Embed Size (px)
Citation preview
MARIA APARECIDA DA SILVA
OTIMIZAÇÃO DA PRODUÇÃO DO SUBTANQUE
DE COMBUSTÍVEL AUTOMOTIVO
São Paulo
2009

II
MARIA APARECIDA DA SILVA
OTIMIZAÇÃO DA PRODUÇÃO DO SUBTANQUE
DE COMBUSTÍVEL AUTOMOTIVO
Trabalho de Conclusão de Curso apresentado à
Escola Politécnica da Universidade de São Paulo
para obtenção do título de Mestre em Engenharia.
Área de concentração: Engenharia Automotiva
Orientação: Prof. Dr. Hélio Wiebeck.
São Paulo
2009
III
FICHA CATALOGRÁFICA
Silva, Maria Aparecida da
Otimização da produção do subtanque de combustível auto- motivo / M.A. da Silva. -- São Paulo, 2009.
52 p.
Trabalho de conclusão de curso (Mestrado Profissional em Engenharia Automotiva) - Escola Politécnica da Universidade de São Paulo.
1. Tanque de combustível (Produção; Otimização) 2. Auto - móveis I. Universidade de São Paulo. Escola Politécnica II. t.
IV
DEDICATÓRIA
À minha mãe Maria Francisca, pelo carinho, ajuda, incentivo e paciência comigo todos esses anos. Ao meu pai Firmino Mendes que não está mais conosco, porém sempre me incentivou. As minhas irmãs Maria Lucia e Maria José pela colaboração, fazendo com críticas construtivas e por me ajudarem nos momentos que mais precisei. Ao meu “afilhado” Gabriel Mendes (Gabi) sempre carinhoso, prestativo e com uma inteligência impar. Ao meu cunhado Eduardo pela boa vontade de querer ajudar todo esse tempo. A minha sobrinha Andrea e o seu marido Marcelo por estarem presentes nas horas em que precisei. A meus irmãos Bill e Firmino que, apesar de tanta luta, sempre permanecem unidos. A minha irmã Maria Natália e o meu cunhado Wladislau, apesar da distância, sei que torcem por mim. E também, para a geração de amanhã, os meus sobrinhos: Matheus, Beatriz, Gustavo e Luana que continuem acreditando que estudar é o melhor caminho para se viver melhor a vida.
V
AGRADECIMENTOS
Ao Dr. Prof. Hélio Wiebeck, pela atenção, pela compreensão, pela paciência e orientação imprescindíveis à construção desse trabalho. Ao Dr. Prof. Guillermo Ruperto Martin Cortés, pelo incentivo, pelo apoio, pela ajuda na preparação dos corpos de provas e ensaios, inclusive na colaboração da execução deste trabalho. À Escola Politécnica da Universidade de São Paulo, pela oportunidade de realização do curso de mestrado profissionalizante. Ao Prof. Dr. Ronaldo Breyne Salvagni, que tem lutado para manter este curso de mestrado e por toda presteza para comigo e com os demais. À Secretaria de Mestrado Profissionalizante em Engenharia Automotiva, pela atenção e apoio durante todo o curso. As equipes do Laboratório, da Metrologia, Manufatura e Processo, em especial para André Soller e Nilton Yamahute da Engenharia da Plásticos Mueller S/A. Ao meu amigo e colega de classe Edson Alencar da NKS, pela oportunidade de compartilhamos em todas as matérias e trabalhos do curso; enfrentando as mesmas dificuldades juntos e pela possibilidade de troca de experiência profissional porque fomos os únicos que atuam no mesmo ramo de atividade - autopeças.

VI
EPÍGRAFE
O saber a gente aprende com os livros e os mestres.
A sabedoria, com a vida e os mais humildes.
Cora Coralina
Cora
Coralina
VII
SUMÁRIO
LISTA DE FIGURAS
LISTA DE GRÁFICOS
LISTA DE TABELAS
RESUMO
ABSTRACT
1. INTRODUÇÃO 1
1.1 Motivação do trabalho 2
1.2 Objetivo 3
1.3 Metas
1.4 Objeto ou unidade de análise de estudo
1.5 Estrutura do trabalho
3
4
5
2. REFERENCIAL TEÓRICO 6
2.1 Set-up 6
2.2 Kaizen 6
2.3 Matéria prima plástica
2.4 Poliamida
2.5 Refugos ou perdas no processo produtivo
2.6 Ensaios físicos
6
7
7
7
VIII
3. METOLOGIA DE ENSAIO 9
3.1 Ensaios em matérias primas 9
3.1.1 Densidade 9
3.1.2 Temperatura de fusão 9
3.1.3 Resistência á flexão 9
3.1.4 Resistência a tração, alongamento e módulo de elasticidade. 10
3.1.5 Resistência ao impacto izod 10
3.1.6 Temperatura de deformação sob carga á 0,45 e 1,80 MPa 10
3.1.7 Teor de umidade 11
3.1.8 Tonalidade 11
3.2 Ensaios em peças injetadas 11
3.2.1 Preparação de corpo de prova por tecnologia jato de água 11
3.2.2 Ensaio de resistência a tração e alongamento 12
3.2.3 Ensaio de planicidade no fundo da peça 13
4. METODOLOGIA DE PESQUISA 14
4.1 Redução de setup 15
4.2 Desenvolver material opcional 15
4.3 Redução de refugo 15
4.3.1 Refugo na linha de montagem
4.3.2 Refugo da linha de montagem
16
16
IX
4.3.3 Refugo de injeção e montagem 16
4.4 Custos de subtanque 18
4.5 Esquema do subtanque
19
5. RESULTADOS
5.1 Redução do tempo de set-up
5.2 Desenvolvimento de novas fontes de materiais
5.2.1 Utilização de três fontes opcionais de material
5.2.2 Exemplos de corpos de prova injetados
5.2.3 Cálculo de desvio e erro padrão
5.2.6 Ensaios físicos realizados com as amostras B, C e D
5.2.5 Aprovação da opção B (amostra B)
5.2.6 Corte e conformação de corpo de prova da peça injetada pela
metodologia de “jato de água”
5.2.7 Ensaios comparativos de planicidade
5.2.8 Medidas de planicidade do material A (referência)
5.2.9 Medidas de planicidade da amostra B
5.3 Refugos do subtanque
19
19
33
33
33
34
36
37
38
39
40
42
44
6. CONCLUSÃO 46
6.1 Redução do tempo de set-up 46
6.2 Desenvolvimento de material opcional
6.2.1 Injeção das três opções de materiais
6.2.2 Injeção de peças com a amostra B
6.2.3 Emissão de CLI (controle de lote inicial)
46
46
46
47
X
6.3 Redução de refugo 47
6.4 Cálculo do custo do subtanque
47
7. SUGESTÕES DE TRABALHOS FUTUROS 50
8. REFERÊNCIAS BIBLIOGRÁFICAS 51
ANEXO 1 – PLANO DE CONTROLE
54

XI
LISTA DE FIGURAS
Figura 1 Apontamento da ordem de fabricação 17
Figura 2 Esquema do subtanque 18
Figura 3 Pré-aquecimento da câmara quente 24
Figura 4 Ajuste do aquecimento do cilindro 24
Figura 5 Molde alocado próximo á máquina injetora 26
Figura 6 Colocação do molde com calço (antes) 27
Figura 7 Colocação do molde com parafusadeira (depois) 27
Figura 8 Trava de segurança do molde antes e depois. 28
Figura 9 Alteração na altura do anel de centragem do molde (antes e
depois)
28
Figura 10 Ajustes das alturas dos moldes para entrar na máquina 29
Figura 11 Fixado o extrator na cavidade da máquina injetora 29
Figura 12 Diagrama de Spaguetti (antes e depois) 30
Figura 13 Cronograma de implantação de setup 32
Figura 14 Ensaio de resistência a tração e alongamento em corpo de
prova
33
Figura 15 Corpo de prova gravata (antes e depois do teste de resistência
a tração)
34
Figura 16 Corpos de provas cortados / conformados diretamente da peça
(antes e após ensaio de resistência a tração)
38
Figura 17 Ensaio de resistência a tração e alongamento em corpo de
prova extraído da peça
39
XII
LISTA DE GRÁFICOS
Gráfico 1 Tempo total de set-up
20
Gráfico 2 Medidas da amostra padrão (material atual)
Atividade sedentária (MET=1.0) e umidade relativa do ar de 50%
40
Gráfico 3 Amplitude da amostra padrão (material atual) desempenho
de sistema de ar condicionado (A/C)
40
Gráfico 4 Valores de Cp e Cpk das medidas de planicidade da amostra
padrão
41
Gráfico 5 Medidas da amostra “B” (material opcional).
42
Gráfico 6 Amplitude da amostra “B” (material opcional).
42
Gráfico 7 Valores de Cp e Cpk das medidas de planicidade da amostra
“B”
43
Gráfico 8 Refugos do processo do subtanque 45
XIII
LISTA DE TABELAS
Tabela 1 Situação atual x situação proposta de setup 19
Tabela 2 Identificado set-up interno, externo e desperdício Atividade sedentária (MET=1.0) e umidade relativa do ar de 50% 21
Tabela 3 Separar set-up interno e externo – operação setup externo 22
Tabela 4 Separar set-up interno e externo – operação setup interno 22
Tabela 5 Resultado final da redução dos tempos do set-up 31
Tabela 6 Estudo de capabilidade 34
Tabela 7 Comparativo de ensaios físicos dos materiais A, amostras B, C
e D.
36
Tabela 8 Comparativo da especificação do material com a Amostra B 37
Tabela 9 Resultado dos ensaios de corpos de provas extraídos da peça
(03 amostras)
38
Tabela 10 Acompanhamento mensal do refugo do subtanque 44
Tabela 11 Cálculo dos custos do subtanque 48
XIV
RESUMO
Esta monografia mostra os resultados de pesquisa para a otimização do processo de
produção do sub-tanque de combustível (reservatório). O subtanque de combustível
(reservatório) é usado em um veículo sofisticado produzido por uma companhia nacional
montadora de autos. O objetivo principal desta pesquisa era reduzir as perdas de material na
produção do subtanque e também reduzir o tempo de set-up da produção do subtanque do
combustível. Três materiais poliméricos foram usados e foram caracterizados segundo:
Avaliação Colorimétrica, resistência à tração na ruptura, Alongamento, Modulo de
Elasticidade, Resistência a Flexão, Resistência ao Impacto Izod, Densidade, Temperatura de
Fusão, Temperatura de Deflexão (HDT) e Umidade. Os resultados obtidos indicam que é
possível reduzir o tempo de produção, assim o tempo de set-up de 110 minutos diminuiu para
19,2 minutos (redução de 82,5%) e os custos foram reduzidos em 27,37% por peça, utilizando
a matéria prima Poliamida 6 do Fornecedor B. Avançada tecnologia de corte por Jato de água
- abrasivo de ultra-alta pressão foi aplicada para conformar e obter os corpos de prova tipo de
gravata diretamente da peça final injetada (ISO R 527), o qual além de aumentar a velocidade
de preparação das amostras para desenvolver os testes, seu custo era baixo (só alguns centavos
por corpo de prova). Como resultado principal, a empresa de autopeças produtora do
subtanque de combustível conseguiu atingir os compromissos assumidos com o Cliente e ainda
melhorar os processos que envolvem a produção da peça.
Palavra Chave: Tanque de Combustível (Produção; Otimização); Automóveis.

XV
ABSTRACT
This monograph shows the research results for the optimization of the fuel sub-tank
(reservoir) production process. The fuel sub-tank (reservoir) is used in a sophisticated vehicle
produced by a national car assembler company. Main objective of this research was to reduce
the losses of material in the production of the sub-tank and also to reduce the set-up time for
the production of the fuel sub-tank. Three polymers materials were used, they were
characterized by means of: Colorimetric, Tensile Strength at Break, Yield Strength, Modulus
of Elasticity, Flexural Strength, IZOD Impact Strength, Density, Melting Point, Heat
Deflection Temperature (HDT) and Moisture. The obtained results indicate that it is possible
to reduce the time of production, in this case the times of set-up of 110 minutes for 19,2
minutes (reduction of 82,5%) and the costs that were of R$ Y,6V3 for piece, it went R$
7X,7V2 by piece (reduction of 27,37%), using Polyamide 6 of the vendor B. Advanced
technology of Ultra-high pressure abrasive water jet cut was applied to obtain the tie type
samples that were extracted of the injected final piece (ISO R 527), which besides speed in the
time of preparation of the samples for tests developments, its cost was low (only few cents for
sample). As main result, the Auto - pieces company producer of the sub-tank of fuel reach the
commitments assumed with the Customer and still improve the processes that involve the
piece (Fuel Sub-tank) production.
Key Board: Fuel Tank (Production, Optimization); Cars.
CAPÍTULO 1
INTRODUÇÃO
A indústria automotiva está passando por transformações, provocando a
diversificação e segmentação do mercado, a redução do ciclo de vida de modelo de
veículos e a oferta de variedades destes modelos para os clientes (SCAVARDA et al,
2005).
Com um mercado cada vez mais exigente e seletivo, as montadoras de veículos
nacionais estão inseridas num cenário bem diferente do mercado americano do início do
século passado. Por outro lado, também divergente do mercado europeu dos anos 40 e 50
(SCAVARDA et al, 2005).
A Gestão da Qualidade busca promover a certeza tanto na homogeneidade do
produto ao longo do tempo e da constante busca do aperfeiçoamento tecnológico.
Como diferencial, as empresas procuram estar munidas de informações que
possam indicar os critérios de seleção para materiais, seguidas vezes, as referências
encontradas dizem respeito a produtos ainda em desenvolvimento, que não tem formato
(design) definido, como por exemplo, o que encontramos em Ashby (2000, p.9), define ele
que a seleção de materiais como item que não pode ser separado da escolha do formato.
Aprofundando a análise, afirma que a função, o material, o formato e o processo
interagem, portanto, a função do componente “dita a escolha do material, o formato é
escolhido para desempenhar a função utilizando aquele material, e o processo é impactado
pelas propriedades do material” (ASHBY, 2000, pág.9). Estes aspectos também interagem
com o formato, no que concerne ao tamanho, à precisão, e ao custo por componente obtido
por unidade de tempo. Segundo Sant‟Anna e Wiebeck (2006), com o conceito de Mapas de
Propriedades de Materiais(qual o conceito) Ashby expande os limites de seleção, que
aliados aos Índices de Mérito (que relacionam uma propriedade específica ao tempo em
horas, por exemplo), facilitariam as análises comparativas entre materiais (SANT‟ANNA e
WIEBECK, 2006, pág. 6).
O produto do nosso objeto deste estudo acadêmico é o “sub tanque de
combustível” do veículo automotivo de uma montadora nacional, fabricado com a matéria-
prima poliamida 6, utilizado como protetor da bomba de combustível. Trata-se de um item
de segurança do veículo. Na ocorrência de falta de combustível na bomba, este sub tanque
vai liberar a reserva de combustível. Porém, acabando a reserva de combustível o
2
mecanismo que se encontra no sub tanque faz com que a bomba de combustível desligue,
evitando com que a bomba queime por se tratar de ser um item de alto valor agregado.
A competitividade fica comprometida quando tem-se perdas 2,5 vezes maior do
que o negociado no início do projeto de produção deste item . A Empresa negociou 4% de
perdas com o item sub-tanque e as perdas, porém as perdas estavam oscilando entre 10 à
15%. Assim, a proposta foi a redução das perdas no processo produtivo do sub-tanque de
combustível.
1.1 MOTIVAÇÃO DO TRABALHO
O sub-tanque do combustível integra o veículo deste Cliente (Montadora), devido a
Empresa Fornecedora (líder no seguimento de reservatórios), empresa nacional com 70
anos no mercado. A Empresa fornecedora não esclareceu a Montadora a respeito do
histórico de problemas que este item apresenta, desconhecendo algumas informações o
Cliente optou por manter a mesma ferramenta para injeção do item para o novo modelo de
veículo também modelo sofisticado. As perdas geradas no processo de manufatura do sub
tanque da Empresa de Autopeças, oscilavam entre 10 à 15% e o valor repassado ao Cliente
era 4% de perdas.
A partir de dezembro de 2007, a Empresa teria que repassar para o Cliente 1% de
redução do custo total do produto. Assim, dos 4% absorvidos de perdas pagas pelo Cliente
este passa a absorver 3%.
Este Cliente a partir de março de 2008 passou a ser o 3º maior cliente da Empresa,
representando 22% do faturamento. Atualmente o faturamento deste cliente representa
7,5% do faturamento total da Empresa.
A Empresa atingiu o percentual de 3,0% de perdas a partir de março de 2008,
conforme custos internos deste item, pode repassar para o Cliente até 1,5% de redução o
que deixa a Empresa numa posição de destaque, pois supera as expectativas deste Cliente
(Montadora).
O custo para execução destas melhorias foi em torno de R$ 4.500,00 amortizados
em 03 meses, o tempo para troca dos engates da máquina e molde foi até dezembro/2007,
de acordo com o cronograma de implantação de Kaizen (Kai = mudar e Zen = melhor
tradução da palavra japonesa que significa melhoria contínua).
Quanto à definição sobre o material opcional, o mesmo esteve disponível em
março/2008, ou seja, todos os estudos encerraram em março/2008. O que aumentou os
negócios com o Cliente (Montadora).
3
1.2 OBJETIVO
Soluções para reduzir as perdas atuais em torno de 10% para aproximadamente 3%
no processo de fabricação do sub-tanque de combustível automotivo em plástico.
1.3 METAS
Reduzir o tempo de set-up (tempo gasto para a troca de um ferramental por outro),
fazendo modificações nas conexões da ferramenta e da máquina, utilizando conectores de
engate rápido, onde não precisara de mangueiras, braçadeira, chaves diversas para a
preparação do molde. Tanto o molde como á máquina injetora ficam prontos, na hora de
utilizá-los basta prender o molde e conectar os engates na máquina e a única ferramenta
necessária é uma parafusadeira automática, no lugar de utilizar inúmeras ferramentas e
acessórios.
Redução do refugo na injeção: realizando melhorias no processo, oferecendo
treinamento aos envolvidos no processo para que não tenha parada da máquina injetora
desnecessariamente, melhorando a força de fechamento do molde, diminuindo a freqüência
das manutenções preventivas na máquina e molde, uma vez por ano para ser de 06 em 06
meses. Aplicação dos princípios da Qualidade Total, no que se refere ao item: Satisfazer
as Expectativas do Cliente.
Redução do refugo na linha de montagem: através de treinamento dos envolvidos
na operação, criação de “poka yoke” (dispositivo a prova de erro), evitando danificar
peças durante a montagem das buchas (insertos)da peça
Desenvolvimento de material opcional, solicitação de amostra de matéria prima
similar com menor custo a fornecedores diversos.
Análise e verificação de viabilidade do material alternativo opcional para a
Empresa de Autopeças e para a Montadora. A Empresa busca um material opcional cujo
custo ajuda a diminuir as perdas e para este sub-tanque devido ao fato de não constar
nenhum nome de fornecedor no desenho, o Cliente aceita material opcional desde que este
reduza o custo da peça atual. Se o material opcional apresentar menor custo com a mesma
qualidade, este deve ser validado pela Empresa de Autopeças e pela Montadora.
Medição dos resultados das melhorias para atendimento dos objetivos da Empresa
de Autopeças e da Montadora, perdas no processo deverão ser no máximo 3,0% e a
valoração econômica das melhorias introduzidas.
Comparação de propriedades de corpos de prova de resinas injetadas com corpos de
prova extraído da própria peça em análise por corte de jato de água.
