Embed Size (px)
DESCRIPTION
Ing. Francis Paredes R.
Citation preview

Manufactura Esbelta / Lean Manufacturing
1
Ing. Francis Paredes R. www.imc-peru.com [email protected]/[email protected]
Ing. Francis Paredes R.
Manufactura Esbelta(Lean Manufacturing)
Ing. Francis Paredes R.
….según algunos autores:
“Es aquella que permite generar ventajacompetitiva probada y capacidad deabsorber cambios de la mejor manera,para incrementar las posibilidades depermanecer en el mercado local, nacionale internacional.La clase mundial consiste en laintegración de las mejores prácticas denegocios a la empresa”
Manufactura Clase Mundial
Ing. Francis Paredes R.
World Class Manufacturing (WCM) nació como unmodelo de origen japonés para promover la mejoracontinua en los procesos de producción y logística y seha ido modernizando consolidándose como un sistemaintegrado de gestión para promover la totalcompetitividad de las empresas.
Tradicionalmente es utilizado en el sector de laautomoción aunque existen otras muchasorganizaciones de sectores varios que también loaplican. Está basado en la filosofía Kaizen y toma enconsideración otros modelos o programas como TotalQuality Control (TQC), Total Productive Maintenance(TPM), Just in Time (JIT), Lean o Seis Sigma, entreotros.
Manufactura Clase Mundial
Ing. Francis Paredes R.
La COMPETITIVIDAD puede definirse comola capacidad de una Organización paracompetir en mercados Nacionales einternacionales generando ingresos realesahora y en el futuro.
Manufactura Clase Mundial

Manufactura Esbelta / Lean Manufacturing
2
Ing. Francis Paredes R. www.imc-peru.com [email protected]/[email protected]
Ing. Francis Paredes R.
WCM (World Class Manufacturing) requiereestablecer conexiones más íntimas con los clientesy proveedores, un compromiso firme de análisis ymejora continua, y un acercamiento agresivo atecnologías; lo cual se convierte en estrategiasvisionarias para alcanzar el primer lugar.
Manufactura Clase Mundial
Ing. Francis Paredes R.
Autor ElementosHolpp and Wellins, 1989 TQM + JIT + El + computer integrated manufacturing (CIM) +
kanbanSchonberger, 1990 TQM + JIT + El + TPM + simplicity
Jacobi, 1991 TQM + JIT + manufacturing resource planning + (MRP II)
Motwani et al, 1994 TQM + JIT + El + waste elimination
McCall, 1995a TQM + JIT + El
Spenchian, 1989 TQM + JIT + El
Ronen and Pass, 1994 TQM + JIT + CK + TOC
Hayes and Pisano, 1994 TQM + JIT + Design for Manufacturability (DFM) + team working
Keegan and Lynch, 1995 TQM + JIT + ElKearney, 1997 TQM + JIT + El + leadership + waste elimination + product cells
+ standardization
TQM : Total Quality ManagementJIT : Just In TimeEl : Employee involvement
TPM : Total Productive Management/MaintenanceCK: Complete KitTOC: Theory of Constraints
Elementos de WCM
Ing. Francis Paredes R.
El modelo WCM tiene como objetivooptimizar todos los procesos deproducción y logística, mejorar lacalidad del producto, reducir los costesde fabricación y aumentar laproductividad además de alcanzar laflexibilidad necesaria para responderrápidamente a las exigencias delmercado.
Richard Schönbergeracuño el término WorldClass Manufacturing amediados de los 80´s, conel objeto de describir lafilosofía empleada por lasmas exitosas compañíasjaponesas.
Ing. Francis Paredes R.
TPM CIP
TQM:Total Quality ManagementJIT:Just In TimeTPM:Total Productive Maintenance
CIP:Continuous Improvement ProcessesCIM: Computer Integrated Manufacturing
Elementos de WCM

Manufactura Esbelta / Lean Manufacturing
3
Ing. Francis Paredes R. www.imc-peru.com [email protected]/[email protected]
Ing. Francis Paredes R.TQM:Total Quality ControlJIT:Just In Time
CIM: Computer Integrated Manufacturing
Elementos de WCM
Ing. Francis Paredes R.
Las herramientas o pilares mencionadosson fundamentales para el desarrollo de laempresa de manufactura, y no deben serconsideradas como un objetivo primordialsino como un medio para lograr la condiciónde clase mundial.
Ing. Francis Paredes R.
trab
ajo
Segu
ridad
/Hig
iene
/Lug
ar d
e tr
abaj
o
Logí
stic
a / S
ervi
cio
al C
lient
e
Mej
ora
Enfo
cada
Con
trol
de
Cal
idad
Aut
ónom
asM
ante
nim
ient
o/ac
tivid
ades
A
utón
omas
Prof
esio
nal/P
lani
ficad
oM
ante
nim
ient
o Pr
ofes
iona
l/Pla
nific
ado
Med
ioam
bien
te
de la
s pe
rson
asD
esar
rollo
de la
s pe
rson
as
Aná
lisis
de
cost
os
Ges
tión
Tem
pran
a
World Class Manufacturing
COMPROMISO DE LA GERENCIAPARTICIPACION DE TODO EL PERSONAL
Calidad, Precio, Rapidez, Confiabilidad en la entrega, Flexibilidad y Servicio al cliente
Ing. Francis Paredes R.
Modelo de WCM Fiat
Manufactura Esbelta / Lean Manufacturing
4
Ing. Francis Paredes R. www.imc-peru.com [email protected]/[email protected]
Ing. Francis Paredes R. Ing. Francis Paredes R.
Ing. Francis Paredes R.
Seis Sigma
Ing. Francis Paredes R.
“El TPM se orienta a crear unsistema corporativo que maximizala eficiencia de todo el sistemaproductivo, estableciendo unsistema que previene las pérdidasen todas las operaciones de laempresa. Esto incluye “ceroaccidentes, cero defectos y cerofallos” en todo el ciclo de vida delsistema productivo. Se aplica entodos los sectores, incluyendoproducción, desarrollo ydepartamentos administrativos. Seapoya en la participación de todoslos integrantes de la empresa,desde la alta dirección hasta losniveles operativos. La obtención decero pérdidas se logra a través deltrabajo de pequeños equipos.”
TPM

