniel B. Gillis UOP LLC, Des Plaines, Illinois (Capítulos 8.4, 10.4)
Jason Gislason ConocoPhillips Fuels Technology, Bartlesville, Oklahoma (Capítulo 11.4)
H. W. Gowdy UOP LLC, Des Plaines, Illinois (Capítulo 8.6)
David C. Graves STRATCO Incorporated, Leawood, Kansas (Capítulo 1.2)
Mark L. Gravley ConocoPhillips Fuels Technology, Bartlesville, Oklahoma (Capítulo 1.7)
Joseph Gregor UOP LLC, Des Plaines, Illinois (Capítulo 5.1) Avinash Gupta Chevron Lummus Global LLC, Bloomfield, Nueva Jersey (Capítulo 8.7)
Gary L. Hamilton Chevron Lummus Global LLC, Bloomfield, Nueva Jersey (Capítulo 14.1)
Charles L. Hemler UOP LLC, Des Plaines, Illinois (Capítulo 3.3)
James F. Himes UOP LLC, Des Plaines, Illinois (Capítulo 1.4)
Edward J. Houde UOP LLC, Des Plaines, Illinois (Capítulo 11.6)
Gary C. Hughes ConocoPhillips Company, Ponca City, Oklahoma (Capítulo 12.1)
Robert James UOP LLC, Des Plaines, Illinois (Capítulo 4.1) James A. Johnson UOP LLC, Des Plaines, Illinois (Capítulos 2.1, 10.3)
xix

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 23/489
xx COLABORADORES
Peter Kokayeff UOP LLC, Des Plaines, Illinois (Capítulo 8.3) Steve Krupa UOP LLC, Des Plaines, Illinois (Capítulos 13.1 a 13.4)
Mark Lapinski UOP LLC, Des Plaines Illinois (Capítulo 4.1)
David Legg ConocoPhillips Fuels Technology, Bartlesville, Oklahoma (Capítulo 11.4)
Warren S. Letzsch Stone & Webster, Inc., Houston, Texas (Capítulos 3.2, 3.4)
Charles Luebke UOP LLC, Des Plaines, Illinois (Capítulos 8.2, 13.2)
Beth McCullock UOP LLC, Des Plaines, Illinois (Capítulo 8.2)
Jill M. Meister UOP LLC, Des Plaines, Illinois (Capítulos 1.4,8.2, 13.1, 13.2, 13.4)
Ujjal K. Mukherjee Chevron Lummus Global LLC, Bloomfield, N.J. (Capítulo 7.1)
Douglas A. Nafis UOP LLC, Des Plaines, Illinois (Capítulo 11.6)
Kenneth M. Negin Foster Wheeler USA Corporation, Clinton, Nueva Jersey (Capítulos 12.2, 12.3)
Antoine Negiz UOP LLC, Des Plaines, Illinois (Capítulos 2.2, 2.3, 2.7) Phillip K. Niccum Kellogg Brown & Root, Inc., Houston, Texas (Capítulo 3.1)
Matthew Nimmo Syntoleum Corporation, Tulsa, Oklahoma (Capítulo 15.2)
Franz-Marcus Nowak UOP LLC, Des Plaines, Illinois (Capítulo 1.4)
Matti Nurminen Fortum OH and Gas Oy, Helsinki, Finlandia (Capítulo 1.1)
John S. Parsons ConocoPhillips Fuels Technology, Bartlesville, Oklahoma (Capítulo 11.5)
Gary A. Peterson UOP LLC, Des Plaines, Illinois (Capítulo 1.6)
Peter R. Pujado UOP LLC, Des Plaines, Illinois (Capítulos 5.2, 15.1)
Michael Quinlan Kellogg Brown & Root, Inc., Houston, Texas (Capítulo 11.1)
Larry Richardson UOP LLC, Des Plaines, Illinois (Capítulo 13.4) Cara Roeseler UOP LLC, Des Plaines, Illinois (Capítulo 1.3)
Chris R. Santner Kellogg Brown & Root, Inc., Houston, Texas (Capítulo 3.1)
Robert J. Schmidt UOP LLC, Des Plaines, Illinois (Capítulo 1.6)
F. J. M. Schrauwen Shell Global Solutions International. B.V., Amsterdam, Países Bajos, (Capítulo 15.3) Patríck J. Silady UOP LLC, Des Plaines, Illinois (Capítulo 2.5)
Lester F. Smith UOP LLC, Des Plaines, Illinois (Capítulo 3.3)
Stephen W. Sohn UOP LLC, Des Plaines, Illinois (Capítulos 10.6 a 10.8)
Thomas J. Stoodt UOP LLC, Des Plaines, Illinois (Capítulos 2.2, 2.3, 2.7)
Ed Sughrue ConocoPhillips Fuels Technology, Bartlesville, Oklahoma (Capítulo 11.5) Dana K. Sullivan UOP LLC, Des Plaines, Illinois (Capítulo 9.1)
Fred M. VanTine Foster Wheeler USA Corporation, Houston, Texas (Capítulos 10.4, 12.3)
Edwin H. Weaver Belco Technologies Corporation, Parsippany, Nueva Jersey (Capítulo 11.2)
Daniel Wei UOP LLC, Des Plaines, Illinois (Capítulo 5.1)
Larry Weick Syntroleum Corporation Tulsa, Oklahoma (Capítulo 15.2)
Michelle I.Wohlgenant ConocoPhillips Company, Ponca City, Oklahoma (Capítulo 12.1)
Lubo Zhou UOP LLC, Des Plaines, Illinois (Capítulo 2.4)

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 24/489
___________________________ PREFACIO
El Manual de Procesos de Refinación de Petróleo es un compendio de tecnologías patentadas pararefinar petróleo y producir combustibles amigables al ambiente, así como productos petroquímicosintermedios o materia prima para la petroquímica.
Esta tercera edición del Manual de Procesos de Refinación de Petróleo se publica justo cuandose espera que la industria petrolera manifieste un proceso de crecimiento sostenido de sus refinerías.Gran parte de esta nueva capacidad se deberá a la expansión de las refinerías existentes, pero tambiénse planean muchas nuevas refinerías, en especial en Asia, Sudamérica y el Medio Oriente. Se estimaun aproximado de 2 millones de barriles de capacidad adicional sólo en Estados Unidos durante los próximos 10 años. En el mundo, el segmento de productos finales de máximo crecimiento son dediesel para el transporte y motores estacionarios, turbosinas y gas licuado de petróleo. La demandade gasolina crecerá a una tasa algo menor, debido a las economías más maduras de Estados Unidosy Europa Occidental. Habrá gran demanda de nafta petroquímica, para la producción de aromáticosy definas ligeras. Se dará mucha importancia a la producción de combustibles con bajo contenido deazufre, debido a la reglamentación que establece que el contenido promedio anual de azufre de todala gasolina que se use en Estados Unidos se reduzca a 30 ppm, entre los años 2004 y 2007. De igualmanera, el contenido de azufre en el diesel para carretera se reducirá a 10 ppm para 2006.
La reglamentación ambiental, como se implanta en Estados Unidos, Europa Occidental, Corea,Taiwán y Japón, y que se están difundiendo a otras partes de Asia, Sudamérica y demás mercados,tiene un profundo efecto sobre la tecnología que se aplica y las operaciones unitarias de las modernas
refinerías de petróleo. En forma específica, desde que salieron la primera y segunda ediciones de estemanual, ha surgido una creciente necesidad de producción de oxigenados y administración de ben-ceno en la refinería, y de gasolina reformulada con mayor contenido de hidrocarburos ramificados ymenor presión de vapor. El presente manual define tecnologías para satisfacer todas estas necesidadesambientales. Las instalaciones de gas a líquidos (GTL) se necesitarán en el futuro para convertir reser-vas de gas natural en destilados para combustibles ultralimpios, y para compuestos químicos interme-dios. Se agregó a este manual una nueva sección que describe estas tecnologías.
Aunque un grupo de grandes licenciadores de tecnologías de refinación de petróleo de EstadosUnidos preparó el manual, en realidad es un compendio global de tecnologías de refinación. Entreestas empresas concesionarias se encuentran UOP, Inc.; STRATCO, Inc., Kellog, Brown andRoot, Inc.; Stone and Webster, Inc.; Foster Wheeler USA Corporation; Chevron Lummus Global;
Belco Technology Corporation; ConocoPhillips; ChevronTexaco Research and Technology y ShellInternational Oil Products. Muchas de las tecnologías que aquí se presentan fueron desarrolla-das en conjunto con otras grandes empresas de refinación de petróleo, como Mobil Oil Company;Dow Chemical; Union Carbide; Koch-Glitsch; Unocal; Amoco; Fortum Oil and Gas Oy deFinlandia; Instituí Francais du Petrole; Research Institute of Petroleoum Processing (RIPP) y SinopecInternational, las dos de la República Popular China; Hüls, AG y Engineering Company, Inc. deAlemania; Instituto Mexicano del Petróleo (IMP); Catalyst Chemicals Industries Company de Japón;Akzo Nobel Catalysts, y British Petroleum.
El manual se divide en 15 partes y contiene un total de 61 capítulos:
Parte 1, "Alquilación y polimerización", en la que se presentan tecnologías para combinar olefinas,u olefinas con parafinas, y formar alquilados de combustión limpia, alto octano y libres de aromáti-cos para mezclas en gasolina o destilados para combustibles del transporte, y olefinas químicamen-te adicionadas con benceno para producir eumeno y alquilbenceno lineal.
xxi

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 25/489
xxii PREFACIO
Parte 2, "Procesos de producción de aromáticos base", que expone las tecnologías para convertirnafta de petróleo, GLP y gasolina de pirólisis en compuestos petroquímicos intermedios básicos:
benceno, tolueno y xilenos (BTX). También en esta sección se describen las tecnologías para recu- perar aromáticos de mezclas de hidrocarburos y aromáticos, y procesos para convertir alquilbence-nos en benceno, xilenos o naftaleno de gran pureza.
Parte 3, "Desintegración catalítica", en la que se describen las tecnologías de desintegración catalí-tica en lecho fluidizado para convertir gasóleos de vacío, gasóleos de coquizadora y algunos aceitesresiduales, así como extractos aromáticos de la producción de lubricantes, y obtener gasolina, olefi-nas C3 a C5 y aceite de ciclo ligero.Parte 4, "Reformación catalítica", que contiene información sobre la producción de una fracciónde alto octano, rica en aromáticos, a partir de nafta. Como subproductos se obtiene hidrógeno, gasligero y GLP.
Parte 5, "Deshidrogenación", en la que se presenta la tecnología para la deshidrogenación de para-finas ligeras y pesadas para obtener las monoolefinas correspondientes.
Parte 6, "Producción de hidrógeno", donde se describe la producción de hidrógeno a partir de gas natu-ral, por reformación con vapor o por oxidación parcial seguida por conversión condesplazamiento.
Parte 7, "Hidrodesintegración", en la que se exponen las tecnologías para convertir cualquier frac-ción de petróleo, desde nafta a aceite cíclico y destilados de coquizadora, en GLP, gasolina, diesel,turbosina y aceites lubricantes, eliminando azufre, nitrógeno, oxígeno y saturando las olefinas.
Parte 8, "Hidrotratamiento", que cubre las tecnologías para mejorar la calidad de diversas fraccio-nes de petróleo, eliminando azufre, nitrógeno, CCR, metales y ceras, y al mismo tiempo aumentan-do el contenido de hidrógeno al saturar olefinas, dienos, acetilenos y aromáticos. En esta parte se presenta la desintegración simultánea de residuos pesados. Véase también el capítulo sobre el pro-
ceso de reemplazo de catalizador en línea, de Chevron Lummus Global, en la parte 10.Parte 9, "Isomerización", que describe las tecnologías para convertir naftas ligeras de cadena lineal(C4 a C6) y reformados con benceno, en productos ramificados y de mayor octano, saturando almismo tiempo el benceno.
Parte 10, "Procesos de separación", en la que se presentan las tecnologías para recuperar cataliza-dores de residuos con alto contenido de metales; olefinas de mezclas de olefinas y parafinas; parafi-nas normales de isoparafinas, ñafíenos y aromáticos y separación de residuos de vacío en aceite nocontaminado y desmetalizado, y residuo de alta viscosidad.
Parte 11, "Extracción de compuestos de azufre y endulzamiento", cuyo contenido trata sobrelas tecnologías de eliminación de azufre en corrientes de refinería, y la producción de diesel y
gasolina de ultra bajo azufre, así como subproductos sulfurados.Parte 12, "Reducción de viscosidad y coquización," relativo a tecnologías para eliminación demetales y coque, gasificación de coque y recuperación de hidrocarburos más ligeros a partir defondos de la unidad de destilación primaria o vacío.
Parte 13, "Tecnologías de producción de oxigenados", en la que se presentan métodos para pro-ducir éteres de refinería, que formen la fracción oxigenada enla mezcla de gasolinas.
Parte 14, "Procesamiento de hidrógeno", que contiene una descripción detallada del uso dehidrógeno enla refinería, desde los fundamentos, diseño y características sobresalientes de los procesos.
Parte 15, "Tecnologías de Gas a Líquidos", que describe los métodos para 1) convertir el gas
natural en combustibles líquidos ultralimpios (nafta, querosina, diesel/gasóleo) que no con-tienen azufre, compuestos aromáticos ni metales pesados, que también se pueden usar comoalimentación a la desintegradora para producir etileno y propileno, o 2) producir metanol paraconvertirlo en etileno y propileno, como alimentación para una planta de poliolefinas.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 26/489
PREFACIO xxiii
Se pidió a los autores de los diversos capítulos queconsideraran hasta donde fuera posible, lossiguientes aspectos para describir sus tecnologías:
1. Descripción general del proceso. Que incluye cargas, rendimientos, pureza de productos, y undiagrama de flujo simplificado.
2. Química y termodinámica del proceso. Para cada unidad importante de procesamiento.
3. Perspectiva del proceso. Desarrolladores de la tecnología, lugar y especificación de todas las plan-tas de prueba y comerciales, y los planes a corto y largo plazo.
4. Descripción detallada del proceso. Diagrama de flujo del proceso, con balances de materia yenergía para los intervalos de operación más importantes del proceso, alimentaciones y detalles deequipo único o clave.
5. Especificaciones de productos y subproductos. Análisis detallados de todos los productos y subpro-
ductos del proceso en función de variaciones de procesamiento y alimentaciones.6. Desechos y emisiones. Desechos sólidos, líquidos y gaseosos del proceso, y emisiones, en función
de cambios en el procesamiento y alimentaciones.
7. Economía del proceso. Costo de capital instalado por secciones principales, inversión total de capi-tal, costos de operación, costos anualizados de capital con su base, y un intervalo de precios paracada producto.
Las secciones finales contienen una lista de abreviaturas y acrónimos así como un glosario de tér-minos, que esperamos sean útiles para que los lectores que no sean especialistas comprendan el conte-nido de los capítulos.
ROBERT A. MEYERS
RAMTECH LIMITED T ARZANA , C ALIFORNIA

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 27/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 28/489
RECONOCIMIENTOS
Un distinguido grupo de 70 ingenieros prepararon los 61 capítulos de este manual. Estos autoresse mencionan en las páginas xix y xx. Deseamos reconocer también el apoyo de sus empresas.
Agradezco a llene, mi esposa, por sus ánimos y consejos constantes durante los años deorganización, edición y armado de las ediciones primera, segunda y tercera de este manual.
XXV

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 29/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 30/489
CONTACTOS PARA LICÉNCIAMIENTO
Los siguientes son los contactos de licénciamiento de las tecnologías que se presentan en estemanual.
Belco Technologies Corporation
Nicholas Confuorto Vicepresidente, Ventas y Mercadotecnia Belco Technologies Corporation
7 Entin Road Parsippany, NJ 07054 Teléfono: (973) 515-8903 Fax: (973) 884-4755 Correo electrónico: [email protected] Sitio Web: http://www.belcotech.com
Chevron Lummus Global LLC Jay Rogers Ujjal Mukherjee Gerente de Área Director de Tecnología Chevron Lummus Global LLC Chevron Lummus Global LLC 100 Chevron Way 1515 Broad Street Richmond, CA 94802 Bloonfield, NJ 07003
Teléfono: (510) 242-5935 Teléfono (973) 893-6017 Fax: (925) 842-1412 Fax: (973) 893-2001 Correo electrónico: [email protected]
ConocoPhillips Fuels Technology ConocoPhillips Fuels Technology
Telephone: (800) 766-7494 Fax:(918) 661-1949 Correo electrónico: [email protected] Web: FuelsTechnology.com
FosterWheeler USA Corporation Howard M. Feintuch Gerente de Licénciamiento de Tecnología Foster Wheeler USA Corporation 2020 Dairy Ashford Houston, TX 77077
Teléfono: (281) 597-3031 Fax:(281)597-3230 Correo electrónico: [email protected]
xxvii

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 31/489
xxvii CONTACTOS PARA LICÉNCIAMIENTO
Halliburton KBR
Tim WaspHalliburton KBR
Teléfono: (713) 753-2138 Fax:(713)753-2541 Correo electrónico: [email protected]
Kellogg Brown & Root, Inc.
Tayseer Abdel-Halim Director, Tecnología de Mejoramiento de Residuos Kellogg Brown & Root, Inc. 601 Jefferson Avenue Houston, TX 77002
Telephone: (713) 753-7643 Fax: (713) 753-7354 Correo electrónico: [email protected]
Shell Global Solutions International B.W.
Matthijs Senden Gerente de Grupo Comercial, Gas a Líquido Shell Global Solutions International B.V. P.O. Box 38000 1030BNAmsterdam The Netherlands
Teléfono:+31-20-630-2177 Fax: + 31-20-630-3964 Correo electrónico: [email protected] Sitio Web: www.shellglobalsolutions.com
Stone & Webster, Inc. Warren S. Letzsch Gerente de programa DCC Stone &Webster, Inc. 1430 EnclaveParkway Houston, TX 77077
Teléfono: (281) 368-4000
Fax:(281)368-4548
STRATCO
Pam Pryor STRATCO, Inc. 11350 Tomahawk Creek Parkway, Suite 200 Leawood, KS-66211
Teléfono:-(913) 338-2559 Fax:-(913) 338-0003 Correo electrónico:- [email protected] Sitio Web: www.stratco.com-

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 32/489
CONTACTOS PARA LICÉNCIAMIENTO xxix
Syntroleum Corporation
Larry Wieck Vicepresidente, Licénciamiento y Desarrollo Comercial Syntroleum Corporation 1350 South Boulder, Suite 1100 Tulsa, OK74119
Teléfono:-(918) 592-7900 Fax:-(918) 592-7979 Correo electrónico:[email protected] Sitio Web:-www.syntroleum.com
UOP LLC
Robert F. Denny
Director de Ventas, Refinación UOP LLC 25 East Algonquin Road Des Plaines, IL 60017-5017
Teléfono: (847) 391-3522 Fax: (847) 391-2253 Correo electrónico: [email protected]

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 33/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 34/489
P • A • R • T • E • 1
ALQUILACIÓN YPOLIMERIZACIÓN

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 35/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 36/489
CAPÍTULO 1.1
TECNOLOGÍA NExOCTANE™
PARA PRODUCCIÓNDE ISOOCTANO
Ronald Birkhoff Kellogg Brown & Root, Inc. (KBR)
Matti Nurminen Fortum OH and Gas Oy
INTRODUCCIÓN
Asuntos que se relacionan con el ambiente amenazan el uso futuro, en Estados Unidos, del MTBE(éter metílico-terbutílico, de methyl-tert-butyl ether) en gasolinas. Desde fines de la década de 1990se han externado preocupaciones sobre la contaminación de aguas freáticas y potables, con MTBE,causadas por fugas de gasolina en tanques subterráneos de almacenamiento y por el escape de motoresde dos tiempos. En California han sucedido varios casos de contaminación de agua potable con MTBE.Adicionalmente, los productores de MTBE, se enfrentan se enfrentan al problema de cómo aprovecharsus plantas para recuperar su inversión y cómo utilizar el isobutileno en nuevas u otras aplicaciones. Elresultado fue la eliminación de éste en la gasolina, en California, y la legislación debió cumplirse a finesde 2003. El Senado de EUA prepara una ley parecida, que eliminaría al MTBE entre 2006 y 2010.
Con la inminencia de la eliminación del MTBE, los refinadores estadounidenses encaran el reto de
reemplazar la pérdida de volumen y el octano del MTBE en el suministro de gasolina comercial. Elisooctano se ha identificado como alternativa económica del MTBE. Emplea los mismos suministros deisobutileno que se usan en la producción de MTBE y ofrece un excelente valor para mezcla. Además, se puede tener la producción de isooctano en una modificación de bajo costo de la planta actual de MTBE.Sin embargo, como el isooctano no es oxigenado, no sustituye al MTBE para cumplir el contenido deoxígeno vigente en la actualidad para la gasolina reformulada.
La tecnología NExOCTANE fue desarrollada para producir isooctano. En el proceso, el isobutilenose dimeriza para producir isoocteno, que después puede hidrogenarse para obtener isooctano. Ambos productos son componentes excelentes de mezcla, con un valor de producto apreciablemente mayor quela gasolina de alquilación o de polimerización.
1.3

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 37/489
1.4 ALQUIL ACIÓN Y POLIMERIZACIÓN
HISTORIA DEL MTBE
Durante la década de 1990, el éter metílico-ter-butílico (MTBE) fue la opción oxigenada para que losrefinadores satisficieran las especificaciones cada vez más estrictas para la gasolina. En Estados Unidosy en algunos países asiáticos se ordenó usar compuestos oxigenados en la gasolina para impulsarcombustibles con combustión más limpia. Además, la eliminación paulatina del plomo en otras partesdel mundo han causado una demanda mayor de mezclas con alto octano. Todo lo anterior causó unafuerte demanda de éteres para combustible de alto octano, y desde 1990 se ha instalado una capacidadapreciable de producción de MTBE.
Hoy en día, Estados Unidos es el mayor consumidor de MTBE. El consumo aumentó en forma dra-mática con la enmienda a la Ley del Aire Limpio de 1990, que incorporó la obligación de tener 2% en peso de oxígeno en la gasolina y la capacidad de producción de MTBE se multiplicó a más del dobleen el periodo quinquenal de 1991 a 1995. Para 1998, el crecimiento de la demanda de MTBE se había
nivelado y desde entonces ha seguido el crecimiento de la demanda de gasolina reformulada (RFG,de reformulated gasoline). Estados Unidos consume unos 300,000 BPD de MTBE, de los cuales, másde 100,000 BPD se consumen en California. El consumo estadounidense de MTBE representa 60% de lademanda mundial total.
El MTBE se produce a partir de isobutileno y metanol. Para producir MTBE se utilizan tres fuentesde isobutileno:
• Isomerización y deshidrogenación especial de butano.
• Fracción C4 mixta derivada del desintegrador catalítico fluido (FCC, de fluid catalytic cracker).
• Fracción de C4 derivada del desintagrador con vapor.
La mayor parte de la producción de MTBE se basa en productos derivados de FCC y deshidrogenaciónde butano.
ANTECEDENTES DE NExOCTANE
Fortum Oil and Gas Oy, a través de su subsidiaria Neste Engineering, ha desarrollado la tecnología NExOCTANE para la producción de isooctano. NExOCTANE es una extensión de la experiencia deFortum en el desarrollo y concesión de las tecnologías de producción de éteres. Kellog Browy & Root,Inc. (KBR) es el concesionario exclusivo de NExOCTANE. Los servicios de licénciamiento de tecno-logía y de diseño de procesos se ofrecen a través de una sociedad entre Fortum y KBr.
El programa de desarrollo tecnológico se inició en 1997, en el Centro de Investigación y Desarrollo deFortum, en Porvoo, Finlandia, con el fin de producir isoocteno de alta pureza para usarlo como productoquímico intermedio. Al presentarse el asunto de la contaminación con MTBE y la abolición de este aditi-vo, el enfoque en el desarrollo cambió en 1998, hacia la conversión de unidades existentes de MTBE, para producir isoocteno e isooctano y su incorporación como componentes de mezcla en la gasolina.
El desarrollo de la tecnología se basó en un programa extenso de investigación experimental conel fin de adquirir una comprensión fundamental de la cinética de reacción y de los pasos clave en laseparación de los productos. Esta investigación dio como resultado una capacidad avanzada de mode-lado cinético, que se aplica en el diseño de proceso para los concesionarios. El proceso ha pasado porextensas pruebas piloto, usando toda una gama de cargas comerciales. La primera unidad comercial NExOCTANE comenzó a trabajar en el tercer cuarto de 2002.
QUÍMICA DEL PROCESO La reacción primaria en el proceso NExOCTANE es la dimerización de isobutileno sobre un catalizadorde resina intercambiadora acida. Esta reacción de dimerización forma dos isómeros de trimetilpenteno

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 38/489
TECNOLOGÍA NExOCTANE™ PARA PRODUCCIÓN DE ISOOCTANO 1.5
(TMP, de trimethylpentene) o isoocteno, que son 2,4,4-TMP-l y 2,4,4-TMP-2, de acuerdo con lassiguientes reacciones:
El TMP reacciona a continuación con isobutileno para formar trímeros, tetrámeros, etcétera. Laformación de estos oligómeros se inhibe mediante componentes polares oxigenados en la mezcla de
reacción. En el proceso NExOCTANE, se usan agua y alcohol como inhibidores. Estos componentes polares bloquean los sitios ácidos en la resina intercambiadora de iones y así controlan la actividad del
catalizador y aumentan su selectividad para la formación de dímeros. Las condiciones del proceso, enlas reacciones de dimerización, se optimizan de modo que se maximice el rendimiento del isooctenode alta calidad producido.
Se forma una pequeña cantidad de componentes C7 y C9, además de otros isómeros C8, cuando hay presentes otros componentes olefínicos, como propileno, n-butenos e isoamileno, en la mezcla de reac-ción. En el proceso NExOCTANE esas reacciones son mucho más lentas que la reacción de dimeriza-ción del isobutileno, y en consecuencia sólo se convierte una pequeña fracción de esos componentes.
El isoocteno se puede hidrogenar para producir isooctano, de acuerdo con la siguiente reacción:
DESCRIPCIÓN DEL PROCESO NExOCTANE
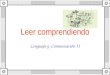
El proceso NExOCTANE consiste en dos secciones independientes. Se produce isoocteno por dime-rización de isobutileno en la sección de dimerización y a continuación, el isoocteno se puede hidro-genar y producir isooctano en la sección de hidrogenación. La dimerización y la hidrogenación son
secciones de operación independiente. La figura 1.1.1 muestra un diagrama de flujo simplificado parael proceso.La dimerización del isobutileno se efectúa en fase líquida, en reactores adiabáticos y sobre lechos fijos
de catalizador de resina de intercambio iónico ácido. La calidad del producto, en forma específica

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 39/489
FIGURA 1.1.1 proceso NExOCTANE
la distribución de dímeros y oligómeros, se controla recirculando alcohol de la sección de recuperaciónde producto a los reactores. Se forma alcohol en los reactores de dimerización por reacción de una pequeña cantidad de agua con la olefina presente en la alimentación. El contenido de alcohol en la ali-mentación al reactor se mantiene, en forma típica, en una concentración suficiente para que el isoocteno producido contenga menos de 10 por ciento de oligómeros. El paso de recuperación del producto dedimerización separa el isoocteno producido de la fracción no reaccionada de la alimentación (refinadode C4) y también produce una corriente de alcohol concentrado para recircular la reacción de dimeriza-
ción. El rafinado de C4 no contiene oxigenados, y es adecuado para su posterior procesamiento en unaunidad de alquilación, o una planta de deshidrogenación.
El isoocteno producido en la sección de dimerización se procesa, a continuación, en una unidadde hidrogenación para producir el producto de isooctano saturado. Además de saturar las olefinas, se puede diseñar esta unidad para reducir el contenido de azufre en el producto. La sección de hidrogena-ción consiste en reactor(es) de lecho de goteo y un estabilizador de producto. La finalidad del estabili-zador es eliminar el hidrógeno y los componentes ligeros que no reaccionaron para obtener un productocon una presión de vapor especificada.
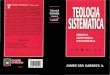
La integración del proceso NExOCTANE en una refinería o en un complejo de deshidrogenaciónde butano es parecida a la del proceso MTBE. En NExOCTANE se hace reaccionar selectivamenteisobutileno y se produce un refinado de C4, adecuado para su procesamiento directo en una unidad de
alquilación o de deshidrogenación. En la figura 1.1.2 se muestra una integración típica en refinería, yen la figura 1.1.3 se ve una integración en un complejo de deshidrogenación.
PROPIEDADES DEL PRODUCTO DE NExOCTANE
El proceso NExOCTANE tiene una excelente selectividad y rendimiento de isooctano (2,2,4-trimetil- pentano). Tanto el isoocteno como el isooctano son excelentes componentes de mezcla para la produc-ción de gasolina comercial. El isoocteno ofrece un octanaje sustancialmente mejor en la mezcla que elisooctano. Sin embargo, el contenido de la olefina en la gasolina que resulta puede ser una limitanteimportante para algunos refinadores.
Las características de los productos dependen del tipo de alimentación usada. En la tabla 1.1.1 se
presentan las propiedades de isoocteno e isooctano para productos obtenidos con alimentaciones deri-vadas de FCC así como de isooctano de una alimentación de deshidrogenación de butano.
Los octanos medidos de mezclas para isoocteno e isooctano producidos de la alimentación derivadade la unidad FCC se presentan en la tabla 1.1.2. La gasolina base que se usó en este análisis es parecida
1.6 ALQUILACIÓN Y POLIMERIZACIÓN

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 40/489
FIGURA 1.1.3 Integración en un complejo de deshidrogenación típico.
a la gasolina base CARB no oxigenada. En la tabla 1.1.2 se demuestra el apreciable valor de mezcla para el producto de isoocteno no saturado, en comparación con el isooctano.
RENDIMIENTO DE PRODUCTO
En la tabla 1.1.3 se muestra un balance general de materia para el proceso basado en alimentacionesderivadas de FCC y de deshidrogenación de butano. En el caso de deshidrogenación, se asume uncontenido de isobutileno de 50% en peso, y el resto de la alimentación formada principalmente porisobutano. Para la alimentación de FCC se usó un contenido de isobutileno de 22% en peso. En cada
TECNOLOGÍA NExOCTANE™ PARA PRODUCCIÓN DE ISOOCTANO 1.7
FIGURA 1.1.2 Integración típica en una refinería.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 41/489
1.8 ALQUILACIÓN Y POLIMERIZACIÓN
TABLA 1.1.1 Propiedades del producto del proceso NExOCTANE
FCC C4 Deshidrogenación de butano Isooctano Isoocteno Isooctano
Gravedad específica 0.704 0.729 0.701 NOI 99.1 101.1 100.5 NOM 96.3 85.7 98.3 (R + M)/2 97.7 93.4 99.4PVR, lb/pulg2 absolutas 1.8 1.8 1.8
Nota: NOI = número de octano de investigación limpio
NOM = número de octano de motor limpio
TABLA 1.1.2 Número de octano de mezcla en gasolina base CARB(derivada de FCC)
Isoocteno Isooctano
Volumen NOI NOMP2 (R + M)I2 NOIB NOMB (NOI + NOM)I2 enmezcla, % 10 124.0 99.1 111.0 99.1 96.1 97.6 20 122.0 95.1 109.0 100.1 95.1 97.6 100 101.1 85.7 93.4 99.1 96.3 97.7
TABLA 1.1.3 Ejemplo de balance de materia para una unidad NExOCTANE
Balance de materia Alimentación FCC C4, Deshidrogenación de butano, lb/h (BPD) lb/h (BPD)
Sección de dimerízación: Alimentación de hidrocarburos 137,523 (16,000) 340,000 (39,315)
Isobutileno contenido 30,614 (3,500) 170,000 (19,653) Producto isoocteno 30,714 (2,885) 172,890(16,375) RafinadoQ, 107,183(12,470) 168,710(19,510)
Sección de hidrogenación: Alimentación de isoocteno 30,714 (2,885) 172,890(16,375)Alimentación de hidrógeno 581 3752 Isooctano en producto 30,569 (2,973) 175,550(17,146) Gas combustible producto 726 1092
caso, la calidad del refinado de C4 es adecuada, ya sea para procesamiento directo en una unidad dealquilación en refinería, o como reciclado al paso de isomerización o deshidrogenación en el complejo
de deshidrogenación. Nótese que las cantidades de producto de isoocteno e isooctano dependen delcontenido de isobutileno en la alimentación.
REQUERIMIENTO DE SERVICIOS AUXILIARES
Los servicios auxiliares necesarios para el proceso NExOCTANE se resumen en la tabla 1.1.4.
Nota: NOI = número de octano de investigación limpio NOM = número de octano de motor limpio

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 42/489
TECNOLOGÍA NExOCTANE™ PARA PRODUCCIÓN DE ISOOCTANO 1.9
TABLA 1.1.4 Requerimiento de servicios auxiliares
Servicios requeridos FCC C4 por Deshidrogenación de butano BPD de producto por BPD de producto
Sección de dimerización: Vapor, 1000 lb/h 13 6.4 Agua de enfriamiento, gal/min 0.2 0.6 Electricidad, kWh 0.2 0.03
Sección de hidrogenación: Vapor, 1000 lb/h 1.5 0.6 Agua de enfriamiento, gal/min 0.03 0.03 Electricidad, kWh 0.03 0.1
VENTAJAS DE LA TECNOLOGÍA NExOCTANE
Larga duración del catalizador de dimerízación
El proceso NExOCTANE utiliza como catalizador una resina acida de intercambio iónico. Este catali-zador de dimerización se ofrece en forma exclusiva para la tecnología NExOCTANE. Con base en lasextensas pruebas de catalizadores en Fortum, su duración esperada es, cuando menos, el doble de la delas resinas catalíticas comerciales.
Bajo costo en el diseño de la planta
En el proceso de dimerización, la reacción se efectúa en reactores de lecho fijo de tecnología abierta.En un caso típico, los reactores existentes de MTBE se pueden utilizar sin modificaciones. La recupe-ración de productos se logra empleando torres de fraccionamiento convencionales. La configuraciónde la sección de recuperación se optimiza para hacer un uso máximo del equipo de recuperación de la planta MTBE existente.
Alta calidad del producto
La combinación de un catalizador selectivo de resina de intercambio iónico y de condiciones optimiza-das en la reacción de dimerización da como resultado la máxima calidad del producto. Específicamente,el octano y la gravedad específica son mejores que los del producto obtenido con sistemas de cataliza-
dores alternativos o con tecnologías de la competencia.
Tecnología más moderna de hidrogenación
El proceso NExOCTANE permite contar con una tecnología de hidrogenación muy económica. Eldiseño de reactor de lecho de goteo requiere poca inversión de capital, debido a un diseño compactomás un flujo de hidrógeno sin recirculación, lo que evita la necesidad de un compresor de recircula-ción. Se utilizan catalizadores de hidrogenación comerciales.
Experiencia comercial
La tecnología NExOCTANE se encuentra en operación comercial en Norteamérica, en la instalación productiva más grande del mundo de isooctano basada en deshidrogenación de butano. El proyectocomprende una unidad totalmente nueva de hidrogenación de isoocteno.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 43/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 44/489
__________________________CAPÍTULO 1.2 _____________
PROCESO STRATCO DE
ALQUILACIÓN CON H2SO4
ENFRIADO CON EL EFLUENTE
David C. Graves STRATCO
Leawood, Kansas
INTRODUCCIÓN
La alquilación se comercializó por primera vez en 1938 y tuvo un gran crecimiento durante la década de
1940, como resultado de la demanda de combustible de alto octano para aviación, durante la SegundaGuerra Mundial. A mediados de la década de 1950, el interés de los refinadores en la alquilación cam- bió de la producción de combustibles para la aviación, al uso del alquilado como componente de mezclaen el combustible para motores de automóvil. La capacidad de producción permaneció relativamenteestable durante las décadas de 1950 y 1960, por el costo comparativo de otros componentes de mezcla.El programa de obsolescencia de la Agencia de Protección Ambiental en EUA, en las décadas de 1970y 1980, hizo aumentar la demanda de alquilado como componente de mezcla para combustible demotores. A medida que se imponen más reglamentos ambientales a la comunidad refinadora mundial,de nuevo está aumentando la importancia del alquilado como componente de combustible para motores.Los diseños de unidades de alquilación (totalmente nuevas y acondicionadas) ya no sólo están determi-nados por el volumen, sino más bien por una combinación de volumen, octano y especificaciones para
aire limpio. Las especificaciones más estrictas para definas, aromáticos, azufre, presión de vapor Reid(RVP, de Reid vapor pressure), y para el índice de facilidad de manejo (DI, de drivability index) de lasgasolinas comerciales también han llegado a ser las fuerzas impulsoras para mayor demanda de alqui-lado en Estados Unidos y en el extranjero. Además, la probable obsolescencia del éter metil-ter-metil(MTBE, de methyl-tert-butyl ether) en Estados Unidos hará aumentar más la demanda de capacidadde alquilación.
En la reacción de alquilación se combinan isobutano y olefinas ligeras en presencia de un cataliza-dor altamente ácido. El producto que resulta es parafínico y muy ramificado y es un componente de baja presión de vapor y alto octano de mezcla. Aunque la alquilación puede hacerse a altas presionessin catalizador, los únicos procesos de importancia comercial en la actualidad operan a temperaturas y bajas a moderadas, y usan ácido sulfúrico o ácido fluorhídrico como catalizador. En la actualidad, hayvarias empresas diferentes que hacen investigación para comercializar un catalizador sólido de alqui-
1.11

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 45/489
1.12 ALQUIL ACIÓN Y POLIMERIZACIÓN
lación. Las reacciones que suceden en el proceso de alquilación son complejas, y generan un productoalquilado que tiene un intervalo amplio de ebullición. Si se optimizan las condiciones de operación, la
mayor parte del producto queda dentro del intervalo deseado de ebullición de la gasolina y los octanosde motor (MON, de motor octane nwnber) llegan a 95, mientras que los octanos de investigación (RON,de research octane number) llegan hasta 98.
DESCRIPCIÓN DEL PROCESO
En la figura 1.2.1 se ve un diagrama de flujo en bloques del proyecto STRATCO de alquilación, conH2SO4 refrigerado con efluente. Cada sección del diagrama se describirá a continuación:
Sección de reacción. Aquí, los hidrocarburos reaccionantes se ponen en contacto con el catalizadorde ácido sulfúrico, bajo condiciones controladas.
Sección de refrigeración. En ella se elimina el calor de reacción, y de la unidad se remueven loshidrocarburos ligeros.
Sección de tratamiento de efluente. Aquí se eliminan el ácido libre, los de alquil y de dialquil sulfa-tos, de la corriente neta de efluente, para evitar corrosiones y ensuciamientos posteriores.
Sección de fraccionamiento. En ella se recupera isobutano que se recicla a la sección de reacción, ylos demás hidrocarburos se separan para obtener los productos deseados.
Sección de purga. Aquí se desgasifica el ácido agotado, se ajusta el pH del agua residual y se neu-tralizan las corrientes acidas de purga, antes de mandarlas fuera del sitio.
A continuación se describirán los bloques con mayor detalle:
Sección de reacción
En la sección de reacción se alquilan olefinas e isobutano en presencia de ácido sulfúrico comocatalizador. Como se ve en la figura 1.2.2, la alimentación de olefina se combina inicialmente con elisobutano reciclado. La corriente de olefina e isobutano reciclado se enfría hasta unos 60 °F (15.6 °C)intercambiando su calor con toda la corriente neta de efluente, en los intercambiadores de alimenta-ción/efluente.
FIGURA 1.2.1 Diagrama de bloques para el proceso STRATCO Inc., de alquilación refrigerada conefluente.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 46/489
Ya que se reduce la solubilidad del agua a menores temperaturas, se separan los hidrocarburos delagua para que formen una segunda fase líquida. El aglomerador o coalescedor de la alimentación eli-mina el agua libre, para reducir la dilución del ácido sulfúrico catalizador.
La corriente de entrada se combina entonces con la corriente de recirculación de refrigerante, queviene de la sección de refrigeración. La recirculación de refrigerante proporciona isobutano adicional ala zona de reacción. Esta corriente combinada se alimenta a los reactores Contactor STRATCO.
El uso de reactores separados de contacto en el proceso STRATCO permite segregar distintas ali-mentaciones de olefinas para optimizar las propiedades del alquilado y el consumo de ácido. En estos
casos la unidad tiene trenes en paralelo, de intercambiadores alimentación/efluente, y coalescedores dealimentación.En el "corazón" de la tecnología STRATCO de alquilación refrigerada con efluente está el reactor
de contacto (figura 1.2.3). El reactor de contacto es un recipiente a presión, horizontal, que contieneun tubo interno de circulación, un haz de tubos para eliminar el calor de la reacción, y un impulsorde mezclado. La alimentación de hidrocarburo y ácido sulfúrico entran por el lado de la succión delimpulsor, dentro del tubo de circulación. Cuando la alimentación pasa por el impulsor, se forma unaemulsión de hidrocarburo y ácido. La emulsión en el reactor de contacto se circula continuamente avelocidades muy altas.
El mejor mezclado y la alta circulación interna del reactor de contacto minimizan la diferencia detemperaturas entre dos puntos cualesquiera de la zona de reacción, a menos de 1 °F (0.6 °C). Con esose reduce la posibilidad de que haya puntos calientes locales que causen degradación del producto dealquilado y mayores probabilidades de corrosión. El mezclado intenso en el reactor de contacto también produce una distribución uniforme de hidrocarburos en la emulsión acida. De este modo se evitan zonaslocalizadas con relaciones isobutano/olefina y relaciones ácido/olefina no óptimas, porque en esos doscasos se promueven las reacciones de polimerización de la olefina.
La figura 1.2.4 muestra el arreglo típico de reactor de contacto y sedimentador de ácido. Una partede la emulsión en el reactor de contacto, compuesta aproximadamente de 50% en volumen de ácido y10% en volumen de hidrocarburo, se retira por el lado de descarga del impulsor y pasa al sedimentadorde ácido. La fase de hidrocarburo (efluente del reactor) se separa de la emulsión acida en los sedimen-tadores de ácido. El ácido, siendo la más densa de las dos fases, ocupa la parte inferior del recipiente,y se regresa al lado de la succión del impulsor, en forma de una emulsión que es más rica en ácido quela emulsión que entra a los sedimentadores.
El proceso de alquilación STRATCO usa un sistema de refrigeración con efluente para eliminar elcalor de la reacción y controlar la temperatura de reacción. Con refrigeración con efluente, los hidrocar- buros en contacto con el ácido sulfúrico se mantienen en la fase líquida. El hidrocarburo efluente pasade la parte superior del sedimentador de ácido al haz de tubos en el reactor de contacto. Una válvula de
PROCESO STRATCO DE ALQUILACIÓN CON H2SO4 ENFRIADO CON EL EFLUENTE 1. 13

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 47/489
control que hay en esta tubería mantiene una contrapresión aproximada de 60 lb/pulg2 manométrica (4kg/cm2 manométricos) en el sedimentador de ácido.
Esta presión es adecuada para evitar la evaporación en el sistema de reacción. En plantas con variosreactores de contacto, las presiones de sedimentadores de ácido se mantienen con una diferencia aproxi-mada de 5 lb/pulg2 (0.4 kg/cm2) para facilitar el flujo de ácido en serie.
La presión de la corriente de hidrocarburos que sale de la parte superior del sedimentador de ácidose reduce a unas 5 lb/pulg2 manométricas (0.4 kg/cm2 manométricos) a través de la válvula de controlde contrapresión. Una parte de la corriente de efluente se evapora instantáneamente, reduciendo latemperatura aproximadamente a 35 °F (1.7 °F). En el haz de tubos del reactor de contacto se efectúamás evaporación, cuando la corriente de efluente elimina el calor de reacción. La corriente de efluenteen dos fases pasa a la trampa de succión y evaporación instantánea (flash), donde se separan las faseslíquida y de vapor.
1. 14 ALQUILACIÓN Y POLIMERIZACIÓN

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 48/489
PROCESO STRATCO DE ALQUILACIÓN CON H2SO4 ENFRIADO CON EL EFLUENTE 1. 15
La trampa de succión/evaporación instantánea es un recipiente de dos compartimientos con unespacio común de vapor. La bomba del efluente mueve el líquido desde el lado de la trampa de succión
(efluente neto) hasta la sección de tratamiento de efluentes, pasando por los intercambiadores de alimenta-ción/efluente. El refrigerante que viene de la sección de refrigeración entra por el tambor de evapora-ción instantánea, de la trampa de succión/evaporación instantánea. La corriente combinada de vapor seenvía a la sección de refrigeración.
El ácido sulfúrico en la zona de reacción sirve como catalizador de la reacción de alquilación.Teóricamente, un catalizador activa una reacción química sin cambiarse él mismo, como resultado deesa reacción. Sin embargo, en realidad el ácido se diluye como resultado de reacciones secundarias ycontaminantes en la alimentación. Para mantener la concentración deseada de ácido usado, se cargauna pequeña cantidad de ácido fresco al tubo de recirculación de ácido que viene del sedimentador deácido y va al reactor de contacto, y se saca una cantidad similar de ácido agotado del sedimentadorde ácido.
En las plantas con varios reactores de contacto, éstos suelen operar en paralelo respecto del flujo dehidrocarburos, y en serie/paralelo respecto del flujo de ácido, y hasta un máximo de cuatro etapas. Conflujos de ácido fresco y ácido intermedio entre los reactores de contacto, se controla la concentracióndel ácido agotado.
En general, la concentración de ácido agotado se controla con titulaciones que se hacen en el labo-ratorio. En respuesta a solicitudes de nuestros clientes, en STRATCO hemos desarrollado un analizadorde ácido en línea, que permite a los operadores desechar el ácido sulfúrico con menores concentracionesy con mucha mayor exactitud y confianza.
Cuando se alquilan definas por separado, la configuración óptima del sedimentador dependerá delas olefinas procesadas y de los flujos relativos de cada alimentación. Generalmente, STRATCO reco-mienda procesar el propileno con alta concentración de ácido, los butilenos a concentraciones interme-
dias y los etilenos a bajas concentraciones. La configuración óptima para determinada unidad puedeimplicar algunas zonas de reacción en paralelo, para después conectar en cascada hacia otras zonas dereacción en serie. STRATCO examina varias configuraciones de etapas de ácido para cada diseño, conel fin de proporcionar la configuración óptima para la alimentación en particular.
Sección de refrigeración
La figura 1.2.5 es un diagrama de la configuración de refrigeración más común. La corriente de efluenteneto para el reactor de contacto pasa al tambor de trampa de succión/evaporación instantánea, donde seseparan las fases de vapor y líquido. El vapor de ese tambor se comprime con un compresor impulsado por motor eléctrico o de turbina, y a continuación se condensa en un condensador total.
Una parte del refrigerante condensado se purga o se manda a un despropanador. El refrigerante quequeda se evapora instantáneamente a través de una válvula de control y se manda al economizador.Si en el diseño se incluye un despropanador, la corriente de residuos de la torre también se manda aleconomizador. El economizador funciona a una presión intermedia entre la presión de condensación yla presión en la succión del compresor. El líquido del economizador se evapora instantáneamente y seenvía al lado de evaporación instantánea en el tambor de trampa de succión/evaporación instantánea.
Una alternativa de menor costo de capital sería eliminar el economizador, y tiene un costo aproxi-mado 7% mayor en energía del compresor. Otra alternativa es incorporar un condensador parcial a laconfiguración del economizador, y con ello separar en forma efectiva al refrigerante de los productosligeros, permitiendo el enriquecimiento de propano en la alimentación del despropanador. El resultadoes que se pueden reducir los costos de capital y de operación para el despropanador. El diseño de con-densador parcial es más económico cuando las alimentaciones a la unidad de alquilación tienen alta
concentración (en casos típicos, mayor que 40 % en volumen líquido) de propano/propileno.Para todas las configuraciones con refrigeración, la purga del ciclo de refrigeración recibe tratamiento
para eliminar las impurezas antes de pasar al despropanador o de dejar la unidad. Esas impurezas pueden causar corrosión en los equipos que siguen. La impureza principal que se elimina en la corriente

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 49/489
de purga es dióxido de azufre (SO2). El SO2 se produce por reacciones de oxidación, en la sección dereacción, y por descomposición de contaminantes sulfurados en la alimentación a la unidad.
La purga se pone en contacto con álcali fuerte (de 10 a 12% en peso) en un mezclador estático enlínea, y se manda al tambor de lavado cáustico. La corriente de hidrocarburo separado del tambor delavado cáustico se mezcla entonces con agua de proceso y se manda a un coalescedor (figura 1.2.6).En el coalescedor se reduce el arrastre cáustico en la corriente de hidrocarburos que pudiera causargrietas de corrosión bajo tensiones, o taponamientos y ensuciamientos con sales cáusticas en equipos
posteriores. La inyección de agua de proceso antes del coalescedor aumenta la eliminación de arrastrecáustico en el coalescedor.
Sección de tratamiento de efluente
La corriente de efluente neto de la sección de reacción contiene huellas de ácido libre, sulfates dealquilo y sulfates de dialquilo, formados por reacciones de ácido sulfúrico con definas. Estos sulfatosde alquilo se suelen llamar esteres. Los sulfatos de alquilo son productos intermedios de reacción,que se encuentran en todas las unidades de alquilación con ácido sulfúrico, independientemente de latecnología. Si no se eliminan, los sulfatos de alquilo (o alquilsulfatos) pueden causar corrosión y ensu-ciamientos en los equipos corriente abajo.
Se ha modificado el diseño de la sección de tratamiento de efluente STRATCO, al paso de los años, para tratar de obtener un tratamiento más efectivo y de menor costo para la corriente de efluente neto.Los diseños anteriores de STRATCO incluían lavados cáusticos y con agua en serie. Hasta fecha reciente, eldiseño normal de STRATCO incluía un lavado con ácido, con un precipitador electrostático seguido porun lavado con agua alcalina. Hoy, las unidades STRATCO de alquilación se diseñan con un coalescedorde lavado ácido, lavado con agua alcalina y coalescedor de lavado con agua, en serie (figura 1.2.7), ocon un coalescedor de lavado ácido seguido por un tratamiento con bauxita. Aunque todos esos métodosde tratamiento eliminan las huellas de ácido libre y los compuestos intermedios de reacción (sulfatos dealquilo) de la corriente de efluente neto, los más eficientes son el coalescedor de lavado con agua alcali-na/coalescedor de lavado con agua y el coalescedor de lavado ácido/tratamiento con bauxita.
Sección de fraccionamiento
La configuración de la sección de fraccionamiento en las unidades de alquilación totalmente nuevas,sean refrigeradas con efluente o autorrefrigeradas, está determinada por la composición de la alimenta-
1. 16 ALQUILACIÓN Y POLIMERIZACIÓN

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 50/489
PROCESO STRATCO DE ALQUILACIÓN CON H2SO4 ENFRIADO CON EL EFLUENTE 1. 17
ción a la unidad y las especificaciones del producto. Como se mencionó, las reacciones de alquilaciónse intensifican con un exceso de isobutano. Se requiere una corriente grande de recirculación para producir la relación volumétrica óptima de E/S = 7:1 a 10:1 en la alimentación a los reactores de con-tacto. Por consiguiente, la sección de fraccionamiento en la unidad de alquilación no sólo es una deseparación de producto; también proporciona una corriente de isobutano recirculado.
Para cumplir con los requisitos de presión de vapor Reid (RVP) de la mezcla de gasolinas, muchosde los diseños recientes de alquilación requieren una PVR de 4 a 6 lb/pulg2 (de 0.28 a 0.42 kg/cm2).Para reducir la PVR del alquilado se debe eliminar una gran parte del «-butano y del isopentano. Esdifícil que el bajo contenido de C5+ del butano producto cumpla con una toma del lado del vapor basadaen el desisobutanador, y requiere la instalación de una torre desbutanadora (figura 1.2.8). Se requiereun desbutanador cuando el contenido especificado de C5+ en el producto de n butano debe ser menorque 2 % del volumen líquido.
FIGURA 1.2.6 Tratamiento de la alimentación al despropanador.
FIGURA 1.2.7 Sección de tratamiento de efluente.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 51/489
1.18 ALQUILACIÓN Y POLIMERIZACIÓN
Un sistema más simple formado por un desisobutanador con una salida lateral puede ser suficiente sino se requiere un «-butano producto de alta pureza. El sistema más simple de fraccionamiento se aplica
a una unidad que procesa una corriente de olefina de alta pureza, como una de isobutano/isobutilenode una unidad de deshidrogenación. Para esos casos, se puede usar un solo agotador para producir unacorriente de isobutano reciclado, un producto alquilado con baja PUR y un pequeño producto de iso- pentano. Un agotador no requiere reflujo y mucho menos platos que un desbutanador.
Sección de purga
Los vapores ácidos de purga procedentes de descargas potenciales de una válvula de alivio se conducenal tambor de purga, para separar todo el ácido sulfúrico líquido arrastrado. Además, el ácido agotadodel o los últimos sistemas de reactor de contacto-sedimentador ácido en serie, se manda al tambor de purga de ácido. Eso permite que todo hidrocarburo residual en el ácido agotado se evapore instantá-neamente. El tambor de purga acida también proporciona capacidad para cambios bruscos de flujo deácido agotado. El vapor ácido efluente del tambor de purga de ácido se manda al lavador de vapor de purga. Los vapores ácidos se ponen en contacto, a contracorriente, con una solución de sosa al 12% enun lavador de seis platos (figura 1.2.9).
MEJORAS EN LA TECNOLOGÍA
Los datos siguientes se suministran para destacar información importante para el diseño en el procesoSTRATCO de alquilación con H2SO4 refrigerado con efluente.
Reactor de contacto de STRATCO
En la reacción de alquilación se requiere poner en contacto la olefina con el catalizador ácido, encorriente y con un gran exceso de isobutano; de otra manera, se producirán reacciones de polimeriza-ción, y el resultado sería un producto pesado, de bajo octano, y el consumo de ácido será alto.
FIGURA 1.2.8 Sistema de fraccionamiento.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 52/489
Desde los primeros días de la alquilación se ha reconocido al reactor de contacto como el mejor paraalquilación, con una alta calidad de producto y menor consumo de ácido que otros diseños de la compe-tencia. Sin embargo, STRATCO continúa modificando y mejorando el reactor de contacto, para optimi-zar más la reacción deseable de alquilación. A continuación se describen algunas de estas mejoras.
El moderno reactor de contacto tiene una envolvente excéntrica, lo contrario de una envolvente con-céntrica en modelos anteriores. El diseño de envolvente excéntrica permite un mejor mezclado del ácidocon los hidrocarburos y elimina toda zona "muerta" localizada, donde pueda haber reacciones de poli-merización. El resultado es mejor calidad de producto y consumo de ácido apreciablemente menor.
El haz de intercambio de calor en el reactor de contacto se ha modificado para mejorar la trayectoria
de flujo de la mezcla ácido/hidrocarburo en torno a los tubos. Como esto da como resultado mejortransferencia de calor, el gradiente de temperatura a través de la zona de reacción es muy pequeño. Deeste modo se obtienen condiciones óptimas para la reacción.
El área de intercambio de calor por cada reactor de contacto ha aumentado en más de 15% en com- paración con la de modelos anteriores. Eso ha permitido tener mayor capacidad por reactor de contactoy también contribuye a la optimización continua de las condiciones de reacción.
El diseño del distribuidor interno de alimentación se ha modificado para asegurar el contacto encocorriente del catalizador ácido y la mezcla de olefina/isobutano en el punto de su contacto inicial.
Se ha modificado la cabeza hidráulica del reactor de contacto para incluir un sistema moderno desello mecánico de cartucho. Eso da como resultado un sistema de sello fiable, fácil de mantener y muyduradero.
STRATCO ofrece dos tipos de sellos mecánicos: un solo sello mecánico con cojinete de camisa deteflón y un doble sello mecánico con cojinetes de bolas que funciona con un fluido de barrera. Losreactores de contacto STRATCO se pueden sacar de la línea en forma individual, si se requiere mante-nimiento. Si se necesita reemplazar el sello durante el funcionamiento normal, se puede aislar el reactorde contacto, para repararlo y regresarlo al servicio en menos de 24 horas.
PROCESO STRATCO DE ALQUILACIÓN CON H2SO4 ENFRIADO CON EL EFLUENTE 1. 19

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 53/489
1.20 ALQUILACIÓN Y POLIMERIZACIÓN
Mejoras al proceso
Se han hecho varias mejoras al proceso para tener condiciones óptimas en la reacción de alquilación ymejorar las operaciones unitarias en general. Algunas de esas modificaciones son las siguientes: Se ha reducido el tiempo de retención de ácido en el sedimentador de ácido, empleando medios
de coalescencia en él. El menor tiempo de retención minimiza el potencial de reacciones indeseables de polimerización en el sedimentador de ácido. Se emplean dos etapas de coalescencia para separar elhidrocarburo producto de la fase acida. La primera etapa da como resultado una corriente de 90% deH2SO4 en volumen, que se recircula al reactor de contacto. La segunda etapa reduce la tasa de arrastreácido de sólo 10 a 15 por ciento en volumen. Es al menos una disminución a la tercera parte, en com- paración con la sedimentación por gravedad simple, con la que el contenido t ípico de la corriente dehidrocarburo es de 50 a 100 ppm.
A la unidad se agrega continuamente H2SO4 fresco, y se retira continuamente H2SO4 agotado. En las
unidades de varios reactores de contacto, el H2SO4 pasa en serie por los reactores. Por tanto, laconcentración de ácido se mantiene en su valor más efectivo, en toda la unidad, y no varía con el tiem- po en lugar alguno. Esto permite lograr una operación muy estable y una optimización continua de laconcentración del ácido.
Para asegurar un mezclado completo e íntimo de las alimentaciones de olefina e isobutano antes deentrar en contacto con el catalizador ácido, esas corrientes de hidrocarburo se mezclan antes afuera delreactor de contacto y se introducen como una sola corriente homogénea.
Los sulfates de alquilo se eliminan en un lavado de ácido fresco en el coalescedor y lavado con aguaalcalina tibia. Después, la corriente de efluente neto se lava con agua de proceso fresca para eliminarlas trazas de álcali y se pasa por un coalescedor, para eliminar el agua libre antes de alimentarse a latorre desisobutanadora. Este sistema es mejor que el de lavado cáustico/lavado con agua, de diseños
anteriores. Se puede diseñar el sistema de fraccionamiento para adaptarse a la reposición de isobutano, de cual-quier pureza, eliminando la necesidad de fraccionamiento previo de ese isobutano.
La unidad de alquilación se diseña para aprovechar al máximo el vapor de la refinería y economizarlos servicios. Dependiendo de esa economía, el compresor de refrigeración y/o los reactores de contacto pueden impulsarse con turbinas de vapor (condensante o no condensante) o con motores eléctricos, paraminimizar los costos unitarios de operación.
Hoy, STRATCO emplea un sistema cáustico en cascada para minimizar el volumen y la concentra-ción de la corriente cáustica (NaOH) residual de la unidad de alquilación. En este sistema se agregasosa fresca al lavador de vapores de purga, de donde se manda en cascada al lavado cáustico de la ali-mentación al despropanador, y después al lavado de agua alcalina. La única corriente residual de launidad de alquilación que contiene sosa es la corriente de agua alcalina gastada. Esta corriente tieneuna concentración muy baja de NaOH (< 0.05% en peso) y se neutraliza por completo en el sistemade neutralización, antes de descargarla a la instalación de tratamiento de agua residual en la refinería.Como el sistema de cascada mantiene un flujo continuo de sosa de relleno, tiene las ventajas adicionalesde menores necesidades de vigilancia y menor probabilidad de mal tratamiento causado por concentra-ción cáustica inadecuada.
COMPARACIÓN DEL PROCESO DE ALQUILACIÓN CON H 2 SO 4 _____________________________
Las variables más importantes que afectan la calidad del producto en una unidad de alquilación conácido sulfúrico son temperatura, mezclado, espacio velocidad, concentración de ácido y concentraciónde isobutano alimentado al (o los) reactor(es). En el caso normal es posible intercambiar una variable
de operación por otra, y entonces con frecuencia hay más de una manera de diseñar una planta nuevaque cumpla con los requisitos de octano con determinada alimentación de olefinas.
Más allá de las variables acostumbradas del proceso de alquilación, STRATCO ha desarrolladoconocimientos únicos y patentados en el procesamiento independiente de diferentes olefinas. Esta

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 54/489
PROCESO STRATCO DE ALQUILACIÓN CON H2SO4 ENFRIADO CON EL EFLUENTE 1.21
tecnología puede mejorar la calidad del producto, en comparación con la alquilación de mezclas deolefinas.
Los dos procesos principales de alquilación con H2SO4 son STRATCO refrigerado con efluente,y el proceso autorrefrigerado; esos dos procesos usan distintos métodos para alcanzar los requisitosde calidad en el producto. Las diferencias de diseño y sus impactos en la facilidad de operación y lafiabilidad se describen a continuación.
Enfriamiento y control de la temperatura
El proceso STRATCO refrigerado con efluente usa un sistema de reactor lleno con líquido/sedimenta-dor ácido. El calor de reacción se extrae a través un haz interno de tubos. En el proceso autorrefrigerado,el calor de reacción se extrae operando el reactor a una presión a la que hierva la mezcla de ácido/hidro-carburo. El reactor autorrefrigerado y el sedimentador de ácido, en consecuencia, contienen una fase
de vapor sobre dos fases líquidas mezcladas. Ambos sistemas se pueden operar dentro de los mismoslímites de temperatura. Sin embargo, el sistema STRATCO es mucho más fácil de operar.El control de la temperatura del proceso STRATCO refrigerado por efluente es más simple que en
el proceso autorrefrigerado. La presión del tambor de evaporación instantánea de refrigerante se usa para controlar la temperatura de operación de todos los reactores de contacto en la zona de reacción. El proceso autorrefrigerado requiere dos o más zonas de presión por reactor para controlar la temperaturay mantener flujo de líquido entre las zonas del reactor.
Para tener una buena eficiencia, es esencial tener un buen control de la relación de ácido/hidrocar- buro en un reactor de alquilación con ácido sulfúrico. Ésta es el área en la que el sistema STRATCOtiene la máxima ventaja por su facilidad de operación. Como el sistema de reactor de contacto funcionalleno de líquido, se usa flujo por gravedad entre el reactor de contacto y el sedimentador de ácido. El
sistema de contacto/sedimentador se diseña hidráulicamente para mantener la relación óptima de ácidoa hidrocarburo en el reactor, siempre que el nivel de ácido en el sedimentador de ácido se controle entrelos límites correctos. La relación ácido/hidrocarburo en el reactor de contacto se puede verificar confacilidad por medición directa. En contraste, el proceso autorrefrigerado requiere manipulación de unacorriente externa de recirculación de ácido, para controlar esa relación en el reactor. El resultado es quela relación ácido/hidrocarburo varía en las diferentes zonas, y no se puede medir con facilidad.
Este sistema también está diseñado para minimizar el inventario de ácido en el sedimentador deácido. Al minimizar el inventario de ácido no mezclado se suprimen reacciones secundarias indeseablesque degradan la calidad del producto y aumentan el consumo de ácido. Una separación rápida y limpiade las fases de ácido e hidrocarburo es mucho más difícil en la ebullición del proceso autorrefrigerado.
Cuando se opera a la misma temperatura, el sistema refrigerado por efluente requiere algo más de
potencia en el compresor de refrigeración que el proceso autorrefrigerado, debido a la resistencia alflujo de calor a través del haz de tubos.
Mezclado
El mezclado en una unidad de alquilación con ácido sulfúrico abarca: 1) el mezclado de las alimen-taciones de isobutano y olefina fuera del reactor, 2) el método de inyección de la alimentación y 3) laintensidad de mezclado dentro del reactor. El alquilado de máxima calidad se produce con el mínimoconsumo de ácido cuando:
• La relación "puntual" de isobuteno a olefina en la zona de mezcla se maximiza, premezclando la
alimentación de ambas.• La alimentación se dispersa rápidamente en la emulsión de ácido e hidrocarburo.
• El mezclado intenso da una área interfacial alta en la emulsión.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 55/489
1.22 ALQUILACIÓN Y POLIMERIZACIÓN
En el proceso STRATCO refrigerado con efluente, todo el isobutano que se envía a los reactores semezcla previamente con la de olefina, maximizando la concentración puntual de isobutano en el punto
de alimentación. La mezcla alimentada se dispersa rápidamente en el catalizador ácido pasando por una boquilla especial de inyección. El mezclado se efectúa cuando la emulsión ácido/hidrocarburo pasa porel impulsor de la cabeza hidráulica y cuando circula por el haz de tubos.
El haz de tubos en el reactor de contacto es una parte integral del sistema de mezclado. El mejormezclado en el reactor de contacto produce una emulsión con gran área interfacial, disipación uniformede calor y distribución uniforme de hidrocarburos en el ácido. El mezclado intenso reduce el gradientede temperatura dentro del volumen de 11,500 galones dentro del reactor de contacto, a menos de 1 °F. Elresultado es la supresión de reacciones de polimerización de olefinas, favoreciendo la reacción de alquila-ción. Un buen mezclado es especialmente importante cuando la olefina alimentada contiene propileno.
En el proceso autorrefrigerado sólo se mezcla una porción de isobutano con la alimentación deolefina antes de entrar al reactor. La concentración puntual de isobutano es, en consecuencia, menor
que cuando la alimentación primero hace contacto con el catalizador ácido. El mezclado menos intensodel proceso autorrefrigerado puede ocasionar una distribución no uniforme de los hidrocarburos en elácido. No se puede controlar a través de las diferentes zonas de reacción el hidrocarburo deseado, fina-mente dispersado en la emulsión acida. Como consecuencia, el proceso de alquilación autorrefrigeradodebe operarse a un espacio, velocidad y a una temperatura muy bajos, para compensar esta desventajaen el mezclado.
Concentración del ácido
El sistema de ácido en cascada que usa STRATCO permite tener una concentración promedio de ácidomayor en la zona de reacción, que la que se puede lograr con reactores autorrefrigerados grandes. La
mayor concentración promedio de ácido hace que el octano del alquilado sea mayor, y el consumo deácido sea menor. En fecha reciente, STRATCO terminó unos estudios en planta piloto que nos permitenoptimizar el sistema de ácido en cascada para distintas capacidades de planta. Los reactores autorrefri-gerados grandes deben diseñarse para menor espacio velocidad y/o menor temperatura de operación, para compensar esta diferencia.
Concentración de isobutano y tiempo de residencia en el reactor
Como el reactor de contacto funciona lleno de líquido, todo el isobutano que se le alimenta está dis- ponible para la reacción. En el proceso autorrefrigerado, una parte del isobutano alimentado al reactorse vaporiza para dar la refrigeración necesaria. También, el isobutano se diluye por los productos de
la reacción al ir en cascada por el reactor. Para igualar la concentración de isobutano en fase líquidadel proceso STRATCO, deben aumentarse el flujo y/o la pureza de la recirculación al desisobutanador(DIB) para compensar la dilución y el isobutano evaporado. Los costos de operación del DIB seránen consecuencia mayores para el proceso autorrefrigerado, a menos que se usen otras variables, comoespacio velocidad o temperatura, para compensar la menor concentración de isobutano.
Con investigaciones se ha demostrado que los trimetilpentanos, los componentes del alquilado conmayor octano, se degradan debido al contacto prolongado con ácido. Por consiguiente es preferibleeliminar el producto alquilado del reactor tan pronto como se produzca. Los reactores de contacto deSTRATCO funcionan en paralelo para los hidrocarburos, y se acercan a este ideal más que en la opera-ción en serie de zonas de reacción, en los reactores autorrefrigerados.
Fiabilidad Uno de los principales factores que afectan a la fiabilidad de una unidad de alquilación es lacantidad y el tipo de sellos mecánicos necesarios en la zona de reacción.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 56/489
PROCESO STRATCO DE ALQUILACIÓN CON H2SO4 ENFRIADO CON EL EFLUENTE 1.23
Cada reactor de contacto tiene un sello mecánico. STRATCO ofrece dos tipos de sellos mecánicos:un sello mecánico con cojinete de camisa de teflón, y un doble sello mecánico con cojinetes de bolas,
que funciona con un fluido de barrera. Los reactores de contacto se pueden aislar de la línea indivi-dualmente si se requiere algún mantenimiento. Si se necesita un cambio de sellos durante la operaciónnormal, el reactor de contacto se puede aislar, reparar y regresar al servicio en menos de 24 horas.
Es mayor la cantidad necesaria de sellos mecánicos requeridos en sistemas de reactor autorrefrige-rado. Se requiere un agitador por cada compartimiento de reactor, así como bombas redundantes derecirculación. Los sellos de funcionamiento en seco que se usan con frecuencia en los agitadores delreactor autorrefrigerado tienen menor duración esperada que el doble sello mecánico de STRATCO.Si bien hay agitadores especiales que permiten cambiar sellos mecánicos sin parar el reactor, los pro-cedimientos de seguridad en muchas refinerías requieren que se pare el reactor autorrefrigerado paraesta clase de mantenimiento. Se acostumbra parar el reactor y la alimentación a alguna de sus cámarascuando hay problemas de sello o de eje de agitador. Entonces bajará la calidad del producto, hasta que
se pueda parar el reactor para hacerle reparaciones.
Procesamiento de distintas alimentaciones de olefinas por separado
En el caso normal, la composición de la alimentación de olefinas no es una variable independiente enuna unidad de alquilación. En fechas recientes, STRATCO desarrolló conocimientos únicos y patenta-dos en el diseño de unidades de alquilación, que mantienen separadas las diferentes alimentaciones deolefina y las alquila a sus condiciones óptimas, evitando la "sinergia" negativa que sucede cuando sealquilan juntas ciertas olefinas. Esta técnica constituye una ventaja con mezclas de propileno, butileno yamileno, y con mezclas de olefinas normales sus isómeros. El resultado es que se pueden satisfacer los
requisitos de calidad del producto de alquilado, bajo condiciones de reacción más económicas.
DATOS COMERCIALES
La tecnología STRATCO de alquilación se usa aproximadamente en 35 por ciento de la producciónmundial de alquilados, y en 74 por ciento de la producción de alquilados con ácido sulfúrico. De lacapacidad actual de 276,000 bbl/día adicionada entre 1991 y 2001, 81 por ciento utiliza la tecnologíade STRATCO.
Estimaciones de capital y servicios
Los costos totales estimados dentro de límites de batería, para unidades totalmente nuevas de alquila-ción refrigerada con efluente, de STRATCO, se muestran en la tabla 1.2.1.
El consumo de servicios y de sustancias químicas para una unidad de alquilación puede variarmucho, de acuerdo con la composición de la alimentación, las especificaciones del producto y las alter-nativas de diseño. Los valores en la tabla 1.2.2 son promedios de muchos diseños durante los últimosaños, y reflejan principalmente alimentaciones de butileno con enfriamiento con agua y motores eléctri-cos para el compresor y los reactores de contacto. El uso de vapor y agua de enfriamiento ha aumentadoen años recientes, como resultado de la menor PVR deseada para el alquilado. El consumo de ácido quese muestra en la tabla no incluye el consumo debido a contaminantes en la alimentación.
Hay más información disponible sobre propiedades de alquilado y el proceso de alquilación conH2SO4 refrigerado con efluente en www.stratco.dupont.com.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 57/489
1.24 ALQUILACIÓN Y POLIMERIZACIÓN
TABLA 1.2.1 Costos estimados, con montaje (EUA; ± 30%)
Base EUA, Costa del Golfo, mediados de 1999
Capacidad de Costos totales con producción, BPD montaje, $/bl
5,000 5,00012,000 4,50020,000 4,000
TABLA 1.2.2 Servicios y sustancias químicasestimados (por barril de producción de alquilado)
Energía eléctrica, kW 15Agua de enfriamiento, gal 1370Agua de proceso, gal 4Vapor, Ib 194Ácido fresco, Ib 13 NaOH, Ib 0.05
REFERENCIAS
1. D.C. Graves, K. E. Kranz, D. M. Buckler y J. R. Peterson, "Alkylation Best Practicesfor the New Millennium," Reuniónanual de NPRA en Baton Rouge, La., 2001.
2. D. C. Graves, "Alkylation Options for Isobutylene and hopentane", Reunión de ACS, 2001.
3. J. R. Peterson, D. C. Graves, K. E. Kranz y D. M. Buckler, "Improved Amylene Alkylation Economics," Reunión anual
NPRA, 1999.
4. K. E. Kranz y D. C. Graves, "Olefin Interactions in Sulfuric Acid Catalyzed Alkylation," Simposio Arthur Goldsby, División de Química del Petróleo, 215a Reunión Nacional de la American Chemical Society (ACS), Dallas, Tex.,1998.
5. D. C. Graves, K. E. Kranz, J. K. Millard y L. F. Albright, Alkylation by Controlling Olefin Ratios. Patente 5,841,014,otorgada el 11/98.
6. D. C. Graves, K. E. Kranz, J K. Millard y L. F. Albright, Alkylation by Controlling Olefin Ratios, Patente 6,194,625,otorgada en 2/01.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 58/489
CAPÍTULO 1.3
PROCESO ALKYLENE™ DE UOP
PARA ALQUILACIÓN ACOMBUSTIBLE PARA MOTORES
Cara Roeseler UOP LLC Des
Plaines, Illinois
INTRODUCCIÓN
El proceso Alkylene de UOP es una alternativa competitiva y disponible comercialmente a las tecnolo-
gías acidas líquidas para alquilación de olefinas ligeras e isobutano. El alquilado es un componente clavede mezclas para gasolina, con alto octano, baja presión de vapor Reid (RVP, de Reid vapor pressuré),
bajo contenido de azufre y baja volatilidad. Está formado principalmente por hidrocarburos paraffnicosmuy ramificados. El cambio de las especificaciones de gasolinas como respuesta a la reglamentaciónaumentará la importancia del alquilado, haciéndolo un ingrediente ideal en "combustibles limpios". Lastecnologías existentes en fase líquida con ácido, si bien están bien demostradas y son fiables, se encuen-tran cada vez más bajo presiones políticas y de reglamentos para reducir los riesgos ambientales y deseguridad mediante mayor vigilancia y mitigación de riesgos. Una tecnología de alquilación competitivacon catalizador sólido, como el proceso Alkylene, sería una alternativa atractiva a las tecnologías líquidasacidas.
UOP desarrolló el proceso Alkylene a fines de la década de 1990, como respuesta a la necesidad que
tenía la industria de una alternativa a las tecnologías líquidas acidas. Los primeros intentos con catalizado-res ácidos sólidos demostraron, en algunos casos, tener buenas propiedades de alquilación, pero tambiénlos catalizadores tuvieron corta duración, del orden de horas. Además, esos materiales no se podían rege-nerar con facilidad y requerían un paso de quemado de carbón. Los catalizadores con ácido incorporadoen un soporte poroso se habían investigado, pero no comercializado. UOP inventó el novedoso catalizadorHAL-100, que tiene gran actividad de alquilación, larga estabilidad, y se regenera con facilidad sin que-mado de carbón a alta temperatura. La selectividad del HAL-100 es excelente y la calidad del producto escomparable con la de los productos obtenidos con las tecnologías acidas líquidas.
PROCESO ALKYLENE
Las olefinas reaccionan con isobutano en la superficie del catalizador HAL-100 y forman una mezcla
compleja de isoalcanos llamada alquilado. Los componentes principales del alquilado son trimetilpen-tanos (TMP) muy ramificados, que tienen altos valores de octano de mezcla, de aproximadamente 100.
1.25

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 59/489
1.26 ALQUILACIÓN Y POLIMERIZACIÓN
Los dimetilhexanos (DMH) tienen menores valores de octano de mezcla, y están presentes en variasconcentraciones en el alquilado.
La alquilación se efectúa mediante el mecanismo de ion carbenio, como se ve en la figura 1.3.1. Lascomplejas rutas de reacción comprenden un paso de iniciación, de propagación y la transferencia dehidrógeno. Entre las reacciones secundarias están la polimerización, isomerización y desintegración, para producir otros isoalcanos, incluyendo aquéllos con número de carbono que no son múltiplos de 4.Los productos principales de reacción se forman por simple adición de isobutano a una olefina, como propileno, butenos y amilenos. El paso clave de la reacción es la protonación de una olefina ligera sobrela superficie del catalizador sólido, seguida por adición de una olefina al carbocatión C4, formandoel carbocatión C8. Por transferencia de hidruro de otra molécula de isobutano se forma el producto parafínico C8. Las reacciones secundarias producen compuestos menos deseables, tanto productos másligeros como más pesados que los C8 de alto octano. En las tecnologías acidas líquidas se produce la polimerización para formar aceite soluble en ácido (ASO, de acid-soluble oil), con el resultado de
consumo adicional de catalizador y baja de rendimiento. El proceso Alkylene no produce aceite solubleen ácido. También, en este proceso la polimerización es mínima y el alquilado tiene propiedades dedestilación más ligeras que el alquilado obtenido con tecnologías de HF o H2SO4.
Las condiciones de alquilación que favorecen el trimetilpentano deseado, de alto octano, compren-den la temperatura del proceso, alta relación puntual de isobutano a olefina y corto tiempo de contactoentre reactivo y catalizador. El proceso Alkylene está diseñado para promover un contacto rápido eíntimo, de corta duración, entre el hidrocarburo y el catalizador, para obtener el producto de alto octano,con alto rendimiento, y la separación eficiente del alquilado y el catalizador para minimizar reaccionessecundarias indeseables. El alquilado producido con el proceso Alkylene se compara con el obtenidocon las tecnologías líquidas acidas tradicionales, pero sin la producción de aceite pesado soluble en áci-do. El catalizador es parecido a otros de hidroprocesamiento y conversión, que se usan en una refinería
típica. Las condiciones del proceso son benignas y no requieren metales costosos o exóticos.
FIGURA 1.3.1 Mecanismo de reacción.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 60/489
PROCESO ALKYLENE™ DE UOP PARA ALQUILACIÓN A COMBUSTIBLE PARA MOTORES 1.27
Los parámetros clave de operación son temperatura del reactor, relación isobuteno/olefina, tiempode contacto y relaciones de catalizador a olefina.
Las alimentaciones a la unidad Alkylene se secan y tratan para eliminar las impurezas y contami-nantes como diolefinas, oxigenados, nitrógeno y azufre. Estos contaminantes también causan mayorconsumo de ácido, mayor formación de aceite soluble en ácido y menor concentración de ácido enlas tecnologías líquidas acidas. La tecnología de saturación con diolefinas, como la del proceso dehidrogenación selectiva Huels, con licencia de UOP LLC, satura las diolefinas a las monoolefinascorrespondientes e isomeriza el 1-buteno a 2-buteno. El alquilado formado al alquilar isobutano con2-buteno es el 2,2,3-TMP, preferido, en comparación con el 2,2-DMH formado alquilando isobutanocon 1-buteno.
La olefina y el isobutano (figura 1.3.2) se combinan y se inyectan en un reactor ascendente de aceroal carbón, con reactivación continua de catalizador (figura 1.3.3) para mantener una actividad constantedel mismo, y minimizar su inventario. Con esto se obtiene una calidad constante de producto, alto ren-
dimiento y eficiencia en línea. Los hidrocarburos reactivos en fase líquida transportan el catalizador porel circuito del reactor, donde las velocidades son bajas en relación con otros procesos con catalizadoren movimiento. El tiempo de reacción es del orden de minutos para terminar las reacciones primarias yminimizar las reacciones secundarias. El catalizador y los hidrocarburos se mezclan íntimamente durantela reacción, y el catalizador se separa con facilidad del hidrocarburo producto, en la parte superiordel reactor. El catalizador se reactiva con una hidrogenación simple del alquilado más pesado sobre elcatalizador, en la zona de reactivación y lavado. El consumo de hidrógeno es mínimo, porque la canti-dad de alquilado pesado sobre el catalizador HAL-100 es muy pequeña. El proceso de reactivación esmuy efectivo, restaura la actividad del catalizador casi al cien por ciento del fresco. La operación del proceso Alkylene en fase líquida da como resultado menos abrasión que en otros procesos con circu-lación de catalizador, debido al efecto lubricante del líquido. Además, las velocidades del catalizador
y los hidrocarburos son bajas en relación con los demás procesos con catalizador en movimiento. Estominimiza las necesidades de reemplazo de catalizador. La circulación de catalizador se mantiene paratener las relaciones deseadas de catalizador a olefina. Una pequeña corriente lateral de catalizador pasaa un recipiente separado, para su reactivación en fase vapor, en condiciones relativamente benignas, para eliminar las últimas huellas de material pesado y regresar la actividad del catalizador hasta esen-cialmente la actividad del catalizador fresco.
El alquilado del reactor se manda a una sección de fraccionamiento más adelante, que es similar alas secciones de fraccionamiento en los esquemas de flujo con proceso ácido líquido. La sección defraccionamiento recircula al isobutano no convertido al reactor, y separa el producto alquilado final.
FIGURA 1.3.2 Diagrama de flujo del proceso Alkylene.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 61/489
DESEMPEÑO DEL PROCESO ALKYLENE
HAL-100, el catalizador en el proceso Alkylene, tiene alta acidez para activar las reacciones deseadasde alquilación. Posee un tamaño de partícula y distribución de poros óptimo para permitir una buenatransferencia de masa de reactivos y productos de y hacia el catalizador. Este catalizador se ha producidoindustrialmente y demuestra tener gran resistencia física y tasas bajas de desgaste (atrición) en extensas pruebas físicas. Las tasas de desgaste del catalizador son varios órdenes de magnitud menores que lasque se presentan en otros procesos de regeneración con lecho móvil en la industria de refinación.
El catalizador HAL-100 ha sido sometido a una prueba de estabilidad durante 9 meses, con recircu-lación total de isobutano, y demostró calidades excelentes del alquilado producto así como de estabili-dad de catalizador. Se midieron las respuestas de la eficiencia frente a parámetros de proceso como relación
de isobutano a olefina, relación de catalizador a olefina y temperatura de proceso. La optimización paraalcanzar alto rendimiento, estabilidad del catalizador e impacto económico, dio como resultado unatecnología de proceso competitiva con las tecnologías tradicionales de ácido líquido (figura 1.3.4).
También se estudiaron las composiciones típicas de alimentación con olefinas ligeras, incluyendo propi leno, butilenos y amilenos. El principal mecanismo de desactivación temporal es el bloqueo delos sitios activos por hidrocarburos pesados. Estos hidrocarburos pesados que tienen un peso molecularmucho menor que el aceite soluble en ácido, típico de las tecnologías con ácido líquido, se eliminancon facilidad poniendo en contacto el catalizador con hidrógeno e isobutano, que los arrastran de lasuperficie del catalizador; se combinan en el conjunto de alquilado total y se tienen en cuenta en las propiedades del alquilado producido en el procedimiento Alkylene.
La acumulación de hidrocarburos pesados sobre la superficie del catalizador es función de la
severidad de operación y de la composición de la alimentación. Las condiciones de reactivación y lafrecuencia de reactivación con vapor se optimizan para alcanzar una buena estabilidad de catalizador ytambién condiciones comercialmente económicas.
1.28 ALQUILACIÓN Y POLIMERIZACIÓN

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 62/489
PROCESO ALKYLENE™ DE UOP PARA ALQUILACIÓN A COMBUSTIBLE PARA MOTORES 1.29
INGENIERÍA DE DISEÑO Y OPTIMIZACIÓN
El reactor de transporte líquido para el proceso Alkylene fue desarrollado por UOP con base en suextensa experiencia en las tecnologías de desintegración catalítica en lecho fluidizado (FCC, de fluidcatalytic cracking) y regeneración continua de catalizador (CCR, de continuous catalyst regeneratiori).Se incorporaron novedosos conceptos en el diseño. Se usaron extenso modelado físico y modeladocomputacional de dinámica de fluidos para verificar los detalles clave del diseño técnico. Se han otor-gado más de 32 patentes a la tecnología del proceso Alkylene.
El reactor está diseñado para asegurar un excelente mezclado de catalizador e hidrocarburo, con poca dispersión axial, cuando la mezcla asciende por el tubo. De este modo se asegura el tiempo decontacto de reacción suficiente para la alquilación. Se han diseñado boquillas de inyección de olefina
para minimizar la alta concentración de olefina en la entrada de la alimentación al flujo ascendente. Elcatalizador se separa con rapidez del hidrocarburo en la parte superior del tubo y baja por gravedada la zona de reactivación. El catalizador se sedimenta en un lecho empacado, que baja lentamente ala sección superior del recipiente, donde se pone en contacto con isobutano reciclado, saturado a bajatemperatura con hidrógeno. Los hidrocarburos pesados se hidrogenan y desorben del catalizador. Elcatalizador reactivado baja por columnas reguladoras y regresa al fondo del tubo. En la sección delreactor hay recipientes separados para reactivar una purga de catalizador, a mayor temperatura paraeliminar por completo trazas de hidrocarburos pesados. Al regresar el catalizador recién reactivado altubo ascendente en forma continua, se mantiene la actividad del catalizador para tener una eficienciaconsistente.
El proceso Butamer de UOP convierte catalíticamente al butano normal en isobutano, con gran
selectividad, mínimo consumo de hidrógeno y excelente estabilidad de catalizador. Cuando se combinael proceso Butamer con el proceso Alkylene, el butano normal en la alimentación puede reaccionarhasta consumirse, y así se reducen las necesidades de alimentación de saturados frescos. Además, lamayor concentración de butano en el agotador reduce el tamaño de éste y permite una reducción en el
FIGURA 1.3.4 Comparación de catalizadores: alimentación de 4 olefinas mezcladas.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 63/489
1.30 ALQUILACIÓN Y POLIMERIZACIÓN
consumo de servicios. Se desarrolló un esquema novedoso de flujo para tener una integración óptimadel proceso Butamer con el proceso Alkylene. Las dos unidades pueden compartir equipo común de
fraccionamiento y pre-tratamiento de alimentación. La sinergia de las dos unidades reduce los requisi-tos de costo de capital para agregar el proceso Butamer y reduce los costos de operación. La tabla 1.3.1ilustra la utilización máxima de la corriente de relleno con parafina C4 y los ahorros en servicios.
ECONOMÍA DEL PROCESO ALKYLENE
Se puede variar el octano de investigación del producto con la temperatura de reacción y la relación deisobutano a olefina. Se puede justificar un trabajo adicional de refrigeración con el mayor octano del producto, dependiendo de las necesidades del refinador individual. Una mayor relación de isobutanoa olefina requiere mayor inversión y servicios. También se pueden procesar mezclas de propileno y butileno, para que la dependencia respecto de la temperatura de operación sea menor; sin embargo, el
octano del alquilado es menor que sólo con butileno. El procesamiento de algunos anúlenos con los butilenos dará como resultado un octano un poco menor. La mayoría de los refinadores mezclan lacorriente de C5 directamente a la gasolina. Sin embargo, con las crecientes restricciones respecto dela presión de vapor Reid, los refinadores optan por eliminarlo de la gasolina procesando una parte delmismo en unidades de alquilación.
Los tres casos que muestra la tabla 1.3.2 comparan la economía del proceso Alkylene con la dealquilación convencional con ácido líquido. La base es 8000 BPD de alquilado producto del procesoAlkylene. El caso 1 es el proceso Alkylene; el caso 2, una unidad de alquilación con HF y el caso 3, unaunidad con ácido sulfúrico y regeneración de ácido sulfúrico en el sitio. En todos los casos se incluyeun proceso Butamer para aprovechar al máximo la utilización de la alimentación.
El proceso Alkylene tiene ventaja en el rendimiento en comparación con las tecnologías de alqui-
lación con ácido líquidos y no produce subproductos de aceite soluble en ácido (ASO, de acid solubleoil). Además, el costo de capital del proceso Alkylene es competitivo cuando se compara con las tecno-logías existentes y los costos de mantenimiento son menores. La unidad de alquilación con HF requiereinversión en mitigación de HF y mayores costos de operación. En la unidad de alquilación con ácidosulfúrico se requiere regeneración o transporte de grandes volúmenes de ácido. En general, el procesoAlkylene es una opción segura y competitiva para el refinador de hoy.
RESUMEN
Las especificaciones futuras para la gasolina harán que las refinerías maximicen el uso de sus activosy reformen sus gasolinas. La obsolescencia potencial de MTBE creará la necesidad de producir com-
TABLA 1.3.1 Costos de capital para el proceso Alkylene
Alkylene Alkylene + Butamer
Alimentación total de FCC, BPSD 7064 7064 Reposición de parafina C4 9194 2844 C5 + alquilado, BPSD 8000 8000 C5 + alquilado, RONC 95.0 95.0 USGC EEC, millones de $ 43.0 43.7 Servicios Base 0.96*Base

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 64/489
PROCESO ALKYLENE™ DE UOP PARA ALQUILACIÓN A COMBUSTIBLE PARA MOTORES 1.31
TABLA 1.3.2 Comparación de opciones para alquilación
Alkylene + HF + Regeneración local de ButamerButamer H2SO4 + Butamer
Alimentación total de FCC, BPSD 7064 7064 7064 C5 + alquilado, BPSD 8000 7990 7619C5 + alquilado
RONC 95.0 95.2 95.0 MONC 92.9 93.3 92.2 (R + M) 12 94.0 94.3 93.6
C5 + alquilado D-86, °F 50% 213 225 21 90% 270 290 29
Servicios, $/bbl C5 + alquilado 174 0.70 1.32 Costo de ácido, $/bl — 0.08 0.01 Costo de catalizador, $/bl 0.60 0.02 0.02 Recuperación de metales, $/bl 0.03 0.00 0.00 Costo de reactivo, $/bl 0.03 0.02 0.02 Costo variable de producción, $/bl 2.39 0.82 1.37 Costo fijo, $/bl 1.97 2.43 3.53 Costo total de producción, $/bl 4.37 3.25 4.90 Costo instalado estimado, millones de $ 43.5 40.5 63.3
ponentes limpios de mezcla, con alto octano, como por ejemplo alquilado, para que los refinadorescumplan con las especificaciones de la gasolina sin agregar aromáticos, olefinas ni aumento de PVR. Elalquilado del proceso Alkylene tiene propiedades excelentes, iguales a las obtenidas con la tecnologíade HF; no genera aceites solubles en ácido, tiene mejor rendimiento de alquilado y es una alternativasegura a las tecnologías con ácido líquido. Los recientes desarrollos impulsaron la tecnología del pro-ceso Alkylene al mercado, como opción viable con ventajas técnicas y económicas.
A medida que continúa creciendo la demanda de alquilado, las nuevas unidades de alquilaciónayudarán a que los refinadores cumplan con las necesidades de volumen y octanos en sus mezclas degasolina. El proceso Alkylene fue desarrollado como una alternativa segura a las tecnologías comercia-les de alquilación con ácido líquido.
REFERENCIAS
Cara M. Roesseler, Steve M. Black, Dale J. Shields y Chris D. Gosling, "Improved Solid Catalyst Alkylation Technology
for Clean Fuete: The Alkylene Process ", Reunión Anual de NPRA, San Antonio, marzo de 2002.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 65/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 66/489
_________________________ CAPÍTULO 1.4
TECNOLOGÍA DE ALQUILACIÓN
_________ UOP CON HF
Kurt A. Detrick, James F. Himes, Jill M. Meistery Franz-Marcus Nowak
UOP Des Plaines, Illinois
INTRODUCCIÓN
El proceso de alquilación UOP* "HF Alkylation" para producir catalíticamente combustible para
motores combina olefinas ligeras, que en general son mezclas de propileno y butilenos, con isobutano, para producir un combustible parafínico con cadena ramificada. La reacción de alquilación se efectúaen presencia de ácido fluorhídrico (HF) bajo condiciones seleccionadas para aumentar al máximo elrendimiento y la calidad del alquilado. El alquilado producido posee excelentes propiedades antideto-nantes y alto octano, por su alto contenido de parafinas muy ramificadas. El alquilado es un componentede mezcla con combustión limpia, bajo azufre y baja PVR, que no contiene compuestos olefínicos niaromáticos.
El proceso HF Alkylation fue desarrollado en los laboratorios de UOP a finales de la década de1930 y principios de la de 1940. El proceso se usó inicialmente para producir combustibles de aviacióncon alto octano a partir de butilenos e isobutano. A mediados de la década de 1950, el desarrollo y laaceptación de motores de automóvil más sofisticados y de alto rendimiento por parte de los consumi-
dores significó una carga para el refinador, tanto por el aumento en la producción de gasolina como para mejorar la calidad de su combustible para motor. El advenimiento de las técnicas de reformacióncatalítica, como UOP Platforming* (reformación catalítica con platino) permitió contar con un procesoimportante para producir gasolinas de alta calidad. Sin embargo, el combustible de motor producido enesas operaciones se basa principalmente en aromáticos y se caracteriza por su gran sensibilidad, esto es,la diferencia entre octano de investigación y de motor. Como el desempeño del automóvil se relacionamás con el octano en carretera (aproximadamente el promedio de octano de investigación y de motor),se requería la producción de componentes de gasolina de baja sensibilidad. Una consecuencia naturalde estos requisitos fue la ampliación de las operaciones de alquilación. Los refinadores comenzarona procesar mezclas más complejas de olefinas, tanto en las unidades de alquilación existentes comonuevas, para incluir propileno y anúlenos, al igual que butilenos. A principios de la década de 1960, el
*Marca comercial y/o marca de servicio de UOP.
1.33

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 67/489
1.34 ALQUILACIÓN Y POLIMERIZACIÓN
proceso HF Alkylation desplazó virtualmente las unidades de polimerización para producir combusti- ble de motor, con nuevas instalaciones, y los refinadores descontinuaron gradualmente la operación de
sus plantas existentes de polimerización. La importancia del proceso de alquilación con HF en el panorama de refinación de principios delsiglo xxi aumentó todavía por la obsolescencia programada del MTBE y el mayor énfasis en la gaso-lina con bajo azufre. Es crítica la contribución del proceso de alquilación en la producción de combus-tibles de alta calidad para motor, que incluye muchas de las formulaciones para gasolina "ambiental".El proceso permite que los refinadores tengan una herramienta de economía y eficiencia sin igual, unaque los ayudará a mantener o a fortalecer sus posiciones en la producción y venta de gasolinas.
QUÍMICA DEL PROCESO
Generalidades
En el proceso HF Alkylation, el ácido fluorhídrico, HF, es el catalizador que activa la reacción isopara-fina-olefina. En este proceso sólo reaccionan con las olefinas, las isoparafinas con átomos de carbonoterciario, como isobutano o isopentano. En la práctica, sólo se usa isobutano porque el isopentanotiene alto octano y una presión de vapor que históricamente le ha permitido mezclarse directamente enlas gasolinas terminadas. Sin embargo, donde los reglamentos ambientales han reducido la presión devapor admisible en la gasolina se está eliminando el isopentano de la gasolina, y crece el interés delrefinador por alquilar este material junto con olefinas ligeras, en particular propileno.
Las reacciones que se efectúan en el reactor de alquilación son muchas y relativamente complejas.Las ecuaciones de la figura 1.4.1 ilustran los productos primarios de la reacción que cabe esperar convarias olefinas puras.
En la práctica, el producto primario de una sola olefina sólo representa un cierto porcentaje delalquilado, por la variedad de reacciones concurrentes posibles en el ambiente de alquilación. En latabla 1.4.1 se muestran las composiciones de productos en planta piloto, obtenidos en condiciones queaumentan el máximo el octano, a partir de la reacción de olefina pura.
Mecanismo de reacción
La alquilación es uno de los ejemplos clásicos de una o varias reacciones que se efectúan a través delmecanismo del ion carbenio. Estas reacciones comprenden un paso de iniciación y uno de propagación,y pueden incluir uno más de isomerización. Además, pueden presentarse pasos de polimerización ydesintegración. Estas reacciones secundarias son en general perjudiciales. En la figura 1.4.2 se presen-
tan ejemplos de estas reacciones. Iniciación. El paso de iniciación (figura 1.4.2a) genera los cationes butilo terciario que más adelante participarán en la reacción de alquilación.
Propagación. Las reacciones de propagación (figura 1.4.2b) comprenden la reacción del catión butilo terciario con una olefina para formar un ion carbenio de mayor número de carbenios que acontinuación sustrae un hidruro de una molécula de isobutano. La sustracción de hidruro genera unaisoparafina más un nuevo catión butilo terciario, para continuar con la reacción.
Isomerización. La isomerización [ecuación (1.4.12) que se ve en la figura 1.4.2c] es muy importante para producir buen nivel de octano a partir de una alimentación alta en 1 -buteno. La isomerización del
1-buteno se favorece en el equilibrio termodinámico. La isomeración del 1-buteno a 2-buteno reducela producción de dimetilhexanos (octanaje de investigación = 55 a 76) y aumenta la producción detrimetilpentanos. Muchas unidades de alquilación HF Alkylation, en especial las que sólo procesan butilenos, tienen unidades anteriores de isomerización, donde se isomeriza el 1 -buteno a 2-buteno.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 68/489
TECNOLOGÍA DE ALQUILACIÓN UOP CON HF 1.35
La ecuación (1.4.13) es un ejemplo de los muchos pasos posibles que intervienen en la isomeriza-ción de los iones carbenio mayores.
Otras reacciones. La reacción de polimerización [ecuación (1.4.14), que se muestra en la figura1.4.2d] da como resultado la producción de parafinas más pesadas, que son perjudiciales porque redu-cen el octano del alquilado y aumentan su punto de transición. Se logra reducir el efecto de esta
reacción con una selección adecuada de condiciones de reacción.Los cationes de polímero de mayor peso molecular son susceptibles de reacciones de desintegración
y dismutación [ecuación (1.4.15)] que forman fragmentos de diversos, pero menores, pesos molecula-res. Estos fragmentos pueden participar en una alquilación posterior.
FIGURA 1.4.1 Reacciones de alquilación primaria con HF para monoolefinas.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 69/489
1.36 ALQUILACIÓN Y POLIMERIZACIÓN
TABLA 1.4.1 Composiciones de alquilado obtenidocon olefinas puras
Olefina
Componente, % en peso C3H6 iC4H8 C4H8-2 C4H8-l
C5 isopentano 1.0 0.5 0.3 1.0C6s::
Dimetilbutanos 0.3 0.8 0.7 0.8Metilpentanos — 0.2 0.2 0.3
C7s:2,3-Dimetilpentano 29.5 2.0 1.5 1.22,4-Dimetilpentano 14.3 — — —Metilhexanos — — — —
C8s:2,2,4-Trimetilpentano 36.3 66.2 48.6 38.52,2,3-Trimetilpentano — — 1.9 0.92,3,4-Trimetilpentano 7.5 12.8 22.2 19.12,3,3-Trimetilpentano 4 7.1 12.9 9.7Dimetilhexanos 3.2 3.4 6.9 22.1
Productos con C9 + 3.7 5.3 4.1 5.7
FIGURA 1.4.2 a Mecanismo de reacción de alquilación con HF - reacciones de iniciación.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 70/489
TECNOLOGÍA DE ALQU1LACIÓN UOP CON HF 1.37
FIGURA 1.4.2c Mecanismo de reacción de alquilación con HF - isomerización.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 71/489
1.38 ALQUILACIÓN Y POLIMERIZACIÓN
Transferencia de hidrógeno. La reacción de transferencia de hidrógeno es más pronunciada conalimentación de propileno. La reacción también se efectúa a través del mecanismo de ion carbenio.En la primera reacción [ecuación (1.4.16)] el propileno reacciona con isobutano para producir butileno y propano. A continuación, se alquila el butileno con isobutano [ecuación (1.4.17)] paraformar trimetilpentano. La reacción global se ve en la ecuación (1.4.18). Desde el punto de vistadel octano, esta reacción global es benéfica, porque el trimetilpentano tiene un octano mayor que eldimetilpentano que se forma normalmente a partir del propileno. Sin embarg Trimetilpentano o, serequieren dos moléculas de isobutano por cada molécula de alquilado, por lo que esta reacción puedeser perjudicial desde el punto de vista económico.
DESCRIPCIÓN DEL PROCESO
La alquilación de definas con isobutano es compleja, pues se caracteriza por reacciones simples de adi-ción y también por numerosas reacciones secundarias. Los productos principales de la reacción son las parafinas isómeras que contienen átomos de carbono, que son la suma de isobutano y la olefina corres- pondiente. Sin embargo, las reacciones secundarias, como transferencia de hidrógeno, polimerización,
FIGURA \A.2d Mecanismo de reacción de alquilación con HF - otras reacciones.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 72/489
TECNOLOGÍA DE ALQUILACIÓN UOP CON HF 1.39
isomerización y alquilación desintegración también se presentan y causan la formación de productossecundarios, más ligeros y más pesados que los productos primarios.
Los factores que favorecen los mecanismos de reacción primaria y secundaria son diferentes, aligual que la respuesta de cada uno a los cambios de condiciones de operación u opciones de diseño. No todas las reacciones secundarias son perjudiciales; por ejemplo, la formación de isooctano a partirde propileno o de amilenos. En un sistema diseñado y operado idealmente, deben predominar las reac-ciones primarias, pero no con la exclusión total de las secundarias. Para el proceso HF Alkylation, lacombinación óptima de economía de la planta, rendimiento y calidad del producto se alcanzan con elsistema de reacción funcionando a la temperatura del agua de enfriamiento y un exceso de isoparafina,y con alimentación libre de contaminantes, así como un contacto vigoroso e íntimo entre el ácido y elhidrocarburo.
Para minimizar el consumo de ácido y asegurar una buena calidad de alquilado, la alimentación ala unidad de alquilación debe ser anhidra y de bajo contenido de azufre. En el caso normal, se incluye
un sistema simple de secado en desecador, en el paquete de diseño de la unidad. El tratamiento de laalimentación en una unidad UOP Merox* para eliminar mercaptanos puede ser un anexo económico dela unidad de alquilación, para las aplicaciones en que la olefina alimentada provenga de desintegracióncatalítica o de otras operaciones en las que se procesen corrientes con contenido apreciable de azufre.En las figuras 1.4.3 y 1.4.4 se muestran esquemas de flujo simplificados de una unidad típica de HFAlkylation con C4 y otra con C3-C4.
La alimentación de olefinas, tratada y anhidra, se carga junto con isobutano recirculado y de repo-sición (cuando sea el caso) a la sección del reactor en la planta. La alimentación combinada entra a laenvolvente de un reactor e intercambiador de calor a través de varias boquillas colocadas para manteneruna temperatura uniforme en todo el reactor. El calor de reacción se elimina por intercambio con ungran volumen de enfriador que pasa por los tubos y que tiene baja elevación de temperatura. Si se usa
agua de enfriamiento, queda disponible para otros usos en la unidad. El efluente del reactor entra alsedimentador y el ácido sedimentado regresa al reactor.La fase de hidrocarburo, que contiene HF disuelto, sale del sedimentador y se precalienta y carga
al agotador de isómero. La alimentación de butano saturado (cuando sea el caso) también se carga alagotador de isómero. El producto alquilado se obtiene del fondo de la columna. Todo butano normal quehaya entrado a la unidad se retira como salida lateral. También se recupera el isobutano no reacciona-dopor una salida lateral y se recircula al reactor.
La salida de vapor del agotador de isómero consiste principalmente de isobutano, propano y HF. Secarga una corriente de arrastre y se alimenta al separador de HF, para eliminar el ácido. El vapor delseparador de HF se regresa al domo del agotador de isómero para recuperar el ácido y el isobutano. Una parte de una fracción de los fondos del separador de HF se usa como material de lavado. Los fondos
no contienen flúor, y se cargan a la sección de concentración de gas (separador C 3-C4) para evitar unaacumulación de propano en la unidad de alquilación con HF.La unidad HF Alkylation requiere un despropanador cuando procesa olefinas C3-C4, y se puede
necesitar con alimentaciones de olefina C4 si la cantidad de propano que entra a la unidad es demasiadogrande para ser eliminada económicamente, como se dijo antes. La corriente de arrastre de vapores delagotador de isómero se carga al despropanador. Los vapores del despropanador interno se mandan alseparador de HF, para retirar el HF del propano de alta pureza. Una fracción de los fondos del despro- panador se usa como material de lavado y el resto se regresa al reactor de alquilación. Los vapores desalida del separador de HF se regresan al sistema de vapores del despropanador. Del fondo del separa-dor de HF se retira propano de alta pureza, pasa por un paso de desfluoración y se manda después alalmacén.
Se regenera internamente una pequeña purga de HF circulante para mantener en el nivel adecuadola pureza del ácido. Con esta técnica se reduce el consumo general de reactivos.
*Marca comercial y/o marca de servicio de UOP.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 73/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 74/489
F I G U R A
1 . 4 . 4
P r o c e s o d e a l
q u i l a c i ó n d e C 3 - C 4 H F A l k y l a t i o n d e U O P .

