Embed Size (px)
Citation preview
1
MAQUINA PARA POSICIONAR ROLAMENTOS
NOS EIXOS
Lucas Rodrigues Lopes¹
Nicholas Tiago de Lima²
RESUMO
Em uma linha de montagem de motores elétricos utiliza-se uma prensa para
inserir os rolamentos nos eixos dos motores, o equipamento não possui um sistema
de proteção adequado e expõe o operador á situação de risco.
O projeto tem como objetivo adequar o equipamento à norma
regulamentadora NR12, aumentar a capacidade produtiva sem grandes
investimentos, melhoria nos parâmetros do processo e das condições de serviço do
trabalhador.
Palavras - chaves–Otimização. Processo. Normalização.
ABSTRACT
In an assembly line of electric motors uses a press to input the bearings on the
shafts of the motors, the machine does not have an adequate protection system and
exposes the operator in a risk situation.
The project’s objective is to adapt the equipment to the regulatory norm NR
12, increase production capacity without large investments, a possible improvement
in process parameters and service’s conditions of the employee.
Keywords-Optimization.Process.Standart.
________________________
¹Aluno do curso de Tecnologia em Mecatrônica Industrial. Faculdade de Tecnologia de Garça, Turma de 2010. E-mail: [email protected]. ² Aluno do curso de Tecnologia em Mecatrônica Industrial. Faculdade de Tecnologia de Garça, Turma de 2010. E-mail: [email protected].
2
MAQUINA PARA POSICIONAR ROLAMENTOS
NOS EIXOS
INTRODUÇÃO
As empresas buscam cada vez mais aprimorar seus processos produtivos,
para fabricar com maior produtividade, capabilidade e baixo custo, mas para
aperfeiçoar e desenvolver os processos de fabricação é necessário à busca
constante de novas tecnologias e investimento em pesquisas, assim podem obter
mais espaço no mercado.
O artigo apresenta o desenvolvimento de um projeto de melhoria, para uma
máquina que insere rolamentos nos eixos de motores elétricos em uma linha de
montagem, o processo existente possui limitações de produtividade, e
principalmente de segurança, onde a operação é realizada sem qualquer proteção.
O operador fica totalmente sujeito a eventuais falhas, que podem causar danos a
sua saúde, para evitar essas falhas a máquina passou por um processo de
automatização.
O objetivo principal é aprimorar o processo de fabricação, desenvolvendo um
sistema de controle mais preciso, produtivo e seguro. Com foco na qualidade, com
um aumento de produção e garantir permanentemente a segurança e saúde dos
trabalhadores que interagem direta ou indiretamente com o processo.
Para a confirmação da efetividade do projeto ele deve contribuir com os
seguintes fatores:
Aumentar a segurança do operador, integrando o projeto nas norma NR12,
PPRPS E NBR 13.930;
Reduzir o tempo de operação no processo;
Possível redução no custo de fabricação;
Reduzir falhas e desperdícios;
Desenvolver um protótipo para possibilitar a observação dos possíveis
resultados.
3
O projeto se justifica pela necessidade de adequação da máquina as normas
regulamentadoras e também á busca de melhoria contínua no processo de
fabricação industrial, do aumento de produtividade, qualidade e a segurança no
maquinário, que atenda as necessidades de um sistema padronizado e normalizado.
Ao aprimorar a máquina e escolher o procedimento mais viável a situação,
torna se possível uma redução de custo de fabricação, em tempo e, principalmente
uma melhor condição de trabalho para o operador, requisitos fundamentais para
sobrevivência e competitividade de uma empresa.
4
PROJETO
No Brasil existe uma alta incidência de acidente de trabalho, ocasionados
pelas falhas nos processos industriais, que atingem membros superiores dos
trabalhadores. Uma análise realizada pela inspeção de segurança e saúde no
trabalho do MTE (MINISTÉRIO DO TRABALHO E EMPREGO) considera que,
prensas e equipamentos similares são responsáveis por mais da metade dos
acidentes de trabalho com mutilação.
Uma das principais causas dos acidentes é a utilização de equipamentos
obsoletos que oferecem riscos de acidentes, não possuem plano de manutenção ou
sistema de segurança, mesmo com a convenção da Organização Internacional do
Trabalho, ratificada pelo Brasil e com vigência nacional desde 16 de abril de1993,
que proíbe a venda, locação, cessão a qualquer título, exposição e utilização de
máquinas e equipamentos sem dispositivos de proteção adequados. (NBR 13.930 –
PRENSAS E SIMILARES, 2004).
Para reduzir esse quadro de acidentes os sindicatos de trabalhadores,
empregadores e poder público, cobram das indústrias a regulamentação as
condições de trabalho com prensas e equipamentos similares. Que força uma
mudança no parque industrial, onde as empresas afins de não punição tende a
investir em tecnologia e automação dos processos.
Com essa busca do parque industrial o projeto visa otimizar um processo já
existente, implementar um sistema de segurança, com base nas normas
regulamentadoras NR-12 (SEGURANÇA NO TRABALHO EM MÁQUINAS E
EQUIPAMENTOS) e PPRPS (PROGRAMA DE PREVENÇÃO DE RISCOS EM
PRENSAS E SIMILARES), através das tecnologias e dos conhecimentos adquiridos
no curso.
Com base também na citação de Castrucci e Moraes (2007), que define de
uma forma geral o que é automação industrial, iniciou-se a elaboração de uma nova
máquina para realizar o processo otimizado.
Qualquer sistema, auxiliado por computadores, que substitui o trabalho
humano, em favor da segurança dos operadores, da qualidade dos produtos,
rapidez da produção ou da redução de custos, assim aprimorando os complexos
objetivos das indústrias, dos serviços ou bem estar (CASTRUCCI E MORAES,
2007).
5
O desafio traçado é buscar alternativas que possam melhorar o processo
utilizando a automação. Para isso o projeto busca desenvolver um sistema mais
preciso, produtivo e seguro. Com foco na qualidade, com redução de tempo de
produção e garantir a segurança e saúde dos trabalhadores que interagem direta ou
indiretamente com a máquina, assim também uma possível redução no custo e
perda, através de um controle do processo preciso e viável, que pode ser definido
como, uma ação planejada para o que se considera objeto de controle interaja com
o processo, para, assim, atingir certos objetivos (MIYAGI, 1996).
Assim através de um controle mais preciso que o utilizado atualmente no
processo, torna-se possível um aperfeiçoamento da máquina, que permiti produzir
com:
menor custo de produção;
maior quantidade;
menor tempo;
maior qualidade.
Ao analisar os benefícios da automação nos processos industriais, nota-se
que a automação esta ligada aos sistemas de qualidade, pois é ela que garante a
manutenção de uma produção padronizada e com alta produtividade, que visa
atender o cliente num menor prazo, com preço competitivo e com um produto de
qualidade (MARTINS, 2007).
Processo atual
O processo possui o seguinte problema; a inserção de rolamentos nos eixos
dos motores é realizada por uma máquina que possui um inadequado sistema de
proteção e expõe operador ao processo, apresenta um alto nível de periculosidade e
não se adéqua a norma NR -12 E PPRPS, que acarreta em multa para a empresa
aplicada pelo ministério do trabalho.
