Embed Size (px)
Citation preview

Anais do II SIGEPRO - Simpósio Gaúcho de Engenharia de Produção
ISBN: 978-85-5722-026-3
- 77 -
MAPEAMENTO DE PROCESSO E ANÁLISE DE LAYOUT DE UMA
COZINHA INDUSTRIAL ATRAVÉS DA FERRAMENTA SLP
Evelise Schenatto De Freitas
Geovane Felipe Hermes
Rodrigo Becker Ceconelo
Resumo
O presente artigo descreve o mapeamento do processo e a análise do layout de
um restaurante industrial localizado em uma empresa de grande porte,
operado por uma empresa do ramo de prestação de serviços de alimentação,
com base na metodologia SLP (Systematic Layout Planning), o que resultou
positivamente em aspectos como: redução de tempo de produção, redução de
cruzamentos entre operadores e organização do local gerando maior
produtividade. Além disso, auxiliou o restaurante a manter as normas de
higiene e segurança locais.
Palavras Chave: Layout, Cozinha Industrial, SLP (Planejamento Sistemático
de Layout).
Abstract: This article describes the process mapping and the layout analysis of
an industrial restaurant located in a big business company, operated by a food
service provider company, based on the SLP methodology (Systematic Layout
Planning), which has resulted positively in aspects such as: production time
reduction, reduction between operators crossings and place organization
creating greater productivity. In addition, it helped the restaurant to keep the
local health and safety regulations.
Key Words: Layout, Industrial Kitchen, SLP (Systematic Layout Planning).
- 78 -
1. Introdução
As atividades consideradas auxiliares ou de apoio em uma empresa, como a de alimentação,
por exemplo, em muitos casos não recebem uma atenção especial quanto a melhorias de
processo, por não agregar valor diretamente ao produto. No entanto, a alimentação é um
serviço utilizado por todos os funcionários e qualquer anomalia no processo, tais como
qualidade do produto, tempo de espera e higiene, podem afetar todos os clientes e assim,
indiretamente, prejudicar as atividades ligadas ao produto principal da empresa.
As operações em cozinhas industriais possuem uma série de exigências quanto a
movimentações de materiais, deslocamentos de pessoal, fluxos de atividades, entre outros,
que são diretamente impactadas pela forma como o layout da instalação foi projetado para tais
atividades.
Somavila (2013) destaca que as áreas destinadas para as atividades de cozinha industrial,
também denominadas de Unidades de Alimentação e Nutrição (UAN), devem possuir
estruturas capazes de permitir que os profissionais possam desenvolver suas atividades em
locais que atendam a parâmetros adequados de iluminação, higiene, ventilação e também
espaços adequados para localização dos diversos setores, respeitando a lógica do fluxo
produtivo. Desta forma, o arranjo físico do local possui grande influência para que tais
exigências sejam atendidas.
No projeto de cozinhas industriais devem ser considerados parâmetros que permitam o
atendimento de critérios como: poucos caminhos se cruzando, poucos caminhos longos,
disponibilidade de caminhos diversos para as estações de trabalho e linhas que permitam
liberdade de movimentação (GUIMARAES, FISCHER, MOUTINHO e PASTRE, 1999).
Dentre os métodos utilizados para a definição de layouts encontra-se o SLP - Systematic
Layout Planning, que permite a possibilidade de analisar as inter-relações entre os setores
para a definição do melhor arranjo físico.
2. O Sistema SLP - Systematic Layout Planning
O SLP (Systematic Layout Planning) tem como propósito regulamentar uma série de
procedimentos para a escolha do melhor arranjo das instalações de uma fábrica e assistir na
consequente tomada de decisão por parte da empresa (SILVA; MOREIRA, 2009). Antes
da aplicação propriamente dita do método é necessária uma pesquisa a respeito do método
produtivo e fluxos existentes, para identificar os limitantes do estudo.
O procedimento para aplicação do SLP pode ser subdividido em cinco etapas, conforme
definido por Murther (1978):
- 79 -
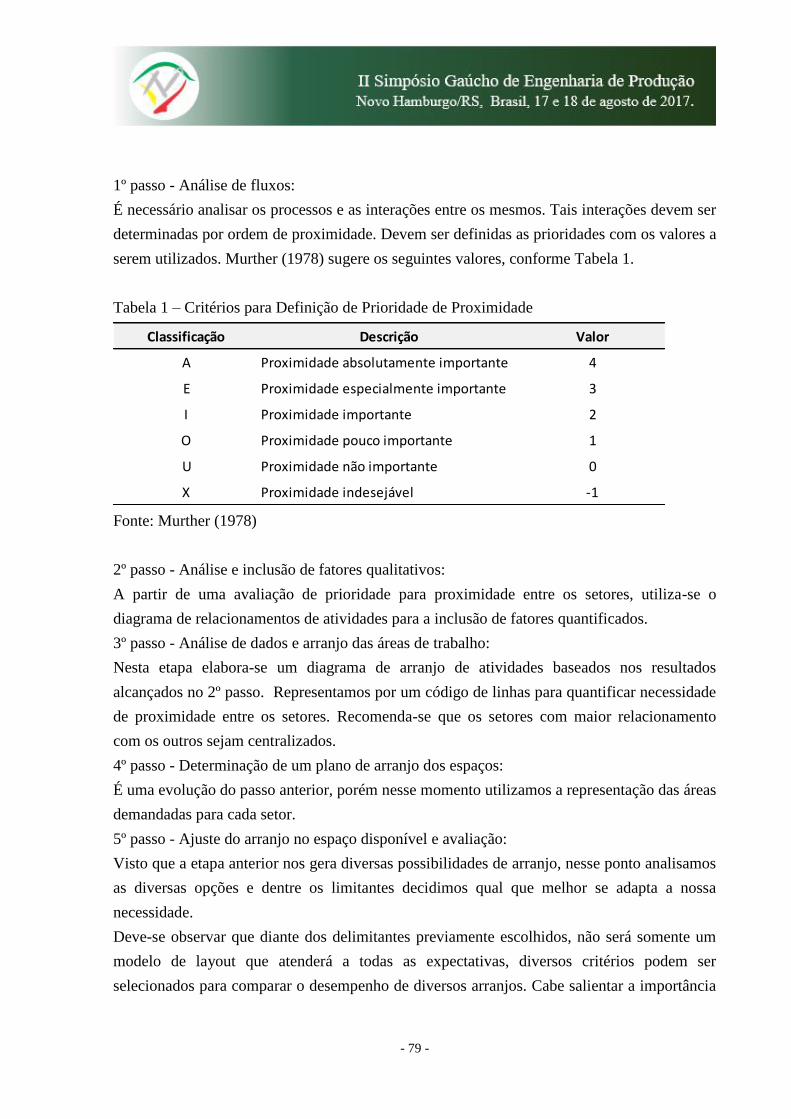
1º passo - Análise de fluxos:
É necessário analisar os processos e as interações entre os mesmos. Tais interações devem ser
determinadas por ordem de proximidade. Devem ser definidas as prioridades com os valores a
serem utilizados. Murther (1978) sugere os seguintes valores, conforme Tabela 1.
