Embed Size (px)
Citation preview
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 1 DI 50
MANUALE DI
AUTOCONTROLLO
IGIENICO
Secondo il Sistema HACCP, conforme ai Reg. CE 178/2002, 852/2004 e 853/2004
N° REV DATA REDAZIONE APPROVAZIONE
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 2 DI 50
SCHEDA INFORMATIVA AZIENDALE
RAGIONE SOCIALE
SEDE LEGALE
N° DI TELEFONO
SEDE STABILIMENTO DI PRODUZIONE
PARTITA IVA
RESPONSABILE LEGALE
RESPONSABILE AUTOCONTROLLO
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 3 DI 50
INDICE
CAP DESCRIZIONE PAG
1 INTRODUZIONE 4
2 CUSTODIA ED AGGIORNAMENTO DEL MANUALE DI AUTOCONTROLLO 5
3 DEFINIZIONI 6
4 NORMATIVA DI RIFERIMENTO 9
5 PRE-REQUISITI 10
5.1 Idoneità dei locali 10
5.2 Idoneità impianti e attrezzature 12
5.3 Selezione fornitori, approvvigionamento e stoccaggio 13
5.4 Pulizie e sanificazioni 14
5.5 Procedura di disinfestazione e derattizzazione 17
5.6 Rifornimento idrico 17
5.7 Smaltimento rifiuti e residui di lavorazione 18
5.8 Igiene del personale 18
5.9 Formazione del personale 19
5.10 Identificazione e rintracciabilita' 19
6 DESCRIZIONE DEI PRODOTTI 20
6.1 Caratteristiche merceologiche dei prodotti 20
6.2 Definizione della shelf-life 20
7 DESCRIZIONE DEI PROCESSI DI PRODUZIONE 21
8 COSTITUZIONE DEL TEAM HACCP 34
8.1 Definizione delle responsabilita' 34
9 APPLICAZIONE DELLA METODOLOGIA HACCP 35
9.1 Identificazione dei pericoli 35
9.2 Identificazione dei punti critici di controllo (CCP) 38
9.3 Definizione dei limiti critici e del monitoraggio 47
9.4 Definizione delle Azioni Correttive da adottare in caso di derive dei CCP 48
9.5 Registrazione dei dati e gestione dei documenti dell' HACCP 49
9.6 Procedure per verificare l' efficacia del sistema HACCP 50
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 4 DI 50
1 – INTRODUZIONE
Le varie Direttive Comunitarie e/o Regolamenti di attuazione Nazionali prevedono che tutti i settori della
filiera alimentare applichino un sistema di controllo per garantire l'igiene e la salubrità del prodotto
alimentare destinato al consumo umano.
Ogni alimento può risultare contaminato all’origine oppure può contaminarsi durante le fasi di produzione,
stoccaggio, distribuzione e somministrazione finale. Tali contaminazioni possono avere conseguenze molto
gravi sulla salute umana.
I costi derivanti da una contaminazione accidentale degli alimenti costituiscono un rischio rilevante per il
proseguimento dell’attività. Questo può spesso tradursi in perdita di giornate lavorative a causa della
chiusura temporanea dell’esercizio da parte delle Autorità Competenti ed in perdita di immagine
(difficilmente recuperabile). Le sanzioni imposte dalla Magistratura sono un ulteriore costo come pure le
spese legali per la difesa contro le azioni per il risarcimento dei danni condotte dai consumatori che hanno
subìto il danno alla salute.
Nel corso degli anni sono stati predisposti provvedimenti legislativi, regolamenti e misure di sorveglianza
da parte degli organi di controllo e, parallelamente, l’innovazione tecnologica ha permesso di migliorare
l’efficienza delle attrezzature per la produzione alimentare, sia sotto il profilo della sicurezza sul lavoro che
su quello della garanzia dell’igiene. Nonostante ciò, il rischio di insorgenza di malattie di origine alimentare
rimane ancora oggi troppo elevato; pertanto, viene richiesto il controllo preventivo da parte dei vari
operatori della filiera alimentare, dalla produzione alla vendita e somministrazione, mediante una
procedura di autocontrollo che consenta di effettuare, in ogni fase, la sorveglianza delle condizioni di
lavorazione e la prevenzione delle contaminazioni accidentali dei cibi.
A tale scopo, Il caseificio “…………………………………..” ha adottato la procedura di autocontrollo basata sull'
analisi dei pericoli e sull' individuazione dei punti critici di controllo (H.A.C.C.P.)
L’acronimo H.A.C.C.P. significa “Hazard Analysis and Critical Control Points”, cioè: analisi dei
pericoli e punti critici di controllo; il suo concetto base è che in ogni processo produttivo e/o distributivo
esistono dei punti “critici” in cui è possibile, mediante un’adeguata azione di controllo, evitare o ridurre ad
un livello accettabile un pericolo per la sicurezza degli alimenti.
Gli obiettivi del manuale di autocontrollo sono:
1.Emettere un documento di definizione della politica della qualità e del sistema di conduzione aziendale
per garantire la qualità e la sicurezza dei prodotti alimentari trattati.
2.Consentire, mediante la formazione, il miglioramento delle conoscenze del personale per ciò che
riguarda l’igiene negli ambienti alimentari ed i comportamenti per il mantenimento costante dell’igiene
personale.
3.Consentire il miglioramento dell’immagine aziendale nei confronti del cliente.
4.Ottemperare alle prescrizioni contenute nella normativa vigente:
Regolamento (CE) n. 852/2004, articolo 5, che sostituisce la Direttiva (CE) n. 43/93 recepita in
Italia dal D. Lgs. n. 155/97;
Regolamento (CE) n. 1441/2007 sui criteri microbiologici applicabili ai prodotti alimentari;
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 5 DI 50
Regolamento (CE) n. 853/2004, all. III – sez. IX – cap. II in materia di igiene per gli alimenti di
origine animale, che sostituisce la Direttiva (CEE) n. 46/92 recepita in Italia dal DPR n. 54/97;
Regolamento (CE) n. 178/2002 – artt. 18 e 19, istitutivi della rintracciabilità degli alimenti e del
ritiro dei prodotti non conformi.
In definitiva, l’autocontrollo consente una maggiore responsabilizzazione dell’imprenditore del settore
alimentare il quale è chiamato in prima persona a verificare l’efficienza del proprio ciclo lavorativo
documentando le scelte fatte e le misure adottate allo scopo di garantire e migliorare la qualità dei propri
prodotti nel rispetto della corretta prassi igienica.
L’autocontrollo rappresenta anche uno strumento di tutela e di promozione dell’attività sia sotto l’aspetto
puramente commerciale (migliore immagine nei confronti dei clienti) sia come garanzia per il
consumatore.
2 - CUSTODIA ED AGGIORNAMENDO DEL MANUALE DI AUTOCONTROLLO
Il presente Manuale di autocontrollo viene custodito dalla ditta “……………………………….” (Reg. 852/2004/CE,
art. 5, commi 2/g e 4/c) a cura del Responsabile HACCP (nonché Responsabile Legale), o da persona
delegata.
L’aggiornamento del Manuale di autocontrollo è previsto con frequenza annuale a seguito del riesame
periodico ai sensi dell’Art. 5, comma 2, punto f, del Reg. 852/2004; esso si rende altresì necessario
quando vengono apportate modifiche dell'attività lavorativa (variazioni di processo e della tipologia
d’attività, dell’analisi dei pericoli, dei punti critici e delle procedure di controllo e sorveglianza) significative
ai fini della sicurezza degli alimenti.
Il Responsabile dell' Autocontrollo è la Sign.ra ………………….. che è anche responsabile della tracciabilità
dei prodotti e delle procedure di ritiro dal mercato, nel caso se ne presentasse la necessità.
Ella o persona da Lei delegata, è tenuta a:
controllare la corretta esecuzione delle operazioni di pulizia e disinfezione
controllare l’igiene e il comportamento del personale e la validità dei corsi di formazione sostitutivi
del libretto sanitario
custodire il materiale per la pulizia e la disinfezione e le relative schede tecniche in un posto
separato dall’area di stoccaggio-vendita dei prodotti
compilare la scheda di registrazione delle temperature dei dispositivi di conservazione
compilare le schede di pulizia
adottare le azioni correttive necessarie in caso di non conformità
gestire tutta la documentazione
conservare i risultati analitici microbiologici delle verifiche delle procedure di sanificazione di
ambiente e attrezzature che provvede a far eseguire da un laboratorio accreditato.
In particolare, il responsabile dell’autocontrollo, avvalendosi, eventualmente, della consulenza di
personale qualificato, ha la responsabilità di:
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 6 DI 50
identificare i punti critici dello Stabilimento, in funzione dei procedimenti utilizzati;
definire ed attuare metodi di sorveglianza e di controllo dei punti critici;
prelevare campioni per le analisi ai fini del controllo del sistema;
conservare la documentazione e le registrazioni relative alle misure di autocontrollo.
riesaminare periodicamente, ed in occasione di variazione di processo, il sistema HACCP;
informare le autorità locali in merito all’esito delle analisi di laboratorio e ad altri casi che rivelino
un rischio per la salute;
ritirare dal mercato in caso di rischio immediato per la salute, i prodotti che, ottenuti in condizioni
tecnologiche identiche, possono presentare lo stesso rischio.
Sulla base delle suddette indicazioni deve inoltre procedere a:
individuare la gamma di prodotti dell’azienda rientranti tra quelli soggetti ad autocontrollo;
redigere il diagramma di flusso per ogni gamma di prodotti;
individuare sulla base del diagramma di flusso i punti critici del processo di produzione;
definire, per ogni punto critico individuato, i metodi per il loro controllo;
predisporre le schede per la documentazione e la registrazione delle misure di autocontrollo
adottate;
attuare effettivamente le misure previste nel presente piano di autocontrollo;
3 – DEFINIZIONI
Nel presente Manuale si fa riferimento alle seguenti definizioni:
Alimento (o prodotto alimentare o derrata alimentare). Qualsiasi sostanza o prodotto trasformato, parzialmente trasformato o non trasformato, destinato ad
essere ingerito, o di cui si prevede ragionevolmente che possa essere ingerito, da esseri umani. Sono
comprese le bevande, le gomme da masticare e qualsiasi sostanza, compresa l’acqua, intenzionalmente
incorporata negli alimenti nel corso della loro produzione, preparazione o trattamento. Esso include
l’acqua nei punti in cui i valori devono essere rispettati come stabilito nell’articolo 6 della Direttiva
98/83/CE e fatti salvi i requisiti delle direttive 80/778/CEE e 98/83/CE (Reg. 178/2002).
Autorità competente L’autorità centrale di uno Stato membro incaricata di garantire il rispetto delle prescrizioni dettate dai
Regolamenti comunitari in materia di igiene o qualsiasi altra autorità a cui detta autorità centrale abbia
delegato tale competenza (Reg. 852/2004).
Igiene degli alimenti Le misure e le condizioni necessarie per controllare i pericoli e garantire l’idoneità al consumo umano di un
prodotto alimentare tenendo conto dell’uso previsto (Reg. 852/2004).
Impresa alimentare Ogni soggetto pubblico o privato con o senza fini di lucro che svolge una qualsiasi delle attività connesse
ad una delle fasi di produzione, trasformazione e distribuzione degli alimenti (Reg. 178/2002).
Operatore del settore alimentare
La persona fisica o giuridica responsabile di garantire il rispetto delle disposizioni della legislazione
alimentare nell’impresa alimentare posta sotto il suo controllo (Reg. 178/2002).
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 7 DI 50
Prodotti primari I prodotti della produzione primaria compresi i prodotti della terra, dell’allevamento, della caccia e della
pesca (Reg. 852/2004).
Prodotti trasformati Prodotti alimentari ottenuti dalla trasformazione di prodotti non trasformati. Tali prodotti possono
contenere ingredienti necessari alla loro lavorazione o per conferire loro caratteristiche specifiche
(Reg. 852/2004)
Prodotti non trasformati Prodotti alimentari non sottoposti a trattamento, compresi i prodotti che siano stati divisi, separati,
sezionati, disossati, scuoiati, frantumati, tagliati, puliti, rifilati, decorticati, macinati, refrigerati, congelati,
surgelati o scongelati (Reg. 852/2004).
Produzione primaria di mangimi La produzione di prodotti agricoli, compresi in particolare la coltivazione, il raccolto, la mungitura e
l’allevamento di animali (prima della macellazione) o la pesca da cui derivano esclusivamente prodotti che,
dopo la raccolta o la cattura, non vengono sottoposti ad altre operazioni ad eccezione di un semplice
trattamento fisico (Reg. 183/2005). Richiamo di un alimento
Qualsiasi misura di ritiro del prodotto rivolta anche al consumatore finale da attuare quando altre misure
risultino insufficienti a conseguire un livello elevato di tutela della salute (Reg. 178/2002).
Rintracciabilità
La possibilità di seguire e ricostruire il percorso di un alimento, di un mangime, di un animale destinato
alla produzione alimentare o di una sostanza destinata o atta ad entrare a far parte di un alimento o di un
mangime attraverso tutte le fasi della produzione, della trasformazione e della distribuzione (Reg.
178/2002).
Ritiro di un alimento
Qualsiasi misura, dell’operatore o dell’autorità competente, volta ad impedire la distribuzione e l’offerta al
consumatore di un prodotto non conforme ai requisiti di sicurezza alimentare (Reg. 178/2002).
Stabilimento
Ogni unità di un’impresa alimentare (Reg. 852/2004).
Pericolo
Un agente (o condizione) biologico, chimico o fisico in grado di compromettere la salubrità di un alimento
e/o di provocare un danno.
Azione correttiva
Qualsiasi azione che deve essere presa per riportare il processo sotto controllo quando l’attività di
monitoraggio e livello di un punto critico di controllo dimostri una perdita di controllo.
Azione preventiva
Qualsiasi azione che deve essere presa al fine di ridurre o eliminare l' insorgenza di pericoli per la
sicurezza del prodotto alimentare.
HACCP
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 8 DI 50
Sistema che, partendo dall’identificazione e valutazione dei pericoli alimentari significativi in termini di
sicurezza per il consumatore ne garantisce il controllo.
Monitoraggio
La conduzione di una specifica sequenza pianificata di osservazioni o misurazioni di uno o più parametri di
controllo a livello di un CCP al fine di determinare se il processo è sotto controllo.
Piano HACCP
Documento predisposto nel rispetto dei principi del sistema HACCP per assicurare il controllo dei pericoli
significativi in termini di sicurezza per il consumatore.
Programma di prerequisiti (PRP)
Condizioni e attività di base necessarie per mantenere un ambiente igienico lungo tutta la filiera
alimentare idoneo alla produzione, gestione e fornitura di prodotti finiti sicuri e alimenti sicuri per il
consumo umano. (ISO 22000:2005).
Punto critico di controllo (CCP)
Fase del processo a livello della quale è possibile esercitare un controllo essenziale al fine di prevenire,
eliminare o ridurre sino ad un livello accettabile un pericolo alimentare evidenziato in sede di analisi dei
pericoli.
Rischio
Espressione della probabilità che un pericolo possa verificarsi.
Verifica
L’applicazione di metodi, procedure, prove e qualsiasi altra valutazione diversa dal monitoraggio, al fine di
determinare il rispetto delle procedure del piano HACCP e l’accuratezza delle registrazioni.
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 9 DI 50
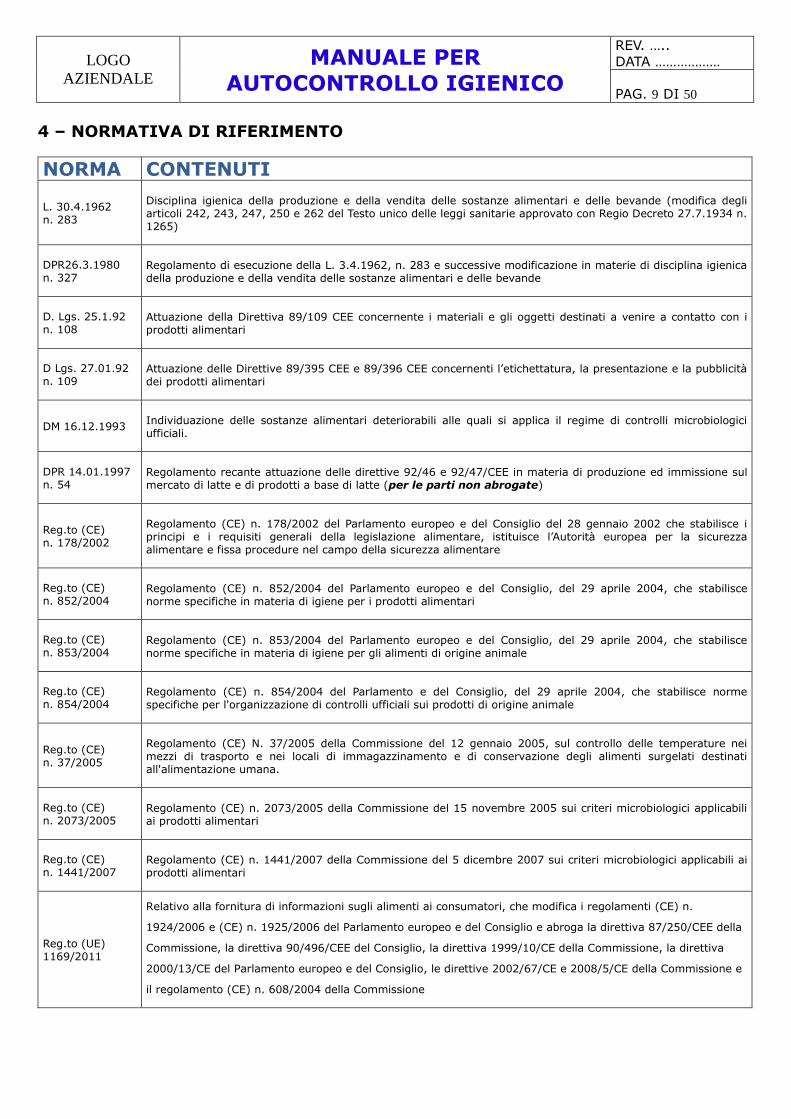
4 – NORMATIVA DI RIFERIMENTO
NORMA CONTENUTI
L. 30.4.1962 n. 283
Disciplina igienica della produzione e della vendita delle sostanze alimentari e delle bevande (modifica degli articoli 242, 243, 247, 250 e 262 del Testo unico delle leggi sanitarie approvato con Regio Decreto 27.7.1934 n. 1265)
DPR26.3.1980 n. 327
Regolamento di esecuzione della L. 3.4.1962, n. 283 e successive modificazione in materie di disciplina igienica della produzione e della vendita delle sostanze alimentari e delle bevande
D. Lgs. 25.1.92 n. 108
Attuazione della Direttiva 89/109 CEE concernente i materiali e gli oggetti destinati a venire a contatto con i prodotti alimentari
D Lgs. 27.01.92 n. 109
Attuazione delle Direttive 89/395 CEE e 89/396 CEE concernenti l’etichettatura, la presentazione e la pubblicità dei prodotti alimentari
DM 16.12.1993
Individuazione delle sostanze alimentari deteriorabili alle quali si applica il regime di controlli microbiologici ufficiali.