Manufactura Esbelta / Lean Manufacturing
5
Ing. Francis Paredes R. www.imc-peru.com [email protected]/[email protected]
Ing. Francis Paredes R.COMPROMISO DE LA GERENCIA
PARTICIPACION DE TODO EL PERSONAL
MEJ
OR
A EN
FOC
AD
A
MA
NTE
NIM
IEN
TO
AU
TON
OM
O
MA
NTE
NIM
IEN
TO
PLA
NIF
ICA
DO
CA
PAC
ITA
CIO
N
Y
ENTR
ENA
MIE
NTO
GES
TIO
N T
EMPR
AN
A
CERO PERDIDAS
Cero averíasCero defectos Cero accidentes( )
MA
NTE
NIM
IEN
TO
DE
CA
LID
AD
SEG
UR
IDA
D
y A
MB
IEN
TE
TPM
EN
AR
EAS
AD
MIN
ISTR
ATIV
AS
TPM
Ing. Francis Paredes R.
JIT (Just In Time)
Mejor Calidad
JUST-IN-TIME AUTONOMACIÓN(“Jidoka”) “Automatización con un “Toque Humano”• Takt Time
• Flujo Continuo• Pull System• Kanban• Cambios rápidos• Nivelación
• Parada de máquina poranormalidadesmanual/automático(ANDON)
• Separación Hombre-Máquina
• A prueba de errores(“Poka Yoke”)
Fábrica Visual Trabajo Estandarizado TPM 5S
Mejora Continua (“Kaizen”)
Estabilidad Operacional
Lean Manufacturing
Bajo costo Menor Lead Time
Toyota Production System
Ing. Francis Paredes R.19
Lean:
Delgado, magro, enjuto, sin grasa, Esbelto
Ing. Francis Paredes R.20
Historia y antecedentes de la Manufactura “Lean”
Estudio sobre el futuro de la industria delautomóvil del MIT.
Duro 5 años
Costó $ 5 millones
Se expone quién está a la cabeza de las“guerras” globales en torno al automóvil ypor qué: el salto revolucionario de Japóndesde la producción en masa a laproducción esbelta (o ajustada)1990
Libro que acuño la palabra “Lean Production”
Manufactura Esbelta / Lean Manufacturing
6
Ing. Francis Paredes R. www.imc-peru.com [email protected]/[email protected]
Ing. Francis Paredes R.21
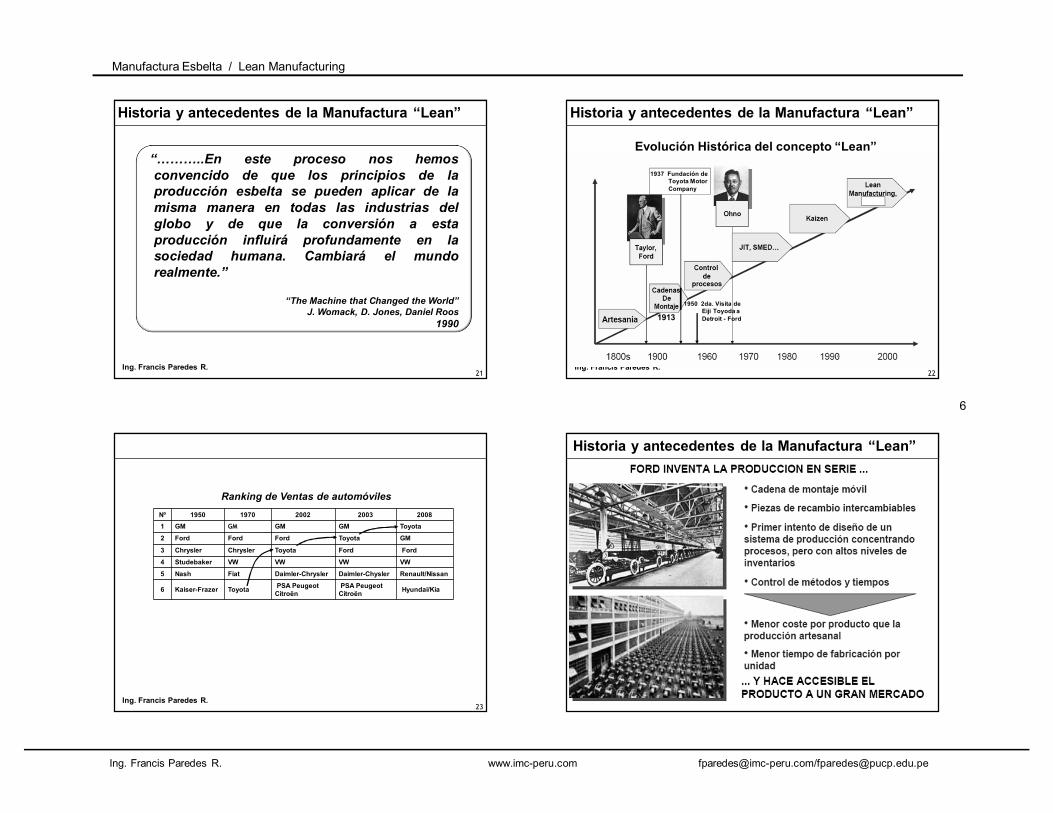
Historia y antecedentes de la Manufactura “Lean”
“………..En este proceso nos hemosconvencido de que los principios de laproducción esbelta se pueden aplicar de lamisma manera en todas las industrias delglobo y de que la conversión a estaproducción influirá profundamente en lasociedad humana. Cambiará el mundorealmente.”
“The Machine that Changed the World”J. Womack, D. Jones, Daniel Roos
1990
Ing. Francis Paredes R.22
Historia y antecedentes de la Manufactura “Lean”
Evolución Histórica del concepto “Lean”
1937 Fundación de Toyota Motor Company
1950 2da. Visita de Eiji Toyoda a Detroit - Ford1913
Ing. Francis Paredes R.23
Nº 1950 1970 2002 2003 20081 GM GM GM GM Toyota
2 Ford Ford Ford Toyota GM
3 Chrysler Chrysler Toyota Ford Ford
4 Studebaker VW VW VW VW
5 Nash Fiat Daimler-Chrysler Daimler-Chysler Renault/Nissan
6 Kaiser-Frazer Toyota PSA Peugeot Citroën
PSA Peugeot Citroën Hyundai/Kia
Ranking de Ventas de automóviles
Ing. Francis Paredes R.
Historia y antecedentes de la Manufactura “Lean”