Tabela 1 – Critérios para Definição de Prioridade de Proximidade
Classificação Descrição Valor
A Proximidade absolutamente importante 4
E Proximidade especialmente importante 3
I Proximidade importante 2
O Proximidade pouco importante 1
U Proximidade não importante 0
X Proximidade indesejável -1
Fonte: Murther (1978)
2º passo - Análise e inclusão de fatores qualitativos:
A partir de uma avaliação de prioridade para proximidade entre os setores, utiliza-se o
diagrama de relacionamentos de atividades para a inclusão de fatores quantificados.
3º passo - Análise de dados e arranjo das áreas de trabalho:
Nesta etapa elabora-se um diagrama de arranjo de atividades baseados nos resultados
alcançados no 2º passo. Representamos por um código de linhas para quantificar necessidade
de proximidade entre os setores. Recomenda-se que os setores com maior relacionamento
com os outros sejam centralizados.
4º passo - Determinação de um plano de arranjo dos espaços:
É uma evolução do passo anterior, porém nesse momento utilizamos a representação das áreas
demandadas para cada setor.
5º passo - Ajuste do arranjo no espaço disponível e avaliação:
Visto que a etapa anterior nos gera diversas possibilidades de arranjo, nesse ponto analisamos
as diversas opções e dentre os limitantes decidimos qual que melhor se adapta a nossa
necessidade.
Deve-se observar que diante dos delimitantes previamente escolhidos, não será somente um
modelo de layout que atenderá a todas as expectativas, diversos critérios podem ser
selecionados para comparar o desempenho de diversos arranjos. Cabe salientar a importância
- 80 -
de envolver os funcionários da empresa na escolha dos critérios, uma vez que estes serão
diretamente afetados pelo novo arranjo e se beneficiarão das melhorias. MURTHER (2000).
3. Descrição das operações da empresa estudada
A empresa estudada está inserida no ramo de prestação de serviços de fornecimento de
alimentos em restaurantes industriais. A terceirização deste tipo de serviço por grandes
empresas é uma prática comum, onde todas as possíveis melhorias nos processos que
minimizem custos, mas mantenham a satisfação dos clientes, são fatores importantes na
competitividade.
3.1. Descrição do funcionamento do processo produtivo
O Planejamento e Controle da Produção - PCP da empresa possui um planejamento mensal do
cardápio que será executado no restaurante. Desta forma, todas as aquisições são
estabelecidas previamente com fornecedores fixos com prazos de entrega definidos. Por se
tratar de produtos geralmente com baixa vida útil, os fornecedores efetuam as entregas de uma
a três vezes por semana e os materiais são acondicionados em locais com temperatura
controlada.
Com base na estimativa informada pelo cliente do número de alimentações que devem ser
servidas, a empresa estabelece a quantidade de cada alimento que deve ser elaborado, de
acordo com o cardápio do dia. Tais quantidades são definidas com base no histórico de
consumo que a empresa possui em seus registros. Cada cardápio é composto por quatro tipos
de saladas e quatro pratos quentes, incluídos nestes dois tipos de carne. Além disso, a empresa
oferece dois tipos de frutas que são servidas picadas e dois sabores de sucos dispostos em
máquinas.
Três horas e trinta minutos antes do horário de disponibilização dos alimentos é dada a ordem
para início do preparo dos alimentos. A preparação é dividida nas seguintes células de
trabalho: lanches, açougue, saladas, sobremesas e cocção. De acordo com o tipo de cardápio
cada célula deverá iniciar suas atividades em um dado momento, conforme a ordem de
trabalho repassada pela nutricionista à chefe de cozinha.
Cada célula é responsável pela elaboração completa de seus alimentos. Isso quer dizer que se
o cardápio prevê a preparação de bifes na chapa, essa célula deverá retirar a carne na câmara
fria, desembalar a mesma, temperar, preparar, efetuar a cocção e disponibilizá-la no recipiente
para ida ao buffet. O transporte dos alimentos das células até o buffet é realizado por uma
equipe específica, denominada “copeiras”.
- 81 -
Para cada refeição são processados em média 45kg de arroz, 35kg de feijão, 500kg de carne e
600 litros de sucos dispostos em máquinas. Estes são os itens elaborados todos os dias. Além
destes, outros itens são elaborados conforme cardápio, envolvendo outros ingredientes.
O fluxo geral das atividades de preparo dos alimentos compreende as seguintes etapas: retirar
produtos na área de estoque, deslocar produtos até área de preparo, preparar produtos, buscar
cubas (recipientes de inox) na área de estoque de utensílios e dispor os produtos prontos em
cubas.
À medida que se aproxima o horário de servir as refeições, as cubas com os produtos prontos
são inseridas no buffet e uma equipe controla o consumo, repondo os alimentos de modo que
não haja formação de filas motivadas pela falta de itens.
Através da análise do processo produtivo foi possível observar que no período compreendido
entre as 11h30min e 12h45min há uma extrema movimentação de pessoas e materiais devido
a necessidade de abastecimento dos três buffets disponíveis no restaurante.
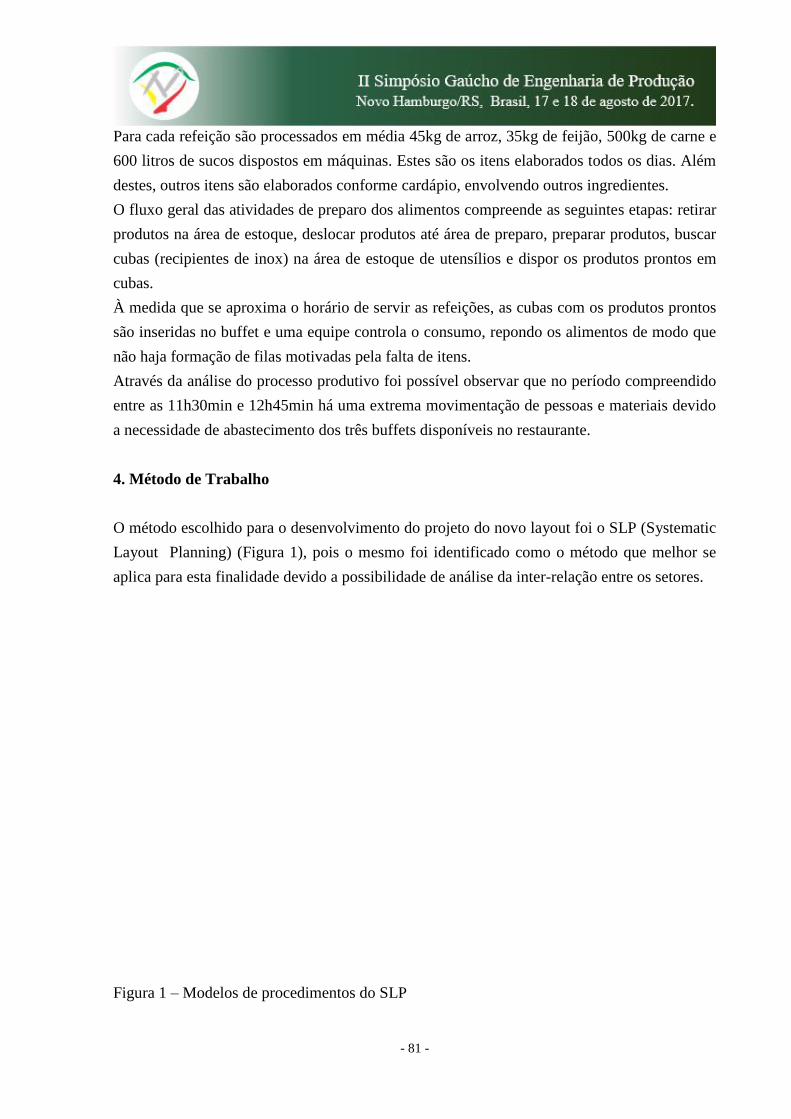
4. Método de Trabalho
O método escolhido para o desenvolvimento do projeto do novo layout foi o SLP (Systematic
Layout Planning) (Figura 1), pois o mesmo foi identificado como o método que melhor se
aplica para esta finalidade devido a possibilidade de análise da inter-relação entre os setores.
