Embed Size (px)
Citation preview

METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
Metrología
ENTRAR
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
ÍNDICE
CAPÍTULO I : GENERALIDADES
CAPÍTULO II : TEORÍA DE LOS ERRORES
CAPÍTULO III : INSTRUMENTOS DE PRECISIÓN
CAPÍTULO IV : AJUSTE Y TOLERANCIAS EN RULEMANES

METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTE
CAPÍTULO I : GENERALIDADES
La Metrología es la ciencia y arte de medir. Considera tanto los aspectos teóricos como prácticos de las mediciones en todos los niveles de exactitud y campos de aplicación, ya sean estos el científico, industrial o legal.
Medir "bien" no es sólo medir con cuidado, o utilizando el procedimiento y los instrumentos adecuados.
INTRODUCCIÓN
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
DIN es el acrónimo de Deutsches Institut für Normung (Instituto Alemán de Normalización).
Al igual que todas las normativas, las normas DIN son especificaciones que hay que tener en cuenta para el cumplimiento de ciertos procedimientos u operaciones. En este caso particular, ofrece los estándares técnicos para la racionalización, el control de calidad, la seguridad y la protección del medio a fin de cooperar con la industria manufacturera, el comercio, los sectores de servicio, las organizaciones del consumidor y el gobierno
NORMAS DINUnidades de Medida
Al patrón de medir le llamamos también Unidad de medida.
Debe cumplir estas condiciones:
1º.- Ser inalterable, esto es, no ha de cambiar con el tiempo ni en función de quién realice la medida.
2º.- Ser universal, es decir utilizada por todos los países.
3º.- Ha de ser fácilmente reproducible.
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
Medición Directa e Indirecta
La medida o medición diremos que es directa, cuando disponemos de un instrumento de medida que la obtiene, así si deseamos medir la distancia de un punto “a” a un punto “b”, y disponemos del instrumento que nos permite realizar la medición, esta es directa, estos instrumentos tienen la graduación de precisión correspondiente
Directa
No siempre es posible realizar una medida directa, porque no disponemos del instrumento adecuado, porque el valor a medir es muy grande o porque hay obstáculos de otra naturaleza, etc.
Medición indirecta es aquella que realizando la medición de una variable, podemos calcular otra distinta, por la que estamos interesados.
Indirecta
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
Es la determinación de una magnitud sin error, evaluado en la calibración, u otra característica que si no cumple, no esta en los límites de aceptación especificados.
También se puede verificar la medición que el instrumento la realiza, mediante los patrones o block de medidas, lo cual garantizara un instrumento con la precisión requerida, y este al mismo tiempo, realizara la medida esperada.
Verificación de la Medida
Cuando el valor de la magnitud desconocida, es obtenido por comparación con una unidad conocida (patrón) grabada en el instrumento de medida, el valor obtenido es un número positivo que es un número entero, o un entero mas las respectivas fracciones de la unidad, respetando el nivel de precisión al que se quiera llegar.
Medida Real
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
Es la dimensión que se toma como referencia para fijar las medidas límite.
Medida Nominal
La presicion en la toma de mediciones o durante las mediciones va ha depender primero, de la pieza a medir y para que se tomara la medida, si este es para montaje de presicion, o simplemente es para montaje bruto, segundo dependiendo de la pieza, el ambiente y otros factores ya estudiados, la elección del instrumento de medición adecuado para tomar la medida esperada.
Los niveles de presicion están en los rangos de la décima para trabajos brutos, o también denominados para equipo y maquinaria de gran tamaño, la centésima para trabajos de montaje mas finos, las milésimas para montajes de presicion en equipo altamente productivo, que trabaja a latas RPM.
Precisión de la Medida
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
Escala es, pues, la relación que existe entre la representación gráfica del objeto y el objeto en la realidad.