4
1.4 OBJETO OU UNIDADE DE ANÁLISE DE ESTUDO
As atividades da Empresa são: projetar, desenvolver, manufaturar e comercializar
produtos, para aplicação na indústria automotiva, eletroeletrônica e indústria em geral
(componentes plásticos injetados; cabos flexíveis e estampados metálicos). Esta Empresa
de Autopeças é composta de 03 unidades fabris..
O setor de Injetoras é o responsável pelo produto sub-tanque de combustível, cujo
material é Poliamida 6, cujo fornecedor é o “A” do nosso estudo. A ferramenta utilizada
para essa melhoria de set-up (diminuição do tempo na troca do ferramental na máquina
injetora) neste estudo será o Kaizen.
O trabalho propõe melhorias no processo, melhorias em máquinas e moldes. Essas
melhorias se referem aos desperdícios de tempo (como por exemplo: tempo gasto em set-
up), muitas vezes os desperdícios não podem ser fisicamente visíveis, porém, estão
agregados ao processo.
Em paralelo às melhorias acima mencionadas, o objetivo foi de trabalhar para
reduzir os refugos gerados pelo processo. Para possibilitar a redução dos refugos é
necessário diminuir a quantidade de peças sem conformidades e borras geradas durante o
processo de injeção e montagem do sub tanque de combustível.
A Empresa disponibilizou uma equipe onde havia um representante das áreas de:
Processo, Qualidade, Injetoras, Ferramentaria e Manutenção, para trabalhar neste projeto.
Conforme mencionado anteriormente, tanto a Empresa de Autopeças como este Cliente
(Montadora) serão beneficiados com a redução. Todo o sistema de gerenciamento do sub-
tanque de combustível será monitorado, comparando-se os parâmetros pré e pós Kaizen, os
dados antigos serão disponibilizados pelo sistema informatizado MFGPRO, para a
utilização da Equipe.)
A Ferramenta Kaizen ou Kaizen é utilizada no processo de descobrir e eliminar o
desperdício no menor tempo possível e com o menor custo. Kaizen é uma ferramenta de
melhoria contínua,o pressuposto é que todo processo não é estático e portanto, pode ser
melhorado.
5
1.5 ESTRUTURA DO TRABALHO
Inicialmente, no capítulo 2 são abordados aspectos relativos ao referencial teórico,
um breve relato de set-up, kaizen e matéria-prima referente ao sub tanque de combustível
deste trabalho.
O capítulo 3 está focado na metodologia de ensaios utilizados no trabalho, ensaios
físicos em materiais e extraído da peça injetada. Relatando os tipos de ensaios e as normas
utilizadas nestes.
No capítulo 4 é apresentado a metodologia de pesquisa para redução de set-up,
redução de refugo e desenvolvimento de nova fonte de material para o sub-tanque.
No capítulo 5 são apresentados os métodos para redução de set-up, refugo no
processo produtivo do sub-tanque. São apresentadas também as propostas a serem testadas
e os resultados dos testes realizados, tanto na matéria-prima e peça de referência como das
matérias primas propostas, bem como a análise dos resultados obtidos.
No capítulo 6 são feitas às considerações finais do set-up, o refugo e material
opcional, cálculo dos custos do sub-tanque e apresentadas às conclusões do estudo.
Por fim, no capítulo 7 são feitas as propostas para trabalhos futuros.
6
CAPÍTULO 2
REFERENCIAL TEÓRICO
Segue uma breve revisão teórica que poderá ser reorientada conforme o andamento
dos trabalhos. Os itens a serem trabalhados são: redução do tempo de set-up, redução do
refugo de injeção, redução de refugo na linha de montagem, desenvolvimento de material
opcional e acompanhamento e medição de resultados das melhorias.
2.1 SET-UP
O “set-up” (trata-se de termo técnico que se refere ao tempo da última peça
injetada na ferramenta que vai sair da máquina até a injeção da primeira peça boa da
próxima ferramenta colocada na mesma máquina).
2.2 KAIZEN
Conforme traduzido pelo „Sistema Toyota de Produção‟ trabalhar com Kaizen é
simultaneamente uma responsabilidade, um privilégio e um compromisso. Ou seja, é uma
conscientização progressiva, o processo de descobrir e eliminar o desperdício no menor
tempo possível e ao menor custo. (Kai = mudar e Zen = melhor tradução da palavra
japonesa que significa melhoria contínua).
2.3 MATÉRIA-PRIMA PLÁSTICA
Plásticos são materiais formados pela união de grandes cadeias moleculares
chamadas polímeros, que, por sua vez, são formadas por unidades, chamadas meros. Os
plásticos são produzidos através de um processo químico chamado meros, que
proporciona a união química de monômeros para formar polímeros.
Os polímeros podem ser naturais ou sintéticos. Os naturais, tais como algodão,
madeira, cabelos, chifre de boi, látex, entre outros, são comuns em plantas e animais. Os
sintéticos, tais como os plásticos são obtidos pelo homem através de reações químicas. O
tamanho e estrutura da molécula do polímero determinam as propriedades do material
plástico.
7
Uma das matérias primas fundamentais para a produção da matéria-prima plástica
são os hidrocarbonetos. Estes são formados por uma complexa mistura de compostos. Pelo
fato de estes compostos possuírem diferentes temperaturas de ebulição, é possível separá-
los através de um processo conhecido como destilação.
A fração nafta é fornecida para as centrais petroquímicas, onde passa por uma série
de processos, dando origem aos principais monômeros, como, por exemplo, o gás eteno.
2.4 POLIAMIDA
É um tipo de polímero que contém conexões do tipo amido. As poliamidas podem
ser encontradas na natureza, como as lãs ou a seda, e também ser sintéticos, como o nylon
ou o Kevlar. A primeira poliamida foi sintetizada na Du Pont, por um químico chamado
Wallace Hume Carothers, que começou a trabalhar na companhia em 1928. As poliamidas
como o nylon, começaram a ser usadas como fibras sintéticas, e depois passaram para a
manufatura de todo o tipo de material plástico.
Atualmente, a poliamida tem estreita relação com uma família de polímeros
denominados poliamídicos e a sua produção é feita a partir de quatro elementos básicos,
extraídos respectivamente: do petróleo (ou gás natural) do benzeno, do ar e da água
(carbono, nitrogênio, oxigênio e hidrogênio).
Existem vários tipos de poliamidas, entre elas se encontrar as poliamidas: 6, 6.6 e
12. A poliamida 6.6 tem estrutura mais cristalina permitindo melhores características de
elasticidade e volume nos fios texturizados em relação à poliamida 6 e a poliamida 12 é a
mais nobre. Porém todos são utilizados em moldagem por injeção.
2.5 REFUGOS OU PERDAS NO PROCESSO PRODUTIVO
Referem-se às perdas ou aos desperdícios gerados pela matéria-prima quando
processada, tais como borras de limpeza do cilindro ou canhão da máquina, regulagem da
máquina ou peças não conformes. Provêm principalmente de refugos de processos de
produção e transformação, aparas, rebarbas, dentre outros.
2.6 ENSAIOS FÍSICOS
Trata-se de processos que têm a finalidade de determinar as propriedades físicas de
um material, entendendo que estas propriedades podem alterar seu valor em função de
grandezas características de seu estado, sem implicar em modificações da composição
química do material.
8
Abaixo a relação dos ensaios utilizados:
2.6.1 Densidade (ASTM D 792)
2.6.2 Temperatura de Fusão (ASTM D 3417)
2.6.3 Resistência á Flexão (ISO R 178)
2.6.4 Resistência a Tração, Alongamento na Ruptura e Módulo de Elasticidade na
Tração (ISO R 527)
2.6.5 Resistência ao Impacto Izod (ISO R 180)
2.6.6 Temperatura de Deflexão sob carga á 0,45 e 1,80 MPa (ISO 75-2) 2.6.7 Teor
de Umidade
2.6.8 Tonalidade (Colorímetria)
9
CAPÍTULO 3
METODOLOGIA DE ENSAIO
3.1 ENSAIOS EM MATÉRIAS PRIMAS (POLIAMIDA 6)
3.1.1 Densidade (ASTM D 792)
O ensaio de Densidade é entendido como sendo a razão entre a massa de uma dada
quantidade de material á 23°C e o volume de água deslocado a esta mesma temperatura.
A densidade é uma propriedade essencial que pode ser utilizada na identificação de
um material, ou na percepção de sua alteração física.
A norma ASTM D-792 descreve a realização desse ensaio, cujo resultado
normalmente é expresso em g/cm³.
3.1.2 Temperatura de Fusão (ASTM D 3417)
Os plásticos se tornam mais fluídos com o aumento de temperatura, enquanto
plásticos de engenharia de origem cristalina (Poliamidas, Poliacetais, Poliésteres e etc.),
apresentam uma temperatura de fusão bem definida. Os plásticos de engenharia de origem
amorfa (Policarbonato, PPO Modificado, ASA, etc.), amolecem e se tornam mais fluídos
sob uma larga faixa de temperatura.
Esta propriedade é de grande importância para a moldagem e operações de
montagens. É expressa em graus Celsius no sistema internacional. Conforme norma ASTM
D 3417.
3.1.3 Resistência a Flexão (ISO R 178)
Se um componente automotivo plástico ou metálico, na maioria das vezes de secção
transversal retangular, sofre uma deflexão entre dois apoios, imediatamente se percebe que
uma superfície do material se deforma em tração, enquanto a superfície oposta sofre
compressão. Este comportamento ocorre, até que se alcance a linha entre as duas
superfícies, chamada de linha de tensão zero ou do eixo neutro. O Módulo de Elasticidade
na Flexão ou Módulo de Flexão reportado usualmente como o módulo inicial na deflexão
da curva de carga.
10
Como a maior parte dos componentes automotivos são, na prática, submetidos a
esforços de flexão, os resultados obtidos nos ensaios de flexão conduzirão a valores de
engenharia mais confiáveis num estudo de seleção de plásticos de engenharia. E é expresso
em N/mm2.
3.1.4 Resistência a Tração, Alongamento na Ruptura e Módulo de Elasticidade na
Tração (ISO R 527)
Os ensaios de tração constituem nos mais importantes ensaios na avaliação de
resistência mecânica de um material. A força necessária para alongar (estirar) um corpo de
prova é determinada juntamente com a medida do alongamento total do corpo de prova até
a sua ruptura. O alongamento é expresso em %.
O temo de resistência à tração é um termo amplo. Na realidade deve-se distinguir 3
diferentes fenômenos:
- A tensão de escoamento (N/mm²)
- A tensão no ponto de ruptura para o caso de fratura na zona plástica (tenacidade).
- A máxima tensão para o caso de fratura instantânea. (N/mm²)
O módulo elástico ou módulo de tração é a relação entre a tensão aplicada e a
conseqüente deformação na região em que ela ocorre linearmente e proporcional à tensão.
O módulo elástico ainda é essencialmente uma medida da rigidez de material, sendo
muito importante na escolha de um polímero que proveja alta rigidez mecânica.
3.1.5 Resistência ao Impacto Izod (ISO R 180)
O teste de resistência ao impacto método IZOD, visa medir a energia necessária para
romper um corpo de prova injetado e entalhado sob condições padronizadas. Tal energia é
calculada em J/cm (sistema internacional de unidades - SI).
3.1.6 Temperatura de Deformação sob carga á 0,45 e 1,80 MPa (ISO 75-2)
Determina a temperatura na qual uma deflexão ocorre, sob efeito de uma carga pré
escolhida. Nesse caso, não existe a intenção de se estabelecer os limites de temperaturas
suportadas pelo material para aplicações específicas, mas fornecer uma idéia de resistência
térmica sob cargas mecânicas, particularmente na seleção de plásticos.
11
Durante o teste, uma barra de secção transversal retangular é ensaiada como se fosse
uma viga, no centro da qual é aplicada uma carga de 0,45 ou 1,80 MPa, com intuito de
conferir a máxima tração lateral das fibras do material. A amostra sob ação de uma carga
em um banho térmico que permite uma velocidade de aquecimento igual a 2 ± 0,2°C/min.
A temperatura do meio é medida quando o corpo de prova sofre uma deflexão igual a
0,25mm. Esta temperatura é definida como sendo a “Temperatura de deflexão ao calor” da
amostra.
3.1.7 Teor de Umidade
Este método visa a garantir que o material está seco pronto para injetar, no caso da
poliamida, é um material higroscópico e muito ruim de secar, neste caso o fornecedor de
matéria-prima tem que fornecer o material previamente seco em embalagens especiais, ou
seja, conter no máximo 0,25% de umidade.
Retiram-se amostras da embalagem com o cuidado de não expor o material da
embalagem ou amostrar ao ar (manter todo o material em embalagem ou recipiente
fechado).
Pesar em cadinho de porcelana aproximadamente 4,0 gramas (anotar o valor
inicial) levar para estufa aquecida á 100ºC por 2 horas e pesar novamente, o resultado
obtido é em porcentagem. No mínimo 02 amostras.
3.1.8 Tonalidade (Colorimetria)
Neste ensaio utiliza uma peça padrão para comparar a com a peça da amostra,
sendo que estas análises foram feitas comparando-se visualmente as amostras em uma
cabine para comparação da cor (cabine onde não tem interferência de luz do ambiente).
3.2 ENSAIOS EM PEÇA INJETADA
3.2.1 Preparação de corpo de prova por jato de água
Segue uma breve descrição da Tecnologia de corte por jato da água abrasivo de
ultra-alta pressão utilizada para a conformação dos corpos de provas tipo gravata (ISO R
527).
O jato da água abrasivo de ultra-alta pressão ou AWJ é tecnologia avançada,
introduzida no Brasil no fim da década dos anos 90.
12
O sistema modelo OMAX 2652 desde 1999 existente no Deptº Engª Minas e de
Petróleo da EPUSP consiste de partes fundamentais:
1. Bomba de Ultra-Alta Pressão: hoje com potência de 55 HP e capacidade de
pressurização de água até 380 MPa (55000 psi).
2. Controller do Sistema: integrado por computador que dirige a bomba, o liga -
desliga de todo o sistema, a mesa XY e o conjunto do bocal ou ferramenta de corte
para gravação; mais as chaves de interligação entre o computador e as partes
fundamentais do Sistema AWJ, através do Controller se introduzem os dados para
efetuar o trabalho: desenho da peça a ser cortada, material, espessura e outros.
Também seleciona a velocidade de corte e a ordem de corte.
3. Mesa XY: Tanque metálico com lâminas para o suporte dos materiais a cortar, água
para abafar o ruído do jato e suportes para o sistema do bocal ou ferramenta de
corte.
4. Sistema do bocal ou ferramenta de corte. Parte do sistema de jato da água onde a
água e o abrasivo se misturam em velocidade superior a velocidade do som, sendo
dirigido como um fino feixe de diâmetro de 0,725 mm sobre o material a cortar.
O sistema de jato de água abrasivo de ultra-alta pressão por ser dirigido por
computador é classificado como um “Sistema CNC”, ou seja, Sistema Dirigido por
Computador Numericamente Controlado. Por isso, o sistema pode executar a conformação
de peças com desenho complexo de linhas e curvas.
O mais importante para o presente trabalho é a altíssima velocidade do jato garante
a execução do corte sem introdução de tensões que alterem as propriedades do material e
como o corte é a frio não há alteração por temperatura do material conformado (Martín –
Cortés et al, 2007).
3.2.2 Resistência à Tração e Alongamento (ISO R 527)
Conforme exposto no item 3.1.4.
13
3.2.3 Planicidade do fundo da peça (conforme desenho do Cliente)
Colocar a peça com o fundo para cima em desempeno (mesa plana) e com traçador
de altura verificar a planicidade da peça ou com a tridimensional. Considera o centro da
peça como o zero e mede a variação na superfície da parte traseira da peça. Resultado em
mm. Esta planicidade vem garantir que a peça não se deformou durante a extração da
mesma do molde ou no processo de montagem do inserto de metal na peça.

14
CAPÍTULO 4
METODOLOGIA DE PESQUISA
Foi utilizado o método de experimentação. O experimento baseia-se em fatos,
fenômenos ou processos da realidade que são reproduzidos de forma controlada, com o
objetivo de descobrir fatores que o reproduzem ou que por eles sejam produzidos.
Experimentos são geralmente feitos por amostragem ou conjuntos significativos que
compõem a amostra. (SBI, Etapas de Pesquisa Científica 6, Metodologia Científica,
16/08/2006).
A seguir são detalhadas as fases dos experimentos.
4.1 REDUÇÃO DE SETUP (troca de ferramental)
Foi medida a somatória do tempo gasto para iniciar a injeção do sub-tanque ou seja,
tempo da última peça do ferramental anterior até a primeira peça boa que sair no
ferramental que irá utilizar.
Inicia-se a contagem do tempo em segundos, quando se tira a última peça boa do
item anterior, retirar a ferramenta, colocar a ferramenta do item em questão (sub-tanque) e
iniciar a injeção. Quando sair a primeira peça boa (aprovada) encerrou-se o setup (tempo
de set-up).
O setup atual tem o tempo de 150 minutos, após as melhorias no processo, foi
realizado o acompanhamento comparativo a cada set-up, nos seguintes tempos que somam
o set-up: Tempo de retirar a ferramenta (Tf1).
Tempo de colocar a outra ferramenta (Tf2).
Tempo até obter a primeira peça boa (Tf3).
Setup = (Tf1 + Tf2 + Tf3) segundos
15
4.2 DESENVOLVER MATERIAL OPCIONAL
As fontes que tinham materiais que podiam substituir o material utilizado na injeção
do sub-tanque. Nesta etapa, foi solicitado amostras e realizado os ensaios físicos químicos
no laboratório e posteriormente comparado com a norma do cliente em questão. Para isso
se faz necessário uma amostra de 5 kg.
Os ensaios realizados no laboratório são: resistência a tração; alongamento,
densidade; contração; umidade; temperatura de deflexão; resistência ao impacto e
temperatura de fusão. Se aprovado solicita ao fornecedor uma amostra de 100 kg (para
teste piloto) e faz-se o try-out, injetando-se 150 peças, medindo e registrando os tempos de
set-up, ciclo, perdas. Posteriormente a amostra foi encaminhada para o laboratório físico
químico da USP (Química) onde executados os cortes de corpos de provas extraídos das
peças injetadas.
Após a aprovação dos ensaios executados, os resultados destes ensaios foram
encaminhados para o Departamento de Engenharia de Produto da Empresa e o Engenheiro
de Produto providenciou a documentação específica do Cliente, submetendo o produto
com o material opcional ao Cliente.
4.3 REDUÇÃO DE REFUGO
4.3.1 Refugo de Injeção
A empresa optou por medir o refugo de injeção como refugo em peça (medido a todo
término de injeção, porém, a disponibilidade dos dados é semanal). Contou-se o total de
peças refugadas durante a produção, dividido pelo total de peça produzida. Assim, os
dados obtidos foram registrados na folha de apontamento.
( Quantidade refugada / Quantidade total produzida ) x 100 =
___________% refugo
16
4.3.2 Refugo na Linha de Montagem
No caso de montagem o problema estava em peças que eram danificadas no
momento da montagem das buchas de aço (insertos):
Quantidade de peças recebidas = Qr
Quantidade de peças montadas e aprovadas = Qm
4.3.3 Refugo de Injeção e Montagem (Total)
Neste caso, o refugo total dos processos feitos no ciclo de máquina.
Esta medição foi feita a cada encerramento da montagem do item, porém, os dados
foram disponibilizados semanalmente.
