Embed Size (px)
Citation preview

1
MMAANNUUAALL DDEE
PPRRÁÁCCTTIICCAASS
SISTEMAS CAM Y CNC
INGENIERÍA MECATRÓNICA

2
Universidad Politécnica de Zacatecas
Ingeniería Mecatrónica
´´Manual de Prácticas de Sistemas CAM y CNC´´
Asesor: M.I. Arquímedes Ortiz Rivera.
Elaboro: M.I. Arquímedes Ortiz Rivera
Fresnillo, Zac. 30 de Enero del 2010.

3
Manual de Prácticas de
Sistemas CAM y CNC.

4
INDICE.
1. Introducción 5
2. Notas sobre seguridad y funcionamiento 7
3. Procedimiento para encendido del Torno Control Numérico Guss and Roch ATM-20S 8
4. Procedimiento para apagado del Torno de Control Numérico Guss and Roch ATM-20S 9
5. Practicas 10
6. Principales Componentes de una MH de CN. 22
7. Nomenclatura de los Insertos Intercambiables a la Norma ISO 1832 – 1991 30
8. Comandos “G” empleados en el Torno de Control Numérico ATM 20-S 33
9. Nomenclatura de los Comandos “M” empleados en el Torno de Control Numérico 37
10. Descripción del equipo. 39
11. Bibliografía 42

5
1. INTRODUCCIÓN.
Esta guía de programación manual en torno de control numérico tiene como objeto servir de manual
de referencia y consulta para la realización de las prácticas correspondientes a la asignatura de
Sistemas CAM y CNC. Por ello, los contenidos que se aportan en este documento corresponden a un
nivel básico de conocimientos sobre programación Control Numérico.
La máquina herramienta ha jugado un papel fundamental en el desarrollo tecnológico del mundo hasta
el punto que no es una exageración decir que la tasa del desarrollo de maquinas-herramientas
gobierna directamente la tasa del desarrollo industrial de un país.
Una máquina herramienta de control numérico básicamente es una máquina herramienta
convencional, sin embargo existen diferencias específicas. La principal diferencia consiste en que en la
MH manual, para fabricar una pieza el operador debe manipular los carros o mesas de trabajo, con
ayuda de volantes hasta conseguir la forma deseada, por tanto depende del operador, controlar la
velocidad de corte, revoluciones por minuto de la pieza o herramienta, refrigeración, velocidad de
avance, el acabado superficial, etc. Mientras que en las MH de CN, todos los carros de los ejes están
provistos de motores (servomotores), para realizar los movimientos que sean necesarios para fabricar
una pieza.
Las principales ventajas de emplear las maquinas MH de CN, son:
- Mejora de la precisión, así como un aumento en la calidad de los productos.
- Una mejor uniformidad en la producción.
- Posibilidad de utilización de varias máquinas simultáneamente por un solo operario.
- Mecanización de productos de geometría complicada.
- Reducción de la fatiga del operario.
- Aumento de los niveles de seguridad en el puesto de trabajo.
Las desventajas de implantar una MHCN en la fabricación de un producto, son:
- Elevado costo de los accesorios y maquinaria.
- Necesidad de cálculos, programación y preparación de forma correcta para un eficiente
funcionamiento.
- Costos de mantenimiento más elevados, ya que el sistema de control y mantenimiento de los
mismos es más complicado, lo que genera la necesidad de personal de servicio y
mantenimiento con altos niveles de preparación.
- Necesidad de mantener grandes volúmenes de pedidos para una mejor amortización del
sistema
- Posibilidad de simulación de los procesos de corte antes de la mecanización definitiva lo que
ahorra en piezas defectuosas.

6
Los principales componentes de una MHCN, son:
Ejes de desplazamiento y ejes de rotación
Transmisiones
Dispositivos de control de posición y desplazamientos.
Husillo principal o cabezal.
Sistemas para la sujeción de piezas.
Cambiadores de herramientas.
Para la realización de las prácticas están diseñadas para trabajar con el siguiente equipo:
- Torno de Control Numérico Guss & Roch Modelo ATM-20S, de 5 ejes con herramientas vivas
- Kit de herramientas
- Numerar los insertos, boquillas, cortadores
- Software de simulación de trayectoria de la herramienta para el Torno de Control Numéricos

7
2. ANTES DE REALIZAR CUALQUIER PRACTICA TOMAR EN CUENTA LAS SIGUIENTES
RECOMENDACIONES.
NOTAS SOBRE SEGURIDAD Y FUNCIONAMIENTO EN LA REALIZACIÓN DE LAS PRÁCTICAS DE LA
ASIGNATURA DE SISTEMAS CAM Y CNC.
En atención a su propia seguridad, debería de tomarse en cuenta lo siguiente:
- Uso responsable del área de trabajo así como de las herramientas e implementos del torno de control
numérico Guss & Roch ATM-20S
- Durante la operación del torno de control numérico es necesario que cada alumno utilice el siguiente
equipo de seguridad obligatorio. Lentes de seguridad, bata y zapato de trabajo.
- Para encender el torno es necesario verificar las condiciones iniciales, indicadas en el procedimiento de
encendido del torno Guss & Roch ATM-20S
- Considerar los parámetros de corte en base al material a maquinar.
- Compilar y revisar el programa de control numérico para la fabricación de la pieza.
- Verificar que el número de la herramienta a utilizar corresponda con la numeración indicada dentro del
programa de control numérico.
- En caso de realizar un cambio de herramientas o de boquilla, realizarlo con la herramienta adecuada,
antes de encender la maquina.
- Durante el maquinado estar atento a la trayectoria de la herramienta en operación con el fin de evitar
un choque con la pieza o con algún componente de la maquina.
- Nunca introducir ninguna parte del cuerpo (mano, cabeza, etc.) o ningún objeto (celulares, brochas,
piezas, etc.) a la zona de trabajo del torno, mientras realice alguna operación de maquinado.
- Nunca cerrar la boquilla de sujeción cuando no exista pieza a maquinar.
- En caso de utilizar los dispositivos neumáticos del torno (Freno neumático, Cachador de piezas),
verificar que exista presión de aire en el manómetro correspondiente. La presión de trabajo máxima
debe ser de p= 6 bar (600 kPa)
- Una vez terminada la practica limpiar la zona de trabajo, retirar la rebaba y depositarla en el
contenedor correspondiente.
- Apagar el torno de acuerdo al procedimiento de apagado.

8
3. PROCEDIMIENTO DE ENCEDIDO DEL TORNO DE CONTROL NUMÉRICO ATM-20S
- Antes de encender el torno es necesario verificar que las siguientes condiciones:
Interruptor principal desconectado.
Interruptor de encendido/apagado, debe estar en la posición de apagado (OFF).
Paro de emergencia activado.
Verificar los niveles de aceite de lubricación de los ejes, de refrigerante sea adecuados, en caso de
que sea necesario añadir algunos de estos líquidos, consultarlo con el encargado del Laboratorio o
con el Maestro de la asignatura.
Se recomienda instalar todas las herramientas a emplear durante el maquinado de una pieza, antes
de encender la maquina.
- Cada vez que se encienda el torno de control numérico es necesario llevar a cabo los siguientes pasos
en el orden indicado:
1. Accionar interruptor principal ubicado en la parte posterior del torno.
2. Interruptor de encendido/apagado, debe estar en la posición de apagado (ON).
3. Presionar el botón de encendido, esperar un tiempo para que se inicialice completamente el
software de simulación del torno.
4. Quitar paro de emergencia.
5. Oprimir el botón de Ready ubicado a un costado de la maquina
6. En ese momento se activan la alarma, indicando en la pantalla del torno que los ejes de la maquina
están fuera de su posición de Inicio (Home)
7. Para eliminar esta alarma es necesario mover los 5 ejes de la maquina (X, Y, Z, X1, Z1) en sentido
negativo, para lo cual la perilla de modo de movimiento debe estar en la posición de movimiento
continuo.
8. Mover la perilla del movimiento debe estar en la posición de Home, mandar a la posición de casa
(Home) cada uno de los ejes en el siguiente orden, con el fin de evitar algún choque entre los ejes:
1º Oprimir el botón del eje X +
2º Oprimir el botón del eje Y +
3º Oprimir el botón del eje Z1 +
4º Oprimir el botón del eje X1 +
5º Oprimir el botón del eje Z +
Por último ubicar al eje C en su posición de orientación en 0º, oprimiendo el botón
correspondiente a ese eje.
Al momento de que cada alcanza su posición de inicio (Home), en la pantalla de visualización va
desapareciendo la alarma correspondiente a cada eje.
9. Cuando todos los ejes están en su posición de inicio, no existe ninguna alarma, el torno está listo
para utilizarse