Habrá situaciones, a la hora de representar, en las que, por tratarse de objetos excesivamente grandes o demasiado pequeños, es conveniente reducir o ampliar el dibujo de los mismos, con una proporción adecuada. De lo contrario, se estaría obligado a dibujar sobre papeles excesivamente grandes, de dimensiones exageradas o no poder, en el caso contrario, concretar detalles de la pieza, por ser excesivamente pequeño el dibujo.
Escalas
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
ANTERIOR
Es cuando la representación grafica, tienen las mismas dimensiones que la pieza, su representación es Esc: 1:1
Escala natural
Cuando la representación grafica tiene mayores dimensiones que la pieza, su representación es Esc: 2:1 quiere decir que dos del plano, es uno de la pieza
Escala de Ampliación
Es cuando la representación grafica, tiene menores dimensiones que la pieza, su representación es Esc: 1:2 quiere decir que uno del plano, es dos de la pieza
Escala de Reducción
Existen tres tipos diferentes de escalas, ellas son:
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTE
CAPÍTULO II : TEORÍA DE LOS ERRORES
Tanto los instrumentos que usamos para medir como las magnitudes mismas son fuente de incertezas al momento de medir. Los instrumentos tienen una precisión finita, por lo que, para un dado instrumento, siempre existe una variación mínima de la magnitud que puede detectar.
Debido a defectos en la experimentación de la persona que va ha medir:
Observar una escala desde un ángulo no adecuado. Demorarse en parar o encender un reloj. Utilizar n amperímetro con una escala no adecuada La posición incomoda del personal para tomar la medida exacta
Error de Precisión
Representa el error absoluto con el que el instrumento en cuestión ha sido calibrado.
Error de Exactitud
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
Son los que se producen siempre, suelen conservar la magnitud y con el sentido, se deberían a desajustes del instrumento, desgastes etc. Dan lugar a sesgo en las medidas.
Se deben también a errores de calibración en los equipos de medición, o a la no espera de las agujas de medición estén en cero.
Error Sistemático
Son los que se producen al azar. En general son debidos a causas múltiples y fortuitas. Ocurren cuando, por ejemplo, nos equivocamos en contar el número de divisiones de una regla, o si estamos mal ubicados frente al fiel de una balanza. Estos errores pueden cometerse con igual probabilidad por defecto como por exceso. Por tanto, midiendo varias veces y promediando el resultado, es posible reducirlos considerablemente. Es a este tipo de errores a los que comúnmente hace referencia la teoría estadística de errores de medición.
Error Estadístico
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
ANTERIOR
Supongamos que deseamos calcular el volumen de un objeto esférico y para ello determinamos su diámetro.
Si al introducir el valor del diámetro en la fórmula, nos equivocamos en el número introducido, o lo hacemos usando unidades incorrectas, o bien usamos una expresión equivocada del volumen, claramente habremos cometido un error. Esta vez este error está más asociado al concepto convencional de equivocación. A este tipo de errores los designamos como ilegítimos o espurios. A este tipo de errores no se aplica la teoría estadística de errores y el modo de evitarlo consiste en una evaluación cuidadosa de los procedimientos realizados en la medición Un ejemplo de este tipo de error es el que se cometió en el Mars Climate Explorer a fines de 1999, al pasar de pulgadas a cm. se cometió un error que costo el fracaso de dicha misión a Marte.