(Qr – Qm) / Qr x 100 = __________% refugo de montagem
( Quantidade refugada / Quantidade total produzida ) x 100 = _______%
17
M Á Q U I N A :
A P O N T A M E N T O D E O R D E M D E F A B R I C A Ç Ã O D A T A :
M E T A P / H C I C L O ( S e g . )
O F 1 :
O F 2 :
C A V I D A D E N O M I N A L :
P R O D U T O : Q T . P R E V . P R O D U T O : Q U A N T . P R E V . :
No
O P E R A D O R E S : C Ó D I G O : C A V I D A D E A T I V A : C Ó D I G O : C A V I D A D E A T I V A :
S E T - U P P L A N E J . H S : P R O D . A C U M . : P E S O ( k g ) : P R O D . A C U M . : P E S O ( k g ) :
H O R A P E Ç A S A P R O V A D A S
I N Í C I O
F I M
C Ó D I G O D E
P A R A D A C O L O C A D A S
N A E M B A L . A N T E R I O R
P A D R Ã O D E
E M B A L A G E M
Q U A N T I D A D E S D E E M B A L A G E N S
D E I X A D A S N A E M B A L .
I N C O M P L E T A
C O L O C A D A S N A E M B A L . A N T E R I O R
P A D R Ã O D E
E M B A L A G E M
Q U A N T I D A D E S D E E M B A L A G E N S
D E I X A D A S N A E M B A L .
I N C O M P L E T A
: : : :
: : : : : : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
R e l ó g i o T O T A L P R O D . : A C U M U L A D O : T O T A L P R O D . : A C U M U L A D O :
E S T R A T I F I C A Ç Ã O D E R E F U G O S
C Ó D . P R O D U T O 0 1 T O T A L C Ó D . P R O D U T O 0 2 T O T A L
: : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : :
: : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : :
: : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : :
N . º O P E R . R E A L :
R E G I S T R O O P E R A D O R :
V I S T O R E S P O N S Á V E L :
H O R A P E Ç A S A P R O V A D A S
I N Í C I O
F I M
C Ó D I G O D E
P A R A D A C O L O C A D A S
N A E M B A L . A N T E R I O R
P A D R Ã O D E
E M B A L A G E M
Q U A N T I D A D E S D E E M B A L A G E N S
D E I X A D A S N A E M B A L .
I N C O M P L E T A
C O L O C A D A S N A E M B A L . A N T E R I O R
P A D R Ã O D E
E M B A L A G E M
Q U A N T I D A D E S D E E M B A L A G E N S
D E I X A D A S N A E M B A L .
I N C O M P L E T A
: : : :
: : : : : : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
R e l ó g i o T O T A L P R O D . : A C U M U L A D O : T O T A L P R O D . : A C U M U L A D O :
E S T R A T I F I C A Ç Ã O D E R E F U G O S
C Ó D . P R O D U T O 0 1 T O T A L C Ó D . P R O D U T O 0 2 T O T A L
: : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : :
: : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : :
: : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : :
N . º O P E R . R E A L :
R E G I S T R O O P E R A D O R :
V I S T O R E S P O N S Á V E L :
H O R A P E Ç A S A P R O V A D A S
I N Í C I O
F I M
C Ó D I G O D E
P A R A D A C O L O C A D A S
N A E M B A L . A N T E R I O R
P A D R Ã O D E
E M B A L A G E M
Q U A N T I D A D E S D E E M B A L A G E N S
D E I X A D A S N A E M B A L .
I N C O M P L E T A
C O L O C A D A S N A E M B A L . A N T E R I O R
P A D R Ã O D E
E M B A L A G E M
Q U A N T I D A D E S D E E M B A L A G E N S
D E I X A D A S N A E M B A L .
I N C O M P L E T A
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
: : : : : : : :
R e l ó g i o T O T A L P R O D . : A C U M U L A D O : T O T A L P R O D . : A C U M U L A D O :
E S T R A T I F I C A Ç Ã O D E R E F U G O S
C Ó D . P R O D U T O 0 1 T O T A L C Ó D . P R O D U T O 0 2 T O T A L
: : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : :
: : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : :
: : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : :
N . º O P E R . R E A L :
R E G I S T R O O P E R A D O R :
V I S T O R E S P O N S Á V E L :
M O D . M M - P R . 0 6 4
3O
T
–
H
or
a O
F’
s I
níc
io
: _
__
__
__
__
_
Fim
: _
__
__
__
__
_
2O
T
–
H
or
a O
F’
s I
níc
io
: _
__
__
__
__
_ F
im
: _
__
__
__
__
_
1O
T
–
H
or
a O
F’
s I
níc
io
: _
__
__
__
__
_ F
im
: _
__
__
__
__
_
Figura 1 – Apontamento da Ordem de Fabricação
18
4.4 Custo do Sub Tanque e repasse ao Cliente
Acompanhado e medido resultados das melhorias, calculando o custo final do
produto, ou seja, quanto o Cliente (Montadora) pagou, quanto custou para esta Empresa de
Autopeças e quanto foram os resultados destas melhorias. Resumindo, quanto foi
repassados para o Cliente em valor e quanto ficou em caixa.
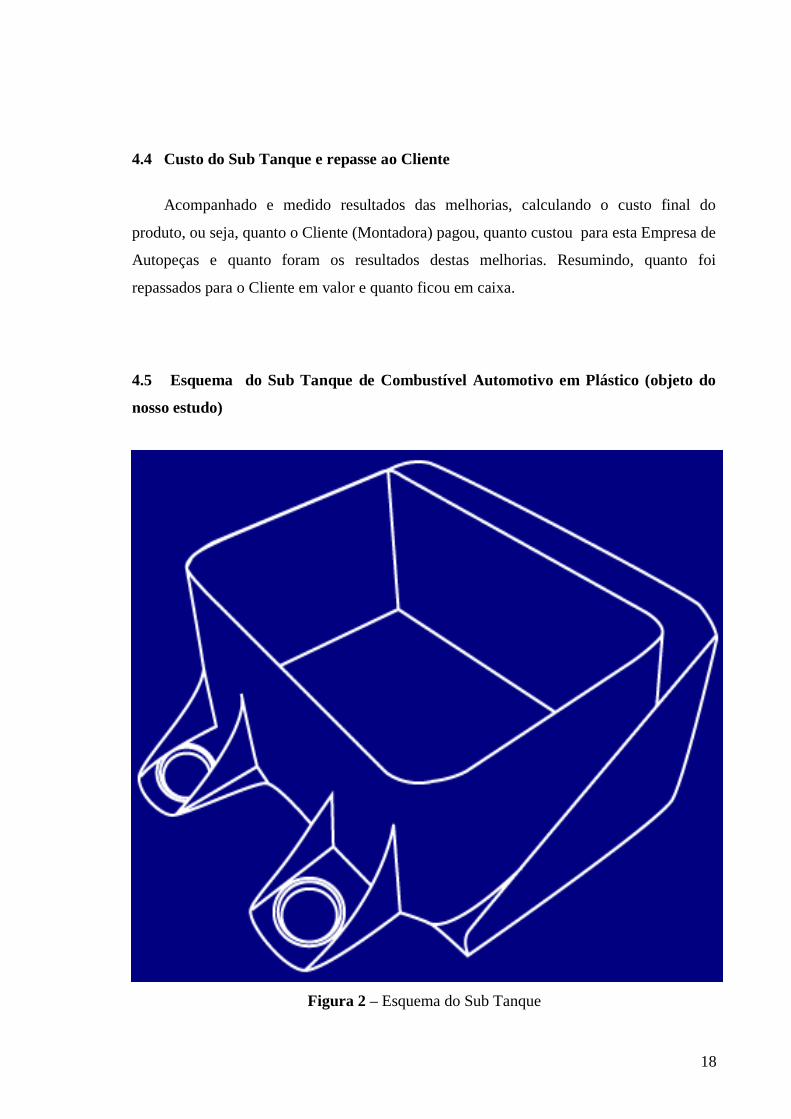
4.5 Esquema do Sub Tanque de Combustível Automotivo em Plástico (objeto do
nosso estudo)
Figura 2 – Esquema do Sub Tanque
19
CAPÍTULO 5
RESULTADOS
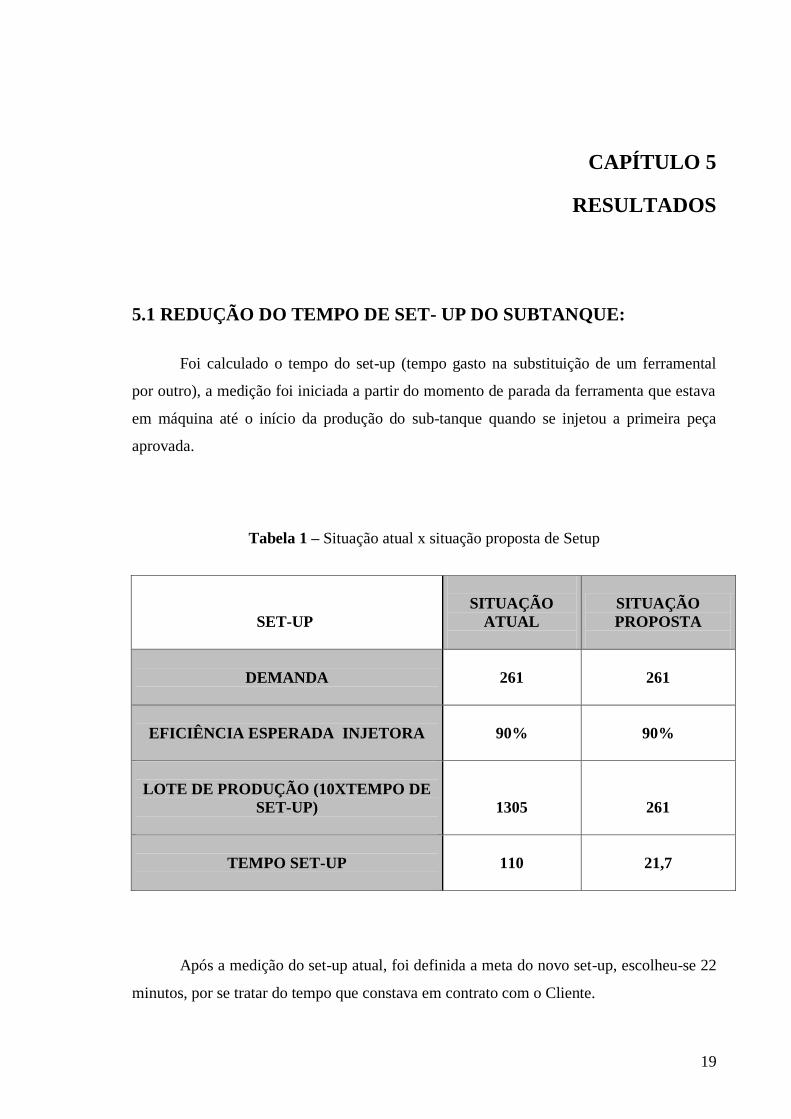
5.1 REDUÇÃO DO TEMPO DE SET- UP DO SUBTANQUE:
Foi calculado o tempo do set-up (tempo gasto na substituição de um ferramental
por outro), a medição foi iniciada a partir do momento de parada da ferramenta que estava
em máquina até o início da produção do sub-tanque quando se injetou a primeira peça
aprovada.
Tabela 1 – Situação atual x situação proposta de Setup
SET-UP
SITUAÇÃO
ATUAL
SITUAÇÃO
PROPOSTA
DEMANDA
261
261
EFICIÊNCIA ESPERADA INJETORA
90%
90%
LOTE DE PRODUÇÃO (10XTEMPO DE
SET-UP)
1305
261
TEMPO SET-UP
110
21,7
Após a medição do set-up atual, foi definida a meta do novo set-up, escolheu-se 22
minutos, por se tratar do tempo que constava em contrato com o Cliente.
20
Cálculos
Demanda diária
Eficiência esperada - Injetora
Lote de produção (10x tempo de Set-Up)
Tempo Set-Up (min.)
Situação atual Situação proposta
261
90%
1305
110
261
90%
261
21,7
110
22
0
20
40
60
80
100
120
Tempo (min.)
Set-Up Atual Meta Set-Up
Set-Up
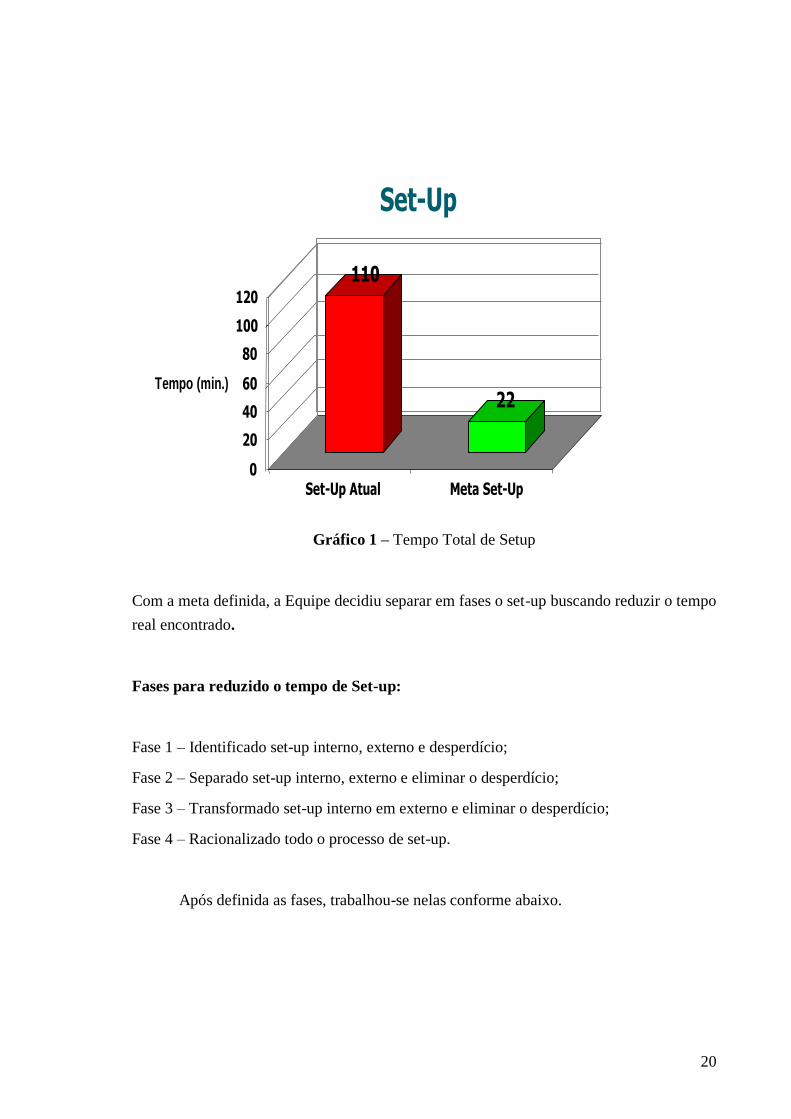
Gráfico 1 – Tempo Total de Setup
Com a meta definida, a Equipe decidiu separar em fases o set-up buscando reduzir o tempo
real encontrado.
Fases para reduzido o tempo de Set-up:
Fase 1 – Identificado set-up interno, externo e desperdício;
Fase 2 – Separado set-up interno, externo e eliminar o desperdício;
Fase 3 – Transformado set-up interno em externo e eliminar o desperdício;
Fase 4 – Racionalizado todo o processo de set-up.
Após definida as fases, trabalhou-se nelas conforme abaixo.
21
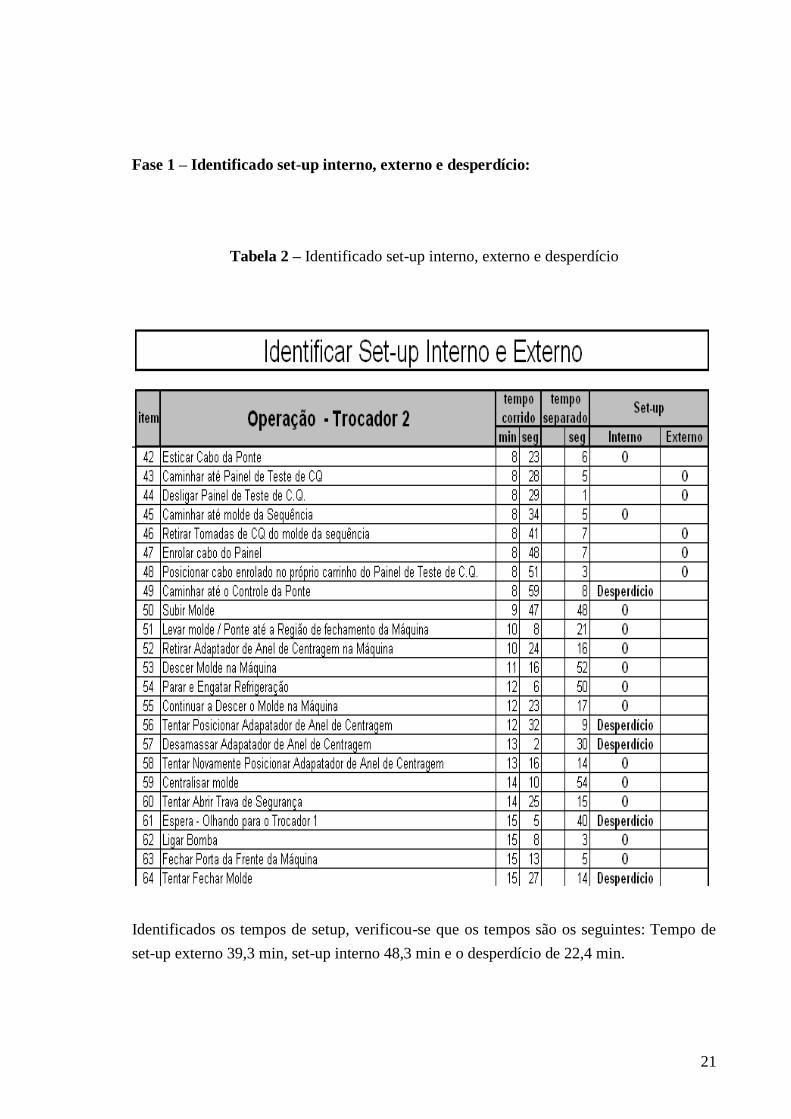
Fase 1 – Identificado set-up interno, externo e desperdício:
Tabela 2 – Identificado set-up interno, externo e desperdício
Identificados os tempos de setup, verificou-se que os tempos são os seguintes: Tempo de
set-up externo 39,3 min, set-up interno 48,3 min e o desperdício de 22,4 min.