9
4. PROCEDIMIENTO DE APAGADO DEL TORNO DE CONTROL NUMÉRICO ATM-20S
- Cada vez que se apague el torno de control numérico es necesario llevar a cabo los siguientes pasos en
el orden indicado:
1. Retirar los ejes de trabajo a una posición alejada del husillo principal
2. Accionar el paro de emergencia del torno de control numérico
3. Presionar el botón de apagado y esperar un tiempo para que se apague la pantalla de visualización.
4. Girar el interruptor de encendido/apagado, a la posición de apagado (OFF).
5. Desactivar el interruptor principal ubicado en la parte posterior del torno.
6. En caso de utilizar los dispositivos neumáticos del torno (Freno neumático, Cachador de piezas),
apagar el compresor.
7. Una vez terminada la practica limpiar la zona de trabajo, retirar la rebaba y depositarla en el
contenedor correspondiente.
- Condiciones finales después de utilizar el torno de control numérico ATM-20S.
Interruptor principal desconectado.
Interruptor de encendido/apagado, debe estar en la posición de apagado (OFF).
Paro de emergencia activado.
Verificar los niveles de aceite de lubricación de los ejes, de refrigerante sea adecuados, en caso de
que sea necesario añadir algunos de estos líquidos, avisar al encargado del Laboratorio y/o al
Maestro de la asignatura.

10
Fecha:
Nombre de la
asignatura:
Sistemas CAM y CNC
Nombre: Elaboración de un Programa de Control Numérico y Simulación de
Trayectorias de las herramientas de corte
Número : 1 Duración (horas) : 2
Resultado de
aprendizaje:
Comprender los conceptos fundamentales del Control Numérico,
mediante la generación, compilación y simulación de un programa de
control numérico, necesario para la fabricación de una pieza.
Justificación
El alumno pone en práctica los conocimientos adquiridos en la
asignatura, sistemas CAM y CNC
Sector o subsector para el desarrollo de la práctica:
Centro de Computo
Actividades a desarrollar:
- Selecciona y enumerar las herramientas necesarias
- Determinar la velocidad de corte y avance necesario de acuerdo al material especificado en el
plano de fabricación.
- Definir las secuencia de las operaciones a programar.
- Aplicando los comandos básicos, realizar un programa de control numérico de acuerdo a la forma y
dimensiones del plano de fabricación de una pieza definida.
- Simular las trayectorias de las herramientas de corte.
- Identificar y corregir los errores que se presenten durante la simulación.
Evidencia a generar en el desarrollo de la práctica:
ED: Simulación y compilación del programa de control numérico
EP: Reporte de práctica de acuerdo al formato establecido
DESARROLLO DE PRACTICA

11
Descripción:
- En base a la dimensiones establecidas en un plano de fabricación de una pieza, realizar un
programa de control numérico y simular las trayectorias de las herramientas de corte empleando
el simulador del torno de control numérico Guss & Roch ATM-20S, que definen el camino a seguir
de las herramientas dentro de la máquina.
Secuencia:
1. Lectura del plano de fabricación
2. Definir las herramientas a utilizar
3. Determinar la velocidad de corte y avance de la herramienta.
4. Definir la secuencia de la operaciones a programar
5. Realizar el programa de control numérico
6. Simular las trayectorias de las herramientas de corte.
Material necesario:
- Plano de fabricación de un elemento mecánico
- Software de simulación del torno de control numérico Guss & Roch ATM-20S
- Computadora con sistema operático Windows XP o anterior
Esquema:
Conclusiones:

12
DESARROLLO DE PRÁCTICA
Fecha:
Nombre de la
asignatura:
Sistemas CAM y CNC
Nombre: Medición de Herramientas de corte
Número : 2 Duración (horas) : 2 por Equipo
Resultado de
aprendizaje:
El alumno realizará la medición de las diferentes
herramientas necesarias para el maquinado de una pieza
Justificación
El alumno pone en práctica los conocimientos adquiridos en la asignatura, sistemas CAM y CNC
Sector o subsector para el desarrollo de la práctica:
Laboratorio de Electromecánica.
Actividades a desarrollar:
- Encender el torno de control numérico Guss & Roch
- Identificar los componentes principales del torno de control numérico
- Familiarizare con el modo de operación torno
- Realizar la medición de las herramientas a utilizar durante una operación de maquinado.
Evidencia a generar en el desarrollo de la práctica:
EP: Reporte de práctica de acuerdo al formato establecido
DESARROLLO DE PRACTICA

13
Descripción:
Identificar e instalar las herramientas necesarias para realizar un proceso de maquinado en el
torno de control numérico. Realizar la secuencia de encendido del el torno de control numérico,
establecer las condiciones de inicio moviendo los ejes X, Y, Z, X1, Z1, a la posición de inicio
(Home), posteriormente mover los ejes necesarios, en los diferentes modos de operación, para
obtener la medición de cada una de las herramientas con respecto a la coordenada cero de una
pieza a maquinar
Secuencia:
1. Identificar y colocar en el torno de control numérico las herramientas a utilizar
2.Energizar el torno de control numérico
3. Encender el torno de control numérico
4. Identificar los componentes del torno.
5. Establece la posición de inicio (Home) de los ejes X, Y, Z, X1, Z1,
6. Realizar la medición de la herramientas
Material necesario:
- Lentes de seguridad, Bata y Zapato de trabajo
- Torno de control numérico Guss & Roch ATM-20S
- Herramientas de torneado y fresado
- Herramienta en general para instalación herramientas
- Barra solida de aluminio, latón o acero de ½ plg. de diámetro.
Panel de
control del
torno
Zona de
trabajo del
torno
Base del
torno
Indicadores de
la presión de
aire, hidráulica,
voltaje,
corriente
Nivel de
refrigerante

14
Esquema:
Subir el
interruptor
principal para
energizar al
torno de control
numérico
Perilla para encendido y
apagado del torno de control
numérico, ubicada atrás del
torno.
Paro de Emergencia
Botón para encender el
control del torno
Botón para apagar el
control del torno
Botón para reiniciar y terminar la
ejecución de un programa de control
numérico.