Error Ilegítimo
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTE
CAPÍTULO III : INSTRUMENTOS DE PRECISIÓN
Para el estudio de la metrologia, principalmente estudiaremos tres instrumentos de precisión, ellos son los siguientes:
Pie de metro Tornillo micrométrico Reloj comparador
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
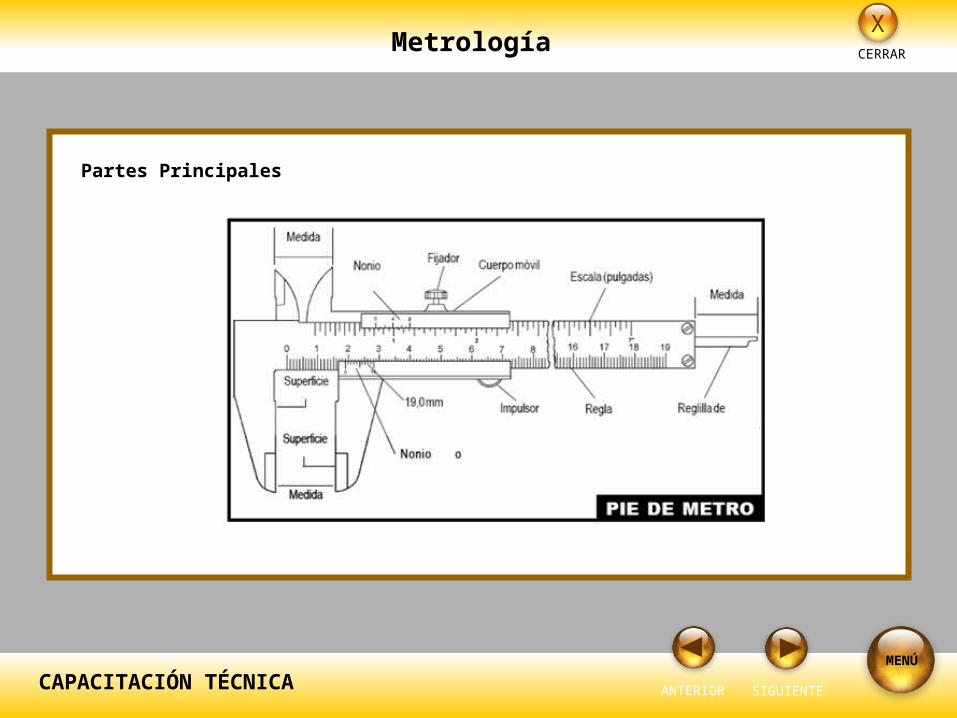
