Embed Size (px)
Citation preview
METALLURGIE GENERALE ET CHOIX DES MATERIAUX
SOMMAIRE ACIERS ET ACIERS SPÉCIAUX....................................................................................7
1 L'ÉLÉMENT FER ....................................................................................................................... 7 1.1 Propriétés physiques.......................................................................................................... 7 1.2 Réseau cristallin................................................................................................................. 7 1.3 Caractéristiques mécaniques (à 20°C) ............................................................................... 7 1.4 Corrosion ........................................................................................................................... 8
2 ACIERS PEU ALLIÉS, FORTEMENT ALLIÉS, DÉSIGNATIONS............................................... 8 2.1 Aciers ................................................................................................................................ 8 2.2 Aciers au carbone .............................................................................................................. 8
3 ACIERS SPECIAUX ALLIES ..................................................................................................... 9 3.1 Désignations : NF EN 10027 - 1 ......................................................................................... 9 3.2 Influence des éléments d’alliages sur les propriétés de l’acier............................................10
4 ACIERS SPÉCIAUX DE CONSTRUCTION MÉCANIQUE.........................................................11 4.1 Elaborations......................................................................................................................11 4.2 Usage général...................................................................................................................11 4.3 Cas d’un acier au Cr et Mo : le 34 Cr Mo 4 (EN 1.7220) ....................................................12 4.4 Usages particuliers............................................................................................................14 4.5 Cas d’un acier au Ni, Cr et Mo : Le 14 Ni Cr Mo 13 4 (EN 1.6657) .....................................15 4.6 Aciers de nitruration ..........................................................................................................17 4.7 Cas d’un acier Cr, Mo et V : Le 33 Cr Mo V 19 9 (EN 1.7765) ............................................17 4.8 Usages particuliers : autres applications............................................................................20
LES ACIERS INOXYDABLES ......................................................................................21 1 ACIERS INOXYDABLES ..........................................................................................................21
1.1 Diagrammes Schaeffler-Delong.........................................................................................21 1.2 Ferritiques (ferromagnétique) ............................................................................................22 1.3 Exemple : X 6 Cr 17 (EN 1.4016 / AISI 430) ......................................................................22 1.4 Martensitiques (ferrromagnétique).....................................................................................23 1.5 Exemple : X30 Cr 13 (EN 1.4028 / AISI 420B)...................................................................24 1.6 Martensitiques à durcissement par précipitation (ferromagnétique)....................................26 1.7 Austénitiques (non ferromagnétique) .................................................................................28 1.8 Austéno-Ferritiques (ferromagnétique) – Duplex................................................................30
LES ALLIAGES DE NICKEL .....................................................................................32 1 LE NICKEL ...............................................................................................................................32 2 LES ALLIAGES NICKEL-CUIVRE ............................................................................................33
2.1 Les Monels ......................................................................................................................34 2.2 Les Constantans ...............................................................................................................35 2.3 Les cupro-nickels ..............................................................................................................35
3 - LES ALLIAGES NICKEL-FER................................................................................................36
3.1 Alliages à caractéristiques magnétiques spéciales.............................................................37 3.2 Alliages utilisés pour leur coefficient de dilatation ..............................................................37 3.3 Alliages ayant des propriétés élastiques spéciales.............................................................37
4 - LES ALLIAGES NICKEL-CHROME.......................................................................................38 4.1 Les alliages binaires Nickel-Chrome..................................................................................39 4.2 Les alliages ternaires Nickel-Chrome-Fer ..........................................................................39 4.3 Les superalliages à durcissement structural ......................................................................39
CUIVRE ET SES ALLIAGES ........................................................................................42 1 L'ÉLÉMENT CUIVRE................................................................................................................42
1.1 Propriétés physiques.........................................................................................................42 1.2 Réseau cristallin................................................................................................................42 1.3 Obtention ..........................................................................................................................42 1.4 Corrosion ..........................................................................................................................42 1.5 Utilisations ........................................................................................................................43
2 CUIVRE NON ALLIÉ.................................................................................................................43 2.1 Principales nuances - NF A 51-050 ...................................................................................43 2.2 Caractéristiques mécaniques ............................................................................................44 2.3 Particularités du cuivre ......................................................................................................44 2.4 Applications ......................................................................................................................44
3 CUIVRES FAIBLEMENT ALLIÉS .............................................................................................44 3.1 Principales nuances ..........................................................................................................45 3.2 Cuivre Béryllium................................................................................................................46 3.3 Particularités du cuivre béryllium .......................................................................................47 3.4 Applications ......................................................................................................................47 3.5 Domaines des caractéristiques mécaniques (Rm, Rp0,2) et de conductibilité électrique (% IACS) 47
4 ALLIAGES DE CUIVRE ............................................................................................................48 4.1 Désignations : NF A 02 009...............................................................................................48 4.2 Alliages Cuivre-Zinc : laitons .............................................................................................48 4.3 Applications ......................................................................................................................50 4.4 Alliages Cuivre-Étain : bronzes..........................................................................................50 4.5 Alliages Cuivre-Aluminium : cupro-aluminiums ..................................................................52 4.6 Alliages Cuivre-Nickel : cupro-nickels ................................................................................53 4.7 Alliages Cuivre-Nickel-Zinc : maillechorts ..........................................................................54
LES ALLIAGES D'ALUMINIUM....................................................................................56 1 DESIGNATIONS NORMALISEES.............................................................................................56
1.1 Tableau des symboles chimiques et métallurgiques ..........................................................56 1.2 Produits de fonderies. .......................................................................................................57 1.3 Produits corroyes (laminés, forgés, filés) ...........................................................................59
2 DESIGNATION DE L’ETAT DE LIVRAISON METALLURGIQUE ET CARACTERISTIQUES....62 2.1 Produits moulés. ...............................................................................................................62 2.2 Produits Corroyés (laminés, forgés, filés). .........................................................................63
3 PROPRIETE DE L’ALUMINIUM................................................................................................66 3.1 Propriétés chimiques et métallurgiques. ............................................................................66 3.2 Structure. ..........................................................................................................................67 3.3 Corrosion ..........................................................................................................................68 3.4 Utilisation ..........................................................................................................................68
4 ELABORATION ........................................................................................................................69 5 L’OBTENTION DE LA PURETE DE L’ALUMINIUM..................................................................71
5.1 Les anodes .......................................................................................................................71 5.2 Le mécanisme de purification............................................................................................71 5.3 Les impurtées ...................................................................................................................72
6 CARACTERISTIQUES PRINCIPALES DES ALLIAGES D’ALUMINIUM...................................76
6.1 L’aluminium non allié.........................................................................................................76 6.2 Les alliages d’aluminium ...................................................................................................78
7 LES CONTROLES NON DESTRUCTIFS DE L’ALUMINIUM ....................................................88 7.1 Dureté suivant le type d’alluminium ...................................................................................88 7.2 Conductibilité électrique suivant le type d’aluminium..........................................................89
LE MAGNESIUM...........................................................................................................90 1 L’ELEMENT MAGNESIUM .......................................................................................................90
1.1 Propriétés physiques à 20°C .............................................................................................90 1.2 Réseau cristallin................................................................................................................90 1.3 Obtention ..........................................................................................................................90 1.4 Corrosion ..........................................................................................................................90
2 LE MAGNESIUM NON ALLIE...................................................................................................90 3 ALLIAGES DE MAGNESIUM....................................................................................................91
3.1 Magnésium – Aluminium ...................................................................................................91 4 MAGNESIUM - ZINC.................................................................................................................92
4.2 Applications ......................................................................................................................92 ESSAIS MECANIQUES ET PROPRIÉTÉS PHYSIQUES.............................................93
1 ESSAIS DE TRACTION ............................................................................................................93 1.1 Principe.............................................................................................................................93 1.2 Principales caractéristiques mesurées...............................................................................93
2 ESSAI DE DURETÉ ..................................................................................................................94 2.1 Méthode BRINELL (NF A 03.152) .....................................................................................94 2.2 Méthode VICKERS (NF A 03-154) ....................................................................................95 2.3 Méthode ROCKWELL (NF A 03.153) ................................................................................96 2.4 Correspondance entre échelles de dureté .........................................................................97
3 AUTRES ESSAIS .....................................................................................................................99 3.1 Résistance à la rupture fragile (ténacité)............................................................................99 3.2 Résistance à la rupture par fatigue. .................................................................................101 3.3 Résistance à l 'usure et frottement....................................................................................102
LA CORROSION.........................................................................................................104 1 INTRODUCTION.....................................................................................................................104 2 QU'EST-CE QUE LA CORROSION DES MÉTAUX ? .............................................................104 3 LES DIFFÉRENTES FORMES DE CORROSION....................................................................105
3.1 Corrosion généralisée ou uniforme dite « atmosphérique »..............................................107 3.2 Corrosion caverneuse ou par aération différentielle .........................................................114 3.3 Corrosion filiforme...........................................................................................................115 3.4 Corrosion par couplage galvanique .................................................................................117 3.5 Corrosion par piqûres......................................................................................................121 3.6 Corrosion intergranulaire ou intercristalline......................................................................123 3.7 La corrosion sélective......................................................................................................124 3.8 La corrosion feuillante .....................................................................................................125 3.9 corrosion sous contraintes ou sous tension .....................................................................125 3.10 La corrosion érosion........................................................................................................126 3.11 La corrosion par cavitation ..............................................................................................129 3.12 La corrosion par frottement (Fretting corrosion) ..............................................................132 3.13 La corrosion par usure ....................................................................................................135 3.14 La corrosion par fatigue...................................................................................................135 3.15 La corrosion sèche..........................................................................................................136 3.16 La corrosion microbienne ou bactérienne ........................................................................139
4 CONCLUSION ........................................................................................................................140
LES DÉPOTS GALVANIQUES OU ÉLECTROLYTIQUES ........................................141
1 PRINCIPE « AU MONTAGE ».................................................................................................141 1.1 Schéma de principe ........................................................................................................141 1.2 Position de la pièce.........................................................................................................141 1.3 Liaison électrique ............................................................................................................142
2 PRINCIPE « EN VRAC ».........................................................................................................143 2.1 Les tonneaux ..................................................................................................................143 2.2 Les paramètres à considérer sont les suivants : ..............................................................144
3 LES PRÉPARATIONS DE SURFACES ..................................................................................146 4 TYPES DE DÉPOTS ET PERFORMANCES ...........................................................................146
4.1 Propriétés .......................................................................................................................146 4.2 Densité ...........................................................................................................................147 4.3 Conductivité électrique ....................................................................................................147 4.4 Dureté.............................................................................................................................147 4.5 Contraintes internes ........................................................................................................147 4.6 Epaisseur........................................................................................................................147 4.7 Adhérence ......................................................................................................................147
5 CUIVRE ..................................................................................................................................148 5.1 Caractéristiques physiques .............................................................................................148 5.2 Caractéristiques chimique ...............................................................................................148 5.3 Caractéristiques mécaniques ..........................................................................................148 5.4 Résistance à la corrosion et à l'oxydation ........................................................................148 5.5 Le cuivre résiste aux milieux suivants : ............................................................................149 5.6 Domaines d'utilisation .....................................................................................................149 5.7 Electrolytes .....................................................................................................................150