15
Conclusiones:

16
Fecha:
Nombre de la
asignatura:
Sistemas CAM y CNC
Nombre: Maquinado de una pieza
Número : 3 Duración (horas) : 6
Resultado de
aprendizaje:
El alumno realizará el maquinado de una pieza en un torno de control numérico, de acuerdo a especificaciones de un plano de
fabricación.
Justificación
El alumno pone en práctica los conocimientos adquiridos en la
asignatura, sistemas CAM y CNC
Sector o subsector para el desarrollo de la práctica:
Laboratorio de Electro – Mecánica
Actividades a desarrollar:
- Determinar la velocidad de corte y avance necesario de acuerdo al material especificado en el
plano de fabricación.
- Definir las secuencia de las operaciones a programar.
- Realizar un programa de control numérico
- Simular las trayectorias de las herramientas de corte.
- Identificar y corregir los errores que se presenten durante la simulación.
- Puesta en marcha del torno de control numérico Guss & Roch
- Transferir el programa de control numérico de la computadora al Torno
- Realizar la medición de las herramientas a utilizar durante una operación de maquinado.
- Maquinar la pieza
- Comparar la pieza terminada vs las dimensiones establecidas en el plano.
Evidencia a generar en el desarrollo de la práctica:
ED: Fabricación de una pieza de acuerdo a dimensiones establecidas.
EP: Reporte de práctica de acuerdo al formato establecido
DESARROLLO DE PRACTICA

17
Descripción:
En base a las dimensiones establecidas en un plano de fabricación, realizar un programa de control
numérico, simular las trayectorias de las herramientas de corte y maquinar una pieza empleando el
torno de control numérico Guss & Roch ATM-20S
Secuencia:
1. Lectura del plano de fabricación
2. Definir las herramientas a utilizar, determinar la velocidad de corte y avance de cada herramienta.
3. Definir la secuencia de la operaciones a programar
4. Realizar el programa de control numérico
5. Puesta en marcha del torno de control numérico Guss & Roch
6. Compilar y corregir los errores de programación en el control de la maquina
7. Maquinado de la pieza
8. Medición de la pieza terminada
9. Limpieza del área de trabajo de torno de control numérico Guss & Roch
Material necesario:
- Plano de fabricación de un elemento mecánico
- Software de simulación del torno de control numérico Guss & Roch ATM-20S
- Computadora con sistema operático Windows XP o anterior
- Lentes de seguridad, Bata y Zapato de trabajo
- Torno de control numérico Guss & Roch ATM-20S
- Herramientas de torneado y fresado
- Herramienta en general para instalación herramientas y pieza a maquinar.
- Barra solida de aluminio, latón o acero.
Esquema:
Conclusiones:

18
Fecha:
Nombre de la
asignatura:
Sistemas CAM y CNC
Nombre: Simulación de maquinado en un software de CAM (Torneado)
Número : 4 Duración (horas) : 4
Resultado de
aprendizaje:
El alumno identifica los pasos a seguir para simular las trayectorias de las
herramientas de corte y generar el código de control numérico, en
operaciones de Torneado mediante un software de CAM.
Justificación
Sector o subsector para el desarrollo de la práctica:
Centro de Cómputo Actividades a desarrollar:
- Realizar un dibujo en 3 dimensiones en base a un plano de fabricación.
- Realizar la interface CAD-CAM, para definir la geometría de la pieza a maquinar.
- Determinar la velocidad de corte y avance necesario para tornear una pieza de acuerdo al
material especificado.
- Seleccionar las herramientas necesarias para el torneado de una pieza empleando las
base de datos del software de CAM (Edge CAM ®).
- Definir las secuencia de las operaciones a simular
- Simular las trayectorias de las herramientas de corte en el software de CAM (Edge CAM ®)
- Generar el código de control numérico en el software de CAM (Edge CAM ®)
Evidencia a generar en el desarrollo de la práctica:
ED: Simulación de las trayectorias de las herramientas de corte,
generación del código de control numérico.
EP: Reporte de práctica de acuerdo al formato establecido
Descripción:
- Se realiza una simulación de las herramientas de corte, en operaciones de torneado y la
generación del código de control numérico en un software de CAM (Edge CAM ®), en base a
un dibujo realizado en un software de CAD
DESARROLLO DE PRACTICA

19
Secuencia:
1. Elaboración de la pieza en un software de CAD
2. Realiza la interface entre los software CAD-CAM
3. Se define el material en bruto y la geometría a seguir por las herramientas.
4. Se define las características de la maquina donde se realiza la simulación.
5. Determinar la velocidad de corte y avance necesario, para tornear una pieza acuerdo al material
especificado.
6. Seleccionar las herramientas de torneado necesarias para el maquinado de la pieza empleando
las base de datos del software de CAM (Edge CAM ®).
7. Realiza la simulación de la trayectoria de la herramienta de corte en un software de CAM (Edge
CAM ®).
8. Generación del código de control numérico en el software de CAM (Edge CAM ®).
9. Compilación del código en el software de control del Torno Guss & Roch ATM-20S
Material necesario:
- Plano de fabricación de un elemento mecánico
- Software de dibujo en 3 D, Solid Works®
- Software de CAM Edge CAM® , modulo de torneado.
- Software de simulación del torno de control numérico Guss & Roch ATM-20S
- Computadora con sistema operático Windows XP o anterior
Esquema:
Unidades están en mm
Conclusiones:

20
Fecha:
Nombre de la
asignatura:
Sistemas CAM y CNC
Nombre: Simulación de maquinado en un software de CAM (Fresado)
Número : 5 Duración (horas) 4
Resultado de
aprendizaje:
El alumno identifica los pasos a seguir para generar las trayectorias
de las herramientas de corte y el código de control numérico en operaciones de Fresado mediante un software de CAM
Justificación
Sector o subsector para el desarrollo de la práctica:
Centro de Cómputo. Actividades a desarrollar:
- Realizar un dibujo en 3 dimensiones en base a un plano de fabricación.
- Realizar la interface CAD-CAM, para definir la geometría de la pieza a maquinar.
- Determinar la velocidad de corte y avance necesario para fresar una pieza, de acuerdo al material
especificado.
- Seleccionar las herramientas necesarias para el fresado de una pieza empleando las base de
datos del software de CAM (Edge CAM ®).
- Definir las secuencia de las operaciones a simular
- Simular las trayectorias de las herramientas de corte en el software de CAM (Edge CAM ®)
- Generar el código de control numérico en el software de CAM (Edge CAM ®)
Evidencia a generar en el desarrollo de la práctica:
ED: Simulación de las trayectorias de las herramientas de corte,
generación del código de control numérico.
EP: Reporte de práctica de acuerdo al formato establecido
DESARROLLO DE PRACTICA

21
Descripción:
- Se realiza una simulación de las herramientas de corte, en operaciones de fresado y la
generación del código de control numérico en un software de CAM (Edge CAM ®), en base a un
dibujo realizado en un software de CAD.
Secuencia:
1. Elaboración de la pieza en un software de CAD
2. Realiza la interface entre los software CAD-CAM
3. Se define el material en bruto y la geometría a seguir por las herramientas.
4. Se define las características de la maquina donde se realiza la simulación.
5. Determinar la velocidad de corte y avance necesario, para fresar una pieza acuerdo al material
especificado.
6. Seleccionar las herramientas de fresado necesarias para el maquinado de la pieza empleando las
base de datos del software de CAM (Edge CAM ®).
7. Realiza la simulación de la trayectoria de la herramienta de corte en un software de CAM (Edge
CAM ®).
8. Generación del código de control numérico en el software de CAM (Edge CAM ®).
Material necesario:
- Plano de fabricación de un elemento mecánico
- Software de CAD en 3 D, Solid Works®
- Software de CAM Edge CAM®, modulo de fresado.
- Software de simulación del torno de control numérico Guss & Roch ATM-20S
- Computadora con sistema operático Windows XP o anterior
Esquema:
Unidades están en plg.
Conclusiones:

22
6. Principales Componentes de una MH- de Control Numérico.
Los principales componentes de una MHCN, son:
Ejes de desplazamiento y ejes de rotación
Transmisiones
Dispositivos de control de posición y desplazamientos.
Husillo principal o cabezal.
Sistemas para la sujeción de piezas.
Cambiadores de herramientas.
La descripción de los componentes se aplica al torno y a la fresadora, al ser estas dos máquinas las
de mayor difusión en las empresas de mecanizado.
Fig.01: Torno y Fresadora CN
6.1 Ejes principales de una MH de CN
En las MH de CN se utiliza siempre el concepto de "eje": direcciones de los desplazamientos
principales de las partes móviles de la máquina como la mesa portapiezas, cabezal, torreta. Las
MHCN están provistas de un número de ejes principales característico que hace factibles los
trabajos de mecanizado sobre la pieza. Estos ejes se designan convencionalmente como X, Y y Z.
En los tornos, los ejes X y Z se asocian al desplazamiento del carro principal sobre el que se desliza
ortogonalmente el portaherramientas (como por ejemplo un torreta o revolver). Mediante la
combinación de ambos movimientos se pueden describir trayectorias oblicuas.
Fig. 02. Ejes principales de un torno horizontal

23
Las fresadoras disponen de tres ejes X, Y y Z. Dos de ellos se asocian al movimiento en un plano
horizontal de la mesa de trabajo, mientras que el tercero es el desplazamiento vertical del cabezal
de la máquina. Si la fresadora dispone de una mesa fija, es el cabezal el que ejecuta los tres
desplazamientos. En trabajos de mecanizado de formas complejas se requieren MHCN dotadas de
más ejes de desplazamiento.
Figura 03. Ejes principales de una fresadora vertical
La disposición de los carros móviles en las MHCN puede ser muy sofisticada, dando origen a una
gran variedad de diseños/modelos tanto en fresadoras como tornos. Los fabricantes de MH de CN
determinan dichas disposiciones en función de los requerimientos en cuanto a capacidad de carga
y precisión de posicionado. Esta disposición viene condicionada por:
La forma de la trayectoria a recorrer.
Las propiedades de las superficies de contacto.
La precisión necesaria en el mecanizado
Los diferentes tipos de materiales a mecanizar.
El tamaño de las piezas, entre otros.
La denominación de la MH de CN según su capacidad de interpolación, se refleja en la siguiente
tabla.
Las principales operaciones que se pueden realizar en el torno como en la fresadora son:

24
1,2, Planeado 3, 4, 5 Rasurado, Canteado o Escuadrado 6. Ranuras en T 7Cola de milano.8. Cuñeros
6 7
8
Las distintas formas de las piezas de revolución, se obtienen mediante distintos procedimientos de
torneado, ya sea en torneado exterior o interior, como las que se muestran en la siguiente figura.
Cilindrado
Refrentado Exterior e
interior.
Torneado Cónico
Torneado de Piezas
perfiladas
Roscado Exterior e Interior
Figura 04. Principales Operaciones en el Fresador y Torneado.

25
6.2 Sistemas de Transmisión (Fresadora - Torno).
Los recorridos de la herramienta sobre la pieza se originan por la acción combinada de los
desplazamientos en cada uno de sus ejes principales. Los sistemas de transmisión producen
traslaciones rectilíneas en los ejes principales a partir del giro básico generado por el grupo del
motor-reductor.
El corazón del movimiento de las MH de CN es la transmisión mediante la recirculación de bolas.
Consiste en un sinfín acanalado y un acoplamiento al que se fija el conjunto mecánico a desplazar.
Cuando el grupo del motor gira, su rotación se transmite al sinfín y el cuerpo del acoplamiento se
traslada longitudinalmente a través de este arrastrando consigo a la mesa de trabajo en el sentido
oportuno. El accionamiento contiene un conjunto de bolas en recirculación que garantizan la
transmisión de esfuerzos del sinfín a la mesa con unas pérdidas por fricción mínimas. Las dos
partes de su cuerpo están ajustadas con una precarga para reducir al mínimo el juego transversal
entre ellas con lo que se mejora la exactitud y repetibilidad de los desplazamientos.
Fig.05. Acoplamiento por accionamiento de bolas recirculantes
Para generar los movimientos de cada eje se usan habitualmente motores eléctricos de corriente
continua controlados mediante señales electrónicas de salida y entrada. Estos actuadores pueden
girar y acelerarse en ambos sentidos. Los desplazamientos longitudinales de los ejes no deben ser
afectados, en la medida de lo posible, por los esfuerzos y acciones exteriores (por ejemplo las
fuerzas de corte). Por esta razón es esencial que los sistemas de transmisión y guía garanticen la
rigidez mecánica. Adicionalmente la transmisión debe producir movimientos suaves y estables y
ser capaz de reaccionar rápidamente en las aceleraciones y deceleraciones.
6.3 El husillo principal ejecuta:
El movimiento rotativo de la pieza en los tornos.
La rotación de herramienta en las fresadoras y taladradoras.
El husillo puede accionarse por, motores de corriente alterna de tres fases o motores de corriente
continúa
.
- En el primer caso la regulación de la velocidad de giro se lleva a cabo mediante un reductor de
engranajes. Dependiendo del diseño y complejidad de este reductor se consigue un rango más o
menos variado de velocidades de giro.
26
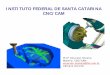
Fig.06. Husillo principal de un torno y Cabezal de una fresadora.
En la mayor parte de las MHCN el elemento que acciona el cabezal es un motor de corriente
continua. Esto proporciona una variedad casi infinita de velocidades de giro, las cuales se procesan
mediante un tacómetro. Todo ello permite al programador establecer la velocidad de giro de
forma casi arbitraria, dentro del rango y capacidad del motor. Los motores de corriente continua
incorporan frecuentemente reductores en la transmisión de dos o cuatro salidas para la obtención
de los pares más favorables en las diferentes operaciones de mecanizado.
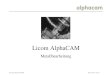
6. 4 Principales Elementos de un Control de una MH- de CN.
En cuanto a los elementos que debe disponer el control de una MH de CN, son los siguientes:
El programa de instrucciones, que consta de una serie de sentencias ejecutadas paso a
paso que directamente dirigen al equipo de procesado, ejes de trabajo.
El control numérico, es la unidad que debe interpretar las instrucciones contenidas en el
programa, convertirlas en señales que accionen los dispositivos de las maquinas y
comprobar su resultado.
El equipo de procesado, es el componente que realiza el trabajo útil y lo forma la mesa de
trabajo, los motores que accionan a los ejes de trabajo y los dispositivos para moverlos y
controlarlos.
Fig. 07. Principales elementos de un control de una MH de CN.
27
6.5 Rugosidad de una superficie
El tema del acabado superficial incluye las irregularidades microgeométricas conocidas como
ondulación y rugosidad. Ambas se generan durante el proceso de fabricación; la ondulación
resulta de la flexión de la pieza durante el maquinado, la falta de homogeneidad del material,
liberación de esfuerzos residuales, deformaciones por tratamientos térmicos, vibraciones, entre
otros. La rugosidad (que es la huella digital de una pieza) son irregularidades provocadas por la
herramienta de corte o elemento utilizado en su proceso de producción, corte, arranque y fatiga
superficial.
No basta con saber que existen irregularidades en una superficie sino que tales irregularidades se
le deben poner un número y con esta finalidad se han definido diferentes parámetros que
caracterizan una superficie, los parámetros que se miden son:
Ra: El valor promedio de rugosidad en µm es el valor promedio aritmético de los valores
absolutos de las distancias del perfil de rugosidad de la línea intermedia de la longitud de
medición. El valor promedio de rugosidad es idéntico a la altura de un rectángulo donde su
longitud es igual a la longitud total lm y esto a su vez es idéntico con la superficie de la
suma que existe entre el perfil de rugosidad y la línea intermedia.
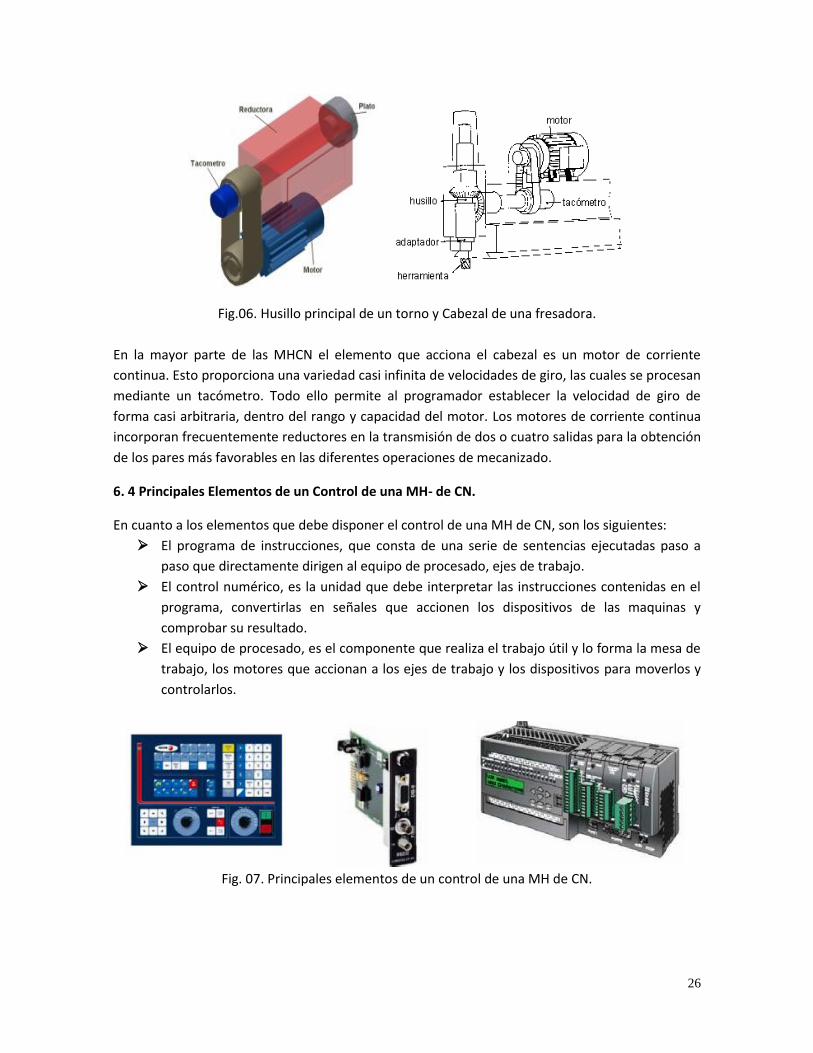
Máxima altura del perfil, Rz: Suma de la máxima altura de pico y de la máxima
profundidad de valle comprendida en una longitud de muestreo. Habitualmente se
emplea el parámetro Rz5: Media aritmética de la máxima altura del perfil de la rugosidad
de cinco longitudes de muestreo consecutivas en la longitud evaluada.
Fig.08. Grafica obtenida con el Rugosímetro digital