A partir dessa problemática partiu-se a busca de métodos para maximizar a
produtividade da operação, aumentar a segurança e assim tornar possível a
normalização da máquina.
6
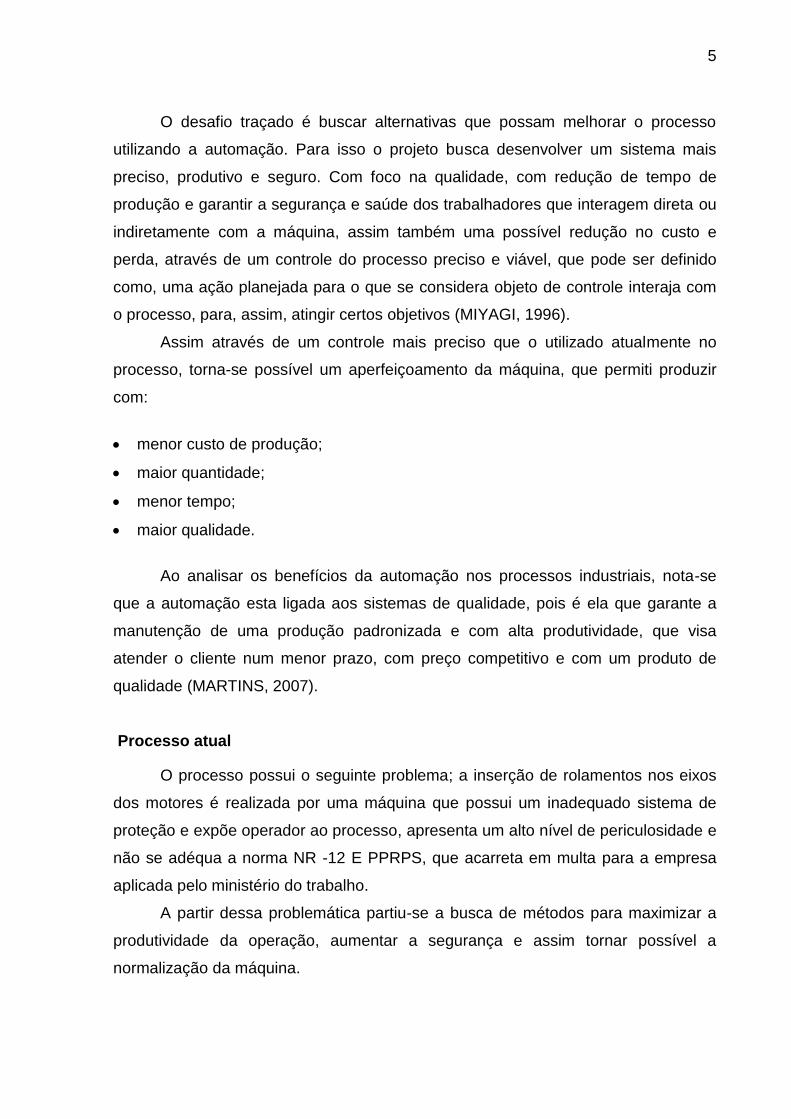
Método
Na máquina para realizar o processo de inserção de rolamentos é necessário
um operador dedicado na linha de produção, que deposita os rolamentos com as
mãos nos eixos, um por vez, e em seguida coloca o eixo na prensa para posicionar
os rolamentos no local projetado, aciona com as duas mãos os botões de pulso,
conforme figura -1.
Figura 1 - Botões de acionamento.
Fonte: LOPES, 2012
A figura 1 mostra o dispositivo de acionamento da maquina, que atualmente é
falho, se um dos botões ficar travado ou o operador travar o botão, o atuador aciona
normalmente, e não garante que durante o processo o operador esteja com as duas
mãos no dispositivo de acionamento, que segundo a norma PPRPS é um dos
requisitos para regulamentação da maquina.
O dispositivo de acionamento deve garantir que o operador mantenha as duas
mãos no dispositivo bi manual até que a prensa execute a operação; se ele retirar a
mão do dispositivo, a prensa para automaticamente.
7
A Norma NR-12, que determina as instalações e áreas de trabalho;
distâncias mínimas entre as máquinas e os equipamentos; dispositivos de
acionamento, partida e parada. Ela estabelece que quando forem utilizados
dispositivos de acionamento do tipo comando bimanual, visando manter as mãos do
operador fora da zona de perigo, esses devem atender aos seguintes requisitos
mínimos do comando:
Possuir atuação síncrona, ou seja, um sinal de saída deve ser gerado somente quando os dois dispositivos de atuação do comando-botões-forem atuados com um retardo de tempo menor ou igual a 0,5 s (cinco segundos);
Estar sob monitoramento automático por interface de segurança;
Ter relação entre os sinais de entrada e saída, de modo que os sinais de entrada aplicados a cada um dos dois dispositivos de atuação do comando devem juntos se iniciar e manter o sinal de saída do dispositivo de comando bimanual somente durante a aplicação dos dois sinais;
O sinal de saída deve terminar quando houver desacionamento de qualquer dos dispositivos de atuação de comando;
Possuir dispositivos de comando que exijam uma atuação intencional afim de minimizar a probabilidade de comando acidental;
Possuir distanciamento e barreiras entre os dispositivos de atuação de comando para dificultar a burlar o efeito de proteção do dispositivo de comando bimanual; e.
Tornar possível o reinício do sinal de saída somente após a desativação dos dois dispositivos de atuação do comando.(NR -12.26, 2011, p.8)
Além do dispositivo de acionamento outra não conformidade para
regulamentação da máquina é a falta de proteção, fixa ou móvel, segundo a norma
NR – 12, as máquinas e equipamentos que ofereçam risco de ruptura de suas
partes, projeção de materiais, partículas ou substâncias, devem possuir proteções
que garantam a saúde e a segurança dos trabalhadores (NR - 12.48, 2011).
As proteções devem cumprir suas funções apropriadamente durante a vida útil
da máquina ou possibilitar a reposição de partes deterioradas ou danificadas, ser
constituídas de materiais resistentes e adequados à contenção de projeção de
peças, materiais e partículas, ter uma fixação firme e garantia de estabilidade e
resistência mecânica compatíveis com os esforços requeridos, não criar pontos de
esmagamento ou agarramento com partes da máquina, impedir que possam ser
burladas e principalmente impedir o acesso à zona de perigo, ter ação positiva, ou
seja, atuação de modo positivo e não acarretar riscos adicionais.(NR-12.49, 2011)

8
Pode ser observado na fotografia 2 que, a máquina não possui proteção, fixa
ou móvel, entre o operador e o atuador, permitindo a projeção de elementos durante
a operação e a entrada de elemento a zona de perigo, mostra também que o
equipamento não possui sensores, ou qualquer ou dispositivo que possam impedir a
entrada de elementos durante o processo.
Figura 2 – Maquina sem proteção
Fonte: LOPES, 2012
Com essas não conformidades a máquina está irregular, perante ao ministério
do trabalho acarreta a multa, fator que torna indispensável para a empresa o
aperfeiçoamento do equipamento.