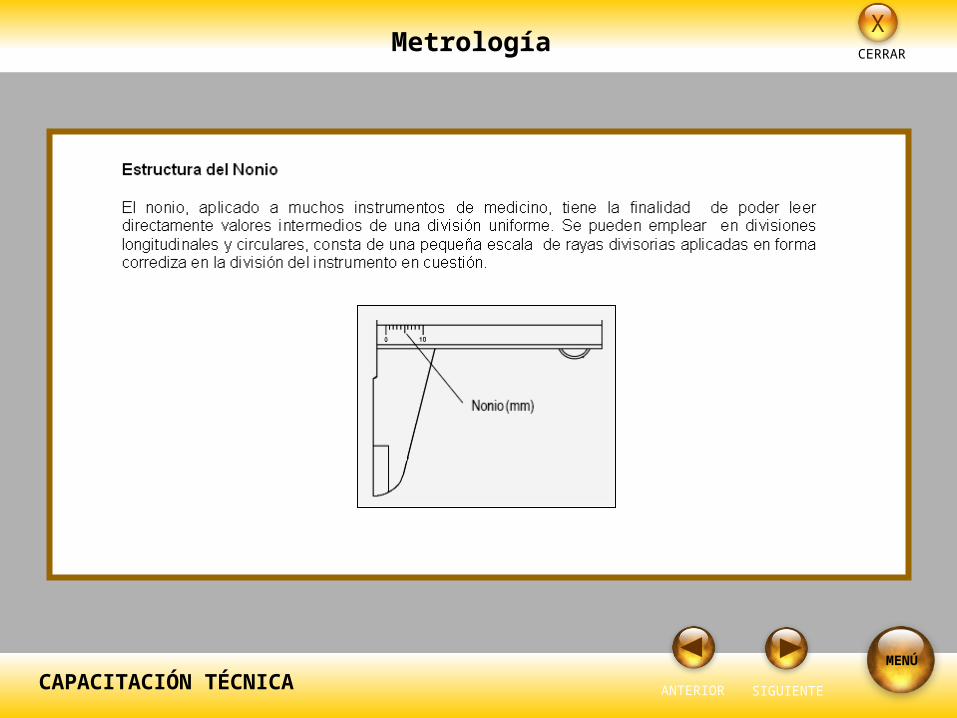
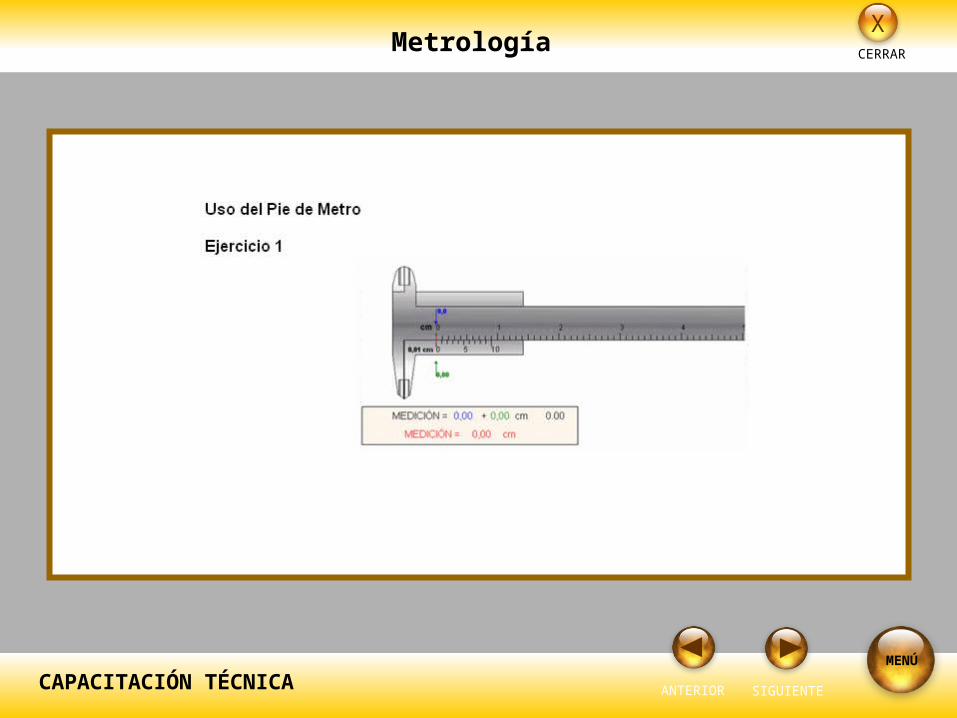
Pie de Metro
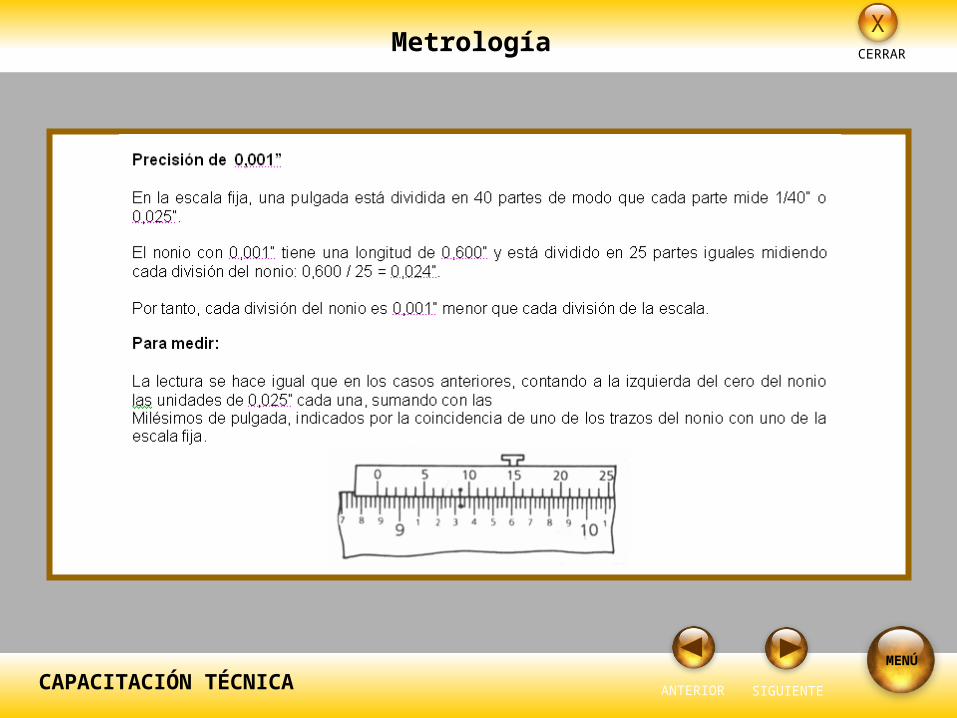
Es un instrumento que sirve para medir longitudes, permitiendo lecturas de fracciones de milímetros y de pulgada a través de una escala llamada Nonio o Vernier. Se utiliza para hacer mediciones con rapidez, en piezas, cuyo grado de precisión es hasta los 0.02 mm. Ó 0.001” pulgadas.
