Embed Size (px)
Citation preview

MANUAL PARA LA IMPLEMENTACIÓN DE UN SISTEMA DE GESTIÓN DE CALIDAD
BASADO EN LA FILOSOFIA DE LA MEJORA CONTINUA
Núcleo de Calzado - Huancayo
Eco. Daissi Sayd Zevallos Lazaro
Julio, 2011
1
Contenido
INTRODUCCION................................................................................................................................................ 2
OBJETIVOS........................................................................................................................................................ 3
Objetivo general: ............................................................................................................................................ 3
Objetivos específicos:..................................................................................................................................... 3
II. PARADIGMAS QUE IMPOSIBILITAN IMPLEMENTACIÓN DE UN SISTEMA DE GESTIÓN DE CALIDAD BASADA EN LA FILOSOFIA DE LA MEJORA CONTINUA EL PRIMER PASO PARA LA CALIDAD. ................................................................................................................................................................... 4
1. Paradigmas de la dirección ............................................................................................................... 4
2. Paradigma de los operarios ................................................................................................................... 5
III. SISTEMA DE GESTIÓN DE CALIDAD BASADA EN LA FILOSOFIA DE LA MEJORA CONTINUA.... 6
1. ¿En qué consiste la Metodologia de la Mejora Continua - El Primer Paso para la Calidad?................ 6
2. Proceso de Implementación de un Sistema de Gestión de Calidad Basada en la Filosofia de la Mejora Continua ......................................................................................................................................................... 6
A. Seiri – Clasificación.-......................................................................................................................... 6
B. Seiton – Orden.- ................................................................................................................................ 9
C. Seiso – Limpieza.-........................................................................................................................... 13
D. Seiketsu – Sanear.-......................................................................................................................... 15
E. Shitsuke – Disciplina.- ..................................................................................................................... 16
1. Consideraciones que debemos tener para Implementación de un Sistema de Gestión de Calidad Basada en la Filosofia de la Mejora Continua................................................................................................................ 18
A) Visión compartida............................................................................................................................ 18
B) Formación. ...................................................................................................................................... 18
C) Tiempo para aplicar la metodología de la Mejora Continua el Primer Paso para la Calidad............... 19
D) El papel de la dirección. .................................................................................................................. 19
E) El papel de trabajadores. ................................................................................................................ 19
F) Retos en la transformación de la función de mantenimiento........................................................... 20
ANEXOS ............................................................................................................................................. 21
2
INTRODUCCION
Dentro del proyecto “Modelo de Articulación Institucional para la Internacionalización de Pymes de la Región Andina DCI-ALA/19.09.01/08/19165/164094/AL-INVEST IV-4”, que cuenta con el auspicio de la Comisión Europea y PERUCÁMARAS, así como con el apoyo de la Cámara de Comercio de Huancayo, con el objetivo de mejorar el grado de cohesión social en la Comunidad Andina mediante el fortalecimiento de las pequeñas y medianas empresas (Pymes) de la región, se desarrolla, como parte de la asistencia técnica al Núcleo de Calzado de Huancayo, un Manual para la implementación de un sistema de gestión de calidad basada en la filosofía japonesa de la mejora continua, la cual favorece a la identificación y compromiso del personal con sus equipos e instalaciones de la empresa.
Es necesario crear entornos dentro de las organizaciones que permitan maximizar los recursos, el tiempo y la productividad del personal, es necesario implementar una cultura de mejoramiento continuo, el cual nos lleve a adoptar ciertas herramientas para conseguir el objetivo propuesto (llegar a implementar un SISTEMA DE GESTION DE LA CALIDAD)
Para esto es necesario originar algunos cambios en la organización, como ser: creer en la propuesta de calidad, comprometerse, motivar y auto motivarse.
El Sistema de Gestión de la Calidad, es un método concreto que concede especial valor a la mejora de lo existente, apoyándose en la creatividad, la iniciativa y la participación del personal: es, por consecuencia, un elemento fundamental para la mejora de la competitividad.
En este manual se recogen los conceptos básicos de la filosofía de mejora continua. Se trata de dar las pautas para entender, implementar y mantener un sistema de orden y limpieza en la empresa, a partir de la cual se pueden sentar las bases para una mejora continua de las condiciones de calidad, seguridad y medio ambiente de toda la empresa.
Para ello, se detallan, a lo largo de este documento, los conceptos fundamentales de la mejora continua para terminar con la descripción del proceso de implementación en una empresa.
Tras la lectura de este documento, se aconseja que reflexione sobre como una mejora continúa del ambiente de trabajo en su empresa, un mayor orden y limpieza, pueden repercutir en un aumento de la productividad debido fundamentalmente a:
• Mayor satisfacción y bienestar de los miembros de la organización. • Menor número de accidentes. • Menor tiempo en la búsqueda de objetos. • Una mayor calidad del producto o servicio ofrecido

3
OBJETIVOS
Objetivo general:
Pymes andinas consolidadas y competitivas.
Objetivos específicos:
o Promover la implementación de un plan de gestión, que permita mejorar las condiciones de trabajo, con el consecuente aumento de la competitividad de las pymes del rubro de calzado.
o Conocer la Metodología para instrumentar un sistema de calidad en su organización, que le permita a la gerencia y sus colaboradores desempeñarse con altos niveles de productividad.
o Comprender en que consite cada uno de los términos japoneces y los beneficios que nos
brinda el implementarlos.
o Crear una nueva cultura organizacional, basada en el compromiso, la disiplina y la creacion de condiciones obtimas para la productividad y la calidad en el entorno.

4
I. ANTECEDENTES
La estrategia de la Mejora Continua, el Primer paso para la Calidad, tiene su origen en un programa desarrollado en Japón (1950) .
Está basado en una filosofía de prácticas simples que promueven el crecimiento continuo de las personas, busca el perfeccionamiento constante de la rutina del trabajo diario y, consecuentemente la mejora de la calidad de vida.
Objetivos de la estrategia de la Mejora Continua:
II. PARADIGMAS QUE IMPOSIBILITAN LA IMPLEMENTACIÓN DE UN SISTEMA DE GESTIÓN DE CALIDAD BASADA EN LA FILOSOFÍA DE LA MEJORA CONTINUA, EL PRIMER PASO PARA LA CALIDAD.
En las empresas han existido y existirán paradigmas que imposibilitan el pleno desarrollo de la Mejora Continua. Se requiere de un compromiso de la dirección para promover sus actividades, y apoyo permanente de los jefes de los sitios de trabajo. El apoyo de la dirección con su mirada atenta y permanente de la actuación de sus colaboradores, el estímulo y reconocimiento son fundamentales para perpetuar el proceso de mejora.
La importancia que los encargados y supervisores le den a las acciones que deben realizar los operarios será clave para crear una cultura de orden, disciplina y progreso personal.
1. Paradigmas de la dirección
a) Es necesario mantener los equipos…No podemos parar
La dirección, ante la presión por entregar oportunamente y en cantidades suficientes los productos que se fabrican, no acepta fácilmente que un puesto de trabajo es más productivo cuando se mantiene impecable, seguro, en orden y limpio. Se considera que la limpieza es una labor que consume tiempo productivo, pero no se aprecian los beneficios que trae, como ayudar a eliminar las causas de averías como el polvo, lubricación en exceso y fuentes de contaminación.
b) Los trabajadores no cuidan sus aéreas de trabajo, entonces para que perder tiempo
La dirección considera que el aseo y limpieza es un problema exclusivo de los niveles operativos.
Si los colaboradores no poseen los recursos o no se establecen metas para mejorar los métodos, será difícil que el operario tome la iniciativa.
“Crear un mejor ambiente y hábitos en todos los miembros de la organización que permitan mejorar la calidad y la productividad, en un clima de seguridad, orden, limpieza y constancia que permita el correcto desempeño de las operaciones.”

5
c) Hay numerosos pedidos urgentes para perder tiempo limpiando
Es frecuente que el orden y la limpieza se dejen de lado cuando hay que realizar un trabajo urgente. Es verdad que las prioridades de producción a veces presionan tanto que es necesario que otras actividades esperen, sin embargo, las actividades de la gestión de calidad se deben ver como una inversión para lograr todos los pedidos del futuro y no solamente los puntuales requeridos para el momento.
d) Creo que el orden es el adecuado. No tardemos tanto tiempo
Algunas personas consideran que sólo los aspectos visibles y de estética de los equipos son suficientes y no buscan identificar problemas profundos en el equipo, ya que consideran que es el contacto del operario con la máquina la que permite identificar averías o problemas que se pueden transformar en graves fallos para el equipo. La limpieza se debe considerar como una primera etapa en la inspección de mantenimiento preventivo en la planta.
e) ¡Contrate un trabajador inexperto para que realice la limpieza...sale más barato¡
El trabajador que no sabe operar un equipo y que es contratado únicamente para realizar la limpieza, impide que el conocimiento sobre el estado del equipo sea aprovechado por la compañía y se pierda.
2. Paradigma de los operarios
La aplicación de las 5S tiene sus barreras en ciertos pensamientos de los operarios.
a) Me pagan para trabajar no para limpiar.
A veces, el personal acepta la suciedad como condición inevitable de su estación de trabajo. El trabajador no se da cuenta del efecto negativo que un puesto de trabajo sucio tiene sobre su propia seguridad, la calidad de su trabajo y la productividad de la empresa.
b) ¿Llevo 10 años... Por qué debo limpiar?
El trabajador considera que es veterano y no debe limpiar, que esta es una tarea para personas con menor experiencia. Por el contrario, la experiencia le debe ayudar a comprender mejor sobre el efecto negativo de la suciedad y contaminación en el puesto de trabajo. Los trabajadores de producción asumen a veces que su trabajo es hacer cosas, no organizarlas y limpiarlas. Sin embargo, es una actitud que tiene que cambiar una vez los trabajadores empiecen a comprender la importancia del orden y la limpieza para mejorar la calidad, productividad y seguridad.
c) Necesitamos más espacio para guardar todo lo que tenemos.
La primera reacción ante la necesidad de mejorar el orden es la pedir más espacio para guardar los elementos que se tiene. El frecuente comentario es ".......jefe necesitamos un nuevo armario para guardar todo esto...."
Es posible que al realizar la clasificación y el ordenamiento de los elementos considerados, sobre espacio en los actuales armarios y la mayoría de los elementos sean innecesarios.
d) No veo la necesidad de aplicar la Mejora Continua
Puede ser muy difícil implantar la Mejora Continua en empresas que son muy eficientes o muy limpias como en el caso de las fábricas de productos personales o de farmacia. Sin embargo, no todo tiene que ver con la eliminación de polvo o contaminación.