22
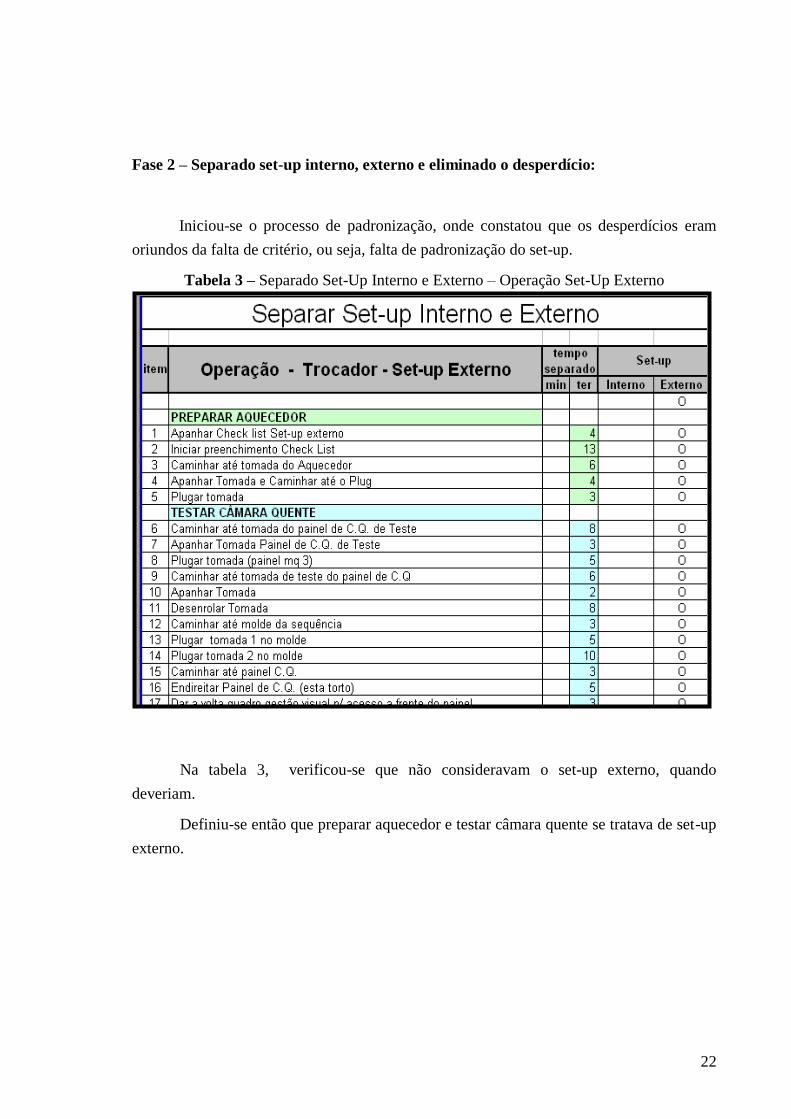
Fase 2 – Separado set-up interno, externo e eliminado o desperdício:
Iniciou-se o processo de padronização, onde constatou que os desperdícios eram
oriundos da falta de critério, ou seja, falta de padronização do set-up.
Tabela 3 – Separado Set-Up Interno e Externo – Operação Set-Up Externo
Tabela 3 – Separar Set-Up Interno e Externo – Operação Set-Up Externo
Na tabela 3, verificou-se que não consideravam o set-up externo, quando
deveriam.
Definiu-se então que preparar aquecedor e testar câmara quente se tratava de set-up
externo.
23
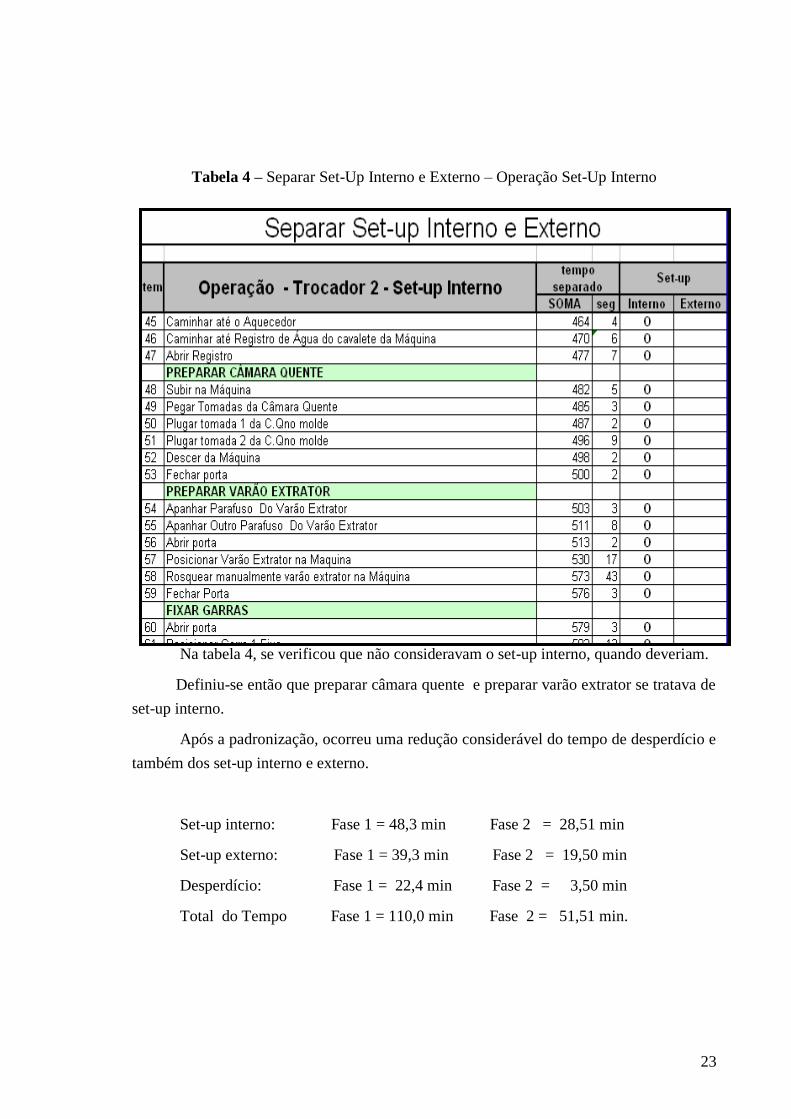
Tabela 4 – Separar Set-Up Interno e Externo – Operação Set-Up Interno
Na tabela 4, se verificou que não consideravam o set-up interno, quando deveriam.
Definiu-se então que preparar câmara quente e preparar varão extrator se tratava de
set-up interno.
Após a padronização, ocorreu uma redução considerável do tempo de desperdício e
também dos set-up interno e externo.
Set-up interno: Fase 1 = 48,3 min Fase 2 = 28,51 min
Set-up externo: Fase 1 = 39,3 min Fase 2 = 19,50 min
Desperdício: Fase 1 = 22,4 min Fase 2 = 3,50 min
Total do Tempo Fase 1 = 110,0 min Fase 2 = 51,51 min.
24
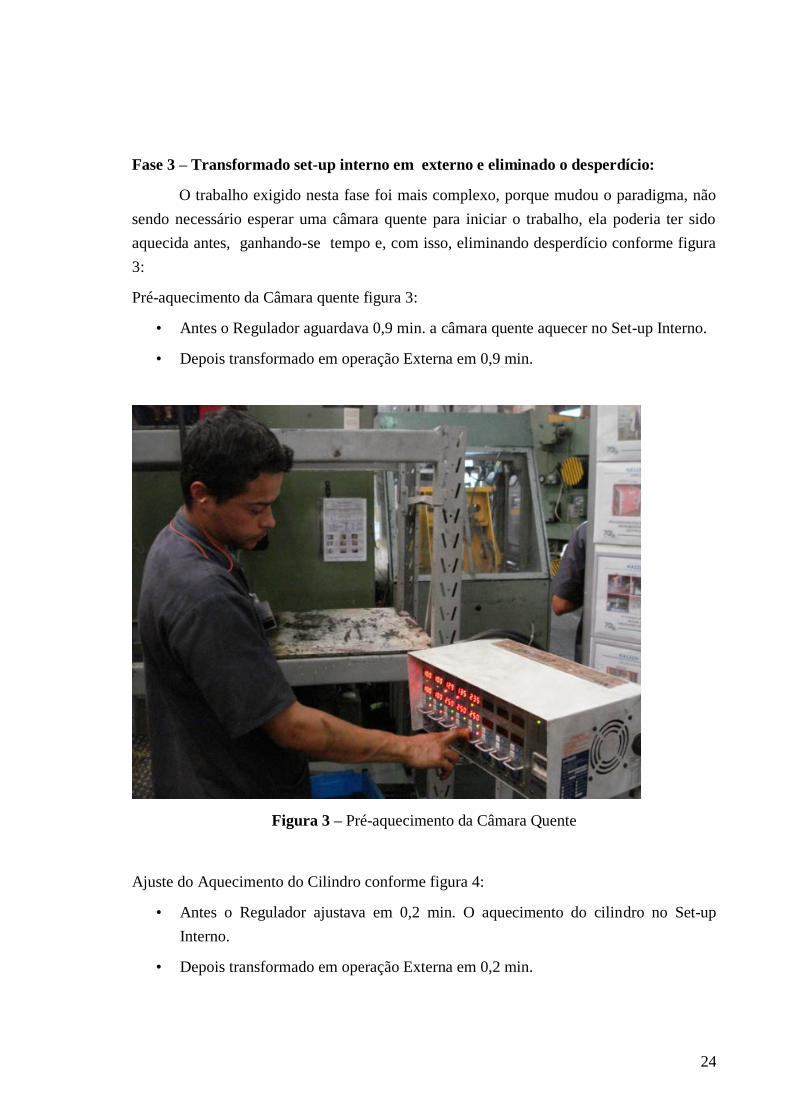
Fase 3 – Transformado set-up interno em externo e eliminado o desperdício:
O trabalho exigido nesta fase foi mais complexo, porque mudou o paradigma, não
sendo necessário esperar uma câmara quente para iniciar o trabalho, ela poderia ter sido
aquecida antes, ganhando-se tempo e, com isso, eliminando desperdício conforme figura
3:
Pré-aquecimento da Câmara quente figura 3:
• Antes o Regulador aguardava 0,9 min. a câmara quente aquecer no Set-up Interno.
• Depois transformado em operação Externa em 0,9 min.
Figura 3 – Pré-aquecimento da Câmara Quente
Ajuste do Aquecimento do Cilindro conforme figura 4:
• Antes o Regulador ajustava em 0,2 min. O aquecimento do cilindro no Set-up
Interno.
• Depois transformado em operação Externa em 0,2 min.
25
Figura 4 – Ajuste do Aquecimento do Cilindro
Após a transformação do set-up interno em externo, verificou-se uma mudança do
tempo da fase 2 para a fase 3, no entanto, ainda não se conseguiu eliminar o desperdício,
ou seja, o tempo total não foi alterado, conforme abaixo:
Set-up interno: Fase 2 = 28,51 min Fase 3 = 26,11 min
Set-up externo: Fase 2 = 19,50 min Fase 3 = 21,90 min
Desperdício: Fase 2 = 3,50 min Fase 3 = 3,50 min
Total do Tempo Fase 2 = 51,51 min. Fase 3 = 51,51 min
Fase 4 – Racionalizado todo o processo de set-up:
O intuito desta fase foi fazer arranjos do molde próximo á máquina, melhorar
layout, diminuição de mangueira, para facilitar o manuseio entre outros conforme figura 5,
6 e 7.Após a transformação do set-up interno em externo, verificou-se uma mudança do
tempo da fase 2 para a fase 3, no entanto ainda não se conseguiu eliminar o desperdício, ou
seja, o total de tempo não foi alterado conforme abaixo:

26
Set-up interno: Fase 2 = 28,51 min Fase 3 = 26,11 min
Set-up externo: Fase 2 = 19,50 min Fase 3 = 21,90 min
Desperdício: Fase 2 = 3,50 min Fase 3 = 3,50 min
Total do Tempo Fase 2 = 51,51 min. Fase 3 = 51,51 min
Fase 4 – Racionalizado todo o processo de set-up:
Nesta fase visava-se fazer arranjos do molde próximo á máquina, melhorar
layout, diminuição de mangueira, para facilitar o manuseio entre outros conforme figura 5,
6 e 7.
Operação Troca de Molde - Reduzido pelo alocamento do molde próximo ao
nível da máquina.
Figura 5 – Molde alocado próximo á máquina injetora
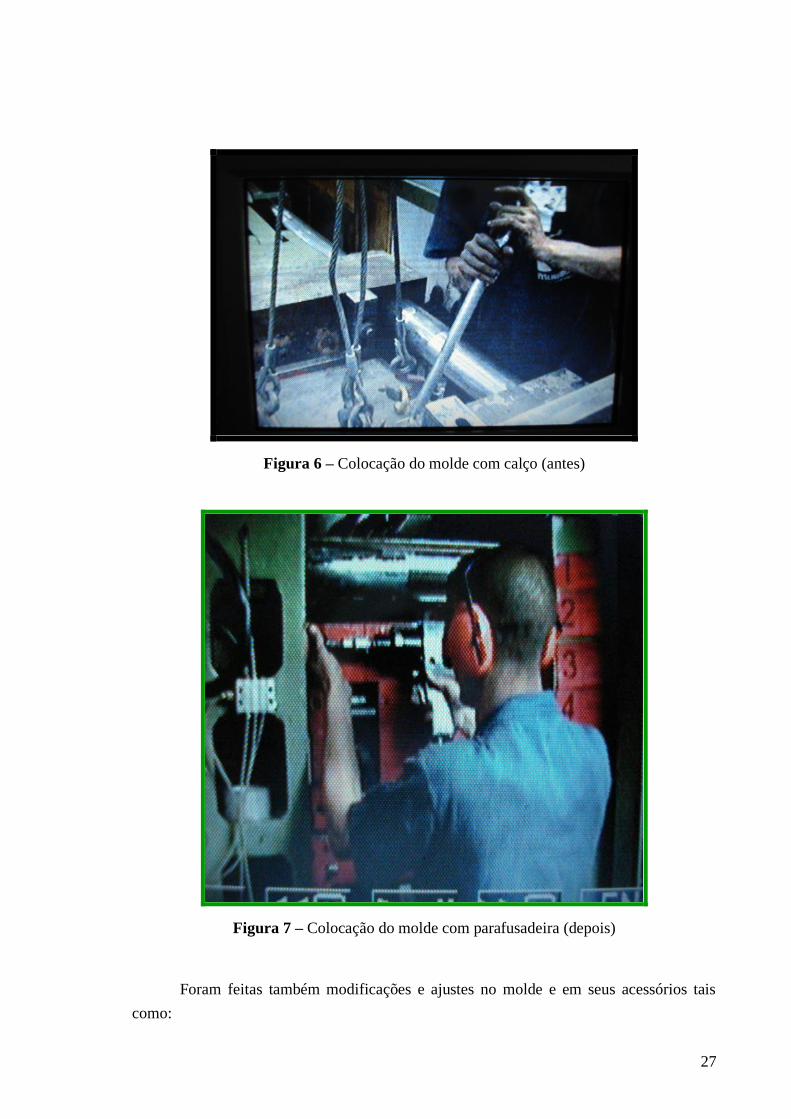
O tempo de operação para Prender Garras foi reduzido pela substituição de
garras que necessitavam de calços por garras que não precisam e substituido o bastão e
chave alen por Parafusadeira Pneumática. Conforme figura 6 e 7.
27
Figura 6 – Colocação do molde com calço (antes)
Figura 7 – Colocação do molde com parafusadeira (depois)
Foram feitas também modificações e ajustes no molde e em seus acessórios tais
como:
28
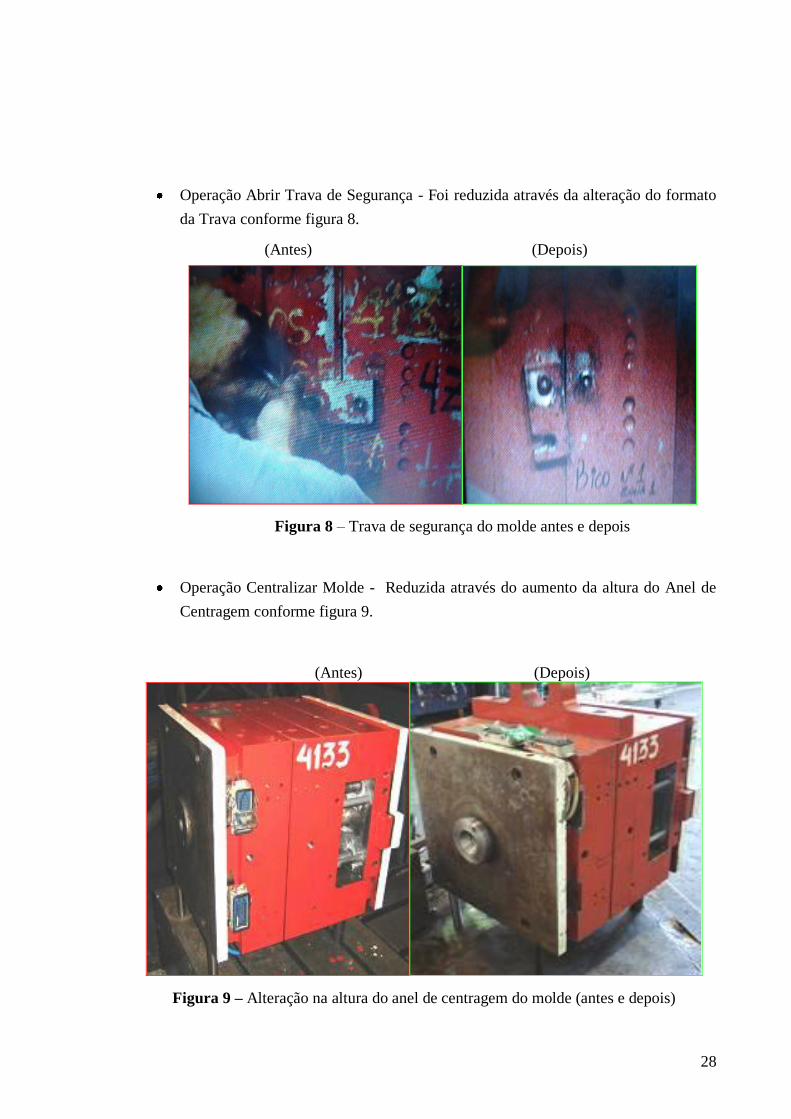
Operação Abrir Trava de Segurança - Foi reduzida através da alteração do formato
da Trava conforme figura 8.
(Antes) (Depois)
Figura 8 – Trava de segurança do molde antes e depois
Operação Centralizar Molde - Reduzida através do aumento da altura do Anel de
Centragem conforme figura 9.
(Antes) (Depois)
Figura 9 – Alteração na altura do anel de centragem do molde (antes e depois)
29
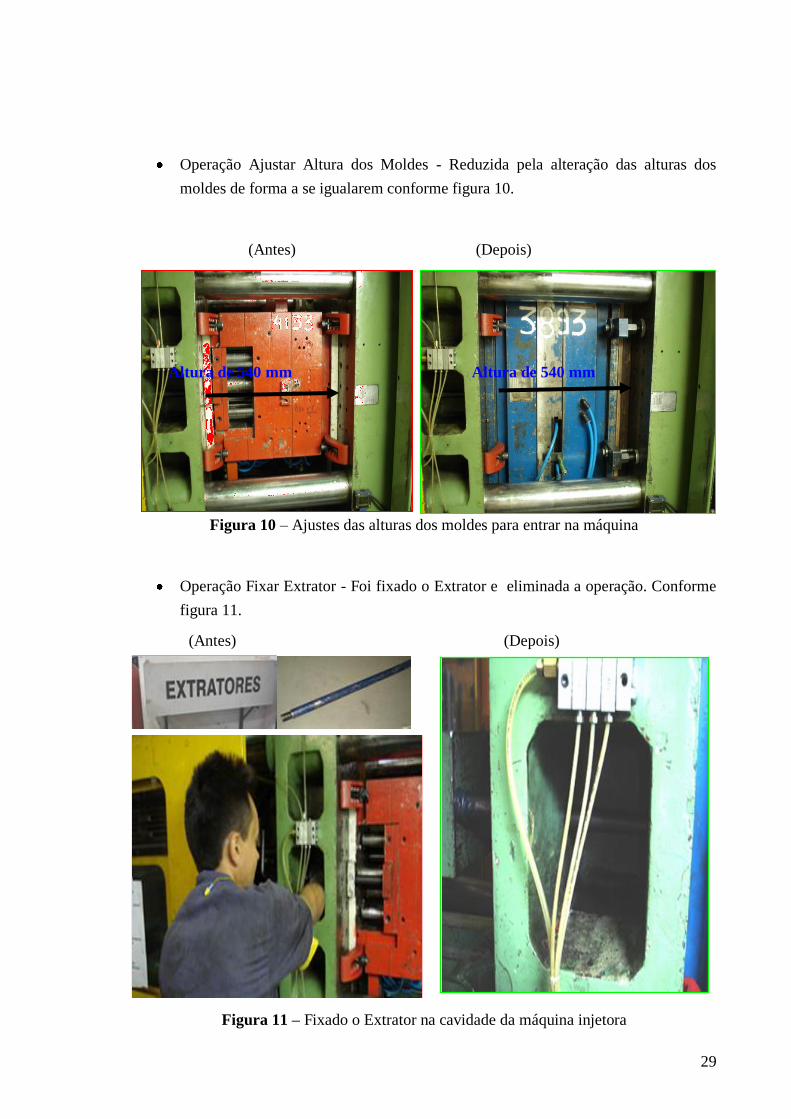
Operação Ajustar Altura dos Moldes - Reduzida pela alteração das alturas dos
moldes de forma a se igualarem conforme figura 10.