6 NICKEL...................................................................................................................................151 6.1 Caractéristiques physiques .............................................................................................151 6.2 Caractéristiques chimiques .............................................................................................151 6.3 Caractéristiques mécaniques ..........................................................................................151 6.4 Résistance à la corrosion et à l'oxydation ........................................................................151 6.5 Le nickel résiste aux milieux suivants : ............................................................................151 6.6 Domaines d'utilisation .....................................................................................................152 6.7 Recommandation d'emploi ..............................................................................................153 6.8 Electrolyte.......................................................................................................................154
7 CHROME ................................................................................................................................155 7.1 Caractéristiques physiques .............................................................................................155 7.2 Caractéristiques chimiques .............................................................................................155 7.3 Caractéristiques mécaniques ..........................................................................................155 7.4 Résistance à la corrosion et à l'oxydation ........................................................................155 7.5 Le chrome résiste aux milieux suivants :..........................................................................155 7.6 Domaines d'utilisation .....................................................................................................156 7.7 Recommandation d'emploi ..............................................................................................156 7.8 Electrolytes .....................................................................................................................157
8 ZINC .......................................................................................................................................158 8.1 Caractéristiques physiques .............................................................................................158 8.2 Caractéristiques chimiques .............................................................................................158 8.3 Caractéristiques mécaniques ..........................................................................................158 8.4 Résistance à là corrosion et à l’oxydation. .......................................................................158 8.5 Le zinc résiste aux milieux suivants : ...............................................................................158 8.6 Domaines d'utilisation .....................................................................................................159 8.7 Recommandation d'emploi ..............................................................................................159 8.8 Electrolytes .....................................................................................................................162 8.9 ZINC ALLIÉS ..................................................................................................................164
9 CADMIUM...............................................................................................................................165
9.1 Caractéristiques physiques .............................................................................................165 9.2 Caractéristiques chimiques .............................................................................................165 9.3 Caractéristiques mécaniques ..........................................................................................165 9.4 Résistance à la corrosion et à l'oxydation ........................................................................165 9.5 Le cadmium résiste aux milieux suivants : .......................................................................165 9.6 Domaine d'utilisation .......................................................................................................166 9.7 Recommandation d'emploi ..............................................................................................166 9.8 Électrolytes .....................................................................................................................167
10 ÉTAIN .....................................................................................................................................168 10.1 Caractéristiques physiques .............................................................................................168 10.2 Caractéristiques chimiques .............................................................................................168 10.3 Caractéristiques mécaniques ..........................................................................................168 10.4 Résistance à la corrosion et à l'oxydation ........................................................................168 10.5 L'étain résiste aux milieux suivants : ................................................................................168 10.6 Domaines d'utilisation .....................................................................................................168 10.7 Recommandation d'emploi ..............................................................................................169 10.8 Electrolytes .....................................................................................................................169
11 ARGENT.................................................................................................................................170 11.1 Caractéristiques physiques .............................................................................................170 11.2 Caractéristiques chimiques .............................................................................................170 11.3 Caractéristiques mécaniques ..........................................................................................170 11.4 Résistance à la corrosion et à l'oxydation ........................................................................170 11.5 L'argent résiste aux milieux suivants :..............................................................................171 11.6 Domaines d'utilisation .....................................................................................................171 11.7 Electrolyte.......................................................................................................................171
12 OR ..........................................................................................................................................172 12.1 Caractéristiques physiques .............................................................................................172 12.2 Caractéristiques chimiques .............................................................................................172 12.3 Caractéristiques mécaniques ..........................................................................................172 12.4 Résistance à la corrosion et à l'oxydation ........................................................................172 12.5 L'or résiste dans les milieux suivants : .............................................................................172 12.6 Domaines d'utilisation, Electrolyte ...................................................................................173
LES DEPOTS PAR IMMERSION DANS LES METAUX FONDUS.............................174 1 PRINCIPE ...............................................................................................................................174 2 PROCÉDÉ DE MÉTALLISATION A CHAUD ..........................................................................174
2.1 Procédé à sec .................................................................................................................175 2.2 Procédé en atmosphère contrôlée...................................................................................175 2.3 Caractéristiques des revêtements de zinc .......................................................................175 2.4 Les différentes épaisseurs de zinc et les différents types d’acier......................................176 2.5 Caractéristiques du revêtement de zinc sur tôles.............................................................179
LES.CONVERSIO NS CHIMIQUES............................................................................182 1 LES PHOSPHATATIONS .......................................................................................................182
1.1 Phosphatation amorphe ..................................................................................................182 1.2 Phosphatation au zinc .....................................................................................................184 1.3 Phosphatation au manganèse (immersion)......................................................................186 1.4 Tenue brouillard salin : ....................................................................................................187 1.5 Aspect.............................................................................................................................188 1.6 Passivations aprés phosphatations .................................................................................188
2 CHROMATATIONS.................................................................................................................190
2.1 Propriétés des couches chromatées après stabilisation...................................................190 2.2 Couleurs .........................................................................................................................191 2.3 Soudabilité ......................................................................................................................191 2.4 Base d'adhérence des peintures .....................................................................................191 2.5 Evaluation au brouillard salin de la résistance à la corrosion............................................191 2.6 L'aluminium.....................................................................................................................192 2.7 Le cuivre .........................................................................................................................192 2.8 Le magnesium ................................................................................................................192
3 LES CONVERSIONS NON CHROMIQUES DES ALLIAGES D’ALUMINIUM..........................192 3.1 Le besoin de remplacement des conversions chromiques. ..............................................192 3.2 Les différentes conversions non chromiques ...................................................................193 3.3 Les conversions Zirconium ou Zirconium + polymère.......................................................193
4 BRUNISSAGE ........................................................................................................................196 5 PASSIVATION SUR INOX ......................................................................................................196
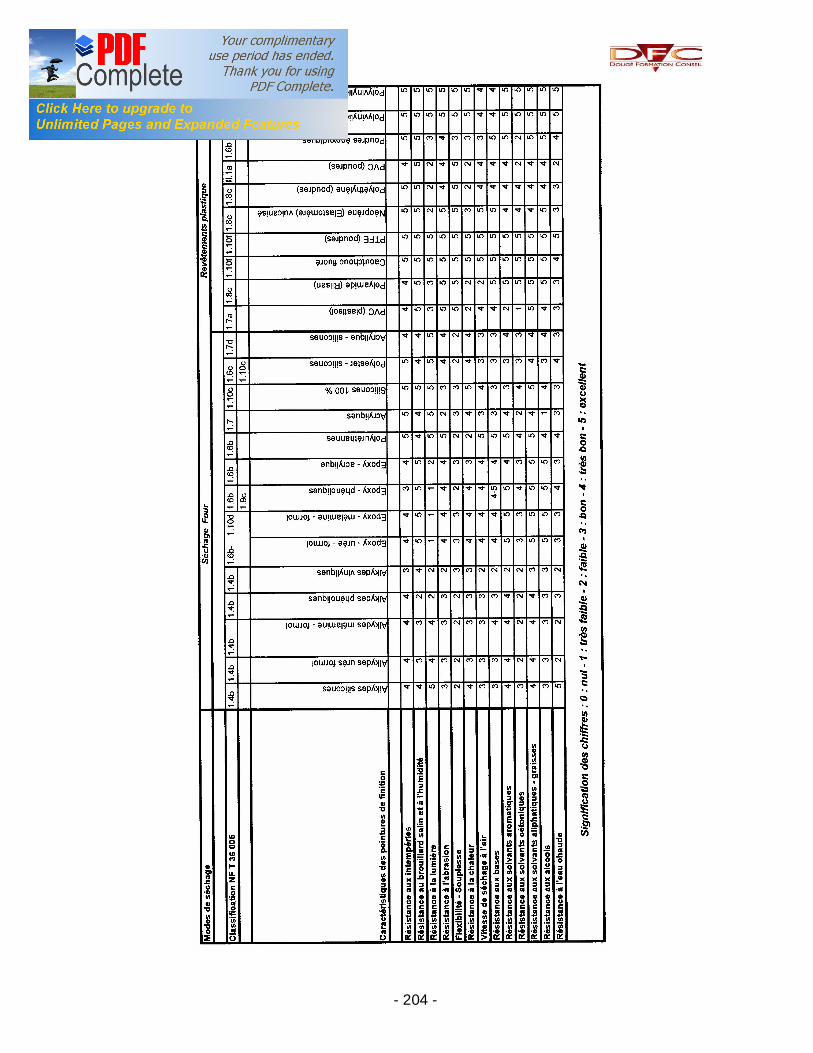
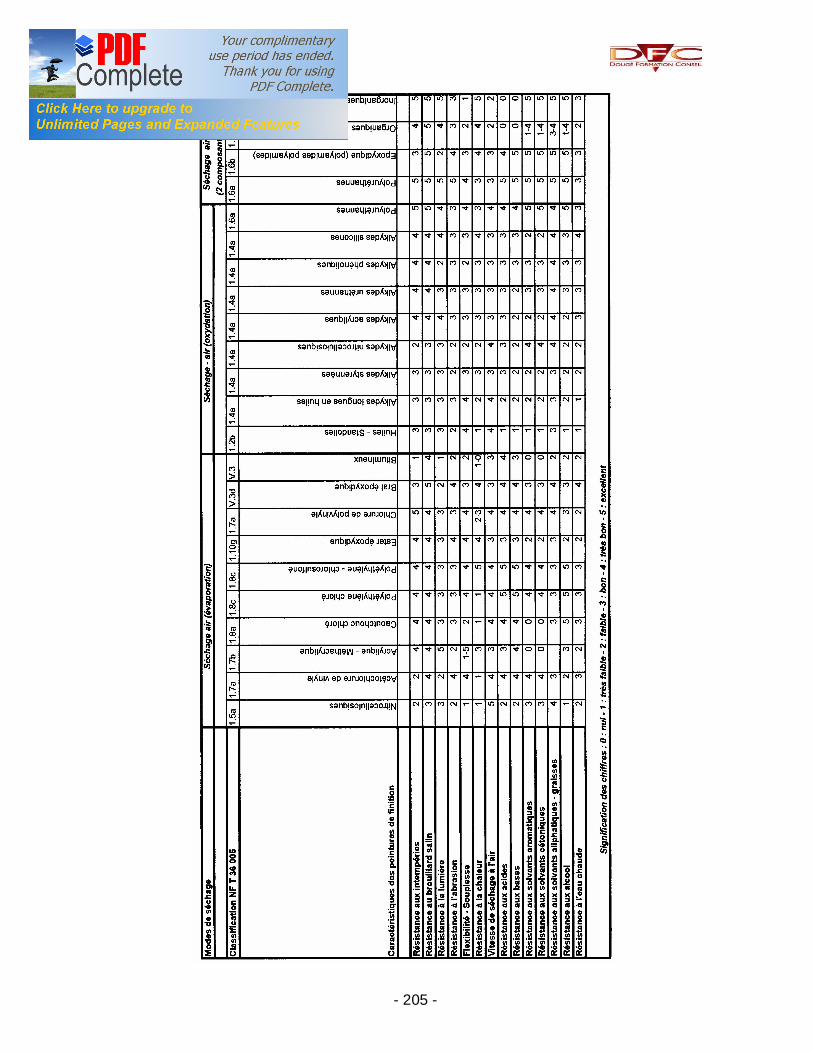
5.1 Rôle des opérations de "dégraissage, décapage, décontamination, passivation" .............196 LES PEINTURES .......................................................................................................203
1 LES PEINTURES LIQUIDES...................................................................................................203 1.1 Les liants ........................................................................................................................203 1.2 Les pigments et charges .................................................................................................206 1.3 Matières de charge .........................................................................................................206 1.4 Diluants et solvants .........................................................................................................207 1.5 Les additifs......................................................................................................................209
2 LES PEINTURES POUDRES..................................................................................................210 2.1 Composition des poudres................................................................................................210 2.2 Les différents types de peinture poudre ...........................................................................212
3 CATAPHORESE.....................................................................................................................214 3.1 Introduction .....................................................................................................................214 3.2 Généralités et mécanismes .............................................................................................215
4 LES ORGANO-METALLIQUES (DACROMET).......................................................................219 4.1 Généralités .....................................................................................................................219 4.2 PRINCIPE D'APPLICATION............................................................................................221
"Acier et aciers spéciaux"
- 7 -
ACIERS ET ACIERS SPÉCIAUX
1 L'ÉLÉMENT FER
1.1 PROPRIETES PHYSIQUES Symbole chimique : …………………………………………………………… ...…….. Fe Point de fusion : .............:................................................................................1538°C Densité : ........................................................................................................d = 7.87 Coefficient de dilatation (entre 100 et 600°C) : ……………… .....α = 12.6 à 16.10-6K-1 Conductivité thermique (entre 0 et 800°C) : ...............................λ = 75 à 30 W.m-1.K-1 Résistivité électrique.(20°C) : ...........................................................ρ = 10.10-2 µΩ.m
1.2 RESEAU CRISTALLIN Au-dessus de 1 538°C, le fer pur est à l’état liquide. - Lors d'un refroidissement lent :
• Entre 1 538°C et 1 394°C, les atomes de fer s'organisent selon un réseau cristallin cubique centré: fer δ.
• Entre 1 394°C et 912°C, ils se réorganisent en réseau cubique faces centrées: fer γ.
• En dessous de 912°C, la structure revient à nouveau cubique centrée: fer α. Ce réseau cubique possède un nombre élevé de plans de glissement ce qui rend le fer relativement ductile.
1.3 CARACTERISTIQUES MECANIQUES (A 20°C) • Dureté : .............................................................................................. HB : 45 – 55 • Résistance à la traction : ....................................................... Rm : 180 - 290 MPa • Limite d'élasticité : ............................................................... Rp0.2 : 100 - 170 Mpa • Allongement : ......................................................... ........................... A : 40 - 50 % • Striction : ................................................................ ........................... Z : 80 - 85 % • Module d'Young : ...........:............................................................. E : 210.103 Mpa
"Acier et aciers spéciaux"
- 8 -
1.4 CORROSION Tension d'électrode : .................................................................. ε Fe2+/Fe = - 0.44 V/ENH Le fer est attaqué par les solutions acides. Il est passivable par les acides et anions oxydants.
2 ACIERS PEU ALLIÉS, FORTEMENT ALLIÉS, DÉSIGNATIONS
2.1 ACIERS Alliages à base de fer et avec au maximum 2 % de carbone
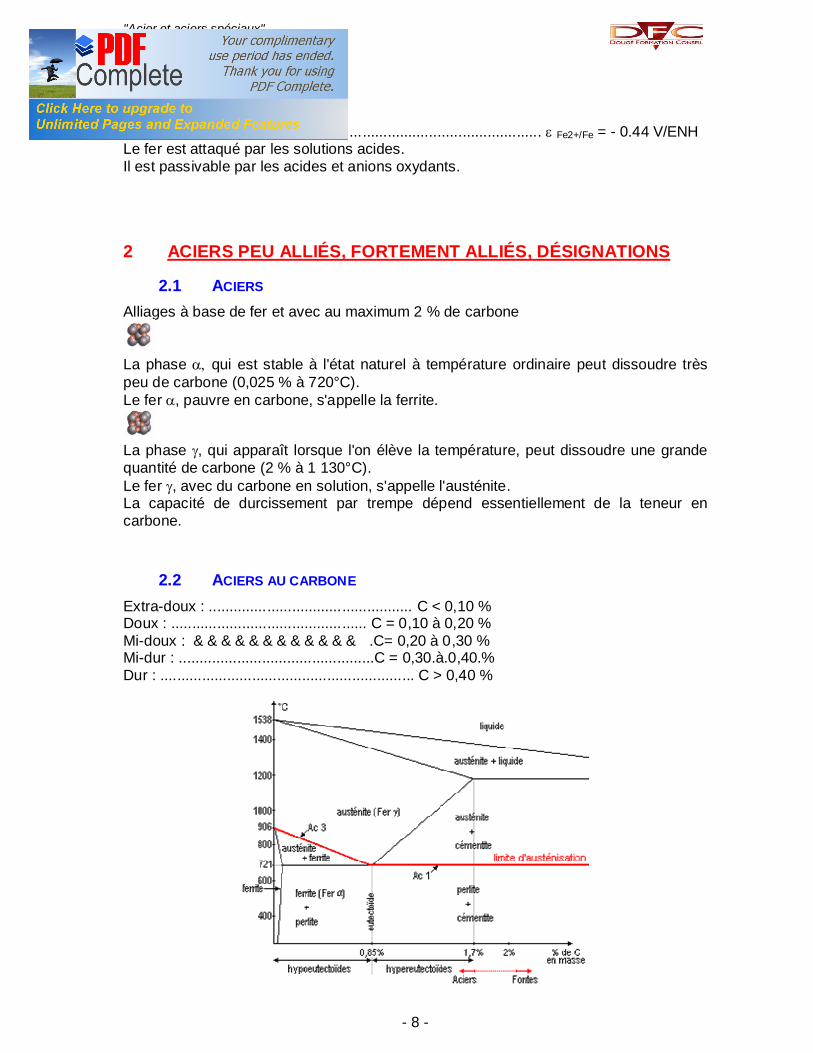
La phase α, qui est stable à l'état naturel à température ordinaire peut dissoudre très peu de carbone (0,025 % à 720°C). Le fer α, pauvre en carbone, s'appelle la ferrite.
La phase γ, qui apparaît lorsque l'on élève la température, peut dissoudre une grande quantité de carbone (2 % à 1 130°C). Le fer γ, avec du carbone en solution, s'appelle l'austénite. La capacité de durcissement par trempe dépend essentiellement de la teneur en carbone.
2.2 ACIERS AU CARBONE Extra-doux : ................................................. C < 0,10 % Doux : ............................................... C = 0,10 à 0,20 % Mi-doux : ……………………………… .C= 0,20 à 0,30 % Mi-dur : ...............................................C = 0,30.à.0,40.% Dur : ............................................................. C > 0,40 %

"Acier et aciers spéciaux"
- 9 -
3 ACIERS SPECIAUX ALLIES
Pour améliorer les propriétés des aciers au carbone (trempabilité, caractéristiques mécaniques ... ), des éléments d'alliage sont additionnés. C'est principalement le nickel, le chrome, le molybdène.
3.1 DESIGNATIONS : NF EN 10027 - 1 On retiendra la désignation symbolique qui permet de déduire facilement la composition de la nuance.
Les aciers peu alliés (aucun élément ne dépasse 5 %)
34 Cr Mo 4 : 34 : La teneur en carbone x 100 Cr, Mo : Symboles chimiques des principaux éléments d’alliage par ordre décroissant 4 : Teneur nominale du principal élément d'alliage : x 4 pour Cr, Co, Mn, Ni , Si et W ; x 10 pour Al, Be, Cu, Mo, Nb, Pb, Ta, Ti, V et Zr x 100 pour Ce, N, P, S x 1000 pour B.
Les aciers fortement alliés (si au moins un élément dépasse 5 %)
X 2 Cr Ni Mo 17 12 2 X : Acier fortement alliés 2 : Teneur en carbone x 100 Cr, Ni, Mo : Symboles chimiques des principaux éléments d’alliage par ordre décroissant. 17 12 2 : Teneurs nominales des éléments d’alliage par ordre décroissant
"Acier et aciers spéciaux"
- 10 -
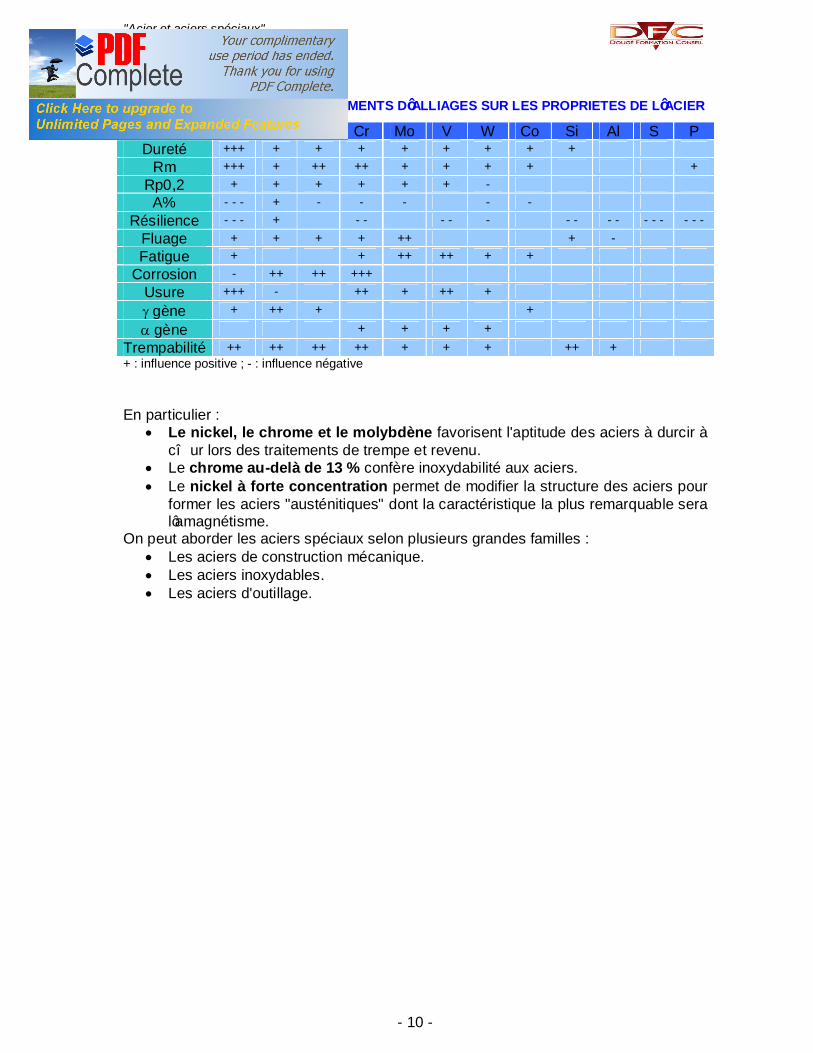
3.2 INFLUENCE DES ELEMENTS D’ALLIAGES SUR LES PROPRIETES DE L’ACIER C Ni Mn Cr Mo V W Co Si Al S P
Dureté +++ + + + + + + + + Rm +++ + ++ ++ + + + + +
Rp0,2 + + + + + + - A% - - - + - - - - -
Résilience - - - + - - - - - - - - - - - - - - - Fluage + + + + ++ + - Fatigue + + ++ ++ + +
Corrosion - ++ ++ +++ Usure +++ - ++ + ++ + γ gène + ++ + +
α gène + + + + Trempabilité ++ ++ ++ ++ + + + ++ + + : influence positive ; - : influence négative En particulier :
• Le nickel, le chrome et le molybdène favorisent l'aptitude des aciers à durcir à cœur lors des traitements de trempe et revenu.
• Le chrome au-delà de 13 % confère inoxydabilité aux aciers. • Le nickel à forte concentration permet de modifier la structure des aciers pour
former les aciers "austénitiques" dont la caractéristique la plus remarquable sera l’amagnétisme.
On peut aborder les aciers spéciaux selon plusieurs grandes familles : • Les aciers de construction mécanique. • Les aciers inoxydables. • Les aciers d'outillage.
"Acier et aciers spéciaux"
- 11 -
4 ACIERS SPÉCIAUX DE CONSTRUCTION MÉCANIQUE
4.1 ELABORATIONS Au XIIIe siècle, les pères Chartreux découvrent la métallurgie moderne en obtenant l'acier par la décarburation de la fonte. Aujourd'hui, l'aciérie électrique élabore les aciers spéciaux par la fusion de ferrailles dans un four à arc, élaboration primaire souvent associée à des procédés d'affinage en poche (AOD par exemple). Pour affiner les microstructures des aciers et alliages destinés aux applications très exigeantes, des technologies de refusion, sous vide (VAR) ou sous laitier (ESR) sont également mises en œuvre. Enfin, pour éviter l'oxydation de certains éléments d'addition, une élaboration primaire sous vide dans un four à induction (VIM) peut être nécessaire.