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 75/489
1.42 ALQUILACIÓN Y POLIMERIZACIÓN
También se incluye una columna regeneradora de ácido, para arranques después de cambios o encaso de sobrecarga de una unidad o de contaminación de la alimentación.
Cuando se usa propano o butano normal de la unidad HF en forma de gas licuado de petróleo (GLP),se recomienda desñuorarlo, por la posible descomposición de los fluoruros durante la combustión y lacorrosión potencial de los quemadores que resulte. También se requiere desfluorar cuando se va a enviar butano a una unidad de isomerización. Después de la desfluoración, el propano y butano producidos setratan con hidróxido de potasio (KOH) para eliminar todo HF que pudiera pasar a causa de una malaoperación de la unidad.
La unidad de alquilación se construye casi por completo con acero al carbón, aunque se usa algo deMonel, para la mayoría de las partes móviles y en unas pocas ocasiones más. Se incluyen en el diseñode la planta equipo auxiliar de neutralización y lavado, para asegurar que todos los materiales que sal-gan de la unidad durante operaciones tanto normales como de emergencia estén libres de ácido.
INGENIERÍA DE DISEÑO
Los sistemas de reactor y destilación que usa UOP han evolucionado al paso de muchos años de eva-luación en planta piloto, desarrollo técnico y operación comercial. El diseño general de la planta ha progresado pasando por diversas variaciones y ha derivado en los conceptos actuales de la tecnologíade alquilación.
Sección del reactor
En el diseño del reactor los factores que siguen requieren atención especial:
• Eliminación del calor de reacción.
• Generación de máximo contacto de ácido: mezclado y relación ácido/hidrocarburo.
• Composición del ácido.
• Introducción de la alimentación de olefina.
El control adecuado de estos factores aumenta la calidad y el rendimiento del producto alquilado. La selección de determinada configuración del sistema de reacción requiere una cuidadosa consi-
deración de los objetivos de producción del refinador y de la economía. El sistema de reacción UOPoptimiza las condiciones de procesamiento introduciendo la alimentación de olefina con distribuidoresespeciales para proporcionar el contacto que se desea con la fase continua de ácido. Las reacciones perju-
diciales se minimizan eliminado continuamente el calor de reacción en la misma zona de reacción. Estaeliminación de calor en la zona de reacción es benéfica, porque se reducen las temperaturas máximasde reacción y se usa el abastecimiento disponible de agua de enfriamiento.
Secciones de regeneración de ácido
La técnica de regeneración interna de ácido elimina virtualmente la necesidad de un regenerador deácido y, como resultado, se reduce mucho el consumo de ácido. Se conserva el regenerador de ácido enel diseño de UOP sólo para arranques o durante periodos cuando la alimentación tenga concentracio-nes anormalmente altas de contaminantes, como azufre y agua. Para la mayor parte de las unidades, el
regenerador de ácido no está en servicio durante la operación normal. Cuando el regenerador de ácido está en servicio, se le carga una sangría de la línea de circulacióndel sedimentador que se refluja en el plato superior con isobutano.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 76/489
TECNOLOGÍA DE ALQUILACIÓN UOP CON HF 1.43
La fuente de calor al fondo del regenerador, en una unidad de alquilación para C3-C4, es butano sobre-calentado procedente de vapores de salidas laterales del despropanador. Para una unidad de alquilación
de C4, el medio de arrastre de ácido al regenerador es vapor lateral de los fondos del separador de HF.El HF regenerado se combina con el vapor de salida del agotador de isómero y se manda al enfriador.
Sección de neutralización
UOP ha diseñado la sección de neutralización tratando de reducir al mínimo la cantidad de efluentes,como materiales perjudiciales y subproductos indeseables. La descarga de vapores ácidos al sistemanormal de alivio de gases no es práctica, por los problemas de corrosión y olores, así como por otrosaspectos ambientales y de seguridad. El sistema está formado por el lavador de gas de alivio, tanque demezcla de KOH, bombas de circulación y un tanque de regeneración de KOH.
Todas las descargas de ácido y de las válvulas de alivio se conducen por tubería a esta sección dealivio. Los gases suben por el lavador y se ponen en contacto con una solución circulante de KOH para neutralizar el HF. Después de neutralizar el ácido, se pueden descargar con seguridad los gases alsistema de quemadores de la refinería.
El KOH se regenera periódicamente en el tanque de regeneración de KOH, usando cal para formarfluoruro de calcio (CAF2) y KOH. El CaF2 se asienta en el fondo del tanque y se manda al depósitode neutralización, donde se tratan agua acida de las descargas acidas y pequeñas cantidades de ácido de losdrenajes de proceso. Se usa cal para convertir los fluoruros en fluoruro de calcio, antes de descargarefluente al sistema de alcantarillado de la refinería.
Sistema de destilación
Las secciones de destilación y recuperación en las unidades HF Alkylation también han evolucionadoen forma considerable. El agotador de isómero moderno recupera isobutano de pureza relativamentealta como corriente lateral que se manda al reactor. Esta recirculación es virtualmente libre de ácido ycon ello se reducen las reacciones secundarias con la alimentación de olefina antes de entrar al reactor.Con una pequeña sección de rectificación sobre el isoseparador moderno se consigue una separaciónmás eficiente del propano.
Aunque una sola torre de alta presión puede efectuar las funciones combinadas de agotador deisómero y despropanador, el diseño actual de UOP incorpora dos torres (agotador de isómero y despro- panador) por las siguientes razones:
• Cada torre puede funcionar a su presión óptima. En forma específica, en el agotador de isómero de
este diseño de dos torres aumenta la volatilidad relativa entre los productos y se reduce la cantidad de platos necesarios para una operación dada, además de mejorar la separación entre las fracciones.
• Este sistema tiene una flexibilidad considerablemente mayor. Se convierte con facilidad a una operación para butileno, únicamente porque se puede usar el despropanador para separar C3 y C4. Eldiseño con dos torres permite usar entradas laterales a la columna del agotador de isómero, en casonecesario, para cargar isobutano de reposición con baja pureza. Este diseño permite también producir alquilado de menor presión de vapor y una salida lateral de nC4 de alta pureza para isomerizar omezclar, y tiene la capacidad de producir una separación nítida de productos secundarios.
• El diseño con dos torres permite tener un considerable aumento de capacidad con bajo incremento enel costo, por la adición de precalentamiento de alimentación y vaporizador lateral.
• El octano del alquilado aumenta al disminuir la temperatura de reacción. En climas fríos, la unidad
puede trabajar con menores relaciones de isobutano a olefina para obtener un octano dado en el producto, ya que la relación está fijada por las necesidades del producto y no por las del fraccionamiento.La reducción proporcional de los servicios baja los costos de operación.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 77/489
1.44 ALQUILACIÓN Y POLIMERIZACIÓN
• Debido a la baja presión del agotador de isómero en sistemas con dos torres, este arreglo permite usarvapor para calentar la columna del agotador de isómero, en lugar de un calentador de fuego directo,
que es necesario en un sistema con una sola torre. En la mayoría de los casos, un hervidor es muyconveniente, aun para retirar una corriente lateral. Al usar un hervidor con vapor se puede gozar deuna considerable ventaja cuando así lo indiquen los balances de los servicios en la refinería y tambiénrepresenta un ahorro considerable en costo de inversión.
• El sistema con dos torres ha demostrado su eficiencia en una gran cantidad de unidades en operación,y su flexibilidad también se ha demostrado en numerosos reacondicionamientos para aumentar lacapacidad de las unidades existentes.
• Asimismo, el sistema de dos torres requiere menos superficie del condensador de salida, que disminuye la inversión necesaria para el intercambio de calor.
• Se tiene disponible isobutano limpio para lavado, mientras que en la operación con una columna
sólo hay disponible lavado con alquilado. Esta corriente de isobutano limpio también se encuentradisponible para almacenamiento y ahorra tiempo durante arranques y paros.
• Aunque se requiere menos equipo con la torre única, la gran cantidad de platos y el diseño para alta presión requieren usar más toneladas de material y el resultado es un costo total algo mayor que conel sistema de dos torres.
• La columna regeneradora no contiene un sistema costoso para vapores de salida y la técnica de regeneración interna de HF da como resultado un óptimo consumo de ácido.
• Debido a que en la mayor parte del agua de enfriamiento se puede trabajar con un diferencial grandede temperaturas, las necesidades de agua de enfriamiento sólo son las dos terceras partes con el sistema de dos torres que con el sistema de una torre.
INFORMACIÓN COMERCIAL
Los rendimientos comerciales típicos y las propiedades de productos para diferente alimentación deolefina a la unidad de HF Alkylation se observan en las tablas 1.4.2 y 1.4.3. La tabla 1.4.4 contiene laclasificación detallada de costos de inversión y de producción para una unidad con bombeo de ácidosedimentado, basada en una alimentación con olefina típica de C4.
CONSIDERACIONES AMBIENTALES
El objetivo de la operación de una unidad de HF Alkylation es obtener una mezcla de alto octano paracombustible de motor, por la reacción de isobutano con olefinas en presencia de HF. En el proceso HFAlkylation de UOP se han desarrollado normas de ingeniería y diseño, que se han mejorado al paso demuchos años para obtener un proceso que opere con eficiencia y economía. Este desarrollo continuo del proceso constituye la razón principal de la excelente calidad del producto, bajo consumo de catalizadorácido y subproductos extraños mínimos, obtenidos con el proceso HF Alkylation de UOP.
TABLA 1.4.2 Rendimientos de HF Alkylation
Olefinas Volumen requerido de Volumen de alquilado
alimentadas iC4/volumen de olefina producido/volumen de olefina C3-C4 1.28 1.78
Mezcla C4 1.15 1.77

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 78/489
TECNOLOGÍA DE ALQUILACIÓN UOP CON HF 1.45
TABLA 1.4.3 Propiedades del producto de alquilación con HF
Alimentación de Alimentación Propiedad propileno-butileno butileno Gravedad específica 0.693 0.697 Temperatura de destilación, °C (°F):
temperatura inicial de ebullición 41(105) 41(105) 10% 71 (160) 76 (169) 30% 93 (200) 100 (212) 50% 99 (210) 104 (220) 70% 104 (219) 107 (225) 90% 122 (250) 125 (255) temperatura final de ebullición 192 (378) 196 (385)
Octano: Investigación 93.3 95.5 Motor 91.7 93.5
Nota: RONC = octano de investigación, (de research octane number, clear); MONC =octano de motor (de motor octane number, clear).
TABLA 1.4.4 Resumen de costos de inversión y de producción*
Costo de operación $/corriente día $/TM de alquilado $/bl de alquilado
Mano de obra 1,587 0.016 0.176 Servicios 6,609 0.066 0.734 Consumo de reactivos, margen para 5,639 0.056 0.627
laboratorio, mantenimiento, impuestos y seguros
Costos totales directos de operación 13,835 0.138 1.537 Inversión, planta instalada, primer trimestre de 2002 $27,800,000
*Base: 348,120 toneladas métricas por año (9000 barriles por corriente-día) C5 + alquilado. Nota:TM = tonelada métrica.
Como en todo proceso, se presentan ciertas ineficiencias menores como tiempos de mala operacióny periodos de sobrecarga de unidad. En estas situaciones la unidad puede descargar ciertos materialesindeseables que pueden ser contaminantes si no se emprenden acciones en las áreas de administración
de efluentes y de tratamiento de productos para neutralizar estos subproductos.En una unidad bien operada de HF Alkylation, la cantidad de efluente adicional, como materialesdañinos o subproductos perjudiciales, es mínima, y con el cuidado adecuado, esas pequeñas corrientesse pueden administrar con seguridad y en forma adecuada. La naturaleza potencialmente dañina de lascorrientes producidas en este proceso, así como los riesgos inherentes al HF, han dado como resultadoel desarrollo de procedimientos de manipulación de efluentes y de seguridad que son exclusivos del pro-ceso UOP de HF Alkylation. En las siguientes secciones se describirán brevemente esos procedimientosy cómo se manipulan en forma segura estas corrientes para evitar contaminación ambiental. Las refine-rías deben evaluar y apegarse a todos los reglamentos pertinentes de uso y movimiento de efluentes. Enla figura 1.4.5 se muestra una vista general del concepto de administración de efluentes.
NEUTRALIZACIÓN DE EFLUENTES
En los sistemas de tratamiento de efluentes de la unidad de alquilación, todo HF no neutralizado saldráfinalmente del sistema en forma de fluoruro de metal alcalino. Debido a su solubilidad extremadamente

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 79/489
FIGURA 1.4.5 Tratamiento de efluentes del proceso HF Alkylation, de UOP.
baja en agua, el CaF2 es el producto final que se desea. El efluente que contiene HF se puede tratar conuna solución o suspensión de cal [CaO-Ca(OH)2], o bien se puede neutralizar de manera indirecta enun sistema de KOH para obtener el producto final CaF2 que se desea.
El sistema de neutralización con KOH que se usa en la actualidad en una unidad diseñada por UOPcomprende un proceso de dos etapas. Cuando se neutraliza el HF con KOH acuosa, se produce fluorurode potasio (KF) soluble y el KOH se agota gradualmente. En forma periódica se retira algo de la soluciónneutralizadora que contiene KF y se envía al regenerador de KOH. En este recipiente el KF reacciona conel lodo de cal para producir CaF2 insoluble y con ello se convierte en KF en KOH.
1.46 ALQUILACIÓN Y POLIMERIZACIÓN

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 80/489
TECNOLOGÍA DE ALQUILACIÓN UOP CON HF 1.47
Después, el KOH regenerado se regresa al sistema y el CaF2 sólido se conduce al depósito deneutralización.
Gases efluentes. En la unidad HF Alkylation se usan dos tuberías separadas de ventilación de gases paraconservar la separación de los gases ácidos y no ácidos, hasta que se puedan lavar los gases ácidos yeliminarles el ácido.
Hidrocarburos gaseosos ácidos. Los hidrocarburos gaseosos ácidos se originan en secciones dela unidad donde está presente HF. Estos gases pueden salir durante una sobrecarga de la unidad,durante un paro o durante un periodo de mantenimiento, cuando se eliminan en forma parcial o totalde los recipientes o equipos del proceso. Los gases de descarga ácidos y de las válvulas de alivio de presión con ácido se mandan por tubería a un sistema cerrado, separado, para neutralizar el ácidoque contienen. Los gases sin ácido se conducen, entonces, desde una sección de lavado de ácido, a
los quemadores de corrientes no ácidos de la refinería, donde se eliminan por combustión en formaadecuada.Los gases ácidos se lavan en el sistema de neutralización de ácido y regeneración de álcali, como
se ve en la figura 1.4.6. Este sistema consiste en el lavador de gases de alivio, el tanque de mezcla deKOH, el tambor de separación de líquido, tambor de neutralización, bombas de circulación y un tanquede regeneración de KOH.
Los gases ácidos, que se descargaron o liberaron, pasan primero a un tambor separador de líquido para eliminarles el líquido que arrastren. El líquido de este tambor se bombea al tambor de neutraliza-ción. Los gases ácidos del tambor de separación de líquido pasan de ese tambor a la sección de lavadodel lavador de gases de descarga donde se ponen en contacto a contracorriente con una solución deKOH que elimina el HF. Después de la neutralización del HF, los gases no ácidos se descargan al sis-
tema de quemadores de la refinería.La solución de KOH que se usó para neutralizar los gases ácidos se recircula mediante bombas derecirculación a la parte superior del lavador y desciende para ponerse en contacto con la corriente ascen-dente de gases ácidos y derrama a una bandeja con sello líquido y va al depósito del lavador. Además,se toma una corriente de KOH circulante que se pone en contacto con el gas ácido antes de su entradaal lavador. El KOH circulante elimina el HF mediante la siguiente reacción:
HF + KOH KF + H2O (1.4.19)
Se requiere mantener el pH del álcali circulante, y el porcentaje correcto de KOH y KF para regene-rar el álcali. Esta regeneración de la solución de KOH se hace en forma intermitente, en un recipienteaparte del lavador de gas de alivio. En este tanque de regeneración se mezclan completamente la solu-ción de KOH agotada y cal. La solución de álcali regenerado se bombea de regreso al lavador. El CaF2
y toda la cal no reaccionada se dejan sedimentar y a continuación se mandan a la fosa de neutralización.La regeneración de la solución agotada de KOH se apega a la regla de Berthollet de que la insolubilidaddel CaF2 producido en el agua permite la regeneración completa del hidróxido de potasio de acuerdocon la siguiente ecuación:
2KF + Ca (OH) 2 2KOH + CaF2 (1.4.20)
Hidrocarburos gaseosos no ácidos. Los gases no ácidos se originan en secciones de la unidad dondeno está presente el HF. Estos gases no ácidos procedentes de descargas de proceso y de válvulas dealivio se descargan a su vez en el sistema de quemadores de gases no ácidos de la refinería, donde seeliminan por combustión. El material que se descarga al quemador está formado principalmente porhidrocarburos. Es posible que también haya cantidades pequeñas de gases inertes.
Humos y olores molestos. La única parte de donde estos humos potencialmente molestos se podríanoriginar es la de los depósitos de neutralización de la unidad. Para evitar la descarga de estos gasesolorosos a los alrededores, las fosas de neutralización se cubren herméticamente y se equipan conun lavador de gases para eliminar todos los gases molestos. El lavador de gases usa agua o carbón

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 81/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 82/489
TECNOLOGÍA DE ALQUILACIÓN UOP CON HF 1.49
activado como agente lavador. Sin embargo, en el sistema de neutralización antes mencionado, enesencia no existen olores de la fosa porque la principal fuente de esos olores (fondos del regenerador
de ácido) se manipula por separado en recipientes cerrados.
Efluentes líquidos. La unidad de HF Alkylation está provista de dos sistemas separados de drenaje para asegurar la segregación de las corrientes no acidas de las que posiblemente contengan ácido.
Aguas ácidos. Toda corriente acuosa que potencialmente contenga HF (escurrimientos pluvialesen el área de ácido, y agua de lavado), hidrocarburos pesados y quizá medios de neutralizaciónagotados, se dirigen por el sistema de drenaje de ácido a fosas de neutralización, para neutralizar todomaterial ácido. En las fosas se usa cal para convertir los fluoruros solubles que llegan en CaF2.
Las fosas de neutralización consisten en dos cámaras separadas (figura 1.4.7). Una se encuentrallena mientras la otra se vacía. En este diseño de fosas de neutralización paralelas, una tiene abierto eltubo de entrada y cerrado el de salida. Corrió sólo unos cuantos drenajes superficiales se conducen alas fosas de neutralización, en el caso normal el flujo de entrada es pequeño o nulo, excepto cuando seestán vaciando equipos con ácido. En forma regular, el operador mide el pH y, si es necesario, mezclael lodo de cal en el fondo de la fosa.
Después de que se llena la primera fosa, se cierra su tubo de entrada y se abre la entrada de la segundafosa; entonces, se agrega cal a esta última. La primera fosa se mezcla y se comprueba con papel pHdespués de un periodo de agitación; si el resultado es ácido, se agrega más cal del almacén de cal, hastaque la fosa es básica de nuevo. Luego de sedimentarlo, se drena el efluente de la primera fosa.
Aguas no acidas. Los drenajes no ácidos se dirigen al sistema de tratamiento de agua de larefinería, o a los separadores API.
FIGURA 1.4.7 Fosa de neutralización.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 83/489
1.50 ALQUILACIÓN Y POLIMERIZACIÓN
Efluentes líquidos del proceso (hidrocarburos y ácido). Los efluentes de hidrocarburo y ácidose originan en algunas reacciones secundarias de menor importancia en el proceso y en todo
contaminante en la alimentación que entra a la unidad. Los productos perjudiciales formados de estamanera terminan por ser eliminados de la unidad de alquilación, en la columna de regeneración deácido como una corriente de fondos.
Los fondos de la columna de regeneración consisten principalmente de dos tipos de mezclas. Una esuna fase acuosa acida, que se produce cuando entra agua a la unidad en las corrientes de alimentación.La otra mezcla es una pequeña cantidad de polímeros que se forma durante ciertas reacciones secunda-rias indeseables en el proceso. La figura 1.4.8 presenta el circuito de regeneración de HF.
El primer paso para desechar estos materiales es dirigir los fondos del regenerador al tambor acu-mulador de polímero, donde se separan las dos mezclas. La mezcla de ácido-agua forma un azeótropoo mezcla con temperatura de ebullición constante (MTEC), que se dirige al tambor de neutralización(figura 1.4.8) para neutralizar el HF. El ácido en esta MTEC termina como CaF2 insoluble (como se des-
cribió antes). El polímero que queda en el acumulador de polímero se transfiere entonces al neutraliza-dor de residuo, donde se elimina el HF. El polímero tiene propiedades excelentes de aceite combustible,y se puede eliminar por quemado, siempre que los reglamentos vigentes lo permitan. Sin embargo, amediados de la década de 1980 la tecnología y técnicas especiales de operación, como la regeneracióninterna del ácido, eliminaron virtualmente esta corriente efluente en muchas unidades.
Efluentes sólidos
Sólidos de ¡afosa de neutralización. Estos sólidos están formados principalmente por CaF2 y cal sinreaccionar. Como se dijo antes, todos los líquidos con contenido de HF que se dirigen a las fosas deneutralización se liberan de todo fluoruro soluble, al convertirlo en CaF2. La eliminación de este materialsólido se hace en forma intermitente. Se usa en el caso normal un camión con vacío para transferir
FIGURA 1.4.8 Circuito de regeneración de HF.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 84/489
TECNOLOGÍA DE ALQUILACIÓN UOP CON HF 1.51
el lodo de fluoruro y cal de la fosa. Este lodo se desecha en forma tradicional a un relleno, después deanalizarlo para asegurar que tenga las propiedades adecuadas.
Otra ruta potencial para disponer del lodo es ofrecerlo a una empresa acerera, donde puede usarseel CaF2 como fundente neutro, para bajar la temperatura de fusión de la escoria y mejorar su fluidez.Posiblemente el CaF2 se proporciona de regreso a un fabricante de HF porque el paso principal en el proceso de manufactura es la reacción de ácido sulfúrico con (CaF2) para producir fluoruro de hidró-geno y sulfato de calcio.
Sólidos del tratamiento del producto. Los sólidos de tratamiento del producto se originan cuan-do el GLP producido se desfluora sobre alúmina activada. Al paso del tiempo, la alúmina pierde sucapacidad de eliminar el flúor de las corrientes de GLP producto. En ese momento, se considera que laalúmina está agotada y se cambia por alúmina fresca. La alúmina agotada debe eliminarse de acuerdocon los reglamentos vigentes, o mandarse al proveedor de alúmina para su recuperación.
Sólidos diversos. Los materiales porosos, como trapos de limpieza, madera, forros y empaqueta-
duras de tubos, que tuvieron contacto con HF, se colocan en latas de disposición especiales para su eli-minación y se queman periódicamente. Estos sólidos se originan durante el funcionamiento normal dela unidad o durante un periodo de mantenimiento. Se utilizan al mínimo plataformas de madera y usosde la madera. Las plataformas de metal deben neutralizarse antes de transportarse del área de ácido.
MITIGACIÓN DE LAS DESCARGAS DE HF: EL PROCESO ALKAD CHEVRON TEXACO Y UOP
La creciente preocupación ambiental y del público por la seguridad, desde mediados de la década de1980, impulsó la percepción de los riesgos asociados con muchas sustancias industriales, incluyendo
el ácido fluorhídrico. Los refinadores respondieron a estas preocupaciones instalando sistemas de miti-gación diseñados para reducir al máximo las consecuencias de descargas accidentales. ChevronTexacoy UOP desarrollaron la tecnología Alkad* para reducir los riesgos potenciales del HF y trabajar enconjunto con otras tecnologías de mitigación.
Riesgos y mitigación con HF
Aunque la alquilación con HF claramente fue líder en el mercado de alquilación de combustible paramotores a mediados de la década de 1980, las preocupaciones crecientes sobre la seguridad del públicoy del ambiente hicieron que productores y usuarios de HF reevaluaran la forma en que se manipulabael HF y cómo responder a descargas accidentales. En 1986, Amoco y el Laboratorio Nacional Lawrence
Livermore efectuaron pruebas de descarga de HF a la atmósfera en la instalación de CombustiblesGaseosos Licuados del Departamento de Energía, en Nevada. En estas pruebas se vio que el HF puedeformar una nube densa y fría de aerosol que no se disipa rápidamente y permanece más densa que elaire. En 1988 se hizo otra serie de pruebas, las pruebas Hawk, para determinar el efecto de aspersiónde agua sobre una nube de aerosol de HF. En ellas se vio que con una relación de agua/HF de 10/1en volumen, se reduce 90 por ciento el HF atmosférico.2 El resultado de estas investigaciones fue quemuchos refinadores han instalado, o planean instalar, sistemas de aspersión de agua en sus unidades dealquilación de HF para responder a descargas accidentales de HF.
Otra tecnología de mitigación que instalaron los refinadores comprende la reducción del inventariode ácido, sistemas de detección de HF, válvulas de seccionamiento y sistemas rápidos de transferencia
*Marca comercial y/o marca de servicio de UOP.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 85/489
1.52 ALQUILACIÓN Y POLIMERIZACIÓN
de ácido. Estos sistemas de mitigación se pueden considerar externos y de respuesta defensiva porquedependen de una reacción externa (por ejemplo, rociar agua) a una fuga detectada.
ChevronTexaco y UOP optaron por desarrollar un sistema que respondiera antes de la detección dela fuga. Ese sistema se puede describir como interno y de resistencia pasiva porque es inmediatamenteefectivo en el caso de que haya una fuga. En 1991, ChevronTexaco y UOP trabajaron juntos para desa-rrollar un aditivo que redujera el riesgo asociado con el proceso de alquilación con HF y que de inme-diato eliminara el aerosol de HF en caso de una fuga, pero que en las demás situaciones no interfirieracon el funcionamiento normal de la unidad de HF.
Reducción del aerosol
ChevronTexaco examinó una gran cantidad de aditivos para reducir el aerosol, en sus instalaciones deinvestigación y desarrollo de Port Arthur, Texas. Los materiales más prometedores que redujeron bas-tante el aerosol y sin perjudicar la operación de la planta de alquilación se probaron en una cámara dedesprendimientos a gran escala en Oklahoma.3
Las pruebas de descarga con aditivo demostraron la reducción potencial del HF en la atmósfera, condiversas concentraciones de aditivo. Esta reducción fue determinada con base en el peso del materialrecolectado en relación con el material desprendido. La reducción de aerosol que se alcanzó se muestraen la figura 1.4.9. Como se ve, son posibles reducciones de HF en atmósfera hasta de 80 por ciento,dependiendo de la concentración del aditivo a la que pueda operar el refinador. El empleo de la tecno-logía Alkad junto con aspersiones de agua puede dar como resultado una reducción de 95 por ciento enel ácido fluorhídrico en la atmósfera.
Desarrollo del proceso ChevronTexaco y UOP efectuaron pruebas con el aditivo mejor en la más antigua de dos unidades dealquilación en la primera refinería Texaco en El Dorado, Kansas, en 1992. Durante la prueba, la unidadde alquilación trabajó bien, sin cambios atribuibles a la presencia del aditivo en el ácido. Después deeste exitoso ensayo, UOP diseñó instalaciones para recuperar el complejo de ácido y aditivo, de losfondos del regenerador de ácido, y reciclar este material a la sección del reactor.
FIGURA 1.4.9 Resultados de reducción de aerosol.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 86/489
TECNOLOGÍA DE ALQUILACIÓN UOP CON HF 1.53
Se ha seguido optimizando el proceso de recuperación, después de las operaciones de 1994 a 1998.La adición del proceso de recuperación a una unidad o diseño de alquilación con HF requiere en gene-
ral una nueva columna, separador y el equipo relacionado. La columna regeneradora de HF se sigueusando para eliminar agua y polímero ligero del proceso. En la figura 1.4.10 se muestra un esquemasimplificado de flujo.
Se envía una purga de ácido circulante a la columna de separación de aditivo. El separador de aditivomanda vapores de ácido, agua y aceites ligeros solubles en ácido al regenerador de ácido. Los aceites pesados solubles en ácido y el complejo concentrado de HF-aditivo se envían al separador de fondosdel separador de aditivo. De este separador, el polímero se manda a neutralización, y el complejo deHF-aditivo se recircula a la sección del reactor. El regenerador de ácido elimina el agua y los aceitesligeros solubles en ácido de la corriente de vapores del separador de aditivo. El agua está en forma deuna mezcla con temperatura de ebullición constante con HF.
Experiencia comercial
Después de terminar la construcción de la sección modular de recuperación de aditivo, Texaco comenzóa operar con la tecnología Alkad en septiembre de 1994. La observación inmediata al ser introducidoel aditivo fue un aumento en el octano del producto y una reducción de la temperatura final de ebulli-sión del alquilado. El octano de investigación fue 1.5 o más, mayor que en la operación de referencia(figura 1.4.11). Una comparación de las operaciones con y sin aditivo aparece en la tabla 1.4.5, en laque se analizan dos muestras de alquilado procedentes de condiciones de operación equivalentes. Unanálisis de los componentes del alquilado indica que el mayor octano se debe en parte a un octanoapreciablemente mayor en la fracción de Cg+. La mayor ramificación de parafinas en las fracciones C7
también contribuye al aumento de octano. Como se ve en la figura 1.4.12, los datos iniciales indicaronque la temperatura de destilación de 90% de alquilado disminuyó de 14 a 19 °C (25 a 35 °F), y quela temperatura final de ebullición bajó entre 17 y 22 CC (30 a 40 °F). Ya que los reglamentos para lagasolina cambian, este mejoramiento en la destilación puede permitir a los refinadores introducir másmaterial de otras fuentes y seguir cumpliendo con las normatividad en sus áreas, así como aumentarefectivamente el volumen de la gasolina comercial. Texaco instaló este sistema de recuperación deaditivo invirtiendo unos $7 millones de dólares.
HF al reactor o la sección' de fraccionamiento
Columna separadora de aditivo
Aceites ligerossolubles en ácido
yCBM a
neutralización
FIGURA 1.4.10 Proceso UOP de recuperación de aditivo.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 87/489
1.54 ALQUILACIÓN Y POLIMERIZACIÓN
TABLA 1.4.5 Comparación de composiciones de alquilado
Sin aditivo Con aditivo
Octano de investigación del alquilado (medido) 90.8 92.2Composición, % vol.
C6 2.84 3.58
C7 14.15 19.06 Cg 45.24 44.35 C9+ 17.49 16.28
C9 + octano de investigación calculado 81.6 89.5 Dimetilbutano/metilpentano 1.7 2.5 Dimetilpentano/metilhexano 51.0 77.1
Nota: % vol. = porcentaje de volumen del líquido.
FIGURA 1.4.11 Octanaje del alquilado.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 88/489
TECNOLOGÍA DE ALQUILACIÓN UOP CON HF 1.55
El proceso Alkad reduce mucho los riesgos asociados con una descarga accidental de HF y minimi-za las posteriores inversiones por parte del refinador en tecnología de mitigación para alquilación de
combustible para motores.
REFERENCIAS
1. J. Scheckler y H. U. Hammershaimb, "UOP Alkylation Technology into the 21 st Century," presentado en lasConferencias de Tecnología UOP de Refinación, 1995.
2. K. W. Schatz y R. P. Koopman, "Effectiveness of Water Spray Mitigation Systems for Accidental Releases of Hydrogen
Fluoride", informe resumen, y volúmenes I-X, NTIS, Springfield, Va., 1989.
3. K. R. Komey, III, L. K. Gilmer, G. P. Partridge y D. W. Johnson, "Aerosol Reduction from Episodic Releases of Anhydrous HFAcid by Modifying the Acid Catalyst with Liquid Onium Poly (Hydrogen Fluorides)", Reunión Nacionaldel AICheE, verano de 1993, 16 de agosto de 1993.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 89/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 90/489
CAPÍTULO 1.5
PRODUCCIÓN DE ALQUILBENCENO
LINEAL (ABL)
Andrea Bozzano UOP Des Plaines,
Illinois
INTRODUCCIÓN
La industria de detergentes se originó a fines de la década de 1940, con el advenimiento de los alquil-
bencensulfonatos de sodio, cuyas características detergentes eran mucho mejores que las de los jabonesnaturales. Los jabones naturales son sales de sodio de ácidos grasos, que se obtienen por saponificaciónalcalina de triglicéridos naturales, procedentes de fuentes vegetales o animales. Los primeros alquil- bencensulfonatos (ABS) fueron en esencia dodecilbencensulfonato de sodio (DDBS) que tambiénse llaman alquilbencen sulfonatos ramificados (ABSR) obtenidos por alquilación Friedel-Crafts del benceno con tetrámero de propileno, una mezcla de definas C12. Entonces, los docecilbencenos (DDB)se sulfonan con oleum o trióxido de azufre (SO3) y se neutralizan con hidróxido de sodio o carbonatode sodio.
Debido a su menor costo y gran eficiencia en una amplia gama de formulaciones de detergente, losDDBS desplazaron rápidamente a los jabones naturales en lavandería doméstica y en aplicaciones delavado de vajillas. Sin embargo, aunque son excelentes desde el punto de vista de su funcionamiento,
los ABSR tenían bajas velocidades de biodegradamiento en el ambiente y a principios de la década de1960 comenzaron a sustituirse por alquilbencensulfonatos lineales (ABSL). Las cadenas lineales dealquilo se degradan con velocidades comparables a las que se observan en la biodegradación de los jabones naturales y otros productos detergentes naturales y semisintéticos.
El uso de DDBS nunca se ha prohibido formalmente en Estados Unidos, pero para fines de la décadade 1960 se descontinuó su uso en esta nación, Japón y varios países europeos. A fines de la década de1970, el uso de ABSL se volvió más generalizado y se agregaron nuevas instalaciones en los países endesarrollo. En la actualidad, el ABSL forma casi toda la producción mundial de alquilbencensulfona-tos. La demanda de alquilbenceno lineal ABL aumentó desde 1.0 millones de toneladas métricas poraño en 1980 hasta aproximadamente 1.7 millones en 1990. La demanda de ABL es, aproximadamente2.5 millones de toneladas métricas por año y crece a una tasa anual de 3.5 % ciento hasta 2002. La
capacidad mundial de producción de ABL era aproximadamente 2.8 millones de toneladas métricasanuales en 2002.
1.57

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 91/489
1.58 ALQUILACIÓN Y POLIMERIZACIÓN
ANTECEDENTES TECNOLÓGICOS
Se desarrollaron y usaron varias rutas para la producción de ABL. El primer obstáculo fue la recupe-ración, típicamente a partir de fracciones de querosina o gasóleo, o de parafinas lineales (n-parafinas)en el intervalo de C10 a Cl4. Los primeros intentos de recuperación se basaron en el uso de aductos deurea, que pronto fueron sustituidos por técnicas de separación adsortiva y recuperación, en fase vaporo líquida. En estas técnicas se usaron varios adsorbentes y desorbentes. Las técnicas de separaciónadsortiva basadas en la acción de zeolitas de malla molecular de 5 A dominaron esta industria desdemediados de la década de 1960. Las tecnologías de proceso comerciales típicas para esta separacióncomprenden el proceso Molex* de UOP en fase líquida, con un hidrocarburo desorbente que usa latecnología Sorbex* de UOP, de lecho móvil simulado; el proceso IsoSiv* de UOP (antes de UnionCarbide), que opera en fase vapor, también con hidrocarburo desorbente; el proceso Ensorb de Exxon,que también es en fase gaseosa, pero usa amoniaco como desorbente, o una tecnología similar desarro-
llada en la antigua República Democrática Alemana (Alemania Oriental), llamada Proceso GDR Parex,que también trabaja en fase vapor con amoniaco como desorbente. El proceso GDR Parex no se debeconfundir con el proceso Parex de UOP para recuperación selectiva de p-xileno de alta pureza a partirde corrientes de aromáticos, usando la tecnología Sorbex, de lecho móvil simulado.
Una vez recuperadas las parafinas lineales con suficiente pureza, en general mayor de 98 por ciento,deben alquilarse con benceno para producir ABL. Hasta la fecha, han fallado los intentos de alquilar n-
parafinas con benceno, directamente, y entonces se necesita la activación de las n-parafinas para formarun compuesto intermedio más reactivo para que pueda hacerse la alquilación con benceno.
Durante la década de 1960 aparecieron las siguientes rutas para producir ABL:
• Cloración de n-parafinas para formar principalmente monocloroparafinas. El benceno se alquila conmonocloroparafinas usando como catalizador cloruro de aluminio (A1C13). Un ejemplo de esta ruta
fue el que se desarrolló y comercializó Arco Technology Inc.'• Cloración de n-parafinas seguida por deshidrocloración y alquilación de las olefinas resultantes con
benceno, en el caso típico usando ácido fluorhídrico (HF) como catalizador. El proceso CDC deShell (por cloración/deshidrocloración) es un ejemplo de esos procesos. Este tipo de tecnología seusó comercialmente hasta mediados de los 1980, por Hüls AG en Alemania, entre otros.
• Alquilación de a//a-olefinas lineales con benceno, usando también un catalizador de HF. AOL de ladesintegración de cera (hoy descontinuadas), a//a-olefinas de oligomerizacion del etileno, u olefinas lineales internas (OLÍ), originadas por desproporción de olefinas. Varias compañías, como BP,Chevron (antes Gulf) y Shell ofrecen tecnologías para oligomerizacion del etileno a AOL; tambiénShell produce olefinas lineales internas por desproporción en su proceso Shell de Olefinas Superiores
(SHOP).• Deshidrogenación de parafinas lineales para formar una mezcla muy diluida de OLÍ en n-parafinas
no convertidas, seguida por la alquilación de las olefinas con benceno, usando también catalizadorde HF, pero sin la separación y concentración de la OLÍ. El proceso Pacol* de UOP para deshidrogenación catalítica de n-parafinas, y el proceso HF Detergent Alkylate* de UOP para alquilaciónde OLÍ con benceno son ejemplos principales de este método. Huntsman Corp. (antes Monsanto's) practica un método similar.23
Durante los primeros días de producción de ABL tuvo cierta notoriedad la cloración de parafinas
seguida por la alquilación sobre A1C13. Sin embargo, desde fines de la década de 1960, la ruta de des-
hidrogenación y alquilación con HF ha sido la más prominente por sus ventajas económicas y mayorcalidad de su producto. Aunque las AOL y las OLÍ obtenidas de fuentes diferentes a la deshidrogena-
Marca registrada y/o marca de servicio de UOP.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 92/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 93/489
1.60 ALQU1LACIÓN Y POLIMERIZACIÓN
El nuevo proceso Detal fue desarrollado en conjunto por UOP y PETRESA, empresa totalmentesubsidiaria de CEPSA en España. En el proceso se usa un lecho fijo de catalizador ácido no corrosivo,
para reemplazar el HF líquido que se emplea en el proceso actual UOP HF Detergent Alkylate.El catalizador en la producción de ABL es HF, desde que la primera unidad Pacol comenzó a trabajar
en 1968. Su gran eficiencia, ser un producto superior y su facilidad de uso en comparación con el cata-lizador anterior de A1C13 son las razones de este éxito. Sin embargo, en los procesos catalizados tanto por HF como por A1C13, la manipulación de catalizadores corrosivos tuvo implicaciones en términosdel mayor costo de capital para la planta, así como en la disposición de las pequeñas cantidades de productos de neutralización generados en el proceso. En consecuencia, las ventajas de un catalizadorheterogéneo en esta aplicación se han reconocido plenamente.
La alquilación de aromáticos se ha demostrado sobre muchos sólidos ácidos, como minerales decaolín, zeolitas, óxidos metálicos y sulfuras. Aunque muchos de esos catalizadores son muy activos, engeneral carecen de selectividad o de estabilidad. La clave de un buen proceso de alquilación en lecho
sólido es el desarrollo de un catalizador que sea activo, selectivo y estable durante largos periodos deoperación. Las investigaciones en PETRESA y UOP dieron como resultado el desarrollo de un catali-zador sólido para la alquilación del benceno con definas lineales para producir LAB. El proceso Detalque resultó fue demostrado en plantas piloto de UOP y en la instalación semiindustrial en España, yhoy se encuentra en operación comercial. Hasta ahora hay en el mundo tres unidades Detal y tres másestán en fase de diseño. En el proceso se obtiene un producto de calidad consistente que cumple todaslas especificaciones para ABL grado detergente.
Los diagramas simplificados de flujo en las figuras 1.5.2 y 1.5.3 ilustran las principales diferenciasentre los procesos HF Detergent Alkylate y Detal. La figura 1.5.4 muestra un complejo integrado deABL que incorpora unidades de alquilación Pacol, DeFine* y detergente. El esquema de flujo para lasunidades Pacol y DeFine queda inalterado para las unidades de alquilación, sean de HF o con cataliza-
dor sólido y lecho fijo.En el proceso HF Detergent Alkylate, la n-parafinas no reaccionadas se pasan por un tratador dealúmina para eliminar los fluoruros combinados y, a continuación, se reciclan a la unidad de deshidro-genación. El diagrama de flujo en la figura 1.5.2 muestra la sección de manejo y neutralización del HFque se requiere para que la operación de la planta sea segura y siempre se incluya dentro de los límitesde batería. Esta sección representa una parte importante del costo de inversión en plantas de alquilacióncon HF.
En el esquema Detal (figura 1.5.3), la alimentación de olefina combinada con benceno de reposicióny de recirculación pasa por un reactor de lecho fijo que contiene el catalizador sólido. La reacción seefectúa en condiciones benignas, en fase líquida. El efluente del reactor pasa directamente a la secciónde fraccionamiento, que es igual a la del sistema con HF, excepto que se eliminan la columna de separa-
ción de HF y el tratador de alúmina. También se elimina toda la sección del reactor de HF, incluyendo elreactor mezclador, sedimentador de ácido, regenerador de HF y las tuberías correspondientes. Además,no se requiere todo el equipo y la metalurgia especializada para el uso seguro del HF, neutralización delas corrientes de fluente y la disposición de los productos de neutralización.
Debido a que en el proceso Detal se opera con hidrocarburos como parafinas, definas, benceno yalquilbencenos, sólo se usa construcción de acero al carbón. Así, se eliminan las partes de Monel y lossellos especiales en las bombas con servicio para HF.
* Marca registrada y/o marca de servicio de UOP.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 94/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 95/489
1.62 ALQUILACIÓN Y POLIMERIZACIÓN
Las investigaciones sobre el catalizador Detal demostraron que las diolefinas y algunas otras impure-zas, principalmente aromáticas, que provienen de la unidad de deshidrogenación Pacol tienen un impactoapreciable sobre la actividad y estabilidad del catalizador Detal, así como sobre la calidad del ABL.Así, se debe incluir una unidad de proceso DeFine para convertir todas las diolefinas a monoolefinas.Además, UOP desarrolló la tecnología para eliminar aromáticos de la alimentación a alquilación. En elcaso normal, los aromáticos se alquilan con las olefinas y producen un alquilado pesado, subproductode la unidad de alquilación. Es así que la eliminación de aromáticos tiene dos ventajas: mayor rendi-miento de ABL por unidad de olefinas y mejor actividad del catalizador Detal.
CAL IDAD DEL PRODUCTO
En la tabla 1.5.2 se comparan las propiedades del producto ABL para dos sistemas de catalizador: HF yDetal. La calidad de los dos productos es similar, pero el ABL producido en las unidades Detal tiene unalinealidad un poco mayor. Ambos procesos logran bajos niveles de tetralinas en el ABL. Sin embargo,en el proceso Detal se alcanza una menor concentración (menos de 0.5) de tetralinas, en comparacióncon el proceso de HF.
El producto ABL de Detal también posee un sulfonato de color más claro. Como se ve en la tabla1.5.2, el color Klett de una solución 5% activa de ABSL obtenido con Detal es menor, que el de ABSLobtenido usando HF.
La diferencia más importante entre el ABL de HF y de Detal está en el mayor contenido de 2-fenilalcano en el ABL obtenido con el proceso Detal. Este mayor contenido de 2-fenil-alcano mejora lasolubilidad del ABL sulfonado. La diferencia tiene importancia especial en formulaciones líquidas,como se ve en la figura 1.5.5, que muestra la temperatura de enturbiamiento del ABSL derivado deambos sistemas. En el intervalo del 13 al 125 por ciento de solución activa de ABSL de sodio, el pro-ducto obtenido con Detal tiene temperatura menor de enturbiamiento y es mucho menos sensible a laconcentración, en comparación con el producto obtenido con HF.
Separador deparafina
recirculadaColumnade parafina
FIGURA 1.5.3 Esquema del flujo del proceso Detal.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 96/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 97/489
1.64 ALQUILACIÓN Y POLIMERIZACIÓN
TABLA 1.5.2 Comparación de ABL de HF y de Detal
ABL típico ABL típico de HF de Detal
Gravedad específica 0.86 0.86 índice de bromo >15 <10 Color Saybolt +30 30 Agua, ppm <100 <100 Tetralinas, % en peso <1.0 <0.5 2-fenilalcanos, % en peso 15-18 >25 n-Alquilbenceno, % en peso 93 94Color Klett de solución de
ABSL 5% activa 20^0 10-30
FIGURA 1.5.5 Comparación de solubilidades de ABSL de HF y de Detal.
ECONOMÍA
Se preparó un análisis económico comparativo para la producción de 80,000 TMA de ABL usando los procesos HF Detergent Alkylate o Detal. Se asumió que el complejo consistía de unidades Pacol,DeFine y HF Detergent Alkylate, o Detal (eliminando aromáticos en la última) así como una banda
común de aceite caliente. Se dimensionó el equipo suponiendo 8,000 h funcionando por aflo, quecorresponde a una capacidad efectiva de producción de 240 toneladas métricas (TM) por corriente-día.
El costo instalado para el complejo basado en el proceso HF Detergent Alkylate se estima en 56millones USD. El mismo complejo usando el proceso Detal tiene un costo estimado instalado de45 millones USD. Todos los costos de diseño, construcción y mano de obra se estimaron sin trabajado-res sindicalizados para un lugar en la Costa del Golfo en EUA.
El análisis económico se resume en la tabla 1.5.3. Los rendimientos representan la producción deABL con peso molecular promedio de 240.
Los créditos por subproductos incluyen hidrógeno con una pureza aproximada de 95% mol, fraccio-nes ligeras, alquilado pesado y fondos del regenerador de HF. Las necesidades de servicios correspon-den a un diseño moderno típico del complejo ABL de UOP. El costo de tratamiento y disposición deefluentes no se incluyó en este análisis.
La inversión combinada para las unidades Pacol, DeFine y aceite caliente, para los dos casos, esigual en esencia. La inversión fija de la planta para la sección de alquilación se redujo 15%. La ausencia

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 98/489
PRODUCCIÓN DE ALQUILBENCENO LINEAL (ABL) 1.65
TABLA 1.5.3 Comparación económica de los procesos HF Detergent Alkylate y Detal, enun complejo de ABL*
HF Alkylation, por Detal, por TMdeABL TMdeABL
Costo unitario, $ Cantidad $ Cantidad $
Materias primas: n-Parafinas, TM 480 0.78 350 0.78 352 Benceno, TM 300 0.33 99 0.33 100 Créditos por subproductos, TM — 0.33 20 — 21
Catalizadores y reactivos — — 21 — 28 Servicios:
Electricidad, kWh 0.05 283 142 81 14 Agua de enfriamiento, m3 0.02 81 2 24 1
Combustible consumido, millones de kcal 3.74 2.86 25 3.04 27 Costos fijos — — — — —Costo de efectivo para producción — — 545 — 548 Flujo de caja, millones de USD (ABL a $850/ton) 24.4 24.2 Costo montado estimado, millones de USD 70.1 56.6 Retorno de inversión simple, años (sobre inversión fija) 2.2 1.9
•Base: Costo de producción para 80,000 TMA de ABL. Nota:TM = toneladas métricas; TMA = toneladas métricas por año.
TABLA 1.5.4 Demanda histórica de ABL por áreas geográficas
Consumo de ABL, 103 TMA
Área 1980 2000 Europa y anterior Unión Soviética 415 470 África 35 140 Oriente Medio 30 170 Asia 280 800 América 290 820
Total 1050 2400 Nota:TMA = toneladas métricas por año.
de HF, y en consecuencia, la de las instalaciones correspondientes de neutralización para los desechosácidos, se refleja en un menor costo de operación.
MERCADO
La evolución de la demanda de ABL difiere en las diversas áreas geográficas. Desde principios de ladécada de 1990, estas tasas distintas de crecimiento no sólo han reflejado la madurez de la mayor partede los mercados económicamente desarrollados, sino también la tendencia hacia un futuro económicomás saludable. La tabla 1.5.4 resume el consumo de ABL en diversas áreas geográficas para los años1980 y 2000. El consumo per cápita, en kilogramos por año, se usó para pronosticar la demanda mun-dial esperada para el ABL. La figura 1.5.6 refleja la situación en 1991 en estas áreas geográficas, enkilogramos per cápita por año. Los datos en la tabla y en la figura subrayan las tendencias de consumoen diversos mercados mundiales. A partir de esos datos se pueden establecer escenarios para varias partes del mundo.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 99/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 100/489
PRODUCCIÓN DE ALQUILBENCENO LINEAL (ABL) 1.67
CONCLUSIONES
El alquilbenceno lineal (ABL) continúa siendo el producto intermedio más económico para los deter-gentes, independientemente de la fuente de la materia prima. El crecimiento continuado de ABL se acti-va con el consumo creciente en los países fuera de la OCDE (Organización de Comercio y DesarrolloEconómico). Se espera que el consumo de ABL en el mundo aumente unas 650,000 toneladas métricas por año durante los próximos 10 aflos. El comercio creciente entre varias regiones productoras de ABLha conducido a requisitos más uniformes de alta calidad para el producto, en diferentes partes delmundo.
Los desarrollos en la tecnología de ABL se han dirigido a aspectos importantes que confronta laindustria en la década de 1990: mejores rendimientos y economía, calidad del producto y consideracio-nes ambientales y de seguridad.
El uso de grandes volúmenes de alquilbencensulfonato lineal (ABSL) derivado del ABL, durante los
últimos 40 años, ha dado como resultado extensos estudios ambientales de este tensoactivo por parte dela industria y grupos de consumo. Ninguna otra clase de tensoactivo ha sido objeto de tan intenso escru-tinio. Este escrutinio dio como resultado el desarrollo de mejores métodos para detección de ABSLfuera del laboratorios de control y de modelos de predicción. El uso de estas técnicas en vigilancia, enel mundo real y en varios países durante la última década, sólo confirma la viabilidad a largo plazo delABSL, desde el punto de vista de la seguridad ambiental.
RECONOCIMENTOS
Este capítulo fue adaptado de una publicación titulada "Growth and Developments in LAB Technologies:Thirty Years of Innovations and More to Come," de J. L. Berna y A. Moreno, de PETRESA, España, y
A. Banerji, T. R., Fritsch y B. V. Vora de UOP, Des Plaines, Illinois, EUA. El trabajo fue presentado enel Congreso Mundial de Tensoactivos 1993, en Montreux, Suiza, el 23 de septiembre de 1993.
REFERENCIAS
1. ARCO Technology, Inc., Hydrocarbon Processing, 64 (11), 127, 1985.
2. J. F. Roth y A. R. Schaefer, Patente US 3,356,757 (a Monsanto).
3. R. E. Berg y B. V. Bora, Encyclopedia of Chemical Processing andDesign, vol. 15, Marcel Dekker, Nueva York, 1982, pp. 266-284.
4. E. Matthijs y H. de Henau, "Determination of LAS", Tenside Surfactant Detergents, 24, 193-199, 1987.
5. J. L. Berna et al, "The Fate of LAS in the Environment", Tenside Surfactant Detergents, 26, (2), 101-107, 1989.
6. H. A. Painter et al, "The Behaviour of LAS in Sewage Treatment Plants", Tenside Surfactant Detergents, 26, (2),
108-115, 1989.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 101/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 102/489
CAPÍTULO 1.6
PROCESO Q-MAX™ PARA
PRODUCCIÓN DE CUMENO
Gary A. Peterson y Robert J. Schmidt UOPLLC Des
Plaines, Illinois
INTRODUCCIÓN
En el proceso Q-Max™ se convierten benceno y propileno en eumeno de alta calidad, usando un
catalizador regenerable de zeolita. Este proceso Q-Max representa una mejora apreciable respecto delas anteriores tecnologías de eumeno y se caracteriza por su rendimiento, excepcionalmente alto, porsu mejor calidad del producto, baja inversión y costos de operación, reducción de desechos sólidos yambiente sin corrosión.
El eumeno se produce comercialmente por alquilación de benceno con propileno, sobre un cataliza-dor ácido. A través de los años se han propuesto muchos y diferentes catalizadores para esta reacciónde alquilación, como trifluoruro de boro, fluoruro de hidrógeno, cloruro de aluminio y ácido fosfóri-co. En la década de 1930, UOP introdujo el proceso UOP de condensación catalítica, que usaba uncatalizador de ácido fosfórico sólido para oligomerizar subproductos olefínicos ligeros procedentes dela desintegración térmica del proceso, produciendo parafinas más pesadas que se podían mezclar enla gasolina. Durante la Segunda Guerra Mundial, este proceso fue adaptado para producir eumeno a
partir de benceno y propileno, para preparar un componente de mezcla de alto octano para gasolina deaviación militar. Hoy el eumeno ya no se usa como combustible, pero su importancia ha crecido comomateria prima para producción de fenol.
Aunque el ácido fosfórico sólido es un catalizador muy eficiente y económico para la síntesis deleumeno, tiene dos limitaciones importantes:
1. El rendimiento de eumeno es limitado, por la oligomerización del propileno y la formación de sub productos alquilados pesados.
2. El catalizador no es regenerable y se debe desechar al final de cada ciclo de catalizador.
En los últimos años, los productores han estado bajo presión cada vez mayor para mejorar la calidaddel eumeno producido, y a su vez, la del fenol producido más adelante (así como acetona y a//a-metiles-
tireno, coproductos con el fenol). Hace veinticinco años, la mayor parte del fenol se usaba para producirresinas fenólicas y el uso principal de la acetona era como solvente. Hoy, tanto el fenol como la acetonase emplean cada vez más en la producción de polímeros, como policarbonatos y nylon. Al paso de los
1.69

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 103/489
1.70 ALQUILACIÓN Y POLIMERIZACIÓN
años, las mejoras en el proceso con ácido fosfórico sólido pudieron emparejarse con la demanda demayor calidad del eumeno producido, pero los productores seguían buscando un proceso mejor, que
produjera un producto de superior calidad y con mayor rendimiento. Como se sabe que las zeolitas funcionan en muchas reacciones catalizadas por ácidos, UOP desa-
rrolló un nuevo catalizador que superara las limitaciones del ácido fosfórico sólido, que fuese regene-rable aumentara el rendimiento de eumeno, y disminuyera el costo de producción. Se probaron másde 100 materiales catalíticos diferentes, incluyendo mordenitas, MFI, zeolitas-Y, aluminio-silicatosamorfos y beta-zeolita. Los materiales más prometedores se modificaron para mejorar su selectividady después se sujetaron a pruebas más rigurosas. Para 1992, UOP había seleccionado el catalizador más prometedor, basado en beta-zco\ita, para la producción de eumeno, y entonces comenzó a optimizar eldiseño del proceso para este nuevo catalizador. El resultado de estos trabajos fue el proceso Q-Max yel sistema de catalizador QZ-2000.
QUÍMICA DEL PROCESO
La síntesis del eumeno a partir de benceno y propileno es una alquilación de Friedel-Crafts modificada,que se puede lograr con muchos y diferentes catalizadores ácidos. La química básica de la alquilación,así como el mecanismo de la reacción, se ven en la figura 1.6.1. La olefina forma un ion carbenio inter-medio, que reacciona con anillo de benceno en una sustitución electrofílica. La adición al doble enlacede la olefina sucede en el carbono intermedio del propileno, de acuerdo con la regla de Markovnikov.La adición del grupo isopropilo al anillo de benceno lo activa débilmente y produce diisopropil bence-no (DIPB) y productos alquilados más pesados.
El catalizador QZ-2000 funciona como ácido fuerte. En él, los sitios superficiales activos de laestructura aluminio-silicatos actúan donando el protón a la olefina adsorbida. Como el catalizador QZ-
2000 es un ácido fuerte, se puede usar a una temperatura muy baja.
Reacción primaria
Mecanismo de reacción
Reacción secundaria
FIGURA 1.6.1 Química de la alquilación.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 104/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 105/489
1.72 ALQUILACIÓN Y POLIMERIZACIÓN
En el proceso Q-Max, el mecanismo de reacción con el catalizador QZ-2000 y las condiciones deoperación de la unidad trabajan en conjunto para reducir al mínimo el impacto de estas reaccionessecundarias. El resultado es un rendimiento excepcionalmente alto de producto eumeno.
DESCRIPCIÓN DEL PROCESO
En la figura 1.6.4 se muestra un diagrama de flujo representativo del proceso Q-Max. El reactor dealquilación se divide típicamente en cuatro lechos de catalizador dentro de un solo reactor. El benceno
fresco se lleva a través de la sección intermedia superior de la columna despropanadora para eliminarel exceso de agua y después se envía al reactor de alquilación por una salida lateral. La recirculaciónde benceno a los reactores de alquilación y transalquilación proviene de la salida de la columna de benceno. Una mezcla de benceno fresco y recirculado se carga más adelante pasando por el reactorde alquilación. La alimentación fresca de propileno se distribuye entre los cuatro lechos de catalizador.Se usa un exceso de benceno para evitar la polialquilación y para minimizar la oligomerización de ole-finas. Como la reacción es exotérmica, el aumento de temperatura en el reactor se controla recirculandouna parte del efluente del mismo reactor, a la entrada del mismo, que funciona como disipador de calor.Además, la temperatura de entrada a cada lecho posterior se reduce a la misma temperatura que la deentrada al primer lecho, inyectando una parte del efluente enfriado del reactor entre los lechos.
El efluente del reactor de alquilación se envía a la columna despropanadora, que elimina todo pro-
pano y agua que puedan haber entrado con la alimentación de propileno. Los fondos de la columnadespropanadora se envían a la columna de benceno, donde se recolecta el exceso de benceno por eldomo y se recircula. Los fondos de la columna de benceno se envían a la columna de eumeno, dondeel eumeno producido se recupera por el domo. Los fondos de la columna de eumeno, que contienen
Oligomerización de oleflna
Alquilado pesado
Polialquilación
Diisopropilbenceno THisopropilbenceno
Transferencia de hidruro
FIGURA 1.6.3 Reacciones secundarias de alquilación posibles.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 106/489
PROCESO Q-MAX™ PARA PRODUCCIÓN DE CUMENO 1.73
principalmente diisopropilbenceno, se mandan a la columna de DIPB. La corriente de DIPB sale de lacolumna por una salida lateral y se recircula al reactor de transalquilación. Los fondos de la columnade DIPB están formados por subproductos aromáticos pesados, que en el caso normal se mezclan acombustóleo. Con vapor o aceite caliente se obtiene el calor para la sección de fraccionamiento del producto.
Una parte del benceno recirculado de la salida de la columna de benceno se combina con el DIPBrecirculado de la salida lateral de la columna de DIPB, y se envían al reactor de transalquilación. En estereactor, el diisopropilbenceno y el benceno se convierten en eumeno adicional. El efluente del reactor
de transalquilación se envía a la columna de benceno.El catalizador QZ-2000 que se usa en los reactores de alquilación y de transalquilación se puede regene-
rar. Al final de cada ciclo, lo típico es regenerar ex situ el catalizador mediante una simple quema de carbón,hecha por un contratista de regeneración certificado. Sin embargo, también se puede diseñar la unidad pararegenerar catalizador in situ. Las condiciones benignas de operación y un ambiente de proceso no corrosivo permiten usar construcción en acero al carbón, y equipos de proceso convencionales.
CONSIDERACIONES SOBRE LA AL IMENTACIÓN
Impacto de los contaminantes en la alimentación sobre la pureza del eumeno
En el proceso Q-Max, el impacto de las reacciones secundarias no deseables es mínimo y las impurezasen el eumeno obtenido están determinadas principalmente por trazas de contaminantes en la alimenta-ción. Debido a la gran actividad del catalizador QZ-2000, se puede operar a temperaturas muy bajas,que reducen drásticamente la velocidad de reacciones paralelas de oligomerización y disminuyen laformación de subproductos pesados. Así, con el proceso Q-Max, las impurezas en el eumeno productoresultan principalmente por las impurezas en la alimentación. En la tabla 1.6.1 se ven las impurezascomunes del eumeno, importantes para los productores de fenol, y en la figura 1.6.5 se muestran enforma gráfica las reacciones de algunos contaminantes comunes en la alimentación, que producen lasimpurezas en el producto.
• Cimeno y etilbenceno. El cimeno se forma por alquilación del tolueno con propileno. El tolueno pue-de estar presente como una impureza en la alimentación de benceno o puede formarse en el reactorde alquilación, a partir de metanol y benceno. El etilbenceno se forma principalmente a partir de
FIGURA 1.6.4 Diagrama de flujo del proceso.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 107/489
1.74 ALQUILACIÓN Y POLIMERIZACIÓN
TABLA 1.6.1 Impurezas comunes del eumeno
Contaminante (en trazas) Importancia en la unidad posterior de fenol No aromáticos Forman ácidos y otros subproductos en la unidad del fenol; pérdida de rendimiento Etilbenceno Forma acetaldehído, que es contaminante de la acetona n-propilbenceno Forma propionaldehído, que es contaminante de la acetona Butilbencenos Resisten la oxidación; contaminantes de aí/o-metilestireno Cimenos Forman cresoles, contaminantes del fenol Polialquilados Forman alquilfenoles; pérdida de rendimiento
impurezas de etileno en la alimentación de propileno. Sin embargo, como con el cimeno, también eletilbenceno se puede formar a partir del etanol. A veces se agregan pequeñas cantidades de metanoly etanol a los C3 en una tubería, para protegerlos contra el congelamiento de hidratos. Aunque elcatalizador Q-Max es tolerante a esos alcoholes, podría ser benéfico eliminarlos de la alimentacióncon un lavado con agua, para alcanzar las concentraciones mínimas posibles de etilbenceno o cimenoen el producto eumeno.
• Butilbenceno. Aunque el butilbenceno se produce principalmente a partir de trazas de butileno en laalimentación de propileno, también se puede formar por oligomerización de olefinas. Sin embargo,la temperatura tan baja del proceso Q-Max reduce la oligomerización y el resultado es una formaciónmínima total de butilbenceno.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 108/489
PROCESO Q-MAX™ PARA PRODUCCIÓN DE CUMENO 1.75
• n-propilbenceno. El n-propilbenceno se produce por trazas de ciclopropano en la alimentación de propileno. El comportamiento químico del ciclopropano es parecido al de una olefina: reacciona con
el benceno para formar eumeno o n-propilbenceno. La tendencia a formar este último, y no eumeno,disminuye al bajar la temperatura de reacción. Desafortunadamente, la rapidez de desactivación delcatalizador aumenta cuando baja la temperatura de reacción (figura 1.6.6). Debido a la estabilidadexcepcional del catalizador QZ-2000, una unidad Q-Max puede operar durante mucho tiempo man-teniendo una concentración aceptable en el eumeno producido. Por ejemplo, con una alimentacióntípica de propileno grado FCC que contenga cantidades normales de ciclopropano. El proceso Q-Max puede producir eumeno con menos de 250 ppm de w-propilbenceno en peso y mantener una duraciónaceptable del ciclo de catalizador.
Impacto de los venenos de catalizador sobre su eficiencia
En la tabla 1.6.2 se ve una lista de venenos potenciales del catalizador Q-Max. Se sabe que todos loscompuestos mencionados neutralizan los sitios ácidos de las zeolitas. Estos venenos potenciales se eli-minan con facilidad mediante una buena práctica de tratamiento de la alimentación o con una tecnologíademostrada de protección de lechos.
El agua, en el ambiente de la alquilación, puede actuar como base de Br0nsted, neutralizando algu-nos de los sitios ácidos más fuertes de la zeolita. Sin embargo, como resultado de la gran actividadinherente del catalizador Q-Max, el agua no tiene efecto perjudicial a las concentraciones típicas dehumedad en la alimentación, y en las condiciones normales de alquilación y transalquilación. El catali-zador Q-Max puede procesar alimentaciones hasta en condiciones normales de saturación de agua, quesuelen ser de 500 a 1000 ppm, sin perder estabilidad ni actividad.
El azufre no afecta la estabilidad o la actividad del catalizador Q-Max en los niveles que se encuen-
tran normalmente en las alimentaciones de propileno y benceno procesadas para la producción deeumeno. Sin embargo, trazas de azufre en el eumeno producido, por ejemplo, podrían ser perjudicialesen la producción posterior de ciertos monómeros (por ejemplo, hidrogenación de fenol en la obtenciónde caprolactama). En la unidad Q-Max, la mayor parte de los compuestos de azufre asociados con propileno (mercaptanos) y los asociados con benceno (tiofenos) se convierten en productos fuera delintervalo de ebullición del eumeno. Sin embargo, el contenido de azufre en el eumeno producido sídepende del contenido de azufre en las alimentaciones de propileno y especialmente de benceno. Elazufre, en las concentraciones normales presentes en las alimentaciones de propileno y benceno para
FIGURA 1.6.6 Efecto de la temperatura del reactor.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 109/489
1.76 ALQUILACIÓN Y POLIMERIZACIÓN
TABLA 1.6.2 Eliminación de potenciales venenos de catalizador
Veneno Procedencia Eliminación Nitrógeno básico Trazas en las alimentaciones Lecho protectorAmoniaco Impureza común en el propileno de FCC Lavado con agua o lecho protectorArsina (AsH3) Impureza común en el propileno de FCC Lecho protector
la producción de eumeno dan como resultado, en el caso normal, un contenido de azufre en el eumeno producto que está dentro de las especificaciones (por ejemplo, < 1% en peso).
Una buena operación con una gran variedad de alimentaciones de propileno de procedencias diver-sas ha demostrado la flexibilidad del proceso Q-Max. Para preparar eumeno producto con alta calidad,se pueden usar alimentaciones de propileno grado químico, grado FCC y grado polímero.
DESEMPEÑO DEL PROCESO
La unidad Q-Max puede procesar una gran diversidad de materias primas, y el rendimiento general deeumeno es al menos 99.7% en peso, con base en una alimentación típica de propileno y benceno. El0.3% en peso restante, o menos, está en la forma de subproducto aromático pesado.
La calidad del eumeno producido se resume en la tabla 1.6.3, que es representativa de una unidadQ-Max para procesar alimentaciones comerciales de alta calidad. La calidad del producto eumeno encualquier unidad específica Q-Max está muy influida por los contaminantes específicos presentes enlas alimentaciones.
El propano que entra a la unidad con la alimentación de propileno es inerte en el proceso y se separaen la sección de fraccionamiento como producto propano.
CASO DE ESTUDIO
En la tabla 1.6.4 se presenta un resumen del costo de inversión y consumo de servicios para una nuevaunidad Q-Max, que produce 200,000 TMA de eumeno a partir de benceno extracto y de propileno gradoquímico. El costo montado estimado para la unidad Q-Max supone la construcción en un sitio de laCosta del Golfo, en EUA, y su carga inicial de catalizador Q-Z.
TABLA 1.6.3 Calidad representativa del eumeno producido
Pureza del eumeno, % en peso £ 99.97 índice de bromo £ 10 Azufre, ppm en peso £ 0.1Impurezas específicas, ppm en peso:
Etilbenceno < 30 n-propilbenceno £ 250 Butilbenceno £ 20 Cimeno £ 5 Diisopropilbenceno £ 10
Aromáticos totales £ 20

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 110/489
PROCESO Q-MAX™ PARA PRODUCCIÓN DE CUMENO 1.77
TABLA 1.6.4 Inversión y costo de operación para una unidad Q-Maxde 200,000 TMA
Requerimientos de la alimentación: Benceno extraído (99.8 % en peso) 132,300 TMA Propileno grado químico (95% en peso) 74,240 TMA
Consumo de servicios por TM de eumeno producido: Electricidad 12.3 kWh Vapor de alta presión 0.81 TM Vapor de presión intermedia 0.20 TM Crédito por vapor de baja presión -0.31 TM Agua de enfriamiento 3.1 m3
Costo instalado estimado $14.2 millones
Las necesidades de servicios para una unidad Q-Max dependen del ambiente del proyecto (comoalimentación, especificaciones del producto y disponibilidad de servicios). Con frecuencia, las unidadesQ-Max se integran con plantas de fenol, lo que permite optimizar el uso de energía generando vapor de baja presión en la unidad Q-Max para utilizarlo en la planta de fenol.
EXPERIENCIA COMERCIAL
La primera unidad Q-Max comenzó a operar en 1996. Desde entonces, UOP ha concesionado un total denueve unidades Q-Max en todo el mundo, con una capacidad total de planta de 2.3 millones de TMAde eumeno. Seis unidades Q-Max entraron en operación y tres más están en diversas etapas de diseñoo construcción. Sus capacidades van desde 35,000 hasta 700,000 TMA de eumeno producido. Variasde estas unidades han estado funcionando durante más de 5 años, sin hacer una sola regeneración decatalizador.
REFERENCIAS
Jenneret, J. J., D. Greer, P. Ho, J. McGeehee y H. Shakir, "The Q-Max Process. Setting the Pacefor Cumene Production", DeWitt Petrochemical Review, Houston, marzo de 1997.
Schmidt, R. J. A., A. S. Zarchy y G. A. Peterson, "New Developments in Cumene and Ethylbenzene Alkylation ", Reunión
Anual de Primavera, AIChE, Nueva Orleáns, marzo de 2002.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 111/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 112/489
CAPÍTULO 1.7
PROCESO CONOCO PHILLIPS DE
ALQUILACIÓN CON VOLATILIDAD
REDUCIDA DEL PRODUCTO (REVAP)
Mark L. Gravley ConocoPhillips
Fuels Technology Bartlesfille, Oklahoma
INTRODUCCIÓN
Durante la última parte de la década de 1930, los investigadores de Phillips Petroleum Company descu-
brieron las ventajas de usar ácido fluorhídrico para catalizar la síntesis de combustibles de alto octano, a partir de una amplia gama de alimentaciones de C3, C4 y C5 con bajo octano. Esta investigación, al igualque los datos de planta piloto, condujeron a la comercialización del Proceso HF Alkylation (alquilacióncon HF) en la refinería de Phillips en Borger, Texas, en 1942, para obtener gasolina de aviación durantela Segunda Guerra Mundial. Desde entonces, el alquilado ha sido, y continúa siendo, un componentevalioso, de alto octano, para la gasolina, como se ve por su importancia en las refinerías de todo elmundo. ConocoPhillips ha construido 11 unidades de alquilación con HF en sus propias refinerías y haconcesionado más de 100 unidades totalmente nuevas.
Hoy, la capacidad mundial de alquilación rebasa a los 1.81 millones de bl/día, y los procesos a basede HF obtienen 57 por ciento del total. El alquilado de isobutano es un componente importante de loscombustibles modernos debido a las características de alto octano, quemado limpio, baja presión de
vapor y ausencia de azufre, definas o aromáticos. La alquilación está recibiendo atención renovada por parte de los refinadores, que planean la sustitución de éter metil-terbutil-éter (MTBE) en la gasolina.
QUÍMICA
La alquilación se efectúa cuando el isobutano reacciona con las olefinas en presencia de ácido fluor-hídrico como catalizador, y se producen parafinas ramificadas. En los términos más simples, esasreacciones son:
1.79

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 113/489
1.80 ALQUILACIÓN Y POLIMERIZACIÓN
Propileno + isobutano 2,3-dimetilpentano
Isobutileno + isobutano
2,2,4-trimetilpentano 1-Buteno + isobutano 2,2-dimetilhexano
2-buteno + isobutano 2,2,4 y 2,3,4-trimetilpentano
Amileno + isobutano C9H20 (varios isómeros)
Los productos preferidos de la reacción son los trimetilpentanos, porque en general tienen el más altooctano. Sin embargo, en la práctica las reacciones no son tan sencillas. Las reacciones con isomeriza-ción, transferencia de hidrógeno, dttmerización, polimerización, escisión^? (o desintegración) y des- proporción forman una variedad de productos. Además, estas reacciones secundarias producen can-tidades apreciables de trimetilmetanos, aunque el propileno o los amilenos sean las definas alimen-
tadas. La polimerización produce conjuntos de polímeros que son moléculas complejas y cíclicas, y estematerial se conoce como aceite soluble en ácido (ASA). Las reacciones se ven afectadas por la dispersión de hidrocarburos en el ácido, la temperatura de la
reacción, la relación de isobutano a olefina en la zona de reacción y la presencia de agua y ASA en elácido circulante. Como las alimentaciones de hidrocarburo sólo son ligeramente solubles en el HF, lareacción aumenta al dispersar los hidrocarburos en el ácido. Una mejor dispersión, es decir, gotas más pequeñas de hidrocarburo, producen un compuesto alquilado con más de los trimetilpentanos deseadosy menores cantidades de los compuestos indeseables más ligeros y más pesados. También, una menortemperatura de reacción favorece los productos de reacción deseados. Un gran exceso de isobuteno,arriba de la cantidad estequiométrica, favorece también la producción de mayores cantidades de tri-metilpentanos. Así, la pureza de isobutano en la corriente reciclada tiene su efecto sobre la calidad del
alquilado y se debe evitar la acumulación de C5+ en esta corriente. Pequeñas cantidades de agua entrana la unidad de alquilación con las alimentaciones de olefina e isobutano. Se permite la acumulación deagua en la fase acida, y es benéfica, porque produce alquilado con mayor concentración de productosC8 y, en consecuencia, con mayor octano. El agua en el HF es benéfica hasta concentraciones de 3 a 4%en peso. Sin embargo, contenidos de agua mayores que un 2% en general tienen un efecto indeseablesobre la velocidad de corrosión en la unidad y se evitan.
DESCRIPCIÓN DEL PROCESO CONOCO PHILL IPS DE ALQUILACIÓN CON HF
El isobutano reacciona con propileno, butenos y/o amilenos en presencia de ácido fluorhídrico, produ-
ciendo un alquilado de alto octano para gasolinas de motor. Las reacciones forman diversos compues-tos, principalmente parafinas ramificadas C 8, menores cantidades de C7 y C9 y pequeñas cantidades de
pa ra fi nas má s li ge ras y má s pesa da s. Pa ra te ne r una op eraci ón ópt ima , se reco mi en da n la s si gu ie nte s
concentraciones de contaminantes en la alimentación:
Azufre— 20 ppmp en peso, máximo
Agua— 20 ppmp en peso, máximo
Butadieno— 3000 ppmp, máximo
C6 + — 0.1 % en volumen líquido, máximo
Oxigenados (MTBE, éter dimetíl ico, etcétera) — 3 0 ppmp, máximo
Una unidad de alquilación opera con concentraciones de contaminantes mayores que las menciona-das, pero las consecuencias adversas son mayor consumo de ácido, mayor producción de subproductos
indeseables y posiblemente menor octano del producto alquilado. Un tratamiento de la alimentación
para eli mi na r el bu ta dieno es la hidroi so meri za ció n, co mo en el pr oc eso Hi dr iso m de Cono co Phi lli ps.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 114/489
PROCESO CONOCO PHILLIPS DE ALQUILACIÓN CON VOLATILIDAD REDUCIDA (REVAP) 1.81
Con la hidroisomerización se reduce la concentración de butadieno (y de pentadienos) a valores muy bajos, y también el 1-buteno se isomeriza a cis y trans 2-buteno. Los isómeros de 2-buteno producen
alquilado con mayor octano en el proceso de alquilación con HF.En referencia a los diagramas de flujo en las figuras 1.7.1 y 1.7.2, se ve que la olefina y el isobutanode reposición se mezclan y secan. La mezcla de olefina e isobutano de reposición se mezcla con isobu-tano recirculado y se envía al reactor con gravedad diferencial, de diseño patentado por Phillips. Estereactor de baja presión no tiene partes en movimiento, como impulsores o agitadores, ni tampoco hay bombas que hagan circular el ácido. La mezcla alimentada se dispersa mucho en un lecho líquido deácido en movimiento, que circula debido a la diferencia de densidades entre el ácido y el hidrocarburo.La conversión total de olefinas en alquilado se efectúa con mucha rapidez.
Las condiciones de operación en el reactor son relativamente benignas. En el caso típico la tempera-tura será de 80 a 110 °F (27 a 43 °C), o sólo de 5 a 15 °F (2.5 a 8 °C) sobre la temperatura del agua deenfriamiento. La presión será sólo ligeramente mayor que la necesaria para mantener los hidrocarburos
en la fase líquida, normalmente en el intervalo de 85 a 120 lb/pulg2
manométricas (de 590 a 820 kPa).Cada caso de diseño de alquilación se estudia con cuidado para aumentar al máximo la recuperación decalor y minimizar la relación de isobuteno a olefina, y para producir alquilado de suficiente octano quesatisfaga las necesidades del refinador, se usan relaciones de isobutano a olefina de 8:1 a 13:1.
De la zona de reacción, los hidrocarburos y el catalizador suben a la zona de asentamiento (véase lafigura 1.7.3). Aquí, el catalizador se separa como fase inferior y pasa por gravedad a un ciclo de retorno,a través del enfriador de ácido y regresa a la zona de reacción, donde se continúa el ciclo de reacción.La fase de hidrocarburo en la zona de sedimentación contiene propano, exceso de isobutano, butanonormal, alquilado y una pequeña cantidad de HF y se carga a la sección de fraccionamiento. El isobu-tano reciclado, esencial para tener un control favorable de los mecanismos de reacción, se regresa alreactor, desde el fraccionador, sea como líquido o como vapor. En el último caso, se recupera el calorlatente de vaporización en intercambiadores disponibles.
El propano y el HF se obtienen de la salida del fraccionador. La fase de HF se separa en el acumu-lador de producto, se combina con HF del separador y se regresa al sedimentador de ácido. El HF quequeda en el propano que sale del fraccionador se elimina en el agotador de HF, se separa en el acumu-lador y regresa al sedimentador de ácido. El de propano del separador de HF contiene trazas de fluorurode propilo, que se eliminan en los desfluoradores de propano. La corriente de propano se calienta y se pasa sobre alúmina para eliminar el fluoruro, obteniendo principalmente fluoruro de aluminio y agua,con trazas de HF. El propano se manda a través del tratador de KOH para eliminar las trazas de HF yse almacena. Un conjunto parecido de equipos puede usarse para tratar «-butano, si se obtiene comocorriente separada. El producto de n-butano puede mezclarse con la gasolina para ajustar la presión devapor.
Se produce alquilado como fondos de la sección de fraccionamiento. El producto alquilado es ade-
cuado para mezclarlo con gasolina para motor, pero podrá necesitar más fraccionamiento para usarloen gasolina de aviación.
Para regenerar el ácido del sistema, se alimenta una pequeña sangría de ácido a la columna de repro-cesamiento de ácido, para eliminar los aceites solubles en ácido (ASA). El HF se separa de los ASA conisobutano caliente. Los ASA se lavan en el lavador con álcali, para eliminar el HF libre, y se eliminanquemándolos en el horno de calentamiento, o mezclándolos con aceite combustible. También se eliminael exceso de agua del ácido en el sistema en la columna de reprocesamiento de ácido.
Entre los sistemas auxiliares de la unidad de alquilación se encuentran:
1. Neutralizador de gas de alivio para eliminar HF de los gases, antes de enviarlos al quemador de larefinería.
2. Almacén de HF anhidro mientras la unidad está parada para mantenimiento.3. Un sistema de neutralización para los drenajes superficiales y el alcantarillado en el área del ácido.4. Un cuarto de cambio y un cuarto de almacenamiento, para limpiar y guardar las prendas de protec
ción que requiera ocasionalmente el personal de operación y mantenimiento.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 115/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 116/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 117/489
1.84 ALQUILACIÓN Y POLIMERACIÓN
5. Sistema de tratamiento de aguas residuales para eliminar más de 99% de los fluoruros solubles en elagua efluente.
Las unidades de alquilación con HF se construyen principalmente con acero dulce al carbón. Sólola columna de regeneración de ácido, y algo de la tubería adyacente, se fabrican con aleación níquel-cobre 400 (Monel).
Además de una pequeña bomba centrífuga para cargar HF a la columna de reprocesamiento deácido, no se requiere bombeo de HF en el proceso de alquilación ConocoPhillips con HF. La descarga
de HF de sus recipientes de transporte y las transferencias de HF del almacén de la planta se hacen connitrógeno u otro gas a presión.
FIGURA 1.7.3 Sistema de reactor/sedimentador en el proceso ConocoPhillips de alquilador! con HF.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 118/489
PROCESO CONOCO PHILLIPS DE ALQUILACIÓN CON VOLATILIDAD REDUCIDA (REVAP) 1.85
TRATAMIENTO Y DISPOSICIÓN DE AGUA
La figura 1.7.4 muestra la disposición de varias corrientes residuales dentro de la unidad de alquilación.Las corrientes de gas no ácido se mandan directamente al sistema de quemadores de la refinería. Losgases con HF se envían primero al neutralizador de descargas acidas, donde se lavan con una soluciónacuosa de hidróxido de sodio para eliminar HF, y después al quemador de la refinería. Las solucionescáusticas agotadas del neutralizador de alivios ácidos, y el lavador cáustico de ASA, se envían a una pileta de mezcla, donde se combinan con cloruro de calcio. A continuación, esta mezcla pasa a la piletade precipitación, donde el fluoruro de calcio se precipita y separa de la solución. El líquido pasa alsistema de aguas residuales de la refinería, y el sólido se envía periódicamente a relleno de terreno, paraeliminarlo. El agua del sistema de precipitación con cloruro de calcio contiene cantidades nominales decloruro de sodio y cloruro de calcio. El álcali agotado de los tratadores con KOH y los escurrimientosde drenado en el área acida de la planta pasan a una pileta de neutralización y después al sistema de
aguas residuales de la refinería. El agua de los drenajes y alcantarillados no ácidos va directamente alsistema de aguas residuales de la refinería.La alúmina usada, que contiene fluoruro de aluminio, procedente de los desfluoradores, puede regre-
sarse al proveedor de alúmina para que la convierta de nuevo en alúmina.
REDUCCIÓN DE RIESGOS Y SEGURIDAD
Se deben aplicar los siguientes principios en el proceso de alquilación con HF para reducir los riesgos:
1. Reducir: el potencial de fugas (pocos sitios de fuga).2. Reducir: los flujos de fuga (es decir, presiones mínimas en reactor/sedimentador).
3. Reducir: la duración de las fugas.4. Reducir: la cantidad escapada.
Una medida para reducir el riesgo es eliminando todas las bombas para circular el HF a través delsistema de reaccionar. Al eliminar el equipo rotatorio, las fallas potenciales de empaquetaduras y sellos,asociadas con el equipo, se eliminan, junto con los riesgos de exposición frecuente en el mantenimiento.Sin la bomba de ácido ya no se necesitan las válvulas de seccionamiento en el sistema de circulacióndel reactor/sedimentador. La eliminación de la bomba de ácido permite que el sedimentador de ácidotrabaje a una presión mínima, con lo que se minimiza el flujo de fugas. El resultado es que después de40 años, el diseño del circuito del reactor sólo tiene juntas soldadas (de acuerdo con códigos de reci- pientes a presión) para unir las tuberías del reactor y del retorno de ácido con el enfriador de ácido y elsedimentador de ácido. En esos tubos no se usan bridas para unirlos, por lo que no existe el potencial
de sitios de fuga o de falla. Esto es importante ya que sólo en este circuito está contenido más de 90%del HF en el sitio.
Los riesgos se reducen todavía más con el uso de válvulas remotas de seccionamiento, transferenciarápida de ácido (a un almacén seguro en menos de 10 minutos), y compartimentalización de inventario.Para unidades con varios enfriadores de ácido, la parte inferior del sedimentador de ácido se divide encompartimientos para reducir la cantidad de ácido que pueda liberarse en el caso de una fuga grande.Los compartimientos segregan al ácido en cada circuito de enfriador/reactor de tal modo que la cantidadmáxima de ácido que pudiera desprenderse en una fuga, en un enfriador de ácido o sección de reactor,sólo es un poco mayor que la que contiene cada compartimiento. La transferencia rápida del ácido a unalmacén seguro ocurre por gravedad, es decir, no se necesita bombeo, y se hace en un poco más de 90segundos. Estas características disminuyen el riesgo al reducir tanto la duración de una fuga como la
cantidad de ácido que pudiera emitirse en un evento de fuga.También pueden emplearse sistemas de mitigación con aspersión de agua para mejorar la seguridad.Se pueden usar aspersiones de agua para eliminar el HF en el aire, causado por pequeñas fugas y, hastacierto grado, aislar las fugas de hidrocarburos de las fuentes de ignición.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 119/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 120/489
PROCESO CONOCO PHILLIPS DE ALQUILACIÓN CON VOLATILIDAD REDUCIDA (REVAP) 1.87
Se llevó a cabo una evaluación cuantitativa de riesgo en una unidad HF Alkylation, de 15,000 BPSD,ubicada hipotéticamente en lugares urbanos y rurales, con hasta 40,000 personas, en una zona de 36 mi2
cerca de la refinería. El riesgo es específico del sitio, y no se puede calcular con facilidad para un lugardeterminado. Sin embargo, aun en la mayor área poblada que se estudió, el diseño actual para 15,000BPSD obtuvo un índice de Riesgo a la Sociedad (SRI, de Societal Risk Index) de 0.098, muy dentrodel límite de 0.2, en las normas holandesas, que es el más estricto en el mundo. Se dice que los riesgosindividuales por fatalidad, debido a un alcance por un avión que cae, son 10,000 veces mayores queel grado de riesgo que la norma holandesa califica como inaceptable. Ningún sitio en EUA con HFAlkylation tiene tantas personas viviendo en la cercanía como en el caso en el que se obtuvo el valorde 0.098 SRI.
El proceso ReVap (por Reduced-Volaility Alkylation Process, proceso de alquilación con volatilidadreducida del producto) se parece mucho a la alquilación convencional con HF, con la excepción deque se mezcla un aditivo para reducir la presión de vapor, con el HF. Mobil Oil Corporation y Phillips
Petroleum Company desarrollaron la tecnología ReVAP en forma conjunta, a principios de la década de1990. Con base en pruebas en escala de laboratorio, de planta piloto y de demostración en planta, cadacompañía comercializó la tecnología ReVAP en 1997 en una de sus propias refinerías y las unidadescontinúan trabajando.
El aditivo es un material no volátil, inodoro y de baja toxicidad, que es totalmente miscible en la fasedel ácido, pero que tiene una afinidad muy limitada con hidrocarburos, incluyendo el aceite soluble enácido. Estas propiedades físicas exclusivas del aditivo reducen en forma apreciable la volatilidad delácido a condiciones del ambiente. Además, el aditivo es compatible con los metales de las unidadesexistentes HF Alkylation.
Cuando el aditivo se mezcla con HF, mitiga una fuga de ácido en tres formas: 1) reduciendo laatomización instantánea del ácido, 2) reduciendo apreciablemente la presión de vapor y 3) diluyendoel ácido. Es un sistema pasivo de mitigación porque siempre es efectivo y no requiere intervención deun operador.
Se acumulan huellas del aditivo en los productos más pesados de la unidad, ASA y alquilado. ElASA (aceite soluble en ácido) se elimina del ácido en el sistema, en la columna de reprocesamientode ácido, en forma normal. A continuación el ASA se manda a un sistema de recuperación sencillo yeficiente donde se separan ASA y aditivo. El aditivo se regresa al reactor y el ASA se manda al lava-dor cáustico de ASA y se trata en la forma normal. El aditivo se separa del alquilado, se recupera yse regresa al reactor. La figura 1.7.5 indica las modificaciones necesarias en una unidad existente HFAlkylkation para convertirla a la tecnología ReVAP.
La tecnología ReVAP tiene la ventaja adicional de reducir el consumo de HF y de álcali, en compa-ración con el proceso convencional HF Alkylation. El proceso ReVPA aumenta la eficiencia de sepa-ración de aceite soluble en ácido y HF, reduciendo así la pérdida de HF, lo que se también se traduce
en menor consumo de álcali.
RENDIMIENTO Y PROPIEDADES DEL PRODUCTO
Con base en butenos típicos que se producen en la desintegración catalítica en lecho fluidizado (FCC),y con isobutano suplementario, en las tablas 1.7.1 y 1.7.2 se muestran los resultados del análisis eco-nómico del proceso HF Alkylation de ConocoPhillips, para una unidad con tecnología ReVAP, que produce 6000 bl/día de alquilado.
ECONOMÍA
El costo estimado de capital para una planta que produce 6000 bl/día de alquilado, indicado en el
balance de materiales anterior, usando el esquema de flujo de la figura 1.7.1, incluyendo los sistemasauxiliares indicados en la sección "Descripción del proceso HF Alkylation de ConocoPhillips" con latecnología ReVAP, es USD 24.8 millones de dólares. Este costo es para una ubicación en la Costa del

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 121/489
1.88 ALQUILACIÓN Y POLIMERIZACIÓN
TABLA 1.7.1Balance de material, BPSD
AlimentaciónIsobuteno Producto ProductoProducto Aceite Componente de olefinade reposición propano butanoalquilado soluble en ácido
Propileno 153 0 0 0 0 0 Propano 115 7 146 0 0 0 Isobutano 2380 1446 2 38 0 0 n-Butano 702 37 0 571 168 0 Butenos 3068 0 0 0 0 0 1,3-butadieno 20 0 0 0 0 0 Penteno 56 0 0 0 0 0 Pentanos 2 0 0 26 42 0 Alquilado 0 0 0 0 5790 0 Aceite soluble en ácido 0 0 0 0 0 8
Total 6496 1490 148 635 6000 8
ALQUILADO
EXPORTACIÓN DE ADITIVO(SI ES NECESARIO)
FIGURA 1.7.5 Modificaciones para agregar ReVAP a una unidad existente HF Alkylation.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 122/489
PROCESO CONOCO PHILLIPS DE ALQUILACIÓN CON VOLATILIDAD REDUCIDA (REVAP) 1.89
TABLA 1.7.2 Propiedades del producto
Gravedad específica a 15 °C 0.70
Presión de vapor Reíd, lb/pulg2 5.0 Octano de investigación, claro 95.6 Octano de motor, claro 94.1 Olefina 0 Azufre <5 ppm en pesoDestilación ASTM D-86, °F
temperatura de ebullición inicial 104 10 176 50 212 90 257 temperatura de ebullición final 383
Golfo, en EUA, segundo trimestre de 2002. Se han excluido el costo inicial del catalizador, las regalías,escalamiento y contingencias.
Consumo estimado de servicios (esquema de flujo en figura 1.7.1) por 1000 bl de alquilado,incluyendo tecnología ReVAP
Electricidad (operación), kW 77.4Agua de enfriamiento, millones de Btu 15.1
Vapor de baja presión (50 lb/pulg2 Manom), millones de Btu 0.6
Vapor de presión media (179 lb/pulg2 Manom), millones de Btu 1.4Gas combustible (absorbido), millones de Btu 10.0
Consumos estimados de sustancias químicas, por 1000 bl de alquilado
HF anhidro, Ib 70-100
NaOH, Ib 47
KOH, Ib 9.3
CaCl2, Ib 79
Alúmina para desfluorar, Ib 11Aditivo ReVAP (si se usa), Ib 4
Costos de mantenimiento y mano de obra
Mano de obra en operación 2 personas por turnoMano de obra laboratorio 1 persona (8 h) por día
Mantenimiento (materiales y mano de obra) 3% de la inversión por año

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 123/489
1.90 ALQUILACIÓN Y POLIMERIZACIÓN
REFERENCIAS
Hutson, Jr., Thomas y Richard S. Logan, "Estímate Alky Yield and Quality ", Hydrocarbon Processing, septiembre de 1975, pp. 107-110.
Lew, Lawrence E., Martyn E. Pfile y Larry W. Shoemaker, "Meet the Greater Demandfor High Octane Blending Agentswith HF Alkylation", Fuel Reformulation, marzo/abril de 1994.
Randolph, Bruce B. y Keith W. Hovis: ReVAP, "Reduced Volatility Alkylation for Production of High Valué Alkylate Bendstock: Year4", Reunión Anual NPRA, 17-19 de marzo, 2002, San Antonio, Tex., Trabajo AM-02-20.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 124/489
P • A • R • T • E • 2
PROCESOS DE
PRODUCCIÓN DE
CORRIENTES BASE
DE AROMÁTICOS

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 125/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 126/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 127/489
2. 4 PROCESOS DE PRODUCCIÓN DE CORRIENTES BASE DE AROMÁTICOS
los años recientes las fibras de poliéster han tenido tasas de crecimiento de 5 a 6% anual, a medida quelas fibras sintéticas sustituyen al algodón. Los plásticos han tenido tasas de crecimiento de 10 a 15%
anual, que corresponden a la emergencia de los envases de TEP (tereftalato de polietileno). Nótese queel benceno puede ser un subproducto importante de la producción de para-xileno, dependiendo de latecnología que se use. Una pequeña cantidad de tolueno se recupera para usarlo en aplicaciones ensolventes y derivados, pero la mayor parte del tolueno es para producir benceno y xilenos. El toluenoestá adquiriendo cada vez más importancia en la producción de xilenos, por desproporción de toluenoy transalquilación con aromáticos con C9.
CONFIGURACIONES
Los complejos de aromáticos pueden tener muchas configuraciones diferentes. El complejo más sen-cillo sólo produce benceno, tolueno y xilenos (figura 2.1.3), y consta de las siguientes unidades de
proceso:
• Hidrotratamiento de nafta para eliminación de compuestos de azufre y nitrógeno.
• Reformación catalítica para producción de aromáticos a parti r de nafta.
• Extracción de aromáticos para extraer BTX.
Los complejos nuevos de aromáticos se diseñan para aumentar el rendimiento de benceno y para-
xileno, y a veces de orto-xileno. La configuración de un complejo moderno e integrado UOP* de aro-
Fibra de poliéster
Plásticos PET
Ácido tereftálico
Tereftalato de dimetilo
PlastificantesResinas alquídicas Anhídrido itálico
Ácido isoftálico Plásticos PET
FIGURA 2.1.2 Consumo mundial de xilenos, 1999.
FIGURA 2.1.3 Complejo simple de aromáticos.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 128/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 129/489
2. 6 PROCESOS DE PRODUCCIÓN DE CORRIENTES BASE DE AROMÁTICOS
En la actualidad, el mercado de meta-xileno es pequeño, pero crece con rapidez. El mefa-xileno seconvierte a ácido isoftálico y, junto con el ácido tereftálico derivado del para-xileno, se convierte en
formulaciones para plásticos TEP, para polimerización en estado sólido. La demanda de mezclas de plásticos TEP ha crecido en forma importante durante la última década, a medida que se han desarro-llado nuevas aplicaciones en empaque de alimentos y bebidas. En 1995, UOP otorgó en concesión la primera unidad MX Sorbex* para producir meta-xileno por separación por adsorción continua. Aunquesu concepto y operación es similar al proceso Parex, el proceso MX Sorbex recupera en forma selec-tiva el isómero meta y no el para, de una corriente de xilenos mezclados. Una unidad MX Sorbex se puede usar sola o se puede incorporar a un complejo de aromáticos que produzca también para-xüenoy orto-xileno.
Se puede configurar un complejo de aromáticos en muchas y diversas formas, dependiendo de laalimentación disponible, los productos que se deseen y la cantidad de capital disponible para inversión.Esta variedad de configuraciones de diseño se ilustra en la figura 2.1.5. Cada conjunto de barras en
esa figura representa una configuración diferente en un complejo de aromáticos que procesa la mismamezcla de nafta de destilación primaria y de hidrodesintegración. Entre las opciones de configuraciónestá si se incluye o no una unidad Tatoray o HDAT, si se recirculan o no los aromáticos con Cg paraconvertirlos a benceno o xilenos, y los tipos de catalizador Isomar que se usen. La relación xileno/ben-ceno también se puede manipular pre-fraccionando la nafta para eliminar los precursores de aromáticosC9+ (véase la sección de este capítulo sobre consideraciones en la alimentación). Debido a esta granflexibilidad en el diseño de un complejo de aromáticos, la serie de productos se puede variar para quecoincida con los requisitos de los procesos posteriores. Con una buena elección de la configuración se puede variar la relación de xileno a benceno en el producto de un complejo de aromáticos, desde 0.6 a3.8, aproximadamente.
* Marca comercial y/o marca de servicio de UOP.
FIGURA 2.1.5 Flexibilidad en la mezcla del producto.
Base: 790 KTM/A (25,000 BPD), mezcla denafta de destilación primaria y de hidrotratamiento

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 130/489
COMPLEJOS DE AROMÁTICOS 2. 7
DESCRIPCIÓN DEL PROCESO
Los productos principales del complejo de aromáticos ilustrado en la figura 2.1.4 son benceno, para-xilenoy orío-xileno. Si se desea, se puede tomar una fracción del tolueno y de aromáticos Cg como productos, o bien se puede usar algo del reformado como componente de alto octano para mezcla en gasolina. La nafta primero se trata con hidrógeno para eliminar los compuestos de azufre y nitrógeno, y después se envía a unaunidad de reformación catalítica con platino CCR, donde las parafinas y ñafíenos se convierten en aromá-ticos. Esta es la única unidad en el complejo que forma realmente anillos aromáticos. Las otras unidades delcomplejo separan los diversos componentes aromáticos en productos individuales, y convierten los aromá-ticos no deseados en otros productos de alto valor. La unidad CCR de reformación se diseña para funcionarcon alta severidad y producir octano de investigación de 104 a 106 (NOI), para aumentar al máximo la pro-ducción de aromáticos. Esta operación de gran severidad también elimina virtualmente todas las impurezasno aromáticas en la fracción Co+ del reformado, y elimina así la necesidad de extraer los aromáticos Co yC9. El producto reformado de la unidad CCR de reformación catalítica con platino se envía a una columnadesbutanadora, de la unidad CCR, para separar los productos ligeros.
El reformado de la unidad CCR de reformación catalítica con platino se manda a una columna sepa-radora de reformado. La fracción C7- del domo se envía a la unidad Sulfolane para extraer el bencenoy tolueno. La fracción C8+ de los fondos del separador de reformado se trata con caolín y después seenvía directamente a la sección de recuperación de xileno del complejo.
La unidad Sulfolane extrae los aromáticos de la fracción recibida en el separador del domo, y seobtiene una corriente de refinado parafínico. El extracto aromático se trata con caolín para eliminar lostrazos de olefinas, los productos de benceno y tolueno de alta pureza se recuperan en la sección de frac-cionamiento benceno-tolueno (BT) del complejo. El material C8+ del fondo de la columna de toluenose manda a la sección de recuperación de xileno en el complejo. El refinado de la unidad Sulfolane se puede seguir refinando para obtener solventes parafínicos, que se mezclan en la gasolina, se usan como
alimentación en la planta de etileno o se convierten en más benceno en una unidad de reformacióncatalítica con platino RZ-100.*
El tolueno se suele mezclar a aromáticos Cg y C10 (Ag+) del destilado de la columna de A^, paracargarlo en una unidad Tatoray, a producir xilenos y benceno adicionales. El efluente de la unidadTatoray se manda a una columna separadora dentro de la unidad Tatoray, para eliminar las fraccionesligeras. Después de tratar el efluente con caolín, se envía a la sección de fraccionamiento de BT, dondeel benceno se recupera, y los xilenos se fraccionan, separan y se envían a la sección de recuperaciónde xileno. El material ligero del separador Tatoray, o la columna de separación HDAT, se separan en productos gaseosos y líquidos. El gas del domo se exporta al sistema de gas combustible, y el líquidodestilado se recircula, en el caso normal, al desbutanador de reformación catalítica con platino CCR, para recuperar el benceno residual.
En lugar de alimentar el tolueno a Tatoray, otra estrategia de procesamiento para el tolueno es alimen-tarlo a un proceso catalítico para-selectivo, como PX-Plux, donde el para-xüeno en el producto de xilenose enriquece a >85%, y se coproduce benceno grado ciclohexano. El producto de/?ara-xileno concentradose recupera después en una unidad de cristalización de una sola etapa. En ese caso, los aromáticos C 9+ se podrían alimentar a una unidad Toray TAC9, para convertirlos principalmente en xilenos mezclados.
La fracción C8+ del fondo del separador de reformado se trata con arcilla, y a continuación se cargaa una columna separadora de xileno. Este separador de xileno está diseñado para reprocesar la alimenta-ción de xilenos mezclados a la unidad Parex, hasta concentraciones muy bajas de A9. Los Aíg se acumulanen el circuito de circulación de desorbente, dentro de la unidad Parex, y es más eficiente eliminar estematerial antes del separador de xileno. El destilado del separador de xileno se carga directamente a launidad Parex. Los fondos se envían a la columna de Ag, donde la fracción con Ag se reprocesa y des-
pués se recircula a la unidad Tatoray o HDAT. Si el complejo no tiene unidad Tatoray o HDAT, se suelemezclar el material A9+ en la gasolina o el aceite combustible.
* Marca comercial y/o marca de servicio de UOP.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 131/489
2.8 PROCESOS DE PRODUCCIÓN DE CORRIENTES BASE DE AROMÁTICOS
Si se va a producir orto-xileno en el complejo, el agotador de xileno se diseña para separar meta- yorto-xileno, y bajar una determinada cantidad de orto-xileno a los fondos que se envían a una columna
o-X donde se recupera un producto de orto-xileno de gran pureza, como destilado. Los fondos de lacolumna de o-X se envían después a la columna A9.
El destilado del separador de xilenos se envía directamente a la unidad Parex, donde se recupera para-xileno de 99.9% en peso de pureza, por adsorción, con 97% en peso de recuperación por paso.Todo tolueno residual en la alimentación a Parex se extrae junto con el para-xileno, se fracciona y sesepara en la columna de terminado dentro de la unidad Parex, y después se recircula a la unidad Tatorayo HDAT. El refinado de la unidad Parex se agota casi totalmente de para-xileno, hasta una concentra-ción menor que 1% en peso. El refinado se manda a la unidad Isomar, donde se produce para-xilenoadicional volviendo a establecer una distribución de equilibrio de isómeros de xileno. Todo etilbencenoen el refinado de Parex se convierte en xilenos adicionales, o se desalquila a benceno, dependiendo deltipo de catalizador Isomar que se use. El efluente del la unidad Isomar se envía a una columna deshep-
tanadora. Los fondos del desheptanador se tratan con caolín y se recirculan al separador de xileno. Deesta forma todos los aromáticos Cg se recirculan continuamente en la sección de recuperación de xileno,en el complejo, hasta que salen del mismo como para-xileno, orto-xileno o benceno. El destilado deldesheptanador se divide en productos gaseosos y líquidos. El gas destilado se exporta al sistema de gascombustible, y el líquido destilado se recircula normalmente al desbutanador de reformación catalíticaCCR con platino, para recuperar el benceno residual.
En el complejo de aromáticos existen numerosas oportunidades para reducir el consumo general deservicios mediante una integración térmica. Como la destilación es el principal consumidor de energíaen el complejo, el uso de vaporización cruzada es especialmente efectivo. Esta técnica consiste enelevar la presión de operación de una columna de destilación, hasta que el destilado condensado sea losuficientemente caliente para servir como fuente de calor para el vaporizador de otra columna. En la
mayor parte de los complejos de aromáticos, los vapores destilados del separador de xileno se emplean para vaporizar las columnas de recuperación de desorbente en la unidad Parex. Los fondos del separa-dor de xileno se usan con frecuencia como cinturón de aceite caliente para vaporizar el desheptanadorIsomar, o la columna de separación Tatoray. Si se desea, la sección de convección de muchos calenta-dores con quemador se puede utilizar para generar vapor.
CONSIDERACIONES SOBRE LA ALIMENTACIÓN
Cualquiera de las corrientes que siguen se puede usar como alimentación de un complejo de aromáticos:
• Nafta primaria.
• Nafta de hidrodesintegración.• Mezcla de xilenos.
• Gasolina de pirólisis.
• Aceite ligero de horno de coque.
• Condensado.
• Gas licuado de petróleo (gas LP).
La nafta de petróleo es la alimentación más utilizada para producir aromáticos. La nafta reformada,o reformado, constituye 70% de la oferta mundial total de BTX. La gasolina de pirólisis, subproductode las plantas de etileno, es la fuente que sigue en importancia, con 23%. Los líquidos de carbón,de los hornos de coque, forman el 5% restante. La gasolina de pirólisis y los líquidos de carbón son
fuentes importantes de benceno que pueden usarse sólo para producir benceno, o se pueden combinarcon reformado y alimentarse a un complejo integrado de aromáticos. La mezcla de xilenos tambiénse pueden usar para alimentar un ciclo independiente Parex-Isomar, o para proporcionar alimentaciónsuplementaria a un complejo integrado.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 132/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 133/489
2. 10 PROCESOS DE PRODUCCIÓN DE CORRIENTES BASE DE AROMÁTICOS
La nafta se cortó a una TFE de 165 °C (330 °F) para incluir todos los precursores de aromáticos C 9
en la alimentación a la unidad de reformación con platino.
Un resumen de los costos de inversión y el consumo de servicios para este complejo se ve en la tabla2.1.2. El costo instalado estimado para el complejo supone su construcción en un sitio de la Costa delGolfo de EUA en 1995. El alcance del estimado se limita al equipo dentro de los límites de batería decada unidad de procesamiento, e incluye la ingeniería, procuración, montaje del equipo en el sitio y elcosto del catalizador inicial y los inventarios de reactivos. El subproducto de fracciones ligeras del com- plejo de aromáticos se ha indicado en el balance general de materia. El uso y valor de esas fraccionesligeras como combustible no se comparó con las necesidades de combustible para el complejo.
EXPERIENCIA COMERCIAL
UOP es el principal concesionario mundial de tecnología en aromáticos. Para 2002, UOP había conce-
sionado casi 600 unidades de proceso separadas, para producción de aromáticos, incluyendo 168 refor-madoras catalíticas CCR, 215 unidades de extracción (Udex,* Sulfolane, Tetra* y Carom*), 78 unidadesParex, 6 unidades MX Sorbex, 52 unidades Isomar, 41 unidades Tatoray, 38 unidades THDA y una
* Marca comercial y/o marca de servicio de UOP.
TABLA 2.1.1 Balance general de materia
Propiedades de la nafta de alimentación
Gravedad específica 0.7347 TIE, °C(°F) 83(181) TFE, °C(°F) 166(331) Parafinas/naftenos/aromáticos, % en Vol. 66/23/11
Balance general de materia, kTM/A*
Nafta 940 Productos:
Benceno 164 para-xileno 400 C|o + aromáticos 50 Rafinado de aromáticos 140 Gas rico en hidrógeno 82 Gas LP 68 Fracciones ligeras 36
*kTM/A = miles de toneladas métricas por año.
TABLA 2.1.2 Costo de inversión y consumo de servicios
Costo instalado estimado, millones de USD 235 Consumo de servicios:
Electricidad, kW 12,000 Vapor de alta presión, TM/h* (klb/h) 63 (139) Vapor de presión intermedia, TM/h (klb/h) 76 (167) Agua de enfriamiento, m3/h(gal/min) 1630 (7180) Combustible quemado, millones de kcal/h 2 07 (8 21 )
(millones de BTU/h) *TM/h = toneladas métricas por hora.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 134/489
COMPLEJOS DE AROMÁTICOS 2.11
unidad Cyclar. UOP ha diseñado más de 60 complejos de aromáticos integrados, que producen bencenoy para-xileno a la vez. Estos complejos van desde 21,000 hasta 1,200,000 TM/A (de 46 a 2646 millones
de libras/año) de para-xileno.
REFERENCIAS
Jeanneret, J. J., "Developments in p-Xylene Technology", DeWitt Petrochemical Review, Houston, marzo de 1993.
Jeanneret, J. J., "para-Xylene Production in the 1990s," UOP Technology Conferences, diversos lugares, mayo de 1995. Jeanneret, J. J., C. D. Low y V. Zukauskas, "New Strategies Maximizepara-Xylene Production", Hydrocarbon Processing,
junio de 1994.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 135/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 136/489
CAPÍTULO 2.2
PROCESO SULFOLANE DE UOP
Thomas J. Stoodt y Antoine Negiz Servicios de comercialización
UOP LLC Des
Plaines, Illinois
INTRODUCCIÓN
El proceso Sulfolane de UOP se utiliza para recuperar productos aromáticos de gran pureza a partir demezclas de hidrocarburos, como nafta reformada de petróleo (reformado), gasolina de pirólisis o aceiteligero de horno de coque.
El proceso Sulfolane toma su nombre del solvente que usa: sulfolano, o 1,1-dióxido de tetrahidrotio-feno, o 1-dióxido de tiociclopentano. El sulfolano fue desarrollado por Shell, como solvente, a principio
de la década de 1960, y sigue siendo el solvente más eficiente disponible para recuperar aromáticos. A partir de 1965, UOP ha sido el permisionario exclusivo del proceso Sulfolane. Muchas de las mejorasdel proceso incorporadas en una unidad Sulfolane moderna se basan en características de diseño ytécnicas de operación desarrolladas por UOP.
El proceso Sulfolane se puede aplicar como combinación de extracción líquido-líquido (ELL) y dedestilación extractiva (DE) o bien, con una alimentación adecuada, sólo destilación extractiva. La elec-ción es función de la alimentación y de los objetivos de procesamiento, como se explicará adelante.
El proceso Sulfolane se suele incorporar en un complejo de aromáticos para recuperar productosde benceno y tolueno de alta pureza a partir de reformado. En un complejo moderno y totalmenteintegrado UOP de aromáticos (figura 2.2.1), la unidad Sulfolane se ubica adelante de la columnaseparadora de reformado. La fracción C6-C7 del destilado del separador de reformado se alimenta a la
unidad Sulfolane. El extracto aromático de la unidad Sulfolane se trata con arcilla para eliminar trazasde olefinas, y los productos benceno y tolueno individuales se recuperan por fraccionamiento simple.El rafinado parafínico de la unidad Sulfolane se suele mezclar al conjunto de gasolinas o usar en sol-ventes alifáticos. En el capítulo 2.1 se puede encontrar una descripción completa de todo el complejode aromáticos.
También, el proceso Sulfolane puede ser una manera atractiva para reducir la concentración de benceno en una mezcla de gasolinas de refinería, para que cumpla con las especificaciones de gasolinareformulada. En una aplicación típica de reducción de benceno (figura 2.2.2), una parte del reformadodesbutanizado se envía a una columna separadora de reformado. La cantidad de reformado que vaal separador se determina por el grado de reducción de benceno que se requiere. Al derivar algo dereformado rodeando el separador para recombinarlo con los fondos del separador se puede controlarla concentración final de benceno. Los vapores del separador, ricos en benceno, se envían a la unidad
* Marca comercial y/o marca de servicio de UOP.
2.13

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 137/489
2.14 PROCESOS DE PRODUCCIÓN DE CORRIENTES BASE DE AROMÁTICOS
FIGURA 2.2.2 Aplicación para reducción de b enceno.
Sulfolane, que produce benceno de alta pureza que se puede vender en el mercado petroquímico. Elrafinado de la unidad Sulfolane se puede regresar a la mezcla de gasolina o puede mejorarse en unaunidad de isomerización.
Las mejoras en el proceso Sulfolane han permitido la aplicación sólo de destilación extractiva a ali-mentaciones que por tradición se enviaban a una unidad combinada de extracción líquido-líquido/des-tilación extractiva (ELL/DE). Para el mismo flujo de alimentación, una unidad de destilación extractivanecesita aproximadamente 80% de costo instalado de una unidad ELL/DE combinada. La economíade una frente a la otra es principalmente cuestión de los servicios necesarios para alcanzar especifica-
ciones de gran pureza en el producto, con recuperación satisfactoria de BTX (benceno-tolueno-xileno).La aplicación de la destilación extractiva se ve favorecida cuando la alimentación a Sulfolane es ricaen aromáticos. En ese caso hay menos rafinado para vaporizar en la columna de destilación extractiva,que consume energía.
FIGURA 2.2.1 Complejo integrado UOP de aromáticos.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 138/489
PROCESO SULFOLANE DE UOP 2 .15
La opción más barata es una decisión económica y técnica. Los factores que deben tenerse en cuentason:
• Comparación de equipo nuevo con actualizado.
• Costo de los servicios.
• Composición de la alimentación (intervalo de ebullición, no aromáticos, impurezas).
• Especificaciones del producto.
SELECCIÓN DEL SOLVENTE
La adecuación de un solvente para extracción de aromáticos implica la relación entre la capacidad de
absorción de aromáticos por el solvente (solubilidad) y la capacidad del solvente para diferenciar entrearomáticos y no aromáticos (selectividad). Un estudio de los solventes polares comunes usados en laextracción de aromáticos indica las semejanzas cualitativas siguientes:
• Cuando se comparan hidrocarburos con la misma cantidad de átomos de carbono, las solubilidadesdecrecen en el orden aromáticos > ñafíenos > olefinas > parafinas.
• Cuando se comparan hidrocarburos de la misma serie homologa, la solubilidad disminuye al aumentar el peso molecular.
• La selectividad de un solvente disminuye al aumentar el contenido, de hidrocarburos de la fasesolvente.
No obstante estas semejanzas generales, diversos solventes comerciales que se usan en la recuperaciónde aromáticas tienen diferencias cuantitativas importantes. El sulfolano tiene mejores solubilidades dearomáticos a determinada selectividad que cualquier otro solvente comercial. La consecuencia prácticade esas diferencias es que una unidad de extracción diseñada para usar sulfolano requiere menor circu-lación de solvente, por lo que consume menos energía.
Además de la mejor solubilidad y selectividad, el sulfolano tiene tres propiedades físicas favorablesque tienen un impacto apreciable sobre la inversión en la planta y los costos de operación:
• Alta gravedad específica (1.26). La alta gravedad específica permite aprovechar la capacidad del sulfolano en aromáticos, y al mismo tiempo mantener una gran diferencia de densidades entre las fasesde hidrocarburo y solvente, en el extractor. Esta gran diferencia de densidades reduce el diámetronecesario del extractor. La alta densidad de la fase líquida en la sección de destilación extractiva
reduce también el tamaño del equipo que ahí se requiere.• Bajo calor específico (0.4 cal/g-°C o 0.4 Btu/lb-F). El bajo calor específico del solvente sulfolano
reduce las cargas térmicas en las fraccionadoras y el trabajo de los intercambiadores de calor delsolvente.
• Alta temperatura de ebullición (287 °C o 549 °F). La temperatura de ebullición del sulfolano esapreciablemente mayor que la del hidrocarburo aromático más pesado que se recupera, facilitando laseparación del solvente y el extracto aromático.
CONCEPTO DEL PROCESO
En el proceso Sulfolane se combinan extracción líquido-líquido y destilación extractiva, en la mismaunidad de proceso. El modo de operación tiene ventajas particulares para la recuperación de aromá-ticos:

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 139/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 140/489
FIGURA 2.2.3 Concepto del proceso Sulfolane.
Los fondos del separador, que están sustancialmente libres de impurezas no aromáticas, se envían ala columna de recuperación, donde el producto aromático se separa del solvente. Debido a la gran dife-rencia en las temperaturas de ebullición del sulfolano solvente y el componente aromático más pesado,esta separación se logra con un consumo mínimo de energía. Para reducir las temperaturas del solvente,
la columna de recuperación opera al vacío. El solvente pobre del fondo de la columna de recuperaciónse regresa al extractor. El extracto se recupera en el destilado y se envía a columnas de destilación, másadelante, para recuperar los productos individuales de benceno y tolueno.
La corriente de rafinado sale por arriba del extractor y se dirige a la columna de lavado de rafinado.En esta columna, el rafinado se pone en contacto con agua para eliminar el solvente disuelto. El aguarica en solvente se evapora en el separador de agua, por intercambio con solvente circulante caliente,y se usa después como vapor de arrastre en la columna de recuperación. El solvente acumulado en elfondo del separador de agua se regresa por bombeo a la columna de recuperación.
El rafinado sale por la parte superior de la columna de lavado de rafinado. La cantidad de sulfolanoretenida en el rafinado es despreciable. El producto rafinado se suele enviar a la mezcla de gasolina ocomo solvente alifático.
Bajo las condiciones normales de operación, el solvente sulfolano sólo sufre poca degradación deoxidación. En el diseño de la unidad, se incluye un pequeño regenerador de solvente, como salva-guarda contra la posibilidad de que entre aire a la unidad. Durante el funcionamiento normal, se saca
PROCESO SULFOLANE DE UOP 2.17

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 141/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 142/489
PROCESO SULFOLANE DE UOP 2.19
una pequeña sangría del solvente circulante que se envía al regenerador de solvente, para eliminar elsolvente oxidado.
El extracto producido en una unidad Sulfolane puede contener trazas de olefinas y otras impure-zas que afectarían en forma adversa las pruebas de color de lavado con ácido, del benceno y tolueno producidos. Para eliminar esos residuos, el extracto se trata con arcilla antes de fraccionarlo. Como eltratamiento con arcilla se hace en condiciones benignas, el consumo de arcilla es mínimo.
El extracto tratado se dirige a la sección de fraccionamiento de aromáticos, donde se recuperan ben-ceno y tolueno de gran pureza y a veces xilenos mezclados. El diseño de la sección de fraccionamientode aromáticos varía, dependiendo de las necesidades particulares de procesamiento que tenga el refina-dor. El tolueno producido se recircula con frecuencia a una unidad Tatoray de UOP para convertirlo en benceno y xilenos. Los xilenos mezclados se pueden mandar directamente a la sección de recuperaciónde xileno en la planta, para separar para-xileno, orto-xileno y meta-xüeno.
Todo aromático pesado en la alimentación sale como producto de fondos en la sección de fraccio-
namiento. En la mayor parte de los casos, los aromáticos C9 se recuperan y recirculan a una unidadTatoray de UOP para producir más xilenos. Los aromáticos pesados también pueden incorporarse a lasgasolinas o venderse como componente de mezcla de alto octano.
La figura 2.2.5 muestra el flujo del proceso en una unidad Sulfolane de destilación extractiva. Haydos columnas primarias en esa unidad: la columna de destilación extractiva y la columna de recupe-ración de solvente (o columna separadora de solvente). La alimentación de aromáticos se lleva a lacolumna de DE. Intercambia calor con el solvente pobre y entra a un plato central de la columna. Elsolvente pobre se introduce cerca de la parte superior de la columna de DE.
Al combinar solvente con alimentación, se alteran las volatilidades relativas de los componentes aseparar por el comportamiento no ideal de la mezcla. Ésta es la clave del proceso. La selectividad delsolvente hace que los aromáticos sean relativamente menos volátiles que los no aromáticos, como se ve
en la tabla inferior derecha de la figura 2.2.3. Se puede alcanzar una buena pureza de producto si hay lasuficiente separación de valores K, entre el aromático con menos carbonos y las especies no aromáticascon mayor cantidad de carbonos.
FIGURA 2.2.5 Proceso Sulfolane de Shell: destilación extractiva.
Marca comercial y/o marca de servicio de UOP.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 143/489
2. 20 PROCESOS DE PRODUCCIÓN DE CORRIENTES BASE DE AROMÁTICOS
Cuando la corriente de vapor de hidrocarburos sube por la columna de DE, a contracorriente con elsolvente que desciende, los aromáticos se absorben selectivamente. La función de la sección superior
de la columna de destilación extractiva es aumentar la recuperación de aromáticos. El vapor que salees de no aromáticos y se llama rafinado. Este vapor se condensa y se manda al almacén. Una parte delrafinado líquido se usa como reflujo en la columna, para rectificar el solvente arrastrado y separarlodel producto destilado. El vapor de agua se recolecta en la pierna del recibidor de rafinado y se regresaal circuito del agua. La columna de destilación extractiva se vaporiza con un calentador.
En la parte inferior de la columna de destilación extractiva, los no aromáticos se separan del líquidoen forma preferente y entran a la parte superior de la columna como fase vapor debido a la selectividaddel solvente, lo que los saturados sean relativamente más volátiles que los aromáticos. También, debidoa la selectividad finita, algo de aromáticos, principalmente benceno, se arrastra a la sección superior dela columna, donde debe absorberse. La sección inferior de la columna de destilación extractiva hace lafunción de purificador de benceno.
Los fondos de la columna de DE contienen solvente y aromáticos muy puros. Estos materiales seenvían a la columna de recuperación de solventes (columna separadora de solvente). En esta columna,los aromáticos se separan del solvente al vacío, con arrastre de vapor. El vapor de aromáticos, depen-diendo de su composición (B o BT), se condensa y se envía al almacén, o a tratamiento con arcilla antesde fraccionar el producto. Una parte del líquido extracto se usa como reflujo para eliminar solventeresidual de los vapores de extracto. La columna de recuperación con solvente se vaporiza con vapor.El agua se recolecta en la pierna recibidora de extracto y se envía al separador de agua. Esta pequeñacolumna vaporizada (calentada por intercambio con los fondos del separador de solvente) genera elvapor de arrastre que se regresa al fondo de la columna de recuperación de solvente pasando porel regenerador de solvente. El solvente, cuando baja por la columna de recuperación, se purifica de loshidrocarburos residuales. En el fondo de la columna de recuperación, el solvente es, en esencia, sulfo-
lano puro con una pequeña cantidad de agua. A continuación, se regresa a la columna de destilaciónextractiva como solvente pobre. Una sangría de solvente pobre se manda a un regenerador de solvente para eliminar todos los productos de degradación.
CONSIDERACIONES SOBRE LA AUMENTACIÓN
La alimentación a una unidad Sulfolane suele ser un corte de benceno-tolueno (BT) procedente de unaunidad de reformación de nafta. La fracción de xileno en el reformado con frecuencia tiene la purezasuficiente para venderse como mezcla de xilenos, o se envía directamente a la sección de recupera-ción de para-xileno del complejo de aromáticos. En muchas instalaciones, el subproducto de gas de
pirólisis obtenido en una planta cercana de etileno también se dirige a una unidad Sulfolane. Algunas plantas también usan sulfolano para recuperar aromáticos del aceite ligero del horno de coque. Antes deenviarlo a una unidad Sulfolane, primero se debe separar el reformado en una columna desbutanadora para eliminar las fracciones ligeras. El gas de pirólisis y los aceites ligeros del horno de coque debenhidrotratarse primero para eliminar dienos, definas, azufre y nitrógeno. En general, la alimentación auna unidad Sulfolane debe cumplir con las especificaciones indicadas en la tabla 2.2.1.
EFICIENCIA DEL PROCESO
El desempeño del proceso Sulfolane de UOP ha sido bien demostrado en más de 100 unidades en
funcionamiento. La recuperación del benceno es mayor que 99.9% en peso, y la de tolueno es 99.8%en peso, en el caso típico. También, el proceso Sulfolane tiene gran eficiencia en la recuperación dearomáticos más pesados, cuando es necesario. La recuperación típica de xilenos es mayor de 98% en peso, y se ha obtenido comercialmente una recuperación de 99% en peso, con alimentaciones ricas.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 144/489
PROCESO SULFOLANE DE UOP 2.21
TABLA 2.2.1 Especificaciones para la alimentación al proceso Sulfolane
Contaminante Efecto Límite Azufre total Contamina el producto 0.2 ppm máx Tiofeno Contamina el producto 0.3 ppm máx. Cloruro total Contamina el producto, causa corrosión 0.2 ppm máx.
Número de bromo Causa mayor circulación de solvente 2 máx. y mayor consumo de servicios
índice de dieno Causa mayor circulación de solvente 1 máx. y mayor consumo de servicios
Oxígeno disuelto Causa degradación del solvente 1.0 ppm máx.
En forma rutinaria, las unidades Sulfolane de UOP producen benceno con una temperatura desolidificación de 5.5 °C o mejor, y muchas unidades comerciales producen benceno con menos de 100 ppm de impurezas no aromáticas. El tolueno y los aromáticos Cg producidos en una unidad Sulfolanetambién son de pureza extremadamente alta, y con facilidad mejoran las especificaciones para gradode nitración. De hecho, las purezas finales de los productos aromáticos dependen más del diseño y elfuncionamiento correcto de la sección posterior de fraccionamiento, que de la eficiencia de extracciónde la unidad Sulfolane misma.
La pureza y eficiencia de recuperación de una unidad de extracción de aromáticos son en gran partefunción del consumo de energía. En general, los mayores flujos de circulación de solvente dan comoresultado mejor eficiencia, pero a expensas de mayor consumo de energía. El proceso Sulfolane de UOP
contempla el consumo menor de energía comparado con cualquier técnica comercial de extracción dearomáticos. Una unidad típica Sulfolane de UOP consume de 275 a 300 kcal de energía por kilogramode extracto producido, aun cuando funcione con una pureza de benceno de 99.99% en peso, y con recu- peración de 99.95% en peso. Las unidades Sulfolane de UOP también se diseñan para recuperar coneficiencia el solvente y recircularlo dentro de la unidad. Las pérdidas esperadas de sulfolano solventeson menores que 5 ppm del flujo de alimentación fresca a la unidad.
CONSIDERACIONES SOBRE EL EQUIPO
El extractor usa platos perforados, para el contacto de la alimentación que sube con el solvente que
baja. Estos platos funcionan como distribuidores para mantener una "lluvia" de gotitas de solvente,dispersa uniformemente, que baja por el extractor para facilitar la difusión de los componentes aromá-ticos a la fase solvente. Una columna de extracción Sulfolane típica contiene 94 platos de de este tipo.
La columna de lavado de rafinado recupera solvente residual arrastrado en el rafinado del extractor.Esta columna de lavado usa platos de platina de chorro, para obtener el flujo a contracorriente entre elagua de lavado y el rafinado. Una columna de lavado típica contiene ocho platos de platina de lavado.
La columna separadora elimina todo hidrocarburo aromático en el solvente rico, por destilaciónextractiva. El sulfolano solvente aumenta las volatilidades relativas entre los componentes aromáticosy no aromáticos, facilitando así la eliminación de no aromáticos ligeros en el destilado de la columna.Una columna separadora típica contiene 34 platos perforados. La columna de recuperación separa alextracto aromático del sulfolano solvente por destilación al vacío. Una columna común de recuperación
contiene 34 platos con válvulas.La unidad Sulfolane de destilación extractiva tiene menos equipos que una unidad convencional. Se
eliminan el extractor de platina de lluvia y la columna de lavado de rafinado. El solvente en el rafinado,como se describió antes, se elimina por el reflujo de la columna de destilación extractiva. En el caso

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 145/489
2.22 PROCESOS DE PRODUCCIÓN DE CORRIENTES BASE DE AROMÁTICOS
de una alimentación sólo con benceno, se puede eliminar todo el equipo asociado cono circulación deagua y vapor de arrastre. Una unidad Sulfolane tiene un costo aproximado de 80% en comparación con
una unidad de extracción líquido-líquido/destilación extractiva.El regenerador de solvente es un tambor vertical corto que se usa para eliminar los polímeros y las
sales que se forman como resultado de la degradación del solvente causada por oxígeno. El regeneradorfunciona al vacío y trabaja continuamente.
El proceso Sulfolane está muy integrado térmicamente. Para una unidad típica se diseñan aproxima-damente 11 cambiadores de calor.
Todo el equipo de la unidad Sulfolane, a excepción del vaporizador del regenerador de solvente, esde acero al carbón. El vaporizador del regenerador de solvente se fabrica en acero inoxidable.
CASO DE ESTUDIO
En la tabla 2.2.2 se presenta un resumen de los costos de inversión y el consumo de servicios para unaunidad Sulfolane típica. La base para este caso es una unidad Sulfolane que procesa 54.5 toneladasmétricas por hora (TM/h), o 10,400 barriles por día (BPD) de un corte reformado con BT. Este casocorresponde al de un complejo integrado UOP de aromáticos que se describe en el capítulo 2.1 de estemanual. El costo de inversión se limita a la unidad Sulfolane misma, y no incluye el fraccionamiento posterior. El costo montado estimado de la unidad Sulfolane supone la construcción en un sitio de laCosta del Golfo, en EUA, en 2002. El alcance del estimado incluye ingeniería, compras, instalación delequipo en el sitio y el inventario inicial del solvente sulfolano.
EXPERIENCIA COMERCIAL Desde principios de la década de 1950, UOP ha concesionado cuatro tecnologías diferentes de extrac-ción de aromáticos, incluyendo los procesos Udex, Tetra y Carom. La experiencia de UOP enextracción de aromáticos abarca más de 200 unidades, cuyo tamaño va de 2 a 260 TM/h (400 a 50,000BPD de alimentación).
En 1952, UOP introdujo la primera tecnología de extracción de aromáticos en gran escala, el procesoUdex, desarrollado por UOP y Dow Chemical en conjunto. Aunque el proceso Udex usa dietilenglicolo trietilenglicol como solvente, se parece al proceso Sulfolane porque se combinan en él la extracciónlíquido-líquido con la destilación extractiva. Entre 1950 y 1965, UOP autorizó un total de 82 unidadesUdex.
Marca comercial y/o marca de servicio de UOP.
TABLA 2.2.2 Costo de inversión y consumo deservicios*
Costo instalado estimado, millones de USD 13.5 Consumo de servicios:
Electricidad, kW 390 Vapor de alta presión, TM/h (klb/h) 27.5 (60.6) Agua de enfriamiento, m3/h (gal/min) 274 (1207)
*Base: 25.0 TM/h de tolueno producido, 11,8 TM de benceno pro-ducido, 54.5 TM/h (10,000 BPD) de alimentación de reformado BT. Nota: TM/h 0 toneladas métricas por hora; BPD = barriles por día