DPR 14.01.1997 n. 54
Regolamento recante attuazione delle direttive 92/46 e 92/47/CEE in materia di produzione ed immissione sul mercato di latte e di prodotti a base di latte (per le parti non abrogate)
Reg.to (CE) n. 178/2002
Regolamento (CE) n. 178/2002 del Parlamento europeo e del Consiglio del 28 gennaio 2002 che stabilisce i principi e i requisiti generali della legislazione alimentare, istituisce l’Autorità europea per la sicurezza alimentare e fissa procedure nel campo della sicurezza alimentare
Reg.to (CE) n. 852/2004
Regolamento (CE) n. 852/2004 del Parlamento europeo e del Consiglio, del 29 aprile 2004, che stabilisce norme specifiche in materia di igiene per i prodotti alimentari
Reg.to (CE) n. 853/2004
Regolamento (CE) n. 853/2004 del Parlamento europeo e del Consiglio, del 29 aprile 2004, che stabilisce norme specifiche in materia di igiene per gli alimenti di origine animale
Reg.to (CE) n. 854/2004
Regolamento (CE) n. 854/2004 del Parlamento e del Consiglio, del 29 aprile 2004, che stabilisce norme specifiche per l'organizzazione di controlli ufficiali sui prodotti di origine animale
Reg.to (CE) n. 37/2005
Regolamento (CE) N. 37/2005 della Commissione del 12 gennaio 2005, sul controllo delle temperature nei mezzi di trasporto e nei locali di immagazzinamento e di conservazione degli alimenti surgelati destinati all'alimentazione umana.
Reg.to (CE) n. 2073/2005
Regolamento (CE) n. 2073/2005 della Commissione del 15 novembre 2005 sui criteri microbiologici applicabili ai prodotti alimentari
Reg.to (CE) n. 1441/2007
Regolamento (CE) n. 1441/2007 della Commissione del 5 dicembre 2007 sui criteri microbiologici applicabili ai prodotti alimentari
Reg.to (UE) 1169/2011
Relativo alla fornitura di informazioni sugli alimenti ai consumatori, che modifica i regolamenti (CE) n.
1924/2006 e (CE) n. 1925/2006 del Parlamento europeo e del Consiglio e abroga la direttiva 87/250/CEE della
Commissione, la direttiva 90/496/CEE del Consiglio, la direttiva 1999/10/CE della Commissione, la direttiva
2000/13/CE del Parlamento europeo e del Consiglio, le direttive 2002/67/CE e 2008/5/CE della Commissione e
il regolamento (CE) n. 608/2004 della Commissione
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 10 DI 50
5 - PRE-REQUISITI
L’implementazione di un sistema di sicurezza igienica delle lavorazioni basato sulla metodologia H.A.C.C.P.
presuppone l’ esistenza dei pre-requisiti elencati nell’ Allegato 2 del Reg. CE 852/2004:
1. Idoneità dei locali di produzione, stoccaggio e servizi igienici (Cap.I e II)
2. Idoneità delle macchine ed attrezzature utilizzate per la lavorazione (Cap. V)
3. Adozione di adeguate procedure di approvvigionamento e stoccaggio (Cap. IX)
4. Adozione di idoneo piano di pulizia e disinfezione (Cap. I)
5. Adozione di idonea procedura di disinfestazione e derattizzazione (Cap. IX – Par. 4)
6. Adozione di adeguato rifornimento idrico (Cap. VII)
7. Corretta gestione degli scarti e dei rifiuti (Cap. VI)
8. Adozione di adeguate norme di igiene del personale (Cap. VIII)
9. Adozione di idoneo piano di formazione del personale (Cap. XII)
Il Caseificio “……………………………..” ha adottato tutti i provvedimenti necessari al soddisfacimento dei
suddetti pre-requisiti. Tali provvedimenti sono di seguito descritti.
5.1– IDONEITA' DEI LOCALI
Le aree ed i locali di lavorazione sono individuati nella planimetria allegata al presente Manuale di
Autocontrollo. In essa sono evidenziate le aree di lavoro e di servizio ove si svolgono le attività; la
disposizione dei locali garantisce l’esecuzione delle operazioni di lavorazione nel rispetto della normativa
vigente.
L’ immobile si sviluppa su 2 livelli, piu’ precisamente:
PIANO SEMINTERRATO, con accesso da rampa esterna, così composto:
Spogliatoio per i dipendenti
Servizi igienici
Locale deposito materiali di imballaggio
PIANO TERRA, così composto:
Locale lavorazione
Celle frigorifere
Deposito
Servizi Igienici
Ufficio
Punto vendita
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 11 DI 50
Locale lavorazione
Il locale di lavorazione è pavimentato con mattonelle in gres porcellanato antiscivolo e antiacido, il
rivestimento delle pareti è stato realizzato in materiale ceramico per un’ altezza di 2,50 m., questo per
permettere una più facile pulizia e disinfezione delle stesse. Le porte interne ed esterne sono in alluminio
preverniciato, le finestre sono in alluminio preverniciato e munite tutte di reticelle per la protezione dagli
insetti. Le pareti degli altri locali ove non piastrellate, sono pitturate con pittura lavabile antimuffa.
Spogliatoio
Il caseificio è fornito di uno spogliatoio per il cambio degli abiti e delle calzature prima dell’ingresso nei
locali di lavorazione. In esso non vengono conservati alimenti o altri materiali che non siano di uso
strettamente personale nel luogo di lavoro. Nello spogliatoio vi sono appositi armadietti con scomparti
separati per il deposito degli indumenti da lavoro e di quelli civili.
Servizi igienici
I servizi igienici sono facilmente accessibili, separati dal locale di lavorazione, forniti di antibagni dotati di
opportuno sistema di aereazione, di lavabo con acqua corrente calda e fredda, di dispensatore automatico,
sapone disinfettante, asciugamani usa e getta, contenitore con chiusura per i rifiuti. Gli impianti di scarico
sono costruiti a norma di legge e sono mantenuti in modo da impedire ogni rischio di contaminazione.
Locale per il deposito dei materiali di confezionamento
Il locale deposito materiali per il confezionamento dei prodotti (vaschette di polistirolo, fuscelle, buste in
plastica, ecc.) è pavimentato con mattonelle in materiale resistente, di colore chiaro, facili da pulire e
disinfettare.
Locale deposito prodotti ed attrezzature per le pulizie
I prodotti e le attrezzature per le pulizie sono conservati in un locale separato dall' area di produzione al
fine di impedirne la contaminazione accidentale. Esso è pavimentato con mattonelle in ceramica facili da
pulire e disinfettare ed è dotato di armadietto per custodire detergenti ed attrezzature per le pulizie.
Locale caldaia
La caldaia per la produzione del vapore è collocata in un locale separato.
Aree esterne
Le aree esterne allo stabilimento sono tenute in buone condizioni igieniche, onde evitare che possano
rappresentare ricettacolo di animali, roditori, insetti, ecc.
Le aree adibite a verde si trovano a debita distanza dai muri perimetrali del caseificio, non vi sono cumuli
o accatastamenti di materiale messi in disordine, non vi sono punti di ristagno di liquidi.
La zona di ricevimento e carico prodotti, ingredienti, imballi e semilavorati è adeguatamente protetta
dalle intemperie per mezzo di una tettoia costruita con pannelli sandwich; ciò per evitare compromissioni
dell’ igiene di materie prime, materiali di imballaggio e di prodotti durante le operazioni di carico e scarico.
La zona di stoccaggio dei rifiuti si trova a debita distanza dal caseificio onde evitare la presenza di cattivi
odori nei locali di produzione e di stoccaggio.
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 12 DI 50
5.2 – IDONEITA' DI IMPIANTI E ATTREZZATURE.
Per lo svolgimento dell' attività di produzione, il caseificio si avvale delle seguenti macchine ed
attrezzature:
N° 3 serbatoi refrigerati per lo stoccaggio del latte
N° 5 vasche per la preparazione della salamoia
N° 1 pastorizzatore a piastre
N° 7 tini per la cagliatura
N° 2 tini per la preparazione della ricotta
N° 1 formatrice automatica con 6 rulli di formatura
N° 3 tavoli spersori
N° 2 mastelli di filatura
N° 1 preparatore di acqua calda
N° 1 carrello porta fuscelle
N° 1 tritacagliata
N° 1 silos stoccaggio siero e scotta
N° 1 tino per la preparazione del liquido di governo
N° 1 carrello per la mozzatura
N° 3 vasche di rassodamento
N° 1 scrematrice
N° 2 celle di stoccaggio prodotto a +5 °C
Utensili vari
Mentre, nel punto vendita sono presenti:
N° 1 banco refrigerato
Espositori/scaffalatura
Scelta delle attrezzature
Le attrezzature presenti nel caseificio sono costruite in modo da consentire un'accurata e rapida pulizia e
con materiali idonei a venire a contatto con gli alimenti.
Dove necessario (cella frigorifera, refrigeranti), sono dotate di termometri o rilevatori di temperatura
esterni.
Corretta gestione delle attrezzature
Le attrezzature vengono utilizzate attenendosi alle indicazioni riportate nei manuali d' uso; vengono pulite
e sanificate con regolarità e secondo il programma di pulizia e sanificazione allegato a questo manuale di
autocontrollo. Le attrezzature che non garantiscono una facile e rapida pulizia e che comunque non
rispondono ai criteri di scelta sopra indicati vengono sottoposte ad interventi di manutenzione o sostituite.
PROCEDURA DI RIFERIMENTO: Gestione delle attività di manutenzione
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 13 DI 50
5.3 – SELEZIONE DEI FORNITORI, APPROVVIGIONAMENTO E STOCCAGGIO
Scelta di fornitori qualificati
La scelta del fornitore rappresenta un primo passo essenziale per poter garantire che la catena produttiva
rispecchi le norme di igiene e qualità dei prodotti; pertanto, il caseificio ha adottato una procedura che
consenta di qualificare i fornitori, che devono essere scelti in funzione della conoscenza storica e delle
garanzie che possono fornire e, in ogni caso, devono dare evidenza che applicano l’ autocontrollo igienico
secondo la metodologia HACCP.
Eventuali non conformità vengono comunicate al fornitore e, se queste dovessero ripetersi per almeno due
volte il fornitore viene sostituito perchè non è più in grado di fornire le dovute garanzie sugli
approvvigionamenti.
Verifica documentale
All’ arrivo delle merce (ingredienti, imballi, ecc.), viene verificata che vi sia corrispondenza tra quanto
dichiarato sul DDT e ciò che viene consegnato, sia in termini di qualità che di quantità. Inoltre, ci si
accerta che sul DDT siano riportati, ai fini della rintracciabilità, i lotti di ingredienti o di imballi primari
consegnati.
Ispezione visiva
Per ciascun alimento vengono effettuate una serie di semplici osservazioni che già da sole possono
contribuire a minimizzare il rischio a questo livello tra le quali il controllo sensoriale (odore,colore,
consistenza etc.), il controllo di eventuali corpi estranei presenti nell'alimento e/o nella confezione,
l’integrità delle confezioni, l’assenza di sudiciume, la data di scadenza, il lotto di produzione e tutte le altre
diciture di legge riportate in etichetta.
Igiene del mezzo di trasporto
Vengono verificate le condizioni igieniche del mezzo di trasporto e la temperatura di trasporto (nel caso di
materie prime deperibili); in particolare, ci si assicura che non esistano condizioni di scarsa pulizia
(macchie persistenti, insudiciamenti, residui di alimenti deperibili) e che non vengano trasportati prodotti
non compatibili in condizioni di promiscuità.
Scarico, movimentazione e stoccaggio
Le operazioni di scarico e movimentazione vengono effettuate in maniera tale da evitare danneggiamenti
al prodotto ed agli imballaggi.
Lo stoccaggio viene effettuato in maniera tale da evitare contaminazioni di qualsiasi tipo del prodotto e
degli imballi.
Il latte viene immediatamente trasferito nei refrigeranti, dove rimane stoccato fino al momento dell’
utilizzo.
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 14 DI 50
Gli imballi primari e gli ingredienti vengono stoccati ben protetti nelle buste ed involucri originali per
evitare il contatto con eventuali agenti infestanti (insetti volanti, insetti striscianti, piccoli animali, ecc.) e
con la polvere; inoltre, non vengono mai poggiati direttamente a terra, bensì sull’ apposita scaffalatura.
Gli ingredienti diversi dal latte (ad esempio, il caglio) che necessitano di temperature controllate vengono
custoditi nella cella frigorifera.
Il personale addetto verifica giornalmente la temperatura e registra la lettura nel relativo documento di
registrazione.
PROCEDURA DI RIFERIMENTO: Selezione dei fornitori e controlli al ricevimento
5.4 – PULIZIE E SANIFICAZIONI
Il caseificio “…………………………..” ha predisposto una procedura di pulizie e sanificazioni finalizzata al
mantenimento di un ottimo livello igienico di impianti, macchine, locali di lavorazione e servizi accessori.
La sequenza delle operazioni previste è di seguito riportata:
rimozione dei residui grossolani
detersione
disincrostazione
disinfezione
Rimozione dei residui grossolani
Viene effettuata ad ogni fine lavorazione e consiste nell’ allontanamento dalle aree di lavoro di tutti i
residui originati nel corso della manipolazione del prodotto che ostacolerebbero i successivi processi di
pulizia. Tracce di cagliata, polveri, parti di confezioni, residui di latte ed altri materiali vengono rimossi
attraverso le operazioni di pulizia a secco dei pavimenti e di spolveratura dei tavoli, banchi da lavoro e
delle attrezzature.
Detersione
E’ l’operazione che consente di eliminare lo sporco organico dalle superfici, tanto da renderle visibilmente
pulite. All’ azione meccanica di spazzolatura, strofinamento, ecc. si aggiunge l’ azione chimica derivante
dall’ utilizzo di idonei detergenti. La scelta dei detergenti è stata effettuata in base al tipo di superficie da
trattare ed al tipo di sporco da rimuovere.
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 15 DI 50
Utilizziamo detergenti alcalini perchè sono efficaci nel rimuovere lo sporco organico, quello cioè dovuto ai
residui della lavorazione come grassi, proteine e zuccheri.
Per la detersione viene utilizzata acqua calda, mediamente intorno ai 50°C. (temperature superiori sono
sconsigliabili perché possono innescare fenomeni di adesione dello sporco alle superfici).
Disincrostazione
E’ la procedura che consente la rimozione del calcare, ruggine ed altre incrostazioni.
Le incrostazioni, oltre a ridurre la funzionalità delle attrezzature elevando i consumi elettrici, finiscono per
diventare un serbatoio di sviluppo microbico costituendo una barriera fisica all’azione dei detergenti e
disinfettanti. Accanto alle incrostazioni cosiddette “organiche” dovute alle materie prime alimentari,
esistono le incrostazioni “inorganiche”come quelle che si formano sulle rubinetterie ad opera del calcare.
In entrambi i casi è necessario rimuovere queste formazioni con l’uso di prodotti specifici e con molta
energia mediante sfregamento delle superfici da liberare. Una più assidua rimozione delle incrostazioni
consentirà una più facile rimozione.
Disinfezione
Si tratta di un processo finalizzato alla distruzione dei germi patogeni ed alla riduzione del numero degli
altri microrganismi. Può essere condotto con il calore o con agenti chimici di disinfezione.
Il calore umido risulta molto più efficace per la disinfezione rispetto al calore secco. Il calore umido viene
prodotto da macchine generatrici di calore che convogliano direttamente il vapore acqueo ad elevata
temperatura (fino a 150°C) e sotto pressione sulla superficie da bonificare.
I principi attivi più usati per la disinfezione nelle imprese dove si lavorano alimenti sono:
Cloro, Iodio, Sali quaternari di ammonio, Acido peracetico, Acqua ossigenata
In generale i composti a base di cloro, acqua ossigenata ed acido peracetico hanno una elevata capacità
distruttiva nei confronti dei batteri ed un costo contenuto.
I sali di ammonio quaternari hanno una buona efficacia e non presentano, neppure ad alte concentrazioni
criticità potenziali nei confronti delle superfici in acciaio inossidabile; inoltre, hanno una maggiore capacità
di penetrazione sulle superfici non lisce.
La disinfezione viene eseguita dopo la detersione perché una disinfezione anche abbondante di una
superficie viene minimizzata dalla presenza di residui di grasso e sporco così come pure dalla presenza di
liquidi.
Anche il tempo di contatto con le superfici da disinfettare è molto importante ai fini della completa
distruzione dei microbi. In generale sono sufficienti tempi di contatto di circa 10-15 minuti.