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
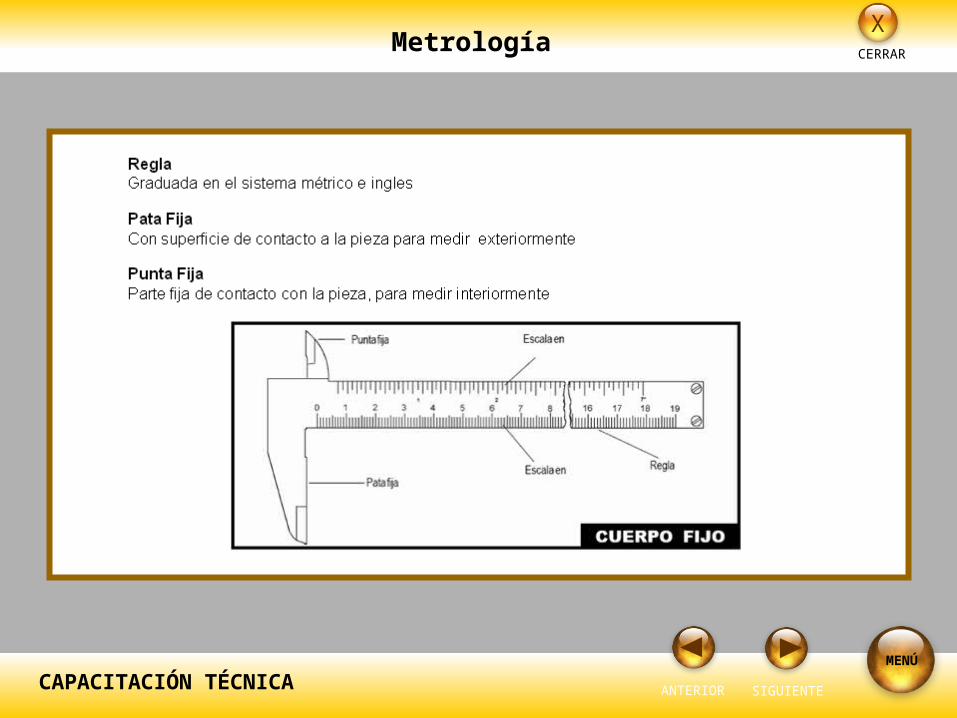
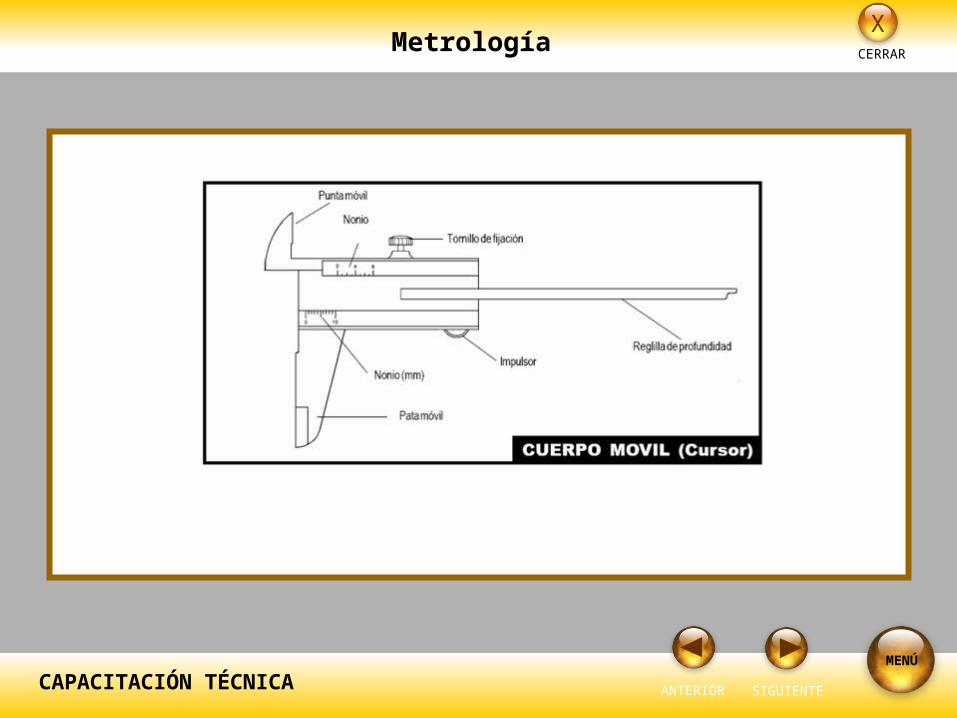
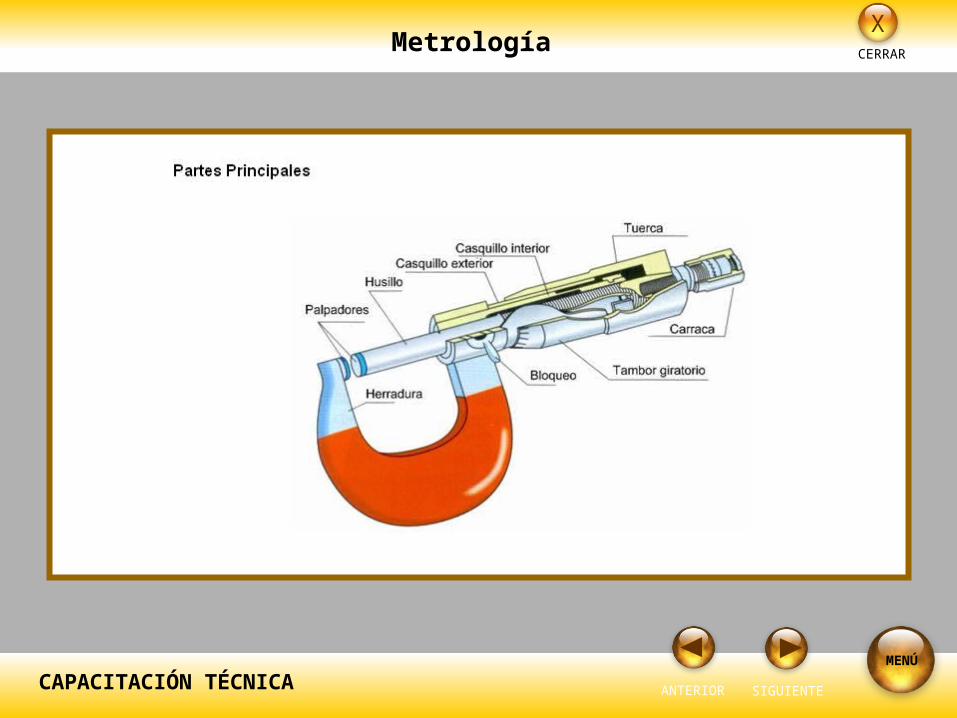
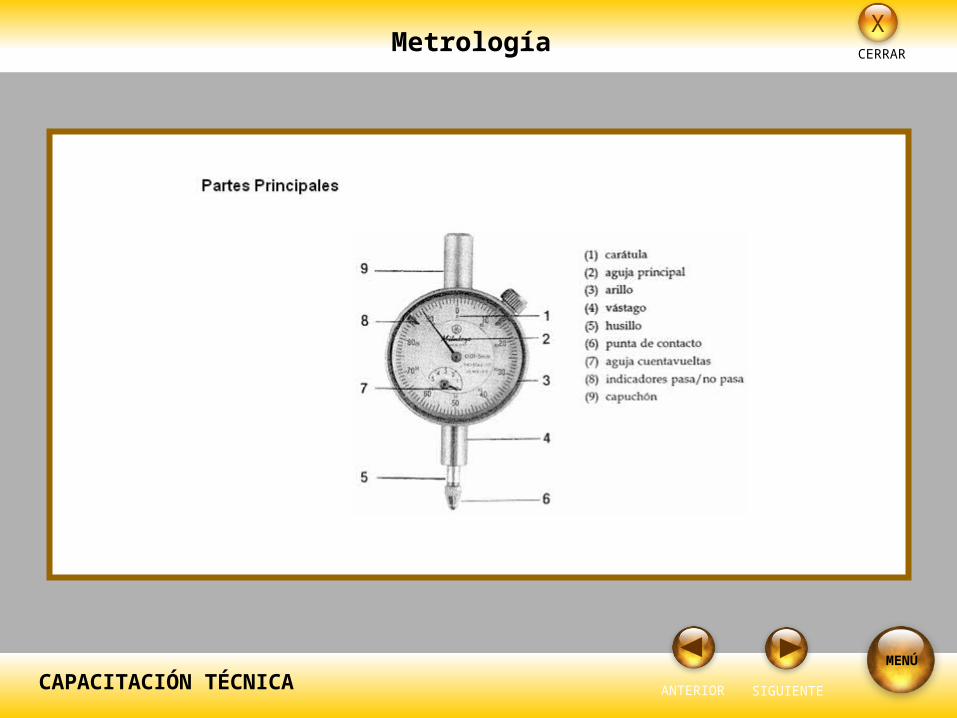
Partes Principales
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ
PIE DE REY O PIE DE METRO
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
MENÚ
SIGUIENTEANTERIOR