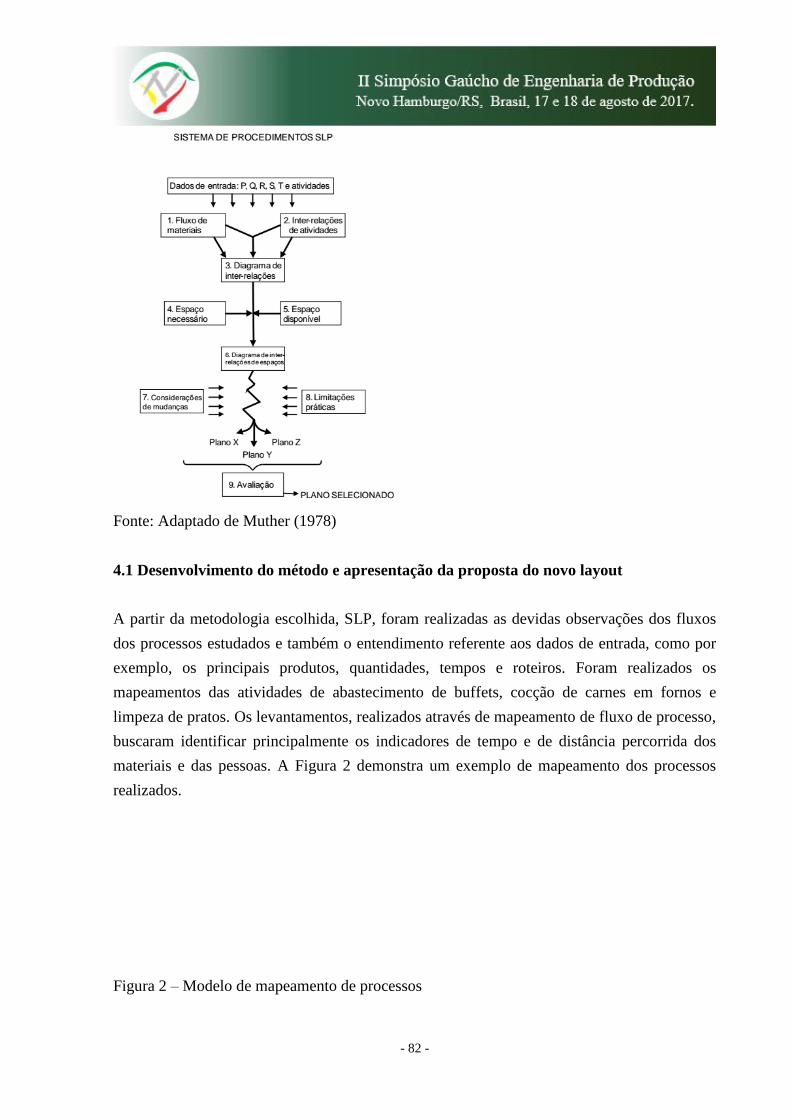
Figura 1 – Modelos de procedimentos do SLP
- 82 -
Fonte: Adaptado de Muther (1978)
4.1 Desenvolvimento do método e apresentação da proposta do novo layout
A partir da metodologia escolhida, SLP, foram realizadas as devidas observações dos fluxos
dos processos estudados e também o entendimento referente aos dados de entrada, como por
exemplo, os principais produtos, quantidades, tempos e roteiros. Foram realizados os
mapeamentos das atividades de abastecimento de buffets, cocção de carnes em fornos e
limpeza de pratos. Os levantamentos, realizados através de mapeamento de fluxo de processo,
buscaram identificar principalmente os indicadores de tempo e de distância percorrida dos
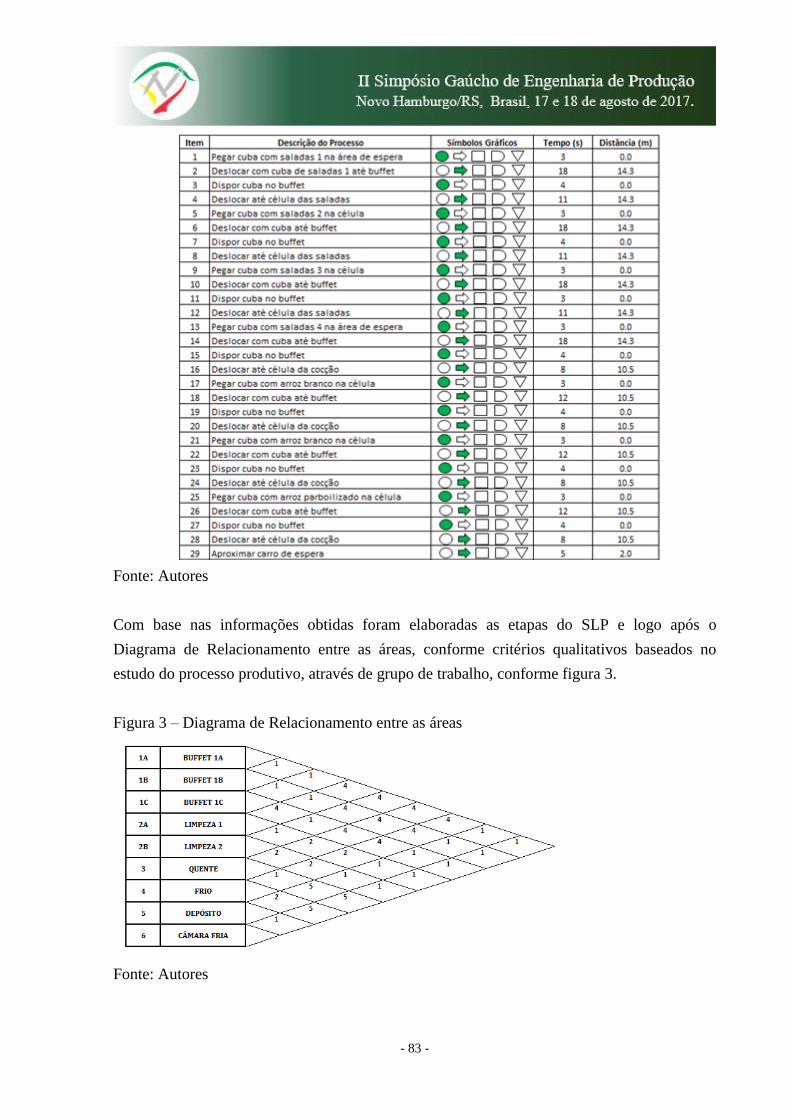
materiais e das pessoas. A Figura 2 demonstra um exemplo de mapeamento dos processos
realizados.