Equipamentos
Conforme figura 1 e 2, a máquina que a linha de montagem utiliza é composta
por: um atuador pneumático com diâmetro do embolo de 100 mm, com curso de 150
mm, uma válvula solenoide 5/2 vias, dois botões de pulso, uma ponteira para
posicionar o rolamento, uma flange para acoplar o rolamento, uma base para rotor e
por uma estrutura de fixação.
9
Projeto definido
O projeto visa aperfeiçoar a máquina existente, de modo que, a entrada e
saída dos induzidos e dos rolamentos e também o posicionamento, deixe de ser
efetuada pelo operador, peça a peça, e seja realizado de forma automática, com
mais segurança, através da utilização de sensores, atuadores, válvulas solenoides,
controlados através do Controlador Lógico Programável (CLP) e melhora nas
proteções do equipamento, para assim possibilitar adequação da máquina.
As proteções de segurança têm como base as normas (NR - 26 -
SINALIZAÇÃO DE SEGURANÇA) e (NR – 12 – SEGURANÇA NO TRABALHO EM
MÁQUINAS E EQUIPAMENTOS) onde as proteções devem seguir um padrão e
possuir a cor amarela, e as partes móveis do dispositivo a cor laranja, as proteções
deverem garantir à saúde e à integridade física, não expor o operador as zonas de
perigo e proporcionar um aumento de desempenho no posicionamento dos
elementos e redução dos riscos.
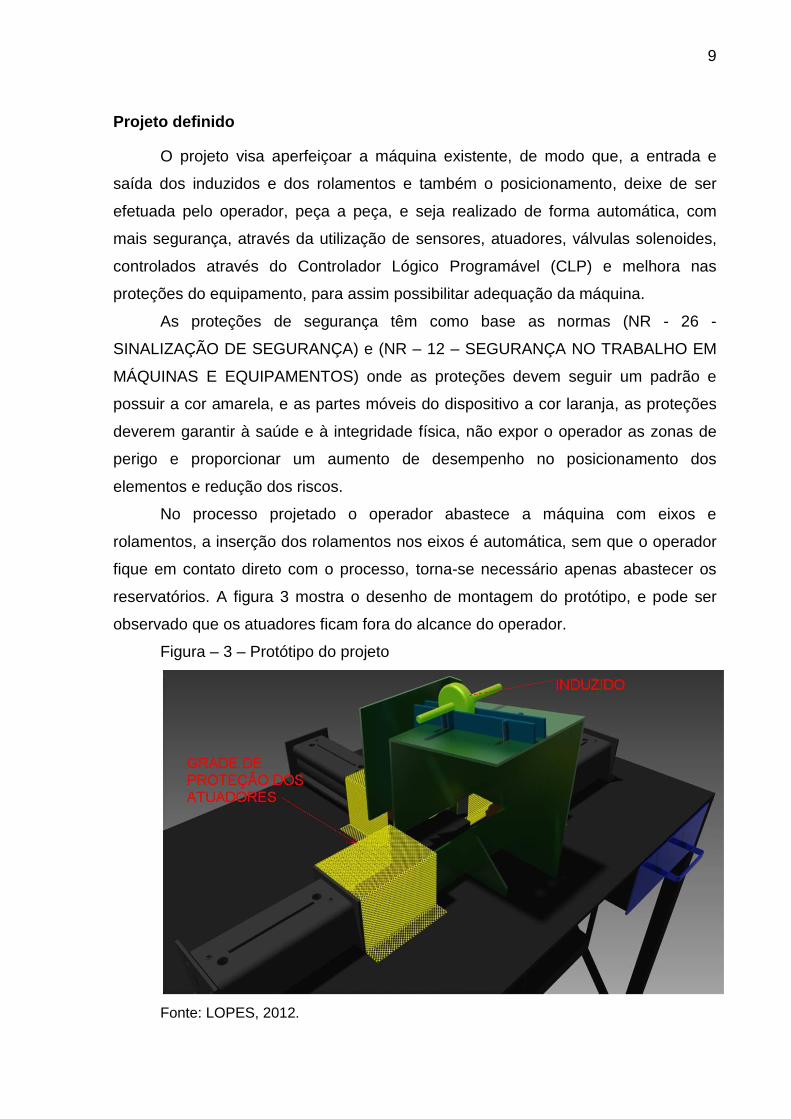
No processo projetado o operador abastece a máquina com eixos e
rolamentos, a inserção dos rolamentos nos eixos é automática, sem que o operador
fique em contato direto com o processo, torna-se necessário apenas abastecer os
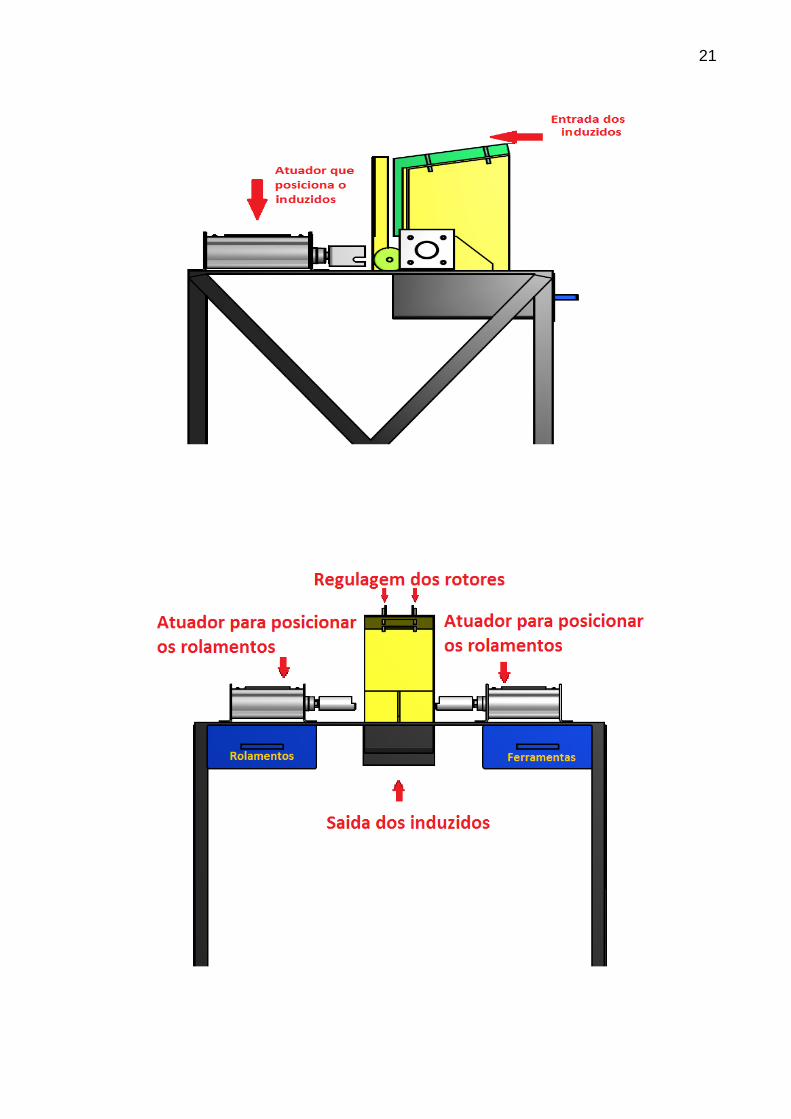
reservatórios. A figura 3 mostra o desenho de montagem do protótipo, e pode ser
observado que os atuadores ficam fora do alcance do operador.