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 146/489
PROCESO SULFOLANE DE UOP 2.23
En los años siguientes a la comercialización del proceso Udex, se hicieron muchas investigacionessobre otros sistemas de solvente. En 1962, Shell comercializó las primeras unidades Sulfolane en sus
refinerías de Inglaterra e Italia. El éxito de estas unidades llevó a un convenio, en 1965, por el queUOP se convirtió en el permisionario exclusivo del proceso Sulfolane de Shell. Muchas de las mejo-ras incorporadas en las modernas unidades Sulfolane se basan en características de diseño y técnicasde operación desarrolladas por UOP. Para 1995, UOP había concesionado un total de 120 unidadesSulfolane por todo el mundo.
Mientras tanto, en 1968 los investigadores de Union Carbide descubrieron que el tetraetilenglicoltiene mayor capacidad de aromáticos que los solventes que se usaban en las unidades Udex existentes.Pronto Union Carbide comenzó a ofrecer este solvente mejorado, en el proceso Tetra. Union Carbidedio en concesión un total de 17 unidades Tetra de extracción con solventes; 15 de esas unidades eranoriginalmente unidades Udex de UOP que se mejoraron para aprovechar las ventajas que ofrece el proceso Tetra.
Union Carbide comercializó el proceso Carom en 1986. El diagrama de flujo del proceso Carom es parecido al que se usa en los procesos Udex y Tetra, pero en él se aprovecha un sistema exclusivo desolventes de dos componentes, que casi iguala la eficiencia del sulfolano. En 1988, UOP se fusionó conla división CAPS de Union Carbide. El resultado de esta fusión es que ahora UOP ofrece los procesosSulfolane y Carom, para extracción de aromáticos, y continúa respaldando las tecnologías anterioresUdex y Tetra.
El proceso Carom es ideal para renovar las unidades Udex y Tetra anteriores, para aumentar su capa-cidad, disminuir su consumo de energía o mejorar la pureza del producto. También puede competir conel proceso Sulfolane para unidades nuevas. Para 2002, UOP había concesionado un total de siete unida-des Carom. Seis de ellas fueron conversiones de unidades Udex o Tetra y una es una unidad nueva.
REFERENCIAS
Jeanneret, J. J., P. Fortes, T. L. LaCosse, V. Strekantham y T. J. Stoodt, "Sulfolane and Carom Processes: Options forAromatics Extraction", Conferencias de tecnología UOP, varios lugares, septiembre de 1992.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 147/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 148/489
CAPÍTULO 2.3
PROCESO DE
HIDRODESALQUILACIÓN TÉRMICAUOP (HDAT)
Thomas J. Stoodt y Antoine Negiz UOP LLC Des
Plaines, Illinois
INTRODUCCIÓN
La importancia del benceno como producto intermedio en la producción de materiales de base orgánica
sólo es superada por la del etileno. El benceno representa la unidad básica en la fabricación, directa oindirecta, de más de 250 productos o clasificaciones de producto diferentes.
Históricamente, el mayor consumo de benceno ha sido para la producción de etilbenceno (para poliestireno), eumeno (para fenol y acetona) y ciclohexano (para nylon). También se consumen canti-dades importantes de benceno en la fabricación de anilina, alquilado detergente y anhídrido maleico.
Hoy en día, 92 por ciento del benceno producido en el mundo proviene directamente de fuentes petroleras. La reformación catalítica suministra la mayor parte del benceno petroquímico derivado del petróleo. Sin embargo, el tolueno se produce en mayores cantidades que el benceno en la operación dereformación, y en muchas áreas, la baja demanda de tolueno en el mercado puede hacer atractiva suconversión a benceno, por desalquilación. Aproximadamente 13 por ciento del benceno petroquímico producido en el mundo se deriva de desalquilación de tolueno.
El proceso de hidrodesalquilación térmica (HDAT) permite contar con un método eficiente paraconvertir alquilbencenos en benceno de alta pureza. Además de producir benceno, el proceso HDAT puede aplicarse económicamente a la producción de naftaleno de alta calidad, partiendo de alimenta-ciones adecuadas.
DESCRIPCIÓN DEL PROCESO
El proceso HDAT* de UOP convierte alquilbencenos y alquilnaftalenos en sus anillos aromáticoscorrespondientes, benceno y naftaleno. La relación entre la distribución de productos y la severidad de
* Marca comercial y/o marca de servicio de UOP.
2.25

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 149/489
2.26 PROCESOS DE PRODUCCIÓN DE CORRIENTES BASE DE AROMÁTICOS
operación es tal que para las operaciones con benceno y naftaleno, la conversión por paso de alimenta-ción fresca se mantiene a algo menos de 100 por ciento. En la figura 2.3.1 se muestra un diagrama de
flujo de proceso simplificado para la obtención de benceno.Las cadenas laterales de grupo alquilo en la alimentación del alquil-aromático, y también los no
aromáticos que puedan estar presentes en la alimentación se convierten en parafinas ligeras, un gascoproducto formado principalmente por metano. La reacción básica de hidrodesalquilación permiteque el proceso produzca benceno o naftaleno de alta pureza, sin aplicar técnicas de extracción o super-fraccionamiento, aun cuando se cargue una mezcla de alquil-aromáticos con hidrocarburos no aromá-ticos. Cuando hay exceso de no aromáticos en la carga aumentan en forma apreciable los consumos dehidrógeno.
Los rendimientos de productos se acercan a los estequiométricos y el rendimiento de benceno a partir de tolueno se aproxima al 99 por ciento molar. Se coproduce una pequeña cantidad de materialesaromáticos pesados, formada por compuestos del tipo bifenilo.
En una unidad para benceno, la alimentación fresca de tolueno se mezcla con tolueno recirculado,con gases recirculados e hidrógeno fresco, calentados por intercambio en un calentador de combustión,y a continuación se cargan al reactor. Los alquil-aromáticos se hidrodesalquilan y forman benceno y noaromáticos, y las parafinas y naftalenos se hidrodesintegran. El efluente del reactor se enfría y se mandaal separador de productos, donde se separa en una fase líquida y una fase gaseosa. La fase gaseosa,rica en hidrógeno, se recircula al reactor, y el líquido separado se carga a un separador para eliminarlas fracciones ligeras. Los fondos del separador se percolan en un tratador de arcilla y van a la secciónde fraccionamiento, donde se obtiene un benceno de alta pureza como corte lateral superior de unacolumna de fraccionamiento de benceno. El tolueno no convertido se recircula al reactor, desde el cortelateral inferior de la columna de benceno. El subproducto de aromáticos pesados se retira del fondo dela columna y se envía a almacenamiento.
El flujo de proceso en la sección del reactor, en una unidad HDAT para naftaleno, es parecido al des-crito para la unidad para benceno. La alimentación fresca se mezcla con los alquil-aromáticos recircula-dos no convertidos, y con hidrógeno de relleno y de recirculación. A continuación, la mezcla se calientay se carga al reactor. Los materiales en la alimentación, que hierven cerca del naftaleno, provocarían
FIGURA 2.3.1 Proceso HDAT de UOP para producción de benceno.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 150/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 151/489
2. 28 PROCESOS DE PRODUCCIÓN DE CORRIENTES BASE DE AROMÁTICOS
TABLA 2.3.2 Inversión y servicios necesarios para el proceso HDAT*
Costo estimado instalado en de límites de batería 9.5 millones USDServicios
Electricidad, kW 620 Combustible, 106 real/h (106 Btu/h) 63 (250) Agua de enfriamiento, m3/h (gal/min) 112 (495)
'Base: 1200 BPD de alimentación de tolueno. Nota: MT/h = toneladas métricas por hora — toneladas métricas por año — barriles por
día de operación.
La economía de la obtención del benceno con el proceso HDAT es muy sensible a los precios
relativos del benceno y tolueno. Como regla general, el proceso HDAT es viable económicamentecuando el precio del benceno (por unidad de volumen) es más de 1.25 veces mayor que el precio deltolueno. Por esta razón, el proceso HDAT se usa para satisfacer la demanda de benceno durante los periodos de máxima demanda. Cuando la demanda del benceno es baja, las unidades HDAT no operan.Sin embargo, una unidad HDAT diseñada por UOP se modifica con facilidad y a bajo costo para trabajarcon el proceso Tatoray. Esta flexibilidad amplía mucho la utilización del costoso equipo de proceso,y permite contar con un método para generar mayor variedad de productos (por ejemplo, benceno ytoluenos mezclados) durante periodos de baja demanda de benceno.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 152/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 153/489
2.30 PROCESOS DE PRODUCCIÓN DE CORRIENTES BASE DE AROMÁTICOS
panos y butanos) para formar olefinas es el paso limitante de la reacción (figura 2.4.1). Una vez forma-das, las olefinas, al ser muy reactivas, se oligomerizan para formar compuestos intermedios de mayor
peso molecular, que a continuación se ciclizan rápidamente y forman naftenos. Todas esas reacciones,deshidrogenación, oligomerización y ciclización, se catalizan por ácido. La selectividad de la zeolitaen el catalizador impulsa la reacción de ciclización y limita el tamaño de los anillos formados. El pasofinal de la reacción es la deshidrogenación de los naftenos para formar los compuestos aromáticoscorrespondientes. Esta reacción se favorece mucho en las condiciones de operación del proceso Cyclar,y el resultado es la conversión casi completa de los naftenos.
Los compuestos intermedios en las reacciones también pueden tener reacciones secundarias dehidrodesintegración y formar metano y etano. Esta reacción secundaria causa una pérdida de rendi-miento porque el metano y el etano son inertes en las condiciones de operación del proceso Cyclar.
Como las olefinas son compuestos intermedios clave en la reacción, naturalmente que puedenincluirse en la alimentación a la unidad Cyclar. Las parafinas más pesadas, como los pentanos, también
se pueden incluir en la alimentación. Las olefinas y los pentanos se convierten casi totalmente en launidad Cyclar, pero esa unidad debe diseñarse para aprovercharlos porque causan una mayor rapidezde coquización del catalizador que con butano y propano puros.
Aunque la sucesión de reacciones comprende algunos pasos exotérmicos, la preponderancia de lasreacciones de deshidrogenación causa una reacción muy endotérmica. Cinco moles de hidrógeno se producen por cada mol de componente aromático formado a partir de propano o butano.
Ya que el propano y los butanos son relativamente inertes, en el proceso Cyclar se requiere un cata-lizador con gran actividad. Al mismo tiempo, se debe reducir la producción de metano y etano debidaa reacciones secundarias indeseables de hidrodesintegración. Las intensas investigaciones de BP yUOP dieron como resultado un catalizador que combina varias propiedades importantes que aseguranla operación comercial eficiente:
• En las condiciones necesarias de gran selectividad hacia los aromáticos, la eficiencia de conversióndel catalizador disminuye lentamente.
• La selectividad hacia los aromáticos es casi constante dentro del intervalo normal de conversión, yda como resultado un rendimiento y calidad estables del producto. Así, el desempeño económico del proceso se puede mantener independientemente de las fluctuaciones normales en la operación de launidad.
• En las condiciones normales del proceso, la rapidez de depósito de carbón en el catalizador es lentay continua, y forma menos del 0.02% en peso de la alimentación procesada. Como las cantidadesde carbón en el catalizador agotado son bajas, las necesidades de regeneración son relativamentemoderadas. Las condiciones moderadas de regeneración aumentan la duración del catalizador y lo
hacen insensible a perturbaciones del proceso y cambios en la composición de la alimentación.
FIGURA 2.4.1 Mecanismo de reacción en el proceso Cyclar.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 154/489
PROCESO CYCLAR DE BP-UOP 2.31
• El catalizador tiene gran estabilidad térmica y es relativamente insensible a los contaminantescomunes en la alimentación. Con la regeneración se restaura totalmente la actividad y selectividad
del catalizador hasta el desempeño que tiene el catalizador fresco.• La alta resistencia mecánica y bajas características de atrición (abrasión) hacen que el catalizador sea
adecuado para su regeneración continua.
DESCRIPCIÓN DEL PROCESO
Una unidad Cyclar se divide en tres secciones principales. En la sección del reactor se incluye el reactorde flujo radial, el intercambiador de la alimentación combinada y el calentador y los calentadoresintermedios. La sección del regenerador comprende el regenerador y el sistema de transferencia decatalizador. La sección de recuperación del producto está formada por los separadores de producto,compresores, fraccionador y equipo de recuperación de gases.
El esquema de flujos es parecido al del proceso CCR Platforming de UOP, que se usa mucho en todoel mundo para reformar nafta de petróleo. En la figura 2.4.2 se presenta un diagrama de flujo simpli-ficado. Se combinan la alimentación fresca y la recirculación, e intercambian calor con el efluente delreactor. A continuación, la alimentación combinada se calienta hasta la temperatura de reacción en elcalentador de carga y se envía a la sección del reactor. Hay cuatro reactores adiabáticos de flujo radialdispuesto en un estibado vertical. El catalizador baja verticalmente por gravedad y la carga fluye radial-mente cruzando los lechos anulares de catalizador. Entre cada reactor la carga vaporizada se recalientahasta la temperatura de reacción, en un intercalentador, calentador interno o calentador intermedio.
El efluente del último reactor se separa en productos de vapor y líquido en un separador de producto.El líquido se envía a un destilador, donde los saturados ligeros se eliminan del producto aromático C6+.El vapor del separador de producto se comprime y se manda a una sección de recuperación de gases,
que en el caso típico es una unidad criogénica, para separar una corriente de producto con hidrógenode 95 por ciento de pureza y una corriente de gas combustible, formado por saturados ligeros, así comouna corriente de recirculación, de gas LP no convertido. El hidrógeno no se recircula.
En vista de que al paso del tiempo se forma coque sobre el catalizador Cyclar a las condicionesde reacción, se retira continuamente catalizador parcialmente desactivado del fondo del estibado delreactor para su regeneración. La figura 2.4.3 muestra detalles adicionales de la sección de regeneracióndel catalizador. Primero, una cantidad discreta de catalizador agotado entra a una tolva de aislamiento,donde se purga con nitrógeno. El catalizador purgado se eleva con nitrógeno a la tolva de liberación,sobre el regenerador. El catalizador baja por el regenerador, donde se quema el carbón acumulado.El catalizador regenerado baja a la segunda tolva de aislamiento, donde se purga con hidrógeno y acontinuación se eleva con hidrógeno hasta la parte superior del reactor. Debido a que las secciones de
reacción y regeneración están separadas, cada una trabaja a sus propias condiciones. Además, se puede parar temporalmente la sección de regeneración para darle mantenimiento, sin afectar el funcionamien-to de las secciones del reactor y de recuperación del producto.
CONSIDERACIONES SOBRE LA AUMENTACIÓN
El propano y los butanos deben ser los principales componentes en la alimentación de una unidadCyclar. Se deben reducir al mínimo los saturados Cj y C2 porque funcionan como diluyentes inertes.Las olefinas se deben limitar a menos de 10 por ciento de la alimentación. Si la concentración de olefi-nas es mayor, se requiere hidrogenar la alimentación. Los componentes C5 y C6 aumentan la rapidez deformación de coque en el proceso y deben limitarse a menos de 20 y del 2 % en peso, respectivamente,
en las unidades Cyclar diseñadas para servicio con gas LP. Las unidades Cyclar pueden diseñarse para procesar cantidades apreciablemente mayores de materiales de C5 y C6, de ser necesario. En general, laalimentación a una unidad Cyclar debe satisfacer las especificaciones indicadas en la tabla 2.4.1.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 155/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 156/489
DESEMPEÑO DEL PROCESO
Los productos líquidos principales de una unidad de proceso Cyclar son aromáticos BTX y C9+. Estos productos se pueden separar uno de otro mediante fraccionamiento convencional, más adelante de lacolumna separadora.
En general, el rendimiento de aromáticos aumenta con la cantidad de carbonos en la alimentación.En una operación a baja presión, el rendimiento general de aromáticos aumenta desde 62% en peso para una alimentación fresca toda de propano, hasta 66% con una alimentación toda de butano. Coneste aumento de rendimiento se presenta una disminución correspondiente en la producción de gascombustible. Estas cantidades de rendimiento se pueden interpolar en forma lineal para alimentacionesde propano y butano. La distribución de isómeros de butano en la alimentación no tiene efecto sobreel rendimiento.
La distribución de componentes aromáticos en el producto líquido también se ve influida por lacomposición de la alimentación. Las alimentaciones de butano producen un material con menos bencenoy más rico en xilenos que el producido con propano (figura 2.4.4). Con alimentaciones de propano más butano, el producto líquido contiene aproximadamente 91 por ciento de BTX y 9 por ciento dearomáticos más pesados.
La unidad Cyclar produce aromáticos con impurezas no aromáticas limitadas a 1500 ppm o menos.Entonces, se puede obtener BTX de alta calidad y grado petroquímico sólo por fraccionamiento y sinnecesidad de extracción.
Los subproductos son fracciones ligeras que contienen cantidades sustanciales de hidrógeno, que puede recuperarse de diversas maneras, dependiendo de la pureza que se desee:
• Un sistema de absorbedor-separador produce una corriente con 65 mol % de hidrógeno.
• Una caja fría produce hidrógeno de 95 mol %.
• Un sistema de absorbedor-separador combinado con una unidad de absorción con presión alterna(APA) produce hidrógeno con 99 mol %.
PROCESO CYCLAR DE BP-UOP 2 .3 3

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 157/489
2.34 PROCESOS DE PRODUCCIÓN DE CORRIENTES BASE DE AROMÁTICOS
TABLA 2.4.1 Especificaciones de la alimentación
Contaminante Límite
Azufre <20 ppm mol Agua Nada de agua libre Oxigenados <10 ppm en peso
Nitrógeno básico < 1 ppm en peso Fluoruros <0.3 ppm en peso Metales <50 ppb en peso
• Una caja fría combinada con una unidad APA suele ser más atractiva si se desea obtener grandescantidades de hidrógeno con 99+ mol %.
CONSIDERACIONES SOBRE EL EQUIPO
Las principales variables de la operación del proceso Cyclar son composición de alimentación, presión,espacio velocidad y temperatura. La temperatura debe ser lo bastante alta como para asegurar una con-
versión casi completa de los productos intermedios de reacción y producir un material líquido que estéesencialmente libre de impurezas no aromáticas, pero suficientemente baja para minimizar las reaccio-nes térmicas no selectivas. El espacio velocidad se optimiza en relación a la conversión en el intervalode temperatura, para obtener altos rendimientos de producto con costos mínimos de operación.
La presión de la reacción tiene gran impacto sobre el desempeño del proceso. A mayor presiónaumenta la velocidad de reacción y, en consecuencia, se reduce la necesidad de catalizador. Sin embar-go, algo de esta mayor reactividad se debe a mayor hidrodesintegración, que reduce el rendimientode producto aromático. En la actualidad, UOP ofrece dos diseños alternativos del proceso Cyclar. Eldiseño de baja presión, que se recomienda cuando se desee un rendimiento máximo de aromáticos. Enel diseño de alta presión sólo se requiere la mitad del catalizador y es atractivo cuando las principalesconsideraciones son inversión y costos de operación mínimos (figura 2.4.5).
Hay varias configuraciones del equipo, que dependen de si se especifica una turbina de gas, turbinade vapor o compresor eléctrico, si se prefiere enfriamiento con aire o con agua y si se desea generarvapor.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 158/489
PROCESO CYCLAR DE BP-UOP 2.35
CASO DE ESTUDIO
En la tabla 2.4.2 se presenta el balance total de materia, costo de inversión y consumo de servicios, para una unidad Cyclar representativa. La base para este caso es una unidad Cyclar de baja presión,que procesa 54 toneladas métricas por hora (TM/h) o 15,000 barriles por día (BPD) de una alimenta-
ción formada por 50% en peso de propano y 50% en peso de butanos. El costo de inversión se limitaa la unidad Cyclar y la columna de separación, y no comprende más fraccionamientos posteriores del producto. El costo estimado montado para la unidad Cyclar supone la construcción en un sitio de laCosta del Golfo, en EUA, y en 1995. El alcance de la estimación comprende ingeniería, procuramiento,montaje del equipo en el sitio y la carga inicial de catalizador Cyclar.
Comparación económica entre el proceso Cyclar y la reformación de nafta
La figura 2.4.6 muestra la comparación económica de un complejo de aromáticos basado en el procesoCyclar y en una unidad de reformación de nafta. Se supuso que la alimentación al proceso Cyclar es50% C3 y 50% C4 en peso. En ambos casos se estimó la misma cantidad de producción de para-xileno,
en el estudio. De 1995 a 1999, el complejo aromático basado en el proceso Cyclar y en una unidad dereformación tuvieron las mismas utilidades. El precio de la alimentación y los principales productosque se usaron en el estudio se muestran en la tabla 2.4.3, y el precio de los subproductos aparece en latabla 2.4.4.
EXPERIENCIA COMERCIAL
La tecnología CCR de UOP, que se comenzó a comercializar en 1971 para el proceso de reformacióncatalítica con platino, ha sido aplicada a las tecnologías de los procesos Oleflex* y Cyclar. Más de 100unidades CCR funcionan en la actualidad en el mundo. La combinación de un reactor con flujo radialy estibado, con un regenerador continuo de catalizador ha demostrado ser extremadamente fiable. La
eficiencia en línea mayor que 95 por ciento se alcanza rutinariamente en las unidades CCR de refor-mación catalítica con platino.
* Marca comercial y/o marca de servicio de UOP.
FIGURA 2.4.5 Efecto de la presión sobre la operación del proceso Cyclar.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 159/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 160/489
PROCESO CYCLAR DE BP-UOP 2.37
TABLA 2.4.3 Precio considerado para laalimentación y los principales productos, $/TM
Año Nafta Gas LP Benc. p-X 1995 139 120 300 9601996 168 130 305 5701997 171 145 310 4401998 115 85 225 3801999 150 125 210 375
TABLA 2.4.4 Precio de los subproductos
• Rafinado Igual que la nafta . Hidrógeno S105/TM (combustible) • Gas combustible $35/TM . Líquido Isomar 0.5 X valor del benceno . Naftalenos S100/TM . AIQ+ $35/TM
BP puso en funcionamiento la primera unidad Cyclar de escala comercial en su refinería deGrangemouth, Escocia, en enero de 1990. Esta unidad de demostración se diseñó para procesar 30,000
toneladas métricas por año (TMA) de alimentación de propano o butano a alta o a baja presión, dentrode un amplio margen de condiciones de operación. La demostración fue un éxito completo porque probótodos los aspectos del proceso Cyclar en escala comercial y produjo datos suficientes para diseñar ygarantizar con confianza las unidades comerciales futuras. La unidad Cyclar en Grangemouth fuedesmantelada en 1992, después de terminar el programa de desarrollo.
En 1995, UOP otorgó en concesión el primer complejo de aromáticos basado en el proceso Cyclaren el Medio Oriente. Esta unidad Cyclar es un diseño con baja presión, capaz de convertir 1.3 millonesde TMA de gas LP en aromáticos. El complejo de aromáticos asociado se diseñó para producir 350,000TA de benceno, 300,000 TMA de para-xileno y 80,000 TMA de orío-xileno. Este nuevo complejo dearomáticos arrancó en agosto de 1999 y continúa operando hasta el presente.
REFERENCIAS
Doolan, P. C, "Cyclar: LPG to Valuable Aromatics", DeWitt Petrochemical Review, Houston, marzo de 1989.
Doolan, P. C. y P. R. Pujado, "Make Aromatics from LPG", Hydrocarbon Processing, septiembre de 1989. Gosling, C. D., G. L. Gray y J. J. Jeanneret, "Produce BTX from LPG with Cyclar", Conferencia Mundial Petroquímicadel CMAI, Houston, marzo de 1995.
Gosling, C. D., F. P. Wilcher y P. R. Pujado, "LPG Conversión to Aromatics", 69 Convención Anual, Gas Processors Association, Phoenix, marzo de 1990. Gosling, C. D., Wilcher, L. Sullivan y R. A. Mountford, "Process LPG to BTX
Products", Hydrocarbon Processing, diciembre de 1991.
Martindale, D. C, P. J. Kuchar y R. K. Olson, "Cyclar Aromatics from LPG", Conferencias de Tecnología UOP, varioslugares, septiembre de 1988.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 161/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 162/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 163/489
y forma etilciclohexano, la función acida lo isomeriza a dimetilciclohexano y por último, la funciónmetálica deshidrogena el nafteno y forma xileno. Como la isomerización de EB es una reacción limi-tada por el equilibrio, su conversión se suele limitar a un 30 o 35% en peso. En un complejo típicode aromáticos que usa el catalizador 1-9, los ñafíenos se recirculan a la unidad Isomar pasando por lacolumna de xileno y la unidad Parex, para suprimir la formación de naftenos en la unidad Isomar y con
ello aumentar el rendimiento de para-x\\eno del complejo.UOP introdujo en 2003 el 1-400, un nuevo catalizador de isomerización de etilbenceno. Con el1-400 se obtendrá mayor conversión de EB, mayor rendimiento de xileno en comparación con loscatalizadores 1-9 e 1-210, y al mismo tiempo permitirá ciclos más largos de procesamiento entre lasregeneraciones.
Los sistemas 1-300 e 1-330 de catalizador de desalquilación de EB usan un mecanismo de desal-quilación de EB en el que el grupo etilo se separa del anillo aromático, por efecto de la función acidadel catalizador (figura 2.5.3). Esta reacción no está limitada por el equilibrio y entonces se permitenconversiones de etilbenceno hasta 70% en peso o mayores, por paso. Como en esta reacción no hay unnafteno intermedio, no es necesario recircular naftenos Cg por el ciclo Parex-Isomar.
Todos los catalizadores de isomerización de xileno causan la formación de algo de subproductos enel reactor. Una gran parte de la alimentación total al circuito Parex-Isomar se recircula desde la uni-dad Isomar. Un ciclo típico Parex-Isomar se diseña con una relación de recirculación/alimentación de2.5:3.5. La formación de subproducto durante el proceso de isomerización aumenta en consecuencia.Por consiguiente, una pequeña reducción de subproducto en el reactor Isomar se traduce en una granventaja general en el rendimiento. En el proceso Isomar, la cantidad precisa de formación esperada desubproducto varía de acuerdo con el tipo de catalizador y la severidad de operación, pero en el casonormal está entre los límites de 1.0 y 4.0 % en peso, por paso de la alimentación. El extremo inferiordel intervalo es representativo de la operación con los catalizadores de posteriores generaciones, I-100,1-210 e 1-300. El extremo superior del intervalo es representativo de la operación con el catalizador1-9. Los subproductos son principalmente aromáticos, de tal modo que la retención general del anilloes mayor que 99 por ciento. La selección adecuada del tipo de catalizador de isomerización dependede la configuración del complejo de aromáticos, la composición de las alimentaciones y de la variedad
de productos. La elección del catalizador de isomerización debe basarse en un análisis económico detodo el complejo de aromáticos. La fracción de reformado C8 procedente de una nafta típica de petróleocontiene aproximadamente de 15 a 17 % en peso de EB, pero en una fracción similar de gasolina de pirólisis puede haber hasta 30% en peso. El uso de un catalizador de isomerización de EB aumenta el
2.40 PROCESOS DE PRODUCCIÓN DE CORRIENTES BASE DE AROMÁTICOS

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 164/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 165/489
2 . 4 2 PROCESOS DE PRODUCCIÓN DE CORRIENTES BASE DE AROMÁTICOS
Los catalizadores de desalquilación de EB 1-300 e 1-330 son de alta actividad y, pueden operar a unmayor espacio velocidad, permitiendo menores cargas de catalizador para determinada tasa de procesa-
miento. En comparación con el 1-100 antecesor, se necesita aproximadamente la mitad de la cantidad decatalizador. A diferencia de algunos catalizadores de desalquilación de EB, los 1-300 e 1-330 no requie-ren adición continua de amoniaco para llegar a la actividad y selectividad deseadas. A partir de 1999 sehan cargado catalizadores 1-300 en una docena de unidades. El 1-300 permite tener un desempeño muyestable, y se espera que las longitudes actuales de ciclo lleguen a 4 o 5 años sin regeneración. El 1-330 proporciona más selectividad a benceno, dentro de una gran variedad de valores de espacio velocidad.
DESCRIPCIÓN DEL FLUJO EN EL PROCESO
Una unidad Isomar siempre se combina con una unidad de recuperación de uno o más isómeros delxileno. Con más frecuencia, se combina el proceso Isomar con el proceso Parex de UOP para recupe-
rar para-xilcno (figura 2.5.1). La mezcla fresca de xilenos mezclados frescos se alimentar al circuitoParex-Isomar y se envía a una columna de xileno, que se puede diseñar para recuperar orto-xileno delos fondos, o simplemente para eliminar componentes aromáticos C9 con el propósito de satisfacer lasespecificaciones de alimentación a la unidad Parex. El destilado de la columna de xileno se dirige a launidad Parex, donde se pruduce para-xileno de 99% en peso, con una recuperación de 97% por paso.El rafinado de la unidad Parex, que contiene menos del 1 % en peso de para-xileno, se envía a la unidadIsomar.
La alimentación a la unidad Isomar se combina primero con gas recirculado rico en hidrógeno, y congas de reposición, para sustituir la pequeña cantidad de hidrógeno consumido en el reactor Isomar (figu-ra 2.5.4). A continuación, la alimentación combinada se precalienta por intercambio con el efluente delreactor, se vaporiza en un calentador de combustión y se lleva a la temperatura de operación del reactor.
El vapor caliente de alimentación se envía al reactor, donde pasa radialmente por un lecho fijo de cata-lizador. El efluente del reactor se enfría por intercambio con la alimentación combinada y después seenvía al separador de producto. El gas rico en hidrógeno se obtiene de la parte superior del separadorde producto y recircula al reactor. Una pequeña porción del gas recirculado se purga, para eliminarlelos productos ligeros acumulados. Se carga líquido del fondo del separador de producto a la columnadesheptanadora. El destilado del desheptanador, con C7 —, se enfría y separa en productos gaseosos ylíquidos. El gas de salida del desheptanador se exporta al sistema de gas combustible. El líquido desti-
FIGURA 2.5.4 Diagrama de flujo del proceso Isomar.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 166/489
PROCESO ISOMAR DE UOP 2.43
lado se recircula a la unidad Platforming, para que todo benceno en esta corriente se pueda recuperar enla unidad Sulfolane. La fracción con C8+ procedente del fondo del desheptanador se trata con arcilla, se
combina con alimentación fresca de xilenos mezclados y se recircula a la columna de xileno.
CONSIDERACIONES SOBRE LA AL IMENTACIÓN
La alimentación a una unidad Isomar suele ser el rafinado de una unidad Parex. A veces se podría pre ferir cambiar la alimentación fresca de mezcla de xilenos dir ectamente a la unidad Isomar; o bien,se puede usar la unidad Isomar junto con un fraccionador, para producir sólo orto-xileno. En cualquiercaso, la alimentación a una unidad Isomar debe cumplir con las especificaciones indicadas en la tabla2.5.1.
Los compuestos no aromáticos en la alimentación a la unidad Isomar se desintegran, principalmente,formando productos ligeros, y se eliminan del circuito Parex-Isomar. La posibilidad de desintegrar
impurezas no aromáticas elimina la necesidad de extraer la mezcla de xilenos, y en consecuencia, se puede reducir mucho el tamaño de la unidad Sulfolane. En un com plejo UOP de aromáticos, el re for -mado de la unidad CCR Platforming se divide en las fracciones C ?- y C8+. La fracción C7- se envía ala unidad Sulfolane, para recuperar benceno y tolueno de alta pureza. Los catalizadores 1-300 e 1-330de desalquilación permiten recuperar benceno de alta pureza por destilación fraccionada. Como lasunidades modernas CCR Platforming de baja presión funcionan con una severidad extremadamente alta para la producción de aromáticos , la fracción Cg+ que se produce no contiene, en esencia, impurezasno aromáticas, por lo que se puede enviar directamente a la sección de recuperación de xileno en elcomplejo.
DESEMPEÑO DEL PROCESO
El desempeño del catalizador de isomerización de xilenos puede medirse en varias formas, incluyendola aproximación al equilibrio en la reacción de isomerización, la conversión de etilbenceno por paso y la pérdida de anillos también por paso. La aproximación al equilibrio es una medida de la severidad de laoperación cuando se utiliza un catalizador de isomerización de EB; la conversión de EB es una medidade la severidad de la operación cuando se utiliza un catalizador de alquilación. En ambos casos, la pér-dida de anillos aumenta con la severidad de la operación. En aplicaciones a para-xileno, por ejemplo,una conversión alta de EB en la unidad Isomar es benéfica para la unidad Parex, pero está acompañadade una alta pérdida de anillos, y por tanto, de menor rendimiento global de para-xileno, del complejo.Quizá la mejor manera de comparar el catalizador de isomerización de xileno es medir el rendimientogeneral de para-xileno del circuito Parex-Isomar. En la figura 2.5.5 se compara el rendimiento de
para -xileno basado en una alimentación de mezcla fre sca de xilenos con circuito Parex- Isomar, paralos sistemas 1-9,1-300 e 1 -219. La base de la comp aración es el esquema de flujo de la figura 2.5.1. Lacomposición de la alimentación de xilenos mezclados es 17% en peso de EB, 18% en peso de para-
TABLA 2.5.1 Especificaciones de la alimentación al proceso Isomar
Contaminante Efecto Límite
Agua Impulsa la corrosión, desactiva el catalizador, irreversible 200 ppm, Max Cloruro total Aumenta la función acida, aumenta la desintegración, reversible 2 ppm, Max.
Nitrógeno total Neutraliza los sitios ácidos, desactiva el catalizador, irreversible 1 ppm, Max. Azufre total Atenúa la actividad de metal, aumenta la desintegración, reversible 1 ppm, Max.
Plomo Envenena los sitios ácidos y metálicos, irreversible 20 ppb, Max. Cobre Envenena los sitios ácidos y metálicos, irreversible 20 ppb, Max. Arsénico Envenena los sitios ácidos y metálicos, irreversible 2 ppb, Max.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 167/489
2.44 PROCESOS DE PRODUCCIÓN DE CORRIENTES BASE DE AROMÁTICOS
xileno, 40% en peso de meta-xilcno, y 25% en peso de orto-xileno. La severidad de operación para loscatalizadores 1-9 e 1-210 es 22.1% en peso de para-xileno en los xilenos totales de la unidad Isomar.
La severidad de operación para los catalizadores 1-300 e 1-330 es conversión 65% en peso de EB por paso. Con el catalizador 1-9, el rendimiento general de para-xileno es 84% en peso de la alimentaciónde xilenos de mezcla fresca. Como tienen menos pérdida de anillos por paso, los catalizadores 1-300 e1-330 presentan mayor rendimiento general de benceno más para-xileno, pero el rendimiento de éstees sólo 76.5% en peso. Así, se requiere más mezcla de xilenos para producir determinada cantidad de para-xileno con los catalizadores 1-300 e 1-330.
La figura 2.5.5 también muestra los rendimientos para el catalizador UOP EB llamado 1-210. Estecatalizador se basa en la misma química de reacción que el 1-9, pero es más selectivo y tiene menorformación de subproductos. La formación de subproductos con el catalizador 1-210 sólo es aproxima-damente 1.5% en peso, en comparación con 4% en peso para el 1-9. Con el catalizador 1-210, el rendi-miento general de para-xileno es 91% en peso de la alimentación fresca de xilenos, que es una mejoría
en el rendimiento del 7% en peso respecto del catalizador 1-9.
CONSIDERACIONES SOBRE EL EQUIPO
En el caso normal, el calentador de carga es de tipo de radiación y convección. La corriente de procesose calienta en la sección de radiación, y la sección de convección se usa para un sistema de aceite calien-te o para generación de vapor. El calentador se puede diseñar para operar con gas o aceite combustible,y cada quemador tiene un piloto con gas combustible. Un controlador de temperatura en la salida delcalentador regula el flujo de combustible a los quemadores. Los tubos de la sección de radiación son1.25% Cr-0.5% Mo. Los tubos de la sección de convección son de acero al carbón.
En el caso normal, el proceso Isomar emplea un reactor de flujo radial. El vapor proveniente del
calentador de carga entra a la parte superior del reactor y se dirige hacia la pared lateral. A continuación,los vapores se mueven radialmente a través de un conjunto de mamparas, atraviesan el lecho fijo y vanal tubo central. Después, el efluente del reactor baja por el tubo central a la salida del reactor. La ven-taja del reactor de flujo radial es la baja caída de presión, importante en el proceso Isomar porque lasvelocidades de reacción son sensibles a la presión. La baja caída de presión reduce también el consumode energía del compresor de gas de recirculación. Para el 1-300 y el 1-330 la presión de operación esmayor, y una configuración de reactor de flujo descendente se obtiene con mayor facilidad. El reactores de aleación con 1.25% de cromo (Cr) y 0.5% de molibdeno (Mo).
FIGURA 2.5.5 Rendimientos del proceso Parex-Isomar.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 168/489
PROCESO ISOMAR DE UOP 2.45
El objeto del separador de producto es dividir el efluente condensado del reactor en producto líquidoy gas de recirculación rico en hidrógeno. La presión en el separador de producto determina la presión
en el reactor. La presión del separador se regula controlando el flujo de hidrógeno de relleno. La purezadel hidrógeno en el gas recirculado se vigila con un analizador de nitrógeno en la sección del compresorde gas de recirculación. Cuando la pureza del hidrógeno baja mucho, se permite una pequeña purga delgas de recirculación. El separador de producto es de acero al carbón totalmente desoxidado.
El compresor de gas de recirculación suele ser del tipo centrífugo y puede impulsarse por un motoreléctrico o por una turbina de vapor. Tiene circuitos de aceite de sellos y de aceite lubricante y un sis-tema automático de paro para proteger la máquina contra daños.
El objeto de la columna desheptanadora es eliminar subproductos ligeros del efluente del reactor.Suele contener 40 platos e incorpora un vaporizador con termosifón. El calor se suele suministrar convapor de salida de la columna de xileno, antes de la unidad Parex. La columna desheptanadora es deacero al carbón.
El intercambiador combinado de alimentación-efluente es de aleación 1.25% Cr - 0.5% Mo. Otroscambiadores en la unidad Isomar son de acero al carbón.
CASO DE ESTUDIO
En la tabla 2.5.2 se presenta un resumen del costo de inversión y del consumo de servicios para unaunidad Isomar típica. La base de este caso es una unidad Isomar que procesa 5600 TM/día (40,000BPD) de refinado procedente de una unidad Parex. Este caso corresponde al estudiado para un complejointegrado UOP de aromáticos, que se presentó en el capítulo 2.1. El costo de inversión se limita a launidad Isomar, columna desheptanadora y el tratador con arcilla más adelante. En el costo montadoestimado de la unidad Isomar se supone la construcción en un sitio de la Costa del Golfo, en EUA, en
2002. El alcance del estimado incluye ingeniería, procura, instalación del equipo en el sitio y la cargainicial de catalizador.
EXPERIENCIA COMERCIAL
La primera unidad Isomar de UOP arrancó en 1967. Desde entonces, UOP ha concesionado un totalde 54 unidades Isomar en todo el mundo. 52 unidades Isomar de UOP se han puesto en operación yotras dos están en diversas etapas de diseño y construcción. UOP ha ofrecido tanto catalizadores deisomerización de EP como de desalquilación de EP, durante más tiempo que cualquier otro propietariode tecnología de isomerización de xileno. Esta elección de catalizador, junto con la experiencia y cono-
TABLA 2.5.2 Inversión y consumo de servicios*
Costo estimado instalado, millones de USD 29.3(incluyendo el inventario inicial de catalizador)
Consumo de servicios Electricidad, kW 918 Vapor de alta presión, TM/h 16.9 Agua de enfriamiento, m3/h 236 Combustible, millones de kcal/h 20.8
*Base: 5600 TM/h (40,000 BPD) alimentación de refinadoParex.
Nota: TM/h = toneladas métricas por hora; BPD = barriles por día.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 169/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 170/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 171/489
FIGURA 2.6.1 Complejo UOP de aromáticos — para-xileno máximo.
madre por centrifugación o filtración. La purificación final se hace lavando los cristales de para-xilenocon tolueno o con una parte del para-xileno producido.Poco después de haberlo introducido en 1971, el proceso Parex de UOP se convirtió rápidamente en
la tecnología mundialmente preferida para recuperación de para-xileno. Desde entonces, casi toda lacapacidad de producción de para-xileno se basa en el proceso Parex de UOP (figura 2.6.2).
La ventaja principal del proceso Parex de separación por adsorción, sobre la tecnología de cris-talización, es su capacidad de recuperar más del 97 por ciento del para-xileno en la alimentación, por paso. Los cristalizadores deben contender con un límite de composición eutéctica que restringela recuperación de para-xileno a 65 por ciento por paso. La implicación que tiene esta diferencia seilustra con claridad en la figura 2.6.3: un complejo Parex que produzca 250,000 toneladas métricas poraño (TMA) de para-xileno, se compara con un complejo cristalizador que produce 168,000 TMA. Losnúmeros superiores en la figura indican los flujos para el complejo Parex. Los inferiores indican losflujos de un complejo comparable con cristalizador. Un complejo Parex puede producir 50 por cientomás para-xileno, a partir de determinado tamaño de columna de xileno y unidad de isomerización, queun complejo que utilice cristalización. Además, el rendimiento de para-xileno por unidad de alimen-tación fresca mejora porque una recirculación relativamente menor equivale a menores pérdidas en launidad de isomerización. Las tecnologías también se podrían comparar manteniendo constante la pro-ducción de para-xileno. En este caso, se necesitaría una mayor columna de xileno y mayor unidad deisomerización para producir la misma cantidad de para-xileno, aumentando así los costos de inversióny el consumo de servicios.
Una tasa de recirculación mayor de para-xileno en el complejo cristalizador no sólo aumentael tamaño del equipo en el circuito de recirculación y el consumo de servicios en ese circuito, sino quetambién hace uso ineficiente de la capacidad de isomerización de xileno. El rafinado de una unidadParex se agota casi totalmente de para-xileno (menos de 1 % en peso), mientras que el licor madre deun cristalizador típico contiene 9.5% en peso de para-xileno. Como la unidad de isomerización no puede rebasar una concentración de equilibrio de para-xileno (23 a 24% en peso), todo para-xilenoen la alimentación a la unidad de isomerización reduce la cantidad de para-xileno producido en esa
2.48 PROCESOS DE PRODUCCIÓN DE CORRIENTES BASE DE AROMÁTICOS

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 172/489
PROCESO PAREX DE UOP 2.49
FIGURA 2.6.3 Comparación de Parex con cristalización.
unidad, por paso. Así, la misma unidad de isomerización produce 60 por ciento más de para-xileno por paso cuando procesa rafinado Parex que cuando procesa licor madre de cristalizador.
En 1997, UOP, Washington Group International y Niro Process Technology reconocieron el valorque las tres empresas podían aportar al mercado, consolidando sus más de 80 años de conocimientos enel diseño de procesos, para reevaluar la producción de para-xileno desde una perspectiva multidiscipli-naria. En 1998 esta alianza introdujo el proceso HySorb XP, un proceso de adsorción simplificado condesorbente ligero en una cámara, acoplado con cristalización en una etapa y tecnología Niro de colum-na de lavado. Esta combinación de tecnologías, cuando se integra en instalaciones existentes de cris-talización en varias etapas, puede aumentar la producción de para-xileno hasta en 500 por ciento. El
proceso HySorb produce un concentrado con 95% en peso de para-xileno, eliminando las restriccioneseutécticas y permitiendo recuperaciones en una etapa mayores al 90 por ciento, con consumo de servi-cios muy mejorado. La producción de para-xileno usando la cristalización en una etapa está considera-da como "otros" en la figura 2.6.2. Los estudios económicos indican que la configuración HySorb XP
FIGURA 2.6.2 Capacidad total instalada de unidades Parex. En 2002, el
proceso Parex representaba 69 por c iento de la capacidad tota l.
Flujos en miles de toneladas por año

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 173/489
2.50 PROCESOS DE PRODUCCIÓN DE CORRIENTES BASE DE AROMÁTICOS
no suministra ventajas de costo o eficiencia sobre el proceso Parex para nuevos diseños, o para ampliarla capacidad de producción de una unidad Parex existente.
EFICIENCIA DEL PROCESO
La demanda de para-xileno en el mercado ha aumentado apreciablemente durante los últimos 20 años.Cuando se introdujo el proceso Parex en 1971, la pureza normal del para-xileno en el mercado era99.2% en peso. Para 1992, la pureza normal se había vuelto 99.7% en peso, y continúa la tendenciahacia mayor pureza. Todas las unidades Parex construidas después de 1991 están diseñadas para produ-cir para-xileno de 99.9% en peso de pureza, con recuperación de 97% en peso por paso. La mayor partede las unidades anteriores Parex también pueden modificarse para llegar al 99.9% en peso de pureza.
CONSIDERACIONES SOBRE LA AL IMENTACIÓN La mayor parte de la mezcla de xilenos que se usan para producir para-xileno provienen de reforma-ción catalítica de nafta de petróleo. Las unidades modernas CCR Platforming de UOP operan con unaseveridad tan grande, que la fracción del reformado Cg+ contiene casi cero impurezas no aromáticas. Elresultado es que esos aromáticos C8 se pueden alimentar en forma directa a la sección de recuperación dexileno en el complejo. En muchos complejos integrados de aromáticos, hasta la mitad de los mezcla dexilenos totales se producen por conversión de tolueno y aromáticos C9 en una unidad Tatoray de UOP.
Las impurezas no aromáticas en la alimentación a una unidad Parex aumentan el consumo de servi-cios y ocupan espacio en la unidad, pero no afectan la pureza del para-xileno producto o el desempeñode la recuperación de la unidad Parex.
Deben prefraccionarse la alimentación a la unidad Parex para aislar la fracción de aromáticos Cg,
y se debe tratar con arcilla para proteger el adsorbente. Si la unidad Parex se integra con una refineríao planta de etileno anteriores, el prefraccionamiento y el tratamiento con arcilla se diseñan en el com- plejo. Si se compra mezcla de xilenos adicionales, y se transportan al sitio, primero deben rectificarse,tratarse con arcilla y reprocesarse antes de cargarlos a la unidad Parex. En general, la alimentación auna unidad Parex debe cumplir con las especificaciones indicadas en la tabla 2.6.1.
DESCRIPCIÓN DEL PROCESO
El diagrama de flujo de una unidad Parex típica se ve en la figura 2.6.4. La separación se hace encámaras de absorción. Cada cámara se divide en varios lechos de adsorbente. Cada lecho está sostenidodesde abajo con aditamentos especializados, o partes internas, diseñadas para producir una distribución
de flujo muy eficiente. Cada conjunto de partes internas se conecta con la válvula rotatoria medianteuna "línea de lecho". Las partes internas entre cada lecho adsorbente se usan para inyectar o retirarlíquido de la cámara, y al mismo tiempo recolectar líquido de lecho superior y redistribuirlo sobre ellecho inferior.
El proceso Parex es un miembro de la familia de procesos Sorbex* de separación por adsorciónde UOP. Los principios básicos de la tecnología Sorbex son iguales, independientemente del tipo deseparación que se esté haciendo, y se describen en el capítulo 10.3. La cantidad de lechos adsorbentesy líneas de lecho varían en cada aplicación Sorbex. Una unidad Parex típica tiene 24 lechos de adsor- bente y 24 líneas de lecho que unen los lechos con la válvula rotatoria. Por consideraciones prácticas
* Marca comercial y/o marca de servicio de UOP.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 174/489
PROCESO PAREX DE UOP 2.51
TABLA 2.6.1 Especificaciones para la alimentación al proceso Parex
Propiedad Especificación
p-xileno, mín. % en peso 18 Etilbenceno, máx. % en peso 20 Hidrocarburos aromáticos con C9 0.5y más, máx. % en peso
Hidrocarburos no aromáticos, máx. % en peso 1.5 Nitrógeno, máx. mg/kg 0.3 Azufre, máx. mg/kg 1.0 Azufre, max., mg/kg 1.0 Acidez Sin ácido libre Aspecto * Densidad relativa, 15.56/15-56 °C 0.865-0.875
Densidad, 20 °C, g/cm3 0.862-0.872 Color, máx., escala Pt/Co 20 Intervalo de destilación a 101.3 kPa (760 mm Hg)
presión, máx., °C 5 Temperatura inicial de destilación, mín., °C 137 Punto seco, máx., °C 143
*Líquido transparente sin sedimento ni bruma al observarlo a entre 18.3 y 25.6 °C(65 a 78 °F).
de construcción, la mayor parte de las unidades Parex constan de dos cámaras de adsorción en seriecon 12 lechos en cada cámara.El proceso Parex tiene cuatro corrientes principales que la válvula rotatoria distribuye a las cámaras
de adsorbente. Estas corrientes netas son:
FIGURA 2.6.4 Diagrama de flujo en una unidad Parex.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 175/489
2.52 PROCESOS DE PRODUCCIÓN DE CORRIENTES BASE DE AROMÁTICOS
• Salida de extracto diluido: para-xileno producto, diluido con desorbente
• Salida de rafinado diluido: etilbenceno, meta-xileno y orto-xileno, diluidos con desorbente
• Entrada de desorbente: desorbente recirculado procedente de la sección de fraccionamiento
En cualquier momento, sólo cuatro de las líneas de lecho conducen en forma activa las corrientesnetas hacia y desde la cámara de adsorbente. La válvula rotatoria se usa para cambiar periódicamentelas posiciones de la alimentación y salida de líquidos, a medida que el perfil de composición baja por lacámara. Una bomba suministra la circulación de líquido, desde el fondo de la primera cámara de adsor- bente hasta la parte superior de la segunda. Una segunda bomba hace la circulación desde el fondo dela segunda cámara de adsorbente hasta la parte superior de la primera. De esta manera, las dos cámarasde adsorbente funcionan como un solo circuito continuo de lechos de adsorbente.
El extracto diluido de la válvula rotatoria se envía a la columna de extracto, para separar el extractodel desorbente. La cabeza de la columna de extracto se manda a una columna de terminado, donde
se separa el para-xileno producto de alta pureza de cualquier tolueno que pueda haber existido en laalimentación.
El rafinado diluido de la válvula rotatoria se envía a la columna de rafinado, para separar el rafinadodel desorbente. El destilado de la columna de rafinado contiene los componentes aromáticos Cg noextraídos: etilbenceno, meta-xileno y orto-xileno, junto con cualquier no aromático que pueda haberestado presente en la alimentación. El producto rafinado se envía, entonces, a una unidad de isomeriza-ción donde se forma más para-xWe.no, y después se recircula a la unidad Parex.
El desorbente del fondo de las columnas de extracto y de rafinado se recircula a las cámaras deadsorbente pasando por la válvula rotatoria. Todo contaminante pesado en la alimentación se acumulaen el desorbente. Para evitar esta acumulación, se tiene previsto sacar una sangría de la recirculación dedesorbente y se envía a una pequeña columna de reprocesamiento de desorbente, donde se eliminan los
contaminantes pesados. Durante la operación normal, los xilenos mezclados se separan, se tratan conarcilla y se reprocesan antes de enviarlos a la unidad Parex. De este modo, se necesitan eliminar pocoscontaminantes pesados del fondo de la columna de reprocesamiento de desorbente.
CONSIDERACIONES SOBRE EL EQUIPO
UOP suministra un paquete de equipo especializado que se considera crítico para el buen desempeñodel proceso Parex. En este paquete se incluyen la válvula rotatoria, las partes internas de la cámarade adsorbente y el sistema de control para la válvula rotatoria, bombeo en general y flujos netos. Losestimados de costo que proporciona UOP para el proceso Parex incluyen el costo de este paquete deequipos.
La válvula rotatoria es un equipo de proceso muy complicado y de alta tecnología desarrollado porUOP en forma específica para la familia de procesos Sorbex. La válvula rotatoria de UOP es fundamen-tal para alcanzar la pureza del pam-xileno y para la fiabilidad no superada del proceso Parex. El diseñode la válvula rotatoria UOP ha evolucionado durante 40 años de experiencia comercial de operacióncon procesos Sorbex.
Las partes internas de la cámara de adsorbente también son indispensables para la eficiencia del proceso Parex. Estas partes internas especializadas sirven para soportar cada lecho de adsorbente y paraevitar fugas del adsorbente sólido hacia las corrientes del proceso. Cada conjunto de partes internasfunciona también como recolector y distribuidor de flujo, y se usa para inyectar o retirar los flujos netosde la cámara de adsorbente, o redistribuir el flujo interno de líquido de un lecho adsorbente al siguiente.
Como el tamaño de las unidades Parex ha aumentado al paso de los años, el diseño de las partes inter-nas de la cámara de adsorbente ha evolucionado para asegurar una distribución correcta del flujo sobrerecipientes de diámetro cada vez mayor.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 176/489
PROCESO PAREX DE UOP 2.53
El sistema de control Parex que suministra UOP es un sistema especializado que vigila y controla losflujos de las corrientes netas y la circulación en la cámara de adsorbente y asegura el funcionamiento
correcto de la válvula rotatoria.Debido a las condiciones benignas de operación que hay en el proceso Parex, toda la planta puede
construirse en acero al carbón.Por lo general, la unidad Parex está estrechamente integrada con la columna anterior de xileno. La
columna de xileno se usa para reprocesar la alimentación a la unidad Parex. Los xilenos mezclados setoman del destilado y los aromáticos pesados se toman del fondo de la columna. Antes de que el vaporde salida de la columna de xileno se alimente a la sección de adsorción en la unidad Parex, se utiliza para vaporizar las columnas de extracto y rafinado en la unidad.
UOP ofrece tubos de cambiador de calor High Flux* de alto rendimiento para mejorar la eficien-cia de intercambio de calor. El tubo High Flux se fabrica con un recubrimiento especial que activa laebullición con nucleación y aumenta el coeficiente de transferencia de calor, comparado con los tubos
convencionales, en un factor de 10. Al especificar tubos High Flux de UOP en los vaporizadores delos fraccionadores Parex se reduce el tamaño de los mismos y también se puede diseñar la columna dexileno para funcionar a menor presión. Al diseñar la columna de xileno para menor presión se reduceel costo instalado de la columna, al igual que el consumo de servicios en esa columna.
UOP también ofrece platos de destilación MD* para mejorar la eficiencia de fraccionamiento. Los platos MD se utilizan con grandes cargas de líquido, y son especialmente efectivos cuando la relaciónvolumétrica entre flujos de vapor y líquido es baja. El empleo de los platos MD permite tener una granlongitud total de vertedero y reducir la altura sobre el plato. Como es menor la altura de la espuma, se pueden instalar los platos MD con menores alturas entre platos que los platos convencionales. El uso de platos MD en nuevos diseños de columna da como resultado menor diámetro y menor altura necesarios para la torre. En consecuencia, los platos MD se suelen especificar para grandes columnas de xileno,en especial cuando el uso de esos platos puede mantener el diseño de la columna de xileno dentro deuna sola envolvente.
CASO DE ESTUDIO
En la tabla 2.6.2 se muestra un resumen del costo de inversión y del consumo de servicios para unaunidad Parex típica. La base para este caso es una unidad Parex que produce 700,000 TMA de para-xileno 99.9% en peso. Este ejemplo corresponde al estudio de un caso del complejo integrado de aro-máticos UOP que se presentó en el capítulo 2.1. Como la unidad Parex está estrechamente integradacon la columna anterior de xileno, el costo de inversión y el consumo de servicios están comprendidosen las estimaciones. Los costos montados estimados para estas unidades supusieron su construcciónen un sitio de la Costa del Golfo, en EUA, en 2002. El alcance de la estimación comprende ingeniería, procura, instalación del equipo en el sitio y el inventario inicial de adsorbente y desorbente Parex.
EXPERIENCIA COMERCIAL
La experiencia de UOP con separaciones por adsorción es extensa. La tecnología Sorbex, que fue gene-rada por UOP en la década de 1960, fue la primera aplicación comercial en gran escala para separacióncontinua por adsorción. La primera unidad comercial Sorbex fue una unidad Molex* para la separaciónde parafinas lineales y comenzó a funcionar en 1964. La primera unidad comercial Parex comenzó afuncionar en 1971. UOP ha concesionado más de 100 unidades Sorbex en todo el mundo. En este total
* Marca comercial y/o marca de servicio de UOP.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 177/489
2.54 PROCESOS DE PRODUCCIÓN DE CORRIENTES BASE DE AROMÁTICOS
TABLA 2.6.2 Costo de inversión y consumo de servicios*
Costo instalado estimado, millones USD: Columna de xileno 32 Unidad Parex 98
Consumo de servicios: Electricidad, kW 5300 Vapor de presión media, MT/h (klb/h) 20 (credit 44.05) Agua de enfriamiento, m3/h (gal/min) 174 (766) Combustible, millones de kcal/h (millones de Btu/h) 125 (497)
*Base: 700,000 TMA de para-xileno.
se incluyen 73 unidades Parex, de las cuales 71 se encuentran en operación y otras 2 están en diversasetapas de diseño y construcción. La capacidad de las unidades Parex de UOP varía entre 24,000 TMAde para-xileno, hasta más de 700,000 TMA.
REFERENCIAS
Jenneret, J. J., "Developments in p-Xylene Technology", DeWitt Petrochemical Review, Houston, marzo de 1993. Jeanneret, J. J., "para-Xylene Production in the 1990's", Conferencias de Tecnología UOP, diversos lugares, mayo de
1995. Jenneret, J. J., C. D. Low y V. Zukauskas, "New Strategies Maximize para-Xylene Production", Hydrocarbon
Processing, junio de 1994.
Prada, R. E. et al, "Parex Developments for Increased Efficiency", Conferencias de Tecnología UOP, diversos lugares,septiembre de 1992.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 178/489
CAPITULO 2.7 PROCESO TATORAY DE UOP
Antoine Negiz yThomas J. Stoodt UOP LLC Des
Plaines, Illinois
INTRODUCCIÓN
Un complejo de aromáticos es una combinación de unidades de procesamiento para convertir nafta de petróleo y gasolina de pirólisis en productos petroquímicos intermedios básicos: benceno, tolueno yxilenos (BTX). Los detalles del complejo de aromáticos se describen con más profundidad en el capítulo2.1. Un complejo moderno totalmente integrado, diseñado para producir benceno, para-xileno (PX) ya veces orto-xileno, incluye el proceso Tatoray de UOP. En la figura 2.7.1 se presenta un complejo
moderno totalmente integrado, diseñado para producción máxima de PX. El proceso Tatoray está inte-grado entre las secciones de extracción de aromáticos y de recuperación de xileno en la planta (figura2.7.1). Se alimenta tolueno (A7) a la unidad Tatoray, en vez de mezclarlo en la gasolina o venderlo comosolvente. Si lo que se desea es aumentar la producción de PX del complejo, el subproducto aromáticoC9 (A9) también se puede alimentar a la unidad Tatoray en vez de mezclarlo con la gasolina. Al procesarA9 y A10 en la unidad Tatoray se desplaza el equilibrio químico en la unidad hacia menor producción de benceno y mayor producción de xilenos.
El proceso Tatoray es una manera ideal de producir mezcla de xilenos, a partir de tolueno y aromáti-cos pesados de bajo valor. Sin embargo, lo que casi nunca se reconoce es dónde se producen los xilenosdentro del complejo. Para un complejo de aromáticos que incluya transalquilación, aproximadamente 50 por ciento de los xilenos en el complejo provienen de la reacción de transalquilación, esto es, del pro-
ceso Tatoray. El reformado suministra un 45 por ciento, y el 5 por ciento proviene de isomerización dearomáticos C8, como en el proceso Isomar, a través de conversión de etilbenceno en xilenos. El procesoTatoray genera una mezcla equilibrada de xilenos más etilbenceno. Los xilenos se recuperan e isome-rizan a PX, mientras que el etilbenceno también puede convertirse en xilenos. La incorporación de unaunidad Tatoray en un complejo de aromáticos puede más que duplicar el rendimiento de PX a partir dealimentación de nafta. Es de extremada importancia, cuando se trata de mejorar la economía de la pro-ducción de xileno, enfocarse no sólo en el reformador, sino también en el proceso de transalquilacióny su desempeño. Hay varias estrategias distintas que están intentando los productores para mejorar laeconomía. Dos en particular consisten en reducir el consumo de alimentación (y el costo asociado) ymejorar los subproductos para aumentar su valor de venta. La transalquilación puede tener un papelclave en ambas estrategias.
2.55

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 179/489
2.56 PROCESOS DE PRODUCCIÓN DE CORRIENTES BASE DE AROMÁTICOS
QUÍMICA DEL PROCESO
Las dos reacciones principales en el proceso Tatoray, desproporción y transalquilación, se ilustran en lafigura 2.7.2. La conversión sólo del tolueno para formar una mezcla de benceno y xilenos en equilibriose llama desproporción. La conversión de una mezcla de tolueno y A9 a xilenos, por migración de losgrupos metilo entre los compuestos aromáticos sustituidos con metilo, se llama transalquilación. Engeneral, ambas reacciones avanzan hacia una distribución de benceno y aromáticos alquilados en equi-librio. Los grupos metilo son estables en las condiciones de reacción en la unidad Tatoray, y entonceses fácil estimar el equilibrio de la reacción cuando la alimentación consiste de todos los aromáticossustituidos con metilo. La distribución en equilibrio se ilustra en la figura 2.7.3. Las rutas de reaccióndonde intervienen A9 para el proceso Tatoray también se han descrito en varias partes.1
Otras rutas más complejas de reacción ocurren cuando se presentan otros grupos alquilo en la ali-mentación. El proceso Tatoray convierte con eficacia los A9-A]0 sustituidos con etilo, propilo y grupos
alquilo superiores, en aromáticos más ligeros de un anillo, por desalquilación, y al mismo tiempoconserva los grupos metilo. Los aromáticos ligeros, en su mayor parte metilados, se convierten en ben-ceno y xilenos, por desalquilación, con rendimientos determinados por el equilibrio. Las reacciones dedesalquilación donde intervienen grupos propilo y superiores, llegan hasta su terminación. También sesabe que los coeficientes de difusión de los anillos sustituidos con grupos etilo y alquilo superiores enalgunos aluminosilicatos son mucho menores que los anillos sustituidos sólo con metilo. 2 El catalizadorTatoray intensifica las propiedades de transporte de los reactivos y con ello aumenta la eficiencia de lareacción.
La serie TA de catalizadores se comenzó a comercializar en 1969. En promedio, se ha introducidouna nueva generación cada 6 años. UOP introdujo TA-4 en 1988. Los concesionarios de Tatoray estánmuy familiarizados con el catalizador TA-4, y han comprobado su robustez y capacidad para operar
bajo una gran variedad de condiciones de operación, manteniendo al mismo tiempo la eficiencia. Elcatalizador demuestra tener mejor selectividad y estabilidad dentro de un amplio margen de flujos ycomposiciones de alimentación. La alta conversión por paso a benceno y a mezcla de xilenos que seobtiene con el TA-4 es económicamente atractiva.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 180/489
El catalizador Tatoray más reciente en comercializarse con éxito se llama TA-5.3 Este catalizadorse diseñó para cargarse por reposición en el proceso Tatoray y se comercializó en octubre de 2000. Laestabilidad del catalizador TA-5 es más del doble que la del TA-4. Esto da como resultado una eficienciamayor en línea y una reducción en la frecuencia de regeneración. También las unidades comerciales handemostrado que la actividad del TA-5 es cuando menos 50 por ciento mejor que la del TA-4, lo que per-mite a los usuarios el potencial de aumentar la producción y mantener al mismo tiempo las longitudesde ciclo. Incluso los usuarios pueden usar el catalizador TA-5 para procesar alimentaciones aromáticasmás pesadas para producir benceno y mezcla de xilenos de mayor valor.
La figura 2.7.4 ilustra la eficiencia relativa del TA-5 comparada con la del TA-4, en términos deactividad y estabilidad. Esta información se basa en datos de una unidad comercial que ha estado tra- bajando con TA-5 desde octubre de 2000. Antes de cargar catalizador TA-5, esta unidad se cargaba conTA-4. Esta unidad ha procesado en forma continua apreciablemente más alimentación con una relaciónmolar hidrógeno/hidrocarburo sustancialmente menor.
PROCESO TATORAY DE UOP 2.5 7

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 181/489
Con el TA-5 se tienen ventajas considerables en comparación con otros catalizadores:
• Mayor estabilidad. La figura 2.7.4 muestra con claridad la estabilidad del catalizador TA-5 en com paración con la del TA-4. La pendiente de las curvas indica que el TA-5 tiene el doble de estabilidadque el TA-4. Eso significa una reducción en la frecuencia de regeneración, que da como resultadomejor eficiencia en funcionamiento.
• Mayor actividad. La actividad 50 por ciento mayor se traduce en mayor producción, o menores
relaciones de hidrógeno entre hidrocarburos, manteniendo al mismo tiempo la longitud del ciclo.También, se puede aumentar la cantidad de aromáticos pesados cargados a la unidad Tatoray paraaumentar la producción de PX en el complejo, manteniendo la estabilidad.
• No se requiere modificación del proceso. Con el mismo flujo a través del reactor y con idénticas presiones de operación y la misma relación de H2/HC que con el catalizador TA-4, no se necesitanmodificaciones al proceso para usar el catalizador TA-5.
• Alta conversión y alto rendimiento El catalizador TA-5 produce la alta conversión y rendimientos quese obtienen con el catalizador TA-4.
• Ato contiene metales preciosos. El catalizador TA-5 no contiene metales preciosos.
• Pureza del benceno. La calidad del benceno producido depende de la composición de la alimenta
ción. En muchas aplicaciones, el catalizador TA-5 produce benceno de alta calidad, que no requiere purificación por extracción.
• Capacidad de regeneración. Se obtiene una recuperación completa de actividad, rendimientos yestabilidad.
• Experiencia comercial y respaldo técnico de UOP. La experiencia comercial de UOP, garantíasdetalladas, servicio técnico e instalaciones de investigación de última tecnología aseguran que elcliente obtenga un desempeño óptimo del catalizador en la unidad de proceso Tatoray. La experienciaadquirida con la gran capacidad instalada y el éxito de la serie de catalizadores TA en esas unidadescontribuyen a asegurar que las recargas futuras de catalizador también serán un éxito.
DESCRIPCIÓN DEL PROCESO
En el proceso Tatoray se usa un esquema de flujo muy simple, que consiste en un reactor de lecho fijoy una sección de separación de productos (figura 2.7.5). La alimentación fresca a la unidad Tatoray se
2.58 PROCESOS DE PRODUCCIÓN DE CORRIENTES BASE DE AROMÁTICOS

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 182/489
combina primero con gas recirculado, precalentado por intercambio con el efluente caliente del reac-tor, y a continuación se lleva a la temperatura de reacción en un calentador de combustión. El vaporde alimentación combinado se envía al reactor, donde se procesa en flujo descendente con un lecho
fijo de catalizador. El efluente del reactor se enfría, entonces, por intercambio con la alimentacióncombinada y por un condensador de producto, y se envía a un separador de producto. El gas rico enhidrógeno se retira de la parte superior del separador, donde se purga una pequeña porción para eliminarlas fracciones ligeras acumuladas del circuito de recirculación de gas. A continuación, se mezcla congas de reposición y se recircula al reactor. E líquido del fondo del separador se envía a una columnaseparadora. Los vapores de la columna se enfrían y se separan en productos gaseosos y líquidos. Elgas de salida del separador se exporta al sistema de gas combustible. El líquido destilado se recirculaa la unidad Platforming (reformación catalítica con Pt) y a la columna desbutanadora, para que todo benceno que haya en esta corriente se recupere para la extracción y/o en la sección de separación BTdel complejo de aromáticos. El benceno y xileno producidos, junto con el tolueno no reaccionado yaromáticos con C9+, se toman del fondo del separador y se recirculan a la sección de fraccionamiento
de BT en el complejo de aromáticos.Por requerimiento de la ruta de la reacción de desalquilación, la sección del reactor en el procesoTatoray se mantiene en una atmósfera de hidrógeno, aunque no hay consumo neto de éste en las reaccio-nes de transalquilación. En la práctica, siempre se consume una pequeña cantidad de hidrógeno a causade reacciones secundarias de desalquilación. El consumo de hidrógeno aumenta con alimentacionesmás pesadas porque en general contienen grupos alquilo superiores, en forma típica C3 y C4.
CONSIDERACIONES SOBRE LA AL IMENTACIÓN
En el caso común, la alimentación a una unidad Tatoray es una mezcla de tolueno y de A9-A10 derivadadel reformado. También UOP tiene experiencia con A9-A]0 derivados de mezclas de gasolina de pirólisis
con reformado. La figura 2.7.6 muestra los rendimientos característicos de alimentaciones frescas, quevan del 100% de tolueno al 100% de A9 en peso. Como se ve en esa figura, la composición del producto se aleja de la del benceno hacia los xilenos, a medida que aumenta la concentración de A9 enla alimentación. Los saturados en la alimentación se desintegran, generalmente, para formar propano
PROCESO TATORAY DE UOP 2.59

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 183/489
2.60 PROCESOS DE PRODUCCIÓN DE CORRIENTES BASE DE AROMÁTICOS
y butano. Por esta razón, se suele especificar un límite de saturados en la alimentación. En general, laalimentación a una unidad Tatoray debe cumplir con las especificaciones indicadas en la tabla 2.7.1.
DESEMPEÑO DEL PROCESO
La capacidad de procesar A9-A|0 en una unidad Tatoray permite más alimentación disponible para pro-ducción de xilenos y desplaza la selectividad de la unidad, en forma dramática, hacia menos benceno ymayor producción de xilenos. Un complejo típico de aromáticos sin una unidad Tatoray puede produciraproximadamente 200,000 TMA de PX a partir de 25,000 BPD de nafta de crudo árabe ligero (destila-ción ASTM de 160 a 300 °F). Si se agrega una unidad Tatoray sólo con tolueno al complejo, los mismos25,000 BPD de nafta pueden producir 280,000 TMA de PX, un aumento de 40 por ciento. Cuando seagrega una unidad Tatoray de A7/A9-A]0 al complejo, la TFE final de la nafta puede aumentarse de 300 a340 °F para aumentar la cantidad de Ag-A10 precursores en la alimentación. Si se mantiene constante el
flujo de alimentación al reformador, 25,000 BPD de esta nafta más pesada producirán unas 420,000TMA de PX, un aumento de 110 por ciento en comparación al complejo base (figura 2.7.7).
La conversión teórica máxima por paso está limitada por el equilibrio y es función de la composiciónde la alimentación. Por ejemplo, la conversión teórica a partir de una alimentación de tolueno puro es59% en peso, aproximadamente, por paso. Al trabajar a alta conversión se minimiza la cantidad dematerial no convertido que debe recircularse por la sección de fraccionamiento de BT en el complejo.Una menor corriente reciclada reduce el tamaño de las columnas de benceno y tolueno, el de la unidadTatoray y también el consumo de servicios en todas esas unidades. Las unidades Tatoray se diseñan yoperan para proporcionar una variedad de conversiones que dependen de la producción deseada, losvalores de alimentación y servicios, y de la sensibilidad de capital.
CONSIDERACIONES SOBRE EL EQUIPO
Como el proceso Tatoray utiliza condiciones de operación relativamente benignas, no se requierenmateriales de construcción especiales. La simplicidad del diseño del proceso y el uso de metales
FIGURA 2.7.6 Estructura del rendimiento del proceso Tatoray, en funciónde la concentración de A9 en la alimentación.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 184/489
PROCESO TATORAY DE UOP 2.61
convencionales dan como resultado baja inversión de capital y bajos costos de mantenimiento para el proceso Tatoray. El sencillo diseño del proceso Tatoray también lo hace ideal para la conversión de losreformadores, unidades de hidrodesalquilación e hidrotratadores existentes al servicio Tatoray. Hasta la
fecha, se convirtieron con éxito al servicio, como unidades Tatoray, dos unidades inactivas de reforma-ción, dos unidades de hidrodesalquilación y una unidad de hidrodesulfuración.
El calentador de carga es, por lo común, uno de radiación y convección. La corriente de proceso secalienta en la sección de radiación y la sección de convección se usa en un sistema de aceite caliente,o para generar vapor. El calentador puede diseñarse para trabajar con gas o aceite combustible, y cadaquemador tiene un piloto de gas combustible. Un controlador de temperatura en la salida del calentadorregula el flujo de combustible a los quemadores. Los tubos de la sección radiante son de 1.25% CR y0.5% Mo. Los tubos en la sección de convección son de acero al carbón.
En el proceso Tatoray se usa un reactor sencillo, con flujo descendente, lecho fijo y en fase vapor.El reactor se construye con aleación de 1.25% Cr y 0.5% Mo.
El objeto del separador de producto es dividir el efluente condensado del reactor en un producto
líquido y un gas de recirculación rico en hidrógeno. La presión en el separador de producto determinala del reactor. La presión en el separador de producto se regula controlando el flujo de hidrógeno dereposición. La pureza del hidrógeno en el gas de recirculación se controla con un analizador de hidró-geno en la succión del compresor de gas de recirculación. Cuando baja mucho esa pureza, se permiteuna purga pequeña del gas de recirculación. El separador de producto es de acero al carbón totalmentedesoxidado.
El compresor de gas de recirculación suele ser del tipo centrífugo y puede moverse con un motoreléctrico o una turbina de vapor. El compresor tiene circuitos de aceite de sello y aceite lubricante, y unsistema automático de paro para proteger la máquina contra posibles daños.
La columna separadora se usa para eliminar subproductos ligeros del líquido del separador de producto. La columna separadora suele tener 40 platos e incorpora un vaporizador de termosifón. El
calor suele suministrarse con el vapor destilado de la columna de xileno, antes de la unidad Parex. Lacolumna separadora es de acero al carbón.El intercambiador de alimentación combinada es de aleación con 1.25% Cr y 0.5% Mo. Otros cam-
biadores de calor son de acero al carbón.
Base: 985 KTMA (25,000 BPD),nafta de crudo árabe ligero
FIGURA 2.7.7 Rendimiento máximo de para-xileno con el proceso Tatoray.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 185/489
2.62 PROCESOS DE PRODUCCIÓN DE CORRIENTES BASE DE AROMÁTICOS
TABLA 2.7.1 Especificaciones de la alimentación al proceso Tatoray
Contaminante Efecto Límite
No aromáticos Más desintegración, más consumo de H2, menos pureza del benceno 2% en peso máx. 2 wt % max.
Agua Deprime la actividad de transalquilación; reversible 50 ppm máx. de fina s Activan la deposición de coque en el catalizador 20 IB* máx. Cloruro total Activa la desintegración de anillos aromáticos; reversible 1 ppm máx. Nitrógeno total Neutraliza los sitios activos del catalizador; irreversible 0.1 ppm máx. Azufre total Afecta la calidad del benceno producido 1 ppm máx.
* IB = índice de bromo.
TABLA 2.7.2 Costo de inversión y consumode servicios*
Costo estimado instalado, millones de USD 14.2 Consumo de servicios:
Electricidad, kW 780 Vapor de alta presión, TM/h 11 Agua de enfriamiento, m3/h 255 Combustible quemado, millones de kcal/h 1.6
* Base: 98.5 ton/h (7800 BPD) de alimentación. Composición dela alimentación: 60% en peso de tolueno, 40% en peso de aromáticoscon C9.
Nota: TM/h = toneladas métricas por hora.
CASO DE ESTUDIO
En la tabla 2.7.2 se ve un resumen del costo de inversión y el consumo de servicios para una unidadTatoray típica. La base para este caso es una unidad Tatoray que procesa 98.5 TM/h (7,800 BPD) de unaalimentación formada por 60% en peso de tolueno y 40% en peso de A9. Este ejemplo corresponde a uncomplejo integrado de aromáticos UOP presentado en el capítulo 2.1. El costo de inversión se limita a launidad Tatoray y a la columna separadora, y no incluye más fraccionamiento posterior del producto. Elcosto montado estimado para la unidad Tatoray supuso su construcción en un sitio de la Costa del Golfoen EUA, en 2002. El alcance de la estimación incluye ingeniería, procuramiento y montaje del equipo enel lugar.
EXPERIENCIA COMERCIAL
UOP tiene una larga tradición de fuerte compromiso con la industria de BTX. Desde la década de1950, se han concesionado más de 650 unidades de procesamiento de aromáticos para producir BTX,incluyendo tecnologías de proceso para más de 15 millones de TMA de producción de PX. Como resul-tado de esta dedicación, UOP ha sido precursor en todos los principales avances de la tecnología. Alemplear un sistema integrado, UOP se ha concentrado en perfeccionar la economía del procesamientode aromáticos. Eso incluye el mejoramiento sustancial de rendimientos en la unidad de reformación
catalítica con platino, y la conversión y separación eficientes de los anillos aromáticos en las unidadesde procesamiento posteriores, donde se obtienen los productos puros BTX. En octubre de 2000, la capacidad total instalada con catalizador TA-5 llegó a 120,000 BPSD. Cada
instalación con TA-5 está trabajando bien y cumpliendo con las expectativas con selectividades excep-

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 186/489
PROCESO TATORAY DE UOP 2.63
cionalmente altas a xilenos y benceno. Los flujos de diseño de alimentación van de 2,600 a 65,000BPSD. La aceptación en el mercado ha sido excepcional, y hace que el catalizador TA-5 sea uno de los
productos de su clase con más éxito.
CONCLUSIONES
El proceso de transalquilación tiene un papel clave en la producción de xilenos. Las mejoras en los cata-lizadores del proceso Tatoray han aumentado en forma apreciable el rendimiento y la rentabilidad delcomplejo de aromáticos. El nuevo catalizador TA-5 está ganando aceptación rápidamente en la industriade BTX, desde su introducción a fines del año 2000. El catalizador TA-5 permite tener la comodidad decargas de "dejar caer", con doble estabilidad y la misma alta conversión y selectividad hacia el bencenoy aromáticos Cg, en comparación con el catalizador TA-4.
REFERENCIAS
1. J. R. Mowry, "UOP Aromatics Transalkylation Tatoray Process", capítulo 5.6, en R. A. Meyers, ed., Handbook of Petroleum Refining Processes, Ia ed., McGraw-Hill, Nueva York, 1986.
2. N. Y. Chen, Stud. Surf. Sci. Catal, vol. 38, p. 153, 1988.
3. A. Negiz, T. J. Stoodt, C. H. Tan y J. Noe, "UOP's New Tatoray Catalyst (TA-5) for Máximum Yields and ProductQuality", Conferencia de primavera AIChE, División Combustibles y Petroquímicos, Nueva Orleáns, La., marzo de2002.
4. J. J. Jeanneret, C. D. Low y V. Zukauskas, "New Strategies Maximize para-Xyene Production", Hyd rocarbon
Processing, vol. 6, p. 43, 1994.
5. J. H. D'Auria y T. J. Stoodt, Harts Fuel Technology and Management, vol. 35, 1997.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 187/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 188/489
P • A • R • T • E • 3
DESINTEGRACIÓNCATALÍTICA

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 189/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 190/489
CAPÍTULO 3.1
PROCESO KBR DE DESINTEGRACIÓN
CATALÍTICA EN LECHO FLUIDIZADO
Phillip K. Niccum y Chris R. Santner KBR
Houston, Texas
INTRODUCCIÓN
La tecnología de desintegración catalítica en lecho fluidizado (FCC, de fluid catalytic cracking) tienemás de 60 años de experiencia en operación comercial. El proceso es para convertir hidrocarburos demayor peso molecular en productos más ligeros y más valiosos, por el contacto con un catalizador en polvo en condiciones adecuadas. En forma histórica, el objetivo principal del proceso FCC fue producir
gasolina, destilados y olefinas C3/C4 a partir de gasóleos en exceso en la refinería, de bajo valor, y decorrientes más pesadas en la refinería. Con frecuencia, el proceso FCC es el corazón de una refineríamoderna, por su adaptabilidad a alimentaciones variables y demandas variables de producto, por los altosmárgenes que hay entre las alimentaciones a la FCC y los productos convertidos en FCC. A medida quela refinación de petróleo ha evolucionado durante los últimos 60 años, el proceso FCC ha evolucionadocon ella, superando los desafíos al desintegrar alimentaciones más pesadas y más contaminadas, aumen-tar la flexibilidad de operación, adaptarse a la legislación ambiental y maximizando la fiabilidad.
En la unidad de FCC circula continuamente un catalizador de zeolita que permite que se efectúenrápidamente las reacciones de desintegración en fase vapor. La unidad Orthoflow KBR de desintegra-ción catalítica en lecho fluidizado (figura 3.1.1) está formada por un sistema estibado de separador desólidos-regenerador que reduce el espacio ocupado. Las reacciones de desintegración se efectúan en un
reactor-elevador vertical, de flujo ascendente, donde una corriente de aceite líquido se pone en contactocon catalizador pulverizado caliente. El aceite se vaporiza y desintegra, formando productos más ligerosa medida que sube por el reactor-elevador y arrastra el catalizador. Las reacciones son rápidas, y sólonecesitan pocos segundos de tiempo de contacto. Al mismo tiempo, junto con las reacciones que sedesean, se deposita coque, un material con baja relación de hidrógeno a carbono, sobre el catalizadory le resta actividad. El catalizador y los vapores de producto se separan en un recipiente de separación, yel catalizador pasa primero por un agotador y después por una regeneración, donde se quema el coquedepositado para rejuvenecerse y suministrar calor para la operación del proceso. El catalizador rege-nerado pasa entonces al fondo del reactor-elevador, donde el ciclo comienza de nuevo. Los vapores dehidrocarburos producidos pasan adelante para su separación en productos individuales.
KBR, con su antecedente en la compañía M. W. Kellog, ha sido líder en los desarrollos tecnológicosdel proceso FCC desde su concepción. En años recientes, KBR ha estado trabajando con ExxonMobil,su socio en desintegración catalítica, para aumentar y refinar las características tecnológicas de refina-ción catalítica en lecho fluidizado. Hasta la fecha, KBR ha concesionado más de 120 unidades nuevas
3.3

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 191/489
3.4 DESINTEGRACIÓN CATALÍTICA
FIGURA 3.1.1 Unidad de desintegración catalítica en lecho fluidizado (FCC) Orthoflow de KBR.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 192/489
PROCESO KBR DE DESINTEGRACIÓN CATALÍTICA EN LECHO FLUIDIZADO 3.5
en todo el mundo, incluyendo, sólo desde 1990, 13 unidades totalmente nuevas y más de 120 reacon-dicionamientos.
AL IMENTACIÓN
La moderna unidad FCC puede aceptar una amplia gama de alimentaciones, lo que contribuye a lareputación del proceso FCC de ser uno de los más flexibles procesos de refinación que hoy se usan.Como ejemplos de alimentaciones comunes de destilados a las unidades FCC están:
• Gasóleos atmosféricos.
• Gasóleos de alto vacío.
• Gasóleos de coquizadora.
• Gasóleos desintegrados térmicamente.• Gasóleos desasfaltados con solvente.
• Extractos lubricantes.
• Fondos de la hidrodesintegración.
El proceso FCC para residuos (RFCC) también procesa alimentaciones con valores altos de carbónConradson y alimentaciones contaminadas con metales, como por ejemplo residuos atmosféricos omezclas de residuos y gasóleos al vacío. Dependiendo del nivel del residuo de carbón y de los conta-minantes metálicos (níquel y vanadio), esas alimentaciones se pueden hidrotratar o desasfaltar antesde alimentarlos a una RFCC. El hidrotratamiento o desasfaltado de la alimentación reduce el residuode carbono y las concentraciones de metales de la alimentación, así como la tendencia a coquizar de la
alimentación y reduce la desactivación del catalizador.
PRODUCTOS
Los productos de los procesos de FCC y RFCC son los siguientes:
• Gas combustible (hidrocarburos C, + C2).
• Gas licuado de petróleo (gas LP) con C3 y C4.
• Gasolina.
• Aceite cíclico ligero (ACL).
• Fondos del fraccionador (aceite decantado).• Coque (quemado en regenerador).
• Sulfuro de hidrógeno (de la regeneración de amina).
Aunque lo típico es que la gasolina sea el producto más importante de una FCC o RFCC, las variables dediseño y de operación se pueden ajustar para aumentar el rendimiento de otros productos. Los tres modos principales de operación de la FCC son: 1) máxima producción de gasolina, 2) máxima producción deaceite cíclico ligero y 3) máxima producción de definas ligeras, que con frecuencia se llama operación aLPG (gas licuado de petróleo). Estos modos de operación se describen a continuación:
Máxima gasolina
El modo de máxima gasolina se caracteriza por usar una temperatura intermedia de desintegración (510a 540 °C), alta actividad del catalizador y alta relación de catalizador a aceite. En el caso normal, la

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 193/489
3. 6 DESINTEGRACIÓN CATALÍTICA
recirculación no se usa porque la conversión después de un solo paso por el elevador ya es alta. Paraaumentar el rendimiento de gasolina se requiere usar un sistema de inyección efectiva de alimentación,
un elevador vertical con corto tiempo de contacto y separación eficiente del efluente del elevador, paramejorar la selectividad de desintegración, alta producción de gasolina en el elevador y evitar reaccionessecundarias por degradación de la gasolina después de salir del elevador.
Máximo aceite cíclico ligero
El modo de operación para máximo destilado intermedio es con baja severidad de desintegración, laconversión se mantiene en un bajo nivel, para restringir la desintegración del aceite cíclico ligero for-mado durante la desintegración inicial. La baja desintegración se logra reduciendo la temperatura desalida de elevador (a menos de 510 °C) y reduciendo la relación catalizador/aceite. Con frecuencia, lamenor relación de catalizador a aceite se obtiene usando un calentador de combustión para la alimen-
tación que aumente apreciablemente su temperatura. Además, la actividad del catalizador se disminuyereduciendo la tasa de adición de catalizador fresco o reduciendo la actividad del catalizador fresco. Envista de que durante la operación con baja severidad permanece sin convertir una parte apreciable de laalimentación, en un solo paso por el elevador, se usa recirculación de aceite cíclico pesado al elevador, para reducir el rendimiento de las corrientes pesadas, de menor valor, como por ejemplo el residuo.
Cuando se trata de aumentar la producción de destilado intermedio, las unidades de destilación decrudo corriente arriba se operan para reducir los componentes de destilado intermedio en la alimenta-ción a la unidad FCC, ya que esos componentes se degradan en calidad o se convierten en gasolina y productos más ligeros. Además, si bien aumenta la producción de destilado intermedio, la temperaturafinal de la gasolina de HRFCC, se reducirían las restricciones de la temperatura de inflamación del des-tilado intermedio, desplazando la gasolina producida hacia aceite cíclico ligero.
Es preferible aumentar el octano de la gasolina o aumentar el rendimiento de gas LP y al mismotiempo aumentar la producción de aceite cíclico ligero. Se puede usar ZSM-5 con aditivos que desin-tegra selectivamente las moléculas lineales del intervalo de ebullición de gasolina, y tiene el efecto deaumentar el octano de investigación y motor, disminuyendo el rendimiento de gasolina y aumentandoel rendimiento de gas LP y (C3 y C4). También, el rendimiento de aceite cíclico ligero se reduce un poco.
Máximo rendimiento a olefinas ligeras
Los rendimientos de propileno y butilenos pueden aumentarse respecto de la operación con máximagasolina, incrementando la temperatura del elevador a más de 540 °C y usando ZSM-5 con aditivos de
catalizador. También, la unidad de FCC puede diseñarse específicamente para aumentar la producciónde propileno y de etileno, incorporando la tecnología MAXOFIN de FCC, como se describirá con másdetalle en la siguiente sección. Si bien en forma tradicional la desintegración catalítica en lecho fluidi-zado produce menos del 6% en peso de propileno, el proceso MAXOFIN FCC puede producir hasta el20% o más en peso de propileno, a partir de las alimentaciones tradicionales a FCC. El proceso aumentael rendimiento de propileno en relación con el producido por las unidades FCC convencionales, al com- binar los efectos del aditivo MAXOFIN-3 del catalizador, y de componentes patentados, incluyendo unsegundo elevador de alta severidad para desintegrar la nafta sobrante y productos C4 para formar olefinasligeras adicionales. La tabla 3.1.1 muestra la flexibilidad del rendimiento del proceso MAXOFIN deFCC que puede alternar entre las operaciones de FCC con máximo propileno y tradicional.
DESCRIPCIÓN DEL PROCESO
El proceso FCC de desintegración catalítica en lecho fluidizado se puede dividir en varias secciones queincluyen el convertidor, de gas residual (o gas de combustión), del fraccionador principal y las unidades

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 194/489
PROCESO KBR DE DESINTEGRACIÓN CATALÍTICA EN LECHO FLUIDIZADO 3.7
TABLA 3.1.1 Rendimiento y condiciones de operación del proceso MAXOFINde desintegración catalítica fluida
Modo de operación Máximo Producción tradicional
propileno de combustibles
Descripción VGO minas y nafta VGO minas Alimentación ligera recirculada Catalizador FCC + ZSM-5 FCC Configuración del reactor Elevador dual Un elevador Temp. superior elevador, °F 1000/1100 1000
Rendimientos, % en peso Sulfuro de hidrógeno 0.03 0.01 Hidrógeno 0.91 0.12 Metano y etano 6.61 2.08
Etileno 4.30 0.91 Propano 5.23 3.22 Propileno 18.37 6.22 «-Butano 2.25 2.17 i-Butano 8.59 7.62 Butilenos 12.92 7.33 Gasolina 18.81 49.78 Aceite cíclico ligero 8.44 9.36 Aceite decantado 5.19 5.26 Coque 8.34 5.91
de recuperación de vapor (URV). El número de corrientes de producto, el grado de fraccionamientode productos, las etapas de tratamiento del gas de combustión y otros aspectos del proceso vanan deuna unidad a otra, dependiendo de las necesidades de la aplicación. Las secciones que siguen contie-nen descripciones más detalladas del convertidor, tren de gas de combustión, fraccionador principal yunidad URV.
Convertidor
El convertidor Orthoflow de KBR para la unidad FCC que se ve en la figura 3.1.2 consta de recipien-tes de regenerador, separador y ciclones de sólidos, con circulación continua en circuito cerrado de
catalizador, entre el regenerador y los ciclones/separador. El término Orthoflow se deriva del arregloestibado en línea del ciclones y separador sobre el regenerador. Este arreglo tiene las siguientes ventajasen operación y costos:
• En esencia, flujo vertical total del catalizador en tubos verticales o elevadores.
• Tubos verticales cortos para catalizador regenerado y agotado, que permiten la circulación robusta decatalizador.
• Distribución uniforme de catalizador agotado en el separador y el regenerador.
• Menor altura general del convertidor.
• Mínimas necesidades de acero estructural y de terreno.
La alimentación fresca precalentada, junto con cualquier alimentación recirculada, se carga a la basedel reactor elevador. Al contacto con el catalizador regenerado caliente, la alimentación se evapora y seconvierte en fracciones de menor temperatura de ebullición (aceite cíclico ligero, gasolina, gas LP C 3
y C4, y gas seco). Los vapores de productos se separan del catalizador agotado en los ciclones y pasan

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 195/489
3. 8 DESINTEGRACIÓN CATALÍTICA
FIGURA 3.1.2 Convertidor Orthoflow para desintegración catalítica en lecho fluidizado.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 196/489
PROCESO KBR DE DESINTEGRACIÓN CATALÍTICA EN LECHO FLUIDIZADO 3.9
por la tubería superior hacia el fraccionador principal y la unidad de recuperación de vapor, para suenfriamiento rápido y fraccionamiento. El coque formado en las reacciones de desintegración se depo-
sita en el catalizador y reduce su actividad. El catalizador coquizado, que se separa de los productosdel reactor en los ciclones del separador, se transporta hacia el regenerador, pasando por el agotadory la línea vertical de catalizador agotado. El flujo de descarga de esta línea se controla con la válvuladeslizamiento de catalizador agotado.
En el regenerador, el coque se elimina del catalizador agotado por combustión con aire. El aire sesuministra al regenerador desde un soplador de aire y pasando por distribuidores. El gas residual de la com- bustión del coque sale del regenerador pasando por ciclones de dos etapas, que eliminan el catalizador arras-trado, excepto trazas del mismo, en el gas de combustión. El gas de combustión se recolecta en una cámaraexterna y se envía al tren de gas de combustión. El catalizador regenerado, con su actividad restaurada, seregresa al elevador pasando por la válvula deslizamiento de catalizador regenerado, completando el ciclo.
Sistema ATOMAX para inyección de alimentación
En el diseño Orthoflow FCC se emplea una línea vertical para el catalizador regenerado, una válvuladeslizamiento de catalizador y una boquilla lateral corta e inclinada para transportar catalizador rege-nerado del regenerador al elevador.
A continuación, el catalizador entra a un cono de inyección de alimentación, rodeado por varias boquillas atomizadoras con aspersión plana de alimentación, como se ve en la figura 3.1.3. La atomi-zación plana, en forma de abanico, proporciona una distribución uniforme y máxima penetración de laalimentación al flujo de catalizador y evita que el catalizador rodee la alimentación en la zona de inyec-ción. Se usan boquillas patentadas de alimentación, llamadas ATOMAX, para lograr la atomización yfigura de aspersión deseadas, minimizando al mismo tiempo la necesidad de presión en la alimentación.
El catalizador regenerado caliente vaporiza la alimentación de aceite, aumenta la temperatura de reac-ción y suministra el calor necesario para la desintegración. La reacción de desintegración se efectúa mientras el catalizador y mezcla de vapores suben por el
elevador. La temperatura de salida del elevador se controla con la cantidad de catalizador admitidoal elevador, mediante la válvula deslizamiento.
FIGURA 3.1.3 Cono de inyección de alimentación.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 197/489
3.10 DESINTEGRACIÓN CATALÍTICA
Enfriamiento rápido en el elevador
El sistema de enfriamiento rápido en el elevador consiste de una serie de boquillas repartidas uniforme-mente en torno a la sección superior del elevador. Una parte de la alimentación, o una corriente recircu-lada del fraccionador principal, se inyecta por las boquillas y entra al elevador para reducir rápidamentela temperatura del contenido del mismo. El calor necesario para evaporar el medio de enfriamientorápido se suministra con mayor precalentamiento de la alimentación fresca, o con mayor recirculaciónde catalizador. Esto aumenta la temperatura en la sección inferior del elevador, sobre la que se alcanzaríaen una operación no enfriada, y se incrementa la evaporación de alimentaciones pesadas, aumenta elrendimiento de gasolina, la producción de olefinas y el octano de la gasolina.
Terminación del elevador
En la parte superior del elevador se terminan todas las reacciones selectivas de desintegración. Esimportante reducir el tiempo de residencia del vapor producido en el separador para evitar reaccionessecundarias de desintegración térmica o catalítica, que producen gas seco y coque a partir de productosmás valiosos. La figura 3.1.4 muestra el gran efecto de la temperatura sobre la desintegración térmicaadicional de gasolina y destilado para producir principalmente gas seco.
Para separar los vapores de producto del catalizador, con mínimo tiempo de residencia de losvapores en el separador, se usa la tecnología de ciclones. Este sistema (figura 3.1.5) consta de ciclo-nes conectados directamente con ciclones secundarios en el interior del recipiente del separador. Losciclones permiten una separación rápida del catalizador agotado y los vapores producidos, que salendel elevador. Los vapores pasan directamente desde la salida de este arreglo de ciclones primarios a las
FIGURA 3.1.4 Datos de planta piloto que muestran el grado de desintegración térmica de los productos del reactorde desintegración catalítica en lecho fluidizado.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 198/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 199/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 200/489
PROCESO KBR DE DESINTEGRACIÓN CATALÍTICA EN LECHO FLUIDIZADO 3.13
partículas de catalizador se desplazan con vapor de agua, y se incorporan a la fase diluida del separador,reduciendo el arrastre de hidrocarburo con catalizador agotado hacia el regenerador. El agotamiento con
vapor es una función muy importante porque reduce la temperatura en el agotamiento y las necesidadesde aire en el regenerador, por lo que el resultado es mayor conversión de coque a la temperatura delregenerador, o bien, operaciones con menor cantidad de aire. Véase la figura 3.1.7.
El catalizador que entra al agotador se pone en contacto con vapor en flujo ascendente, que se intro-duce por dos distribuidores de vapor. La mayor parte de los vapores de hidrocarburo contenidos en elcatalizador se desplaza hacia la parte superior del agotador. A continuación, el catalizador baja pasando por una serie de mamparas cónicas y donas. En la sección de mamparas se usa una combinación detiempo de residencia y presión parcial de vapor para permitir que los hidrocarburos difundan, salgande los poros de catalizador y pasen al vapor introducido por el distribuidor inferior.
El catalizador separado, con esencialmente todos los hidrocarburos separables eliminados, pasa aun tubo vertical de vapor uniforme. En la base del agotador hay una válvula deslizamiento que regula
el flujo de salida de catalizador, para mantener un nivel de catalizador agotado en el agotador. A conti-nuación, el catalizador entra al distribuidor de catalizador agotado y al regenerador.
Regeneración
En el regenerador, se quema el coque con aire y se separa el producto gaseoso del catalizador, enen lecho fluidizado, proporcionado además las necesidades de calor del proceso y restaurando laactividad del catalizador. El regenerador se opera en los modos de combustión completa de CO o
FIGURA 3.1.7 Separador de catalizador agotado.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 201/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 202/489
PROCESO KBR DE DESINTEGRACIÓN CATALÍTICA EN LECHO FLUIDIZADO 3.15
El sistema de eliminación de calor del regenerador KBR se ilustra en la figura 3.1.9. Consiste de unenfriador externo de catalizador, que genera vapor de alta presión con el calor transferido del catalizador
regenerado.El catalizador desciende por un lado del regenerador y baja en forma de un lecho denso, a travésdel cambiador de calor que contiene tubos de bayoneta. El catalizador que rodea estos tubos se enfríay se regresa al regenerador. En el fondo del enfriador, se introduce aire para fluidizar el catalizador.Al variar la circulación de catalizador, se controla la temperatura del regenerador para procesar unaamplia variedad de alimentaciones, catalizadores y condiciones de operación.
El agua de alimentación que circula por gravedad en el cambiador baja por la sección interna de lostubos de las bayonetas, mientras que el vapor generado asciende por la acción anular entre los tubos.
FIGURA 3.1.9 Enfriador de catalizador en fase densa.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 203/489
3.16 DESINTEGRACIÓN CATALÍTICA
Sección de gas de combustión
El gas de combustión sale del regenerador pasando por ciclones de dos etapas, una cámara plenaexterna, y entra al tren de gas de combustión, como se ve en la figura 3.1.10. La energía en el gasde combustión del regenerador se recupera de dos formas: como energía mecánica mediante unexpansor de gas de combustión, o generando vapor en el enfriador de gas de combustión, o calderadeCO.
Recuperación de energía
Se incluye un expansor de gas de combustión para recuperar la energía al reducir la presión del gasde combustión. Una tercera etapa del separador de catalizador está instalada antes del expansor, para proteger los alabes del mismo contra excesiva erosión por el catalizador, como se ve en la figura 3.1.11.
La salida del separador de la tercera etapa se dirige a la turbina expansora, donde se extrae energía enforma de trabajo.
El expansor y una válvula de mariposa que está cerca de la entrada del expansor funcionan en serie para mantener la presión requerida en el regenerador. Una pequeña cantidad de gas con la mayor partedel catalizador arrastrado se toma por una salida inferior de la tercera etapa de separador de catalizador,y se combina con el gas de combustión atrás del expansor.
El expansor puede acoplarse con el soplador principal de aire para impulsar su operación, o bien, elsoplador de aire puede estar impulsado por un motor eléctrico o una turbina de vapor, y la salida delexpansor sólo se usa para generación de energía eléctrica. Si el expansor se acopla con el soplador deaire, se requiere un motogenerador en el tren para balancear la salida del expansor con las necesidadesde energía del soplador de aire, y se incluye una turbina de vapor para ayudar en los arranques. La
turbina de vapor se puede diseñar para operación continua como salida económica para un exceso devapor, o se puede instalar una turbina menos costosa que descargue a la atmósfera para usarse sólodurante los arranques.
FIGURA 3.1.10 Sistema de gas de combustión del regenerador.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 204/489
FIGURA 3.1.11 Separador CycloFines de la tercera etapa.
Recuperación del calor del gas de combustión
El gas de combustión del expansor va a un enfriador, donde genera vapor sobrecalentado a partir delcalor sensible de la corriente de gas de combustión. Si la unidad se diseñara para operar en un modo decombustión parcial de CO, se instalaría una caldera (incinerador) de CO, y no un enfriador de gas decombustión. Después, los gases pasan a la chimenea. En algunos casos se instala también una unidadlavadora de SOx o un precipitador electrostático, dependiendo de las necesidades ambientales sobreemisiones de SOx y de partículas.
Sección principal de fraccionamiento
Los objetivos de proceso en el sistema del fraccionador principal son:
• Condensar los productos de reacción sobrecalentados provenientes del convertidor de FCC paraobtener hidrocarburos líquidos.
• Efectuar cierto grado de fraccionamiento entre los productos líquidos de corrientes vecinas.
PROCESO KBR DE DESINTEGRACIÓN CATALÍTICA EN LECHO FLUIDIZADO 3.17

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 205/489
3.18 DESINTEGRACIÓN CATALÍTICA
• Recuperar el calor que haya disponible al condensar los productos del convertidor de FCC sobre-calentados.
En la figura 3.1.12 aparece un diagrama del proceso de la sección del fraccionador principal.Los productos sobrecalentados del convertidor de la desintegración catalítica en lecho fluidizado
se condensan en el fraccionador principal para producir gas húmedo y gasolina a partir del tamborde reflujo del destilado, aceite cíclico ligero a partir de fondos del separador de aceite cíclico ligero,y fondos del fraccionador a partir del fondo del fraccionador principal. La nafta pesada de la secciónsuperior del fraccionador principal se usa como aceite absorbente en el absorbedor secundario, en launidad de recuperación de vapor (URV). La recirculación de fondos del fraccionador y de aceite cíclico pesado se condensan y se envían al convertidor de desintegración catalítica en lecho fluidizado deresiduales (RFCC).
El calor recuperado de la condensación de los productos del convertidor se usa para precalentar
alimentación fresca al convertidor, vaporizar las torres de separación y desbutanadora en la unidad derecuperación de vapor, y para generar vapor de alta presión. El calor que no se puede recuperar y utilizarcon provecho se disipa al aire y, por último, al agua de enfriamiento.
Destilado del fraccionador
El vapor del domo del fraccionador pasa al enfriador con aire y después al enfriador terminal del vapor.Los productos del domo que consisten de gas húmedo, gasolina bruta, una pequeña cantidad de reflujoy agua acida, se condensan en el sistema de reflujo de vapores.
Los productos y el reflujo se recuperan en el tambor de reflujo del fraccionador. El gas húmedo pasaal tambor de succión del compresor de baja presión para gas húmedo en la sección de recuperación
de vapor. La gasolina se bombea a la parte superior del absorbedor primario y se utiliza como aceite primario pobre.
Bombeo de transporte de nafta pesada
Se instalan platos de fraccionamiento entre las salidas de aceite cíclico ligero y de nafta pesada en elfraccionador principal. El fraccionamiento deseado entre el aceite cíclico ligero y la gasolina se obtienemediante reflujo inducido sobre esos platos. El reflujo circulante y el aceite diluido se bombean alsistema de recirculación por bombeo.
FIGURA 3.1.12 Sección de fraccionador principal.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 206/489
PROCESO KBR DE DESINTEGRACIÓN CATALÍTICA EN LECHO FLUIDIZADO 3.19
Con el aceite rico de retomo del absorbedor secundario se recuperan cantidades apreciables dematerial con intervalo de ebullición de C4 y C5. Este material recuperado se evapora y sale del fraccio-
nador con la corriente superior de producto. Los componentes más ligeros recuperados en el absorbedorsecundario se recirculan entre el fraccionador y la sección de recuperación de vapor.
Aceite cíclico ligero
El aceite cíclico ligero se obtiene del fraccionador principal y baja por gravedad al plato superior deldestilador de ACL. El vapor se utiliza para arrastrar las fracciones ligeras y separarlas del ACL, mejo-rando su temperatura de ignición. El ACL separado se bombea por el intercambiador de alimentaciónfresca/ACL, por el enfriador de ACL con aire, el enfriador de terminal, y luego se entrega en límitesde batería.
Recirculación de aceite cíclico pesado
El gas húmedo, gasolina y aceite cíclico ligero se enfrían y el reflujo de aceite cíclico pesado se con-densa en esta sección. El material total condensado se recolecta en una trampa, que suministra succióna la bomba de transporte.
El líquido del plato se bombea de regreso a los platos de purificación abajo. El reflujo circulantese enfría intercambiando calor, primero con el desbutanador en la sección de recuperación de vapor, ydespués precalentando la alimentación fresca al desintegrador catalítico en lecho fluidizado.
Recirculación de fondos del fraccionador principal
Los productos del convertidor de desintegración catalítica en lecho fluidizado, formados por hidrocar- buros gaseosos, vapor de agua, gases inertes y una pequeña cantidad de finos arrastrados de cataliza-dor, pasan a la torre principal de fraccionamiento, arriba del distribuidor de vapor en los fondos delfraccionador. Los productos del convertidor se enfrían y se lavan para eliminar los finos de catalizador,circulando un material enfriado de los fondos del fraccionador sobre una sección de la torre con des-viadores, arriba de la boquilla de entrada de alimentación.
El calor eliminado por la recirculación de fondos se usa para generar vapor en calderas tipo paila para precalentar la alimentación fresca al desintegrador. Los fondos producidos en el fraccionador seenfrian pasando por un precalentador de agua de alimentación a caldera y por un enfriador de aire, paradespués entregarlos en límites de batería.
Precalentamiento de alimentación fresca
El objeto de este sistema es alcanzar la temperatura necesaria de precalentamiento en la alimentaciónal convertidor de desintegración catalítica, con frecuencia sin usar un calentador por combustión. Laalimentación fresca procedente de varias fuentes puede combinarse en un tambor de balance de ali-mentación. La alimentación combinada se bombea entonces a través de varios intercambiadores en lasección del fraccionador principal, para llegar a la temperatura necesaria en la alimentación.
Unidad de recuperación de vapor
La unidad de recuperación de vapor consta de la sección del compresor de gas húmedo, absorbedor primario, separador, absorbedor secundario y desbutanador. La sección de recuperación de vapor recibegas húmedo y gasolina del tambor de vapores del fraccionador principal. Se requiere que la unidad derecuperación de vapor haga lo siguiente:

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 207/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 208/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 209/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 210/489
PROCESO KBR DE DESINTEGRACIÓN CATALÍTICA EN LECHO FLUIDIZADO 3 . 2 3
Aumentar la temperatura del elevador también mejora el octano en forma apreciable. El efecto dela mayor temperatura en el reactor sobre el octano es aproximadamente 1(R + M)/2 por cada 15 °C;
sin embargo, después de cierta temperatura, el rendimiento de gasolina sufrirá un impacto negativo. Elefecto sobre el octano modifica con frecuencia la economía para favorecer la operación a alta tempe-ratura del elevador.
Tasas de recirculación. Se pueden recircular aceite cíclico pesado y lodo del fraccionador principal al ele-vador, para incrementar la conversión y/o aumentar la temperatura del regenerador cuando hay disponiblecapacidad de quemado de coque. El rendimiento de coque y de gas será mayor al desintegrar ACP (aceitecíclico pesado) o lodo que al aumentar la desintegración de la alimentación fresca, por lo que la tempera-tura del regenerador y el rendimiento de gas se incrementarán apreciablemente al reciclar ACP o lodo alelevador. De por sí, reciclar lodo al elevador es una forma efectiva de aumentar la temperatura del regene-rador, si ello se requiere. Si la unidad de desintegración catalítica en lecho fluidizado está limitada en su
capacidad de aprovechamiento de gas, el uso de ACP o de recirculación de lodo necesitará una reducciónde la temperatura del elevador, con lo que bajará el octano y también podría reducirse la conversión.La operación con recirculación de ACP o de lodo, junto con menor temperatura del elevador, se usa
cuando el objetivo es aumentar rendimiento de aceite cíclico ligero (ACL). De este modo, se aumenta elrendimiento de ACL, porque la menor temperatura del elevador reduce la desintegración de materialesen el intervalo de ebullición del ACL para formar gasolina y productos ligeros, mientras que la recircu-lación de gasóleo pesado permite obtener algo de conversión de esas corrientes a ACL.
A veces, se emplea la recirculación de lodo para regresar al catalizador arrastrado al convertidor.Esto se hace con más frecuencia cuando son excesivas las pérdidas de catalizador en el reactor.
Temperatura de precalentamiento de la alimentación. Si se disminuye la temperatura de la alimenta-ción al elevador, se aumenta la tasa de circulación de catalizador necesaria para llegar a la temperatura
especificada de salida del elevador. El aumento en la tasa de circulación de catalizador (cat/aceite)causa mayor conversión de la alimentación. En comparación con aumentar la temperatura de salida delelevador, el incremento de conversión mediante menor temperatura de precalentamiento produce mayoraumento en rendimiento de coque, pero menores incrementos en rendimientos de productos con C3 y degas seco, así como menor aumento de octano. La temperatura de precalentamiento de la alimentacióntiene un gran efecto sobre el rendimiento de coque porque si se reduce el calor suministrado por la cargaal elevador, se requiere un aumento en el calor procedente del catalizador circulante para satisfacer lademanda de calor en el elevador.
Cuando la unidad de desintegración catalítica en lecho fluidizado está cercana a un límite de pro-ducción de gas seco o de productos con C3, con frecuencia la mejor manera de aumentar la conversiónes reducir la temperatura de precalentamiento. Al revés, si la unidad de desintegración está limitada por
aire, pero tiene un exceso de capacidad de fracciones ligeras, con frecuencia el método de operaciónque se prefiere es mayor precalentamiento (y mayor temperatura de elevador).En la mayor parte de los casos, la reducción del precalentamiento causará menor temperatura en el
regenerador porque el aumento inicial de rendimiento de coque por la mayor circulación del catalizador(cat/aceite) no es bastante para suministrar la mayor demanda de calor en el reactor. En otros casos,reducir la temperatura de precalentamiento de la alimentación puede causar mayor temperatura en elregenerador. Eso puede suceder si la temperatura de precalentamiento se reduce hasta el punto que perjudica la vaporización de la alimentación en el elevador, o si baja la eficiencia de separación delcatalizador, por su mayor tasa de circulación.
Tasa de alimentación fresca. Al aumentar el flujo de alimentación al elevador, en general se debenajustar las demás variables independientes de operación, para producir menor conversión y para que launidad permanezca dentro de sus límites de control, como por ejemplo, las capacidades del sopladorde aire, de circulación del catalizador, del compresor de gas y de procesamiento posterior de productosC3 y C4, y olefinas. Los efectos sobre el rendimiento y la calidad del producto asociados a la baja de

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 211/489
3.24 DESINTEGRACIÓN CATALÍTICA
conversión son principalmente función de los cambios en estas y otras variables independientes. Desdeel punto de vista económico, el flujo de alimentación es una variable de operación muy importante, por
la utilidad asociada a cada barril procesado. Tasa de reposición de catalizador. Cada día se agregan varias toneladas de catalizador fresco al inven-tario de catalizador en la unidad de desintegración catalítica en lecho fluidizado. En forma periódicase retira una cantidad en equilibrio de catalizador, de esa unidad, para mantener el inventario entrelos límites que se desean. Al aumentar la tasa de reposición con catalizador fresco se incrementarála actividad del catalizador en equilibrio porque con el tiempo disminuye la duración promedio y lasconcentraciones de contaminantes (Ni, V y Na) en el catalizador del inventario.
Manteniendo constantes otras variables independientes de operación en la unidad de desintegracióncatalítica en lecho fluidizado, al aumentar la actividad del catalizador la conversión de la alimenta-ción será mayor, y se incrementará la cantidad de coque depositado en el catalizador durante cada paso por el elevador. Para mantener la combustión del coque balanceada con las necesidades de calor del proceso, al aumentar la actividad, la temperatura de regenerador se incrementará y bajará la circulacióndel catalizador (cat/aceite), para mantener el quemado del coque de acuerdo con la demanda de calor del proceso. En general, la conversión aumentará al incrementarse la actividad del catalizador porque el efectode la mayor actividad supera al efecto de la menor tasa de circulación del catalizador.
Si se ajustan las temperaturas del elevador o del precalentamiento de la alimentación para mantenerconstante la conversión cuando se aumenta la actividad, se incrementarán los rendimientos de coque y degas seco. Esto hace atractivo aumentar la actividad del catalizador, en casos cuando hay límite en el sopla-dor de aire o el compresor de gas, pero cuando se puede tolerar algo de incremento en la temperatura delregenerador (la temperatura del regenerador se limitará a unos 720 °C, en consideración al mantenimientode la actividad del catalizador). Si se debe bajar la temperatura del elevador para permanecer dentro de unalimitación de temperatura del regenerador, se perderá el aumento de conversión.
Temperatura final de evaporación de la gasolina. La temperatura de corte de gasolina/aceite cícli-co ligero se puede cambiar para desplazar en forma importante el rendimiento de esos dos productos,manteniendo al mismo tiempo a ambos dentro de especificaciones aceptables. Cambiar la temperaturade corte puede alterar en forma importante el octano y el contenido de azufre de la gasolina. Una tem- peratura de corte menor da como resultado menor contenido de azufre y, en general, mayor octano; peronaturalmente se reducirá el rendimiento de la gasolina.
Variables de diseño
Existen algunas variables de diseño del proceso de desintegración catalítica en lecho fluidizado paraadaptar el diseño de la unidad a las necesidades de una aplicación específica. Algunas de esas variables
se describirán a continuación:
• Tasa de vapor de agua de dispersión de la alimentación.
• Modo de combustión en el regenerador.
• Eliminación del calor del regenerador.
• Presiones en separador ciclónico y en regenerador.
• Temperatura de la alimentación.
Tasa de vapor de agua de dispersión de la alimentación. La selección de un flujo de diseño para el vaporde agua de dispersión de la alimentación influye sobre las dimensiones de las boquillas de inyección dealimentación, por lo que el flujo de vapor es a la vez una variable de diseño y de operación. Los flujosde vapor de agua para dispersión suelen estar entre 2 y 5% en peso de la alimentación, dependiendo dela calidad de ésta. Los valores menores son los más adecuados para alimentaciones de gasóleo de vacío,mientras que los flujos de vapor de dispersión cercanos al límite superior del intervalo son más adecua-dos para alimentaciones residuales de mayor temperatura de ebullición, más difíciles de evaporar. Una

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 212/489
PROCESO KBR DE DESINTEGRACIÓN CATALÍTICA EN LECHO FLUIDIZADO 3 . 2 5
vez que se ha especificado el diseño de la boquilla de alimentación, se recomienda un intervalo deoperación con vapor para optimizar la unidad durante la operación.
Modo de combustión en el regenerador. Lo más adecuado para los residuos pesados es la regeneración pobre en oxígeno (combustión parcial de CO), cuando el desprendimiento de calor y el consumo deaire en el regenerador son altos, debido al alto rendimiento de coque. Además, la regeneración pobre enoxígeno permite un mejor mantenimiento de la actividad del catalizador con altas concentraciones devanadio en el catalizador, debidas a menos movilidad del vanadio a menores concentraciones de oxíge-no. En aplicaciones totalmente nuevas, en consecuencia, se prefiere la regeneración pobre en oxígeno para operaciones con residuos pesados con altas cargas de vanadio en el catalizador.
Por otra parte, para residuos de mejor calidad y alimentaciones de gasóleo, se prefiere la combustióncompleta del CO, por la simplicidad de su operación. Entre otros factores en la selección del modo deregeneración se encuentran los siguientes:
• Una unidad diseñada para operar en modo pobre en oxígeno en la regeneración debe tener una calderade CO, para reducir las emisiones de CO a concentraciones ambientalmente seguras. Si se incluyeuna caldera de CO, la unidad de desintegración catalítica Orthoflow de KBR también se puede operaren modo de combustión completa de CO, y la caldera de CO se utiliza para recuperar el calor sensibledel gas de combustión.
• El costo de inversión en la unidad es menor para regeneración pobre en oxígeno, debido a un tamañomenor del regenerador, soplador de aire y sistema de gas de combustión.
• La producción de vapor de agua se puede aumentar operando en modo de regeneración pobre enoxígeno, por la combustión en la caldera de CO.
• Los sistemas de eliminación de calor del regenerador (como los enfriadores de catalizador) se pueden
evitar en algunos casos si la unidad se opera en un modo de regeneración pobre en oxígeno.• En algunos casos, la combustión completa del CO permitirá que la unidad opere con menor ren-dimiento de carbón, aumentando así el rendimiento de productos líquidos.
• Se pueden controlar las emisiones de SOx a menores concentraciones con la combustión completadel CO, obtenida con una menor tasa de combustión de coque y porque los aditivos de catalizadorreductores de SOx son más efectivos con un contenido mayor de oxígeno en el regenerador.
Eliminación de calor del regenerador. Dependiendo de la alimentación, la conversión requerida yel modo de combustión en el regenerador, se puede necesitar un sistema de eliminación de calor enel regenerador para controlar la temperatura de éste dentro de límites establecidos y para tener unarelación óptima de catalizador a aceite y una desactivación mínima de catalizador. En KBR se usa unenfriador de catalizador de fase densa, para controlar el balance de calor, que permite tener una fiabili-dad máxima y flexibilidad máxima de operación.
Los límites de eliminación de calor se pueden ver en la figura 3.1.14, donde se ve la cantidad deeliminación de calor necesaria para absorber el calor relacionado con mayor valor de carbón Conradsonen la alimentación. La eliminación directa de calor del regenerador sólo es uno de los diversos métodosdisponibles para controlar el balance de calor de la unidad. También, una variable de diseño que puedeinfluir en el balance de calor de la unidad es la relación de CO2/CO en el gas de combustión, como seve en la figura 3.1.15.
Presiones en el separador y el regenerador. En el diseño del convertidor Orthoflow de KBR, la presiónen el regenerador se mantiene de 7 a 10 lb/pulg2 mayor que en el separador de catalizador para tener lasdiferencias de presiones adecuadas a través de las válvulas de control de catalizador agotado y regenera-
do. Sin embargo, quien diseña el proceso puede especificar la presión general de operación del sistema.Menores presiones de operación tienden a favorecer la selectividad de rendimiento de productos, laeficiencia del separador de catalizador agotado y la potencia del soplador de aire, pero estas ventajas seobtienen a costa del mayor tamaño de recipientes y, en consecuencia, mayor costo de inversión.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 213/489
FIGURA 3.1.15 Impacto de la composición del gas de combustión sobre el calor desprendido durante la regeneración del
catalizador.
Además, la economía de los expansores de gas de combustión mejora al aumentar la presión deoperación del regenerador. El análisis económico que compara los diseños y desempeño con alta y baja presión llega a la conclusión de que la inversión en una unidad de menor presión es la más atractiva,
aunque se incluya un expansor de gas de combustión en el análisis.
Temperatura de la alimentación. El diseño de la temperatura de alimentación afecta la configuracióndel tren de intercambio de calor para precalentar la alimentación y la posible necesidad de un calenta-dor de combustión para alimentación. En general, los diseños modernos de unidades de desintegracióncatalítica en lecho fluidizado no incluyen calentadores de combustión para la alimentación, excepto enlas unidades diseñadas para aumentar la producción de destilados intermedios.
CONTROL AVANZADO DEL PROCESO
Las unidades de desintegración catalítica en lecho fluidizado tienen gran cantidad de variables interac-
tivas, lo que hace que el control avanzado de proceso sea especialmente benéfico. Las ventajas de unsistema de control avanzado de proceso en una unidad de desintegración catalítica en lecho fluidizadoson las siguientes, entre otras:
• Operación más cercana a los objetivos y restricciones.
3.26 DESINTEGRACIÓN CATALÍTICA