6
III. SISTEMA DE GESTIÓN DE CALIDAD BASADA EN LA FILOSOFÍA DE LA MEJORA CONTINUA
1. ¿En qué consiste la Metodologia de la Mejora Continua - El Primer Paso para la Calidad?
El concepto de origen japonés de la Mejora Continua - El Primer Paso para la Calidad - se refiere a la creación de áreas de trabajo más limpias, seguras y visualmente más organizadas.
Las 5s son bloques sobre los cuales se puede instalar la producción en flujo, el control visual y en muchos casos, apoyar al Justo a Tiempo.
El proceso se expresa por las palabras japonesas: Seiri – Seleccionar, Seiton – Orden, Seiso – Limpieza, Seiketsu - Bienestar Personal, Shitsuke – Disciplina
2. Proceso de Implementación de un Sistema de Gestión de Calidad Basada en la Filosofía de la Mejora Continua
A. Seiri – Clasificación.- Significa eliminar del area de trabajo todos los elementos innecesarios y
que no se requieran para realizar su labor. o Separar claramente las cosas que son necesarias de las innecesarias. o Lugares probables de cosas innecesarias. o Eliminar las causas que generan la basura y la suciedad o Selección general o Mantener lo necesario y eliminar lo excesivo. o Deparar los elementos empleados de acuerdo a su naturaleza, uso, seguridad y frecuencia de
uso. o Eliminar información innecesaria y que nos puede conducir a errores de interpretación o de
actuación.
¿Cómo se logra? o Identificando los objetos necesarios (Haciendo inventarios de las cosas útiles en el área de
trabajo). o Eliminando los objetos no necesarios (Entregar un listado de las herramientas o equipos que
no sirven en el área de trabajo). o Estableciendo normas de eliminación. o Marcando pasillos para facilitar el transporte. o Planeando y practicando la selección y eliminación periódicamente
a) Propósito
El propósito de clasificar es retirar de los puestos de trabajo todos los elementos que no son necesarios para las operaciones de producción o de oficina cotidianas. Los elementos necesarios se deben mantener cerca de la "acción", mientras que los innecesarios se deben retirar del sitio o eliminar.
7
La implantación de Clasificar permite crear un entorno de trabajo en el que se evitan problemas de espacio, pérdida de tiempo, aumento de la seguridad y ahorro de energía.
b) Beneficios:
o Se mejora el control visual de los elementos de trabajo, materiales en proceso y producto final.
o El flujo "suave" de los procesos se logra gracias al control visual. o La calidad del producto se mejora ya que los controles visuales ayudan a prevenir los
defectos. o Es más fácil identificar las áreas o sitios de trabajo con riesgo potencial de accidente
laboral. o El personal de oficina puede mejorar la productividad en el uso del tiempo. o Se recupera espacio desperdiciado, escritorios, mesas de trabajo, estanterías, tableros
de herramientas, etc. o Mejora la seguridad al despejarse pisos, sendas peatonales y escaleras.
c) Justificación:
Al no aplicar la Clasificación se pueden presentar algunos de los siguientes problemas:
o La planta de producción y los talleres es insegura, se presentan más accidentes, se pierde tiempo valioso para encontrar algún material y se dificulta el trabajo.
o El producto en proceso o final en exceso, objetos que se utilizan para guardar elementos innecesarios crean el efecto "desordenado" el cual impide la comunicación entre compañeros de trabajo.
o En caso de una señal de alarma, las vías de emergencia al estar ocupadas con productos o materiales innecesarios, impide la salida rápida del personal.
o Es necesario disponer de espacio y armarios para ubicar los materiales innecesarios. El costo financiero también se ve afectado por este motivo
o Es más difícil de mantener bajo control el stock que se produce por productos defectuosos. El volumen existente de productos en proceso permite ocultar más fácilmente los stocks innecesarios.
o El cumplimiento de los tiempos de entrega se pueden ver afectados debido a las pérdidas de tiempo al ser necesario mayor manipulación de los materiales y productos.
d) Criterios para eliminar artículos:
o Deteriorados o Poco funcionales e innecesarios o Obsoletos, caducos o Descompuestos, rotos o Peligrosos o Documentos de más de tres, cuatro o cinco años o Productos vencidos
e) Normas de eliminación de objetos
o Objetos sin valor y fáciles de eliminar: Desechar inmediatamente o Objetos dañados con vida útil: Enviar a reparar o Objetos con algún valor de venta: Buscar el mejor comprador con el mejor precio.

8
o Objetos sin valor pero su desecho tiene un costo: Buscar la forma de desecho más razonable.
f) Algunas recomendaciones:
Saque todo lo que tenga en el puesto de trabajo, separe o clasifique de la siguiente manera: o Lo que utiliza a diario y en todo momento, de lo que utiliza esporádicamente. o Documentos, teléfono, libros que consulte continuamente, entre otras. o Eliminar lo que no sirve (aquellos documentos que han perdido vigencia, que no se
han leído en más de 3 meses. o Los lapiceros que no escriben, las notas con teléfonos de personas que ya no se
encuentra en esos domicilios. o Entregue a otras áreas los libros o demás enseres que no pertenecen a su puesto de
trabajo. o Todo producto en buenas condiciones debe estar bien almacenado y separado de los
que no.
g) Proceso de Implementación:
El primer paso en la implantación de la Clasificación consiste en la identificación de los elementos innecesarios en el lugar seleccionado. En este paso se puede emplear lo siguiente:
i. Lista de elementos innecesarios
La lista de elementos innecesarios se debe diseñar y enseñar durante la fase de preparación. Esta lista permite registrar el elemento innecesario, su ubicación, cantidad encontrada, posible causa y acción sugerida para su eliminación. Esta lista es cumplimentada por el operario, encargado o supervisor durante el tiempo en que se ha decidido realizar la campaña de clasificación.
ii. Tarjetas de color.
Este tipo de tarjetas permiten marcar o "denunciar" que en el sitio de trabajo existe algo innecesario y que se debe tomar una acción correctiva. Se utiliza frecuentemente la tarjeta roja para mostrar o destacar el problema identificado.
Las preguntas habituales que se deben hacer para identificar si existe un elemento innecesario son las siguientes
� ¿Es necesario este elemento? � ¿Si es necesario, es necesario en esta cantidad? � ¿Si es necesario, tiene que estar localizado aquí?
Las tarjetas utilizadas pueden ser de diferentes tipos:
iii. Una ficha con un número consecutivo. Esta ficha puede tener un hilo que facilite su ubicación sobre el elemento innecesario. Estas fichas son reutilizables, ya que simplemente indican la presencia de un problema y en un formato se puede saber por el número correspondiente, la novedad o el problema.