Figura – 3 – Protótipo do projeto
Fonte: LOPES, 2012.
10
A figura 3 mostra a montagem do protótipo em desenho 3D, conforme
apêndice A, onde os atuadores estão fora do alcance do operador, e o local de
abastecimento do induzido, antes de ser inserido os rolamentos.
Para efetuar a operação o operador abastece o magazine de rolamentos e
posiciona os induzidos no local projetado conforme figura 3, em seguida aperta o
botão para ligar a máquina, os sensores fazem a leitura para detectar os
componentes e se tudo estiver conforme, os atuadores acionam, e se não estiver, o
equipamento acender uma luz indicando a falha. Após o acionamento dos atuadores
e o posicionamento dos rolamentos nos eixos, os atuadores retornam e a peça é
depositada em um compartimento, o que não expõe o operador a uma eventual
falha.
Para controlar o sistema apresentaram-se duas possibilidades, a utilização de
um CLP ou um microcontrolador para gerenciar as tomadas de decisões do sistema.
Devido fragilidade e a sensibilidade ao ruído de um sistema microcontrolador
existente em uma área industrial, que pode interferir diretamente nas ações
executadas, foi escolhido o CLP para controle e execução do algoritmo lógico
definido pelo projetista do sistema. Apesar do custo inferior de um sistema
microcontrolador o Controlador Lógico Programável, CLP, apresenta uma ótima
resistência a ruídos e também a choques mecânicos, devido a sua estrutura, fato
que deve ser considerado em um ambiente industrial. Devido a sua robustez se
adéqua melhor a utilização em um nível de campo.
CLP
O Controlador Lógico Programável ( C.L.P. ) nasceu basicamente na indústria
automobilística americana, onde os projetistas de comando elaboravam circuitos
digitais como contatos programáveis, o programa era armazenado em plugs multi-
pinos e as instruções codificadas por meio de ligações elétricas entre os pinos
destes plugs, montados em painéis, esses programas eram muito limitados, e a cada
ano com o lançamento de novos modelos, muitos painéis eram sucateados pois os
custos para alteração eram maiores do que a instalação de novos painéis. Devido a
grande dificuldade de mudar a lógica de controle nos painéis de comando,
necessário a cada mudança na linha de montagem. Tais mudanças implicavam em
altos gastos de tempo e dinheiro.
11
Porém, em 1968 a GM através de sua Divisão Hidromatic preparou as
especificações detalhadas do que posteriormente denominou-se Controlador
Programável (CP). Estas especificações retratavam as necessidades da indústria,
independentemente do produto final que iria ser fabricado. Em 1969 foi instalado o
primeiro CP na GM executando apenas funções de intertravamento. (WEG
MÓDULO 3 AUTOMAÇÃO DE PROCESSOS INDUSTRIAIS, 2007)
Segundo a ABNT (ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS) o
CLP é um equipamento eletrônico com hardware e software compatíveis com as
atividades industriais. É capaz de simular as ações dos relés em circuitos de
intertravamento. E os controladores atuais possuem capacidade de efetuar funções
avançadas como controle estatístico, controle em malha, comunicação em rede,
entre outras.
Todas as decisões tomadas por um CLP obedecem a lógica de controle
elaborada pelo programador em uma linguagem especifica do software, ou seja, faz
a leitura das informações de entrada, variáveis controladas por botões ou sensores,
o equipamento efetua uma varredura em suas linhas de programação e realiza a
operação que estiver estipulada em sua lógica.
Os CLP’s apresentam as seguintes vantagens diante dos painéis elétricos
tradicionais:
- Dimensional menor, ocupando menos espaço;
- Necessita de menor potência elétrica;
- Podem ser reutilizados;
- São programáveis, permitindo alterar os parâmetros de controle;
- Apresentam maior confiabilidade;
- Manutenção mais fácil e rápida;
- Oferecem maior flexibilidade;
- Aumento na vida útil do controlador
- Expansão em módulos;
- Apresentam interface de comunicação com outros CLPs e computadores de
controle;
- Permitem maior rapidez na elaboração do projeto do sistema.
(PROFESSOR BIONE, 2003)
12
O projeto dispõe de um CLP Festo Compact que controlara os atuadores com
base na alimentação dos sinais enviados pelos sensores de controle e botões
disponibilizados para o operador. Este modelo de CLP apresenta duas opções de
lógica de programação, diagrama ladder e statementlist, optou-se pela lógica ladder
devido a sua elaboração se assemelhar a lógica de relés.
Sensor
São ferramentas eletroeletrônicas capazes de transformar uma grandeza
física em sinais elétricos. Existem diversos tipos de sensores mas aplicaremos
apenas o sensor óptico , os sensores ópticos sempre são compostos por duas
partes: o emissor luz, que pode ser a luz solar ou componentes eletroeletrônicos, e o
receptor de luz é um componente eletrônico que em conjunto à um circuito detecta a
variação de luz.
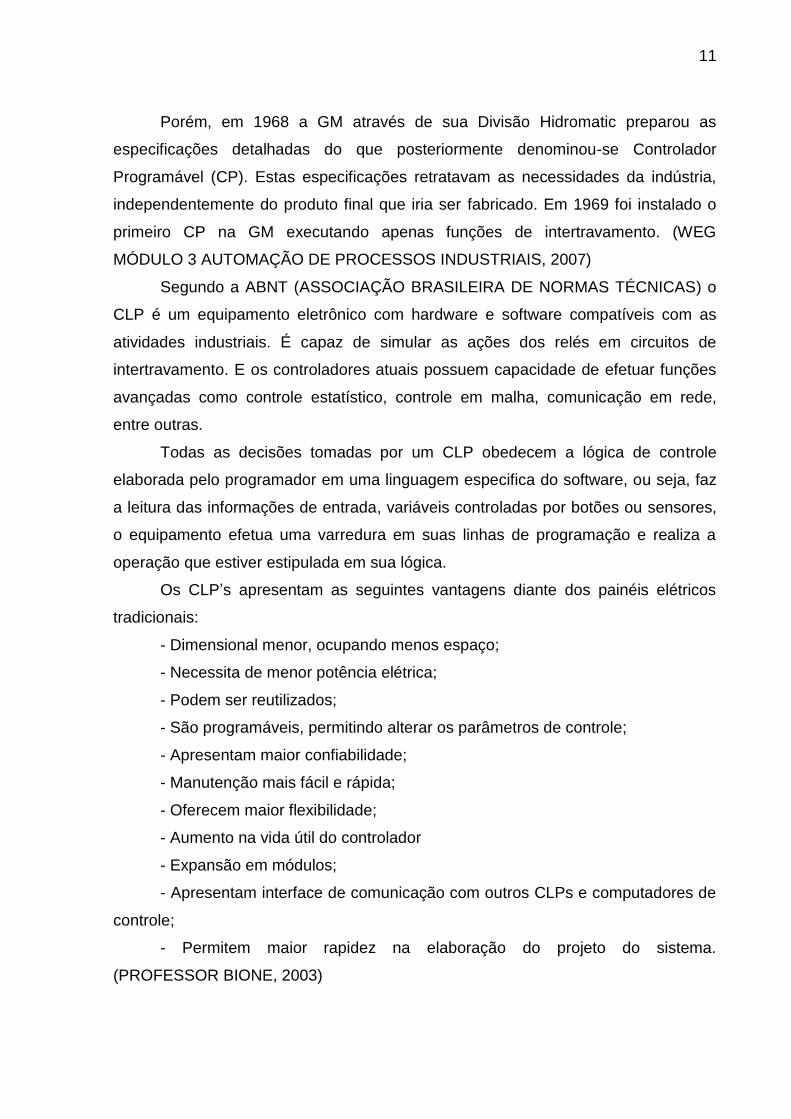
Os sensores são utilizados para detectar a posição correta dos elementos
para iniciar a ação dos atuadores. Os sensores utilizados para o controle do
processo são:
Quadro -1 – Sensores indutivos Festo.