Le superfici che vengono a diretto contatto con gli alimenti sottoposte a detersione e disinfezione vengono
risciacquate con abbondante acqua pulita onde evitare la contaminazione con i prodotti chimici.
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 16 DI 50
Piano Aziendale di pulizia e disinfezione delle strutture, dei locali e delle attrezzature.
Il piano prevede:
- Istruzioni operative con indicazione delle frequenze e modalità di pulizia e disinfezione, tipo di
detergente e disinfettante e del personale addetto a svolgere le operazioni di pulizia.
-Piano di controllo e di verifica dell’efficacia delle operazioni di pulizia e disinfezione, comprendente sia
ispezioni periodiche che controlli microbiologici sulle superfici.
Le operazioni di pulizia giornaliere vengono effettuate sempre a fine lavorazione.
L’operazione preliminare alla pulizia dei locali è la spazzatura, (serve per l’eliminazione dei residui
grossolani) che viene effettuata utilizzando una scopa con setole rigide.
Successivamente alla spazzatura si passa al lavaggio dei pavimenti con una soluzione acquosa di
detergente, si risciacqua e, se previsto, si sanifica con idoneo disinfettante; infine, si risciacqua con acqua
potabile.
I piani di lavoro vengono spazzolati con spazzola a setola rigida per allontanare da essi i residui
grossolani, dopo di che vengono lavati con detergente, risciacquati e disinfettati, lasciando agire il
prodotto per circa 10 minuti. Infine si esegue un ultimo e abbondante risciacquo.
Gli utensili vengono puliti e detersi con soluzione di detergente, risciacquati e lasciati nel disinfettante per
almeno 15 minuti, risciacquati ed asciugati con panno a perdere.
Le apparecchiature/attrezzature vengono pulite con frequenza giornaliera mediante spazzolatura
utilizzando spazzole con setole rigide per eliminare i residui grossolani; quindi, vengono deterse con
idoneo detergente a base alcalina e, infine, risciacquate, disinfettate con idoneo disinfettante e
risciacquate abbondantemente con acqua potabile.
Le parti mobili delle attrezzature vengono smontate, deterse, risciacquate, disinfettate, nuovamente
risciacquate, asciugate e rimontate.
Il caseificio conserva, per ogni prodotto utilizzato, sia la scheda tecnica, indicante il principio attivo, la
destinazione d’uso, le modalità e le concentrazioni di utilizzo, sia la scheda di sicurezza indicante le
precauzioni da adottare in caso di ingestione, contatto con la pelle, ecc.
PROCEDURA DI RIFERIMENTO: Pulizie e sanificazioni dei locali e delle attrezzature
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 17 DI 50
5.5 – DISINFESTAZIONE E DERATTIZZAZIONE
Il caseificio adotta tutte le precauzioni necessarie ad evitare l’ infestazione di ambienti, impianti,
attrezzature e derrate alimentari da parte di mosche, zanzare, blatte, formiche, lucertole, uccelli, ratti,
ecc. Esse consistono in:
- Asportazione continua dei rifiuti dagli ambienti di stoccaggio e lavorazione;
- Installazione, sulle finestre che affacciano all' esterno, di adeguati dispositivi anti intrusione (zanzariere,
reti di protezione etc.);
- Idonea disposizione di impianti ed attrezzature allo scopo di evitare spazi inaccessibili alle pulizie;
In aggiunta a queste precauzioni è stata incaricata una ditta specializzata per l' esecuzione di un adeguato
programma di interventi di disinfestazione.
E' stata scelta una ditta che offre garanzie di esperienza e capacità e in grado di effettuare monitoraggi
per controllare e documentare la tendenza dell’ infestazione.
Periodicamente viene controllata l' integrità delle reti di protezione installate sulle finestre; con frequenza
mensile, la ditta incaricata esegue il monitoraggio delle esche rodonticide e delle trappole a colla
posizionate in punti specifici del caseificio (tali punti sono riportati in apposita mappa allegata alla
procedura di derattizzazione e disinfestazione); Se il monitoraggio evidenzia la presenza di animali
infestanti, vengono adottate tutte le azioni correttive necessarie a riportare la situazione alla normalità.
PROCEDURA DI RIFERIMENTO: Disinfestazioni e Derattizzazioni
5.6 - RIFORNIMENTO IDRICO
L’acqua erogata presso il caseificio possiede i requisiti di potabilità previsti dalla normativa vigente (D M.
31/01); pertanto, l’impianto per la sua distribuzione viene mantenuto in buone condizioni di manutenzione
e non ha nessuna possibile via di comunicazione con altri impianti potenzialmente inquinanti come quello
delle acque di scarico.
Con frequenza annuale, vendono effettuati i controlli chimici e microbiologici dell' acqua; il Laboratorio
esterno accreditato emette ad ogni controllo il relativo certificato di analisi. Tutti i certificati di analisi
vengono archiviati, a cura del Responsabile dell’Autocontrollo, assieme alla documentazione inerente
l’Autocontrollo.
PROCEDURA DI RIFERIMENTO: Approvvigionamento Idrico
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 18 DI 50
5.7 – SMALTIMENTO RIFIUTI E RESIDUI DI LAVORAZIONE
Ogni residuo di lavorazione caduto viene rimosso rapidamente onde evitare di far scivolare il personale e
comunque trasportare tali residui nelle altre zone. I rifiuti e scarti di lavorazione, specie se sporcano, non
vengono messi direttamente nei bidoni bensì in sacchi di plastica a loro volta posizionati nei bidoni per la
raccolta. La rimozione dei rifiuti prodotti nelle aree di lavorazione viene effettuata con regolarità in
relazione alla quantità di lavoro e comunque almeno una volta al giorno.
Abbiamo previsto un’ area dedicata all’ accumulo dei rifiuti e scarti di lavorazione ubicata a debita distanza
dai locali di stoccaggio e produzione.
I rifiuti sono stati classificati in:
-scarti di lavorazione (solidi e semisolidi)
-vetro
-plastica
-carta e cartone
-multi materiale (ad esempio, imballaggi multistrato composti da plastica + alluminio, oppure plastica +
cartone o, ancora, plastica+cartone+alluminio)
Per quanto riguarda le acque di lavaggio, esse vengono stoccate in vasca imhoff e , periodicamente
vengono smaltite da ditta specializzata. Il siero, viene conferito ad aziende zootecniche autorizzate ad
utilizzarlo per l’ alimentazione del bestiame.
PROCEDURA DI RIFERIMENTO: Gestione dei rifiuti e dei sottoprodotti della lavorazione (siero)
5.8 - IGIENE DEL PERSONALE
E' stata predisposta una idonea procedura (allegata a questo manuale di autocontrollo igienico) finalizzata
al mantenimento di un buon livello di igiene del personale e sono state definite delle istruzioni operative
riguardanti il lavaggio e l' utilizzo degli indumenti da lavoro, il lavaggio delle mani, le regole di
comportamento da osservare durante l' espletamento dell' attività lavorativa. Le istruzioni operative sono
state consegnate direttamente alle persone coinvolte a vario titolo nella realizzazione dei prodotti.
PROCEDURA DI RIFERIMENTO: Igiene del Personale
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 19 DI 50
5.9 - FORMAZIONE DEL PERSONALE
La legislazione vigente impone, sia al datore di lavoro che ai dipendenti, la frequentazione di un corso di
aggiornamento sull' igiene e sicurezza alimentare tenuto dalla A.S.L di competenza o da istituti privati
regolarmente autorizzati. Alla fine del corso viene rilasciato un attestato la cui validità è di 3 anni.
Il caseificio ha in forza solamente personale in possesso dell' attestato di frequentazione del corso; inoltre,
organizza corsi di formazione interni sostenuti da persone esperte in materia di igiene e sicurezza
alimentare.
Gli obiettivi dei corsi sono:
a) Fornire informazioni sulla natura del rischio alimentare, sulla sua possibile gravità e sugli specifici
pericoli connessi alle diverse fasi della linea produttiva e distributiva.
b) Fornire una sufficiente consapevolezza dei ruoli interpretati e delle loro possibili conseguenze sulla
sicurezza igienica del prodotto e, nel contempo, chiarire la differenza, a livello delle singole tappe,
fra un comportamento corretto e uno pericoloso.
c) Impratichire all’utilizzo dei diversi strumenti propri dei sistemi di autocontrollo HACCP (registrazioni,
compilazione schede, uso dei termometri, etc.) e rendere evidente l’importanza di queste
operazioni per garantire la salubrità degli alimenti trattati.
d) Valorizzare i ruoli di responsabilità e verifica, precisando i limiti ma individuandone con chiarezza il
significato nell’ambito degli obiettivi di sicurezza e qualità prefissati.
e) Incidere in profondità sul bagaglio culturale specifico (in materia di alimenti) del soggetto,
modificandone la mentalità dell’approccio al problema cercando di rendere abituali i nuovi
comportamenti acquisiti, mediante la sostituzione di quelli adottati in precedenza.
PROCEDURA DI RIFERIMENTO: Gestione formazione del personale
5.10 – IDENTIFICAZIONE e RINTRACCIABILITA’
Secondo la normativa vigente (Reg. CE 178/2002 del 28-1-2002 art. 18), tutte le imprese coinvolte nella
filiera alimentare devono essere in grado di individuare chi ha fornito loro l' ingrediente, il mangime, l'
animale o il semilavorato utilizzati nel loro ciclo produttivo; inoltre, devono essere in grado di stabilire a
chi hanno venduto il prodotto da loro lavorato e di ritirare dal mercato il prodotto che potrebbe
rappresentare un pericolo per la salute del consumatore.
PROCEDURE DI RIFERIMENTO: Identificazione e Rintracciabilità e Gestione dei Reclami
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 20 DI 50
6 – DESCRIZIONE DEI PRODOTTI
I prodotti caseari realizzati dal caseificio “……………………” sono:
PRODOTTI DA LATTE DI BUFALA
Mozzarella (nei vari formati e pezzature)
Scamorza
Caciocavallo
Burrata
Ricotta
PRODOTTI DA LATTE DI VACCA
Fiordilatte
Mozzarella mista
Scamorza
Caciocavallo
Formaggio fresco
PRODOTTI DA LATTE DI PECORA
Formaggi stagionati
I prodotti in questione sono destinati alla piccola ristorazione, ristorazione collettiva, vendita al dettaglio,
vendita all'ingrosso.
Il prodotto viene consumato generalmente tal quale (consumo diretto), come ingrediente (consumo
indiretto crudo o cotto) o misto.
Per la realizzazione dei suddetti prodotti vengono utilizzati latte di bufala, latte di vacca, latte di pecora,
caglio e sale.
6.1 Caratteristiche merceologiche dei prodotti
Le caratteristiche merceologiche dei prodotti sono sintetizzate nelle relative schede tecniche allegate al
presente manuale di autocontrollo e ad esse si rimanda
6.2 Definizione della shelf-life
La data di scadenza è il termine entro il quale il prodotto alimentare deve essere consumato. La scelta
della shelf-life e della relativa scadenza, è tale da rispettare le caratteristiche organolettiche dell'alimento
ma soprattutto, è tale da garantire al consumatore i requisiti igienico sanitari e di salubrità di un prodotto
alimentare, fino al termine ultimo prescelto.
Il caseificio “……………………………..” ha definito le date di scadenza per tutti i prodotti, stabilendone la durata
come indicato nelle relative schede tecniche effettuando sui prodotti alla data di produzione ed alla data
di scadenza prestabilita le analisi microbiologiche per la ricerca di:
Listeria monocytogenes
Stafilococchi coagulasi positivi
Salmonella spp.
Escherichia Coli beta glucuronidasi
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 21 DI 50
Alla data di scadenza i prodotti risultavano avere valori dei suddetti parametri microbiologici entro i limiti
massimi ammissibili riportati nelle schede tecniche come riportato nei certificati di analisi di cui è in
possesso il caseificio. Il rispetto dei limiti critici, definiti per il prodotto finito nella Procedura “Gestione delle Verifiche
Analitiche”, convalida la data di scadenza scelta. In caso contrario si individuano i fattori che hanno
determinato la Non Conformità, riducendo se il caso lo impone, e sino al ristabilirsi delle idonee condizioni,
la durata commerciale del prodotto.
Qualora si decidesse di prolungare la durata dei prodotti, prima della commercializzazione il responsabile
del sistema di autocontrollo provvederà a far eseguire dal laboratorio esterno, i controlli sul prodotto al
termine della nuova scadenza prescelta. Nel caso in cui dall'analisi si verifica il rispetto dei limiti critici la
data di scadenza può essere attribuita al prodotto.
PROCEDURA DI RIFERIMENTO: Gestione delle verifiche analitiche
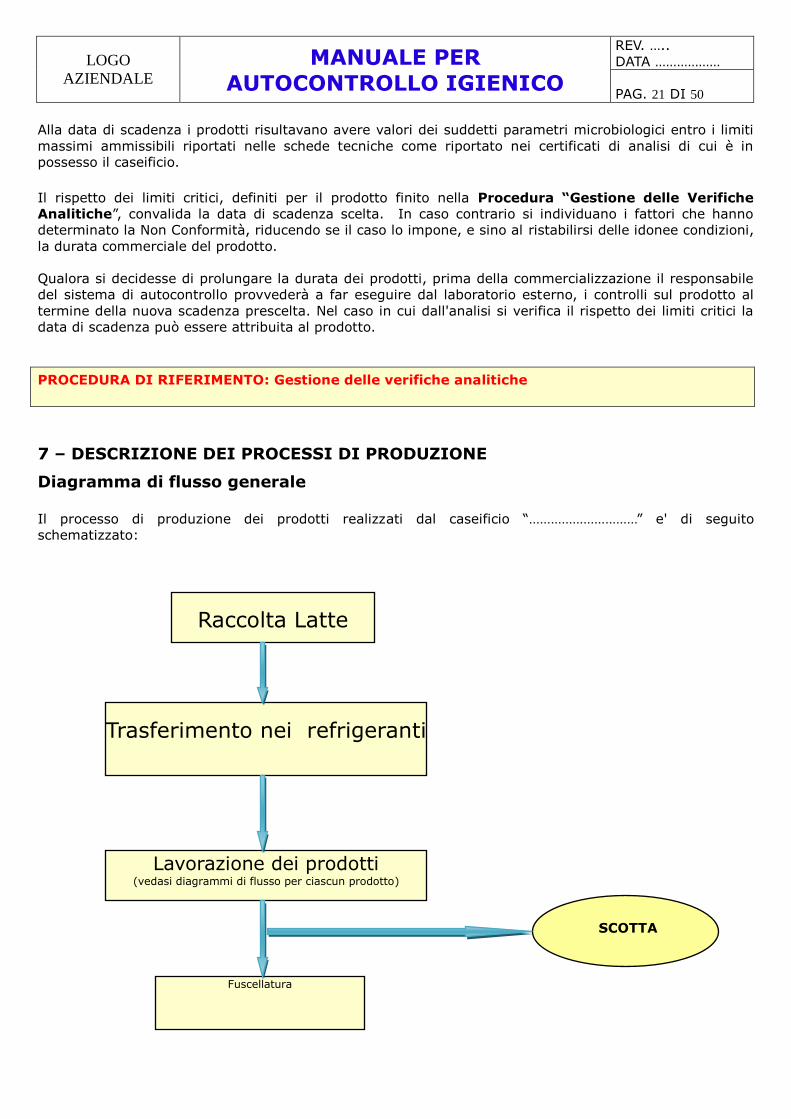
7 – DESCRIZIONE DEI PROCESSI DI PRODUZIONE
Diagramma di flusso generale Il processo di produzione dei prodotti realizzati dal caseificio “…………………………” e' di seguito
schematizzato:
Raccolta Latte
Trasferimento nei refrigeranti
Lavorazione dei prodotti (vedasi diagrammi di flusso per ciascun prodotto)
Fuscellatura
SCOTTA
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 22 DI 50
Descrizione del diagramma di flusso generale
Raccolta latte bufalino e vaccino
Il latte proviene sia da allevamenti che da centri di raccolta. Il latte proveniente dagli allevamenti viene
raccolto giornalmente, con veicolo proprio munito di cisterna coibentata mentre il latte proveniente dai
centri di raccolta viene trasportato con mezzi del fornitore.
La qualità igienico-sanitaria e merceologica del latte raccolto è sotto la responsabilità dei produttori e
fornitori che sono qualificati dal caseificio secondo la procedura di qualificazione dei fornitori allegata a
questo manuale di autocontrollo.
Trasferimento nei refrigeratori
All'arrivo al caseificio il latte viene trasferito, per mezzo della pompa dell' autocisterna, nei refrigeratori in
dotazione al caseificio.
Lavorazione dei prodotti
La lavorazione dei prodotti è schematizzata nei diagrammi di flusso di seguito riportati:
Diagramma di flusso N° 1: Mozzarella di bufala, Mozzarella mista e Fior di latte
Diagramma di flusso N° 2: Ricotta
Diagramma di flusso N° 3: Caciocavallo e Scamorza
Diagramma di flusso N° 4: Formaggio
Vendita
I formaggi freschi a pasta filata vengono mantenuti nel liquido di governo e venduti sia presso i punti
vendita aziendali, sia presso altri punti vendita.
La ricotta, ultimato il raffreddamento all'interno del caseificio, è immessa in cella frigorifera e confezionata
al momento della vendita, oppure confezionata e distribuita all'esterno.
La distribuzione esterna dei prodotti lattiero-caseari viene svolta con l'ausilio di automezzi propri con
coibentazione refrigerata.