28
En la figura tomada del apéndice B de la norma ANSI/ASME B46.1-1985, muestra los rangos típicos
de valores de rugosidad superficial que pueden obtenerse mediante métodos comunes de
maquinado. El costo de una superficie maquinada crece cuando se desea un mejor acabado
superficial y es tarea del diseñador especificar el acabado superficial deseado.
Figura 09. Rugosidad promedio de los diferentes tipos de maquinado.

29
6.5 Los Refrigerantes
Existen tres tipos de refrigerantes:
1/ Las disoluciones en agua (ejemplo: soluciones salinas) presentan buenas propiedades
como refrigerante pero malas como lubricante.
2/ Las emulsiones (agua y aceites minerales con aditivos) incorporan las ventajas de
lubricación de las substancias grasas.
3/ Los aceites de corte (con grasas y aditivos).
Se debe tener presente las siguientes consideraciones:
Los refrigerantes tienen caducidad y deben renovarse de forma regular.
Existen refrigerantes que atacan la piel y requieren el uso de ropa de protección y
medidas de seguridad adicionales.
Los refrigerantes pueden ser perjudiciales para determinados componentes de la máquina
(picado de guías u oxidando componentes) por lo que se recomienda el uso exclusivo de
aceites minerales
Para conseguir unas condiciones de mecanizado óptimas es necesaria la intervención de un
refrigerante. Sus funciones son:
Disipar el calor generado durante el corte en la punta de la herramienta manteniendo la
temperatura de la pieza lo más baja posible.
Reducir la fricción y el desgaste de la herramienta por lubricación.
Facilitar la extracción de la viruta
30
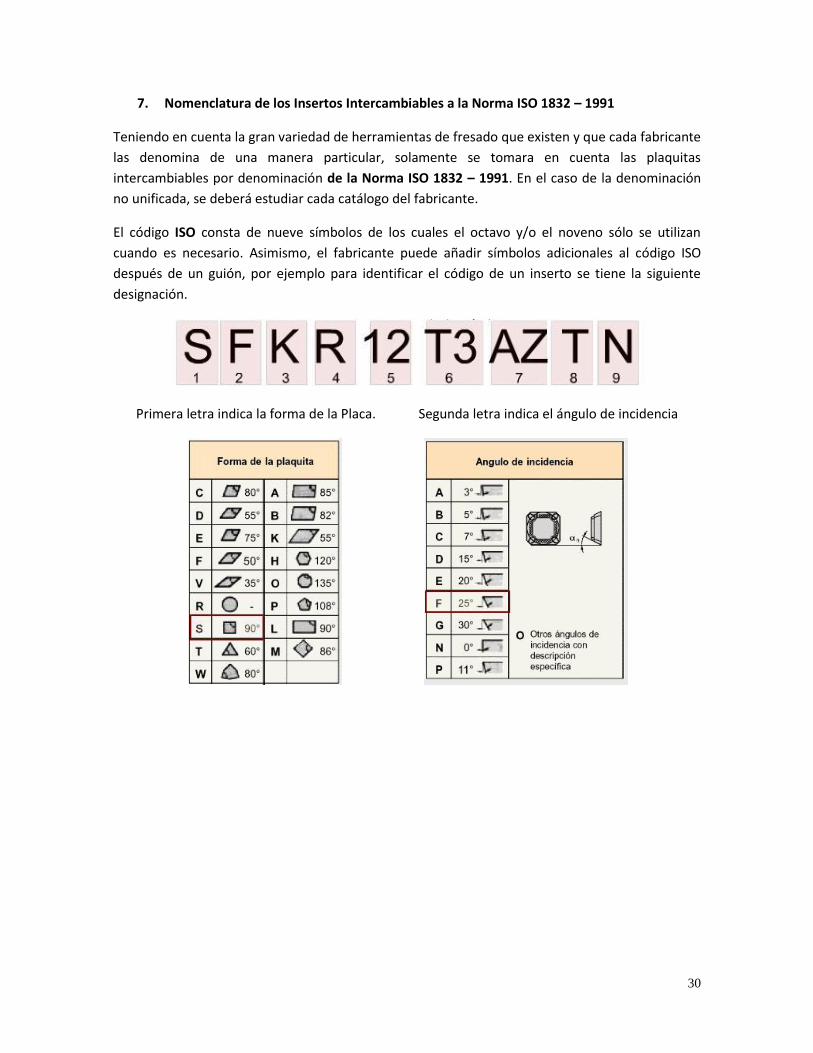
7. Nomenclatura de los Insertos Intercambiables a la Norma ISO 1832 – 1991
Teniendo en cuenta la gran variedad de herramientas de fresado que existen y que cada fabricante
las denomina de una manera particular, solamente se tomara en cuenta las plaquitas
intercambiables por denominación de la Norma ISO 1832 – 1991. En el caso de la denominación
no unificada, se deberá estudiar cada catálogo del fabricante.
El código ISO consta de nueve símbolos de los cuales el octavo y/o el noveno sólo se utilizan
cuando es necesario. Asimismo, el fabricante puede añadir símbolos adicionales al código ISO
después de un guión, por ejemplo para identificar el código de un inserto se tiene la siguiente
designación.
Primera letra indica la forma de la Placa. Segunda letra indica el ángulo de incidencia
31
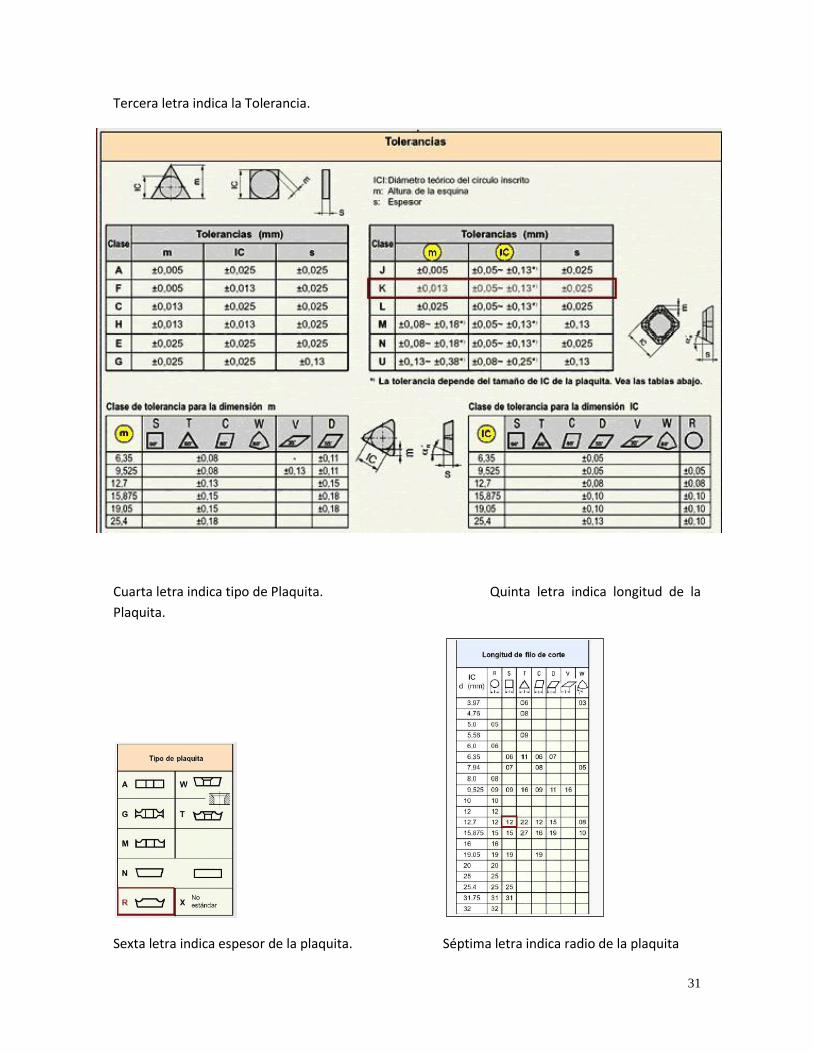
Tercera letra indica la Tolerancia.
Cuarta letra indica tipo de Plaquita. Quinta letra indica longitud de la
Plaquita.