9
iv. Tarjetas de colores intensos.
Estas tarjetas se fabrican en papel de color fosforescente para facilitar su identificación a distancia. El color intenso sirve ayuda como mecanismos de control visual para informar que sigue presente el problema "denunciado". Estas contienen la siguiente información:
Es necesario preparar un informe donde se registre y se informe el avance de las acciones planificadas, como las que se han implantado y los beneficios aportados. El jefe del área debe preparar este documento y publicarlo en el tablón informativo sobre el avance del proceso de implementación.
h) Formatos Utilizados para la implementación (se adjuntan en anexo)
o Plan de Implementación - ANEXO I o Funciones del Comité de - ANEXO II o Bases Elección del Logo o mascota de calidad - ANEXO III o Formato Actas de reunión - ANEXO IV
B. Seiton – Orden.- Consiste en organizar los elementos que hemos clasificado como necesario de
modo que puedan encontrarse con facilidad o Colocar las cosas en un lugar definido o Identificar claramente las cosas
.. Nombre del elemento innecesario
.. Cantidad.
.. Por qué creemos que es innecesario
.. Área de procedencia del elemento innecesario
.. Posibles causas de su permanencia en el sitio
.. Plan de acción sugerido para su eliminación

10
o Determinar la cantidad apropiada de cada cosa. ¿Cómo se logra? o Todo lugar debe estar identificado o Etiquetar los objetos y su sitio de localización o Separar herramientas designadas a equipos específicos. o Ubicar cerca los objetos de uso frecuente o Mostrar objetos de manera visible y accesible. o Rotular los objetos peligrosos o de cuidado.
a) Propósito
Las metodologías utilizadas en el Orden facilitan su codificación, identificación y marcación de áreas para facilitar su conservación en un mismo sitio durante el tiempo y en perfectas condiciones. Tiene como propósito mejorar la identificación y marcación de los controles de la maquinaria de los sistemas y elementos críticos para mantenimiento y su conservación en buen estado. En las oficinas, el Orden tiene como propósito facilitar los archivos y la búsqueda de documentos, mejorar el control visual de las carpetas y la eliminación de la pérdida de tiempo de acceso a la información. El orden en el disco rígido de una PC se puede mejorar si se aplican los conceptos.
b) Beneficios:
o Nos ayuda a encontrar fácilmente los objetos o documentos de trabajo, economizando tiempos y movimientos.
o Facilita el regresar a su lugar los objetos que hemos utilizado. o Ayuda a identificar cuando falta algo. o Da una mejor apariencia.
c) Justificación:
El no aplicar el Orden en el sitio de trabajo conduce a los siguientes problemas:
o Incremento del número de movimientos innecesarios. El tiempo de acceso a un elemento para su utilización se incrementa.
o Se puede perder el tiempo de varias personas que esperan los elementos que se están buscando para realizar un trabajo. No sabemos dónde se encuentra el elemento y la persona que conoce su ubicación no se encuentra. Esto indica que falta una buena identificación de los elementos.
o Un equipo sin identificar sus elementos (sentido de giro o movimiento de componentes) puede conducir a deficientes procesos, mal funcionamiento y errores graves en la producción.
o El desorden no permite controlar visualmente los stocks en proceso y de materiales de oficina.
o Errores en la manipulación de productos. Se alimenta la máquina con materiales defectuosos no previstos para el tipo de proceso. Esto conduce a defectos, pérdida de tiempo, crisis del personal y un efecto final de pérdida de tiempo y dinero.
11
o La falta de identificación de lugares inseguros o zonas del equipo de alto riesgo puede conducir a accidentes y pérdida de moral en el trabajo.
d) Criterios para ordenar las cosas útiles:
o Seguridad / Calidad / Eficacia. o Seguridad: Que no se puedan caer, que no se puedan mover, que no estorben. o Calidad: Que no se oxiden, que no se golpeen, que no se puedan mezclar, que no se
deterioren. o Eficacia: Minimizar el tiempo perdido.
e) Normas de organización de objetos necesarios:
o Si se usa cada momento: Ubíquelo en el área de trabajo o cerca de las máquinas. o Si se usa una vez al mes: Ubíquelo cerca del sitio de trabajo. o Si se usa cada 3 meses o esporádicamente: Ubíquelo en el almacén o en un
depósito.
f) Proceso de Implementación:
La implementación del Orden requiere la aplicación de métodos simples y desarrollados por los trabajadores. Los métodos más utilizados son los que se detallan a continuación (i) Controles visuales
Un control visual se utiliza para informar de una manera fácil entre otros los siguientes temas:
� Sitio donde se encuentran los elementos. � Frecuencia de mantenimiento de un equipo, tipo de mantenimiento y sitio donde
aplicarlo. � Estándares sugeridos para cada una de las actividades que se deben realizar en un
equipo o proceso de trabajo. � Ubicación exacta del material en proceso, producto final y si existe, productos
defectuosos. � Sitio donde deben ubicarse los elementos de aseo, limpieza y residuos clasificados. � Conexiones eléctricas. � Dónde ubicar la calculadora, carpetas bolígrafos, lápices en el sitio de trabajo.
(ii) Mapa.- Es un gráfico que muestra la ubicación de los elementos que pretendemos
ordenar en un área de la planta. El Mapa 5 "s" permite mostrar donde ubicar el almacén de herramientas, elementos de seguridad, extintores de fuego, duchas para los ojos, pasillos de emergencia y vías rápidas de escape, armarios con documentos o elementos de la máquina, etc.
(iii) Los criterios o principios para encontrar las mejores localizaciones de herramientas y útiles son:
� Localizar los elementos en el sitio de trabajo de acuerdo con su frecuencia de uso. � Los elementos usados con más frecuencia se colocan cerca del lugar de uso. � Los elementos de uso no frecuente se almacenan fuera del lugar de uso.

12
� Si los elementos se utilizan juntos se almacenan juntos, y en la secuencia con que se usan.
� Las herramientas se almacenan suspendidas de un resorte en posición al alcance de la mano, cuando se suelta recupera su posición inicial.
� Los lugares de almacenamiento deben ser más grandes que las herramientas, para retirarlos y colocarlos con facilidad.
� Eliminar la variedad de plantillas, herramientas y útiles que sirvan en múltiples funciones
� Almacenar las herramientas de acuerdo con su función o producto. � El almacenaje basado en la función consiste en almacenar juntas las herramientas
que sirven funciones similares. � El almacenaje basado en productos consiste en almacenar juntas las herramientas
que se usan en el mismo producto. Esto funciona mejor en la producción repetitiva.
(iv) Marcación de la ubicación.
Una vez que se ha decidido la mejor localización, es necesario un modo para identificar estas localizaciones de forma que cada uno sepa donde están las cosas, y cuántas cosas de cada elemento hay en cada sitio. Para esto se pueden emplear:
� Indicadores de ubicación. � Indicadores de cantidad. � Letreros y tarjetas. � Nombre de las áreas de trabajo. � Localización de stocks. � Lugar de almacenaje de equipos. � Procedimientos estándares. � Disposición de las máquinas. � Puntos de lubricación, limpieza y seguridad
(v) Codificación de colores
Se usa para señalar claramente las piezas, herramientas, conexiones, tipos de lubricantes y sitio donde se aplican. Por ejemplo, el Área de Almacén es de color azul entonces todos los objetos del almacén estarán marcados con color azul.
(vi) Identificar los contornos
Se usan dibujos o plantillas de contornos para indicar la colocación de herramientas, partes de una máquina, elementos de aseo y limpieza y otros elementos. Al observar y encontrar en la plantilla un lugar vacío, se podrá rápidamente saber cual es el elemento que hace falta.