(Antes) (Depois)
Altura de 540 mm Altura de 540 mm
Figura 10 – Ajustes das alturas dos moldes para entrar na máquina
Operação Fixar Extrator - Foi fixado o Extrator e eliminada a operação. Conforme
figura 11.
(Antes) (Depois)
Figura 11 – Fixado o Extrator na cavidade da máquina injetora
30
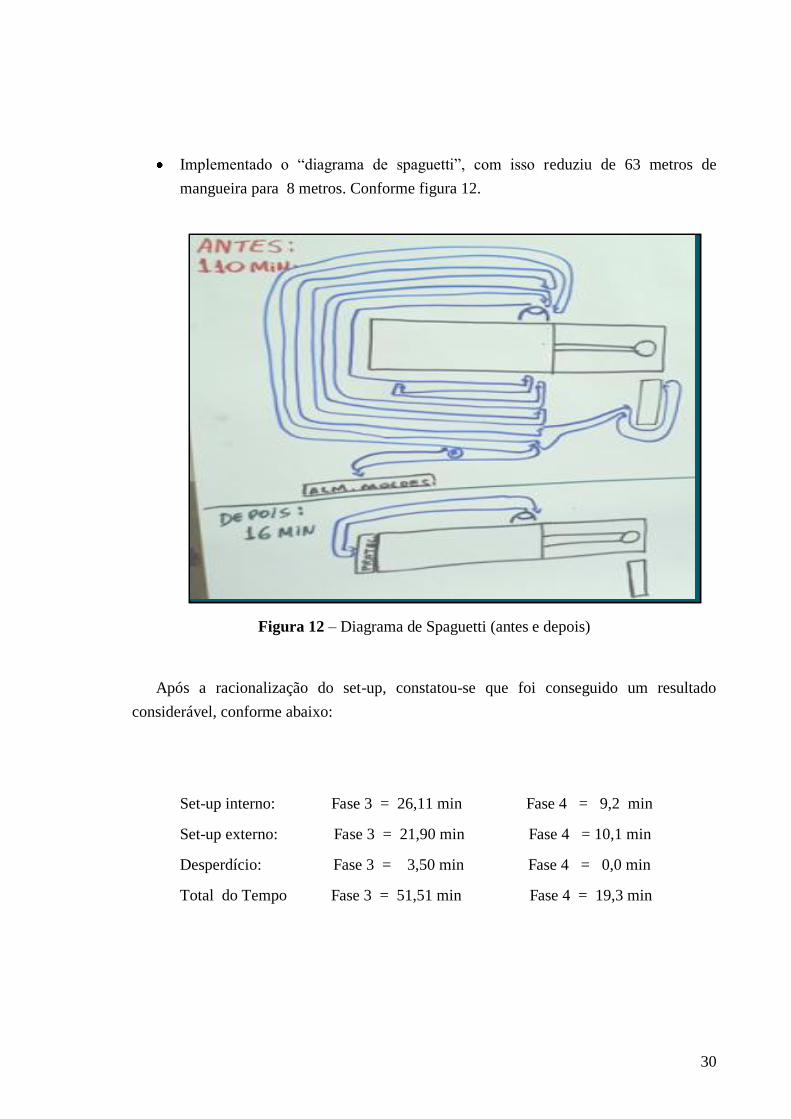
Implementado o “diagrama de spaguetti”, com isso reduziu de 63 metros de
mangueira para 8 metros. Conforme figura 12.
Figura 12 – Diagrama de Spaguetti (antes e depois)
Após a racionalização do set-up, constatou-se que foi conseguido um resultado
considerável, conforme abaixo:
Set-up interno: Fase 3 = 26,11 min Fase 4 = 9,2 min
Set-up externo: Fase 3 = 21,90 min Fase 4 = 10,1 min
Desperdício: Fase 3 = 3,50 min Fase 4 = 0,0 min
Total do Tempo Fase 3 = 51,51 min Fase 4 = 19,3 min
31
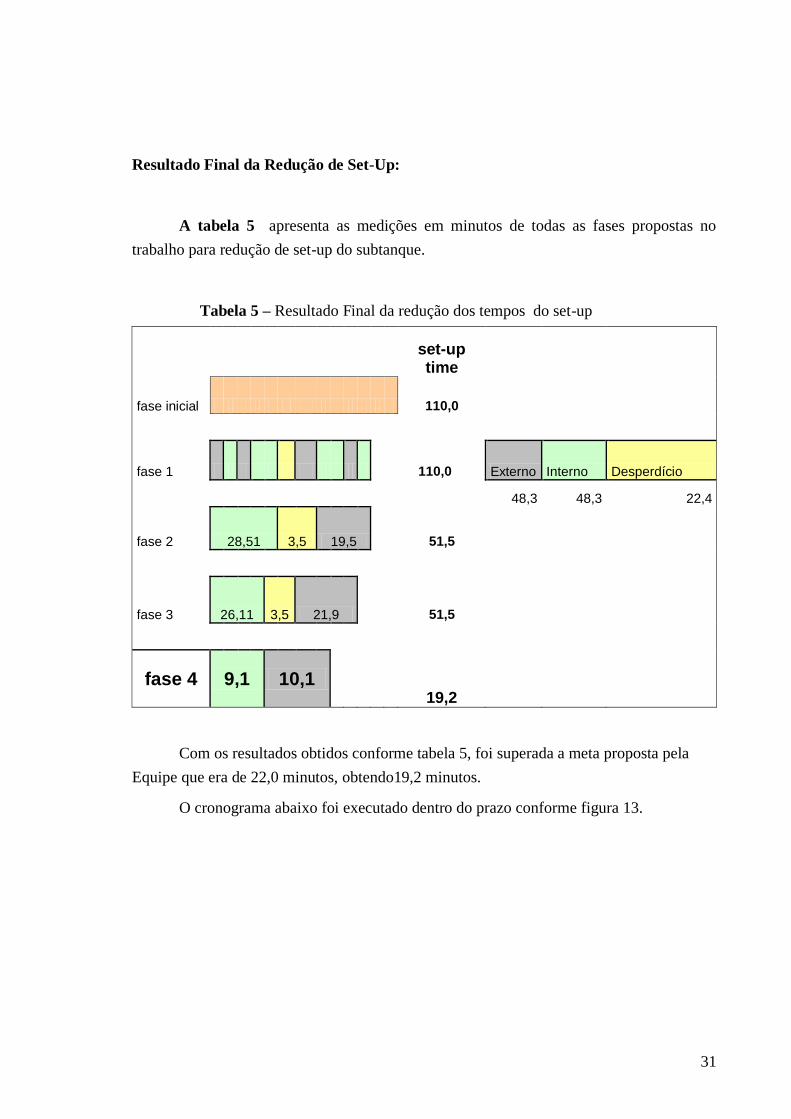
Resultado Final da Redução de Set-Up:
A tabela 5 apresenta as medições em minutos de todas as fases propostas no
trabalho para redução de set-up do subtanque.
Tabela 5 – Resultado Final da redução dos tempos do set-up
set-up time
fase inicial 110,0
fase 1 110,0 Externo Interno Desperdício
48,3 48,3 22,4
fase 2 28,51 3,5 19,5 51,5
fase 3 26,11 3,5 21,9 51,5
fase 4 9,1 10,1 19,2
Com os resultados obtidos conforme tabela 5, foi superada a meta proposta pela
Equipe que era de 22,0 minutos, obtendo19,2 minutos.
O cronograma abaixo foi executado dentro do prazo conforme figura 13.

32
Responsáve l
29 Cida /Luiza
Sollé r
25
29
11
18
25
25
25
21
9
9
23
1
21
24
24
Planejado
Elaborado: André Sollér concluido
Aprovado: Maria Aparecida da Silva em atraso
Dezembro
Cronograma Set-Up - Kaizen Toyota
Sollé r / Edson
Sollé r / Kiko
Sollé r / Edson
Sollé r / Edson
INÍCIO 5S
Setembro 0utubro
Repadronizar - Instrução - Posto e
Tre inamento
Analisar Converção Set-up Interno
em Externo
Sollé r / Edson
Sollé r / Edson
Sollé r / Kiko
Equipe Set-Up
Ka izen
Equipe Set-Up
Ka izen
Confirmar a tendimento do obje tivo -
Máx imo 22 min.
Novembro
Cronometrar Set-up / Filme
deta lhadamente
Filmar Set-up
Converter Se t-up Interno em Externo
Equipe Set-Up
Ka izen
Nova Tomada de Tempo da Nova
Condição definida
Identificar Set-up Interno e ExternoSollé r / Edson /
Kiko
Separar Set-up Interno e Externo
com instrução pre lim inar (com
tempos máximos) e no fisico
Sollé r / Kiko
Simulação com Filmagem
Cronometrar Set-up / Filme
deta lhadamente
Equipe Set-Up
Ka izen
Padronizar / Elaborar Instrução de
Troca com tempos por operário e
tre inamento no chão de fábrica
Confirmar Padronização
Filmar Set-up
Equipe Set-Up
Ka izen
Figura 13 – Cronograma de Implantação de Set-Up
CRONOGRAMA DE SET-UP
33
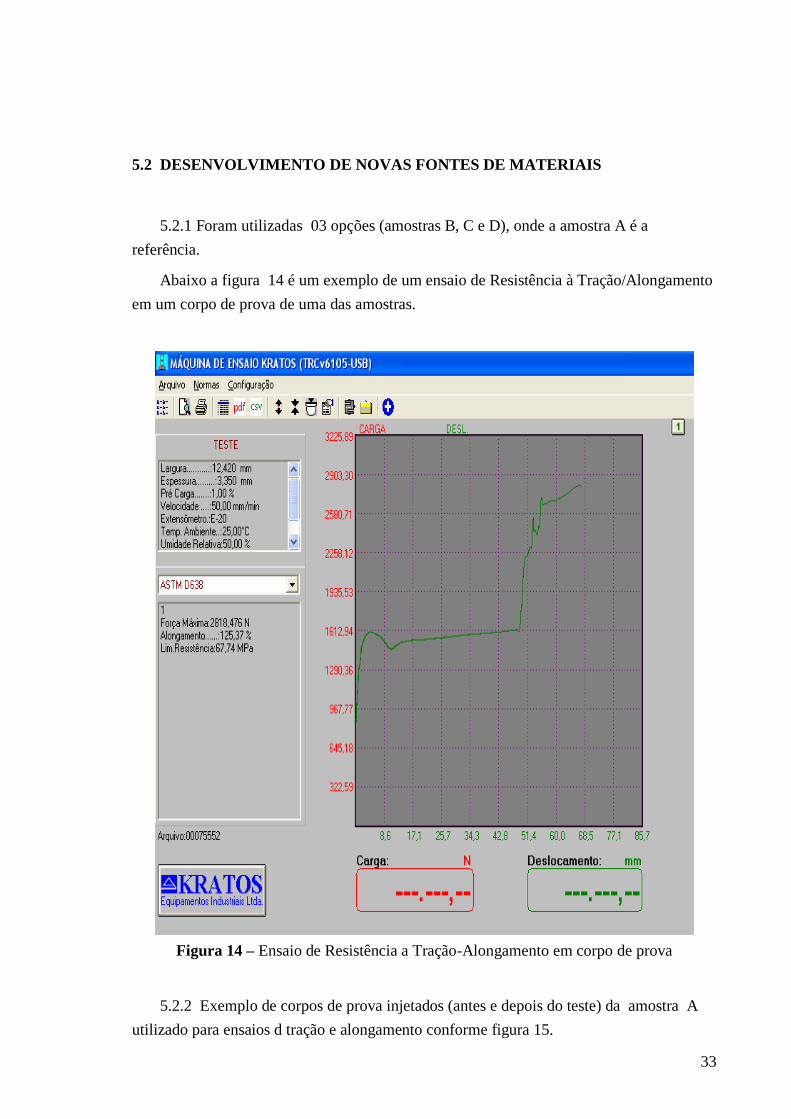
5.2 DESENVOLVIMENTO DE NOVAS FONTES DE MATERIAIS
5.2.1 Foram utilizadas 03 opções (amostras B, C e D), onde a amostra A é a
referência.
Abaixo a figura 14 é um exemplo de um ensaio de Resistência à Tração/Alongamento
em um corpo de prova de uma das amostras.
Figura 14 – Ensaio de Resistência a Tração-Alongamento em corpo de prova
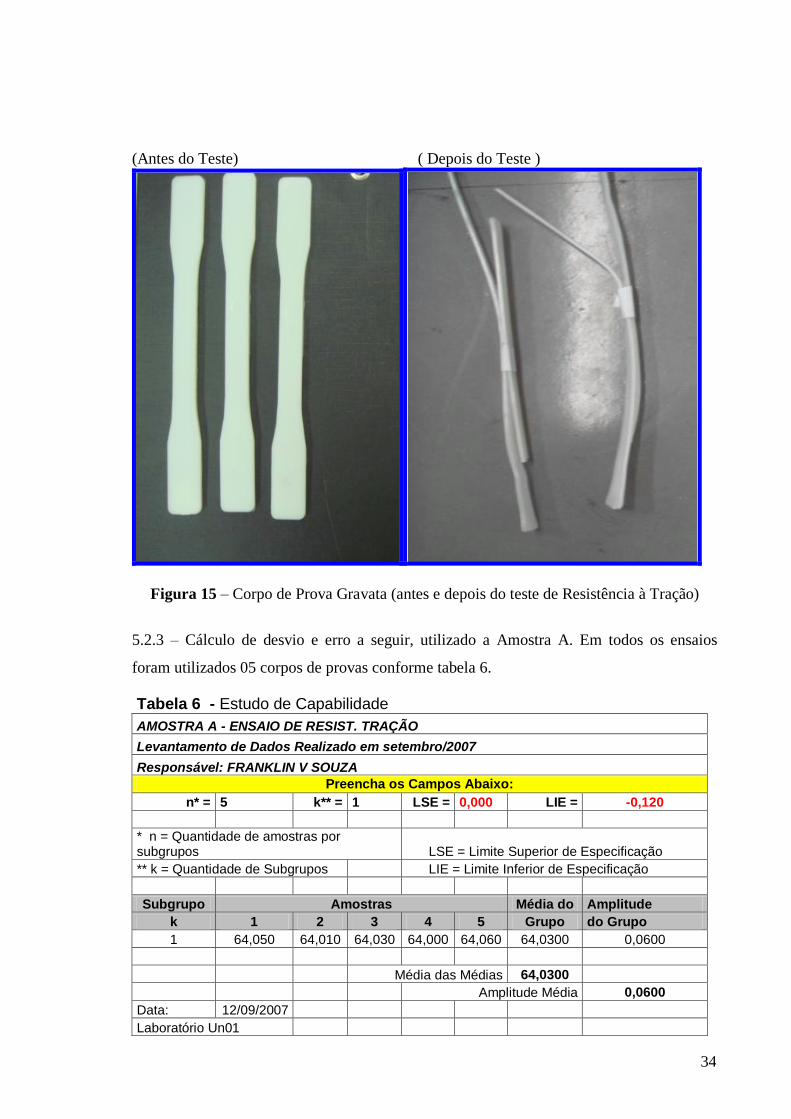
5.2.2 Exemplo de corpos de prova injetados (antes e depois do teste) da amostra A
utilizado para ensaios d tração e alongamento conforme figura 15.
34
(Antes do Teste) ( Depois do Teste )
Figura 15 – Corpo de Prova Gravata (antes e depois do teste de Resistência à Tração)
5.2.3 – Cálculo de desvio e erro a seguir, utilizado a Amostra A. Em todos os ensaios
foram utilizados 05 corpos de provas conforme tabela 6.