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 23 DI 50
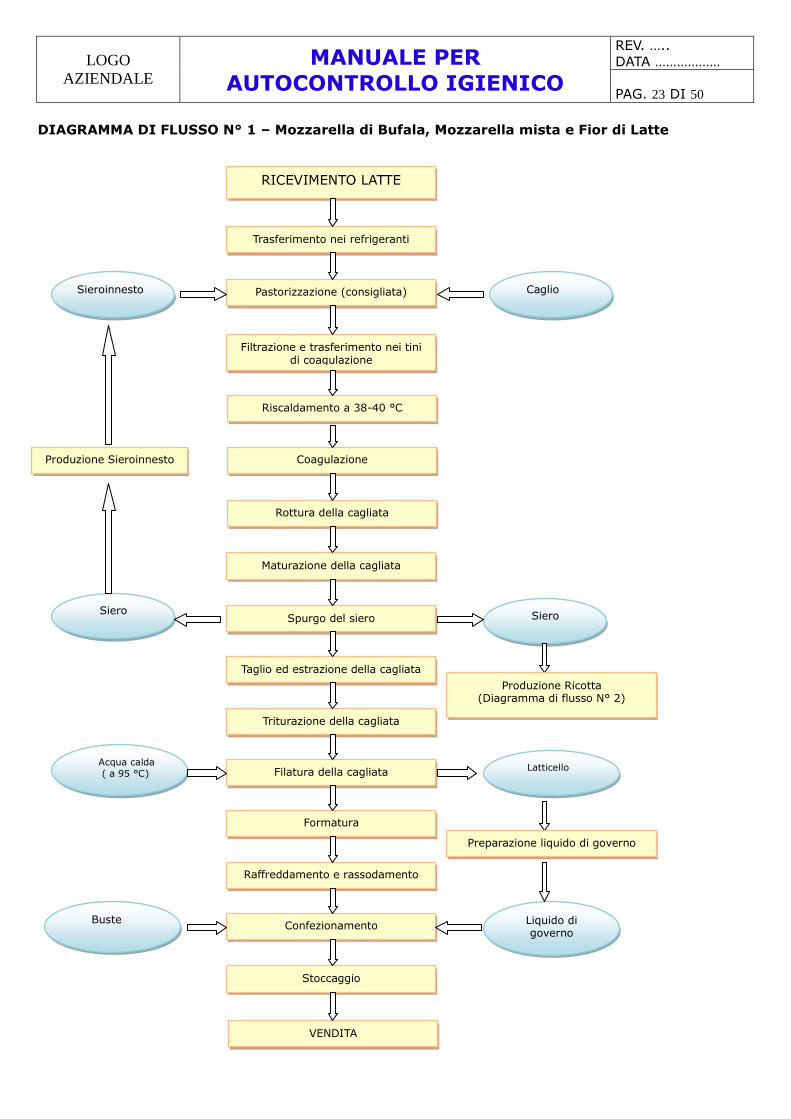
DIAGRAMMA DI FLUSSO N° 1 – Mozzarella di Bufala, Mozzarella mista e Fior di Latte
RICEVIMENTO LATTE
Trasferimento nei refrigeranti
Pastorizzazione (consigliata)
Filtrazione e trasferimento nei tini di coagulazione
Riscaldamento a 38-40 °C
Coagulazione
Rottura della cagliata
Maturazione della cagliata
Spurgo del siero
Taglio ed estrazione della cagliata
Triturazione della cagliata
Filatura della cagliata
Formatura
Raffreddamento e rassodamento
Confezionamento
Stoccaggio
VENDITA
Sieroinnesto Caglio
Siero
Produzione Sieroinnesto
Siero
Produzione Ricotta (Diagramma di flusso N° 2)
Acqua calda
( a 95 °C) Latticello
Preparazione liquido di governo
Liquido di governo
Buste
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 24 DI 50
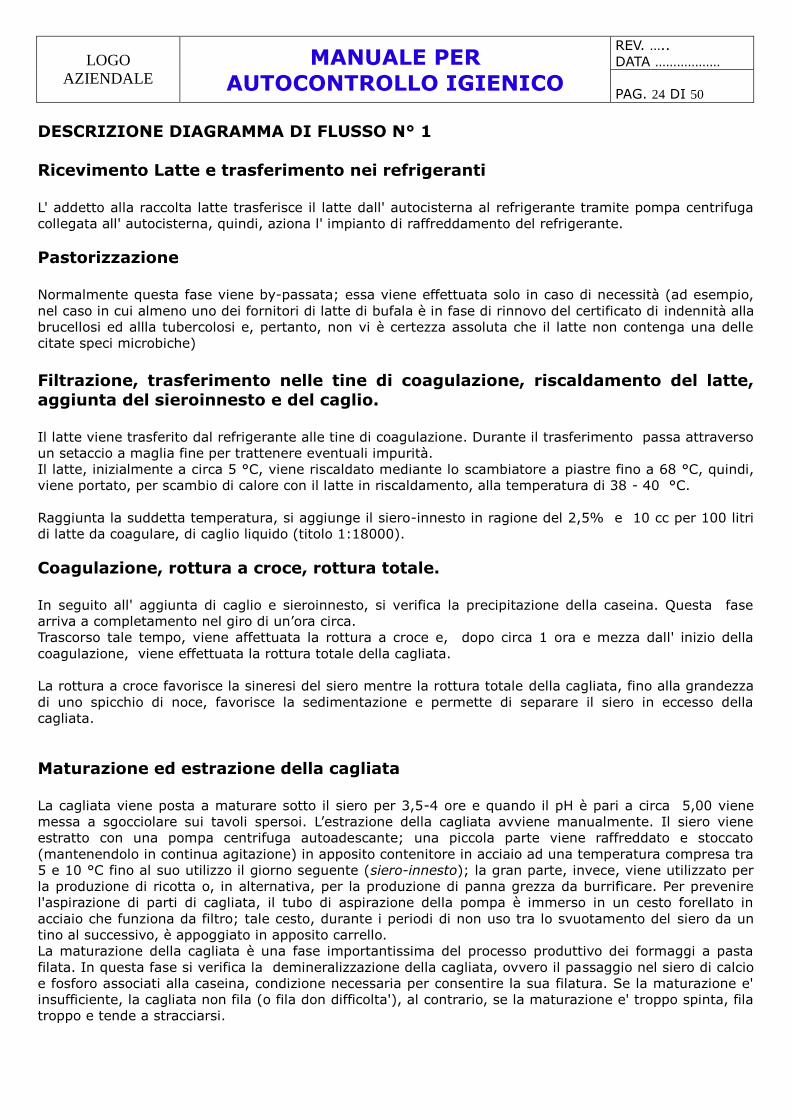
DESCRIZIONE DIAGRAMMA DI FLUSSO N° 1
Ricevimento Latte e trasferimento nei refrigeranti
L' addetto alla raccolta latte trasferisce il latte dall' autocisterna al refrigerante tramite pompa centrifuga
collegata all' autocisterna, quindi, aziona l' impianto di raffreddamento del refrigerante.
Pastorizzazione
Normalmente questa fase viene by-passata; essa viene effettuata solo in caso di necessità (ad esempio,
nel caso in cui almeno uno dei fornitori di latte di bufala è in fase di rinnovo del certificato di indennità alla
brucellosi ed allla tubercolosi e, pertanto, non vi è certezza assoluta che il latte non contenga una delle
citate speci microbiche) Filtrazione, trasferimento nelle tine di coagulazione, riscaldamento del latte,
aggiunta del sieroinnesto e del caglio. Il latte viene trasferito dal refrigerante alle tine di coagulazione. Durante il trasferimento passa attraverso
un setaccio a maglia fine per trattenere eventuali impurità.
Il latte, inizialmente a circa 5 °C, viene riscaldato mediante lo scambiatore a piastre fino a 68 °C, quindi,
viene portato, per scambio di calore con il latte in riscaldamento, alla temperatura di 38 - 40 °C.
Raggiunta la suddetta temperatura, si aggiunge il siero-innesto in ragione del 2,5% e 10 cc per 100 litri
di latte da coagulare, di caglio liquido (titolo 1:18000).
Coagulazione, rottura a croce, rottura totale. In seguito all' aggiunta di caglio e sieroinnesto, si verifica la precipitazione della caseina. Questa fase
arriva a completamento nel giro di un’ora circa.
Trascorso tale tempo, viene affettuata la rottura a croce e, dopo circa 1 ora e mezza dall' inizio della
coagulazione, viene effettuata la rottura totale della cagliata.
La rottura a croce favorisce la sineresi del siero mentre la rottura totale della cagliata, fino alla grandezza
di uno spicchio di noce, favorisce la sedimentazione e permette di separare il siero in eccesso della
cagliata.
Maturazione ed estrazione della cagliata La cagliata viene posta a maturare sotto il siero per 3,5-4 ore e quando il pH è pari a circa 5,00 viene
messa a sgocciolare sui tavoli spersoi. L’estrazione della cagliata avviene manualmente. Il siero viene
estratto con una pompa centrifuga autoadescante; una piccola parte viene raffreddato e stoccato
(mantenendolo in continua agitazione) in apposito contenitore in acciaio ad una temperatura compresa tra
5 e 10 °C fino al suo utilizzo il giorno seguente (siero-innesto); la gran parte, invece, viene utilizzato per
la produzione di ricotta o, in alternativa, per la produzione di panna grezza da burrificare. Per prevenire
l'aspirazione di parti di cagliata, il tubo di aspirazione della pompa è immerso in un cesto forellato in
acciaio che funziona da filtro; tale cesto, durante i periodi di non uso tra lo svuotamento del siero da un
tino al successivo, è appoggiato in apposito carrello.
La maturazione della cagliata è una fase importantissima del processo produttivo dei formaggi a pasta
filata. In questa fase si verifica la demineralizzazione della cagliata, ovvero il passaggio nel siero di calcio
e fosforo associati alla caseina, condizione necessaria per consentire la sua filatura. Se la maturazione e'
insufficiente, la cagliata non fila (o fila don difficolta'), al contrario, se la maturazione e' troppo spinta, fila
troppo e tende a stracciarsi.
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 25 DI 50
Taglio-tritatura e filatura della cagliata
La cagliata viene tritata meccanicamente; l'operazione viene effettuata con la macchina tritacagliata,
costituita da una tramoggia di alimentazione, un disco rotante, un sistema di evacuazione dei pezzi di
cagliata che sono raccolti in mastello di plastica. Successivamente, la cagliata viene filata manualmente
con acqua a circa 95°C.
Se questa operazione viene effettuata correttamente, si verifica una riduzione significativa della carica
microbica della cagliata. Al termine dell’operazione di filatura, la pasta assume la struttura filiforme che
costituisce la caratteristica peculiare della classe di formaggi denominati a pasta filata. L’acqua della
filatura (latticello) con aggiunta d'acqua potabile è riscaldata alla temperatura di 98 °C ed utilizzata per
la produzione di liquido di governo che verrà, a sua volta, utilizzato per il confezionamento della
mozzarella.
Prima di iniziare la fase di filatura si fa una prova preliminare. Essa consiste nel porre un pugno di cagliata
finemente triturata in un mestolo contenente acqua calda a 95°C: il casaro aiuta la fusione della cagliata
mescolandola con un bastoncino di legno e la stira sino ad ottenere un filo continuo.
Se la prova di filatura da esito positivo, l'intera cagliata viene immersa in acqua a 95°C per poi essere
formata manualmente o con l'ausilio di apposite macchine formatrici. In caso contrario, si lascia ancora
maturare la cagliata.
Formatura (ed eventuale farcitura)
Le mozzarelle e fior di latte di pezzatura piccola vengono formate a macchina per mezzo di rullo dotato di
alveoli di grandezza diversa in funzione della pezzatura; le mozzarelle e fior di latte da 500 grammi e le
trecce vengono formate mozzando con le mani il pezzo di pasta filata e conferendo loro la forma voluta.
Su richiesta del cliente, come nel caso della burrata, la cagliata filata viene formata a sfoglia, quindi, viene
posta in una fuscella e farcita con pezzi di mozzarella frammista a burro. Infine viene chiusa a formare
una sorta di fagottino.
Con la formatura si completa la fase calda della produzione della mozzarella.
Raffreddamento/Rassodamento
Le mozzarelle, modellate nella forma desiderata, vengono trasferite in una vasca contenente acqua di rete
fredda a 20 – 25 °C, al fine di abbassarne rapidamente la temperatura al di sotto del punto di fusione del
grasso e quindi iniziare a conferirle l'aspetto definitivo.
Allorché la temperatura è scesa al di sotto del punto di fusione del grasso, le mozzarelle sono trasferite
manualmente dalla prima vasca di raffreddamento ad altre vasche riempite di liquido di governo, ove
permangono fino al raggiungimento della consistenza desiderata in attesa del confezionamento. Il liquido
di governo ha il compito di:
impedire la formazione di crosta;
favorire la formazione di una “pelle” di consistenza tenera, liscia e lucente e di aspetto omogeneo;
eventualmente completare la salatura.
Preparazione del liquido di governo
La preparazione del liquido di governo avviene con modalita' differenti per la mozzarella e per il fior di
latte.
Nel caso della mozzarella, all’acqua di filatura (latticello) viene aggiunta una pari quantità di acqua di
rete, la miscela cosi ottenuta viene portata ad una temperatura di 98 °C, quindi, viene lasciata raffreddare
a temperatura ambiente per 12 ore in tini di acciaio. Viene poi trasferita in altro tino dove resta a
fermentare per 12 ore finché non raggiunge l’acidità di 4/5 gradi SH/50. Infine, viene aggiunto il sale in
ragione di circa lo 1,8-2%. Se necessario, il liquido di governo viene refrigerato fino a 18/20 °C nel
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 26 DI 50
periodo invernale e fino a 14/16°C nel periodo estivo. Nel caso del fiordilatte, viene utilizzata solo acqua di rete che non viene riscaldata e la concentrazione di
sale e' pari a circa il 2%. Per il resto il procedimento e' identico.
Confezionamento Il prodotto, al quale viene aggiunto il liquido di governo, viene confezionato sia in sacchetti di plastica per
alimenti, sia in vaschette di plastica per alimenti che vengono chiuse con coperchio in materiale plastico
termosaldato.
Nel caso delle confezioni in saccheti di plastica, i sacchetti, dopo il riempimento vengono annodati e
sigillati con sigillo in alluminio mediante macchinetta sigillatrice. Le confezioni in busta di plastica vengono
poste nelle vaschette di polistirolo.
Stoccaggio e Vendita Le confezioni di prodotto vengono trasferite ai punti vendita gestiti direttamente dal Caseificio o
distribuite, con automezzi refrigerati, ai vari punti vendita – negozi, supermercati, ristoranti, ecc.
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 27 DI 50
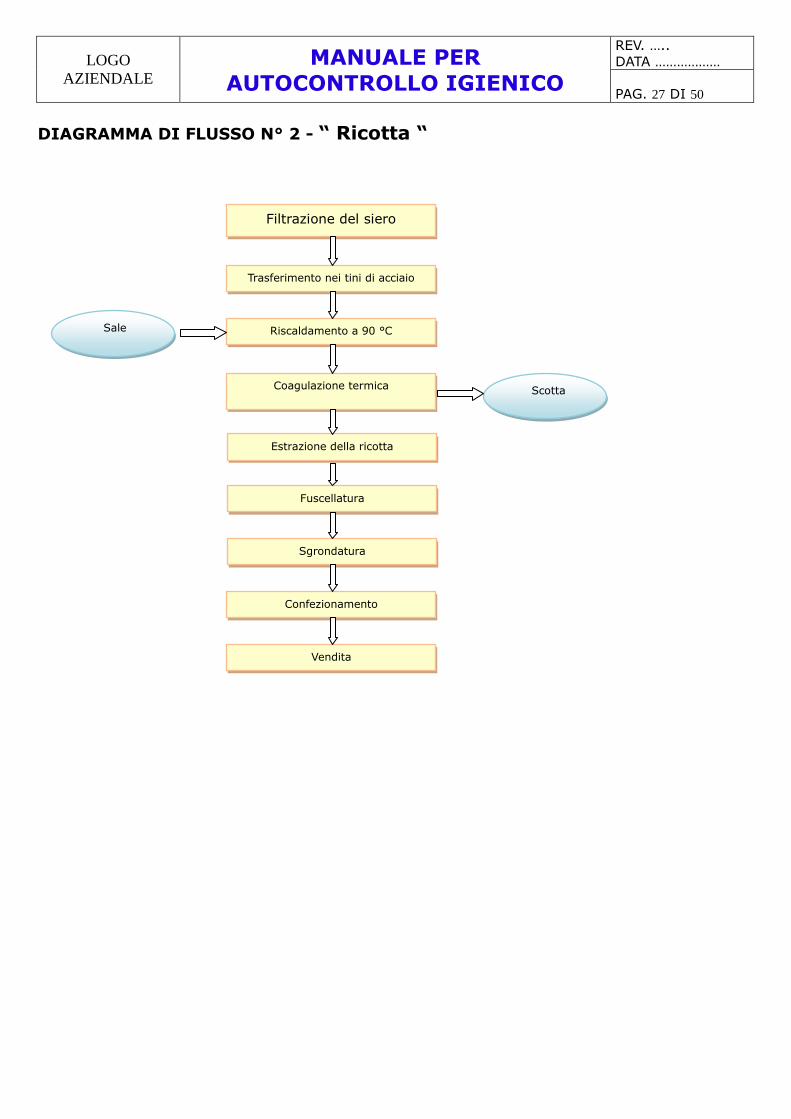
DIAGRAMMA DI FLUSSO N° 2 - “ Ricotta “
Filtrazione del siero
Trasferimento nei tini di acciaio
Riscaldamento a 90 °C
Coagulazione termica
Estrazione della ricotta
Fuscellatura
Sgrondatura
Confezionamento
Vendita
Sale
Scotta
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 28 DI 50
DESCRIZIONE DIAGRAMMA DI FLUSSO N° 2
La Ricotta è prodotta da siero proveniente dalla lavorazione della mozzarella. E' ottenuto dalla
coagulazione termica di siero intero ad acidità' naturale. Viene lavorata manualmente, sottoposta a spurgo
naturale e salata con addizione di sale al siero. E' un prodotto a pasta tenera, granulosa, di colore bianco
o bianco avorio. Ha sapore dolce ed e' utilizzata come prodotto da tavola o come ingrediente per altri
alimenti o piatti.