13
g) Formatos Utilizados para la implementación (se adjuntan en anexo)
o Modelo de Kardex - ANEXO V o Inventario – ANEXO VI o Modelo de plano de almacén de materia prima – ANEXO VIII o Modelo de plano de almacén de productos terminados - ANEXO IX
C. Seiso – Limpieza.- Significa eliminar polvo y suciedad de todos los elementos del lugar de
trabajo(escritorios, maquinarias y áreas de trabajo)
La limpieza implica no únicamente mantener los equipos dentro de una estética agradable permanentemente, implica un pensamiento superior a limpiar.
El proceso de implantación se debe apoyar en un fuerte programa de entrenamiento y suministro de los elementos necesarios para su realización, como también del tiempo requerido para su ejecución. A continuación se detallan los pasos a seguir para la implantación de Seiso.
¿Cómo se logra? o Practicando la limpieza y el mejoramiento de su área de trabajo específica. o Identificando causas de suciedad y desorden. o Repitiendo frecuentemente el ciclo de barrer, limpiar, revisar y reparar. o Estableciendo programas de limpieza diario, semanal, etc. o Asignando un propietario o responsable por cada máquina o equipo.
14
o Organizando un día dedicado a la “Gran Limpieza.”
a) Beneficios:
o Disminución de accidentes / incidentes al estar todo pintado, limpio, despejado, señalado, en pisos, zonas de riesgo y sendas peatonales.
o Ambientes de trabajos agradables y confortables. o Mejora de la calidad pues la limpieza está vinculada con la habilidad para producir
productos con calidad. o Se incrementa la vida útil del equipo e instalaciones. o Menos probabilidad de contraer enfermedades. o Menos accidentes. o Mejor aspecto. o Ayuda a evitar mayores daños a la ecología.
b) Procedimientos para efectuar la LIMPIEZA:
o Saque polvo y suciedad de los sitios de trabajo que use durante las operaciones diarias.
o Asee el puesto de trabajo y el equipo después de su uso, por lo menos dos veces por semana.
o Limpie con un trapo cualquier suciedad en las herramientas, instrumentos o aparatos, antes y después de su uso.
o Si durante el proceso de limpieza encuentra cualquier desorden o desarreglo anormal, o condiciones indeseables que tengan la potencialidad de generar lesiones o daños llene el formato de incidentes, solicitándolo a Salud Ocupacional.
o Recuerde permanentemente la importancia de mantener mente sana y cuerpo sano, insistiendo en la necesidad de vestir ropa limpia y apropiada y cumplir con las normas de seguridad.
o Mantenga excelentes condiciones de higiene en los servicios comunes de los empleados, es decir, de aviso a servicios generales de aquellas situaciones que no cumplan con las condiciones de orden y limpieza, como son las paredes sucias, los malos olores, regueros entre otras.
o Sea proactivo, al momento de encontrar cualquier desorden o desarreglo anormal, condiciones indeseables, identifique las causas principales y establezca acciones preventivas recurrentes.
o Cumpla con los estándares de seguridad Integral. o Limpie, organice diariamente su puesto de trabajo.
i. Paso 1 - Campaña o jornada de limpieza:
Es muy frecuente que una empresa realice una campaña de orden y limpieza como un primer paso para implantar de la metodología del primer paso para la calidad 5”s”. En esta jornada se eliminan los elementos innecesarios y se limpia el equipo, pasillos, armarios, almacenes, etc.
Esta clase de limpieza no se puede considerar un Seiso totalmente desarrollado, ya que se trata de un buen inicio y preparación para la práctica de la limpieza permanente. Esta jornada de limpieza ayuda a obtener un estándar de la forma como deben estar los equipos permanentemente. Estas acciones deben ayudarnos a mantener el estándar alcanzado el día de la jornada inicial.
15
ii. Paso 2 - Planificar el mantenimiento de la limpieza:
En cada área se debe asignar un personal rotativo para la limpieza en la planta. Si se trata de un equipo de gran tamaño o una línea compleja, será necesario dividirla y asignar responsabilidades por zona a cada trabajador. Esta asignación se debe registrar en un cronograma de limpieza en el que se muestre la responsabilidad de cada persona.
iii. Paso 3 - Preparar el manual de limpieza:
Es muy útil la elaboración de un manual de entrenamiento para limpieza. Este manual debe incluir además cronograma de asignación de limpieza por áreas, la forma de utilizar los elementos de limpieza, detergentes, jabones, aire, agua; como también, la frecuencia y tiempo medio establecido para esta labor. Las actividades de limpieza deben incluir una Inspección antes del comienzo de cada turno, las actividades de limpieza que tienen lugar durante el trabajo, y las que se hacen al final del turno.
Es importante establecer tiempos para estas actividades de modo que lleguen a formar parte natural del trabajo diario.
El manual de limpieza debe incluir:
� Propósitos de la limpieza. � Cronograma de limpieza del equipo donde se indique la asignación de zonas
o partes del taller. � Mapa de seguridad del equipo indicando los puntos de riesgo con los que
nos podemos encontrar durante el proceso de limpieza. � Elementos de limpieza necesarios y de seguridad. � Estándares para procedimientos de limpieza
iv. Paso 4 - Preparar elementos para la limpieza:
v. El personal debe estar entrenado sobre el empleo y uso de estos elementos desde el punto de vista de la seguridad y conservación
c) Formatos Utilizados para la implementación (se adjuntan en anexo)
o Programa de limpieza para las áreas de trabajo – ANEXO IX o Programa de limpieza de los SSHH – ANEXO X
D. Seiketsu – Sanear.- Es la etapa de conservar lo que se ha logrado aplicando estándares a la práctica de las tres primeras "s". Está fuertemente relacionada con la creación de los hábitos para conservar el lugar de trabajo en perfectas condiciones.
¿Cómo se hace?:
o Limpiando con la regularidad establecida. o Manteniendo todo en su sitio y en orden. o Establecer procedimientos y planes para mantener orden y limpieza. o Estableciendo un estándar o medida temporal. o Oficializando e informando a todos el estándar.
16
o Manteniendo los estándares. o Mejorando el estándar con experiencia y ayuda. o Promoviendo auditorias. o Promoviendo competencias entre las áreas.
a) Propósito:
Para mantener las condiciones de las tres primeras, cada operario debe conocer exactamente cuáles son sus responsabilidades sobre lo que tiene que hacer, cuándo, dónde y cómo hacerlo. Si no se asignan a las personas tareas claras relacionadas con sus lugares de trabajo, Seiri, Seiton y Seiso tendrán poco significado.
Los criterios que se emplean para la asignación de responsabilidades son:
o Diagrama de distribución del trabajo de limpieza preparado en Seiso. o Manual de limpieza o Tablón de gestión visual donde se registra el avance de cada avance de la
implementación.
b) Beneficios:
o Se guarda el conocimiento producido durante años. o Se mejora el bienestar del personal al crear un hábito de conservar impecable el sitio de
trabajo en forma permanente. o Los operarios aprenden a conocer con profundidad el equipo y elementos de trabajo. o Se evitan errores de limpieza que puedan conducir a accidentes o riesgos laborales
innecesarios.
c) Formatos Utilizados para la implementación (se adjuntan en anexo)
o Modelo de plano de la Empres – ANEXO XI o Modelo de Organigrama – ANEXO XII o Nota de pedido - ANEXO XIII o Orden de Producción – ANEXO XIV o Ficha de personal – ANEXO XV o Ficha mantenimiento de máquina y equipo – ANEXO XVI o Reglamento Interno - ANEXO XVII o Plan de Capacitación – ANEXO XVII
E. Shitsuke – Disciplina.- Significa convertir en habito el empleo y utilización de los métodos
establecidos y estandarizados para la limpieza en el lugar de trabajo. Si se estimula que cada uno de los integrantes de la empresa para aplicar cada uno como actividades diarias o cotidianas, es muy seguro que en la práctica la Autodisciplina no tendrá ninguna dificultad.
¿Cómo se hace?
El mantenimiento de las condiciones debe ser una parte natural de los trabajos regulares de cada día.
17
o Promoviendo el flujo de información. o Practicando el compañerismo y el trabajo en equipo o Planteando sus ideas de mejoramiento o Manteniendo su lugar de trabajo limpio y ordenado. o Acatando y respetando las medidas de seguridad. o Manteniendo buenos hábitos de higiene personal. o Ingiriendo alimentos y fumando en los lugares designados.
a) Propósito
La práctica del Shitsuke pretende lograr el hábito de respetar y utilizar correctamente los procedimientos, estándares y controles previamente desarrollados.
Un trabajador se disciplina así mismo para mantener "activa" la metodologia", ya que los beneficios y ventajas son significativos. Una empresa y sus directivos estimulan su práctica, ya que trae mejoras importantes en la productividad de los sistemas operativos y en la gestión.
En lo que se refiere a la implantación del Primer Paso para la Calidad la disciplina es importante porque sin ella, la implantación de las cuatro primeras "s" se deteriora rápidamente. Si los beneficios de la implantación de las primeras cuatro "s" se han mostrado, debe ser algo natural asumir la implantación de Shitsuke.
La disciplina no es visible y no puede medirse a diferencia de la Clasificación, Orden, Limpieza y Estandarización. Existe en la mente y en la voluntad de las personas y solo la conducta demuestra su presencia, sin embargo, se pueden crear condiciones que estimulen la práctica de la disciplina.
b) Beneficios:
o Se concientiza a los trabajadores hacia la organización, el orden y la limpieza. o Se crea el hábito a través de la formación continua y la ejecución disciplinada de las
normas y procedimientos establecidos. o Se evitan reprimendas y sanciones. o Mejora nuestra eficacia. o El personal es más apreciado por los jefes y compañeros. o Mejora nuestra imagen.
c) Pasos propuestos para crear disciplina:
o Uso de ayudas visuales. o Recorridos a las áreas, por parte de los directivos. o Publicación de fotos del "antes" y "después". o Boletines informativos, carteles, usos de insignias. o Concursos de lema y logotipo. o Establecer rutinas diarias de aplicación como "5 minutos de la metodología", actividades
mensuales y semestrales. o Realizar evaluaciones periódicas, utilizando criterios pre-establecidos, con grupos de
verificación independientes.
18
d) Incentivo a la disciplina:
o La práctica de la disciplina pretende lograr él hábito de respetar y utilizar correctamente los procedimientos, estándares y controles previamente desarrollados.
o En lo que se refiere a la implantación del Primer Paso para Calidad, la disciplina es importante porque sin ella, la implantación de las cuatro primeras Ss se deteriora rápidamente.
3. Consideraciones que debemos tener para la Implementación de un Sistema de Gestión de Calidad Basada en la Filosofía de la Mejora Continua
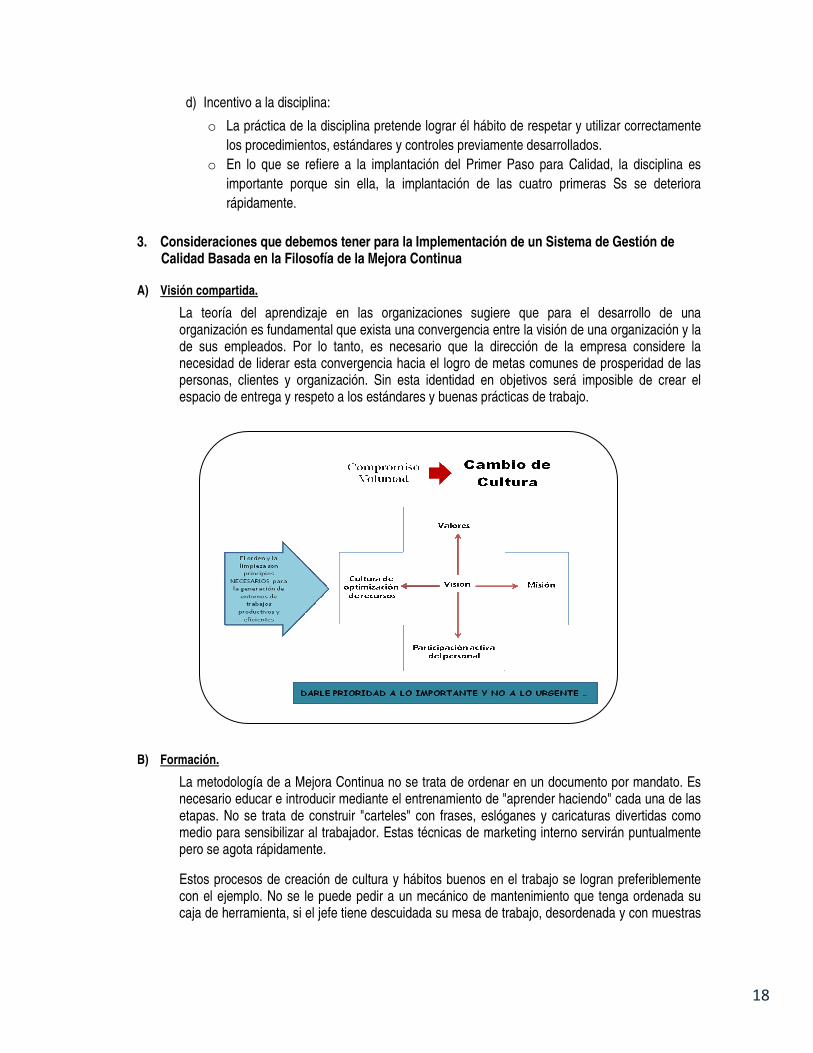
A) Visión compartida.
La teoría del aprendizaje en las organizaciones sugiere que para el desarrollo de una organización es fundamental que exista una convergencia entre la visión de una organización y la de sus empleados. Por lo tanto, es necesario que la dirección de la empresa considere la necesidad de liderar esta convergencia hacia el logro de metas comunes de prosperidad de las personas, clientes y organización. Sin esta identidad en objetivos será imposible de crear el espacio de entrega y respeto a los estándares y buenas prácticas de trabajo.
B) Formación.
La metodología de a Mejora Continua no se trata de ordenar en un documento por mandato. Es necesario educar e introducir mediante el entrenamiento de "aprender haciendo" cada una de las etapas. No se trata de construir "carteles" con frases, eslóganes y caricaturas divertidas como medio para sensibilizar al trabajador. Estas técnicas de marketing interno servirán puntualmente pero se agota rápidamente.
Estos procesos de creación de cultura y hábitos buenos en el trabajo se logran preferiblemente con el ejemplo. No se le puede pedir a un mecánico de mantenimiento que tenga ordenada su caja de herramienta, si el jefe tiene descuidada su mesa de trabajo, desordenada y con muestras