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ

METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ

METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ
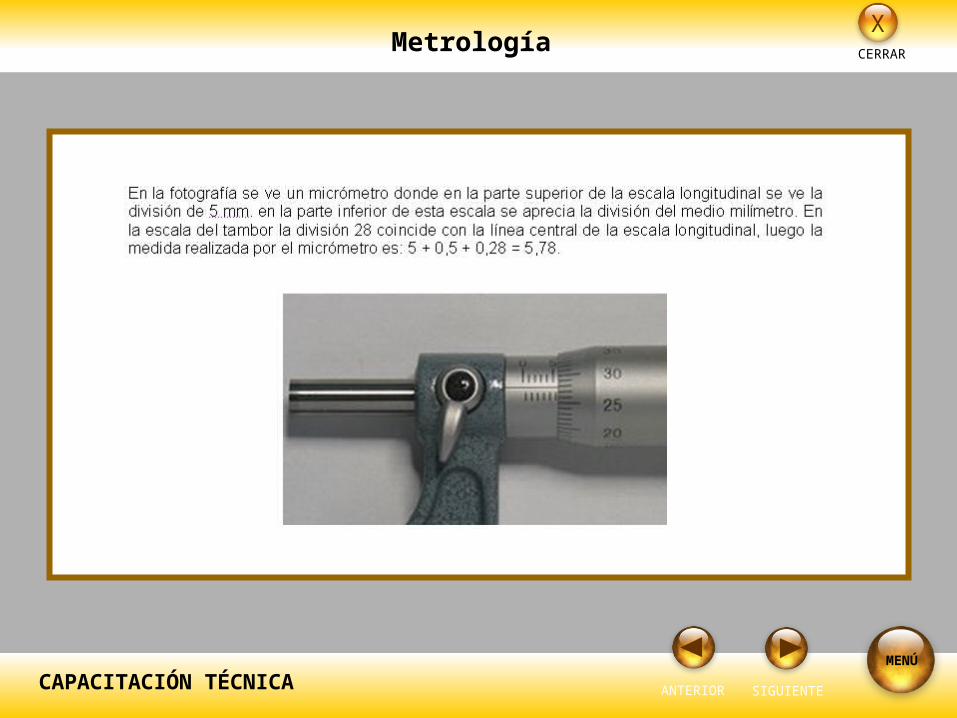
PALMER O MICRÓMETRO

METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ

METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ

METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
MENÚ
SIGUIENTEANTERIOR