Riscaldamento del siero.
Il siero viene trasferito a mezzo pompa in tino di acciaio ed addizionato di latte. Quindi si riscalda con
iniezione diretta di vapore fino a 85-90°C. Dopo una cottura di qualche minuto per ottenere un coagulo più compatto, i fiocchi affiorati vengono recuperati con la “spannarola”.
Estrazione e Fuscellatura, Sgrondatura
La ricotta viene estratta dal tino di coagulazione, viene posta in fuscelle di plastica di forma tronco-conica
e di dimensioni variabili a seconda del formato e lasciata a sgrondare sui tavoli spersoi per consentire l' allontanamento della scotta in eccesso.
Confezionamento
La ricotta, ancora nella fuscella viene trasferita, tramite gli automezzi refrigerati, al punto vendita del
Caseificio o ai vari punti vendita dei clienti – negozi, supermercati, ecc. Il confezionamento, in carta
alimentare, viene effettuata presso i vari punti vendita al momento della cessione all' acquirente ed in sua
presenza. Su richiesta del cliente l' incartamento viene effettuato presso il caseificio.
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 29 DI 50
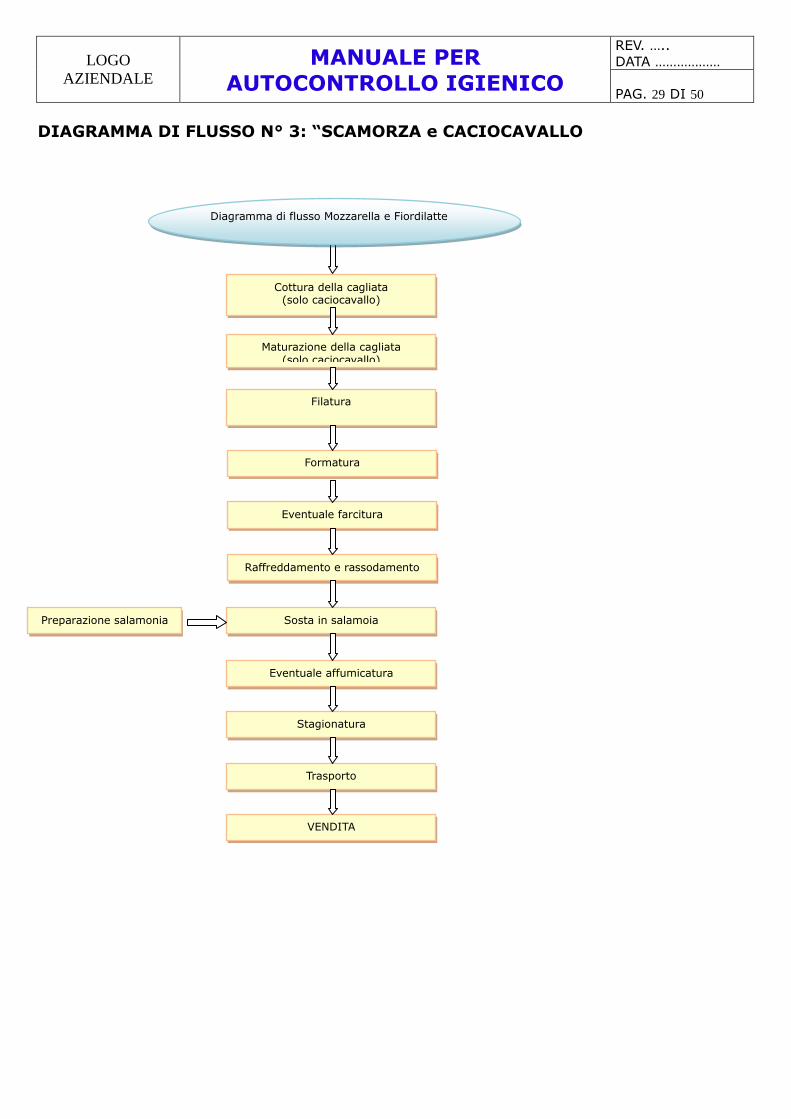
DIAGRAMMA DI FLUSSO N° 3: “SCAMORZA e CACIOCAVALLO
Cottura della cagliata (solo caciocavallo)
Maturazione della cagliata (solo caciocavallo)
Filatura
Formatura
Eventuale farcitura
Raffreddamento e rassodamento
Sosta in salamoia
Eventuale affumicatura
Stagionatura
Trasporto
VENDITA
Diagramma di flusso Mozzarella e Fiordilatte
Preparazione salamonia
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 30 DI 50
DESCRIZIONE DIAGRAMMA DI FLUSSO N° 3
N.B.
Tutte le fasi del processo produttivo antecedenti alla cottura della cagliata sono identiche a
quelle relative alla produzione della mozzarella e del fiordilatte, e per la descrizione si rimanda
al diagramma di flusso del fiordilatte e mozzarella.
Cottura della cagliata (solo caciocavallo)
La cagliata viene cotta per circa 10 minuti a 45-50°C. A tal fine è prelevata dalla caldaia di caseificazione
una parte del siero che è riscaldato a 90-95°C ed addizionato alla massa mantenuta in agitazione con
bastone ("ruotolo").
Maturazione della cagliata (solo caciocavallo)
In funzione della pezzatura finale del prodotto,è prevista una differente maturazione della cagliata: per le
pezzature più piccole (1 Kg.) la maturazione avviene sotto siero a circa 30°C, mentre per le forme di
maggior peso (3 Kg.) è fuori siero a temperatura ambiente (superiore a 25° C). In entrambi i casi la
durata della maturazione varia da 10 a 12 ore. La cagliata è pronta per la filatura quando raggiunge un pH
di 5,2 circa.
Filatura
La cagliata viene tagliata manualmente o in stringhe corte e poi filata manualmente utilizzando acqua a
90-95°C. La filatura è condotta in modo che la pasta assorba la minore quantità di acqua possibile.
Successivamente vengono prelevate porzioni di cagliata alle quali è conferita manualmente la
caratteristica forma a pera sormontata da un breve collo e dalla testa.
Formatura
La formatura viene fatta manualmente conferendo al prodotto la caratteristica forma a pera.
Farcitura - opzionale Se il prodotto deve essere farcito, come nel caso del burrino, la pasta filata viene tirata a formare una
sfoglia sulla quale viene depositata la farcitura, dopo di che viene richiusa a formare un fagottino.
Raffreddamento e rassodamento
Il prodotto viene posto in acqua fredda a circa 15 °C e lasciato rassodare per 30 minuti (scamorza); nel
caso del caciocavallo il rassodamento avviene per raffreddamento sotto acqua corrente per circa 1 ora.
Sosta in salamoia Le scamorze vengono immerse in soluzione di salamoia al 20% di sale preparata sciogliendo il sale in
acqua bollita a 98-100 °C e vi sostano per circa 2 ore.
Nel caso del caciocavallo la salatura viene effettuata in due fasi: immersione in salamoia al 12-14% per 5-
6 ore a 20°C seguita da immersione in salamoia al 16-18% per circa 2-3 ore a 15°C
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 31 DI 50
Affumicatura (opzionale, solo per le scamorze)
L' affumicatura viene eseguita su richiesta del cliente. Le scamorze vengono appese ad una asta, a sua
volta posta nell' affumicatoio e vengono affumicate con fumo prodotto per combustione della paglia.
Stagionatura
Scamorza: Il prodotto, sia affumicato che non affumicato, viene stoccato in cella frigorifera alla
temperatura di max 5 °C fino alla spedizione e vendita che devono avvenire entro il termine della data di
scadenza.
Caciocavallo: Il prodotto può essere venduto a vari stadi di stagionatura, a seconda delle richieste del
cliente. In ogni caso, esso viene mantenuto fino al momento della vendita in cella frigorifera a max 5 °C
Trasporto
All' occorrenza il prodotto viene trasportato al punto vendita del caseificio oppure ai vari punti vendita dei
vari clienti – negozi, supermercati, ecc. con automezzi refrigerati. Vendita
Scamorza: Al banco l' imballo viene messo solo al momento della vendita in presenza dell' acquirente.
Caciocavallo: il prodotto viene venduto tal quale. Solo nel caso in cui viene porzionato, esso viene
confezionato sottovuoto ed etichettato
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 32 DI 50
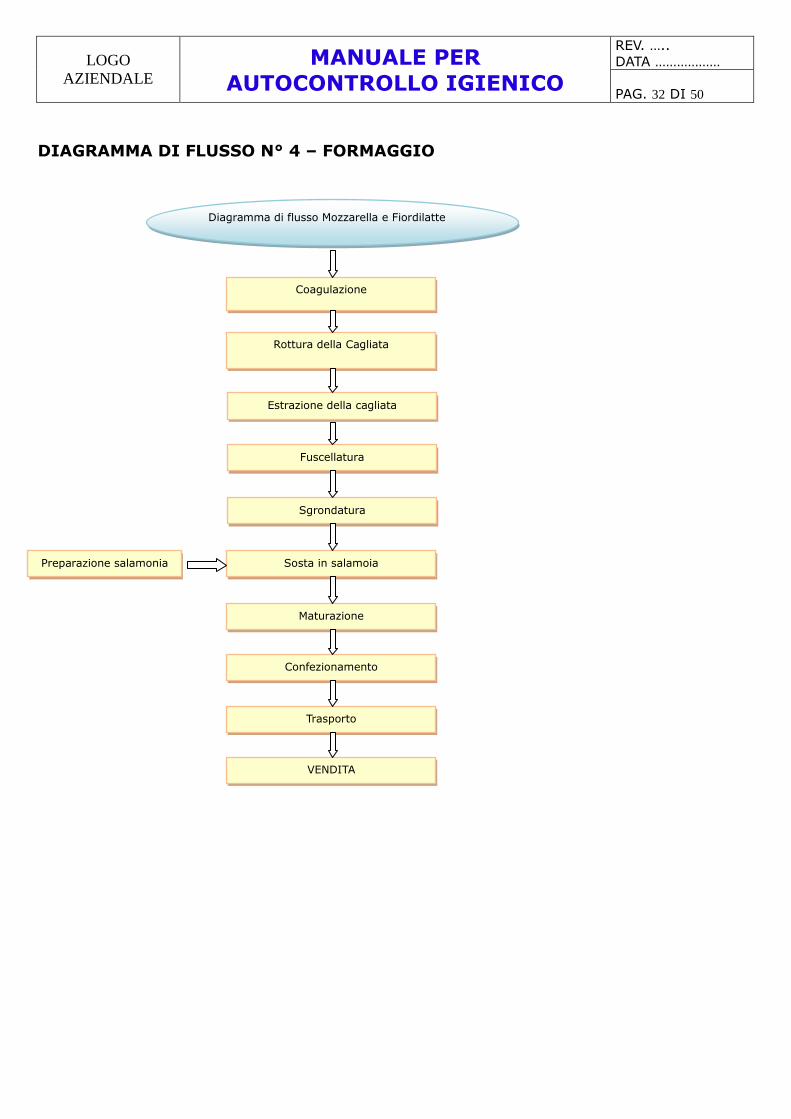
DIAGRAMMA DI FLUSSO N° 4 – FORMAGGIO
Coagulazione
Rottura della Cagliata
Estrazione della cagliata
Fuscellatura
Sgrondatura
Sosta in salamoia
Maturazione
Confezionamento
Trasporto
VENDITA
Preparazione salamonia
Diagramma di flusso Mozzarella e Fiordilatte
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 33 DI 50
DESCRIZIONE DIAGRAMMA DI FLUSSO N° 4 N.B.
Tutte le fasi di produzione fino al riscaldamento del latte sono uguali a quanto descritto per la
mozzarella e il fiordilatte; andiamo, quindi a descrivere le fasi successive.
COAGULAZIONE
Avviene con le stesse modalità adottate per mozzarella e fiordilatte, con l' unica differenza che non viene
aggiunto il siero-innesto.
ROTTURA DELLA CAGLIATA, ESTRAZIONE DELLA CAGLIATA
Vale quanto detto a proposito della mozzarella e del fiordilatte
FUSCELLATURA e SGRONDATURA
La cagliata viene posta nelle fuscelle di plastica di dimensioni e forme differenti in funzione delle richieste
del cliente, le fuscelle contenenti la cagliata vengono messe a sgrondare sul tavolo spersoio. Per favorire l'
espurgo del siero, le forme vengono piu' volte capovolte all' interno della fuscella.
SALATURA
A completamento della sgrondatura, si procede alla salatura mediante immersione in salamoia
CONFEZIONAMENTO E VENDITA
Il prodotto viene confezionato in carta pergamena e venduto presso il punto vendita del caseificio o presso
altri punti vendita
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 34 DI 50
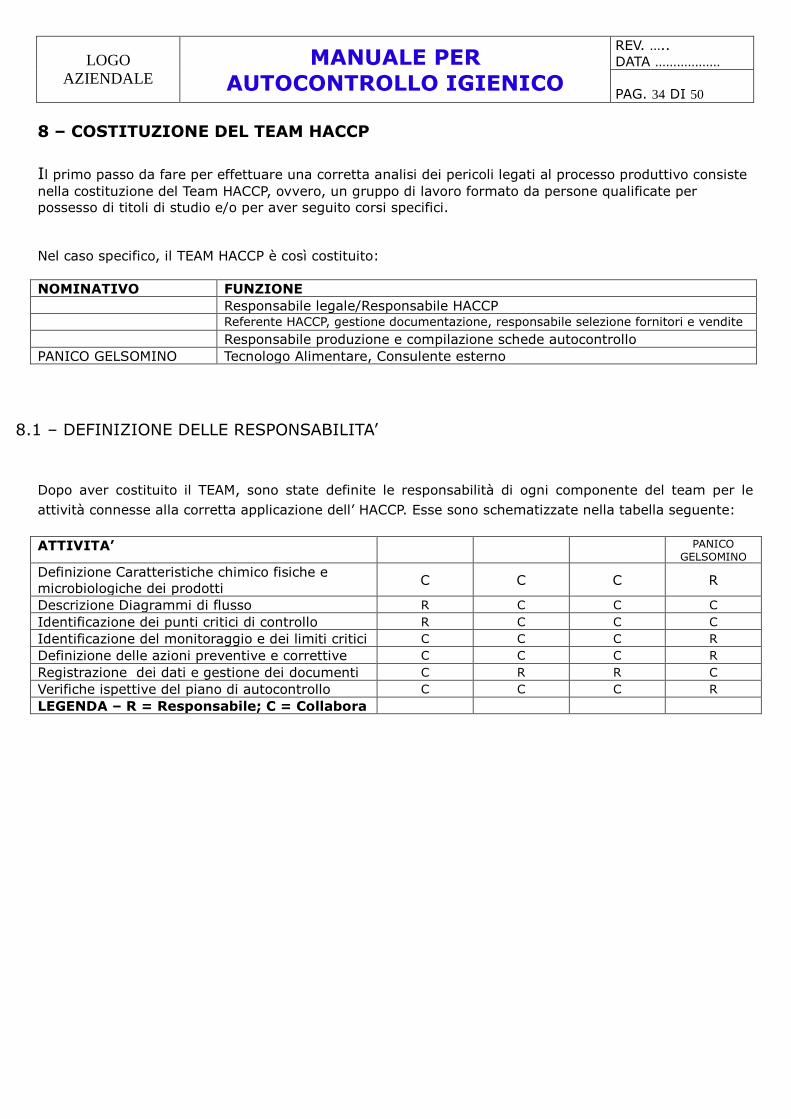
8 – COSTITUZIONE DEL TEAM HACCP Il primo passo da fare per effettuare una corretta analisi dei pericoli legati al processo produttivo consiste
nella costituzione del Team HACCP, ovvero, un gruppo di lavoro formato da persone qualificate per
possesso di titoli di studio e/o per aver seguito corsi specifici.
Nel caso specifico, il TEAM HACCP è così costituito:
NOMINATIVO FUNZIONE
Responsabile legale/Responsabile HACCP
Referente HACCP, gestione documentazione, responsabile selezione fornitori e vendite
Responsabile produzione e compilazione schede autocontrollo
PANICO GELSOMINO Tecnologo Alimentare, Consulente esterno
8.1 – DEFINIZIONE DELLE RESPONSABILITA’
Dopo aver costituito il TEAM, sono state definite le responsabilità di ogni componente del team per le
attività connesse alla corretta applicazione dell’ HACCP. Esse sono schematizzate nella tabella seguente:
ATTIVITA’ PANICO
GELSOMINO
Definizione Caratteristiche chimico fisiche e
microbiologiche dei prodotti C C C R
Descrizione Diagrammi di flusso R C C C
Identificazione dei punti critici di controllo R C C C
Identificazione del monitoraggio e dei limiti critici C C C R
Definizione delle azioni preventive e correttive C C C R
Registrazione dei dati e gestione dei documenti C R R C
Verifiche ispettive del piano di autocontrollo C C C R
LEGENDA – R = Responsabile; C = Collabora
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 35 DI 50
9 - APPLICAZIONE DELLA METODOLOGIA HACCP
Ogni Piano HACCP è specifico per un determinato esercizio od impianto e prevede l’ applicazione dei
principi base di seguito riportati:
1. Identificazione dei pericoli potenziali associati alla lavorazione dell’ alimento in tutte le sue varie fasi
(dal ricevimento imballi e materie prime, passando per il processo di produzione, il confezionamento, lo
stoccaggio ed il trasporto fino al consumatore finale). Valutazione della gravità di ogni pericolo e della
probabilità con la quale può manifestarsi.