19
de tornillos, juntas, piezas y recambios que está pendiente de comprar. Entonces decimos que el ejemplo lo tiene que poner los líderes.
C) Tiempo para aplicar la metodología de la Mejora Continua.
Es frecuente que no se le asigne el tiempo por las presiones de producción y se dejen de realizar las acciones. Este tipo de comportamientos hacen perder credibilidad y los trabajadores creen que no es un programa serio y que falta el compromiso de la dirección. Se necesita tener el apoyo de la dirección para los esfuerzos en lo que se refiere a recursos, tiempo, apoyo y reconocimiento de logros.
D) El papel de la dirección.
Para crear las condiciones que promuevan o favorezcan la Implantación y el mantenimiento del sistema, la dirección tiene las siguientes responsabilidades:
o Educar al personal sobre los principios y técnicas de la metodología de la Mejora Continua.
o Crear un equipo promotor o líder para la implantación en toda la planta (Comité de Calidad).
o Asignar el tiempo para la práctica de la metodología de la Mejora Continua.
o Suministrar los recursos para la implantación de la metodología de la Mejora Continua.
o Motivar y participar directamente en la promoción de sus actividades.
o Evaluar el progreso y evolución de la implantación en cada área de la empresa.
o Participar en las auditorias de progreso semestral o anual.
o Aplicar la metodología de la Mejora Continua en su trabajo. Enseñar con el ejemplo para evitar el cinismo.
o Demostrar su compromiso y el de la empresa para la implantación de la metodología de la Mejora Continua.
E) El papel de trabajadores.
o Continuar aprendiendo más sobre la implantación de la metodología de la Mejora Continua.
o Asumir con entusiasmo la implantación de la metodología de la Mejora Continua.
o Colaborar en la difusión del conocimiento empleando de las lecciones de un punto.
o Diseñar y respetar los estándares de conservación del lugar de trabajo.
o Realizar las auditorias de rutina establecidas.
o Pedir al jefe del área el apoyo o recursos que se necesitan para implantar de la metodología de la Mejora Continua.
o Participar en la formulación de planes de mejora continua para eliminar problemas y defectos del equipo y áreas de trabajo. de la metodología de la Mejora Continua.
20
F) Retos en la transformación de la función de mantenimiento
Es necesario evolucionar la concepción del mantenimiento y proyectarlo a los nuevos escenarios competitivos. Los directivos y jefes encargados de velar por el mantenimiento tienen delante un reto importante que consiste en aprender un nuevo modelo de trabajo que le permita hacer frente a los nuevos desafíos futuros.
i. Crear una cultura de trabajo en equipo e involucrar a todo el personal:
No es posible mejorar el funcionamiento integral de las plantas industriales si no se cuenta con la cooperación de todo el personal involucrado en las operaciones de la fábrica. Una de las constantes que aparece en las nuevas organizaciones industriales es su asociación a un mayor involucramiento de los trabajadores en las actividades de mejora e innovación. El involucramiento del personal, darle poder de decisión y crear una organización altamente eficiente, son expresiones en la misma dirección. El involucramiento del personal se puede estimular desde el mismo momento en que se formulan los objetivos, especialmente los de mejora. El principio fundamental para que exista compromiso es la participación.
Uno de los instrumentos más analizados recientemente en los estudios de management es el poder de la conversación y el diálogo dentro de la empresa; los actos de conversación y el diálogo deben ayudar a fortalecer el compromiso con los objetivos de la empresa.
ii. Desarrollo de nuevos modelos de mantenimiento fundamentados en el conocimiento:
Un nuevo modelo de dirección de mantenimiento debe poseer procesos muy sólidos para conservar el conocimiento y estimular el aprendizaje organizativo. Estos nuevos modelos deben apoyarse en una nueva cultura de conservación y transferencia del conocimiento. Esto implica desarrollar sistemas para el registro de experiencias adquiridas en las diferentes actividades que se realizan para el cuidado y conservación de equipos.
iii. Fomentar el ambiente propicio para los conocimientos:
Otro elemento a tener en cuenta en un plan de acción para transformar el mantenimiento consiste en promover un ambiente donde se estimule la creación, transmisión y utilización del conocimiento en forma eficaz. En la medida en que los individuos de una organización tengan muy arraigada la cultura de no compartir el conocimiento, cualquier programa de cambio que exija romper con ella implicará mayores dificultades si no existe una capacidad de desaprender los viejos modelos existentes.