Tabela 6 - Estudo de Capabilidade
AMOSTRA A - ENSAIO DE RESIST. TRAÇÃO
Levantamento de Dados Realizado em setembro/2007
Responsável: FRANKLIN V SOUZA
Preencha os Campos Abaixo:
n* = 5 k** = 1 LSE = 0,000 LIE = -0,120
* n = Quantidade de amostras por subgrupos LSE = Limite Superior de Especificação
** k = Quantidade de Subgrupos LIE = Limite Inferior de Especificação
Subgrupo Amostras Média do Amplitude
k 1 2 3 4 5 Grupo do Grupo
1 64,050 64,010 64,030 64,000 64,060 64,0300 0,0600
Média das Médias 64,0300
Amplitude Média 0,0600
Data: 12/09/2007
Laboratório Un01
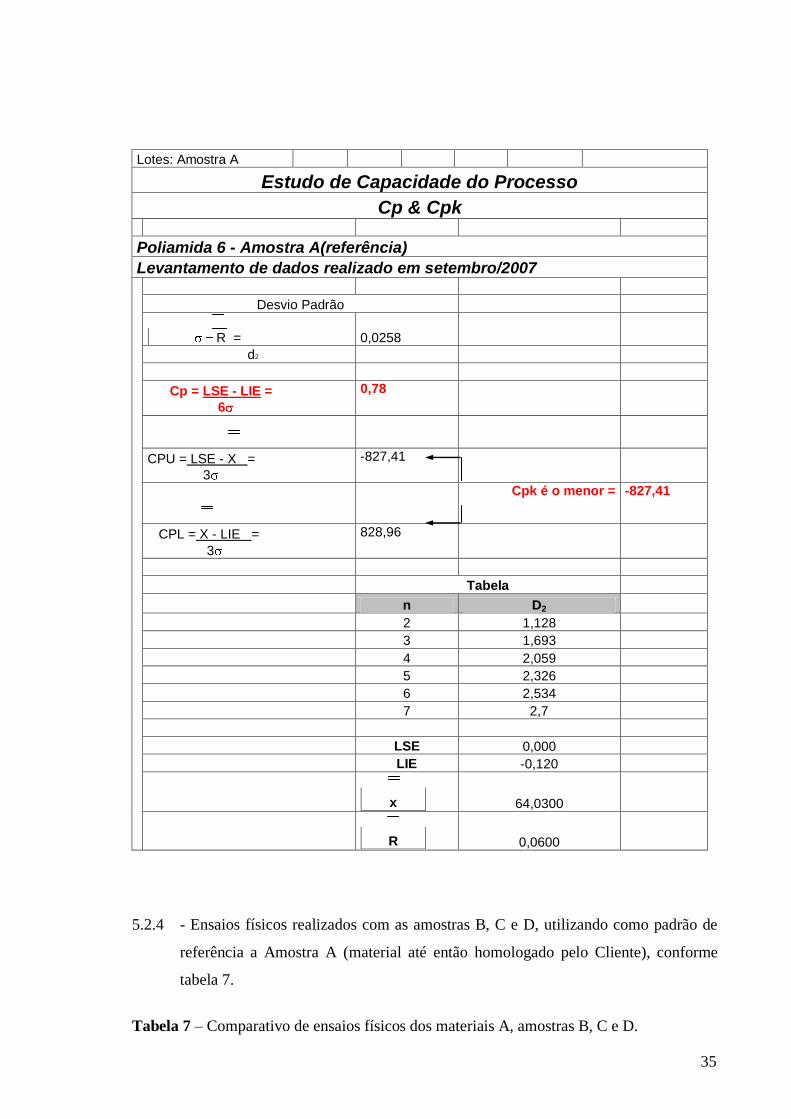
35
Lotes: Amostra A
Estudo de Capacidade do Processo
Cp & Cpk
Poliamida 6 - Amostra A(referência)
Levantamento de dados realizado em setembro/2007
Desvio Padrão
R =
0,0258
d2
Cp = LSE - LIE =
6
0,78
CPU = LSE - X =
3
-827,41
Cpk é o menor = -827,41
CPL = X - LIE =
3
828,96
Tabela
n D2
2 1,128
3 1,693
4 2,059
5 2,326
6 2,534
7 2,7
LSE 0,000
LIE -0,120
x
64,0300
R
0,0600
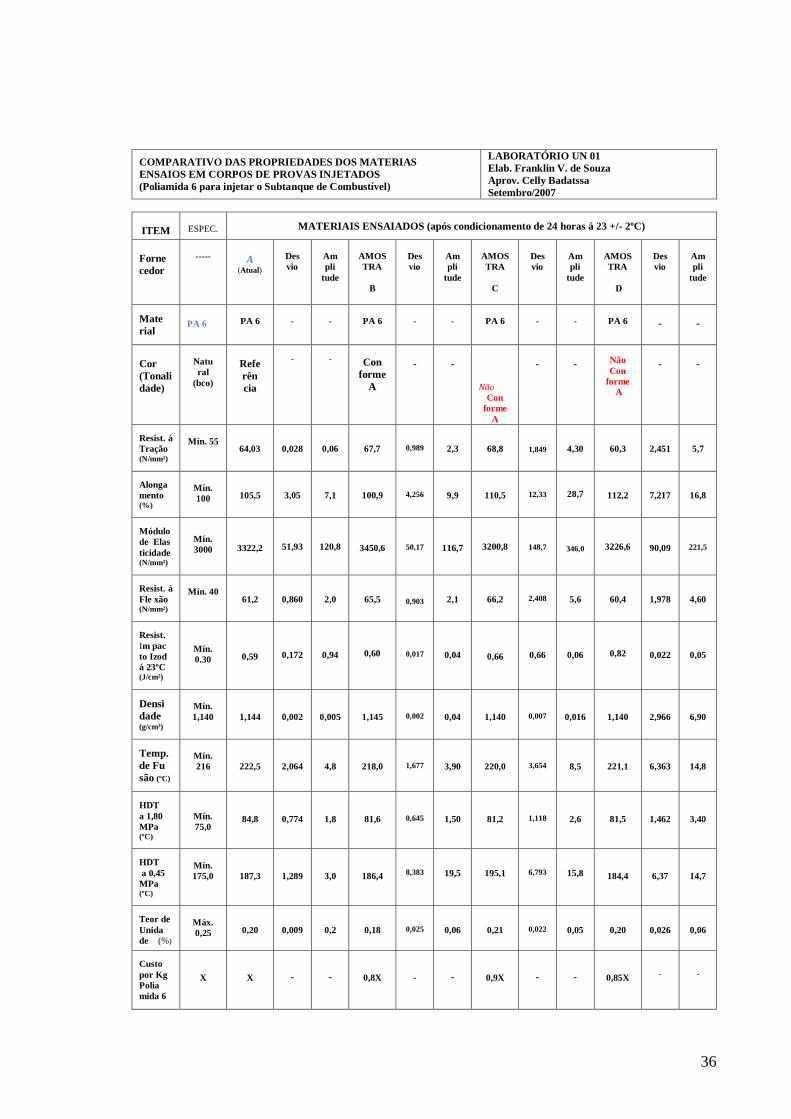
5.2.4 - Ensaios físicos realizados com as amostras B, C e D, utilizando como padrão de
referência a Amostra A (material até então homologado pelo Cliente), conforme
tabela 7.
Tabela 7 – Comparativo de ensaios físicos dos materiais A, amostras B, C e D.
36
COMPARATIVO DAS PROPRIEDADES DOS MATERIAS
ENSAIOS EM CORPOS DE PROVAS INJETADOS
(Poliamida 6 para injetar o Subtanque de Combustível)
LABORATÓRIO UN 01
Elab. Franklin V. de Souza
Aprov. Celly Badatssa
Setembro/2007
ITEM
ESPEC.
MATERIAIS ENSAIADOS (após condicionamento de 24 horas á 23 +/- 2ºC)
Forne
cedor
----- A (Atual)
Des
vio
Am
pli
tude
AMOS
TRA
B
Des
vio
Am
pli
tude
AMOS
TRA
C
Des
vio
Am
pli
tude
AMOS
TRA
D
Des
vio
Am
pli
tude
Mate
rial
PA 6
PA 6
-
-
PA 6
-
-
PA 6
-
-
PA 6
-
-
Cor
(Tonali
dade)
Natu
ral
(bco)
Refe
rên
cia
-
-
Con
forme
A
-
-
Não Con
forme
A
-
-
Não
Con
forme
A
-
-
Resist. á
Tração (N/mm²)
Mín. 55
64,03
0,028
0,06
67,7
0,989
2,3
68,8
1,849
4,30
60,3
2,451
5,7
Alonga
mento
(%)
Mín.
100
105,5
3,05
7,1
100,9
4,256
9,9
110,5
12,33
28,7
112,2
7,217
16,8
Módulo
de Elas
ticidade (N/mm²)
Mín.
3000
3322,2
51,93
120,8
3450,6
50,17
116,7
3200,8
148,7
346,0
3226,6
90,09
221,5
Resist. á
Fle xão (N/mm²)
Mín. 40
61,2
0,860
2,0
65,5
0,903
2,1
66,2
2,408
5,6
60,4
1,978
4,60
Resist.
Im pac
to Izod
á 23ºC (J/cm²)
Mín.
0.30
0,59
0,172
0,94
0,60
0,017
0,04
0,66
0,66
0,06
0,82
0,022
0,05
Densi
dade (g/cm³)
Mín.
1,140
1,144
0,002
0,005
1,145
0,002
0,04
1,140
0,007
0,016
1,140
2,966
6,90
Temp.
de Fu
são (ºC)
Mín.
216
222,5
2,064
4,8
218,0
1,677
3,90
220,0
3,654
8,5
221,1
6,363
14,8
HDT
a 1,80
MPa (ºC)
Mín.
75,0
84,8
0,774
1,8
81,6
0,645
1,50
81,2
1,118
2,6
81,5
1,462
3,40
HDT
a 0,45
MPa (ºC)
Mín.
175,0
187,3
1,289
3,0
186,4
8,383
19,5
195,1
6,793
15,8
184,4
6,37
14,7
Teor de
Unida
de (%)
Máx.
0,25
0,20
0,009
0,2
0,18
0,025
0,06
0,21
0,022
0,05
0,20
0,026
0,06
Custo
por Kg
Polia
mida 6
X
X
-
-
0,8X
-
-
0,9X
-
-
0,85X
-
-
37
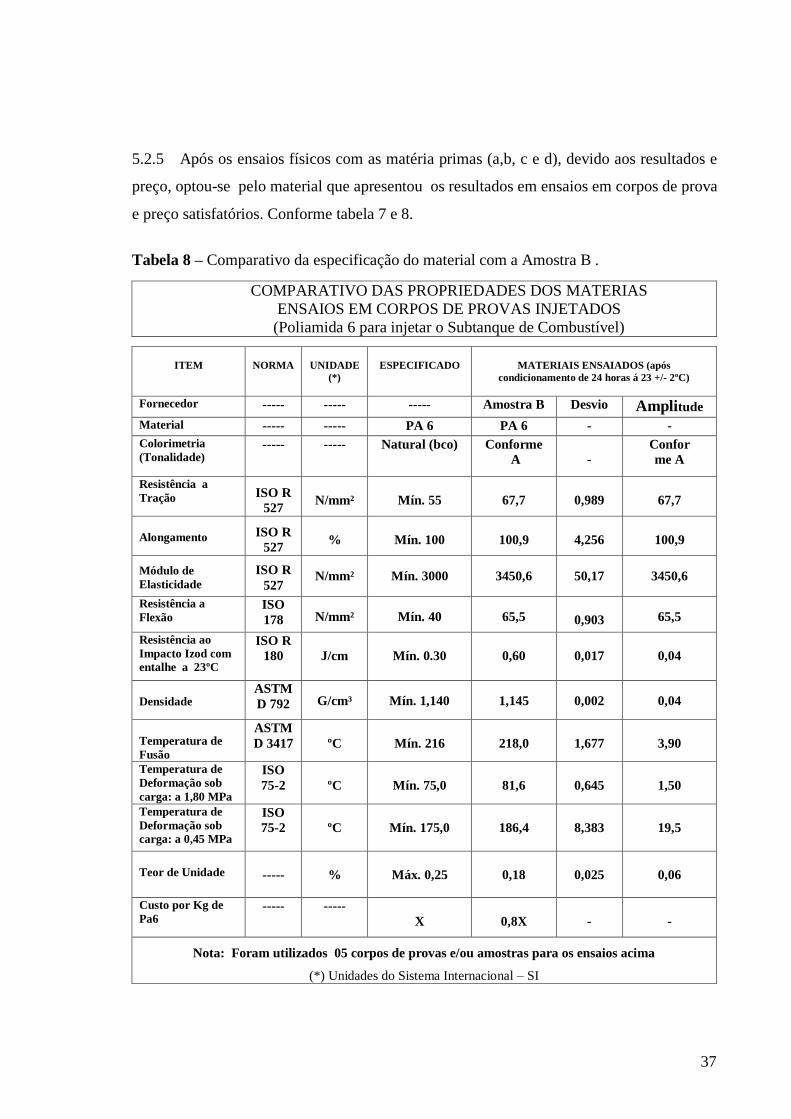
5.2.5 Após os ensaios físicos com as matéria primas (a,b, c e d), devido aos resultados e
preço, optou-se pelo material que apresentou os resultados em ensaios em corpos de prova
e preço satisfatórios. Conforme tabela 7 e 8.
Tabela 8 – Comparativo da especificação do material com a Amostra B .
COMPARATIVO DAS PROPRIEDADES DOS MATERIAS
ENSAIOS EM CORPOS DE PROVAS INJETADOS
(Poliamida 6 para injetar o Subtanque de Combustível)
ITEM
NORMA
UNIDADE
(*)
ESPECIFICADO
MATERIAIS ENSAIADOS (após
condicionamento de 24 horas á 23 +/- 2ºC)
Fornecedor ----- ----- ----- Amostra B Desvio Amplitude
Material ----- ----- PA 6 PA 6 - -
Colorimetria
(Tonalidade) ----- ----- Natural (bco) Conforme
A
-
Confor
me A
Resistência a
Tração
ISO R
527
N/mm²
Mín. 55
67,7
0,989
67,7
Alongamento
ISO R
527
%
Mín. 100
100,9
4,256
100,9
Módulo de
Elasticidade
ISO R
527
N/mm²
Mín. 3000
3450,6
50,17
3450,6
Resistência a
Flexão ISO
178
N/mm²
Mín. 40
65,5
0,903
65,5
Resistência ao
Impacto Izod com
entalhe a 23ºC
ISO R
180
J/cm
Mín. 0.30
0,60
0,017
0,04
Densidade ASTM
D 792
G/cm³
Mín. 1,140
1,145
0,002
0,04
Temperatura de
Fusão
ASTM
D 3417
ºC
Mín. 216
218,0
1,677
3,90
Temperatura de
Deformação sob
carga: a 1,80 MPa
ISO
75-2
ºC
Mín. 75,0
81,6
0,645
1,50
Temperatura de
Deformação sob
carga: a 0,45 MPa
ISO
75-2
ºC
Mín. 175,0
186,4
8,383
19,5
Teor de Unidade
-----
%
Máx. 0,25
0,18
0,025
0,06
Custo por Kg de
Pa6 ----- -----
X
0,8X
-
-
Nota: Foram utilizados 05 corpos de provas e/ou amostras para os ensaios acima
(*) Unidades do Sistema Internacional – SI
38
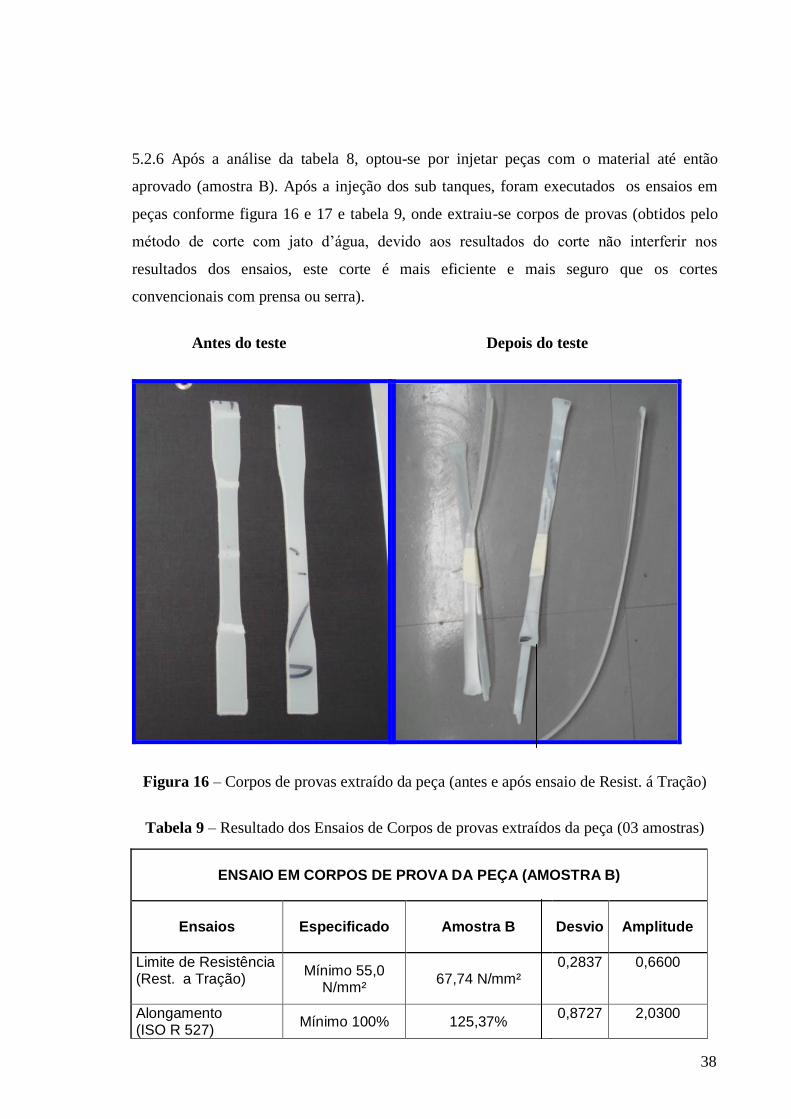
5.2.6 Após a análise da tabela 8, optou-se por injetar peças com o material até então
aprovado (amostra B). Após a injeção dos sub tanques, foram executados os ensaios em
peças conforme figura 16 e 17 e tabela 9, onde extraiu-se corpos de provas (obtidos pelo
método de corte com jato d‟água, devido aos resultados do corte não interferir nos
resultados dos ensaios, este corte é mais eficiente e mais seguro que os cortes
convencionais com prensa ou serra).
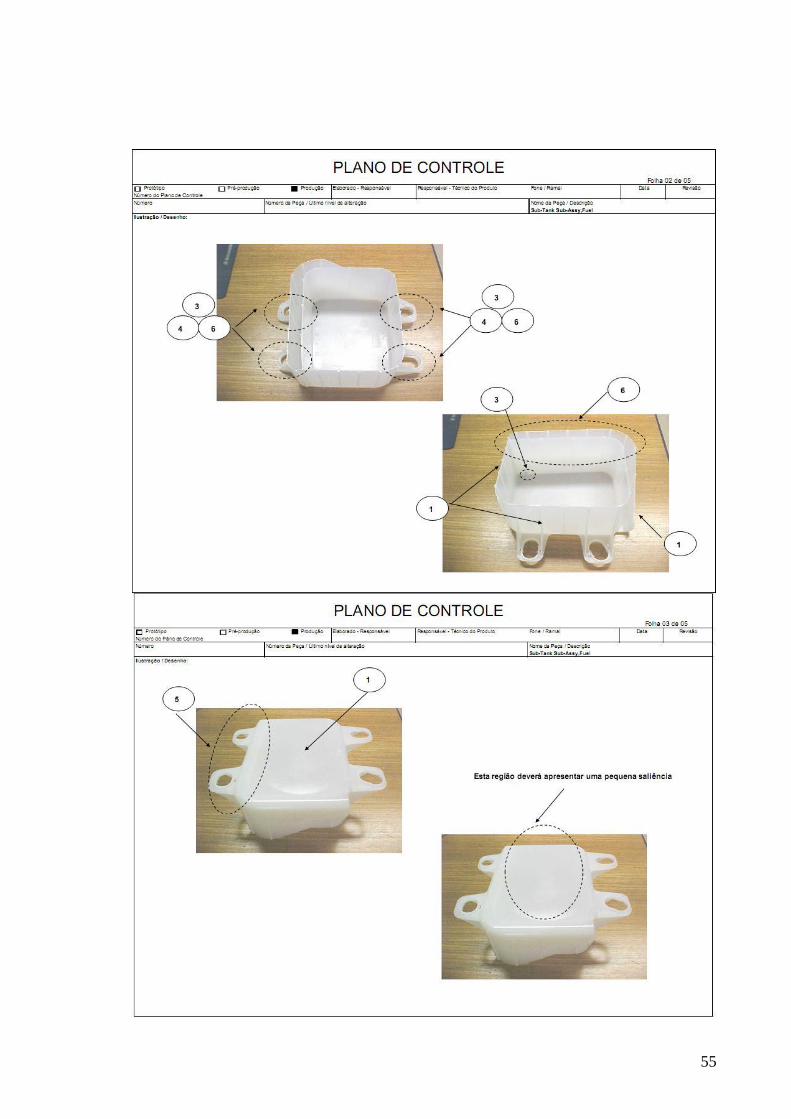
Antes do teste Depois do teste
Figura 16 – Corpos de provas extraído da peça (antes e após ensaio de Resist. á Tração)
Tabela 9 – Resultado dos Ensaios de Corpos de provas extraídos da peça (03 amostras)
ENSAIO EM CORPOS DE PROVA DA PEÇA (AMOSTRA B)
Ensaios Especificado
Amostra B
Desvio
Amplitude
Limite de Resistência (Rest. a Tração)
Mínimo 55,0 N/mm²
67,74 N/mm² 0,2837
0,6600
Alongamento (ISO R 527)
Mínimo 100% 125,37% 0,8727 2,0300
39
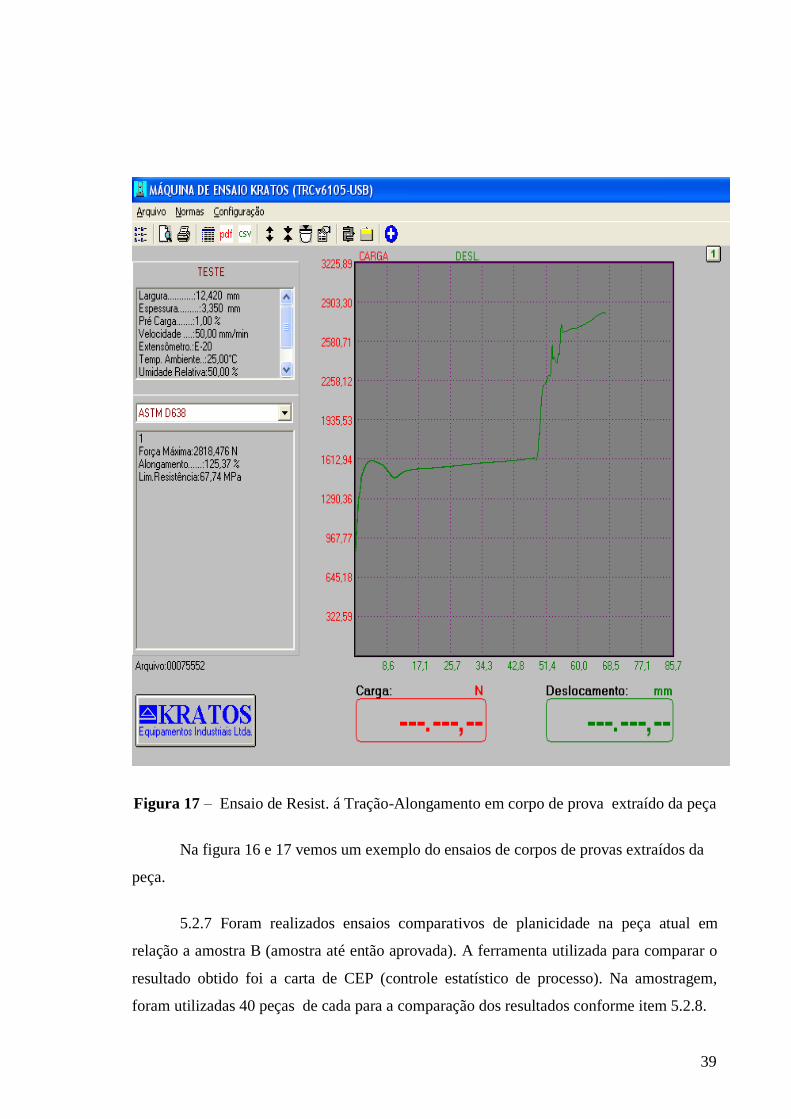
Figura 17 – Ensaio de Resist. á Tração-Alongamento em corpo de prova extraído da peça
Na figura 16 e 17 vemos um exemplo do ensaios de corpos de provas extraídos da
peça.