Manufactura Esbelta / Lean Manufacturing
7
Ing. Francis Paredes R. www.imc-peru.com [email protected]/[email protected]
Ing. Francis Paredes R.
Historia y antecedentes de la Manufactura “Lean”
Ing. Francis Paredes R.26
Historia y antecedentes de la Manufactura “Lean”
“LEAN THINKING”Varios años de estudio e investigación enempresas en todo el mundo, han concluidoque:
Se puede doblar la productividad en todo el sistema.Se puede reducir el plazo de entrega y el inventario en
un 90%.Se puede reducir a la mitad el “time to market” de
nuevos productos.Se puede ofrecer a un coste reducido una gran
variedad de productos.Se pueden reducir a la mitad los errores y el desecho
en los procesos.J. Womack D. Jones, “LEAN THINKING”,
1996, Pag. 27.
Ing. Francis Paredes R.27
“Producir es una sucesión de transferencia deinformación y movimientos de materiales,OCASIONALMENTE interrumpido por unospocos segundos de trabajo con VALORAÑADIDO.”
Henry Ford
¿Qué es Producir?
Ing. Francis Paredes R.28
El concepto “lean manufacturing” es unnombre genérico sugerido por JamesWomack para referirse al Sistema deProducción Toyota (TPS), que en susinicios fue conocido como un sistema ométodo de trabajo enfocado en reducir losdesperdicios en costo, calidad y tiempo delos Procesos de Manufactura.
¿Qué es “Lean Manufacturing?

Manufactura Esbelta / Lean Manufacturing
8
Ing. Francis Paredes R. www.imc-peru.com [email protected]/[email protected]
Ing. Francis Paredes R.29
Es una FILOSOFÍA de manufacturacompuesta por un conjunto de principios,conceptos y técnicas que permiten crear uneficiente sistema, a fin de reducir el tiempoentre la colocación del pedido y la entregadel producto o servicio, a través de la,…………………………….. , permitiendo elflujo continuo del producto o servicio.
¿Qué es “Lean Manufacturing?
eliminación del desperdicio
Ing. Francis Paredes R.
Adoptar la filosofía LEAN requiere que los líderes conozcan no sólo los principios y herramientas
LEAN (lo visible), sino también sus fundamentos y las razones detrás de cada principio (lo no visible)
¿Qué es “Lean Manufacturing?
Ing. Francis Paredes R.31
¿Qué es “Lean Manufacturing?
Mejora Continua sin aumentar:
Personas EspacioEquipos grandes
InventarioDinero
Un solo Objetivo : SIN DESPERDICIOIng. Francis Paredes R.
MejorCalidad
JUST-IN-TIME AUTONOMACIÓN(“Jidoka”)
“Automatización con un “Toque Humano”• Takt Time
• Flujo Continuo• Pull System• Kanban• Cambios rápidos• Nivelación
• Parada de máquina poranormalidadesmanual/automático(ANDON)
• Separación Hombre-Máquina
• A prueba de errores (“PokaYoke”)
Fábrica Visual Trabajo Estandarizado TPM 5S
Mejora Continua (“Kaizen”)
Estabilidad Operacional
METAS:Bajo costo Menor Lead
Time
La filosofía Lean y el Sistema de Producción Toyota
Mayor Seguridad Alta MoralMejor Calidad
Los conceptos de «Lean» están basados en el Sistema deProducción Toyota, que ha llevado a esta empresa a ser líder engeneración de utilidades en la industria automotriz.
Empresa ágil, competitiva