Figura 2 – Modelo de mapeamento de processos
- 83 -
Fonte: Autores
Com base nas informações obtidas foram elaboradas as etapas do SLP e logo após o
Diagrama de Relacionamento entre as áreas, conforme critérios qualitativos baseados no
estudo do processo produtivo, através de grupo de trabalho, conforme figura 3.
Figura 3 – Diagrama de Relacionamento entre as áreas
Fonte: Autores
- 84 -
As áreas consideradas nesta análise foram: Buffets (divididos em 1A, 1B e 1C) , Limpeza 1 e
2, Preparo Quente, Preparo Frio, Depósito e Câmara Fria.
Foi utilizada a escala de 1 a 5, onde 1 significa uma proximidade não importante, 2
proximidade pouco importante, 3 proximidade importante, 4 oportunidade especialmente
importante e 5 proximidade absolutamente importante.
Aplicando o somatório das relações entre as áreas analisadas foi possível obter o seguinte
resultado de ligações para cada uma das áreas, conforme tabela 2.
Tabela 2 – Resultado do relacionamento por área
Valor Proximidade Quantidade
1A Buffet 1A 20
1B Buffet 1B 17
1C Buffet 1C 17
2A Limpeza 1 16
2B Limpeza 2 16
3 Quente 27
4 Frio 24
5 Depósito 13
6 Câmara Fria 16
Fonte: Autores
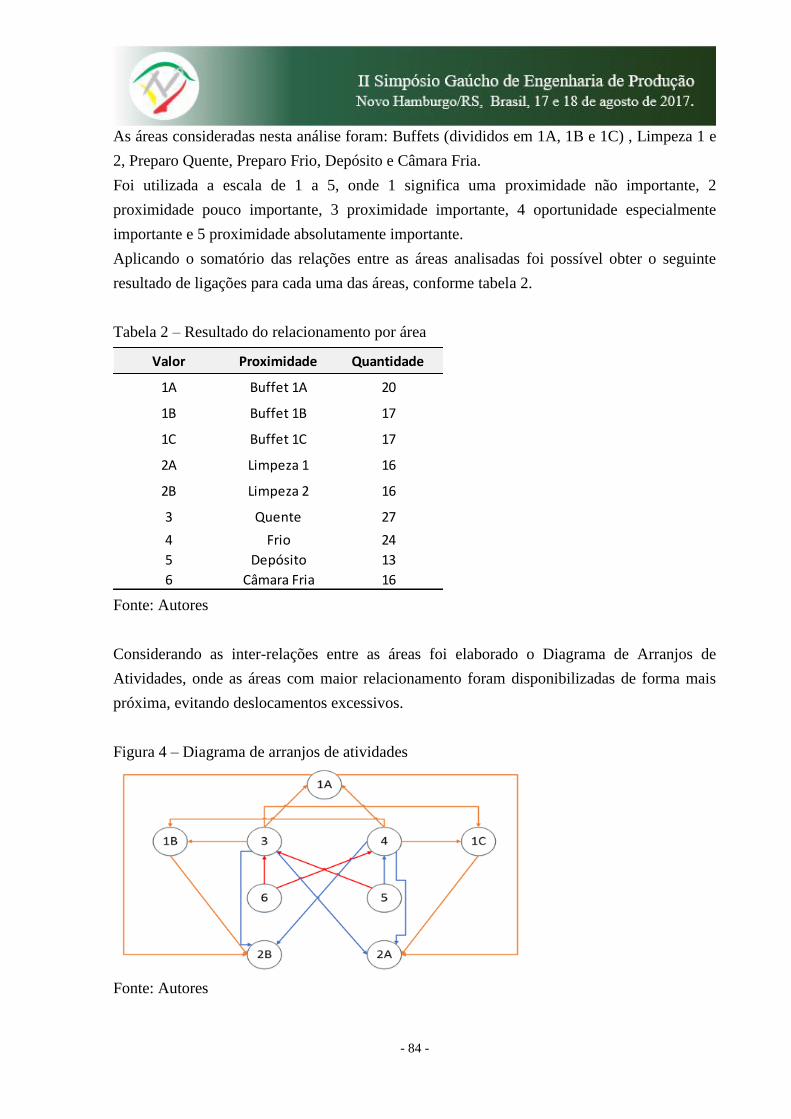
Considerando as inter-relações entre as áreas foi elaborado o Diagrama de Arranjos de
Atividades, onde as áreas com maior relacionamento foram disponibilizadas de forma mais
próxima, evitando deslocamentos excessivos.
Figura 4 – Diagrama de arranjos de atividades
Fonte: Autores
- 85 -
Com a finalidade de facilitar a visualização, ao invés do uso da repetição de linhas para
simbolizar o quantitativo de relações entre as áreas, o grupo utilizou cores que simbolizam o
número de ligações, conforme tabela 3.
Tabela 3 – Quantidade de ligações entre as áreas
Fonte: Autores
Evidencia-se que há um maior número de ligações entre as áreas 5 e 3, 6 e 3 e 6 e 4. Sendo
assim, tais áreas foram mantidas mais próximas.
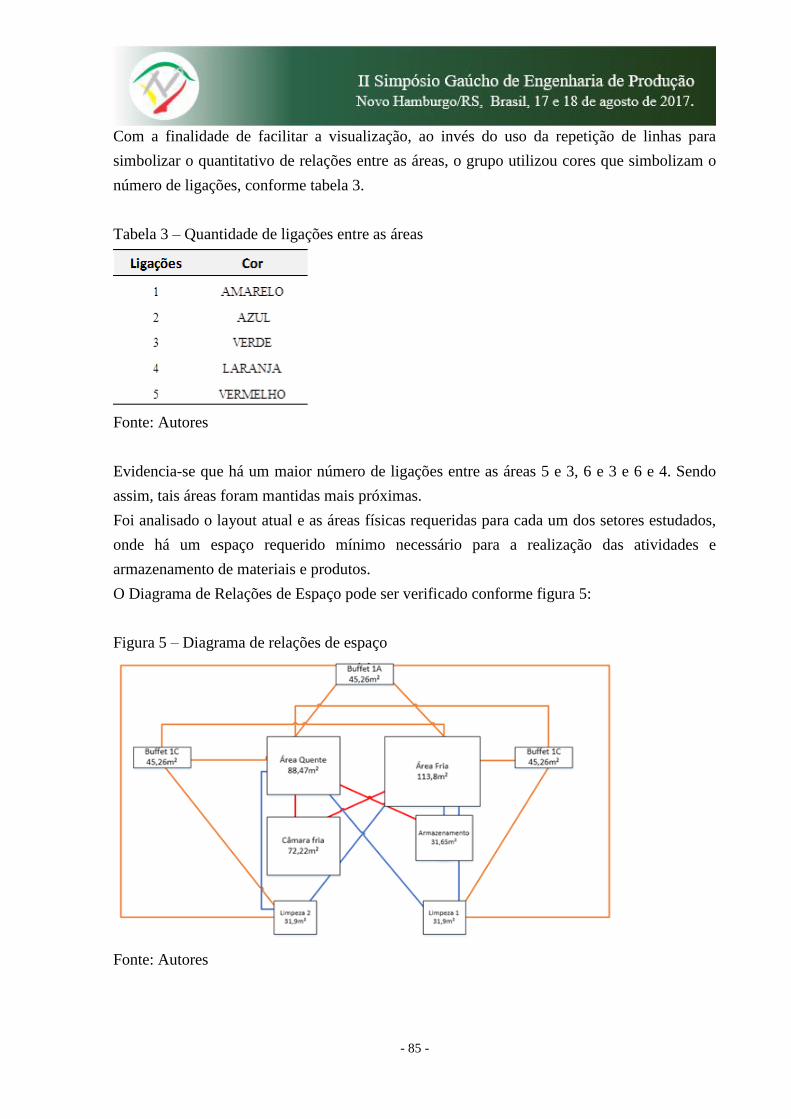
Foi analisado o layout atual e as áreas físicas requeridas para cada um dos setores estudados,
onde há um espaço requerido mínimo necessário para a realização das atividades e
armazenamento de materiais e produtos.