4.2 USAGE GENERAL La réalisation de pièces sollicitées à usage mécanique exige des propriétés d'emploi qui sont obtenues par des traitements thermiques, thermochimiques ou par des dépôts.
4.2.1 PRINCIPAUX ACIERS DE TRAITEMENT THERMIQUE : NF EN 10083 Aciers au chrome-molybdène : 25 Cr Mo 4 , 35 Cr Mo 4 , 42 Cr Mo 4 Le chrome :
• augmente la trempabilité • favorise la tenue à l'usure • améliore la tenue à chaud • diminue la soudabilité avec l'augmentation de sa teneur • élément alphagène et carburigène.
Le molybdène : • augmente la trempabilité, la résistance au revenu et la résistance mécanique • augmente la finesse du grain et la soudabilité • favorise l'amélioration de l’endurance • élément alphagène et carburigène
Aciers au nickel-chrome : 35 Ni Cr 6 , 30 Ni Cr 11 Aciers au nickel-chrome-molybdène : 40 Ni Cr Mo 7 , 30 Ni Cr Mo 16 , 35 Ni Cr Mo 16 Le nickel :
• augmente d'une façon importante la résilience, même à basses températures • accroît fortement la ténacité • élément gammagène.
Aciers au chrome-molybdène-silicium : 45 Si Cr Mo 6 Ces nuances se différencient donc par leurs propriétés :
• de trempabilité Jominy ; • mécaniques (Rm, Rp0,2, A%) • de ténacité (KV, K1C) • de fatigue (σ Lf).
"Acier et aciers spéciaux"
- 12 -
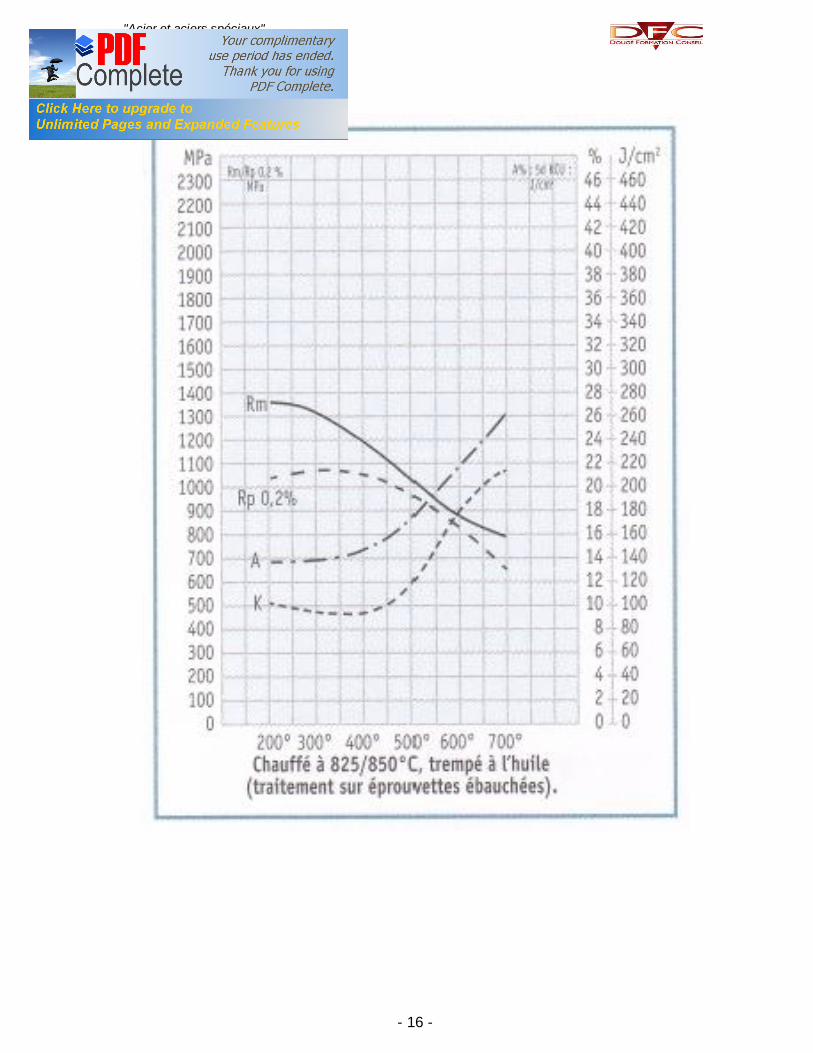
4.3 CAS D’UN ACIER AU CR ET MO : LE 34 CR MO 4 (EN 1.7220) Analyse type :
C Cr Mo 0,35 1,00 0,20
Intérêt des éléments d'addition
• Cr et Mo augmentent la trempabilité. • Cr maintient les caractéristiques mécaniques à température moyenne.
Elaborations
• ARC. Propriétés physiques
• Densité : 7,8. • Coefficient moyen de dilatation : entre 20°C et 100°C : 11,4.10-6 K-1.
Forgeage
• 1 100 / 900°C. Traitement thermique
• Points de transformation : Ac1=750°C ; Ac3=810°C. • Recuit : Chauffage à 825°C. Refroidissement lent. A l'état adouci, dureté Brinell :
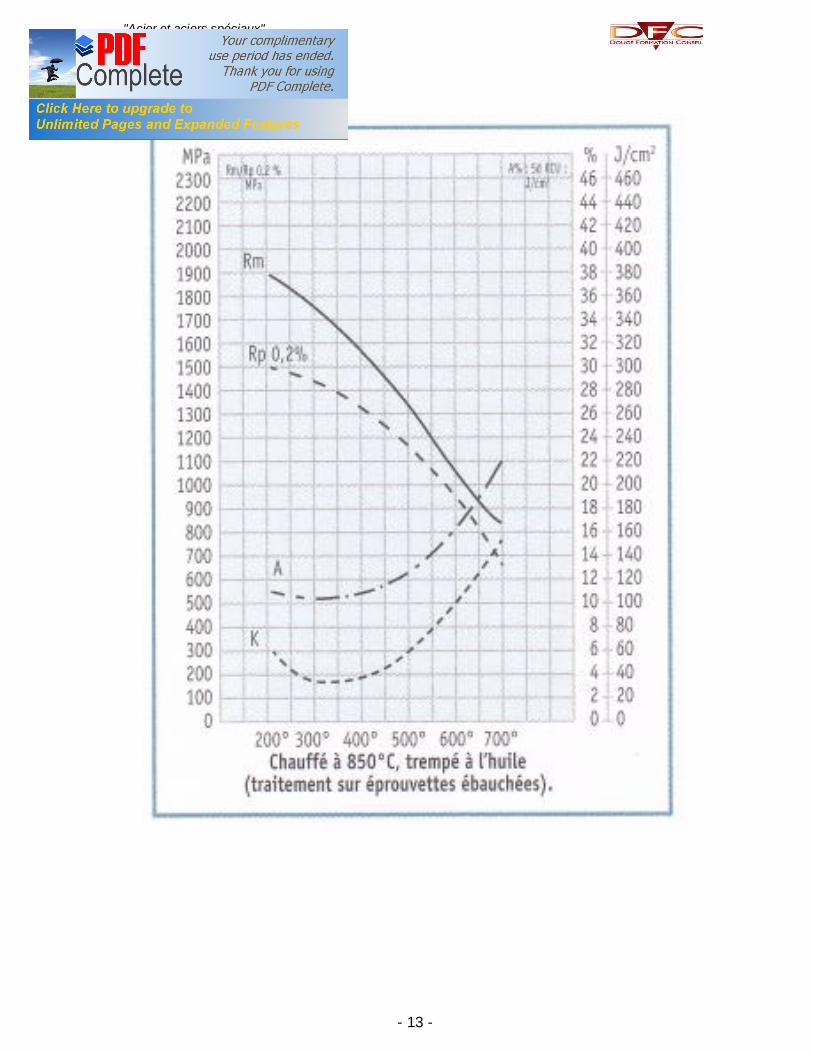
approximative 217. • Trempe : Chauffage à 850°C ; Refroidissement à l’huile. • Caractéristiques mécaniques suivant la température du revenu :
(Voir graphique source : Aubert & Duval).
"Acier et aciers spéciaux"
- 13 -
"Acier et aciers spéciaux"
- 14 -
Particularités de la nuance • Bonne ténacité. • Bonne tenue a la fatigue.
Applications
• Pièces mécaniques diverses : arbres, engrenages de boites de vitesse.
4.4 USAGES PARTICULIERS Aciers pour trempe superficielle Nuances suivant NFA 35 563 La teneur en carbone est élevée (> 0,4 %) pour favoriser l’intensité de durcissement. Les pièces sont souvent préalablement traitées dans la masse pour des niveaux de résistance modérés (typiquement 650 à 1000 MPa) et subissent l’austénitisation d'une couche superficielle de quelques millimètres d'épaisseur suivie d'une trempe et d’un revenu. Cette opération peut s'effectuer par un chauffage local à l'aide d'un chalumeau ou, plus souvent, par induction électrique. Dans ce cas, la profondeur trempée peut être réglée précisément par la fréquence du courant utilisé et le temps de chauffage. Les opérations de chauffage / refroidissement peuvent se faire en continu "au défilé" pour les pièces de grande longueur. Les duretés obtenues sont comprises entre 550 et 800 HV. Aciers de cémentation Nuances suivant NF EN 10084 Nuances proches des aciers de traitement thermique. Ni Cr, Ni Cr Mo, Cr Mo, avec un pourcentage de carbone faible < 0,30 %. La trempe et le revenu sont effectués après cémentation. La cémentation permet de durcir superficiellement l'acier en provoquant un enrichissement en carbone à partir de sa surface. Actuellement la pratique la plus courante est de pratiquer cet apport de carbone par un gaz à une température où cet élément peut diffuser aisément dans l'acier (900°C environ). Le gradient de concentration en carbone ainsi obtenu engendre un gradient de dureté permettant d'obtenir une surface dure capable de résister à des pressions ou à des usures importantes et un cœur plus tendre avec une meilleure ténacité. Un tel compromis est largement utilisé dans les pièces mécaniques comme les engrenages et certains roulements à billes. Les profondeurs recherchées dépendent des contraintes exercées dans les zones superficielles. Le calcul de la contrainte de Hertz et de la profondeur où elle est maximum permet de définir la profondeur de cémentation à rechercher. Dans la pratique, les profondeurs (à 550 HV) varient de quelques dixièmes (pièces de frottement) à plusieurs millimètres (engrenages de travaux publics). Caractéristiques typiques : profondeur 1 mm, dureté 60 - 64 HRC.
"Acier et aciers spéciaux"
- 15 -
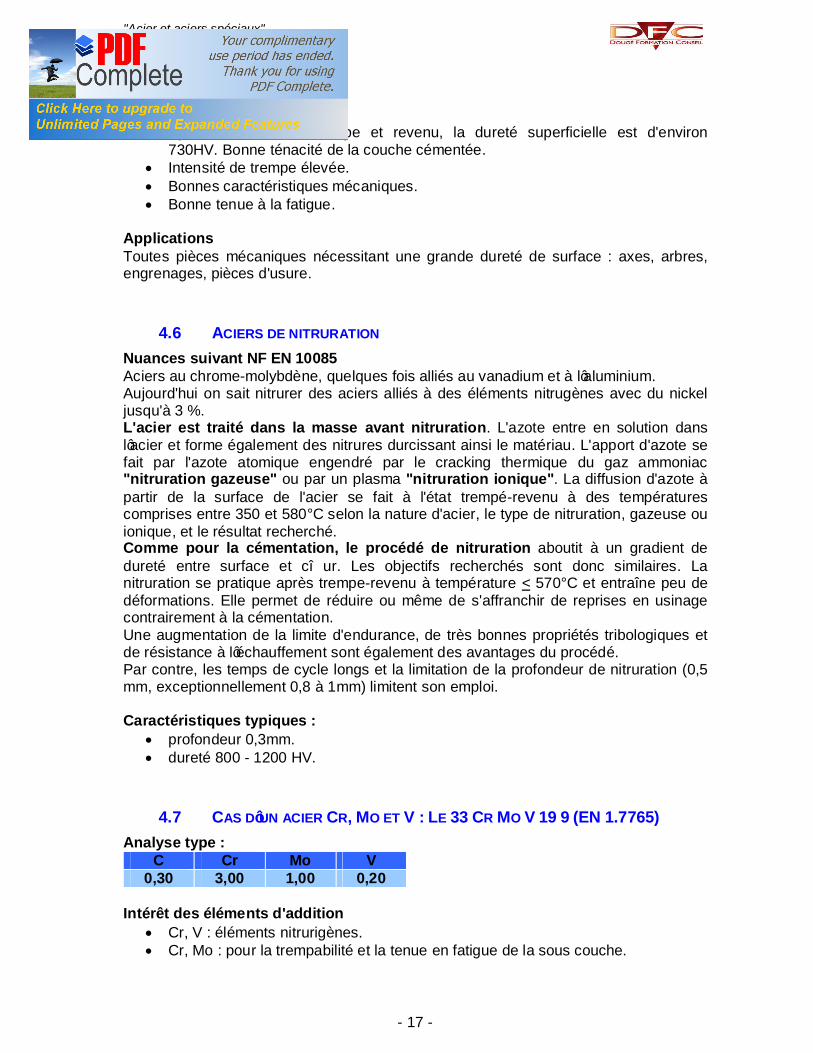
4.5 CAS D’UN ACIER AU NI, CR ET MO : LE 14 NI CR MO 13 4 (EN 1.6657) Analyse type :
C Ni Cr Mo 0,16 3,20 1,00 0,25
Intérêts des éléments d'addition
• Ni, Cr pour la trempabilité et la ténacité. • C = 0,16 pour le compromis résistance à la traction / résilience.
Elaborations
• ARC, ARC / VAR, VIM / VAR ou ESR. Propriétés physiques
• Densité : 7,8. • Coefficient moyen de dilatation : entre 20°C et 100°C : 11,3.10-6 K-1.
Forgeage
• 1100 / 900°C Traitement thermique
• Points de transformation : Ac1=690°C ; Ac3=780°C. • Recuit : Chauffage à 825°C. Refroidissement lent. A l'état adouci, dureté Brinell
approximative 217. • Cémentation : 900°C environ. • Trempe : Chauffage à 825/850°C. Trempe à l'huile. Passage par le froid. • Revenu : après cémentation et trempe revenu entre 140°C et 200°C suivant les
besoins. • Caractéristiques mécaniques suivant la température de revenu :
(Voir graphique source : Aubert & Duval).
"Acier et aciers spéciaux"
- 16 -
"Acier et aciers spéciaux"
- 17 -
Particularités de la nuance
• Après cémentation, trempe et revenu, la dureté superficielle est d'environ 730HV. Bonne ténacité de la couche cémentée.
• Intensité de trempe élevée. • Bonnes caractéristiques mécaniques. • Bonne tenue à la fatigue.
Applications Toutes pièces mécaniques nécessitant une grande dureté de surface : axes, arbres, engrenages, pièces d'usure.
4.6 ACIERS DE NITRURATION Nuances suivant NF EN 10085 Aciers au chrome-molybdène, quelques fois alliés au vanadium et à l’aluminium. Aujourd'hui on sait nitrurer des aciers alliés à des éléments nitrugènes avec du nickel jusqu'à 3 %. L'acier est traité dans la masse avant nitruration. L'azote entre en solution dans l’acier et forme également des nitrures durcissant ainsi le matériau. L'apport d'azote se fait par l'azote atomique engendré par le cracking thermique du gaz ammoniac "nitruration gazeuse" ou par un plasma "nitruration ionique". La diffusion d'azote à partir de la surface de l'acier se fait à l'état trempé-revenu à des températures comprises entre 350 et 580°C selon la nature d'acier, le type de nitruration, gazeuse ou ionique, et le résultat recherché. Comme pour la cémentation, le procédé de nitruration aboutit à un gradient de dureté entre surface et cœur. Les objectifs recherchés sont donc similaires. La nitruration se pratique après trempe-revenu à température < 570°C et entraîne peu de déformations. Elle permet de réduire ou même de s'affranchir de reprises en usinage contrairement à la cémentation. Une augmentation de la limite d'endurance, de très bonnes propriétés tribologiques et de résistance à l’échauffement sont également des avantages du procédé. Par contre, les temps de cycle longs et la limitation de la profondeur de nitruration (0,5 mm, exceptionnellement 0,8 à 1mm) limitent son emploi. Caractéristiques typiques :
• profondeur 0,3mm. • dureté 800 - 1200 HV.