FONTE: FESTO 2006.
Atuadores
São elementos que proporcionam movimento nos sistemas automáticos. O
equipamento projetado necessita de três atuadores lineares pneumáticos para
executar as tarefas de posicionar os rotores e inserir os rolamentos
automaticamente.
13
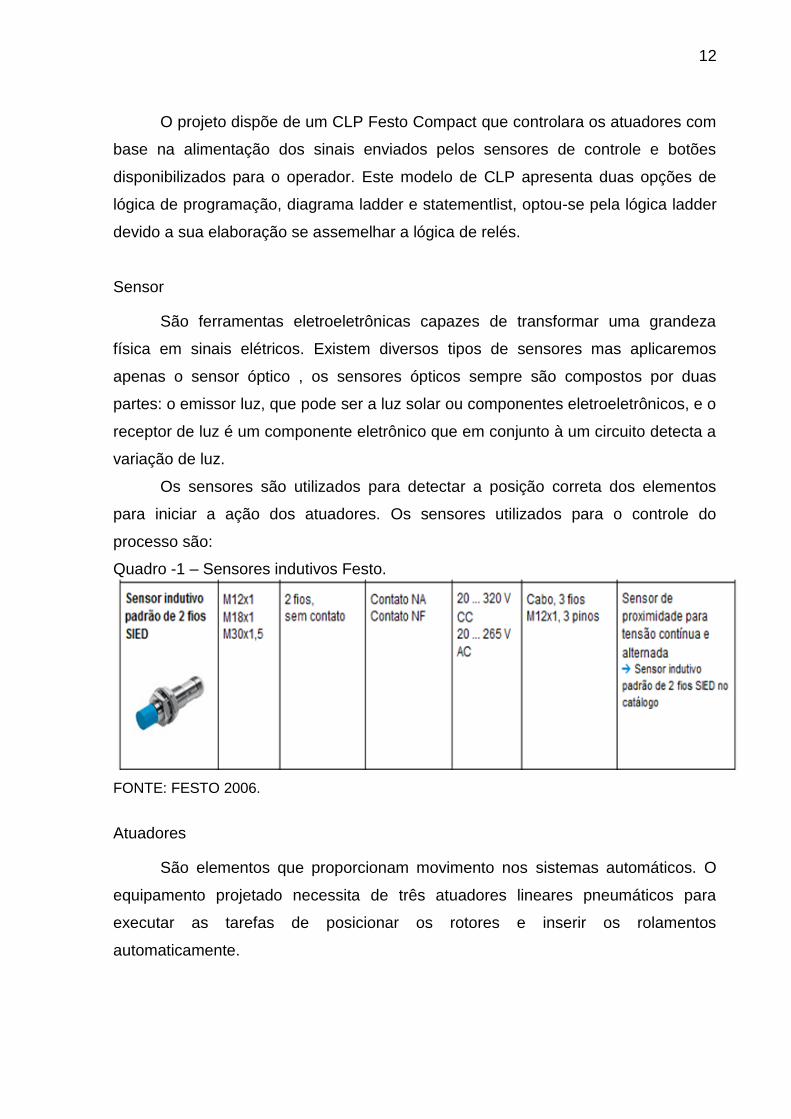
Especificações dos atuadores utilizados:
Quadro 2 - Cilindro para cravar os rolamentos nos eixos
FONTE: DSNU/ESNU FESTO2006.
Válvulas pneumáticas
São elementos de controle que definem a direção, vazão e pressão. Em uma
automação que possui partes pneumáticas ou hidráulicas elas são necessárias para
controlar os atuadores e no projeto controlam os atuadores pneumáticos existentes
na maquina conforme o comando do CLP.
Sinalizadores e Botões
Os botões atuam como chaves de comando e enviaram sinais ao CLP para
iniciar e finalizar as operações da maquina. Já os sinalizadores, lâmpadas e buzinas,
tem a função de avisar o operador de que existe algo errado com o processo. Caso
o operador não alimentar a maquina corretamente ou ocorrer um erro no processo
um sinal sonoro será emitido pela buzina e uma lâmpada correspondente ao erro
que ocorreu acende, a máquina desliga, assim que o operador solucionar o
problema seja falto de rolamentos ou eixos ele apertará o botão que liga a maquina
e o processo voltará ao normal.
14
Chassi
Estrutura que o equipamento possui para sua sustentação e funcionamento
adequados. É constituído de chapas cortadas no corte a laser e dobradas e alguns
perfis comerciais, tudo será posicionado soldado ou parafusado conforme
especificado pelo desenho técnico mecânico da estrutura. Todos os equipamentos
são fixados no chassi com suas posições já definidas.