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 214/489
PROCESO KBR DE DESINTEGRACIÓN CATALÍTICA EN LECHO FLUIDIZADO 3 . 2 7
• Mejor estabilidad y operación más uniforme.
• Mayor información para el operador.
• Respuesta más rápida a cambios en objetivos de la refinería.
Estas ventajas se traducen en ganancias económicas típicas, de entre 0.05 y 0.20 USD por barril de alimen-tación, sin incluir las ventajas menos tangibles asociadas a la instalación del control avanzado de proceso.El sistema CAP (control avanzado de proceso) de KBR para la unidad de desintegración Orthoflowtiene cinco módulos, como muestra la figura 3.1.16. Aunque cada módulo se implanta en forma inde- pendiente, las interacciones requeridas se tienen en cuenta en los algoritmos de control. A continuaciónse describen en general las funciones que efectúa cada módulo.
Módulo de control de severidad
Este módulo manipula la temperatura de salida del elevador, los flujos de alimentación y la temperaturade la alimentación para que la unidad opere dentro de sus restricciones y al mismo tiempo satisfagaun objetivo de operación específico. Las restricciones típicas que considera el sistema comprenden eldiferencial de presión en válvulas de catalizador, temperatura del regenerador, rapidez de quemado delcoque, reposición de gas húmedo y flujo de destilado del fraccionador. El operador selecciona el obje-tivo de operación mediante un menú.
Con base en las necesidades del cliente y los objetivos específicos de la refinería, en el menú se pueden incluir las siguientes opciones:
• Aumentar la temperatura del reactor manteniendo un objetivo de flujo de alimentación.
• Aumentar la tasa de alimentación manteniendo un objetivo de temperatura de reactor.
• Aumentar la temperatura de alimentación manteniendo un objetivo de temperatura de reactor.
Módulo de control de combustión
Este módulo mantiene la concentración de oxígeno en el gas de combustión del regenerador en un valorespecificado de control, manipulando el flujo de aire. También compensa los cambios en el flujo de ali-mentación, flujo de recirculación, temperatura de salida del elevador y temperatura de la alimentaciónen un modo de alimentación positiva o corrección anticipada, que ayuda a que el sistema mantengasiempre la concentración de oxígeno en el gas de combustión en valores cercanos al objetivo.
Módulo de balance y control de presión
Este módulo controla la presión general del convertidor manipulando la presión en la succión del com- presor de gas húmedo. La presión de succión se controla para aumentar la utilización de la capacidaddisponible del soplador de aire y del compresor de gas húmedo. También distribuye la diferencia de presiones disponible a través de las válvulas de control de flujo del catalizador, manipulando la dife-rencia de presión entre reactor y regenerador, con lo que se aumenta la capacidad de circulación decatalizador en el convertidor.
Módulo de control del fraccionador
Este módulo aumenta la recuperación de productos más valiosos al satisfacer con más exactitud lasespecificaciones de calidad. También aumenta la recuperación de calor en nivel alto, y al mismo tiempo
apegándose a las restricciones de carga y eliminación de calor de la unidad.Estos objetivos se alcanzan manipulando la temperatura de la recirculación de fondos, la temperaturade recirculación de aceite cíclico pesado, la tasa de reflujo de destilado y el flujo de aceite cíclico ligero
producido.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 215/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 216/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 217/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 218/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 219/489
3.32 DESINTEGRACIÓN CATALÍTICA
Otras necesidades de reactivos
Se requiere dietanolamina (DEA) para el sistema de tratamiento cono aminas; una solución de inhibi-dora de la corrosión se inyecta al sistema de vapores del fraccionador principal y se usa inyección defosfato en los generadores de vapor de lodo y en la caldera de recuperación de calor.
INVERSIÓN Y SERVICIOS
A continuación se presenta información de costos frecuentes de inversión y de consumo de servicios para una unidad de desintegración catalítica en lecho fluidizado de 50,000 barriles por corriente-día,
incluyendo los costos del convertidor, sistema del ducto de gas (sin recuperación de energía), seccionesde fraccionador principal y recuperación de vapor, así como tratamiento de amina.
• Costo instalado, Costa del Golfo de EUA, primer trimestre de 2002: 2250 a 2500 USD/BPSD.
• Producción de vapor de agua de alta presión: 40 a 200 lb/bbl.
• Consumo de energía eléctrica: 0.7 a 1.0 kWh/bbl.
REFERENCIAS _________________________________________________________
Avidan, A. A., F. J. Krambeck, H. Owen y P.H. Schipper, "FCC Closed Cyclone System Eliminates Post, Riser Cracking",OH and Gas Journal, 16 de marzo de 1990.
Dougan, T. J., U. Alkemade, B. Lakhanpal y L. T. Broca, "Advances in FCC Vanadium Tolerance", Reunión anual de NPRA, San Antonio, Tex., 20 de marzo de 1994.
Alta actividad, menos magnético,
a FCC
Baja actividad, más magnético,
desechar
FIGURA 3.1.19 Separador magnético.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 220/489
FIGURA 3.1.20 Módulo MagnaCat.
Johnson, T. E., "Improve Regenerator Heat Removal", Hydrocarbon Processing, noviembre de 1991. Johnson, T. E., T. L. Goolsby, R. B. Miller, F. Fuji, M. Hará, D. C. Kowalczyk y R. J. Campagna, "Successful
Implementation of MagnaCat Technology at KPI's Chiba Refinery", Trabajo 2000, Instituto Japonés del Petróleo (JPI),Tokio, octubre de 2000.
Kowalczyk, D., R. J. Campagna, W. P. Hettinger y S. Takase, "Magnetic Separation Enhances FCC Unit Profitability",Reunión Anual NPRA, San Antonio, Tex., 17 de marzo de 1991.
Miller, R. B., P. K. Niccum, P. L. Sestili, D. L. Johnson, A. R. Hansen y S. Dou, "New Developments in FCC Feed Injectionand Riser Hydrodynamics", Reunión Nacional de Primavera, AIChE, Atlanta, Ga., 18 de abril de 1994.
Miller, R. B., Yong-Lin Yang, E. Gbordzoe, D. L. Johnson, T. Mallow y ExxonMobil Research and Engineering, "NewDevelopments in FCC Feed Injection and Stripping Technologies", Reunión Anual de NPRA, San Antonio, Tex., 26 demarzo de 2000.
PROCESO KBR DE DESINTEGRACIÓN CATALÍTICA EN LECHO FLUIDIZADO 3.33

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 221/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 222/489
__________________________ CAPÍTULO 3.2DESINTEGRACIÓN CATALÍTICA
PROFUNDA. NUEVO GENERADOR
DE OLEFINAS LIGERAS
Warren S. Letzsch Gerente de Programa DCP
Houston, Texas
BASES
La unidad de desintegración catalítica en lecho fluidizado (FCC) es el proceso más importante así comoel más empleado en la conversión de aceite pesado en la refinería moderna. Históricamente la unidadFCC ha operado en modos de máxima gasolina y máximo destilado, dependiendo de las demandasestacionales del producto y el lugar de la refinería. En fechas recientes, con la llegada de los requisitos para gasolina reformulada, cada vez más se ha necesitado que la unidad FCC funcione en el modo demáximas definas. Las isoolefinas ligeras, isobutileno e isoamileno de la unidad de FCC son materialesnecesarios para producir los componentes oxigenados (MTBE) y (TAME) para mezclar en la gasolinareformulada. Una mayor demanda de alquilado para satisfacer las necesidades de gasolina reformuladatambién requiere un aumento en la producción de olefinas ligeras.
Al mismo tiempo que se dan estos cambios en la industria de la refinación, la industria petroquímicaestá experimentando cada vez mayores demandas de propileno para la producción de polipropileno.Casi la mitad del propileno que emplea la industria química se obtiene en refinerías, y el resto provienede desintegración con vapor.1 El resultado es que está aumentando la demanda de propileno procedente delas unidades FCC y pirólisis. Ya que las unidades de pirólisis producen etileno principalmente, un pro-
ceso catalítico es más adecuado para preparar propilenos y butilenos.Se espera que la demanda de propileno, tanto para alimentación a la alquilación como para producir
polipropileno, continúe aumentando hasta ya entrado el siglo xxi. También, se necesitan más isoolefi-nas para MTBE y TAME. Eso agrega una considerable demanda en las unidades FCC y pirólisis para poder satisfacer la demanda. Es obvio que se requiere un proceso de generación de olefinas ligeras quesea económico para satisfacer las demandas de C3 y C5.
Con esta meta, Stone & Webster ha participado en un convenio con el Research Institute of PetroeumProcessing (RIPP) y Sinopec International, ambos en la República Popular de China, para otorgar enconcesión en forma exclusiva la tecnología de desintegración catalítica profunda (DCP) fuera de China.El proceso DCP está totalmente comercializado, en forma parecida a FCC, para producir olefinas lige-ras (C3 - C5) a partir de alimentaciones pesadas, como gasóleos y residuos parafínicos. La posición de
3.35

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 223/489
3.36 DESINTEGRACIÓN CATALÍTICA
Stone & Webster en la tecnología FCC y en la desintegración con vapor de agua es un complementonatural de la tecnología de DCP.
Se han puesto en servicio comercial numerosas unidades de DCP. La tabla 3.2.1 es una lista de todaslas unidades de DCP que operan al presente. La figura 3.2.1 muestra la unidad construida en Tailandia,que opera aproximadamente a 18,000 B/D y produce unas 150,000 TM/A de propileno.
DESCRIPCIÓN DEL PROCESO
El proceso DCP de desintegración catalítica profunda es un proceso catalítico para desintegrar en formaselectiva una diversidad de alimentaciones y producir olefinas ligeras. El diseño típico de una unidadtradicional de reactor/regenerador se emplea con un catalizador cuyas propiedades físicas son parecidasa las del catalizador de FCC. La unidad DCP puede operarse en uno de dos modos: máximo propileno(tipo 1) y máximas isoolefinas (tipo II). Cada modo de operación usa un catalizador y condiciones de
operación exclusivos. Los productos de reacción de desintegración catalítica profunda son olefinasligeras, gasolina de alto octano, aceite cíclico ligero, gas seco y coque. También se puede producir una pequeña cantidad de aceite decantado.
La operación de la desintegración catalítica profunda para máximo propileno (tipo I) emplea unelevador y desintegración bajo condiciones severas. La operación para máxima isoolefina (tipo II) usadesintegración en el elevador como una moderna unidad de FCC, a condiciones un poco más benignasque la operación tipo I. La figura 3.3.2, un diagrama del proceso DCP tipo I, servirá como base paradescribir el proceso. (Nótese que la única diferencia entre los diseños tipo I y tipo II son un elevador prolongado, con un dispositivo de terminación de elevador arriba del nivel del lecho del reactor. )
La alimentación fresca se atomiza finamente con vapor de agua y se inyecta al elevador a travésde boquillas de inyección de alimentación FCC patentadas por Stone & Webster, sobre una fase densa de
catalizador. El aceite atomizado se mezcla íntimamente con el catalizador y se comienza a desintegrarformando productos más ligeros y más valiosos. En la desintegración catalítica profunda se requiere un buen sistema de inyección, así como en las operaciones de FCC, para asegurar una evaporación rápidadel aceite y las reacciones selectivas de la desintegración catalítica.
El vapor de agua al elevador se inyecta justo arriba del punto de inyección de la alimentación, parasuplementar la dispersión de la alimentación y la separación del vapor, y para obtener una presión parcialde hidrocarburos óptima para el funcionamiento de la desintegración catalítica profunda. Para inyectarvapor de agua al elevador se usan boquillas sencillas. (Los consumos de vapor de agua para la operaciónde tipo II son menores y pueden no necesitar más boquillas de inyección de vapor.)
TABLA 3.2.1 Estado de arranques de unidadesde desintegración catalítica profunda
Alimentación, Desintegración catalítica
Lugar TM/A* Arranque profunda tipo
Jinan, China 60,000 1990 I Expansión de Jinan 150,000 1994 I y II Anqing, China 400,000 1995 1 Daqing, China 120,000 1995 I Jinmen, China 800,000 1997 II TPI, Tailandia † 900,000 1997 I Shenyang, China 400,000 1998 II
Jinzhou, China 300,000 1999 I Urmuchi, China 800,000 1999 II
*TM/A = toneladas métricas por año.†Diseño de Stone & Webster Engineering Corporation.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 224/489
FIGURA 3.2.1 Unidad DCP en la refinería TPI, Tailandia.
El residuo recirculado se inyecta, si es necesario, justo arriba de las boquillas de vapor de agua en elelevador. Esta corriente recirculada no se requiere para aumentar la conversión general, sino más bien para optimizar el balance de calor de la unidad, porque una buena parte es coque.
En la parte superior del elevador, pasan catalizador, vapor de agua e hidrocarburos por un terminadordel elevador, abajo del lecho del separador. La conversión de la alimentación a la desintegración cata-lítica profunda puede regularse ajustando la altura del lecho de catalizador (espacio velocidad horariadel peso de hidrocarburos) sobre el distribuidor del elevador, la tasa de circulación del catalizador y/ola temperatura del reactor. Unos ciclones de alta eficiencia, de dos etapas, en el separador eliminan elcatalizador arrastrado por los vapores del producto. Los productos, materias inertes, vapor de agua yuna pequeña cantidad de catalizador pasan del reactor al fondo del fraccionador principal, para iniciar
la separación de productos.La válvula deslizante del catalizador regenerado controla la temperatura del lecho del reactor, regu-
lando la cantidad de catalizador regenerado caliente que entra al elevador. Las temperaturas y presionesnominales en el reactor aparecen en la tabla 3.2.2.
DESINTEGRACIÓN CATALÍTICA PROFUNDA. NUEVO GENERADOR DE OLEFINAS LIGERAS 3.37

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 225/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 226/489
tubo vertical entra al regenerador, mantiene un nivel adecuado en el separador. El nivel del lecho en elseparador se optimiza con respecto a la conversión y a la facilidad de operación de la unidad.
El catalizador agotado se dispersa dentro del regenerador mediante un distribuidor, justo arriba delos anillos de aire de combustión. Los anillos de aire de combustión suministran una distribución unifor-me de aire en el lecho del regenerador, y dan como resultado una buena fluidización y combustión. Elregenerador trabaja en modo de combustión completa, con aproximadamente 2% en volumen de excesode oxígeno. Los gases de combustión del regenerador salen por las dos etapas de ciclones de alta efi-ciencia del regenerador, que eliminan el catalizador arrastrado por el gas de combustión. La temperaturatípica de combustión del regenerador es cercana a 700 °C. La presión diferencial entre el regenerador yel reactor se controla mediante una válvula de corredera para el gas de combustión.
DESINTEGRACIÓN CATALÍTICA PROFUNDA. NUEVO GENERADOR DE OLEFINAS LIGERAS 3.39

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 227/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 228/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 229/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 230/489
DESINTEGRACIÓN CATALÍTICA PROFUNDA. NUEVO GENERADOR DE OLEFINAS LIGERAS 3.4 3
TABLA 3.2.4 Rendimientos de olefinas en proceso DCP tipo I, paradiversas alimentaciones de gasóleo de vacío (GOV)
Completar con las cantidades del libro*
Gravedad específica 0.84 0.88 0.91Factor KUOP 12.4 11.9 11.7Rendimiento de olefinas, por % en peso de alimentación:
C2 6.1 4.3 3.5C3 21.1 16.7 13.6C4 14.3 12.7 10.1
* Gasóleo de vacío hidrotratado.
TABLA 3.2.5 Rendimientos de DCP a máximasisoolefinas (tipo II)
Componente Rendimiento, por % en peso dela alimentación
C2- 5.59C3-C4 34.49 Nafta con C5+ 39.00Aceite cíclico ligero 9.77
Aceite cíclico pesado 5.84Coque 4.31Pérdida 1.00Olefinas ligeras:
C2 2.26C3 14.29C4 14.65i-C4 6.13C5 9.77i-C5 6.77
Fuente: Z. T. Li, W. Y. Shi, N. Pan y F. K. Jaing, "DCCFlexibility for Iooleñns Production", Advances in FluidCatalytic Cracking, ACS, vol. 38, núm. 3, pp. 581-583.
INTEGRACIÓN DEL PROCESO DCP
Es posible incorporar un proceso de desintegración catalítica profunda ya sea en una planta petroquímicao en una refinería. Las unidades FCC inactivas en las instalaciones en operación son particularmenteatractivas para su adaptación de DCP. Se describirán unos pocos escenarios posibles de procesamien-to.
Uno es la utilización de una unidad DCP para aumentar la producción de propileno en una instalaciónde etileno. La nafta, el etano, el propano y el butano de DCP se podrían enviar a la unidad de desin-tegración con vapor de agua, para obtener un rendimiento adicional de etileno. Es posible eliminar elcuello de botella del separador de productos existente para adaptarse a la corriente gaseosa de DCP.Una planta petroquímica se puede diseñar para tomar crudo total como alimentación y que la nafta seconvierta en un desintegrador de vapor y los componentes más pesados en una unidad de desintegracióncatalítica profunda.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 231/489
3.44 DESINTEGRACIÓN CATALÍTICA
TABLA 3.2.6 Distribución de isómeros de definas en la operación DCP tipo II
Componente, % en peso Valor de equilibrio DCP isoolefma máxima Isómeros de butileno:
1-buteno 14.7 12.8 í-2-buteno 24.5 26.7 c-2-buteno 16.7 18.6 Isobutileno 44.1 41.9
Isómeros de amileno: 1-penteno 5.2 5.2 í-2-penteno 12.2 17.6 c-2-penteno 12.0 7.9 Isoamileno 70.6 69.3
Fuente:Z. T. Li, W. Y. Shi, N. Pan y F. K. Jaing, "DCC Flexibility for Ioolefins Production", Advances in Fluid Catalytk Cracking, ACS, vol. 38, núm. 3, pp. 581-583.
Se podría incorporar una unidad de DCP en una refinería para producir polipropileno y estireno. Enla figura 3.2.3 se muestra un ejemplo de ese esquema de procesamiento.
Otro ejemplo de integración de la DCP respalda la producción de gasolina reformulada, como se veen la figura3.2.4. En este esquema se podría incorporar una unidad de recuperación de etileno que usela tecnología ARS, de Stone & Webster, para ventas de polietileno y propileno.
REFERENCIAS
1. Lark Chapin y Warren Letzsch, "Deep Catalytic Cracking Maximize Olefin Production", Reunión Anual de NPRA,AM-94-43, 20 a 22 de marzo de 1994.
2. C. Xie, W., Shi, F. Jiang, Z. Li, Y. Fan, Q. Tang y R. Li, "Research and Development of Deep Catalytic Cracking (DCPType II) for Isobutylene and Isoamylene Production", Petroleum Processing and Petrochemicals, núm. 5, 1995.
3. L. Zaiting, J. Fakang y M. Enze, "DCP - A New Propylene Production Process from Vacuum Gas Oil," Reunión Anualde NPRA, AM-90-40, 25 a 27 de marzo de 1990.
4. Lark Chapin, W. S. Letsch y T. E. Swaty, "Petrochemical Options from Deep Catalytic Cracking and the FCCU",Reunión Anual de NPRA, AM 98-44.
5. WangYamin, Li Caiying, Chen Zubi y Zhong Xiaoxiang, "Recent Advances of FCC Technology and Catalyst in RIPP", Proceedings of 6th Annual Workshop on Catalys ts in Petro leum Refining and Petrochemicals, diciembre de 1996.KFPUM, Dhahran, Arabia Saudita.
6. Andrew Fu, D. Hunt, J. A. Bonilla y A. Batachari, "Deep Catalytic Cracking Plant Produces Propylene in Thailand",Oil & Gas Journal, 12 de enero de 1998.
7. Zaiting Li, Jiang Fukang, Xie Chaogang y Xu Youhao, "DCP Technology and Its Commercial Experience", China Petroleum Processing and Petrochemical Technology, núm. 4, diciembre de 2000.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 232/489
DESINTEGRACIÓN CATALÍTICA PROFUNDA. NUEVO GENERADOR DE OLEFINAS LIGERAS 3.45
FIGURA 3.2.3 Esquema de producción de polipropileno y estireno (EXT = extracción de aromáticos, HDA = hidro-desalquilación, SHP 5 = deshidrogenación selectiva).
FIGURA 3.2.4 Esquema de producción de gasolina reformulada.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 233/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 234/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 235/489
3 . 4 8 DESINTEGRACIÓN CATALÍTICA
De esas primeras unidades, algunas siguen funcionando hoy. Las principales características de la uni-dad Modelo II eran un recipiente de reactor cerca del nivel del piso y en regenerador de catalizador a
un lado o encima del reactor. Una línea corta de transferencia llevaba el catalizador y los vapores dehidrocarburo a un reactor de lecho denso. Se usaban válvulas duales de deslizamiento en varios puntosde la unidad y esta configuración daba como resultado un regenerador de baja presión con un reactor amayor presión. Las pruebas comerciales indicaban que aunque las conversiones eran muy bajas en esas primeras unidades (40 a 55% de volumen líquido), una gran parte de las reacciones de desintegraciónse efectuaban en realidad en la línea de transferencia que llevaba hidrocarburo y catalizador.
Después de la guerra, el diseño FCC (figura 3.3.1) estibado, que tenía un reactor de baja presión encimade un regenerador a mayor presión, fue comercializado por UOP.* Este diseño fue un gran paso hacia eldesplazamiento de la reacción de desintegración desde la fase densa del lecho de catalizador hasta la fasediluida del elevador. A mediados de la década de 1950 fue introducido el diseño de elevador recto, llamadotambién diseño lado a lado (figura 3.3.2). En esta unidad, el regenerador estaba cerca del nivel del piso y
el reactor se colocaba al lado, en posición elevada. El catalizador regenerado, la alimentación fresca y larecirculación se dirigían hacia el reactor mediante un tubo elevador largo y recto, ubicado directamenteabajo del reactor. En comparación con los diseños anteriores, mejoraron de manera considerable los ren-dimientos y la selectividad de los productos.
A mediados de la década de 1960 ocurrió un gran avance en la tecnología de catalizadores, con eldesarrollo de catalizadores zeolíticos. Estos catalizadores de malla demostraron tener una actividad muysuperior, selectividad hacia gasolina y características de estabilidad, en comparación con los catalizadoresamorfos de sílice-alúmina que se utilizaban. La disponibilidad de los catalizadores zeolíticos sirvió de base para la mayor parte de las innovaciones al proceso que se han desarrollado en años recientes.
La secuencia continua de avances, primero en actividad catalítica y después en diseño de procesos,condujo a un esfuerzo para lograr más de las reacciones en la fase diluida del elevador, o de la desin-
tegración en el elevador, como se llama con frecuencia. En 1971, UOP comercializó un nuevo diseño basado en este concepto de desintegración en el elevador, que luego se amplió a reconstrucciones demuchas de las unidades existentes. Los resultados comerciales confirmaron las ventajas de este siste-ma en comparación con los diseños anteriores. La desintegración en el elevador permitió tener mayorselectividad a gasolinas y menor producción de gases y coque, lo que indicó una reducción de la des-integración secundaria que forma productos indeseables.
Cámara reductora
de presión
FIGURA 3.3.1 Unidad FCC apilada de UOP.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 236/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 237/489
de una unidad FCC de UOP diseñada específicamente para incorporar la nueva tecnología de regene-rador. El desarrollo del nuevo diseño del regenerador y la técnica de operación dieron como resultadomenor producción de coque, menores emisiones de CO (que satisfacen las normas ambientales) y mejor
distribución y calidad del producto.Una configuración típica de la unidad FCC tiene un solo regenerador para quemar el coque delcatalizador. Aunque el regenerador puede funcionar con combustión completa o parcial, la combustióncompleta tiende a predominar en los diseños de unidades nuevas porque se puede producir un gas decombustión ambientalmente aceptable, sin necesidad de componentes adicionales, como una calderade CO. Esa caldera se necesitaría para el modo de combustión parcial, para mantener bajas las emisio-nes de CO.
Con la reducción de suministros de crudo y la economía de las refinerías a finales de la década de1970, las refinerías comenzaron a considerar la conversión de componentes más pesados en la alimen-tación, en especial de los residuos atmosféricos. Para procesar bien los residuos muy contaminados,Ashland Oil y UOP desarrollaron en cooperación un método de desintegración catalítica en lecho flui-dizado que aumentaría el intervalo de posibles alimentaciones. El resultado de esta cooperación fue un proceso para conversión de petróleo crudo reducido, que se comercializó por primera vez en 1983. Entresus muchas funciones innovadoras había un regenerador de dos etapas para administrar mejor la mayor producción de coque causada por procesar esos residuos, y un nuevo diseño de enfriador de catalizador para controlar las temperaturas de regeneración. El regenerador de dos etapas ayudó a regular el balan-ce de calor en la unidad, pues una etapa funcionaba en combustión completa, y la otra, en combustión parcial. La única corriente de gas de combustión producida pasaba a una caldera de CO para satisfacerlos requisitos de emisión de CO en gas al combustible. El nuevo estilo del enfriador de catalizador enfase densa no sólo ayudó a regular la temperatura del regenerador y el balance de calor resultante, sino amantener la circulación de catalizador que permitiera una severidad adecuada de reacción.2
Los avances en catalizadores (en especial las mejoras en la tolerancia hacia metales), las carac-terísticas innovadoras de diseño y este control adicional de balance de calor de un enfriador fiable
de catalizador ampliaron la gama de alimentaciones aceptables para incluir algunos residuos atmos-féricos muy pesados. De hecho, el procesamiento de residuos ha aumentado continuamente, hastael punto de que muchas unidades FCC anteriores, y más o menos la mitad de las nuevas unidadesautorizadas, procesan ahora residuo o una proporción mayor de residuo. Equipos como el enfriador
3 . 5 0 DESINTEGRACIÓN CATALÍTICA

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 238/489
PROCESO UOP DE DESINTEGRACIÓN CATALÍTICA EN LECHO FLUIDIZADO 3.51
de catalizador (figura 3.3.4) han tenido un gran éxito en las reconstrucciones3 y encontrado una apli-cación difundida, por la capacidad que tiene el enfriador de variar el grado de eliminación de calor en
forma controlada.La inventiva y el espíritu innovador que caracterizaron el desarrollo del proceso FCC desde sus
primeros días han llevado a diversos avances mecánicos y de proceso, que mejoran más todavía laselectividad de las reacciones de desintegración. Así, los distribuidores mejorados de alimentación,terminaciones más efectivas del elevador y diseños que resaltan la desintegración selectiva en cortotiempo han sido avances recientes en el proceso. El papel de punto de apoyo que tiene la desintegracióncatalítica en la refinería impone incluso más mejoras en el futuro.
QUÍMICA DEL PROCESO
Como la química de la desintegración catalítica es compleja, sólo se intenta presentar aquí una des-
cripción amplia. Los lectores interesados en descripciones más detalladas deben remitirse al artículode Venuto y Habib.4
Las alimentaciones para el proceso FCC son mezclas complejas de hidrocarburos de diversos tipos ytamaños, que van desde pequeñas moléculas, como en la gasolina, hasta moléculas grandes y complejas,hasta con 60 átomos de carbono. Estas alimentaciones tienen un contenido relativamente pequeño dematerias contaminantes, como azufre orgánico, compuestos de nitrógeno y compuestos organometáli-cos. Las proporciones relativas de todos esos materiales varían de acuerdo con el origen del crudo y elintervalo particular de ebullición en la alimentación a la desintegración catalítica en lecho fluidizado. Sinembargo, se pueden clasificar las alimentaciones en términos de su facilidad de desintegración, o facili-dad con la que se pueden convertir en una unidad FCC. La facilidad de desintegración es una función delas proporciones relativas de especies parafínicas, nafténicas y aromáticas en la alimentación.
En general, la facilidad de desintegración de la alimentación a FCC se puede correlacionar contraalgún parámetro simple, como por ejemplo el contenido de hidrógeno en la alimentación, o el factor Kde caracterización UOP:
FIGURA 3.3.4 Enfriador de catalizador UOP.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 239/489
3.52 DESINTEGRACIÓN CATALÍTICA
donde T B es el promedio cúbico de la temperatura de ebullición de la alimentación, en °R, y G. Esp.es su gravedad específica. Se presenta una gran cantidad de datos experimentales y comerciales que se
pueden clasificar como se indica en la tabla 3.3.1. Los compuestos de azufre no afectan gravemente la facilidad de desintegración; éstos se desintegran
y distribuyen en los productos líquidos y crean la necesidad para limpiar el producto antes de su usofinal. Además, el azufre sale de la unidad FCC en forma de H2S y óxidos de azufre, que son un problema potencial de contaminación atmosférica.
Los compuestos organometálicos se depositan sobre el catalizador que circula y después de laregeneración casi todos los metales de la alimentación permanecen depositados en el catalizador.Estos metales depositados tienen dos efectos muy deletéreos: afectan la distribución de los productos,formando más gases ligeros, en especial hidrógeno, y tienen un grave efecto desactivador sobre el cata-lizador. Para contrarrestar esos efectos se debe agregar catalizador fresco para mantener la actividad.Los compuestos pesados polinucleares, de anillos aromáticos, son extremadamente refractarios, y en
general se acepta esas moléculas como precursores de coque. En general, las cantidades relativas de los contaminantes en la alimentación a la FCC aumentan en la
medida en que se incrementa la temperatura final de destilación de la alimentación. Cuando la temperaturafinal aumenta y alcanza más de 566 °C (1050 °F), el incremento en estos contaminantes es dramático ycausa un gran problema de procesamiento. Una solución es hidrotratar la alimentación a FCC. Gran partedel azufre y el nitrógeno se convierten en formas que se pueden desechar con relativa facilidad, como F^S y NH3, y ya no se detectan en la unidad de FCC con los productos o como óxidos en gas de combustión. Losmetales se depositan en forma irreversible sobre el catalizador de hidrotratamiento, que se repone en forma periódica. Además de eliminar los contaminantes, el hidrotratamiento mejora la facilidad de desintegraciónde la alimentación a FCC y, de hecho, las alimentaciones hidrotratadas se desintegran con mejor selectividadhacia productos, por su mayor contenido de hidrógeno.
Con un mecanismo de ion carbenio se puede describir la química de las reacciones de desintegración ylos productos obtenidos. Todos los catalizadores de desintegración, sea la sílice alúmina amorfa anterior, olas zeolitas modernas, son materiales ácidos, y las reacciones de los hidrocarburos con estos materiales se parecen a las bien conocidas reacciones de ion carbenio, que suceden en soluciones homogéneas de ácidosfuertes. Estas reacciones difieren fundamentalmente de la desintegración térmica que se efectúa através deradicales.
Se han propuesto varias teorías para explicar la forma en que se inicia el proceso de desintegración,esto es, cómo se forman los primeros iones. Una de ellas propone que el ion carbenio se forma a partirde una olefina, que a su vez podría formarse por efectos térmicos sobre el contacto inicial catalizador-aceite, o puede estar presente en la alimentación. Las temperaturas en la desintegración catalítica seencuentran en el intervalo donde también puede haber desintegración térmica. También, el ion carbonio
se podría formar por interacción de la molécula de hidrocarburo con un ácido de Bronsted o de Lewissobre el catalizador. Todavía no se comprende bien el mecanismo exacto. Una vez formados en la alimentación, los iones pueden reaccionar en varias formas:
• Desintegrarse en moléculas más pequeñas.
• Reaccionar con otras moléculas.
• Isomerizarse en diferentes productos.
• Reaccionar con el catalizador para detener la cadena.
TABLA 3.3.1 Facilidad de desintegración de la alimentación
Intervalo del factor Facilidad relativa de caracterización K de desintegración Tipo de alimentación
>12.0 Alta Parafínica 11.5-11.6 Intermedia Nafténica -el 1.3 Refractaria Aromática

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 240/489
PROCESO UOP DE DESINTEGRACIÓN CATALÍTICA EN LECHO FLUIDIZADO 3.53
La reacción de desintegración se apega a la regla de la escisión en fi. El enlace C-C de la posición firespecto del carbono con carga positiva es el que tiende a romperse:
Las reacciones en el sistema siempre avanzan hacia la formación del ion carbenio más estable. Así, escomún la isomerización de iones carbenio secundarios a terciarios. Estas reacciones se efectúan poruna serie de etapas que incluyen la migración de hidruro, o hasta de grupos alquilo o arilo, a lo largode la cadena de carbonos. Naturalmente, esta reacción lleva a una distribución de productos que tieneuna alta relación de isómeros ramificados a isómeros de cadena lineal.
El tema de la formación catalítica de coque por los catalizadores de desintegración, y en especialla naturaleza química y su formación, también es complicado, por lo que se han propuesto rutas dereacción. La formación de coque sobre el catalizador es una situación inevitable en la desintegracióncatalítica y es probable que se deba a deshidrogenación (reacciones de degradación) y a reaccionesde condensación de los compuestos aromáticos polinucleares o de las definas sobre la superficie delcatalizador. A medida que se produce coque con estos mecanismos, al final se bloquean los sitios áci-dos activos y los poros del catalizador. El único recurso es regenerar el catalizador para conservar suactividad, quemando el coque para formar CO y CO2 en el regenerador de la unidad de desintegracióncatalítica. La combustión de coque es un factor importante en el funcionamiento de la moderna unidadFCC.
TERMODINÁMICA DE LA DESINTEGRACIÓN CATALÍTICA Como en el caso de la química de la desintegración, la termodinámica asociada es complicada porla multitud de especies de hidrocarburos sujetas a conversión. La reacción clave en la desintegracióncatalítica, la escisión (i, no está limitada por el equilibrio y, en consecuencia, la termodinámica tieneuso limitado para estimar la extensión de la reacción, o para ajustar las variables de operación. La des-integración de parafinas u olefinas de cadenas relativamente largas puede llegar hasta más del 95 porciento a la temperatura de desintegración.
Ciertas reacciones de transferencia de hidrógeno actúan en la misma forma. La isomerización, tran-salquilación, desalquilación y deshidrogenación son reacciones intermedias en la ruta al equilibrio. Lasreacciones de condensación, como por ejemplo condensación de olefinas y alquilación de parafinas, sonmenos favorecidas a mayores temperaturas.
Las reacciones exotérmicas y endotérmicas contribuyen al calor total de la reacción, que es funciónde la composición de la alimentación, la temperatura y el grado de conversión. En general, predominanlas reacciones de desintegración muy endotérmicas a temperaturas de bajos a intermedios
Olefina Ion carbenioIon carbenio
Esta reacción es la más probable porque implica sólo un reacomodo de electrones. Los dos fragmen-tos que se forman son reactivos. La olefina puede formar un nuevo ion en el catalizador.La estabilidad relativa de los iones carbenio se muestra en la siguiente secuencia:

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 241/489
3.54 DESINTEGRACIÓN CATALÍTICA
grados de conversión. A altas conversiones, algunas reacciones exotérmicas tienen más su influencia.En general, la reacción es muy endotérmica y se debe suministrar calor al sistema. Este calor lo propor-
ciona el catalizador regenerado. Más adelante se presentará una descripción más detallada del balancede calor en la unidad FCC.
HISTORIA DEL CATAL IZADOR
En paralelo a las importantes mejoras en el diseño de la unidad FCC hubo un mejoramiento en loscatalizadores FCC. Los primeros catalizadores fueron de sílice-alúmina molida amorfa, sintéticos onaturales, que tenían baja actividad y mala estabilidad en relación con los catalizadores disponibleshoy. Además, tenían malas características de fluidización. Con frecuencia, había que reunir los finosen el gas de combustión y regresarlos a la unidad con el propósito de mantener una circulación uni-forme de catalizador.
En 1946 se introdujeron catalizadores sintéticos de sílice-alúmina secados por aspersión (esferoida-les). Este tipo de catalizador, formado por de 10 a 13 por ciento de alúmina, fue de uso general hastaque se dispuso de un catalizador más activo y estable con alto contenido de alúmina (25% en peso), afinales de la década de 1950. Además de mejor actividad y estabilidad, estos catalizadores secados poraspersión tenían características superiores de fluidización.
El desarrollo más importante en catalizadores sucedió durante los primeros años de la década de1960, cuando se introdujeron las mallas moleculares como catalizadores de desintegración en lechofluidizado. Los catalizadores resultantes tenían actividad y estabilidad bastante mayores, en compara-ción con los ya mencionados. Estos catalizadores cristalinos son adecuados para el concepto de eleva-dor de desintegración con cortos tiempos de contacto. Además de ser más activos, estos materiales sonmás selectivos a la producción de gasolina, en comparación con el tipo amorfo.
Las actividades relativas se ilustran en la tabla 3.3.2 obtenidas en planta piloto para el procesamientode la misma alimentación en condiciones idénticas y con varios catalizadores. Los catalizadores zeo-líticos actuales, de gran actividad y disponibles comercialmente, tienen composiciones de matriz muyvariadas, así como contenido de zeolita y consistencia química; sin embargo, muchos pueden tener losaltos niveles de actividad que se requieren en las operaciones modernas.
El principal componente desintegrador del catalizador FCC es una zeolita tipo Y, y un indicador de sucontenido es el área específica de microporo en el catalizador. La capacidad de transferencia de hidró-geno de la zeolita se puede ajustar variando el grado de intercambio de tierras raras en el catalizador.Un segundo componente es la alúmina activa, que ayuda a desintegrar moléculas mayores en la alimen-tación. La superficie del mesoporo da una indicación del contenido de alúmina activa. Se pueden usardiversos tipos de alúmina para ajustar su función, desde un papel activo en la desintegración, hasta sólo
como aglomerante para obtener resistencia mecánica. En la tabla 3.3.3 se presenta un amplio espectrode características de los catalizadores de desintegración catalítica en lecho fluidizado disponibles en elcomercio.
TABLA 3.3.2 Efecto de la actividad del catalizador*
Malla de Malla de acti- Malla de Amorfo baja actividad vidad moderada gran actividad
Conversión, % VL 63.0 67.9 76.5 78.9 Gasolina, %VL 45.1 51.6 55.4 57.6 NOIP 93.3 92.6 92.3 92.3
*Base: gasóleo agrio del Medio Oriente, gravedad 23.7 °API (Grav. Esp. = 0.912), Factor K UOP 11.84,2.48 % en peso de azufre.
Nota: NOIP = octano de investigación, puro, "API = grados en escala de American Petroleum Institute. VL =volumen de líquido.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 242/489
PROCESO UOP DE DESINTEGRACIÓN CATALÍTICA EN LECHO FLUIDIZADO 3.55
TABLA 3.3.3 Características del catalizador fresco de FCC
Densidad aparente a granel, g/mL 0.7-0.9 Área específica total, m2/g 130-370 Área específica de microporo, m2/g 100-250 Área específica de mesoporo, m2/g 30-120
Contenido de tierras raras, % en peso de Tr 2O3 Para baja área específica de microporo 0.3-1.5 Paraalta área específica de microporo 0.8-3.5
Alúmina, % en peso de A12O3 25-50
Nota:Tr = tierra rara.
Muchos de los catalizadores actuales tienen propiedades de resistencia al desgaste, como respuestaa la preocupación por la reducción de emisión de partículas. Esta tendencia también ha afectado al
diseño de la moderna unidad de desintegración catalítica en lecho fluidizado, al reducir la cantidad decatalizador arrastrado a los ciclones.
Un área importante que ha recibido mucha atención en el campo de los catalizadores ha sido lainclusión separada de aditivos específicos para mejorar determinada función en el desempeño del pro-ceso. Así, se pueden introducir aditivos catalíticos sólidos individuales, por ejemplo: 1) para activar lacombustión de monóxido de carbono en el regenerador; 2) para desintegrar fracciones de la gasolina,olefinas ligeras y mayor octano; 3) para aumentar la desintegración de fondos; 4) para reducir la con-centración de óxidos de azufre en el gas de combustión, y 5) para disminuir el contenido de azufre enla gasolina producida.
DESCRIPCIÓN DEL PROCESO
Todo complejo de desintegración catalítica en lecho fluidizado tiene las siguientes secciones (figura3.3.5):
• Reactor y regenerador. En el reactor, la alimentación se desintegra y forma un efluente que contienehidrocarburos que van desde metano hasta el material con máxima temperatura de ebullición en laalimentación, hidrógeno y sulfuro de hidrógeno. En el regenerador, el catalizador agotado circulantese reactiva quemando el coque depositado con aire a altas temperaturas.
• Fraccionador principal. Aquí se separa el efluente del reactor en los diversos productos. El destiladoincluye gasolina y materiales más ligeros. Los productos líquidos más pesados, nafta más pesada y losaceites cíclicos se separan por laterales, y el aceite decantado se separa como producto de fondos.
• Unidad de concentración de gas. En esta sección, que normalmente se llama planta de gas no saturado, la gasolina inestable y los productos más ligeros en el destilado del fraccionador principalse separan en gas combustible, fracción C3-C4 para alquilación y polimerización, y gasolina desbu-tanada, en esencia lista para usarse, excepto quizá por un posible tratamiento químico.
Dependiendo de los objetivos del refinador, se podrán recircular al reactor algunos materiales noconvertidos que tengan el intervalo de ebullición de la alimentación. En general, la conversión, que sedefine como 100 menos el porcentaje de volumen líquido de los productos más pesados que la gasolina,nunca se lleva hasta su terminación. Algunos materiales de los fondos de la columna principal, llamadosaceite decantado, son productos que se suelen utilizar para mezclar con conbustóleo. El aceite cíclicoligero, recuperado como producto de un corte lateral, se usa en general para calefacción doméstica,
aunque una fracción podría ser adecuada para mezclarse con diesel.Es probable que la unidad FCC moderna tenga una serie de unidades opcionales asociadas con elsistema de gas de combustión. Como se describirá más adelante, el gas de combustión contiene unacantidad importante de energía disponible, que se puede convertir en forma útil. En el caso típico, el gas

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 243/489
FIGURA 3.3.5 Diagrama de flujo general para un complejo FCC de UOP, sin la opción de sistema de gas decombustión.
de combustión está formado por finos de catalizador, nitrógeno del aire de la combustión, productos decombustión del coque (óxidos de carbono, azufre, nitrógeno y vapor de agua) y trazos de otros compues-tos. El gas de combustión sale del regenerador a altas temperaturas, de 700 a 780 °C (1292 a 1436 °F), y
presiones típicas de 10 a 40 lb/pulg2 manométricas (0.7 a 2.8 bar manométricos). La energía térmicay cinética del gas de combustión puede convertirse en vapor de agua, o usarse para impulsar un tur- boexpansor-generador para generar electricidad. El CO no convertido en el gas combustible puedequemarse y formar CO2 en una caldera de CO, que produzca vapor de agua de alta presión. Los finosde catalizador se pueden eliminar en un precipitador electrostático o en un sistema de tercera etapa deseparación de diseño especial.
Sección de reactor-regenerador
El eje de un complejo típico de FCC (figura 3.3.6) es la sección de reactor-regenerador. En la operaciónde la unidad de FCC, se introducen al elevador la alimentación fresca y, dependiendo de los objetivos dedistribución de productos, aceites cíclicos reciclados junto con una cantidad controlada de catalizadorregenerado. La carga puede calentarse, sea con cambiadores de calor o bien, para algunas aplicaciones,con un calentador de combustión.
El catalizador regenerado y caliente evapora la alimentación, comienza la desintegración y losvapores que se producen arrastran el catalizador hacia arriba, por el elevador. En la parte superior delelevador, se completan las reacciones deseadas de desintegración y el catalizador se separa rápidamen-te de los vapores de hidrocarburo para reducir las reacciones secundarias. La mezcla de catalizador ehidrocarburo que sale del elevador se descarga al recipiente del separador, por un dispositivo que hacede catalizador y gases. Una separación más fina del catalizador y los vapores de producto se efectúaen ciclones.
El gas efluente del reactor se envía al fraccionador principal FCC para dividirlo en productos gaseo-
sos de definas ligeras, gasolina de desintegración y materiales cíclicos. El catalizador agotado baja delrecipiente del separador a la sección de agotamiento, donde un flujo de vapor de agua a contracorrienteelimina los vapores arrastrados de hidrocarburo y algo de hidrocarburos adsorbidos. El catalizadorseparado agotado desciende por una línea de transferencia vertical y entra al regenerador.
3.56 DESINTEGRACIÓN CATALÍTICA

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 244/489
PROCESO UOP DE DESINTEGRACIÓN CATALÍTICA EN LECHO FLUIDIZADO 3.57
Durante la reacción de desintegración, se deposita un subproducto carbonoso sobre el catalizadorcirculante. Este material, llamado coque, se quema y se separa continuamente del catalizador en elregenerador. El objetivo principal del regenerador es reactivar al catalizador para que pueda continuardesempeñando su función de desintegración al regresarlo a la sección de conversión. El regeneradorsirve para gasificar al coque y sacarlo de las partículas de catalizador y, al mismo tiempo, impartir calorsensible al catalizador circulante. La energía que lleva el catalizador regenerado caliente se usa para
satisfacer las necesidades térmicas de la sección de desintegración en la unidad (el concepto del balancede calor se describirá con más detalle en la próxima sección).
Dependiendo de la aplicación específica, el regenerador puede ser operado en condiciones paraobtener combustión interna completa o parcial, de CO a CO2; o bien en forma alterna, el CO se puede
FIGURA 3.3.6 Unidad FCC moderna, estilo combustor, de FCC.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 245/489
3 . 58 DESINTEGRACIÓN CATALÍTICA
convertir en CO2 en una caldera externa de CO. Si se usa la conversión interna de CO en CO 2, el calorsensible del gas de combustión se puede recuperar en una caldera de recuperación. El gas de combus-
tión se envía a separadores ciclónicos para reducir el arrastre de catalizador, antes de descargarlo delregenerador.
Para mantener la actividad del inventario de catalizador en operación, en el grado que se desee y para compensar toda pérdida de catalizador en el gas de combustión del sistema, se introduce cataliza-dor fresco al sistema de circulación de catalizador, desde una tolva de almacenamiento de catalizador.Se cuenta con otra tolva más de almacenamiento para guardar el catalizador agotado que se retira delsistema circulante cuando sea necesario, para mantener la actividad de operación que se quiera, y todoel inventario de catalizador cuando se detiene la unidad de FCC para mantenimiento y reparaciones.
Balance de calor
El esquema del balance de calor en la desintegración catalítica en lecho fluidizado, de la figura 3.3.7,muestra el estrecho acoplamiento de las secciones de reactor y regenerador durante la operación. Comoen el caso de otras grandes unidades comerciales de proceso, la unidad FCC es adiabática en esencia.El balance general de energía se puede escribir como sigue:
QRG = (QP – QFD) + (QFG - QA) + QRX + (QL 1 + QL2 ) Calor de Entalpia diferencia Entalpias diferencia de Calor de Pérdidas
combustión de calor entre productos calor entre el gas de reacciónde coque y alimentación combustión y el aire de
incluyendo regeneración corrientes de
reciclo
Esta ecuación, que se ha simplificado mucho para que sólo represente los términos principales delos flujos calor, describe la base del balance general de calor en el reactor-regenerador. La energía des- prendida al quemar el coque en el regenerador, QRG, es suficiente para satisfacer todas las demandas decalor para el resto del reactor y el regenerador. Se necesita calor para:
• Llevar las corrientes de alimentación y de recirculación a las temperaturas de reacción.
• Evaporar las corrientes de alimentación y de recirculación.
FIGURA 3.3.7 Balance de calor en desintegración catalítica FCC.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 246/489
PROCESO UOP DE DESINTEGRACIÓN CATALÍTICA EN LECHO FLUIDIZADO 3 . 5 9
• Suministrar el calor de la reacción endotérmica, y diversas necesidades secundarias y pérdidas delreactor.
• Elevar la temperatura de entrada del aire a regeneración, hasta las condiciones del gas de combustión,y satisfacer las pérdidas en el regenerador.
El catalizador circulante es el mecanismo para transferir la energía desde el regenerador y satisfacerlas necesidades del reactor. Así, todas las necesidades de calor en el reactor se suministran con la dife-rencia de entalpias del catalizador regenerado y agotado (QRC – QSC )
Entonces, la tasa de recirculación del catalizador es una variable de operación clave porque no sólosuministra calor, sino también afecta la conversión de acuerdo con su concentración en el reactor, enrelación con el aceite, expresada en términos de la bien conocida relación catalizador/aceite. En la práctica, esta relación no es una variable que se controle directamente: los cambios en la relación sedeben, indirectamente, a cambios en las variables principales de operación. Por ejemplo, un aumento
en la relación de catalizador/aceite se debe a un incremento en la temperatura del reactor, a una dismi-nución de la temperatura del regenerador, o a una baja en la temperatura de precalentamiento de la ali-mentación. Cuando se cambian las condiciones del proceso para aumentar la relación catalizador/aceite,también se observa un incremento en la conversión.
En el caso normal, la relación de catalizador/aceite en peso se relaciona en forma directa con el balance de calor en la unidad de FCC. Una excepción importante al respecto sucede cuando el catali-zador carbonizado que sale del reactor se recircula a la zona de contacto con la alimentación, sin pasaral regenerador. Esta tecnología se llama RxCat* y fue desarrollada por UOP; permite operar con mayo-res relaciones de catalizador/aceite en la zona de reacción, aunque una fracción del catalizador tienemayor contenido de carbono. La tecnología RxCat tiene por objeto emplearse en las operaciones dondehaya una alimentación de alta calidad que produzca un depósito bajo de coque, y donde se desea tener
una severidad adicional, o más olefinas ligeras. La tecnología RxCat es una parte integral del procesoPetroFCC* de UOP, que se describirá más adelante en esta sección.
Sección de fraccionamiento
Los vapores de producto del reactor se dirigen hacia el fraccionador principal, donde los productosgasolina y gases ricos en olefinas, así como otras fracciones ligeras, se separan y envían a la unidad deconcentración de gas. El aceite cíclico ligero, que se recupera como corte lateral, se separa, se eliminala fracción ligera y se envía a almacenamiento. Los fondos de la columna salen como aceite decantado.Debido a la gran eficiencia del sistema de separación entre catalizador e hidrocarburos, que se tiene enel moderno diseño de reactor de UOP, se reduce el arrastre de catalizador al fraccionador; el producto
pesado que sale por el fondo del fraccionador no requiere decantarse a menos que el material se use enalguna aplicación específica, como la producción de negro de humo, que requiera bajo contenido desólidos. En algunos casos, el material pesado se puede recircular al elevador del reactor.
Se hace un uso máximo del calor disponible en la columna principal. Los aceites cíclicos ligeros y pesados se utilizan en la sección de concentración de gas, para fines de intercambio de calor, y se generavapor de agua por circulación de fondos de la columna principal.
Sección de concentración de gas
Esta sección, o planta de gas no saturado, es un conjunto de absorbedores y fraccionadores que separanlos vapores de la columna principal en gasolina y otros productos ligeros que se deseen. A veces, losgases olefínicos de otros procesos, como la coquización, se envían a la sección de concentración degas FCC.
* Marca comercial y/o marca de servicio de UOP.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 247/489
3.60 DESINTEGRACIÓN CATALÍTICA
En la figura 3.3.8 se muestra una planta típica de concentración de gas con cuatro columnas. El gas procedente del recibidor de vapores de la columna principal de FCC se comprime y se envían, con los
fondos del absorbedor primario y el gas evaporado del separador, a un enfriador y al recibidor de alta presión. El gas de este recibidor se envía al absorbedor primario, donde se pone en contacto con lagasolina no estabilizada procedente del recibidor de vapores de la columna principal. El efecto de estecontacto es una separación entre las fracciones C3+ y C2- de la alimentación al absorbedor primario. Elgas de salida del absorbedor primario se envía a un absorbedor secundario, donde se usa una corrientecirculante de aceite cíclico ligero procedente de la columna principal para absorber la mayor partedel material remanente C5+ en la alimentación a ese absorbedor. Algo de material C3 y C4 también seabsorbe. El aceite rico del absorbedor se regresa a la columna principal de la FCC. Los vapores delabsorbedor, con la mayor parte del valioso material C3+ eliminado, pero incluyendo H2S, se envían al procesamiento de gas combustible u otros procesos.
El líquido del separador de alta presión se envía a una columna separadora, donde la mayor parte
del producto C2- se elimina en los vapores y se regresa al separador de alta presión. El líquido de losfondos del separador se envía al desbutanador, donde se separa un producto olefínico C3-C4. En algunoscasos, esta corriente se puede purificar por recuperación de productos individuales C3 y C4, o enviara alquilación o a condensación catalítica para producir más gasolina. Los fondos del desbutanador, lagasolina estabilizada, se envía a tratamiento, si es necesario, y a almacén.
En esta sección se describió la configuración mínima de concentración de gas. A veces se incluyeun separador de gasolina para obtener un corte ligero y otro pesado. Todo H2S en el gas combustible oen el producto C3-C4 se puede eliminar absorbiéndolo en amina. Así, algunas plantas de concentraciónde gas contienen seis o siete columnas.
UNIDAD MODERNA DE UOP Es probable que en una unidad moderna de FCC se refleje la combinación de características de procesoy mecánicas tan bien como en cualquier unidad de proceso en la refinería. Los fundamentos de fluidiza-ción, flujo de fluidos, transferencia de calor, transferencia de masa, cinética de reacción, termodinámicay catálisis se aplican y se combinan con la experiencia práctica que relaciona al diseño mecánico para
Gas combustible
Desbutanador
Gas evaporado del recibidor de la
columna principal FCC
FIGURA 3.3.8 Planta típica de recuperación de gas FCC.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 248/489
PROCESO UOP DE DESINTEGRACIÓN CATALÍTICA EN LECHO FLUIDIZADO 3.61
producir una unidad extremadamente robusta, con características sofisticadas. El resultado es un buen proceso donde se combinan rendimientos selectivos con largos periodos de funcionamiento.
Reactor
Las ventajas de un sistema de reacción con corto tiempo de contacto conducen al diseño de una unidadmoderna (figura 3.3.6) que se adapta bien a los catalizadores zeolíticos actuales, de gran actividad ymayor selectividad. Se ha dado gran importancia al contacto inicial adecuado entre la alimentacióny el catalizador, seguido por un transporte con flujo tapón. Los productos de reacción y el catalizadorse separan rápidamente, antes de que éste pase al regenerador. Este modo de desintegración total en elelevador, genera alta selectividad a gasolina, rica en olefinas C3-C4. Se utilizan mayores temperaturasde reacción para aumentar el octano y rendimiento de olefinas ligeras, para las unidades posteriores dealquilación y eterificación.
Estas mejoras individuales por el lado de la reacción no se han limitado sólo a diseños de unidadesnuevas. Muchas unidades FCC anteriores se han adaptado en uno o más de los conceptos sobre elcontacto entre alimentación y catalizador, terminación del elevador o separación del catalizador. Lasventajas en los rendimientos cuando se reconstruye para tener un elevador VSS más eficiente, con mejorconfiguración de separación y un sistema de distribución Optimix* de alimentación, se muestran en latabla 3.3.4. Para fines de demostración, la unidad reconstruida se operó durante un periodo al mismogrado de conversión que antes de la modificación. A continuación, la unidad se operó para mantener la proporción de coque y máxima utilización del soplador de aire. Se ve de inmediato la mejor selectividadde la unidad reconstruida, con lo que se demuestra por qué este tipo de reconstrucción ha tenido tantaaceptación. Además, los elevadores, líneas de transferencia del catalizador y válvulas de deslizamientose han reemplazado, en forma rutinaria, a medida que las unidades más antiguas han tratado de llegar
a mayores capacidades de operación en el transcurso de los años.
Regenerador
Una unidad FCC moderna de UOP tiene un diseño de regenerador de alta eficiencia, llamado rege-nerador combustor. El regenerador estilo combustor fue desarrollado para permitir una distribuciónmás uniforme coque-aire, y para aumentar la capacidad de quemado completo. El regenerador usa unlecho fluidizado rápido, donde una zona de quemado de carbón, de poco inventario, es seguida por una
TABLA 3.3.4 Funcionamiento comercial, antes y después de la modificación
Después de la modificación Antes de la Igual conversión Igual producción de coquemodificación
Tasa de alimentación Base Base Base Alimentación, Gr. Esp. 0.916 0.918 0.918 Factor K de UOP 11.68 11.7 11.69 Temp. alimentación, °F 380 430 420 Temp. reactor, °F 975 950 990Rendimientos
C2-, % en peso 2.32 1.82 2.63 C3 + C4, % en volumen 27.2 24.6 29.7
Gasolina, % en volumen 57.2 60.7 59.6
Aceite cíclico ligero, % en vol. 17.1 17.4 15.1 Aceite decantado, % en volumen 8.9 8.4 6.9 Coque, % en peso Base 0.91 X base Base Conversión, % en volumen 74.0 74.2 78.0

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 249/489
3.62 DESINTEGRACIÓN CATALÍTICA
zona de mayor velocidad de transporte en el elevador y el intercambio de calor. La combinación totaltiene una excelente retención de catalizador y produce gas de combustión y catalizador regenerado de
temperatura uniforme. La eficiencia y adaptabilidad de la regeneración mejoran, y el inventario de cata-lizador se reduce en forma apreciable. Esta reducción del inventario de catalizador tiene importanciaeconómica no sólo por el costo inicial del primer inventario de catalizador, sino también por el costodiario de reposición de catalizador.
La configuración de combustor fue introducida en la década de 1970. Antes, los regeneradores FCCoperaban en forma típica para producir una combustión parcial del coque depositado sobre el cataliza-dor. Algo de coque, por lo general unas décimas de porcentaje en peso, se quedaba sobre el catalizadordespués de la regeneración. El gas de combustión que producía el coque se quemaba en el regenerador,y contenía con frecuencia proporciones aproximadamente iguales de CO y CO2. Al crecer la impor-tancia de las consideraciones ambientales, se necesitó una caldera de CO para reducir las emisionesde este gas a una cantidad aceptable. Si se modifica el regenerador para lograr una etapa más completa de
combustión, se elimina el costo de capital de una caldera de CO.El calor adicional de combustión que quedaría disponible al quemar todo el CO para formar CO2
también provoca un cambio importante en el balance de calor de la unidad FCC. Mayor disponibilidadde calor significa que menos coque debe quemarse para satisfacer una demanda física de calor en elreactor. Ya que el quemado adicional también produce una mayor temperatura en el regenerador, circulamenos catalizador del regenerador al reactor.
Otro efecto importante debido a la mayor temperatura del regenerador, y al oxígeno adicional quese agrega para llegar a la combustión completa, es la reducción de carbón residual que queda en elcatalizador regenerado. Mientras menor sea este carbón residual, mayor será la actividad efectiva del cata-lizador. Desde el punto de vista del proceso, la combustión completa produce menor tasa de circulaciónde catalizador, pero éste tiene mayor actividad efectiva. Como se necesita menos coque para satisfacer
el balance de calor, la reducción de rendimiento de coque produce un aumento considerable de los productos de la desintegración catalítica en lecho fluidizado.Para ayudar al quemado del CO, pequeñas cantidades de aditivos de metales nobles tienen gran
eficacia, si se mezclan con el catalizador. Este catalizador estimulado (o promovido), se usó muchoen las unidades existentes y como alternativas para una modificación mecánica completa del regene-rador, para adoptar una configuración de estilo combustor. Las nuevas unidades se diseñaron con laconfiguración de combustor, que opera en combustión completa sin requerir el catalizador estimulado,más costoso.
El regenerador de estilo combustor ha sido probado en muchas y variadas operaciones, al paso delos años. Ha demostrado ser un dispositivo extremadamente eficiente para quemar carbón y mantenerel CO en bajas concentraciones. Ya sea para unidades extremadamente pequeñas o grandes, el post-
quemado se ha eliminado por completo y se obtienen bajas concentraciones de carbón en el catalizadorregenerado, en forma rutinaria.El control más estricto de las emisiones de la unidad de FCC, y en particular del regenerador, ha
conducido a usar un importante tren de administración de los gases que salen del regenerador. Ademásde la eliminación normal de calor de los gases de combustión, se usan precipitadores electrostáticos ylavadores para eliminar partículas, y se ha desarrollado una nueva generación de separadores de terceraetapa que puede ayudar a alcanzar bajas emisiones de partículas. Los lavadores de gas, y otros métodosde tratamiento, pueden bajar el contenido de óxidos de azufre y de nitrógeno en el gas residual, y losreglamentos ambientales más estrictos han impuesto la adición de esos sistemas.
Versatilidad de rendimiento
Uno de los puntos fuertes del proceso de desintegración catalítica en lecho fluidizado es su versatilidad para variar sus rendimientos, ajustando los parámetros de operación. Aunque la mayor parte de lasunidades se ha diseñado para producir gasolina, UOP ha proyectado unidades para cada uno de los tres principales modos de operación:

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 250/489
PROCESO UOP DE DESINTEGRACIÓN CATALÍTICA EN LECHO FLUIDIZADO 3.63
Modo a máxima gasolina. El modo más común de funcionamiento de la unidad FCC se basa en lamáxima producción de gasolina. Este modo se define mejor como operación para producir un rendi-
miento alto de gasolina de determinado octano.En esta condición se requiere un control cuidadoso de la severidad de operación, que debe ser sufi-
cientemente alta como para convertir una parte apreciable de la alimentación, pero que no sea tantacomo para desintegrar la gasolina que ya se produjo. Este balance se alcanza, en el caso normal, usandoun catalizador activo y selectivo, y suficiente temperatura de reacción para obtener el octano que serequiere. La circulación de catalizador es limitada, y el tiempo de reacción se confina a una cortaexposición. Ya que esta severidad se controla con cuidado, por lo general no se necesita recirculaciónde componentes no convertidos.
Modo a máximo destilado. Si se limita en forma estricta la severidad de la reacción, la unidad de FCCse puede usar para producir destilados. Al cambiar las condiciones de operación se puede pasar de la
distribución de rendimientos normalmente orientada hacia la producción de gasolina, a una que tengauna relación más cercana de gasolina y aceite cíclico. Los destilados adicionales se pueden producir aexpensas de la gasolina, reduciendo la temperatura final de destilación de la gasolina, y transfiriendo ladiferencia al aceite cíclico ligero. En este paso, la limitación normal se alcanza cuando el aceite cíclicoque resulta llega a una determinada especificación de temperatura de ignición.
Modo de alta severidad (gas LP). Si se añade más severidad de reacción, más allá del modo demáxima gasolina, resultará una operación de alta severidad que produce más olefinas ligeras y unagasolina de mayor octano. Este caso a veces se describe como modo LPG (por el aumento de C3
y C4). Si se dispone de isobutano para alquilar las olefinas ligeras, o si se eterifican o polimerizanhasta el intervalo de ebullición de la gasolina, se pueden obtener altos rendimientos de gasolina conalto octano.
Los rendimientos para estos tres modos de operación se ven en la tabla 3.3.5. La alimentación paraestos casos fue un gasóleo de vacío (GOV). Estos rendimientos son típicos para determinada alimen-tación. En general, los rendimientos de la desintegración catalítica en lecho fluidizado son funciónde las propiedades de la aumentación; una alimentación con menor factor K UOP y menor contenido dehidrógeno es más difícil de desintegrar y produce rendimientos menos favorables.
Los datos de la tabla 3.3.5 muestran ciertas tendencias. A medida que aumenta la severidad de launidad de FCC, se incrementa la producción de coque y de fracciones ligeras, aumenta el octano dela gasolina, y en general, los productos líquidos son más deficientes en hidrógeno. También en el casode alta severidad, se desintegra mucha gasolina para formar C3-C4.
PetroFCC. Ésta es una aplicación especializada que usa una severidad de reacción todavía mayor
que la empleada en un modo de alta severidad (LPG). Para todos los modos anteriores, aun cuandoel producto objetivo era diferente, el enfoque primario permanecía en la producción de combustibles para el transporte. Sin embargo, para el proceso PetroFCC, el objetivo es producir rendimientos conun enfoque petroquímico.5 Al utilizar una combinación de condiciones específicas de procesamientoy catalizador, componentes mecánicos seleccionados y una alta concentración de aditivo selectivo ala estructura, se puede alcanzar una operación de severidad todavía mayor. Se producen rendimientosextremadamente altos de olefinas ligeras, en especial de propileno. Al mismo tiempo, la gasolina pro-ducida cuyo volumen se reduce mucho, es más aromática, lo suficiente como para recuperar de ellalos mono aromáticos, por su valor petroquímico.
En la figura 3.3.9 se presenta una comparación entre un modo de operación tradicional a máximagasolina y una operación PetroFCC con la misma alimentación, una mezcla de gasóleo moderadamente
contaminado y residuo. Nótese que la fracción C4~, para PetroFCC, es unas 2.5 veces la correspondiente para la operación a máxima gasolina.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 251/489
3.64 DESINTEGRACIÓN CATALÍTICA
TABLA 3.3.5 Rendimiento de productos y propiedades para modos típicos de operación
Modo a máximo destilado intermedio Modo a máxima Modo a olefina Corte inferior de intervalo completo gasolina ligera
Rendimientos de productos
H2S, % en peso 0.7 0.7 1.0 1.0 C2-, % en peso 2.6 2.6 3.2 4.7 C3, %vol. Líq. 6.9 6.9 10.7 16.1 C4, % vol. Líq. 9.8 9.8 15.4 20.5 Gasolina C5+, % vol. Líq. 43.4 33.3 60.0 55.2 Aceite cíclico ligero, % vol. Líq. 37.5 47.6 13.9 10.1 CO, %vol. Líq. 7.6 7.6 9.2 7.0 Coque, % en peso 4.9 4.9 5.0 6.4
Propiedades de los productos
Gas LP, vol./vol. Olefina con C3/saturado 3.4 3.4 3.2 3.6 Olefina con C4/saturado 1.6 1.6 1.8 2.1
Gasolina: Temperatura del 90% ASTM, °C 193 132 193 193 Temperatura del 90% ASTM, °F 380 270 380 380 NOIP 90.5 91.3 93.2 94.8 NOMP 78.8 79.3 80.4 82.1
Aceite cíclico ligero: Temperatura de 90% ASTM, °C 354 354 316 316
Temperatura de 90% ASTM, °F 670 670 600 600 Temperatura de de ignición, °C (°F) 97(207) 55(131) 97(207) 97(207) Viscosidad, cSt a 50 °C (122 °C) 3.7 2.4 3.1 3.2
(122°F) Azufre, % en peso 2.9 2.4 3.4 3.7 índice de cetano 34.3 31.8 24.3 20.6
Aceite decantado: Viscosidad, cSt a 100 °C (210 °F) 10.9 10.9 9.0 10.1 Azufre, % en peso 5.1 5.1 6.0 6.8
Nota: ASTM = American Society for Testing and Materials; NOIP = octano de investigación, puro; NOMP = octano de motor, puro. Fuente: Reimpreso de D. A. Lomas, C. A. Cabrera. D. M. Cepla, C. L. Hemler y L. L. Upson, "Controlled Catalytic Cracking",Conferencia de tecnología UOP, 1990.
VARIABIL IDAD DE LA ALIMENTACIÓN
Las primeras unidades de FCC se diseñaron principalmente para operar con gasóleos de vacío vírgenes.Estas alimentaciones se catalogaban como buenas para la desintegración. Hoy, muchas refinerías enca-ran el procesamiento de materiales menos favorables. Además, los refinadores se han visto obligadosa convertir más del fondo del barril para permanecer en la competencia. Así, una mayor proporción dela alimentación a FCC tiene su origen en el fondo del barril. Estos componentes pueden ser materiales
desintegrados en el intervalo de ebullición del gasóleo de vacío, o no destilables vírgenes. Los gasóleosde coquizadora y de reductora de viscosidad se mezclan normalmente en la alimentación a FCC. Lafuente de alimentación FCC pesada ha sido tradicionalmente una fracción de residuo de vacío mezcladaen la alimentación, en proporciones consistentes con las posibilidades de quemado de coque de la

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 252/489
PROCESO UOP DE DESINTEGRACIÓN CATALÍTICA EN LECHO FLUIDIZADO 3. 65
desintegración catalítica en lecho fluidizado. Algunos refinadores han optado por extraer con solventesel residuo de vacío, para obtener un componente de mezcla para la alimentación a FCC que tenga menos
metales y asfáltenos que el residuo de vacío. Otros han recurrido al límite y cargan ciertos residuosatmosféricos completos en sus unidades FCC.
Hidrotratamiento de la alimentación a FCC
Como en la alimentación a FCC pueden existir cantidades sustanciales de compuestos de azufre, los productos, incluyendo el gas de combustión, suelen ser ricos en azufre. Esta situación, a su vez, ha lle-vado a usar sistemas especializados para el tratamiento de gas de combustión, y lavadores para limpiezaexterna; o a modificaciones del catalizador y al hidrotratamiento de la alimentación como métodos de procesos internos para reducir las concentraciones de azufre. De estos métodos, sólo el hidrotratamientode la alimentación permite contar con un mejoramiento apreciable del procesamiento porque la adición
de hidrógeno puede aumentar en forma dramática el potencial de desintegración de cualquier alimenta-ción dada. Este aumento puede ser todavía más significativo cuando la alimentación inicial es de malacalidad, o cuando la alimentación está contaminada. La tabla 3.3.6 muestra los resultados de hidrotrataralimentación de mala calidad con dos niveles distintos de adición de hidrógeno. A medida que disminu-ya la calidad de la alimentación y se de más importancia a los reglamentos más estrictos para el azufre,el hidrotratamiento de la alimentación recibirá cada vez más consideración.
Desintegración de alimentaciones de alta temperatura de ebullición
Se ha mencionado la desintegración de fracciones de alta temperatura de ebullición en el crudo. Amedida que los refinadores buscan aumentar las opciones de alimentaciones que se pueden procesar enlas unidades FCC, las fuentes más frecuentes de esas alimentaciones más pesadas son
• Un corte más profundo en una columna de vacío.
• El extracto de solventes de los fondos de la torre de vacío.
• El residuo atmosférico.
FCC tradicional PetroFCC Olefinas ligeras
FIGURA 3.3.9 Rendimiento típico del proceso PetroFCC, % en peso (alimentación de gasóleo de vacío).

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 253/489
3.66 DESINTEGRACIÓN CATALÍTICA
TABLA 3.3.6 Hidrotratamiento de la alimentación a FCC
Alimentación sin Medianamente Severamente
tratamiento desulfurada hidrotratada Gravedad, "API (gravedad específica) 18.4 (0.944) 22.3 (0.920) 26.3 (0.897) Factor KUOP 11.28 11.48 11.67 Destilación D-l 160, °C (°F):
5% 275(527) 266(510) 249(481) 50% 410 (770) 399 (750) 375 (707) 95% 498(928) 497(926) 467(873)
Azufre, % en peso 1.30 0.21 0.04 Nitrógeno, % en peso 0.43 0.32 0.05 Hidrógeno, % en peso 11.42 12.07 12.74 Eficiencia de desintegración a condiciones
equivalentes de planta piloto: Conversión, % Vol. Líq. 59.0 66.1 82.5
Gasolina, % Vol. Líq. 41.1 46.0 55.6 Coque, % en peso 8.8 6.1 5.6
Independientemente de la fuente de estos componentes de alta temperatura de ebullición, se encuentranvarios problemas, en el caso típico, cuando se procesan esos materiales en una unidad de desintegracióncatalítica en lecho fluidizado, aunque la magnitud del problema puede variar en forma sustancial:
• Producción adicional de coque. Las alimentaciones pesadas tienen altos niveles de contaminantes,como por ejemplo niveles de carbón Conradson. Ya que gran parte de este material se deposita sobreel catalizador, y el coque normal se deposita por las reacciones de desintegración, la producción gen-eral de coque es mayor. Para quemarlo se requiere más aire de regeneración. En una unidad existente,esta restricción de quemado de coque limita la capacidad.
• Necesidad de control de metales. Los metales en las alimentaciones pesadas se depositan casi enforma cuantitativa sobre el catalizador. Estos metales causan dos efectos importantes. El primero,aceleran ciertas reacciones de deshidrogenación catalizadas por metales, y con ello contribuyen a la producción de gas ligero (hidrógeno) y a la formación de más coque. Un segundo efecto perjudicialmás dañino es el caso en el que la presencia del metal contribuye a una declinación de la actividad delcatalizador, causada en parte por el acceso limitado a los sitios activos del mismo. Este último efecto secontrola normalmente con prácticas de reposición de catalizador (agregando y retirando catalizador).
• Distribución de azufre y nitrógeno. La concentración de azufre y nitrógeno en los productos, corrien-tes residuales y el gas de combustión aumenta, en general, cuando se procesan alimentaciones de altatemperatura de ebullición porque estos componentes tienen mayor contenido de azufre y nitrógenoque sus contrapartes gaseosas. Sin embargo, en el caso del nitrógeno, el problema no es sólo demayores concentraciones de aquél en los productos. Una parte del nitrógeno en la alimentación tienecarácter básico y la presencia de este nitrógeno básico actúa como veneno temporal del catalizador,reduciendo la actividad útil del mismo.
• Consideraciones de balance de calor. El control del balance de calor puede ser el aspecto más inme-diato y difícil del procesamiento de alimentaciones con alta temperatura de ebullición. Al aumentar elcarbón contaminante, la primera respuesta normal es un aumento en la temperatura del regenerador.Se pueden hacer ajustes en los parámetros de operación, para ayudar en este control, pero al final
se llegará a un punto, con las alimentaciones más pesadas, cuando la temperatura del regeneradorsea demasiado alta para un buen desempeño catalítico. En tal punto, se requiere algo de eliminaciónexterna de calor del regenerador, y se necesitaría una modificación mecánica, como un enfriador decatalizador.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 254/489
PROCESO UOP DE DESINTEGRACIÓN CATALÍTICA EN LECHO FLUIDIZADO 3.67
Muchas de las unidades de FCC concesionadas por UOP tienen en su alimentación algún componentede alta temperatura de ebullición. Es interesante que la calidad de los productos de este tipo de operación no
sean muy diferentes de las que se obtienen con operaciones similares con gasóleo. En general, los octanosde la gasolina permanecen buenos, la calidad del aceite cíclico es similar y la fracción de aceite combustible pesado tiene baja viscosidad y poco contenido en metales, y todavía sigue siendo destilable.
El aceite desmetalizado (ADM) procedente de la extracción con solventes de una corriente de fondosde la torre de vacío con un solvente parafínico ligero y un residuo atmosférico son los dos componentes dealimentación con alta temperatura de ebullición que se utilizan más.
El residuo atmosférico comprende desde una proporción relativamente baja en la alimentación, hastasituaciones en las que representa toda la alimentación a la unidad. Para perfeccionar el uso de estas ali-mentaciones, se han modificado varias unidades para mejorarlas respecto de sus diseños originales paragasóleo. Algunas unidades han evolucionado para aumentar la cantidad de residuo en forma escalonada;se han hecho modificaciones a las condiciones de operación y técnicas de procesamiento a medida que se
ha adquirido mayor experiencia en el procesamiento de alimentaciones pesadas. Como se esperaba, las propiedades de las alimentaciones pesadas que se procesan en la actualidad enunidades diseñadas originalmente para alimentaciones de gasóleo vanan dentro de márgenes amplios.Típicas de algunas de estas variaciones son las cuatro mezclas de alimentación descritas en la tabla3.3.7. Van desde residuos limpios y dulces, hasta residuos más contaminados, hasta con 4% en peso deresiduo de carbón Conradson.
El interés en el procesamiento de residuo atmosférico se ha ampliado a los nuevos diseños de uni-dades también. En la tabla 3.3.8 se ven algunos ejemplos de las alimentaciones que han formado la base para las unidades recientes diseñadas por UOP, con regeneradores de dos etapas y enfriamiento decatalizador en fase densa. Los mayores residuos de carbono y contenidos de metales han conducido amayores regeneraciones y mayor reposición de catalizador, pero también han contribuido a las mejoras
de catalizadores. Una unidad opera con más de 15,000 ppm de níquel en el catalizador de equilibrio.Aun cuando esos valores son altos, las limitaciones de operación o económicas continuarán dictandolas características de las alimentaciones que se procesarán.
COSTOS DEL PROCESO
En esta sección se presentan costos típicos de proceso para unidades FCC. Éstos se incluyen aquí sólocon fines de orientación; las aplicaciones específicas deben evaluarse individualmente.
Inversión. La inversión de capital para las diversas secciones de una unidad nueva de 600,000 BPSDde FCC, que funcione con una formación de 5% en peso de coque se aprecia en la tabla 3.3.9. En gene-ral, los costos para otras capacidades varían de acuerdo con las capacidades elevadas a una potenciaaproximada de 0.6.
TABLA 3.3.7 Residuos típicos de la alimentación a desintegración
A B C D
Gravedad, ° API (gravedad específica) 28.2 24.5 26.4 22.4 (0.886) (0.907) (0.896) (0.919)
Factor K de UOP 12.1 11.75 12.1 11.95 Azufre, % en peso 0.98 1.58 0.35 0.77 Residuo de carbón Conradson, % en peso 1.01 1.25 2.47 3.95 Metales, ppm en peso:
Ni 0.2 1.6 0.7 2.8 V 0.8 2.3 .0.5 3.5 No destilables a 565 °C
(1050 °F), % Vol. Líq. 10 8 13 23

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 255/489
3.68 DESINTEGRACIÓN CATALÍTICA
TABLA 3.3.8 Alimentaciones de residuos a unidades nuevas
A B C D Gravedad, °API 22.4 19.2 18.8 21.2 Gravedad específica 0.9194 0.9390 0.9415 0.9267 Factor K de UOP 12.3 11.83 12.0 11.94 Azufre, % en peso 0.1 0.5 0.74 0.45
Nit róge no, ppm en pe so 2300 1600 1900 1050 Carbón Conradson, % en peso 5.6 6.0 8.0 4.2
Metales, ppm en peso Níqu el 21 10 6.8 3.1 Vanadio 1 10 3.0 4.6
TABLA 3.3.9 Costos de inversión
Costo instalado estimado,* millones de USD
Sección del reactor 22.7 Sección del regenerador 50.0 Columna principal 27.8 Sección de concentración de gas 35.8
136.3
* Exactitud de la inversión +40%, montaje en Costa del Golfo, EUA,2001.
Servicios. Una perspectiva de los costos de operación para una unidad típica de FCC, se presenta enla tabla 3.3.10 como resumen de uso de servicios y catalizador. En el balance de servicios se suponeun soplador principal de aire con impulsor eléctrico y un compresor de gas impulsado por vapor. Paralas unidades grandes, con frecuencia se usa una turbina de recuperación de potencia, para aprovechar laenergía disponible en el flujo de gas de combustión. Eso tiene un impacto obvio sobre el balance deservicios para la unidad, porque la turbina de recuperación de energía puede suministrar energía másque suficiente para operar el soplador principal.
SITUACIÓN DEL MERCADO
El proceso FCC es uno de los procesos de refinación más empleados. Más de 500 unidades de FCCse han construido en todo el mundo desde que se comercializó por primera vez el proceso, y todavíafuncionan más de 400. En la tabla 3.3.11 se presenta una clasificación de los datos de capacidad deoperación de FCD, para 2001.
Cuando hay una gran demanda de gasolina, como en Norteamérica, la capacidad de carga a FCC puede ser aproximadamente la tercera parte de la capacidad de crudo. Esta relación puede ser aúnmayor cuando una parte del residuo de vacío entra como alimentación adicional a FCC.
Es claro que el proceso FCC será el proceso de conversión a elegir en situaciones futuras, cuandoel producto que se quiera sea gasolina y no destilado intermedio. Debido a que la unidad FCC tiene unlugar tan dominante en el esquema de flujo de la refinería, es natural que se pida a esa unidad adquirirun papel principal en la producción de los combustibles limpios del mañana. Entonces, las actividades
para controlar la concentración de azufre en la composición de la gasolina FCC estarán recibiendo lamayor atención.
Las aplicaciones futuras, donde el énfasis podría desplazarse de los combustibles para transporte a la producción de componentes individuales y compuestos petroquímicos, también harían que la unidad FCC

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 256/489
PROCESO UOP DE DESINTEGRACIÓN CATALÍTICA EN LECHO FLUIDIZADO 3.69
TABLA 3.3.10 Uso típico de servicios y catalizador
Servicios
Electricidad, kWh/bbl FF -8.8Vapor de agua, lb/bbl FF
de alta presión (600 Ib/pulg2 Manom.) 34.4 de presión intermedia (150 Ib/pulg2 Manom.) -45.1 de baja presión (50 Ib/pulg2 Manom.) 8.0
Agua tratada, lb/bbl FF -73.5 Agua de enfriamiento, gal/bbl FF -270
Catalizador de FCC, lb/bbl FF -0.16
Nota: bbl FF = barriles de alimentación fresca. Los valores negativos son de consumo;los positivos, de producción.
TABLA 3.3.11 Capacidad mundial
Capacidad de crudo, Capacidad de FCC,millones de BPDC millones de BPDC
Norteamérica 20.0 6.5 Asia 20.2 2.7 Europa Occidental 14.5 2.1 Europa Oriental 10.7 0.8 América del Sur 6.5 1.2 Medio Oriente 6.1 0.3
África V2 02 Suma 81.2 13.8
BPDC = barriles por día calendario. Fuent e: Oil and Gas Jo urnal, 24 de diciembre de 2001.
tuviera una posición favorable. El proceso de desintegración catalítica en lecho fluidizado continuará
ostentando un papel principal y adquiriendo un futuro brillante.
REFERENCIAS
1. M. W. Schnaith, A. T. Gilbert, D. A. Lomas y D. N. Myers, "Advances in FCC Reactor Technology", Trabajo AM-95-36, Reunión Anual NPRA, San Francisco, 19-21 de marzo de 1995.
2. C. L. Hemler y A. G. Shaffer, Jr., "The Keys to RCC Unit Success", Reunión Nacional de Primavera, AIChE, Houston,Tex., 7-11 de abril de 1991.
3. D. A. Kauff y B. W. Hendrick, "FCC Process Technology for the 1990s", Trabajo AM-92-06, Reunión Anual NPRA, Nueva Orleáns, La., 22-24 de marzo de 1992.
4. P. B. Venuto y E. T. Habib, "Catalyst-Feedstock-Engineering Interactions in Fluid Catalytic Cracking", Catalysis Reviews: Science and Engineering, 18(11), 1-150 (1978).
5. J. M. Houdek, C. L. Hemler, R. M. Pitman y L. L. Upson, "Developing a Process for the New Century", PetroleumTechnology Quarterly, primavera de 2001.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 257/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 258/489
CAPÍTULO 3.4
PROCESO RFCC EN LECHO
FLUIDIZADO DE STONE & WEBSTER-
INSTITUT FRANCAIS DU PÉTROLE
Warren S. Letzsch Gerente de programa FCC
Houston, Texas
HISTORIA
Stone & Webster (S&W), en asociación con el Institut Francais du Pétrole (IFP), es concesionario del proceso de desintegración catalítica en lecho fluidizado de residuos (R2R) [reactor 2 regeneradores] deS&W-IFP. El proceso original S&W-IFP R2R fue desarrollado durante la primera parte de la década de1980 por Total Petroleum Inc., en sus refinerías de Arkansas City, Kansas y Ardmore, en Oklahoma.Debido a que en el desarrollo de este proceso se utilizó alimentación de fracciones pesadas por parte de
una empresa operadora, la facilidad de operación y durabilidad mecánica se incorporaron en el diseño, para asegurar una operación uniforme y largos tiempos en funcionamiento. Para procesar alimentacio-nes pesadas, residuales, que contienen altas concentraciones de metales y producir relativamente gran-des cantidades de coque, en el diseño se incorpora un sistema avanzado de inyección de alimentación,una estrategia exclusiva de regeneración y un sistema de transferencia de catalizador que produce unacirculación de catalizador extremadamente estable. Se han desarrollado avances tecnológicos recientesen las áreas de terminación del elevador, enfriamiento brusco de vapores reactivos, control de tempera-tura de la mezcla (CTM) y en separación.
En total, se han concesionado 26 unidades de desintegración catalítica en lecho fluidizado de resi-duos (RFCC, de residual fluid catalytic cracking) de tecnología S&W-IFP en todo el mundo, reacon-dicionadas y totalmente nuevas, más que todas las demás concesiones para RFCC. En la Cuenca del
Pacífico, las 19 unidades concesionadas de S&W-IFP superan la cantidad de las de la competencia enuna proporción mayor que 2 a 1. De 1980 a 2001, había 20 unidades de FCC de S&W-IFP en operación,que en total representaban más de 190 años de funcionamiento comercial. Una R2R concesionada enJapón puede observarse en la figura 3.4.1. En la tabla 3.4.1 se presenta una lista de todas las unidadesR2R concesionadas por S&W-IFP (tecnología completa).Si bien la concepción de esta tecnología se basó en procesar alimentación de residuos, ha sido demos-trada y ampliamente aceptada para procesar alimentaciones más ligeras. Stone & Webster e IFP poseenamplia experiencia en reacondicionamiento de unidades de desintegración catalítica en lecho fluidizado para gasóleos, para mejorar el sistema de inyección de la alimentación, distribuidor de aire de com- bustión, dispositivo terminador de elevador, etcétera. Al presente, más de 60 unidades de FCC están procesando más de 2,400,000 barriles por día (BPD) de alimentación a FCC, empleando la tecnologíaS&W-IFP de inyección de alimentación. De hecho, los sistemas S&W-IFP han reemplazado los siste-mas de inyección de alimentación de casi todos los concesionarios de la competencia, y siempre hanrepresentado ventajas mensurables.
3.71

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 259/489
FIGURA 3.4.1 Unidad de RFCC S&W-IFP en Japón. La fotografía muestra los regeneradores de segunda y primera etapa, y elfraccionador principal. Nótese los ciclones externos en el regenerador de la segunda etapa.
DESCRIPCIÓN DEL PROCESO
Convertidor R2R
Se ofrecen dos configuraciones de una unidad R2R totalmente nueva. La primera y más común es laversión del regenerador estibado que muestra la figura 3.4.2, que reduce espacio ocupado de terreno.
3.72 DESINTEGRACIÓN CATALÍTICA

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 260/489
PROCESO RFCC EN LECHO FLUIDIZADO DE STONE & WEBSTER-INSTITUT FRANQAIS DU PÉTROLE 3.73
TABLA 3.4.1 UnidadesRFCC con tecnología total de S&W-IFP
Refinería UbicaciónCapacidad, BPSD Arranque
A Kansas 20,000 1981 B Oklahoma 25,000/40,000* 1982 C Canadá 19,000 1985 D Japón 40,000 1987 E Australia 25,000 1987 F Canadá 25,000 1987 G China 23,000 1987 H China 21,000 1989 I China 28,000 1990 J China 21,000 1990 K China 21,000 1991 L Japón 30,000 1992 M Japón 31,600 1994
N Uruguay 9,000 1994 O Singapur 24,000 1995 P Corea 50,000 1995 Q Corea 30,000 1995 R Tailandia 37,000 1996 S India 15,000 1997 T Canadá 65,000 2000 U India 15,000 2001 V India 26,000 2002W India 60,000 2003X India 65,000 2003 Y Europa 30,000 2004Z Vietnam 65,000 2004
*La capacidad de diseño fue 40,000 BPSD. Actualmente trabaja a 25,000 BPSD. Nota:BPSD = barriles por corriente-día.
La segunda es la configuración de diseño de regenerador lado a lado, que se describe más adelante en"Reacondicionamiento de FCC a RFCC", y es más típica de las unidades FCC adaptadas a unidadesRFCC, o para unidades mayores de 100,000 B/D.
El flujo de proceso presenta la versión estibada de la figura 3.4.2. El proceso RFCC usa un elevador-reactor, separador de catalizador, recipiente de regeneración de primera etapa, recipiente de regenera-ción de segunda etapa, pozo de extracción de catalizador y tuberías de transferencia de catalizador. Elflujo de proceso para la configuración lado a lado es idéntico, excepto por la transferencia de catalizadorentre los regeneradores de primera y segunda etapa.
La alimentación fresca se atomiza finamente con vapor de agua de dispersión, y se inyecta al eleva-dor por medio de las boquillas de inyección de alimentación, sobre una fase densa de catalizador. Las pequeñas gotitas de la alimentación tocan al catalizador recién regenerado y se evaporan instantánea-mente. Las moléculas de aceite se mezclan íntimamente con las partículas de catalizador y se desinte-gran, formando productos más ligeros y más valiosos.
Por las boquillas de control de temperatura de la mezcla se inyectan una corriente recirculada selec-cionada, que enfría bruscamente el catalizador y el vapor de alimentación. Esta función permite controlarla temperatura en la crítica zona de mezcla de alimentación y catalizador, independientemente de latemperatura de salida del elevador, y da cierto enfriamiento al regenerador. La temperatura de salida delelevador (TSE) se controla con la válvula de deslizamiento de la línea de catalizador regenerado.
En la medida que la mezcla de reacción asciende por el elevador, el catalizador, vapor de agua y
la mezcla de hidrocarburos producidos pasa por un dispositivo terminador al final del elevador. En laactualidad, S&W-IFP ofrece varias tecnologías patentadas para este servicio. Entre ellas están ciclonesde corte riguroso con tubos de salida prolongados, un dispositivo separador lineal (SL), un agotador(A) y ciclones acoplados estrechamente. Con estos equipos se separa con rapidez el catalizador del

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 261/489
3.74 DESINTEGRACIÓN CATALÍTICA
FIGURA 3.4.2 Diagrama de flujo de la unidad de proceso RFCC de S&W-IFP.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 262/489
PROCESO RFCC EN LECHO FLUIDIZADO DE STONE & WEBSTER-INSTITUT FRANC. AIS DU PÉTROLE 3.75

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 263/489
3.76 DESINTEGRACIÓN CATALÍTICA
vapor de agua y los vapores de los productos. Los vapores reaccionantes podrán enfriarse bruscamentedespués de la primera separación de catalizador y vapores, para minimizar las reacciones de degradación
de productos. Estos vapores se conducen entonces a la parte superior del reactor, cerca de las entradas alos ciclones, mientras que el catalizador al agotador, a través de un par de bajantes de catalizador. Con estos conductos, se reduce el tiempo de residencia de los vapores y las reacciones secundarias tér-
micas no deseadas en el recipiente. Los vapores y el catalizador arrastrado pasan por una serie de ciclonesde alta eficiencia. Los productos de reacción, materias inertes, vapor de agua y una diminuta cantidad decatalizador pasan a la base del fraccionador principal y se separan en las corrientes de productos.
Abajo de cada bajante del separador primario se puede agregar un anillo de vapor para asegurar unflujo uniforme de salida de catalizador, por el fondo. La parte separadora de este recipiente puede usarcuatro etapas con mamparas desviadoras, o contener material de empaque patentado. El vapor de aguadel anillo principal de vapor fluidiza el lecho de catalizador, desplaza los hidrocarburos retenidos, sepa-rándolos del catalizador antes de que entre al sistema de regeneración. Hay un anillo de vapor de agua
de esponjamiento, que está en la cabeza inferior del agotador, mantiene bien fluidizado al catalizador,y también asegura que haya un flujo uniforme de catalizador a través de la tubería de transferencia decatalizador agotado.
El catalizador separado sale del separador por la boquilla de extracción, inclinada 45°, y después entraa un tubo vertical. El catalizador agotado baja por este tubo vertical y entra a una segunda sección laterala 45°, que llega hasta el regenerador de la primera etapa. La válvula de desplazamiento de catalizadoragotado está cerca de la parte inferior de esta tubería de transferencia inferior de 45°, y controla el nivelde lecho de catalizador en el agotador. Con una aireación cuidadosa del tubo vertical de catalizador seasegura una acumulación correcta de presión y un flujo uniforme de catalizador. Los flujos de lastomas de aireación son ajustables para mantener una densidad estable en el tubo vertical para distin-tos flujos de circulación de catalizador o distintos tipos de catalizador. El catalizador entra al regeneradorde la primera etapa a través de un distribuidor de catalizador, que lo dispersa sobre y a través de lasuperficie del lecho.
El catalizador y el aire de combustión fluyen a contracorriente dentro del recipiente del regeneradorde la primera etapa. El aire de combustión se distribuye en el recipiente del regenerador mediante ani-llos de aire. Estos anillos proporcionan una distribución uniforme del aire por el lecho, y el resultado esuna correcta fluidización y combustión. También se puede usar una red de tubos. El catalizador parcial-mente regenerado sale cerca del fondo del recipiente, por una válvula de vastago hueco, que controla elnivel del lecho en el regenerador de la primera etapa. Un tubo elevador transporta al catalizador parcial-mente regenerado, desde el regenerador de la primera etapa a la segunda etapa, usando aire inyectadoen la tubería a través del vastago hueco de la válvula. Los gases de combustión, ricos en monóxido decarbono, salen del regenerador a través de ciclones de alta eficiencia, de dos etapas.
La severidad de operación de la regeneración de la primera etapa es benigna, intencionalmente, paratener una combustión parcial. En el catalizador resulta una baja temperatura que mantiene mayor áreaespecífica y actividad. El porcentaje de quemado del coque puede variarse, desplazando la combustiónal regenerador de la segunda etapa, que da a la desintegración catalítica en lecho fluidizado flexibilidadde operación para procesar alimentaciones residuales o de gasóleo. Para una alimentación residual, casi70 por ciento del coque se quema en el regenerador de la primera etapa, mientras que 50 por ciento sequema durante la operación con gasóleo. En esencia, todo el hidrógeno del coque se quema, separán-dose del coque en el regenerador de la primera etapa; este paso, acoplado con una baja temperatura delregenerador, reduce la desactivación hidrotérmica del catalizador.
Al entrar el catalizador al recipiente de la segunda etapa de regeneración, abajo del anillo de aire decombustión, hay una red de hongos que distribuye al catalizador uniformemente a través del fondo. Estedistribuidor de red en la parte superior de la línea de transferencia asegura una buena distribución deaire y catalizador. En el regenerador de la segunda etapa se quema y separa por completo el carbón queresta; se suministra exceso de oxígeno y el resultado es una mayor temperatura en comparación con ladel regenerador de la primera etapa. Un anillo de aire en este regenerador distribuye una parte del airede combustión, mientras que el aire de elevación es el resto. Ya quemado la mayor parte del hidrógeno

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 264/489
PROCESO RFCC EN LECHO FLUIDIZADO DE STONE & WEBSTER-INSTITUT FRANCAIS DU PÉTROLE 3.77
en la primera etapa, el contenido de humedad en los gases del regenerador de la segunda etapa es bajo.Eso permite alcanzar mayores temperaturas en el regenerador de la segunda etapa, sin causar mucha
desactivación hidrotérmica del catalizador.El recipiente del regenerador de la segunda etapa tiene un mínimo de partes internas, lo que aumenta
las limitaciones metalúrgicas respecto de la temperatura. El gas de combustión sale del regenerador porciclones externos de dos etapas, para eliminar el catalizador. El catalizador recuperado regresa al regene-rador a través de bajantes y el gas de combustión pasa a la sección de recuperación de energía.
Si el residuo de carbón Conradson en la alimentación es mayor que 7.0% en peso, se necesitará unenfriador de catalizador para el regenerador de la segunda etapa (que se indica como opcional en la figura3.4.2) para reducir la temperatura de ese regenerador a menos de 760 °C. Un enfriador de catalizador defase densa retira el catalizador y lo regresa a través de un elevador de aire, hasta justo abajo del anillo deaire de combustión. Se recupera el calor del catalizador generando vapor de agua saturado de alta presión.Se pueden hacer grandes ajustes en la operación del enfriador de catalizador variando la tasa de circula-
ción del catalizador a través del enfriador. Las correcciones finas a la operación del enfriador del cataliza-dor se pueden realizar ajusfando el flujo de aire de fluidización en el enfriador. Se pueden utilizar ciclonesinternos en la segunda regeneración, en este caso debido al límite máximo de temperatura, de 760 °C.
El catalizador regenerado caliente pasa del regenerador de segunda etapa a un pozo de extracción. El pozo de extracción permite que el catalizador se desairee bien, hasta la densidad requerida en la línea detransferencia, antes de entrar a la línea de catalizador regenerado. Con este diseño, se asegura un flujouniforme y repartido de catalizador, bajando por la línea. Hay tomas de aireación escalonadas en el tubode bajada, que sirven para reairear el catalizador y sustituir el volumen de gas perdido por compresión.Los flujos a las tomas de aireación son ajustables para mantener la densidad que se desee, lo que permitetener diferencias en tasas de circulación de catalizador o de tipos de catalizador. El catalizador pasa por la válvula de desplazamiento de catalizador regenerado, que controla la temperatura del reactor al
regular la cantidad de catalizador regenerado caliente que entra al reactor. Entonces, el catalizador baja por la sección Y inclinada a 45°, hasta la base del elevador. La fluidización en la sección Y asegura unflujo estable y uniforme de catalizador en fase densa a la zona de inyección de alimentación. Un tramorecto abajo de las boquillas de alimentación estabiliza el flujo de catalizador antes de la inyección dealimentación y sirve como sello de reversa evitando que el aceite se regrese.
Tratamiento de gases de combustión
Cada sistema de gas de combustión de desintegración térmica de residuos es diferente de una a otraunidad por las necesidades ambientales locales y las prioridades de la refinería. En la figura 3.4.3 se presenta un ejemplo de un sistema básico de tratamiento de gases de combustión. El tubo de gas decombustión del segundo regenerador tiene una válvula de desplazamiento y una cámara de orificio. Laválvula de desplazamiento de gas de combustión (VD) del primer regenerador controla la diferenciade presiones entre los dos recipientes de regeneración, mientras que la VD del regenerador de segundaetapa controla en forma directa la presión del regenerador de la segunda etapa.
Las unidades de RFCC de gran capacidad podrán usar un tren de recuperación de energía y un sis-tema de ciclones terciarios en la corriente de gas de combustión del regenerador de la primera etapa, para impulsar al soplador de aire. Dependiendo de los reglamentos locales para emisión de partículas,se podrá usar un precipitador electrostático (PE) u otro aparato recuperador de partículas, como porejemplo un sistema de ciclones con tercera etapa, o un lavador de gas de combustión, para recuperarlas partículas arrastradas. En este caso, se muestra un lavador de gas de combustión. Los requisitos másestrictos para emisión de SOx y NOx podrán requerir un lavador de gases de combustión, aditivo decatalizador para la captura de SOx o un proceso similar para recuperar SOx y/o una unidad de reducción
catalítica selectiva (RCS) para reducir los NOx.Un incinerador de CO está justo después del equipo de recuperación de energía del regenerador de
la primera etapa, y oxida todo el CO a CO2, usando gas combustible y aire de combustión. La tempe-ratura de salida típica es 980 °C, con 1 por ciento de O2 Los gases del incinerador de CO se combinan

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 265/489
3.78 DESINTEGRACIÓN CATALÍTICA
FIGURA 3.4.3 Diagrama de flujo del proceso de tratamiento de gas de combustión.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 266/489
PROCESO RFCC EN LECHO FLUIDIZADO DE STONE & WEBSTER-INSTITUT FRANJÁIS DU PÉTROLE 3.79

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 267/489
3 . 80 DESINTEGRACIÓN CATALÍTICA
con los gases de combustión del regenerador de la segunda etapa, y entran a un enfriador de gas decombustión, donde el calor se recupera como vapor de agua sobrecalentado de alta presión. Después
de pasar por el lavador, los gases de combustión se dispersan finalmente a la atmósfera, a través de unachimenea.
Manipulación de catalizador
El sistema de manipulación de catalizador de RFCC tiene tres funciones separadas y únicas:
• Almacenar y retirar catalizador agotado.
• Almacenar y agregar catalizador fresco.
• Almacenar y agregar catalizador de equilibrio.
La tolva de catalizador agotado recibe catalizador caliente en forma intermitente, del regenerador de
la segunda etapa, para mantener un inventario adecuado de catalizador durante la operación. Además,esta tolva se utiliza para descargar, almacenar y después llenar todo el inventario durante paros de launidad R2R.
La tolva de catalizador fresco permite almacenar catalizador para la reposición diaria. Hay un car-gador justo abajo de la tolva que deposita catalizador fresco de la tolva al regenerador de la primeraetapa. La reposición de catalizador fresco se basa en mantener la actividad óptima de catalizador en launidad y debe ser continuo.
Algo exclusivo de los diseños R2R (reactor-2 regeneradores) es una tercera tolva, que se usa paracatalizador de equilibrio. Al igual que la tolva de catalizador fresco, la del catalizador de equilibrio permite almacenar catalizador para relleno diario. El catalizador de equilibrio sirve para separarmetales del catalizador de equilibrio de la unidad, cuando se procesan alimentaciones de residuos
con alto contenido de metales. Sin embargo, el catalizador de equilibrio no suele aportar mucho ala actividad de desintegración.1 El resultado es que la tasa de adición de catalizador de equilibrio se basa en contenidos de metal deseados en el catalizador de la unidad, mientras que la tasa de adiciónde catalizador fresco se basa en la conservación de la actividad catalítica en la unidad. Un cargador decatalizador de equilibrio está ubicado justo abajo de la tolva de suministro de catalizador de equilibrioal regenerador de la primera etapa. Es imperativo que el catalizador de equilibrio sea compatible conlas operaciones con residuos, y en general no debe ser mayor que un tercio de la reposición total decatalizador.
AUMENTACIÓN AL PROCESO RFCC
La ventaja más importante del proceso R2R de S&W-IFP es la flexibilidad para procesar una ampliagama de alimentaciones. La tabla 3.4.2 contiene una lista de la varidad de propiedades de alimentacio-nes que se han procesado con éxito en R2R de S&W-IFR
La aumentación al R2R puede tener varias formas, desde un gasóleo de vacío (GOV) hidrotratado hastafondos de la torre atmosférica de aromáticos (FTA). La alimentación a R2R puede ser también una mezclade corrientes de varias unidades, como un GOV más gasóleo de vacío de coquizadora, fondos de la torrede vacío (FTV), aceite desasfaltado (ADA), cera de desecho o extracto lubricante. De hecho, la cantidad decomponentes posibles en la alimentación a la unidad R2R es muy grande, porque se puede considerar casicualquier corriente de hidrocarburos como alimentación potencial a R2R.
Lo que permite la gran flexibilidad que tiene la unidad R2R, para procesar esta amplia variedad dealimentaciones, es principalmente el diseño de regenerador en dos etapas, y la reducción del delta coqueinherente en el diseño de la inyección de la alimentación, separador de catalizador y vapores, y del sepa-
rador. Un índice común que indica la tendencia que tiene una alimentación a producir coque derivado deella es el residuo de carbón Conradson (RCC). A medida que aumenta el contenido de residuos en unaalimentación, también aumenta el valor de RCC. En la tabla 3.4.3 se comparan los valores máximos deRCC que se pueden procesar con un regenerador de dos etapas y en uno de una sola etapa.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 268/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 269/489
3.82 DESINTEGRACIÓN CATALÍTICA
enfriamiento rápido de vapores reaccionantes, que se describirá más adelante en "Enfriamiento rápidode vapores de producto", tiene una importancia critica durante operaciones a olefinas, para reducir la
desintegración térmica después del elevador, a las temperaturas elevadas del reactor.Otras condiciones típicas de operación en la unidad R2R se presentan en la tabla 3.4.4. En la tabla
3.4.5 se ven ejemplos de rendimientos de productos comerciales en las unidades R2R de S&W-IFP.
CATAL IZADOR DE RFCC
Tipo de catalizador
Una buena operación de desintegración de residuos no sólo depende del diseño mecánico del conver-tidor, sino también de la selección del catalizador. Para aumentar la cantidad de contenido de residuos
en la alimentación a la RFCC, se debe emplear un catalizador con bajo delta coque. El delta coque sedefine como sigue:
Delta coque = % en peso de carbón en catalizador agotado - % en peso de CRC
donde CRC = carbón en el catalizador regenerado, o bien
% en peso de coque por unidad de alimentaciónDelta coque =
relación catalizador/alimentación
El delta coque es un índice muy popular y, cuando se incrementa, puede causar aumentos importan-
tes en la temperatura del regenerador, que en último término reducen la cantidad de residuos que pueden procesarse en la alimentación. El delta coque comercial está formado por los siguientes componentes:
TABLA 3.4.4 Condiciones típicas de operación dela unidad RFCC
Reactor
Presión, kg/cm2 Manom. 1.1-2.1 Temperatura, °C 510-550 CTM recirculación, % en vol. de alimentación 10-25 Vapor de agua dispersión de 2.5-7.0 alimentación, % en vol. alimentación Vapor de agua de arrastre, kg/1000 kg 2.0-5.0
Regenerador de primera etapa
Presión, kg/cm2 Manom. 1.4—2.5 Temperatura, °C 620-690 CO/CO2 0.3-1.0 O2, % en vol. 0.2 Coque quemado, % en peso 50-70
Regenerador de segunda etapa
Presión, kg/cm2 Manom. 0.7-1.4* Temperatura, °C 675-760 O2, % en vol. 2.0
Coque quemado, % en peso 30-50 *Las presiones del regenerador de segunda etapa reflejan una configu-
ración de regenerador apilado. Para configuraciones con regenerador ladoa lado, la presión del regenerador de segunda etapa sería similar a la de la primera etapa.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 270/489
PROCESO RFCC EN LECHO FLUIDIZADO DE STONE & WEBSTER-INSTITUT FRANgAIS DU PÉTROLE 3.83
TABLA 3.4.5 Rendimientos de productoscomerciales de RFCC
Unidad (año) A(1987) B (1993)
Propiedades de la alimentación: 540 °C + componentes, % Vol. Líq. 36 58
CCR, % en peso 5.9 4.9 Gravedad, °API 22.3 25.1Rendimiento (% Vol. Líq.)
Gas seco, % en peso 4.3 3.2 C3-C4 24.9 30.5
Gasolina 60.2 61.5 Aceite cíclico ligero 17.5 14.0 Residuo 6.6 4.9
Coque, % en peso 7.8 8.0 Conversión 75.9 81.1
• Coque catalítico (depositado lentamente como resultado de la reacción catalítica).
• Coque derivado de la alimentación (depositado rápidamente y dependiente del CCR de la alimen-tación).
• Coque ocluido (hidrocarburos arrastrados).• Coque contaminante (coque producido como resultado de contaminantes metálicos).
Ya que el coque derivado de la alimentación contribuye en gran parte al delta coque, al procesaralimentaciones de residuos, es fundamental reducir el delta coque en una operación de FCC conresiduos.
Stone & Webster-IFP suelen recomendar un catalizador con las siguientes propiedades, que le carac-terizan como catalizador de bajo delta coque:
• Zeolita ultraestable Y (USY) baja en tierras raras.
• Actividad 60 a 65 en prueba de microactividad (MAT, de microactivity test) de equilibrio.
• Bajo delta coque en matriz.
A altas cargas de metal, el operador podrá también considerar el uso de catalizador con trampas devanadio y/o pasivadores de níquel.
Adición de catalizador
Las alimentaciones con residuos vírgenes contienen grandes cantidades de metales, que al final sedepositan en el catalizador. Debido a los regeneradores benignos de dos etapas, se permite que elcontenido de metales en el catalizador llegue a 10,000 ppm en peso (de Ni + V), antes de que losrendimientos se afecten en forma importante. Para una operación de RFCC, la adición del catalizadorse basa en mantener la actividad del mismo, al igual que los metales en el catalizador, lo contrariode mantener sólo la actividad en las operaciones típicas de FCC con gasóleo. La forma más econó-mica de mantener tanto la actividad como los metales es agregar catalizador fresco y catalizador deequilibrio comprado. El catalizador de equilibrio es un agente efectivo de limpieza de metales; sinembargo, no aporta mucha actividad de desintegración.1 El resultado es que el catalizador de equili-
brio se agrega con catalizador fresco, para controlar en forma económica tanto la actividad catalíticacomo el contenido de metales en la unidad. Se debe tener cuidado de que el catalizador de equilibrioutilizado sea compatible con las operaciones con residuos y no debe ser mayor que la tercera parte delas adiciones totales de catalizador.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 271/489
3.84 DESINTEGRACIÓN CATALÍTICA
REGENERACIÓN EN DOS ETAPAS
En el proceso de S&W-IFP con regeneración en dos etapas, el catalizador se regenera en dos pasos:de 50 a 70 por ciento en el regenerador de la primera etapa, y el resto en el regenerador de la segundaetapa. La regeneración de la primera etapa se controla operándola en ambiente escaso en oxígeno, para producir cantidades importantes de monóxido de carbono. Ya que el calor de combustión del carbón amonóxido de carbono es menor que la tercera parte del de combustión a dióxido de carbono, se trans-fiere mucho menos calor al catalizador que en un regenerador de una etapa y combustión completa.Por ejemplo, una unidad R2R para 30,000 BPSD, con una gravedad de 22.5° API en la alimentación,y una producción de 7.5% en peso, a 66% de quemado de coque en el regenerador de la primera etapa,transfiere calor al catalizador en 25 x 106 kcal/h menor que en un regenerador de una etapa y quemadocompleto.
El carbón residual en el catalizador se quema en el regenerador de la segunda etapa, en modo de
combustión completa. A causa de la temperatura elevada, se emplean ciclones externos para reducir las partes internas del regenerador, y para permitir su construcción en acero al carbón."
Comparación de regeneración en dos etapas y en una etapa con enfriador de catalizador
Aunque ambos sistemas trabajan controlando las temperaturas del regenerador, los principios de opera-ción son muy diferentes. Las ventajas del sistema de regeneración en dos etapas se aprecian cuando laalimentación es más pesada y/o aumenta su contenido de metales. Las ventajas de un sistema de rege-neración en dos etapas, en comparación con uno de una etapa con enfriador de catalizador, se describencomo sigue, en forma breve:
Menor temperatura de partículas de catalizador. Un enfriador de catalizador elimina el calor despuésde haberse producido dentro del regenerador, mientras que se produce menos calor en el regeneradorcuando el diseño es de dos etapas de regeneración. El resultado es una menor temperatura de partículasde catalizador durante la combustión, que reduce la desactivación general del catalizador. Ya que lacombustión se hace en dos etapas, la severidad de combustión para cada etapa es baja. En el regenera-dor de la primera etapa, el catalizador entra al lecho desde la parte superior a través del distribuidor decatalizador agotado, y el aire de combustión entra al lecho por el fondo del recipiente. Este movimientoa contracorriente de catalizador y aire evita el contacto de catalizador agotado (con alto carbón) conaire fresco con 21 por ciento de oxígeno. Todos estos factores dan como resultado menor desactivacióntérmica del catalizador en el sistema de regeneración en dos etapas.
Menor desactivación hidrotérmica. Mientras que el catalizador sólo se regenera parcialmente en la primera etapa, la mayor parte del agua formada por combustión del hidrógeno en el coque se elimina eneste recipiente. La figura 3.4.4 muestra el porcentaje de hidrógeno en el quemado del coque, en funcióndel quemado de carbón. Como la temperatura del regenerador de la primera etapa es baja, se reduce enforma importante la desactivación hidrotérmica del catalizador. En el regenerador de la segunda etapa,donde la temperatura del lecho es alta, la humedad es mínima y no causa un riesgo apreciable de des-activación hidrotérmica del catalizador.
Mejor resistencia contra metales. Cuando se procesan alimentaciones altas en metales, convienemucho operar con altas concentraciones de metales en el catalizador de equilibrio. Se ha demostrado
claramente, con estudios, que las altas concentraciones de metales (en especial de vanadio), causanexcesiva desactivación de catalizador en presencia de vapor de agua y oxígeno. Ya que la mayor partedel vapor de agua en un regenerador se origina del hidrógeno en el coque, el contenido de humedadse puede calcular en forma directa. Para un regenerador de primera etapa será normalmente más de

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 272/489
PROCESO RFCC EN LECHO FLUIDIZADO DE STONE & WEBSTER-INSTITUT FRANÇAIS DU PÉTROLE 3.85
10% de humedad. Cuando reaccionan el vapor de agua y el vanadio en presencia de oxígeno, se formaácido vanádico que ataca a la alúmina en la estructura de la zeolita del catalizador. La desaluminaciónmasiva causa el colapso de la estructura de la zeolita y el catalizador pierde mucha actividad. Lasecuaciones
2 V + O2V2O5
y
V2 O5 + 3H2O 2VO (OH)3
Ácido vanádico
describen la generación del ácido vanádico. El resultado es que el catalizador, en el regenerador deuna etapa que opera en presencia de exceso de oxígeno y vapor de agua, está propenso al ataque delácido vanádico. También, el V2O5 tiene una temperatura de fusión muy baja y puede ser líquido en lascondiciones típicas de un regenerador.
La división de la regeneración en etapas puede tener especial eficacia en esta situación. En el regene-rador de la primera etapa, la mayor parte del hidrógeno (con el consiguiente vapor de agua) se eliminaa baja temperatura, sin la presencia de oxígeno. A esto sigue un regenerador de segunda etapa, conquemado total, donde hay exceso de oxígeno, pero muy poca humedad. Se minimiza la destrucción dela estructura del catalizador causada por el vanadio, ya que hay muy poco V2O5 en el regenerador de la
primera etapa, por la falta de oxígeno y las temperaturas menores, mientras que el ácido vanádico sereduce al mínimo en el regenerador de la segunda etapa, ante la carencia de agua. En otras palabras,la reacción
2V + O2
V2O5
se efectúa muy lentamente en el regenerador de la primera etapa, por la falta de oxígeno, mientras quela reacción
V2 O5 + 3H2O 2VO (OH)3
se efectúa lentamente en el regenerador de la segunda etapa, por el bajo contenido en vapor de agua.Es claro que la regeneración en dos etapas es menos severa en lo que concierne a la desactivacióndel catalizador, lo cual, aunado al catalizador de nuevas generaciones con trampas de vanadio, permitiráque los refinadores procesen crudos más pesados con más eficiencia y economía que nunca antes.
52
5