O Diagrama de Relações de Espaço pode ser verificado conforme figura 5:
Figura 5 – Diagrama de relações de espaço
Fonte: Autores
- 86 -
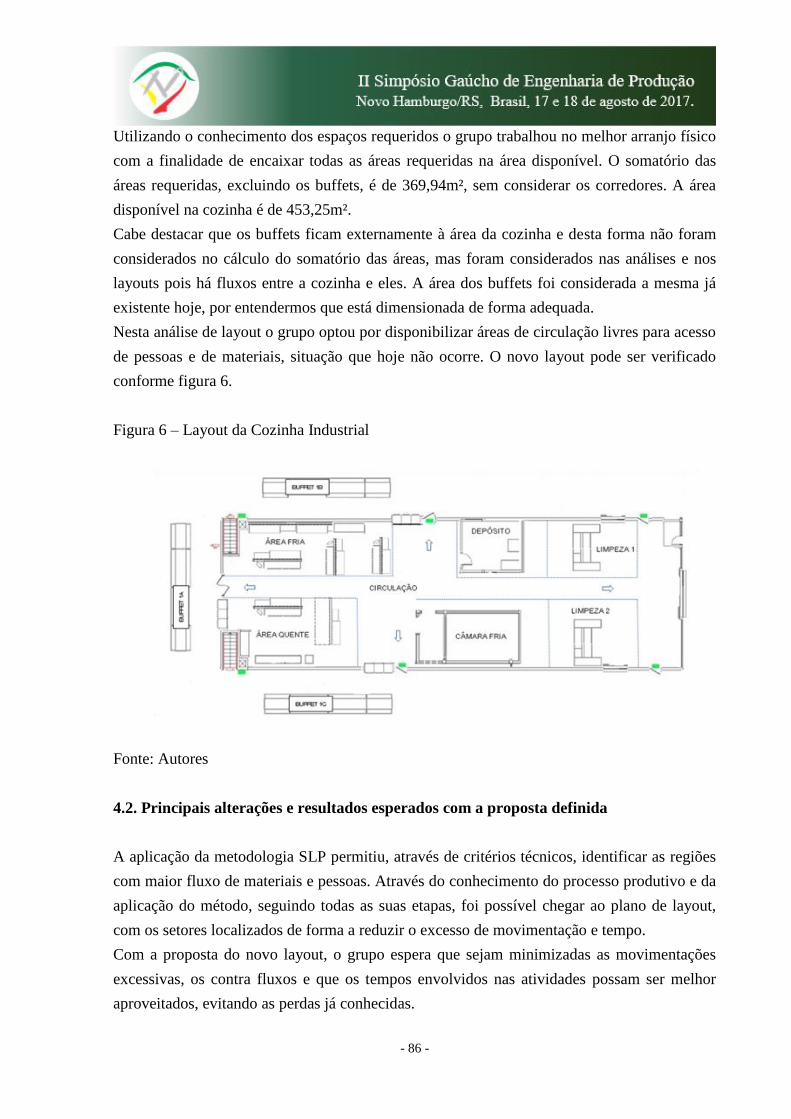
Utilizando o conhecimento dos espaços requeridos o grupo trabalhou no melhor arranjo físico
com a finalidade de encaixar todas as áreas requeridas na área disponível. O somatório das
áreas requeridas, excluindo os buffets, é de 369,94m², sem considerar os corredores. A área
disponível na cozinha é de 453,25m².
Cabe destacar que os buffets ficam externamente à área da cozinha e desta forma não foram
considerados no cálculo do somatório das áreas, mas foram considerados nas análises e nos
layouts pois há fluxos entre a cozinha e eles. A área dos buffets foi considerada a mesma já
existente hoje, por entendermos que está dimensionada de forma adequada.
Nesta análise de layout o grupo optou por disponibilizar áreas de circulação livres para acesso
de pessoas e de materiais, situação que hoje não ocorre. O novo layout pode ser verificado
conforme figura 6.
Figura 6 – Layout da Cozinha Industrial
Fonte: Autores
4.2. Principais alterações e resultados esperados com a proposta definida
A aplicação da metodologia SLP permitiu, através de critérios técnicos, identificar as regiões
com maior fluxo de materiais e pessoas. Através do conhecimento do processo produtivo e da
aplicação do método, seguindo todas as suas etapas, foi possível chegar ao plano de layout,
com os setores localizados de forma a reduzir o excesso de movimentação e tempo.
Com a proposta do novo layout, o grupo espera que sejam minimizadas as movimentações
excessivas, os contra fluxos e que os tempos envolvidos nas atividades possam ser melhor
aproveitados, evitando as perdas já conhecidas.
- 87 -
A análise considerou que as áreas de preparo dos alimentos e dos buffets devem ficar o mais
próximo possível, reduzindo as distâncias percorridas e também devido à necessidade de
manter os produtos em temperaturas adequadas para serem servidos aos clientes.
Outro ponto importante é que na análise do layout o grupo buscou o atendimento aos
requisitos estabelecidos pelas normas relacionadas à Vigilância Sanitária, onde as áreas de
manipulação de recipientes com alimentos para consumo não podem estar próximas de áreas
com resíduos de alimentos já servidos pelos clientes. Desta forma, o grupo buscou segregar as
áreas de limpeza das demais áreas, e ainda manter apenas um local para essa atividade, sem o
uso de áreas de limpeza e lavagem próximas das zonas de preparo de alimentos, como
existente no layout original.
4.3. Comparação de dados entre o antes e o depois da proposta lançada
Para análise do processo, foi realizado o mapeamento das atividades executadas pelos
operadores da cozinha com a utilização de uma tabela de mapeamento de fluxo de processo
conforme tabela 2. Para representar os símbolos da tabela no gráfico, foram consideradas três
cores para diferenciar as atividades. Operação representada pela seta em verde, deslocamento
representado pela seta em amarelo e espera representado pelo quadrado em vermelho.