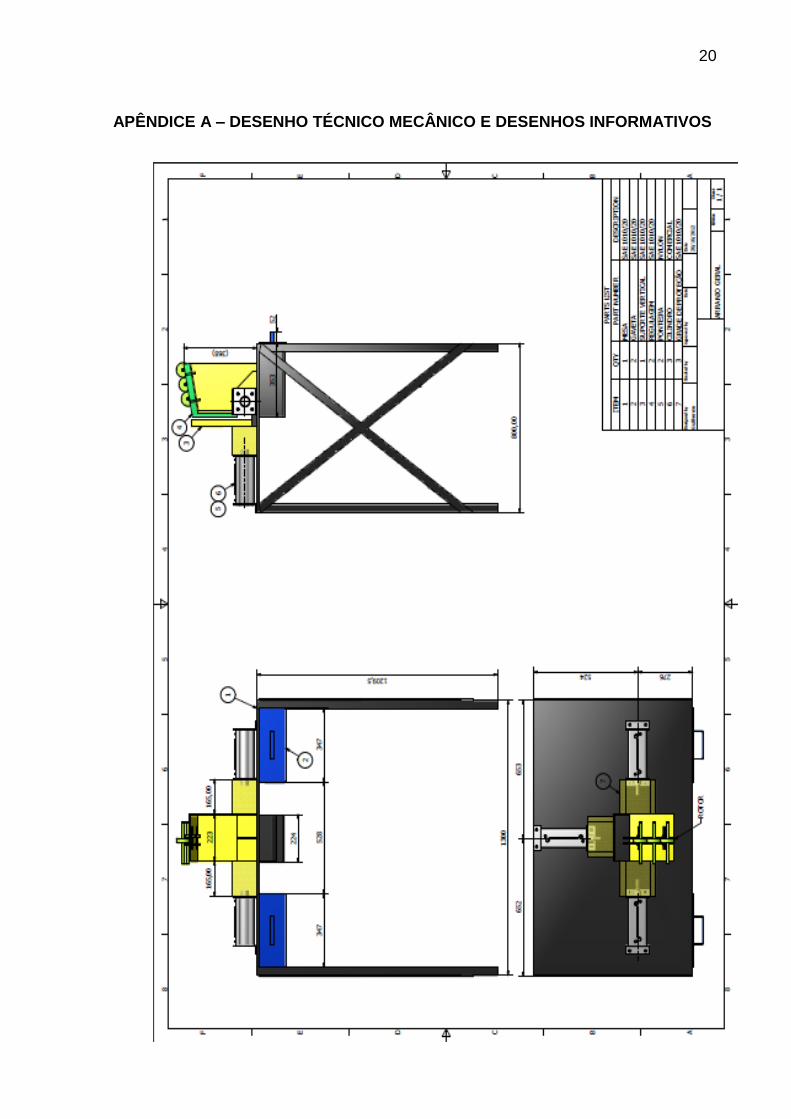
No projeto utiliza se três sensores para detectar o armazenamento das peças, dois
para os rolamentos e outro para os induzidos, outro sensor detecta a posição da
ponteira de posicionamento móvel, que levanta o induzido e o retira do processo,
tendo no total 4 sensores. O posicionamento dos rolamentos nos eixos é realizado
por dois pistões e outro pistão movimenta a caixa de apoio dos induzidos,
movimento que retira o induzido do dispositivo após o processo de posicionamento
ser concluído. O desenho técnico mecânico do conjunto da estrutura e desenhos
informativos utilizados no projeto estão disponíveis no apêndice A.
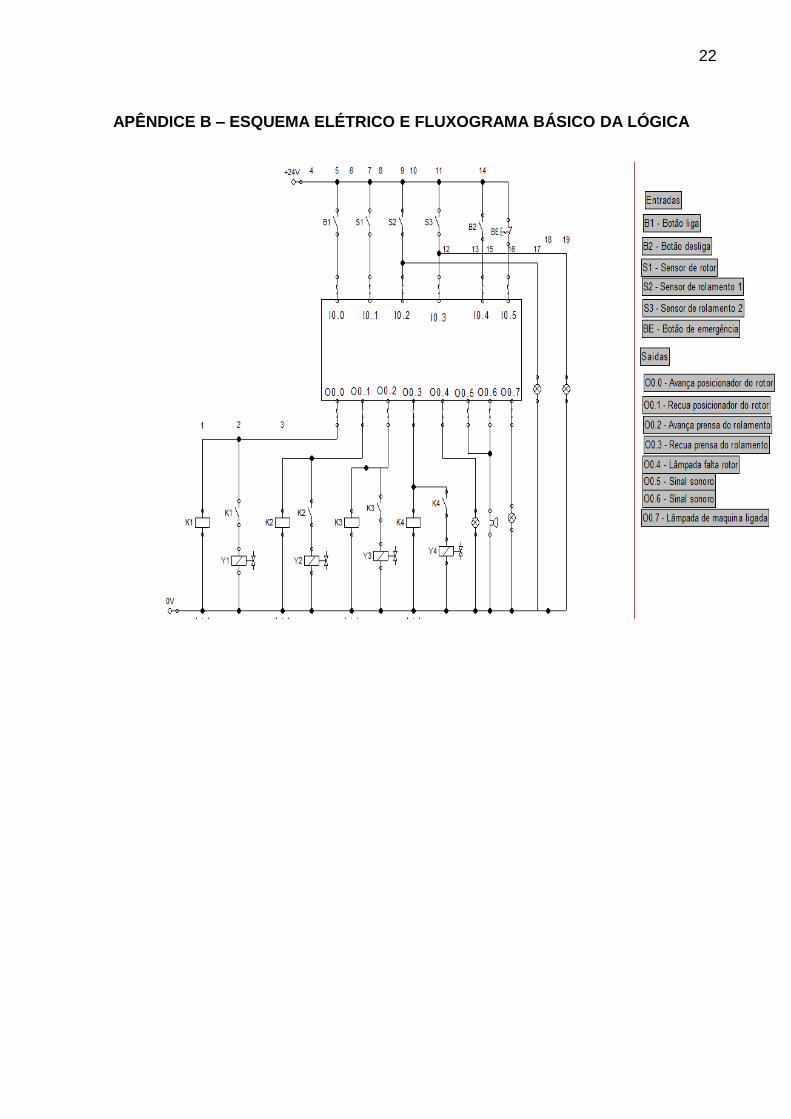
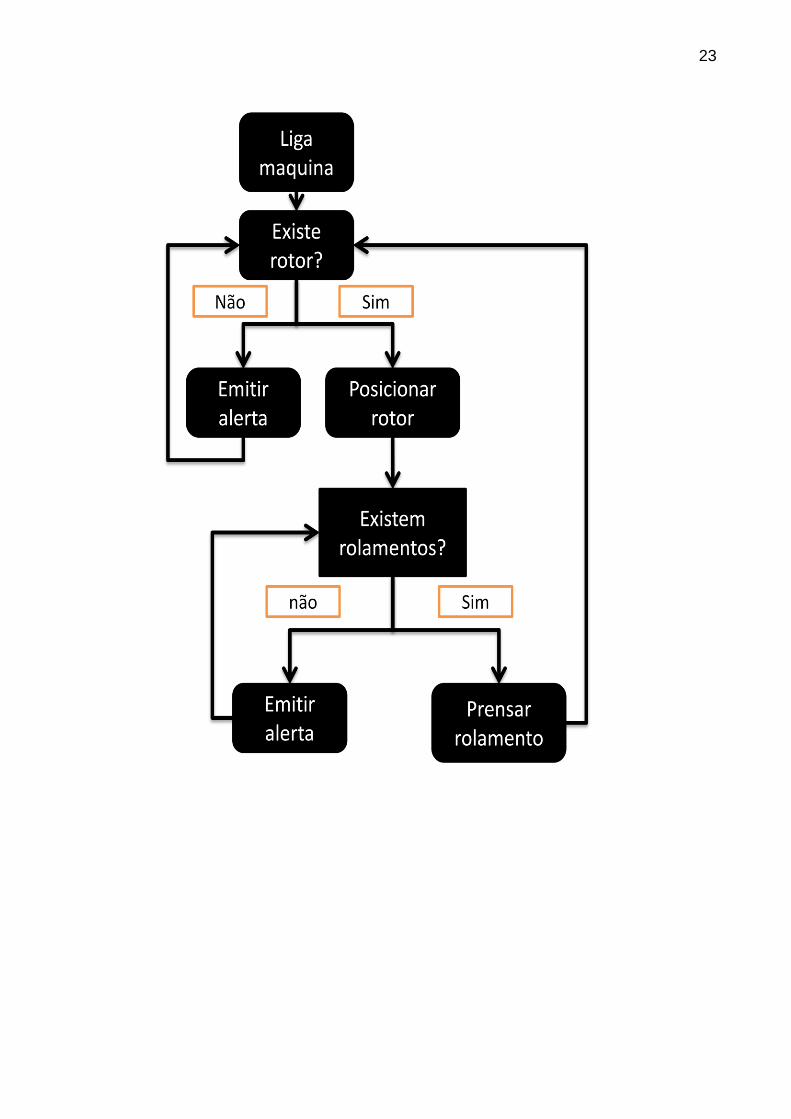
Esquema elétrico
Antes de se executar a montagem elétrica foi desenvolvido um desenho que
informe onde cada condutor deve ser conectado, quais os componentes que
compõem o circuito elétrico e de que forma será montado. Este desenho se
denomina como esquema elétrico. O esquema elétrico e o fluxograma básico de
funcionamento da lógica desenvolvido para este projeto estão alocados no apêndice
B.