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 273/489
3.86 DESINTEGRACIÓN CATALÍTICA
Sistema de enfriamiento de catalizador
Las unidades R2R de S&W-IFP para residuos pesados (CCR en alimentación más de 6.0% en peso,con control de temperatura de mezcla) incluyen, en su diseño, tecnologías demostradas de enfriamientodel catalizador. También se pueden proporcionar los mismos diseños de enfriador de catalizador paraun regenerador existente de FCC. Estos diseños trabajan ya en más de 20 desintegradoras y varios másestán en las etapas de diseño y construcción. Algunas particularidades de los sistemas de enfriador decatalizador Stone & Webster son:
• Flujo descendente de catalizador en fase densa.
• Circulación de catalizador controlada con válvula de deslizamiento.
• Capacidad de renovación de 0 a 100 por ciento.
• No requieren redes de tubos.
• Gran fiabilidad mecánica.• Diseño de pared fría.
• Construcción total en acero al carbón.
• Alta transferencia de calor y baja temperatura de pared en tubos.
• Factor en funcionamiento, 100 por ciento.
Las operaciones del enfriador de catalizador pueden ir desde 2 x 106 kcal/h hasta 35 x 206 kcal/h. Encaso de que se requiera un enfriador para más de 35 x 106 kcal/h, se pueden emplear varios enfriadoresde catalizador en un solo regenerador.
En la figura 3.4.5 se ve un esquema de un enfriador de catalizador acoplado a un regenerador (rege-nerador de la segunda etapa, en un sistema de regeneración en dos etapas). El nivel de catalizador dentro
del enfriador se controla con la válvula deslizante para la entrada de catalizador. El control grueso detemperatura del regenerador se hace con la válvula de deslizamiento en el fondo para el catalizador, yel control fino de temperatura se logra con aire de fluidización del enfriador. En un diseño opcional seelimina la válvula de deslizamiento para la entrada y se opera con el enfriador lleno de catalizador.
Particularidades de la tecnología S&W-IFP
S&W-IFP ofrece muchas particularidades tecnológicas, que mejoran la selectividad hacia productos, lacapacidad y la operabilidad de la unidad, para nuestros diseños de R2R. Estas mismas funciones estándisponibles para los refinadores que deseen actualizar sus unidades FCC actuales. De hecho, diversosaspectos del proceso FCC de S&W-IFP se han aplicado a más de 100 renovaciones de desintegración
catalítica en lecho fluidizado. Sistema de inyección de alimentación. El sistema de inyección de alimentación y la parte inferior delelevador son los elementos más críticos del sistema R2R/FCC. Los anteriores desarrollos, precursoresy patentados por Total Petroleum Inc., han convencido a la industria de refinación por el valor y lasventajas de la inyección avanzada de alimentación. Los elementos básicos del sistema de inyecciónS&W-IFP son los siguientes:
• Flujo de catalizador en fase densa hasta el punto de inyección de alimentación, empleando pequeñascantidades de vapor de agua para estabilizar el flujo de catalizador y mantener un flujo uniforme delmismo por el elevador.
• Atomización de la alimentación externa al elevador, usando vapor de agua en una boquilla de dos fluidos,
simple pero eficiente, que no implica partes internas complicadas sujetas a taponamientos y erosión.• Introducción de la alimentación en una fase densa de catalizador, en movimiento hacia arriba, en una
manera que alcanza la penetración y turbulencia necesarias para obtener una transferencia rápida decalor del catalizador caliente a las finas gotitas de aceite, para asegurar su rápida evaporación.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 274/489
PROCESO RFCC EN LECHO FLUIDIZADO DE STONE & WEBSTER-INSTITUT FRANÇAIS DU PÉTROLE 3.87
La tabla 3.4.6 es una lista de las mejoras reales observadas en el rendimiento de productos comerciales,después de reemplazar sistemas anteriores de inyección de alimentación con el diseño S&W-IFP.
Los elementos básicos de las boquillas S&W-IFP de inyección de alimentación se muestran en lafigura 3.4.6. Esta boquilla de dos fluidos funciona inyectando aceite a presión contra una placa deimpacto para romper el aceite en láminas delgadas que el vapor de agua rasga al atravesar el aceite.La niebla de aceite se inyecta al elevador pasando por una punta de diseño especial, que asegura unadistribución máxima en el elevador, sin chocar ni dañar la pared del elevador.
El sistema de inyección de alimentación fue desarrollado para operaciones de FCC con residuos,cuando la alimentación de residuo es muy viscosa y difícil de atomizar. Para tener una atomizaciónadecuada de la alimentación de residuo, este diseño de tobera usa presión en el aceite, vapor de agua a
presión y flujo de vapor de agua. Para alimentaciones con gasóleo de vacío, que son considerablementemás fáciles de atomizar, se pueden reducir mucho las presiones del aceite y el vapor de agua, en com- paración con las que se usan en operaciones con residuos.
Control de temperatura de la mezcla
Un asunto importante en el procesamiento de alimentaciones pesadas, con cantidades apreciables deaceite residual, es asegurar la rápida evaporación de la alimentación. Esto es crítico para reducir eldepósito de coque, debido a la vaporización incompleta. Desafortunadamente, en los diseños conven-cionales, la temperatura de la mezcla depende en esencia de la temperatura de salida del elevador. Enel caso típico, la temperatura de la mezcla es de 20 a 40 °C mayor que la temperatura de salida delelevador, y sólo se puede cambiar muy poco mediante la relación de catalizador/aceite.
En muchos casos, no es aconsejable elevar la temperatura de salida del elevador para ajustar latemperatura de la mezcla, porque así se pueden causar reacciones indeseables de desintegración noselectiva, con gran producción de gas seco. El problema se vuelve todavía más crítico cuando las con-
FIGURA 3.4.5 Arreglo general del enfriador de catalizador.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 275/489
3.88 DESINTEGRACIÓN CATALÍTICA
TABLA 3.4.6 Incremento en los rendimientosde producto al usar el sistema de inyección de
alimentación S&W-IFP
A Rendimiento
Producto Unidad A Unidad B
Gas seco, % en peso +0.0 —1.3C3/C4, % Vol. Líq. +1.5 +1.5Gasolina, % Vol. Líq. +3.4 +6.2Aceite cíclico ligero, % Vol. Líq. +1.6 -4.5Residuo, % Vol. Líq. -6.5 -0.3Coque, % en peso +0.0 -0.1Conversión, % Vol. Líq. +4.9 +4.8
diciones de operación son menos severas para tener máxima producción de destilados. Para combatireste problema y lograr que los objetivos indicados sean compatibles entre sí, debe ajustarse en formaindependiente la temperatura de salida del elevador. Esto se logra con el control de la temperatura de lamezcla (CTM), desarrollado y patentado por IFP-Total.
El CTM se hace recirculando un corte líquido seleccionado, en un lugar posterior a la zona de inyec-ción de alimentación fresca. Con ello se separa en general el elevador en dos zonas de reacción:
• Una zona anterior o primera, caracterizada por alta temperatura, alta relación de catalizador/aceite y un tiempo de contacto muy corto.
• Una zona posterior o segunda, donde la reacción se efectúa en condiciones más convencionales y benignas de desintegración catalítica.
La creación de dos zonas separadas de desintegración en el elevador permite tener un control finode la vaporización y desintegración de la alimentación, manteniendo o hasta disminuyendo la tem- peratura de salida del elevador. La figura 3.4.7 ilustra el arreglo de toberas CTM y las tres zonas detemperatura.
FIGURA 3.4.6 Boquilla de inyección de alimentación S&W-IFP.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 276/489
FIGURA 3.4.7 Control de temperatura en la zona de mezcla.
El objetivo principal del sistema CTM es disponer de un control independiente para la temperaturade la mezcla. Sin embargo, en forma de un disipador de calor semejante a un enfriador de catalizador,el CTM se puede usar para aumentar la cantidad de residuo en la alimentación que se procese en launidad.
Dispositivo terminador del elevador
Con numerosos estudios, se ha demostrado que el tiempo de residencia de los vapores después delelevador causa desintegración térmica y más desintegración catalítica en el recipiente del reactor.Desafortunadamente esas reacciones en fase vapor, posteriores al elevador, son casi completamente noselectivas, y producen degradación de productos líquidos valiosos, alta producción de gas seco y altatransferencia de hidrógeno en las olefinas de gas licuado de petróleo (baja selectividad hacia definas).
Los factores que contribuyen a estos fenómenos son temperatura, tiempo y área específica. La tecnolo-gía S&W-IFP de terminación de elevador se diseña para controlar los tres factores.S&W-IFP ofrece diversas tecnologías de terminación para controlar con eficacia la desintegración
posterior al elevador. Se han usado con éxito ciclones de corte grueso con tubos de salida modifica-dos, un separador lineal (SL), y una versión muy acoplada, llamada separador-fraccionador de reactor(SFR). Un sistema estrechamente acoplado que comprende un separador de fase diluida también hademostrado tener funcionamiento de última tecnología. Dos de esos separadores se muestran en lafigura 3.4.8.
Estas tecnologías ofrecen al refinador opciones fáciles de operar, que producen poco arrastre decatalizador y que pueden producir separación en fase diluida.
Enfriamiento brusco BP de vapores de producto
Esta tecnología fue desarrollada y patentada por Amoco (ahora BP), y Stone & Webster e IFP la ofre-cen a la industria bajo un arreglo exclusivo. Los vapores reaccionantes se enfrían bruscamente después
PROCESO RFCC EN LECHO FLUIDIZADO DE STONE & WEBSTER-INSTITUT FRANÇÁIS DU PÉTROLE 3.89

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 277/489
3.90 DESINTEGRACIÓN CATALÍTICA
de salir del sistema de terminación de elevador, sustancialmente libres de catalizador, al inyectarlesun enfriador de aceite cíclico ligero. Al emplear la tecnología de enfriamiento brusco se detienen lasreacciones térmicas no selectivas y se obtienen mayores rendimientos de gasolina y menor producciónde gas seco. Además, el uso de la tecnología de enfriamiento brusco conserva más las olefinas de gasLP y el octano de la gasolina, se minimiza la formación de diolefinas y se aumenta la estabilidad de
la gasolina.La eficiencia del enfriamiento brusco de vapores se muestra en la tabla 3.4.7. Los datos indican quese observa una reducción de la producción de gas seco, aun a bajas temperaturas de salida del elevador.Como es de esperarse, el impacto del enfriamiento brusco en términos de reducción de gas seco y derendimiento de gasolina es más marcado a mayores temperaturas.
La combinación de los dispositivos de terminación S&W-IFP con el enfriamiento brusco de Amocoelimina virtualmente las reacciones posteriores al elevador.
Diseño del separador
La tecnología tradicional de disco y dona se ha usado con éxito en diseños totalmente nuevos y dereconstrucción. Sin embargo, esos diseños pierden eficiencia cuando el flujo de catalizador se aproximaa las 1100 a 1200 Ib/pie2-min. En lugar de disco y donas o de platos de cubierta se puede usar empaqueestructurado, con los resultados siguientes:
1. Más etapas de separación.
2. Uso de toda el área transversal del separador para que fluya el catalizador.
3. Menos catalizador arrastrado hacia los ciclones R .̂.
4. Reutilización del recipiente del actual separador.
Para una unidad FCC nueva, se puede diseñar un separador que funcione satisfactoriamente con de2 a 3 veces el flujo de diseño de catalizador. El mejor contacto se debe a la menor velocidad del cata-lizador que baja por el separador, lo que permite que suban burbujas más pequeñas de vapor de aguay que no tengan de agregarse para formar burbujas mayores, para subir por el separador, o simplementeque sean arrastradas con el catalizador hasta la salida inferior del recipiente.
FIGURA 3.4.8 Separador lineal y separador con agotador.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 278/489
PROCESO RFCC EN LECHO FLUIDIZADO DE STONE & WEBSTER-INSTITUT FRANÇAIS DU PÉTROLE 3.91
TABLA 3.4.7 Impacto del enfriamiento brusco de vaporesdel reactor sobre rendimientos de FCC
Unidad A Unidad B Unidad C
Temperatura, °C Salida elevador 513 549 532 Después de enfriamiento brusco 484 519 494
Diferencias de rendimiento, % en peso Gas seco -0.23 -0.80 -0.66 Gasolina +0.43 +1.80 +2.89
Los dos tipos de separadores se muestran en la figura 3.4.9. Como el separador es una torre decontacto de varias etapas, si se usan contactores más eficientes se mejora la eficiencia general. Esto estotalmente análogo a sustituir platos con empaque en una torre de destilación.
LINEAMIENTOS DEL DISEÑO MECÁNICO
La filosofía de diseño mecánico para el R2R de S&W-IFP se basa en múltiples conceptos que producenalta fiabilidad y facilidad de mantenimiento, con mayores duraciones de operación. Los esfuerzos enel diseño mecánico se han enfocado a áreas de una unidad de FCC que históricamente han causadoaltos costos de mantenimiento y mayor tiempo inactivo. El fruto de estos esfuerzos ha sido un diseñomecánico general capaz de permitir hasta 5 años de operación entre cambios de catalizador. Algunas delas características se describen a continuación.
Diseño de pared fría
El concepto de diseño de pared fría se subraya en toda la unidad, en el elevador, reactor, regeneradores,enfriador de catalizador, tuberías externas de transferencia, válvulas de deslizamiento y ciclón externo.El aislamiento refractario interno de las partes del recipiente a presión reduce lo suficiente las tempera-turas en la superficie para permitir el uso de materiales de acero al carbón, menos costosos y más fácilesde mantener. Las menores temperaturas en los metales dan como resultado menor dilatación térmica delos componentes, minimizando la necesidad de usar juntas de expansión para compensar dilatacionestérmicas diferenciales entre las partes interconectadas y los conductos de transferencia.
Las superficies externas de las partes a presión están expuestas, para su inspección en línea, y así se
reducen los costos de inspección y mantenimiento. El refractario interno protege al cascarón a presióncontra la erosión por el catalizador, mientras que se pueden detectar con facilidad los puntos calientes,antes de que evolucionen hasta un grado potencialmente peligroso.
Fabricación de las boquillas de alimentación
Las boquillas de inyección de alimentación, patentadas por S&W-IFP, se instalan a través de camisas enla pared del elevador. Se evita la erosión de la pared del elevador mediante una selección cuidadosa delángulo de entrada de la camisa y el diseño del ángulo de aspersión de la tobera. La punta de la toberay la cámara de atomización se fabrican con material resistente a la erosión, para eliminar virtualmenteel desgaste. En el improbable caso de que haya erosión, las superficies expuestas a las condiciones
erosivas se reemplazan con facilidad y están diseñadas de tal manera que se puede hacer mantenimientonormal durante un cambio programado de catalizador, desmontando la tobera de la camisa del recipien-te. En el caso típico sólo es necesario inspeccionar las toberas en el cambio y sólo rara vez se requieremantenimiento alguno.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 279/489
3.92 DESINTEGRACIÓN CATALÍTICA
Ciclones externos
En el regenerador de segunda etapa se usan ciclones de pared fría para aislarlos del ambiente internocaliente. Los ciclones están directamente fijos al regenerador de pared fría y se adaptan con facilidad ala dilatación térmica diferencial mínima. El tamaño y la relación de longitud a diámetro de los ciclonesexternos no se limitan por las dimensiones internas del regenerador, y por consiguiente, se pueden dise-ñar ciclones más eficientes, con un regenerador más corto y menos costoso. Además, los ciclones exter-nos permiten tener ciclos más largos entre cambios, son insensibles a las desviaciones de temperatura yestán sujetos a la inspección directa cuando se encuentran en operación. Se pueden vigilar con facilidad para determinar su fiabilidad mecánica usando cámaras infrarrojas, y su eficiencia de proceso vigilandoniveles en las bajantes, que tienen indicadores de nivel. Se podrían usar ciclones internos cuando no seespere que las temperaturas de segunda etapa sean mayores de 1400 °F (760 °C).
Anillos de aire de combustión
En el diseño S&W-IFP se usan anillos patentados para aire de combustión, en lugar de domos o redesde tubos. El diseño permite una distribución y mezcla óptima de aire, tanto vertical como lateral, y seevitan los problemas de grietas en el material, erosión del distribuidor y de boquillas que tienen otrosdiseños. El uso de boquillas bien diseñadas y de material refractario de alta densidad sobre los anilloselimina todo daño debido a la erosión. En la figura 3.4.10 se ve un anillo para aire de combustión.
TRANSFORMACIÓN DE UNA UNIDAD FCCA R2R (ADICIÓN DE REGENERACIÓN DE SEGUNDA ETAPA)
La adición de un regenerador de segunda etapa es un método efectivo para convertir una unidad FCCexistente para dar servicio con residuos, sin perder capacidad. Hasta la fecha, se han reconstruido tresunidades FCC para instalar un regenerador de segunda etapa y permitir el procesamiento de alimentación
FIGURA 3.4.9 Consideraciones geométricas en separadores.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 280/489
PROCESO RFCC EN LECHO FLUIDIZADO DE STONE & WEBSTER-INST1TUT FRANÇAIS DU PÉTROLE 3.93
con residuos pesados. Estos diseños conservan el regenerador existente como regenerador de primeraetapa, y el reactor/separador. Se requieren un nuevo regenerador de segunda etapa, conductos de trans-
ferencia de catalizador y un incinerador de CO, un soplador nuevo o suplementario de aire, y adaptaciónde las instalaciones de manipulación de gases de combustión. Al operar la regeneración de la primeraetapa en un modo de combustión parcial, como se explicó antes, no se necesitarán más instalacionesde eliminación de calor, hasta que la alimentación contenga más de 6.0% en peso de CCR. En la figura3.4.11 se observa una unidad FCC modificada para insertar un regenerador de segunda etapa. En lafigura se ven equipos nuevos y existentes.
REFERENCIAS
1. Raymond Mott, "FCC Catalyst Management for Resid Processing", Primer Foro de FCC, Stone & Webster EngineeringCorporation, The Woodlands, Tex., 11 a 13 de mayo de 1994.
2. B. E. Reynolds, E. C. Brown y M. A. Silverman, "Clean Gasoline via VRDS/RFCC", Hydrocarbon Processing, abrilde 1992, pp. 43-51.
3. Warren S. Letzsch, "Catalytic Cracking Update", 4o Foro de Concesionarios Stone&Webseter/IFP, Houston, Tex., 2 a5 de mayo de 2000.
4. Warren S. Letzsch, "Stone & Webseter/IFP Your Catalytic Cracking Supermarket", 12° Seminario Anual de RefinaciónStone & Webster, San Francisco, 10 de octubre de 2000.
5. Warren S. Letzsch, "Advanced Fluid Cracking Technologies", Reunión Anual 2001 de NPRA, trabajo AM-01-65.
6. Warren S. Letzsch, "Fluid Catalytic Cracking Meets Múltiple Challenges", Reunión anual 2002 de NPRA, trabajoAM-02-26.
FIGURA 3.4.10 Anillo para aire de combustión.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 281/489
3 . 9 4 DESINTEGRACIÓN CATALÍTICA
FIGU RA 3.4.11 Regenerado r, diseño lado a lado para adaptación a RFCC.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 282/489
P • A • R • T • E • 4
REFORMACIÓNCATALÍTICA

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 283/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 284/489
CAPÍTULO 4.1
PROCESO PLATFORMING
DEUOP
Mark Lapinski, Lance Baird y Robert James UOP LLC
Des Plaines, Illinois
EVOLUCIÓN DEL PROCESO
El proceso Platforming* fue desarrollado y diseñado por UOP* para reformación catalítica, y hoy su usoestá difundido en toda la industria petrolera y petroquímica. La primera unidad Platforming de UOPcomenzó a operar en 1949. Desde entonces, el proceso Platforming (reformación catalítica, con platinocomo catalizador) ha sido parte normal en las refinerías en todo el mundo.
En el proceso Platforming se pone en contacto destilado ligero de petróleo (nafta) con un catalizadorque contiene platino, a elevadas temperaturas y presiones de hidrógeno, que van desde 345 a 3450 kPa(50 a 500 lb/pulg2 Manom.). El proceso Platforming ofrece un producto líquido de alto octano, rico encompuestos aromáticos. También, como subproductos, se obtienen hidrógeno de grado químico, gasligero y gas licuado de petróleo (gas LP).
Fue desarrollado originalmente para mejorar la nafta de destilación primaria, con bajo octano, paraobtener combustibles de alto octano para motor, y desde entonces se ha aplicado a la producción de gasLP y de compuestos aromáticos de gran pureza. Una gran variedad de catalizadores a base de platino, preparados específicamente, permiten esquemas flexibles de procesamiento para una operación óptima.Con una preparación adecuada de la alimentación, el proceso Platforming opera con eficiencia concualquier nafta de refinería.
Desde que se comercializó la primera unidad Platforming, UOP ha estado al frente de la industriaen cuanto al progreso de la tecnología de la reformación catalítica. Ha hecho innovaciones y progresosen optimización de variables del proceso, formulación del catalizador, diseño de equipos y aumento de
rendimientos de líquidos y de hidrógeno. Como se obtienen mayores rendimientos y octanos a bajas presiones y alta severidad, las innovaciones en UOP fueron impulsadas para llenar estos objetivos y almismo tiempo controlar el depósito de coque y la desactivación de catalizador.
Las primeras unidades Platforming fueron diseñadas como semirregenerativas (SR), o de lecho fijo,que empleaban catalizadores no metálicos. Estas unidades semirregenerativas se paran periódicamente para regenerar el catalizador. La regeneración comprende quemar y eliminar el coque del catalizador yreacondicionar los metales activos del mismo. Para aumentar la duración (el ciclo) entre regeneraciones,estas primeras unidades operaban a altas presiones, del orden de 2760 a 3450 kPa (500 a 500 lb/pulg2
Manom.). Un diagrama de flujo típico del proceso Platforming SR se presenta en la figura 4.1.1. En el proce-
so, la alimentación a la unidad Platforming se mezcla con hidrógeno recirculado, precalentado en un
* Marca comercial y/o marca de servicio de UOP.
4.3

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 285/489
intercambiador con efluente, y se calienta más a la temperatura de reacción con un calentador a fuegodirecto; a continuación, se carga a la sección del reactor. Ya que la mayor parte de las reacciones quese efectúan en el proceso Platforming son endotérmicas, la sección del reactor se separa en variosreactores. Entre esos reactores se instalan calentadores de fuego directo, para recalentar la corrientede proceso hasta la temperatura correcta para la siguiente etapa. El efluente del último reactor seenfría intercambiando su calor con la alimentación, para que sea máxima la recuperación de calor. Elenfriamiento adicional, hasta una temperatura cercana a la del ambiente, se hace con enfriamiento poraire o con agua. A continuación, el efluente se carga a la sección de separación, donde se separan los productos líquidos y gaseosos. Una parte del gas del separador se comprime y recircula a la sección delreactor. El hidrógeno producido se envía a los usuarios de hidrógeno en el complejo de la refinería o al
cabezal de combustible. El líquido del separador se bombea a un estabilizador de producto, donde sefraccionan los hidrocarburos ligeros más volátiles y del producto líquido de alto octano.
Al principio, UOP mejoró el proceso Platforming introduciendo catalizadores bimetálicos en lasunidades Platforming SR. Estos catalizadores permitieron una operación con menor presión y mayorseveridad: 1380 a 2070 kPa (200 a 300 lb/pulg2 Manom.), a octano de 95 a 98, con duraciones típicasde ciclo de 1 aflo. El incremento de coquización del catalizador a mayor severidad limitó la duración deoperación y la posibilidad de reducir la presión. Sólo desarrollando catalizadores no se podían resolveresos problemas; se necesitaban innovaciones. En la década de 1960 se desarrolló la reformación cícli-ca para rodear esta barrera. En la reformación cíclica se emplea lecho fijo, pero los reactores puedenaislarse individualmente de la línea de producción, para regenerarse y regresar al servicio sin parar launidad.
UOP reconoció las limitaciones de estabilidad de catalizador en lecho fijo por lo que comercializóel proceso Platforming con regeneración continua, el proceso Platforming CCR*, en 1971. En él se
* Marca comercial y/o marca de servicio de UOP.
4. 4 REFORMACIÓN CATALÍTICA

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 286/489
PROCESO PLATFORMING DE UOP 4. 5
emplea regeneración continua de catalizador, que se transporta continuamente fuera del reactor, seregenera en un ambiente controlado y después se regresa al primer reactor (figura 4.1.2). El proceso
Platforming CCR representa un paso diferente en la tecnología de reformación. Con la regeneracióncontinua ya no es problema el depósito del coque, porque se quema continuamente y se elimina, y elcatalizador se reacondiciona llegando a su eficiencia original. El proceso Platforming CCR ha permi-tido operaciones con presión ultrabaja, a 345 kPa (50 lb/pulg2 Manom) y el reformado alcanza octanohasta de 108. El método de regeneración continua ha tenido mucho éxito y más del 95% de los nuevosreformadores catalíticos se diseñan como unidades Platforming CCR. Además, muchas unidades queoriginalmente se construyeron como Platforming SR se han modificado a Platforming CCR.
En resumen, el proceso Platforming de UOP ha evolucionado continuamente a lo largo de su histo-ria. La presión de operación ha bajado en más de 2760 kPa (400 lb/pulg2 Manom.), y se ha duplicado elrendimiento de hidrógeno. El octano del producto aumentó en más de 12 números, y al mismo tiempo,aumentó el rendimiento de C5+ en 2% de volumen líquido. La evolución de la eficiencia del proceso
Platforming de UOP se observa en la figura 4.1.3, que muestra el rendimiento de C5+ y el octano através del tiempo y las innovaciones, en comparación con el límite teórico.
QUÍMICA DEL PROCESO
Composición de alimentación y producto
La carga de nafta al proceso Platforming contiene parafinas C6 a C,,, naftenos y aromáticos. El objetivo principal de este proceso es producir compuestos aromáticos a partir de las parafinas y los naftenos. Lacorriente de producto es un componente de mezcla con calidad premium, por el alto octano de loscompuestos aromáticos. También, la corriente de producto rica en aromáticos puede alimentarse a un
complejo petroquímico donde se puedan recuperar productos aromáticos, como benceno, tolueno y
H = CalentadorLPS = Separador de baja presión
R = ReactorRC = RecontactorRE = RecibidorRS = Sección de regeneraciónST = Estabilizador
FIGURA 4.1.2 Proceso Platforming CCR de

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 287/489
4.6 REFORMACIÓN CATALÍTICA
xileno (BTX). En aplicaciones para combustible de motor, la alimentación en general contiene todala serie de componentes C6 hasta Cn, para aumentar la producción de gasolina a partir de la fracciónasociada de crudo. En aplicaciones petroquímicas se puede ajustar la alimentación para que contengaun surtido más selecto de hidrocarburos (C6 - C7; C6 – C8; C7 – C8) para adaptarse a la composición del producto reformado, con los componentes aromáticos que se requiera. Para cualquier aplicación con
nafta, las reacciones básicas de la reformación catalítica con platino son las mismas. Las naftas de distintas fuentes de crudo varían mucho en su composición de hidrocarburos, y por
consiguiente, en su facilidad de reformación. La facilidad con la que determinada alimentación denafta se procesa en una unidad Platforming está determinada por la mezcla de parafinas, naftenos yaromáticos en la alimentación. Los hidrocarburos aromáticos pasan por la unidad esencialmente sincambiar. Los naftenos reaccionan con relativa facilidad transformándose a compuestos aromáticos.Los compuestos parafínicos son los más difíciles de convertir y la severidad relativa de la operación enPlatforming se determina por el grado de conversión de parafinas necesario. Las operaciones con bajaseveridad (bajo octano) requieren poca conversión de parafinas, pero las operaciones de mayor severi-dad precisan un grado apreciable de conversión.
Las naftas se caracterizan como pobres (bajo contenido de naftenos y aromáticos) o ricas (alto conte-
nido de naftenos y aromáticos). Las naftas ricas, con mayor proporción de componentes aromáticos, sonmás fáciles de procesar en la unidad Platforming. La figura 4.1.4 demuestra el efecto de la composiciónde la nafta sobre la conversión relativa de la alimentación en condiciones constantes de operación en el proceso Platforming. Una carga rica en naftenos produce mayor rendimiento volumétrico de reformadoque una carga pobre.
Reacciones
Las reacciones en el proceso Platforming se pueden agrupar generalmente en cuatro categorías: des-hidrogenación, isomerización, deshidrociclación y desintegración. Estas reacciones son facilitadas pordos clases de sitios activos en el catalizador: ácidos y metálicos. El grado con el que se llevan a cabolas reacciones para determinada operación de reformación catalítica con platino depende de la calidadde alimentación, condiciones de operación y tipo de catalizador.
En vista de que la alimentación al proceso Platforming está formada por isómeros parafínicos ynafténicos, en el reactor se llevan a cabo al mismo tiempo múltiples reacciones de reformación. Las
FIGURA 4.1.3 Evolución de la eficiencia del proceso Patforming de UOP.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 288/489
PROCESO PLATFORMING DE UOP 4.7
velocidades de reacción varían en forma considerable con la cantidad de carbonos en los reactivos. Porconsiguiente, esas reacciones múltiples suceden en serie y en paralelo. La red generalizada de reaccionesse ilustra en la figura 4.1.5, y ejemplos de las reacciones individuales se ven en la figura 4.1.6.
Hidrogenación de ñafíenos. La reacción principal de reformación catalítica con platino para producirun compuesto aromático a partir de un nafteno es la deshidrogenación de un alquilciclohexano. Estareacción se efectúa rápidamente y llega esencialmente hasta su terminación. La reacción es muyendotérmica, y la favorece la alta temperatura y baja presión de reacción, y es impulsada por la funciónmetálica del catalizador. Como esta reacción es rápida y produce hidrógeno y aromáticos, los naftenosson el componente más deseado en la alimentación al proceso Platforming.
Isomerización de parafinas y naftenos. La isomerización de un alquilciclopentano a alquilciclohexanodebe efectuarse antes de que un alquilciclopentano se convierta en compuesto aromático. La reacciónimplica la expansión del anillo, y también es posible la apertura del anillo para formar una parafina.La reacción de isomerización de la parafina sucede rápidamente a las temperaturas de operacióncomercial. Sin embargo, el equilibrio termodinámico favorece ligeramente a los isómeros que son másramificados. Como los isómeros de cadena ramificada tienen mayor octano que las parafinas de cadenalineal, esta reacción mejora el octano del producto. Las reacciones de isomerización son impulsadas por la función acida del catalizador.
Deshidrociclación de parafinas. La reacción más difícil de promover en el proceso Platforming esla deshidrociclación de las parafinas. Esta reacción consiste en un rearreglo molecular de la parafina para formar un nafteno. La ciclización de la parafina se facilita al aumentar su peso molecular porquese incrementa la probabilidad de formación del anillo. Parcialmente y en contraposición está la mayor probabilidad que tienen las parafinas pesadas de hidrodesintegrarse. La deshidrociclación se favorececon baja presión y alta temperatura y requiere de las funciones metálica y acida del catalizador.
P = Parafinas
N = Naftenos A
= Aromáticos FIGURA 4.1.4 Conversión típica de naftas pobres y ricas, en el proceso Platforming.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 289/489
4. 8 REFORMACIÓN CATALÍTICA
Hidrodesintegración y desalquilación. Además de las reacciones de isomerización de naftenosy delación de parafinas, la función acida cataliza la hidrodesintegración de las parafinas, que esfavorecida por alta temperatura y presión. A medida que las parafinas se desintegran y desaparecen delintervalo de ebullición de la gasolina, los aromáticos se concentran en el producto, y con ello aumentael octano. Sin embargo, se consume hidrógeno y se reduce el producto líquido neto, por lo que estareacción es indeseable.
La desalquilación de aromáticos consiste en hacer más pequeño al grupo alquilo (una cadena lateralen el anillo aromático) y también en eliminar por completo al grupo alquilo. Como ejemplos están la
conversión de etilbenceno en tolueno y la conversión de tolueno en benceno, respectivamente. Si lacadena lateral del alquilo tiene la suficiente longitud, la reacción es parecida a la de desintegración de parafinas. La alta temperatura y alta presión favorecen la desalquilación.
Velocidad de reacción relativa
Las reacciones primarias de las parafinas C6 y C7 se efectúan con velocidades inmensamente diferentes.Como la velocidad de hidrodesintegración del hexano es cuando menos 3 veces mayor que la velocidadde deshidrociclación del hexano, sólo una pequeña fracción de hexano normal se convierte en productosaromáticos. La velocidad de deshidrociclación del heptano es unas 4 veces mayor que la del hexano.
Por consiguiente, hay mayor conversión de heptano normal en aromáticos que de hexano.Las reacciones de los naftenos en la alimentación tienen importantes diferencias entre alquilciclo- pentanos y alquiliciclohexanos. Los alquilciclopentanos reaccionan lentamente y siguen dos caminosen competencia. La reacción que se prefiere es la isomerización a un alquilciclohexano seguida por ladeshidrogenación para formar productos aromáticos. La reacción que compite es la desintegración paraformar parafinas. En contraste, los alquilciclohexanos se deshidrogenan rápida y casi completamente para formar aromáticos.
La facilidad relativa de isomerización para formar un alquilciclohexano se incrementa al aumentar lacantidad de carbonos. Por ejemplo, la relación de la velocidad de isomerización de alquilciclopentanoentre la velocidad de reacción total del alquilciclopentano es 0.67 para metilciclopentano a baja presión.Esta relación aumenta a 0.81 para dimetilciclopentano, con un carbono más.
La conversión de tipos de hidrocarburo en función de su posición en el lecho de catalizador parauna operación Platforming de moderada severidad se ve en las figuras 4.1.7 a 4.1.10. La alimentaciónes una nafta rica en BTX con un contenido de parafinas, naftenos y aromáticos (PNA) de 42, 34 y 24%en peso, respectivamente. Cuando la alimentación de nafta atraviesa el lecho de catalizador, aumentala concentración de aromáticos totales y la concentración de naftenos y parafinas decrece a medida
Sitios activos predominantes: A = Ácido, M = Metal, I = Hidrodesintegración y desmetilación (M),II = Isomerización de parafinas, III = Deshidrociclación
FIGURA 4.1.5 Red generalizada de reacciones en el proceso Platforming.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 290/489
PROCESO PLATFORMING DE UOP 4 .9
FIGURA 4.1.6 Reacciones generalizadas en el proceso Platforming.
Deshidrogenarían de ñafíenos
Isomerizac ión de parafinas y ñafíenos
Deshidrocictización de parafinas
Hidrodesin tegraríón
Desmetilación
Desalquilarían de aromáticos
Clave de símbolos
Anillos saturados (naftenos)
Anillo deshidrogenado (aromático)
R, R,' R", = Radicales o cadenas laterales
unidas al anillo, por ejemplo
— CH2CH3, un radical etilo

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 291/489
4. 10 REFORMACIÓN CATALÍTICA
que tienen su conversión (figura 4.1.7). La alta velocidad de conversión del ciclohexano se demuestra por la concentración rápidamente decreciente en el primer 30% de volumen de catalizador. El resto de
la conversión de naftenos sucede a menor velocidad y es indicativa de la conversión de ciclopentanoy de deshidrociclación de parafinas pasando por un nafteno intermedio. A la salida del reactor, la con-centración de nafteno tiende a un valor bajo, de estado estable, que representa compuestos nafténicosintermedios presentes en las reacciones de deshidrociclación de parafinas. En contraste, la conversiónde parafinas es casi lineal a través del lecho del reactor.
La figura 4.1.8 ilustra la conversión de las tres especies reactivas en la alimentación a la unidadPlatforming. Las velocidades relativas de conversión son marcadamente diferentes. En el primer 20%del catalizador se convierte el 90% de los ciclohexanos, pero la conversión sólo es 15% para ciclopen-tanos y 10% en las parafinas. Los ciclopentanos son mucho menos reactivos que los ciclohexanos.
La figura 4.1.9 muestra la velocidad relativa de reacción de ciclopentanos en función de cantidadde carbonos. Los compuestos más pesados, que tienen mayor probabilidad de isomerizarse y formar
FIGURA 4.1.8 Perfiles de conversión de hidrocarburos.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 292/489
FIGURA 4.1.10 Conversión de parafinas de acuerdo con sus cantidades de carbonos.
un anillo con 5 a 6 carbonos, se convierten con más facilidad que los componentes ligeros. La reacciónmás difícil, la conversión de parafinas, se muestra en función de la cantidad de carbonos en la figura4.1.10. Como en el caso de los ciclopentanos, las parafinas más pesadas se convierten con más facilidadque las más ligeras. La facilidad relativa de conversión, asociada con la mayor cantidad de carbonos para los alquilciclopentanos y las parafinas, explica por qué las alimentaciones de más alto intervalo deebullición son más fáciles de procesar.
En resumen, las parafinas tienen la mínima reactividad y selectividad hacia aromáticos y son loscomponentes más difíciles de procesar en una unidad Platforming. Aunque los alquilciclopentanos sonmás reactivos y selectivos que las parafinas, siguen produciendo una cantidad importante de productosno aromáticos. Los alquilciclohexanos se convierten rápida y cuantitativamente en aromáticos y son laalimentación óptima a la reformación. Por regla general, los componentes más pesados se conviertencon más facilidad y selectividad en productos aromáticos que los componentes más ligeros.
PROCESO PLATFORMING DE UOP 4.11

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 293/489
4.12 REFORMACIÓN CATALÍTICA
Calores de reacción
En la tabla 4.1.1 se presentan calores de reacción típicos para las tres clases genéricas de reacciones enla reformación catalítica con platino. La deshidrociclización de parafinas y deshidrogenación de nafte-nos son endotérmicas. En las unidades Platforming comerciales, la mayor parte de esas reacciones seefectúan en los dos primeros reactores, lo que se traduce en la gran diferencia negativa de temperaturasobservada. En el reactor final, donde se efectúa una combinación de deshidrociclación e hidrodesinte-gración de parafinas, el efecto térmico neto en el reactor podrá ser ligeramente endotérmico o exotérmi-co, dependiendo de las condiciones de procesamiento, características de alimentación y catalizador.
Catalizadores
Los catalizadores en el proceso Platforming son heterogéneos, formados por un material base de sopor-
te (normalmente A12O3) sobre el que se depositan los metales con actividad catalítica. Los primeroscatalizadores del proceso Platforming fueron monometálicos, con platino como único metal. Estos catali-zadores eran capaces de formar productos de alto octano; sin embargo, como se desactivaban con rapidezcomo resultado de formación de coque sobre ellos, requerían operaciones Platforming con mayor presión y de producción menor de octano.
A medida que los refinadores necesitaron mayor actividad y estabilidad a menores presiones ymayor octano, UOP introdujo los catalizadores bimetálicos en 1968. En el caso típico se agregan meta-les catalizadores a concentraciones menores que 1% en peso, usando técnicas que aseguran un altogrado de dispersión sobre la superficie del soporte. Para desarrollar la función acida del catalizador,se agrega un promotor, como un cloruro o fluoruro. La mayor parte del desarrollo de catalizador parael proceso Platforming SR ha seguido el camino de aumentar la eficiencia y el balance de la función
matálica y acida en el catalizador. La eficiencia de los catalizadores comerciales UOP de lecho fijo se ve en la figura 4.1.11. El catali-zador R-86,* comercializado desde 2001, se ha convertido en el preferido para el proceso PlatformingSR. En comparación con el catalizador R-56, el R-86 proporciona una ventaja de 1.0% en volumenlíquido de rendimiento de productos C5+, y mayores rendimientos de hidrógeno, manteniendo la mismaduración de ciclo y con excelente facilidad de regeneración. Se ha reformulado la base de alúmina delR-86, con el resultado de un soporte de menor densidad que produce menos coque, menor requerimien-to de metales y menor costo de recarga por reactor.
Para las reformadoras cíclicas, UOP ha desarrollado una familia de catalizadores (tanto de Pt-Recomo sólo de Pt) basados en el soporte del R-86 que proporciona mayores rendimientos, gran actividady menor formación de coque. Ya que los reactores cíclicos se aislan de la línea en forma consecutiva
para su regeneración, es importante su estabilidad de área específica, ya que aumenta la cantidad deregeneraciones. UOP está mejorando el soporte R-86 para aumentar más la estabilidad del área espe-cífica hasta mayores valores, con lo que se incrementará la vida del catalizador y se reducirán aún máslos costos de recargas al paso del tiempo.
Con la introducción del proceso Platforming CCR de UOP en 1971, el desarrollo de catalizadores para el proceso Platforming comenzó una segunda trayectoria paralela para atender a las necesidadesespecíficas del proceso continuo. La primera unidad Platforming CCR de UOP usaba un catalizador
* Marca comercial y/o marca de servicio de UOP.
TABLA 4.1.1 Calores de reacción AH
ReacciónΔ
H, kJ/mol H2 Parafina a nafteno +44 (endotérmica)
Nafteno a aromático +71 (endotérmica)Hidrodesintegración -56 (exotérmica)

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 294/489
FIGURA 4.1.11 Resumen de desempeño de catalizadores para el proceso Platforming de
UOP, con lecho fijo.
convencional de Pt-Re, pero pronto UOP desarrolló el catalizador serie R-30* para obtener mayoresrendimientos de gasolina e hidrógeno. El desarrollo de catalizadores para el proceso Platforming CCRse ha enfocado en las siguientes áreas:
• Menor formación de coque para reducir la inversión en el regenerador.
• Mayor tolerancia a varios ciclos de regeneración, para aumentar su vida útil y reducir sus costos. Esimportante la rapidez de disminución de área específica porque a menor superficie del catalizadoraumenta la dificultad de dispersar los metales y obtener la óptima concentración de cloruro.
• Alta resistencia a la atrición del catalizador en la unidad.
• Optimización de metales para reducir el contenido de platino en el catalizador y con ello reducir lasnecesidades de capital de trabajo en la refinería.
En 1992, UOP comercializó el catalizador serie R-130* para Platforming CCR, con mejor estabili-dad de área específica, actividad y resistencia, en comparación con la serie R-30. La mayor estabilidadde la superficie de la alúmina R-130 se obtuvo modificando la alúmina durante su formación y no con-tiene componentes adicionales. Otros fabricantes de catalizador para regeneración continua obtienenla estabilidad de la superficie agregando un componente a la alúmina. Este método puede dar comoresultado la degradación de la retención de cloruro, que podría causar una disminución en el desempeñodel catalizador a medida que aumente la cantidad de ciclos de CCR.
En el año 2000, UOP introdujo la nueva serie de catalizador R-200. En comparación con la R-130, laR-200 forma 30% menos de coque, hasta 1.5% en volumen líquido más de rendimiento en C5+, mayor
* Marca comercial y/o marca de servicio de UOP.
PROCESO PLATFORMING DE UOP 4.13

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 295/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 296/489
PROCESO PLATFORMING DE UOP 4.1 5
cálculos dan valores diferentes. El uso de SULH o SUPH depende de la costumbre de expresar la ali-mentación en determinado lugar. Cuando los flujos de carga se expresan normalmente en barriles por
día corriente, el SULH es el que se utiliza. Cuando los flujos se expresan en toneladas métricas por día,se prefiere usar SUPH.
El espacio velocidad, junto con la temperatura del reactor, determina el octano del producto.Mientras mayor sea el espacio velocidad, la temperatura requerida para producir determinado octa-no será mayor. Si un refinador desea aumentar la severidad de una operación de reformación, puedeaumentar la temperatura del reactor o reducir el espacio velocidad. Un cambio de espacio velocidadtiene pequeño impacto sobre los rendimientos de producto cuando la TPE se ajusta para mantener velo-cidad constante. Valores de espacio velocidad mayores pueden causar rendimientos un poco mayores, omenos tiempo disponible en los reactores para que se efectúen reacciones de desalquilación. Esta ventajase anula en forma parcial por la mayor rapidez de las reacciones de las hidrodesintegración a mayorestemperaturas.
Relación molar hidrógeno/hidrocarburos
La relación H2/HC es la relación de moles de hidrógeno en el gas recirculado a moles de naftacargada a la unidad. Es necesario recircular hidrógeno para mantener estable la vida útil del catali-zador. La velocidad de formación de coque en el catalizador es una función de la presión parcial delhidrógeno.
Un aumento en la relación de H2/HC aumenta la velocidad lineal de la alimentación combinada yconstituye un mayor disipación de calor de la reacción. Al aumentar la relación también se incrementala presión parcial de hidrógeno y se reduce la tasa de coquización, aumentando así la estabilidad delcatalizador con poco efecto sobre la calidad o rendimientos de los productos. En forma direccional,menores relaciones H2/HC causan más rendimientos de C5+ y de hidrógeno, si bien es difícil medir estaventaja en unidades en operación comercial.
Propiedades de la carga
El intervalo típico de la temperatura de ebullición de la alimentación al proceso Platforming es de 100a 180 °C (212 a 356 °F). Las cargas con baja temperatura de ebullición inicial, menor que 75 °C (167 °F)según la especificación ASTM D-86 de la American Society for Testing and Materials contienen engeneral una parte importante de componentes C5, que no se convierten en productos aromáticos valio-sos. Estos componentes diluyen el producto final y se requiere mayor severidad para alcanzar el mismo
octano del producto. Por esta razón, las alimentaciones son en general naftas C 6+. La temperaturamáxima de la carga se establece normalmente con las especificaciones de la gasolina para la refinería,teniendo en cuenta que se obtiene un aumento importante en la temperatura final en el caso típico de15 a 25 °C (27 a 45 °F) entre la carga de nafta y el producto reformado.
El efecto de los tipos de hidrocarburo en la carga sobre el rendimiento de aromáticos, se describió enla sección "Química del proceso", y puede ilustrarse además examinando una amplia gama de composi-ciones de cargas. En forma típica, los usuarios desarrollan una gran base de datos de alimentaciones quese han analizado y probado bajo condiciones controladas para caracterizar los rendimientos esperadosen la reformación para un intervalo de octano. Esta base de datos permite anticipar rendimientos paracargas futuras de composiciones conocidas. En la figura 4.1.12 se muestran cuatro cargas de composi-ciones muy variadas, seleccionadas de una de esas bases de datos.
El intervalo de cargas seleccionado cubre desde alimentaciones pobres hasta ricas. El contenido dearomáticos más ciclohexanos es una medida de su facilidad de conversión, y el contenido de parafinasmás ciclopentanos indica la dificultad de las reacciones de reformación. El efecto de la composiciónde la alimentación sobre el rendimiento de productos aromáticos se ve en la figura 4.1.13. El aumento

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 297/489
P = ParafinaN = NaftenoA = Aromáticos
FIGURA 4.1.12 Caracterización de nafta por tipo de hidrocarburos que contiene.
de conversión causa un incremento en el rendimiento total de aromáticos en todas las alimentaciones.Las alimentaciones que son más fáciles de procesar producen el rendimiento máximo de aromáticos,en cualquier grado de conversión.
Selectividad de catalizador
La selección del catalizador se suele adaptar a las necesidades individuales del refinador. En el caso típi-co se selecciona determinado catalizador para satisfacer los requisitos de rendimiento, actividad y esta- bilidad del refinador. Esta adaptación al cliente se logra variando la formulación básica del catalizador,concentración de cloruro, contenido de platino y la opción y cantidad de algunos metales adicionales.
Las diferencias en el tipo de catalizador pueden afectar otras variables del proceso. Por ejemplo,la temperatura necesaria para producir determinado octano se relaciona directamente con el tipo decatalizador.
La selectividad del catalizador se puede describir con facilidad como la cantidad de un productodeseado que puede obtenerse a partir de determinada alimentación. En el caso normal, la selectividad deun catalizador se compara con la de otro. En condiciones de operación y propiedades de alimentaciónconstantes, el catalizador que puede producir la máxima cantidad de reformado con determinado octanoen aplicaciones para combustibles de motor, o la máxima cantidad de aromáticos en operaciones BTX,tiene la máxima selectividad.
Actividad y estabilidad del catalizador La actividad es la capacidad que tiene un catalizador de promover determinada reacción, respecto dela velocidad de reacción, espacio velocidad o temperatura. También la actividad se expresa en sentidorelativo, diciendo que un catalizador es más activo que otro. En aplicaciones para combustible de motor,
4.16 REFORMACIÓN CATALÍTICA

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 298/489
la actividad se suele expresar como la temperatura necesaria para producir reformado con determinadooctano, espacio velocidad y presión. Un catalizador más activo puede producir reformado con el octanodeseado a menor temperatura.
La estabilidad de la actividad es una indicación de la velocidad con la que se desactiva el catalizadoral paso del tiempo. En la reformación semirregenerativa, la estabilidad es una indicación de cuánto
tiempo puede estar el catalizador en operación, entre regeneraciones. En el proceso Platforming CCR,la estabilidad es una indicación de cuánto coque se forma al procesar cierta alimentación a determinadaseveridad, lo que a su vez determina el tamaño de la sección de regeneración de catalizador.
PROCESO PLATFORMING CONTINUO
En los años que siguieron a la invención del proceso Platforming, aumentó continuamente la demandade componentes de mezcla para gasolina de alto octano, y la demanda de productos aromáticos para petroquímica. Esta demanda creciente del mercado hizo que los refinadores operaran sus unidadesPlatforming con una severidad cada vez mayor. Al final, las mejoras en catalizador y proceso no pudie-ron mantenerse a la par, y la necesidad de regenerar el catalizador con intervalos cada vez más cortos
llegó a ser una grave limitación de las unidades Platforming SR. UOP desarrolló el proceso PlatformingCCR para superar tal limitación. En la unidad Platforming CCR, el catalizador parcialmente coquizadoen los reactores se sustituye en forma continua con catalizador regenerado en un regenerador externo(sección CCR) para mantener un bajo porcentaje de coque en el catalizador del reactor. De este modo,se pueden alcanzar características de gran selectividad y gran actividad asociadas con el catalizadornuevo, a severidades apreciablemente mayores que en el proceso Platforming SR. Por ejemplo, unaunidad Platforming SR funciona a una severidad que produce acumulación creciente de coque en lasuperficie del catalizador durante un ciclo (de 6 a 18 meses), y en ese punto la unidad se para y el cata-lizador se regenera. Durante el ciclo, los rendimientos bajan. En contraste, con una unidad modernaPlatforming CCR, el catalizador se regenera aproximadamente una vez cada 3 días y el rendimiento permanece constante, a valores de catalizador fresco.
El esquema de flujo en el proceso Platforming CCR tiene muchas innovaciones técnicas. Dependiendodel tamaño, muchas unidades Platforming SR también se construyen para incorporar algunas de esasinnovaciones. Esos diseños permiten una transición más fácil entre unidades Platforming SR y CCR, sila unidad Platforming SR se convierte después para satisfacer futuras metas de operación.
PROCESO PLATFORMING DE UOP 4.17

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 299/489
4.18 REFORMACIÓN CATALÍTICA
Sistema de lecho móvil de catalizador
En una unidad convencional Platforming SR, los reactores se configuran lado a lado. La unidadPlatforming CCR usa un estibado de reactores patentado por UOP. Los reactores se instalan uno sobreotro, para tener una unidad compacta que minimice el espacio necesario. El catalizador fluye suavemente por gravedad, hacia abajo, de reactor a reactor, y ese flujo simplifica la transferencia del catalizador yminimiza su erosión. La transferencia de catalizador se simplifica mucho, en comparación con otrastecnologías de reformación que usan configuraciones de reactores lado a lado, que necesitan que elcatalizador se eleve neumáticamente desde el fondo de cada reactor hasta la parte superior del reactorsiguiente. En contraste, con la pila de reactores, el catalizador sólo se eleva dos veces durante cadaciclo: desde el fondo del estibado de reactores hasta la parte superior del regenerador, y después desdeel fondo del regenerador, para que regrese a la parte superior del estibado de reactores. En la transfe-rencia de catalizador no se requiere intervención del operador. Los flujos de transferencia de catalizador
se han diseñado desde 91 kg/h (200 lb/h) hasta 2721 kg/h (6000 lb/h), dependiendo de la capacidad yla severidad de operación de la unidad Platforming.
Sistema CCR
La capacidad de regenerar continuamente una cantidad controlada de catalizador es la innovación másimportante de la unidad Platforming CCR. El catalizador pasa por gravedad desde el último reactor aun recipiente colector de catalizador, integrado con el reactor. A continuación, el catalizador se elevamediante nitrógeno o hidrógeno gaseosos, como gases de acarreo, hasta una tolva de catalizador queestá sobre la torre de regeneración. El catalizador entra a la torre de regeneración, donde se reacondicio-na. Entonces, el catalizador regenerado se regresa a la parte superior de la pila de reactores mediante un
sistema de transferencia, semejante al que se usa en la transferencia del reactor al regenerador. Así, losreactores tienen un suministro continuo de catalizador recién regenerado y los rendimientos de productose mantienen a niveles del catalizador fresco.
Las secciones de regenerador y de reactor en la unidad se aislan con facilidad para permitir un parode la sección de regeneración para su inspección o mantenimiento normales, sin interrumpir la opera-ción de reformación catalítica.
Continuamente se mejora el diseño de la sección de regeneración CCR. Además de sus regenerado-res atmosférico y a presión, UOP introdujo el regenerador CycleMax* en 1995, donde se combinan lasinnovaciones recientes con los mejores aspectos de los diseños anteriores CCR a menor costo.
Propiedades de baja caída de presión
Es esencial tener una caída mínima de presión en el reactor para que la operación con presiones ultraba- jas sea eficiente. La baja caída de presión reduce la presión diferencial y la potencia del compresor derecirculación de gas. El resultado es menor consumo de servicios. El costo hasta para 1 Ib de diferenciade presión en el compresor es alto. También, una caída mínima de presión permite la operación a unamínima presión promedio en el reactor, lo que aumenta los rendimientos de reformado e hidrógeno.
UOP emplea diversos equipos para reducir la caída de presión en el circuito de la planta. Tanto losintercambiadores verticales de alimentación-efluente combinados (IVAE) como los nuevos intercam- biadores PACKINOX de placa soldada, introducidos en la década de 1990, se utilizan para aumentar laeficiencia térmica y reducir la caída de presión. El diseño patentado de reactores estibados, diseño del
calentador a fuego directo y la distribución del equipo en el terreno reducen más la caída de presión para lograr costos mínimos de compresión.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 300/489
PROCESO PLATFORMING DE UOP 4 .19
Sistemas de recuperación secundaria
Se han desarrollado varios esquemas innovadores para tener mayor recuperación de líquidos y puri-ficación de gas de separador. La necesidad de aumentar la recuperación de productos líquidos es máscrítica en los diseños con baja presión, donde aumenta la producción de hidrógeno y materiales C 5+como resultado de un procesamiento más selectivo. Esta ventaja puede perderse si no se instala unsistema de recuperación después de la sección del reactor. A bajas temperaturas de operación, la pre-sión de evaporación instantánea del separador se reduce. En consecuencia, el equilibrio vapor-líquido permite, termodinámicamente, que más material C4, C5 y C6+ salga con el vapor, causando pérdidas devaliosos productos C5+ y producción de hidrógeno con menor pureza. Para evitar esta pérdida, se handesarrollado varios tipos de esquemas mejorados de contacto posterior.
Un esquema que se utiliza con frecuencia es el "re-contacto" de vapores y líquidos efluentes delreactor. En este esquema, el efluente del reactor, después de enfriarse, se separa físicamente en vapor y
líquido. Parte del vapor se dirige a la succión del compresor de recirculación, mediante un compresorde refuerzo, y se descarga a un tambor o a un adsorbedor. El líquido del separador también se bombeaal tambor o adsorbedor para ponerse en contacto con el gas del separador, a presión elevada, y obtenermayor recuperación de líquido y mayor pureza de hidrógeno.
Otro método consiste en enfriar mucho el gas neto del separador. Dependiendo de las necesidadesde presión en procesos posteriores, el gas neto, ya sea de la succión o de la descarga del compresor, seenfría hasta unos 5 °C (41 °F) mediante un sistema de refrigeración. La separación del vapor y el líquidoa baja temperatura mejora la pureza del hidrógeno, y recupera más líquido, que se lleva al estabilizador junto con el líquido del separador de baja presión.
Además, se han desarrollado sistemas patentados que recuperan el producto líquido con todavíamayor eficiencia. UOP ofrece RECOVERY PLUS,* uno de esos sistemas, que mejora la recuperación
de productos líquidos con un costo mínimo de operación.
Ventajas del proceso Platforming CCR
Desde puntos de vista económico y técnico, el proceso Platforming CCR tiene importantes ventajassobre el Platforming SR. A continuación se describen esas ventajas:
• La unidad Platforming CCR tiene los rendimientos máximos posibles, porque es capaz de funcionar a la menor presión posible. Si operara en las mismas condiciones, el catalizador del procesoPlatforming SR se desactivaría por completo después de sólo unos días de operación. En contraste,la alta velocidad de coquización de catalizador se administra con facilidad en el proceso Platforming
CCR al regenerarlo en forma continua. Se aumenta los rendimientos, tanto de hidrógeno como deC5+, con el proceso Platforming CCR. En la figura 4.1.14 se ilustran las ventajas del rendimiento enC5+, y la ventaja en rendimiento de hidrógeno.
• De igual importancia que los altos rendimientos para la economía de la reformación son los rendimientos constantes. Los rendimientos bajan constantemente desde el inicio hasta el final de un cicloen el proceso Platforming SR, a medida que el catalizador se desactiva por depósito de coque. Conel proceso Platforming CCR, los rendimientos de reformado, aromáticos e hidrógeno permanecenconstantes. Este resultado tiene especial importancia para los usuarios posteriores porque una calidadinconsistente puede hacer que sus productos no cumplan con sus especificaciones. La constancia delos rendimientos se logra en la sección CCR, lo que asegura una redispersión adecuada del balancede metales y cloruro para mantener la actividad del catalizador fresco.
• Las unidades Platforming CCR tienen mayor eficiencia en línea y pueden manejar escenarios dealteraciones, sin paros a largo plazo ni disminución importante del desempeño. Por ejemplo, un esce-
* Marca comercial y/o marca de servicio de UOP.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 301/489
4.20 REFORMACIÓN CATALÍTICA
FIGURA 4.1.14 Rendimiento de C5+ a presión decreciente.
FIGURA 4.1.15 Mejoría en rendimientos.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 302/489
PROCESO PLATFORMING DE UOP 4.21
nano de salida de compresor, o alteración de la alimentación, puede causar problemas importantescon la unidad Platforming SR, por las mayores cantidades de coque que en forma inevitable acortan
la longitud del ciclo de catalizador. Sin embargo, la regeneración continua de catalizador en la unidadPlatforming CCR permite un regreso rápido a la operación normal. La operación independiente delas secciones de reactor y regeneración de catalizador, y el robusto diseño de la unidad PlatformingCCR permiten la mayor disponibilidad en línea de esa unidad. Las encuestas entre usuarios indicanque el tiempo promedio entre cambios completos planeados es 3.4 años.
• Como el catalizador no se regenera in situ, la sección del reactor sólo hace su función primaria de proporcionar el ambiente catalítico para las reacciones de reformación. Por consiguiente, no estáexpuesto a las duras condiciones de la regeneración y está menos propenso a la corrosión y ensucia-miento que en la unidad Platforming SR.
CASOS DE ESTUDIO
Se presentan dos casos para comparar los procesos Platforming SR y Platforming CCR. Las capaci-dades de la unidad son las mismas para los dos modos de operación, pero la unidad Platforming CCRopera con mayor severidad, para obtener un octano de investigación (NOIP) de 102, en comparacióncon 97 NOIP en Platforming SR. La ventaja de la operación del proceso Platforming CCR se demuestracon claridad en las descripciones de los casos. Sin embargo, UOP continúa otorgando en concesiónunidades Platforming SR porque las especificaciones de las gasolinas varían en diferentes regiones delmundo. Algunos refinadores prefieren construir una unidad Platforming SR de menor costo para satis-facer los requisitos de octano del momento. Esa unidad podrá convertirse después a una PlatformingCCR, cuando se necesite gasolina de mayor octano, más hidrógeno o mayor capacidad.
Condiciones de operación
La tabla 4.1.2 muestra las severidades relativas de operación para unidades Platforming SR y CCR.La unidad CCR opera a mayor severidad y menor inventario de catalizador. Además, labora en formacontinua, en comparación con las longitudes de ciclo de 12 meses para la unidad Platforming SR.
Rendimientos y propiedades de productos
Para las condiciones de operación de la tabla 4.1.2, la tabla 4.1.3 muestra con claridad las importantes
ventajas de la unidad Platforming CCR sobre la SR. Se obtienen rendimientos apreciablemente mayoresde hidrógeno de alta pureza con el proceso CCR. Para los rendimientos de C5+, la mayor severidad de
TABLA 4.1.2 Severidades relativas en unidades Platforming CCR y SR.
Modo de operación SR CCR
Tipo de catalizador R-56 R-134 Flujo de carga, MTD (BPD) 2351 (20,000) 2351 (20,000) Esp. Vel. Líq., h ' Base Base X 1.8 H2/HC Base Base X 0.5
NOIP 97 102
Presión de reactor, KPa (lb/pulg
2
Manom.) Base (Base) Base - 1035 (Ba se - 150) Presión en separador, kPa (lb/pulg2 Manom.) Base (Base) Base - 1000 (Base - 145) Duración del ciclo, meses 12 Continúa
Nota: MTD = toneladas métricas por día; BPD = barriles por día.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 303/489
4.22 REFORMACIÓN CATALÍTICA
TABLA 4.1.3 Comparación de rendimientos en unidades Platforming CCR y SR
SR CCR Delta Rendimiento de hidrógeno, PCNB 1085 1709.0 +624.0 Pureza de hidrógeno, % mol 80 92.6 +12 .6 Rendimiento de C5+, % Vol. Líq. 79.3 79.4 +0.1 Rendimiento de C5, % en peso 85.2 88.2 +3 Octano-barril, 106 bbl/año 513 583 +80 Rendimiento octano-ton, 106 TMA 64.9 76.3 +11.4
Nota: PCNB = pies cúbicos normales por barril; TMA = toneladas métricas por año;Rendimiento octano-ton = producto de rendimiento de reformado, octano y días de operación.
la unidad CCR Platforming produce volúmenes de líquido similares. Sin embargo, el reformado pro-ducido en la unidad Platforming CCR es más valioso que el producido por la unidad SR. Si se tienenen cuenta el mayor valor por octano, y la mayor eficiencia en línea de la unidad Platforming CCR,se producen 80 millones de barriles con más octano, u 11.4 millones de toneladas métricas de mayoroctano por año, con la unidad Platforming CCR que con la unidad Platforming SR.
Economía
El costo instalado estimado de las dos unidades se presenta en la tabla 4.1.4. Ese costo se estimó parael cuarto trimestre de 1995, en la costa del Golfo de EUA, montaje dentro de límites de batería siguiendonormas de UOP. El costo instalado para la unidad Platforming CCR es mayor que para la unidadSR. La diferencia principal en el costo está en la sección de regeneración CCR. La elección del modode operación del proceso Platforming depende del capital disponible y la severidad de operación quese requiera. En general, el punto de equilibrio entre las unidades Platforming SR y CCR está en unaseveridad de operación de 98 NOIP. En algunas regiones del mundo, la severidad de 98 NOIP o menor basta para cumplir con los requisitos de las gasolinas en la localidad. Muchas de las nuevas unidadesPlatforming SR se construyen con estibado de reactores y con la flexibilidad para convertirse despuésen unidades Platforming CCR. Así, el costo de la sección CCR se reparte durante un periodo más largoy se puede usar para financiarla.
Sin embargo, para satisfacer las restricciones a la gasolina en muchas regiones del mundo, o para producir compuestos aromáticos, se requiere mayor severidad de operación que para 98 NOIP. Además,
para producir aromáticos, la severidad típica de operación es de 104 a 106 NOIP. Por consiguiente, enesos casos el proceso Platforming CCR es el único factible de operación. En el caso típico, los mayoresrendimientos y octano (esto es, productos de mayor valor), mayor eficiencia en línea y mayor flexibili-dad de operación pagan con rapidez la diferencia de los costos.
En la tabla 4.1.5 se muestran las necesidades estimadas de operación para las dos unidades. Estasestimaciones se basan en la hipótesis de que las unidades trabajan al 100 por ciento de su capacidad dediseño, a condiciones promedio anuales.
La política de diseño de UOP es reducir el consumo de servicios y aumentar la conservación de ener-gía, dentro de las restricciones económicas imperantes. Las necesidades de operación para la unidadPlatforming CCR son mayores, por el regenerador CCR, la operación a menor presión y un esquemamás intrincado de repetición de contacto.
Los ingresos y costos de operación esperados para las unidades SR y CCR se muestran en la tabla4.1.6, y se resumen en la tabla 4.1.7. La nomenclatura que usa UOP se apega a las definiciones nor-males. Como aclaración, esas definiciones para los parámetros económicos se muestran en la tabla4.1.8.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 304/489
PROCESO PLATFORMING DE UOP 4.23
TABLA 4.1.4 Costo instalado estimado
Costo, millones USD
SR CCR
Costo instalado estimado 33 48.3 Costo catalizador base 0.9 1.1 Costo Pt en catalizador 2.5 1.5
TABLA 4.1.5 Requisitos de operación
SR CCR Energía eléctrica, kWh 246 6142 Combustible, millones kcal (106 Btu) 44.1(175) 55.4(220) Agua de enfriamiento, m3/h (gal/min) 293(1290) 534(2350) Vapor de alta presión generado,'(TM/h (1000 lb/h) 6.3(14) 9.5(21) Agua de alimentación a caldera, TM/h (1000 lb/h) 16.6 (36.5) 2.16 (47.6) Condensado retornado,* TM/h (1000 lb/h) 8.6(19) 11.1(24.4)
* Corriente neta, unidad exportada. Nota: TM/h = toneladas métricas por hora.
TABLA 4.1.6 Economía de la operación
$/día
SR CCR
Valor de productos
C5+. SR a 23USD/bbl y CCR a 24.60USD/bbr 358,640* 392,790 H2,0.34USD/lb 38,990 61,585 Gas LP, 14USD/bbl 7,155 11,380 Gas combustible, 0.05USD/lb 30,860 11,220
Valor total 435,645 476,975 Valor total, millones USD/año 145 172 Días de operación totales/año 333 360
Costos de operación
Costo de la alimentación, 18.50USD/bbl 370,000 370,000 Costos de servicios
Energía eléctrica, 5 centavos/Kwh 300 7,370 Combustible, 2.10USD/106 Btu 8,820 11,090 Agua de enfriamiento, 0.10USD/1000 gal 190 340 Agua de alimentación a caldera, 0.40USD/1000 Ib 350 460 Retorno de condensado, 0.40USD/1000 Ib (+)180 (+)235 Producción de vapor, a 3.45USD/1000 Ib (+)l,140 (+)l ,740
Costo total 378,340 387,285 Costo total, millones USD/año 126 139
* A 97 y 102 NOIP, respectivamente.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 305/489
4.24 REFORMACIÓN CATALÍTICA
TABLA 4.1.7 Resumen económico
Descripción SR CCR
Valor bruto de producto clave,* millones de USD/año 120 141 Materias primast menos subproductosǂ millones de USD/año, 98 103 Consumibles, § millones de USD/año 0.3 0.75 Servicios,† millones de USD/año 2.8 6.2 Costos fijos totales, ¶ millones de USD/año 5.5 6.5 Cargos de capital, millones de USD/año 3.5 5.2 Costo neto de producción, millones de USD/año 110 122 Utilidad antes de impuestos, millones de USD/año 10 20 Retorno de inversión antes de impuestos, millones de USD/año 30 41 Periodo de pago (bruto), años 1.5 1.3
*E1 producto clave es barril-octano de reformado. † Costos variables. ǂ Costo de alimentación menos valor de subproductos, que son gas LP, hidrógeno y gas combustible. § Incluye reposición de catalizador y platino por atrición y pérdidas de recuperación. ¶ Incluye mano de obra, mantenimiento, gastos generales y gastos de capital.
TABLA 4.1.8 Nomenclatura de UOP para análisis económicos
Término Definición
Margen bruto Medida de los ingresos totales excluyendo todos los costos de capital y de operación. Costos variables Costos de manufactura que se relacionan directamente con la tasa de producción. Costos fijos Costos de manufactura que son constantes, independientemente de la tasa de producción. Utilidad bruta Ingreso neto total antes de considerar deducciones por impuestos al ingreso (utilidad por
producto clave menos costo de efectivo para producción).Costos de capital Costos de depreciación y amortización relacionados con la inver sión de capital en
la planta. Costo neto de producción Costo total de manufactura, incluyendo costos de capital.
Pretax return Parte de la utilidad bruta que está sujeta a impuestos sobre ingreso; también se llama ingreso gravable.
Retorno de inversión antes Aproximación simplificada del porcentaje anual de retorno que puede esperarse porde impuestos (ROÍ) cada dólar invertido. Se expresa como relación de utilidades antes de impuestos entre
inversión total en la planta; no tiene en cuenta efectos de interés compuesto.
El aspecto económico que muestran las tablas 4.1.6 y 4.1.7 es favorable para cada modo de opera-ción. Los dos modos de operación tienen un periodo de reembolso menor de 2 años. Sin embargo, laeconomía del proceso Platforming CCR es mejor, como resultado directo de las diferencias en la seve-ridad y flexibilidad de operación de los dos modos de operación. La unidad Platforming CCR producereformado más valioso con 102 NOIP (24.60 USD por barril) en comparación con la unidad SR, a97 NOIP (a 23.00 USD por barril). La eficiencia en línea de la unidad Platforming CCR es 8640 h/afio,
en comparación con 8000 h/afio para la unidad SR. Aunque los costos de servicios para el procesoPlatforming CCR son mayores que para la unidad SR, estos costos se compensan con el aumento en lacantidad y el valor de los productos, como se demuestra con la utilidad antes de impuestos y el retornosobre la inversión.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 306/489
PROCESO PLATFORMING DE UOP 4.25
EXPERIENCIA COMERCIAL DE UOP
UOP ha diseñado más de 730 unidades Platforming (tanto SR como CCR) en todo el mundo, conuna capacidad total de alimentación de más de 9.1 millones de barriles por corriente-día (BPSD). Lasalimentaciones van desde cortes de benceno-tolueno (BT) hasta naftas del Oriente Medio, y naftasricas estadounidenses y africanas, así como materiales hidrodesintegrados, con capacidades desde 150hasta 60,000 BPSD. Los octanos de investigación van desde 93 hasta 108, con una gran variedad decatalizadores.
El proceso Platforming CCR de UOP es el de mayor éxito de reformación que se pueda ofrecer.Hasta mediados de 2002, la experiencia comercial sin paralelo de UOP comprende:
• 171 unidades Platforming CCR operando en todo el mundo.
• 52 unidades operando a la presión de reactor de 75 lb/pulg2, última novedad en la tecnología.
• 82 unidades operando a presiones de reactor de 100 lb/pulg2
o menos.• Capacidad de operación de unidades Platforming CCR de 4,000,000 BPSD.
• 99.5% de todas las unidades Platforming CCR puestas en operación, que continúan funcionando.
• 31 unidades Platforming CCR en diseño y construcción por UOP.
PLATFORMING RZ
El proceso Platforming RZ es el último desarrollo en la larga tradición de mejoras a procesos de refor-mación por parte de UOP. El proceso se basa en un nuevo tipo de catalizador llamado RZ-100. Éstees un catalizador zeolítico, activado con platino, que produce los mayores rendimientos alcanzables de benceno (B) y tolueno (T) a partir de alimentaciones de nafta. El proceso RZ se adapta en forma ideal para usarse en instalaciones de producción de aromáticos, en especial cuando se requieren grandes can-tidades de benceno. La capacidad del proceso Platforming RZ para convertir alimentaciones parafínicasligeras y su flexibilidad para procesar naftas de destilación primaria permiten muchas opciones paramejorar la producción de aromáticos y suministrar el tan deseado hidrógeno.
Química y catalizador
La función del reformador BT es convertir con eficiencia parafinas y naftenos en productos aromáticos,con la mínima ruptura de anillos de naftenos o desintegración de parafinas posible. Las reacciones de
desintegración llevan a la producción de productos gaseosos no deseados a costa de rendimientos de BTy de hidrógeno.El catalizador RZ-100 difiere mucho, en la producción de aromáticos, respecto del catalizador de
reformación convencional. Las selectividades del proceso Platforming RZ hacia tolueno y benceno sonaproximadamente 2 a 4 veces mayor, respectivamente, que las de los catalizadores de reformación deúltima tecnología. La figura 4.1.16 ilustra las diferencias de rendimientos de aromáticos en función de lacantidad de carbonos en la parafina alimentada.
La selectividad del catalizador RZ-100 hacia BT se alcanza a través de la ciclización de parafinascatalizada por platino, en contraste con la ruta catalizada por ácido en la reformación convencional. Laausencia de sitios ácidos permite que el catalizador RZ-100 forme compuestos aromáticos sin producirmucho subproducto ligero por desintegración.
Aunque es muy distinto en el mecanismo de reacción y la selectividad de aromáticos, el catalizadorRZ-100 se opera en forma parecida a los catalizadores convencionales de reformación en lecho fijo. Elcatalizador extruido opera con duraciones de ciclo de 6 meses a 1 año. Durante el ciclo, la temperaturaaumenta para mantener la producción de BT, a medida que se desactiva el catalizador. La duración de

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 307/489
4.26 REFORMACIÓN CATALÍTICA
ciclo se determina cuando se llega a los límites de temperatura, o cuando un paro de otra unidad enoperación, en la refinería, da una oportunidad adecuada para regenerar el catalizador RZ-100. Una vezregenerado, la eficiencia del catalizador es idéntica a la del ciclo anterior.
Descripción del proceso
El proceso Platforming RZ tiene una configuración parecida a otros procesos Platforming; sin embar-go, la mayor conversión de hidrocarburos C6 y C7 se traduce en mayores calores de reacción. Si sedesean obtener rendimientos máximos de B y T, lo normal es usar un sistema con cinco reactores. Unesquema simplificado de flujo se ve en la figura 4.1.17. La alimentación de nafta tratada se combinacon hidrógeno gaseoso recirculado y se intercambia calor con el efluente del reactor. A continuación,la alimentación combinada se lleva a la temperatura de reacción en el calentador de carga y se envía ala sección del reactor. Los reactores adiabáticos y de flujo radial se instalan en una pauta convencio-nal de lado a lado. Las reacciones predominantes son endotérmicas, por lo que entre cada reactor hayun intercalentador, para recalentar la carga hasta la temperatura de reacción. Lo típico es usar gas decombustión de los calentadores de combustión para generar vapor de agua de alta presión, pero haydisponibles otras opciones para integrar el calor. El efluente del último reactor intercambia su calorcontra la alimentación combinada; se enfría y se separan las fases en vapores y líquido, en un separa-dor. La fase vapor es rica en hidrógeno gaseoso y una parte del gas se comprime y se recircula a losreactores. El gas, rico en hidrógeno, se comprime y se carga junto con la fase líquida del separador, ala sección de recuperación de productos. El producto líquido de la sección de recuperación se envía
a un estabilizador, donde los saturados ligeros se eliminan del producto aromático C6+. Como loscatalizadores zeolíticos de reformación son más sensibles al envenenamiento por azufre que el cata-lizador Platforming convencional, se usa un secuestrante de azufre para mantener su concentraciónmenor que 0.1 ppm.
FIGURA 4.1.16 Diferencias de rendimientos de productos aromáticos obtenidas con Platforming RZy la reformación convencional.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 308/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 309/489
4.28 REFORMACIÓN CATALÍTICA
El catalizador RZ-100 se desactiva con el tiempo, en las condiciones de la reacción, y debe regene-rarse. Las duraciones típicas de ciclo son de 8 a 12 meses. El sistema de catalizador se diseña para que
la regeneración se haga fuera del sitio.
Desempeño del proceso
Aunque Platforming CCR es el proceso más eficiente para producir xilenos (X) a partir de fracciones pesadas de nafta, la conversión de parafinas C6 y C7 en aromáticos, en el caso normal, es menor de 50 por ciento, aun a baja presión. El catalizador RZ-100 ofrece gran selectividad hacia aromáticos, inclusocuando se procesen los componentes parafínicos más difíciles C6 y C7 en la alimentación.
Las ventajas de rendimiento y selectividad del catalizador RZ-100 pueden demostrarse al examinardatos de planta piloto, cuando se utiliza una alimentación de refinado formada principalmente por parafinas con C6 y C7. El espacio velocidad LHSV y la presión de alimentación en la planta piloto semantuvieron constantes y se varió la temperatura para obtener una amplia gama de conversión de para-finas. La figura 4.1.18 muestra que el catalizador RZ-100 produjo hasta 25% en peso más de aromáticosa determinada conversión de parafina. Ya que se convirtieron más parafinas ligeras a aromáticos, enforma selectiva, se consumió menos hidrógeno para otras reacciones como de desintegración. Para las pruebas en planta piloto para el catalizador RZ-100, el rendimiento de hidrógeno fue más o menos eldoble del obtenido con catalizador de Platforming CCR.
Alimentaciones
La alimentación a la unidad Platforming RZ puede ir desde raimado de la unidad de extracción, hasta
nafta con BTX. Una aplicación muy efectiva del catalizador RZ-100 es la producción de compuestosaromáticos e hidrógeno a partir de alimentaciones parafínicas ligeras, como un refinado BT. Tambiénse puede usar el catalizador RZ-100 en paralelo con una segunda unidad de reformación (unidad semi-rregenerativa o CCR) para optimizar la producción de los aromáticos que se deseen, procesando distintasfracciones de la alimentación hidrotratada. En estos casos, la reformadora convencional se puede dedicar
FIGURA 4.1.18 Rendimientos de compuestos aromáticos a partir de refinado.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 310/489
PROCESO PLATFORMING DE UOP 4.29
al procesamiento de la fracción más pesada de la alimentación, aprovechando la ventaja de su mejorcapacidad para producir xilenos. La nafta ligera, que es rica en compuestos C6 y C7, se puede dirigir a la
unidad Platforming RZ, donde es máxima la selectividad para convertir parafinas ligeras en benceno ytolueno. Una comparación con rendimientos a partir de nafta ligera se muestra en la figura 4.1.19.
Aplicaciones en un complejo de aromáticos
Los complejos petroquímicos modernos producen una gran variedad de compuestos aromáticos, queincluyen benceno, tolueno, etilbenceno, isómeros de xileno y diversos componentes aromáticos demayor temperatura de fusión. La alimentación a esas plantas es, por tradición, una nafta destilada para producir sustancias con entre 6 y 11 carbonos. La nafta se alimenta a una reformadora de alta severidad(CCR), donde se forman compuestos aromáticos. Cuando se desean mayores rendimientos de aromá-ticos, en especial benceno, de un complejo de aromáticos, se puede usar el proceso Platforming RZ,como se ve en la figura 4.1.20. La nafta de alimentación normal se destila primero en un prefracciona-dor, para obtener un material de alimentación en base de C6 y C7
- , para el reformador RZ, y un materialC8
+ como alimentación al reformador convencional de alta severidad. Usados en esta forma, cadacatalizador procesa su alimentación óptima. En la tabla 4.1.9 se comparan los rendimientos generalesde un complejo de aromáticos con y sin la unidad RZ-100 procesando nafta convencional. Además, elcomplejo de aromáticos tiene la opción de recircular el raimado de la extracción al Platformer RZ yobtener rendimientos adicionales de aromáticos.
Economía
En la tabla 4.1.10 se presenta un resumen de costos de inversión y consumo de servicios para unPlatformer RZ con 860,0000 TM/A (20,000 BPD), funcionando con una alimentación de nafta ligera, para obtener benceno y tolueno que se alimentan a un complejo de aromáticos.
FIGURA 4.1.19 Diferencias de rendimientos con alimentación de nafta ligera, (a) Semirregenerativoconvencional, (b) Platforming RZ.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 311/489
4.30 REFORMACIÓN CATALÍTICA
TABLA 4.1.9 Comparación de rendimientos,% en peso
Platforming Platforming RZCCR convencional con flujo dividido
Hidrógeno 2.91 4.46Gas 12.23 14.31Gas LP 8.68 5.80
Refinado 15.24 0.00Benceno 15.93 29.38 para-xileno 38.82 39.93Fracciones pesadas 6.07 6.13
Nafta 100.00 100.00
FIGURA 4.1.20 Uso de las unidades Platforming CCR y RZ. (a) Caso con CCR; (b) caso con flujodividido.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 312/489
PROCESO PLATFORMING DE UOP 4.31
TABLA 4.1.10 Economía del proceso Platforming RZ
Costo estimado en límite de batería, millones de USD 46.2 Servicios Electricidad, kW 6500 Combustible quemado, 106 kcal/h 82 Agua de enfriamiento, m3/h 700 Vapor de alta presión exportado, TM/h 5 Vapor de presión intermedia importado, TM/h 20Agua de alimentación a caldera, importada, TM/h 28 Condensado exportado, TM/h 43
Experiencia comercial
La primera unidad Platforming RZ de UOP entró en servicio en agosto de 1988. La eficiencia del sis-tema con catalizador RZ-100 continúa cumpliendo con todas las expectativas de actividad, selectividady estabilidad. El proceso Platforming RZ está respaldado por la experiencia comercial de los sistemascatalíticos Platforming de UOP.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 313/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 314/489
P • A • R • T • E • 5
DESHIDROGENACIÓN

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 315/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 316/489
CAPÍTULO 5.1
PROCESO OLEFLEX DE UOP PARAPRODUCCIÓN DE OLEFINAS LIGERAS
Joseph Gregor y Daniel Wei UOP LLC Des
Plaines, Illinois
INTRODUCCIÓN
El proceso Oleflex UOP es una tecnología de deshidrogenación catalítica para producir definasligeras a partir de las parafinas correspondientes. Una unidad Oleflex puede deshidrogenar propano,
isobutano, butano normal o isopentano, por separado o en mezcla, que abarquen dos hidrocarburossucesivos. Este proceso fue comercializado en 1990, y para 2002 se produjeron más de 1,250,0000toneladas métricas por año de propileno y más de 2,800,000 TMA de isobutileno, en unidades Oleflexen todo el mundo.
DESCRIPCIÓN DEL PROCESO
El proceso Oleflex de UOP se describe mejor separando la tecnología en tres distintas secciones:
• Sección del reactor.
• Sección de recuperación del catalizador.• Sección de regeneración del catalizador.
SECCIÓN DE REACCIÓN
La alimentación de hidrocarburos se mezcla con gas de recirculación rico en hidrógeno (figura 5.1.1).Esta alimentación combinada se calienta hasta la temperatura deseada en la entrada del reactor, y seconvierte con una alta selectividad a monoolefinas en los reactores.
Marca comercial y/o marca de servicio de UOP.
5.3

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 317/489
FIGURA 5.1.1 Diagrama del proceso Oleflex.
La sección de reacción consta de varios reactores de flujo radial, calentadores de carga por reactor,y un cambiador de calor entre alimentación y efluente. El diagrama muestra una unidad con cuatroreactores, que sería típica para el procesamiento de propano. Para la deshidrogenación de butano o deisopentano se usan tres reactores. También se utilizan tres reactores para alimentaciones con mezclasde C3 y C4, o de C4 y C5.
Como la reacción es endotérmica, la conversión se mantiene suministrando calor en los calentado-res. El efluente sale del último reactor, intercambia calor con la alimentación combinada y se envía a lasección de recuperación de productos.
Sección de recuperación de productos
También en la figura 5.1.1 se ve una sección simplificada de recuperación de productos. El efluente delreactor se enfría, comprime, seca y se envía a un sistema criogénico de separación. Los secadores tie-nen dos funciones: 1) eliminar trazas de agua formada en la regeneración del catalizador, y 2) eliminarsulfuro de hidrógeno. El efluente tratado se condensa en forma parcial, en el sistema de separación enfrío, y se envía a un separador.
De la sección Oleflex de recuperación de producto salen dos productos: gas y líquido del separador.
El gas del separador frío a alta presión se expande y divide en dos corrientes: gas de recirculación y gas.Este gas se recupera como hidrógeno con 90 a 93% de pureza. Las impurezas en el hidrógeno producidoconsisten principalmente de metano y etano. El líquido del separador, formado principalmente por laolefina producida y las parafinas no convertidas, se envía al procesamiento posterior.
Sección de regeneración del catalizador
La sección de regeneración, que se ve en la figura 5.1.2, es parecida a la de la unidad CCR del procesoPlatforming de CCR. Esta unidad CCR tiene cuatro funciones:
• Quema el coque en el catalizador.
• Redistribuye el platino.
Marca comercial y/o de servicio de UOP.
5. 4 DESHIDROGENACIÓN

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 318/489
PROCESO OLEFLEX DE UOP PARA PRODUCCIÓN DE OLEFINAS LIGERAS 5.5
• Elimina el exceso de humedad.
• Reduce al catalizador, antes de regresarlo a los reactores.El lecho de catalizador, en movimiento lento, se transporta por un circuito que pasa por los reactores
y el regenerador. El tiempo de circulación por el circuito se puede ajustar dentro de amplios límites, pero en el caso típico es de 5 a 10 días, dependiendo de la severidad de operación del proceso Oleflexy de la necesidad de regeneración. La sección de regeneración puede almacenarlo durante algún tiemposin interrumpir el proceso de deshidrogenación catalítica en las secciones de reacción y recuperación.
PLANTAS DE DESHIDROGENACIÓN
Planta de propileno
En el caso típico, las unidades del proceso Oleflex operan en conjunto con fraccionadoras y otrasunidades de proceso en la planta de producción. En una planta de propileno (figura 5.1.3), una alimen-tación de gas licuado de petróleo (gas LP) se envía a un despropanador para eliminar los butanos ehidrocarburos más pesados. Los vapores del propanador se envían a la unidad Oleflex. La conversióndel propano por paso es de 40 por ciento, aproximadamente, que se acerca mucho al valor de equilibriodefinido por las condiciones del proceso Oleflex. Un 90 por ciento de las reacciones de conversiónson selectivas a propileno e hidrógeno; el resultado es una selectividad a propileno mayor de 85% en peso. En la unidad Oleflex C3 se forman dos corrientes de producto: un vapor rico en hidrógeno y un producto líquido rico en propano y propileno.
Mediante hidrogenación selectiva se eliminan trazas de metilacetileno y propadieno del productolíquido de Oleflex. El paso selectivo de hidrogenación de diolefinas y acetileno se efectúa con el pro-ceso Hüls SHP, disponible por concesión a través de UOP. El proceso SHP satura en forma selectivalas diolefinas y acetilenos para formar monoolefinas sin saturar el propileno. El proceso consiste de un
FIGURA 5.1.2 Sección de regeneración en el proceso Oleflex.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 319/489
FIGURA 5.1.3 Planta Oleflex para Cr
solo reactor en fase líquida. El contenido de diolefinas y acetileno en el propileno producido es menorque 5 ppm en peso.
El etano y materiales más ligeros entran a la planta de propileno en la alimentación fresca, y tambiénse producen por reacciones no selectivas en la unidad Oleflex. Estas fracciones ligeras se eliminan enuna columna desetanadora. Los fondos del desetanador se envían a un separador propano-propileno
(P-P). El separador produce propileno de alta pureza como destilado. La pureza típica del propileno esde 99.5 al 99.8% en peso. El propano no convertido de la unidad Oleflex se concentra en los fondos delseparador y se regresa al despropanador para recircularlo a la unidad Oleflex.
Complejo de éter
Una configuración típica del complejo de éter se ve en la figura 5.1.4, para producir éter metil-tarbutil-éter terciario (MTBE) a partir de butanos y metanol. El etanol puede sustituir al metanol para prepararetil tarbutil-éter (ETBE) con la misma configuración de proceso. Además, el isopentano puede usarse envez de butanos, para producir terciario metílico (TAME) o amil-terbutil-éter (TAEE etil-teramil-éter).
La configuración de un complejo para deshidrogenar productos C5 varía de acuerdo con la composiciónde la alimentación y los objetivos de procesamiento. En un complejo de MTBE se usan tres reacciones catalíticas principales:
• Isomerización de parafinas para convertir butano normal en isobutano.
• Deshidrogenación, para convertir isobutano en isobutileno.
• Eterificación para que el isobutileno reaccione con metanol y producir MTBE.
Los butanos de campo, una mezcla de butano normal e isobutano obtenida en el condensado del gasnatural, se alimentan a una columna desisobutanadora (DIB). Esta columna DIB prepara un destiladode isobutano, separando todo pentano o material más pesado en los fondos de la DIB, y produce un
corte lateral de butano normal, para la unidad de isomerización de parafinas. El destilado de la DIB se envía a la unidad Oleflex. La conversión del isobutano por paso es aproxi-
madamente de 50 por ciento. Más o menos 91 por ciento de las reacciones de conversión de isobutanoson selectivas hacia el isobutileno e hidrógeno. La selectividad hacia isobutileno es 88% en peso. Se
5.6 DESHIDROGENACIÓN

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 320/489
FIGURA 5.1.4 Instalación productora de éter-metil-ter-butilico (MTBE).
generan dos corrientes de producto dentro de la unidad Oleflex para C4: un vapor producto rico enhidrógeno, y un líquido producto rico en isobutano e isubutileno.
El producto líquido Oleflex C4 se envía a una unidad de eterificación, donde el metanol reaccionacon el isobutileno para formar MTBE. La conversión del isobutileno es mayor de 99 por ciento, y laselectividad hacia MTBE es mayor de 99.5 por ciento. El rafinado de la unidad de eterificación sedespropana para eliminar el propano y materiales más ligeros. Los fondos del despropanador se secan,saturan y regresan a la columna de DIB.
ECONOMÍA DE LA PRODUCCIÓN DE PROPILENO
Se escogió una planta que produce 350,000 TMA de propileno para ilustrar la economía del proceso.Dado el equilibrio más favorable de olefinas C4 y C5, los costos de producción de butileno y amilenoson menores por unidad de olefina, cuando se ajustan por cualquier diferencial en el valor de la ali-mentación. La base que se usa para los cálculos económicos se presenta en la tabla 5.1.1. Esta base estípica de los precios en la Costa del Golfo de EUA que prevalecían a mediados de 2002, y se puedenusar para demostrar que el retorno sobre la inversión, antes de impuestos, para esa planta es 24 porciento, aproximadamente.
Balance de material
La alimentación de gas LP es el componente mayor de costos en la producción de propileno. La can-tidad de propano consumido por unidad de propileno producido se determina principalmente por laselectividad de la unidad Oleflex, porque las pérdidas en fraccionamiento en la planta de propileno son pequeñas. La selectividad del proceso Oleflex hacia el propileno es 90% mol (85% en peso) y la pro-ducción de 1.0 tonelada métrica (TM) de propileno requiere aproximadamente 1.2 TM de propano.
Un balance general de masas para la producción de propileno grado polímero a partir de gas LP C3 seve en la tabla 5.1.2, para una planta de propileno grado polímero para producir 350,000 TMA, con base
en 8000 horas de operación por año. La alimentación de gas LP fresco se supone en 94 % en volumende propano con 3 % en volumen de etano y 3% en volumen de butano. El etano nativo en la alimen-tación se separa en el desetanador, junto con las fracciones ligeras producidas en la unidad Oleflex yse usa como combustible para el proceso. Los butanos se eliminan de los fondos del despropanador.
PROCESO OLEFLEX DE UOP PARA PRODUCCIÓN DE OLEFINAS LIGERAS 5.7

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 321/489
5.8 DESHIDROGENACIÓN
TABLA 5.1.1 Evaluación de servicios, alimentación y productos para cálculos económicos
Valor de los servicios Gas combustible $2.80/millones de Btu $11.1 O/millones de kcall Agua de alimentación a caldera $0.45/klb $ 1.00/TM Agua de enfriamiento $0.12/kgal $O.O3/m3 Energía eléctrica $0.05/kWh $0.05/kWh
Valor para alimentación y producto
Gas LP con C5 (94 % VL propano) S0.35/USD 180 USD/TM Propileno (99.5% en peso) $0.19/USD 420 USD/TM
Nota:TM = toneladas métricas; VL = volumen líquido.
TABLA 5.1.2 Balance de material para una planta de propileno de 350,000 TMA
Flujo, Flujo, TM/h TM/A
Alimentación: Gas LP C, (94% VL propano): 55.00 440,000
Productos: Propileno (99.5% en peso) 43.75 350,000 Subproductos combustibles 11.25 90,000 Productos totales 55.00 440,000
Nota:TM/h = toneladas métricas por hora; TM/A = toneladas métricas poraño; VL = volumen líquido.
Esta pequeña corriente rica en butano se podría usar como subproducto o como combustible. En esteejemplo, los fondos del despropanador se usaron como combustible dentro de la planta.
El proceso Oleflex coproduce hidrógeno de alta calidad. La economía del proyecto se beneficiacuando hay un consumidor de hidrógeno en la cercanía de la planta de propileno. Si no puede exportarseel hidrógeno químico, se usa entonces hidrógeno como combustible para proceso. En esta evaluaciónse supone que el hidrógeno se utiliza como combustible dentro de la planta.
Necesidad de servicios
La necesidad de servicios para una planta que produzca 350,000 TM/A de propileno se resumen en latabla 5.1.3. Estas estimaciones se basan en el uso de una turbina de vapor con extracción para impulsarel compresor del efluente del reactor Oleflex. Un impulsor de vapor de condensación se escogió en esteejemplo para el compresor y bomba térmica del separador propano-propileno.
Costos de producción de propileno
En la tabla 5.1.4 se muestran costos representativos para producir 350,000 TM/A de propileno grado polímero usando el proceso Oleflex. Esos costos se basan en los valores para alimentación y produc-tos definidos en la tabla 5.1.1. Los gastos fijos de la tabla 5.1.4 están formados por costos estimados

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 322/489
PROCESO OLEFLEX DE UOP PARA PRODUCCIÓN DE OLEFINAS LIGERAS 5. 9
TABLA 5.1.3 Necesidad de servicios para una planta de 250,000TM/A de propileno
Costo del servicio
Servicios requeridos Consumo $/h $/TM/A de C3
Energía eléctrica 6,500 kW 325 7.43 Agua de alimentación a caldera 10 MT/h 10 0.23 Agua de enfriamiento 6,000 m3/h 180 4.11 Gas combustible (13.1 millones de kcal/h) 145 3.31 Servicios 15.08
Nota: Toneladas métricas por año; TM = toneladas métricas.
TABLA 5.1.4 Costo de producción de 350,000 TM/A de propileno grado polímero, usando el proceso Oleflex
Costos
Ingresos, millones de millones de USD/año USD/año USD/TM C3
Propano alimentado 147.0 — — Propano alimentado — 79.2 226.3 Utilidades netas — 5.3 15.1 Catalizador y reactivos — 3.8 10.9 Gastos fijos — 7.0 20.0 Total 147.0 95.3 272.3
Nota:TM/A = toneladas métricas por año; TM = toneladas métricas.
de mano de obra y costos de mantenimiento, e incluyen un margen para impuestos locales, seguros einterés sobre el capital de trabajo.
Necesidades de capital
El costo instalado, dentro de límites de batería, para una unidad de 350,000 TM/A de propileno grado
polímero es 145 millones de USD, aproximadamente (Costa del Golfo, EUA, costo instalado a media-dos de 2002). Esta cifra incluye las secciones de reacción y recuperación de productos, una unidadCCR modular, una unidad SHP de Hüls y una sección de fraccionamiento formada por un despropa-nador, desetanador y separador P-P con bomba de calor. Los costos se basan en una turbina de vaporcon extracción que impulsa el compresor del efluente del reactor, y una bomba de calor accionada convapor. Los costos de capital dependen mucho de muchos factores, como ubicación, costo de mano deobra y la carga de trabajo relativa de los proveedores de equipo.
Los costos totales del proyecto incluyen los costos instalados dentro y fuera de límites de batería ytodos los costos para el propietario. En este ejemplo se supone un costo total del proyecto, a mediadosde 2002, de 215 millones de USD, que comprende:
• Costo instalado dentro de límites de batería para todas las unidades de proceso.• Costo instalado fuera de límites de batería (servicios externos, tanques, laboratorio, bodega, porejemplo).
• Carga inicial de catalizador y de absorbente.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 323/489
5.10 DESHIDROGENACIÓN
• Regalías por tecnología.
• Desarrollo del proyecto, incluyendo compra y preparación del sit io.
Economía total
Ya que la alimentación representa una proporción tan grande del costo total de producción, la eco-nomía del proceso Oleflex depende mucho del diferencial de precios entre el propano y el propileno.Suponiendo los valores de 180 USD/TM para el propano, y 420 USD/TM para el propileno, o sea unadiferencia de precio de 240 USD/TM, el retorno de la inversión, antes de impuestos, es aproximada-mente 24 por ciento para una planta que produzca 350,000 TM/A de propileno.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 324/489
CAPÍTULO 5.2PROCESO DE
DESHIDROGENACIÓN
PACOL DE UOP
Peter R. Pujado UOPLLC
Des Plaines, Illinois
INTRODUCCIÓN
Las parafinas pueden deshidrogenarse en forma selectiva y formar las monoolefinas correspondientes,usando catalizadores adecuados de deshidrogenación. Desde hace mucho se han utilizado catalizadoresde hierro para deshidrogenar etilbenceno a estireno, y catalizadores a base de óxido de cromo soportado
en alúmina también se han empleado desde hace mucho para deshidrogenar parafinas ligeras (por ejem- plo, n-butano a n-buteno), y para deshidrogenación más profunda de olefinas a diolefinas (por ejemplo,«-buteno a 1,3-butadieno). Sin embargo, los nuevos procesos comerciales para deshidrogenar parafinasligeras y pesadas se basan en el uso de catalizadores con metales nobles, por la mejor estabilidad yselectividad de esos sistemas catalíticos.
A fines de la década de 1940 y durante la década de 1950, el trabajo precursor efectuado en UOP por Vladimir Haensel, sobre catalizadores de platino, para la reformación catalítica de naftas en la producción de gasolinas de alto octano y compuestos aromáticos de alta pureza, demostró que loscatalizadores de platino tienen interesantes funciones de deshidrogenación. Esta investigación fue con-tinuada por Hermán Bloch y otros, también dentro de UOP. En los años 1963-64, UOP inició trabajosde desarrollo sobre catalizadores de platino para deshidrogenación, soportados sobre alúmina, para
deshidrogenar n-parafinas pesadas. El exitoso proceso que resultó, llamado proceso Pacol para con-versión de parafinas a olefinas, se comercializó por primera vez en 1968. El advenimiento del procesoPacol de UOP marcó una transformación sustancial en la industria de detergentes, y contribuyó al usodifundido de sulfonato de alquilbenceno lineal (SABL) en forma económica. Hasta mediados de 2003se habían construido o estaban en diseño o construcción más de 40 unidades Pacol; prácticamente todanueva capacidad en alquilbenceno lineal (ABL) construida en el mundo durante las últimas dos décadasutiliza el proceso Pacol, de deshidrogenación catalítica, de UOP.
Para mantener la superioridad tecnológica durante 30 años se requiere innovación y mejoramientocontinuos, principalmente del catalizador de deshidrogenación, el diseño del reactor y las condicionesde operación, por ser los que tienen mayor impacto sobre la economía general del proceso. Los prime-ros catalizadores Pacol de deshidrogenación, llamados DeH-3 y DeH-4, comenzaron a operar a media
*Marca comercial y/o marca de servicio de UOP.
5.11

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 325/489
5.12 DESHIDROGENACIÓN
dos de la década de 1960. Pronto fueron superados por un catalizador más nuevo, el DeH-5, que fuecomercializado en 1971, y dominó el mercado durante varios años. En 1983 se introdujeron los catali-
zadores DeH-7. Este nuevo catalizador tenía 1.75 veces, aproximadamente, la estabilidad de su prede-cesor, el DeH-5, y pronto lo sustituyó como el dominante. Continuaron las actividades de desarrollo,y en 1998 fue comercializado el DeH-11. Este catalizador fue el primero de "esfera estratificada" queofreció UOP, en el que la capa reactiva cubre un inerte. El resultado terminó siendo una ventaja por suselectividad hacia monoolefinas. En 2001 fue introducido el DeH-201. Este catalizador también es deesfera estratificada, y permite la operación con mayor conversión que los catalizadores Pacol anteriores.Todas estas generaciones de catalizadores de deshidrogenación de parafinas han resultado en mejoresrendimientos a mayor conversión, y mayores severidades de operación, permitiendo así unidades más pequeñas y más económicas para determinada capacidad de producción.
Desde 1980, UOP ha adaptado catalizadores similares a la deshidrogenación catalítica selectiva dedefinas ligeras (propano a propileno e isobutano a isobutileno) en el proceso Oleflex; se han construi-
do varias unidades de gran capacidad para esta aplicación. Debido a la mayor severidad, las unidadesde deshidrogenación de parafinas ligeras usan la tecnología CCR, patentada por UOP, de regeneracióncontinua de catalizador, que fue desarrollada y comercializada originalmente para la reformación catalí-tica de naftas con gran severidad. Debido a que el proceso Pacol funciona con menor severidad, la vidaútil del catalizador es mayor, y no se necesita la tecnología CCR.
DESCRIPCIÓN DEL PROCESO
Las rutas de reacciones catalíticas que se efectúan en la deshidrogenación de parafinas normales paraformar n-monoolefinas [olefinas lineales internas (OLÍ)], y otras reacciones de desintegración térmica,se ilustran en la figura 5.2.1. Se requiere un catalizador selectivo sólo si se quiere que las OLÍ sean el
producto principal.En el mecanismo de reacciones Pacol, la conversión de n-parafinas a monoolefinas es cercana al
equilibrio, y por consiguiente, se produce una cantidad pequeña, pero importante, de diolefinas y com- puestos aromáticos. En el proceso de alquilación, las diolefinas consumen 2 moles de benceno paraformar compuestos de difenilalcano más pesados, o formar polímeros más pesados que se incorporanal alquilado pesado y a los supbroductos en los fondos del regenerador de ácido fluorhídrico (HF). Así,la formación de diolefinas representa una pérdida neta de rendimiento de alquilados. En 1984, UOPdesarrolló el proceso DeFine, un proceso de hidrogenación catalítica muy selectivo para reconvertir
FIGURA 5.2.1 Rutas de reacción de deshidrogenación.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 326/489
PROCESO DE DESHIDROGENACIÓN PACOL DE UOP 5.13
diolefinas en monoolefinas. Los complejos de detergente concesionados antes de 1986 sólo tienenunidades Pacol y HF Detergent Alkylate. La primera unidad DeFine entró en operación en el cuarto
trimestre de 1986; todas las siguientes unidades con proceso Pacol también han incorporado reactoresde hidrogenación DeFine, y asimismo estos reactores se han usado en modificaciones en una crecientecantidad de unidades Pacol anteriores. También se han utilizado los procesos Pacol y DeFine en el últi-mo proceso desarrollado y comercializado por UOP, el proceso Detal,* para producir ABL, usando uncatalizador sólido heterogéneo en lugar del catalizador anterior, el tradicional de HF.
La deshidrogenación de n-parafinas es una reacción endotérmica con calor de reacción aproximadode 125 kJ/gmol (30 kcal/g-molm 54,000 Btu/lb-mol). La conversión de equilibrio para la reacción dedeshidrogenación se determina por la temperatura, presión y presión parcial de hidrógeno. Como esde esperarse, la conversión de equilibrio aumenta con la temperatura y disminuye con la presión, y alincrementarse la relación de hidrógeno a hidrocarburo. Desde el punto de vista cinético, la conversióngeneral depende del espacio velocidad (relación de alimentación a catalizador): un espacio-velocidad
demasiado alto no permite la conversión suficiente, y muy bajo causa menores selectividades, por elinicio de reacciones paralelas y competitivas.La figura 5.2.2 ilustra el diagrama de flujo de un complejo integrado que incorpora unidades Pacol,
DeFine y HF Detergent Alkylate, o unidades Pacol, DeFine y Detal. Las principales diferencias entrelos dos esquemas de flujo se encuentran en la sección de alquilación, resultado de la eliminación deinstalaciones para el uso y neutralización de HF; por ejemplo, no se usa tratador con alúmina en unaunidad con proceso Detal.
En el proceso Pacol, las parafinas lineales se deshidrogenan y forman definas lineales, en presenciade hidrógeno y sobre un catalizador de platino de deshidrogenación selectiva. Un reactor adiabático, deflujo radial con precalentamiento de la alimentación, se utiliza normalmente para compensar la caída detemperatura, y para reducir la caída de presión dentro del reactor. Se usa un espacio de velocidad rela-
tivamente alto, para que sólo se requiera una cantidad modesta de catalizador. El hidrógeno y algunos productos ligeros se separan del efluente del reactor de deshidrogenación, y una parte de este hidrógenogaseoso se recircula al reactor de deshidrogenación para reducir la formación de coque y aumentar la
* Marca comercial y/o marca registrada de UOP.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 327/489
5.14 DESHIDROGENACIÓN
estabilidad del catalizador. El líquido del separador es una mezcla en equilibrio de olefinas lineales y den-parafinas no convertidas, que se cargan a un reactor DeFine para la conversión selectiva de diolefinas
a monoolefinas. También se carga una cantidad casi estequiométrica de hidrógeno, al reactor DeFine.El efluente de este reactor se destila para eliminar los hidrocarburos ligeros disueltos. Los fondos deldestilador son una mezcla de monoolefinas y n-parafinas no convertidas, y se carga después, junto con benceno, a la unidad de alquilación, donde el benceno se alquila con las monoolefinas para producirABL. Pequeñas cantidades de alquilado pesado y de HF polimérico, si se utiliza, se forman en losfondos del regenerador de ácido. El benceno y las n-parafinas del efluente del reactor de alquilación sefraccionan y después se recirculan a los reactores de alquilación y Pacol, respectivamente. La columnafinal fracciona el producto ABL y recupera alquilado pesado como producto en los fondos.
Con un esquema de proceso similar se pueden producir n-olefinas concentradas. La figura 5.2.3ilustra el diagrama de flujo de un complejo integrado con los procesos Pacol, DeFine y Olex. Enesta combinación, los procesos Pacol y DeFine son los mismos que los que se describieron antes. La
corriente de fondos del destilador se envía a una unidad de separación Olex. En el proceso Olex seusa una tecnología de separación por adsorción continua en fase líquida y contracorriente simulada, para recuperar n-olefinas de alta pureza y separarlas de la mezcla. El extracto de olefinas y el rafina-do de parafinas que salen de la cámara de absorción contienen deadsorbente. Estas dos corrientes sefraccionan para eliminarles el deadsorbente y recuperarlo, y se recircula a la cámara de absorción. Elrafinado de parafinas se recircula a la unidad Pacol de deshidrogenación para terminar la conversiónde las n-parafinas no convertidas, y obtener el producto final de n-olefinas. La tabla 5.2.1 muestra lacomposición de olefinas obtenida en un proceso Olex típico.
Las olefinas lineales internas (OLÍ) producidas por el proceso Pacol, y reconvertidas en una unidadOlex, es material premium para producir alcoholes detergentes por hidroformilación. Se pueden utilizartecnologías Oxo, como las de Shell y Exxon (antes Norsolor y Ugine Kuhlmann), o Sasol. En la actua-
lidad funcionan tres complejos Pacol-Olex-Oxo. Los tensoactivos obtenidos con alcoholes detergentes producidos de acuerdo con esta combinación de tecnologías tienen mejores propiedades en cuanto adetergencia y solubilidad.
* Marca comercial y/o marca registrada de UOP.
FIGURA 5.2.3 Complejo integrado de olefinas para detergentes.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 328/489
PROCESO DE DESHIDROGENACIÓN PACOL DE UOP 5.15
TABLA 5.2.1 Composición típica de extractos Olex
Con PEP, Sin PEP, Composición % en peso % en peso
Monoolefinas lineales 95.0 92.5 Otras monoolefinas 3.1 3.0 Diolefinas 0.5 0.5 Total 98.5 96.0
Olefinas 98.6 96.0 Aromáticos (véase texto) 0.2 3.0 Parafinas 1.2 1.0 Total 100.0 100.0
MEJORAS AL PROCESO PACOL
A través de los años se ha intentado en forma repetida aumentar la conversión de n-parafinas por pasoen el reactor Pacol, y al mismo tiempo conservar una alta selectividad y alto rendimiento general deolefinas lineales.
Las condiciones más severas de operación que se usan para tener mayores conversiones en el reactortambién causan una desactivación más rápida del catalizador de deshidrogenación. El catalizador quese utiliza en el proceso Pacol tiene un impacto directo sobre la cinética de la reacción, pero no sobrela conversión de equilibrio, que está determinada por principios termodinámicos. En consecuencia, lamayor parte de las mejoras al proceso se han asociado con modificaciones al diseño del reactor, o en
las condiciones de operación.Como respuesta al aumento en los costos de materias primas y servicios que se dio entre 1974 y
1981, fue desarrollado un proceso Pacol de alta conversión. Operar el proceso a mayores conversiones por paso presenta algunas ventajas. Una menor corriente de alimentación combinada al reactor de des-hidrogenación permite tener una unidad de menor tamaño, y el resultado es menores costos de inversióny de servicios. Como las n-parafinas no convertidas pasan por la zona de reacción de alquilación, y seseparan por fraccionamiento para recircular al reactor Pacol. La reducción de la corriente recirculadatambién permite disminuir la inversión de capital y el costo de operación en la unidad de alquilación adetergente. Todas las unidades recientes son del tipo de alta conversión.
Los criterios para el diseño de alta conversión fueron mantener la misma selectividad hacia olefi-nas lineales y aumentar la conversión. En este método se requirieron cambios en las condiciones de
operación. La figura 5.2.4 muestra el efecto de la presión sobre la selectividad hacia las olefinas, atemperatura y relación molar de hidrógeno a alimentación constantes. A menores presiones se puedeobtener mayor conversión de n-parafinas, y la selectividad se puede mantener porque el equilibrio adeshidrogenación es más favorable.
Se puede observar un efecto parecido cuando se baja la relación de hidrógeno a alimentación. Losúltimos diseños del proceso Pacol aprovechan ambas variables. El resultado es 30 por ciento de aumentoen la conversión de n-parafinas, en comparación con los diseños anteriores.
En general, el catalizador Pacol posee una duración atractiva, en términos de toneladas métricasde ABL producido por kilogramo de catalizador. Una corrida típica con una sola carga de catalizadorPacol va de 30 a 60 días, según sea la severidad de la operación. Como se ve en la figura 5.2.5, se usa-ron dos reactores en paralelo en la mayor parte de las unidades construidas hasta 1987. En tal diseño,
cuando un reactor trabaja determinado tiempo, el segundo está de reserva. Cuando la disminución deactividad catalítica pide un cambio, se intercambian los reactores. Para expeditar el cambio y reducir lainterrupción de la producción, se incluye un calentador de arranque. Para tener operación y aislamientoseguros, cada válvula que se indica en la figura representa en realidad una doble válvula de bloqueo y

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 329/489
FIGURA 5.2.4 Efecto de la presión sobre la conversión.
purga. Así, se necesitan 16 grandes válvulas en las tuberías del proceso. Estas válvulas pasan del ser-vicio frío a caliente y caliente a frío en cada cambio de reactores, y necesitan mantenimiento periódico para controlar fugas. Para reducir el mantenimiento al mínimo y simplificar la operación, hoy se usaun nuevo diseño de reactor (figura 5.2.6), en siete unidades comerciales. Este diseño incluye una tolvade catalizador en la parte superior y en el fondo de un solo reactor, y un sistema de purga de hidrógenoy nitrógeno. Cuando la actividad del catalizador ha disminuido lo suficiente, se retira el catalizadordel reactor por la tolva inferior, y se carga catalizador fresco desde la tolva superior, eliminando así lanecesidad de válvulas en tuberías de proceso con diámetros grandes. Un volumen adicional de cata-lizador, dentro del recipiente del reactor, se proporciona como zona de precalentamiento. Una partedel gas recirculado rico en hidrógeno pasa por un intercambiador de calor y se utiliza para precalentarel catalizador. El gas rico en hidrógeno también se usa para purgar hidrocarburos del catalizador quesale del reactor. Este diseño tiene un concepto similar al que se emplea comercialmente en más de 100unidades Platforming* CCR de UOP.
Fuera del sector de reacción se han hecho otros cambios en el diseño durante los últimos años, quetambién han contribuido a aumentar la fiabilidad y economía del proceso Pacol. Uno, por ejemplo,refleja la introducción de compresores rotatorios de tornillo (o gusano) en lugar de las máquinas alterna-tivas o centrífugas que se usaron en las primeras unidades Pacol. Los compresores rotatorios de tornillotienen eficacia especial cuando no se puede tolerar la contaminación del gas de proceso por aceite lubri-
cante. Los compresores de tornillo no lubricados pueden entregar gases con la misma fiabilidad que uncompresor centrífugo, y el desplazamiento positivo de los compresores de tornillo los hace adecuadosen aplicaciones que requieren altas relaciones de compresión y grandes cambios en pesos moleculares.Además, las máquinas de tornillo tienen ventajas económicas respecto de máquinas alternativas com- parables, por menores costos de instalación y porque no requieren una unidad de reserva.
Los cambios en el diseño técnico también dieron como resultado mayor eficiencia de energía, meno-res pérdidas en fraccionamiento y mayor estabilidad operacional. Algunos de estos cambios de diseñose hicieron en la misma unidad Pacol, pero muchos estuvieron más relacionados con las unidades delos procesos que siguen.
Como en el diseño de otras unidades de proceso, se lograron ahorros importantes de energía alaumentar relativamente poco los costos por mayor área de intercambio y al reacomodar la red de inter-
cambio de calor. También, la aplicación de tecnología más eficiente de mezclado en la zona de reacción
* Marca comercial y/o de servicio de UOP.
5.16 DESHIDROGENACIÓN

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 330/489
PROCESO DE DESHIDROGENACIÓN PACOL DE UOP 5.17
FIGURA 5.2.5 Diseño con dos reactores.
aumentó la calidad del ambiente de reacción y permitió una operación con relaciones de recirculacióncercanas a sus mínimos.
ESTRUCTURA DE RENDIMIENTOS
Si se expresa en peso, el rendimiento de olefinas lineales a partir de n-parafinas en el proceso Pacoldepende del peso molecular de la alimentación. En el frecuente caso en el que se producen olefinas
lineales para producir alquilbenceno lineal, en el caso típico con n-parafinas en el intervalo de C]o a C13, serequiere aproximadamente 1.05 kg de alimentación por 1.00 kg de olefinas lineales, es decir, un 97 porciento del rendimiento estequiométrico teórico.
EXPERIENCIA COMERCIAL
Se han construido más de 300 unidades con el proceso Pacol, y funcionan en todo el mundo desdemediados de la década de 1960; prácticamente sin excepción siguen operando. Algunas otras unidadesse encuentran en diversas etapas de diseño y construcción. La mayor parte de las unidades Pacol estándirectamente integradas con una unidad de alquilación de benceno, para producir ABL sin necesidadde una separación o recuperación intermedia de las olefinas lineales internas. Estas unidades represen-
tan una capacidad total mayor de 1.3 millones de toneladas métricas de ABL por año; sin embargo,mediante modificaciones y expansiones, la capacidad actual de operación es apreciablemente mayor.Además, otras unidades Pacol se encuentran asociadas con unidades Olex para recuperar OLÍ y produ-cir alcoholes detergentes.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 331/489
5.18 DESHIDROGENACIÓN
ECONOMÍA DEL PROCESO
Debido a que una unidad Pacol nunca opera sola, sino que se integra con una unidad DeFine, y ya seacon una unidad HF Detergent Alkylate, una unidad Detal de alquilación de ácido sólido o una de sepa-ración Olex de OLI, la economía sólo se puede describir en conjunto con las unidades asociadas. Losdetalles de la producción de ABL se pueden ver en el capítulo 1.5.
Como ejemplo distinto, en la tabla 5.2.2 se presenta la economía para la producción de 60,000 TM/Ade OLÍ, a partir de ra-parafinas. En el complejo se incluyen unidades Pacol, DeFine y Olex, y reflejacondiciones económicas típicas. El costo de producción resultante de 617USD/TM de olefina lineal secompara favorablemente con los costos de producción de OLI o alfa olefinas lineales por otras rutas. Enla tabla 5.2.1 se ve una composición típica del producto. Si se desea, el contenido de aromáticos puedereducirse agregando el proceso PEP* (Pacol Enhancement Process, proceso Pacol de ampliación) para la eliminación selectiva de aromáticos; la introducción de esta novedosa tecnología ha dado comoresultado más de 90 por ciento de reducción en el contenido de compuestos aromáticos, y un aumento
de 2.5 a 3.0 por ciento en la pureza de olefinas, como se ve en la tabla 5.2.1.
* Marca comercial y/o de servicio de UOP.
FIGURA 5.2.6 Diseño con un reactor.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 332/489
PROCESO DE DESHIDROGENACIÓN PACOL DE UOP 5.19
TABLA 5.2.2 Economía de producción de olefinas lineales internas (OLÍ) usando procesos Pacol, DeFine y Olex
Por TM de OLÍ
Costo unitario, USD Unidades USD
Materias primas n-Parafinas (98% pureza) 400/MT 1.05 MT 420.0 Créditos por subproductos - 0.05 MT -13.1
Catalizadores y reactivos 32.2
Servicios: Electricidad 0.05/kWh 305 kWh 15.3 Vapor de agua 7.1/MT 0.16 MT 1.1 Agua de enfriamiento 0.01/m3 17 m3 0.2
Combustible (92% Ef.) 2.32/GJ 16.30 GJ 37.8 Mano de obra, mantenimiento, indirectos 25.2
primarios y supervisión Indirectos, seguros, impuestos de propiedad, 98.6
depreciación, amortización
Costo total de producción 617.3
* Costo instalado estimado: 65,000,000 USD (base: 60,000 TM de LlO/año). MT = toneladas métricas.
REFERENCIAS
Vora, B. V., P. R. Pujado y M. A. Allawala, "Petrochemical Route to Detergent Intermediates", Conferencia de TecnologíaUOP, 1988.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 333/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 334/489
P • A • R • T • E • 6
PRODUCCIÓNDE HIDRÓGENO

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 335/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 336/489
CAPÍTULO 6.1
PRODUCCIÓN DE HIDRÓGENO
CON PROCESO FW
James D. Fleshman Foster Wheeler USA Corporation
Houston, Texas
INTRODUCCIÓN
Al difundirse más el uso del hidrógeno en las refinerías, su producción ha pasado del estado de unaoperación especializada de alta tecnología, a una función integral de la mayoría de las refinerías. Estose ha hecho necesario por el aumento en hidrotratamiento e hidrodesintegración de petróleo y sus frac-
ciones, que incluye el tratamiento de alimentaciones cada vez más pesadas.La reformación con vapor de agua es el método dominante para producir hidrógeno. Se suele com-
binar con adsorción con presión alterna (APA) para purificar el hidrógeno a más de 99% en volumen.Al aumentar la producción de hidrógeno, cada vez es más útil la mejor comprensión de las posibili-
dades y necesidades de la moderna planta de hidrógeno. Ayudará a que el refinador obtenga lo máximo delas unidades existentes o planeadas y haga uso óptimo de las fuentes de hidrógeno en la refinería.
USOS DEL HIDRÓGENO
Perspectiva
Ha aumentado en forma continua la demanda de hidrógeno en las refinerías durante las últimas déca-das. Es el resultado de dos fuerzas externas que actúan sobre la industria de la refinación: reglamentosambientales y carencia de materias primas. Los cambios en la lista de productos, en especial fuerade Estados Unidos, también son importantes. Los refinadores se quedan con una sobreoferta de aceite pesado, alto en azufre, y para obtener productos más ligeros, más limpios y más vendibles, necesitanagregarles hidrógeno o eliminar carbono.
Con esta tendencia, hay muchos factores individuales que dependen de la ubicación, complejidadde la refinería, etcétera.
6.3