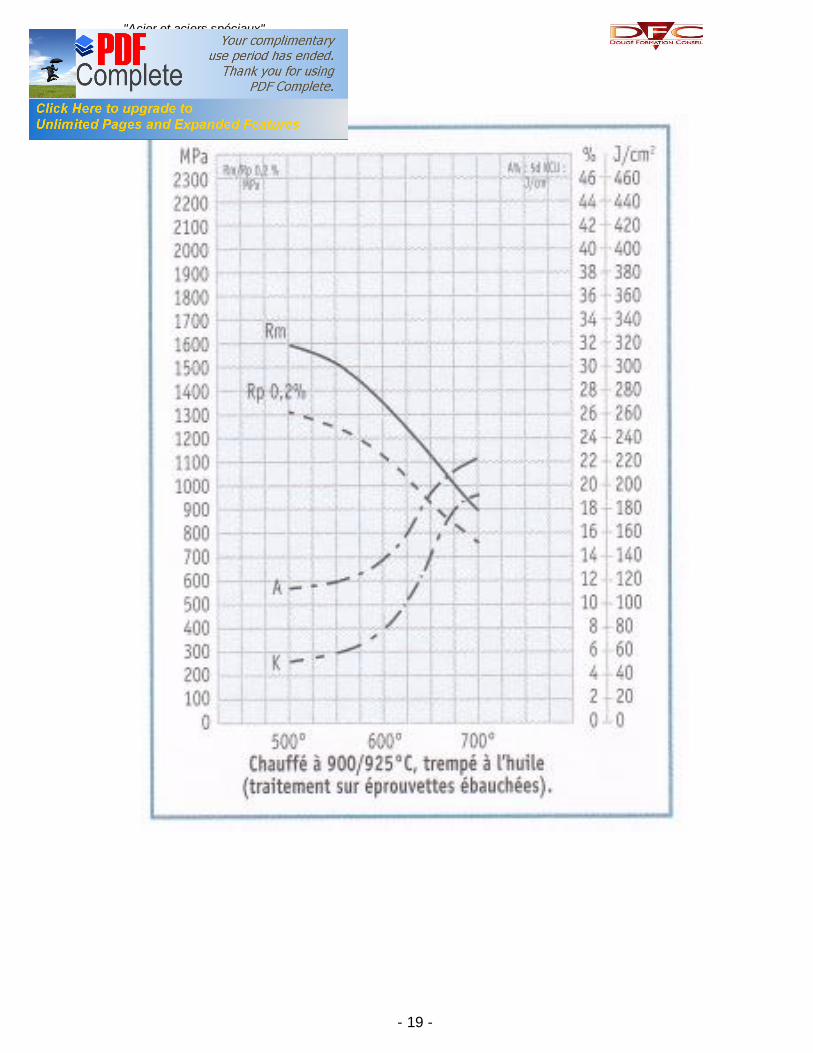
4.7 CAS D’UN ACIER CR, MO ET V : LE 33 CR MO V 19 9 (EN 1.7765) Analyse type :
C Cr Mo V 0,30 3,00 1,00 0,20
Intérêt des éléments d'addition
• Cr, V : éléments nitrurigènes. • Cr, Mo : pour la trempabilité et la tenue en fatigue de la sous couche.

"Acier et aciers spéciaux"
- 18 -
Elaborations
• ARC - ARC / VAR - VIM / VAR. Propriétés physiques
• Densité : 7,8. • Coefficient moyen de dilatation : entre 20°C et 100°C : 11,8. 10-6 K-1.
Forgeage
• 1150 / 1000°C. Traitement thermique
• Points de transformation : Ac1=800°C ; Ac3=845°C. • Recuit : Chauffage à 850°C. Refroidissement lent. A l'état adouci, dureté Brinell
approximative 210. • Trempe : Chauffage à 900/925°C. Trempe à l'huile. • Revenu : Au-dessus de 525°C suivant les caractéristiques désirées. • Nitruration : Dureté superficielle : environ 850 Vickers. • Caractéristiques mécaniques suivant la température du revenu :
(Voir graphique source : Aubert & Duval).
"Acier et aciers spéciaux"
- 19 -
"Acier et aciers spéciaux"
- 20 -
Particularités de la nuance Acier de nitruration présentant une très bonne intensité de trempe avec des caractéristiques élevées en particulier, résilience et limite de fatigue. Il peut être nitruré à l'état traité pour une résistance variant de 900 MPa à 1350 MPa. La couche nitrurée n'est pas fragile. Applications Pièces de très haute sécurité : engrenages de boite de transmission d'hélicoptères, roulements de moteurs aéronautiques, vilebrequins pour automobile de compétition.
4.8 USAGES PARTICULIERS : AUTRES APPLICATIONS • NF EN ISO 683 – 17 : aciers à roulements. • NF EN 10087 : aciers de décolletage. • NF EN 10089 : aciers pour ressorts.
"Les aciers inoxydables "
- 21 -
LES ACIERS INOXYDABLES
1 ACIERS INOXYDABLES
Les aciers inoxydables développent la propriété essentielle de résister à la corrosion avec une teneur en chrome supérieure à 12% (Seuil de l’inoxydabilité) et moins de 2% de carbone. Selon les applications recherchées, d’autres éléments d’alliage peuvent être incorporés. L’ajout se fait en substitution (Cr, Ni, Mo, Va, Co) ou en insertion (N2, B) dans le réseau. Les éléments d’alliage modifient la position et l’étendue des différents domaines du diagramme d’équilibre Fer-Carbone :
• Des éléments comme le Ni, C, N, Mn, Co, Cu … favorisent l’organisation des atomes de l’alliage en austénite : éléments gammagènes.
• D’autres éléments comme le Cr, Mo, Si, Nb, Ti, Al, W, V, Ta … favorisent l’organisation des atomes de l’alliage en Ferrite et/ou Martensite : éléments alphagènes.
La structure finale de l’acier dépend donc de l’équilibre entre ces deux tendances.
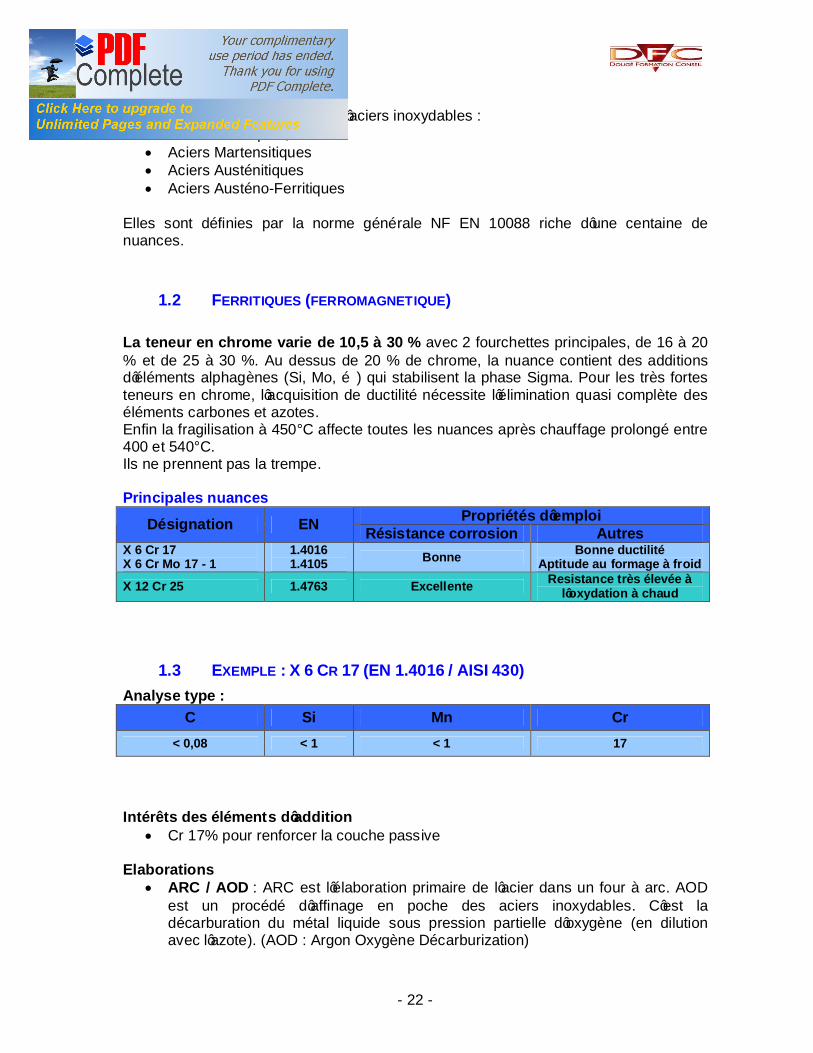
1.1 DIAGRAMMES SCHAEFFLER-DELONG Les diagrammes de Schaeffler et de Delong sont une représentation graphique des structures obtenues à l’état brut de solidification, à température ambiante.
"Les aciers inoxydables "
- 22 -
On distingue 4 grandes familles d’aciers inoxydables :
• Aciers Ferritiques, • Aciers Martensitiques • Aciers Austénitiques • Aciers Austéno-Ferritiques
Elles sont définies par la norme générale NF EN 10088 riche d’une centaine de nuances.
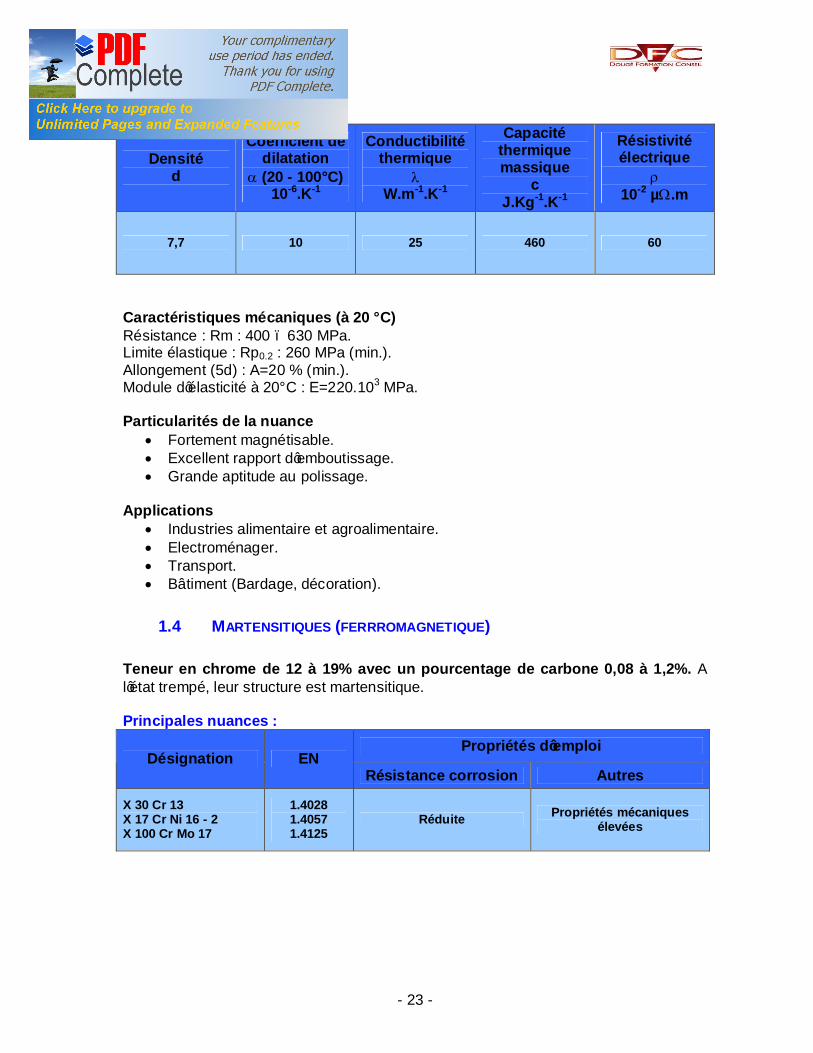
1.2 FERRITIQUES (FERROMAGNETIQUE) La teneur en chrome varie de 10,5 à 30 % avec 2 fourchettes principales, de 16 à 20 % et de 25 à 30 %. Au dessus de 20 % de chrome, la nuance contient des additions d’éléments alphagènes (Si, Mo, …) qui stabilisent la phase Sigma. Pour les très fortes teneurs en chrome, l’acquisition de ductilité nécessite l’élimination quasi complète des éléments carbones et azotes. Enfin la fragilisation à 450°C affecte toutes les nuances après chauffage prolongé entre 400 et 540°C. Ils ne prennent pas la trempe. Principales nuances
Propriétés d’emploi Désignation EN Résistance corrosion Autres X 6 Cr 17 X 6 Cr Mo 17 - 1
1.4016 1.4105 Bonne Bonne ductilité
Aptitude au formage à froid
X 12 Cr 25 1.4763 Excellente Resistance très élevée à l’oxydation à chaud
1.3 EXEMPLE : X 6 CR 17 (EN 1.4016 / AISI 430) Analyse type :
C Si Mn Cr < 0,08 < 1 < 1 17
Intérêts des éléments d’addition
• Cr 17% pour renforcer la couche passive Elaborations
• ARC / AOD : ARC est l’élaboration primaire de l’acier dans un four à arc. AOD est un procédé d’affinage en poche des aciers inoxydables. C’est la décarburation du métal liquide sous pression partielle d’oxygène (en dilution avec l’azote). (AOD : Argon Oxygène Décarburization)
"Les aciers inoxydables "
- 23 -
Propriétés physiques
Densité d
Coefficient de dilatation
α (20 - 100°C) 10-6.K-1
Conductibilité thermique
λ W.m-1.K-1
Capacité thermique massique
c J.Kg-1.K-1
Résistivité électrique
ρ 10-2 µΩ.m
7,7 10 25 460 60
Caractéristiques mécaniques (à 20 °C) Résistance : Rm : 400 – 630 MPa. Limite élastique : Rp0.2 : 260 MPa (min.). Allongement (5d) : A=20 % (min.). Module d’élasticité à 20°C : E=220.103 MPa. Particularités de la nuance
• Fortement magnétisable. • Excellent rapport d’emboutissage. • Grande aptitude au polissage.
Applications
• Industries alimentaire et agroalimentaire. • Electroménager. • Transport. • Bâtiment (Bardage, décoration).
1.4 MARTENSITIQUES (FERRROMAGNETIQUE) Teneur en chrome de 12 à 19% avec un pourcentage de carbone 0,08 à 1,2%. A l’état trempé, leur structure est martensitique. Principales nuances :
Propriétés d’emploi Désignation EN
Résistance corrosion Autres
X 30 Cr 13 X 17 Cr Ni 16 - 2 X 100 Cr Mo 17
1.4028 1.4057 1.4125
Réduite Propriétés mécaniques élevées
"Les aciers inoxydables "
- 24 -
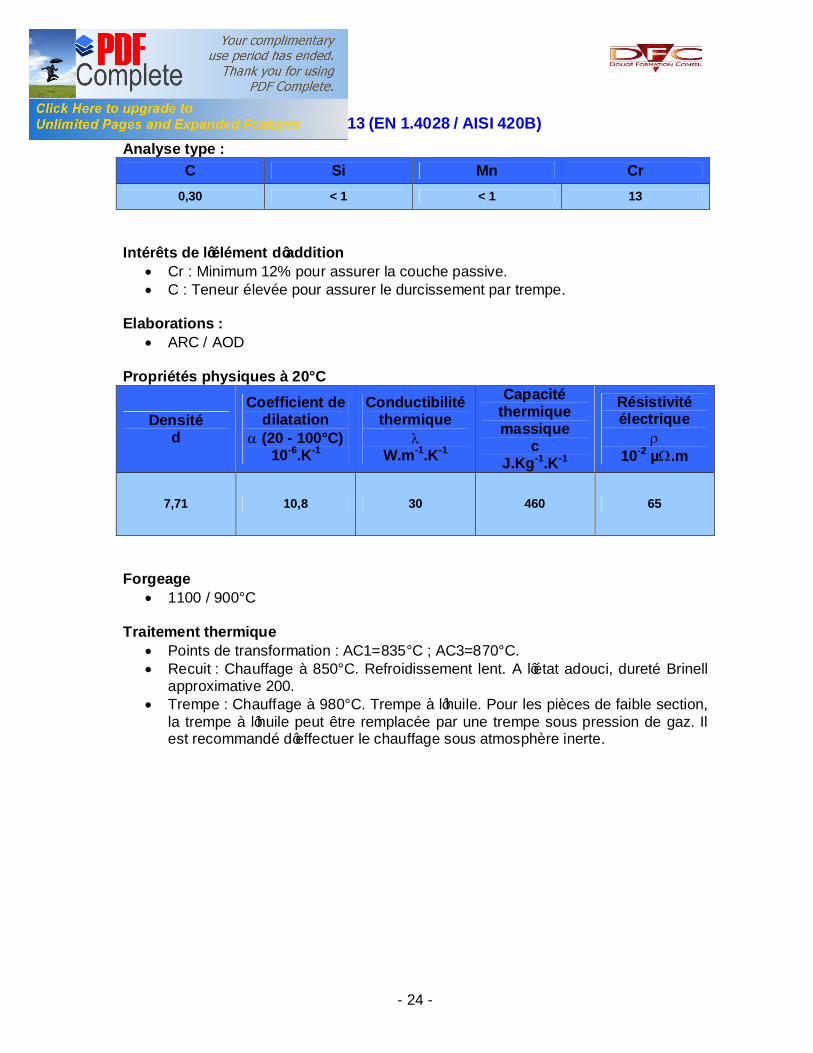
1.5 EXEMPLE : X30 CR 13 (EN 1.4028 / AISI 420B) Analyse type :
C Si Mn Cr 0,30 < 1 < 1 13
Intérêts de l’élément d’addition
• Cr : Minimum 12% pour assurer la couche passive. • C : Teneur élevée pour assurer le durcissement par trempe.