Sexta letra indica espesor de la plaquita. Séptima letra indica radio de la plaquita

32
Octava letra indica condición de filo. Novena letra indica dirección de avance

33
8. Comandos G empleados en el Torno de Control Numérico ATM 20-S
Dentro de la programación de control numérico existen dos tipos de comandos:
Código G: Funciones de movimiento de la máquina, tales como movimientos rápidos, avances
radiales, pausas, ciclos, etc.
Códigos M: Funciones Misceláneas que se requieren para el maquinado de piezas, tales como
arranque y paro del husillo principal, cambios de herramienta, accionamiento y paro del
refrigerante, paro y fin de programa, etc.
Tabla de código G empleadas en el Torno de control numérico Guss & Roch ATM-20S
(Modal) G00 Posicionamiento rápido
(Modal) G01 Interpolación lineal
(Modal) G02 Interpolación circular a derechas (sentido horario)
(Modal) G03 Interpolación circular a izquierdas (sentido anti-horario)
(Modal) G04 Temporización
(Modal) G05 Trabajo en arista matada
G06 Interpolación circular con programación centro arco en coordenadas absolutas
(Modal) G07 Trabajo en arista viva
G08 Trayectoria circular tangente a la trayectoria anterior
G09 Posición paro exacto
G10 Introducción datos programables
G17 Selecciona Plano X-Y
G18 Selecciona Plano Z-X
G19 Selecciona Plano Y-Z
G20 Ciclo de corte de Diámetros interior o exterior
G21 Ciclo fijo de roscado
G24 Ciclo de corte careado

34
G28 Retorno al punto de referencia
G29 Regreso al punto de referencia
G30 Retorno de cualquier punto de referencia (2º.3º y 4º)
G33 Ciclo fijo de roscado
(Modal) G40 Anulación de compensación de radio de nariz de la herramienta
(Modal) G41 Compensación de radio de nariz de la herramienta a izquierdas
(Modal) G42 Compensación de radio de nariz de la herramienta a derechas
(Modal) G49 Cancela compensación de Longitud de la Herramienta
G52 Establece sistemas de coordenadas locales
G53 Establece sistemas de coordenadas de Máquina
G54 Selecciona sistema de coordenadas de 1ª pieza
G55 Selecciona sistema de coordenadas de 2ª pieza
G56 Selecciona sistema de coordenadas de 3ª pieza
G57 Selecciona sistema de coordenadas de 4ª pieza
G58 Selecciona sistema de coordenadas de 5ª pieza
G59 Selecciona sistema de coordenadas de 6ª pieza
G59.1 Selecciona sistema de coordenadas de 7ª pieza
G59.2 Selecciona sistema de coordenadas de 8ª. pieza
G59.3 Selecciona sistema de coordenadas de 9ª. pieza
G59.4 Selecciona sistema de coordenadas de 10ª. pieza
G59.5 Selecciona sistema de coordenadas de 11ª pieza
G59.6 Selecciona sistema de coordenadas de 12ª pieza
G59.7 Selecciona sistema de coordenadas de 13ª pieza