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 337/489
6.4 PRODUCCIÓN DE HIDRÓGENO
Demanda de hidrógeno
Los primeros usos del hidrógeno fueron para hidrotratamiento de nafta y pretratamiento de la alimenta-ción para reformación catalítica (que a su vez produce hidrógeno como subproducto). Al volverse másestrictos los reglamentos ambientales, la tecnología maduró y se hidrotrataron fracciones más pesadas,y hasta residuo de vacío.
También, el hidrotratamiento se ha usado para saturar olefinas y obtener productos más estables. Porejemplo, los líquidos de una coquizadora en general requieren hidrotratamiento para evitar la formaciónde polímeros.
Al mismo tiempo que aumenta la demanda de destilados más limpios, declina la demanda de com- bustóleo pesado. Esto ha conducido a un uso más difundido de hidrotratamiento, que a su vez causa ungran aumento en la demanda de hidrógeno.La tabla 6.1.1 muestra el consumo aproximado de hidrógeno en hidrotratamiento o hidrodesintegración
de diversas fracciones del petróleo.
PRODUCCIÓN DE HIDRÓGENO
Históricamente, el hidrógeno se ha producido en la reformación catalítica como subproducto de laobtención de compuestos aromáticos de alto octano que se usan en la gasolina. Los cambios en este proceso han tenido un gran impacto sobre el balance de hidrógeno en la refinería.
Cuando la reformación cambió de regeneración en lecho fijo, a cíclica y a continua, las presiones bajaron y la producción de hidrógeno por barril de reformado aumentó. Sin embargo, los cambiosrecientes en la composición de las gasolinas, debidos a aspectos ambientales, han tendido a reducir la producción de hidrógeno. Además de los límites en compuestos aromáticos, los requisitos de oxigena-dos en la gasolina han causado menor severidad en la reformación porque los oxigenados de alto octanohan reducido el reformado como mezcla en gasolinas. Lo único que se puede decir con seguridad esque la situación continuará cambiando.
Donde no ha sido suficiente la producción del hidrógeno como subproducto, se ha producido hidró-geno por reformación con vapor de agua. En algunos casos se usa oxidación parcial, en particular donde
TABLA 6.1.1 Datos de consumo de hidrógeno
Sólo para consumo químico
Proceso % de alimentación en peso PCN/bbl % de crudo en peso
Hidrotratamiento: Nafta de destilación primaria 0.05 20 0.01 Nafta FCC/nafta de coquizadora 1 500 0.05-0.01 Querosina 0.1 50 0.1-0.02
Hidrodesulfurización: Gasóleo de bajo azufre hasta 0.2% S 0.1 60 0.03 Gasóleo de alto azufre hasta 0.2% S 0.3 170 0.04 Gasóleo de bajo azufre hasta 0.05% S 0.15 80 0.04 Gasóleo de alto azufre hasta 0.05% S 0.35 200 0.05 Gasóleo de FCC/gasóleo de coquizadora 1 600 0.1
Hidrogenación de aceite cíclico 3 1700 0.3 Hidrodesintegración de gasóleo de vacío 2-3 1200-1800 0.5-0.8 Conversión profunda de residuo atmosférico 2-3.5 1200-2200 1-2
Nota: FCC = desintegrador catalítico fluido; PCN = pies cúbicos normales. Fuente: Lamben et al.8

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 338/489
PRODUCCIÓN DE HIDRÓGENO CON PROCESO FW 6.5
se dispone de aceite pesado con bajo costo. Sin embargo, se requiere oxígeno, y el costo del capital para una planta de oxígeno hace que la oxidación parcial sea intensiva en capital.
La figura 6.1.1 muestra una planta típica moderna de hidrógeno. Esta unidad produce 82 millones dePCN/D (a 60 °F y 14.7 lb/pulg2 Abs.) [92,000 M3(N)/h; (N representa condiciones normales a 0 °C y1.0332 kg/cm2 Abs.)] de hidrógeno a partir de gas natural, para una refinería en el Lejano Oriente, conuna pureza de 99.9 % en volumen. Se ve en el fondo el horno Foster Wheeler Terrace Wall* de refor-mación con vapor de agua, y los 12 absorbedores y dos tambores de retención, de la unidad de adsorcióncon presión alterna (APA del inglés PSA) al frente.
La tabla 6.1.2 muestra la producción aproximada de hidrógeno a partir de diversos procesos.
Descripción química
Reformación con vapor de agua. En la reformación con vapor de agua, reaccionan hidrocarburosligeros, como el metano, con vapor de agua para formar hidrógeno:37
CH4 + H2O 3H2 + CO
Δ H = 97,400 Btu/(lb-mol) [227 kJ/(g-mol)]
donde AH es el calor de reacción. La ecuación de la reacción se puede generalizar como sigue:
CnHm + (n) H2O + (n + ) H2 + nCO
* Marca comercial registrada de Foster Wheeler.
FIGURA 6.1.1 Planta moderna de hidró eno.
m2

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 339/489
6. 6 PRODUCCIÓN DE HIDROGENO
TABLA 6.1.2 Datos de producción de hidrógeno
Proceso % de alimentación en peso PCN/bbl % en peso de crudo Reformadora con regeneración continua 3.5 1600 0.35-0.60
Reformadora semirregenerativa 1.4-2.0 600-900 0.15-0.30 Gasificación de residuo 20-25 12,000-16,000 1-5 Desintegración catalítica 0.05-0.10 30-60 0.01-0.04 Desintegración térmica 0.03 20 0.01 Desintegradora de etileno 0.5-1.2 — — Reformadora con vapor de agua (metano) 30 12,000 —
Fuerte: Lamben el al.
En el caso típico, la reacción se efectúa a 1600 °F (870 °C) sobre un catalizador de níquel, empacadoen los tubos de un horno de reformación. Por la alta temperatura, los hidrocarburos también sufren unaserie compleja de reacciones de desintegración, además de la reacción de carbón con vapor de agua. Se pude resumir lo anterior como
CH4 2H, + C C +
H2O CO + H2
El carbón se produce sobre el catalizador al mismo tiempo que se reforma el hidrocarburo, en hidrógenoy CO. Con alimentación de gas natural u otra similar, predomina la reformación y el carbón se puedeeliminar por reacción con vapor de agua, tan pronto como se forma. Cuando se usa una alimentaciónmás pesada, el carbón no se elimina con la suficiente rapidez y se acumula. También, el carbón seforma donde la reacción de reformación no avanza en paralelo con la entrada de calor y se forma un
punto caliente. Para evitar la acumulación de carbón se agregan materiales alcalinos, en general alguna forma de
potasa, al catalizador cuando se usan alimentaciones pesadas. Esos materiales promueven la reaccióndel carbón con el vapor de agua, y ayudan a mantener limpio al catalizador. También, el horno de refor-mación se diseña para producir absorción uniforme de calor en los tubos de catalizador, para evitar laformación de coque debida a puntos calientes locales.
Aun con el catalizador mejorado, la desintegración de la alimentación limita el proceso a hidrocar- buros con temperatura de ebullición de 350 °F (180 °C) o menos: gas natural, propano, butano y naftaligera. Los hidrocarburos más pesados causan acumulación de coque sobre el catalizador. Se puede usarla prerreformación, que utiliza un lecho adiabático de catalizador que opera a menor temperatura, como pretratamiento, para usar alimentaciones un poco más pesadas, sin formación de coque. Un prerrefor-
mador también hará que el reformador de combustión sea más tolerante a variaciones de calor. Después de la reformación, el CO en el gas reacciona con vapor de agua para formar hidrógeno
adicional, en la reacción de desplazamiento con agua
CO + H2O CO2 + H2
AH = + -16,500 Btu/(lb • mol) [(-38.4 kJ/(g • mol)]
Con esto queda una mezcla formada principalmente por hidrógeno y CO 2. Después de eliminar el CO2,como describiremos después, muchas plantas usan la metanación, proceso inverso de la reformación, para eliminar las trazas de óxidos de carbono que quedan:
CO + 3H4 CH4 + H2O
CO2 + 4H2 CH4 + 2H2O
Oxidación parcial. También se puede producir hidrógeno por oxidación parcial de hidrocarburos:

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 340/489
PRODUCCIÓN DE HIDRÓGENO CON PROCESO FW 6.7
CH4 + ½ O2 CO + 2H2
AH = -10,195 Btu/(lb • mol) [-23.7 kJ/(g • mol)]
La reacción de desplazamiento participa también, y el resultado es una mezcla de CO y CO2, ademásde H2. La temperatura en la oxidación parcial no está limitada por los materiales de los tubos de catali-zador, por lo que se puede usar mayor temperatura, con lo que se reduce el metano no corvertido.
Reformación con vapor de agua y lavado con líquido
La figura 6.1.2 muestra el diagrama de flujo para una planta de lavado con líquido, con base en refor-mación de gas natural con vapor de agua. Las plantas de configuraciones parecidas entraron en usogeneral aproximadamente en 1960, cuando la reformación con vapor de agua a alta presión se volvióeconómica. Se construyeron hasta mediados de la década de 1980, cuando en general fueron sustituidas por plantas que usaban PSA (adsorción con con presión alterna).
La alimentación a 450 lb/pulg2 (31 bar) manométricas se precalienta y purifica para eliminar trazasde azufre y halógenos, para proteger el catalizador de reformación. La impureza más común es H 2S; seelimina por reacción con ZnO. También puede haber azufre orgánico; en este caso, el hidrógeno pro-ducido y recirculado se mezcla con la alimentación y reacciona sobre un catalizador de hidrogenación(en general de cobalto/molibdeno) para convertir el azufre orgánico en H2S. Si hay cloruros, tambiénse hidrogenan y después se eliminan con un adsorbente de cloruros.
A continuación, la alimentación se mezcla con vapor de agua, se precalienta más y reacciona sobreun catalizador de níquel en los tubos del reformador, para producir gas de síntesis (gas de reformaciónde metano), una mezcla en equilibrio de H2, CO y CO2. La relación de vapor de agua/carbón es un parámetro clave, porque altas concentraciones de vapor ayudan a la conversión del metano. El metanoresidual en el gas de síntesis pasa por la planta sin cambio, junto con todo el N2 que exista en la alimen-
tación. Con eso se reduce la pureza del hidrógeno, por lo que es importante el mínimo de metano. Poresta razón, se usa alta relación de vapor de agua a carbón, y altas temperaturas de reformación. Tambiénse usa exceso de vapor de agua para evitar la formación de coque sobre el catalizador. Las condiciones
FIGURA 6.1.2 Producción de hidrógeno por reformación con vapor de agua/lavado con líquido.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 341/489
6.8 PRODUCCIÓN DE HIDROGENO
típicas a la salida del reformador, para producción de hidrógeno, son 1600 °F y 300 lb/pulg2 (870 °Cy 21 bar) manométricas.
Gran parte del diseño y operación de las plantas de hidrógeno consiste en proteger el catalizadorde reformación y los tubos del lecho de catalizador. Las extremas temperaturas y la sensibilidad delcatalizador tienden a amplificar pequeñas alteraciones. Variaciones pequeñas en la composición de laalimentación, o en las condiciones de operación, pueden tener importantes efectos sobre la vida útildel catalizador o del reformador mismo. Esto es especialmente cierto para cambios de peso molecular delgas de alimentación o la mala distribución de calor en los tubos del lecho de catalizador.
El gas de síntesis pasa por el intercambiador de calor residual del reformador, que enfría el gas ygenera vapor de agua que se usa en el reformador; el sobrante se exporta. El gas enfriado [todavía aunos 650 °F (345 °C)] se hace reaccionar sobre un lecho fijo de catalizador de óxido de hierro en elconvertidor de desplazamiento a alta temperatura, donde reacciona el grueso del CO; a continuación seenfría otra vez y reacciona sobre un lecho de catalizador de cobre y zinc, para desplazamiento a baja
temperatura, y convertir más CO. La corriente de hidrógeno se lava, entonces, con una solución de una base débil, para eliminar el
CO2. El esquema de flujo de la figura 6.1.2 se basa en, una solución, de, carbonato de potasio en agua,que reacciona con el CO2; en un proceso similar se usa, una solución, de, etanolamina. El CO 2 en elgas reacciona en forma reversible con el carbonato de potasio, y forma bicarbonato de potasio. Sedepresuriza la solución y se arrastra con vapor, para eliminar el CO2, y el calor para el vaporizador delregenerador proviene del gas de síntesis caliente. La corriente de vapores del regenerador se enfría paracondensar el agua. El CO2 queda disponible para recuperarlo, o se puede expulsar a la atmósfera.
El hidrógeno que sale de la sección de eliminación de CO2 todavía contiene un 0.5 por ciento de COy 0.1 por ciento de CO2 en volumen. Estos gases son venenos del catalizador para la mayoría de las plantas consumidoras de hidrógeno, por lo que se deben eliminar, hasta llegar a concentraciones muy
bajas. Eso se hace por metanación, proceso inverso de la reformación. Como en la reformación, se usaun catalizador de níquel, pero en lecho fijo.
La pureza final típica del hidrógeno es 97% en volumen y las impurezas restantes se encuentranformadas principalmente por metano y nitrógeno. El contenido de óxido de carbono es menor que 50 ppmen volumen.
El hidrógeno producto sale del metanador a unas 250 lb/pulg 2 (17 bar) manométricas, y en generaldebe comprimirse para su uso final. Esto se hace en un compresor alternativo. No es posible usar com- presores centrífugos por el bajo peso molecular; el aumento de presión por pie de altura es muy bajo,y se necesitarían varias etapas.
Reformación con vapor de agua/APA
Las plantas construidas desde mediados de la década 1980 se basan en general en la reformación convapor de agua seguida por adsorción con presión alterna (APA). El proceso APA es cíclico y usa lechosde adsorbente sólido para eliminar impurezas del gas. El hidrógeno mismo pasa por los lechos deadsorbente que adsorben sólo una diminuta cantidad del mismo. Los lechos se regeneran por despresu-rización seguida por purga a baja presión.
Cuando se baja la presión en los lechos, se produce una corriente de gas residual (o "gas de cola"),formada por las impurezas de la alimentación (CO2, CO, CH4, N2) más algo de hidrógeno. Esta corrientese quema en el reformador como combustible. Las condiciones de operación del reformador en una planta de proceso APA se ajustan para que el gas residual no sea más de 85 por ciento del combustibleal reformador. Este límite es importante para tener un buen control del quemador porque el gas residuales más difícil de quemar que el gas combustible normal. El alto contenido de CO 2 puede dificultar la producción de una llama estable.
Al aumentar la temperatura de operación del reformador, el equilibrio de reformación se desplazay resulta en más hidrógeno y menos metano a la salida del reformador, y por consiguiente, en menosmetano en el gas residual. Las condiciones de operación reales se pueden optimizar más de acuerdo conlos costos relativos de alimentación, combustible y vapor de agua exportado.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 342/489
PRODUCCIÓN DE HIDRÓGENO CON PROCESO FW 6.9
En la figura 6.1.3 se ve el diagrama de flujo de una planta típica de hidrógeno con el proceso APA.Como en el proceso de lavado con líquido, la alimentación se purifica y se reforma, y después viene laconversión por desplazamiento.
Sólo se usa una etapa de conversión por desplazamiento porque no se requiere un residuo muy bajode CO. Todo el CO que queda en el hidrógeno bruto se eliminará y recuperará como combustible para
el reformador. Después de enfriarlo, el gas se purifica en la unidad APA.La unidad APA es de funcionamiento más simple que la de un sistema de lavado con líquido, ya que notiene equipo rotatorio ni soluciones circulantes. Además, el adsorbente eliminará metano y nitrógeno, queno se eliminarían en el proceso de lavado con líquido. Las recuperaciones típicas en una unidad APA sehallan en el intervalo de 80 a 90 por ciento, y la pureza del producto en general es 99.9% en volumen.
Debido a la pérdida de hidrógeno en el gas residual del proceso APA, el reformador y la primera parte de una planta de APA son mayores que en una planta de lavado con líquido. En una planta APAse usa menos vapor de agua de proceso, y no requiere calor del vaporizador; con eso queda disponiblemás vapor de agua para exportar. En general, el costo del capital es menor para el diseño con APA. Elvapor de agua adicional a exportación puede ser una gran ventaja en costos de servicios para la plantaAPA, además de sus ventajas de pureza y facilidad de operación.
Propiedades del producto
La pureza del hidrógeno depende principalmente del método para purificarlo. Esto se ilustra en la tabla6.1.3. En el lavado con líquido, las principales impurezas son metano y nitrógeno. El metano en el pro-ducto es el residuo que quedó después de la reformación, o se forma en el metanador, a partir de CO oCO2 residuales. El nitrógeno en la alimentación pasa por la planta inalterado, aunque hay un efecto dedilución debido al mayor volumen de hidrógeno en comparación con el de la alimentación.
En una planta con APA, la mayor parte de impurezas se pueden eliminar, hasta cualquier concentra-ción que se desee. La tabla 6.1.4 muestra la dificultad de eliminación de las impurezas. La eliminaciónde una impureza más difícil asegura en general la eliminación virtualmente total de las impurezas másfáciles. El nitrógeno es el más difícil de eliminar, entre las impurezas comunes, y para su eliminación
completa se requiere más adsorbente. Como actúa principalmente como diluyente, se suele quedar enel producto. La excepción se presenta cuando el hidrógeno se va a utilizar en un sistema de muy alta presión, como por ejemplo en un hidrodesintegrador. En ese caso se justifica el costo adicional de eli-minación de nitrógeno por los ahorros en las pérdidas de hidrógeno por las purgas.
FIGURA 6.1.3 Producción de hidrógeno por reformación con vapor de agua/APA

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 343/489
6.10 PRODUCCIÓN DE HIDROGENO
TABLA 6.1.3 Composición del hidrógeno producto
Lavado con líquido APA Pureza del hidrógeno, % en vol. 95-97 99-99.99 Metano 2-4 vol % 100 vol ppm CO + CO2, ppm en vol. 10-50 10-50
Nitrógeno, % en vol. 0-2 0.1-1.0
TABLA 6.1.4 Impurezas—facilidad de elimina-ción en el proceso APA
Fácil Moderado Difícil No se elimina
C3H6 CO O, H2 C4H10 CH4 N2 He C5+ CO2 Ar H2S C2H6 NH3 C3H8 BTX C2H4 H2O
Nota: BTX = benceno, tolueno y xilenos. Fuente: Miller y Stoecker.5
En caso de una alimentación sin nitrógeno, como sería gas licuado de petróleo (gas LP) o nafta, se puede alcanzar con facilidad una pureza de 99.99 por ciento. En este caso, el monóxido de carbono es elcomponente normal limitante. Como se debe eliminar el CO hasta concentraciones de ppm, las demásimpurezas, CO2 y H2O, se eliminan hasta valores casi indetectables. Queda un residuo típico de unas100 ppm de CH4 por las ineficiencias en el sistema de purga.
Variables de operación
Condiciones de operación. Los valores críticos para la reformación con vapor de agua son la tempera-tura, presión y relación vapor de agua/hidrocarburo. La selección de las condiciones de operación parauna planta en particular requiere un balance económico entre estos tres factores.
La reformación con vapor de agua es una reacción de equilibrio, y la conversión de los hidrocarburosalimentados es favorecida por alta temperatura, que implica una penalización por el combustible. Acausa del aumento de volumen en la reacción, la conversión también se favorece con baja presión, quese opone a la necesidad de suministrar el hidrógeno a alta presión. En la práctica, la temperatura y la presión se limitan debido a los materiales de los tubos.
La tabla 6.1.5 muestra el efecto de cambios en la temperatura, presión y relación de vapor de agua acarbón. El grado de conversión se evalúa por el contenido de metano restante a la salida del reformador,que se llama fuga de metano.
Conversión por desplazamiento. En contraste a la reformación, la conversión por desplazamiento esfavorecida por baja temperatura. El gas del reformador reacciona sobre catalizador de óxido de hierro aentre 600 y 700 °F (315 a 370 °C), con el límite establecido por la actividad del catalizador a baja tem- peratura. En las plantas con lavado líquido, que usan un metanador, es necesario eliminar el CO hastaconcentraciones mucho menores, para evitar temperaturas excesivas en el metanador. En esas plantas, elgas se enfría otra vez y reacciona más sobre un catalizador a base de cobre, entre 400 y 500 °F (205 a

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 344/489
PRODUCCIÓN DE HIDRÓGENO CON PROCESO FW 6.11
TABLA 6.1.5 Efecto de las variables de operaciónsobre la reformación
Temperatura Presión absoluta Relación vapor CH4 en la salida,
°F °C lb/pulg2 bar de agua/carbón % mol (base seca)
1500 815 350 24 3.0 8.41 1550 845 350 24 3.0 6.17 1600 870 350 24 3.0 4.37 1550 845 300 21 3.0 5.19 1550 845 400 28 3.0 7.09 1550 845 350 24 2.5 8.06 1550 845 350 24 3.5 4.78
TABLA 6.1.6 Efecto de las variables del proceso sobre la conversión pordesplazamiento
Temperatura de Temperatura entrada de vapor de entrada de de alta presión vapor de baja presión
Relación de vapor de agua/ CO2 en la salida, °F °C°F °C carbón en el reformador %mol base seca
600 315 — — 3.0 2.95 700 370 — — 3.0 4.07 600 315 — — 5.0 1.53 700 370 — — 5.0 2.33 600 315 400 205 3.0 0.43 600 315 500 260 3.0 0.94 700 370 400 205 3.0 0.49 700 370 500 260 3.0 1.04 600 315 400 205 5.0 0.19 600 315 500 260 5.0 0.46 700 370 400 205 5.0 0.21 700 370 500 260 5.0 0.50
260 °C). En la tabla 6.1.6 se ve el efecto de la temperatura y la relación de vapor de agua/carbón sobre
el CO residual después de la conversión por desplazamiento.
Procesos alternativos
Oxidación parcial. En la oxidación parcial (OXP) reacciona la alimentación de hidrocarburo con oxí-geno a altas temperaturas, para producir una mezcla de hidrógeno y monóxido de carbono. En vistade que no se requiere catalizador, la oxidación parcial no se limita a alimentaciones ligeras y limpiasque se requieren para la reformación con vapor de agua. El costo de capital es alto para la oxidación parcial, y para las alimentaciones ligeras se prefiere la reformación con vapor de agua. Sin embargo, para alimentaciones más pesadas sigue siendo el único método posible.
En el pasado, se consideraba la oxidación parcial para la producción de hidrógeno, por la escasez de
alimentaciones ligeras. También puede ser atractiva como método para aprovechar corrientes pesadas,altas en azufre, como asfalto o coque de petróleo, cuya disposición a veces se dificulta.
El consumo de todo el asfalto o coque en una refinería mediante la oxidación parcial produciría máshidrógeno del que probablemente se necesite. Por eso, y por las economías de escala necesarias para

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 345/489
6.12 PRODUCCIÓN DE HIDROGENO
que la oxidación parcial sea económica, será más atractivo el hidrógeno si se obtiene como subproduc-to, con electricidad como producto principal.
La figura 6.1.4 es un diagrama de bloques de una unidad que produce electricidad a partir de asfalto,con hidrógeno como subproducto. Además de tener alto contenido de carbono, el asfalto contiene gran-des cantidades de azufre, nitrógeno, níquel y vanadio (tabla 6.1.7). Gran parte del costo de la planta serelaciona con el tratamiento de estos componentes.
Primero, el asfalto se gasifica con oxígeno en una cámara vacía, recubierta con refractario, para pro-ducir una mezcla de CO, CO2 y H2. Por la alta temperatura, la producción de metano es mínima. El gasque sale del gasificador se enfría primero bruscamente con agua para eliminar sólidos, que contienenlos metales como ceniza y hollín. Los metales se eliminan por asentamiento y filtración, y el hollínse recircula al gasificador. El gas se sigue enfriando y se elimina el H2S lavándolo con un solventeselectivo. La eliminación de azufre se complica porque se forma una cantidad importante de sulfuro decarbonilo (COS) en el gasificador. Este compuesto se debe hidrolizar a H2S, o se debe usar un solvente
que lo pueda eliminar.En este sistema, el procesamiento de hidrógeno depende de cuánto gas se va a recuperar comohidrógeno y cuánto a utilizar como combustible. Donde la producción de hidrógeno es una parte relati-vamente pequeña de la corriente gaseosa total, se puede usar una unidad de membrana para retirar unacorriente rica en hidrógeno. Ésta se purifica entonces en una unidad APA. En el caso en que se requiere
FIGURA 6.1.4 Producción de hidrógeno por oxidación parcial.
TABLA 6.1.7 Composición deasfalto—Alimentación a oxidación
parcial
Densidad a 15 °C 1.169 kg/L Carbono 85.05% en peso Hidrógeno 8.10% en peso
Nitrógeno 0.80 % en peso
Azufre 6.00 % en peso Ceniza 0.05% en peso V 600 ppm
Ni 200 ppm

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 346/489
PRODUCCIÓN DE HIDRÓGENO CON PROCESO FW 6 . 13
cantidad máxima de hidrógeno, toda la corriente gaseosa puede tener una reacción de desplazamiento para convertir CO en H2, y usarse una unidad APA para toda la corriente.
Oxidación parcial catalítica. También se llama reformación autotérmica; en la oxidación parcial cata-lítica se hace reaccionar oxígeno con una alimentación ligera, pasando la mezcla caliente que resultasobre un catalizador de reformación. Ya que se usa catalizador, las temperaturas pueden ser más bajasque en una oxidación parcial no catalítica, lo cual reduce la demanda de oxígeno.
Las necesidades de composición de la alimentación son parecidas a las de la reformación con vapor deagua: se pueden usar desde hidrocarburos ligeros hasta nafta. El oxígeno sustituye a gran parte del vapor para evitar la formación de coque, por lo que se puede utilizar una menor relación de vapor de agua acarbón. En vista de que no se requiere un gran exceso de vapor de agua, la oxidación parcial catalítica pro-duce más CO y menos hidrógeno que la reformación con vapor de agua. Debido a eso, se adapta a proce-sos donde se desea CO, por ejemplo como gas de síntesis para alimentaciones en obtención de productosquímicos. En la oxidación parcial se requiere una planta de oxígeno, lo que aumenta los costos. En las plantas de hidrógeno, entonces, se usa principalmente en casos especiales, como para eliminar cuellos de botella en las plantas de reformación con vapor de agua, o donde ya hay disponible oxígeno en el sitio.
Recuperación de subproductos
Los principales subproductos de la obtención del hidrógeno son dióxido de carbono y vapor de agua. Dióxido de carbono. Cuando hay mercado para el CO2, su recuperación puede ser muy atractiva.Históricamente, su mayor uso ha sido en la industria alimentaria, y en fecha reciente el crecimiento ha sido para inyección en aumentos de recuperación de crudo. Una cantidad apreciable de CO2 está disponible enlas plantas de hidrógeno: una planta que prepara 10 millones de PCN/D (11,000 m3 N/h)] de hidrógeno a
partir de gas natural, descarga 2.5 millones de PCN/D, o 145 toneladas/día (132 TM/día) de CO2. La recuperación de CO2 se facilita en las plantas antiguas que usan lavado con líquido. Producen unacorriente concentrada de CO2, que sólo necesita la purificación final para eliminar trazas de H2, CO yCH4, para después comprimirlo.
Las plantas más recientes, que usen APA, pueden usar un sistema de adsorción con alterno de vacío(AVA) para recuperar el CO2 (figura 6.1.5). El gas residual del sistema APA se comprime y se aumenta al sis-tema AVA, donde se usa un conjunto separado de recipientes adsorbedores. Al utilizar regeneración al vacío,el sistema puede separar el gas residual en una corriente de CO2 producto, una corriente rica en hidrógenoque se recircula al reformador y una corriente rica en nitrógeno que se desecha.
Además de recuperar CO2, el sistema AVA aumenta la producción total de hidrógeno porque rescatael que de otro modo se hubiera perdido en el gas residual.
Asimismo, se puede instalar un sistema de lavado con líquido antes de una unidad APA para recupe-rar CO2. Este sistema también se puede usar en una reconstrucción para aumentar capacidad al reducirla carga al sistema APA.
Vapor de agua. La mayor parte de las plantas de hidrógeno generan vapor de agua, principalmente parausarlo como vapor de proceso, y el exceso queda disponible para exportación. Una unidad típica de50 millones de PCN/D [56,000 m3 N/h] basada en el proceso APA exportará entre 70,000 y 160,000 lb/h(de 30 a 70 TM/h) de vapor de agua, dependiendo de la configuración. Las plantas con precalentamientode aire se localizan en el extremo superior de la producción de vapor de agua, mientras que su exportación puede aumentarse más agregando quemadores auxiliares entre las secciones de radiación y convección.
Catalizadores
Las plantas de hidrógeno son de los más grandes usuarios de catalizadores en la refinería. Las opera-ciones catalíticas comprenden hidrogenación, reformación con vapor de agua, conversión por despla-zamiento y metanación.7

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 347/489
FIGURA 6.1.5 Recuperación de subproducto COr
La eliminación de azufre y halógenos se hace en realidad por reacción con adsorbentes sólidos, pero seincluyen aquí para completar la descripción.
Reformación. Debido a las altas temperaturas y a la carga de calor de la reacción de reformación, seusa el catalizador de reformación en el interior de los tubos de la zona de radiación de un horno dereformación. El catalizador está sometido a severas condiciones de operación: hasta 1600 °F (870 °C),con caídas de presión típicas de 40 lb/pulg2 (2.8 bar). Para resistir esas condiciones, el catalizador es engeneral una cerámica de alúmina, aunque algunas formulaciones anteriores usan aluminato de calcio.
El agente activo en el catalizador de reformación es níquel, y en el caso normal la reacción se con-trola por difusión y por transferencia de calor. De esa forma, el catalizador se fabrica en anillos que proporcionan mayor transferencia de masa y de calor con una caída de presión mínima. Para aumentarmás la transferencia de calor, la mayoría de los proveedores de catalizador lo ofrecen hoy en formasespeciales.
Aun con un portador de alta resistencia, la duración del catalizador se limita tanto por desintegración
física como por desactivación. Las oscilaciones térmicas son especialmente intensas en el catalizador:cuando se calientan los tubos, se dilatan y el catalizador tiende a asentarse en su interior; entonces,cuando se enfría el tubo y se contraen, el catalizador se quiebra. Eso puede provocar la formación dehuecos de catalizador en los tubos, que causan puntos calientes y, al final, tubos rotos.
Los venenos principales son azufre y cloruros, que existen en pequeñas cantidades en la mayor partede las alimentaciones. Teóricamente, el envenenamiento por azufre es reversible, y con frecuencia elcatalizador se puede regresar a una actividad casi completa tratándolo con vapor de agua. Sin embargo,en la práctica la desactivación puede hacer que el catalizador se sobrecaliente y forme coque, hasta un punto en que se deba cambiar.
Los cloruros son veneno irreversible: el cloro se combina con el níquel para formar cloruro deníquel, que es volátil. El níquel migra y se recristaliza, reduciendo la actividad del catalizador.
También, el catalizador es sensible a envenenamientos por metales pesados y arsénico, aunque estosmateriales rara vez están presentes en las alimentaciones.
El catalizador se suministra como níquel en forma de óxido. Durante el arranque, el catalizador secalienta en una corriente de gas inerte y después de vapor. Cuando aquél está cerca de la temperaturanormal de operación, se agrega hidrógeno o un hidrocarburo ligero para reducir el óxido de níquel a
6.14 PRODUCCIÓN DE HIDROGENO

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 348/489
PRODUCCIÓN DE HIDRÓGENO CON PROCESO FW 6.15
níquel metálico. El paso del vapor de agua por el catalizador oxida el níquel, pero la mayor parte de loscatalizadores se pueden volver a reducir.
Conversión por desplazamiento. La segunda reacción importante en una planta de reformación porvapor de agua es la reacción de conversión por desplazamiento
CO + H2O CO2 + H2
El equilibrio depende de la temperatura: las bajas temperaturas favorecen las altas conversiones.En las plantas de reformación se usan dos tipos básicos de catalizadores de desplazamiento: hierro/
cromo de alta temperatura y cobre/zinc para baja temperatura.
Desplazamiento a alta temperatura. El catalizador de desplazamiento a alta temperatura funciona entrelos límites de 600 a 800 °F (315 a 430 °C). Consiste principalmente de magnetita, Fe3O4, a la que seagrega óxido de cromo, Cr 2O3 como estabilizador. El catalizador se suministra en forma de Fe2O3 y
CrO3, y se debe reducir. Esto se puede hacer con hidrógeno y monóxido de carbono en el gas de alimen-tación al desplazamiento, y se efectúa en forma natural como parte del procedimiento de arranque.
Si la relación de vapor de agua a carbón en la alimentación es baja, el ambiente reductor es muyenérgico, y el catalizador se podrá seguir reduciendo hasta hierro metálico. Ése es un problema, porqueel hierro metálico cataliza reacciones de Fischer-Tropsch y forma hidrocarburos. En las plantas antiguascon lavado con líquido eso casi nunca fue un problema, porque la relación de vapor de agua a carbón,del gas de proceso, estaba entre los límites de 5 a 6, altos para la formación de hierro. En algunas de las plantas más recientes, con relaciones de vapor de agua a carbón menores que 3, el catalizador de des- plazamiento se convierte lentamente en hierro, y el resultado es que se forman cantidades importantesde hidrocarburos sobre el catalizador de desplazamiento en alta temperatura.
Para desacelerar (pero no eliminar) la sobrerreducción, el catalizador se puede dopar con cobre, que
actúa acelerando la conversión del CO. Aumenta la actividad a menores temperaturas, pero tambiénsensibiliza el catalizador frente al envenenamiento por azufre y cloruros.El catalizador de desplazamiento a alta temperatura es muy duradero. En su forma básica no es
sensible a la mayor parte de los venenos y tiene alta resistencia mecánica. Sin embargo, está sometidoa sinterización térmica y una vez que opera a determinada temperatura, pierde su actividad a menorestemperaturas.
Desplazamiento a baja temperatura. El catalizador de desplazamiento a baja temperatura funciona conuna temperatura típica de entrada de 400 a 500 °F (205 a 230 °C). Debido a la menor temperatura, elequilibrio de la reacción es mejor, y el CO en la salida es menor.
El catalizador de desplazamiento a baja temperatura es económico, principalmente en plantas conlavado con líquido, que usan un metanador para la purificación final. La ventaja principal de la con-versión adicional no es el hidrógeno extra que se produce, sino el menor CO residual. Eso reduce elaumento de temperatura (y la pérdida de hidrógeno) a través del metanador.
Las plantas con APA en general no usan desplazamiento a baja temperatura, ya que todo el CO noconvertido se recuperará como combustible para el reformador. Ya que el desplazamiento en baja tem- peratura aumenta la producción de hidrógeno para determinado tamaño de reformador, se puede utilizaren reconstrucciones para aumentar la producción.
El catalizador de desplazamiento a baja temperatura es sensible al envenenamiento por azufre ycloruros. También es frágil, mecánicamente, y sensible al agua líquida, que puede causar su reblande-cimiento seguido por su aplastamiento o taponamiento.
El catalizador se suministra como óxido de cobre sobre un portador de óxido de zinc y se debe redu-cir a cobre calentándolo en una corriente de gas inerte con cantidades medidas de hidrógeno. La reducciónes fuertemente exotérmica y debe vigilarse estrechamente.
Metanación. En las plantas con lavado con líquido, la purificación final del hidrógeno se hace conmetanación, que convierte el CO y CO2 en CH4. El agente activo es níquel, en un soporte de alúmina.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 349/489
6.16 PRODUCCIÓN DE HIDROGENO
El catalizador tiene larga duración porque funciona en condiciones limpias y no está expuesto avenenos. La causa principal de desactivación es el taponamiento debido a arrastres de soluciones de
eliminación de CO2. El riesgo más grave es demasiada temperatura debida a altas concentraciones de CO o CO 2. Eso
puede causar rupturas del equipo de eliminación de CO2 o fugas en los tubos del intercambiador queenfrían bruscamente la reacción de desplazamiento. Las fugas resultantes pueden ser graves, porquela reacción de metanación produce un aumento de temperatura de 125 °F por cada 1% de CO, o 60 °F por 1% de CO2. Si bien la temperatura normal de funcionamiento en un metanador es 600 °F (315 °C)aproximadamente, es posible que llegue a 1300 °F (700 °C) en casos de grandes escapes.
Purificación de la alimentación. La larga duración de catalizador en las plantas modernas de hidrógenose puede atribuir en gran medida a la purificación efectiva de la alimentación, en especial a la elimina-ción de azufre y cloruro. Una alimentación típica de gas natural o de un hidrocarburo ligero contienetrazas de H2S y azufre orgánico. El gas de refinería puede contener cloruros orgánicos procedentes de
una unidad de reformación catalítica. Para eliminarlos, es necesario hidrogenar la alimentación, para convertir el azufre orgánico en H 2S,
que entonces reacciona con óxido de zinc; los cloruros orgánicos se convierten en HC1 y se reaccionancon un adsorbente de metal alcalino. La purificación se hace a 700 °F (370 °C), ya que así se aprovechamejor el óxido de zinc y también se asegura la hidrogenación completa.
Formación de coque en el catalizador de reformación. La coquización del catalizador del reformadores el problema más característico en una planta de hidrógeno. Si bien puede tener un aspecto similar alensuciamiento de los tubos de calentador que se presenta en otras unidades, son necesarias precaucionesadicionales en este caso. Una de las principales razones de la gran fiabilidad de las unidades modernases la reducción en la formación de coque en el catalizador. Eso se debe a progresos en la tecnologíacatalítica y a diseños del reformador.
Mientras que las corrientes ligeras ricas en metano, como gas natural o gas ligero de refinería, son lasmás comunes en las plantas de hidrógeno, con frecuencia hay la necesidad de procesar una diversidad dealimentaciones más pesadas, que incluyen gas LP y nafta, por variaciones estacionales en precios de ali-mentación, o un suministro interrumpido de gas natural, o alteraciones en una unidad productora de gas.También las variaciones en la alimentación pueden pasar inadvertidas, por ejemplo, cambios en lacomposición de gas residual de refinería originados en otra unidad.
Cuando se usan alimentaciones más pesadas en una planta de hidrógeno, la preocupación principales la formación de coque en el catalizador del reformador. También, en general, habrá una pequeñareducción en la capacidad, debida al carbón adicional en la alimentación y al vapor de agua adicionalnecesario. Con eso, aumenta la carga a la sección de desplazamiento y de eliminación de CO2 en la planta. La magnitud de este efecto dependerá de las alimentaciones usadas y de la planta. Sin embargo,la formación de coque es de atención más inmediata porque puede evitar la operación de la planta.
Es más probable la formación de coque en la tercera parte bajando por el tubo, donde la temperatura y elcontenido de hidrocarburos son, al mismo tiempo, lo suficientemente altos. En esta región, los hidrocarbu-ros se pueden desintegrar y polimerizar con más rapidez que con la que se elimina el coque por reacción convapor de agua o con hidrógeno. Una vez desactivado el catalizador, la temperatura sigue aumentando y laformación de coque se acelera. Más abajo por el tubo, donde es menor la relación hidrocarburos/hidrógeno(HC/H2), hay menos riesgo de formación de coque. Esa formación depende, en gran parte, del balance entrela actividad del catalizador y la entrada de calor; un catalizador más activo produce más hidrógeno a menortemperatura, reduciendo el riesgo de formación de coque. Tiene especial importancia la entrada uniformede calor, en esta región del tubo de catálisis, ya que todo hueco o variación de actividad del catalizador puede producir puntos calientes localizados que causan la formación de coque o la falla del tubo. Laformación de coque causa puntos calientes en los tubos de catalizador, y puede producir pautas carac-terísticas, llamadas cuello de jirafa o cola de tigre. La formación de coque puede aliviarse parcialmenteaumentando la relación vapor de agua/hidrocarburo, para modificar las condiciones de reacción, pero lasolución más efectiva es cambiar el catalizador por uno diseñado para alimentaciones más pesadas.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 350/489
PRODUCCIÓN DE HIDRÓGENO CON PROCESO FW 6.17
Además de las reacciones de reformación y desplazamiento sobre el catalizador de reformación,suceden varias reacciones secundarias. En la mayor parte de ellas se produce o se elimina carbón. El
carbón se forma continuamente sobre el catalizador, pero de ordinario reacciona con vapor de agua conmayor velocidad que con la que se puede acumular. Las alimentaciones más pesadas producen carbóncon mucho mayor velocidad. A menos que se cambien las condiciones del proceso o el catalizador, elcarbón se puede acumular.
El catalizador normal para reformación de metano usa níquel en un soporte de cerámica de la alúmina.La alúmina es acida, con lo que favorece la desintegración de hidrocarburos y puede formar coque conlas alimentaciones más pesadas. Algunas formulaciones de catalizador utilizan un espinel de magnesia yalúmina, que es más neutro que la alfa alúmina. Con él, se reduce la desintegración en el soporte, y se per-mite usar alimentaciones algo más pesadas, en forma típica en la zona del gas LP. Las desventajas de estemétodo son, entre otras, dificultad de reducir al catalizador, a menos que haya una fuente de hidrógeno enel gas de reducción, y el daño posible al catalizador por su hidratación durante el arranque.
Se puede obtener mayor resistencia a la formación de coque agregando un promotor alcalino, típi-camente alguna forma de potasa (KOH), al catalizador. Además de reducir la acidez del soporte, el promotor cataliza la reacción entre vapor de agua y carbón. Si bien se continúa formando el carbón, seelimina con más rapidez que con la que se acumula. Este método puede usarse con alimentaciones denafta hasta una temperatura de ebullición de 350 °F (180 °C).
A las condiciones de un reformador de combustión, la potasa es volátil y se incorpora en el catali-zador como un compuesto más complejo, que se hidroliza lentamente liberando KOH. El catalizador promovido sólo se usa en la mitad superior de los tubos de catalizador, porque allí es donde son máxi-mos el contenido de hidrocarburos y la posibilidad de formación de coque. Además, de ese modo semantiene la potasa alejada de la parte más caliente del tubo y se reduce su migración.
El catalizador alcalizado permite usar una amplia variedad de alimentaciones, pero tiene sus desven-
tajas. Además de la posible migración de la potasa, que se puede minimizar con un diseño y operaciónadecuados, el catalizador es algo menos activo que un catalizador convencional.
Prerreformación. Otra operación para reducir la formación de coque en los reformadores con vaporde agua es usar un prerreformador. Se utiliza un lecho fijo de catalizador muy activo, que funciona amenor temperatura, antes del reformador de combustión1 (figura 6.1.6). Se seleccionan las temperaturasde entrada para que haya un riesgo mínimo de formación de coque. El gas que sale del prerreformadorsólo contiene vapor de agua, hidrógeno, óxidos de carbono y metano. Eso permite usar un catalizadornormal para metano en el reformador de combustión. Este método se ha usado con alimentaciones hastaquerosina ligera. La desventaja del método es la necesidad de un reactor separado de prerreformación,y un tren de precalentamiento más complicado.
Ya que el gas que sale del prerreformador constituye un menor riesgo de formación de coque, esotambién hace que el reformador de combustión sea más "indulgente". Son menos críticas las variacio-nes de actividad y de flujo de calor en el reformador primario.
Además de su uso para tener flexibilidad de alimentación, un prerreformador puede utilizarse parareducir el consumo de combustible y la producción de vapor del reformador. Como el gas de salida del prerreformador no contiene hidrocarburos más pesados, se puede recalentar a mayor temperatura que laalimentación original, sin riesgos de formación de carbón. La mayor temperatura de precalentamientoreduce el trabajo por radiación y el consumo de combustible, así como la producción de vapor de agua.
Diseño del reformador
Configuración del equipo. Los diseños de los hornos de reformación con vapor de agua deben tener en
cuenta los problemas causados por las temperaturas extremadamente altas del proceso. Son dilatacióntérmica, agrietamiento y sobrecalentamiento. Las altas temperaturas también demandan el uso de alea-ciones exóticas; por ejemplo, un material común para los tubos es HP-45, que contiene 25 por ciento decromo y 25 por ciento de níquel, con adición de niobio para estabilizar la estructura de los granos.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 351/489
6.18 PRODUCCIÓN DE HIDROGENO
La dilatación de los tubos a las temperaturas de reformación es de 10 pulgadas (250 mm) para untubo típico de 40 pies (12 m). Esta dilatación se toma en el extremo frío del tubo conectándolo al cabe-zal de entrada con tubos largos y relativamente flexibles llamados rabillos o colas de cerdo. Se usa unsistema de contrapesos para sostener el tubo y asegurar que se mantenga en tensión constante, evitandoque se cuelgue.
La combinación de alimentación ligera y buena conductividad térmica del hidrógeno permite usargrandes flujos de calor, mayores que 20,000 Btu/(hpie2) [63,000 W/m2]. Esto, a su vez, requiere queel flujo de calor sea muy uniforme, para evitar puntos calientes. En los hornos mayores la combustiónocurre en ambos lados del tubo y se toman medidas para asegurar que el flujo de calor sea relativamenteuniforme a todo lo largo del tubo. Eso se puede lograr usando un diseño de pared radiante, como porejemplo una unidad de pared con terraza, o ubicando la llama junto a la parte más fría del tubo, enunidades con quemadores hacia abajo.
Como el catalizador está empacado en los tubos, se usan muchos pasos múltiples para mantener lacaída de presión en un valor aceptable. Puede haber varios centenares de pasos paralelos en un hornogrande. El empacado cuidadoso del catalizador en los tubos asegura una distribución uniforme deflujo.
Varias configuraciones de reformador han evolucionado para controlar estos factores: pared conterraza (Terrace Wall), quemador a un lado, quemador hacia abajo y quemador en el fondo. Estos dise-ños se resumen a continuación.
Pared con terraza. El reformador Terrace Wall de Foster Wheeler fue desarrollado para controlar elefecto de las altas temperaturas y flujos de calor que se usan en la reformación con vapor. En este diseñose utiliza un hogar largo, relativamente angosto, con los tubos que bajan en una sola hilera en el centro(figuras 6.1.7 a 6.1.9). Los quemadores están ubicados en terrazas a lo largo de los lados, y lanzan elfuego hacia arriba, contra las paredes inclinadas revestidas con refractario. En general, se emplean dosterrazas. El refractario caliente irradia el calor a los tubos y se obtiene una distribución de calor muyuniforme y controlada. Eso ayuda a evitar sobrecalentamiento localizado y depósito de carbón. El flujo
FIGURA 6.1.6 Esquema de flujos con prerreformador .

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 352/489
FIGURA 6.1.7. Este reformador Terrace Wall se encuentra en una refinería estadounidense y produce másde 120 millones de PCN/D de hidrógeno, a partir de gas natural o gas ligero de refinería.
de gas de proceso es hacia abajo, y el gas de combustión fluye hacia arriba. La sección de convecciónestá arriba de la sección radiante. Con frecuencia, los hornos más grandes usan dos celdas radiantes,lado a lado, que comparten una sección común de combustión.
El diseño con pared radiante permite contar con un flujo de calor uniforme, resistente a sobreca-lentamientos locales, aun en caso de coquización del catalizador. El estibado vertical del horno, con lasección de convección arriba de la sección radiante, da como resultado menor espacio ocupado en la mayor parte de los tamaños.
El arreglo con tiro ascendente minimiza la potencia necesaria para ventiladores y el horno se puedediseñar para operar con tiro natural, sin ventiladores.
Fuego lateral. Este diseño es parecido al horno Terrace Wall, de paredes con terrazas, y tiene que-madores ubicados a varias alturas (con frecuencia seis niveles). Se usan quemadores especiales paradirigir las llamas contra las paredes. Es posible tener un control adicional de la combustión debido a lamayor cantidad de quemadores.
Fuego hacia abajo. Este diseño utiliza quemadores en el techo del horno, con la llama hacia abajo(figura 6.1.10). Se usan varias filas de tubos, alternando con filas de quemadores. Se emplean quema-dores especiales para asegurar la figura adecuada de la llama. Eso se requiere para obtener una buenadistribución de calor a lo largo del tubo. El gas de proceso y el gas-de combustión fluyen hacia abajo.
Las filas múltiples permiten tener un costo menor con unidades extremadamente grandes, como senecesita en grandes plantas de metanol o de amoniaco. La sección de convección se ubica a nivel delterreno; eso permite un buen acceso a ventiladores y montaje de los mismos más estable, pero aumentael área del terreno necesaria. Se requieren menos quemadores, pero mayores.
Cilindrico. El horno tiene la forma de un cilindro vertical, con los quemadores ubicados en el centrodel piso. Los tubos se ordenan en un anillo en torno a los quemadores. El amplio espacio entre los tubos permite que la radiación se refleje desde las paredes del horno y llegue a la parte trasera de los tubos, para tener buena distribución de calor. El gas de proceso y el gas de combustión fluyen hacia arriba.
Este diseño se usa con unidades más pequeñas, y el límite superior de la planta es de 5 a 10 millonesde PCN/D (5500 a 11,000 m3 N/h) de hidrógeno, con un solo reformador. Ya que el extremo caliente de
los tubos se encuentra en la parte superior, esos tubos se pueden anclar allí, y expandirse hacia abajo.Los contrapesos o soportes de resorte que se usan en las unidades mayores aquí no son necesarios, locual reduce el costo del horno. En general, esas unidades se fabrican en el taller. En consecuencia, sutamaño está limitado por las restricciones del transporte.
PRODUCCIÓN DE HIDRÓGENO CON PROCESO FW 6.19

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 353/489
6.20 PRODUCCIÓN DE HTDROGENO
FIGURA 6.1.8 Reformador de tiro natural.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 354/489
PRODUCCIÓN DE HIDRÓGENO CON PROCESO FW 6.21
Operación de la planta
Hay varias operaciones que son características de las plantas de hidrógeno. Comprenden cargar cata-lizador en tubos de reformador, medir las temperaturas del metal y eliminar de servicio los tubos concatalizador.
Carga de catalizador. La meta de la carga del catalizador es llenar los tubos de 40 pies (12 m) delongitud por completo, sin huecos y sin romper alguno de los anillos de catalizador. Los reformadoresanteriores se cargaban llenando los tubos con agua y dejando caer el catalizador en su interior. Eso seinterrumpió al encontrar que, en el arranque, el agua aprisionada dentro del catalizador se convertía envapor y rompía los anillos.
En forma tradicional, la carga se ha hecho cargando primero el catalizador en tubos de tela, llamadosmedias, y bajando las medias al interior de los tubos. Manipulando la cuerda, el catalizador se deja caersólo unas cuantas pulgadas. Es un proceso lento que requiere vibrar los tubos para eliminar huecos,midiendo con cuidado la caída de presión en los tubos y el volumen cargado en cada uno para asegurarla consistencia.
Medición de temperatura en los tubos de catalizador. Al madurar la tecnología en las plantas de hidró-geno, la presión de la competencia ha hecho necesario operar las plantas cerca de sus límites, incluyen-do los límites de temperatura de los tubos de catalizador. Para evitar fallas de tubos, hoy muchas plantasvigilan las temperaturas de las paredes de los tubos cada día, o hasta cada turno.
FIGURA 6.1.9 Homo Terrace Wall.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 355/489
6.22 PRODUCCIÓN DE HIDROGENO
SALIDA DE GAS DECOMBUSTIÓN
FIGURA 6.1.10 Reformador con fuego hacia abajo.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 356/489
PRODUCCIÓN DE HIDRÓGENO CON PROCESO FW 6.23
Se usan pirómetros ópticos (en realidad, infrarrojos) para medir esas temperaturas, ya que los ter-mopares no duran en las condiciones de 1700 a 1800 °F (930 a 980 °C).
Además de medir las temperaturas de metal, es importante identificar variaciones en ellas, que indi-quen problemas con el catalizador. La desactivación del catalizador hará elevar la temperatura del tubo, porque es necesario quemar más para alcanzar la misma conversión. También los envenenamientos provocan variaciones en la actividad catalítica, causando puntos calientes en los tubos, así como pautasdistintivas llamadas colas de tigre o cuello de jirafa. La ruptura de catalizador por aumento y disminuciónde temperatura puede causar pautas similares, así como tubos calientes debido a taponamientos.
Sea que se midan temperaturas o se identifiquen pautas, las lecturas exactas requieren una vistaclara de los tubos del catalizador, de preferencia desde una dirección perpendicular a la superficie delmetal. Los hornos Terrace Wall, o con fuego lateral, tienen ventaja en este caso, ya que la mayor partede ellos poseen registros de mira para permitir la medición de temperatura de casi todos los tubos. Lasfilas múltiples de tubos, comunes en los hornos con fuego hacia abajo, requieren vista desde el extremo
de las filas de tubos, haciendo que se dificulte la medición exacta.
Daños y salida de servicio de tubos. La duración de los tubos de catalizador depende en gran parte delas condiciones del catalizador, el que a su vez está sujeto a daños por envenenamiento o por esfuerzosmecánicos. Es posible que haya envenenamiento por azufre o cloruros, ya sea en la alimentación o enun vapor de agua de baja calidad, y el esfuerzo mecánico se suele deber a variaciones térmicas. Lostubos metálicos tienen un mayor coeficiente de dilatación térmica que el catalizador. Al calentarselos tubos se dilatan, y el catalizador se asienta más en el tubo. Cuando el tubo se enfría, se contrae y elcatalizador se fractura. Después de varios ciclos de variación, el catalizador se puede romper, tapandoel tubo o formando huecos.
La ruptura por ciclos térmicos se puede agravar por la alta caída de presión en los tubos de cataliza-
dor. Un menor diámetro de tubo puede reducir el costo del horno, ya que el volumen del catalizador yel peso de los tubos se reducen para determinada superficie de tubo. Sin embargo, aumenta la caída de presión en los diámetros menores. Durante las alteraciones del proceso, es fácil rebasar la resistenciadel catalizador al aplastamiento y el catalizador se rompe.
Al agravarse el estado del catalizador, se pueden formar puntos calientes en los tubos, que puedenromperse. El paro del horno por este motivo, para reparar los tubos, podría causar pérdida de produc-ción y también ciclos de calentamiento y enfriamiento adicionales. Los tubos individuales pueden aislarseen funcionamiento, para sellarlos y continuar la operación. Eso se hace aplastando los rabos de cerdo, para cerrarlos, con una prensa hidráulica mientras la unidad está funcionando. Muchos operadores cierranla alimentación de hidrocarburo mientras realizan eso, evitando que el vapor de agua pase a los tubos.
Los tubos mismos están sujetos también a daños por variaciones cíclicas de temperatura. Cuando
se calientan, la parte externa más caliente de la pared del tubo se expande más que la parte interna y sedesarrollan altos niveles de esfuerzo. El metal puede fluir en operación, normalizando los esfuerzos. El proceso se invierte cuando el tubo se enfría. Los ciclos continuos pueden causar grietas.
INTEGRACIÓN EN LA REFINERÍA MODERNA
Purificación
Se usa una gran variedad de procesos para purificar las corrientes de hidrógeno.45 Como las corrientesdisponibles tienen una gran variedad de composiciones, flujos y presiones, el mejor método para puri-ficarlas varía.
Los factores que se deben tener en cuenta para seleccionar un método de purificación comprenden:• Costo (inversión y operación).
• Recuperación de hidrógeno.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 357/489
6.24 PRODUCCIÓN DE HIDROGENO
• Pureza del producto.
• Perfil de presiones.
• Paros.
• Fiabilidad demostrada.
Lavado con líquido. Los sistemas de lavado con líquido, en especial los de amina o de carbonato de potasio, se usan para eliminar gases ácidos como H2S o CO2. La mayor parte de ellos depende de reac-ciones químicas y se pueden diseñar para una amplia gama de presiones y capacidades. Alguna vez seusaron mucho para eliminar el CO2 en las plantas de reformación con vapor de agua, pero en generalhan sido reemplazados por unidades APA, excepto donde se recupera CO2. Se siguen usando para eli-minar H2S y CO2 en plantas de oxidación parcial.
Los sistemas de lavado con líquido sólo eliminan los gases ácidos o los hidrocarburos pesados, pero
no el metano ni otros gases ligeros, por lo que tienen poca influencia sobre la pureza del producto. Porello, los sistemas de lavado con líquido se usan más como paso de pretratamiento, o bien cuando se debedesulfurar una corriente rica en hidrógeno para utilizarla como gas combustible.
APA. En la adsorción con presión alterna, se usan lechos de adsorbente sólido para separar lascorrientes de hidrógeno impuro en una corriente de producto muy puro, de alta presión, y una corrientede gas de fondos, a baja presión, que contiene las impurezas y algo del hidrógeno. Los lechos se rege-neran después despresionándolos y purgándolos (figuras 6.1.11 y 6.1.12). Parte del hidrógeno, en formatípica del 10 al 20 por ciento, se pierde en el gas de fondos.
El costo del sistema es relativamente insensible respecto de la capacidad. Eso hace que la APA seamás económica a capacidades mayores, mientras que las unidades de membrana tienden a ser favore-cidas para las plantas menores.
La adsorción con oscilación de presión es, en general, la primera opción para plantas de reformacióncon vapor de agua, por su combinación de alta pureza, costo moderado y facilidad de integración en la planta de hidrógeno. También se usa con frecuencia para purificar gases residuales de refinería, dondecompite con los sistemas de membranas.
FIGURA 6.1.11 Esta figura ilustra el flujo a través de una unidad APA para los distintos pasos en el ciclo. En el primer paso,entra hidrógeno impuro al fondo del lecho y el hidrógeno puro sale por la parte superior. En el siguiente paso, el hidrógeno purose recupera cuando el lecho se despresiona parcialmente a otro lecho, a menor presión. Estas "igualaciones" de presión son clave
para que la recuperación del hidrógeno sea alta en las unidades APA modernas. Después, el lecho se descarga al sistema de gas decola y se purga con hidrógeno puro procedente de otro lecho.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 358/489
PRODUCCIÓN DE HIDROGENO CON PROCESO FW 6.25
El paro es sencillo a un 30 por ciento del flujo, donde se limita por la exactitud de la medición. Lossistemas se pueden diseñar para bajar algo más, agregando transmisores de intervalo de medición bajo.
La fiabilidad es muy alta.En general, no es económico diseñar una unidad APA para procesar gas de síntesis procedente dereformación con vapor de agua y también hidrógeno e hidrocarburos gaseosos. Hacerlo causa proble-mas tanto en el balance de combustible como en los adsorbentes. El gas de fondos de la unidad dereformación con vapor de agua consiste en gran medida del CO2, y se regresa a baja presión al hornode reformación como combustible. El balance de combustible en la planta requiere comprimir el gasde fondos de la APA con hidrocarburos, y enviarlo al sistema de combustible. La combinación de esasdos unidades causaría mucho gas combustible al horno del reformador, y comprimir gran parte del CO2
procedente del gas de síntesis para agregarlo al sistema de combustible. Además, los adsorbentes paralos dos sistemas son diferentes y combinarlos afectaría la recuperación de hidrógeno.
Membranas. En las unidades de membrana se separan los gases aprovechando la diferencia en las velo-cidades de difusión a través de membranas. Los gases que se difunden más rápido (como el hidrógeno)son la corriente de permeado y están disponibles a alta presión. Los gases más lentos forman la fase no permeada y salen de la unidad a una presión cercana a la de alimentación.
Las unidades de membrana no contienen partes móviles ni válvulas de cambio y poseen una granfiabilidad potencial. La principal amenaza se debe a componentes en el gas (como los aromáticos) quedañan a las membranas o por líquidos que las tapan.
Las membranas se fabrican en módulos relativamente pequeños; para mayores capacidades se agre-gan más módulos. Por ello, el costo varía en forma lineal con la capacidad, lo que las hace competitivasa bajas capacidades.
El diseño de los sistemas de membrana implica una negociación entre la caída de presión (ovelocidad de difusión) y superficie, así como entre pureza de producto y recuperación. Al aumentarla superficie, aumenta la recuperación de los componentes; sin embargo, se recuperan más de loscomponentes lentos, lo cual disminuye la pureza. Al operarlas con paros se cambia la relación entrela velocidad de difusión y la superficie; los módulos se pueden sacar de servicio para mantener cons-tantes las condiciones.
FIGURA 6.1.12 Pasos en el proceso APA (adsorción con oscilación de presión).

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 359/489
6.26 PRODUCCIÓN DE HIDROGENO
Separación criogénica. Las unidades de separación criogénica funcionan enfriando el gas y condensan-do algo o toda la corriente gaseosa. Dependiendo de la pureza necesaria en el producto, la separación
puede ser por simple evaporación instantánea o por destilación. Las unidades criogénicas tienden a sermás costosas que otros procesos, en especial en tamaños menores. Eso se debe en parte al pretratamien-to de la alimentación, necesario para eliminar compuestos que se congelarían, como agua o CO r Por loanterior, se usan ya sea en tamaños muy grandes, o donde ofrezcan una ventaja determinada, como lacapacidad de separar diversos productos procedentes de una sola corriente de alimentación. Un ejemploes la separación de olefinas ligeras de un gas de desintegración catalítica FCC.
La recuperación de hidrógeno es de 95 por ciento y se puede llegar a una pureza superior 98 por ciento.Una vez condensado el material, el fraccionamiento adicional es relativamente poco costoso.
Alimentaciones
Las mejores alimentaciones para reformación con vapor de agua son ligeras, saturadas y bajas en azu-fre; incluyen al gas natural, gas de refinería, gas LP y nafta ligera. Esas alimentaciones se pueden usar para producir hidrógeno con alta eficiencia térmica y bajo costo de capital.
Gas natural. El gas natural es la alimentación más común a la planta de hidrógeno porque cumple conlas necesidades de alimentación al reformador y es de bajo costo. Un gas natural típico de gasoducto(tabla 6.1.8) contiene más de 90 por ciento de compuestos C1 y C2, y sólo un porcentaje pequeño de C3
e hidrocarburos más pesados. Puede contener trazas de CO2, y con frecuencia, cantidades apreciablesde N2. El N2 afectará la pureza del hidrógeno producido; se puede eliminar en la unidad APA si esnecesario, pero a mayor costo.
La purificación del gas natural antes de la reformación suele ser relativamente simple. Las trazas de
azufre deben eliminarse para evitar envenenamiento del catalizador de reformación, pero el contenidode azufre es bajo y, en general, consiste en H 2S con algo de mercaptanos. El óxido de zinc suele seradecuado para la hidrogenación.
Gas de refinería. El gas ligero de refinería, que contiene una cantidad sustancial de hidrógeno, puedeser una alimentación atractiva al reformador con vapor de agua. Como se obtiene como subproducto, puede estar disponible a bajo costo. El procesamiento de gas de refinería dependerá de su composición;en especial de la concentración de olefinas y propano y de hidrocarburos más pesados.
Las olefinas pueden causar problemas al formar coque en el reformador. Se convierten en compues-tos saturados en el hidrogenador y emiten calor. Eso puede ser un problema, si la concentración deolefina es mayor de aproximadamente 5 por ciento, ya que el hidrogenador se sobrecalentará. Se puede
instalar un sistema de recirculación para enfriar el reactor, pero es costoso y desperdicia calor.
TABLA 6.1.8 Composición típicadel gas natural
Componente % en volumen
CH4 81.0C2H6 10.0C,H8 1.5C4Hl0 0.5C5H12+ 0.2 N2 5.8CO2 1.0
Azufre (H2S, RSH) 5 vol ppm
Total 100.0
Nota: RSH = mercaptanos.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 360/489
PRODUCCIÓN DE HIDRÓGENO CON PROCESO FW 6.27
Sin embargo, los hidrocarburos en el gas de refinería también pueden formar coque, sea en el cata-lizador del reformador primario o en el precalentador. Si hay más de unos pocos puntos porcentuales
de compuestos C3 o superiores, debe tenerse en cuenta un catalizador de reformador promovido paraevitar los depósitos de carbón.
Cuando el contenido de hidrógeno es mayor que 50% en volumen, y el gas está a una presiónadecuada, otra opción es recuperar el hidrógeno usando una unidad de membrana o de adsorción conoscilación de presión. El gas residual, que todavía contiene una cantidad importante de hidrógeno, se puede usar después como alimentación al reformador con vapor de agua.
El gas de refinería de diversas fuentes varía en su disponibilidad como alimentación para la planta dehidrógeno. El gas residual del reformador catalítico, como el de la tabla 6.1.9, por ejemplo, está satu-rado, tiene contenido muy bajo de azufre y con frecuencia posee alto contenido en hidrógeno. Eso lohace una alimentación excelente al reformador con vapor de agua. Puede contener pequeñas cantidadesde cloruros, que envenenarán al catalizador del reformador, y se deben eliminar.
El gas no saturado de una FCC o una coquizadora, por otra parte, es mucho menos conveniente.Además de las olefinas, este gas contiene cantidades apreciables de azufre, que debe eliminarse antes deusarlo como alimentación. Estos gases también son en general inadecuados para la recuperación directade hidrógeno porque su contenido de hidrógeno suele ser muy bajo.
El gas residual del hidrotratador se encuentra en el término medio. Es saturado, por lo que se usa confacilidad como alimentación a la planta de hidrógeno. El contenido de hidrógeno e hidrocarburos más pesados depende, en gran parte, de la presión aguas arriba. En general, se necesitará eliminar el azufre.
El esquema de proceso que muestra la figura 6.1.13 usa tres corrientes distintas de gas de refinería para producir hidrógeno. Primero, se purifica el gas de purga de la planta hidrodesintegradora a alta presión en una unidad de membrana. El hidrógeno producto de las membranas está disponible a presiónintermedia y se combina con gas residual a presión intermedia, que primero se purificó en una unidad
APA. Por último, se comprime gas residual de baja presión, se mezcla con los gases rechazados porlas unidades de membrana y de APA, y se usa como alimentación al reformador con vapor de agua.También el sistema incluye una corriente de recirculación para modelar el aumento de temperatura através del hidrogenador, debido a la saturación de las olefinas.
Alimentación líquida. La alimentación líquida, sea gas LP o nafta, puede ser atractiva cuando los precios son favorables. En el caso típico, la nafta se evalúa como gasolina de bajo octano para motor, pero en algunos lugares hay un exceso de nafta ligera de destilación primaria, que está disponible a bajo costo. La alimentación líquida también pueden ser un respaldo si hay riesgo de racionamientosde gas natural.
El sistema de alimentación necesita tener un tanque de balance, bomba de alimentación y vapo-rizador, por lo general con calentamiento por vapor de agua. A eso seguirá más calentamiento, antes
de la desulfuración. El azufre en la alimentación líquida estará en forma de mercaptanos, tiofenos ocompuestos más pesados. Esos compuestos son estables, y no se eliminarán con óxido de zinc; porconsiguiente, se necesitará un hidrogenador. Como en el caso del gas de refinería, también deben hidro-genarse las olefinas, si están presentes.
TABLA 6.1.9 Composicióntípica del gas de salida del refor-mador catalítico.
Componente % en volumen
H2 75.5CH4 9.6C2H6 7.6
C3H8 4.5C4H10 2.0C5H12+ 0.8
Total 100.0

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 361/489
6.28 PRODUCCIÓN DE HIDROGENO
El reformador, en general, usará un catalizador promovido con potasa para evitar la acumulaciónde coque debida a la desintegración de las alimentaciones más pesadas. Si el gas LP sólo se va a usar
en forma ocasional, con frecuencia es posible utilizar un catalizador del tipo para metano, con mayorrelación de vapor de agua a carbón, para evitar la formación de coque. La nafta requerirá un catalizador promovido, a menos que se emplee un prerreformador.
RECUPERACIÓN DE CALOR
Al seleccionar un sistema de recuperación de calor para una planta nueva, deben balancearse variosfactores: reglamentos ambientales, costo de capital, costo de operación y fiabilidad. Su importanciarelativa varía de un proyecto a otro.2
Los reglamentos ambientales con mayor impacto sobre el diseño de la planta son, en forma típica,las limitaciones de NO^.. Otros impactos, como el de SO^ o las emisiones de agua son mínimos, porque
se suele usar combustible de bajo azufre, y hay pocas emisiones además del gas de combustión. Laelección del sistema de recuperación de calor puede tener un gran efecto sobre la producción de NOx,ya que serán afectadas tanto la cantidad de combustible quemado, como la temperatura de la llama. El precalentamiento del aire de combustión reducirá la combustión, pero como la formación de NOx seafecta mucho por la temperatura de la llama, habrá un aumento general de formación de NCK Otrosmétodos para reducir la combustión, como prerreformación o reformación con intercambio de calor, noafectan la temperatura de la llama, y en consecuencia, reducirán la cantidad de combustible quemado,como por ejemplo cuando una planta debe ampliarse de acuerdo con un permiso ya existente.
En general, el costo del capital y la facilidad de operación favorecerán la generación de vapor deagua. Es el esquema más sencillo y se propicia donde se puede usar el vapor adicional (tabla 6.1.10). No es necesario un catalizador extra, y si se usa un reformador Terrace Wall o de llama lateral es posible
construir el reformador como unidad con tiro natural. Eso elimina los ventiladores de tiro forzado einducido y mejora la fiabilidad. En los casos en que el vapor de agua tiene poco valor, se favorecerá el precalentamiento de aire, la prerreformación o la reformación con intercambio de calor, aunque aumen-tará el costo de capital con estas opciones.
FIGURA 6.1.13 Purificación de la alimentación con varias materias primas.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 362/489
PRODUCCIÓN DE HIDRÓGENO CON PROCESO FW 6.29
TABLA 6.1.10 Economía de precalentamiento de aire comparada con generación de vapor de agua*
Efecto del precalenta- Combustible quemado, Vapor Agua alimentación miento de aire millones de Btu producido, klb caldera, klb Total
Reducción por hora 85.445.8 46.6 Costo unitario (bajo costo de combustible): 0.95 2.20 0.44
Costo por hora, USD -81.17 100.66 -20.53 -1.04Costo por año, USD -8700
Costo unitario (alto costo de combustible) 3.005.00 0.70 Costo por hora, USD -256 .33 228.77 -32.65 -60.22Costo por año, USD -505,800
* Base: 45 millones de pies cúbicos normales por día (50,000 m3 N/h), 8,00 horas/año.
Prerreformación
En la prerreformación, el uso de un catalizador de gran actividad permite que la reformación se lleve acabo a menor temperatura.1
La alimentación al reformador se mezcla con vapor y se pasa sobre el catalizador de prerreforma-ción, como muestra la figura 6.1.6. Cuando avanza esta operación, baja la temperatura. A continuación,el gas se recalienta y se envía al reformador primario. Para alimentaciones más pesadas que el metano, elcalor de desintegración tenderá a elevar la temperatura y puede causar un aumento de temperatura conalimentaciones líquidas o gases pesados de refinería. La tecnología está bien demostrada y el catali-zador se ha usado en otras aplicaciones en la reformación de nafta. Además de los reactores, el único
equipo adicional requerido es un serpentín de precalentamiento en el reformador.Por otra parte, sólo una cantidad limitada de calor es la que se puede recuperar, ya que la temperaturade entrada al reactor se limita aproximadamente a 930 °F (500 °C) para evitar la desintegración de laalimentación. Gran parte de los ahorros de energía se deben a la capacidad de recalentar la alimentacióna alta temperatura. Como la salida del prerreformador no contiene hidrocarburos más pesados que elmetano, hay poco riesgo de desintegración.
El catalizador de gran actividad también es sensible la desactivación, que debe tenerse en cuenta para permitir cambios de catalizador en operación.
Reformación con intercambio de calor
El gas de proceso que sale del reformador se puede usar como fuente de calor en una reformación adi-cional. El catalizador de reformación está empacado en los tubos de un cambiador de calor y el gas desalida del reformador primario pasa por la envolvente. Diversos arreglos se usan para contrarrestar ladilatación de los tubos, como por ejemplo el que muestra la figura 6.1.14. En este caso, el gas calientedel reformador primario se mezcla con el gas que sale de los tubos de catalizador, por su extremoabierto, y pasa entonces a lo largo del exterior de los tubos de catalizador. Una ventaja del reformadorcon intercambio de calor es que puede alcanzar mayores temperaturas y recuperar más calor que el prerreformador, aunque con un costo mayor de equipo.
La temperatura en el reformador de intercambio de calor es más baja que la del reformador primario.La relación de vapor de agua a carbón, en el reformador de intercambio de calor, puede aumentarse paracorregirla, lo que afecta el equilibrio de la reformación. De este modo, también se desplaza la carga
térmica de la reformación a menor temperatura y se mejora el balance de calor.El efecto principal del reformador con intercambio de calor es reducir la demanda de combustible y
la generación de vapor de agua. La tabla 6.1.11 muestra esta reducción: desde 159,000 lb/h (72 TM/h)sólo con el reformador primario, a 77,000 lb/h (35 TM/h) con la adición del reformador con Ínter-

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 363/489
6.30 PRODUCCIÓN DE HIDROGENO
cambio de calor. Al combinar el reformador con intercambio de calor con precalentamiento de aire seobtiene mayor reducción en la generación de vapor de agua y la demanda de combustible en la planta:el vapor exportado se reduce a 21,000 lb/h (9.5 TM/h).
ECONOMÍA
Ruta del proceso
Los costos de capital para la producción de hidrógeno se presentan en la figura 6.1.15, donde se com-
paran los costos de purificación, reformación con vapor de agua y oxidación parcial. Donde ya haydisponible hidrógeno en cantidad suficiente, lo menos costoso es purificarlo lo necesario. En la mayor parte de los casos no es suficiente y se debe preparar.
La figura 6.1.15 ilustra por qué se favorece la reformación con vapor de agua frente a la oxidación parcial. Para alimentaciones ligeras, los costos de capital para plantas en límites de batería son simi-lares para la reformación con vapor de agua o para oxidación parcial. Sin embargo, cuando se incluyeel costo del oxígeno, el costo de la oxidación parcial (OXP) aumenta apreciablemente. La reformaciónde naftas tiene un costo de capital ligeramente mayor que la reformación de gas natural. El costo dela alimentación dependerá del valor de la nafta: cuando la nafta se evalúa como gasolina para motor,como en la figura 6.1.15, no puede competir con el gas natural. Cuando hay un sobrante de nafta de bajo octano, podrá ser valiosa con su costo como combustible, o hasta menos; en este caso puede ser
atractiva la reformación con vapor de agua. Para la oxidación parcial de combustibles residuales, se requiere una cantidad apreciable de equi-
pos para manipular el hollín, cenizas y azufre (figura 6.1.4). El costo de estos equipos adicionales, asícomo el oxígeno extra requerido, equivale a que el aceite pesado debe ser mucho menos costoso que el
FIGURA 6.1.14 Reformación con intercambio de calor.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 364/489
PRODUCCIÓN DE HIDRÓGENO CON PROCESO FW 6.31
TABLA 6.1.11 Comparación de los servicios necesarios para el reformador conintercambio de calor
Reformador con intercambio de calor Caso base
Aire frío Precalentamiento de aire
Hidrógeno, millones de PCN/D 50 50 50 Reformador primario, °C 1500 1550 1600Gas natural, millones de PCN/D
Alimentación 20.9 18.9 17.6 Combustible 1.7 1.2 0.8 Total 22.6 20.1 18.4
Vapor exportado, lb/h 159,000 77,000 21,000
gas natural para justificar la oxidación parcial. En forma alternativa, se puede usar la oxidación parcialcomo una forma de aprovechar una corriente como coque de petróleo o asfalto, que se considere como producto de desecho.
Costo de capital
Cuando se conocen capacidad, alimentación y método de recuperación de calor para una planta dereformación con vapor de agua, se puede hacer una estimación razonablemente buena del costo delcapital, en el caso típico con una exactitud de ±30 por ciento. Para una planta de hidrógeno de 50 millonesde PCN/D (56,000 m3 N/h), basada en alimentación con gas natural y que use generación de vapor pararecuperar calor, el costo de capital aproximado es 30 millones de USD.
En ese costo se supone una unidad de proceso dentro de límites de batería, incluyendo el equipo quemuestra la figura 6.1.3, en la Costa del Golfo estadounidense, en el segundo trimestre de 2002, hastasu terminación mecánica.
FIGURA 6.1.15 Costo de producción de distintas rutas de proceso. APA =adsorción con oscilación de presión; RMV = reformación de metano con vapor deagua; OXP = oxidación parcial.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 365/489
6.32 PRODUCCIÓN DE HIDROGENO
También se supone que el sitio de la construcción esté libre. Tampoco se incluye el costo del terreno,impuestos, permisos, bodega para almacenamiento de partes, escalamiento, catalizador ni instalaciones
de apoyo.
Hacer o comprar
En años recientes, a los refinadores se les ha presentado una alternativa viable de construir su propia planta de hidrógeno. Es posible comprar hidrógeno como un servicio "sobre la barda" a alguna delas principales empresas industriales productoras del gas. Estas empresas, en el caso típico, tienenexperiencia en producir y vender muchos gases industriales, como hidrógeno, nitrógeno y oxígeno, yalgunas tienen redes de gasoductos que aumentan la fiabilidad y economía de escala.
Reconstrucciones Con frecuencia, los cambios en el número de productos o alimentaciones en la refinería requieren incre-mentos de producción de hidrogeno. En especial, con las plantas antiguas, también con frecuencia seráfactible alcanzar esta capacidad adicional reconstruyendo una unidad existente.
Los cuellos de botella para aumentar la capacidad suelen caer en una o más de los siguientes casos:el reformador, eliminación de CO2 o capacidad hidráulica o de compresión. En el caso típico, la trans-ferencia de calor es un problema menor y en esta situación los cambios se integran a menudo con elmejoramiento de la capacidad hidráulica de la planta.
Varios de los desarrollos que ya se mencionaron se pueden usar para aumentar la capacidad. Porejemplo, con metales más resistentes en tubos de catalizador se puede operar a mayores temperaturasde reformador y menores relaciones de vapor de agua a carbón. El menor flujo de vapor permite la
operación, entonces, a mayores producciones de hidrógeno.En plantas con lavado con líquido, un cambio de la composición de la solución puede permitir mayor
flujo de gas por las mismas torres.El aumento de capacidad de una unidad APA existente también puede ser atractivo, pero en ese caso
la situación es más compleja. La economía de los sistemas APA depende de pasar gas de un absor- bedor a otro durante los pasos de bajada y subida de presión. Por esta causa, están muy integrado, yuna reconstrucción puede implicar cambio de adsorbente, modificación de ciclos, adición de lechos oaumento del tamaño de la tubería y las válvulas existentes.
Una opción que no ha demostrado ser viable es el reemplazo de sistemas de lavado con líquido porunidades APA. Debido a la pérdida de hidrógeno en el gas de fondos de la unidad APA, eso en realidadreduciría la capacidad de la planta.
SERVICIOS
Los servicios necesarios en el caso típico de una planta de hidrógeno de 50 millones de PCN/D alimen-tada con gas natural son los siguientes (no se requiere compresión):
Alimentación 750 millones de Btu/h (770 GJ/h)
Combustible 150 millones de Btu/h (158 GJ/h)
Vapor de exportación a 600 Ib Manom./pulg2, 700 °F 120,000 lb/h (54 TM/h)
Agua de alimentación a caldera 160,000 lb/h (72 TM/h)Agua de enfriamiento 900 gal/min (200 m3/h)
Electricidad 400 kW

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 366/489
PRODUCCIÓN DE HIDRÓGENO CON PROCESO FW 6 . 33
REFERENCIAS
1. B. J. Cromarty, K. Chlapik y D. J. Ciancio, "The Application of Pre-reforming Technology in the Production ofHydrogen", Reunión Anual de NPRA, San Antonio, Tex., marzo de 1993.
2. J. D. Fleshman, Chem. Eng. Prog., 89(10), 20 (1993).
3. A. Fuderer, "Catalytic Steam Reforming of Hydrocarbons", patente U.S. 4,337,170, 29 de junio de 1982.
4. M. H. Hiller, G. Q. Miller y J. J. Lacatena, "Hydrogen for Hydroprocessing Operations", Reunión Anual de NPRA, SanAntonio, Tex., marzo de 1987.
5. G. Q. Miller y J. Stoecker, "Selection of a Hydrogen Separation Process", Reunión Anual de NPRA, San Francisco,marzo de 1989.
6. Physical and Thermodynamic Properties ofElements and Compounds, United Catalysts, Inc., Louisville, Ky.
7. M. V. Twigg, Catalyst Handbook, 2" ed., Wolfe Publishing, Londres, 1989.
8. G. J. Lamben, W. J. A. H. Schoeber y H. J. A. Van Helden, "The Hydrogen Balance in Refineries", ConferenciaFoster Wheeler sobre procesamiento de aceite pesado e hidrógeno, Noordwijk, Países Bajos, abril de 1994.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 367/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 368/489
P • A • R • T • E • 7
HIDRODESINTEGRACIÓN

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 369/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 370/489
CAPÍTULO 7.1
ISODESINTEGRACIÓN -
HIDRODESINTEGRACIÓN
PARA LA PRODUCCIÓN DE
COMBUSTIBLES Y LUBRICANTES
DE ALTA CALIDAD
Alan G. Bridge* y Ujjal K. Mukherjee
Chevron Lummus Global Richmond, California, y Bloomfield, Nueva Jersey
La tecnología de hidrotratamiento tiene el papel principal de satisfacer la necesidad de combustiblesmás limpios, alimentaciones adecuadas para la petroquímica y aceites lubricantes de mayor calidad.Sólo con la hidrodesintegración, los GOV se pueden convertir parcialmente en combustibles para
transporte y aceites lubricantes cuya calidad satisfaga las cada vez más estrictas demandas ambientalesy del mercado.
El proceso de hidrodesintegración (Isocracking), de Chevron Lummus Global, concesionadoampliamente durante más de 40 años, tiene ventajas tecnológicas para la producción de gasolinas,destilados intermedios y aceites lubricantes. La optimización de una refinería siempre es cuestión de balance. Toda ventaja tiene un costo, toda ganancia incremental implica una pérdida en alguna u otraforma. La isodesintegración ayuda, permitiendo negociar ventajas respecto de rendimiento y calidaddel producto, elección de catalizador y duración de la corrida, costos de capital, costos de operación,versatilidad y flexibilidad. A través de sus familias de catalizadores amorfos y zeolíticos, el procesoIsocracking permite a los refinadores contar con una flexibilidad esencial en la elección del crudo, productos que se venden, especificaciones, configuraciones, eficiencia y rentabilidad, todo esto en el
intercambio de ventajas contra desventajas. Este capítulo explica la tecnología del proceso que permiteevaluar estas opciones.
QUÍMICA DEL PROCESO DE ISODESINTEGRACIÓN
El proceso de hidrodesintegración Isocracking, de Chevron Lummus Global, se llamó así por la relaciónexcepcionalmente alta de isoparafinas a parafinas normales en sus productos ligeros. Un alto porcentajede isoparafinas aumenta el octano de la nafta ligera producida y causa propiedades excepcionales deflujo en frío de destilado intermedio: temperatura de congelación de querisina/turbosina y temperaturade escurrimiento del diesel. En 1992, Chevron amplió las posibilidades de su proceso a la isomerización de parafinas pesadas al comercializar el proceso de (Isodewaxingt) isodesparafinado. Cuando se combina
* Finado. + Marca comercial de Chevron Lummus Global.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 371/489
7.4 HIDRODESINTEGRACIÓN
con la hidrodesintegración, este proceso es la forma más eficiente de producción de aceite base paralubricantes con alto índice de viscosidad (IV), y bajo temperatura de escurrimiento.
El proceso Isocracking es una combinación única en su tipo de saturación de aromáticos e isome-rización de parafinas, que genera una combinación atractiva de cualidades en los productos (véase latabla 7.1.1). El proceso elimina compuestos aromáticos pesados y produce destilados intermedios, con propiedades excepcionales de combustión: altas temperaturas de humo en querosina/turbosina, y altosnúmeros de cetano en el aceite diesel. El producto pesado es rico en hidrógeno, lo que lo hace un can-didato importante de aceites lubricantes, pirólisis de etileno o plantas de (FCC).
Cuando se combina con otros procesos de Chevron Lummus Global, como isotratamiento para desti-lados ligeros, Isodewaxing o LC-Fining, para procesar residuo al vacío, el proceso Isocracking se puedeusar par procesar todo, desde residuo hasta destilados desintegrados para producir destilados intermediosde muy alta calidad, gas LP, aceite base para lubricantes, nafta y aceites combustibles con bajo azufre,además de cargas a FCC o para petroquímicas.
LA IMPORTANCIA DEL HIDRÓGENO
La hidrodesintegración elimina los compuestos aromáticos indeseables de los materiales básicos del petróleo porque les adiciona hidrógeno. La cantidad de hidrógeno requerida depende del carácter de laalimentación.
El proceso Isocracking produce combustibles más limpios y lubricantes más efectivos a partir de unagran variedad de materias primas de distintas fuentes de crudo y, en algunos casos, de aceites pesadosgenerados por distintas rutas del procesamiento. Estos desafíos técnicos se pueden ilustrar partiendodel contenido de hidrógeno en alimentaciones y productos, usando un diagrama de Stangeland,1 comoel que se ve en la figura 7.1.1. En él se relaciona el contenido de hidrógeno de los hidrocarburos con su peso molecular y es una referencia para todos los hidrocarburos presentes en los productos del petróleo.
Al comparar las características de alimentaciones y productos, se pueden representar los esquemas de procesamiento que se requieren.
La línea superior de la figura 7.1.1 representa el contenido de hidrógeno en las parafinas puras,que tienen el máximo contenido de hidrógeno de todas las series de homólogos de hidrocarburos. Loscompuestos aromáticos tienen un contenido de hidrógeno mucho menor y están mucho más abajo dela línea de las parafinas. Este diagrama muestra regiones que cumplen con las especificaciones para los productos refinados más importantes: gasolina para motores, turbosina, diesel, y aceites lubricantes.Las regiones para destilados intermedios y lubricantes bordean la línea de parafinas. Los compuestosaromáticos perjudican la calidad de esos productos. La región de gasolina para motores es más compleja, porque tanto las isoparafinas ricas en hidrógeno, como los aromáticos pobres en hidrógeno, mejoran eloctano.
El proceso Isocracking se las arregla con facilidad ante variaciones en la alimentación. La tabla 7.1.2muestra algunas de las propiedades importantes de los destilados primarios obtenidos de cuatro de loscrudos más frecuentes: árabe ligero, ligero de Sumatra, chino (Shengli) y ruso (Siberia Occidental).
TABLA 7.1.1 Calidad de productos del proceso Isocracking
El proceso Isocracking elimina compuestos aromáticos pesados y forma isoparafinas para la producción de destiladosintermedios con propiedades excepcionales de combustión y de flujo enfrío.
• Querosina con bajos puntos de congelación y altos puntos de humo.
• Combustibles diesel con bajos puntos de vertido y altos números de cetano.
• Naftas pesadas con alto contenido en hidrocarburos de un solo anillo.• Naftas ligeras con alto contenido en isoparafinas.
• Productos pesados ricos en hidrógeno para alimentar unidades de FCC (Fluid Catalytic Cracking/Desintegracióncatalítica fluida), plantas de etileno o instalaciones para desparafinar y dar acabado a aceites lubricantes.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 372/489
FIGURA 7.1.1 Diagrama de Stangeland que muestra el contenido de hidrógeno en los productos. Las regio-nes que cumplen con las especificaciones de turbosinas, diesel y lubricantes bordean la línea de parafinas. Loscompuestos aromáticos perjudican la calidad de esos productos.
TABLA 7.1.2 Calidad de diversos destilados del petróleo crudo
Cada crudo contiene destilados con distintas concentraciones de azufre y distintas propiedades de
combustión. Intervalo del la temperatura de ebullición
°F 400-500 500-650 650-800 800-1000
°C 204-260 260-343 34 3^27 427-538
Temperatura de Azufre, %, índice Azufre, % , índice de Azufre, %, índice deProcedencia humo, mm en peso de cetano en peso viscosidad en peso viscosidad
Ligero árabe 22 1.3 51 2.2 65 2.7 55 Ligero de Sumatra 27 0.1 60 0.1 75 0.1 60 Chino (Shengli) 20 0.4 52 0.6 40 0.7 26 Ruso (Siberia Occidental) 20 1.1 49 1.8 46 2.3 35
La temperatura de humo de la querosina, el cetano del diesel y los índices de viscosidad del gasóleode vacío reflejan la naturaleza aromática general del crudo. El crudo de Sumatra es sólo parafínico ytiene el máximo contenido de hidrógeno. Las concentraciones de azufre de los destilados obtenidos delos distintos crudos también se pueden apreciar. Las presiones ambientalistas continúan pugnando porreducir cada vez más las concentraciones de azufre en el producto. Aunque el diagrama de Stangelandno incluye este importante contaminante, el azufre se presenta principalmente en el contenido aro-mático de la alimentación. El proceso Isocracking elimina eficazmente el azufre, dado que satura ydesintegra los aromáticos pesados.
En la figura 7.1.2 se ven los contenidos de hidrógeno de la querosina, diesel y de lubricantes.También se ve con claridad la naturaleza parafínica del crudo de Indonesia. Los destilados rusos y ára-
bes tienen mayor deficiencia de hidrógeno en los componentes del intervalo de ebullición del gasóleode vacío. Los destilados de Shengli tienen menos variación en su contenido de hidrógeno, desde losdestilados ligeros hasta los pesados, en comparación con los materiales rusos o árabes. El desafío delrefinador es mejorar los gasóleos de vacío obtenidos con estos y otros crudos, para obtener productos
ISODESINTEGRACIÓN - HIDRODESINTEGRACIÓN PARA LA PRODUCCIÓN DE COMBUSTIBLES Y LUBRICANTES... 7.5

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 373/489
FIGURA 7.1.2 Se muestra el contenido de hidrógeno en destilados procedentes de cuatro crudos comunes.Algunos crudos contienen destilados con más hidrógeno que otros, y se pueden convertir en productos finalescon menos esfuerzo.
más valiosos, ricos en hidrógeno. Al usar la tecnología eficiente en hidrógeno de Chevron Lummus
Global, con frecuencia se pueden sobrepasar las especificaciones de los productos. En consecuencia, es posible mezclar más fracciones de destilación primaria o de menor calidad en los de la desintegraciónde productos terminados, y con ello aumentar el margen del refinador, sin incrementar los precios delos productos finales.
CONFIGURACIONES DEL PROCESO
En el proceso Isocracking se usan varias configuraciones ya populares:
• Una planta de una etapa por paso (UEUP) (véase la figura 7.1.3) es una instalación de bajo costo parala conversión parcial a productos ligeros. Esta configuración se usa cuando el aceite pesado no con
vertido tiene valor como material base como lubricante, o como alimentación a una desintegradora deetileno o unidad FCC. Se usan algunas variantes para procesar materiales del intervalo de ebullicióndel diesel, en el mismo circuito de alta presión que los aceites pesados, para obtener diesel ultra-bajoen azufre (UBA). Con frecuencia, se incorporan reactores Isocracking paralelos para producir lubricantes, en caso de construcciones nuevas o de modernizaciones.
• Se usa una unidad Isocracking de dos etapas (véase la figura 7.1.4) cuando aumentar el rendimientodel combustible para transporte es la meta principal. En este caso, el producto no convertido en la primera etapa se recircula a la hidrodesintegración en una segunda etapa. Esta configuración se puedediseñar para obtener máximos rendimientos de destilados intermedios o nafta, dependiendo de losvalores de mercado de los productos. La relación de querosina a diesel o de destilado intermedio anafta se puede variar dentro de un amplio margen, ya sea cambiando la operación de la fraccionadora
de productos o usando catalizadores alternativos para la segunda etapa.2
• Una serie de procesos, con el nombre de "conversión parcial optimizada" CPO permite al refinador
aumentar el rendimiento del producto seleccionado, variar la calidad de la alimentación, la calidaddel producto, y finalmente, cambiar la conversión con base en las demandas del mercado.3
7.6 HIDRODESINTEGRACIÓN

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 374/489
FIGURA 7.1.3 La configuración UEUP (una etapa, un caso) es la más sencilla y menos costosa.Configuración para convertir aceite pesado en material base para lubricantes, alimentación a FCCo a planta de etileno.
CATAL IZADORES PARA EL PROCESO
Los catalizadores para la hidrodesintegración para procesar alimentaciones no hidrotratadas contienenuna mezcla de óxidos de metales para la desintegración, y sulfuras de metales pesados para la hidro-genación.
El método más sencillo para fabricar catalizadores para la hidrodesintegración es impregnar los metales pesados en los poros del soporte listo para su uso. El material de soporte puede contener varios compo-nentes, como sílice (óxido de Silicio), alúmina, magnesia, titania, etc.. Todos estos son óxidos con un áreaespecífica muy grande. La relación de sílice a alúmina afecta la acidez del catalizador final y, en conse-cuencia, su actividad desintegradora. Los catalizadores con alto contenido de sílice tienen gran acidez ygran actividad de desintegración; en cambio, los catalizadores ricos en alúmina tienen baja acidez y bajaactividad de desintegración.
Las zeolitas son aluminosilicatos cristalinos, que a veces se usan en los catalizadores de hidrodes-integración. Son componentes de desintegración muy activos, que aumentan marcadamente la funcióndesintegradora de catalizadores de funcionamiento dual. Esto puede permitir mejoras importantes eneficiencia catalítica, pero a costa de una estructura de rendimientos mayores en productos ligeros. Alusar zeolitas en los catalizadores de hidrodesintegración se introduce un balance entre rendimiento yactividad, en el proceso de diseño y en la selección del catalizador.
La experiencia anterior en Chevron Lummus Global, con catalizadores impregnados, demostró quelos catalizadores de hidrodesintegración más activos para alimentaciones no hidrotratadas son aquellosque tienen un componente de hidrogenación muy disperso, así que Chevron Lummus Global desarrollócatalizadores diseñados para optimizar la dispersión. En lugar de impregnar un "soporte" ya prefor-mado, los catalizadores tipo cogel se preparan precipitando todos los componentes de una solución almismo tiempo, para que formen un gel homogéneo. Con lavado, secado y calcinación cuidadosa seobtienen las valiosas propiedades y eficiencia únicas de los catalizadores terminados.
Los catalizadores tipo cogel para el proceso Isocracking han demostrado ser muy eficientes en ali-mentaciones de gasóleo de vacío (GOV) donde se concentran los compuestos de nitrógeno. La tabla7.1.3 muestra las condiciones en planta piloto que se usaron para comparar el desempeño del primercatalizador de co-gel contra los de catalizadores impregnados. Los tres gasóleos de vacío de destilación
ISODESINTEGRACIÓN - HIDRODESINTEGRACIÓN PARA LA PRODUCCIÓN DE COMBUSTIBLES Y LUBRICANTES.. . 7.7

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 375/489
FIGURA 7.1.4 El proceso Isocracking con dos etapas alcanza la conversión total. Configuración típica paraoptimizar rendimientos de combustibles para transporte, destilados intermedios y nafta.
primaria obtenidos con alimentaciones de erado de California que se usaron en estas pruebas variaronen su intervalo de ebullición, desde un gasóleo de vacío ligero (GOLV) (23.3 °API) hasta uno pesado(15.8 °API). El contenido de nitrógeno varió de 1700 a 5200 ppm. Los catalizadores impregnados fue-
ron uno de alta sílice y otro de alta alúmina.La tabla 7.1.4 muestra que los catalizadores de cogel y alta sílice tuvieron el mejor funcionamiento.Los catalizadores de alto contenido de sílice mostraron la máxima actividad con alimentaciones deligeros, pero el catalizador de cogel fue mejor para la alimentación con más contenido de pesados. Lamayor desnitrificación con cógeles es la clave de su buen desempeño en las fracciones pesadas de losgasóleos de vacío.
Esta capacidad de tratar alimentaciones pesadas fue demostrada en corridas largas diseñadas paramedir las velocidades de desactivación (o ensuciamiento). La rapidez de ensuciamiento del cogel fueun orden de magnitud menor que las medidas con varios catalizadores de alta sílice. Esta comparación puede observarse en la figura 7.1.5, donde se correlaciona el desempeño con el volumen activo de porode los diferentes catalizadores amorfos. El volumen de poro activo consiste en el volumen de porosdentro de un intervalo, muy estrecho, de tamaños de poro, que se necesita para la conversión óptima dealimentaciones de gasóleo de vacío. La mejor estabilidad del catalizador de cogel es resultado de ladispersión más uniforme del componente de hidrogenación y de la excelente distribución del tamañode poro. Esa combinación es muy importante para el buen procesamiento de alimentaciones más pesadas.
El laboratorio de Chevron Lummus Global en Richmond creó una familia completa de catalizadoresamorfos de cogel para el proceso Isocracking, que consta de catalizadores cuya estabilidad excepcionales aumentada mediante capacidades especiales para desnitrificación selectiva, conversión a altos ren-dimientos de destilados intermedios (turbosina, y aceite diesel) y materiales base para lubricantes deexcepcional calidad.
La adición de pequeñas cantidades de componentes zeolíticos al cogel y a otros catalizadores amor-fos aumentó la función de desintegración en los catalizadores. Los refinadores que necesiten satisfacer
las demandas estacionales de gasolina y turbosina, más que aumentar la producción de diesel, hanencontrado que los catalizadores amorfos con componentes de zeolita producen materiales más ligeroscon más eficiencia. Chevron Lummus Global llama amorfos/zeolita a esos catalizadores, porque amboscomponentes contribuyen por igual al desempeño del catalizador.
7.8 HIDRODESINTEGRACIÓN

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 376/489
ISODESINTEGRACIÓN - H1DRODESINTEGRACIÓN PARA LA PRODUCCIÓN DE COMBUSTIBLES Y LUBRICANTES... 7.9
TABLA 7.1.3 Condiciones para prueba de catalizadores en el proceso Isocracking congasóleos de California
Se usan alimentaciones de California, altas en nitrógeno, en estudios de planta piloto, paradiferenciar entre los catalizadores de hidrodesintegración.
Intervalo Gravedad Presión, Temperatura de de ebullición, específica, Nitrógeno, lb/pulg2 catalizador,
°F(°C) "API ppm Manom °F (°C)
Alimentación ligera 600-710 (316-377) 23.3 1700 1600 710(377)
Alimentación intermedia 600-900 (316-482) 19.8 2900 1800 732(389)
Alimentación pesada 700-980 (371-527) 15.8 5200 2000 763(406)
Nota:°API = grados en la escala del Instituto Americano del Petróleo.
TABLA 7.1.4 Resultados de pruebas con diferentescatalizadores en el proceso Isocracking con gasóleos deCalifornia.
Los catalizadores de cogel son los mejores para convertiralimentaciones pesadas y ricas en nitrógeno.
Tipo de catalizador
Amorfo, Amorfo, alta sílice, alta alúmina, Cogel impregnado impregnado amorfo
Alimentación ligera 0.27* 0.17 0.21 Alimentación intermedia 0.21 0.15 0.20 Alimentación pesada 0.46 0.33 0.46 Alimentación ligera 9.4 5.9 7.3 Alimentación intermedia 5.3 4.5 5.6 Alimentación pesada 4.5 4.9 5.5
* Las constantes de velocidad son de primer orden para conversiones amenos de 550 °F, para alimentaciones ligeras e intermedias; 650 °F paraalimentaciones pesadas. Unidades: 1/h.
Una tercera categoría de catalizadores de hidrotratamiento de Chevron Lummus Global, llamada zeolita, no son de cogel, pero son de alto contenido de zeolitas y fueron introducidos por Chevron en ladécada de 1980, para la producción de nafta. Las características de funcionamiento de esos materialesse incluyen más adelante, en "Rendimientos y calidad de productos".
En fecha reciente, Chevron Lummus Global ha introducido una serie completamente nuevade catalizadores zeolíticos (con nuevas zeolitas) que reproducen o mejoran la eficiencia de sus propioscatalizadores de cogel, líderes en la industria, en términos de rendimientos de destilados intermedios.Además, Chevron Lummus Global ha comercializado con éxito un catalizador zeolítico de metalnoble, el ICR-220, con selectividad hacia destilados intermedios del ICR-120, que es un catalizadorde cogel.
Dependiendo del catalizador seleccionado, se puede producir una gama completa de productos a partir de una diversidad de alimentaciones disponibles. Las alimentaciones han variado desde naftasligeras hasta aceites desasfaltados. Los materiales del FCC se suelen mejorar por hidrodesintegración.Los productos deseados varían de país a país, de región en región y de refinería a refinería. En muchas

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 377/489
FIGURA 7.1.5 Rapidez de ensuciamiento con alimentaciones pesadas: catalizadores de cogelcomparados con impregnados. Los cógeles muestran una estabilidad mucho mayor y tienen tiemposmás largos de corrida que otros catalizadores amorfos.
regiones, la producción de destilados intermedios y aceites lubricantes de buena calidad es la que produce los mejores márgenes, y la hidrodesintegración es el único proceso que permite alcanzar laconversión necesaria de la alimentación.
Dadas las diversas características disponibles de funcionamiento en la amplia variedad de cataliza-dores de alto rendimiento, el proceso Isocracking puede proporcionar las siguientes ventajas.4-5
• Excepcional actividad y resistencia al ensuciamiento, minimizando la inversión de capital en elhidrodesintegrador, así como el consumo de hidrógeno.
• Mayores rendimientos de los productos que se desean.
• Especificaciones de producto que siempre se alcanzan o superan.
• Grandes duraciones del ciclo de catalizador, combinadas con una buena capacidad de regeneración.
• Rendimientos y calidades consistentes de productos, en cada corrida.• Flexibilidad a cambios en la mezcla de productos.
• Flexibilidad para procesar alimentaciones más difíciles, variando las condiciones de operación entrelas etapas de reacción.
RENDIMIENTOS Y CALIDAD DE PRODUCTOS
La propiedad más importante de un sistema de catalizadores para hidrotratamiento es el cumplimientodel rendimiento planeado en productos. La figura 7.1.6 muestra las distintas estructuras de rendimientosque puede proporcionar el proceso Isocracking, mediante una selección juiciosa del catalizador y delos parámetros de diseño.
Los catalizadores amorfos como el ICR 106 o el ICR 120 de la nueva generación de sistemas decatalizadores zeolíticos de Chevron Lummus Global, se usan para tener una producción máxima de des-tilados intermedios. Los isodesintegradores que usan esos catalizadores pueden alcanzar un rendimiento
7.10 HIDRODESINTEGRACIÓN

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 378/489
FIGURA 7.1.6 Rendimientos de producto con sistemas alternativos de catalizador. La adaptación a la medi-da del catalizador del proceso Isocracking permite a los refinadores producir su lista deseada de productosa partir de una gran variedad de crudos.
mayor de 95% de volumen líquido en destilados intermedios (querosina más diesel), y al mismo tiempo producir menos que 15% vol de nafta.
Los catalizadores amorfos para el proceso Isocracking dan mejores propiedades de flujo en frío queotros catalizadores para hidrodesintegración, pero no a expensas de los rendimientos (véase la figura7.1.7). Los catalizadores para Isocracking producen un rendimiento de 5 a 10 por ciento mayor de des-tilado intermedio de alta calidad, con hasta una temperatura de escurrimiento de diesel pesado de 22°C menor. También el proceso Isocracking obtiene productos de mejor calidad al final de la corrida.Con algunos catalizadores se presenta un aumento en concentración de productos aromáticos a medidaque transcurre el ciclo de la corrida. Estos compuestos aromáticos hacen que se deteriore la calidadde combustión de los destilados intermedios en forma apreciable. Los catalizadores para Isocracking producen calidad consistente de productos a través de toda de la corrida (véase la figura 7.8, para lavariación de calidad de turbosina).
Los compuestos aromáticos polinucleares (CAP) son subproductos indeseables que se forman poruna sucesión compleja de reacciones químicas durante las condiciones típicas de la hidrodesintegra-ción.6 Al procesar alimentaciones pesadas de destilación primaria con catalizadores zeolíticos en unaconfiguración de recirculación, los CAP se depositan en las partes más frías de la planta. Eso perturbael funcionamiento del hidrodesintegrador. Para evitar depósitos de CAP, la mayor parte de los hidrodes-integradores deben operar con una sangría constante de producto pesado. Al usar catalizadores amorfosde cogel, que son mucho menos propensos a este fenómeno que los catalizadores zeolíticos, y con undiseño cuidadoso de la unidad, se puede controlar la formación de compuestos aromáticos polinuclea-res, minimizando el tiempo de paro de la unidad.
El catalizador amorfo zeolítico ICR-142 de Chevron es adecuado tanto en aplicaciones de primeracomo de segunda etapa para producción de destilados intermedios. Este catalizador está especialmente bien adaptado para isodesintegradores que producen hidrodesintegrado para la producción posterior delubricantes.
ISODESINTEGRACIÓN - HIDRODESINTEGRACIÓN PARA LA PRODUCCIÓN DE COMBUSTIBLES Y LUBRICANTES... 7.11

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 379/489
7.12 HIDRODESINTEGRACIÓN
FIGURA 7.1.7 Rendimiento y calidad del producto con destilados intermedios. Los catalizadores del proceso Isocracking aumentan los rendimientos entre 5 y 10 por ciento, y al mismo tiempo mantienenlos puntos de vertido hasta de -40 °F (-40 °C).
FIGURA 7.1.8 Contenido de aromáticos en turbosina durante un ciclo de operación al hidro-desintegrar gasóleo de vacío del Medio Oriente. Los catalizadores de Chevron mantienen menosaromáticos en ese combustible y mejores puntos de humo durante una corrida.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 380/489
ISODESINTEGRACIÓN - HIDRODESINTEGRACIÓN PARA LA PRODUCCIÓN DE COMBUSTIBLES Y LUBRICANTES... 7.13
Proceso Isocracking para producir destilado intermedio
Un isodesintegrador en dos etapas que use catalizadores amorfos para este proceso obtiene muy altosrendimientos de querosina y diesel. La calidad de combustión de los destilados intermedios obtenidosen la segunda etapa (de recirculación) son mucho mejores que los de materiales equivalentes produ-cidos en una unidad de un solo paso. La tabla 7.1.5 muestra un ejemplo típico con alimentación degasóleo de vacío árabe. El contenido de aromáticos tanto del querosina como del diesel es menor de 1 porciento. Esta diferencia se ve con suma claridad en la figura 7.1.9, donde se comparan los contenidosde hidrógeno en los productos para los rendimientos de las tablas 7.1.5 y 7.1.6, con las operacionescorrespondientes con productos árabes y chinos (figura 7.1.9) en una sola etapa. Para comparar, tambiénse muestra el muy bajo contenido de hidrógeno o en los productos de la FCC. En la operación conrecirculación, el proceso Isocracking produce destilados intermedios que superan las especificacionesdeseadas de punto de humo, índice de cetano y azufre. Eso permite que un refinador mezcle productos
diesel de menor valor en el conjunto del producto, pasando así del valor de aceite combustible al decombustible diesel. La figura 7.1.10 muestra que son posibles mezclas de diesel que contengan hasta40 por ciento de aceite cíclico ligero de FCC, dependiendo de las especificaciones de cetano y azufre para diesel. Últimamente, la mayoría de los refinadores están procesando gasóleos de coquización yaceites cíclicos ligeros en la unidad de hidrotratamiento a alta presión; el proceso Isocracking ofrece lamejor posibilidad para mejorar la calidad de estos materiales desintegrados, junto con la conversión degasóleo pesado, en el mismo circuito a alta presión.
TABLA 7.1.5 Rendimientos y calidades de productos
con gasóleo de vacío árabe El proceso Isocracking con recirculación aumenta los rendimientos y calidad de destilados intermedios, obteniendo 5 por ciento más dediesel pesado que con los catalizadores convencionales.
Alimentación
Procedencia Gasóleo de vacío árabe Gravedad específica, °API 33.8 Azufre, ppm 8.0
Nitrógeno, ppm 0.8Destilación D2887, °C:
Inicio/5 363/378
10/30 386/416 50 444 70/90 479/527 95/final 546/580
Rendimientos de producto Calidad del producto
Producto % en peso %enVol. liq. Característica Valor
C5-82°C 6.8 8.9 82-121°C 8.8 10.4 P/N/A 58/42/0 121-288°C 49.1 53.8 P/N/A 57/42/1
Punto de humo, mm 41 Temperatura de congelación, °C £7 5
288-372°C 32.5 34.2 índice de cetano >68
P/N/A 62/37/1 Temperatura de enturbiamiento, °C -18 Temperatura de escurrimiento, °C -39
Nota:P/N/A = parafinas/nafténicos/aromáticos.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 381/489
FIGURA 7.1. Contenido de hidrógeno para productos del proceso Isocracking en una etapa vs. el derecirculación. Ambas configuraciones del isodesintegrador agregan hidrógeno donde se necesita, pero enlas operaciones de recirculación la cantidad excepcional de los productos permite al refinador mejorar elaceite combustible (fuel oil) hasta el valor de combustible diesel.
Proceso Isocracking para producción de nafta
En este servicio se usan generalmente catalizadores zeolíticos, porque son más activos que los amorfosen la producción de una relación mayor de nafta a destilado intermedio. Los catalizadores de metal
noble/zeolita y metal base/zeolita, de Chevron Lummus Global, tienen diferentes características defuncionamiento. El catalizador de metal noble/zeolita produce mayores rendimientos de combustibleslíquido y querosina, así como un mayor punto de humo en combustible para reactores, y mayor dura-ción de ciclo. El catalizador de metal base/zeolita produce menor rendimiento de líquido, pero mayorrendimiento de gas C4- e isobutano, una nafta ligera de mayor octano y un producto de nafta con másaromáticos. La selección de un catalizador con metal noble o con metal base para el hidrodesintegradordepende de la economía de la refinería en particular.
Chevron Lummus Global ha desarrollado y comercializado varios catalizadores zeolíticos mejora-dos para el proceso Isocracking (ICR 209, 210 y 211)10 capaces de producir altos rendimientos de nafta(véase la figura 7.1.6) y largas duraciones de ciclo en muchas plantas comerciales. La figura 7.1.11muestra la muy baja rapidez de desactivación característica de la operación con el catalizador ICR 208
en el isodesintegrador en dos etapas de Chevron EUA en Richmond.Los refinadores pueden aprovechar las ventajas de alta actividad y larga duración de ciclo de los
catalizadores zeolíticos de Chevron como sigue:
• Aumentando la capacidad de la planta.
• Procesando alimentaciones más difíciles y de menor valor.
• Disminuyendo la severidad en la primera etapa para balancear la duración del catalizador en ambasetapas.
• Disminuyendo la presión parcial de hidrógeno para reducir el consumo de hidrógeno.
Proceso Isocracking para producción de lubricantes La industria de los aceites lubricantes encara cambios constantes debidos a la legislación ambiental,nuevos diseños de motores, demandas del consumidor, presiones de la competencia y disponibilidadde crudos con calidad para generar lubricantes. Los fabricantes de lubricantes deben considerar esos
7.14 HIDRODESINTEGRACIÓN

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 382/489
ISODESINTEGRACIÓN - HIDRODESINTEGRACIÓN PARA LA PRODUCCIÓN DE COMBUSTIBLES Y LUBRICANTES... 7.15
TABLA 7.1.6 Isocracking: rendimientos típicos y calidad de productos
El proceso Isocracking produce altos rendimientos de base para lubricantes con índicede viscosidad 100.
Alimentación
Procedencia Rusia Gravedad específica, °API 18.5 Azufre, % en peso 2.28
Nitrógeno, % en peso 0.28 Cera, % en peso 6.5Destilación D2887, °C:
Inicio/5 435 10/30 460/485 50 505
70/90 525/550 95/final 600
Rendimientos de producto Calidad del producto
Producto % en % en Característica Valor peso Vol. Líq.
C5-180°C 4.8 5.9 180-290°C 15.4 17.4 Punto de humo, mm 22
índice de cetano 56 290-370°C 16.4 18.1 Temperatura de inflamación, °C 145 370-425°C 13.7 15.0 425^t75°C 19.3 21.0 índice de viscosidad
desparafinando con solvente 240N 97
Temperatura de escurrimiento, (°C) índice de viscosidad —12 475°C+ 27.4 29.6 ídem desparafinando con solvente 500N índice de viscosidad 105 Temperatura de escurrimiento, °C -1 2
cambios para seguir siendo competitivos. Mejoras en la economía de los combustibles y los requisitos para el medio ambiente están impulsando la demanda de aceites multigrado de mayor calidad y menorviscosidad. Con la aplicación de la tecnología convencional de aceites minerales es muy difícil satisfacerlos estrictos requisitos de volatilidad. Los aceites base con contenido muy alto de parafinas tienen bajavolatilidad para su viscosidad y mucho mayores índices de viscosidad que los aceites más aromáticos.Un proceso Isocracking de una etapa y un paso elimina con mucha eficiencia los aromáticos pesados,
y con ello produce materiales base para lubricantes muy parafínicos. El proceso Isocracking tienealgunas ventajas sobre el método tradicional de extracción con solvente para producir aceite lubricante base:
• La extracción con solventes mejora el índice de viscosidad de la alimentación por separación física,es decir, los componentes de bajo IV se eliminan como extracto, y los de alto IV permanecen en elrafinado. El proceso Isocracking mejora el índice de viscosidad eliminando los componentes de bajaviscosidad por saturación de compuestos aromáticos y apertura de anillo nafténico. Al crear compo-nentes de mayor índice de viscosidad, el proceso Isocracking permite usar crudos no convencionales para producir lubricantes.
• La alimentación (crudos no convencionales) y los costos de operación son menores con el proceso
Isocracking que con la extracción con solventes.• Entre los subproductos del proceso Isocracking están los valiosos combustibles de alta calidad parael transporte, mientras que la refinación con solvente produce un extracto muy aromático, que seusa como aceite combustible o como alimentación a FCC. Los rendimientos y calidades típicos de

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 383/489
7.16 HIDRODESINTEGRACIÓN
'Normalizada a las condiciones del caso base
FIGURA 7.1.11 Velocidad de desactivación de los catalizadores zeolíticos. El catalizador zeolítico ICR208 ha demostrado tener larga duración en la refinería de Chevron en Richmond, manteniendo la calidad del
producto durante la corrida.
productos del proceso Isocracking a partir de una alimentación rusa se ven en la tabla 7.1.6. Paracomparar, en la tabla 7.1.7 se muestran las calidades típicas de extractos con solventes.
• Las isodesintegradoras para aceite lubricante se adaptan con facilidad para llenar otros objetivos de
procesamiento. Por ejemplo, durante épocas de baja demanda de lubricantes, las isodesintegradoras pueden producir combustibles para transporte y preparar alimentación a FCC de calidad premium.(Un corolario de lo anterior es que los isodesintegradores diseñados para combustibles para el trans- porte también pueden adaptarse a la operación para lubricantes.)
FIGURA 7.1.10 El diesel obtenido con el proceso Isocrackingmejora los aceites cíclicos ligeros. Al usar Isocracking con recircu-lación, los refinadores pueden reducir los costos de sus productos alagregar hasta 40 por ciento de aceite cíclico ligero (ACL) de FCC asus mezclas de diesel y sin mermar el índice de cetano de 45.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 384/489
ISODESINTEGRACIÓN - HIDRODESINTEGRACIÓN PARA LA PRODUCCIÓN DE COMBUSTIBLES Y LUBRICANTES... 7.17
TABLA 7.1.7 Extracción con solventes: Rendimientos ycalidades típicos de los productos
Los extractos confurfural contienen grandes concentracionesde aromáticos pesados y sólo se pueden usar como aceitecombustible o como alimentación a FCC.
Característica Inspecciones típicas
Gravedad, °API 13.3 Gravedad específica 0.977 Azufre, % en peso 4.3
Nitrógeno, ppm 1900 Aromáticos, % en peso 82Carbono Conradson, % en peso 1.4 Temperatura de anilina, °F 108
Destilación TBP, °F: Inicio 700 10% 788 50% 858 90% 932 Final 986
Carbón, % en peso 84.82 Hidrógeno, % en peso 10.68 índice de viscosidad -50
Nota:TVE = temperatura verdadera de ebullición.
Según sean los objetivos de procesamiento que tenga el refinador, los catalizadores amorfos y amor-
fos/cogel de zeolita de Chevron Lummus Global se usan en isodesintegradores que trabajan en modode producción de aceite base.
Proceso Isodewaxing(desparafinado)
El aceite lubricante con parafina que se produce en la hidrodesintegración debe desparafinarse para producir base de lubricantes que cumplan con los requisitos de calidad para lubricantes terminados. El proceso Isodewaxing de Chevron Lummus Global supera los procesos tradicionales de desparafinadocon solventes o catalítico, para producir aceites base de alta calidad. Los procesos tradicionales de despa-rafinado eliminan parafinas de los aceites lubricantes por cristalización (desparafinado con solventes) o por desintegración de las moléculas de parafina normal para formar gas ligero (desparafinado catalítico).
En contraste, el catalizador del proceso Isodewaxing, de Chevron Lummus Global, isomeriza la parafinanormal para formar de isoparafinas moléculas adecuadas para lubricantes, lo que resulta en aceites basede alto índice de viscosidad y baja temperatura de escurrimiento,. y al mismo tiempo, coproduce peque-ñas cantidades de combustibles para el transporte de destilado intermedio y de alta calidad.
Las condiciones de operación para el proceso Isodewaxing son muy parecidas a las del hidrotratamientoconvencional de aceite lubricante; y así, en general es posible combinar el proceso Isodewaxing e hidroaca- bado en la misma unidad de proceso, o usar un hidrotratador existente para un proyecto de modificación.
En general, mientras mayor sea el índice de viscosidad, mejores serán las propiedades de flujo enfrío y estabilidad térmica del lubricante. El proceso Isodewaxing produce en forma económica aceitesconvencionales base con índices de viscosidad de 95 a 110, o aceites base no convencionales (ABNC)con índices de viscosidad mayores de 110, a partir de alimentaciones hidrodesintegradas o hidrotra-
tadas provenientes de un proceso de extracción con solventes. De hecho, con el proceso Isocracking,mientras mayor sea el contenido de parafina en la alimentación, será mayor el índice de viscosidad del producto. Los ABNC con índice de viscosidad de hasta 130 se preparan hoy típicamente a partir dehidrodesintegración severa de gasóleos de vacío derivados de crudos lubricantes, seguida por extracción