15
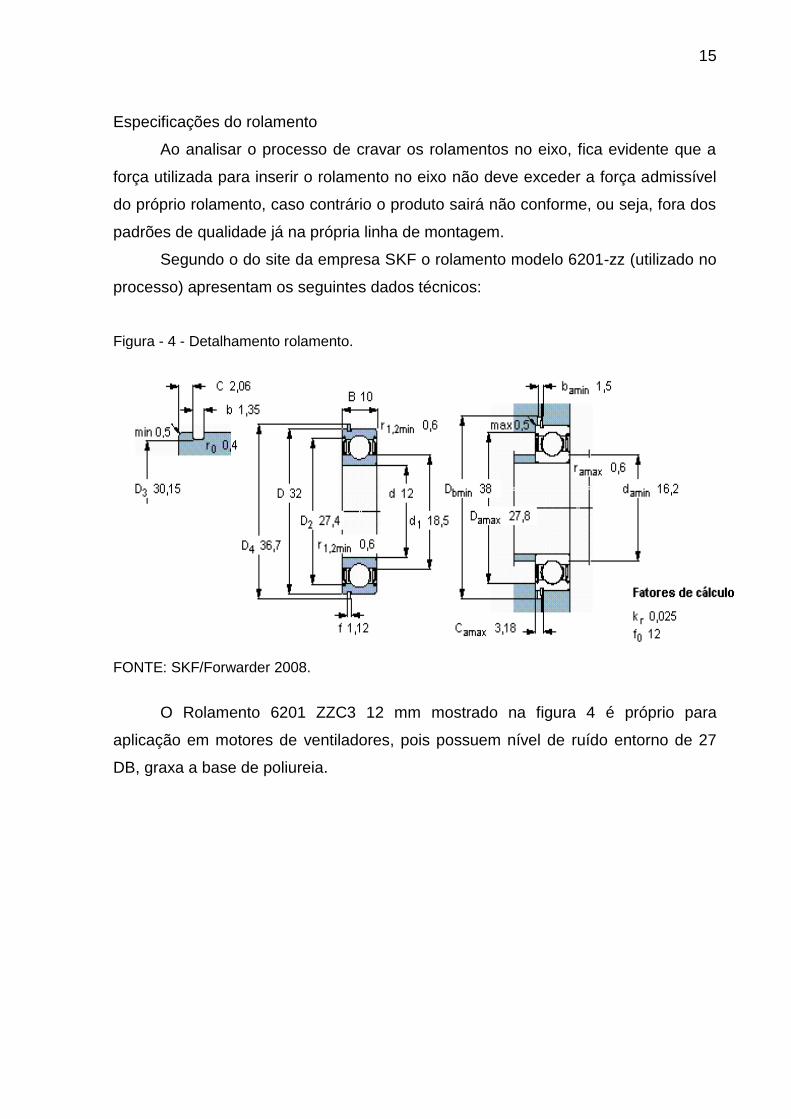
Especificações do rolamento
Ao analisar o processo de cravar os rolamentos no eixo, fica evidente que a
força utilizada para inserir o rolamento no eixo não deve exceder a força admissível
do próprio rolamento, caso contrário o produto sairá não conforme, ou seja, fora dos
padrões de qualidade já na própria linha de montagem.
Segundo o do site da empresa SKF o rolamento modelo 6201-zz (utilizado no
processo) apresentam os seguintes dados técnicos:
Figura - 4 - Detalhamento rolamento.
FONTE: SKF/Forwarder 2008.
O Rolamento 6201 ZZC3 12 mm mostrado na figura 4 é próprio para
aplicação em motores de ventiladores, pois possuem nível de ruído entorno de 27
DB, graxa a base de poliureia.
16
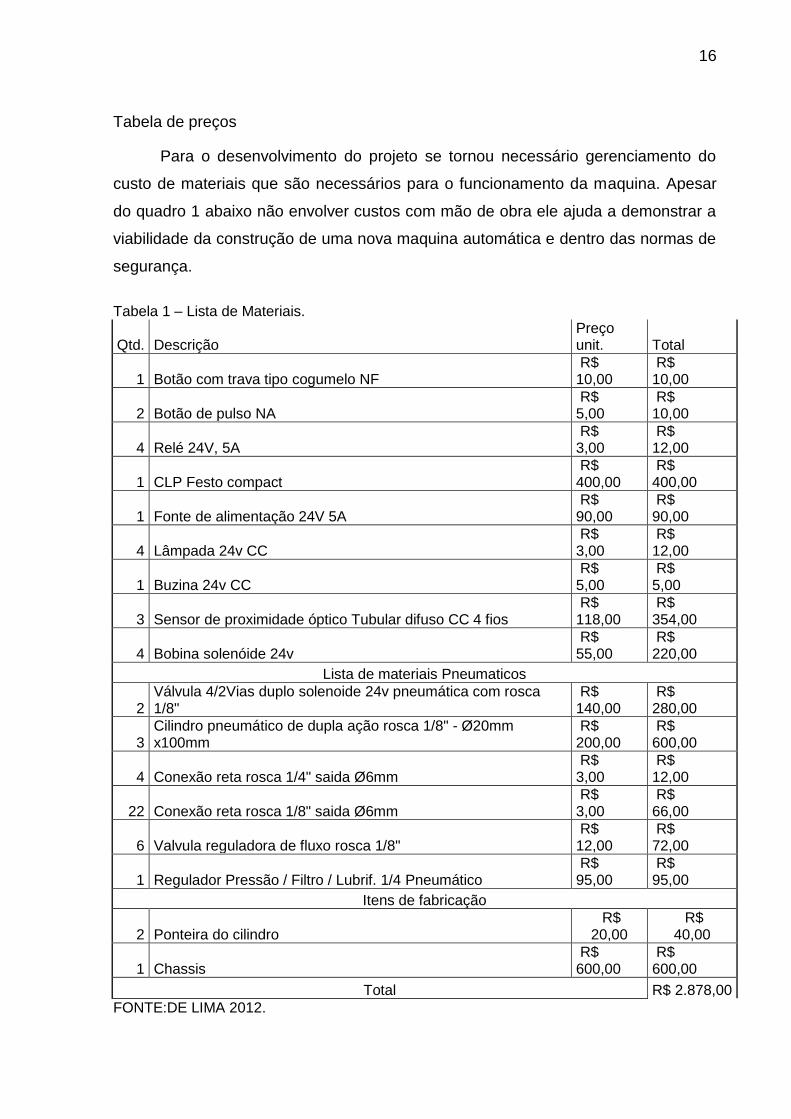
Tabela de preços
Para o desenvolvimento do projeto se tornou necessário gerenciamento do
custo de materiais que são necessários para o funcionamento da maquina. Apesar
do quadro 1 abaixo não envolver custos com mão de obra ele ajuda a demonstrar a
viabilidade da construção de uma nova maquina automática e dentro das normas de
segurança.