21
ANEXOS

ANEXO I (Plan de Implementación)
Logo de la empresa PLAN DE IMPLEMENTACIÓN
PROGRAMA
5S
AREA : Producción
RESPONSABLE: Pedro Suárez
Objetivo: Motivar, implementar LA CLASIFICACIÒN Y DESCARTE e n las áreas de producción en un 100 %
Programación de Actividades mes de Actividades
1 5 6 7 12 13 14 15 16
Verificación de Resultados
Observaciones
x x
x
x x
x x
x
x
____________________ __________________
Gerente General Gerente de Producción
23
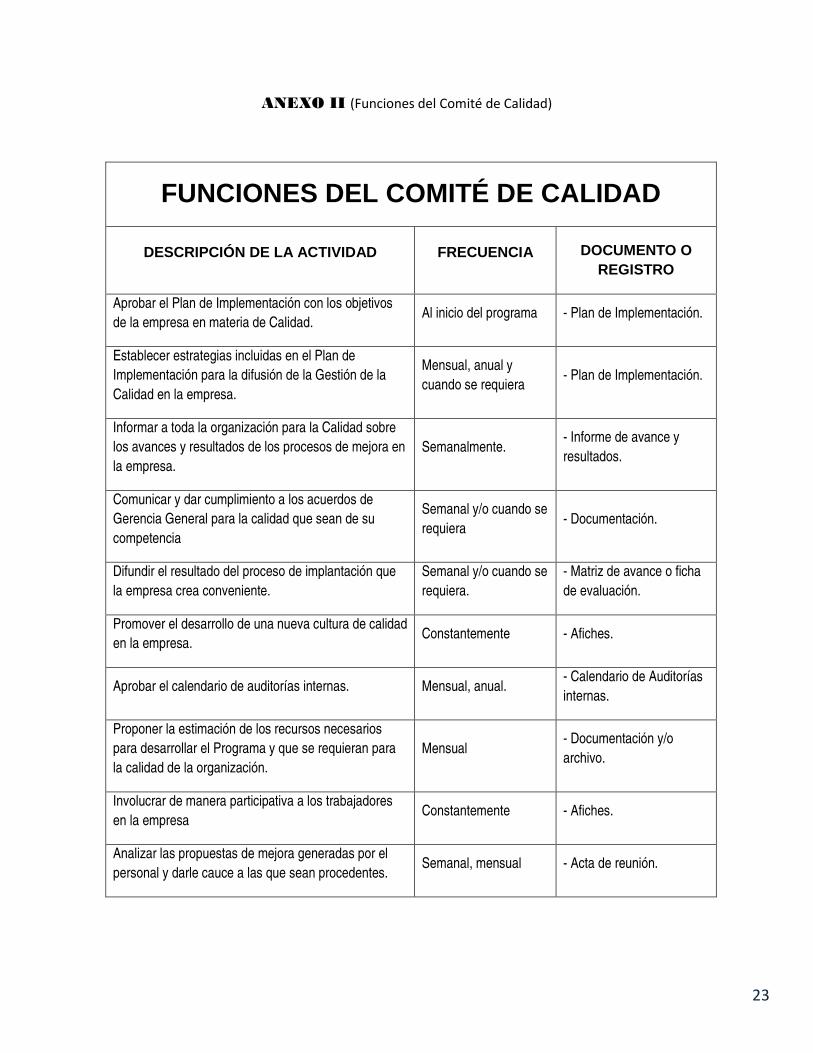
ANEXO II (Funciones del Comité de Calidad)
FUNCIONES DEL COMITÉ DE CALIDAD
DESCRIPCIÓN DE LA ACTIVIDAD FRECUENCIA
DOCUMENTO O REGISTRO
Aprobar el Plan de Implementación con los objetivos de la empresa en materia de Calidad.
Al inicio del programa - Plan de Implementación.
Establecer estrategias incluidas en el Plan de Implementación para la difusión de la Gestión de la Calidad en la empresa.
Mensual, anual y cuando se requiera
- Plan de Implementación.
Informar a toda la organización para la Calidad sobre los avances y resultados de los procesos de mejora en la empresa.
Semanalmente. - Informe de avance y resultados.
Comunicar y dar cumplimiento a los acuerdos de Gerencia General para la calidad que sean de su competencia
Semanal y/o cuando se requiera
- Documentación.
Difundir el resultado del proceso de implantación que la empresa crea conveniente.
Semanal y/o cuando se requiera.
- Matriz de avance o ficha de evaluación.
Promover el desarrollo de una nueva cultura de calidad en la empresa.
Constantemente - Afiches.
Aprobar el calendario de auditorías internas. Mensual, anual. - Calendario de Auditorías internas.
Proponer la estimación de los recursos necesarios para desarrollar el Programa y que se requieran para la calidad de la organización.
Mensual - Documentación y/o archivo.
Involucrar de manera participativa a los trabajadores en la empresa
Constantemente - Afiches.
Analizar las propuestas de mejora generadas por el personal y darle cauce a las que sean procedentes.
Semanal, mensual - Acta de reunión.
24
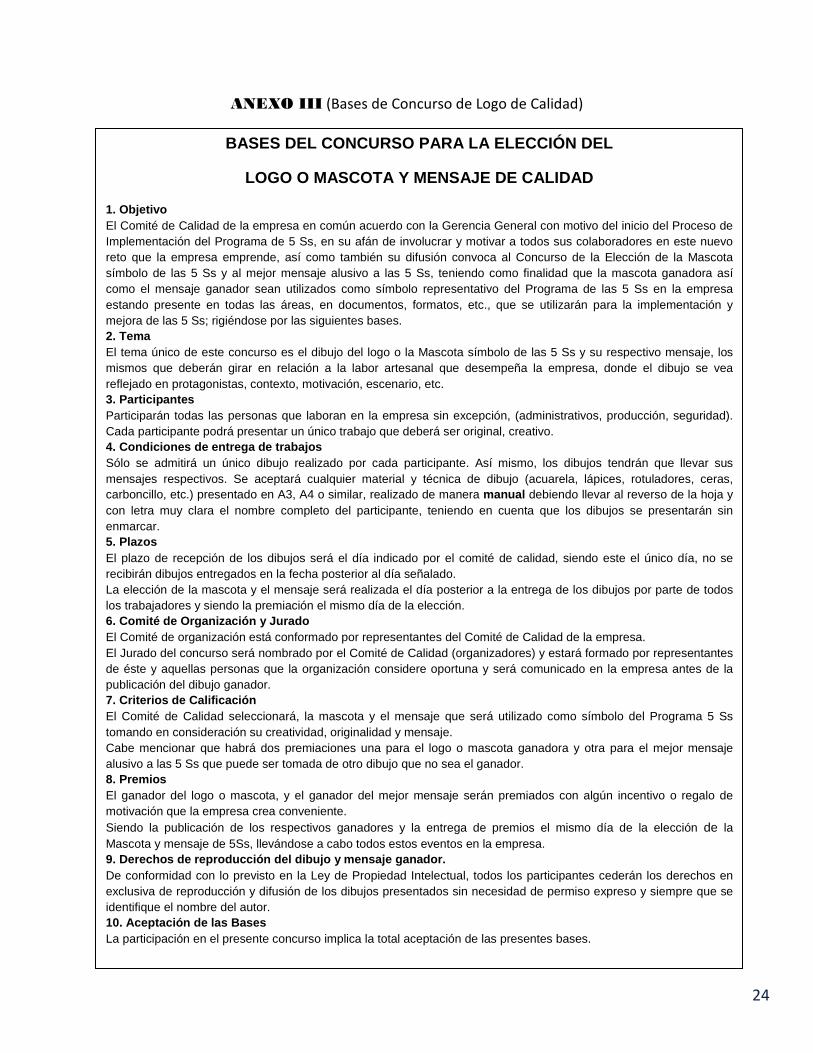
ANEXO III (Bases de Concurso de Logo de Calidad)
BASES DEL CONCURSO PARA LA ELECCIÓN DEL
LOGO O MASCOTA Y MENSAJE DE CALIDAD
1. Objetivo El Comité de Calidad de la empresa en común acuerdo con la Gerencia General con motivo del inicio del Proceso de Implementación del Programa de 5 Ss, en su afán de involucrar y motivar a todos sus colaboradores en este nuevo reto que la empresa emprende, así como también su difusión convoca al Concurso de la Elección de la Mascota símbolo de las 5 Ss y al mejor mensaje alusivo a las 5 Ss, teniendo como finalidad que la mascota ganadora así como el mensaje ganador sean utilizados como símbolo representativo del Programa de las 5 Ss en la empresa estando presente en todas las áreas, en documentos, formatos, etc., que se utilizarán para la implementación y mejora de las 5 Ss; rigiéndose por las siguientes bases. 2. Tema El tema único de este concurso es el dibujo del logo o la Mascota símbolo de las 5 Ss y su respectivo mensaje, los mismos que deberán girar en relación a la labor artesanal que desempeña la empresa, donde el dibujo se vea reflejado en protagonistas, contexto, motivación, escenario, etc. 3. Participantes Participarán todas las personas que laboran en la empresa sin excepción, (administrativos, producción, seguridad). Cada participante podrá presentar un único trabajo que deberá ser original, creativo. 4. Condiciones de entrega de trabajos Sólo se admitirá un único dibujo realizado por cada participante. Así mismo, los dibujos tendrán que llevar sus mensajes respectivos. Se aceptará cualquier material y técnica de dibujo (acuarela, lápices, rotuladores, ceras, carboncillo, etc.) presentado en A3, A4 o similar, realizado de manera manual debiendo llevar al reverso de la hoja y con letra muy clara el nombre completo del participante, teniendo en cuenta que los dibujos se presentarán sin enmarcar. 5. Plazos El plazo de recepción de los dibujos será el día indicado por el comité de calidad, siendo este el único día, no se recibirán dibujos entregados en la fecha posterior al día señalado. La elección de la mascota y el mensaje será realizada el día posterior a la entrega de los dibujos por parte de todos los trabajadores y siendo la premiación el mismo día de la elección. 6. Comité de Organización y Jurado El Comité de organización está conformado por representantes del Comité de Calidad de la empresa. El Jurado del concurso será nombrado por el Comité de Calidad (organizadores) y estará formado por representantes de éste y aquellas personas que la organización considere oportuna y será comunicado en la empresa antes de la publicación del dibujo ganador. 7. Criterios de Calificación El Comité de Calidad seleccionará, la mascota y el mensaje que será utilizado como símbolo del Programa 5 Ss tomando en consideración su creatividad, originalidad y mensaje. Cabe mencionar que habrá dos premiaciones una para el logo o mascota ganadora y otra para el mejor mensaje alusivo a las 5 Ss que puede ser tomada de otro dibujo que no sea el ganador. 8. Premios El ganador del logo o mascota, y el ganador del mejor mensaje serán premiados con algún incentivo o regalo de motivación que la empresa crea conveniente. Siendo la publicación de los respectivos ganadores y la entrega de premios el mismo día de la elección de la Mascota y mensaje de 5Ss, llevándose a cabo todos estos eventos en la empresa. 9. Derechos de reproducción del dibujo y mensaje ga nador. De conformidad con lo previsto en la Ley de Propiedad Intelectual, todos los participantes cederán los derechos en exclusiva de reproducción y difusión de los dibujos presentados sin necesidad de permiso expreso y siempre que se identifique el nombre del autor. 10. Aceptación de las Bases La participación en el presente concurso implica la total aceptación de las presentes bases.
25
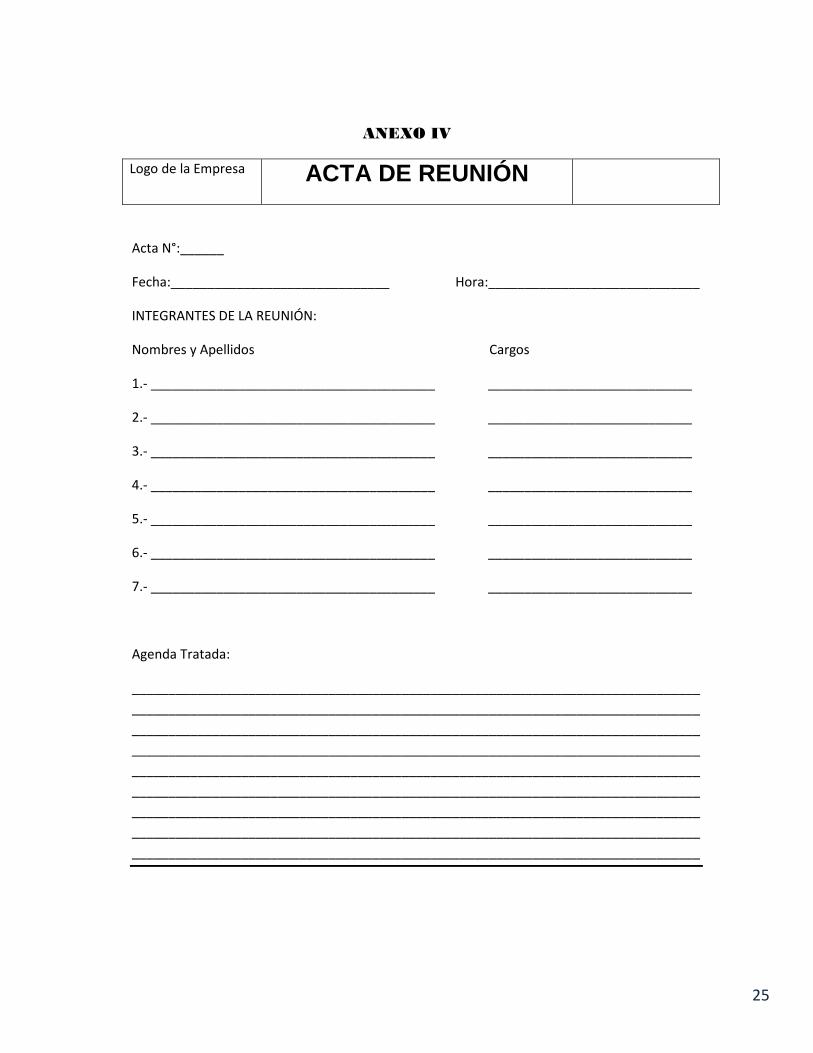
ANEXO IV
Logo de la Empresa ACTA DE REUNIÓN
Acta N°:______
Fecha:______________________________ Hora:_____________________________
INTEGRANTES DE LA REUNIÓN:
Nombres y Apellidos Cargos
1.- _______________________________________ ____________________________
2.- _______________________________________ ____________________________
3.- _______________________________________ ____________________________
4.- _______________________________________ ____________________________
5.- _______________________________________ ____________________________
6.- _______________________________________ ____________________________
7.- _______________________________________ ____________________________
Agenda Tratada:
______________________________________________________________________________
______________________________________________________________________________
______________________________________________________________________________
______________________________________________________________________________
______________________________________________________________________________
______________________________________________________________________________
______________________________________________________________________________
______________________________________________________________________________
______________________________________________________________________________