2. Identificazione dei punti critici di controllo (CCP) e delle Azioni preventive, ovvero, delle
procedure e delle fasi del processo produttivo che possono essere controllate al fine di eliminare i pericoli
o ridurre a livelli accettabili la probabilità che essi si verifichino e delle misure preventive finalizzate al
raggiungimento dei suddetti obiettivi
3. Definizione del monitoraggio che permetta di assicurare il controllo dei CCP tramite osservazioni
dirette (es. annotazione di una temperatura) o analisi di laboratorio (es. prelievo ed analisi di campioni).
4. Definizione dei limiti critici che devono essere rispettati per assicurare che ogni punto critico (CCP)
sia sotto controllo.
5. Definizione delle azioni correttive da adottare quando il monitoraggio indica che un particolare
punto critico (CCP) non è piu’ sotto controllo (scostamento dai limiti critici prefissati).
6. Registrazione dei dati e gestione dei documenti del sistema HACCP.
7. Verifiche ispettive per certificare che il Sistema HACCP stia funzionando efficacemente.
9.1 - IDENTIFICAZIONE DEI PERICOLI
Per l' identificazione dei pericoli associati agli ingredienti ed imballi in entrata, allo stoccaggio, al processo
di produzione ed alla commercializzazione, bisogna prima di tutto fare la raccolta delle informazioni
necessarie, avvalendosi della bibliografia, dei dati analitici, delle dichiarazioni di responsabilità dei
fornitori, ecc.
Come per tutti gli alimenti anche nella filiera di produzione e commercializzazione dei prodotti lattiero-
caseari è presente il rischio che, in particolari occasioni, essi possono divenire veicoli di malattie per il
consumatore.
I pericoli associati ad un processo di produzione che possono indurre un danno per la salute del
consumatore sono suddivisi in agenti di tipo fisico (o particellare), chimico, biologico o microbiologico.
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 36 DI 50
AGENTI DI TIPO FISICO (PARTICELLARE)
Gli agenti di tipo fisico o particellare possono essere rappresentati da sassolini, schegge di legno,
frammenti metallici, di vetro o di plastica, frammenti di insetti, peli, capelli, effetti personali, mozziconi di
sigaretta, ecc. Essi possono essere già presenti in ingredienti ed imballi utilizzati per la produzione ma
possono anche essere introdotti accidentalmente in fase di produzione e distribuzione del prodotto.
Nel caso del latte, il pericolo piu’ frequente è rappresentato dai frammenti di materiale
organico od inorganico di provenienza ambientale.
AGENTI DI TIPO CHIMICO
Gli agenti di tipo chimico sono
a) residui di pratiche agronomiche (pesticidi, fitofarmaci, antiparassitari, erbicidi, derattizzanti, acaricidi)
b) residui di pratiche veterinarie (antibiotici, sulfamidici) e di pratiche zootecniche (anabolizzanti, ormoni)
c) contaminanti chimici presenti nelle acque di lavorazione
d) additivi alimentari aggiunti in quantitativi eccedenti i limiti di legge
e) micotossine nelle materie prime di origine vegetale
f) metalli pesanti in quantitativi superiori ai limiti di legge
g) pcb, diossine, oli minerali
h) sostanze allergeniche non dichiarate in etichetta
i) contaminanti chimici rilasciati dagli impianti di produzione
j) residui di detergenti o sanificanti causati da operazioni di pulizia mal eseguite
k) residui di prodotti utilizzati per manutenzione di locali ed attrezzature (lubrificanti, vernici, ecc.)
Con particolare riferimento al latte, esso può contenere antibiotici (specialmente Penicillina), soprattutto
in primavera quando tali farmaci vengono utilizzati per curare le mastiti, che, notoriamente sono molto
diffuse in tale stagione. Il latte contenente antibiotici non è adatto alla produzione di formaggio in quanto
non coagula bene oppure questo processo avviene lentamente e comunque il formaggio matura male ed è
scarsamente aromatico. Nell' organismo umano gli antibiotici presenti nel latte possono procurare
anafilassi in individui sensibilizzati a quel tipo di antibiotici.
Anche i detersivi si possono ritrovare nel latte a causa di non corrette procedure di pulizia (detersione e
risciacquo) di contenitori, attrezzature ed utensili.
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 37 DI 50
Altre sostanze chimiche (residui di pesticidi, diossina, aflatossine ecc.) possono essere presenti nel
latte se eventualmente contenuti nel mangime, con particolare riferimento agli insilati, e/o nell'acqua di
beveraggio.
AGENTI DI TIPO BIOLOGICO
Gli agenti di tipo biologico sono
microrganismi (batteri, lieviti, muffe),
virus (es. virus dell’ epatite A ed E),
parassiti: tenie (tenia solium, tenia saginata), giarda, trichinella spiralis,
organismi superiori (insetti, uccelli, lucertole, animali domestici, topi)
I microrganismi, i virus e i parassiti possono essere presenti nelle materie prime all’origine
(contaminazione primaria) oppure possono penetrare nelle diverse fasi di lavorazione (contaminazione
secondaria) a causa di diversi fattori quali: contaminazione crociata tra diversi alimenti (cotti e crudi, di
origine animale e vegetale, ecc.), contaminazione delle acque di lavorazione, contaminazione indotta dal
personale (scarsa igiene personale)contaminazione dovuta agli utensili, piani di lavoro, attrezzature,
contenitori, ecc. Essi possono essere distrutti dai processi di cottura e trattamenti termici e mantenuti
entro limiti accettabili adottando adeguate temperature di conservazione.
Fra i batteri sono compresi tutti gli agenti eziologici delle più importanti patologie trasmesse dagli
alimenti: salmonelle, shigelle, vibrione del colera, stafilococco aureo, Clostridium botulinum, bacillus
cereus, ceppi enterotossici di escherichia coli, Listeria monocytogenes, campylobacter, brucella abortis,
mycobacterium tubercolosis, ecc.
La diffusione della tecnica di refrigerazione del latte alla stalla ha modificato il quadro batteriologico poiché
ha soppresso la fascia di batteri termici-mesofili a vantaggio della flora psicotrofa (es: Pseudomonas
fluorescens) e psicrofila dannosa alla caseificazione in quanto può pregiudicare la conservabilità,
specialmente dei formaggi molli.
Nel caso del latte, bisogna porre particolare attenzione a 2 speci patogene: il Mycobacterium
Tubercolosis (agente eziologico della tubercolosi) e la Brucella abortis (Agente eziologico della febbre
maltese).
Gli allevamenti registrati sono sotto il costante controllo delle Autorità veterinarie, che verificano lo stato
sanitario generale di tutti gli animali, che non devono essere affetti da alcuna malattia trasmissibile
all'uomo attraverso il latte, quali ad esempio TBC, tifo, febbre maltese (brucella spp.).
I lieviti sono abbastanza diffusi, ma sempre quantitativamente scarsi. Raramente si moltiplicano in
abbondanza; in tal caso sviluppano gas e conferiscono qualche inconveniente ai formaggi molli (gonfiore
precoce) e al burro.
Le muffe sono abbastanza diffuse, ma non rivestono, in genere, importanza. Raramente possono causare
alterazioni ai formaggi a pasta molle. Sono utilizzate per produrre i cosiddetti formaggi erborinati (tipo
Gorgonzola), come Penicillium glaucum, P. album, P. candidum. Essendo le muffe aerobie obbligate,
si sviluppano solo sulla superficie del latte.
Virus (o fagi) se presenti possono provocare alterazioni per la caseificazione, in quanto parassitano i
batteri.
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 38 DI 50
Il latte ha una composizione chimica tale che i microrganismi, che in quello appena secreto sono qualche
migliaio per millilitro, possono trovare tutti i componenti ottimali per la crescita e lo sviluppo. Molteplici
sono, infatti, i fattori che influenzano le caratteristiche microbiologiche del latte appena munto. Le pratiche
igieniche seguite dagli allevatori, come ad es. il lavaggio dell'impianto di mungitura o l'igiene del capezzolo
o la temperatura di refrigerazione del latte, possono influenzare il rapporto tra i microrganismi
potenzialmente utili per il processo di caseificazione e quelli alterativi.
Ma molti sono anche i fattori di carattere biologico e tecnologico che possono entrare in gioco nel
determinare la sopravvivenza e lo sviluppo di germi patogeni presenti inizialmente nel latte crudo durante
il processo di trasformazione. Ne consegue che lo sviluppo microbico nei prodotti lattiero-caseari dipende
sostanzialmente da due fattori principali: la carica batterica residuale nel latte determinata dalla qualità
del latte alla stalla e dagli eventuali trattamenti successivi di risanamento e contenimento adottati e la
ricontaminazione nel corso della trasformazione o della commercializzazione.
9.2 – IDENTIFICAZIONE DEI PUNTI CRITICI DI CONTROLLO (C.C.P.) e AZIONI PREVENTIVE
L’individuazione dei punti critici di controllo(CCP) costituisce la fase più importante nell’ applicazione dello
strumento HACCP; infatti, nel processo produttivo e distributivo si possono sicuramente individuare
numerosi punti di controllo (CP), ma non tutti possono essere considerati critici (CCP) .
L’Azienda, dopo avere eseguito la analisi dei pericoli ha individuato una serie di potenziali Fattori di Rischio
(individuati sulla base della bibliografia e dell’esperienza pregressa) che possono essere genericamente
collegati alla produzione di prodotti lattiero-caseari.
Tali fattori sono stati attentamente analizzati, al fine di individuare e distinguere i fattori di rischio ritenuti
altamente improbabili, che non richiedono quindi uno specifico sistema di prevenzione da quelli critici per
la salute del consumatore e che potrebbero potenzialmente verificarsi, date le specifiche condizioni e gli
specifici sistemi produttivi adottati in azienda.
L' identificazione dei CCP è stata fatta seguendo lo schema del cosiddetto “albero delle decisioni”,
messo a punto dal Codex alimentarius, da applicare per ogni fase del processo di produzione e di seguito
riportato.
Esso consiste in una serie di domande in sequenza (cui deve essere data una risposta positiva o
negativa), per mezzo delle quali si procede ad identificare i punti critici di controllo tramite un
procedimento di esclusione progressiva.
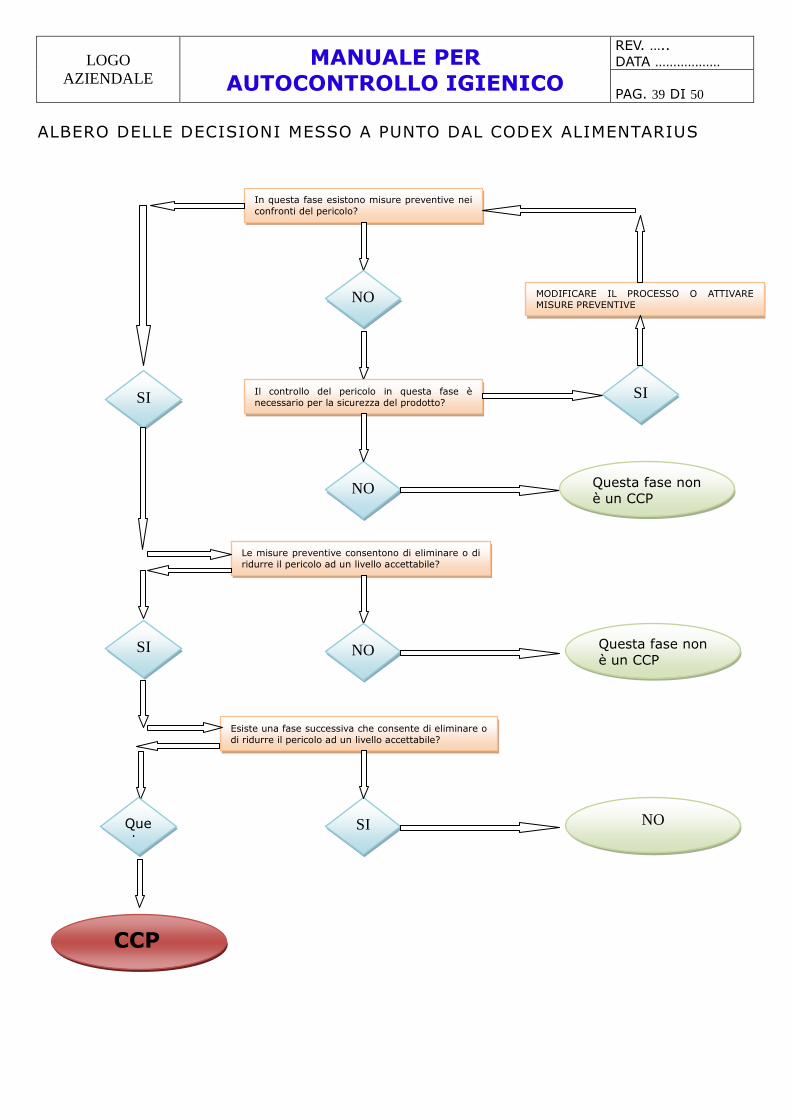
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 39 DI 50
ALBERO DELLE DECISIONI MESSO A PUNTO DAL CODEX ALIMENTARIUS
In questa fase esistono misure preventive nei
confronti del pericolo?
NO
Il controllo del pericolo in questa fase è
necessario per la sicurezza del prodotto?
NO Questa fase non
è un CCP
SI
MODIFICARE IL PROCESSO O ATTIVARE MISURE PREVENTIVE
SI
Le misure preventive consentono di eliminare o di
ridurre il pericolo ad un livello accettabile?
NO Questa fase non
è un CCP SI
Esiste una fase successiva che consente di eliminare o
di ridurre il pericolo ad un livello accettabile?
SI
CCP
Que
sta
fase
non
è
un
CCP
NO
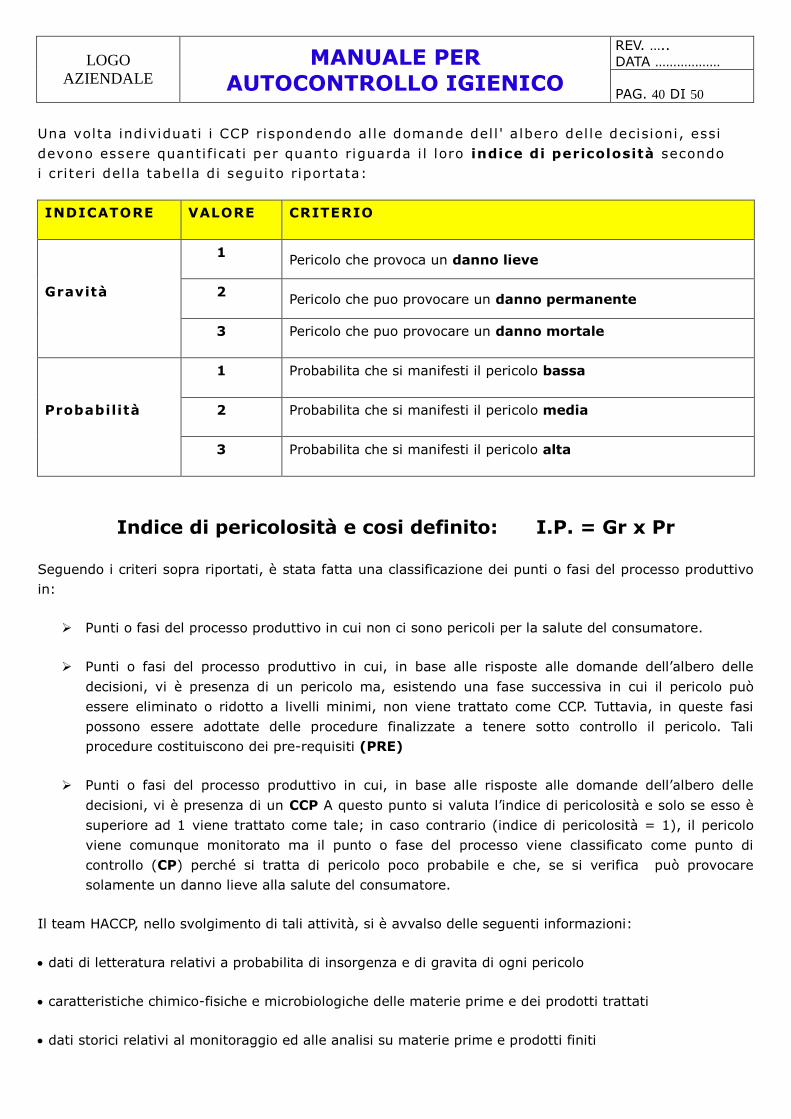
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 40 DI 50
Una volta individuati i CCP rispondendo al le domande del l ' albero del le decisioni, essi
devono essere quantificati per quanto riguarda i l loro indice di pericolosità secondo
i criteri del la tabel la di seguito riportata:
INDICATORE VALORE CRITERIO
Gravità
1 Pericolo che provoca un danno lieve
2 Pericolo che puo provocare un danno permanente
3 Pericolo che puo provocare un danno mortale
Probabilità
1 Probabilita che si manifesti il pericolo bassa
2 Probabilita che si manifesti il pericolo media
3 Probabilita che si manifesti il pericolo alta
Indice di pericolosità e cosi definito: I.P. = Gr x Pr
Seguendo i criteri sopra riportati, è stata fatta una classificazione dei punti o fasi del processo produttivo
in:
Punti o fasi del processo produttivo in cui non ci sono pericoli per la salute del consumatore.
Punti o fasi del processo produttivo in cui, in base alle risposte alle domande dell’albero delle
decisioni, vi è presenza di un pericolo ma, esistendo una fase successiva in cui il pericolo può
essere eliminato o ridotto a livelli minimi, non viene trattato come CCP. Tuttavia, in queste fasi
possono essere adottate delle procedure finalizzate a tenere sotto controllo il pericolo. Tali
procedure costituiscono dei pre-requisiti (PRE)
Punti o fasi del processo produttivo in cui, in base alle risposte alle domande dell’albero delle
decisioni, vi è presenza di un CCP A questo punto si valuta l’indice di pericolosità e solo se esso è
superiore ad 1 viene trattato come tale; in caso contrario (indice di pericolosità = 1), il pericolo
viene comunque monitorato ma il punto o fase del processo viene classificato come punto di
controllo (CP) perché si tratta di pericolo poco probabile e che, se si verifica può provocare
solamente un danno lieve alla salute del consumatore.