Manufactura Esbelta / Lean Manufacturing
9
Ing. Francis Paredes R. www.imc-peru.com [email protected]/[email protected]
Ing. Francis Paredes R.
La filosofía Lean y el Sistema de Producción Toyota
La Excelencia Operativa no es el resultado deun conjunto de proyectos de mejora oherramientas técnicas para los procesos.
El verdadero origen de la fortaleza de Toyotaes su “Filosofía”, que ve a la Organizacióncomo un sistema viviente, y en el que el principalactivo es su gente, con una visión a largo plazo yobjetivos alineados que todos entienden y sabenen que están aportando, todo esto sostenido porun liderazgo horizontal en todos los niveles, quese enfoca en motivar a sus equipos de trabajo ala mejora continua diaria.
Ing. Francis Paredes R.
La filosofía Lean y el Sistema de Producción Toyota
Para comenzar correctamente una iniciativaLean es importante conocer los PrincipiosFilosóficos y sus Herramientas, esto nos ayudarano solo a comprender el “COMO” si no lo másimportante, el “PORQUE” .
Tal vez la forma de implementar las herramientastenga que cambiar en otras industrias, pero losprincipios en los que se basa la filosofía Leannunca cambian, conociendo esto podremosaplicar la Filosofía Lean en cualquier tipo deOrganización.
Ing. Francis Paredes R.35
Lean…….Lean ManufacturingLean Manufacturing
Lean OfficeLean Office
Lean HealthcareLean Healthcare
Lean MaintenanceLean Maintenance
Ing. Francis Paredes R.36
… “Lean” es una manera de ser yVivir, es un viaje, no un destino…
La filosofía Lean y el Sistema de Producción Toyota

Manufactura Esbelta / Lean Manufacturing
10
Ing. Francis Paredes R. www.imc-peru.com [email protected]/[email protected]
Ing. Francis Paredes R.37
PROCESO(eliminación de los despilfarros)
FILOSOFIA(pensamiento a largo plazo)
GENTE Y SOCIOS(respeto, desafíos y continua evolución)
RESOLUCIÓN DE PROBLEMAS
(mejora continua y aprendizaje)
14 principios de gestión agrupados en cuatro grandes categorías
La filosofía Lean y el Sistema de Producción Toyota
Ing. Francis Paredes R.38
FILOSOFIA(pensamiento a largo plazo)
Principio 1. Base sus decisiones gerenciales en unafilosofía de largo plazo, incluso al costo deobjetivos financieros de corto plazo.
La filosofía Lean y el Sistema de Producción Toyota
Ing. Francis Paredes R.39
PROCESO(eliminación de los despilfarros)
Toyota Production System
Un proceso correcto producirá resultados correctos
Principio 2. Cree un flujo de procesos continuo a fin de traer losproblemas a la superficie.
Principio 3. Utilice sistemas «pull» (del cliente a las líneas deproducción) para evitar la sobreproducción
Principio 4. Nivele la carga de trabajo (Heijunka)Principio 5. Construya una cultura orientada a «dejar de arreglar
problemas». Cree una cultura orientada a conseguircalidad desde el origen.
Principio 6. Las tareas estandarizadas constituyen la base de lamejora continua y el empowerment de los empleados
Principio 7. Utilice controles Visuales. De esta manera los problemasno serán ocultados
Principio 8. Sólo utilice tecnología probada, confiable y útil para susprocesos y empleados
Ing. Francis Paredes R.40
Toyota Production System
GENTE Y SOCIOS(respeto, desafíos y continua evolución)
Principio 9. Desarrolle líderes que comprenden minuciosamenteel trabajo, viven la filosofía de la compañía y laenseñan a otros.
Principio 10. Desarrolle personas y equipos excepcionales quesigan la filosofía de su compañía.
Principio 11. Muestre el debido respeto a su red de «asociados»y proveedores desafiándolos permanentemente aser mejores y ayudándolos a lograrlo.
Agregue valor a su organización desarrollandoa sus empleados y a sus proveedores.