26
ANEXO V
KARDEX
COD: __________________ PROVEEDOR: ___________ MATERIAL: _____________ COLOR:________________
DESCRIPCIÓN: __________
FECHA DETALLES ENTRADA SALIDA SALDO OBSERV.

27
ANEXO VI
VALOR
CODIGO PRODUCTO U.M. CANTIDAD COSTO UNITARIO
VALOR TOTAL
Logo de la Empresa INVENTARIO DE MATERIALES

ANEXO VII
MODELO DE PLANO DE DISTRIBUCIÓN DEL ALMACÉN DE MATERIA PRIMA
A: Anaquel E: Estante L: Locker
Trapos
E1 L1 L2
A1 A2 A3 A4 E2 OFICINA - LOGÍSTICA
Z
O
N
A
R
O
J
A
ENTRADA
A5
A7 E3 A6

ANEXO VIII
MODELO DE PLANO DE DISTRIBUCIÓN DEL ALMACÉN DE PRODUCTOS TERMINADOS
30
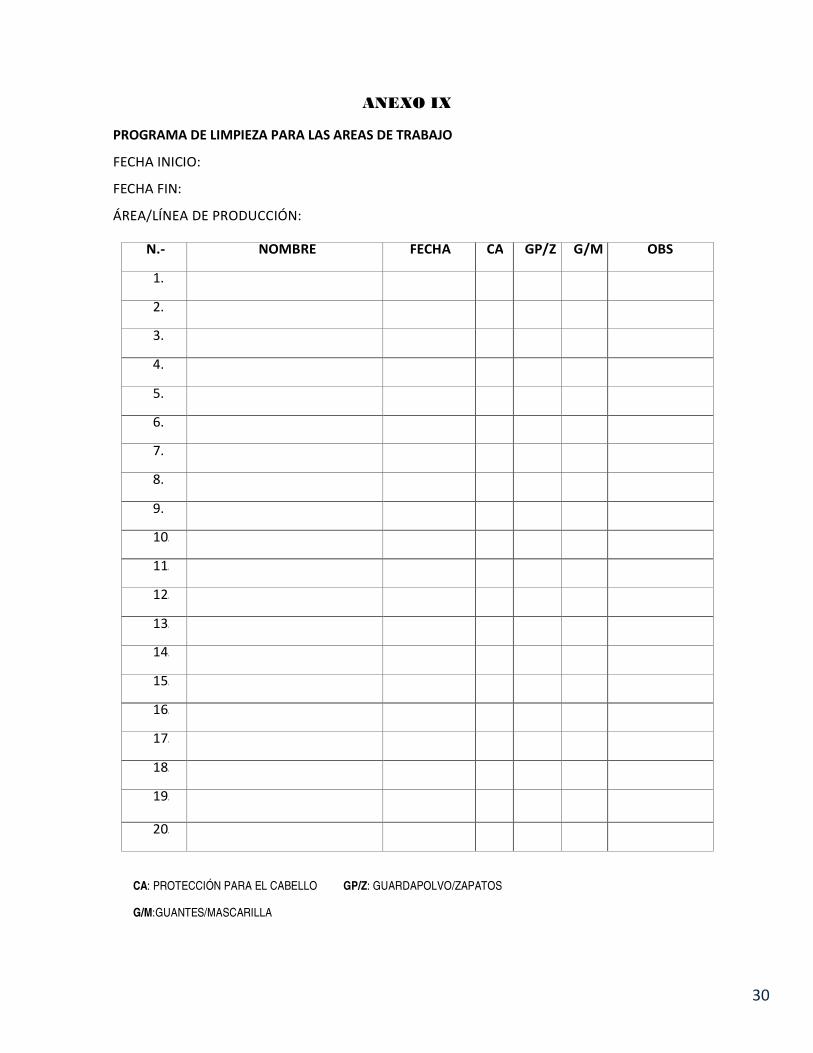
ANEXO IX
PROGRAMA DE LIMPIEZA PARA LAS AREAS DE TRABAJO FECHA INICIO: FECHA FIN: ÁREA/LÍNEA DE PRODUCCIÓN:
CA: PROTECCIÓN PARA EL CABELLO GP/Z: GUARDAPOLVO/ZAPATOS
G/M:GUANTES/MASCARILLA
N.- NOMBRE FECHA CA GP/Z G/M OBS
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.