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 385/489
7.18 HIDRODESINTEGRACIÓN
con solventes y desparafinado con solventes. El proceso Isodewaxing también puede producir este tipode lubricantes a partir de un producto de hidrodesintegración, o a partir de gasóleo de vacío con ceras,
pero a menor costo, porque el desparafinado con solventes no se requiere. La tabla 7.1.8 muestra las posibilidades para fabricar ABNC con el proceso Isodewaxing en un gasóleo ligero de vacío procedentede Sumatra. El isodesparafinado produce 2Vi veces el rendimiento del desparafinado convencional enABNC.
El catalizador ICR 404 para proceso Isodewaxing, de Chevron Lummus Global, produce lubricantesa base de aceite mineral que tienen desempeño parecido al de los lubricantes sintéticos, pero con uncosto de fabricación mucho menor. Los aceites base procesados con Isodewaxing tienen:
• Mejores propiedades de flujo en frío para asegurar la lubricación adecuada durante el arranque demotor en tiempo frío.
• Baja viscosidad (para tener mayor eficiencia de combustible) combinada con baja volatilidad (para
reducir el consumo y las emisiones de aceite).• Mayor índice de viscosidad, para lubricar mejor en condiciones de alta temperatura y alto esfuerzocortante.
• Mayor estabilidad frente a la oxidación para tener mayor duración del lubricante y menos depósitosen el motor.
Chevron Lummus Global ha comercializado mejores catalizadores para el proceso Isodewaxing, comola serie ICR-408, que producen mayores rendimientos y viscosidades y, al mismo tiempo, son mástolerantes al azufre. El proceso Isodewaxing es el método más económico para producir un lubricante a base de aceite mineral que cumpla con los estrictos requerimentos de desempeño de los motores.
Proceso Isocracking para producción de alimentaciones petroquímicas Los usuarios tanto de productos aromáticos como de olefinas en la industria petroquímica se beneficiancon los procesos de hidrodesintegración. La industria de productos aromáticos aprovecha la conserva-ción de compuestos con un anillo en las naftas hidrodesintegradas. Esos compuestos son precursoresdel benceno, tolueno y xilenos producidos cuando la nafta se reforma catalíticamente. Los catalizadoresdel proceso Isocracking y las configuraciones que se usan en esta aplicación son iguales a los que seutilizan en la producción de gasolina. La industria de las olefinas requiere alimentaciones ricas enhidrógeno, ya que al aumentar el contenido de hidrógeno, de forma invariable, se mejora el rendimientode las olefinas y disminuye la formación de productos pesados e indeseables. La figura 7.1.12 muestrala correlación11 entre el rendimiento de etileno y el índice de correlación Bureau of Mines. Este índice
TABLA 7.1.8 Aceite base no convencional (ABNC) a partir de gasóleo ligero devacío de Sumatra
El proceso Isodewaxing, de desparafinado, produce de 2 a 6 veces la cantidad de ABNC que la que se logra con desparafinado con solventes.
Isocracking Desparafinado Hidroacabado
GOV
Producto Isodesparafinado de Chevron Desparafinado con solventes
Viscosidad a 100 °C, cSt 4.5 3.8 índice de viscosidad 130 133 Temperatura de escurrimiento, °C -12 -12 Rendimiento, % en Vol. 65 25Líq. de alimentación de GOV

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 386/489
FIGURA 7.1.12 Correlación entre el rendimiento en etileno y el índice de correlación del Bureau ofMines. El etileno se puede producir a partir de cualquiera de las diferentes alimentaciones.
se relaciona estrechamente con el contenido de hidrógeno en la alimentación. Sinopec está operandouna hidrodesintegradora Chevron Lummus Global SSOT (una etapa y una pasada) en la refinería Qilu.
El producto pesado de esa unidad se alimenta a un desintegrador de etileno. Los rendimientos y calida-des típicos de productos se ven en la tabla 7.1.9. Nótese la excelente calidad de destilados intermedios producidos en la misma operación.
INVERSIÓN Y COSTOS DE OPERACIÓN
La inversión de capital necesaria para una unidad Isocracking depende del tipo de alimentación a proce-sar y de la calidad que se desea en los productos. Para producir material base para aceites lubricantes ydestilados intermedios, mientras mayor sea la diferencia en el contenido de hidrógeno entre la alimenta-ción y los productos deseados, mayor será el capital necesario. Las impurezas de la alimentación, comometales, asfáltenos, nitrógeno y azufre, aumentan la dificultad de la refinación. Debe tenerse cuidado enlas instalaciones de preparación de la alimentación, para reducir al mínimo su efecto.
La tabla 7.1.10 muestra una idea aproximada de los límites típicos de inversión en el lugar, parainstalar unidades Isocracking en la Costa del Golfo de EUA. La tabla 7.1.11 presenta las necesidadestípicas de servicios para las mismas plantas.
RESUMEN
Las configuraciones del proceso Isocracking, de Chevron Lummus Global y los catalizadores de lamisma, han producido productos de calidad sobresaliente a partir de una variedad de alimentaciones entodo el mundo. La tecnología de desparafinado Isodewaxing ha anunciado una nueva era de producción
de lubricantes de calidad superior y eficiencia en costos.Chevron es el único operador de los "grandes" en cuanto a unidades de hidroprocesamiento enalta presión, que también desarrolla tecnología de refinación. La refinería de Chevron en Richmondcontiene el complejo más grande de hidrodesintegración en el mundo (véase la figura 7.1.13). En el
ISODESINTEGRACIÓN - HIDRODESINTEGRACIÓN PARA LA PRODUCCIÓN DE COMBUSTIBLES Y LUBRICANTES... 7.19

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 387/489
7.20 HIDRODESINTEGRACIÓN
TABLA 7.1.9 Producción de alimentación a planta de etileno, porel proceso Isocracking
El proceso Isocracking de una etapa y una pasada mejora el gasóleo devacío y lo convierte, con alto rendimiento, en una buena alimentación
para plantas de etileno.
Alimentación
Procedencia China (Shengli)Gravedad "API 21.4Azufre, % en peso 1.03
Nitrógeno, % en peso 0.21Destilación D2887, °C:
Inicio/5 314/353
10/30 371/41450 44170/90 463/50095/final 518/551
Rendimientos de producto Calidad del producto
Producto % en % en Característica Valor peso Vol. Líq.
C5-129°C 13.31 17.05129-280°C 34.63 39.41 Punto de humo, mm 26
Punto de congelación, °C -62280-350°C 12.40 13.64 índice de cetano 57
Punto de vertido, °C -12
350°C+ 37.04 40.45 Azufre, PPM 7BMCI 15
Nota: BMCI = índice de correlación del Bureau of Mines.
mismo espacio hay 15 reactores de alta presión que representan 45,000 barriles por día de operación,un isodesintegrador de dos etapas, dos isodesintegradores de una etapa y un paso (con una alimentacióntotal de 30,000 BPD) que producen base lubricante que después se desparafina en Isodewaxing y unhidrotratador para 65,000 BPD de aceite desasfaltado. Esta experiencia guía el desarrollo de nuevoscatalizadores y procesos en Chevron. El proceso Isocracking se ofrece para concesión por:
Chevron Lummus Gobal, Inc., 100 Chevron Way, Richmond, CA 9482 y 1515 Broad Street,Blomfield, NJ 07003.
REFERENCIAS
1. A. G. Bridge, G. D. Gould y J, F. Berkman, "Chevron Hydroprocesses for Upgrading Petroleum Residue", OH and Gas Journal 85, 19 de enero de 1981.
2.
A. G. Bridge, J. Faffe, B. E. Powell y R. F. Sullivan, "Isocreacking Heavy Feeds for Máximum Middle Distillate Production", Reunión Anual 1983 de API, Los Ángeles, mayo de 1993.
3.
D. R. Cash, A. S. Krishna, D. Farshid, G. J. Forder, Laszlo Toth y Edmund Monkiewicz, "Hydrocracking Solutions for Reducing Sulfur", Petroleum Technology Quarterly, verano de 2001.
4.
A. G. Bridge, D. R. Cash y J. F. Mayer, "Cogéis — A Unique Family of Isocreacking Catalysts", Reunión de NPRA1993, San Antonio, Tex., 21 a 23 de marzo de 1993.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 388/489
ISODESINTEGRACIÓN - HIDRODESINTEGRACIÓN PARA LA PRODUCCIÓN DE COMBUSTIBLES Y LUBRICANTES... 7.21
TABLA 7.1.10 Inversiones típicas de capital enel proceso Isocracking*
Costo por BPD deOperación alimentación, USD
Una etapa, un paso Para lubricantes o combustibles 1500-2500
Dos etapas Destilado intermedio 2000-3000
Nafta 2500-3500
* Costa del Golfo de EUA, mediados de 1995, sólo en planeación. Nota: BPOD = barriles por día de operación.
TABLA 7.1.11 Servicios requeridos típicos en una unidad Isocracking
Configuración
Una etapa Dos etapas
Combustible, millones de kcal/h 0.5 a 0.7 0.8 a 1.2 Electricidad, kW 250 a 300 300 a 425 Agua de enfriamiento, m3/h 50 a 70 50 a 70 Vapor de agua de presión intermedia, Ton/h 0 a 0.2 -0.4 a 0.2 Condensado, m3/h -0.4 a -0.7 -0.7 a -0.9
* Base: consumo por 1000 BPOD de capacidad. Nota: cada planta Isocracking tiene sus propias y únicas necesidades, que dependen de la ubicación de
la refinería, y de la necesidad de integrarse con las instalaciones existentes. Los lincamientos anterioresse pueden usar para conocer gastos típicos de operación.
5. R. L. Howell, R. F. Sullivan, C. Hung y D. S. Laity, "Chevron Hidrocracking Catalysts Provide Refinery Flexibility",Instituto de Petróleo del Japón, Conferencia sobre Refinación de Petróleo, Tokyo, 19 a 21 de octubre de 1988.
6. R. F. Sullivan, M. Boduszynski, y J. C. Fetzer, "Molecular Transformations in Hydrotreating and Hydrocracking", Journal of Energy and Fuels 3, 603 (1989).
7. D. V. Law, "New Catalyst and Process Developments in Residuum Upgrading", The Institute of Petroleum, Conferenciasobre Economía de la Refinación, Londres, 19 de octubre de 1993.
8. M. W. Wilson, K. L. Eiden, T. A. Mueller, S. D. Case y G. W. Kraft, "Commercialization of Isodewaxing — A NewTechnology for Dewaxing to Manufacture High-Quality Lube Base Stocks", Microporous Materials, 2, 439-449(1994).
9. S. J. Miller, "New Molecular Sieve Process for Lube Dewaxing by Wax Isomerization", Microporous Materials, 2,439-449 (1994).
10. A. J. Dahlberg, M. M. Habib, R. O. Moore, D. V. Law y L. J. Convery, "Improved Zeolitic Isocracking Catalysts",Reunión NPRA 1995, San Francisco, 19 a 21 de marzo de 1995.
11. S. Nowak, G. Zummerman, H. Guschel y K. Anders, "New Routes to Low Olefins from Heavy Crude Oil Fractions",Catalysts in Petroleum Refining, pp. 103-127, Elsevier Science Publishers, Nueva York, 1989.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 389/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 390/489
CAPÍTULO 7.2
PROCESO UNICRACKING* DE UOP*
PARA HIDRODESINTEGRACIÓN
Donald Ackelson UOPLLC
Des Plaines, Illinois
INTRODUCCIÓN
El hidrotratamiento y la hidrodesintegración se encuentran entre los procesos catalíticos más antiguosque se utilizan en la refinación del petróleo. Se emplearon primero en Alemania, en 1927, para con-vertir lignito en gasolina, y después se usaron para convertir residuos de petróleo en fracciones desti-lables. La primera instalación comercial de hidrorrefinación en Estados Unidos estuvo en la planta deStandard Oil Company de Luisiana, en Baton Rouge, en la década de 1930. Después de la SegundaGuerra Mundial, fue lento el aumento de la hidrodesintegración. La disponibilidad de los crudos del OrienteMedio redujo los incentivos para convertir carbón en combustibles líquidos y los nuevos procesos dedesintegración catalítica demostraron ser más económicos para convertir fracciones de crudo pesado engasolina. En la década de 1950, los procesos de hidrodesulfuración e hidrogenación moderada tuvieronun tremendo crecimiento, principalmente por las grandes cantidades de hidrógeno que se pusieron a ladisposición, procedentes de la reformación catalítica de naftas de bajo octano, para producir gasolinade alto octano.
La primera operación moderna de hidrodesintegración se inició en 1959, por la Standard OilCompany de California. La unidad era pequeña, y sólo producía 1000 barriles por día (BPD). Al ins-talar unidades de hidrodesintegración para complementar la desintegración catalítica (FCC) existente,
las refinerías reconocieron rápidamente que el proceso de hidrodesintegración tiene la flexibilidad de producir variadas relaciones de gasolina y destilado intermedio. De este modo, quedó listo el escenario para el rápido crecimiento de la capacidad de hidrodesintegración en EUA, desde 3000 BPD en 1961,hasta 120,000 BPSD, sólo en 5 años. Entre 1966 y 1983, la capacidad en EUA creció ocho veces, hasta980,000 BPSD.
Fuera de Estados Unidos, las primeras aplicaciones eran para producir gas licuado de petróleo (gasLP) por hidrodesintegración de fracciones de nafta. La excelente calidad de los combustibles destiladosobtenidos al hidrodesintegrar gasóleos y otras alimentaciones pesadas, condujo a la elección del pro-ceso de hidrodesintegración como una etapa principal de conversión, en lugares donde había demandade combustibles diesel y para turborreactores. El interés en los combustibles destilados de alta calidad, producidos por hidrodesintegración, ha aumentado en forma dramática en todo el mundo. Hasta 2002,
más de 4 millones de BPD de capacidad de hidrodesintegración se encuentra operando o está en diseñoo construcción en todo el mundo.
7.23

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 391/489
7.24 HIDRODES1NTEGRACIÓN
APLICACIONES DEL PROCESO
La hidrodesintegración es uno de los más versátiles de todos los procesos de refinación de petróleo.Toda fracción, desde nafta a no destilables, se puede procesar para producir casi cualquier productoque se desee, con un peso molecular menor que el de la materia prima. Al mismo tiempo que se efectúala hidrodesintegración, el azufre, nitrógeno y oxígeno se eliminan casi por completo, y las olefinas sesaturan, de modo que los productos son en esencia una mezcla de parafinas puras, naftenos y aromá-ticos. La tabla 7.2.1 ilustra la amplia gama de aplicaciones de la hidrodesintegración, en forma de unalista de alimentaciones típicas y los productos que normalmente se desean. Las primeras ocho son fracciones primarias del petróleo crudo y gas. Las últimas cuatro son fracciones producidas por desintegración catalítica y desintegración térmica. Todas esas corrientes se hidrodesin-tegran comercialmente para obtener uno o más de los productos de la lista.
Esta flexibilidad hace que el proceso de hidrodesintegración tenga un papel de especial importancia
cuando las refinerías tratan de vencer los desafíos del clima económico actual. Las influencias combina-das de alimentaciones de baja calidad, limitaciones de inversión de capital, limitaciones de hidrógeno, presiones de reglamentos ambientales y la intensa competencia han creado un problema complejo deoptimización para los refinadores. El proceso de hidrodesintegración es especialmente adecuado, enforma única y con la optimización apropiada, para ayudar a resolver esos problemas. UOP, con susamplios antecedentes y capacidad de investigación, ha continuado desarrollando catalizadores y proce-sos para vencer los desafíos.
DESCRIPCIÓN DEL PROCESO
El proceso Unicracking* de UOP* se efectúa a temperaturas y presiones moderadas, sobre un lecho fijo
de catalizador, donde la alimentación fresca se desintegra en una atmósfera de hidrógeno. Las con-diciones exactas del proceso varían mucho, dependiendo de las propiedades de la alimentación y los productos deseados. Sin embargo, las presiones van en general de 35 a 219 kg/cm2 (500 a 3000 lb/pulg2
Manom.) y las temperaturas varían entre 280 y 475 °C (536 y 887 °F).
* Marca comercial y/o marca de servicio de UOP.
TABLA 7.2.1 Aplicaciones del Proceso Unicracking
Alimentación Productos Nafta Propano y butano (gas LP) Querosina Nafta Diesel de destilación primaria Nafta y/o combustible para turborreactor (=turbosina) Gasóleo atmosférico Nafta, combustible para turborreactor y/o destilados Condensados de gas natural Nafta Gasóleo de vacío Nafta, combustibletible para turborreactor,
destilados, aceites lubricantesAceites desasfaltados y desmetalizados Nafta, combustible para turborreactor,
destilados, aceites lubricantesFondos de columna atmosférica de crudo Nafta, destilados, gasóleo de vacío y combustible
residual con bajo azufre Aceite cíclico ligero desintegrado catalíticamente Nafta Aceite cíclico pesado desintegrado catalíticamente Nafta y/o destiladosDestilado de coquizador Nafta Gasóleo pesado de coquizador Nafta y/o destilados

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 392/489
PROCESO UNICRACKING* DE UOP* PARA HIDRODESINTEGRACIÓN 7.25
Química del proceso
La química de la hidrodesintegración es catalítica bifuncional, donde intervienen reacciones de isome-rización y desintegración catalizada por ácido y de hidrogenacíón catalizada por metales. Los productosobtenidos tienen menos compuestos aromáticos y contienen naftenos y parafinas muy ramificadas,debido a la mayor estabilidad del intermediario ion carbenio terciario. Para las parafinas, la red dereacciones se muestra en la figura 7.2.1; se postula que comienza con un paso de deshidrogenación enun sitio del metal, para formar una olefina intermedia, que rápidamente se protona en un sitio ácido paraformar un ion carbenio. A esta reacción, sigue rápidamente una serie de reacciones de isomerización, para formar los iones carbenio terciarios más estables y desintegración posterior a parafinas menores,que se desprenden de la superficie del catalizador y un ion carbenio intermedio menor. Entonces, el ioncarbenio puede eliminar un protón para formar un compuesto olefínico intermedio, que se hidrogena enun sitio metálico, o que sustrae directamente un ion hidruro de un componente de la alimentación para
formar una parafina y desadsorberse de la superficie.Una reacción típica de hidrodesintegración para una cicloparafina (figura 7.2.2) se llama reacciónde apareamiento, en la que los grupos metilo se ordenan y después se eliminan en forma selectiva de lacicloparafina, sin afectar mucho al anillo mismo. En el caso normal, el principal producto acíclico esisobutano. La hidrodesintegración de naftenos con varios anillos, como la decalina, es más rápida quela de la parafina correspondiente. Los naftenos que se encuentran en el producto contienen una relaciónde metilciclopentano a metilciclohexano que está en exceso del equilibrio termodinámico.
Las reacciones durante la hidrodesintegración de alquil aromáticos (figura 7.2.3) comprendenisomerización, desalquilación, apareamiento y ciclización. En el caso de los alquilbencenos, casi nohay ruptura de anillo y la formación de metano es mínima.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 393/489
FIGURA 7.2.3 Mecanismo postulado para la desalquilación de com-
puestos aro mático s. Tambi én se for ma isobutan o, después de la iso mer iza-ción del ion butil o formación de olefinas e hidrog enación.
Catalizador
En los catalizadores de hidrodesintegración se combinan componentes ácidos y de hidrogenación, en
diversos tipos y proporciones, para lograr la actividad, estructura del rendimiento y propiedades del producto que se desean. Se emplean metales nobles y las combinaciones de ciertos metales base paraobtener la función de hidrogenación. Los metales nobles que se usan comúnmente son el platino y el paladio, mientras que el níquel y el cobalto promovidos con formas sulfuradas de molibdeno y tungs-teno son los agentes más comunes de metal base para hidrogenación. La función de desintegración se
7.26 HIDRODESINTEGRACIÓN

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 394/489
PROCESO UNICRACKING* DE UOP* PARA HIDRODESINTEGRACIÓN 7.27
obtiene con una zeolita o una combinación de varias de ellas, y sílices-alúminas amorfas, que se adaptena los objetivos deseados de operación y productos.
En la figura 7.2.4 se presenta una red postulada de reacciones que suceden en una hidrodesintegradoraal procesar una fracción pesada de petróleo. Deben notarse las reacciones de las especies policíclicas.Estas especies, que en general son precursores de coque en la desintegración no hidrogenativa, se pueden convertir con efectividad en combustibles útiles, en una hidrodesintegradora, porque los anillosaromáticos se pueden primero hidrogenar y después desintegrar.
La sílice-alúmina amorfa fue el primer material de soporte de catalizador que se usó extensamenteen el servicio de hidrodesintegración. Cuando se combina con metales base promotores de hidroge-nación, esos catalizadores convertían bien el gasóleo de vacío (GOV) en productos con menor pesomolecular. A través de tres décadas de desarrollo, se han refinado los sistemas de catalizador amorfo para mejorar su eficiencia, ajustando el tipo y cantidad de soporte ácido, así como la función de metal.Los catalizadores como el DHC-2 y DHC-8 de UOP tienen un bien establecido historial de desempeño
en este servicio, y ofrecen diversas actividades y selectividades que se adaptan a una amplia gama denecesidades del refinador. Los materiales cristalinos para soporte de catalizador, como zeolitas, se han usado en estas aplicaciones
de hidrodesintegración por UOP desde mediados de la década de 1960. La combinación de una geome-tría de poro selectiva y acidez variable ha permitido desarrollar catalizadores que convierten una granvariedad de alimentaciones en casi cualquier producto que se desee. Hoy, UOP ofrece catalizadores que producen, en forma selectiva, gas LP, nafta, destilados intermedios o aceites base de lubricantes, con altasactividades de conversión, utilizando materiales de soporte de criba molecular. Los materiales zeolíticosque usa UOP en el servicio de hidrodesintegración se suelen agrupar por sus pautas de selectividad. Loscatalizadores de metal base que se emplean para aplicaciones de nafta son HC-24, HC-34 y HC-170. Loscatalizadores flexibles de metal base (para nafta, Turbosina o diesel) incluyen al DHC-41, HC-43, HC-33,HC-26 y HC-29. Los catalizadores para destilado, que ofrecen una actividad apreciablemente ampliadaen comparación con los catalizadores amorfos, pero que mantienen la excelente selectividad hacia desti-lados intermedios, son HC-110, HC-115, DHC-32 y DHC-39. También, se encuentran disponibles para Nafta (HC-28) y Nafta para jet (HC-35). A diferencia de los catalizadores de base amorfa, los materialesque contienen zeolitas suelen ser más selectivos hacia los productos más ligeros, por lo que son másadecuados cuando se desea tener flexibilidad en la opción de productos. Además, en forma típica con loscatalizadores zeolíticos emplean un catalizador de hidroprocesamiento "corriente arriba", diseñado espe-cíficamente para eliminar compuestos de nitrógeno y azufre de la alimentación antes de la conversión.
Apertura de anillo (seguida por desalquilación)
FIGURA 7.2.4 Reacciones de hidrodesintegración.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 395/489
7.28 HIDRODESINTEGRACIÓN
Los catalizadores de UOP, como HC-P, HC-R, HC-T, UF-210 y UF-220 se utilizan en este servicio.Estos materiales se diseñan en forma específica con alta actividad de hidrogenación para eliminar con
efectividad los compuestos mencionados, asegurando una alimentación limpia y un desempeño óptimosobre los catalizadores a base de zeolitas.
Una consideración importante en la selección de un catalizador es su facilidad de regeneración. Loscatalizadores de hidrodesintegración operan en ciclos de 2 años entre regeneraciones, pero se puedenoperar en ciclos más largos, dependiendo de las condiciones del proceso. Cuando se llegan las condi-ciones de final de la corrida, que se establecen por la temperatura o la eficiencia en los productos, esel momento típico de regenerar el catalizador. La regeneración consiste principalmente en quemar elcoque adherido al catalizador, en un ambiente de oxígeno. Las regeneraciones se pueden hacer ya seacon el equipo de la planta, si está diseñado en forma adecuada, o en una instalación del proveedor. Loscatalizadores amorfos y zeolíticos que suministra UOP son totalmente regenerables y recuperan casi por completo la actividad catalítica después de la combustión del carbón.
Esquemas de flujo para hidrodesintegración
Una etapa. El diagrama de flujo con una etapa implica la conversión total mediante la recirculación del producto no convertido y es lo que se utiliza más ampliamente por su diseño eficiente, que resulta enun costo mínimo para una operación de conversión total. Este diagrama puede usar una combinaciónde catalizadores de hidrotratamiento y de desintegración, o simplemente catalizadores amorfos de des-integración, dependiendo del producto final que se requiera.
Un paso. A diferencia del esquema de flujo con una etapa, el de un paso es una opción para conversión parcial, que da como resultado algo de material no convertido en el producto. Este material es muysaturado y no tiene los contaminantes de la alimentación, pero su peso molecular es semejante al de laalimentación. Si en una refinería hay una aplicación para este producto no convertido, como por ejem- plo alimentación a FCC, o lubricante base de alta calidad, este esquema de flujo es el preferido.
Dos etapas. En el diagrama de flujo con dos etapas, la alimentación se procesa y se convierte parcial-mente en un solo paso a través de una sección del primer reactor. Los productos de esta sección seseparan por fraccionamiento. Los fondos del paso de fraccionamiento se envían a una segunda etapade reactor para su conversión completa. Este esquema de flujo es el que se emplea más en unidadesgrandes, donde la conversión en una sola pasada por la primera etapa permite grandes capacidades sintrenes paralelos de reactores ni con el costo adicional de equipos duplicados.
Hidrotratamiento separado. El esquema de flujo con hidrotratamiento separado se parece al de unaetapa, pero se configura para enviar efluente del reactor, del que se ha separado el ácido sulfhídrico y el
amoniaco, al reactor de desintegración. Esta configuración permite el procesamiento de alimentacionescon concentraciones muy altas de contaminantes, o el uso de catalizadores sensibles a contaminantesen el reactor de desintegración, si así lo precisa la demanda de productos.
El diagrama de flujo en una etapa es el esquema de hidrodesintegración que se utiliza más en servi-cio comercial. Este esquema permite la conversión completa de una gran variedad de alimentaciones,así como diseñar la recuperación de productos para aumentar el rendimiento de cualquier productoque se desee. El diseño de la configuración de esta unidad se ha optimizado para reducir los costos decapital y mejorar el desempeño en la operación. Lo típico es tener una eficiencia mayor de 95 por cientoen plena operación. La figura 7.2.5 ilustra un esquema de flujo típico para una etapa. La alimentación,aceite recirculado y gas de recirclo, intercambian calor con el efluente del reactor, para recuperar elcalor de proceso, y a continuación se envía, pasando por un calentador final de carga, a la sección del
reactor. Esta sección del reactor contiene catalizadores que permiten la máxima producción de la seriede productos que se desee. Virtualmente, en todos los sistemas de hidrodesintegración, las reaccionescombinadas son muy exotérmicas y requieren la inyección de hidrógeno para enfriamiento brusco enlos reactores y controlar sus temperaturas. Esta inyección se hace en los puntos del enfriador, con partes

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 396/489
FIGURA 7.2.5 Diagrama de flujo típico para una unidad Unicracking(*) de una etapa.
internas complicadas en el reactor, que al mismo tiempo mezclan los reactivos y enfrían bruscamentela mezcla y la redistribuyen. Un mezclado y una redistribución correctos son críticos para asegurar un buen control de la temperatura en el reactor y una correcta utilización del catalizador, mediante unadistribución aceptable de vapores o líquidos.
En esta configuración, el efluente caliente del reactor se envía a un separador, intercambiando calor,los productos de la conversión se evaporan instantáneamente, y los productos pesados no convertidos
se obtienen como fondos. El uso de un separador caliente mejora la eficiencia energética del proceso porque permite que el líquido caliente pase al tren de fraccionamiento y evita que los compuestos aro-máticos polinucleares (APN) ensucien las partes frías de la planta. Los vapores del separador caliente pasan a un separador frío, donde se separa el gas de recirculación del producto. A continuación, el productose envía a fraccionamiento y el gas de recirculación se regresa al reactor, pasando por el compresor derecirculación.
El tren de fraccionamiento comienza con una columna separadora para eliminar el ácido sulfidrido,que está en solución con los productos; su eliminación asegura que el producto sea relativamente limpioen la columna principal de fraccionamiento, reduciendo así los costos y la metalurgia requeridos parala columna de fraccionamiento. Al separador le sigue la columna principal de fraccionamiento con los platos y cortes laterales adecuados para obtener los productos que se deseen. Los fondos de esta columna
principal se recirculan a la sección del reactor para su conversión completa.Para llegar a la conversión completa sin ensuciamiento por APN o demasiada formación de coque en elcatalizador, UOP ha desarrollado varias técnicas para eliminar, en forma selectiva, los APN de la corrientede aceite de reciclo. Es crítico eliminar algo de APN para tener una buena operación a conversión completa.En los diseños anteriores, los APN sólo se purgaban de la unidad, purgando una corriente de los fondos. Enlas unidades más recientes, los APN se pueden eliminar en forma selectiva ya sea por fraccionamiento o poradsorción. El resultado es un mayor rendimiento de productos líquidos valiosos.
HyCycle. En el proceso HyCycle se usa un rector de hidrotratamiento; su producto se envía a unseparador de alta presión y los fondos de este separador se reciclan al reactor de hidrotratamientoatravés del reactor de hidrodesintegración. Los fondos prácticamente están libres de contaminantes.Debido a la separación eficiente del aceite no convertido y los productos, el flujo de aceite de reciclo
puede aumentarse a cantidades mayores que las típicas en la hidrodesintegración, lo que permiteque el catalizador de desintegración opere a menor severidad y produzca mayores rendimientos. Laconfiguración del proceso HyCycle proporciona el costo mínimo de operación y equipos en muchasoperaciones.
PROCESO UNICRACKING* DE UOP* PARA HIDRODESINTEGRACIÓN 7.29

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 397/489
7.30 HIDRODESINTEGRACIÓN
En el proceso HyCycle se usa una combinación de varias características de diseño exclusivas y patentadas, para facilitar una conversión económica total (99.5 por ciento) a baja conversión (20 a 40
por ciento) por paso. Otra característica importante del proceso es la menor presión de operación. Enrelación con la práctica vigente, los diseños HyCycle Unicracking tienen una presión de diseño típica25 por ciento menor. Las ventajas clave del proceso son menor consumo de hidrógeno y mayor selecti-vidad hacia productos más pesados. Por ejemplo, se pueden lograr hasta 5% en volumen más de rendi-miento de destilado intermedio con hasta un desplazamiento de 15 por ciento a diesel, comparado conotros diseños para conversión total y máximo destilado. Este desplazamiento en la selectividad, aunadoa una saturación más selectiva de los compuestos aromáticos en la alimentación, da como resultado hasta20 por ciento de reducción en el consumo de hidrógeno de proceso.
En el proceso, los productos desintegrados y el aceite no convertido se separan en el separadorcaliente HyCycle mejorado, a la presión del reactor. Los productos separados se hidrogenan entoncesen un reactor de post-tratamiento. Este paso exclusivo del proceso aumenta la calidad del producto a
determinada presión de diseño. También permite contar con un medio más eficiente de recircular lafracción no convertida al reactor de desintegración así como una conversión menos severa por paso,que da como resultado mayor selectividad y rendimiento. La configuración de la zona de hidrodes-integración se llama de etapa inversa, porque el aceite de reciclo primero se conduce a la zona decatalizador de hidrodesintegración, y después a la zona de hidrotratamiento. Las ventajas de la etapainversa incluyen una alimentación más limpia al catalizador de desintegración y mayor presión parcialde hidrógeno. El resultado neto es una mayor actividad catalítica por unidad de volumen, y por tanto,menor volumen de catalizador. En los reactores se utiliza un circuito común de flujo en serie, de gas dereciclo, para mantener la eficiencia económica del diseño en una etapa. Además, los catalizadores UOP para baja temperatura se usan en los reactores para permitir mayores flujos combinados de alimentaciónsin aumentar el diámetro ni la caída de presión del reactor. La figura 7.2.6 ilustra un esquema de flujo
típico del proceso HyCycle.
Productos de la hidrodesintegración
Las unidades de hidrodesintegración procesan alimentaciones de poco valor, con azufre, como desti-lados de vacío y materiales desintegrados, para producir combustibles de alto valor. La flexibilidad esmuy alta, mediante selección de catalizadores y configuración de la unidad para optimizar la calidad delos productos y los rendimientos.
El proceso de hidrodesintegración tiene una versatilidad bien demostrada. Se puede ilustrar con lainformación de rendimientos y calidades de producto, que muestra la tabla 7.2.2, del procesamientode un GOV del Oriente Medio, para obtener una máxima proporción de destilado y de nafta, los dos
extremos de la operación de la hidrodesintegración.
Mejoras en las relaciones entre rendimiento y actividad
Una de las decisiones difíciles que encaran los refinadores al seleccionar la tecnología de hidrodesinte-gración es sacrificar actividad para ganar rendimiento, o sacrificar el rendimiento para ganar actividad.Por ejemplo, muchos refinadores en Norteamérica quisieran aumentar el rendimiento de nafta C 6+, pero no a costa de menor actividad. También les gustaría tener un catalizador flexible para ajustarse acambios estacionales en su planeación de productos. En Europa y el Lejano Oriente, los refinadores piden, con frecuencia, catalizadores de mayor actividad hacia destilados.
Para satisfacer las necesidades de los refinadores en todo el mundo, UOP continúa desarrollando cataliza-dores que permiten contar con un desempeño mayor sin sacrificar rendimiento ni actividad. La figura 7.2.7
muestra las curvas de actividad relativa-selectividad para generaciones anteriores y actuales de catalizadoresUOP para hidrodesintegración. La selectividad a diesel se ve en el eje vertical, y la actividad del catalizadoren el eje de ordenadas. Cada símbolo en la curvas representa un catalizador del catálogo de UOP. Actualmentese están desarrollando nuevas generaciones de catalizadores para mejorar estas relaciones.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 398/489
FIGURA 7.2.6 Diagrama de flujo esquemático del proceso HyCycle Unicracking.
TABLA 7.2.2 Rendimientos típicos de la hidrodesintegración*
Destilado Nafta Rendimiento:
NH3, % en peso 0.1 0.1 H2S, % en peso 2.6 2.6 C2-, % en peso 0.6 0.8 C3, % en peso 1.0 3.3 C4, %envol. 3.5 21.4 Nafta ligera, % en vol. 7.5 39.1 Nafta pesada, % en vol. 11.4 68.9
Destilado, % en vol. 94.0 —Propiedades del producto:Turbosina:
Temperatura de humo, mm 29 — Temperatura de congelación, °C (°F) -59 (-74) — Compuestos aromáticos, % en Vol. 9 —
Diesel: Núm. de cetano 60 —
Nafta: P/N/A, vol. — 33/55/12
Núm. de octano de investigación — 70
* Base: Alimentación, GOV Oriente Medio; densidad, 22.2 "API; azufre2.5% en peso.
Nota: P/N/A = parafinas/naftenos/aromáticos; "API = grados en la escaladel Instituto Americano del Petróleo.
PROCESO UNICRACKING* DE UOP* PARA HIDRODESINTEGRACIÓN 7.31

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 399/489
7.32 HIDRODESINTEGRACIÓN
INVERSIÓN Y COSTOS DE OPERACIÓN
Los gastos de inversión de capital y de operación, para una hidrodesintegradora, son sensibles a:• La facilidad de procesamiento de la alimentación.
• La lista de productos planeados
• Las especificaciones que se deseen para los productos.
La lista planeada de productos deseados tiene un efecto profundo sobre el arreglo del equipo, comose describió en la sección anterior. Si la alimentación tiene aceite desmetalizado, o es más difícil de procesar por alguna otra razón, las condiciones de operación pueden ser más severas que para hidro-desintegrar un GOV. Esta severidad adicional puede impactar en el equipo necesario, el consumo delos hidrógeno, servicios y en el requerimiento de un catalizador adicional. En general, una operacióna turbosina es más severa que una a diesel.
Sólo se pueden presentar ejemplos típicos; no se describirá caso por caso. Los número de las tablasadjuntas sólo son ejemplos; cabe esperar variaciones para casos específicos. En la tabla 7.2.3 se mues-tran lincamientos típicos para la inversión de capital para servicios, aparecen en la tabla 7.2.4.
RECONOCIMIENTOS
Deseo agradecer al Dr. Suheil Abdo por sus comentarios sobre las secciones de química y catalizadoren este capítulo.
FIGURA 7.2.7 Los catalizadores Unicracking de nueva generación ofrecenmejor desempeño.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 400/489
PROCESO UNICRACKING* DE UOP* PARA HIDRODESINTEGRACIÓN 733
TABLA 7.2.3 Inversión de capital en la hidrodesintegración*
Operación Destilados Nafta Costo estimado instalado, USD/BPD CC 2500-3500 2000-3000
* Al 1 de enero de 2002, basado en flujo de alimentación combinada (CC); incluye 20 porciento de material y mano de obra como ingeniería de diseño más costo de ingeniería deconstrucción; no incluye la planta de hidrógeno. BPD = barriles por día.
TABLA 7.2.4 Servicios típicos para una hidrodesintegradora
Energía eléctrica, kW 200-450 Combustible, 106 Btu/h 2-6 Agua de enfriamiento, gal/min 40-120 Vapor de presión intermedia, TM/h (klb/h) 0.11-0.22 (0.25-0.50) Condensado, TM/h (klb/h) 0.08 (0.2)
Nota: Basado en 1000 BPD de alimentación fresca; TM/h = toneladas métricas por hora.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 401/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 402/489
P • A • R • T • E • 8
HIDROTRATAMIENTO

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 403/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 404/489
CAPÍTULO 8.1
PROCESOS DE HIDROTRATAMIENTO
CON DR/DRV DE CHEVRON LUMMUS
GLOBAL - COMBUSTIBLES PARA EL
TRANSPORTE A PARTIR DEL FONDO
DE BARRIL
David N. Brossard
Chevron Lummus Global Richmond, California
INTRODUCCIÓN
Los procesos de desulfuración de residuo DR, y de desulfuración de residuo de vacío (DRV, parahidrotratamiento, de Chevron Lummus Global (CLG), se emplean en la refinación para producir acei-tes combustibles bajos en azufre y preparar alimentaciones para desintegradoras catalíticas FCC, degasóleo de vacío (GOV), desintegradoras catalíticas para residuos FCCR, reductoras de viscosidad ycoquizadoras. Más de la mitad de las hidrotratadoras para residuo con lecho fijo que hay en operaciónusan la tecnología RD/DRV de hidrotratamiento de CLG.
Las hidrotratadoras DR/DRV mejoran los aceites residuales eliminando impurezas y desintegrandolas moléculas pesadas en la alimentación, para producir aceites más ligeros. Las primeras aplicacionesde la tecnología CLG para hidroprocesar residuos se usaron para eliminar azufre de los residuos atmos-féricos (RA), y de residuos de vacío (RV). Hoy, las hidrotratadoras DR/DRV funcionan igualmente bieneliminando nitrógeno, carbón residual (véase la sección "Quimica del Proceso"), níquel y vanadio des-integrando moléculas pesadas de residuos de vacío para formar gasóleo de vacío, destilados y nafta. Lacantidad de impurezas eliminadas depende de la alimentación y de las especificaciones del producto quedesee el refinador. Se logra la eliminación de azufre mayor que 95 por ciento, eliminación de metales(principalmente níquel y vanadio) mayor que 98 por ciento, eliminación de nitrógeno mayor que 70 porciento, reducción de residuo de carbón mayor que 70 por ciento y desintegración del residuo de vacío(material de 538 °C+ convertido a 538 °C-) hasta en 60% de volumen (LV, todo, demostrado en escalacomercial. El hidrotratamiento DR/DRV usa lechos fijos de catalizador que, operan a presiones altas[de 150 a 200 atm (2133 a 2850 lb/pulg2)] y temperaturas moderadas [de 350 a 425 °C (662 a 797 °F)]
8.3

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 405/489
8 .4 HIDROTRATAMIENTO
en una atmósfera rica en hidrógeno (de 80 a 95% mol de hidrógeno a la entrada del reactor). La alimen-tación a una hidrotratadora DRV en general es el residuo de vacío, con una temperatura de ebullición
verdadera (TBP), inicial, típica de 538 °C (1000 °F), aunque son factibles cortes de 575 °C (1067 °F) ymayores. La alimentación a una hidrotratadora DR es, en general, residuo atmosférico (RA), con unTBP inicial típico de 370 °C (698 °F). Otras alimentaciones (como aceite desasfaltado con solventes,asfalto del desasfaltador con solventes, gasóleo de vacío y gasóleos desintegrados de reductoras de vis-cosidad, FCC, FCCR y coquizadoras) también se pueden procesar en las hidrotratadoras DR o DRV.
En las hidrotratadoras DR y DRV se han procesado muy bien los residuos de muchos crudos. Latabla 8.1.1 muestra una lista parcial de crudos que se han procesado comercialmente en hidrotratadorasDR/DRV de CLG.
La variedad de alimentaciones que puede ser procesada en forma económica en hidrotratadorasDR/DRV aumenta bastante cuando se agrega la tecnología de reemplazo de catalizador a la unidad.La tecnología RCL permite sustituir el catalizador agotado de un reactor de reserva por catalizador
fresco, estando el reactor en servicio. Eso permite al refinador procesar alimentaciones pesadas, ricasen metales, o efectuar una desulfuración más profunda a partir de un hidrotratador original de residuoen lecho fijo (véase el capítulo 10.1).
HISTORIA
El hidrotratamiento de aceites residuales fue una extensión natural del hidrotratamiento de aceites resi-duales y gasóleos de vacío para eliminar azufre.12 3 El primer hidrotratador DR comercial de CLG fue puesto en funcionamiento en 1969. Como en muchos de las primeras hidrotratadoras de residuo, fuediseñado para eliminar azufre y producir combustóleo bajo de azufre (CBA). La primera hidrotratadoraDRV de CLG fue puesta en operación en 1977, y también se diseñó para producir combustóleo bajo
de azufre.(CBA) En 1984, Okinawa Sekiyu Seisei, una refinadora japonesa, reportó la primera operación de un hidrotrata-
dora DR de CLG en "modo de conversión." En ella, la temperatura del reactor se elevó bastante al inicio de
TABLA 8.1.1 Alimentaciones a hidrotratadoras DR/DRVque se han procesado a escala comercial
A.A. Bu Khoosh Kuwait Pendiente Norte de Alaska Laguna Argelia Margham C.
Berri árabe Maya Pesado árabe Mina Saud Ligero árabe Minas Intermedio árabe Murban Ligero Basora Oguendjo Cabinda Omán Limón colombiano Qatar terrestre Dubai Qatar marino Duri Ruso El Chaure Shengli No. 2 Gipsland Stratfjord Indonesio Suez Pesado de Irán Tía Juana pesado
Ligero de Irán Umm Shaif Istmo West Texas intermedio Khafji West Texas amargo Kirkuk Zakum

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 406/489
PROCESOS DE HIDROTRATAMIENTO CON DR/DRV DE CHEVRON LUMMUS GLOBAL — COMBUSTIBLES PARA... 8.5
la corrida, a mucho más de lo necesario para sólo producir combustóleo de bajo azufre y se mantuvo altahasta terminarla. Con esta operación se hidrodesintegró tanto residuo de vacío como fue posible para
obtener productos más ligeros. Esto también acortó la duración de la corrida, por la mayor desactiva-ción de catalizador por el coque depositado durante la corrida. En años recientes, el modo de operaciónde conversión ha sido favorecido por muchos operadores de hidrotratadora DR/DRV para reducir la producción de combustóleo.
Una alternativa es convertir en aceite combustóleo de mayor valor. En la última parte de los años 70, ydurante las décadas de 1980 y 1990, bajó la demanda y el valor del combustóleo de alto azufre (3 por cien-to) así como el de bajo azufre (1 por ciento). En algunos casos, los operadores de centrales termoeléctricasestán dispuestos a pagar precios más altos por combustóleos con mucho menor contenido de azufre (de0.1 a 0.5% en peso). El hidrotratamiento DR/DRV permitió a los refinadores producir esos combustóleocon muy bajo azufre. El combustóleo con menos azufre que se ha producido comercialmente a partir decrudos amargos (de un 3% de azufre en peso en el residuo atmosférico) fue aproximadamente 0.1% en
peso. Fue producido por la hidrotratadora DR de CLG de la refinería Idemitsu de Kosan, en Aichi, Japón(véase la tabla 8.1.2). La capacidad que tienen las hidrotratadoras de residuo para mejorar la economía de las unidades de
conversión al pretratar sus alimentaciones, se ha reconocido durante muchos años. El impacto económicomás notable del pretratamiento de la alimentación es bajar el contenido de azufre de la alimentación ala unidad de conversión. Por ejemplo, el pretratamiento de la alimentación a FCCR para reducir suazufre a menos de 0.5% en peso elimina la necesidad de instalar costosos equipos para desulfurar gasesde combustión. La adición del hidrógeno a la alimentación, en el hidrotratador, también mejora los ren-dimientos y calidades de producto, más adelante, en la unidad de conversión. En 1983, en la refineríaBorger, de Phillips en Texas, fue puesto en operación el primer hidrotratador DR de CLG para pretratarel residuo como cargar a una unidad FCCR ya existente. Anterior al proyecto de la hidrotratadora, laFCCR había estado alimentando crudo doméstico. La hidrotratadora DR para 50,000 barriles por día(BPD), fue diseñada para alcanzar 92 por ciento de hidrodesulfuración (HDS) y 91 por ciento de hidro-desmetalización (HDM), partiendo de una mezcla de residuos pesados atmosféricos nacional y árabe,durante un ciclo de un año. Además de su aportación en el cumplimiento de los requisitos ambientales,y reducir el consumo de catalizador, el pretratamiento de la alimentación aumentó en forma importanteel rendimiento de gasolina de la unidad FCCR.5
Una hidrotratadora DR se utiliza para pretratar residuo y alimentar una unidad de coquización retar-dada en la refinería de Chevron Texaco, en Pascagoula, Mississippi.6, originalmente la hidrotratadora
TABLA 8.1.5 Producción de combustóleo premium con bajo azufre
Alimentación a DR Producto de DR con 343 °C+
Azufre, % en peso 3.75 0.09 Viscosidad, cSt a 50 °C 248 84 Densidad Relativa, d15/4° C 0.9590 0.9105 Residuo de carbón 7.95 2.28
NÍA', ppm 13/40 <1/>1 Nitrógeno, ppm 2060 644Destilación, °C
T. Eb. inicial 257 272 5% 325 330 10% 353 358 20% 402 393 30% 435 425 40% 467 450 50% 502 480 60% 537 515 70% — 555
Datos comerciales de la unidad DR en IKC Aichi.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 407/489
8. 6 HIDROTRATAMIENTO
fue diseñada para eliminar azufre y metales de la alimentación a la coquizadora, por lo que el coquetendría menos azufre y metales, y su venta sería más fácil. Desde su puesta en marcha, en 1983, la
unidad DR ha reportado importantes beneficios económicos a la refinería. Se ha reducido la producciónde coque, y la producción de materiales más ligeros es mayor que la que sería sin la DR. Esto incluyeconvertir el residuo de vacío (que de otra manera se alimentaría a la coquizadora) en gasóleo de vacío,diesel y nafta en la hidrotratadora DR. Además, el residuo de vacío de la unidad DR produce menor porcentaje en peso de coque en la coquizadora que el residuo de vacío de la destilación primaria. Estosdos efectos llevan a menor producción de coque y más productos ligeros en la refinería. La hidrotrata-dora DR en Pascagoula sigue siendo la mayor en el mundo, con 96,000 BPD.
Los refinadores han estado hidrotratando residuos durante más de 25 años. En este tiempo ha cam- biado el hidrotratamiento, de acuerdo con las necesidades de los refinadores, desde su función inicial deeliminar azufre del combustoleo hasta convertir directamente el residuo, y mejorar la economía de lasunidades posteriores de conversión. El hidrotratamianto en lecho fijo continúa siendo una ruta popular
para convertir residuo.
DESCRIPCIÓN DEL PROCESO
En la figura 8.1.1 se ve un diagrama de flujo simplificado de una hidrotratadora DR/DRV de CLG. Laalimentación de aceite a la hidrotratadora DR/DRV (principalmente residuo atmosférico o residuo devacío, pero que también puede contener gasóleo de vacío, aceite desasfaltado con solvente, asfalto dedesasfaltador con solvente y otros más) se combina con hidrógeno de reposición e hidrógeno recir-culado, se calienta hasta la temperatura de entrada al reactor. El calor se obtiene por intercambio con elefluente del reactor, y con un calentador de carga al reactor.
La reacción del hidrógeno y aceite se efectúa en los reactores, en presencia del catalizador. Las
reacciones de hidrotratamiento en el catalizador a) eliminan azufre, nitrógeno, vanadio, níquel, residuode carbón y otras impurezas del residuo; b) hidrogenan las moléculas y c) desintegran el residuo paraformar productos más ligeros. La temperatura promedio necesaria en el catalizador (TPC) es baja al principio, pero se aumenta 45 °C (81 °F), o más, a medida que envejece el catalizador. Las reaccionesdel hidrotratamiento (como eliminación de azufre y metales) son exotérmicas (véase "Química del proceso"). Para evitar que las temperaturas del reactor sean demasiado altas, un gas para enfriamientorápido,( hidrógeno frío recirculado), se introduce entre los reactores y entre los lechos de catalizador
FIGURA 8.1.1 Esquema simplificado de flujo de los procesos DR/DRV.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 408/489
PROCESOS DE HIDROTRATAMIENTO CON DR/DRV DE CHEVRON LUMMUS GLOBAL — COMBUSTIBLES PARA . . . 8.7
de los reactores con lechos múltiples, para mantener las temperaturas en el reactor dentro de los límitesdeseados.
Los reactores para servicio de hidrotratamiento tienen internos diseñados cuidadosamente para ase-gurar una buena distribución de gases y líquidos. En los reactores de lechos múltiples, los rociadoresdispersan el gas de enfriamiento repentino (flash) uniformemente en todo el reactor, para mantenertemperaturas uniformes de reacción. CLG suministra reactores DR/DRV de uno y varios lechos, depen-diendo de las necesidades del refinador. Los reactores de un solo lecho son relativamente pequeños y pesan de 400 a 900 toneladas, por lo que son más fáciles de instalar y para descargar el catalizador,que los reactores de lecho múltiple. Los reactores de lecho múltiple tienden a ser más grandes, de 600a 1,200 toneladas, pero ocupan menos espacio en una refinería en comparación con varios reactores deun solo lecho. Esto es muy importante en las refinerías donde el espacio es limitado.
El efluente del reactor se enfría (por intercambio de calor con la alimentación al reactor) para recuperarel calor desprendido en las reacciones de hidrotratamiento. Este intercambio de calor ayuda a reducir el
combustible necesario para el calentador de la carga. Después de enfriado, el efluente del reactor se evaporainstantáneamente en el separador caliente de alta presión (SCAP), para recuperar hidrógeno y una separacióngrande entre productos de reacción ligeros y pesados. El intercambiador de calor del efluente del reactormantiene al SCAP a una temperatura constante, lo que es importante para proteger los productos de la reac-ción. Si la temperatura del SCAP es demasiado alta, se efectúan reacciones de desintegración térmica y decoquización en ausencia de catalizador y más adelante podrían degradar aceite. Al líquido del SCAP se le baja la presión, se envía a los separadores de baja presión y después al fraccionador de productos.
El vapor del separador caliente de alta presión se enfría y se le inyecta agua para absorber el ac.sulfhídrico (H2S) y el amoniaco (NH3), producidos en los reactores por las reacciones de hidrotrata-miento. La mezcla se sigue enfriando para condensar la nafta y el gasóleo productos, y se evapora ins-tantáneamente en el separador frío de alta presión (SFAP). Este equipo separa el vapor el agua líquiday los hidrocarburos ligeros líquidos. Se reduce la presión de los hidrocarburos líquidos y se envían alos separadores de baja presión. El agua se envía a la unidad de recuperación de agua amarga, paraeliminarle el ac.sulfhidrico y el amoniaco.
El gas rico en hidrógeno procedente del SFAP va al absorbedor de H 2S. Allí, el H2S que no fueeliminado por el agua inyectada se elimina poniéndolo en contacto con solución pobre de amina. Elgas purificado pasa al compresor de recirculación, aumenta su presión para que al usarlo como gas deenfriamiento repentino y es recombinado con el aceite en la alimentación.
El hidrógeno de los reactores se purifica y recircula para conservar esta materia prima costosa.También es importante recircular hidrógeno para tener altos flujos de gas. Las altas relaciones de gasa aceite de la alimentación permiten contar con un exceso adecuado de hidrógeno en los reactores(véase la sección "Química del proceso) y para asegurar una distribución de gases y líquidos lo mejor posible en los reactores. El hidrógeno gaseoso recirculado se usa también como enfriador repentino en
el reactor. El líquido de los separadores de baja presión se alimenta al fraccionador atmosférico, que separa el
aceite hidroprocesado en los reactores para obtener los productos finales que se desean.
QUÍMICA DEL PROCESO
Heteroátomos
Todo átomo de una molécula en el aceite crudo que no sea hidrógeno o carbono se llama heteroátomo.
Entre los heteroátomos se cuenta el azufre, nitrógeno, oxígeno, níquel, vanadio, hierro, sodio, calcio yotros átomos menos comunes.
Residuo de carbón El residuo de carbón es una medida de la tendencia que tiene un hidrocarburo a formar coque. Expresadoen porcentaje en peso, el residuo de carbón se mide por el residuo de microcarbón (RMC); perteneciente

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 409/489
8 .8 HIDROTRATAMIENTO
a la especificación ASTM D4530 de American Society for Testing and Materials), o por el residuo de car- bón Conradson (CCR); ASTM D189), un ensayo anterior, o por el residuo de carbón Ramsbottom (RCR);
ASTM D524). La medición preferida es el residuo de microcarbón, porque es más exacta que los demásmétodos y requiere una muestra más pequeña. Los instrumentos con los que se mide el RMC son muy poco costosos. El RMC equivale aproximadamente al CCR, y ambos se correlacionan bien con el RCR. Elresiduo de carbón es útil para pronosticar el comportamiento de un hidrocarburo en una coquizadora o FCC.Si bien el residuo de carbón no es una medida directa, sin embargo sí se correlaciona bien con la cantidadde coque que se forma cuando el aceite se procesa en coquizadoras o unidades FCC.
Asfáltenos
El aceite residual está formado por un amplio espectro de moléculas. La cantidad de moléculas diferentesen el aceite residual es demasiado grande como para catalogarlas, y por consiguiente se han desarrolladotécnicas analíticas para separar esas moléculas en asfáltenos y maltenos y comprenderlas mejor. Se lleva acabo por medio de dilución del residuo con grandes cantidades de parafinas normales, como n-heptano on-pentano. La fracción de malteno permanece en solución en la fase de parafina, mientras que la fracciónde asfalteno forma una fase separada. Este es el principio del proceso llamado desasfaltado con solventeDAS en las refinerías.
Las moléculas en la fracción de maltenos se pueden seguir separando en fracciones de polaridadvariable, pasándolas por columnas empacadas con distintos adsorbentes. Una descripción completa deesta técnica se encuentra en la referencia de Speight.7
Hay mucho desacuerdo acerca de qué es una molécula de asfalteno, aparte de su insolubilidad ensolventes parafínicos. Sin embargo, el tema de los asfáltenos es importante. La alta concentración de
heteroátomos en los asfáltenos requiere que al menos algunas de sus moléculas sean hidrotratadas paraeliminar heteroátomos. Además, se debe aumentar el contenido de hidrógeno en las moléculas de asfal-teno para transformarlas en combustibles.
La conversión de moléculas de asfalteno es un gran desafío para los refinadores. A medida que sehace más severo el procesamiento de residuo de vacío o de residuo atmosférico, se forma coque (porejemplo, en los convertidores catalíticos o en las coquizadoras), o los asfáltenos se vuelven insolublesen el residuo procesado y se separan precipitándose formando un material pegajoso, que tapa al equipo. Naturalmente, los asfáltenos son solubles en maltenos en el residuo original, de modo que el procesa-miento debe causar algún cambio en los maltenos o asfáltenos, o en ambos, que limita la severidad conla que se pueden procesar los residuos en muchas unidades de conversión, incluyendo las unidades dehidroprocesamiento de residuo.
Reacciones de hidroprocesamiento
Las reacciones en una hidrotratadora DR o DRV se efectúan en la fase líquida, ya que muchas de lasmoléculas de la alimentación residual y del producto no se evaporan a la presión y temperatura delreactor. El aceite en el reactor está saturado con hidrógeno gaseoso, porque su presión parcial es muyalta, y está disponible en un gran exceso (en el caso típico, de 10 a 20 moles de hidrógeno por cadamol de aceite alimentado). Las moléculas reaccionantes de aceite e hidrógeno se difunden a través delaceite líquido llenando los poros del catalizador y se absorben en la superficie del catalizador, dondese efectúan las reacciones de hidrotratamiento. Las moléculas mayores tienden a adsorberse con másfuerza en la superficie del catalizador que las menores. Eso quiere decir que las moléculas grandes deresiduo de vacío tienden a dominar las reacciones en el catalizador, ya que pueden difundirse bien ensus poros. A continuación, las moléculas de los productos deben desorberse de la superficie del catali-zador y difundirse hacia el líquido que llena los poros del mismo.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 410/489
PROCESOS DE HIDROTRATAMIENTO CON DR/DRV DE CHEVRON LUMMUS GLOBAL — COMBUSTIBLES PARA . . . 8.9
Sobre la superficie del catalizador, los átomos de azufre, nitrógeno, níquel y vanadio se eliminande las moléculas de residuo, y también se rompen los enlaces carbono-carbono. Esas reacciones, en
general, causan desintegración de las moléculas originales de aceite, para producir moléculas de menor peso molecular, que hierven a menor temperatura. El resultado es que también se reduce la viscosidaddel aceite. Cuando el producto se usa como combustóleo, se requiere menos conversión a cortes másligeros (como turbina) para cumplir con una especificación dada de viscosidad.
El hidrotratamiento es muy exotérmico. El calor producido por las reacciones hace que aumentela temperatura del gas y el aceite, conforme la carga desciende por los lechos de catalizador. La tem- peratura en los reactores se controla agregando hidrógeno de enfriamiento entre los reactores y entrelos lechos de catalizador, dentro de un reactor. El calor producido por las reacciones se recupera enintercambiadores de calor con el efluente del reactor, y se utiliza para precalentar la alimentación, queque se bombea al horno de alimentación.
Hay diferencias fundamentales entre la eliminación de las diferentes impurezas, principalmente por
la estructura de las moléculas en el residuo. Los átomos de azufre tienden a introducirse en la moléculade aceite en forma de "puentes de azufre" entre dos átomos de carbono, o como parte de la estructurade un anillo saturado (véase la figura 8.1.2). La eliminación de esos átomos de azufre suele necesitarsólo de la ruptura de los dos enlaces azufre-carbono por átomo de azufre, y la adición siguiente decuatro átomos de hidrógeno para saturar los carbonos. Cuando la parte de la molécula que contiene alazufre puede llegar a la superficie del catalizador, la eliminación del azufre es relativamente fácil. Lafigura 8.1.3 muestra las reacciones de hidroprocesamiento del dibenzotiofeno, como ejemplo de unamolécula con azufre en el petróleo. La ruta de la reacción que lleva a difenilbenceno se favorece, porqueno requiere saturar una estructura de anillo aromático.
Los átomos de nitrógeno tienden a estar unidos en los anillos aromáticos de las moléculas de resi-duo (véase la figura 8.1.4). Suele ser necesario saturar con hidrógeno el anillo aromático que contieneal átomo de nitrógeno, antes de romper los enlaces nitrógeno-carbono, y eliminar el nitrógeno. Esterequisito de saturar anillos aromáticos hace que la eliminación de nitrógeno sea mucho más difícil quela de azufre. La figura 8.1.5 muestra las reacciones de hidroprocesamiento de quinolina, como ejemplode una molécula nitrogenada en el petróleo. El primer paso en cualquier ruta de reacción para eliminar
FIGURA 8.1.2 Moléculas sulfuradas típicas en el petróleo. Los átomos deazufre comunmente tienen enlaces químicos sencillos en el petróleo.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 411/489
FIGURA 8.1.3 Reacción típica de desulfuración. El azufre suele eliminarse sin tener que saturaranillos aromáticos.
el átomo de nitrógeno es la saturación de un anillo aromático. La cantidad de nitrógeno eliminadocasi siempre es menor que la de azufre, por la dificultad relativa de las reacciones. También, los altosvalores de eliminación de nitrógeno requieren alta presión parcial de hidrógeno y catalizadores con unaactividad de hidrogenación muy alta.
En general, los átomos de níquel y vanadio están combinados en una estructura de porfirina, en elresiduo. La figura 8.1.6 muestra una molécula típica de vanadil-porfirina. Estas estructuras son bastante planas, y los metales son relativamente fáciles de eliminar si el catalizador tiene poros suficientementegrandes para aceptar las moléculas grandes que contienen estos metales. El vanadio tiende a ser mucho
más fácil de eliminar que el níquel.El azufre y el nitrógeno eliminados se convierten en ac. sulfhídrico y amoniaco, gaseosos. Estos doscompuestos se difunden y salen del poro del catalizador con los demás reactivos. El níquel y vanadioeliminados se combinan con el azufre, y permanecen en la superficie del catalizador. El catalizadorfresco para hidrotratamiento sufre ensuciamiento muy rápido, a medida que sus metales activos frescosse cubren con una capa de níquel y vanadio procedentes del crudo. Por fortuna, el níquel y vanadio sonen sí mismos metales catalíticos (aunque mucho menos activos que los metales catalíticos originales)y en consecuencia la superficie del catalizador retiene algo de actividad, aunque considerablementemenor que la del catalizador fresco. Sin embargo, eventualmente las moléculas de sulfuro de níquely vanadio tapan los poros del catalizador y reducen la habilidad que tienen las grandes moléculas deresiduo de difundirse por el líquido que llena los poros. Cuando se restringe mucho el acceso de lasmoléculas de residuo a la superficie del catalizador, ese catalizador pierde su actividad para hidrotrata-miento (véase "Catalizadores" más adelante).
Se presentan otros efectos secundarios indeseables de las reacciones de hidroprocesamiento cuandoalgunas de las moléculas de residuo con alto peso molecular que se adsorben en la superficie del cata-lizador reaccionan con otras moléculas de aceite, y no con hidrógeno. Este es un problema particular
8.10 HIDROTRATAMIENTO

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 412/489
FIGURA 8.1.4 Moléculas típicas en el petróleo que con-tienen átomos de nitrógeno. Los átomos de nitrógeno comun-mente tienen enlaces aromáticos complejos en el petróleo.
FIGURA 8.1.5 Reacciones de desnitrificación típicas. Rara vez puede eliminarse elnitrógeno sin saturar anillos aromáticos.
cuando la presión parcial de hidrógeno en el reactor es baja. En este caso, las moléculas aumentan su peso molecular, podrán no desorberse con facilidad de la superficie del catalizador, y quedan en ella enforma de coque. El coque formado de esta manera causa una grave desactivación del catalizador.
Formación de depósitos
Otro efecto indeseable de las reacciones de hidroprocesamiento es que la solubilidad de los asfáltenossuele disminuir al aumentar el procesamiento del residuo. Eso sucede aún cuando se reduce la cantidad
PROCESOS DE HIDROTRATAMIENTO CON DR/DRV DE CHEVRON LUMMUS GLOBAL — COMBUSTIBLES PARA ... 8.11

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 413/489
8.12 HIDROTRATAMIENTO
FIGURA 8.1.6 Molécula típica de vana-dil-porfirina. Las estructuras de porfirinason muy planas y el vanadio se eliminacon facilidad, si las moléculas se pueden
difundir por los poros del catalizador.
de asfáltenos por el hidroprocesamiento. Desafortunadamente, mientras se destruyen los asfáltenos alhidrogenarse y desintegrarse, la fracción de maltenos del residuo también se hidrogena y desintegra,en general, con más severidad que los asfáltenos. Ya que por lo común los maltenos son moléculas más pequeñas, se les facilita más difundirse en los poros del catalizador y se hidrotratan más fácilmente. Eneste hidrotratamiento los anillos aromáticos se hidrogenan y las cadenas laterales alifáticas se eliminan por desintegración. Estas reacciones reducen la capacidad de la fracción de los maltenos para solubilizarlos asfáltenos. En general, la disminución de solubilidad de los asfáltenos en maltenos es más rápidaque la conversión de los asfáltenos, y por tanto los asfáltenos se precipitan de la solución. Los asfáltenos
forman precipitados, que tapan el equipo, y en el peor de los casos se pueden depositar en el catalizadory terminar formando coque. Eso desactiva con rapidez el catalizador. Aun cuando el precipitado nodesactiva el catalizador o causa problemas tapando el equipo en la hidrotratadora de residuo, sí puede provocar problemas en las unidades siguientes de procesamiento, o hacer invendible el combustóleo producido.
Conversión
La hidrodesintegración es la transformación de hidrocarburos, de alta temperatura de ebullición, enotros de menor temperatura de ebullición, en presencia de hidrógeno. En el hidrotratamiento de residuosesa transformación puede efectuarse por la ruptura de enlaces carbono-carbono, o por la eliminación
de heteroátomos que estaban uniendo dos fracciones de hidrocarburo que en ese momento quedanseparadas. Ya que muchos de los átomos de carbono del residuo de vacío están en anillos aromáticos,es necesario hidrogenar las moléculas y saturar los anillos antes de que se rompan los enlaces y sedesintegren las moléculas.
En el hidroprocesamiento de residuos es común decir que la hidrodesintegración del residuo es"conversión." Según esta costumbre, la conversión se define como la destrucción de las moléculas delresiduo que hierven a mayor temperatura que cierta temperatura verdadera de ebullición [por lo general538 °C (1000 °F)] para formar un producto que hierve a menor temperatura. Se puede calcular la con-versión como (F T+ - P T+ )/F T+ , siendo F T+ la fracción de volumen de la alimentación que hierve a mayortemperatura que T y P T+ la fracción de volumen del producto que hierve arriba de la temperatura T. Elhidroprocesamiento del residuo y su conversión están vinculados. Para la mayor parte de los catalizado-
res convencionales de hidrotratamiento, la conversión es principalmente una función de la temperaturadel catalizador y del espacio velocidad. Se ha observado4 que la formación de precipitado se relaciona con el grado de conversión en el
hidrotratador de residuo. Eso es ciertamente válido cuando catalizador y alimentación no cambian apre-

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 414/489
PROCESOS DE HIDROTRATAMIENTO CON DR/DRV DE CHEVRON LUMMUS GLOBAL — COMBUSTIBLES PARA .. . 8.13
ciablemente. La presencia de gasóleo de vacío en la alimentación puede reducir la conversión a la que seobserva la formación de precipitado (por la baja capacidad que tiene el gasóleo de vacío para solubilizar
los asfáltenos). Los catalizadores de poro pequeño y gran área específica también pueden tener efectosnocivos sobre la estabilidad del producto, porque pueden hidroprocesar en forma selectiva moléculas demalteno sin destruir molécula alguna de asfalteno. En general, las hidrotratadoras de residuo con lechofijo llegan a conversiones entre 20 y 60% de volumen líquido a condiciones de operación normales,y el inicio de formación de precipitado sucede en general a conversiones entre 45 y 60% de volumenlíquido, dependiendo de la alimentación, las condiciones de operación y el sistema de catalizador.
Nótese que el gasóleo de vacío en la alimentación a una hidrotratadora DR es un solvente muy malode asfáltenos, en especial después de hidrogenarse mucho. En consecuencia, las hidrotratadoras DRV pueden operar a conversiones de desintegración entre 5 y 10 por ciento mayores que las hidrotratadorasDR antes de que se presente la formación de precipitado.
CATALIZADORES El diseño de un catalizador para hidroprocesar residuo con alta actividad, es un compromiso entre fac-tores. Los primeros catalizadores, que se desarrollaron para hidrotratar aceites ligeros, tenían tamañosde poro demasiado pequeños para hidrotratar residuos. Los poros de los catalizadores se obstruíancon metales y coque y por tanto se desactivaban con rapidez. Se modificaron los catalizadores parahidroprocesar residuos atmosféricos y residuos de vacío, aumentando su tamaños de poro, pero esotuvo por consecuencia superficies menos activas y actividades mucho menores hacia reacciones dehidroprocesamiento.
En general, los catalizadores para hidrotratamiento de residuos en lecho fijo son pastillas pequeñasextruídas sobre una base de alúmina. Las pastillas están impregnadas con metales catalíticos, con fre-cuencia llamados metales activos, que tienen buena actividad en reacciones de adición de hidrógeno.
Los metales activos que se usan en hidrotratadoras DR/DRV incluyen cobalto, níquel, molibdeno yotros materiales. Las pastillas de catalizador suelen ser pequeñas, de 0.8 a 1.3 mm de diámetro, porquela cinética de reacción está limitada por la difusión; una pequeña pastilla de catalizador con alta rela-ción de superficie a volumen tiene mayor difusión de las moléculas relativamente grandes de residuo.Con frecuencia, se utilizan diferentes formas de pastillas extruídas para aprovechar la alta relación desuperficie a volumen de algunas formas de pastilla y al mismo tiempo, mantener una caída de presiónrazonable en el reactor.
Los diámetros de poro de los catalizadores de hidrotratamiento de residuo necesitan ser grandes, enrelación con los catalizadores de otros procesos en refinería, para dar cabida a las grandes moléculasde residuo a procesar. Desafortunadamente, a medida que aumenta el tamaño de los poros, disminuyeel área especifica, y por consiguiente la actividad del catalizador. Otra complicación es que, al eliminar
los átomos de níquel y vanadio del residuo, se forman sulfuras de níquel y vanadio que se depositan enla superficie del catalizador. Los sulfuras de metales se acumulan en la superficie activa y obstruyenlos poros del catalizador. Esos sulfuras tienden a depositarse en la entrada de los poros del catalizador.Eso se debe a que las moléculas de residuo que contienen níquel y vanadio son bastante grandes y nologran difundir al interior de los poros del catalizador, antes de ser eliminados. La difusión de las gran-des moléculas de residuo se reduce todavía más por el taponamiento de los poros debida a los sulfurasmetálicos. Si las moléculas grandes no pueden entrar en los poros, y con ello no tienen acceso a lasuperficie activa del catalizador, no se podrán hidrotratar.
Para superar las limitaciones de poros pequeños y poros grandes, CLG diseña sistemas estratifica-dos de tal manera que la actividad catalítica aumenta a medida que el residuo atraviesa el reactor. Loscatalizadores que intervienen primero con el residuo tienen poros grandes, para eliminar el vanadio y elníquel de las moléculas grandes que los contienen y para reducir la desactivación (por taponamiento de poro) debido a esos metales que se eliminan. Los catalizadores que participan después, en el contactocon aceite con menos contenido en níquel y vanadio, pueden tener poros de menor tamaño y mayoractividad superficial para efectuar reacciones propias de hidrotratamiento.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 415/489
8 . 14 HIDROTRATAMIENTO
Los catalizadores DR y DRV de CLG se desarrollan y producen usando una tecnología avanzadade refinación (ART, de Advanced Refining Technology, empresa conjunta de Chevron Texaco y Grace
División). En general, CLG usa sus catalizadores de eliminación de metales más tolerantes a metales,los catalizadores de hidrodesmetalización (HDM). Sin embargo, los catalizadores HDM de CLG tam- bién favorecen las reacciones de hidrodesulfuración, hidrodesnitrogenación (HDN) y otras de conver-sión. Los catalizadores que tienen mayor actividad en las reacciones de HDS y de reducción de residuode carbón, y menos tolerancia a los metales, se llaman catalizadores de hidrodesulfuración. Estos cata-lizadores de HDS tienen también buena reactividad en reacciones de HDM y HDN, así como reaccionesde conversión, además de ser algo más tolerantes a los metales (aunque no tanto como los catalizadoresde HDM). Por último, CLG tiene algunos catalizadores que poseen una gran actividad en reacciones deHDM. Son las reacciones que se efectúan con más dificultad en una unidad de hidrotratamiento DR/DRV. Los catalizadores HDN también son muy activos en reacciones de HDS, reducción de residuo decarbono y conversión por desintegración. Tienden a poseer poca actividad de desmetalización, y no son
muy tolerantes al envenenamiento con metales. Para seleccionar las cantidades y tipos de catalizador para una hidrotratadora DR/DRV se requieren
datos extensos de planta piloto, datos de planta comercial y un buen modelo cinético.
HIDROTRATAMIENTO DRV (DESULFURACIÓN DE RESIDUOS DE VACIO)
En muchos países, la demanda de gasolina en relación con destilados intermedios es mucho menor quela lista típica de productos en una refinería que basa su capacidad de conversión en la FCC. Muchos proyectos se han basado en la hidrodesintegración de gasóleo de vacío para producir altos rendimientosde destilados intermedios de calidad máxima (véase el capítulo 7.2).
Dado lo atractivo de usar gasóleo de vacío como alimentación a la hidrodesintegradora, ha cobradoimportancia la consideración que la hidrotratadora de residuo sea capaz de procesar 100 por ciento deresiduo de vacío. La hidrotratadora DRV de CLG ha estado procesando con éxito este difícil materialdesde 1977.
Las características de una alimentación aceptable al proceso de desintegración catalítica de residuos(FCCR) aparecen en la tabla 8.1.3, Estos requisitos se obtienen con facilidad con las unidades DR deCLG, y los puede cumplir una unidad DRV de CLG para residuos de vacío derivados de árabe pesado,árabe ligero y Kuwait, así como la mayor parte de otros crudos.
El residuo de vacío es más difícil de hidrotratar que el atmosférico, porque en la alimentación no haygasóleo de vacío que se procese con facilidad. Por consiguiente, el proceso DRV se basa mucho en la capaci-dad de los catalizadores para mejorar los compuestos pesados que se encuentran en el residuo de vacío. CLGy ART han adaptado catalizadores para usarlos ya sea en servicio DR o en DRV. Los catalizadores diseñados
para operar en DR no son necesariamente efectivos para el servicio en DRV, y viceversa. La eficacia del catalizador para mejorar el residuo de vacío se mide por la intensidad de desmetali-
zación, eliminación de asfalteno y desulfuración que se alcanzan, al mismo tiempo que se obtiene un producto estable (sin precipitación de sólidos o asfáltenos). La tabla 8.1.4 muestra un ejemplo de una planta piloto DRV que procesa una mezcla de pesado árabe/residuo de vacío de Kuwait, para alcanzar99 por ciento de HDM, 97 por ciento de HDS y 82 por ciento de reducción de residuo de carbón. Si bien casi nunca se requiere esa severidad, ilustra con claridad las posibilidades del proceso DRV.
TABLA 8.1.3 Objetivos de la desintegración catalítica de residuos (FCCR)
Azufre 7-10% máximo para limitar las necesidades de enfriamiento de catalizador. Residuo de carbón 7-10% máximo para limitar las necesidades de enfriamiento de catalizador.
Níquel + vanadio 5 a 25 ppm para limitar el consumo de catalizador en FCCR. Facilidad de Una combinación de contenido de hidrógeno, intervalo de ebullición y viscosidad desintegración que favorezca la evaporación y la desintegración en el punto de inyección.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 416/489
PROCESOS DE HIDROTRATAMIENTO CON DR/DRV DE CHEVRON LUMMUS GLOBAL — COMBUSTIBLES PARA ... 8.15
TABLA 8.1.4 Desempeño de la planta piloto de DRV de Chevron
Alimentación a DRV* Producto de DRV
Intervalo de ebullición, °C 538+343+ Gravedad, "API 4.6 18.1 Res. C Conradson, % en peso 23.1 5.7 Azufre, % en peso 5.3 0.24
Nitrógeno, % en peso 0.42 0.15 Níquel + vanadio, ppm 195 3 Viscosidad, cSt a 100 °C 5500 32 Conversión de 538 °C+, % Vol. Líq. 54.2 Rendimiento de 343 °C+, % Vol. Líq. 81.4 Consumo de H2, PCNB 1650
* Pesado árabe/Kuwait, en relación volumétrica 50/50. Nota: °API = grados en la escala del Instituto Americano del Petróleo; PCNB = pies
cúbicos normales por barril.
Los reactores DRV deben procesar alimentaciones muy viscosas, en comparación con los reactoresDR. La excepcional hidrodinámica de flujo en dos fases en el reactor para residuo de vacío establececondiciones especiales de diseño para evitar caídas de presión irrazonablemente altas e inestables enel reactor. Esto fue el tema de una gran cantidad de pruebas en planta piloto y de escalamiento, antesdel arranque del primer hidrotratador DRV en 1977, en la refinería El Segundo de Chevron Texaco.La experiencia adquirida al procesar 100 por ciento de residuo de vacío, junto con los datos de labo-ratorio anteriores, fueron la base del diseño de un hidrotratador DRV para Nippon Petroleum RefiningCompany, que entró en operación en su refinería de Muraran, Japón, en 1982.8 La extensa experienciacon 100 por ciento de residuo de vacío ha permitido a CLG producir una tecnología sin problemas.
Conversión de unidades DR a DRV
El hidrotratador DR en la refinería de Mizushima de Japan Energy Company (antes Nippon MiningCompany) operó con residuo atmosférico durante varios años, y se convirtió con éxito para procesarresiduo de vacío en 1981.9 Durante los primeros ciclos de catalizador que siguieron a la conversión aDRV, la unidad aumentó en forma gradual la fracción de residuo de vacío hasta llegar a procesar 100 por ciento de residuo de vacío durante toda la corrida.
CAPACIDAD DE PROCESAMIENTO DE AUMENTACIONES
Impurezas
Además de las grandes concentraciones de impurezas (azufre, nitrógeno, residuo de carbón,níquel y vanadio), los residuos también contienen altas concentraciones de partículas gruesas desulfuro de hierro y lodos del yacimiento. Si se alimentan en forma directa a un hidrotratador DR/DRV,esas partículas se retendrían en las pequeñas partículas de catalizador y formarían costras. Esas costrasharían que aumentara en forma dramática la caída de presión a través del lecho de catalizador, perturbando la distribución uniforme de aceite y gas en el reactor, y al final forzaría el paro de la planta,
por la excesiva caída de presión.La primera línea de defensa contra las partículas en una hidrotratadora DR/DRV es el filtro de laalimentación. Esos filtros tienen pequeños orificios, normalmente de 25 mieras, que permiten el paso delaceite filtrado, pero retienen las partículas mayores. Cuando la caída de presión a través de los filtros es

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 417/489
8.16 HIDROTRATAMIENTO
excesiva, estos son automáticamente eliminados de servicio y se retrolavan brevemente con aceite. Las partículas que eliminan los filtros de la alimentación causarían un aumento muy severo en la caída de
presión a través de los reactores, por lo que se requiere filtrar la alimentación en todos los hidrotratadoresde residuo. Aun así, las partículas más pequeñas penetran hasta los lechos de catalizador.
Algunas de las partículas que pasan por los filtros de alimentación son lo bastante pequeñas como para atravesar también el lecho del catalizador en los reactores. Esas partículas no afectan el funciona-miento de la hidrotratadora DR/DRV. Sin embargo, algunas partículas son lo bastante pequeñas como para pasar por los filtros, pero lo bastante grandes como para quedarse atrapadas en los lechos de cata-lizador. Esas partículas llenan los espacios libres en el lecho del catalizador y causan mayor caída de presión en el reactor. Esta mayor caída de presión es especialmente grave cuando todas las partículas seeliminan en un punto del sistema del reactor. Un gran aumento de la caída de presión puede hacer queel refinador disminuya el flujo de alimentación o pare la planta, antes de haber agotado la actividad delcatalizador. Además de las partículas, los metales de gran reactividad, como el hierro, puede causar con-
siderables dificultades en la operación de una hidrotratadora de residuos con lecho fijo. El hierro solubleen aceite es muy reactivo, y se deposita con facilidad justo en el exterior de las pildoras de catalizador,causando aumento en la caída de presión. El calcio soluble en aceite también está presente en algunoscrudos, y puede causar aumentos en la caída de presión y envenenar al catalizador.
Graduación del catalizador para evitar aumentos en la caída de presión
En los primeros desarrollos del procesamiento de residuo, las altas concentraciones de hierro insolubley soluble en algunos crudos de California impulsaron a Chevron a desarrollar tecnología de lechos gra-duados en la parte superior del lecho10 para reducir los problemas asociados con ese metal. Chevron,en 1965, fue la primera empresa en usar sistemas de graduación de catalizador en una hidrotratadora
comercial. Los catalizadores especiales para eliminar calcio se han aplicado en un hidrotratador DRVdonde la alimentación contenía más de 50 ppm de calcio, en peso. Una graduación efectiva de catalizadorcombina clasificar el catalizador por tamaño y forma así como también clasificarlo por actividad.
La meta de la graduación física es separar por filtración las partículas en el catalizador graduado, que deotra manera taparían la parte superior de las pastillas de catalizador activo más pequeñas. Al cambiar concuidado los tamaños y formas del catalizador de graduación física, se pueden eliminar las partículas a travésde varios estratos, y por consiguiente reducir su tendencia a causar aumentos en la caída de presión.
La graduación de catalizador por actividad quiere decir aumentar en forma gradual la actividadsuperficial del catalizador al ir descendiendo por el sistema del reactor. Entonces, el aceite quedaexpuesto primero a catalizador con actividad muy baja que hace que los metales reactivos (hierro ycalcio, por ejemplo) penetren en el catalizador. Allí, esos metales eliminados no ocupan el espacio libre,y se evita el aumento de la caída de presión. La actividad catalítica aumenta en las capas siguientes,
cuando se hayan eliminado todos los metales reactivos. La graduación de catalizador para evitar aumentos en la caída de presión no se puede simular con
exactitud en una escala pequeña (de planta piloto), porque los regímenes de flujo son muy diferentes.La extensa experiencia en refinerías forma la base de las técnicas de graduación de catalizador que usanCLG y ART. Esta experiencia incluye información de una unidad donde se alimenta aceite desasfaltadoque contenía hierro en partículas y solubilizado, así como níquel y vanadio muy reactivos. Con técnicasadecuadas de graduación de catalizador, las hidrotratadoras DR/DRV pueden trabajar hasta que se agotala actividad del catalizador, y no parar en forma prematura por caída de presión excesiva.
Flexibilidad en la alimentación
Muchos tipos de alimentación se han procesado en las hidrotratadoras DR/DRV. Se ha demostrado el buen procesamiento de alimentaciones de residuo de vacío, con viscosidades hasta 6000 centistokes a100 °C.6 También se han procesado a escala comercial alimentaciones con hasta 500 ppm en peso de Ni + V, en un hidrotratador DR de lecho fijo.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 418/489
PROCESOS DE HIDROTRATAMIENTO CON DR/DRV DE CHEVRON LUMMUS GLOBAL — COMBUSTIBLES PARA ... 8.17
Los sistemas de catalizador Chevron pueden tolerar metales en la alimentación en un promediomayor de 200 ppm en peso de Ni + V, manteniendo al mismo tiempo una duración de corrida de 1 año.
Las alimentaciones con bastante más de 200 ppm en peso de Ni + V pueden procesarse con al menos 1año de duración de corrida antes de que se necesite cambiar catalizador, si la alimentación se pretrataen un reactor con sustitución de catalizador en línea. Al disminuir la concentración de metales en laalimentación a concentraciones procesables, el cambio de catalizador en línea (RCL) aumenta la flexi- bilidad del refinador para procesar alimentaciones más contaminadas y baratas con alta concentraciónde metales (véase el capítulo 10.1).
APLICACIÓN COMERCIAL
El hidrotratamiento de residuo para producir combustóleo bajo en azufre para centrales termoeléctricascontinúa, en tanto que los países siguen adoptando reglamentos ambientales más estrictos. Sin embargo,lo más común es que el refinador desee reducir el rendimiento de combustóleo y tener la flexibilidad
para preparar cargas para unidades de conversión más adelante. La figura 8.1.7 muestra un esquema sencillo para convertir residuo en gasolina en una (FCCR). En este
esquema, la hidrotratadora DR mejora en forma importante la alimentación al proceso FCCR. Al pretratarla alimentación de residuo aumenta su contenido de hidrógeno y se reducen sus impurezas. Para muchoscrudos es necesario este mejoramiento para que se pueda operar el proceso FCCR. Para otros crudos,cuyo residuo atmosférico se podría alimentar directamente al convertidor catalítico, el hidrotratamientoDR mejora el aspecto económico del proyecto de conversión, y aumenta el rendimiento de productosligeros.
En algunos proyectos de mejoramiento de residuo, los destilados intermedios son productos más preferidos que la gasolina. En esos proyectos, el proceso Isocracking de CLG es la ruta preferida de procesamiento para producirlos, con alta calidad, a partir del gasóleo de vacío. La figura 8.1.8 muestra
un esquema donde el residuo atmosférico se envía a una torre de vacío para preparar la alimentaciónde gasóleo de vacío para una isodesintegradora. El resto del residuo de vacío se envía después a unahidrotratadora DRV para pretratarlo y enviarlo a un proceso de FCCR. Se ha demostrado que el hidro-tratamiento DRV de alta severidad prepara12 una alimentación adecuada para la unidad de FCCR. Esteesquema permite contar con el máximo uso de hidrógeno para mejorar el residuo. La hidrodesintegradorarequiere la cantidad de hidrógeno para convertir el GOV a destilados intermedios. El hidrógeno requerido por la hidrotratadora DRV es el necesario para mejorar la volatilidad y el contenido de hidrógeno en elresiduo de vacío, para que éste sea una alimentación satisfactoria a la unidad FCCR.
FIGURA 8.1.7 Conversión simple de un residuo. Un proyecto de bajo costo para convertir residuo enmáxima cantidad de gasolina para motor.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 419/489
FIGURA 8.1.8 Conversión de residuo a destilado intermedio y gasolina para motor. Al convertir la DR(planta de desulfuración de residuo) para aceptar el residuo de vacío y agregar una Isodesintegradora, losrefinadores pueden producir destilados intermedios listos para el mercado.
Muchos proyectos de mejoramiento de residuo necesitan variar la producción relativa de gasolina ydestilados intermedios de acuerdo con la demanda del mercado. La figura 8.1.9 muestra un esquema enel que la temperatura de corte en la columna de vacío se varía entre 425 °C (797 °F) para producir máxi-
ma gasolina, y 565 °C (1049 °F) para producir un máximo de destilados intermedios. También aquí, laadición de hidrógeno se ajusta para apenas satisfacer los requisitos del mejoramiento de sus productos. Por último, algunos proyectos necesitan instalarse en fases. La figura 8.1.10 muestra la transición
hipotética de un simple proyecto de mejora hasta un proyecto de mejora completa y flexible, en cua-tro fases. La fase 1 consiste de una hidrotratadora DR para reducir la cantidad y mejorar la calidaddel aceite combustible producido. La fase 2 es la instalación de una unidad FCCR para destruir porcompleto el residuo. La fase 3 sigue ampliando el proyecto al agregar una columna de vacío con unatemperatura de corte de gasóleo de vacío variable, y también una isodesintegradora para preparar des-tilados intermedios de alta calidad a partir del residuo de vacío. La hidrotratadora DR procesa ya searesiduo atmosférico que tiene una mayor temperatura de corte que en su diseño original, o residuo purode vacío (en caso que todo el gasóleo de vacío se lleve a la isodesintegradora). Es importante que lahidrotratadora de residuo en la fase 1 se diseñe con la flexibilidad para procesar residuo atmosférico oresiduo de vacío. Por último, en la fase 4 se agrega una unidad CRL a la hidrotratadora DR/DRV paradar mayor flexibilidad y procesar crudos poco costosos con alto contenido en metal.
Ejemplos de rendimientos y propiedades de producto
La tabla 8.1.5 muestra los rendimientos y las propiedades de los productos a partir de una hidrotratadora piloto que prepara alimentación a FCCR de alta calidad (0.4% en peso de azufre) a partir de residuoatmosférico árabe pesado (650 °F+).
Información sobre inversión y consumo de servicios La tabla 8.1.6 muestra los costos estimados de inversión para la hidrotratadora DR, cuyos rendimientosy propiedades de producto se ven en la tabla 8.1.5. Estos costos estimados se basan en proyectos simi-lares ejecutados por Chevron en sus refinerías.
8.18 HIDROTRATAMIENTO

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 420/489
FIGURA 8.1.9 Flexibilidad para producir desde destilado intermedio hasta gasolina, con los procesosDRV/FCCR. Los refinadores pueden responder a las variables demandas de gasolina y destilados interme-dios, cambiando la temperatura de corte del gasóleo de vacío en la torre de vacío.
FIGURA 8.1.10 Fases de implantación de un proyecto de conversión de residuo. Las tecnologías de hidro- procesamiento de Chevron permiten a los refinadores ejecutar en etapas proyectos de conversión deresiduos, a la medida de los cambios del mercado.
La tabla 8.1.7 es un resumen de los costos típicos de operación (por corriente día y por barril proce-sado) para la hidrotratadora DR para 70,000 BPD, cuyos rendimientos y propiedades de productos seven en la tabla 8.1.5. Las estimaciones de servicios necesarios se basan en la experiencia de operaciónde Chevron. Los costos de la tabla 8.1.7 no incluyen costos de capital ni para la hidrotratadora DR ni para una planta de hidrógeno (en caso que se requiera).
La tabla 8.1.8 condensa los costos totales típicos de procesamiento para la misma hidrotratadoraDR para 70,000 BPD. Esta estimación incluye costos del capital para la hidrotratadora DR a 25 porciento de los costos estimados dentro y fuera de la planta. El cargo de 2.50 USD por mil pies cúbicosde hidrógeno incluye los costos de capital para una nueva planta de hidrógeno, al igual que los costosde operación y materias primas.
PROCESOS DE HIDROTRATAMIENTO CON DR/DRV DE CHEVRON LUMMUS GLOBAL — COMBUSTIBLES PARA . . . 8 . 1 9

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 421/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 422/489
PROCESOS DE HIDROTRATAMIENTO CON DR/DRV DE CHEVRON LUMMUS GLOBAL — COMBUSTIBLES PARA .. . 8.21
TABLA 8.1.6 Resumen de inversión estimada en una hidrotratadora DR para prepararalimentación a una unidad de desintegración catalítica fluida de residuos (RFCC)
Flujo de entrada, BPSD 70,000 Duración de la corrida, días 335 Factor de operación 0.92Inversión en el sitio, millones de USD:
Principales equipos 107.2 Reactores 73.3 Otro circuito de reactor 22.5 Fraccionamiento 4.8 Compresión del H2 de reposición 6.6 Costo de instalación 79.3 Costo de la... ingeniería 17.9 Costo indirecto 29.8 Costo total en el sitio 234.2
Costo total fuera del sitio (30% de costo en 70.3el sitio), millones de USD Costo de catalizador por carga, millones de USD 8.8
Base: segundo trimestre de 1995, Costa del Golfo, EUA.
EL FUTURO
Continuará aumentando el interés en el hidrotratamiento DR/DRV a medida que sean más estrictas lasrestricciones ambientales. Eso es particularmente cierto en los países en desarrollo, donde las necesi-dades de energía crecen con rapidez y se va dejando de usar combustóleo y en cambio se incrementanlos combustibles para transporte.
El mejoramiento continuo de catalizadores y tecnología de proceso han ampliado las posibilidadesdel hidrotratamiento DR/DRV de adaptarse a las necesidades cambiantes de los refinadores. En elfuturo, las demandas para el hidrotratamiento DR/DRV serán para producir materiales con menoresconcentraciones de impurezas, considerando las impurezas cada vez mayores en alimentaciones cadavez más corrientes. Se espera que las nuevas tecnologías, como el reemplazo de catalizador en plenaoperación (RCL), sean las aportaciones principales para ese hidrotratamiento de residuo en el futuro.
REFERENCIAS
1. H. A. Frumkin y G. D. Gould, "Isomax Takes Sulfur Out of Fuel Oil", Reunión del AIChE, Nueva Orleáns, 16 al 20 demarzo de 1969.
2. A. G. Bridge, E. M. Reed, P. W. Tamm y D. R. Cash, "Chevron Isomax Processes Desulfurize Arabian Heavy Residua",74* Reunión Nacional del AIChE, Nueva Orleans, 11 al 15 de marzo de 1973.
3. A. G. Bridge, G. D. Gould y J. F. Berkman, "Residua Processes Proven", Oil and Gas Journal 85, 19 de enero de1981.
4. K. Saito, S. Shinuzym, F. Fukui y H. Hashimoto, "Experience in Operating High Conversión Residual HDS Process",Reunión del AIChE, San Francisco, noviembre de 1984.
5. J. B. Rush y P. V. Steed, "Refmery Experience with Hydroprocessing Resid for FCC Feed," 49° Reunión Semianual deRefinerías, API, Nueva Orleáns, 16 de mayo de 1984.
6. B. E. Reynolds, D. V. Law y J. R. Wilson, "Chevron's Pascagoula Residuum Hydrotreater Demostrates Versatility",
Reunión Anual NPRA, San Antonio, 24 al 26 de marzo de 1985.7. J. G. Speight, The Chemistry and Technology of Petroleum, 2* ed., Marcel Dekker, Nueva York, 1991.
8. H. Kanazawa y B. E. Reynolds, "NPRC's Success with Chevron DRV," Reunión Anual de NPRA, San Antonio, 25al 27 de marzo de 1984.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 423/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 424/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 425/489
8.24 HIDROTRATAMIENTO
9. N. E. Kaparakos, J. S. Lasher, S. Sato y N. Seno, "Nippon Mining Company Upgrades Vacuum Tower Bottoms in GulfResid HDS Unit", Conferencia de Refinación de Petróleo del Instituto Japonés de Petróleo, Tokio, octubre de 1984.
10. C. Hung, H. C. Olbrich, R. L. Howell y J. V. Heyse, "Chevron's New HDM Catalyst System for a Deasphalted OilHydrocracker", Conferencia Nacional de 1986 del AIChE, 10 de abril de 1986, trabajo No. 12b.
11. B. E. Reynolds, D. R. Johnson, J. S. Lasher y C. Hung, "Heavy Oil Upgrading for the Future: The New ChevronHydrotreating Process Increases Flexibility", Reunión Anual de NPRA, San Francisco, 19 al 21 de marzo de 1989.
12. B. E. Reynolds y M. A. Silvreman, "DRV/FCCR Provides Efficient Conversión of Vacuum Bottoms Into Gasoline",Conferencia de Refinación de Petróleo del Instituto Japonés de Petróleo, Tokio, 18 al 19 de octubre de 1990.
13. B. E. Reynolds y D. N. Brossard, "DR/DRV Hydrotreating Broadens Application of FCCR", ATI Quarterly, Invierno1995/1996.
14. B. E. Reynolds, J. L, Rogers y R. A. Broussard, "Evolution of Resid Conversión Options", Reunión Anual de NPRA,San Antonio, 16 al 18 de marzo de 1997.
15. B. E. Reynolds, D. R. Cash y M. J. Armstrong, "DRV for Conversión to Middle Distillate", Reunión Anual NPRA,San Francisco, 15 al 17 de marzo de 1998.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 426/489
CAPÍTULO 8.2
PROCESOS DE HIDROGENACION
SELECTIVA
Beth McCulloch, Charles Luebke y Jill Meister UOPLLC Des
Plaines, Illinois
La presencia de dienos y acetilenos en corrientes olefínicas ligeras es indeseable con frecuencia, yesos contaminantes reactivos deben eliminarse de las corrientes sin afectar la naturaleza o la concen-tración de las definas. Los dienos y acetilenos se eliminan por hidrogenación selectiva para formar lasmonoolefinas correspondientes. Las corrientes de olefina ligera se producen por desintegración convapor de agua, deshidrogenación de parafinas C3/C4 o por desintegración catalítica (FCC). Hay varios procesos que eliminan acetilenos o dienos, en forma selectiva de las corrientes olefínicas.1"5.
INTRODUCCIÓN
La hidrogenación de dienos y compuestos acetilénicos se puede hacer en forma selectiva en presenciade monoolefinas, usando condiciones moderadas de hidrogenación. Chemische Werke Hüls desarrollóel concepto de hidrogenación selectiva en 1963. El primer proceso Hüls de hidrogenación selectiva(PHS), fue comercializado en 1980. La unidad PHS es aplicable a todas las alimentaciones C3-C5,incluyendo las que contienen azufre, procedentes de las unidades FCC. La selectividad de la reacciónde hidrogenación depende de la naturaleza del catalizador y de las condiciones de operación. La hidro-genación se hace en condiciones benignas, con un ligero exceso estequiométrico de hidrógeno. UOPha concesionado las unidades Hüls PUS para hidrogenación selectiva de butadieno a butenos, para
propadieno y metilacetileno para formar propeno, y para pentadienos a pentenos. También UOP ofreceel proceso KLP para eliminar acetilenos de alimentaciones de butadieno, en forma selectiva.
8.25

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 427/489
8.26 HIDROTRATAMIENTO
EL PROCESO KLP
El 1,3-bmtadieno es un compuesto intermedio petroquímico importante, que se obtiene de la fracciónC4 de una unidad de desintegración de nafta con vapor de agua. El corte C4 de una unidad de esasunidades contiene hasta 60 por ciento de butadieno y también cantidades pequeñas de acetilenos C4
que deben separarse del producto principal, el butadieno. Los compuestos acetilénicos, como el vini-lacetileno y el etilacetileno, pueden eliminarse en forma selectiva usando el proceso KLP antes de laextracción del butadieno.6'7 El proceso KLP se usa para convertir esencialmente el 100 por ciento dealfa-acetilenos a monoolefinas y butadieno. Este proceso es muy selectivo, y no hay pérdida de rendi-miento de butadieno; de hecho, puede haber un ligero aumento en el rendimiento. Ya sin los acetilenos presentes, la extracción del butadieno se puede efectuar en una unidad en una sola etapa. El procesoKLP puede integrarse con facilidad en las unidades de extracción existentes, y permite aumentar lacapacidad o eliminar cuellos de botella en la unidad de extracción existente. En la figura 8.2.1 se pre-
senta un diagrama de flujo del proceso KLP, integrado con una unidad de extracción de butadieno. El butadieno extraído es de muy alta pureza, y las concentraciones típicas de acetileno son menores que10 ppm. La corriente de refinado I todavía contiene bajas concentraciones de butadieno, que puedeneliminarse con la unidad PHS.
LA UNIDAD PHS
La eliminación del butadieno contenido en una corriente rica en olefinas C4 se hace con facilidad usandola unidad PHS con un catalizador de metal noble o de otra especie. El proceso se ha optimizado paraminimizar las pérdidas de 1-buteno, por hidrogenación o isomerización, y para reducir concentracionesde butadieno residual tan bajas como 10 ppm.
Hüls ha desarrollado con éxito dos modos de operación usando un catalizador de metal no noble,o uno de metal noble, dependiendo de los objetivos del proceso. En el primer modo de operación, losdienos y los acetilenos se hidrogenan en forma selectiva, y la concentración del isómero n-buteno sedesplaza hacia su concentración de equilibrio. A las bajas temperaturas que se usan en la unidad PHS,el 2-buteno es el que se favorece termodinámicamente. Este modo de operación es el preferido para la preparación de alimentaciones a alquilación catalizada con HF. La isomerización de buteno que sucedeen el catalizador PHS aumentará la relación de 2-buteno a 1-buteno, en forma típica de aproximada-
mente 2 a 8. El mayor contenido de 2-buteno incrementará el octano del alquilado hasta en dos númerosde investigación en unidades de alquilación con HF. En el segundo modo de operación, la actividadde isomerización se suprime, mientras que se mantiene la actividad de hidrogenación. Este modo deoperación es el preferido para producir comonómero de 1-buteno de alta pureza y grado. Además, al

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 428/489
PROCESOS DE HIDROGENACIÓN SELECTIVA 8.27
reducir el contenido de dienos en las unidades de alquilación catalizadas por HF y H2SO4 se disminuyeel consumo de ácido y aumenta el rendimiento de alquilado.
En la figura 8.2.2 se muestra un diagrama de flujo para la unidad PHS. La alimentación se com- bina con hidrógeno en relación estequiométrica de acuerdo con el contenido de dieno y acetileno enla alimentación. Entonces la hidrogenación se efectúa en un reactor de lecho fijo. En los casos en quela concentración de dienos en la alimentación es alta, se recircula una parte del efluente al reactor. Elhidrógeno que sale del reactor está en una concentración muy baja y no requiere eliminarse, a menosque alguno de los procesos posteriores sea sensible a gases no condensables. Una unidad Hüls PHS esfácil de operar y se requieren servicios mínimos, en especial si tanto la alimentación como el hidrógenoestán disponibles a la presión adecuada.
La tabla 8.2.1 ilustra los dos distintos modos de operación. La misma alimentación se usa con lamisma tasa de adición de hidrógeno y espacio velocidad. En el primer modo, se logra tener una buenahidrogenación con un alto grado de isomerización de 1-buteno a 2-buteno. En el segundo modo, la uni-dad PHS se optimiza para la producción de 1-buteno. En esencia, se alcanza la eliminación completade dienos y acetileno en ambos modos, y no hay pérdida de n-butenos.
En las refinerías, se producen corrientes con definas ligeras en las unidades FCC. La eliminaciónde acetilenos y dienos de las corrientes C3 a C5 se logra con facilidad con la unidad PHS. Por ejemplo,el propileno grado polímero requiere menos de 5% en peso de dienos y acetilenos para cumplir con lasespecificaciones.
Las corrientes C4 y C5 derivadas de una unidad FCC suelen contener bajas concentraciones de azufre.Para alimentaciones con azufre con aplicación en la refinería se desarrolló un catalizador de metal no
noble, robusto y tolerante al azufre. La vida útil del catalizador, de acuerdo con la experiencia comercial,se espera sea 4 años o más, siempre que se cumpla con las especificaciones de diseño.
Las corrientes de olefinas C5 se pueden usar como alimentación al proceso de alquilación, o parala producción de étter metíl íer-amíl (TAME). En forma típica, la alimentación a una unidad TAMEEthermax requiere la reducción de dienos en la corriente de olefinas con C5. Además, se puede isome-rizar el 3-metil-1-buteno en la unidad PHS para formar 2-metil-1-buteno y 2-metil-2-buteno, que reac-cionan para formar TAME. Esto puede aumentar el rendimiento de TAME hasta en 8% en peso.
TABLA 8.2.1 Modos típicos de operación de la unidad PHS
Componente Alimentación Modo 1 Modo 2
1-Buteno, % en peso 14.6 4.2 14.7 2-Buteno, % en peso 23.4 33.9 23.4 1,3-Butadieno, ppmenpeso 4460 20 <1 Butino, ppm en peso 68 6 < 1
FIGURA 8.2.2 Diagrama de flujo del Proceso de Hidrogenación Selectiva Hüls.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 429/489
8 . 28 HIDROTRATAMIENTO
EL PROCESO PHS-CB
También la unidad PHS puede modificarse para eliminar con facilidad butadieno de las alimentacionescon altas concentraciones de éste. Por ejemplo, una corriente cruda C4 procedente de una unidad dedesintegración con vapor de agua puede contener hasta 60% en peso de butadieno y puede procesarsecon facilidad en la unidad Hüls PHS-CB, donde CB representa butadieno concentrado. En el procesoPHS-CB, el uso de varios reactores junto con una corriente de recirculación reduce la concentraciónde butadieno y al mismo tiempo controla lo exotérmica de la reacción. El proceso PHS-CB opera atemperaturas y presiones moderadas. El producto de la unidad PHS-CB contiene, hasta 10 ppm de butadieno en peso. El catalizador tiene una selectividad muy grande hacia las monoolefinas (99+ %) yestá diseñado para obtener un alto rendimiento de 1-buteno.
El proceso PHS-CB se puede usar en la producción de 1-buteno de alta pureza. El producto del proceso PHS-CB se envía a una unidad Ethermax de éter metíl ter-butü (MTBE), o a una unidad de
alquilación indirecta (InAlK) de UOP, para eliminar el isobuteno. El MTBE o el refinado de la unidadInAlk se envía al proceso de separación Hüls de Buteno 1, para recuperar 1-buteno de alta pureza. Enun esquema típico, el n-butano y el 2-buteno se eliminan en una columna inicial, y se recupera 1-bute-no de alta pureza como fondos de una segunda columna. Es difícil el fraccionamiento de los distintoscomponentes C4, y requiere una gran cantidad de etapas. Sin embargo, el uso de platos MD de UOP puede permitir importantes ahorros en la sección de fraccionamiento. En la figura 8.2.3 se ve el diagra-ma de flujo de la producción de 1-buteno a partir de una alimentación proveniente de una unidad dedesintegración con vapor de agua.
EXPERIENCIA COMERCIAL
Se ha concesionado un total de nueve unidades KLP, y hay siete en operación. Se han dado en con-cesión 36 unidades PHS y 7 PHS-CB. Hay ahora 23 unidades PHS en funcionamiento, y 3 en diseñoo construcción. Cinco de las unidades PHS-CB están ahora en operación, y una más se encuentra endiseño o construcción. La mayor parte de esas unidades están diseñadas para reducir dienos a menosde 5 ppm en peso.
ECONOMÍA Y COSTOS DE OPERACIÓN
El costo instalado de una unidad PHS que procesa 200 kTM/A (6373 BPD) de olefinas procedentes deFCC, con 1 por ciento de dienos, es 3.3 millones de USD (±50%). Esta estimación de capital es para unaunidad dentro de límites de batería montada en la Costa del Golfo en EUA, cuarto trimestre de 2002.
Las necesidades de servicios para una unidad PHS que procesa 200 kTM/A (6373 BPD) se resumenen la tabla 8.2.2.
REFERENCIAS
1. J. P. Boitiaux, C. J. Cameron, J. Cosyns, F. Eschard y P. Sarrazin, "Selective Hydrogenation Catalysts and Processes",Erdoel Kohle, Erdgas, Petrochem. 47(4): 141-145 (1994).
2. Gary Gildert y Richard Barchas, "Selective Diolefin Hydrogenation", CDTECH, Pasadena, Tex., Ber.-Dtsch. Wiss.Ges. Erdoel, erdgas Kohle Tagngsber, 9305:59-66 (1993).

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 430/489
PROCESOS DE HIDROGENACIÓN SELECTIVA 8.29
TABLA 8.2.2 Necesidades de servicios en operación
Energía Eléctrica 46 kWh 46 kWhVapor de presión intermedia (150 lb/pulg2 Manom. saturado) 798 kg/h 1760 VolhCondensado (798 kg/h) (1760 lb/h)Agua de enfriamiento 51 m3/h 223 gal/min
NotaS los valores entre paréntesis representan producción neta.
3. H-M. Allman, Ch. Herlon y P. Polanek, "Selective Hydrogenations and Purifications in the Steamcracker DownstreamTreatment", BASF AG, Ludwigshafen, Alemania. Ber.-Dtsch. Wiss. Ges. Erdoel, Erdgas, Kohle, Tagungsber 9305: 1-29(1993).
4. F. Nierlich y F. Obenaus, "Method for Selective Hydrogenation of Polyunsaturated Hydrocarbons in Olefm Mixtures",Huels A.-G., Mari. República Federal Alemana, E rdoel Kohle, Erdgas Petrochem. 39(2): 73-78 (1986).
5. B. V. Vora y C. P. Luebke, "Process Hydrogenates Unwanted Diolefins and Acetylenes", OH and Gas Journal, 5 de
diciembre de 1988, pág. 5.6. H. Abrevaya, B. V. Vora y R. A. Lentz, "Improved Butadiene Technology for Naphtha Cracking", UOP, Des Plaines,
111., EUA, Proceedings ofEthylene Producers Conference 5: 631-636 (1996).
7. H. Abrevaya, B. V. Vora, E. H. Page y M. J. Banach, "Selective Hydrogenation of C4 Acetylenes by the KLPProcess", UOP, Des Plaines, 111., EUA, (Proceedings of the DGMK-Conference: C4 Chemistry - Manufacture andUse ofC4 Hydrocarbons, DGMK Tagungsber. 9705: 99-106 (1997).
FIGURA 8.2.3 Producción de 1-buteno a partir de C4 's.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 431/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 432/489
CAPÍTULO 8.3
TECNOLOGÍA UNIONFINING* DE
UOP*
Peter Kokayeff UOP LLC Des
Plaines, Illinois
INTRODUCCIÓN
El hidrotratamiento es una de las tecnologías más maduras en una refinería, rival en historia y longevi-dad del proceso térmico. En 1952, UOP y Union Oil Co. de California, comenzaron a concesionar elhidrotratamiento con el nombre de proceso Unifining. El desarrollo de esta tecnología ha pasado poruna serie de cambios al paso de los años, y en 1995 la adquisición del grupo Unocal Process Technologyand Licencing, por UOP dio como resultado la fusión de dos empresas principales de hidroprocesa-miento, y la combinación de su experiencia, bajo la bandera de UOP Unionfining.
En general, el proceso de hidrotratamiento elimina materiales perjudiciales de los destilados de petróleo, al reaccionar en forma selectiva con hidrógeno en un lecho catalítico a temperatura elevada.Entre esos materiales perjudiciales se encuentran compuestos de azufre, nitrógeno, olefinas y aromáti-cos. Los materiales más ligeros, como la nafta, en general se tratan para su procesamiento posterior enunidades de reformación catalítica, y los destilados más pesados, que van desde turbosina hasta gasó-
leos pesados de vacío, se les da un tratamiento posterior para cumplir con las estrictas especificacionesde calidad de esos productos, o bien para usarlos como alimentaciones en otras partes de la refinería.Muchas de las especificaciones de calidad del producto están impulsadas por reglamentos ambientales,que cada año se vuelven más estrictos. Esta tendencia hacia productos más amigables con el ambienteestá dando como resultado la adición de unidades de hidroprocesamiento en las refinerías de todo elmundo.
QUÍMICA DEL PROCESO
La química del proceso de hidrotratamiento se puede dividir en varias categorías de reacción: (hidro)desulfuración, (hidro)desnitrificación, saturación de olefinas y saturación de compuestos aromáticos.
En cada una de esas reacciones se usa hidrógeno, para mejorar la calidad de la fracción del petróleo.Marca comercial y/o marca de servicio de UOP.
8.31

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 433/489
8 . 32 HIDROTRATAMIENTO
Desulfuración
La desulfuración es, con mucho, la más común de las reacciones de hidrotratamiento. Los hidrocarbu-ros con azufre tienen varias estructuras, y la capacidad de eliminar el azufre de los distintos tipos dehidrocarburos varía de uno a otro. El grado en que se puede eliminar el azufre del hidrocarburo varía,desde la desulfuración casi completa para las naftas ligeras de destilación primaria, hasta del 50 al 70 por ciento para los materiales residuales más pesados. La figura 8.3.1 es una lista de varios compuestossulfurados, en orden de dificultad de eliminación de azufre.
La reacción del tiofenol, que encabeza la lista de la figura 8.3.1, se efectúa con bastante rapidez; lareacción se muestra esquemáticamente en la figura 8.3.2. Los sulfuras de tipo tiofeno policíclico, sonmás difíciles de tratar, porque la estructura del anillo contiene azufre en dos lados, y por tanto deberomperse el anillo. La figura 8.3.3 es una representación esquemática de la reacción de desulfuracióndel dibenzotiofeno.
En cada caso, la reacción de desulfuración da como resultado la producción de ac. sulfhídrico (H2S)en la sección del reactor de la planta. Para terminar la reacción de desulfuración, debe eliminarse elH2S en un fraccionamiento posterior.
Desnitrogenación
Los compuestos nitrogenados naturales en los crudos, y los que se podrían encontrar normalmente enla alimentación a una hidrotratadora, se pueden clasificar en dos categorías: nitrógeno básico, que por
FIGURA 8.3.1 Reactividades relativas en la desulfuración.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 434/489
TECNOLOGÍA UNIONFINING* DE UOP* 8.33
lo general está asociado con un anillo de seis miembros, y el nitrógeno neutro, que generalmente sehalla asociado con un anillo de cinco miembros. Como ejemplos de estos dos tipos de nitrógeno seencuentran los que se ven en la figura 8.3.4. La complejidad de los compuestos nitrogenados hace quela desnitrogenación sea más difícil que la desulfuración.
La reacción de desnitrogenación se efectúa primero mediante un paso que satura al anillo aromático.Esta saturación es una reacción de equilibrio, y en el caso normal determina la velocidad a la que puedeefectuarse la reacción de desnitrogenación. La figura 8.3.5 es una representación esquemática de una
reacción de desnitrogenación. La combinación de saturación de compuestos aromáticos, seguida por ladesnitrogenación, da como resultado un aumento en la cantidad de hidrógeno necesario, en compara-
FIGURA 8.3.2 Desulfuración del tiofenol.
FIGURA 8.3.3 Desulfuración del dibenzotiofeno.
FIGURA 8.3.4 Tipos de compuestos nitrogenados.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 435/489
8.34 HIDROTRATAMIENTO
ción con la desulfuración. Este mayor consumo de hidrógeno también se traduce en un incremento dela cantidad de calor generado.
La reacción de desnitrogenación da como resultado la generación de amoniaco (NH3). Para comple-tar el procesamiento, este NH3 debe eliminarse en el fraccionamiento siguiente.
Saturación de olefinas
Aunque la desulfuración es la más común de las reacciones, también la saturación de olefinas seefectúa con bastante rapidez. Como se ve en la figura 8.3.6, se adiciona hidrógeno a una olefina, y el producto es la olefina saturada correspondiente. Esta reacción es bastante rápida y muy exotérmica. Sien la alimentación hay una cantidad importante de olefinas, el desprendimiento de calor resultante sedebe tener en cuenta en el diseño de la unidad. La facilidad con la que se efectúa esta reacción permiteoperar a menores temperaturas, en comparación con las demás reacciones de hidrotratamiento que sedescriben en esta sección.
Saturación de compuestos aromáticos La saturación de compuestos aromáticos se efectúa de acuerdo con los mismos principios que la satu-ración de olefinas, en el sentido que se adiciona hidrógeno para saturar los dobles enlaces del anilloaromático o de benceno. Este anillo aromático o de benceno es de 6 átomos de carbono con tresdobles ligaduras(figura 8.3.7). Debido a que esta estructura de anillo es bastante frecuente en muchos
FIGURA 8.3.5 Desnitro enación de la uinolina.
FIGURA 8.3.6 Reacciones típicas de saturación de olefinas.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 436/489
TECNOLOGÍA UNIONF1NING* DE UOP* 8 . 3 5
de los materiales que hay en la refinería, su símbolo se simplifica con un hexágono y un círculo en suinterior.
La figura 8.3.8 representa, en forma esquemática, tres reacciones típicas de saturación de compues-
tos aromáticos. La S dentro del anillo representa un anillo con 6 carbonos, al que se le han saturadotodos sus dobles enlaces. Como estas reacciones de saturación de compuestos aromáticos son muyexotérmicas, es importante mantener en el reactor un perfil adecuado de temperatura. A medida que sedesactiva el catalizador, se elevan las temperaturas para mantener la conversión, hasta que se alcanzanlas condiciones de final de la corrida. En el caso de saturación de compuestos aromáticos, el final de lacorrida sucede cuando el equilibrio ya no favorece a la saturación de ellos.
Eliminación de metales
Además de las funciones típicas mencionadas del hidroprocesamiento, se puede diseñar la unidadUnionfining para eliminar bajas concentraciones de metales en la alimentación. Entre los metales a eli-minar están níquel y vanadio, nativos en el petróleo crudo, así como substancias con silicio y plomo que
FIGURA 8.3.7 Anillo de benceno.
FIGURA 8.3.8 Reacciones típicas de saturación de compuestos aromáticos.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 437/489
8.36 HIDROTRATAMIENTO
se agregan o incorporan en otros lugares de la refinería. Esos metales son venenos en las unidades de procesamiento posteriores, y pueden causar problemas ambientales si están presentes en un combustible
que terminará por quemarse. En el pasado, los refinadores trabajaban su unidad de hidrotratamientohasta que el catalizador ya no tenía más capacidad para absorber metales. En una unidad de hidrotra-tamiento, el reactor se carga con un catalizador diseñado específicamente para tener gran capacidad deeliminación de metales, si se prevee que será grande su contenido en la alimentación.
CATALIZADOR
La función principal del catalizador en las reacciones de hidrotratamiento es cambiar la velocidad de
las reacciones. La eficencia de un catalizador depende de diversos factores relacionados con la calidad
de la alimentación y los objetivos del procesamiento. Los catalizadores que se usan en los procesos
Unionfining de UOP suelen ser una base de gran superficie específica cargada con metales activos
muy dispersos. Para operaciones de hidrodesulfuración, el catalizador preferido ha sido uno de cobalto molibdeno
(Co/Mo) porque t iene mayor actividad de desulfuración que los catalizadores de níquel molibdeno
(Ni/Mo) cuando la concentración de azufre en el producto es al ta, esto es, . -200 ppm de S en peso,
todo esto para satisfacer los reglamentos actuales para el a mbiente. Con los reglamentos mucho más
estrictos previstos para dentro de pocos años, puede ser que un catalizador de níquel molibdeno sea la
mejor opción (véase la descripción de unionfining de destilado para ULSD). Las composiciones típicas
de los catalizadores Co/Mo y Ni/Mo se ven en la tabla 8.3.1.
TABLA 8.3.1 Composición
típica de los catalizadoresUnionfining
Especie Límites, % en peso
CoO o NiO 1 a 6 MoO3 6 a 25 A12O, E) resto
En operaciones de desnitrogenación se requiere un catalizador con distinta funcionalidad de hidró-
geno, para operar a temperaturas normales. En estos casos es más común el catalizador de níquel molib-
deno. Esos catalizadores también son buenos catalizadores de desulfuración; sin embargo, su consumode hidrógeno podría se mayor, por su mejor actividad de desnitrogenación.
Cualquiera de esos catalizadores t iene la actividad adecuada para saturar olefinas. Como se men-
cionó antes, esas reacciones son rápidas, y se efectúan a temperaturas menores que las necesarias para
desulfuración o desnitrogenación. Para la saturación de compuestos aromáticos, la selección del catalizador adecuado depende mucho
de los objetivos del procesamiento. En muchos casos, un catalizador de níquel molibdeno proporciona
el grado requerido de saturación para compuestos aromáticos. En los casos en que el contenido de aro-
máticos en la alimentación es alto, o baja la especificación de aromáticos en el producto, UOP sugeriría
un catalizador que tenga cierto contenido de metal noble (como platino o paladio), para usarlo después
del catalizador de níquel molibdeno.
Los catalizadores de eliminación de metales se diseñan en especial con el fin d e eliminar metalesde la al imentación, para que no afecten la capacidad del catalizador de hidroprocesamiento en esa
operación. Esos catalizadores, en forma característ ica, t ienen una forma de poro o estructura de poro
diferentes, o ambas simultáneamente, en comparación con el catalizador normal para hidrotratamiento,

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 438/489
TECNOLOGÍA UNIONFINING* DE UOP* 8 . 37
y con frecuencia se diseñan para tener un grado algo menor de actividad de desulfuración o de desni-trogenación.
DESCRIPCIÓN DEL PROCESO
El diagrama de flujo del proceso Unionfining de UOP varía, en realidad, dependiendo de la aplicación.La figura 8.3.9 muestra un panorama genérico de ese esquema de flujo. La alimentación se intercambiacon el efluente del reactor, se mezcla con hidrógeno recirculado y a continuación se calienta hasta latemperatura de reacción en un calentador a fuego directo. A continuación, la alimentación combinada pasa por el reactor, que contiene el catalizador que acelera la reacción. El efluente del reactor se enfría por intercambio con la alimentación, y a continuación en una serie de enfriadores, antes de ser separadoen un separador vapor-líquido. La porción de vapores se recomprime, se combina con hidrógeno frescoy se regresa a la alimentación del reactor. La parte líquida se alimenta a un fraccionador, donde se le
eliminan fracciones ligeras, H2S y NH3.
APL ICACIONES DEL PROCESO UNIONFINING
Hablando en general, la forma más común de clasificar las aplicaciones de hidrotratamiento es de acuer-do con el tipo de alimentación. Esta sección muestra información general sobre algunas aplicaciones del proceso Unionfining.
Proceso Unionfining con nafta
El uso principal del proceso de hidrotratamiento en aplicaciones con nafta es la preparación de ali-mentaciones para la unidad de reformación de nafta. En el proceso de reformación se requieren bajas
FIGURA 8.3.9 Diagrama de flujo del proceso típico Unionfining.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 439/489
8.38 HIDROTRATAMIENTO
concentraciones de azufre, nitrógeno y metales en la alimentación. El proceso Unionfining reduce elazufre y el nitrógeno a menos de 0.5 ppm en peso, y los metales a cantidades indetectables. Para ali-
mentaciones olefínicas, el proceso Unionfining también se utiliza para estabilizar la nafta, porque satura por completo las olefinas.
Al comparar las condiciones típicas de procesamiento de las diversas operaciones de hidroprocesa-miento, se ve que en el caso típico las alimentaciones de nafta son las más fáciles de hidrotratar. La tabla8.3.2 proporciona una lista de condiciones típicas de operación para las aplicaciones que se describenen esta sección.
Proceso Unionfining para destilados
Se usa en el caso típico el proceso Unionfining con destilados para mejorar la calidad de la querosina,turbosina y diesel. Mientras que el objetivo normal es un cierto grado de desulfuración, se pueden ajus-tar las condiciones de procesamiento y la selección de catalizador, para alcanzar determinadas mejorasen otras propiedades, como sería el número de cetano (punto de humo en las turbosinas), estabilidad,color, olor o contenido de aromáticos en el producto.
Proceso Unionfining con destilados para obtener diesel ultrabajo azufre (UBA)
Los recientes reglamentos ambientales necesitarán un salto substancial en la reducción de azufre en eldiesel. Mientras que los reglamentos actuales establecen un contenido de azufre de 500 ppm en peso(EUA) y 350 ppm en peso (Europa), la legislación promulgada en fecha reciente pide reducir la con-centración de azufre a 15 ppm en peso (para 2006 en EUA) y 10 ppm en peso (para 2007 en Europa),
antes de que termine la década. Para cumplir con estos estrictos reglamentos se requieren catalizadoresnuevos y más activos, así como condiciones de operación más severas. Para alcanzar estas concentraciones tan bajas de azufre, el catalizador debe ser capaz de eliminar
las especies sulfuradas más difíciles: los dibenzotiofenos con impedimento estérico. Esos compuestoscontienen grupos alquilo en las posiciones 4 y 6, que restringen mucho el acceso al átomo de azufre.La figura 8.3.10 es una ilustración de la dificultad para desulfurar estos tipos de compuestos.
Como las especies sulfuradas difíciles son tiofénicas, veamos las velocidades de reacción relativasque se muestran en la figura 8.3.10, comenzando con el tiofeno, al que se le asigna una velocidad dedesulfuración igual a 100. A medida que la molécula de tiofeno se vuelve más compleja y voluminosacon la adición de un anillo aromático, como en el benzotiofeno, la velocidad de desulfuración baja a60. Con la adición de otro anillo aromático, de dibenzotiofeno, la rapidez de desulfuración baja en un
orden de magnitud, hasta 5. La adición de sustituyentes a los anillos, en las posiciones muy alejadasdel átomo de azufre, como en el 2,8-dimetildibenzotiofeno, no afecta la velocidad de desulfuración. Porotra parte, la adición de sustituyentes en posiciones vecinas al átomo de azufre, como en el 4,6-dimetil-dibenzotiofeno, reduce mucho la rapidez de desulfuración hasta un valor relativo de 0.5. La dificultad
TABLA 8.3.2 Condiciones típicas de operación de hidrotratamiento
Destilado Gasóleo Gasóleo Condiciones de operación Nafta intermedio ligero* pesado
VHL 1.0-5.0 1.0-4.0 0.7-1.5 0.75-2.0 Relación H2/HC, m3 N/mm3 (PCN/B) 50(300) 135(800) 255(1500) 337(2000) Presión parcial de H2, kg/cm2 (psia) 14(200) 38(400) 49(700) 55(800) Temperatura SOR**, °C (°F) 290 (555) 330 (625) 355 (670) 355 (670)
Nota: SVHL = espacio velocidad hora/líquido, N = temperatura y presión normales, PCN/B = pies cúbicos normales por barril.•*Condiciones para desulfurar gasóleo ligero hasta especificaciones UBA (diesel con ultrabajo azufre, < 10 ppm de azufre en
peso).