Elaborations :
• ARC / AOD Propriétés physiques à 20°C
Densité d
Coefficient de dilatation
α (20 - 100°C) 10-6.K-1
Conductibilité thermique
λ W.m-1.K-1
Capacité thermique massique
c J.Kg-1.K-1
Résistivité électrique
ρ 10-2 µΩ.m
7,71 10,8 30 460 65
Forgeage
• 1100 / 900°C Traitement thermique
• Points de transformation : AC1=835°C ; AC3=870°C. • Recuit : Chauffage à 850°C. Refroidissement lent. A l’état adouci, dureté Brinell
approximative 200. • Trempe : Chauffage à 980°C. Trempe à l’huile. Pour les pièces de faible section,
la trempe à l’huile peut être remplacée par une trempe sous pression de gaz. Il est recommandé d’effectuer le chauffage sous atmosphère inerte.
"Les aciers inoxydables "
- 25 -
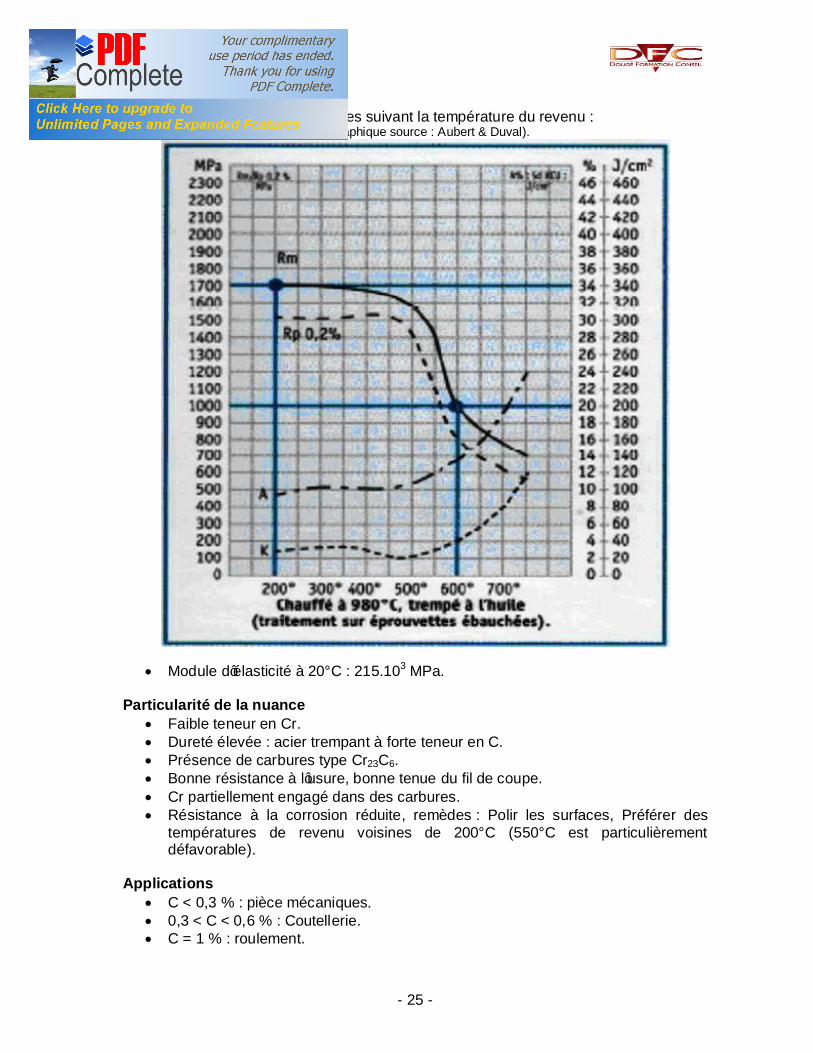
• Caractéristiques mécaniques suivant la température du revenu :
(Voir graphique source : Aubert & Duval).
• Module d’élasticité à 20°C : 215.103 MPa. Particularité de la nuance
• Faible teneur en Cr. • Dureté élevée : acier trempant à forte teneur en C. • Présence de carbures type Cr23C6. • Bonne résistance à l’usure, bonne tenue du fil de coupe. • Cr partiellement engagé dans des carbures. • Résistance à la corrosion réduite, remèdes : Polir les surfaces, Préférer des
températures de revenu voisines de 200°C (550°C est particulièrement défavorable).
Applications
• C < 0,3 % : pièce mécaniques. • 0,3 < C < 0,6 % : Coutellerie. • C = 1 % : roulement.
"Les aciers inoxydables "
- 26 -
1.6 MARTENSITIQUES A DURCISSEMENT PAR PRECIPITATION (FERROMAGNETIQUE) Ils contiennent des éléments spécifiques comme le cuivre, le titane, l’aluminium le molybdène et niobium. La teneur en carbone est très faible. Après une transformation martensitique directe ou indirecte, une martensite douce (à très bas carbone) est durcie par une fine précipitation de composés intercristalliques lors d’un vieillissement dans l’intervalle de température 460-620°C. La mise en solution consiste en une austénisation suivie d’une trempe énergique. A l’état "mis en solution" sont réalisées les opérations de mise en forme. Le traitement de durcissement par précipitation (ou vieillissement, ou précipitation Hardening) est la seconde phase du traitement thermique qui permet le durcissement par une fine précipitation de composés intermétalliques et le blocage des joints de grains. C’est un chauffage à relativement basse température (typique 400/600°C) pendant 1 à 4 heures. Il se produit une légère contraction de la pièce qui est de l’ordre de 0,5%. Ce traitement est simple, il y a très peu de risques de déformation. Principales nuances
Propriétés d’emploi Désignation EN
Résistance corrosion Autres X 7 Cr Ni Al 17 - 7 X 5 Cr Ni Cu Nb 16 - 4 X 5 Cr Ni Cu 15 - 5 X 2 Cr Ni Cu Ti Nb 16 - 4
1.4568 1.4542 1.4545 1.4543
Excellente Gamme étendue de
caractéristiques mécaniques par simple
revenu
1.6.1 EXEMPLE : X5 CR NI CU NB 16 4 (EN 1.4542 / AISI 630 / 17-4 PH) Analyse type :
C Cr Ni Cu Nb + Ta 0,05 16,5 4,00 4 0,35
Intérêts des éléments d’addition :
• Cr : Au dessus du minimum de 12% seuil de la couche passive. • Ni : Intérêt pour la couche passive. • Cu : Durcissement structural. • C : Bas carbone, absence de carbures de Cr. • Nb + Ta : Carbures en lieu et place des carbures de Cr.
Elaborations
• ARC/AOC, ARC/AOD, ESR
"Les aciers inoxydables "
- 27 -
Propriétés physiques • Densité 7,8 • Coefficient moyen de dilatation : enter 20°C et 200°C : 10,4.10-6K-1.
Traitement thermique
• Mise en solution : Chauffage 1040°C. Refroidissement rapide (eau, huile ou gaz selon la géométrie des pièces). Sa résistance est alors d’environ 1100 Mpa.
• Vieillissement : afin d’acquérir ses caractéristiques optimales d’emploi, cet acier doit subir un traitement de durcissement par précipitation (ou Vieillissement) avec un maintien à température entre 480°C et 620°C.
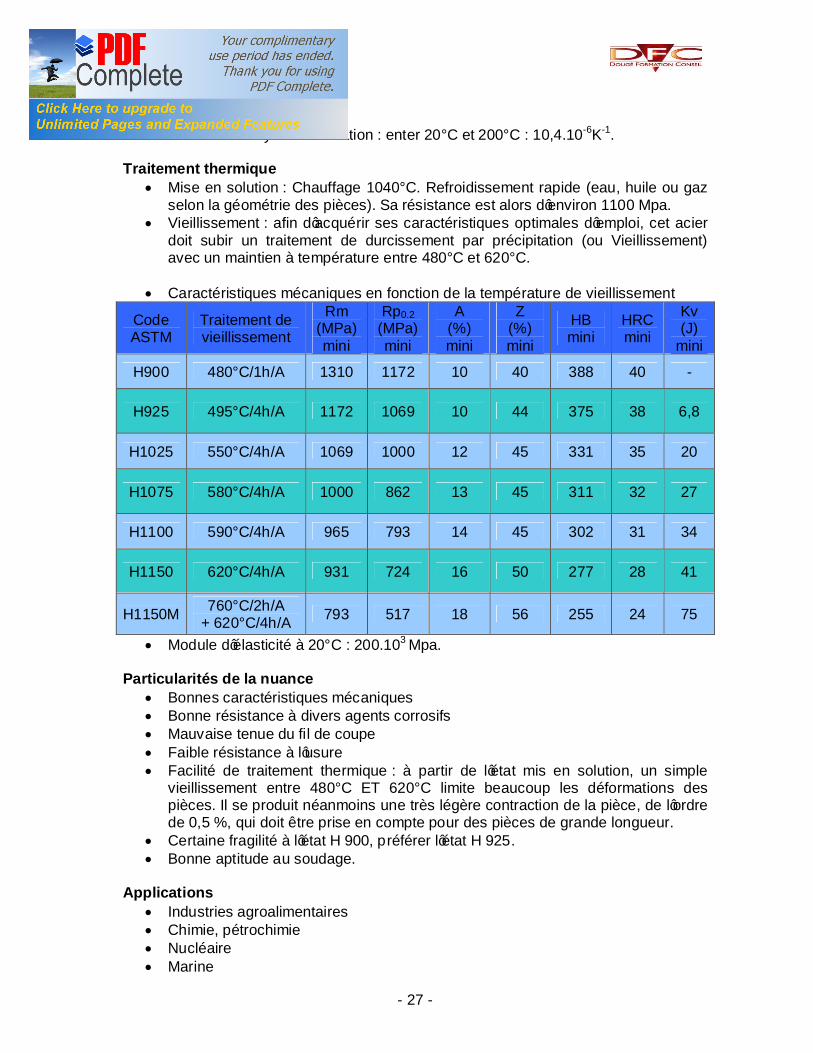
• Caractéristiques mécaniques en fonction de la température de vieillissement
Code ASTM
Traitement de vieillissement
Rm (MPa) mini
Rp0.2 (MPa) mini
A (%) mini
Z (%) mini
HB mini
HRC mini
Kv (J)
mini
H900 480°C/1h/A 1310 1172 10 40 388 40 -
H925 495°C/4h/A 1172 1069 10 44 375 38 6,8
H1025 550°C/4h/A 1069 1000 12 45 331 35 20
H1075 580°C/4h/A 1000 862 13 45 311 32 27
H1100 590°C/4h/A 965 793 14 45 302 31 34
H1150 620°C/4h/A 931 724 16 50 277 28 41
H1150M 760°C/2h/A + 620°C/4h/A 793 517 18 56 255 24 75
• Module d’élasticité à 20°C : 200.103 Mpa. Particularités de la nuance
• Bonnes caractéristiques mécaniques • Bonne résistance à divers agents corrosifs • Mauvaise tenue du fil de coupe • Faible résistance à l’usure • Facilité de traitement thermique : à partir de l’état mis en solution, un simple
vieillissement entre 480°C ET 620°C limite beaucoup les déformations des pièces. Il se produit néanmoins une très légère contraction de la pièce, de l’ordre de 0,5 %, qui doit être prise en compte pour des pièces de grande longueur.
• Certaine fragilité à l’état H 900, préférer l’état H 925. • Bonne aptitude au soudage.
Applications
• Industries agroalimentaires • Chimie, pétrochimie • Nucléaire • Marine
"Les aciers inoxydables "
- 28 -
1.7 AUSTENITIQUES (NON FERROMAGNETIQUE) Aciers à haute teneur en chrome voisine de 18% associée à des teneurs en nickel supérieures à 7% pour obtenir une structure entièrement austénitique. L’hypertrempe est un traitement thermique particulier appliqué aux aciers inoxydables austénitiques et Austéno-ferritiques. Il permet de conserver à la température ambiante la structure austénitique présente à haute températures : C’est un chauffage vers 1025/1100°C afin de mettre en solution l’ensemble des éléments. Puis, un refroidissement rapide pour éviter la précipitation vers 750/500°C de carbures de chrome aux joints de grain néfaste pour la résistance à la corrosion. Ce traitement permet également d’éliminer la phase sigma, composé intermétallique riche en chrome dur et fragile, issu pour certaines compositions chimiques de la décomposition de la ferrite entre 500 et 900°C. Principales nuances
Propriétés d’emploi Désignation EN
Résistance corrosion Autres X 2 Cr Ni 18 - 09 X 5 Cr Ni 18 - 10 X 2 Cr Ni Mo 17 - 12 - 2 X 5 Cr Ni Mo 17 - 12 - 2 X 6 Cr Ni Ti 18 - 10
1.4307 1.4301 1.4404 1.4401 1.4541
Excellente
Absence de fragilité aux basses températures Ecrouissage à froid Non ferromagnétique Soudable
1.7.1 EXEMPLE : X2 CR NI MO 17 12 2 (EN 1.4404 / AISI 316 L) Analyse type :
C Cr Ni Mo < 0,03 17,00 12,00 2,50
Intérêts des éléments d’addition
• Cr : 18% pour assurer une haute tenue à la corrosion. • Ni : pour renforcer la couche passive • Mo : Renforcement de la couche passive vis-à-vis des chlorures • C : Basse teneur
Elaborations
• ARC/AOD, ARC/AOD/ESR
"Les aciers inoxydables "
- 29 -
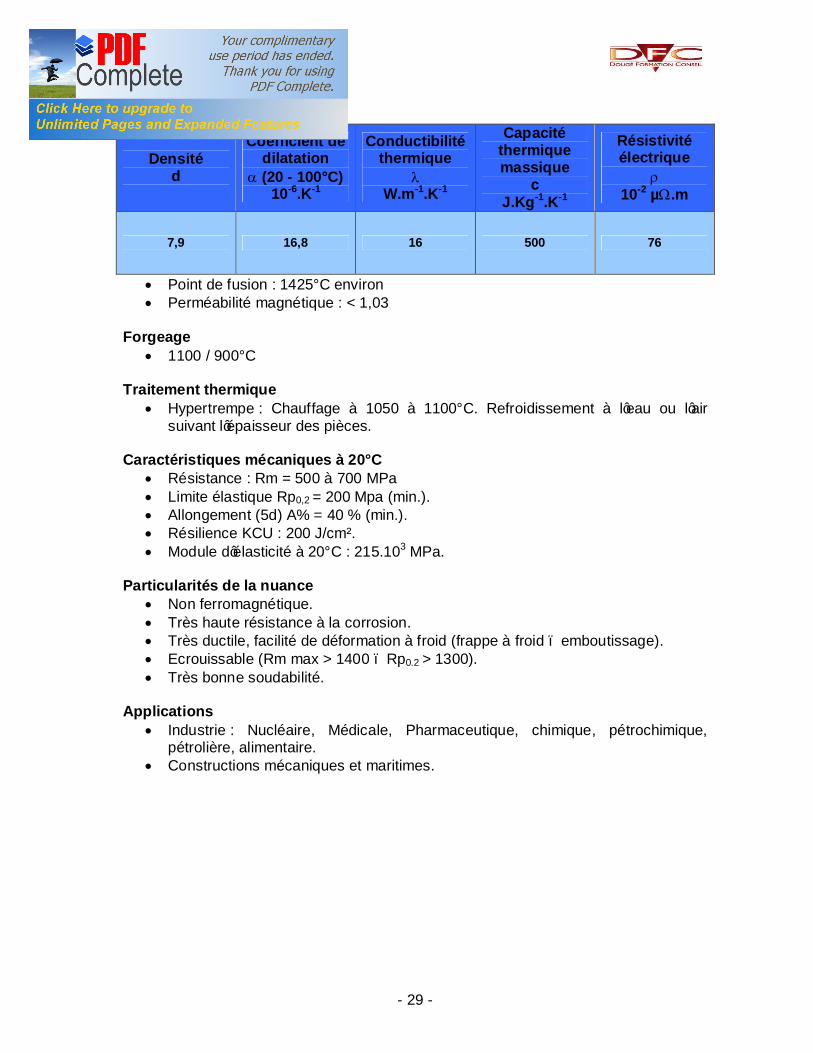
Propriétés physiques à 20°C
Densité d
Coefficient de dilatation
α (20 - 100°C) 10-6.K-1
Conductibilité thermique
λ W.m-1.K-1
Capacité thermique massique
c J.Kg-1.K-1
Résistivité électrique
ρ 10-2 µΩ.m
7,9 16,8 16 500 76
• Point de fusion : 1425°C environ • Perméabilité magnétique : < 1,03
Forgeage
• 1100 / 900°C Traitement thermique
• Hypertrempe : Chauffage à 1050 à 1100°C. Refroidissement à l’eau ou l’air suivant l’épaisseur des pièces.
Caractéristiques mécaniques à 20°C
• Résistance : Rm = 500 à 700 MPa • Limite élastique Rp0,2 = 200 Mpa (min.). • Allongement (5d) A% = 40 % (min.). • Résilience KCU : 200 J/cm². • Module d’élasticité à 20°C : 215.103 MPa.
Particularités de la nuance
• Non ferromagnétique. • Très haute résistance à la corrosion. • Très ductile, facilité de déformation à froid (frappe à froid – emboutissage). • Ecrouissable (Rm max > 1400 – Rp0.2 > 1300). • Très bonne soudabilité.
Applications
• Industrie : Nucléaire, Médicale, Pharmaceutique, chimique, pétrochimique, pétrolière, alimentaire.
• Constructions mécaniques et maritimes.