5.2.7 Foram realizados ensaios comparativos de planicidade na peça atual em
relação a amostra B (amostra até então aprovada). A ferramenta utilizada para comparar o
resultado obtido foi a carta de CEP (controle estatístico de processo). Na amostragem,
foram utilizadas 40 peças de cada para a comparação dos resultados conforme item 5.2.8.
40
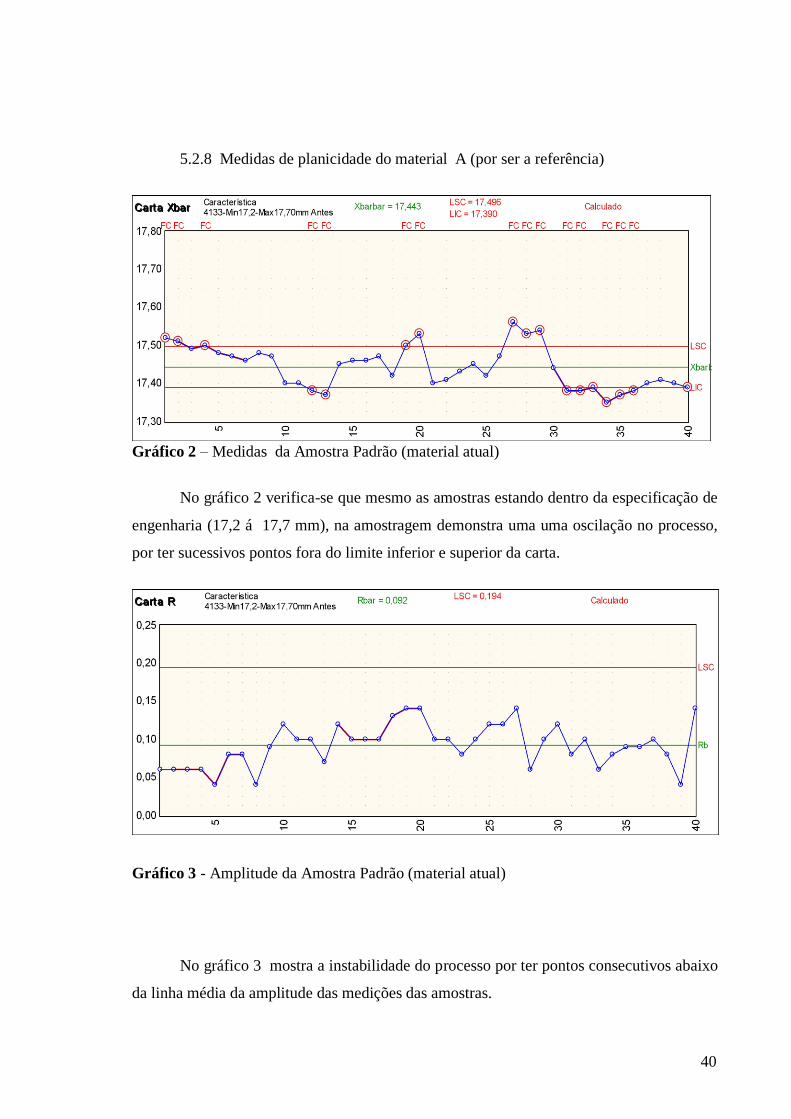
5.2.8 Medidas de planicidade do material A (por ser a referência)
Gráfico 2 – Medidas da Amostra Padrão (material atual)
No gráfico 2 verifica-se que mesmo as amostras estando dentro da especificação de
engenharia (17,2 á 17,7 mm), na amostragem demonstra uma uma oscilação no processo,
por ter sucessivos pontos fora do limite inferior e superior da carta.
Gráfico 3 - Amplitude da Amostra Padrão (material atual)
No gráfico 3 mostra a instabilidade do processo por ter pontos consecutivos abaixo
da linha média da amplitude das medições das amostras.
41
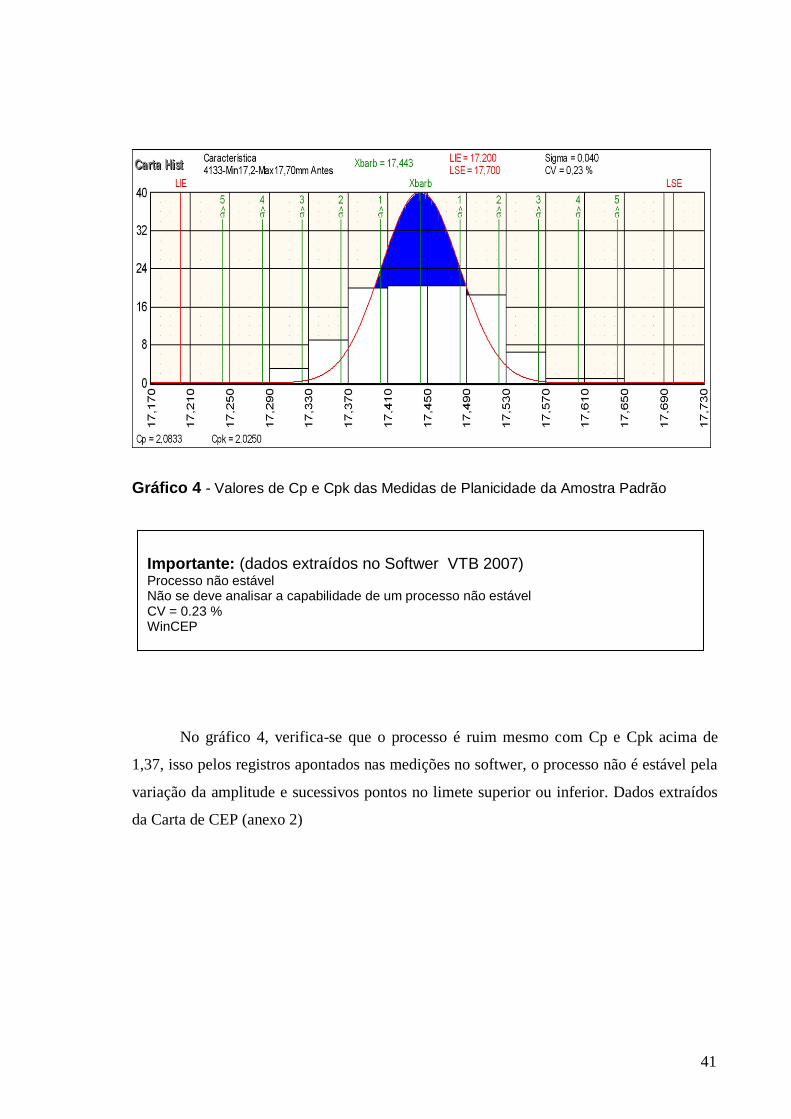
Gráfico 4 - Valores de Cp e Cpk das Medidas de Planicidade da Amostra Padrão
No gráfico 4, verifica-se que o processo é ruim mesmo com Cp e Cpk acima de
1,37, isso pelos registros apontados nas medições no softwer, o processo não é estável pela
variação da amplitude e sucessivos pontos no limete superior ou inferior. Dados extraídos
da Carta de CEP (anexo 2)
Importante: (dados extraídos no Softwer VTB 2007) Processo não estável Não se deve analisar a capabilidade de um processo não estável CV = 0.23 % WinCEP
42
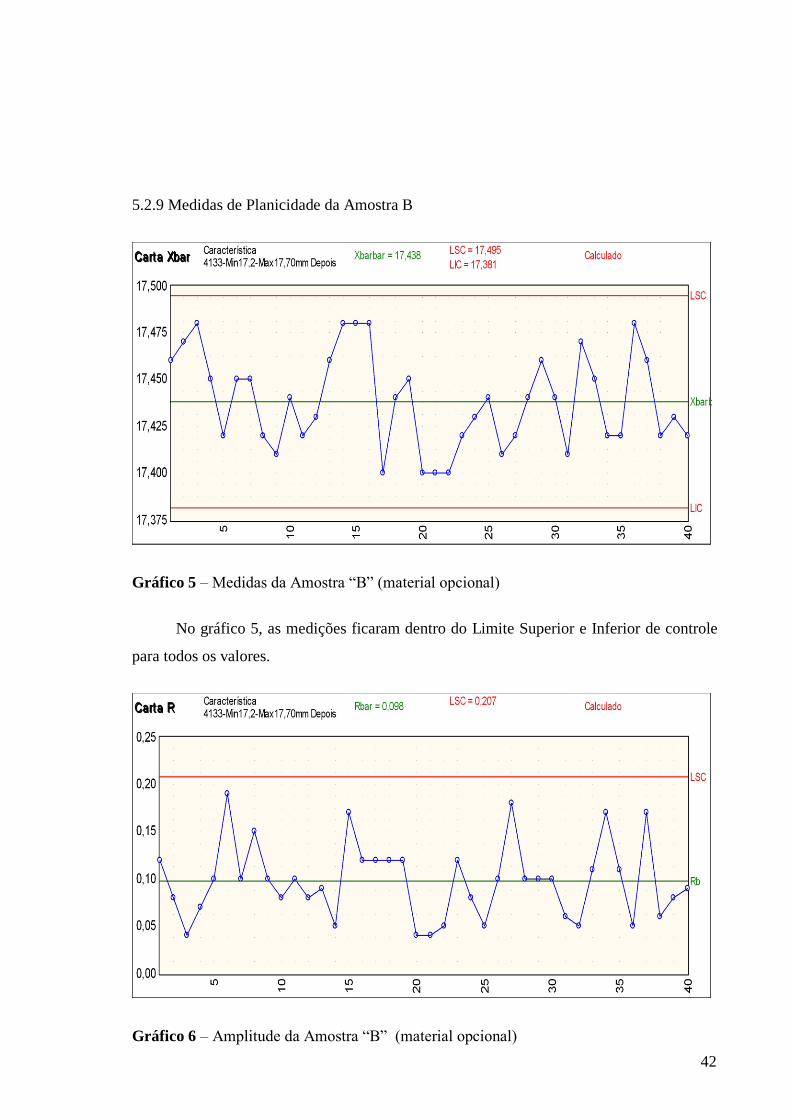
5.2.9 Medidas de Planicidade da Amostra B
Gráfico 5 – Medidas da Amostra “B” (material opcional)
No gráfico 5, as medições ficaram dentro do Limite Superior e Inferior de controle
para todos os valores.
Gráfico 6 – Amplitude da Amostra “B” (material opcional)
43
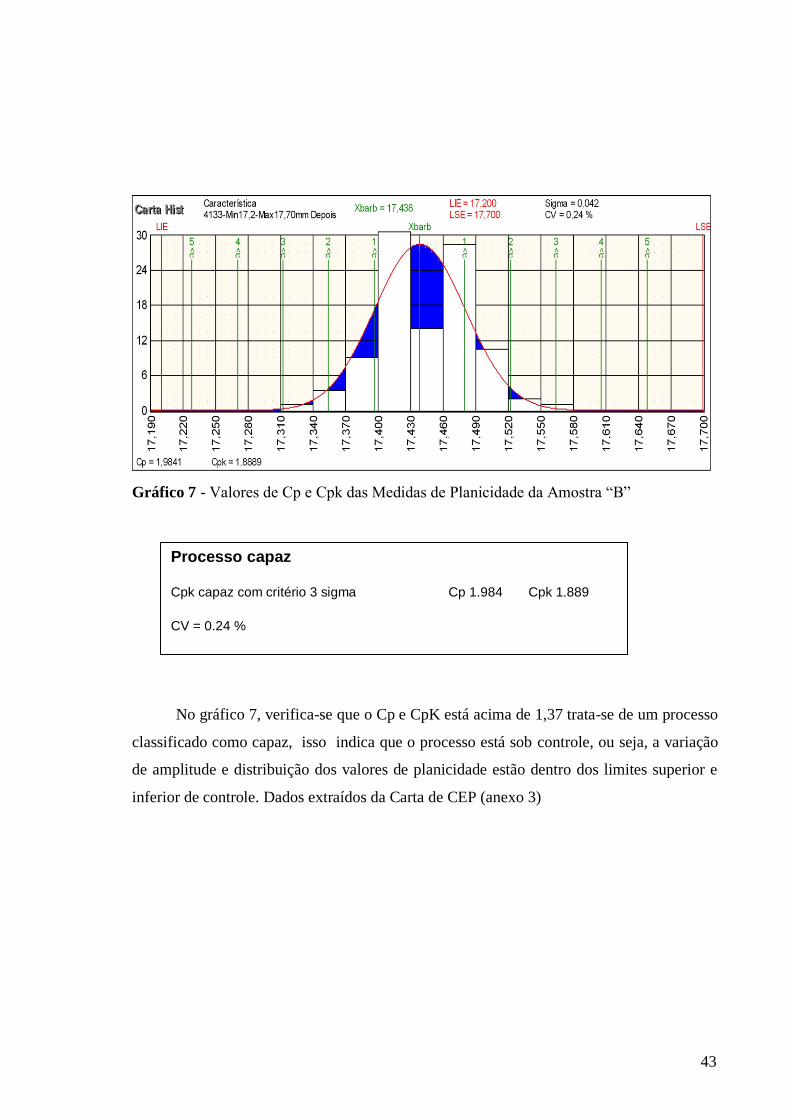
Gráfico 7 - Valores de Cp e Cpk das Medidas de Planicidade da Amostra “B”
No gráfico 7, verifica-se que o Cp e CpK está acima de 1,37 trata-se de um processo
classificado como capaz, isso indica que o processo está sob controle, ou seja, a variação
de amplitude e distribuição dos valores de planicidade estão dentro dos limites superior e
inferior de controle. Dados extraídos da Carta de CEP (anexo 3)
Processo capaz Cpk capaz com critério 3 sigma Cp 1.984 Cpk 1.889
CV = 0.24 %
44
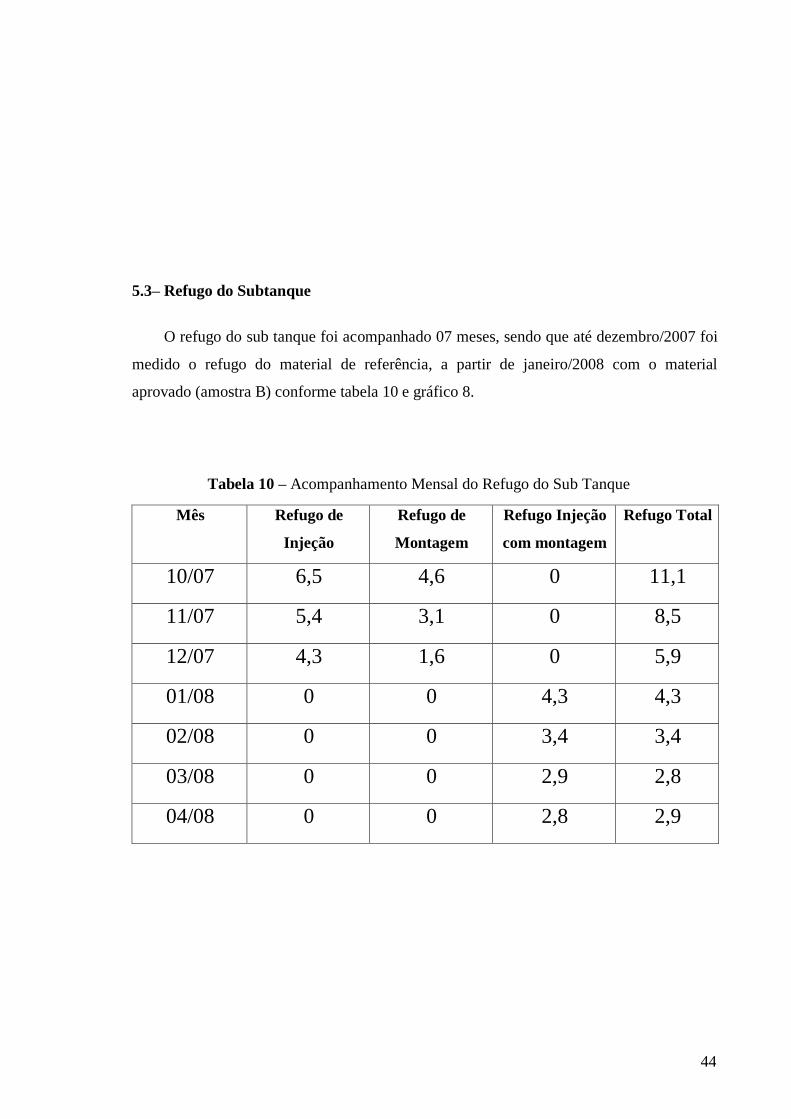
5.3– Refugo do Subtanque
O refugo do sub tanque foi acompanhado 07 meses, sendo que até dezembro/2007 foi
medido o refugo do material de referência, a partir de janeiro/2008 com o material
aprovado (amostra B) conforme tabela 10 e gráfico 8.