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
ANTERIOR
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTE
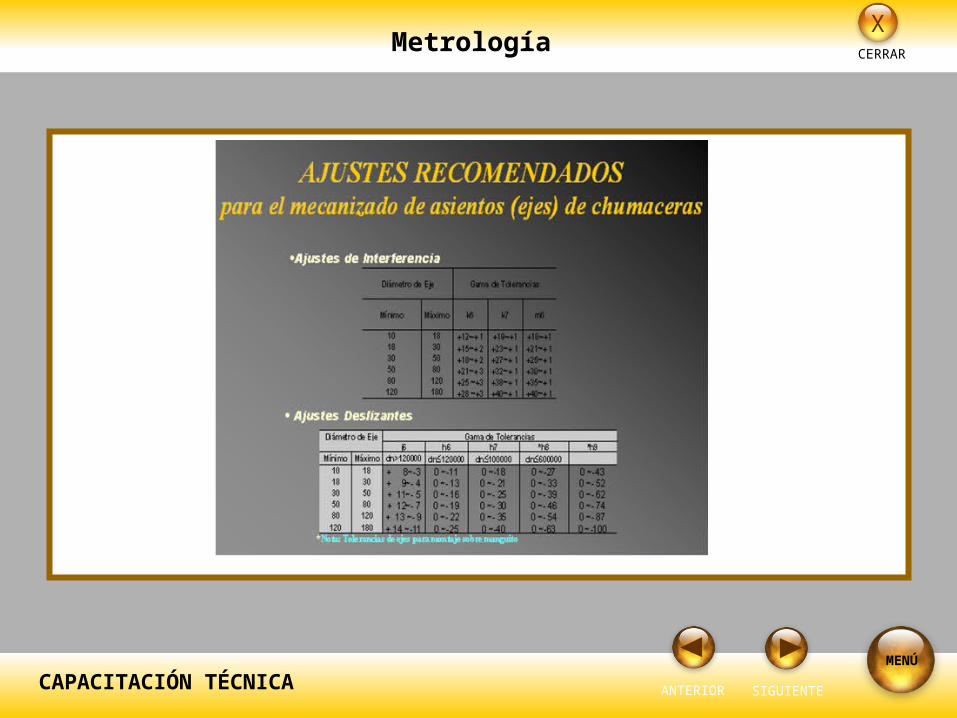
CAPÍTULO IV : AJUSTE Y TOLERANCIAS EN RULEMANES
MENÚ
Ajuste
Acople o ensamble de dos o mas piezas mecánicas.
Tolerancia
Diferencia o desvío permisible de la medida nominal de un elemento o pieza.
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ

METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ

METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ

METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ

METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ

METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
SIGUIENTEANTERIOR
MENÚ
METROLOGÍA, AJUSTE Y TOLERANCIAS
SALIR
XCERRAR
CAPACITACIÓN TÉCNICA
Metrología
ANTERIOR
MENÚ





