Il team HACCP, nello svolgimento di tali attività, si è avvalso delle seguenti informazioni:
dati di letteratura relativi a probabilita di insorgenza e di gravita di ogni pericolo
caratteristiche chimico-fisiche e microbiologiche delle materie prime e dei prodotti trattati
dati storici relativi al monitoraggio ed alle analisi su materie prime e prodotti finiti
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 41 DI 50
dati relativi alle segnalazioni dal mercato
caratteristiche della struttura produttiva specifica e delle considerazioni riportate nella descrizione
aziendale; Da questi dati è scaturito che il pericolo chimico relativo alla presenza di farmaci si ritiene poco probabile
poiché le aziende conferenti sono tenute ad eseguire un controllo rigoroso dei trattamenti farmacologici
degli animali, e a rispettare scrupolosamente i tempi di carenza relativamente all’utilizzo degli animali
trattati.
Il pericolo chimico relativo a presenza di antiparassitari provenienti dall’eventuale consumo di mangimi
concentrati è considerato poco probabile a causa della miscelazione all’interno di tali alimenti di specie
vegetali diverse e di varia provenienza e dall’approvvigionamento presso fornitori selezionati, ed in
particolare all’uso limitato.
Il pericolo chimico relativo alla presenza di aflatossina M1 è considerato poco probabile a causa
dell’approvvigionamento degli alimenti presso fornitori selezionati e al controllo delle condizioni, dei tempi
e delle caratteristiche della merce in stoccaggio, nonché all’uso di quantità limitate.
Il pericolo chimico relativo alla presenza di sostanze detergenti e disinfettanti è considerato poco probabile
per le prolungate operazioni di risciacquo eseguite su tutti gli ambienti, attrezzature, utensili di
lavorazione, in particolare quelli che vengono a diretto contatto con i prodotti.
Il pericolo fisico e particellare, relativo alla presenza di corpi estranei nel latte o nei prodotti finiti, è
ritenuto mediamente probabile, e può e deve essere minimizzato con l'adozione delle buone pratiche di
lavorazione ed un'adeguata formazione del personale.
I pericoli microbiologici invece sono i più probabili. Essi sono costituiti da microrganismi patogeni e loro
tossine ( coagulasi +, Salmonella spp., E. coli, L. monocitogenes);
I pericoli biologici(insetti volanti, insetti striscianti, lucertole, roditori, ecc.) sono anche essi abbastanza
probabili e, quindi, da valutare e da prendere in considerazione.
AZIONI PREVENTIVE
GENERALITA'
Al fine di ridurre i pericoli a livelli accettabili, il caseificio “ La Fattoria di Campagna” ha adottato una serie
di azioni preventive.
Premesso che la pastorizzazione è il processo più generalmente utilizzato a garanzia della sicurezza
microbiologica dei prodotti alimentari, esistono tutta una serie di mezzi, metodi ed approcci alternativi per
assicurare un prodotto sano.
Tali metodi ed approcci alternativi si possono applicare anche nella fabbricazione di prodotti lattiero-
caseari, a condizione che si adottino le norme di buona prassi igienica.
Ciò che rende sicuri i prodotti descritti in questo piano di autocontrollo è l’effetto sinergico dei seguenti
fattori
Rispetto della catena del freddo fino al momento della lavorazione del latte
Acidificazione della cagliata durante la fase di maturazione
Elevata temperatura cui viene cotta la cagliata
Stagionatura, per i prodotti che la prevedono con conseguente diminuzione dell’attività dell’acqua.
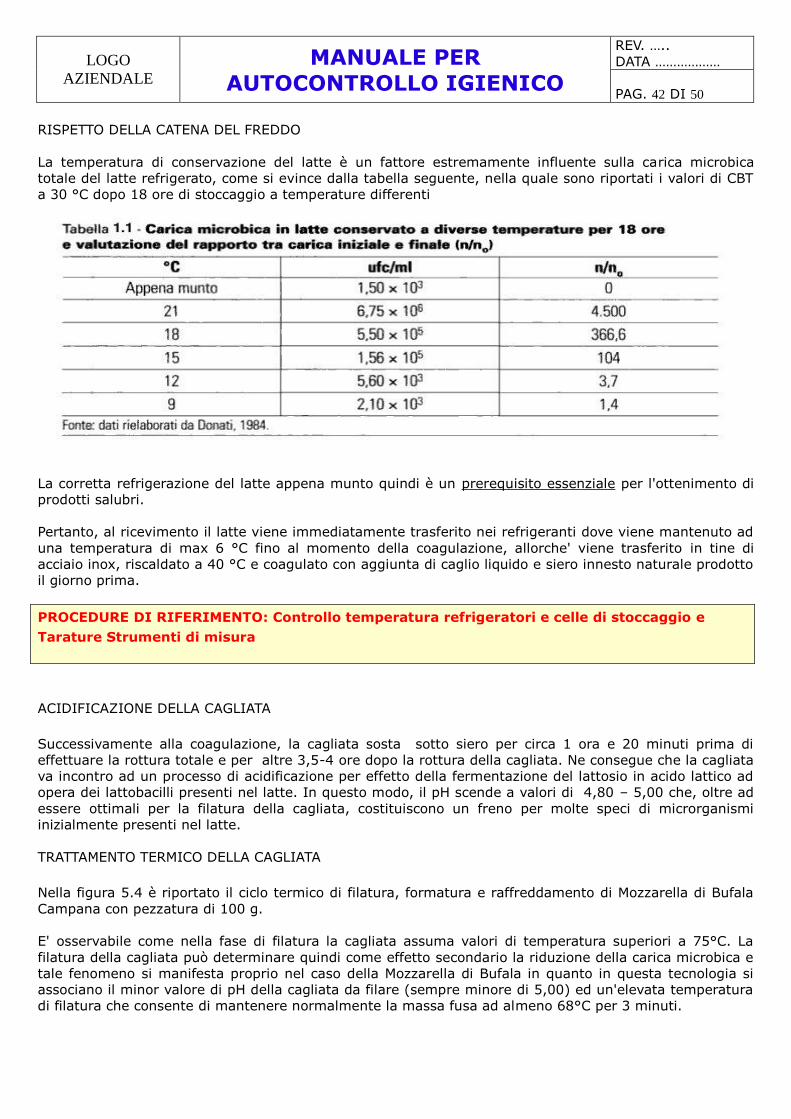
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 42 DI 50
RISPETTO DELLA CATENA DEL FREDDO
La temperatura di conservazione del latte è un fattore estremamente influente sulla carica microbica
totale del latte refrigerato, come si evince dalla tabella seguente, nella quale sono riportati i valori di CBT
a 30 °C dopo 18 ore di stoccaggio a temperature differenti
La corretta refrigerazione del latte appena munto quindi è un prerequisito essenziale per l'ottenimento di
prodotti salubri.
Pertanto, al ricevimento il latte viene immediatamente trasferito nei refrigeranti dove viene mantenuto ad
una temperatura di max 6 °C fino al momento della coagulazione, allorche' viene trasferito in tine di
acciaio inox, riscaldato a 40 °C e coagulato con aggiunta di caglio liquido e siero innesto naturale prodotto
il giorno prima.
PROCEDURE DI RIFERIMENTO: Controllo temperatura refrigeratori e celle di stoccaggio e
Tarature Strumenti di misura
ACIDIFICAZIONE DELLA CAGLIATA
Successivamente alla coagulazione, la cagliata sosta sotto siero per circa 1 ora e 20 minuti prima di
effettuare la rottura totale e per altre 3,5-4 ore dopo la rottura della cagliata. Ne consegue che la cagliata
va incontro ad un processo di acidificazione per effetto della fermentazione del lattosio in acido lattico ad
opera dei lattobacilli presenti nel latte. In questo modo, il pH scende a valori di 4,80 – 5,00 che, oltre ad
essere ottimali per la filatura della cagliata, costituiscono un freno per molte speci di microrganismi
inizialmente presenti nel latte.
TRATTAMENTO TERMICO DELLA CAGLIATA
Nella figura 5.4 è riportato il ciclo termico di filatura, formatura e raffreddamento di Mozzarella di Bufala
Campana con pezzatura di 100 g.
E' osservabile come nella fase di filatura la cagliata assuma valori di temperatura superiori a 75°C. La
filatura della cagliata può determinare quindi come effetto secondario la riduzione della carica microbica e
tale fenomeno si manifesta proprio nel caso della Mozzarella di Bufala in quanto in questa tecnologia si
associano il minor valore di pH della cagliata da filare (sempre minore di 5,00) ed un'elevata temperatura
di filatura che consente di mantenere normalmente la massa fusa ad almeno 68°C per 3 minuti.
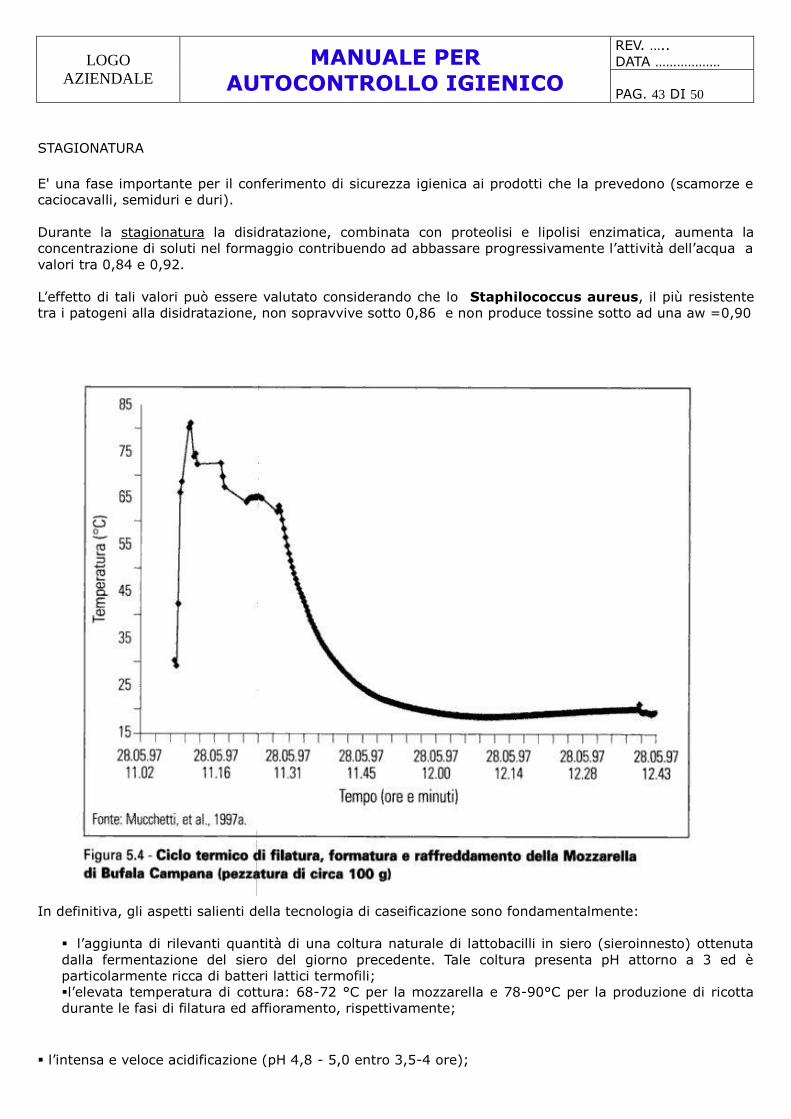
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 43 DI 50
STAGIONATURA
E' una fase importante per il conferimento di sicurezza igienica ai prodotti che la prevedono (scamorze e
caciocavalli, semiduri e duri).
Durante la stagionatura la disidratazione, combinata con proteolisi e lipolisi enzimatica, aumenta la
concentrazione di soluti nel formaggio contribuendo ad abbassare progressivamente l’attività dell’acqua a
valori tra 0,84 e 0,92.
L’effetto di tali valori può essere valutato considerando che lo Staphilococcus aureus, il più resistente
tra i patogeni alla disidratazione, non sopravvive sotto 0,86 e non produce tossine sotto ad una aw =0,90
In definitiva, gli aspetti salienti della tecnologia di caseificazione sono fondamentalmente:
l’aggiunta di rilevanti quantità di una coltura naturale di lattobacilli in siero (sieroinnesto) ottenuta
dalla fermentazione del siero del giorno precedente. Tale coltura presenta pH attorno a 3 ed è
particolarmente ricca di batteri lattici termofili;
l’elevata temperatura di cottura: 68-72 °C per la mozzarella e 78-90°C per la produzione di ricotta
durante le fasi di filatura ed affioramento, rispettivamente;
l’intensa e veloce acidificazione (pH 4,8 - 5,0 entro 3,5-4 ore);
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 44 DI 50
la stagionatura minima di 60 giorni per i prodotti stagionati (caciocavalli);
la formazione di una crosta esterna estremamente dura in quanto fortemente disidratata in grado di
proteggere il formaggio dall’ingresso di qualsiasi tipo di contaminante durante la stagionatura.
Gli effetti di risanamento igienico indotti dalla filatura possono essere tuttavia vanificati dalle successive
fasi di rassodamento, salatura e raffreddamento della mozzarella qualora temperature, qualità dell'acqua e
gestione della detergenza e sanificazione delle linee di raffreddamento non siano puntuali e corrette.
L'acqua di raffreddamento deve essere di qualità tale da non comportare rischi di contaminazione
microbiologica o chimica della mozzarella. Acqua di qualità non idonea può veicolare sul prodotto
microrganismi patogeni o indesiderati quali Pseudomonas Aeruginosa o Aeromonas Hydrophila.
La temperatura alla quale la mozzarella di Bufala è raffreddata merita però una precisazione. Le condizioni
tradizionali di raffreddamento, infatti, non prevedono di abbassare la temperatura della mozzarella a
consumo locale a valori inferiori a 15-16°C.
La scelta, legata a ragioni di esaltazione massima delle proprietà sensoriali del prodotto, appare in forte
contraddizione con la possibilità di offrire un prodotto igienicamente idoneo. Nella realtà questa
contraddizione è solo apparente qualora si consideri l'uso tradizionale ed ancora profondamente radicato
del rapidissimo consumo (al massimo entro 1-2 giorni dalla produzione) abbinato al valore di pH della
mozzarella e dei liquidi di governo che, come detto, si aggirano intorno a 5,00.
Per poter coniugare la tradizione con la qualità ed il rispetto dei requisiti igienici del prodotto è importante
quindi comprendere che tale equilibrio non può e non deve essere alterato e che quindi le fasi di
rassodamento, raffreddamento e conservazione rivestono un'importanza fondamentale per assicurare la
qualità igienica del formaggio.
Infine, per evitare rischi di ricontaminazione del prodotto è necessario adottare norme di buona
fabbricazione e stabilire una sorta di HACCP di queste stesse norme volto a verificare lo stato igienico
delle superfici a contatto con le mozzarelle o dei fluidi di processo, la correttezza delle procedure di
rifornimento dell'acqua di raffreddamento, di preparazione dei liquidi di governo e la conduzione delle fasi
di confezionamento e produzione.
AZIONI PREVENTIVE NELLE VARIE FASI DEL PROCESSO PRODUTTIVO
RICEVIMENTO LATTE
I controlli effettuati dall’autorità sanitaria, il rispetto di una corretta procedura di mungitura, l’igiene del
personale addetto e l'innovazione tecnologica, introdotta da anni negli allevamenti (dalla mungitura
automatizzata alla refrigerazione per la conservazione del latte appena munto), consentono di mantenere
elevati livelli di sicurezza igienico-sanitaria e quindi i rischi legati alla materia prima in ingresso al
caseificio sono di lieve entità. Inoltre, la selezione e qualificazione dei fornitori, la corretta temperatura di
trasporto ed i controlli analitici periodici effettuati dal caseificio “………………….” sul latte in ingresso
permettono di attestare la sicurezza igienico-sanitaria del latte utilizzato.
Per prevenire l'ulteriore contaminazione del latte con microrganismi durante le fasi di trasporto, la cisterna
di trasporto è sottoposta ad un programma di detergenza e sanificazione giornaliera.
Analogamente è attuato il protocollo di detergenza e sanificazione della linea di adduzione del latte
(tubazioni, valvole e calate di distribuzione del latte alle singole vasche di coagulazione) al fine di evitare
fonti di contaminazione.
TRASFERIMENTO NEI REFRIGERATORI E STOCCAGGIO
Prima di essere inviato ai tini, il latte è sottoposto ad un trattamento di pulizia mediante filtrazione con la
presenza di un setaccio posto su una grata (lavato giornalmente con idoneo prodotto detergente-
sanificante). Questa fase e' un CCP perche' in caso di contaminazione da corpi estranei non vi sono fasi
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 45 DI 50
successive che consentono di eliminarli. Il setaccio viene regolarmente lavato e sanitizzato secondo un
programma ben definito di pulizia e sanificazione. PREPARAZIONE DEL SIEROINNESTO
Il siero acido residuo all'estrazione della cagliata (da due o più tini di coagulazione) viene estratto con
pompa autoadescante, riunito in un apposito contenitore in acciaio e conservato a temperatura da 5 a 10
°C fino al suo utilizzo. La procedura di preparazione del sieroinnesto è quindi potenzialmente
predisponente per la contaminazione ambientale.
La corretta applicazione del protocollo di detergenza e sanificazione delle tubazioni di adduzione e della
vasca di raccolta del siero innesto, dei locali di lavorazione e l’applicazione della corretta prassi igienica del
personale, permettono di evitare fenomeni di contaminazione. La verifica dell’efficacia delle azioni messe
in atto è effettuata mediante periodici controlli analitici sul siero-innesto e sulle attrezzature.