Manufactura Esbelta / Lean Manufacturing
11
Ing. Francis Paredes R. www.imc-peru.com [email protected]/[email protected]
Ing. Francis Paredes R.41
Toyota Production System
RESOLUCIÓN DE PROBLEMAS
(mejora continua y aprendizaje)
Principio 12. Vaya y compruébelo usted mismo para entenderminuciosamente la situación (GenchiGenbutsu)
Principio 13. Tome decisiones lentamente y por consenso,considerando minuciosamente todas lasopciones. Implemente las mismas rápidamente
Principio 14. Haga de su empresa una organizaciónaprendiente a través de una implacable crítica(Hansei) y la mejora continua (Kaizen)
La resolución permanente del origen de losproblemas impulsa el aprendizaje organizacional.
Ing. Francis Paredes R.42
Los conceptos de Lean Manufacturing estánbasados en el Sistema de Producción Toyotaque ha llevado a esta empresa a ser líder engeneración de utilidades en la industriaautomotriz.
Estos principios se han difundido en todas lossectores de la industria manufactureragenerando beneficios de reducción deinventarios, reducción de tiempos de ciclo,incremento en el cumplimiento de ordenes aclientes e incremento en utilidades.
¿Qué es “Lean Manufacturing?
Ing. Francis Paredes R.43
Es un conjunto de disciplinas que han contribuidosignificativamente al denominado “Milagro Japonés”
La industria automotriz americana tuvo que adoptareste sistema a fin de mantenerse competitiva, de ahí lanecesidad de cambiarle el nombre a “LeanManufacturing” o sea… “Manufactura Esbelta”
Hoy, 100% de estas plantas operan bajo alguna formade este sistema, es la única alternativa inteligente parapermanecer dentro de la actividad
¿Qué es “Lean Manufacturing?
Ing. Francis Paredes R.44
Ayuda a reducir:
CostosTiempos de cicloDesperdiciosActividades que no agregan valor
Lean Manufacturing
Empresa ágil, competitiva

Manufactura Esbelta / Lean Manufacturing
12
Ing. Francis Paredes R. www.imc-peru.com [email protected]/[email protected]
Ing. Francis Paredes R.45
No se trata del abordaje clásico parareducir costos / aumentar lucro, elcuál está marcado por:
Visión de corto plazo Recortes “ciegos” de gastos Recorte de personal (principalmente de operaciones) Presión sobre proveedores para reducir precio
de compra
¡Alerta!!
Ing. Francis Paredes R.46
La idea fundamental del “Lean”
“Lo que hacemos es permanecer de ojo en la línea detiempo, desde que el cliente coloca el pedido hasta recibirel dinero. Y vamos reduciendo esa línea por medio de laeliminación de los desperdicios, que no agregan valor”
Taiichi Ohno (1912 – 1990)“Padre” del Sistema de Producción Toyota
“Time-to-cash”
Ing. Francis Paredes R.47
Cualquier cosa que no sealo mínimo absolutamentenecesario de equipos,materiales, piezas,espacio y esfuerzo, paracrear valor para el cliente.
Desperdicio (MUDA) es ……
Ing. Francis Paredes R.48
El fundir, soldar, moldear, el tratamiento térmico, etc.,agregan valor.
Contar un producto no agrega valor, mover unproducto o almacenar cosas no agregan valor.Traspasar un líquido de un recipiente grande a unopequeño no agrega valor
Todo lo anterior agrega costos pero no valor. SonDESPERDICIOS!!!!…….
Desperdicio es ……

Manufactura Esbelta / Lean Manufacturing
13
Ing. Francis Paredes R. www.imc-peru.com [email protected]/[email protected]
Ing. Francis Paredes R.49
El Desperdicio (“MUDA” en japonés) está entodas partes
“Lean” es el antídoto contra el “MUDA”
Cuanto más eliminamos el “MUDA”, máslos procesos se aproximan al estado ideal:solamente actividades que agregan valorpara el cliente.
Desperdicio: el gran generador de costos
Ing. Francis Paredes R.50
La eliminación del desperdicio es la clavepara conquistar los objetivos del Lean!!
“No importa lo que se diga, adoptar el Sistema de Producción Toyota no tendrá sentido, sino hay
plena comprensión con relación a la eliminación del desperdicio”
Taichi Ohno
Desperdicio: el gran generador de costos
Ing. Francis Paredes R.
Desperdicio: el gran generador de costos
Tipo de actividades:
….de Valor Añadido ….sin Valor Añadido= desperdicio
Actividades
“NO esencial” “esencial”
Eliminar Reducir
Ing. Francis Paredes R.52
¿Qué es “Lean Manufacturing?Impacto de la reducción del Lead Time
VA NVAMejora Tradicional
Mejora Menor
Tiempo
VA NVAMejora Lean
Mejora Mayor
Valor Añadido No Valor AñadidoCompañía Típica
Lead Time Original
Menos del 5% de actividad es valor añadido Enfoquémonos en el 95% de oportunidades
…………VA NVA