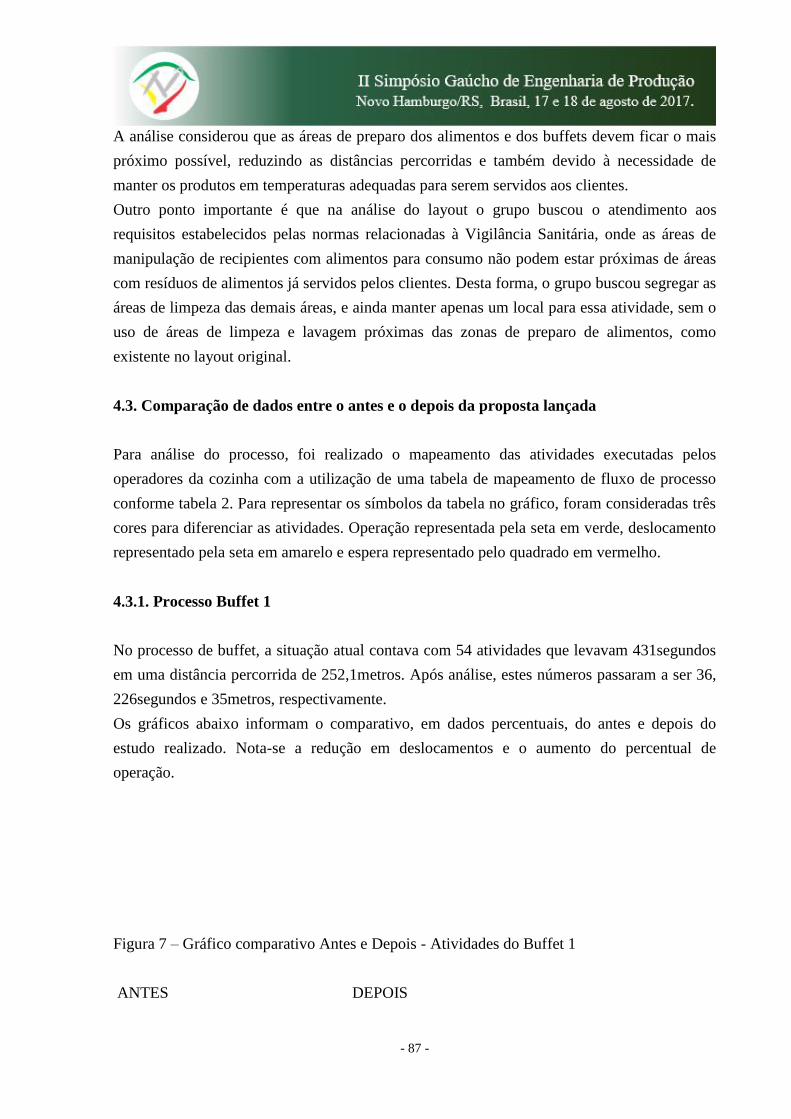
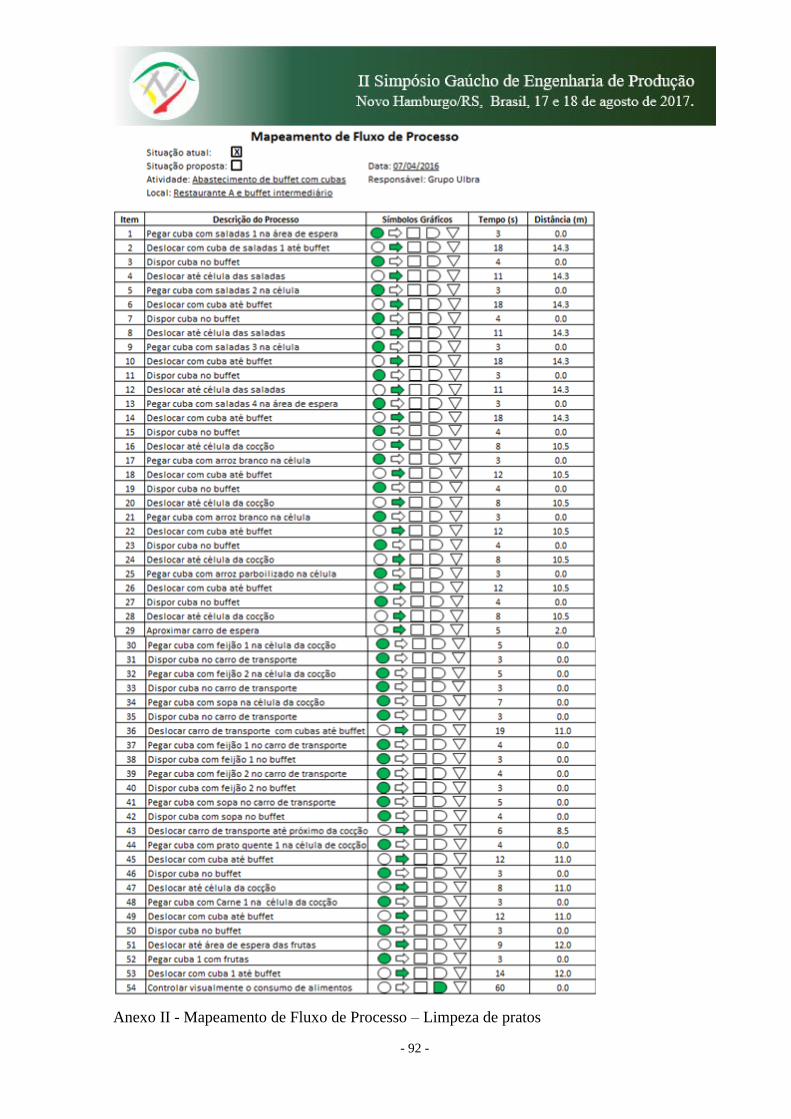
4.3.1. Processo Buffet 1
No processo de buffet, a situação atual contava com 54 atividades que levavam 431segundos
em uma distância percorrida de 252,1metros. Após análise, estes números passaram a ser 36,
226segundos e 35metros, respectivamente.
Os gráficos abaixo informam o comparativo, em dados percentuais, do antes e depois do
estudo realizado. Nota-se a redução em deslocamentos e o aumento do percentual de
operação.