35
G59.8 Selecciona sistema de coordenadas de 14ª pieza
G59.9 Selecciona sistema de coordenadas de 15ª pieza
G65 Llama Macro
G66 Llama macro manual
G67 Cancela la llamada del macro manual
(Modal) G70 Programación en pulgadas
(Modal) G71 Programación en milímetros
(Modal) G72 Ciclo fijo de acabado
(Modal) G73 Ciclo fijo de desbaste lateral
(Modal) G74 Ciclo fijo de desbaste frontal
(Modal) G75 Ciclo fijo de desbaste de contornos
(Modal) G76 Ciclo fijo de barrenado con desatasco
(Modal) G77 Ciclo fijo de barrenado
(Modal) G78 Ciclo fijo de múltiples roscados
G80 Cancela ciclos de barrenado
(Modal) G83 Ciclo fijo de barrenado con desatasco
(Modal) G84 Ciclo fijo de machueleado
(Modal) G85 Ciclo fijo de boreado frontal
(Modal) G87 Ciclo fijo de barrenado lateral
(Modal) G88 Ciclo fijo de machueleado lateral
(Modal) G89 Ciclo fijo de boreado lateral
(Modal) G90 Programación de cotas absolutas
(Modal) G91 Programación de cotas incrementales

36
G92 Establece sistemas de coordenadas de trabajo
(Modal) G94 Avance F de la herramienta (mm/minuto o in/min)
(Modal) G95 Avance F de la herramienta (mm/revolución o in/rev)
(Modal) G96 Velocidad S del husillo principal (metros/minuto)
(Modal) G97 Velocidad S del husillo principal (revoluciones/minuto)
Un bloque puede contener varias funciones G colocadas en cualquier orden, excepto las siguientes
funciones especiales que deben ir solas: G14, G15, G16, G20, G21, G22, G23, G24, G25, G26, G27,
G28, G29, G30, G31, G32, G50, G51, G52, G53/G59, G72, G74 y G92.
Algunas consideraciones que hay que tomar en cuenta al momento de realizar la programación:
- Debe contener únicamente un solo movimiento de la herramienta por línea
- Debe contener únicamente una velocidad de corte
- Debe contener únicamente una herramienta o velocidad del husillo
- El numero del bloque o línea del programa debe ser secuencial.
- Cuando se mencione Interpolación, se refiere al movimiento simultáneo de dos o más ejes
de forma controlada, realizando trayectorias perfectamente definidas tanto lineales como
curvas.
Para mayor información acerca de cada comando consulte, el manual de operación del torno de
control numérico Guss & Roch ATM-20S [1].
37
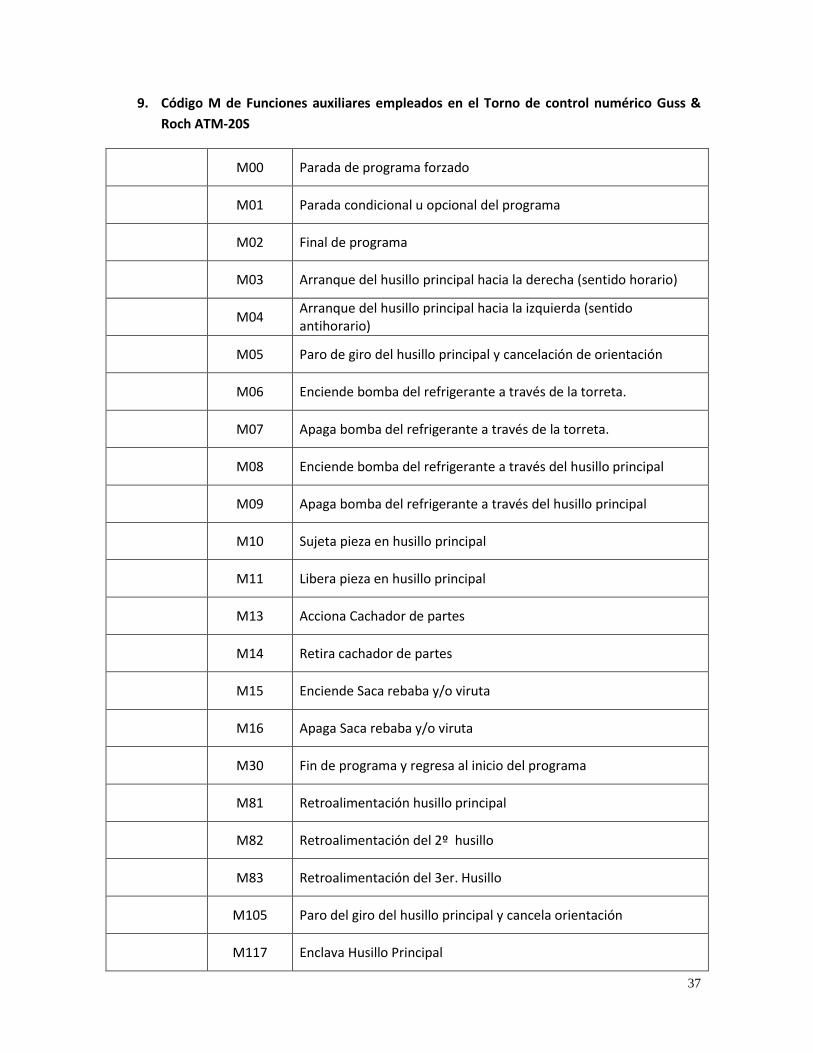
9. Código M de Funciones auxiliares empleados en el Torno de control numérico Guss &
Roch ATM-20S
M00 Parada de programa forzado
M01 Parada condicional u opcional del programa
M02 Final de programa
M03 Arranque del husillo principal hacia la derecha (sentido horario)
M04 Arranque del husillo principal hacia la izquierda (sentido antihorario)
M05 Paro de giro del husillo principal y cancelación de orientación
M06 Enciende bomba del refrigerante a través de la torreta.
M07 Apaga bomba del refrigerante a través de la torreta.
M08 Enciende bomba del refrigerante a través del husillo principal
M09 Apaga bomba del refrigerante a través del husillo principal
M10 Sujeta pieza en husillo principal
M11 Libera pieza en husillo principal
M13 Acciona Cachador de partes
M14 Retira cachador de partes
M15 Enciende Saca rebaba y/o viruta
M16 Apaga Saca rebaba y/o viruta
M30 Fin de programa y regresa al inicio del programa
M81 Retroalimentación husillo principal
M82 Retroalimentación del 2º husillo
M83 Retroalimentación del 3er. Husillo
M105 Paro del giro del husillo principal y cancela orientación
M117 Enclava Husillo Principal