Tabela 1 – Lista de Materiais.
Qtd. Descrição Preço unit. Total
1 Botão com trava tipo cogumelo NF R$ 10,00
R$ 10,00
2 Botão de pulso NA R$ 5,00
R$ 10,00
4 Relé 24V, 5A R$ 3,00
R$ 12,00
1 CLP Festo compact R$ 400,00
R$ 400,00
1 Fonte de alimentação 24V 5A R$ 90,00
R$ 90,00
4 Lâmpada 24v CC R$ 3,00
R$ 12,00
1 Buzina 24v CC R$ 5,00
R$ 5,00
3 Sensor de proximidade óptico Tubular difuso CC 4 fios R$ 118,00
R$ 354,00
4 Bobina solenóide 24v R$ 55,00
R$ 220,00
Lista de materiais Pneumaticos
2 Válvula 4/2Vias duplo solenoide 24v pneumática com rosca 1/8"
R$ 140,00
R$ 280,00
3 Cilindro pneumático de dupla ação rosca 1/8" - Ø20mm x100mm
R$ 200,00
R$ 600,00
4 Conexão reta rosca 1/4" saida Ø6mm R$ 3,00
R$ 12,00
22 Conexão reta rosca 1/8" saida Ø6mm R$ 3,00
R$ 66,00
6 Valvula reguladora de fluxo rosca 1/8" R$ 12,00
R$ 72,00
1 Regulador Pressão / Filtro / Lubrif. 1/4 Pneumático R$ 95,00
R$ 95,00
Itens de fabricação
2 Ponteira do cilindro R$
20,00 R$
40,00
1 Chassis R$ 600,00
R$ 600,00
Total R$ 2.878,00
FONTE:DE LIMA 2012.
17
CONSIDERAÇÕES FINAIS
Por meio das simulações realizadas na parte lógica e no mecanismo da
prensa automática para inserção de rolamentos obteve-se um resultado plenamente
satisfatório, pois mesmo com as dificuldades encontradas o produto final apresenta
um funcionamento esperado e com um tempo de produção que prevê um aumento
de produção.
O projeto da adequação do equipamento as normas gerou uma integração de
disciplinas apresentadas no decorrer do curso. Devido à precisão requerida no
processo, pois insere rolamentos em um eixo, eleva os custos da elaboração do
protótipo que simule as solicitações reais de trabalho apresentadas, além da
dificuldade encontrada na solicitação de orçamento de equipamentos em pequenas
quantidades ou para fins acadêmicos.
18
REFERÊNCIAS BIBLIOGRAFICAS
NBR 14724 -ABNT – Associação Brasileira de Normas Técnicas.:Informação e documentação. Trabalhos Acadêmicos - Apresentação. Rio de Janeiro: ABNT, 2002. SEVERINO, Antonio Joaquim. Metodologia do trabalho científico.22. Ed.rev. e ampl. São Paulo: Cortez, 2002. ALVES-MAZZOTTI, Alda Judith, GEWANDSZNAJDER, Fernando.O método nas ciênciasnaturais e sociais: pesquisa quantitativa e qualitativa. 2. ed. São Paulo: Pioneira, 2001. ANDRADE, Maria Margarida de. Introdução à metodologia do trabalho científico. 6.ed. SãoPaulo: Atlas, 2003. Disponivel em: < http://br.librosintinta.in/metodologia-do-trabalho-cientifico-8%C2%AA-edi%C3%A7ao-maria-margarida-andrade-pdf-6.html> Acesso em: 3 out. 2012. PROJECT MANAGEMENT INSTITUTE, conhecimento em Gerenciamento de Projetos. Guia PMBOK. 4. Ed. 2008. SECRETÁRIA DE INSPEÇÃO DO TRABALHO, Norma Regulamentadora nº 26 (Sinalização de Segurança), 1978. SECRETÁRIA DE INSPEÇÃO DO TRABALHO, Norma Regulamentadora nº 12- Segurança no Trabalho em Máquinas e Equipamentos - (CNTT NR-12), 2003. CASTRUCCI E MORAES - ENGENHARIA DE AUTOMAÇÂO INDUSTRIAL - 2ª Ed. 2007 - Disponivel em: < http://www.ebah.com.br/content/ABAAABa0gAF/automacao > Acesso em: 15 out. 2012. MIYAGI PE- Controle Programável - Fundamentos do Controle De Sistemas a Eventos Discretos. Editora Edgard Blücher Lida, São Paulo, Sp, 1996. Disponivel em: < http://www.ebah.com.br/content/ABAAAABdAAA/artigo-final > Acesso em: 15 out. 2012. FESTO - Cilindros Normalizados e Convencionais DSNU /ESNU, 2006. Disponivel em: < http://xdki.festo.com/xdki/data/doc_PTBR/PDF/PT/DSNU-ISO_PT.PDF > Acesso em: 13 ago. 2012. SKF - Catálogo de produtos. Rolamentos, 2008. Disponivel em: < http://www.skf.com/skf/productcatalogue/Forwarder?action=PPP&lang=pt&imperial=true&windowName=null&perfid=222301&prodid=2223010030 > Acesso em: 13 ago. 2011. BIONE, José Neto, ACIONAMENTO DE MÁQUINAS ELÉTRICAS ,2003. Disponivel em: < http://www.ebah.com.br/content/ABAAAfPlgAI/acionamento-maquinas-eletricas-utilizando-clp > Acesso em: 20 out. 2012. WEG - CENTRO DE TREINAMENTO DE CLIENTES, MÓDULO 3 - automação de processos industriais, 2007. Disponivel em: <
19
http://eletricistamazinho.files.wordpress.com/2010/10/apostila-clp-completa.pdf > Acesso em: 20 out. 2012. MARTINS, Geomar Machado, Princípios de Automação Industrial, 2007. Disponivel em: < http://www.ufsm.br/desp/geomar/automacao/Apostila_032012.pdf > Acesso em: 25 out. 2012. NBR 13.930 – ABNT – Associação Brasileira de Normas Técnicas, Prensas E Similares, 2004. Disponivel em: < http://pt.scribd.com/doc/51572566/NBR-13930-Prensas-e-Similares > Acesso em: 3 nov. 2012. MTE - Ministério do Trabalho e Emprego - GUIA DE ANÁLISE ACIDENTES DE TRABALHO, 2010. em: < http://pt.scribd.com/doc/51572566/NBR-13930-Prensas-e-Similares > Acesso em: 10 ago. 2012.
20
APÊNDICE A – DESENHO TÉCNICO MECÂNICO E DESENHOS INFORMATIVOS
21
22
APÊNDICE B – ESQUEMA ELÉTRICO E FLUXOGRAMA BÁSICO DA LÓGICA
23





