AGGIUNTA DEL CAGLIO LIQUIDO
Le schede tecniche fornite dalla ditta fornitrice del prodotto garantiscono l'idoneità del preparato. Inoltre,
il suo uso diretto in vasca di coagulazione senza manipolazioni intermedie assicura l'igiene di processo e
l'assenza di rischio.
COAGULAZIONE DEL LATTE
In questa fase il latte viene portato alla temperatura di 38 – 40 °C per scambio indiretto di calore
mediante scambiatore a piastre. Per evitare che il latte subisca contaminazioni in questa fase e'
necessaria l' adozione di una adeguata procedura di pulizia e sanificazione dello scambiatore a piastre.
MATURAZIONE, SOSTA, ESTRAZIONE E TAGLIO DELLA CAGLIATA
In questa fase sussistono dei rischi di contaminazione ambientale del prodotto per manipolazione e
contatto con superfici di lavoro ed attrezzature.
Quando l'acidità del siero di spurgo della cagliata raggiunge il valore ottimale e la prova di filatura
eseguita dal Responsabile Produzione confermano l'avvenuta maturazione della cagliata, quest'ultima
viene tagliata in pani e trasferita manualmente su tavolo spersore: in questa fase si completa lo spurgo
del siero che viene raccolto in apposito contenitore. il siero rimasto nel tino è raccolto a parte e verra'
utilizzato per la produzione del sieroinnesto naturale.
I pani di cagliata sono sminuzzati in piccoli pezzi dalle dimensioni tecnologicamente utili a favorire la
successiva operazione di fusione e filatura: l'operazione avviene con l'aiuto di una macchina tritacagliata,
costituita da una tramoggia di alimentazione, un disco rotante, un sistema di evacuazione dei pezzi di
cagliata che sono raccolti in mastello di plastica.
La corretta applicazione del protocollo di detergenza e sanificazione delle superfici di lavoro, delle
attrezzature e dei locali di lavorazione e l’applicazione della corretta prassi igienica del Personale,
permettono di evitare fenomeni di contaminazione. La verifica dell’efficacia delle azioni messe in atto è
effettuata mediante periodici controlli analitici sul siero-innesto e sulle attrezzature.
FUSIONE E FILATURA DELLA CAGLIATA
In tale fase di processo viene aggiunta acqua calda ad una temperatura ≥ 95 °C alla cagliata finemente
sminuzzata. Il contatto tra acqua calda e cagliata determina uno scambio di calore e di materia. L’elevata
temperatura dell’acqua determina una riduzione significativa della carica microbica della cagliata grazie
all'effetto combinato della coppia tempo/temperatura esercitata ad un pH di circa 5,0.
Tutta l’acqua erogata ed utilizzata dal Caseificio possiede i requisiti di potabilità ai sensi del D.Lgs.
31/2001 e gli ulteriori requisiti di cui al Regolamento 852/2004/CE.
All’ingresso e uscita dei serbatoi di raccolta dell’acqua è disposto un filtro. Annualmente è effettuata la
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 46 DI 50
verifica analitica delle condizioni microbiologiche dell’acqua potabile utilizzata. La corretta gestione e
manutenzione della caldaia produttrice di vapore, la corretta applicazione del protocollo di detergenza e
sanificazione delle superfici di lavoro, delle attrezzature e dei locali di lavorazione e l’applicazione della
corretta prassi igienica del Personale, permettono di evitare fenomeni di contaminazione. La verifica
dell’efficacia delle azioni messe in atto è effettuata mediante periodici controlli analitici sull’acqua di rete e
sulla cagliata.
FORMATURA MANUALE
Con la formatura si completa la fase calda della produzione della mozzarella ed inizia quella fredda,
durante la quale sono messe in opera tutte le prevenzioni necessarie a ridurre ad un livello accettabile il
rischio di post-contaminazione. La formatura avviene mozzando con le mani il pezzo di pasta filata e
gettando il pezzo, modellato nella forma desiderata, in una vasca contenente acqua di rete al fine di
abbassare rapidamente la temperatura della mozzarella neoformata al di sotto del punto di fusione del
grasso e quindi iniziare a conferirle l'aspetto definitivo.
RAFFREDDAMENTO E RASSODAMENTO
La fase di raffreddamento della mozzarella si realizza inizialmente per sosta in acqua di rete per pochi
minuti: allorché la temperatura della pasta della mozzarella è scesa al di sotto del punto di fusione del
grasso, le Mozzarelle sono trasferite manualmente dalla prima vasca di raffreddamento ad altre vasche
riempite di liquido di governo, ove permangono fino al raggiungimento della consistenza desiderata e
della temperatura prevista in attesa del confezionamento (fase di rassodamento).
Preparazione del liquido di governo
L’acqua di filatura (latticello) con aggiunta di acqua di rete viene portata ad una temperatura di 98 °C
quindi lasciata raffreddare a 30-35 °C. Si lascia la soluzione a temperatura ambiente per 48 ore e prima
dell'utilizzo il liquido di governo viene addizionato di sale e condizionato alla temperatura prevista.
Il liquido di governo viene preparato con frequenza giornaliera ed il quantitativo residuo al termine della
fase di confezionamento è scaricato ed inviato allo smaltimento depurativo.
Le specifiche di acquisto e-o schede tecniche fornite dalla ditta fornitrice del sale alimentare ed allegate
alla Procedura SELEZIONE DEI FORNITORI E CONTROLLI AL RICEVIMENTO, garantiscono l'idoneità
microbiologica del prodotto. La corretta applicazione del protocollo di detergenza e sanificazione delle
superfici di lavoro, delle attrezzature e dei locali di lavorazione e l’applicazione della corretta prassi
igienica del Personale, permettono di evitare fenomeni di contaminazione.
La verifica dell’efficacia delle azioni messe in atto è effettuata mediante periodici controlli analitici
sull’acqua di rete, sulle superfici a contatto con la mozzarella e sul liquido di governo.
CONFEZIONAMENTO E CONSERVAZIONE
Durante la fase di confezionamento si possono avere eventuali contaminazioni da parte del Personale,
delle attrezzature e dei materiali di confezionamento. Inoltre, una temperatura di conservazione
eccessivamente elevata determinerebbe condizioni predisponenti la crescita di microflore contaminanti
eventualmente presenti nel liquido di governo e/o sulla superficie della mozzarella.
La corretta applicazione del protocollo di detergenza e sanificazione delle superfici di lavoro, delle
attrezzature e dei locali di lavorazione e l’applicazione della corretta prassi igienica del Personale,
permettono di evitare fenomeni di contaminazione e di proliferazione delle microflore presenti. La verifica
dell’efficacia delle azioni messe in atto è effettuata mediante periodici controlli analitici sul prodotto finito
dei principali germi patogeni.
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 47 DI 50
9.3 – DEFINIZIONE DEI LIMITI CRITICI E DEL MONITORAGGIO
Dopo aver consultato la normativa vigente in materia alimentare e dopo avere sentito il parere del
responsabile aziendale in merito alla disponibilità di personale e di strumenti di controllo, sono stati
stabiliti, per ogni C.C.P., il monitoraggio da adottare, le frequenze dei controlli e i limiti critici.
Si è optato per controlli di facile esecuzione in modo tale da poter intervenire nel più breve tempo
possibile in caso di derive.
Il sistema di monitoraggio è applicato sia all' interno del caseificio (raccolta di parametri di processo come
tempo, temperatura, pH ecc. del ciclo di lavorazione) sia presso laboratori esterni accreditati per la
determinazione di parametri di laboratorio microbiologici e chimici di una certa complessita'.
Per valutare se un CCP è sotto controllo si utilizzano una o più delle seguenti tipologie di valutazione:
1.Osservazioni visive
2.Valutazioni sensoriali
3.Misurazioni di caratteristiche fisiche
4.Esecuzioni di analisi chimiche e/o microbiologiche.
Inoltre, sono stati definiti:
Le responsabilità, cioè CHI deve effettuare i monitoraggi, e CHI deve valutare i dati raccolti durante il
processo di monitoraggio.
L' oggetto del controllo, ovvero, COSA deve essere monitorato.
Le modalita' di esecuzione, cioè COME deve essere effettuato il controllo
La frequenza, cioè QUANDO eseguire il monitoraggio. Le informazioni sono raccolte in modo da
pervenire in tempo utile per adottare gli interventi necessari per il controllo prima di produrre
scarti/prodotto non conforme, rischi per l’igiene degli alimenti. Sebbene il monitoraggio dei parametri non
è continuativo, la frequenza di controllo garantisce il controllo dei CCP. Le regolazioni da effettuare sul
processo sono attuate sin da quando i risultati del monitoraggio indicano tendenze (derive) che
potrebbero portare a perdite di controllo. Le modalità di registrazione, intese come capacità di dare evidenza dell'attività. Le registrazioni sono
effettuate nelle varie schede di registrazione, sia nel caso di esiti positivi che di esiti negativi. Tutte le
registrazioni, comprese le attività eseguite in caso di non controllo dei punti critici (relativamente al
prodotto e al processo), riportano sempre la firma del Responsabile dell’Autocontrollo.
CONTROLLI SU LATTE, IMBALLI, INGREDIENTI, ACQUA
Per quanto riguarda ingredienti ed imballi, sono valutati e qualificati i fornitori, richiedendo l’attestazione
dell'applicazione dell’autocontrollo alimentare da verificare nell'arco delle forniture, nonché la
certificazione analitica per gli ingredienti deperibili come il latte con l' evidenza dei controlli analitici
secondo quanto stabilito dalla normativa vigente per quanto riguarda tipologia e frequenza degli anzidetti
controlli analitici. Un discorso a parte merita l’approvvigionamento idrico in quanto l’acqua è sovente
utilizzata anche tal quale nella lavorazione degli alimenti: ne è pertanto assicurata la completa potabilità
mediante analisi di laboratorio.
CONTROLLO DEI PARAMETRI DI PROCESSO
Vengono accuratamente verificati e registrati le temperature dei processi più delicati, in quanto Punti
Critici di Controllo (CCP): temperature relative alla corretta conservazione delle materie prime, dei
prodotti finiti e del processo di lavorazione (pastorizzazione), i tempi ed il valore di pH.
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 48 DI 50
CONTROLLO PULIZIA IMPIANTI, ATTREZZATURE E LOCALI
Le operazioni di pulizia sono eseguite in maniera corretta da personale addestrato appositamente per
questo scopo. Impianti, attrezzature, utensili, contenitori, stoviglie, superfici di lavoro, celle frigo e banchi
espositivi sono lavati, disinfettati ed asciugati perfettamente; prima dell'utilizzo è indispensabile effettuare
controlli visivi per accertarne la totale asportazione di residui. Sono individuati tutti i punti più difficili da
pulire ed effettuato un costante monitoraggio microbiologico con tamponi onde accertarne l'idoneità
microbiologica.
CONTROLLO DEL PERSONALE
Viene controllato lo stato di idoneità sanitaria dei lavoratori, secondo le normative di legge attualmente
vigenti. Il personale, inoltre, è educato alla applicazione della corretta prassi igienica: uso dei guanti,
pulizia degli abiti da lavoro, uso degli abiti da lavoro, uso e pulizia degli utensili, ecc. Con queste
operazioni si tende soprattutto ad eliminare il rischio di contaminazione dovuta a stafilococchi ed
enterobatteri. Vige inoltre l’assoluto divieto di fumare, bere o mangiare nei locali di lavoro.
CONTROLLO DEL PRODOTTO FINITO
Vengono effettuate verifiche analitiche, secondo modalità e frequenza prefissate, su campioni di prodotti.
Cio' permette di valutare se le norme di prevenzione sopra elencate sono state correttamente applicate e
di intervenire quando si rilevino anomalie.
I limiti critici dei suddetti parametri sottoposti a controllo sono stabiliti dalla normativa
vigente, dallo storico aziendale, dai dati di letteratura, ecc.
9.4 – DEFINIZIONE DELLE AZIONI CORRETTIVE DA ADOTTARE IN CASO DI DERIVE DEI CCP
Se i monitoraggi indicano che il processo non è sotto controllo, bisogna intervenire attuando gli specifici
interventi pianificati, volti a correggere le deviazioni osservate.
Tutte le azioni intraprese devono assicurare il controllo dei CCP con l'obiettivo finale di mantenere il
controllo del processo.
Le Azioni Correttive e i Trattamenti di Non Conformita' che dovranno essere adottate per porre sotto
controllo il processo e per la gestione del prodotto non conforme possono essere, a seconda dei casi:
INTERVENTI SUL PROCESSO
Regolazioni
Riparazioni
Modifiche del processo
Formazione del personale
INTERVENTI SUL PRODOTTO NON CONFORME Rifiuto materie prime
Scarto prodotto finito
Declassamento/eliminazione
Richiamo del prodotto (Regolamento n. 178/2002/CE, art. 19).
PROCEDURE DI RIFERIMENTO:
Gestione delle Non Conformità e Gestione delle Azioni Correttive e Preventive
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 49 DI 50
9.5 – REGISTRAZIONE DEI DATI E GESTIONE DEI DOCUMENTI DELL' HACCP
Ai sensi dell’art. 5, comma 2/g, del Regolamento n. 852/2004/CE è necessario documentare l'attività
svolta e dimostrare che i principi del Sistema e del Piano HACCP siano stati correttamente applicati. I
documenti di registrazione rappresentano un insieme di registrazioni su supporto informatico o cartaceo
atti a dare evidenza della esecuzione delle attività pianificate.
La documentazione di registrazione include:
Manuale di Autocontrollo
Diagrammi di flusso (all’interno del Manuale HACCP)
Piano HACCP
Schede di registrazione dei monitoraggi e rapporti di prova dei laboratori esterni
Schede di registrazione Azioni Correttive e Trattamenti di Non Conformita' adottati in caso di derive
Inoltre, si consiglia di tenere a disposizione degli organi di vigilanza la seguente altra documentazione:
Documentazione generale
Certificati di formazione (ex libretti di Idoneità sanitaria)
Autorizzazione sanitaria
Altre autorizzazioni prescritte
Documentazione relativa al fabbricato
Planimetrie relative all'insediamento
Documentazione relativa agli impianti
Layout degli impianti ed attrezzature
Schema di impianto idrico, eventuale allacciamento fogne, impianto antincendio.
Documentazione relativa ai rifiuti/scarichi in atmosfera
Eventuale modalità smaltimento RSU e denuncia rifiuti prodotti e smaltiti
Smaltimento dei sottoprodotti di origine animale (Registro smaltimento siero)
Scarichi ed immissioni in atmosfera
Documentazioni relative alle condizioni degli ambienti di lavoro
Rispondenza dei locali e strutture alla normativa vigente su igiene e sicurezza (in particolare art. 8 e 6
D.P.R. 303/56, modifiche stabilite dall'art. 33 D. Lgs. 626/94 al D.P.R. 547/55 e 303/56)
Documentazione relativa alle macchine ed agli impianti
Libretti di istruzione e manutenzione
Adeguatezza macchine (verifica DPR 547/55 e 594/96).
LOGO
AZIENDALE MANUALE PER
AUTOCONTROLLO IGIENICO
REV. …..
DATA ………………
PAG. 50 DI 50
9.6 – PROCEDURE PER VERIFICARE L' EFFICACIA DEL SISTEMA HACCP La verifica del Sistema HACCP viene effettuata con frequenza annuale ed in corrispondenza di ogni
variazione significativa di processo, prodotto o personale (Regolamento n. 852/2004/CE, art. 5, comma 2,
punto f) secondo una specifica procedura (RIESAME DEL SISTEMA DI AUTOCONTROLLO).
La verifica prevede l'esecuzione di Verifiche Ispettive Interne (V.I.I.) programmate annualmente e
formalizzate a tutte le funzioni aziendali, seguite da una riunione di coordinamento da svolgere almeno
una volta l’anno per discutere le azioni correttive e preventive, analizzando lo stato del Sistema HACCP
implementato (Riesame del Sistema HACCP).
La citata Procedura definisce le responsabilità e le modalità operative per le seguenti attivita':
esame documentale per verificare la corretta attuazione del Piano HACCP
verifica dell'efficacia del controllo del processo attraverso l'analisi delle registrazioni del monitoraggio dei
CCP (deviazioni accadute)
verifica dell'efficacia del controllo delle deviazioni attraverso l'analisi delle registrazioni intraprese (Azioni
Correttive)
verifica dell'effettiva conoscenza e applicazione di requisiti del monitoraggio da parte del personale
preposto al controllo dei CCP (verifiche ispettive in campo)
analisi dei dati e dei risultati del monitoraggio per verifica tendenze/problemi ripetitivi (azioni correttive
e preventive)
Nel piano HACCP allegato al presente manuale di autocontrollo sono riportati, per ogni fase del processo
produttivo
I pericoli potenziali per la salubrita' del prodotto
La valutazione dei pericoli al fine di definire se devono essere trattati come CCP
Le azioni preventive intraprese per ridurre o eliminare l' incidenza dei pericoli
I monitoraggio adottati (tipologia, frequenza, limiti critici) per tenere sotto controllo i CCP
I documenti di registrazione dei monitoraggi
Le azioni correttive ed i trattamenti di non conformita' adottati in caso di perdita di controllo dei CCP
PROCEDURE DI RIFERIMENTO: Gestione delle Verifiche ispettive interne



















![PIANO DI AUTOCONTROLLO PER L'IGIENE DEGLI … · [ ]MANUALE HACCP Versione 2016 Licenza Demo | Manuale HACCP 5 INTRODUZIONE In risposta a quanto indicato dal Reg CE 852/04 viene redatto](https://img.pdfslide.tips/doc/110x75/5b65b1207f8b9aa02f8c0cea/piano-di-autocontrollo-per-ligiene-degli-manuale-haccp-versione-2016-licenza.jpg)