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 440/489
TECNOLOGÍA UNIONFINING* DE UOP* 8 . 3 9
de desulfurar el 4,6-dimetildibenzotiofeno (y compuestos de estructura similar con sustituyentes alquiloadyacentes al átomo de azufre) se debe al impedimento estérico que presentan esos sustituyentes paralograr acceso del átomo de azufre al sitio activo del catalizador. Para la producción del diesel con ultra- bajo azufre (UBA), éstos son los compuestos de azufre más difíciles a desulfurar.
Además de la dificultad de desulfurar los dibenzotiofenos con impedimento estérico, debe tenerseen cuenta el impacto de varios venenos en la reacción de desulfuración. Entre los venenos están loscompuestos de nitrógeno y oxígeno. Mientras que en el pasado no se tomó en cuenta el efecto tóxicode esos venenos, hoy en día deben considerarse en un buen diseño de una unidad para la producciónde diesel con ultrabajo azufre.
Con base en estudios fundamentales mecanísticos y cinéticos, la teoría en la actualidad parece indi-
car que para desulfurar esas moléculas, primero uno de los anillos aromáticos debe saturarse. Comolos catalizadores de Ni/Mo tienen mejor actividad de saturación que los catalizadores de Co/Mo, se prefieren los primeros para desulfuración profunda de destilados para aplicaciones de diesel con ultra- bajo azufre. El requisito de lograr un grado de desulfuración tan profunda necesitará la aplicación decondiciones mucho más severas de proceso Unionfining para destilados que las que se necesitaron enel pasado (tabla 8.3.2).
Proceso Unionfining con Gasóleo de Vacío
Un proceso Unionfining para gasóleo de vacío (GOV), se diseña en forma característica para mejorarla calidad de la alimentación hacia un procesamiento posterior, o para mejorar la calidad del GOV con
el fin de poder usarlo como un aceite combustible amigable al ambiente. En el caso típico, un proce-samiento posterior del gasóleo de vacío ocurre en una unidad de desintegración catalítica (FCC), o enuna unidad de hidrodesintegración.
Como se puede ver en la tabla 8.3.2, las condiciones necesarias para hidrotratar una corriente degasóleo de vacío son más severas que las del tratamiento de alimentaciones de menor peso molecular.El resultado es que puede tenerse cierta conversión de bajo nivel (de 10 a 30 por ciento) en una unidadUnionfining para GOV. Esta conversión requiere que el fraccionamiento del producto se diseñe pararecuperar productos más ligeros para usarlos en otros lugares de la refinería, o para mezclarlos con lascorrientes de producto de la misma.
Proceso Unionfining RCD El proceso Unionfining DCR (desulfuración de crudo reducido) para hidrotratar hidrocarburos residua-les no se describirá en este capítulo. Sin embargo, los principios que lo rigen son los mismos, pero lascondiciones de procesamiento son más severas (tabla 8.3.2).
FIGURA 8.3.10 Velocidades de reacción relativas.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 441/489
8.40 HIDROTRATAMIENTO
INVERSIÓN
La inversión asociada con la instalación de una unidad de hidrotratamiento depende de las caracte-rísticas de la alimentación y especificaciones del producto. Hablando en general, a medida que la ali-mentación es más pesada, o se recrudecen las especificaciones para el producto final, las necesidadesde procesamiento aumentan. Esas condiciones más severas de procesamiento pueden resultar en másequipos, equipos más grandes y mayor presión de operación, todo lo cual aumenta el costo de la unidad.La inversión de capital necesaria para una unidad de hidrotratamiento puede variar desde 500 a 2000USD por barril por corriente-día de capacidad.
EXPERIENCIA DE UOP EN HIDROPROCESAMIENTO
En realidad, el proceso Unionfining es una amplia familia de procesos de hidrotratamiento con lechofijo. Hay en operación unidades Unionfining alimentadas con nafta, destilado, GOV y DCR en todo elmundo. La experiencia de UOP con el proceso Unionfining se divide por aplicaciones y se ilustra en lafigura 8.3.11. Se han diseñado más de 500 unidades comerciales, que literalmente procesan cientos dediferentes corrientes de alimentación.
REFERENCIAS
Ackelson, Donald B., David A. Lindsay, Robert E. Miller y Milán Skripek, "Hydrotreating-Hydrocracking", Conferenciaanual sobre refinación y petroquímicos internacionales, Singapur, 9 al 10 de mayo de 1994.
Barón, Ken, Robert E. Milner, Alice Tang y Laurie Palmer, "Hydrotreating of Light Cycle Oil", Reunión Anual de laAsociación Nacional de Refinadores de Petróleo (EUA), Nueva Orleáns, 22 al 24 de marzo de 1992.
Bjorklund, Bradford L., Timothy L. Heckie, Neil D. Howard, David A. Lindsay y David J. Plasecki, "The Lower It GoesThe Tougher It Gets (The Practical Implications of Producing Ultra-Low Sulfur Diesel", Reunión anual de la Asociación
Nacional de Refinadores de Petróleo (EUA), San Antonio, 26 al 29 de marzo de 2000.
Maddox, Ronnie, Torn Karlnes y David A. Lindsay, "Integrated Solutions for Optimized ULSD Economics", Reuniónanual de la Asociación Nacional de Refinadores de Petróleo (EUA), San Antonio, 24 y 25 de marzo de 2003.
FIGURA 8.3.11 Experiencia con el proceso Unionfining.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 442/489
TECNOLOGÍA UNIONFINING* DE UOP* 8.41
Nguyen, Tuan A. y Milán Skripek, "Reducing Sulfur in FCC Gasoline via Hydrotreating", Reunión Nacional de Primaverade AIChE, 17 al 21 de abril de 1994.
Nguyen, Tuan y Milán Skr ipek: "VGO Unionfining: Technical Case Studies", Hydwcarbon Technology International,Sterling Publications Ltd., Londres, 1993.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 443/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 444/489
CAPÍTULO 8.4
PROCESO DCR UNIONFINING*
DE UOP*
Daniel B. Gillis UOP LLC Des
Plaines, Illinois
INTRODUCCIÓN
El proceso DCR, desulfuración de crudo reducido) Unionfining* de UOP* representa la fusión detres de los líderes mundiales en procesamiento de aceite residual y de tecnología de catalizadores. Laadquisición de la División PTL de Unocal por UOP, en enero de 1995, dio como resultado la fusiónde la tecnología de catalizadores de UOP y de Unocal, así como el conocimiento comercial y expe-riencia de diseño, para crear un proceso de hidrotratamiento de residuos nuevo y mejorado. Antes deesta adquisición, en 1993, UOP formó una alianza con Catalyst & Chemicals Ind. Co. Ltd. (CCIC) enJapón, que le permitió ofrecer el portafolio de catalizadores de CCIC demostrados comercialmente para hidrotratar residuos. Además, UOP tiene catalizadores disponibles de otros de los principalesfabricantes de catalizadores.
El proceso DCR Unionfining permite la desulfuración, desnitrificación y desmetalización de crudoreducido, fondos de la torre de vacío o crudo desasfaltado (ADA). La eliminación de contaminantes seacompaña con conversión parcial de no destilables. En el proceso se emplea un lecho fijo de catalizador,que opera a presión moderadamente alta, que consume hidrógeno y es capaz de eliminar más del 90 porciento del azufre y los metales. Además de su papel de proporcionar combustóleo con bajo azufre, con
frecuencia se usa este proceso para mejorar alimentaciones para su conversión en unidades posteriores,como coquizadoras, desintegradoras FCC e hidrodesintegradoras.
TENDENCIAS DEL MERCADO
La primera unidad comercial de desulfuración de crudo reducido, que comenzó a funcionar en 1967, fueun diseño concesionado por UOP. Las unidades de tratamiento de residuos produjeron un combustóleo bajo en azufre, cuya demanda fue en aumento como resultado de las estrictas leyes relacionadas conla contaminación de aire que se promulgaron en los países industrializados. Se diseñaron unidades enla década de 1970 para producir combustóleo hasta con 0.3% en peso de azufre. La tendencia haciacombustóleo bajos en azufre se ha extendido en todo el mundo.
* Marca comercial y/o marca de servicio de UOP.
8.43

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 445/489
8.44 HIDROTRATAMIENTO
Otras presiones de mercado se han agregado a la necesidad de usar el proceso DCR Unionfining.La demanda de combustóleo ha declinado con una rapidez aproximada de 0.2 por ciento por año desde
la década de 1980, y su declinación ha coincidido con un crecimiento de aproximadamente 1.4 porciento anual en la demanda de productos refinados. Al caer la demanda de combustóleo pesado, la dife-rencial de precios entre aceite crudo ligero y pesado ha aumentado. Esta diferencial de precio ha dadoal refinador un incentivo económico para procesar crudo pesado. Sin embargo, el crudo pesado no sólo produce una parte desproporcionada de combustóleo, sino también tiene un nivel excepcionalmentealto de azufre. Y entonces ya que el crudo pesado alto en azufre es una parte creciente de las reservasmundiales de petróleo crudo, los refinadores que buscan tener flexibilidad en el futuro, tienen ahora unincentivo para instalar una capacidad apreciable de conversión y desulfuración y así producir la listade productos requerida. Además de suministrar combustóleo, el proceso DCR Unionfining produceuna alimentación excelente para procesos posteriores de conversión que produzcan combustibles paratransporte más valiosos.
CATALIZADOR
Para proporcionar la actividad y estabilidad necesarias para convertir los componentes del crudo reducido,se requieren catalizadores con propiedades especiales desuperficie. El ciclo de vida del catalizador que seusa en el proceso DCR Unionfining está determinado en general por uno de los tres mecanismos siguien-tes:
Demasiada acumulación de impurezas, como incrustación o coque, que causa una caída de presióninaceptable en el reactor. Formación de coque debido a la descomposición y condensación de moléculas asfálticas pesadas.
Deposición de metales en los poros del catalizador, procedentes de la hidrodesintegración de com- puestos organometálicos en la alimentación.
UOP ofrece un portafolio completo de catalizadores para resolver cada uno de estos tres casos (tabla8.4.1).
La filtración de la alimentación, para eliminar partículas incrustantes, es parte normal del diseño del proceso DCR Unionfining. En la mayor parte de los casos, esta filtración evita satisfactoriamente lasincrustaciones en el lecho de catalizador, y la caída de presión entonces ya no limita la duración del ciclo.Sin embargo, algunas alimentaciones contienen componentes no filtrables. En esas condiciones, el lecho decatalizador mismo funciona como filtro, y las impurezas se acumulan en la parte superior del catalizador ycausan una caída de presión inaceptable. La serie CDS-NP de catalizadores ayuda a evitar este problema,al aumentar la proporción de espacio vacío en la parte superior del reactor, para impedir que se acumulenlas impurezas. Los catalizadores CDS-NP se diseñan en forma de macarrón, en tamaños de 1/4 y 1/6 de pulgada. Esta forma de macarrón aumenta la cantidad de espacio vacío y el área específica disponible en elcatalizador para el depósito de impurezas. Para ello también, los catalizadores se cargan comenzando conun tamaño mayor y continuando con el menor. Esta método de carga, que se llama graduación o clasifica-
ción del lecho catalítico, ayuda a aumentar el espacio vacío disponible para el depósito. La formación de coque reduce la eficacia del catalizador, dado que disminuye la actividad de la superfi-
cie reactiva así como el volumen de poro de catalizador necesario para la acumulación de los metales. Paraun catalizador y alimentación dados, operando bajo condiciones de estado estable, la cantidad de coquedepositado sobre el catalizador es una función de la temperatura y la presión. En una buena hidrodesulfu-ración de crudos reducidos se requiere seleccionar las temperaturas y presiones para reducir al mínimo laformación de coque. Cuando se limita la formación de coque, la vida útil del catalizador queda determinada
por la rapidez de depósito de los metales en los compuestos organometálicos que hay en el crudo reducidoy por el volumen de poros disponible en el catalizador para la acumulación de los metales.
La rapidez de depósito de metales de los compuestos organometálicos presentes se correlaciona conel grado de desulfuración para un catalizador dado. Así, la rapidez de desactivación del catalizador,

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 446/489
debida al depósito de metales aumenta al incrementarse el grado de desulfuración. El depósito de meta-les se debe a la conversión de asfáltenos sulfurados. La conversión expone los poros de catalizador a la parte de la alimentación con mayor concentración de compuestos organometálicos.
La rapidez de desactivación de catalizador también es función de las propiedades de la alimentación.Los crudos reducidos más pesados, con altas viscosidades, altos pesos moleculares y alto contenido de
asfalteno tienden a ser más susceptibles a la formación de coque. Por lo mismo se requieren mayores presiones y menores espacios velocidad para procesar estos materiales. Con las correlaciones obtenidasen base a datos comerciales y evaluación en planta piloto de muchos crudos reducidos es posible pre-decir la relación entre la velocidad de la reacción de hidrodesulfuración y la rapidez de desactivación,así como las propiedades del crudo reducido.
El portafolio de catalizadores CCIC de UOP se ha desarrollado para aumentar tanto la eliminaciónde azufre, metales y otras impurezas, como el nitrógeno y el carbón Conradson, así como aumentar lavida útil del catalizador. Los catalizadores de la serie CDS-DM se cargan, típicamente, corriente abajode los catalizadores CDS-NP, y están diseñados para tener máxima capacidad de retención de metales.Aunque su actividad de eliminación de metales es alta, aumenta la eliminación de metales en resina, yreducen la eliminación de metales en asfalteno. La eliminación de metales en asfáltenos puede causar
demasiada formación de precursores de coque, que en último término reducen la duración de los cata-lizadores más adelante. Los catalizadores de la serie CDS-R9 se colocan corriente abajo de los catali-zadores CDS-DM. Estos catalizadores de transición tienen actividad intermedia para desmetalizacióny desulfuración y son usados para pasar de la máxima desmetalización a la máxima desulfurización.También aquí, la transición gradual ayuda a reducir la formación de precursores del coque, que pudierancausar menor vida útil del catalizador. Para cuando el aceite residual llega al catalizador de esta serie, laconcentración de metales es suficientemente baja como para evitar la desactivación por metales.
Además de este portafolio de catalizadores convencionales para desulfuración y desmetalación,varios catalizadores sobre pedido están disponibles para el proceso DCR Unionfining. El catalizadorR-HAC1 es uno de hidrodesintegración benigna de residuos, y está diseñado para usarse con alimenta-ciones más ligeras. Aunque tiene la misma actividad de hidrodesulfurización que los catalizadores HDS
convencionales, produce de 3 a 4% más en volumen de diesel, sin un aumento en rendimientos de naftao gas. El catalizador CAT-X está diseñado como catalizador para pretratamiento de alimentaciones aFCC. La prueba FCC de microactividad (MAT) de alimentaciones procesadas con el catalizador CAT-X ha demostrado que hay un aumento en el rendimiento de gasolina, hasta de 5 por ciento. Las cargastípicas de catalizador se ven en la figura 8.4.1.
PROCESO DCR UNIONFINING* DE UOP* 8 . 4 5

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 447/489
8.46 HIDROTRATAMIENTO
QUÍMICA DEL PROCESO
Un residuo es una mezcla compleja de compuestos pesados en el petróleo, ricos en estructuras aro-máticas, parafinas pesadas, azufre, nitrógeno y metales. Un residuo atmosférico (RA), es un material producido como fondos de la torre atmosférica, en una columna fraccionadora de presión atmosférica,cuando la temperatura final de ebullición del producto destilado más pesado es cercano o igual a 343
°C (650 °F). Los fondos son un residuo atmosférico 343 °C+ (650 °F+). Un residuo de vacío (RV), se produce como fondos de una columna que opera al vacío, cuando la temperatura final de ebullición del producto destilado más pesado es igual o cercano a 566 °C (1050 °F). Los fondos se llaman residuo566 °C+ (1050 °F+).
Los componentes de los residuos se pueden caracterizar en función de su solubilidad:
Saturados. Completamente solubles en pentano; esta fracción contiene todos los saturados.
Aromáticos. Solubles en pentano y separados por cromatografía; esta fracción contiene aromáticosneutros.
Resinas. Solubles en pentano y se absorben en arcilla; esta fracción contiene aromáticos polares,
ácidos y bases Asfáltenos. Aquellos que son insolubles en pentano e insolubles en heptano; el porcentaje en peso,de insolubles en pentano, siempre es mayor que el porcentaje en peso de insolubles en heptano.
En forma típica, la ruta de la reacción de conversión en el proceso DCR Unionfining va de asfáltenos aresinas, de resinas a aromáticos y de aromáticos a saturados.
Con la excepción de las fracciones más ligeras del petróleo crudo, las impurezas pueden encontrarseen todo el intervalo de ebullición del petróleo. Las concentraciones de impurezas en cada fracciónaumentan al incrementarse el punto de ebullición de ésta. Ejemplos de esta situación, en el caso delazufre y el nitrógeno, se muestran en las figuras 8.4.2 y 8.4.3.
De todos los componentes en el residuo, los asfáltenos son los más difíciles de convertir. Las
moléculas de asfalteno son grandes y ricas en azufre, nitrógeno, metales (Fe, Ni, V) y en compuestosaromáticos policíclicos. Esos compuestos son los principales desactivadores del catalizador debido a lacontaminación con metales o coque. La caracterización de algunos residuos atmosféricos típicos, juntocon sus componentes respectivos de asfalteno, aparece en la tabla 8.4.2. En la figura 8.4.4 se puede
FIGURA 8.4.1 Car a tí ica de catalizador .

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 448/489
PROCESO DCR UNIONFINING* DE UOP* 8.47
FIGURA 8.4.3 Distribución de nitrógeno en el erado Hondo California.
ver un ejemplo de una estructura de asfalteno. En el caso típico, las impurezas están profundamenteincorporadas en el interior de la molécula del asfalteno, por lo que se requieren condiciones severas deoperación para eliminarlas.
DESCRIPCIÓN DEL PROCESO
Variables de operación
Para una alimentación y catalizador específico, el grado de desmetalización, desulfuración y conversiónaumenta al incrementarse la severidad de la operación DCR Unionfining. Las variables de operaciónson la presión, el flujo de gas de recirculación, el espacio velocidad y la temperatura.
FIGURA 8.4.2 Distribución del azufre.
Intervalo de destilación, °C

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 449/489
8.48 HIDROTRATAMIENTO
TABLA 8.4.2 Caracterización de residuos atmosféricos
Origen del crudoÁrabe pesado Hondo Maya
Propiedades del Residuo Atm:Azufre, % en peso 4.29 5.9 4.4 Ni + V, ppm en peso 108 372 500
Asfáltenos, % en peso 12.6 13.9 25.2Propiedades del asfalteno:
Azufre, % en peso 6.5 7.7 6.4 Ni + V, ppm en peso 498 1130 1570
Presión. Al aumentar la presión parcial del hidrógeno se disminuye la rapidez de desactivación delcatalizador a temperatura constante del reactor, porque con ello se retarda la formación de depósitoscarbonáceos que desactivan el catalizador. La mayor presión también aumenta la actividad de ladesulfuración, desmetalización y desnitrificación. Una mayor presión parcial de hidrógeno se puedeobtener aumentando la presión total, o incrementando la pureza de hidrógeno en el gas de reposición,que junto con una lavadora (scrubber) del gas reciclado para eliminar H2S, aumenta la presión parcialdel hidrógeno.
Flujo de la recirculación de gas. Al aumentar el flujo de recirculación de gas se incrementa la relaciónhidrógeno/hidrocarburo en el reactor. Esta mayor relación tiene casi los mismos efectos que aumentarla presión parcial de hidrógeno.
Espacio velocidad. Al aumentar el espacio velocidad (mayor flujo de alimentación por determinadacantidad de catalizador) se requiere mayor temperatura en el reactor, para mantener el mismo grado deeliminación de impurezas, y el resultado es un incremento en la tasa de desactivación.
Temperatura. Al aumentar la temperatura se incrementa el grado de eliminación de impurezas a flujode alimentación constante. Al operar con una mayor temperatura se aumenta la rapidez de desactivacióndel catalizador, conforme avanza el ciclo de operación del catalizador, la temperatura del reactor sesuele aumentar , debido a la desaparición de sitios activos del catalizador.
FIGURA 8.4.4 Estructura de un asfalteno.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 450/489
PROCESO DCR UNIONFINING* DE UOP* 8 . 49
Impacto de la calidad de la alimentación y de los objetivos del procesamiento
La facilidad de procesar una alimentación depende de la naturaleza de la molécula asfalténica y dela distribución de contaminantes en las fracciones de resina y de asfalteno. La severidad relativa del procesamiento depende del tipo de alimentación y de los objetivos del procesamiento (figura 8.4.5). Enconsecuencia, el proceso opera dentro de amplios límites de condiciones de operación: de 1500 a 3000lb/pulg2 y de 0.10 a 1.0 SVHL. Las alimentaciones con alta concentración de contaminantes, como losresiduos de vacío, suelen requerir mayores presiones y menores espacios velocidades.
Diagrama de flujo del proceso
En la figura 8.4.6 se ve un diagrama simplificado de flujo del proceso DCR Unionfining de UOP. Laalimentación líquida filtrada se combina con hidrógeno reabastecido y con gas de salida del separador,
y se envía primero a un intercambiador alimentación-efluente, y de allí a un calentador a fuego directo.En este esquema de flujo, el calentador a fuego directo se muestra como calentador en dos fases, perotambién es opción la alternativa de calentadores de alimentación y de gas separados. El efluente delcalentador de la fase mezclada se carga a un lecho de guarda y después al reactor o reactores. Como sedijo antes, el lecho de guarda se carga con un lecho graduado de catalizador, como protección contracaída de presión inaceptable, pero ese catalizador también efectúa algo de eliminación de impurezas.La eliminación de las impurezas restantes se efectúa en el reactor.
Los reactores DCR Uniofining usan un diseño sencillo de flujo descendente, que evita problemas dearrastre de catalizador y el taponamiento y erosión consecuentes del equipo más adelante. Como estesistema de reactor tiene tres fases, la distribución uniforme del flujo es fundamental. UOP suministra partes internas especiales del reactor para asegurar la correcta distribución del flujo. La corriente del
efluente del reactor pasa a un separador caliente, que permite una separación burda de productos líqui-dos pesados, gas de recirculación y productos líquidos más ligeros. Los vapores calientes que salen porla parte superior del separador se enfrían y se separan de nuevo en un líquido de separador frío y gasde recirculación, que se lava para eliminar H2S antes de recircularlo. Una parte del gas lavado de recir-culación se envía a la separación con membranas para eliminar componentes ligeros, principalmentemetano, que se forma en el reactor. Si no se eliminan esos componentes, podrían afectar de maneraadversa la presión parcial de hidrógeno en el reactor. El líquido del separador caliente se alimenta a untambor de evaporación instantánea caliente, donde los vapores efluentes se enfrían y se mezclan conlíquido del separador frío, y la mezcla se carga al tambor de evaporación instantánea fría. Los fondosde los tambores de ambas, evaporación instantánea caliente y fría se cargan al sistema de combustóleode la unidad, que se puede ajustar para obtener aceite combustible bajo en azufre, o para satisfacer las
especificaciones de alimentación para los procesamientos posteriores.
FIGURA 8.4.5 Severidad requerida en el procesamiento en función del tipo de alimentación.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 451/489
8.50 HIDROTRATAMIENTO
Aplicaciones del proceso
A medida que se hacen evidentes las tendencias hacia el procesamiento de crudos más pesados ymenor demanda de aceite combustible, UOP ha dado mayor atención al procesamiento del "fondo de barril". El resultado es que se han desarrollado varios esquemas de flujo que ofrecen diversas ventajas.
El más común de esos esquemas de flujo es el que se ve en la figura 8.4.7. El residuo atmosférico sehidrotratado directamente para obtener la alimentación a FCC. El hidrotratamiento permite desintegrarcatalíticamente un alto porcentaje del crudo para obtener gasolina, manteniendo al mismo tiempo tasasrazonables de consumo de catalizador de FCC y de emisiones de SOx en regenerador. El hidrotrata-miento también puede ayudar a que los refinadores cumplan con las especificaciones recientes paraazufre en gasolina, en la mayor parte de los lugares en el mundo.
Para mejorar residuos ricos en metales, la mejor ruta de procesamiento puede ser una combinaciónde extracción con solventes (proceso de desasfaltado con solventes (DAS), de UOP/FWUSA) y el pro-ceso DCR Unionfining. El proceso DAS separa residuo de vacío con alto contenido de metales, y seobtiene un aceite desasfaltado (ADA), de contenido relativamente bajo de metales, y un asfalto con grancontenido de metales. El asfalto tiene varios usos, incluso como mezcla al combustóleo, producción decombustibles sólidos así como de alimentación a una unidad de oxidación parcial, para la producciónde hidrógeno. Si el contenido de metales y de carbón Conradson del aceite desasfaltadoado (ADA) sonlo suficientemente bajos, se puede utilizar ese aceite en forma directa como componente de la alimenta-ción a FCC o una hidrodesintegradora. Sin embargo, en algunos casos es preferible el hidrotratamientodel aceite desasfaltado antes de la desintegración, como se ve en la figura 8.4.8. Esta combinación de procesos tiene mejor economía que cualquiera de los procesos solos. El arreglo proporciona una rutaextremadamente flexible de procesamiento, porque un cambio en la alimentación puede compensarseajusfando la relación de aceite desasfaltado a asfalto en la unidad DAS para mantener la calidad delADA. En algunos casos, el material tratado se puede mezclar con gasóleo virgen de vacío (GOV) paraalimentarse directamente a la unidad de conversión.
Cuando se usa el proceso DCR Unionfining para pre-tratar la alimentación coquizadora (figura8.4.9), se reduce el rendimiento de coque y aumenta su calidad, produciéndose una alimentación de
mayor calidad a la desintegración. Naturalmente, estos ejemplos son sólo algunos de los esquemas de mejoramiento del "fondo de
barril", donde interviene el proceso DCR Unionfining. La selección del esquema de flujo correcto, esespecífica para cada necesidad y tipo de crudo del refinador.
FIGURA 8.4.6 Proceso DCR Unionfining.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 452/489
PROCESO DCR UNIONFINING* DE UOP* 8.51
DATOS DE OPERACIÓN
El rendimiento y las propiedades del producto durante el procesamiento de un crudo reducido delMedio Oriente en una unidad DCR Unionfining aparecen en la tabla 8.4.3. Los servicios necesarios para operar una unidad de 132.5 m3/h [20,000 barriles por corriente-día (BPSD)] de DCR Unionfiningse muestran en la tabla 8.4.4. El costo estimado para esta unidad ya montada es 70 millones de USD.
FIGURA 8.4.8 Esquema de flujo para máxima flexibilidad.
FIGURA 8.4.9 Producción de coque de alta calidad.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 453/489
8.52 HIDROTRATAMIENTO
TABLA 8.4.3 Rendimientos y propiedades del producto logrado al procesar un crudo reducido de MedioOriente o
Rendimientos de crudo reducido
% en Gravedad Azufre, % Nitrógeno,Viscosidad, V(?) + N,% en peso Vol. específica en peso % en peso cSt a 50 °C ppm
Carga:Aceite 100.00 100.00 12.1 4.1 0.31 2259 141Consumo de H2 químico 1.29 — — — — — —consump.(140 m3/m3)Productos:
NH3 0.19 — — — — — —H2S 3.91 — — — — — —C2" 0.67 — — — — — —
C3 0.36 — — — — — —C4 0.36 — — — — — —C5-154°C 1.10 1.50 0.720 0.004 0.004 — —154-360°C 14.70 16.70 0.868 0.02 0.02 2-3 —360°C+ 80.00 84.20 0.935 0.47 0.17 151 18Total 101.29 102.40 — — — —
TABLA 8.4.4 Caso típico de servicios requeridos parauna unidad DCR Unionfining*
Por barril Por metro cúbico
Hidrógeno 750 SCF 127 nm3
Catali zador 0.11b 0.29 kgEnergía Eléctrica 5 kWh 31.5 kWhVapor de A.P. 111b 31.4 kgAgua de enfriamiento 22 gal 0.5 m3
INSTALACIONES COMERCIALES
La primera unidad comercial de desulfuración directa de crudo reducido fue de UOP y comenzó a
funcionar en 1967, en la refinería de Idemitsu Kosan en Chiba, Japón. La primera unidad comercial deconversión directa de residuo de vacío fue de UOP y arrancó en 1972, en la refinería de Natref, Áfricadel Sur. Un total de 27 unidades DCR Unionfining han sido concesionadas. Ya en 2002 se había conce-sionado más de 143,000 mVh (900,000 BPSD) de capacidad de DCR Unionfining. Esas unidades pro-cesan diversas alimentaciones, que incluyen DMO (aceite desmetalizado), residuos de vacío y residuosatmosféricos. Las aplicaciones de este proceso incluyen desulfuración convencional, pretratamiento para unidades de conversión siguientes y conversión de residuo no destilable.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 454/489
CAPÍTULO 8.5
PROCESO DE DESPARAFINADO
CATALÍTICO UOP*
Hemant Gala UOP LLC Des
Plaines, Illinois
INTRODUCCIÓN
El proceso de desparafinado catalítico UOP, que antes se conocía como proceso Unicracking* /DW,*es un proceso de lecho fijo para optimizar las propiedades de flujo en frío de varias corrientes dehidrocarburos. El proceso se aplica para mejorar la temperatura de escurrimiento de ALB, para aceite
lubricante base) y destilados intermedios, temperatura de enturbiamiento de diesel y temperatura decongelación de turbosinas. Estas propiedades son críticas para el desempeño de estos productos a bajastemperaturas.
Las propiedades de flujo en frío se relacionan mucho con el contenido de parafinas normales y conramificación mínima presente en estos ALB y combustibles. A medida que aumenta la concentraciónde parafinas normales, se incrementa su temperatura de escurrimiento, temperatura de enturbiamientoy de congelación. También aumentan las temperaturas de flujo en frío con el peso molecular (longi-tud de cadena) de las parafinas. El proceso de desparafinado catalítico UOP mejora las propiedadesde flujo en frío, desintegrando en forma selectiva las parafinas normales que hay en las corrientes dehidrocarburo.
El proceso de desparafinado catalítico funciona con un intervalo bastante estrecho de parámetros
de diseño. Los. objetivos principales son desparafinado de ALB y mejoramiento de las propiedades deflujo de los destilados intermedios. Al mismo tiempo, el proceso hidrotrata profundamente la querosinao el diesel, para eliminar azufre y nitrógeno, y también satura los compuestos aromáticos. Entre las propiedades clave del proceso de desparafinado catalítico figuran:
• Excelente estabilidad del producto.
• Excelente color del producto.
• Calidad constante de productos durante un ciclo de catalizador.
• Reducción mínima de viscosidad en comparación con otros procesos de desparafinado.
• Larga duración del ciclo de catalizador.
•
Flexibilidad para producir materiales lubricantes y destilados para proceso en la misma unidad.
* Marca comercial y/o marca de servicio de UOP.
8.53

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 455/489
8.54 HIDROTRATAMIENTO
DESCRIPCIÓN DEL PROCESO
El proceso de desparafinado catalítico usa un catalizador de doble función, zeolítico sin metales nobles,
para hidrodesintegrar los componentes parafínicos de cadena larga, en forma selectiva, que hay en laalimentación. La primera fase del proceso implica hidrotratar la alimentación a través de reacciones quesaturan , desulfuran y desnitrogenan olefinas. Este pretratamiento protege el catalizador de desparafinadoy produce una alimentación con poco contenido de azufre y nitrógeno orgánico, con lo que mejora eldesempeño en la hidrodesintegración. El pretratamiento de la alimentación podrá no necesitarse si laalimentación está relativamente libre de azufre y nitrógeno orgánicos.
En el proceso se usan dos clases de catalizador. El primero es uno de gran actividad para desulfurary desnitrogenar, con lo que se obtiene un balance óptimo entre los objetivos del proceso y el costo.El segundo es un catalizador de desparafinado patentado, que desintegra parafinas de cadena lineal enforma selectiva. El soporte de zeolita que se usa para el catalizador de desparafinado tiene un tamañode poro tal que permite, en forma selectiva, que las parafinas normales y poco ramificadas entren a la
estructura del poro a expensas de las parafinas muy ramificadas. El resultado es que la velocidad dedesintegración para las parafinas normales es mucho mayor que la de las parafinas ramificadas. Lareducción muy selectiva de las parafinas de cadena larga que se obtiene así lograda, mejora las propie-dades de flujo en frío de la alimentación. El sistema flexible, con catalizador de pretratamiento y dedesparafinado, permite que el refinador varíe las alimentaciones y contaminantes sin afectar la calidaddel producto o la duración de la corrida.
UOP tiene varios catalizadores muy activos, de larga duración, para desparafinado catalítico. Losobjetivos del proceso determinan el tipo de catalizador que se use en determinada unidad. En el casotípico, los catalizadores para desparafinado duran de 6 a 8 años. Durante ese tiempo se regeneran cuan-do es necesario. Los ciclos típicos duran de 2 a 4 años entre regeneraciones.
FLUJO DEL PROCESO En la figura 8.5.1 aparece un diagrama de flujo simplificado del proceso de desparafinado catalítico. Laalimentación fresca se precalienta y se combina con gas recirculado caliente. La mezcla entra al primerreactor para su tratamiento con un catalizador de desnitrogenación-desulfuración de gran actividad, queconvierte el nitrógeno y el azufre orgánicos en amoniaco y ac. sulfhídrico. Las reacciones son exotérmicasy causan un aumento de temperatura en el reactor. Las reacciones se mantienen a una temperatura tan bajacomo es posible para aumentar la duración del catalizador. La figura 8.5.1 muestra dos reactores. En undiseño real, los catalizadores de pretratamiento y desparafinado se cargan en un solo reactor. La opción deuno o dos reactores depende del flujo de entrada a la unidad, limitaciones (si las hay) para el tamaño delreactor, la flexibilidad deseada en la operación, etcétera.
El efluente de la sección de pretratamiento se enfría con gas para enfriamiento rápido antes de
entrar a la sección de desparafinado, que contiene uno de los catalizadores muy selectivos de UOP paradesparafinado catalítico. Estos catalizadores activos funcionan bien en presencia de amoniaco y ac.sulfhídrico. Al pasar la alimentación sobre el catalizador de desparafinado, las parafinas normales decadena larga se desintegran en forma selectiva y producen moléculas más pequeñas, y con ello mejoranlas propiedades de flujo en frío de la alimentación. La temperatura promedio en la sección de despara-finado se ajusta para obtener el mejoramiento planeado de la propiedad de flujo en frío.
Las reacciones de desparafinado son exotérmicas y deben ser controladas muy de cerca, ya que elcatalizador de desparafinado es muy sensible a la temperatura. Como se mencionó en la sección de pretratamiento, las temperaturas en el reactor deben ser mantenidas tan bajas como sea posible. En lasección de desparafinado, estas bajas temperaturas no sólo prolongan la vida del catalizador, sino quetambién aumentan los rendimientos líquidos y ayudan a mantener el control.
En ambos reactores la temperatura se controla inyectando gas recirculado frío, rico en hidrógeno, enubicaciones predeterminadas. Una combinación única de partes internas de reactor patentadas permite elmezclado suficiente del gas recirculado con los reactivos calientes que salen del lecho anterior de cataliza-dor, y la distribución efectiva de la mezcla enfriada hacia la parte superior del siguiente lecho catalítico.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 456/489
FIGURA 8.5.1 Proceso de desparafinado catalítico.
El efluente de la sección de desparafinado se enfría por intercambio con varias corrientes del proce-so, que incluyen la alimentación y la recirculación de gas. Después, el efluente se evapora instantánea-mente en un separador caliente de alta presión, donde los productos líquidos se separan de los vapores
ricos en hidrógeno. La fracción líquida de este separador se conduce a la sección de fraccionamiento,y los vapores se mandan a un separador de alta presión en frío, después de haber sido enfriados enenfriadores con efluente de reactor. El vapor de agua condensado o agua deaereada de alimentacióna caldera se inyectan corriente arriba de los condensadores con aire para el efluente del reactor, parareducir la corrosión y evitar la acumulación de sales de amoniaco. El vapor del separador en frío se uneal hidrógeno gaseoso de reabastecimiento para transformarse en gas de recirculación. Los hidrocarburoslíquidos pasan a un separador de baja presión.
El gas de evaporación instantánea de este separador de baja presión se conduce a una unidad derecuperación de fracciones ligeras, o como gas combustible amargo. Los hidrocarburos líquidos delseparador de baja presión intercambian calor con el efluente del reactor, antes de entrar al separador,en la sección de fraccionamiento.
PAUTAS DE RENDIMIENTO
El proceso de desparafinado catalítico se puede aplicar a una gran variedad de alimentaciones paradesparafinarlas. La tabla 8.5.1 muestra los rendimientos y propiedades típicos para aplicaciones talescomo gasóleo de vacío (GOV) y diesel.
INVERSIÓN Y COSTOS DE OPERACIÓN
La inversión de capital asociada con una unidad de desparafinado catalítico se relaciona estrechamen-te con el tipo y la calidad de la alimentación, así como del grado de desparafinado que se desea en
los productos finales. En la tabla 8.5.2 se presenta la inversión de capital para una unidad típica deDesparafinado Catalítico, y los servicios requeridos se ven en la tabla 8.5.3.La unidad se puede diseñar para dar flexibilidad en el procesamiento de alimentaciones muy diferen-
tes, en un modo de operación en bloque. Se obtienen ahorros considerables en ese diseño, eliminando
PROCESO DE DESPARAFINADO CATALÍTICO UOP 8 . 5 5

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 457/489
8.56 HIDROTRATAMIENTO
TABLA 8.5.1 Rendimientos y propiedades, en el proceso de desparafinado catalítico
Alimentación de GOV Alimentación de dieselRendimientos, % en peso:
C,-C3 0.50 2.50 Nafta con C4 a -260 °C (500 °F) 24.50 24.50Producto desparafinado 75.00 73.00
Propiedades de la alimentación:Gravedad °API 27.7 35.1Azufre, ppm en peso 9500 1.7 Nitrógeno, ppm en peso 690 1.0Viscosidad, cSt a 100 °C (212 °F) 4.25 —Temperatura de escurrimiento, °C (°F) 30 (86) 21 (70)
Propiedades del producto desparafinado:Gravedad "API 27.4 37.5Azufre, ppm en peso 20 1.0 Nitrógeno, ppm en peso 20 1.0Viscosidad, cSt a 100 °C (212 °F) 3.63 —Temperatura de escurrimiento, °C (°F) -20.5 (25.0) -12(110)
Nota : °API = grados en la escala del Insti tuto Americano del P etról eo.
TABLA 8.5.2 Inversión de capitalFlujo de alimentación a la unidad, mVh (BPD) 165.7 (25,000)Alimentación:Gravedad °API 28.3
Gravedad específica 0.8855Azufre, % en peso 0.64
Nitrógeno, ppm en peso 380Costo estimado montado, millones de USD 36
Nota: BPD = barri les por corriente día.
equipos duplicados que podrán ser requeridos en dos unidades independientes. Será necesario sacrificaralgunas cosas a expensas de otras en el diseño de algunos equipos, para adaptarse a los objetivos de procesamiento de las dos alimentaciones.
EXPERIENCIA COMERCIAL
Varias plantas de desparafinado catalítico, concesionadas por UOP, se han puesto en operación o seestán diseñando. La primera unidad fue una para gasóleo de vacío, que procesó 10,000 BPD de petróleode esquisto (shale oil), para eliminarle parafinas, en Parachute, Colorado.
En 1988 se puso en marcha una unidad Unicracking/DW en la refinería Schwechat de OMV, enAustria. Esta unidad se diseñó para llenar dos objetivos: hidrogenación profunda y reducción de latemperatura de escurrimiento de alimentaciones de GOV con alta viscosidad. Durante los meses deinvierno, esta misma unidad se usa para mejorar la temperatura de escurrimiento de diesel.1
El segundo ciclo de catalizador en la unidad Unicracking/DW de OMV se inició en julio de 1992y duró unos 5 años. Los catalizadores, tanto de pretratamiento como de desparafinado, muestran unaexcelente estabilidad en especial del catalizador HC-K de UOP, en el reactor de pretratamiento, yel HC-80 de UOP, en el reactor de desparafinado más adelante. Lo que hace que esa estabilidad sea

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 458/489
PROCESO DE DESPARAFINADO CATALÍTICO UOP 8.57
TABLA 8.5.3 Servicios
Energía Eléctrca, kW 5100Vapor de agua (sólo para venas de calentamiento) MínimoAgua de enfriamiento, mVh (gal/min) 80 (352)Condensado, m3/h (gal/min) 4 (17.6)Combustible, millones de kcal/h (millones de Btu/h) 20.5 (81.3)
todavía más impresionante es la alta concentración de contaminantes que está tolerando el catalizadorHC-80 para desparafinado. Durante este ciclo, las unidades trabajaron en promedio al 133 por cientode la alimentación de diseño, y los contenidos típicos de azufre y nitrógeno fueron 0.9% en peso y 700
ppm en peso, respectivamente. A estas condiciones, el catalizador HC-80 procesa, en forma rutinaria,efluente directamente del reactor de pretratamiento, que contiene, en promedio, más de 100 ppm en peso de nitrógeno no convertido, sin mostrar efectos perjudiciales.
Esta unidad cumplió con facilidad todos los objetivos de procesamiento de OMV. Aun con la granalimentación, el punto de vertido de la alimentación de GOV se redujo en más de 100 °F. El productodesparafinado cumplió con todas las demás especificaciones, y la estructura de rendimientos fue bastanteestable. Al procesar diesel, la temperatura de escurrimiento se redujo en unos 35 °F, la temperatura deenturbiamiento disminuyó en unos 80 °F y el diesel producido tuvo un excelente color (0.5 ASTM). Los productos de las operaciones con FGO y con Diesel contienen menos de 20 ppm de azufre y de 20 ppmde nitrógeno. En la actualidad, la unidad está en su tercer ciclo.
REFERENCIAS
1. R. Bertram y F. Danzinger, Reunión Anual de NPRA, San Antonio, Tex., marzo de 1994, AM-94-50.
2. D. C. Martindale, G. J. Antos, K. Barón y R. Bertram, Reunión Anual de NPRA, San Antonio, Tex., marzo de 1997,AM-97-25.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 459/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 460/489
CAPÍTULO 8.6
PROCESO UNISAR DE UOP* PARA
SATURACIÓN DE COMPUESTOS
AROMÁTICOS
H.W. Gowdy UPO LLC Des
Plaines, Illinois
INTRODUCCIÓN
El proceso Unisar* de UOP* satura los compuestos aromáticos que hay en alimentaciones de nafta, que-rosina y diesel. El uso de catalizadores de metal noble, con gran actividad, permite que las reacciones seefectúen en condiciones moderadas. Debido a lo moderado de las condiciones y al catalizador tan selec-
tivo, los rendimientos son altos, y el consumo de hidrógeno se limita principalmente para obtener justolas reacciones que se quieren. En todo el mundo se han concesionado 20 unidades Unisar en total.
Entre las aplicaciones del proceso Unisar están el mejoramiento del punto de humo en turbosinas;reducción del contenido de compuestos aromáticos en solventes, para cumplir con los requisitos parael control de la contaminación de aire; producción de ciclohexano a partir de benceno, y mejoramientode número de cetano en diesel. También el proceso Unisar obtiene diesel con aromáticos bajos y conun color y estabilidad excelentes.
Este proceso se aplicó por primera vez para mejorar naftas para solventes y turbosinas. La primera planta Unisar comercial, unaunidad que procesaba 250,000 toneladas métricas por año [TM/A, o 6000 barriles por día (BPD)], se construyó en Beaumnot, Texas, y comenzó a trabajar a principios de 1969.Fue diseñada para saturar los compuestos aromáticos en naftas solventes de destilación primaria, no
tratadas, que contenían 100 ppm de azufre en peso. Los compuestos aromáticos se redujeron de 15 a 1%en volumen. El primer ciclo de catalizador duró más de 8 años. Otra de las primeras plantas fue puestaen operación en la refinería de Unocal en San Francisco, en 1971. Esta unidad, que procesa 600,000TM/A (14,500 BPSD), reduce los compuestos aromáticos en el material hidrodesintegrado para turbi-nas de 30% en peso a menos de 4% en peso. Durante una prueba en esta última unidad, los compuestosaromáticos se redujeron de 29% a menos de 0.1% en peso.
APL ICACIÓN A PRODUCCIÓN DE DIESEL
En la década de 1990 creció la necesidad de aumentar el número de cetano del diesel. Al aumentarlo, semejora el desempeño de los motores y disminuyen sus emisiones. El número de cetano es una función
* Marca comercial y/o marca de servicio de UOP. 8.59

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 461/489
8 . 60 HIDROTRATAMIENTO
definida del tipo de hidrocarburo y la cantidad de átomos de carbono. La figura 8.6.1 muestra el númerode cetano en función de la cantidad de átomos de carbono para compuestos en el intervalo de ebullición
del aceite diesel. La gráfica muestra que las parafinas normales tienen el mayor número de cetano, yque ese número aumenta al incrementarse la longitud de la cadena. Las isoparafinas y los mononaftenoscon cadenas laterales poseen número de cetano intermedio, y los polinaftenos y poliaromáticos tienenlos menores números de cetano.
La saturación de los compuestos aromáticos en el intervalo de ebullición del diesel causa un aumentoen el número de cetano (figura 8.5.2). Sin embargo, que esta sola reacción sea suficiente para llegar anúmeros de cetano cercanos a 50, como se requiere en algunos países europeos, depende de la distri- bución general de compuestos en cada alimentación. Una versión del catalizador Unisar avanzado, quese describirá más adelante, tiene incorporada cierta actividad de hidrodesintegración para promover laruptura de anillos nafténicos y mejorar esos materiales de bajo número de cetano.
Estas alimentaciones en el intervalo del diesel poseen, temperatura de ebullición apreciablemente
más altos, y concentraciones de nitrógeno y azufre mucho mayores que las alimentaciones dequerosina y solventes más ligeras, para las que se desarrolló el proceso Unisar original.
Los catalizadores originales con metal noble que se usaron en el proceso Unisar tienen una tole-rancia limitada a contaminantes de nitrógeno y azufre en las alimentaciones de la fracción de diesel.Por ello, se han desarrollado nuevos catalizadores para tratar con eficacia esos materiales más difíciles.Además, esas alimentaciones deben hidrotratarse en forma sustancial para eliminar azufre y nitrógeno,antes de poder procesarlas con los catalizadores Unisar, de metal noble. Se ha desarrollado un esquemade flujo que integra las etapas de hidrotratamiento y saturación de compuestos aromáticos para producircon eficiencia combustibles diesel con bajo azufre y alto cetano.
FIGURA 8.6.1 Número de cetano en función del tipo de hidrocarburo.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 462/489
PROCESO UNISAR DE UOP PARA SATURACIÓN DE COMPUESTOS AROMÁTICOS 8.61
DESCRIPCIÓN DEL PROCESO
El proceso Unisar de UOP se efectúa a temperaturas y presiones moderadas, sobre un lecho catalíticofijo, y los compuestos aromáticos se saturan en una atmósfera de hidrógeno. Las condiciones del pro-ceso varían, dependiendo de las propiedades de la alimentación y de la concentración de compuestosaromáticos que se quieran en el producto.
Química
La reacción primaria en el proceso Unisar es la hidrogenación de compuestos aromáticos. Hay otrasreacciones que se efectúan, que son hidrogenación de olefinas, ruptura de anillos nafténicos y elimi-nación de azufre y nitrógeno. En las condiciones que producen una hidrogenación apreciable de com- puestos aromáticos, las olefinas en la entrada se hidrogenan por completo. Cuando las concentracionesde azufre y nitrógeno en la alimentación son relativamente altas, la hidrogenación de los compuestosaromáticos se limita grandemente, hasta que se haya reducido mucho la concentración de los hetero-compuestos.
La velocidad de la reacción general de saturación de compuestos aromáticos aumenta al incremen-tarse la concentración de esos compuestos, la presión parcial del hidrógeno y la temperatura. La velo-
cidad de reacción decrece al aumentar la concentración de compuestos de azufre y nitrógeno, y con elacercamiento al equilibrio. A bajas temperaturas, los compuestos aromáticos en el producto se reducenal aumentar la temperatura. A esas bajas temperaturas, la cinética de la reacción controla la conversiónde compuestos aromáticos. Sin embargo, al incrementarse más la temperatura, se llega a un estado enel que más aumento de la temperatura en realidad incrementa la concentración de compuestos aromá-ticos en el producto (figura 8.6.3). Arriba de esta temperatura, la reacción inversa de deshidrogenaciónse vuelve dominante, y la conversión de compuestos aromáticos está controlada por el equilibrio dela reacción química. Así, la utilización de catalizadores muy activos es importante para operar a usarmenores temperaturas, esto es, temperaturas muy alejadas del límite del equilibrio.
Se han empleado el naftaleno y la tetralina como modelos para estudiar el mecanismo de la reacciónde saturación de diaromáticos, con el catalizador Unisar de metal noble. Las saturaciones de naftaleno
a tetralina y de tetralina a decalina se ajustan bastante bien a la cinética de primer orden. Sin embargo,cuando se usaron estas constantes de velocidad juntas en un mecanismo consecutivo en el que el naf-taleno se satura a tetralina y la tetralina se satura a decalina, el producto calculado que resultó no seajustó a la distribución observada experimentalmente.
FIGURA 8.6.2 Relación típica entre aromáticos y cetario.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 463/489
8.62 HIDROTRATAMIENTO
Cuando se considera la saturación simultánea y directa de los dos anillos de naftaleno para formardecalina, junto con la saturación consecutiva de cada anillo, se puede reproducir en forma satisfactoriala distribución de rendimientos. Además, la reacción que conduce a la saturación simultánea de ambosanillos de naftaleno para formar decalina directamente sin la formación intermedia de tetralina, es apre-ciablemente más rápida que la saturación de sólo un anillo para formar la tetralina intermedia.
El estudio del catalizador Unisar también demostró que la velocidad general de saturación de naf-taleno, esto es, la suma de las velocidades de ambas reacciones de saturación, es aproximadamente eldoble de rápida que la saturación de tetralina. Este resultado está de acuerdo con el concepto, de acep-tación general, que los diaromáticos sufren saturación con más facilidad que los monoaromáticos.
Catalizadores
Los catalizadores Unisar están formados por metales nobles sobre un soporte que puede ser amorfo ode criba molecular.
El catalizador AS-100* original fue desarrollado para hidrogenar qurosina y nafta solvente. Esmuy activo y estable en este servicio. Por ejemplo, la planta de Unisar en la refinería Unocal en San
Francisco satura compuestos aromáticos en el corte de qurosina procedente del hidrodesintegrador, para aumentar el punto de humo. Este catalizador fue cargado en 1971. La carga original todavía seencuentra en los reactores y no ha sido regenerada.
El nuevo catalizador AS-250 se desarrolló específicamente para tratar diesel. En ese catalizadormejoró mucho la tolerancia a los compuestos orgánicos de azufre y nitrógeno presentes en las alimen-taciones del intervalo del diesel, y tiene mucho mayor actividad y estabilidad al procesar esas alimenta-ciones. El catalizador AS-250 posee actividad mayor en 65 °C (150 °F) que su predecesor. Esa mayoractividad permite usar un diseño Unionfining* más económico, resultado de menor presión de diseñoy mayor espacio velocidad.
La tolerancia al nitrógeno y azufre del catalizador AS-250 fue demostrada en una planta piloto, conuna prueba de estabilidad de 200 días. La alimentación base para el estudio fue un diesel pesado contemperatura final de 382 °C (720 °F), hidrotratado a 50 ppm en peso de azufre y 20 ppm en peso de
* Marca comercial y/o marca de servicio de UOP.
FIGURA 8.6.3 Efecto de la temperatura en la reducción de compuestos aromáticosen el diesel.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 464/489
PROCESO UNISAR DE UOP PARA SATURACIÓN DE COMPUESTOS AROMÁTICOS 8.63
nitrógeno. Después de más de un mes de funcionamiento, se alimentó a la unidad un material con 450 ppm en peso de azufre y 135 ppm en peso de nitrógeno, durante 24 horas, y se volvió la alimentación
base a la unidad. El catalizador AS-250 no mostró pérdida permanente de actividad, ni aumento en lavelocidad de desactivación.
Se ha incorporado algo de actividad de hidrodesintegración en el catalizador AS-250, para propiciarruptura de anillos nafténicos y con ello mejorar el número de cetano. Este catalizador produce altosrendimientos de destilado de alta calidad, y el material convertido es nafta, en esencia.
Condiciones típicas de proceso
Las condiciones en el reactor Unisar dependen de las propiedades de la alimentación y del grado desaturación de aromáticos requerido. Las condiciones típicas de operación para las unidades Unisarcomerciales son:
Espacio velocidad: de 1.0 a 5.0 vol/volh.
Intervalo de presiones: 3500 a 8275 kPa (500 a 1200 lb/pulg2 manométricas)-
Pureza del H2 gaseoso recirculado: de 70 a 90% mol.
Flujo del gas recirculado: de 3000 a 6000 pies cúbicos normales por barril (PCN/B).
Intervalo de temperatura: de 205 a 370 °C (400 a 700 °F).
Flujo en el proceso Unisar
El diagrama de flujo de la figura 8.6.4 representa una unidad típica Unisar. La alimentación fresca ala unidad se combina con gas recirculado procedente del separador y con hidrógeno de reposición.La mezcla de gas y alimentación se calienta por intercambio con el efluente del reactor y luego porun calentador a fuego directo, antes de entrar al reactor. En el reactor se hidrogenan los compuestos
FIGURA 8.6.4 Unidad Unisar o Unionfining.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 465/489
8 . 6 4 HIDROTRATAMIENTO
aromáticos para formar los naftenos correspondientes, las olefinas se hidrogenan y forman parafinas, ytodos los compuestos orgánicos de azufre se convierten en ác. sulfhídrico.
Debido a que estas reacciones catalíticas son exotérmicas, el reactor se divide en lechos catalíticosmúltiples que tienen secciones intermedias de enfriamiento brusco muy eficientes. En esas seccionesde enfriamiento, los reactivos gaseosos y líquidos, que van de arriba a abajo del lecho, se mezclan com- pletamente con hidrógeno frío de recirculación, para reducir la temperatura de la mezcla reaccionante.Entonces, esa mezcla se distribuye sobre la parte superior del lecho, abajo de la sección de enfriamientorápido. De este modo, se mantiene la temperatura entre los límites necesarios para la reacción, peroabajo del valor en el que las limitaciones termodinámicas de la velocidad de reacción se volveríanimportantes.
La corriente efluente del reactor se enfría primero por intercambio de calor con la alimentación alreactor, y después con una aire, o antes de entrar al separador gas-líquido. La corriente gaseosa del sepa-rador se puede lavar con una solución de aminas, para eliminar el ac. sulfhídrico antes de recomprimir
el gas y mandarlo al reactor. La necesidad de este paso de lavado depende de la cantidad de azufre enla alimentación.
El líquido del separador pasa a una columna separadora, donde se eliminan todas las fraccionesligeras. El producto terminado del proceso Unisar se extrae del fondo de este separador.
Destilados de máxima calidad
Cuando se usa el proceso Unisar para saturar compuestos aromáticos en las alimentaciones que con-tienen cantidades apreciables de azufre y nitrógeno, primero se utiliza el proceso Unionfining paraeliminar los compuestos orgánicos de azufre y nitrógeno. Después se emplea el proceso Unisar parasaturar los compuestos aromáticos en la alimentación hidrotratada.
El diagrama de flujo generalizado de la figura 8.6.4 representa también al proceso Unionfining. Yaque los diagramas de flujo de los procesos Unionfining y Unisar son tan parecidos, el costo total decapital sería el doble del de la planta Unionfining, si se hicieran por separado las etapas Unionfiningy Unisar. Por esta razón, hoy se han combinado estos dos pasos en el proceso integrado Unionfining-Unisar (figura 8.6.5). La unidad integrada no tiene disminución de presión intermedia entre los reac-tores Unionfining y Unisar. En lugar de ello, el efluente de Unionfining pasa a un separador, donde el
FIGURA 8.6.5 Unidad integrada Unionfining y Unisar .

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 466/489
PROCESO UNISAR DE UOP PARA SATURACIÓN DE COMPUESTOS AROMÁTICOS 8.65
ac. sulfhídrico y el amoniaco se separan de la alimentación hidrotratada, por medio del hidrógeno. Estematerial separado se procesa entonces en el reactor Unisar.
La integración de esas etapas del proceso reduce el equipo requerido, aumenta el uso integral delcalor y optimiza el uso de servicios. El costo total de este diseño integrado es 30% mayor que el de la planta Unionfining original.
Algunas refinerías se enfrentarán, en el futuro inmediato, a reglamentos para menor contenido deazufre, pero se espera que las especificaciones nuevas para cetano y compuestos aromáticos no entrenen vigor sino hasta unos pocos años después. Si se toma en consideración el retorno de la inversión al paso del tiempo, y la escasa disponibilidad de capital, la solución óptima para esos refinadores es cons-truir la parte Unionfining del complejo, primero,y después agregar la sección Unisar. En consecuencia,este diseño también se hizo de tal manera que se puedan agregar después el separador de hidrógeno yla etapa Unisar. El reactor Unionfining, el calentador a fuego directo y todos los intercambiadores decalor y los separadores en la unidad inicial Unionfining tienen las mismas especificaciones de tamaño
para la unidad Unionfining sola, y para la unidad integrada Unionfining-Unisar.
APL ICACIONES DEL PROCESO
En todo el mundo se han concesionado 20 unidades Unisar en total. En la tabla 8.6.1 se observan algu-nas aplicaciones comerciales típicas de este proceso. El contenido de aromáticos en la alimentación dedestilado se reduce de 24.6 a menos de 1% en volumen. Los compuestos aromáticos en la querosinase reducen de 28.2 a 3.0 % en volumen, y en la fracción de solventes se reducen desde 10 a menos de0.5% en volumen.
En la tabla 8.6.2 se muestra un ejemplo de mejoramiento de un diesel al usar el proceso Unisar. Las propiedades de la alimentación aparecen en la primera columna. En este ejemplo, la alimentación es
aceite cíclico ligero (ACL), procedente de una unidad de desintegración catalítica (FCC). El aceite cícli-co ligero tiene 69.9% en peso de aromáticos y un número de cetano menor de 21. La segunda columnamuestra el resultado de utilizar el proceso integrado Unionfining-Unisar para reducir el contenido decompuestos aromáticos hasta bajas concentraciones. Esa concentración se ha reducido hasta 4% en peso, y el número de cetano ha aumentado hasta 44.4.
TABLA 8.6.1 Aplicaciones típicas
Tipo de alimentación Destilado querosena Fracción de solventes Propiedades de la alimentación:
Gravedad "API 37.8 41.3 63.7 Gravedad específica 0.8358 0.8189 0.7249 Intervalo de ebullición, °F (°C) 501-595 301-567 208-277
(261-313) (149-297) (98-136) Azufre, ppm en peso 3150 340 <2 Aromáticos, % en Vol. 24.6 28.2 10.0
Rendimientos C5+, % en Vol. 101.7 102.1 101.7 Propiedades del producto:
Gravedad "API 39.0 43.0 65.8 Gravedad específica 0.8299 0.8072 0.7173 Azufre, ppm en peso <2 Nada Nada
Aromáticos totales, % en Vol. <1.0 3.0 <0.5 Consumo de hidrógeno, PCN/B 760 745 330
Nota: °API en la escala del Instituto Americano del Petróleo.PCN/B = pies cúbicos normales por barril.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 467/489
8.66 H1DROTRATAMIENTO
TABLA 8.6.2 Mejoramiento de aceite cíclico ligero (ACL) con el proceso Unionfining-Unisar
ACL de alimentado Producto
Gravedad "API 0.942(18.7) 0.852(34.6)Azufre, % en peso 1.39 0
Nitrógeno, ppm 1107 0Tipos de hidrocarburo:
Parafinas 6.6 11.7 Ñafíenos 6.1 84.4 'Monoaromáticos 26.7 3.9Diaromáticos 36.1 0.1Triaromáticos 7.1 0.0Heterocompuestos 14.8 0Olefinas 2.5 0
Número de cetano <21 44.4índice de cetano, D-976 26.6 45.3

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 468/489
CAPÍTULO 8.7
PROCESO DE HIDROCONVERSION
DEL FONDO DE BARRIL EN LECHO
EBULLENTE DE CHEVRON LUMMUS
GLOBAL (LC. FINING)
Avinash Gupta Chevron Lummus Global
Bloomfield, Nueva Jersey
INTRODUCCIÓN Las tendencias actuales en la industria de la refinación de petróleo han dado por resultado la necesidadde mejorar los aceites pesados del "fondo de barril", que de otra manera serían difíciles de transportary vender, debido a su alta viscosidad y altas concentraciones de contaminantes como azufre, metales,asfáltenos, residuo de carbón y partículas sólidas. Los refinadores se han visto necesitados de procesarcrudos más pesados, que requieren conversiones profundas de residuos para obtener productos termina-dos limpios y de alta calidad. El proceso de hidroconversión LC-Fining para residuos fue desarrolladocon la meta específica de hidrodesintegrar las corrientes más difíciles, pesadas y de menor valor en elmundo (residuos de pozos petroleros, aceites pesados de arenas bituminosas (tar sands)*, petróleos deesquisto (shale oils)*, extractos de refinación de carbón con solventes, etcétera), con grados de conver-sión de 80 por ciento y mayores.
La creciente demanda de destilados ligeros e intermedios, así como los cambiantes reglamentosambientales y especificaciones para la producción de combustóleo, han aumentado más la necesidad decontar con procesos más eficientes para mejorar residuos. El proceso LC-Fining, cuando se acopla conuna hidrotratadora/hidrodesintegradora de lecho fijo, genera productos terminados de alta calidad, sincantidades apreciables de subproductos indeseables.
Las primeras tecnologías para residuos de vacío (eliminación de carbón o adición de hidrógeno) engeneral se limitaban a obtener rendimientos de 40 a 60 por ciento de destilados. Los fondos no conver-tidas se usaban como coque, gas de bajo poder calorífico o combustóleo.
Una de las principales rutas de procesos para encarar estos desafíos es la hidrodesintegración deresiduos. Este proceso se caracteriza por reacciones, tanto de desintegración térmica como de hidro-genación, que convierten componentes pesados y escasos en hidrógeno en la alimentación a productos
más ligeros. El proceso LC-Fining está comercialmente probado para mejorar residuos.
8.67

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 469/489
8 . 68 HIDROTRATAMIENTO
Entre los requisitos para el proceso de mejoramiento de residuos se encuentran las capacidades para:1) administrar grandes cantidades de calores de reacción sin desperdiciar volumen en el reactor, 2)
manipular material extraño sin taponamientos, 3) proporcionar una distribución uniforme de reactivos yun contacto eficiente y 4) operar durante largos periodos sin paros. La naturaleza del proceso LC-Fininglo hace ideal para la conversión de residuos en productos más ligeros y valiosos. El proceso se puedediseñar a la medida para cada tipo de alimentación, al grado de conversión y a las propiedades reque-ridas en el producto, en especial para la producción de combustóleo de alta calidad con bajo contenidode azufre y buena estabilidad, o para generar crudos sintéticos de alta calidad.
El proceso LC-Fining se basa en la tecnología que al principio fue desarrollada y demostradacomercialmente por Cities Service, y después mejorada y refinada por ABB Lummus Global, BP (antesAmoco Oil Company) y ChevronTexaco Corp. (antes Chevron). Con este proceso, las alimentacionesde aceite pesado-incluyendo gasóleos, residuo atmosférico y de vacío, líquidos del carbón, asfalto, bitumen de arenas bituminosas y aceite de esquistos,- se hidrogenan y se convier ten en un amplio
espectro de productos más ligeros y más valiosos, como nafta, destilados ligeros e intermedios, ygasóleos atmosféricos y de vacío. Los residuos se pueden usar como combustóleo, como crudo sinté-tico o como alimentación a una coquizadora, reductora de viscosidad, desasfaltadora con solventes, odesintegradora catalítica de residuo. Las condiciones de operación y el tipo y actividad del catalizadorse pueden variar para alcanzar la conversión, la reducción de carbón Conradson (CCR), desulfuracióny desmetalización que se quiera, a partir de los residuos.
DESARROLLO E HISTORIA COMERCIAL
De 1957 a 1975, la "Cities Service Research and Development Company" participó, con el Instituto deInvestigación de Hidrocarburos (HRI, Hydrocarbon Research Institute), en pruebas piloto y con ello desa-rrolló un proceso de hidroconversión en lecho ebullente ("ebullente")(H-Oil). Durante este periodo, seejecutaron continuamente programas de investigación y desarrollo en varias unidades piloto. Con base enestas pruebas piloto, se diseñó y operó la primera unidad comercial en Lake Charles, Luisiana, en 1963.
En 1975, ABB Lummus Global (Lummus) se asoció a Cities Service para concesionar, vender, dise-ñar y mejorar en general la tecnología de Cities Service. Las instalaciones piloto para esta tecnología,llamada LC Fining, se construyeron en Nueva Jersey. Lummus hizo extensos y detallados estudios en planta piloto, así como desarrollos en el diseño mecánico, y ofreció los primeros servicios de operacióny simulación del proceso.
La primera concesión se vendió a Amoco Oil Company en 1981. Amoco operó la planta comercial enTexas City, efectúo un extenso trabajo en planta piloto y desarrollo de catalizadores, y finalmente llegó aser un propietario conjunto con Lummus, en 1984. La unidad de Amoco arrancó rápidamente y funcionó
bien desde el principio: se cumplieron o mejoraron todos los objetivos de diseño. Para aumentar las uti-lidades, durante su operación, la unidad de Amoco procesó los crudos de precio óptimo disponibles (losmás baratos), con base en las características de los fondos a procesarse en la unidad LC-Fining (comoalimentación con alto contenido de azufre y contenido de metales, incluyendo mezclas con más de 40 por ciento de Maya mexicano). Amoco instaló sus propias instalaciones de planta piloto para el procesoLC-Fining en 1980. Lummus tuvo acceso a gran parte de la información originada en estas plantas piloto,así como de la unidad piloto de Syncrude, en Canadá, que funcionó de 1988 a 1998.
Durante muchos años, Lummus desarrolló una gran base de datos de planta piloto y unidades comer-ciales, sobre diversas alimentaciones de residuo procedentes de distintos lugares geográficos, con unagran variedad de concentraciones de contaminantes (metales, azufre, nitrógeno, CCR, asfáltenos, etcé-tera). Algunas de estas alimentaciones eran las más difíciles de procesar, pues se trataba de corrientes
de hidrocarburos muy pesadas y de bajo valor. Las unidades piloto de Lummus se usaron para llevar a cabo muchos programas para obtener datos dediseño para varios clientes y para el gobierno de EUA. En cierto momento habían tres plantas pilotode lecho ebullente trabajando continuamente, además de instalaciones con mini-autoclaves agitadas.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 470/489
PROCESO DE HIDROCONVERSIÓN DEL FONDO DE BARRIL EN LECHO EBULLENTE DE CHEVRON... 8.69
Muchos de los crudos reducidos del Medio Oeste, mexicanos, venezolanos, canadienses occidentales,del sureste de Asia, rusos y de EUA, así como fondos de vacío, extractos de refinación de carbón con
solventes, aceites pesados de arenas bituminosas y esquistos fueron procesados en instalaciones pilotode Lummus.
Cuando se desarrolló el proceso H-Oil, la meta inicial era procesar bitumen de Athabasca para CitiesService Athabasca (ahora Syncrude Canadá). Muchos de los programas piloto ejecutados de 1957 a1962 se dedicaron al bitumen de Atabasca. En las décadas de 1970 y 1980, Lummus también efectuónumerosas corridas en planta piloto para alimentaciones bituminosas para Syncrude.
A principios de la década de 1990, se llevó a cabo un extenso programa en planta piloto para AlbertaOil Sands Technology Research Administration (AOSTRA) con el fin de demostrar la tecnología dealta conversión de Lummus (LC-Fining) con bitumen de Athabasca y otros crudos pesados de Alberta.Durante este trabajo, el hidrotratador integrado se estudió y procesó detalladamente en planta piloto, encondiciones que se pudieran aplicar a escala comercial.
En 1990 se realizó una corrida de 70 días en planta piloto, con residuo de vacío pesado árabe en lasinstalaciones de investigación de Lummus, para respaldar el diseño de la unidad LC-Fining comercial deAGIP Petroli Raffineria di Milazzo (RAM). En esta corrida se llevó a cabo una serie de programas de prueba, con condiciones variables de operación y usando varios diluyentes de la alimentación y fracciones.El objetivo principal de la corrida fue establecer las condiciones de operación del reactor y la mezcla condiluyentes adecuada que permitirían alcanzar el máximo grado de conversión y que fueran consistentes conel cumplimiento de los requisitos de RAM en cuanto al combustóleo con bajo azufre. La unidad comercial, puesta en operación en septiembre de 1998, ha estado funcionando con un factor de planta mayor del 96 por ciento y produciendo combustóleo estable con 1% en peso en azufre.
En 1995, un residuo de vacío ruso, suministrado por Slovnaft de su refinería en Bratislava,Eslovaquia, fue procesado en la planta piloto de Lummus, logrando grados de conversión de 60 a 88% en volumen. Para operaciones con mayores niveles de conversión se utilizó un solvente aromático(aceite cíclico pesado) con el residuo de vacío y usando catalizadores con alta actividad de hidrodesul-furación (HDS) y baja actividad de sedimento. Este catalizador fue mejor que el normal para LC-Fining probado en corridas anteriores, respecto al control de sedimento y la hidrodesulfuración, así como enla reducción de carbón Conradson. El objetivo de esta corrida piloto fue determinar los rendimientosde la reacción y la calidad de los productos que se usarían en el diseño y para las garantías otorgadas ala unidad LC-Fining comercial de Slovnaft. La planta de Slovnaft se parece a la unidad de RAM, y haestado operando con éxito desde 2000.
En 2000, Lummus y Chevron unieron sus fuerzas para desarrollar y vender, en conjunto, las tecno-logías de mejoramiento de residuo de ambas compañías, incluyendo el proceso LC-Fining, en una solaentidad, la Chevron Lummus Global LLC (CLG).
En 1999 y 2000 se efectuaron dos corridas del proceso LC-Fining en planta piloto, en las instala-
ciones de CLG, para respaldar los esfuerzos de diseño de las unidades LC-Fining para Shell Canadá yPetro-Canada. Durante la corrida con Shell Canadá, se probó también una hidrotratadora acoplada, enlínea, integrado, para destilado de amplio intervalo y lecho fijo. Además, se hicieron pruebas aisladasde hidrotratamiento, para reproducir los efectos inhibitorios del H2S y NH3 esperados en la operacióncomercial.
Bajo un convenio de cooperación conjunta, CLG y AGIP Petroli efectuaron varias corridas en planta piloto, en la instalación piloto de LC-Fining en el centro de investigación de AGIP, relacionadas con programas de optimización y desarrollo del proceso y cribado de catalizador para RAM, Shell Canadáy Petro-Canada. Las metas a largo plazo de esta actividad conjunta eran ampliar la base de datos, mejo-rar las correlaciones y modelos, probar nuevos diseños de proceso (como el separador/agotador entreetapas, optimizar la cantidad y sitios de inyección inter-etapas de los diluyentes aromáticos), pruebas
de tamizado y evaluando nuevos catalizadores para conversión de residuales. CLG ha construido y está construyendo varias unidades piloto en las instalaciones de investigaciónde Chevron, en Richmond, California, para respaldar sus tecnologías de mejoramiento de residuales:DSRA, DSRV, RCL, reactor de flujo ascendente (REA) y LC-Fining.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 471/489
8 . 70 HIDROTRATAMIENTO
QUÍMICA DEL PROCESO
La hidrodesintegración de residuos se obtiene a temperaturas relativamente altas y a altas presiones, en presencia de hidrógeno y de un catalizador de conversión de residuos, para hidrogenar los productos yevitar la polimerización por radicales libres a medida que avanzan las reacciones de desintegración. Elcatalizador consiste en una combinación de metales que favorecen la hidrogenación (como cobalto ymolibdeno, o níquel y molibdeno) depositados en una base de alúmina.
Las dos reacciones más importantes que suceden en la hidrodesintegración de residuos son la des-integración térmica, que forma productos más ligeros, y la eliminación catalítica de contaminantes dela alimentación. En general, esas reacciones requieren temperaturas de operación entre 750 y 850 °F, presiones parciales de hidrógeno entre 1100 y 2200 lb/pulg2, y espacios velocidad de se 0.1 a 0.8 (volaceite/h)/vol. de reactor.
Los hidrocarburos presentes en los residuos se clasifican por lo general como aceites, resinas y
asfáltenos. Un residuo típico puede contener hasta un 20 por ciento de aceites, 65 por ciento de resinasy 15 por ciento de asfáltenos. Los asfáltenos son material de alto peso molecular en el residuo, que enforma típica contienen una gran concentración de azufre, nitrógeno, carbón Conradson y compuestosaromáticos policíclicos muy condensados.
La eliminación del nitrógeno suele ser mucho más difícil que la del azufre. Algunos compuestos denitrógeno, durante las reacciones catalíticas, sólo se convierten en compuestos nitrogenados de menortemperatura de ebullición, y no en NH3.
La máxima concentración de metales (V y Ni) se localiza en la fracción de asfáltenos, y algo en la frac-ción de resina. La fracción de aceite tiende a estar relativamente libre de metales. Los metales se eliminanen forma de sulfuras metálicos. A diferencia del azufre y el nitrógeno, que se convierten y "liberan" comoH2S y NH3, el vanadio y el níquel eliminados se absorben en el catalizador. Se sabe que esos metales tapan
los poros del catalizador, que da como resultado la desactivación del catalizador. La conversión en el residuo de carbón Ramsbottom tiene importancia económica cuando se alimentanfondos de vacío de LC-Fining a una unidad coquizadora más adelante. Un producto con menor contenidode residuo de carbón Ramsbottom, alimentado a la coquizadora, causa menos producción de coque yen consecuencia un mayor rendimiento de fracciones líquidas que más adelante se pueden convertir encombustibles para transporte. Otra opción para limitar la formación de coque en la coquizadora posteriores aumentar la conversión de asfalto en el hidrodesintegrador de residuos LC-Fining.
Límites de conversión de residuos
Hay muchos factores que afectan la rapidez de formación de sedimento, y en consecuencia la facilidad
de operación del reactor y los límites de conversión de residuos, que incluyen:
• Contenido de asfáltenos en el residuo.
• Reactividad a la reducción de carbón Conradson.
• Severidad térmica (conversión).
• Tipo y actividad del catalizador.
• Presión parcial de hidrógeno.
• Tipo y cantidad de diluyentes.
• Contenido de resinas en el residuo.
•
Temperatura del reactor.De éstos, los seis primeros tienen la máxima influencia. Con muchas pruebas en planta piloto sedemostró que la formación de sedimento es directamente proporcional al contenido de asfáltenos en laalimentación e inversamente proporcional a la reactividad del carbón Conradson.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 472/489
PROCESO DE HIDROCONVERSIÓN DEL FONDO DE BARRIL EN LECHO EBULLENTE DE CHEVRON... 8.71
Precursores de coque/formación de sedimento orgánico
Con frecuencia, la naturaleza y el origen de los precursores de coque no se conocen con precisión. Sinembargo, un mecanismo de formación de sedimento (es decir, precursor de coque) en los procesos queimplican la desintegración térmica, adicional a la hidrodesintegración e hidrogenación, como lo es el proceso LC-Fining, es el que se ha postulado y descrito por las siguientes reacciones químicas.
Desintegración térmica — formación de radicales libres
R - R R* + R*
Los radicales libres reaccionan formando definas o asfáltenos:
R - CH2 - CH2* R - CH = CH2+ H*
R* + R´ R – R´
Terminación o estabilización de los radicales libres por hidrogenación:
R* + H* R - H
A temperaturas elevadas, las reacciones de desintegración térmica generan radicales libres, debido ala ruptura de enlaces carbono-carbono. Los radicales libres pueden reaccionar con hidrógeno en presen-cia del catalizador, para formar productos estables. Esta reacción predomina en el proceso LC-Fining,donde siempre se mantienen altas presiones parciales de hidrógeno. Si no se mantienen las condicionesadecuadas, los radicales libres también se pueden combinar con otros para formar radicales libres
de mayor peso molecular. Esta reacción en cadena puede continuar hasta que se producen especiesinsolubles de muy alto peso molecular (precursores de coque/sedimentos). Conforme se incrementala temperatura para obtener mayores conversiones, la rapidez de generación de radicales libres, y enconsecuencia de precursores de coque, puede aumentar y generar la separación de fases e inestabilidad potencial en el reactor, si se rebasa el límite de solubilidad.
Métodos para controlar los precursores de coque/sedimentos orgánicos
El control de precursores de coque (sedimentos orgánicos) se puede lograr de tres maneras: 1) suformación se reduce o elimina usando presiones parciales de hidrógeno extremadamente altas, o uncatalizador muy activo; 2) Manteniendo en solución los precursores de coque agregando diluyentesaromáticos, y/o 3) Eliminando del sistema los precursores de coque.
El catalizador que se utiliza en el proceso LC-Fining tiene una capacidad excelente para controlar laformación de esos precursores de coque, y se han usado con éxito diluyentes aromáticos.
La eliminación física continua de los precursores de coque (por filtración, centrifugación, etcétera)del circuito del reactor se puede lograr recirculando los fondos y eliminando los precursores de coquede la corriente de recirculación, método que se probó en planta piloto y patentó por Lummus, para LC-Fining de alta conversión.
Desactivación del catalizador
La rapidez con que se desactiva un catalizador durante el hidrotratamiento de aceite residual es unafunción complicada de muchos parámetros, que se pueden clasificar en tres clases distintas. La primeraconsiste en las propiedades físicas y químicas de la alimentación que se va a procesar. La segunda tieneque ver con la naturaleza del catalizador mismo. La tercera es el efecto de las condiciones de operación

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 473/489
8.72 HIDROTRATAMIENTO
que se emplean para obtener los niveles deseados de conversión, así como de desulfuración (tempera-tura, espacio velocidad, presión parcial de hidrógeno, etcétera).
Las causas más importantes de la desactivación del catalizador son los metales y depósitos de car- bón. Además de la desulfuración de los residuos se lleva a cabo la reacción de desmetalización. Los productos de desintegración de residuos tienen contenidos de níquel y vanadio bastante menores queen la alimentación. Esos metales se acumulan sobre el catalizador, causando su desactivación. Se ha propuesto que los organometálicos simplemente bloquean físicamente la superficie exterior del catali-zador.
El depósito de carbón sobre el catalizador se ve influido por las características de la alimentación yla severidad de la conversión. La acumulación de carbón es alta en todos los escenarios de operación,y va desde un poco menos de 10% en peso para la hidrodesulfuración a baja temperatura de residuo
atmosférico, hasta más de 40% en peso para conversiones altas de fondos de vacío. Aparentemente, la hidrodesintegración de residuos está controlada por la difusión. Se ha encontradoque dimensiones del/32 en el catalizador operan mejor que 1/16.
REACTOR LC-FINING
En la fig. 8,7,1 se adjunta un esquema del reactor LC-Fining de lecho "ebullente". La alimentaciónfresca e hidrógeno entran al reactor por el fondo y ascienden a través de un lecho catalítico, donde sellevan a cabo las reacciones de hidrodesulfuración y otras de desintegración e hidrogenación. Una partedel producto en la sección superior del reactor se recircula mediante una bomba de recirculación inter-na. Esa bomba produce el flujo necesario para mantener el lecho de catalizador en un estado ebullente,logrando así un estado de expansión respecto de su nivel asentado. El nivel del catalizador se controlamediante detectores radiactivos de densidad, con la fuente radiactiva dentro del reactor y los detectoresen el exterior. La temperatura se controla mediante termopares internos y termopares en la envolvente.El funcionamiento del lecho "ebullente" se controla continuamente con detectores de densidad ymediciones de temperatura que comprueban una distribución adecuada de gases y líquido a través dellecho catalítico. Las desviaciones de temperatura, que salen de los intervalos esperados normales, que pudieran indicar mala distribución, harán que el sistema de control distribuido (SCD) active alarmaso inicia el paro automático de los calentadores, alimentación de hidrógeno, y/o la sección del reactor,según se necesite.
El catalizador se agrega y retira estando el reactor en funcionamiento. Los reactores se pueden alter-nar en etapas, donde el producto del primer reactor pasa a un segundo, y si es necesario, a un tercer reac-
tor. Después del último reactor, el producto arriba a un separador de alta presión y alta temperatura.
DIAGRAMA DE FLUJO DEL PROCESO LC-FINING
Descripción del proceso
A continuación, en la figura 8.7.2, se presenta un diagrama simplificado del proceso de una unidad LC-Fining con una hidrotratadora de lecho fijo/hidrodesintegradora integrada y acopladas.
La alimentación de aceite e hidrógeno se calientan por separado, se combinan y a continuación lamezcla pasa al reactor de hidrodesintegración, en flujo ascendente, atravesando un lecho "ebullente"de catalizador. Bajo los efectos de tiempo, temperatura y presión de hidrógeno y por contacto con elcatalizador, el aceite de alimentación se desintegra e hidrogena para producir compuestos más ligeros yde mejor calidad. Una fracción del producto líquido en la parte superior del reactor se recircula, por lanajante central, mediante una bomba montada en el fondo del reactor. Este flujo produce la velocidadnecesaria para la expansión del lecho, y ayuda a mantener el reactor en condiciones casi isotérmicas.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 474/489
PROCESO DE HIDROCONVERSIÓN DEL FONDO DE BARRIL EN LECHO EBULLENTE DE CHEVRON... 8.73
Las reacciones de hidrodesintegración son exotérmicas; y por tanto causan aumento de temperaturaentre la entrada y la salida, dependiendo de la severidad de operación de la reacción. Sin embargo, porel efecto de mezclado del líquido de recirculación interna, el lecho opera en esencia en forma isotér-mica. Se agrega y retira el catalizador en forma intermitente, para mantener una actividad de equilibriodel catalizador, sin necesidad de parar la unidad.
Los productos del reactor pasan al separador de alta presión y alta temperatura. El efluente devapor que sale del separador del reciclo reduce su presión antes del intercambio de calor, para elimi-nar condensados y purificación. El gas de recirculación a baja presión permite ahorros considerablesen la inversión, en comparación con el sistema convencional de purificación del gas recirculado a alta presión.
Después de la separación, el líquido de recirculación se bombea a través del paso de eliminación de precursores de coque (con un método físico de separación, como centrifugación), donde se eliminancantidades muy pequeñas de hidrocarburos pesados insolubles o sólidos carbonáceos. A continuación,la recirculación de líquido limpio pasa al tambor de succión de la bomba de alimentación. El productoneto que sale por la parte superior del separador de recirculación pasa fraccionamiento; el producto netode aceite pesado va de la descarga de la bomba de fondos del separador al fraccionamiento al vacío.
El vapor efluente del reactor LC-Fining, junto con 1) el destilado recuperado de los vapores delseparador de aceite pesado, 2) todo el gasóleo de vacío virgen recuperado en el fraccionador de vacíoLC-Fining, 3) el gasóleo de vacío recuperado en el fraccionador de vacío del LC-Fining, se cargan todosellos a la hidrotratadora/hidrodesintegradora de lecho fijo, acoplado, que está inmediatamente adelantedel último reactor de LC-Fining de lecho "ebullente". La temperatura de entrada al primer lecho se
controla ajusfando la cantidad de calor extraído de la corriente de vapores del reactor LC-Fining, y latemperatura del líquido destilado se controla con una combinación de enfriamiento con hidrógeno ylíquido enfriador. El efluente de los reactores de hidrotratamiento se separa en vapor y una corrientelíquida de destilado pesado, que se conduce al fraccionador de destilado hidrotratado. La corriente de
FIGURA 8.7.1 Reactor de LC-Fining.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 475/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 476/489
PROCESO DE HIDROCONVERSIÓN DEL FONDO DE BARRIL EN LECHO EBULLENTE DE CHEVRON... 8.75
vapor se trata con aminas, se purifica mediante una unidad de absorción con presión alterna (APA) o demembrana, se comprime y se recircula como gas tratado a los reactores LC-Fining.
La alta conversión (> 80%) del proceso LC-Fining se diferencia del proceso básico en que se practica la recirculación de fondos. Al líquido recirculado se reduce la presión y pasa al separador porarrastre de recirculación, donde se fracciona hasta el intervalo de ebullición adecuado para regresar alreactor. De este modo se controla la concentración de fondos en el reactor y en consecuencia el perfilde productos.
VENTAJAS DE LA TECNOLOGÍA LC-FINING
Varios avances en la tecnología de hidroconversión LC-Fining para residuos han reducido en formaapreciable la inversión de capital,han ampliado más los límites de conversión y reduciendo las limita-
ciones del procesamiento. Estos avances incluyen:• Sistemas de purificación de H2
• Bajas tasas de gas tratado.
• Hidrotratamiento e hidrodesintegración integrados.
• Separador/columna de arrastre entre reactores.
• Bandeja modificada de recirculación.
• Recirculación de fondos de vacío.
• Distribuidor en los fondos del reactor.
• Mejor diseño de distribuidor en el reactor.
Sistemas de purificación de H2
Una de las áreas clave en la optimización de procesos dio como resultado el sistema de purificaciónde H2. En los primeros diseños (Amoco), se usó un sistema de aceite pobre para purificar el gas recir-culado, y la pureza máxima alcanzable era 82 por ciento. Sin embargo, en 1984 Lummus desarrolló y patentó un sistema de purificación de H2 a baja presión, que se ha utilizado desde entonces en todas lasunidades en operación comercial. Con la purificación de H2 a baja presión, al gas que sale del últimoreactor se le reduce inmediatamente la presión y se enfría a baja presión, para después purificarse enuna unidad APA. Ello permite alcanzar mayor pureza de hidrógeno, en general superior al 97% en
volumen. El resultado es que se redujeron los flujos de circulación del gas tratado en 50 o 60 por ciento,así como la presión de diseño del sistema en un 10 por ciento, mientras que se siguieron cumpliendolos requisitos de presión parcial de hidrógeno. Este cambio, junto con el reemplazo de 12 equipos deservicio a alta presión (incluyendo intercambiadores y tambores de alta presión; absorbedores de aceite pobre y aminas; y bombas de aceite pobre, amina y agua de lavado) por equipos a baja presión, redu- jeron en forma apreciable el costo de la unidad LC-Fining. La única desventaja con este esquema de purificación de H2 a baja presión (es decir, de usar un sistema APA), es que hay que recomprimir el gasrecirculado, de la baja presión a la presión de operación del reactor, lo que requiere un aumento de 25a 30 por ciento en el consumo total de energía.
En 1998 se evaluó el uso de membranas para purificar el gas de recirculación y se alcanzaron purezassimilares del gas tratado, tanto con membranas como con un sistema APA. Las membranas permiten
tener la misma presión reducida del sistema de reacción, y menores gastos de gas tratado que con unaunidad APA, pero con la ventaja adicional que el gas recirculado purificado queda disponible a mayores presiones. En consecuencia, ese gas recirculado se puede comprimir en una sola etapa de compresión,comparado con las dos o tres etapas de compresión que se requieren con un sistema APA, dando esto

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 477/489
8.76 HIDROTRATAMIENTO
por resultado una reducción del 20 por ciento en el consumo total de energía. Además, con base en los precios actuales de los equipos de alta presión, la inversión en la unidad es un poco menor con mem-
branas que con una unidad APA.
Bajos flujos de gas tratado
Usando gas de recirculación de alta pureza, es posible alcanzar las presiones parciales de hidrógenorequeridas con mucho menores flujos de hidrógeno gaseoso tratado. Los bajos flujos de gas tienendos ventajas principales: reducen mucho en la unidad, la inversión asociada con el calentamiento, conel enfriamiento, con la purificación y la recompresión del hidrógeno recirculado; también aminoransignificativamente la velocidad lineal del gas, y en consecuencia la retención del gas en el reactor. Eso permite mayor tiempo de residencia del líquido por unidad de volumen del reactor, reduciendo así alvolumen del reactor requerido para alcanzar la conversión térmica y la eliminación catalítica de conta-minantes requerida. Por el contrario, cuando se diseña para tener una velocidad lineal máxima permi-sible del gas de acuerdo al diámetro de reactor, es posible aumentar en forma importante la capacidadde la unidad LC-Fining.
Menores flujos de gas mejoran la operación general del reactor, ya que aumenta la recirculacióninterna de líquido como resultado de la menor velocidad lineal y retención de gases. Eso causa mejorretro-mezclado de líquido y catalizador en el reactor, y con ello se reduce la aglomeración del catali-zador, las canalizaciones y la mala distribución del flujo. El uso de bajos flujos de gas tratado se ve entodas las unidades LC-Fining en operación comercial, que operan con una relación de hidrógeno totala hidrógeno químico de 2.5 a 3.
Hidrotratadora de lecho fijo/hidrodesintegradora integradas Varios diseños recientes incorporaron una hidrotratadora de lecho fijo/hidrodesintegradora integradasy, inmediatamente después de los reactores LC-Fining. En este tipo de diseño, la corriente de vapor delos reactores LC-Fining, el destilado recuperado de los vapores del separador de aceite pesado, y losgasóleos de la destilación primaria y de vacío se alimentan a la hidrotratadora de lecho fijo/hidrodesin-tegradora, que funciona a la misma presión, en esencia, que los reactores LC-Fining.
El exceso de hidrógeno contenido en el vapor efluente del reactor LC-Fining se usa para hidrotratarlas fracciones mencionadas. Hidrógeno adicional, equivalente sólo al hidrógeno químico consumidoen el reactor de lecho fijo, se introduce como enfriamiento rápido a los lechos segundo y tercero decatalizador. Si es necesario, la parte restante del calor de reacción se disipa inyectando líquido enfriante proveniente del separador que está a continuación de la hidrotratadora/ hidrodesintegradora.
El vapor efluente del reactor LC -Fining se pone primero en contacto con GOV (gasóleo de vacío) enuna torre lavadora para eliminar la presencia potencial de residuo y de finos de catalizador en el lecho fijo.Para mantener la actividad catalítica deseada en el lecho fijo HDS/HDN durante largas corridas, se incluyeun cierto porciento de catalizador de desmetalización en la parte superior del primer lecho para eliminarlos metales y reducir el CCR (Carbón Conradson) en la alimentación hidrotratada. El arrastre de residuo semitiga con una corriente de purga adicional y también instalando sistemas de control de nivel extra (redun-dantes) en el separador más adelante y en la torre de lavado.
Al incorporar el hidrotratador de lecho fijo al sistema de reacción LC-Fining, el costo del sistemade alta presión se reduce de aproximadamente 14 equipos (para un solo hidrotratador independiente)hasta sólo 6. Además, como el exceso de hidrógeno en los vapores efluentes del reactor LC-Fining seusa para hidrotratar las fracciones de destilación primaria y de destilado de LC-Fining, se elimina la
necesidad de compresión adicional de gas de recirculación. El resultado es que se disminuye en formaimportante la inversión, en comparación con la de una hidrotratadora/hidrodesintagradora indepen-diente.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 478/489
PROCESO DE HIDROCONVERSIÓN DEL FONDO DE BARRIL EN LECHO EBULLENTE DE CHEVRON... 8.77
Separador/agotador i nter-reacto res
Las configuraciones de proceso propuestas en fecha reciente incorporan el uso de un separador/ ago-tador entre los reactores, que permite alcanzar mayor capacidad de líquido para determinada seccióntransversal de reactor. La velocidad lineal de los gases en los reactores se reduce, al separar el vaporentre las etapas de reacción y conduciendo éste al separador final del efluente del reactor. Con estediseño se obtiene flujo de gas en paralelo para cada etapa de reacción y al mismo tiempo se conservanlas ventajas de las operaciones con flujo de líquido en serie. En una unidad de diseño convencional, elvapor efluente del reactor anterior (corriente arriba) se combina con gas tratado/de enfriamiento, adicio-nal, y todo el vapor se conduce a los reactores que siguen (corriente abajo). Es posible procesar mayorcantidad de alimentación a la unidad LC-Fining para determinada área transversal del reactor.
La reducción en la alimentación agotada al reactor de la segunda etapa y el aumento asociado de laconcentración de residuo, permiten reducir el volumen del reactor para determinada capacidad y gradode conversión, mientras que la mayor presión parcial del hidrógeno en la etapa final puede utilizarse para reducir, ya sea la tasa de adición de catalizador, o la presión de operación y/o de diseño del reactor.Más importante que ésto es que la reducción de rendimiento de las fracciones de nafta parafínica y dedestilado ligero en el líquido convertido de la tercera etapa, disminuye la formación de sedimento paradeterminada conversión de residuo. Los límites de conversión de residuo se pueden ampliar másdebido a este cambio en la composición del líquido.
Bandeja de recirculación de líquido
Un diseño modificado de la bandeja, con dos etapas de recirculación de líquido que aumenta la con-versión en el reactor y reduce alteraciones relacionadas con el sistema de expansión de lecho con la bomba de recirculación, fue puesto en operación en Amoco en 1986 y en Syncrude en 1988. El diseño
funcionó produciendo una zona menos turbulenta, en y arriba de la bandeja, en comparación con laversión original, reduciendo el arrastre de burbujas de gas por el fluido recirculado, lo que a su vezreduce la retención de gas en el reactor. Con esta modificación en la unidad LC-Fining de Syncrude,la conversión aumentó en 4 por ciento, aproximadamente, para las mismas condiciones de operacióndel reactor.
Después, Amoco y Syncrude, con la participación de Lummus, desarrollaron un nuevo diseño de bandeja, con el objetivo de permitir la operación a capacidades todavía más grandes y con mayoresflujos de gas tratado. Después de instalar esta nuevo diseño de bandeja en Syncrude, en 1996, la uni-dad ha podido tratar 58,000 BPD de residuo A de 650 °F+ (la unidad fue diseñada originalmente para40,000 BPD) a velocidades lineales similares de entrada de gas al reactor, y logrando una conversióna 975 °F+ de 57 a 58% en volumen. Así, la instalación de esta nueva bandeja aumentó la conversión
entre 2 a 3% adicionales en volumen.
Distribuidor de alimentación en el fondo del reactor
Con base en trabajos de modelado en flujo en frío, efectuados por Amoco en 1985 y 1986, se agregóa los reactores LC-Fining un distribuidor en la tapa inferior a los reactores. Éste proporciona superiormezclado de la alimentación, gas y aceite recirculado y al mismo tiempo da mejor distribución de aceitey gas al conjunto del espacio de contacto del reactor.
Diseño del distribuidor del reactor
La red distribuidora primaria del reactor es del tipo de borboteadores con capuchas ranuradas, para dis-tribuir los vapores y líquido en cada borboteador. Cada tubo de ascenso contiene un asiento y bola paraevitar retornos de catalizador abajo de la rejilla, y de ahí a la cubierta inferior del reactor, si se parara la bomba de recirculación. El asiento contiene una pequeña muesca en V, para drenar el aceite del reactor.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 479/489
8.78 HIDROTRATAMIENTO
Amoco efectuó un extenso modelado del flujo en frío, para la rejilla distribuidora, que condujo a lainstalación de deslizadores de catalizador. Se encontró que así se redujeron los casos de asentamiento
localizado de catalizador cerca de la pared, se mantenía un ambiente más limpio en el reactor y aumen-taba la duración de las corridas, entre ciclos de cambio del catalizador.
Se están considerando modificaciones alternativas de la rejilla, como por ejemplo usar borboteado-res mayores en torno y cerca del perímetro del reactor y/o variar las alturas de las ranuras de los bor- boteadores, ya sea para aumentar el flujo tanto de gas y de líquido o bien, de preferencia, incrementarel flujo del gas, en la vecindad de la vecindad de la pared del reactor.
Operación con recirculación de fondos de vacío sin eliminación de precursores de coque
Se han hecho extensas pruebas piloto con recirculación de fondos de vacío (RFV) y se encontró queera benéfico dado que:
• Se aumentó la conversión de residuo.
• Se redujo el consumo de hidrógeno.
• Se aumentó el rendimiento de gasóleo de vacío.
• Se redujo la formación de fracciones ligeras (C, - C3).
• Se aumentó la capacidad de la unidad para un grado de conversión y volumen de reactor dados.
La ventaja más importante de la operación con RFV es el aumento en la conversión de residuos a lamisma severidad de operación. Con RFV aumenta la concentración de residuo dentro de los reactoresy con ello aumenta la tasa de conversión.
Sin embargo, el RFV tiene algunas desventajas. La empresa operadora podría preferir mayor rendi-miento de destilados ligeros sin recirculación. La recirculación es una forma de retro mezclado y puedecausar mayores impurezas en el producto. La recirculación de fondos de vacío a mayores temperaturasno es efectiva para el control de sedimentos, porque la formación de éstos puede aumentar rápidamentey crear dificultades potenciales para mantener en estado ebullente el lecho catalítico.
OPERACIONES COMERCIALES
Las unidades de hidroconversión de residuos que usan la tecnología LC-Fining se resumen en la tabla8.7.1. La unidad de Shell Canadá está programada para su arranque en 2003, y la de Petro-Canadaalrededor de 2005.
FLEXIBILIDAD DEL PROCESO
La unidad LC-Fining tiene una gran flexibilidad para enfrentarse a variaciones en calidad o capacidadde la alimentación, calidad de producto y severidades de reacción (temperatura, espacio velocidad, con-versión, etcétera). Esta flexibilidad es un resultado directo del lecho catalítico "ebullente" en el reactor.En una unidad con lecho ebullente, si aumenta el contenido de metales o azufre en la alimentación, semantiene la calidad del producto al incrementar el consumo de catalizador. Inversamente, el consumode catalizador se reduce si mejora la calidad de la alimentación.
BP ha aprovechado esta flexibilidad para procesar fondos amargos (con H2S) pesados de vacío de
una mezcla de crudos diferentes, que incluyen Maya y Bachequero. Al mismo tiempo, BP ha aumen-tado la conversión de fondos de vacío a destilados hasta en 75 al 80 por ciento, típicamente, a toda lacapacidad de alimentación, y hasta el 92 por ciento a menores flujos de alimentación. El diseño originalera para 60 por ciento a plena capacidad de la alimentación.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 480/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 481/489
8 . 80 HIDROTRATAMIENTO
El primer mejorador de residuo con lecho "ebullente" en el mundo operado por Cities Service OilCompany aprovechó esta flexibilidad para procesar fondos atmosféricos, aceite cíclico pesado de FCC,
fondos de desasfaltadora con propano y fondos de vacío. La unidad Syncrude se diseñó originalmente para procesar bitumen de Athabasca con 55% en peso
de residuo de vacío de 975°F+. En fecha más reciente, instalaron un sistema de pre-fraccionamiento alvacío, y hoy procesan una mezcla de fondos atmosféricos y de vacío, que contienen 75% en peso deresiduo de vacío de 975°F+.
También en el caso normal se dispone de la flexibilidad de operación suficiente, en el diseño, para permitir que la unidad opere en el futuro con RFV, con lo que se incrementan las opciones futuras paraaumentar la conversión o la capacidad de la unidad.
INTERVALOS TÍPICOS DE CONDICIONES DE OPERACIÓN
Temperatura del reactor 400-450°C(750-840°F)
Presión del reactor 100-200 atm (1500-3000 lb/pulg2 Manom.)
Conversión, % en Vol de 525 °C+ (975 °F+) 40 a 92% +
Presión parcial de hidrógeno 70 a 170 atm (1100-2500 lb/pulg2 absoluta)
Consumo de hidrógeno 120-340 m2 N/m3 (700-2000 PCN/B)
Desulfuración 60 a 95 por ciento
Desmetalización 70 a 98 por ciento
Reducción de CCR 40 a 75 por ciento
ALIMENTACIONES
En las unidades LC-Fining se ha procesado una gran variedad de aceites pesados. Por ejemplo, launidad BP procesa muchos de los residuos de mínima calidad en el mundo, incluyendo los mexicanos,venezolanos y del Medio Oriente. En el caso típico, la alimentación tiene menos de 5o API, más de 4%en peso de azufre y más de 400 ppm de metales. La tabla 8.7.2 muestra los principales crudos procesa-dos por BP en Texas City para producir alimentación con LC-Fining, de 1984 a 1992. La tabla 8.7.3muestra los resultados de operación de la unidad BP.
RENDIMIENTOS Y CALIDAD DE LOS PRODUCTOS
Los rendimientos de producto en la unidad LC-Fining, en el procesamiento de fondos de vacío árabes,con grados de conversión de 40, 65 y 80 por ciento, se reportan en la tabla 8.7.4. Todas las conver-siones se pueden alcanzar en la misma unidad LC-Finig, como un ejemplo de la gran flexibilidad del proceso.
La estructura de rendimientos y propiedades del producto se estima a partir de correlaciones genera-lizadas que se obtuvieron a partir de extensos datos de planta piloto y comerciales. Las propiedades típi-cas de los productos, para un caso con conversión de 65% en volumen, se presentan en la tabla 8.7.5.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 482/489
PROCESO DE HIDROCONVERSIÓN DEL FONDO DE BARRIL EN LECHO EBULLENTE DE CHEVRON... 8.81
TABLA 8.7.2 Principales crudos procesados por BP en Texas City para producir alimentación LC-Fining, de 1984 a1992
Maya Menemota Djeno Basora LigeroHondo Mezcla del Golfo de Suez Árabe intermedio Basora PesadoBachequero pesado Istmo Árabe pesado Qua IboeLloydminster Alberta ligero Coban MereyPendiente Norte de Alaska Cold Lake Cold Lake LeonaWest Texas C Laguana Peace River KuwaitKhafji BCF-17 Yemen KirkukJobo Tía Juana pesado Olmeca
Alimentación: Mezcla de Maya (más de 40 por ciento ), d e Venezuela, Oriente Medio, nacionales de EUA incluyendo ANS, y otras
fondos de vacío.
TABLA 8.7.3 Resultados de la operación de la unidad BP
Máximo desempeño*
Conversión, % 80+Eliminación de azufre, % 83 +Residuo de carbón, % 65 +Días trabajando hasta cambio de catalizador 1095Porcentaje de fondos Maya 43
* Lo mencionado en esta columna fue a distintos t iempos.
TABLA 8.7.4 Rendimientos típicos de producto en unidades LC-Fining
Origen del crudo: fondos de vacío de árabe pesado + ACP de FCC
Grado de conversión
40 40 65 80
Alimentación
Gravedad, °API 5.4
Azufre, % en peso 4.7 Nitrógeno, % en peso 0.35 Ni-V, ppm en peso 189CCR, % en peso 20.8
Rendimientos de producto, % en Vol.
C4 1.07 1.02 1.45 2.21C5-329°F 5.50 5.20 7.60 12.00329-698°F 19.18 19.10 31.50 42.80698-1022°F+ 30.77 31.10 36.96 34.411022°F 48.00 48.00 28.00 16.00
Total 104.52 104.32 105.51 107.41
Azufre, % en peso 1022 °F+ 1.2 1.6 1.6 2.3Consumo de hidrógeno,
PCN/B de alimentación fresca 942 870 1239 1590

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 483/489
8.82 HIDROTRATAMIENTO
TABLA 8.7.5 Propiedades del producto de la unidad LC-Fining
Árabe pesado, 65% de conversión Intervalo de ebullición, °F C5-329 329-698 698-1022 1022+ % en peso sobre alimentación 5.27 26.50 33.71 28.25 % en Vol. sobre alimentación 7.60 31.50 36.95 28.00 Gravedad, °API 61.2 31.2 19.0 4.6 Azufre, % en peso 0.01 0.11 0.53 1.6
Nitrógeno, % en peso 0.02 0.08 0.19 0.45 Temperatura de anilina, °F 122 163 índice de cetano 41 Carbón Conradson, % en peso 26.3 Metales: vanadio, ppm en peso 48
Níquel, ppm en peso 26 Viscosidad, cSt a 74 °F 4.6
210 °F 1.2 7.8 300 °F 3.1 70 350 °F 30
C7, Asfáltenos, % en peso 9.3
CATALIZADORES
Hay disponible una serie de catalizadores para uso en unidades LC-Fining. Los catalizadores de primerageneración en operación comercial tenían una actividad adecuada HDM/HDS (de desmetalización/desulfuración de fracciones pesadas) con niveles aceptables de formación de sedimento. Eran menoscostosos que los que se desarrollaron en fecha más reciente, como los catalizadores mejorados de eli-minación de contaminantes y control de sedimento. Los catalizadores de nueva generación se necesitan
para producir combustóleo de bajo azufre (a partir de fondos de vacío) con 1% de azufre en peso omenos, con mínima sedimentación (< 0.15% en peso) para tener una buena estabilidad en oleoductos.El otro requisito para un buen catalizador LC-Fining es mantener mejor operabilidad y estabilidad dereactor a conversiones a alta temperatura y con mucho residuo.
Los catalizadores de hidroprocesamiento de residuo son extruidos pequeños (de l/32pulg a 1/8 pulg),extruidas y cilindricos, hechos con una base de aluminio; se impregnan con metales activos (Co, Ni,Mo, W y otros) que tienen buena actividad de hidrogenación, desmetalización, desulfuración y controlde sedimento. Los procesos de fabricación del catalizador son hechos a la medida para manipular las propiedades físicas y mecánicas, como tamaño (longitud y diámetro), resistencia al desmoronamiento,resistencia al aplastamiento, distribución de tamaños de poro, volumen de poro y superficie específica.El desempeño catalítico es afectado por la naturaleza complicada del sitio activo y por la dispersión y
distribución de activadores y promotores. El control y la distribución de tamaño de poro son factores clave en el comportamiento y la formu-lación de catalizadores para conversión de residuos. Los tamaños de poro necesitan ser suficientementegrandes para permitir la difusión de las grandes moléculas de residuo y asfalteno. Desafortunadamente,al aumentar el diámetro del poro, la superficie y la actividad de hidrogenación disminuyen. La difusión delas moléculas grandes se reduce más, por el taponamiento de la entrada del poro debido a depósitosde carbón y acumulación de sulfuras de metales, de átomos de vanadio y níquel que se eliminan de laalimentación de residuo. Los sulfuras metálicos se forman debido al estado de oxidación del cataliza-dor en el ambiente del reactor LC-Fining (reacciones de pre-sulfuración, con el azufre de los aceites pesados, etcétera).
Los catalizadores se optimizan también para funciones específicas, como eliminación de metales, eli-
minación de azufre, reducción del residuo de carbón y alta conversión, manteniendo a la vez un productolimpio con poco contenido de sedimentos orgánicos. El sistema catalítico desarrollado por BP para suunidad LC-Fining en Texas City usa un catalizador patentado de desmetalización en el primer reactor,y un catalizador de níquel/molibdeno de gran actividad de desulfuración, en el segundo y tercer reactor.

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 484/489
PROCESO DE HIDROCONVERSIÓN DEL FONDO DE BARRIL EN LECHO EBULLENTE DE CHEVRON... 8.83
Una de las propiedades clave del proceso LC-Fining es la adición de catalizador a contracorriente, para optimizar su empleo. Se agrega catalizador fresco al tercer reactor, se vuelve a usar retirándolo y
agregándolo al segundo reactor. Después, el catalizador se puede usar por tercera vez, retirándolo delsegundo reactor y agregando ese material al primer reactor. La cascada de catalizador da como resultadomayores constantes cinéticas de velocidad, y por consiguiente mejor utilización general del catalizador, basada en la concentración de metales en el catalizador agotado que se descarga de la primera etapa.Este modo de adiciones y retiros tiene la ventaja adicional de exponer el residuo que más se ha conver-tido, al catalizador más activo. Con ello se reduce la formación de sedimentos en el último reactor, porlo que se puede aumentar la operabilidad y los límites de conversión de ese reactor.
COSTOS DE INVERSIÓN
En comparación con otros procesos de hidrogenación de residuo, el proceso LC-Fining tiene varias
ventajas intrínsecas:• Grados de conversión muy altos.
• Bajo costo de inversión.
• Menores costos de operación.
• Menores pérdidas de hidrógeno.
• Recuperación de hidrógeno y de calor más eficientes.
• Menor mantenimiento.
Gran parte del costo de una unidad de hidrogenación se relaciona con el flujo de gas recirculado; un
alto flujo de recirculación de gas causa altos costos de compresor, tubería, horno, intercambiador decalor y separador. El proceso LC-Fining tiene los costos más bajos demostrados comercialmente para el proceso de hidrogenación de residuos, debidos al flujo total bajo de hidrógeno y al sistema patentado derecuperación en baja presión. Este sistema de recuperación en baja presión ahorra de 8 a 10 por cientode la inversión de capital para una unidad LC-Fining, lo que se traduce de 10 a 30 millones de USDo más, dependiendo del tamaño de la planta. Las pérdidas de gas también se mantienen bajas, usando bajos flujos de circulación de hidrógeno.
Cuando la hidrotratadora/hidrodesintegradora integradas se incorporan a la unidad LC-Fining, son posibles ahorros adicionales en inversión, hasta de 40 por ciento del costo de instalaciones separadasde hidrotratamiento.
Dependiendo de las propiedades de la alimentación, severidades de operación, requisitos de los pro-ductos y objetivos del procesamiento, la inversión típica dentro de límites de batería para una unidad deLC-Fining va de 2,000 a 5,000 USD por BPD. (Barriles por día)

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 485/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 486/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 487/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 488/489

7/25/2019 Manual de procesos de refinación de petróleo (3a. ed.) Tomo 1.pdf
http://slidepdf.com/reader/full/manual-de-procesos-de-refinacian-de-petraleo-3a-ed-tomo-1pdf 489/489