"Les aciers inoxydables "
- 30 -
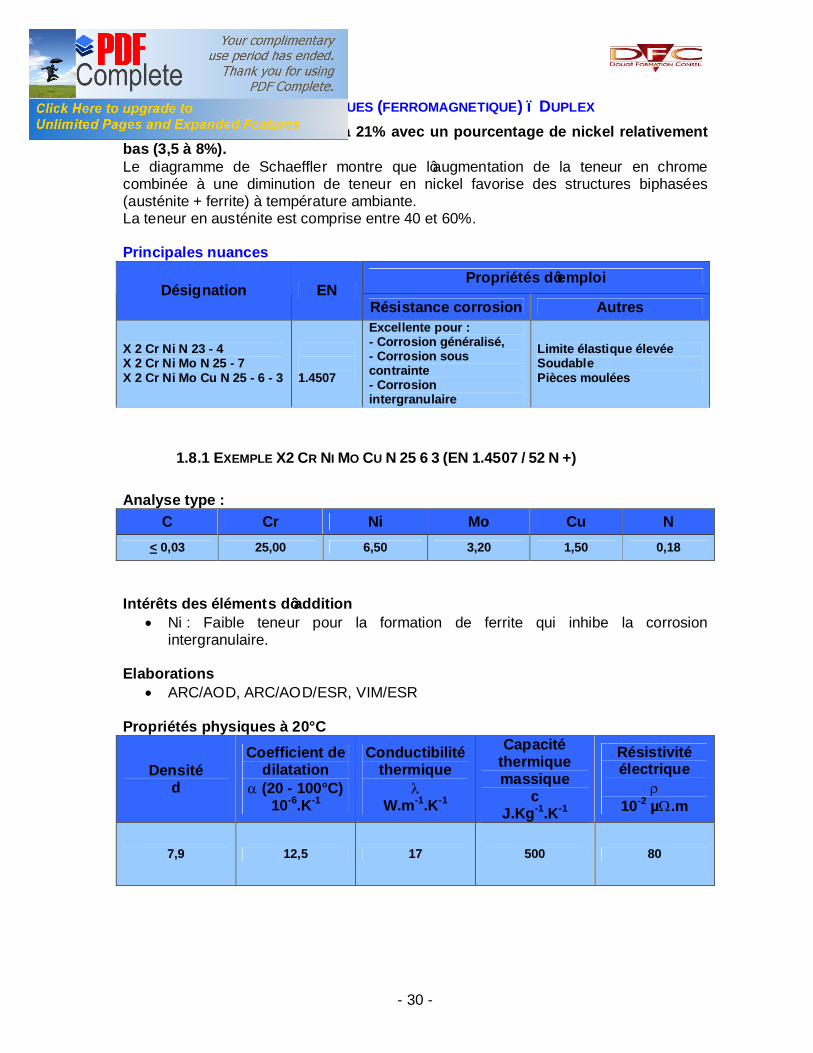
1.8 AUSTENO-FERRITIQUES (FERROMAGNETIQUE) – DUPLEX Teneur en chrome supérieure à 21% avec un pourcentage de nickel relativement bas (3,5 à 8%). Le diagramme de Schaeffler montre que l’augmentation de la teneur en chrome combinée à une diminution de teneur en nickel favorise des structures biphasées (austénite + ferrite) à température ambiante. La teneur en austénite est comprise entre 40 et 60%. Principales nuances
Propriétés d’emploi Désignation EN
Résistance corrosion Autres
X 2 Cr Ni N 23 - 4 X 2 Cr Ni Mo N 25 - 7 X 2 Cr Ni Mo Cu N 25 - 6 - 3
1.4507
Excellente pour : - Corrosion généralisé, - Corrosion sous contrainte - Corrosion intergranulaire
Limite élastique élevée Soudable Pièces moulées
1.8.1 EXEMPLE X2 CR NI MO CU N 25 6 3 (EN 1.4507 / 52 N +) Analyse type :
C Cr Ni Mo Cu N < 0,03 25,00 6,50 3,20 1,50 0,18
Intérêts des éléments d’addition
• Ni : Faible teneur pour la formation de ferrite qui inhibe la corrosion intergranulaire.
Elaborations
• ARC/AOD, ARC/AOD/ESR, VIM/ESR Propriétés physiques à 20°C
Densité d
Coefficient de dilatation
α (20 - 100°C) 10-6.K-1
Conductibilité thermique
λ W.m-1.K-1
Capacité thermique massique
c J.Kg-1.K-1
Résistivité électrique
ρ 10-2 µΩ.m
7,9 12,5 17 500 80
"Les aciers inoxydables "
- 31 -
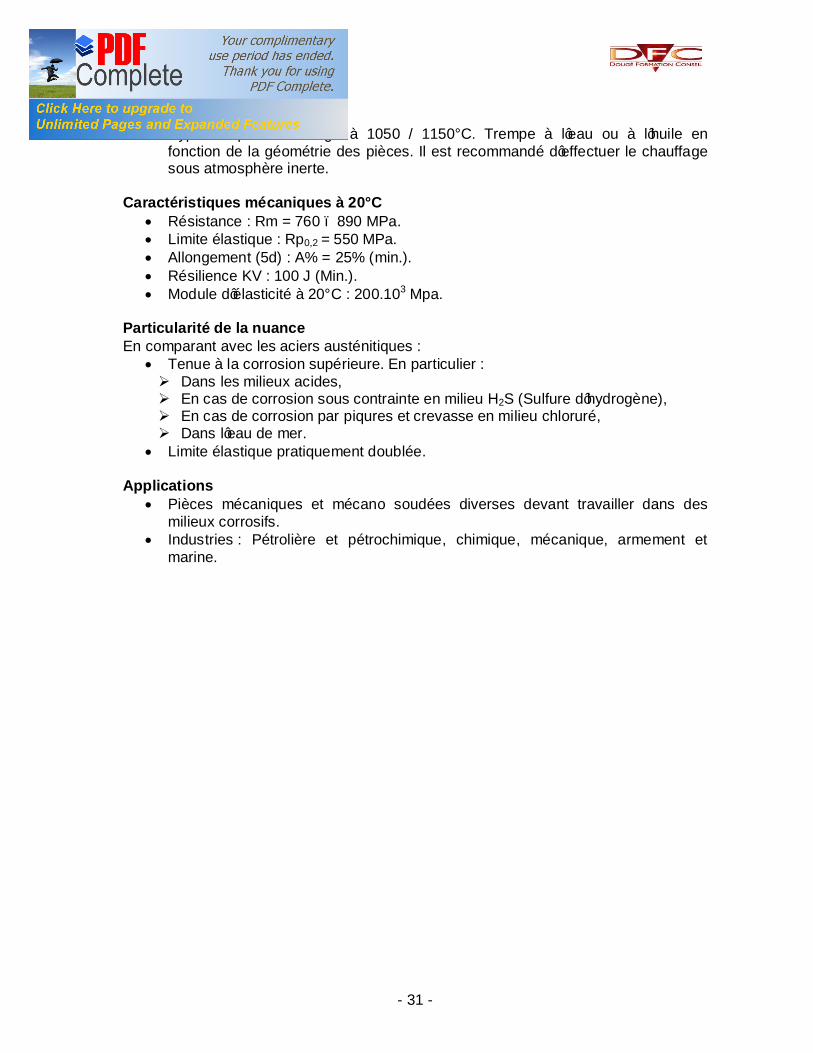
Traitement thermique
• Hypertrempe : Chauffage à 1050 / 1150°C. Trempe à l’eau ou à l’huile en fonction de la géométrie des pièces. Il est recommandé d’effectuer le chauffage sous atmosphère inerte.
Caractéristiques mécaniques à 20°C
• Résistance : Rm = 760 – 890 MPa. • Limite élastique : Rp0,2 = 550 MPa. • Allongement (5d) : A% = 25% (min.). • Résilience KV : 100 J (Min.). • Module d’élasticité à 20°C : 200.103 Mpa.
Particularité de la nuance En comparant avec les aciers austénitiques :
• Tenue à la corrosion supérieure. En particulier : Ø Dans les milieux acides, Ø En cas de corrosion sous contrainte en milieu H2S (Sulfure d’hydrogène), Ø En cas de corrosion par piqures et crevasse en milieu chloruré, Ø Dans l’eau de mer.
• Limite élastique pratiquement doublée. Applications
• Pièces mécaniques et mécano soudées diverses devant travailler dans des milieux corrosifs.
• Industries : Pétrolière et pétrochimique, chimique, mécanique, armement et marine.
"Les alliages de nickel "
32
LES ALLIAGES DE NICKEL
1 LE NICKEL
Caractéristiques physiques et mécaniques Poids atomique : 58,69 Numéro atomique : 28 Structure cristalline : cubique à faces centrées α = 3,517 Å Densité : 8,89 Point de fusion : 1435 – 1445 °C Point d’ébullition : 2730 °C Point de Curie : 368 °C Limite élastique : 150 MPa Allongement : 40 – 65% Striction : 50 – 75% Dureté : 110 HB Le métal « pur » est ductile (conséquence de son réseau cubique à faces centrées) et très résistant à la corrosion. Son utilisation est surtout dirigée vers les revêtements électrolytiques ou chimiques. Le métal massif est plus rarement utilisé au profit des alliages de nickel qui apportent les meilleures caractéristiques en :
- résistance à la corrosion - résistance à l’oxydation à haute température (caractère réfractaire) - perméabilité magnétique élevée ou constante - faible dilatation thermique
Le nickel résiste parfaitement aux bases et aux acides non oxydants (il est attaqué par l’acide nitrique) Dans les atmosphères oxydantes (sans soufre), il résiste jusqu’à 1050°C La présence de soufre, par contre, rend le nickel cassant. Le nickel industriel contient toujours un peu de cobalt (0,5%), de fer et de silicium (0,25%).
"Les alliages de nickel "
33
Les deux nuances principales (norme NF A 54 101) sont : Ni01 Nickel Ni + Co - C < 0,12% Ni02 Nickel bas carbone Ni + Co - C < 0,02% A l’état recuit, les caractéristiques sont : Rp0.2 = 100 MPa Rm = 380 MPa Par contre, par écrouissage, les performances augmentent nettement : Nuance Etat Rm (MPa) HV A% Ecroui ¼ dur (H1A) 440 125-150 25 Ni01 Ecroui 1/2 dur (H1B) 490 145-170 15 Ecroui ¼ dur (H1A) 540 165-185 5 Le nickel s’allie facilement avec tous les métaux de structure cubique à faces centrées (fer, aluminium…) en formant généralement des solutions solides monophasées donc homogènes. Avec les métaux cubiques centrés (chrome) ou hexagonaux (titane), ils peuvent former des composés définis dont la précipitation sera mise à profit pour améliorer considérablement les caractéristiques mécaniques de ces alliages par traitement thermique de durcissement structural.
2 LES ALLIAGES NICKEL-CUIVRE
Ces alliages forment une série continue de solutions solides du fait du système cubique à faces centrées commun aux deux métaux. La résistance mécanique des alliages nickel-cuivre augmente avec la teneur en nickel jusqu’à un maximum de 60-70% de nickel. La ductilité décroît mais reste néanmoins exceptionnelle (A% > 40% - striction > 55%) : elle permet donc une importante déformation à froid qui permettra d’améliorer considérablement les performances de ces alliages par écrouissage.
"Les alliages de nickel "
34
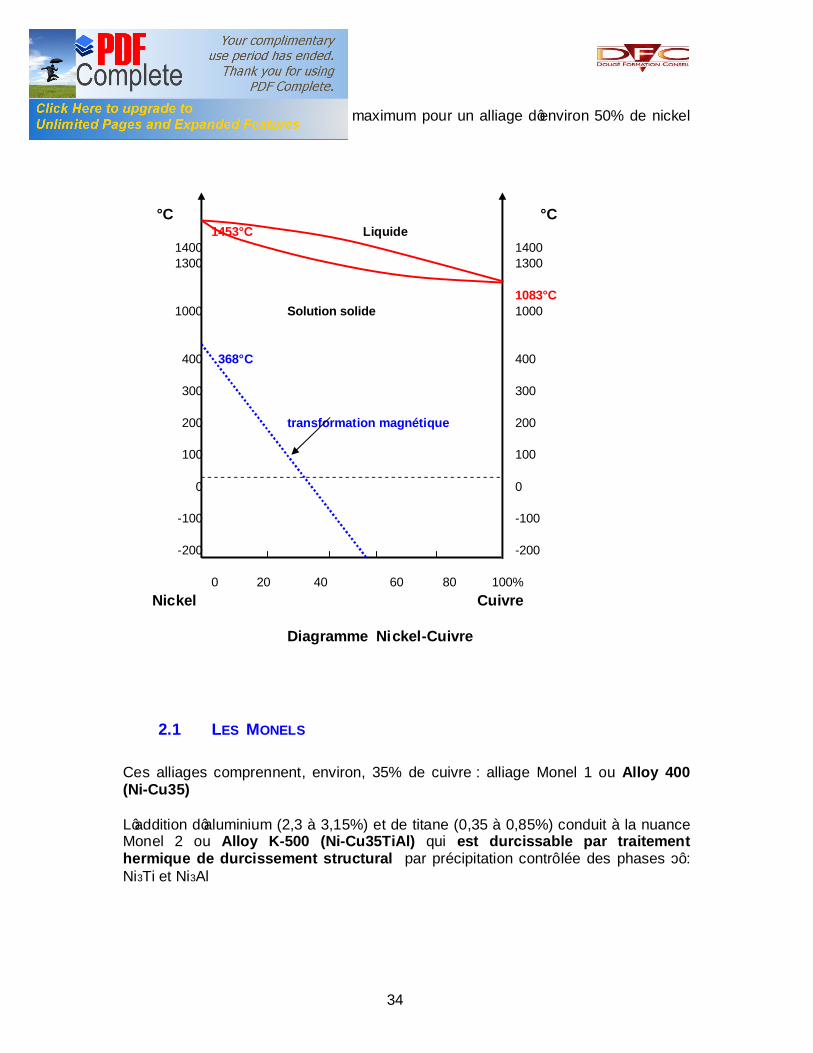
La résistivité électrique atteint un maximum pour un alliage d’environ 50% de nickel et 50% de cuivre.
°C °C 1453°C Liquide
1400 1400 1300 1300
1083°C
1000 Solution solide 1000
400 368°C 400
300 300
200 transformation magnétique 200
100 100
0 0
-100 -100
-200 -200 0 20 40 60 80 100% Nickel Cuivre Diagramme Nickel-Cuivre
2.1 LES MONELS Ces alliages comprennent, environ, 35% de cuivre : alliage Monel 1 ou Alloy 400 (Ni-Cu35) L’addition d’aluminium (2,3 à 3,15%) et de titane (0,35 à 0,85%) conduit à la nuance Monel 2 ou Alloy K-500 (Ni-Cu35TiAl) qui est durcissable par traitement hermique de durcissement structural par précipitation contrôlée des phases γ’ : Ni3Ti et Ni3Al
"Les alliages de nickel "
35
Nuance Etat Rm (MPa) Rp0.2 (MPa) A% Ni-Cu35 laminé à froid 580-840 380-700 40-22 Ni-Cu35TiAl laminé à froid 700-1000 480-850 30-13 Ni-Cu35TiAl durcissement 950-1300 660-1120 30-15 Structural Le point de Curie du Monel est un peu supérieur à la température ambiante : il devient donc amagnétique si on le chauffe légèrement. Les Monels sont utilisés dans :
- les industries chimiques - les industries alimentaires - le transport de vapeur et d’eau de mer - les chaînes, câbles et ressorts en milieu marin - les industries pétrolières - les industries papetières
2.2 LES CONSTANTANS Ce sont des alliages de composition approximative : Nickel : 45% Cuivre : 55% Comme les cupro-nickels, on les classe souvent dans les alliages cuivreux. Leur grande résistivité électrique (associée un très faible coefficient de température) et leur grand pouvoir thermo-électrique permet de les utiliser, principalement, avec le fer pur, pour réaliser des thermocouples résistant jusqu’à 900°C
2.3 LES CUPRO-NICKELS Ce sont, plutôt, des alliages de cuivre comportant de 15 à 30% de nickel. Ils sont faciles à mettre en œuvre, tant en formage à froid que par matriçage à chaud.