Manufactura Esbelta / Lean Manufacturing
14
Ing. Francis Paredes R. www.imc-peru.com [email protected]/[email protected]
Ing. Francis Paredes R.53
Limpia y bien organizada
Desordenada y desorganizada
Sistemas de Control de Producción Complejos
Procesos no enlazados
X X X
XXX
Células flexibles y trabajo en equipo
Controles visuales
Flujo complejo
Sistemas Pull y Flujo visible
Proceso A
Proceso B
GESTIÓN TRADICIONAL GESTIÓN LEANGestión Convencional vs Gestión Lean
Ing. Francis Paredes R.54
Muchas verificaciones
Baja fiabilidad de equipos/máquinas
Respuesta lenta a cambios
Sistemas antierror
Poka-Yoke
Equipos eficientes
Continuamente cambiando y mejorando
Lotes Grandes Cambios rápidos y frecuentes
GESTIÓN TRADICIONAL GESTIÓN LEANGestión Convencional vs Gestión Lean
Ing. Francis Paredes R.55
Largos tiempos de entrega "lead times" ylargos tiempos de ciclo.
Vueltas de inventario bajos y altos costos deinventario.
El enfoque departamental es en la auto-optimización.
La dirección espera que el Sistema corra porsi solo (sin parar).
Producción en masa : Causa raíz del desperdicio:
Sistema de EMPUJE o "pushsystem", se caracteriza porproducción de grandes lotes.
Producción Tradicional o en Masa
Sistema de arrastre o "pullsystem", utiliza la cantidadmínima de recursos (personas,inventarios, equipo, etc.)
Sistema de Producción “LEAN“
Throughput rápido
Vueltas de inventario muy alto, costos deinventario bajos.
Enfásis en eliminar desperdicios (suscausas) en todo el proceso.
Enfoque en crear material y flujo deinformación.
Esfuerzo de equipo (la dirección promueve yes responsable del crecimiento del Sistema).
Ing. Francis Paredes R.56
Desperdicios mortales en “Lean”
Típicamente el 95% del Total del Tiempo empleado para producirNo agrega valor!!!
7 +1 Desperdicios mortales95%
Tiempo con Valor añadido
Tiempo sin añadir valor
Sobreproducción Esperas Transporte Exceso de Inventario Defectos Exceso de movimientos Sobreprocesamiento RR.HH. mal utilizado

Manufactura Esbelta / Lean Manufacturing
15
Ing. Francis Paredes R. www.imc-peru.com [email protected]/[email protected]
Ing. Francis Paredes R. 57
1. Sobreproducción
Hacer MÁS de lo requerido por el siguienteprocesoHacer ANTES lo requerido por el siguiente procesoHacer MÁS RÁPIDO de lo que requiere el siguiente
proceso
Producción en exceso
Manipulación extra
Espacio extra
Equipo extra
Documentos extra Más gastos
Inventario extra
Personal extra
Ing. Francis Paredes R.
1. Sobreproducción
Producir productos para stock en base a lospronósticos de ventasProducir más para evitar lo cambios de
producción (Set-ups)
MÁS información que la que necesita el clienteElaborar reportes que nadie leeMÁS información que la que necesita el
siguiente procesoHacer copias extras
Ing. Francis Paredes R.59
1. Sobreproducción
Es el peor tipo de desperdicio (“muda”),pues ayuda a generar todos los demásdesperdicios.
Algunas causas :
Tiempos largos en el set-upProdución no niveladaInspecciones redundantesCarga de trabajo no balanceada
Ing. Francis Paredes R.60
2. Esperas
- Operarios o máquinas esperandomaterial atrasado.
- Material esperando para ser procesado
- Línea parada, esperando reparación o ajuste de máquina
- Operario esperando que la máquina termine su ciclo.
Tiempo ocioso generado al esperar personal,materiales, mediciones, información entreoperaciones o durante una operación.
Esperar no es una actividad que añade valor y debeeliminarse o reducirse al máximo.
Ejemplos:

Manufactura Esbelta / Lean Manufacturing
16
Ing. Francis Paredes R. www.imc-peru.com [email protected]/[email protected]
Ing. Francis Paredes R.61
3. TransporteTrasladar materiales por distancias mayores a lo
estrictamente necesario (normalmente por errorde layout) o por crecimiento no planificado de laempresa.Las herramientas o materiales que se guardan lejos del lugar detrabajo, documentación que debe buscarse, y órdenes de trabajoque no están disponibles. Las personas de mantenimiento gastanmucho tiempo en caminar; la mayoría de esto no agrega valor alproceso. El transporte también puede referirse a correr, manejar.
Trasladar información, formulariosimpresos, materiales alrededor dela oficinasMuchas veces se emplea mucho tiempo encaminar entre oficinas o departamentos; lamayoría de esto no agrega valor al proceso.
Ing. Francis Paredes R.62
4. Sobreprocesamiento
Realizar más operaciones que lasnecesarias (normalmente por errordel proyecto, del equipo oproceso).
Esfuerzo que no agrega valor alproducto o servicio desde el puntode vista de cliente (interno oexterno)
Ing. Francis Paredes R.63
4. Sobreprocesamiento
Exceso de papeles de trabajoExcesivas aprobacionesCopias demás de documentación/informaciónRedundancia de actividadesRepetición de la misma información en diferentes
formularios
Ing. Francis Paredes R.64
5. Inventario
Stock excesivo de materia prima, material en proceso oproducto acabado.
Exceso de Stocks de cualquier cosa es desperdicio.Todo aquel material que está listo para su envío peroque se mantiene en espera.
- Archivos innnecesarios- Compras de útiles más allá de lo necesario- Pilas de documentos en escritorios- Documentos esperando para firma