31
ANEXO X
PROGRAMA DE LIMPIEZA DE LOS SSHH
ÁREA:
CF: CONFORME NC: NO CONFORME

32
ANEXO XI
MODELO DE PLANO DE LA EMPRESA

33
ANEXO XII
MODELO ORGANIGRAMA DE LA EMPRESA

34
ANEXO XIII
NOTA DE PEDIDO
Nº: …………..
CLIENTE: ………………………………………………………. TELÉFONO: …………………… …..
FECHA DE ENTREGA: ……………………….
O/P MODELO COLOR CANTIDAD MATERIAL ACCESORIOS P. TOTAL
TOTAL S/.
Huancayo, ………. de ……………….. del 20……
35
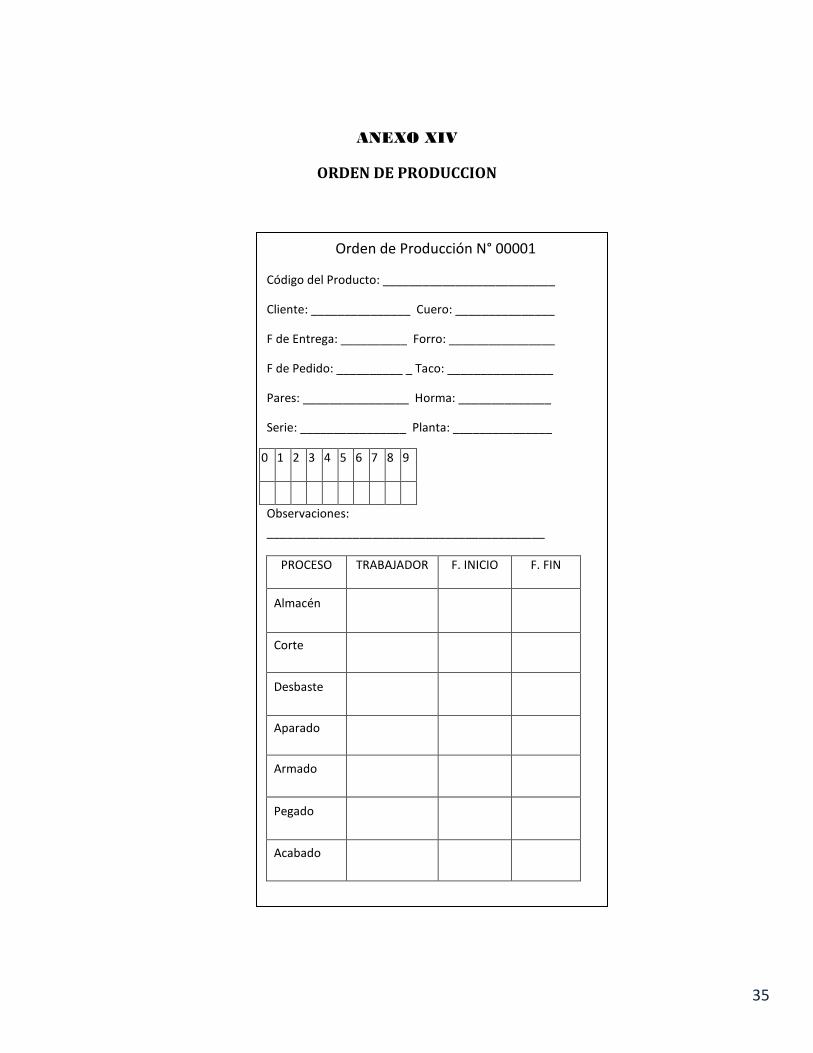
ANEXO XIV
ORDEN DE PRODUCCION
Orden de Producción N° 00001
Código del Producto: __________________________
Cliente: _______________ Cuero: _______________
F de Entrega: __________ Forro: ________________
F de Pedido: __________ _ Taco: ________________
Pares: ________________ Horma: ______________
Serie: ________________ Planta: _______________
0 1 2 3 4 5 6 7 8 9
Observaciones:
__________________________________________
PROCESO TRABAJADOR F. INICIO F. FIN
Almacén
Corte
Desbaste
Aparado
Armado
Pegado
Acabado
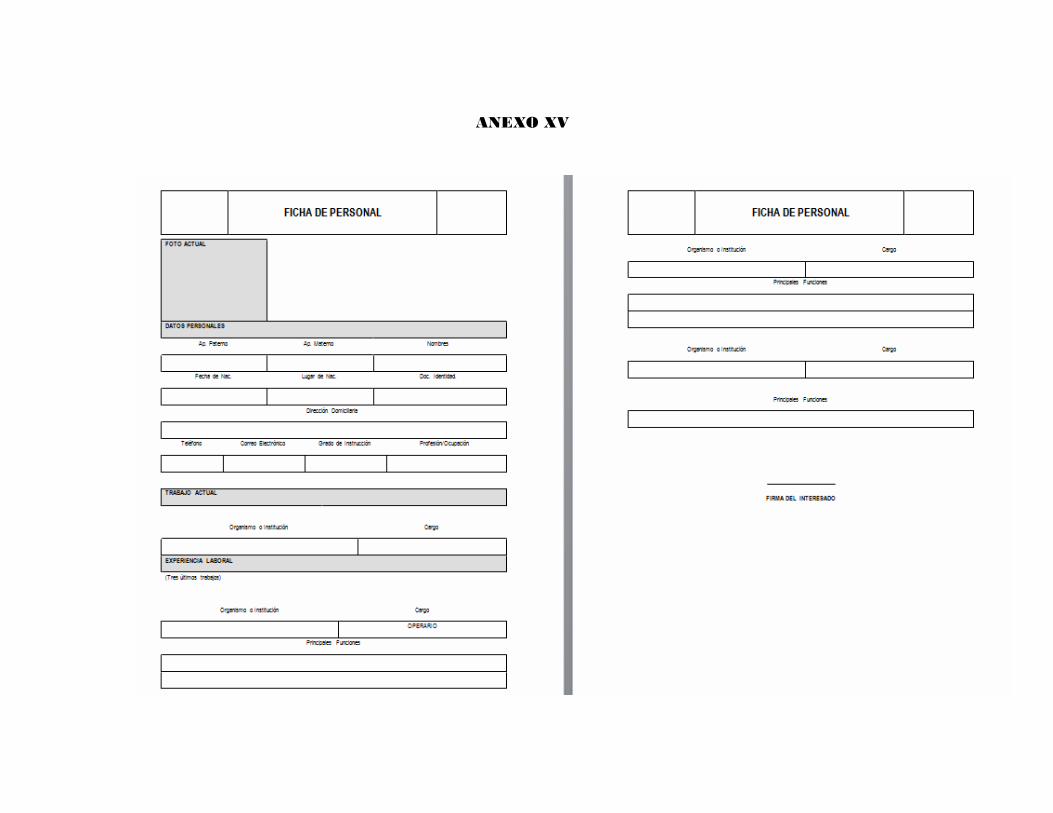
ANEXO XV
37
ANEXO XVI
FICHA DE MÁQUINAS Y MANTENIMIENTO
CÓDIGO MÁQUINA MARCA / SERIE ANTIGÜEDAD
LOGO DE LA EMPRESA
REPARACIONES TIPO
FECHA CAUSA SOLUCIÓN PREV. CORR. TÉCNICO

38
ANEXO XVII
REGLAMENTO INTERNO DEL PERSONAL
1. El horario de trabajo es a partir de la fecha desde las 8.00 a.m., disponiendo de una tolerancia de 10 minutos, y el horario de la salida es a las 6.00 p.m., luego del cual el trabajador podrá retirarse ó continuar laborando si así lo amerita. El refrigerio está considerado en el intervalo de 1.00 p.m. a 2.00 p.m.
2. Al personal que llegue fuera del horario establecido no se le permitirá el ingreso a la planta.
3. La ausencia injustificada por día de trabajo, implicará 2 días de suspensión laboral. Los permisos deberán ser debidamente justificados y solo procederán aquellos de mayor urgencia. La Gerencia es la única autorizada para realizar dicha evaluación.
4. Cada trabajador, debe mantener limpio y ordenado el área en el que trabaja, debiendo dejarlo limpio y ordenado al finalizar el día.
5. Cada trabajador deberá asistir a la empresa con sus herramientas de trabajo.
6. Los trabajadores tienen la responsabilidad de detectar los errores en el proceso de fabricación.
7. En caso el trabajador realizara fallas en sus labores se le descontara el costo del material de su paga semanal.
8. Toda duda o sugerencia que tengan los trabajadores se tendrá que conversar con el Jefe de Producción o la Gerencia.
9. El trabajador deberá quedarse en la planta para terminar trabajos que están en proceso y que requieren ser entregados de manera urgente.
10. El ingreso al área de almacén solo es permitido al encargado de almacén y jefe de producción.
11. Se deberá utilizar los materiales e insumos adecuadamente, evitando en todo momento el desperdicio de estos (sobrantes de: retazos de materiales, etc.). La utilización óptima, reducirá los costos, que podrán ser orientados también en la mejora de condiciones de trabajo.
12. Los operarios se encargaran de la limpieza del baño, en turnos rotativos de dos trabajadores por semana, siendo la empresa la encargada de proporcionar los materiales de limpieza para este fin.
13. La empresa se compromete a contar con un botiquín debidamente surtido con todos los medicamentos e implementos necesarios para una intervención rápida, asegurando así la integridad del trabajador.
14. La empresa también se compromete con proporcionar espacios adecuados donde el personal pueda cambiarse y dejar sus pertenencias.

ANEXO XVIII
PLAN DE CAPACITACION - AÑO 2010










![Estrategias%20de%20enseñanza%20para%20la%20promoción%20de%20aprendizajes[1] [autoguardado]](https://img.pdfslide.tips/doc/110x75/5587d994d8b42a14408b4699/estrategias20de20ensenanza20para20la20promocion20de20aprendizajes1-autoguardado.jpg)






![Manual%20de%20 evaluacion%20de%20riesgos%20laborales[1]](https://img.pdfslide.tips/doc/110x75/5597e3e41a28abea0e8b46b8/manual20de20-evaluacion20de20riesgos20laborales1.jpg)







![Ofimatica %20 manejo%20de%20excel-%20profesores%20de%20lebrija[1]](https://img.pdfslide.tips/doc/110x75/58d055e01a28ab02108b6033/ofimatica-20-manejo20de20excel-20profesores20de20lebrija1.jpg)