"Les alliages de nickel "
36
Leur principale originalité réside dans leur excellente résistance à la corrosion marine, y compris en milieu immergé : après passivation (formation de la couche passive, analogue au « vert de gris »), par plongée de 24 heures dans l’eau de mer, suivie d’une mise à l’air de 24 heures, les pièces peuvent servir en immersion pendant de très longues périodes (cas de la plupart des hélices modernes)
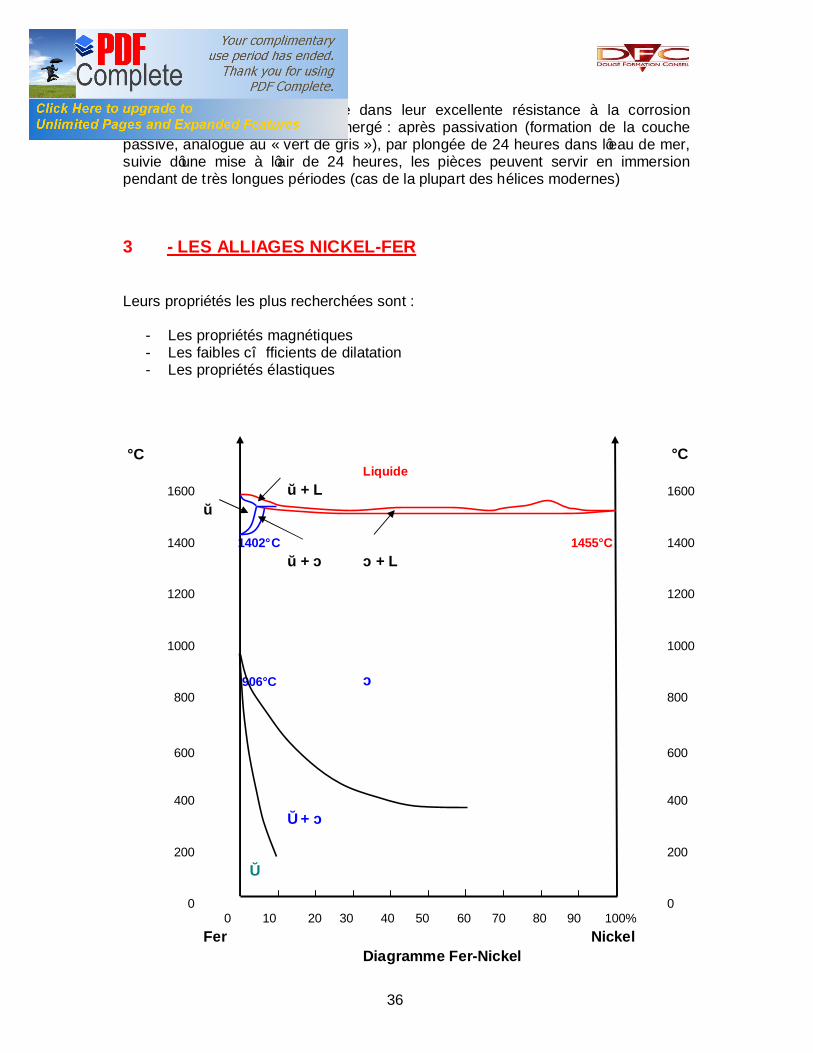
3 - LES ALLIAGES NICKEL-FER
Leurs propriétés les plus recherchées sont :
- Les propriétés magnétiques - Les faibles cœfficients de dilatation - Les propriétés élastiques
°C
°C
Liquide 1600 δ + L 1600
δ
1400 1402°C 1455°C 1400 δ + γ γ + L
1200 1200
1000 1000 906°C γ
800 800
600 600
400 400 α + γ
200 200 α
0 0 0 10 20 30 40 50 60 70 80 90 100% Fer Nickel Diagramme Fer-Nickel
"Les alliages de nickel "
37
3.1 ALLIAGES A CARACTERISTIQUES MAGNETIQUES SPECIALES Ce sont, principalement :
- les Permalloys qui ont une haute perméabilité magnétique pour de faibles valeurs du champ magnétisant et un hystérésis magnétique à peu près négligeable. Ces propriétés sont obtenues par traitement thermique. Ils contiennent 60 à 90% de nickel, du chrome ou du molybdène ainsi qu’un peu de cuivre
- Les Perminvars qui une perméabilité magnétique constante quel que soit le champ magnétisant. Ces propriétés sont également obtenues par traitement thermique La composition type est : Nickel : 45% Fer : 30% Cobalt : 25%
3.2 ALLIAGES UTILISES POUR LEUR COEFFICIENT DE DILATATION
- les Invar (alliages nickel-fer à 36% de nickel), dont le coefficient de dilatation est très faible entre 0°C et 100°C. Ils servent à la fabrication d’instruments de mesure et de pièces d’horlogerie mécanique e précision.
- Les Superinvar ( Ni = 31% - Co = 4 à 6 %) de coefficient de dilatation encore plus faible que celui des Invars. Une catégorie particulière concerne le Kovar (Fe = 54% - Ni = 28% - Co = 18%) dont le coefficient de dilatationest identique à celui du verre (construction de matériel de laboratoire)
3.3 ALLIAGES AYANT DES PROPRIETES ELASTIQUES SPECIALES C’est, essentiellement, l’Elinvar dont le module d’élasticité est constant dans le domaine 0°C – 40°C : il est utilisé pour la fabrication de ressorts d’horlogerie, d’instruments de précision, de diapasons pour les étalons de fréquences… Composition : Nickel : 33 – 35% Fer : 61 – 53%
Chrome : 4 – 5% Tungstène : 1 – 3% Carbone : 0,5 – 2 % + manganèse et silicium
"Les alliages de nickel "
38
4 - LES ALLIAGES NICKEL-CHROME
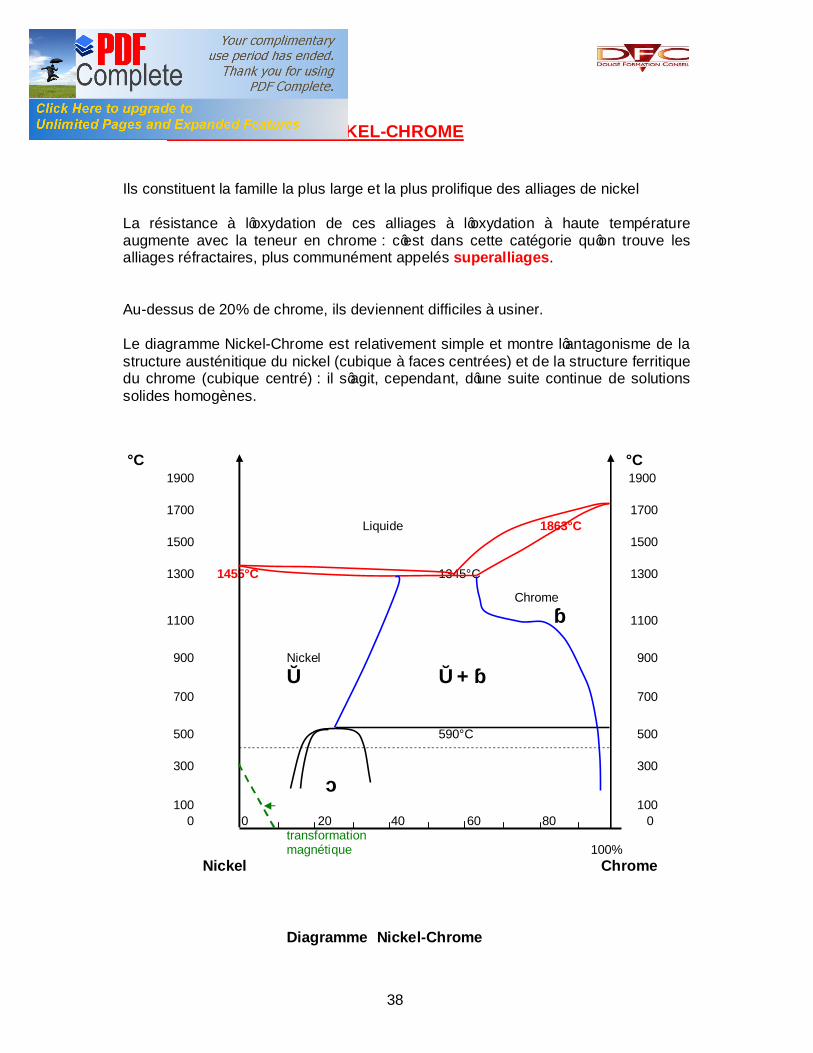
Ils constituent la famille la plus large et la plus prolifique des alliages de nickel La résistance à l’oxydation de ces alliages à l’oxydation à haute température augmente avec la teneur en chrome : c’est dans cette catégorie qu’on trouve les alliages réfractaires, plus communément appelés superalliages. Au-dessus de 20% de chrome, ils deviennent difficiles à usiner. Le diagramme Nickel-Chrome est relativement simple et montre l’antagonisme de la structure austénitique du nickel (cubique à faces centrées) et de la structure ferritique du chrome (cubique centré) : il s’agit, cependant, d’une suite continue de solutions solides homogènes.
°C °C
1900 1900
1700 1700 Liquide 1863°C
1500 1500
1300 1455°C 1345°C 1300
Chrome
1100 β 1100
900 Nickel 900
α α + β 700 700
500 590°C 500
300 300
γ 100 100
0 0 20 40 60 80 0
transformation magnétique 100%
Nickel Chrome Diagramme Nickel-Chrome
"Les alliages de nickel "
39
Les principales familles sont :
4.1 LES ALLIAGES BINAIRES NICKEL-CHROME L’archétype est l’alliage Chromel A (Ni = 80% - Cr = 20%) utilisé pour les résistances chauffantes jusqu’à 1050°C
4.2 LES ALLIAGES TERNAIRES NICKEL-CHROME-FER La composition moyenne est : Nickel : 50 à 70% Chrome : 10 à 30% Fer : 10 à 30% C’est une variante moins coûteuse (du fait du replacement d’une certaine quantité de nickel par du fer) mais de résistance à la température un peu moins élevée. On y trouve les Nichrome (Ni = 60% - Cr = 16% - Fe = 24%) ainsi qu’un des premiers Inconels (Ni = 80% - Cr = 14% - Fe = 6%° Comme tous les alliages de nickel, dont les superalliages, ceux-ci comportent des additions variables de :
- aluminium - silicium - titane - tungstène - molybdène - manganèse - cuivre
(voir tableau des principales nuances d’alliages de nickel)
4.3 LES SUPERALLIAGES A DURCISSEMENT STRUCTURAL 4.3.1 CARACTERISTIQUES ESSENTIELLES DES SUPERALLIAGES
Le tableau ci-dessous reprend les nuances les plus courantes de superalliages. On parle, en fait, de superalliages lorsque on est en présence d’alliages :
a) - réfractaires c’est-à-dire insensibles à l’oxydation à chaud jusqu’à des températures élevées. Ces alliages comportent obligatoirement du chrome. Du fait de sa tendance à former des carbures qui précipitent aux joints de grains, la teneur en carbone a été abaissée en dessous du deuil de déclenchement de la réaction Chrome – Carbone.
"Les alliages de nickel "
40
Le nickel, le silicium et l’aluminium influent favorablement sur la résistance à l’oxydation à chaud Le titane, le niobium et le cobalt ont peu ou pas d’influence sur la résistance à l’oxydation à chaud Le vanadium et le molybdène (utilisés pour l’amélioration des performances mécaniques par déformation de la solution solide nickel-chrome) diminuent la résistance à l’oxydation à chaud
b) – résistants au fluage c’est-à-dire à la déformation lente obtenue par maintien d’une force de traction au-dessus de la température critique de fluage (qui est, approximativement égale à 40% de la température de fusion d’un métal ou de son alliage)
Cette notion est particulièrement importante pour les pièces travaillant sous contrainte mécanique et à haute température (cas des pièces de réacteurs, de chaufferies nucléaires, de turbines à gaz…)
Il est à noter que la tenue au fluage, caractéristiques critique s’il en est, est fortement influencée par les particularités métallurgiques des alliages réfractaires :
- le type de réseau cristallin : les réseaux à faible densité de plans de glissement résistent nettement mieux, ce qui explique qu’un réseau hexagonal (cas des alliages de cobalt jusqu’à 850°C) sera préférable à un réseua cubique à faces centrées.
- Les déformations du réseau qui augmenteront sa limite élastique par
formation de carbures ou de composés intermétalliques (voir chapitre sur les traitements thermiques de durcissement des superalliages)
- La grosseur du grain : le fluage à température élevée est, surtout, produit par
des glissements dans les joints de grains. Plus le grain est de grande taille (sans, bien sûr, aller jusqu’au grain grossier, toujours fragile), moins la longueur des joints de grains est importante : il en ressort qu’un métal à grains fins résistera moins bien au fluage à haute température qu’un métal à grain plus gros.
4.3.2 LES SUPERALLIAGES A DURCISSEMENT STRUCTURAL Ce sont des superalliages dont on pourra améliorer notablement les caractéristiques mécaniques par précipitation :
- de carbures ou de nitrures, principalement aux joints de grains - de composés définis intermétalliques obtenus par des traitements
thermiques de : o mise en solution o trempe de stabilisation o revenu de précipitation structurale
"Les alliages de nickel "
41
Ces alliages devront donc comporter :
- des éléments carburigènes tels que le chrome ou le silicium - des éléments susceptibles de former des composés intermétalliques capables
de précipiter en cohérence avec la matrice de l’alliage de base. Ces composés sont essentiellement des associations du nickel avec :
§ l’aluminium § le titane § le niobium § le molybdène
Ces traitements feront l’objet du chapitre réservé aux détails des mécanismes de traitement thermique des superalliages.
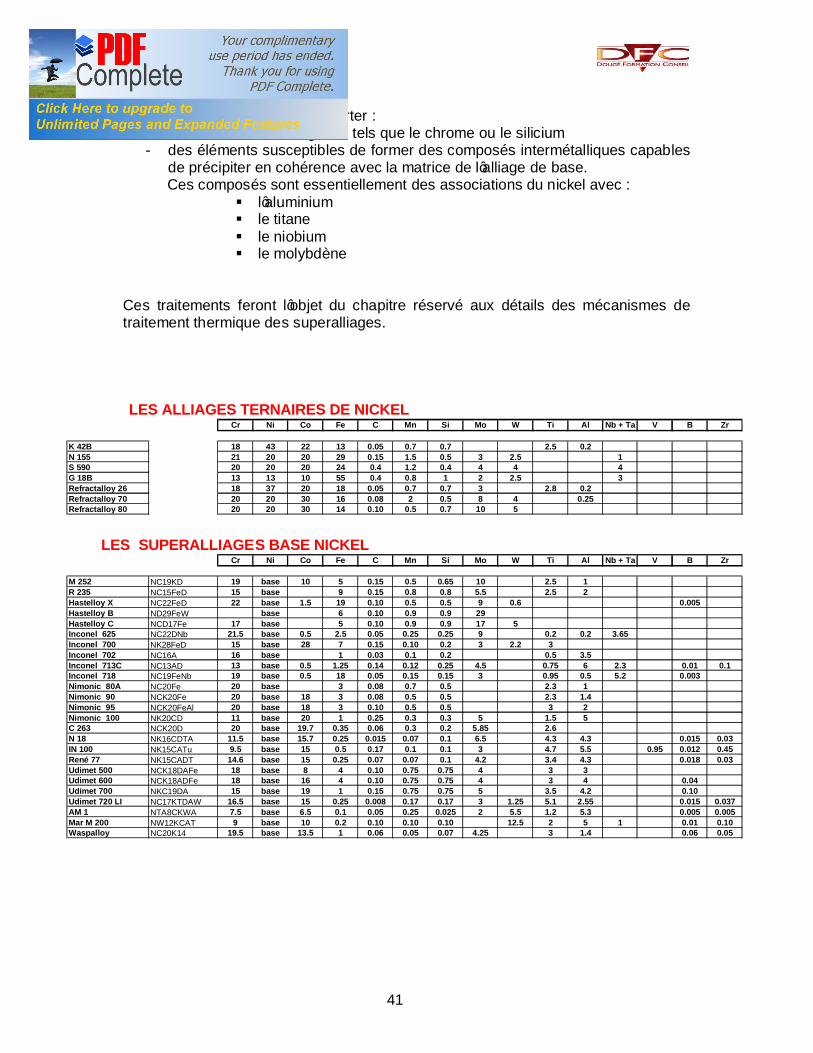
LES ALLIAGES TERNAIRES DE NICKELCr Ni Co Fe C Mn Si Mo W Ti Al Nb + Ta V B Zr
K 42B 18 43 22 13 0.05 0.7 0.7 2.5 0.2N 155 21 20 20 29 0.15 1.5 0.5 3 2.5 1S 590 20 20 20 24 0.4 1.2 0.4 4 4 4G 18B 13 13 10 55 0.4 0.8 1 2 2.5 3Refractalloy 26 18 37 20 18 0.05 0.7 0.7 3 2.8 0.2Refractalloy 70 20 20 30 16 0.08 2 0.5 8 4 0.25Refractalloy 80 20 20 30 14 0.10 0.5 0.7 10 5
LES SUPERALLIAGES BASE NICKELCr Ni Co Fe C Mn Si Mo W Ti Al Nb + Ta V B Zr
M 252 NC19KD 19 base 10 5 0.15 0.5 0.65 10 2.5 1R 235 NC15FeD 15 base 9 0.15 0.8 0.8 5.5 2.5 2Hastelloy X NC22FeD 22 base 1.5 19 0.10 0.5 0.5 9 0.6 0.005Hastelloy B ND29FeW base 6 0.10 0.9 0.9 29Hastelloy C NCD17Fe 17 base 5 0.10 0.9 0.9 17 5Inconel 625 NC22DNb 21.5 base 0.5 2.5 0.05 0.25 0.25 9 0.2 0.2 3.65Inconel 700 NK28FeD 15 base 28 7 0.15 0.10 0.2 3 2.2 3Inconel 702 NC16A 16 base 1 0.03 0.1 0.2 0.5 3.5Inconel 713C NC13AD 13 base 0.5 1.25 0.14 0.12 0.25 4.5 0.75 6 2.3 0.01 0.1Inconel 718 NC19FeNb 19 base 0.5 18 0.05 0.15 0.15 3 0.95 0.5 5.2 0.003Nimonic 80A NC20Fe 20 base 3 0.08 0.7 0.5 2.3 1Nimonic 90 NCK20Fe 20 base 18 3 0.08 0.5 0.5 2.3 1.4Nimonic 95 NCK20FeAl 20 base 18 3 0.10 0.5 0.5 3 2Nimonic 100 NK20CD 11 base 20 1 0.25 0.3 0.3 5 1.5 5C 263 NCK20D 20 base 19.7 0.35 0.06 0.3 0.2 5.85 2.6N 18 NK16CDTA 11.5 base 15.7 0.25 0.015 0.07 0.1 6.5 4.3 4.3 0.015 0.03IN 100 NK15CATu 9.5 base 15 0.5 0.17 0.1 0.1 3 4.7 5.5 0.95 0.012 0.45René 77 NK15CADT 14.6 base 15 0.25 0.07 0.07 0.1 4.2 3.4 4.3 0.018 0.03Udimet 500 NCK18DAFe 18 base 8 4 0.10 0.75 0.75 4 3 3Udimet 600 NCK18ADFe 18 base 16 4 0.10 0.75 0.75 4 3 4 0.04Udimet 700 NKC19DA 15 base 19 1 0.15 0.75 0.75 5 3.5 4.2 0.10Udimet 720 LI NC17KTDAW 16.5 base 15 0.25 0.008 0.17 0.17 3 1.25 5.1 2.55 0.015 0.037AM 1 NTA8CKWA 7.5 base 6.5 0.1 0.05 0.25 0.025 2 5.5 1.2 5.3 0.005 0.005Mar M 200 NW12KCAT 9 base 10 0.2 0.10 0.10 0.10 12.5 2 5 1 0.01 0.10Waspalloy NC20K14 19.5 base 13.5 1 0.06 0.05 0.07 4.25 3 1.4 0.06 0.05
"Le cuivre et ses alliages "
- 42 -
CUIVRE ET SES ALLIAGES
1 L'ÉLÉMENT CUIVRE
1.1 PROPRIETES PHYSIQUES Symbole chimique : ………………………………………………………………… . Cu Point de fusion : ……………………………………………………………… ... 1083°C Densité : ……………………………………………………………………… ... d = 8,93 Coefficient de dilatation (entre 20 et 100°C) …………………… .... α = 16,6.10-6.K-1 Conductivité thermique : ………………………… ......................... λ = 385 W.m-1.K-1 Capacité thermique massique : ………………………………… .... c = 385 J.Kg-1.K-1 Résistivité électrique : …………………………………………… ρ = 1,724.10-2 µΩ.m Conductivité électrique : ………………………………………………… .. 100 % IACS Non ferromagnétique.