Figura 7 – Gráfico comparativo Antes e Depois - Atividades do Buffet 1
ANTES DEPOIS
- 88 -
Fonte: Autores
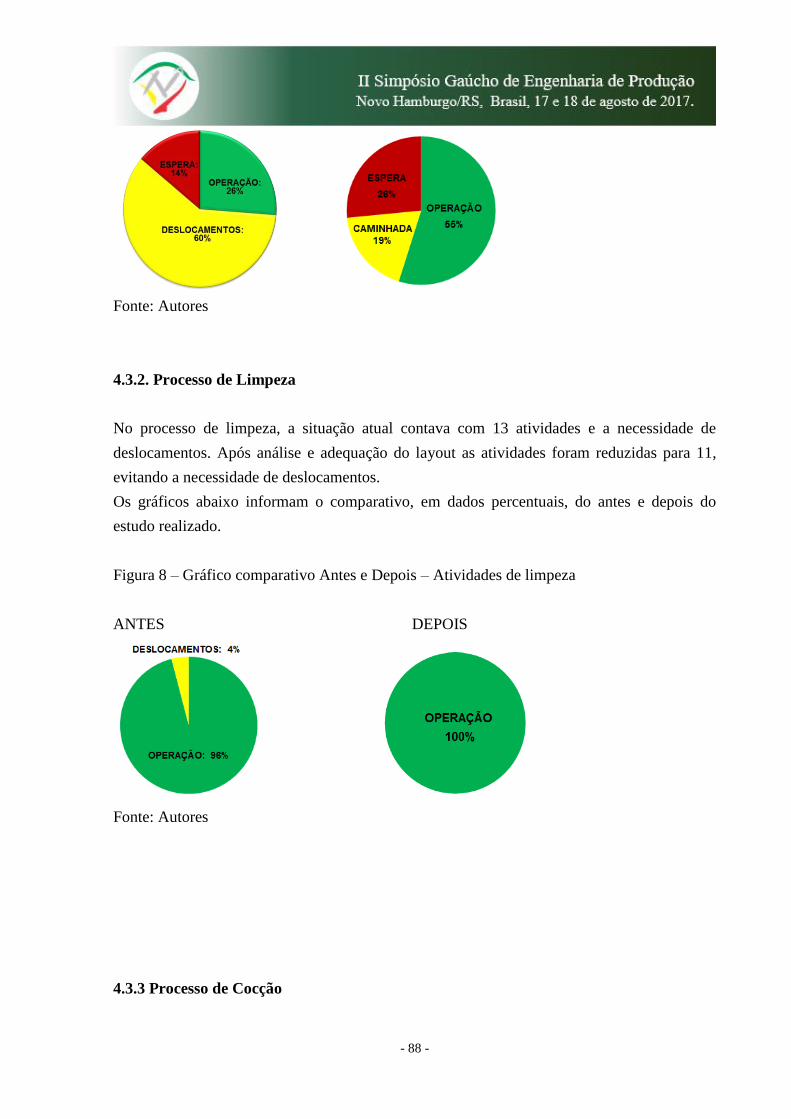
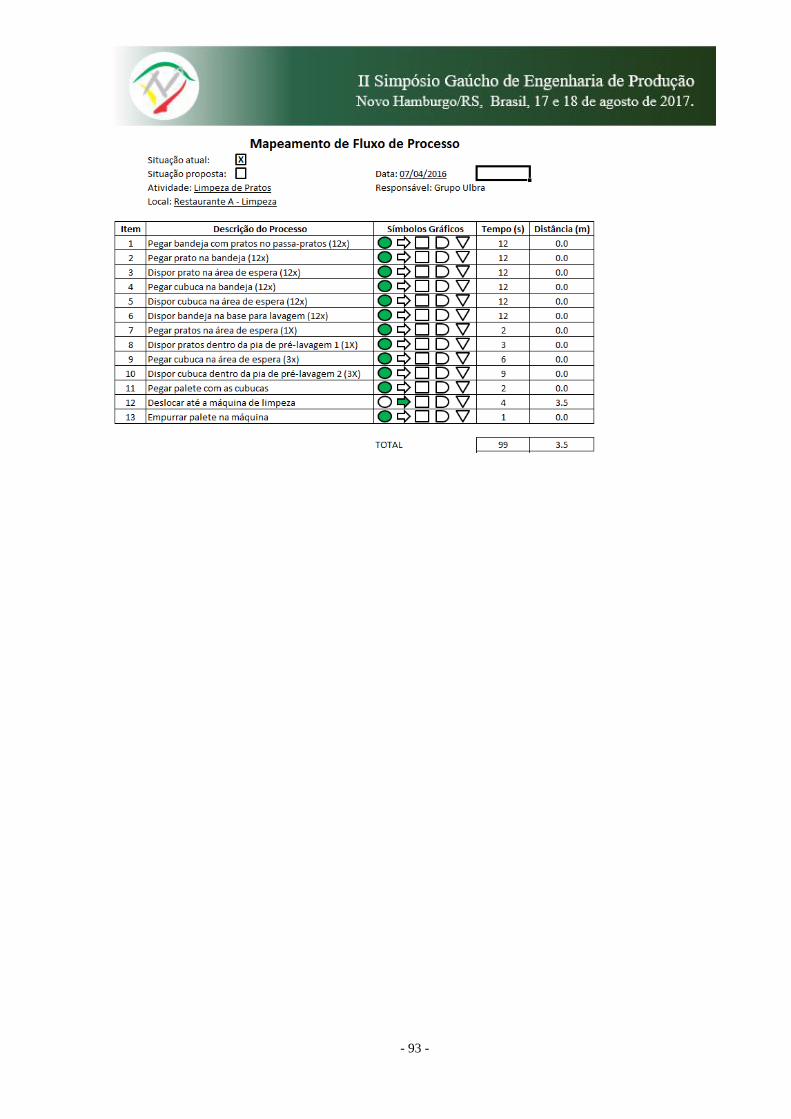
4.3.2. Processo de Limpeza
No processo de limpeza, a situação atual contava com 13 atividades e a necessidade de
deslocamentos. Após análise e adequação do layout as atividades foram reduzidas para 11,
evitando a necessidade de deslocamentos.
Os gráficos abaixo informam o comparativo, em dados percentuais, do antes e depois do
estudo realizado.
Figura 8 – Gráfico comparativo Antes e Depois – Atividades de limpeza
ANTES DEPOIS
Fonte: Autores
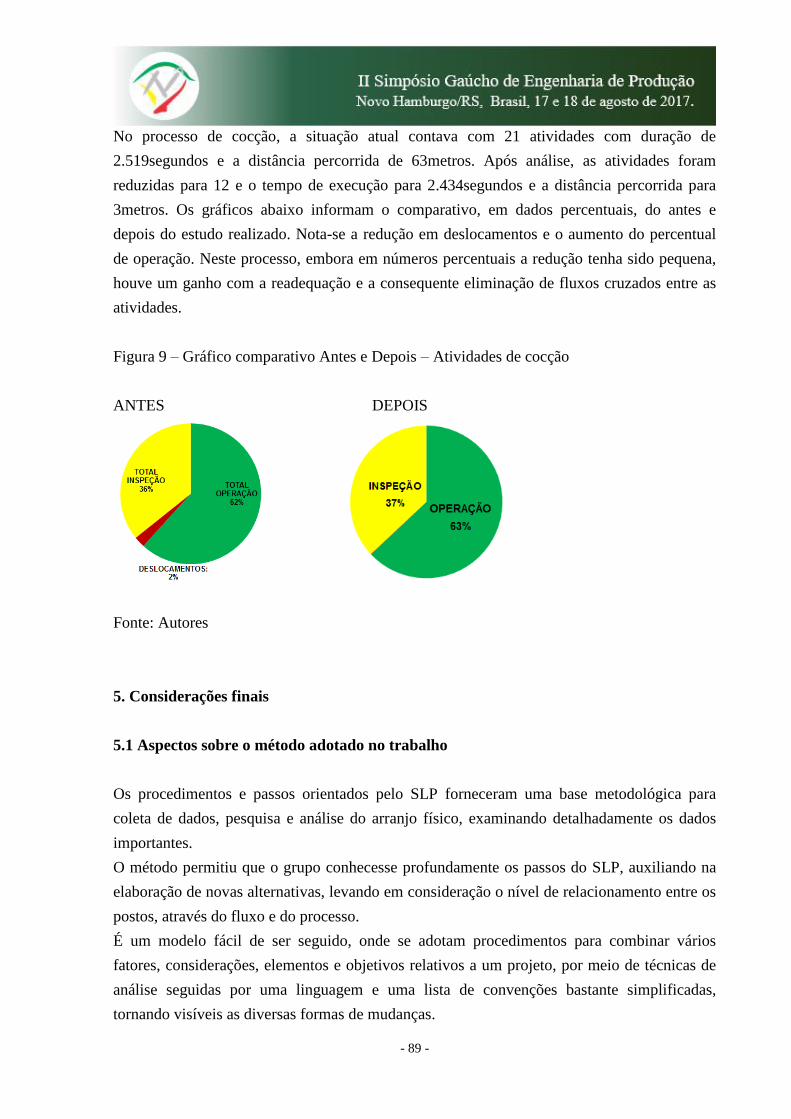
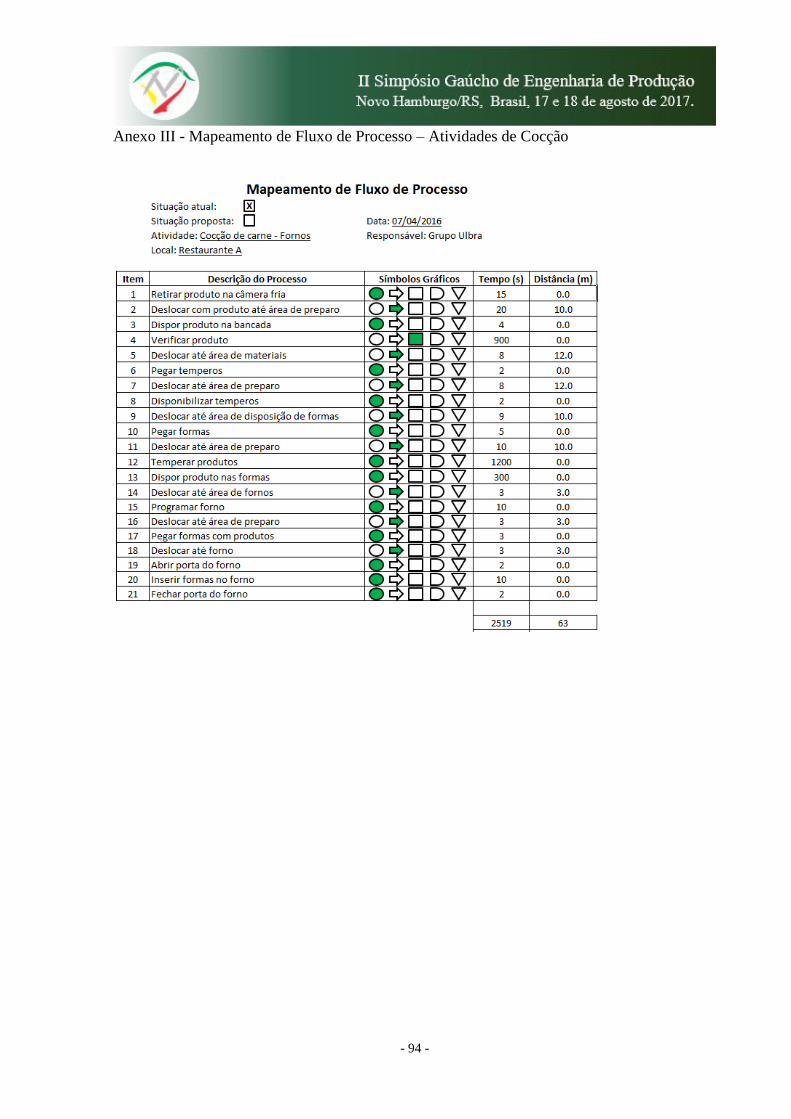
4.3.3 Processo de Cocção
- 89 -
No processo de cocção, a situação atual contava com 21 atividades com duração de
2.519segundos e a distância percorrida de 63metros. Após análise, as atividades foram
reduzidas para 12 e o tempo de execução para 2.434segundos e a distância percorrida para
3metros. Os gráficos abaixo informam o comparativo, em dados percentuais, do antes e
depois do estudo realizado. Nota-se a redução em deslocamentos e o aumento do percentual
de operação. Neste processo, embora em números percentuais a redução tenha sido pequena,
houve um ganho com a readequação e a consequente eliminação de fluxos cruzados entre as
atividades.
Figura 9 – Gráfico comparativo Antes e Depois – Atividades de cocção
ANTES DEPOIS
Fonte: Autores
5. Considerações finais
5.1 Aspectos sobre o método adotado no trabalho
Os procedimentos e passos orientados pelo SLP forneceram uma base metodológica para
coleta de dados, pesquisa e análise do arranjo físico, examinando detalhadamente os dados
importantes.
O método permitiu que o grupo conhecesse profundamente os passos do SLP, auxiliando na
elaboração de novas alternativas, levando em consideração o nível de relacionamento entre os
postos, através do fluxo e do processo.
É um modelo fácil de ser seguido, onde se adotam procedimentos para combinar vários
fatores, considerações, elementos e objetivos relativos a um projeto, por meio de técnicas de
análise seguidas por uma linguagem e uma lista de convenções bastante simplificadas,
tornando visíveis as diversas formas de mudanças.
- 90 -