38
M118 Desenclava Husillo Principal
M119 Orienta Husillo Principal
M155 Cancela sincronización del Husillo Principal y Husillo secundario
M303 Giro a la derecha 3 er. Husillo de las Herramientas vivas
M304 Giro a la izquierda de 3 er. Husillo de las Herramientas vivas
M305 Para de giro de Giro 3 er. Husillo de las Herramientas vivas
Los códigos misceláneos M, pueden cambiar dependiendo de cada fabricante de la máquina de
control numérico.
39
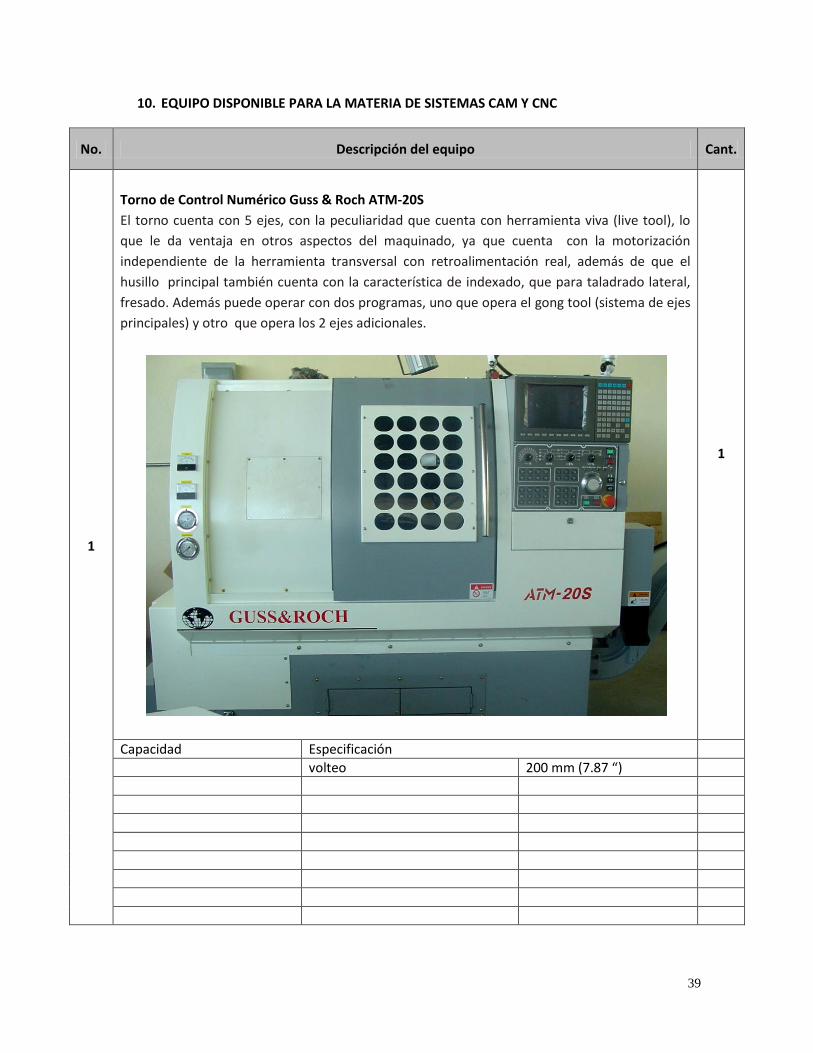
10. EQUIPO DISPONIBLE PARA LA MATERIA DE SISTEMAS CAM Y CNC
No. Descripción del equipo Cant.
1
Torno de Control Numérico Guss & Roch ATM-20S
El torno cuenta con 5 ejes, con la peculiaridad que cuenta con herramienta viva (live tool), lo
que le da ventaja en otros aspectos del maquinado, ya que cuenta con la motorización
independiente de la herramienta transversal con retroalimentación real, además de que el
husillo principal también cuenta con la característica de indexado, que para taladrado lateral,
fresado. Además puede operar con dos programas, uno que opera el gong tool (sistema de ejes
principales) y otro que opera los 2 ejes adicionales.
1
Capacidad Especificación
volteo 200 mm (7.87 “)

40
2 Juego de Boquillas ER-16(8 piezas)
1
3 Juego de Boquillas ER-20(8 piezas)
1
4 Juego de insertos para desbaste (10 piezas)
1
5 Juego de insertos para roscado (5 piezas)
1
6 Juego de insertos para ranurado (10 piezas)
1
7 Cortador vertical de diámetro de 5/16 plg con 4 gavilanes
1
8 Juego de brocas de diferentes medidas (29 piezas)
1
9 Porta herramientas (4 piezas) 1
10 Chuck Hidráulico de 6” con 3 mordazas duras con accesorios
1
11 Kit de 3 mordazas suaves para usarse en chuck 1
41
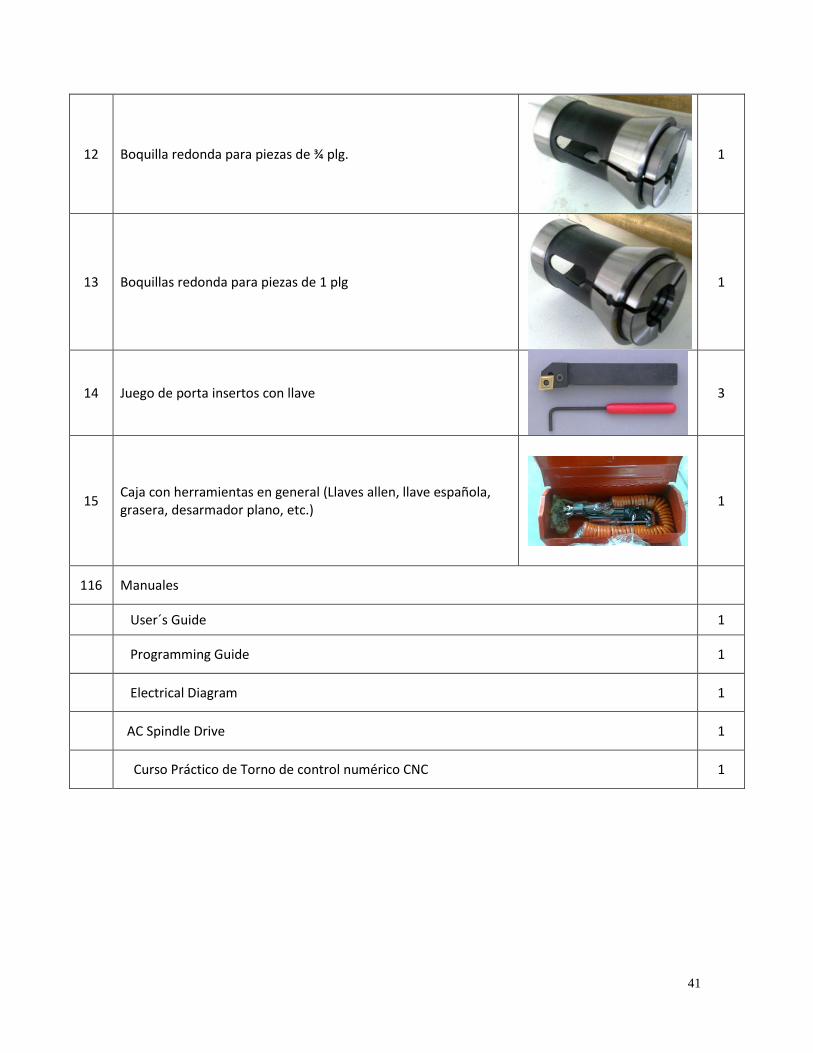
12 Boquilla redonda para piezas de ¾ plg.
1
13 Boquillas redonda para piezas de 1 plg
1
14 Juego de porta insertos con llave
3
15 Caja con herramientas en general (Llaves allen, llave española, grasera, desarmador plano, etc.)
1
116 Manuales
User´s Guide 1
Programming Guide 1
Electrical Diagram 1
AC Spindle Drive 1
Curso Práctico de Torno de control numérico CNC 1
ATM-20S

42
11. Referencias Bibliográficas:
[ 1 ] Curso de Programación del Torno de Control Numérico Guss & Roch ATM-20S
* 2 +Francisco Cruz Teruel, “Control Numérico y programación”, Editorial Marcombo
[ 3 ] Getting Star of Software Edge CAM®
[ 4 ] Mike Mattyson; Cnc Programming, Principles and Applications, Editorial Thomson Learning
[ 5 ]Heinrich Gerling, Alrededor de la Maquinas Herramientas, Editorial Reverte S.A
[ 6 ]R. L. Timings, Tecnología de la Fabricación, Editorial Alfaomega
[ 7 ]Carlos González, Ramón Zeleny, Metrologia, Editorial Mc Graw Hill
[ 8 ]Texto de la Escuela del Trabajo Henry Ford de Dearborn Michigan, Teoría del Taller, Editorial
Gustavo Gili.
Abreviaciones empleadas.
MH corresponde a máquina herramienta convencional o manual
MH de CN, corresponden a máquina herramienta de control numérico.
CN, corresponden a Control Numérico.
UC, indica Unidad de control