Manufactura Esbelta / Lean Manufacturing
17
Ing. Francis Paredes R. www.imc-peru.com [email protected]/[email protected]
Ing. Francis Paredes R.
Material obsoleto
Material/Producto
deteriorado
65
El impacto negativo del inventario
Personal para transportar
Personal para gestionar el
stock
Espacio/edificio para guardar el stock o material
Computadoras y sistemas para
controlar el stock
“Liquidación” de stock
Costo de descarte
Medios de transporte (carritos, cajas, montacargas,
camiones)
COSTO “CRÓNICO”INCORPORADO AL
SISTEMA DE NEGOCIO
(oculto, “invisible”)
Inventario
5. Inventario
Ing. Francis Paredes R.66
6. Movimientos
Cualquier movimiento más allá de lonecesario para realizar una operación queagregue valor.
Ejemplos: Esfuerzo excesivo (estirándose,
agachándose, curvándose, ....).
Buscando herramientas, piezas, documentos
Ing. Francis Paredes R.67
7. Defectos
Producir material defectuoso, lo que a suvez genera:
InspecciónRetrabajoRechazosPérdida de productividad
Ah!!...Un defecto
Error de montaje Error de entrada de datos Error en los precios Error en la facturación
Ing. Francis Paredes R.68
7. Defectos
La repetición del trabajo debido a un defectoes una fuente grande de desperdicio.¿Cuántas veces realizamos el trabajonecesario antes de entregarlo correctamente?Las herramientas o técnicas, como el análisisde causa-raíz pueden asegurar que se tomauna acción apropiada para eliminar la fuentedel defecto.El entrenamiento apropiado y losprocedimientos detallados pueden asegurar laeliminación del defecto.

Manufactura Esbelta / Lean Manufacturing
18
Ing. Francis Paredes R. www.imc-peru.com [email protected]/[email protected]
Ing. Francis Paredes R.69
8. RR. HH. (Intelecto mal empleado)
No tomar en cuenta las ideas (intelecto) de lostrabajadores puede resultar en sub-utilizacióno sobreutilización de sus habilidades y/oconocimientos.
-Nombrar personas para realizar trabajos paralos cuáles están sobre calificados.
-Deficiencias en los entrenamientos paranuevas responsabilidades.
-No tomar en cuenta al personal en proyectosde mejora.
Ing. Francis Paredes R.70
7 +1 Desperdicios mortales
Sobreproducción Esperas Transporte Exceso de Inventario Defectos Exceso de movimientos Sobreprocesamiento Talento mal empleado
Ing. Francis Paredes R.71
MUDA – MURA - MURI
Relación entre MUDA – MURA -MURI
Muda (Desperdicio) : 6 viajes de 1,000 Kg
Mura (desbalance):2 viajes de 2,000 Kg +2 viajes de 1,000 Kg
Muri (dífícil de hacer/irracional):2 viajes de 3,000 Kg
PROBLEMA: ¿Cómo mover una carga de 6,000 Kg con un montacargascon capacidad de 2,000 Kg, de la mejor manera?
Ing. Francis Paredes R.72
Cualquier cosa puede ser mejorada Los problemas son oportunidades de mejora La “falta de problemas” es un problema Las ideas de los trabajadores son fuente de mejoras No hay fin para el proceso de reducir esfuerzo, tiempo,
espacio, costo y errores. Cada mejorora introducida en algun elemento, obliga o
inspira mejoras en los demás elementos de un sistema. La aplicación d ela filosofia Lean produce un “circulo
virtuoso”

Manufactura Esbelta / Lean Manufacturing
19
Ing. Francis Paredes R. www.imc-peru.com [email protected]/[email protected]
Ing. Francis Paredes R.73
“Es preferible hacer mal lo que hay que hacer,
que hacer bien lo que no debemos hacer”
Ing. Francis Paredes R.74
Los Cinco Principios del Pensamiento Lean
Ing. Francis Paredes R.75
1. Defina valor2. Identifique el flujo de valor3. Haga el valor fluir4. Deje que el cliente “jale” el valor5. Busqué la perfección
Los cinco principios del pensamiento “Lean”
Proveedor
• BALANCEADA• SINCRONIZADA• LIBRE DE DESPILFARROS• RACIONALIZADA
Ventas
Womack y Jones, “Lean Thinking”
Ing. Francis Paredes R.76
Principio 1. Defina valor
Defina qué es valor de forma precisa,en la óptica del cliente,para cada producto específico
El punto de partida para el pensamiento “lean” es elvalor:

Manufactura Esbelta / Lean Manufacturing
20
Ing. Francis Paredes R. www.imc-peru.com [email protected]/[email protected]
Ing. Francis Paredes R.77
Principio 2. Identifique el flujo
Identifique el flujo de valor, de punta a punta, para cada producto específico
Ing. Francis Paredes R.78
¿Qué es flujo de valor?
Es el conjunto de todas las acciones específicasrequeridas para pasar un producto específico por lastareas de:
Solución de problemas que se inicia en la concepción,sigue en el diseño detallado e ingeniería, hasta sulanzamiento a la producción;
Gestión de la información que va desde la recepcióndel pedido hasta la entrega, a través de umaprogramación detallada;
Transformación física, com los procesos existentesdesde la materia prima hasta el producto acabado emlas manos del consumidor
Ing. Francis Paredes R.79
Una constatación abrumadora
Por lo general, al hacer el mapeo de un flujo de valor,salta ante los ojos que el tiempo de valor agregado es unaparte ínfima en relación al ciclo total
Womack, Jones, “Lean Thinking”, p.69
Almacenamientoentrada
Tiempoproceso salida
Díasacum.
Desperdicioacum.
Mina de bauxita 0 20 min 2 sem. 319 0Reducción 2 sem. 30 min 2 sem. 305 0Fundición 3 meses 2 h 2 sem. 277 2Laminación caliente 2 sem. 1 min 4 sem. 173 4Laminación en frio 2 sem. <1 min 4 sem. 131 6Fabricante de la lata 2 sem. 1 min 4 sem. 89 20Envasador 4 dias 1 min 5 sem. 47 24Centro de distribución 0 0 3 dias 8 24Tienda Tesco 0 0 2 dias 5 24Casa del consumidor 3 dias 5 min 3 [90]Totales 5 meses 3 horas 6 meses 319 días 24%
El flujo de valor de una lata de gaseosaAlmacenamiento
Ing. Francis Paredes R.80
Pare de mirar máquinas o procesos de maneraaislada y empiece a ver todas las accionesespecíficas que generan productosespecíficos, y vea como ellas interactúanentre sí.
Luego, cuestione aquellas acciones que,individualmente o en conjunto, no generanvalor para al cliente
Decida a partir de una visión de todo el flujode valor!
En resumen:

Manufactura Esbelta / Lean Manufacturing
21
Ing. Francis Paredes R. www.imc-peru.com [email protected]/[email protected]
Ing. Francis Paredes R.81
Principio 3. Haga fluir el flujo de valor
Haga fluir el flujo de valor,uniformemente,continuamente, sin ninguna interrupción
Ing. Francis Paredes R.82
El flujo ideal
Póngase en el lugar de un objeto específicoque está siendo procesado, y responda:
Qué sería ideal que le sucediera, si ustedfuera:– ¿el proyecto de un producto?– ¿el pedido de compra de un cliente?– ¿un producto manufacturado?
Principio 3. Haga fluir el flujo de valor
Ing. Francis Paredes R.83
El escenario ideal de flujo sería: unaunidad tras otra pasando por todo el flujoy alcanzando rápidamente el resultadofinal deseado, sin ninguna acción inútil operjudicial, y sin ningún tiempo deespera: el flujo de pieza única (“single-piece flow”)
Principio 3. Haga fluir el flujo de valor
Ing. Francis Paredes R.84
Flujo de pieza única
ClienteA B C
“Prometo hacer una sola pieza y mover una sola pieza cada vez”
Proveedor
Principio 3. Haga fluir el flujo de valor

Manufactura Esbelta / Lean Manufacturing
22
Ing. Francis Paredes R. www.imc-peru.com [email protected]/[email protected]
Ing. Francis Paredes R.85
Pero, ¡cuidado! En el flujo continuo o todo funciona, o nadafunciona
Trabajar con lotes menores expondrá varios problemas crónicos,actualmente ocultos bajo un “mar de inventario”:
Así, implementar flujo continuo requiere un fuerte trabajo deprevención y corrección de problemas de calidad, mantenimientoy logística
Principio 3. Haga fluir el flujo de valor
Ing. Francis Paredes R.86
Principio 4. Jalar el valor
Deje que el cliente “jale” (pull) elproducto (el valor) de acuerdo a susnecesidadesNo “empuje” (push)!!
Ing. Francis Paredes R.87
Qué es “jalar”?
“Jalar” significa que nada es producido por elproceso suministrador sin que el procesocliente lo haya solicitado
El lema de “jalar” es:
No haga nada hasta que el cliente
lo pida, y, luego, hágalo todo
rápidamente!
Principio 4. Jalar el valor
Ing. Francis Paredes R.88
Principio 5. Perfección
Busque la perfecciónSueñe con el futuroSiempre habrá mejoras para conquistarNo hay límite en el proceso de reducción
de esfuerzo, tiempo, espacio, coste yfallos.

Manufactura Esbelta / Lean Manufacturing
23
Ing. Francis Paredes R. www.imc-peru.com [email protected]/[email protected]
Ing. Francis Paredes R.89
Mejora Continua
5S
SMED
TPM
Poka-Yoke
Sistemas Visuales
Pull System/ Kanban
Administración del Cambio
Reducción de “Batch”Trabajo Estandarizado
Manufactura Celular
Layout de Planta
Fábrica / Empresa Esbelta
Kaizen/Kaizen Blitz
Mapeodel Flujo del Valor
Elementos del Sistema “Lean”
Ing. Francis Paredes R.90
Características de la Producción Lean
• Kanban • Leadtimes cortos • JIT, Sistema DE ARRASTRE • Tamaño de lotes pequeños • Módulos Flexibles y Celdas de Manufactura• Cambios de SET UP frecuentes• Procesos pequeños y flexibles• Programas de producción con Mezclas • Se enfoca en el TC total del Producto • Los desperdicios son visibles • Contramedidas (Andon/POKA YOKE) • Personal Comprometido (el Concepto del Equipo)
¿Qué es “Lean Manufacturing?
Ing. Francis Paredes R.
8 Pasos para eliminar el desperdicio Value Stream Management
Paso 1: Formar un equipo “Lean”-Champion
Paso 2: Seleccionar el Flujo de Valor (a mejorar)
Paso 3: Aprender sobre “Lean”
Paso 4: Trazar un Mapa de flujo de valor (ValueStream Map) actual
Paso 5: Identificar métricas Lean
Paso 6: Trazar el Mapa de Flujo de valor futuro.
Paso 7: Desarrollar un Plan de Mejora (Kaizen)
Paso 8: Implementar los planes Kaizen
91