Tabela 10 – Acompanhamento Mensal do Refugo do Sub Tanque
Mês Refugo de
Injeção
Refugo de
Montagem
Refugo Injeção
com montagem
Refugo Total
10/07 6,5 4,6 0 11,1
11/07 5,4 3,1 0 8,5
12/07 4,3 1,6 0 5,9
01/08 0 0 4,3 4,3
02/08 0 0 3,4 3,4
03/08 0 0 2,9 2,8
04/08 0 0 2,8 2,9
45
REFUGO DO SUBTANQUE
0
2
4
6
8
10
12
out/07 nov/07 dez/07 jan/08 fev/08 mar/08 abr/08
MÊS/ANO
% D
E R
EF
UG
O
Refugo de Injeção
Refugo de Montagem
Refugo Injeção com montagem
Refugo Total
Série5
Série6
Série7
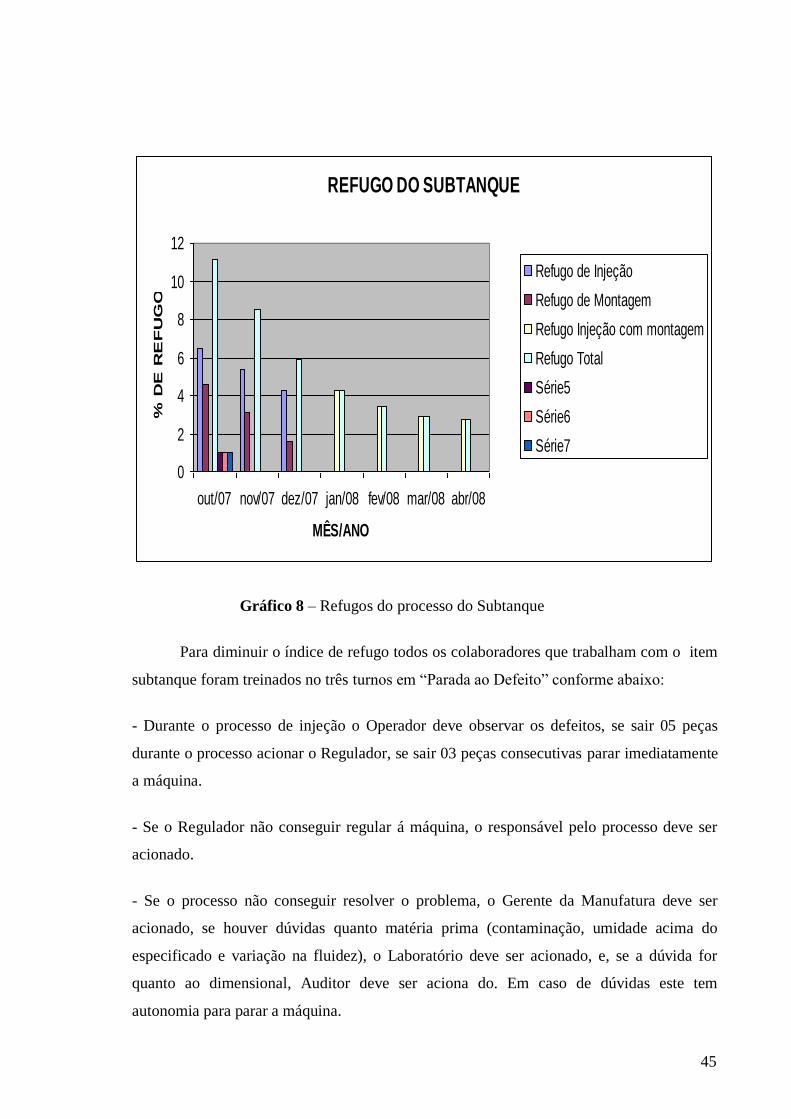
Gráfico 8 – Refugos do processo do Subtanque
Para diminuir o índice de refugo todos os colaboradores que trabalham com o item
subtanque foram treinados no três turnos em “Parada ao Defeito” conforme abaixo:
- Durante o processo de injeção o Operador deve observar os defeitos, se sair 05 peças
durante o processo acionar o Regulador, se sair 03 peças consecutivas parar imediatamente
a máquina.
- Se o Regulador não conseguir regular á máquina, o responsável pelo processo deve ser
acionado.
- Se o processo não conseguir resolver o problema, o Gerente da Manufatura deve ser
acionado, se houver dúvidas quanto matéria prima (contaminação, umidade acima do
especificado e variação na fluidez), o Laboratório deve ser acionado, e, se a dúvida for
quanto ao dimensional, Auditor deve ser aciona do. Em caso de dúvidas este tem
autonomia para parar a máquina.

46
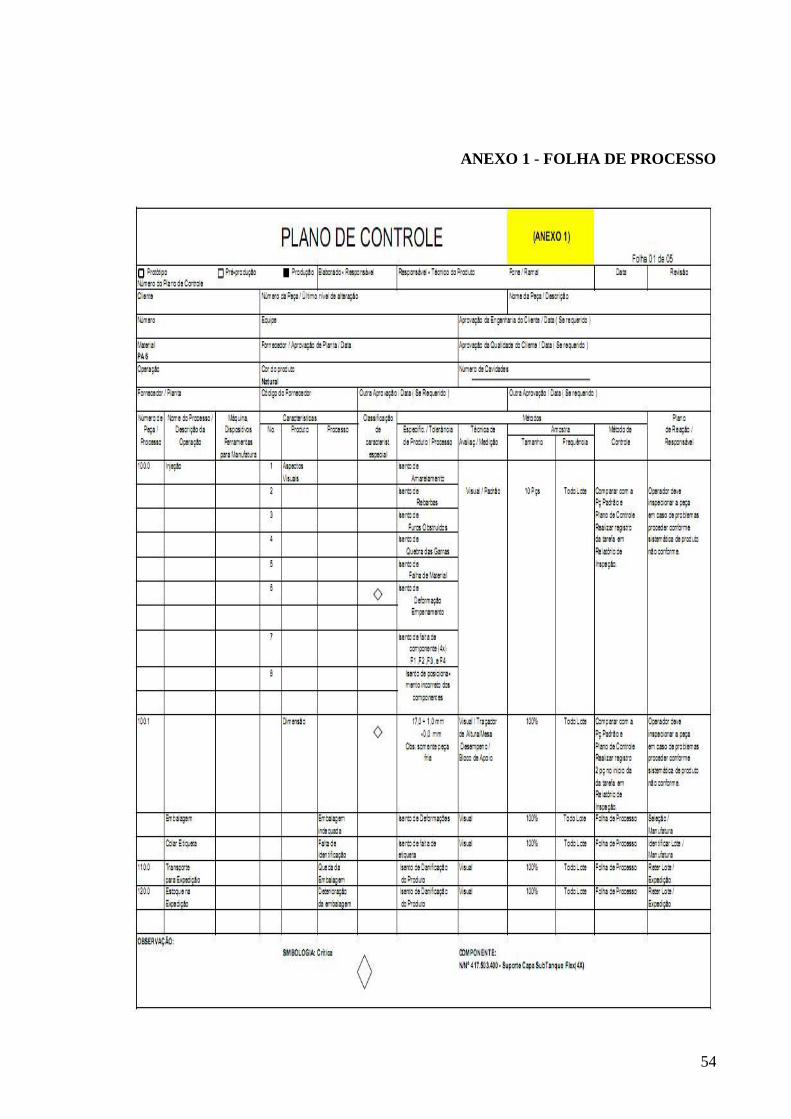
- Máquina parada pela área de Qualidade, somente é liberada a produção quando for
confirmado que o processo está capaz. Quem libera é o Auditor da Qualidade, após
ensaios conforme Plano de Controle (anexo 1).
47
CAPÍTULO 6
CONCLUSÃO
6.1 REDUÇÃO DE SET -UP
Foi obtido um tempo otimizado de set-up em 19, 2 minutos, isso facilita a entrada
do molde do subtanque na máquina injetora, o que levava mais de uma hora passou a levar
menos de 20 minutos. Não requer grandes lotes como se fazia anteriormente, injetava-se
uma vez por semana, podendo-se injetar mais vezes, em função deste ganho de tempo.
6.2 DESENVOLVIMENTO DE MATERIAL OPCIONAL
Foram definidos quais materiais de fornecedores nacionais para efetuar os testes em
corpos de provas injetados e, após seleção da opção, injetou e extraiu-se corpos de provas
com a tecnologia avançada de ultra pressão com “jato de água” para análise do
comportamento do material na peça injetada.
6.2.1 Foram injetados 03 contra tipos para o material utilizado (amostras B, C e D),
injetou os corpos e submeteram a ensaios físico-químicos, comparando-se os resultados
dos ensaios com os resultados do material aprovado (material A); optou-se pela amostra
“B”, que atendeu em todas as propriedades além do preço.
6.2.2 Após item 6.2.1, injetou-se peças no “try out” com a amostra B, foram feitas
as medições de planicidade nestas peça, utilizou-se de ferramentas estatísticas para medir a
capabilidade do processo de injeção, através dos resultados dos ensaios de planicidade para
garantir o processamento dos mesmos.
48
6.2.3 Por se tratar de um produto onde o desenho não especifica o Fornecedor,
apenas especifica o material, o controle das propriedades é por conta do fabricante da
matéria prima ou do fornecedor que injeta o item. Neste desenho consta apenas a
planicidade, submete-se a documentação (resultados dos ensaios) com as 40 amostras
medidas. Após o aceite do Cliente, enviaram-se os 03 primeiros lotes devidamente
identificados com CLI (controle do lote inicial), acompanha-se a montagem e o funcional
destes 03 lotes, após este causar problemas o produto foi aprovado pelo Cliente
(Engenharia e Qualidade), suspensa a CLI e continuar entregando normalmente a peça.
6.3 REDUÇÃO DE REFUGO
Controle dos Refugos somente foi possível após conscientização e envolvimento de
todos os colaboradadores da produção(quem?), como todos sabiam da importância do item
para os novos negócios com o Cliente (montadora), todos os Colaboradores que tinham
algum vínculo com este Cliente focou a atenção neste produto (desempenho, produtividade
e refugo). Conseguiu-se trabalhar próximo dos 3,0% conforme tabela 10 item 5.3.
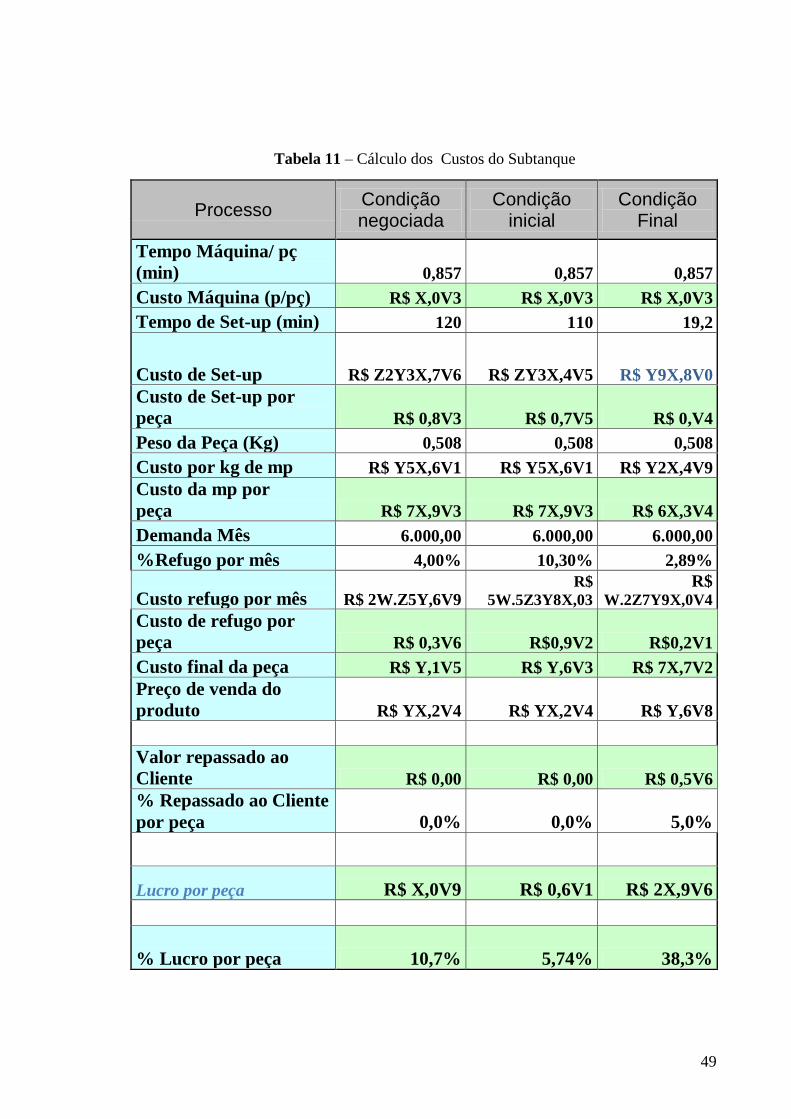
6.4 CÁLCULO DOS CUSTO DO SUBTANQUE
Para demonstrar os custos envolvidos com o subtanque, apresentou-se a tabela 11
para a Diretoria da Empresa de Autopeças, esta concordou de imediato com o repasse de
5,0% para este Cliente (montadora) o que gerou mais satisfação do Cliente porque já ficaria
satisfeito obtendo o 3,0% solicitado.
49
Tabela 11 – Cálculo dos Custos do Subtanque
Processo Condição negociada
Condição inicial
Condição Final
Tempo Máquina/ pç
(min) 0,857 0,857 0,857
Custo Máquina (p/pç) R$ X,0V3 R$ X,0V3 R$ X,0V3
Tempo de Set-up (min) 120 110 19,2
Custo de Set-up R$ Z2Y3X,7V6 R$ ZY3X,4V5 R$ Y9X,8V0
Custo de Set-up por
peça R$ 0,8V3 R$ 0,7V5 R$ 0,V4
Peso da Peça (Kg) 0,508 0,508 0,508
Custo por kg de mp R$ Y5X,6V1 R$ Y5X,6V1 R$ Y2X,4V9
Custo da mp por
peça R$ 7X,9V3 R$ 7X,9V3 R$ 6X,3V4
Demanda Mês 6.000,00 6.000,00 6.000,00
%Refugo por mês 4,00% 10,30% 2,89%
Custo refugo por mês R$ 2W.Z5Y,6V9 R$
5W.5Z3Y8X,03
R$ W.2Z7Y9X,0V4
Custo de refugo por
peça R$ 0,3V6 R$0,9V2 R$0,2V1
Custo final da peça R$ Y,1V5 R$ Y,6V3 R$ 7X,7V2
Preço de venda do
produto R$ YX,2V4 R$ YX,2V4 R$ Y,6V8
Valor repassado ao
Cliente R$ 0,00 R$ 0,00 R$ 0,5V6
% Repassado ao Cliente
por peça 0,0% 0,0% 5,0%
Lucro por peça R$ X,0V9 R$ 0,6V1 R$ 2X,9V6
% Lucro por peça 10,7% 5,74% 38,3%
50
Como explicar aos Acionistas que se trabalhou com a metade do lucro negociada
inicialmente com o Cliente por muito tempo, inicialmente foi constrangedor a Diretoria
desta Empresa ter que admitir que não se preocupou com o fato de estar com o resultado
ruim neste item.
A Equipe que executou o trabalho foi parabenizada, porque se atingiu as metas, o
objetivo foi alcançado, a Empresa ficou numa situação privilegiada perante este Cliente,
entretanto, para a Área de Processo Industrial ficou a lição de casa e o desafeto da Direção,
recebeu a incumbência verificar os demais itens (aproximadamente 450 itens) no prazo de
90 dias, para não perder tanto tempo. Com esse caso foi possível visualizar que outros itens
podem ser melhorados, sendo possível propor reduções significativas aos clientes e
permanecer numa situação favorável.
51
CAPÍTULO 7
SUGESTÕES PARA OS PRÓXIMOS TRABALHOS
Trabalhar materiais como os Nanocompostos, ou seja, novas tecnologias com o
intuito de não depender de petróleo ou de materiais que possam ser muitos agressivos ao
meio ambiente.
52
CAPÍTULO 8
REFERÊNCIAS BIBLIOGRÁFICAS
ASHBY, M. F. Material Selection in Mechanical Design. Butterworth. Heinemann.
Oxford, 2000.
CAMPOS, Shirley, Cetsam. Senai. Br, Tóxicos e Intoxicações. Rev. Medicina Avançada.
Editora Idelco Ltda. 16/04/2004.
CASARANO, Romeu, Compositos de Polietileno. Tese M. IQUSP. 2004.
CERVO, AI Bervia P.A., Método Científico – 4ª edição – 2006. WEB 11674: 22/10/2007
– 22:00 horas.
CRAWFORD, R.J. Plastics Engineering. Pergamon Press. Oxford, 1987.
DELMO, A. Nishitsuji; FARINA, Luiz Cláudio; ULLOA, Maritza Eliza;
CASSARANO.Romeu; Compósitos. PMT 5854, Tecnologia de Polímeros, IQUSP,
2004.
JUNG, Carlos Fernando, Metodologia para pesquisa & desenvolvimento: aplicada a
novas tecnologias, produtos e processo. Rio de Janeiro: Axcel Editora, 2004.
MANO, E. B., Polímeros como Materiais de Engenharia, São Paulo, Editora Edgard
Blucher Ltda., 1991.
MARTÍN-CORTÉS G.R.; CARVALHO A.L.; AMADEO P.; WIEBECK H.; HENNIES
W.T; ESPER F.J.; VALENZUELA-DÍAZ F.R.- Uso de Equipamento CNC para
conformação de peças de PMMA – CAST., IN: 9º Congresso Brasileiro de Polímeros –
CBPOL, Campina Grande, Brasil, Outubro 2007. Em CD + ROM – Edit. ABPOL –
São Carlos – SP 2007.
MARTÍN-CORTÉS, Guillermo Ruperto, Conformação por AWJ de corpos de provas em
peças com PA 6 e/ou chapas PMMA-Cast para testes de qualidade. USP. Congresso
Plast Show 2008, São Paulo. 2008.
MASSARANI, M. & MATTOS, F.C.de. Curso PMC 5602: Redução de Custos Através
da Engenharia de Valor. Escola Politécnica da USP. S.Paulo, 2007.
MUELLER Grupo, Manual do Sistema de Qualidade, 3 ed., 2007.
NBR603, Associação Brasileira de Normas Técnicas, Metodologia Científica. 1989.
RICHARDSON, Terry, Composites a design guide. Ind. Press Inc.. New Iork, 1987.
53
SANT‟ANNA, J.A. & WIEBECK, H. Conversão de Peças de Metal para Plástico: O
Desafio da Seleção de polímeros, Tendências e Exemplos. Palestra Proferida na Plast-
Show 2006 em10/05/2006.
THIENEL, Paulo, Lati High Performance Thermoplastic Compounds, Guide to Surface
defcts on thermoplastic injection molded parts.1969.
TOYOTA, Sistema de Produção Puchada, TDB 7TH QC. Circle Convention, 2007. Curso
de Sistema Lean 2007.
TOYOTA, Sistema de Produção. Seminário Brasa. 11 ~ 15 jun. 2007. Curso de Kaizen
2005.
WIEBECK, Hélio; HARADA, Júlio, Plástico de Engenharia: Tecnologia e Aplicações,
Editora Artliber Ltda., 2005.
54
ANEXO 1 - FOLHA DE PROCESSO
55

56