Geralmente, uma eficiente metodologia de planejamento de layout reduz os custos e eleva o
nível de produtividade, porém o objetivo buscado foi a qualidade na refeição e no
atendimento e a satisfação dos clientes.
5.2. Sugestões para continuidade de trabalhos de melhoria de layout na empresa
estudada
O SLP foi aplicado no Restaurante A da empresa e o mesmo pode ser aplicado também no
Restaurante B, permitindo uma análise dos melhores layouts, trazendo melhorias assim como
no primeiro. O trabalho também é possível ser aplicado em cozinhas industriais de outras
empresas.
5.3 Aprendizagens geradas pela pesquisa
O SLP é uma ferramenta utilizada para tomadas de decisões relacionada à escolha de
combinações de instalações dentro de um determinado espaço. O trabalho apresentado
comprovou a eficiência do SLP para estudos de planejamentos de locais de trabalho.
REFERÊNCIAS
MUTHER, R. Planejamento do layout: O sistema SLP. São Paulo: Edgard Blücher, 1979.
SOMAVILLA, Géssica Piovesan; LOPES, Dr. Caryl Eduardo Jovanovich. Revista de
Arquitetura da IMED, v. 2, n.2, 2013, p. 108-122, ISSN 2318-1109.
SILVA, M. G., MOREIRA, B. B. Aplicação da metodologia SLP na reformulação do layout
de uma micro empresa do setor moveleiro. Anais do XXIX Encontro Nacional de Engenharia
de Produção. Outubro, 2009. Salvador, Bahia.
- 91 -
FERREIRA, S. L.; AVEGLIANO, R. P.; GONZAGA, C. C. T. Diretrizes para elaboração e
avaliação de leiaute de refeitório de restaurante universitário. In: 2º Simpósio Brasileiro de
Qualidade do Projeto no Ambiente Construído, 10, 2011, Rio de Janeiro. Anais... São Paulo,
USP, 2011. Disponível em< http://arquitetura.eesc.usp.br/ >.
GUIMARAES, Lia Buarque de Macedo; FISCHER, Daniela; MOUTINHO, Marcelo
Hercílio; PASTRE, Tatiana Maglia. A Ergonomia, a Engenharia e a Arquitetura como
ingredientes no projeto de instalação de uma cozinha industrial. Porto Alegre, 1999
ANEXOS
Anexo I - Mapeamento de Fluxo de Processo - Abastecimento de buffet com cubas
- 92 -
Anexo II - Mapeamento de Fluxo de Processo – Limpeza de pratos
- 93 -
- 94 -
Anexo III - Mapeamento de Fluxo de Processo – Atividades de Cocção


























![Chôros ao violão [microform] : novissima e escolhida](https://img.pdfslide.tips/doc/110x75/6169f83511a7b741a34d6194/chros-ao-violo-microform-novissima-e-escolhida-.jpg)