1.2 RESEAU CRISTALLIN Cubique à faces centrées
1.3 OBTENTION Principalement à partir des minerais sulfurés par pyrométallurgie puis réduction de l’oxyde formé par grillage des sulfures. Après fusion, on obtient des blisters, demi-produits moulés avec une teneur en cuivre de 98 à 99 %. L'affinage électrolytique transforme le blister en cathode, de couleur rouge saumon, avec un titre de 99,9 %.
1.4 CORROSION • Tension d'électrode : …………………………………… ... ε Cu2+/Cu = +0,34 V/ENH. • Le cuivre a une bonne tenue à la corrosion. Soumis aux intempéries, une
couche d'oxydes et de carbonates, de couleur brune puis verte, le protège. Il est attaqué par les acides et les chlorures.
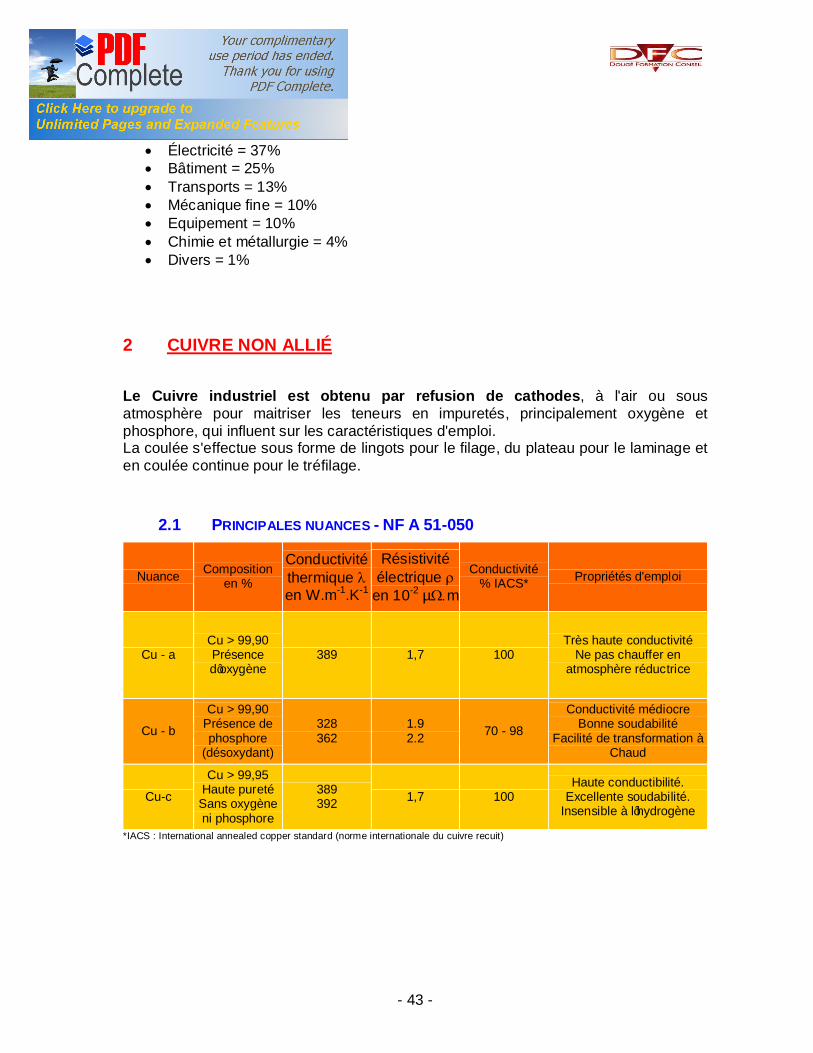
"Le cuivre et ses alliages "
- 43 -
1.5 UTILISATIONS • Électricité = 37% • Bâtiment = 25% • Transports = 13% • Mécanique fine = 10% • Equipement = 10% • Chimie et métallurgie = 4% • Divers = 1%
2 CUIVRE NON ALLIÉ
Le Cuivre industriel est obtenu par refusion de cathodes, à l'air ou sous atmosphère pour maitriser les teneurs en impuretés, principalement oxygène et phosphore, qui influent sur les caractéristiques d'emploi. La coulée s'effectue sous forme de lingots pour le filage, du plateau pour le laminage et en coulée continue pour le tréfilage.
2.1 PRINCIPALES NUANCES - NF A 51-050
Nuance Composition en %
Conductivité thermique λ en W.m-1.K-1
Résistivité électrique ρ
en 10-2 µΩ.m
Conductivité % IACS* Propriétés d'emploi
Cu - a Cu > 99,90 Présence d’oxygène
389 1,7 100 Très haute conductivité
Ne pas chauffer en atmosphère réductrice
Cu - b
Cu > 99,90 Présence de phosphore
(désoxydant)
328 362
1.9 2.2 70 - 98
Conductivité médiocre Bonne soudabilité
Facilité de transformation à Chaud
Cu-c
Cu > 99,95 Haute pureté
Sans oxygène ni phosphore
389 392 1,7 100
Haute conductibilité. Excellente soudabilité.
Insensible à l’hydrogène
*IACS : International annealed copper standard (norme internationale du cuivre recuit)
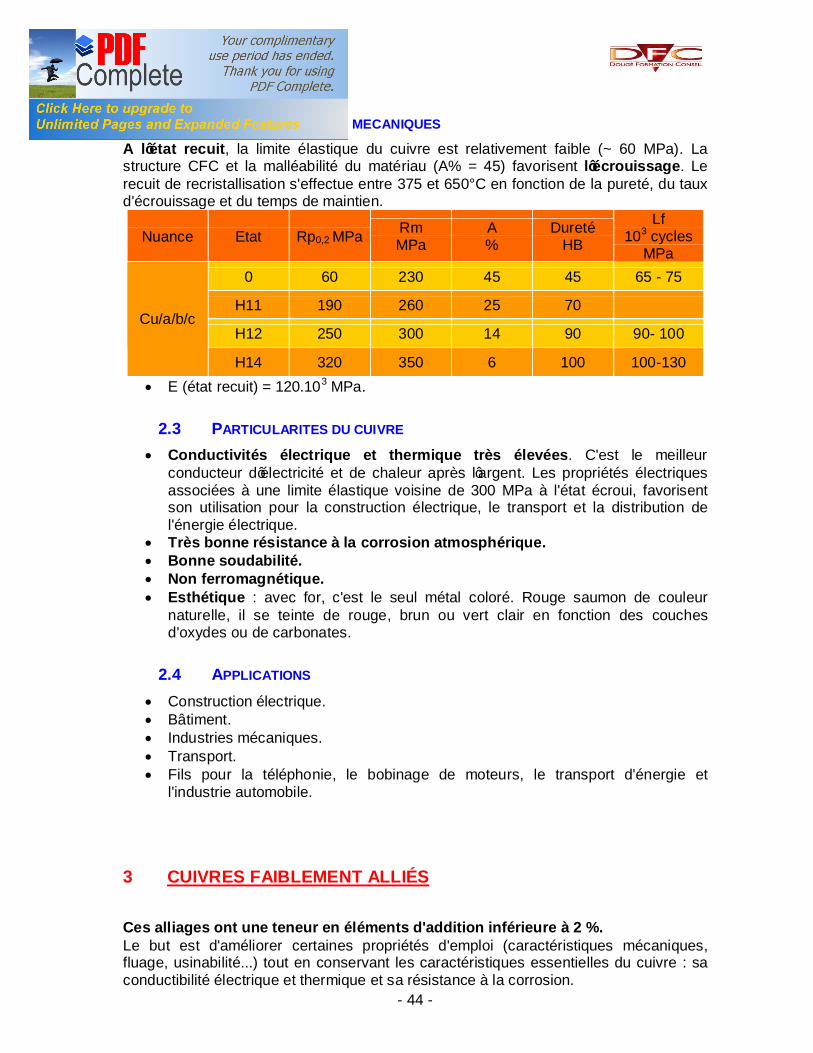
"Le cuivre et ses alliages "
- 44 -
2.2 CARACTERISTIQUES MECANIQUES A l’état recuit, la limite élastique du cuivre est relativement faible (~ 60 MPa). La structure CFC et la malléabilité du matériau (A% = 45) favorisent l’écrouissage. Le recuit de recristallisation s'effectue entre 375 et 650°C en fonction de la pureté, du taux d'écrouissage et du temps de maintien.
Nuance Etat Rp0,2 MPa Rm MPa
A %
Dureté HB
Lf 103 cycles
MPa 0 60 230 45 45 65 - 75
H11 190 260 25 70
H12 250 300 14 90 90- 100 Cu/a/b/c
H14 320 350 6 100 100-130 • E (état recuit) = 120.103 MPa.
2.3 PARTICULARITES DU CUIVRE • Conductivités électrique et thermique très élevées. C'est le meilleur
conducteur d’électricité et de chaleur après l’argent. Les propriétés électriques associées à une limite élastique voisine de 300 MPa à l'état écroui, favorisent son utilisation pour la construction électrique, le transport et la distribution de l'énergie électrique.
• Très bonne résistance à la corrosion atmosphérique. • Bonne soudabilité. • Non ferromagnétique. • Esthétique : avec for, c'est le seul métal coloré. Rouge saumon de couleur
naturelle, il se teinte de rouge, brun ou vert clair en fonction des couches d'oxydes ou de carbonates.
2.4 APPLICATIONS • Construction électrique. • Bâtiment. • Industries mécaniques. • Transport. • Fils pour la téléphonie, le bobinage de moteurs, le transport d'énergie et
l'industrie automobile.
3 CUIVRES FAIBLEMENT ALLIÉS
Ces alliages ont une teneur en éléments d'addition inférieure à 2 %. Le but est d'améliorer certaines propriétés d'emploi (caractéristiques mécaniques, fluage, usinabilité...) tout en conservant les caractéristiques essentielles du cuivre : sa conductibilité électrique et thermique et sa résistance à la corrosion.
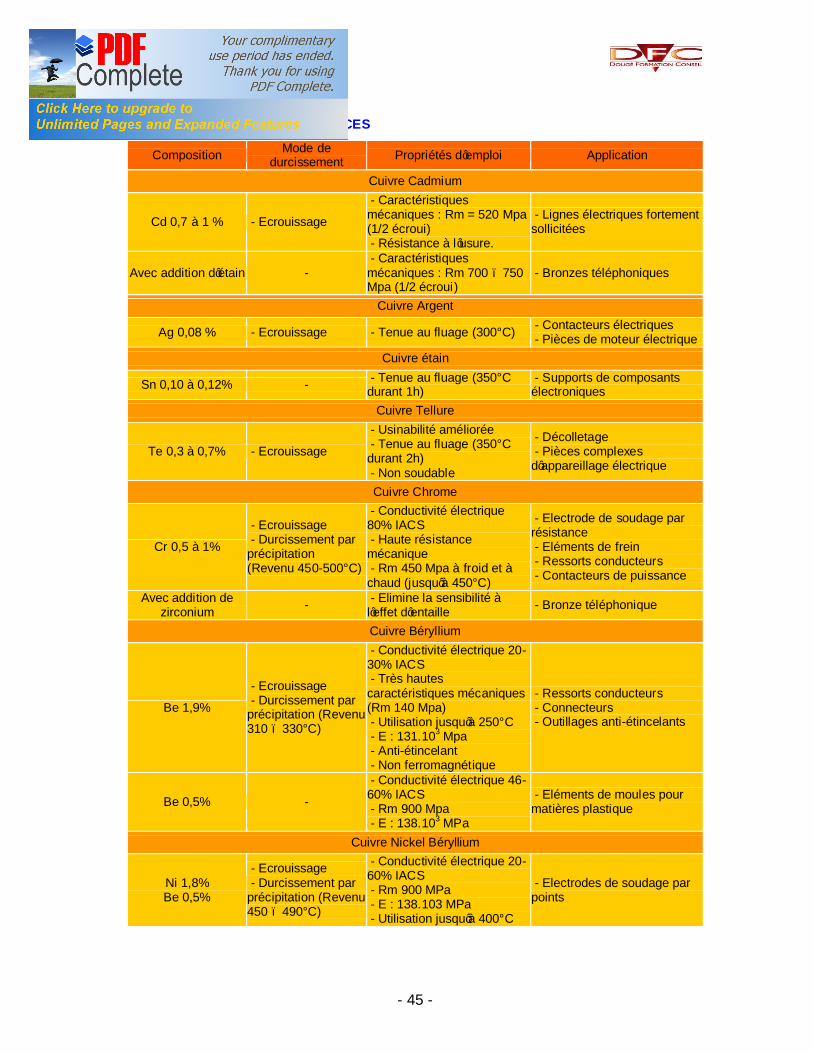
"Le cuivre et ses alliages "
- 45 -
3.1 PRINCIPALES NUANCES
Composition Mode de durcissement Propriétés d’emploi Application
Cuivre Cadmium
Cd 0,7 à 1 % - Ecrouissage
- Caractéristiques mécaniques : Rm = 520 Mpa (1/2 écroui) - Résistance à l ’usure.
- Lignes électriques fortement sollicitées
Avec addition d’étain - - Caractéristiques mécaniques : Rm 700 – 750 Mpa (1/2 écroui)
- Bronzes téléphoniques
Cuivre Argent
Ag 0,08 % - Ecrouissage - Tenue au fluage (300°C) - Contacteurs électriques - Pièces de moteur électrique
Cuivre étain
Sn 0,10 à 0,12% - - Tenue au fluage (350°C durant 1h)
- Supports de composants électroniques
Cuivre Tellure
Te 0,3 à 0,7% - Ecrouissage
- Usinabilité améliorée - Tenue au fluage (350°C durant 2h) - Non soudable
- Décolletage - Pièces complexes d’appareillage électrique
Cuivre Chrome
Cr 0,5 à 1%
- Ecrouissage - Durcissement par précipitation (Revenu 450-500°C)
- Conductivité électrique 80% IACS - Haute résistance mécanique - Rm 450 Mpa à froid et à chaud (jusqu’à 450°C)
- Electrode de soudage par résistance - Eléments de frein - Ressorts conducteurs - Contacteurs de puissance
Avec addition de zirconium - - Elimine la sensibilité à
l’effet d’entaille - Bronze téléphonique
Cuivre Béryllium
Be 1,9%
- Ecrouissage - Durcissement par précipitation (Revenu 310 – 330°C)
- Conductivité électrique 20-30% IACS - Très hautes caractéristiques mécaniques (Rm 140 Mpa) - Utilisation jusqu’à 250°C - E : 131.103 Mpa - Anti-étincelant - Non ferromagnétique
- Ressorts conducteurs - Connecteurs - Outillages anti-étincelants
Be 0,5% -
- Conductivité électrique 46-60% IACS - Rm 900 Mpa - E : 138.103 MPa
- Eléments de moules pour matières plastique
Cuivre Nickel Béryllium
Ni 1,8% Be 0,5%
- Ecrouissage - Durcissement par précipitation (Revenu 450 – 490°C)
- Conductivité électrique 20-60% IACS - Rm 900 MPa - E : 138.103 MPa - Utilisation jusqu’à 400°C
- Electrodes de soudage par points
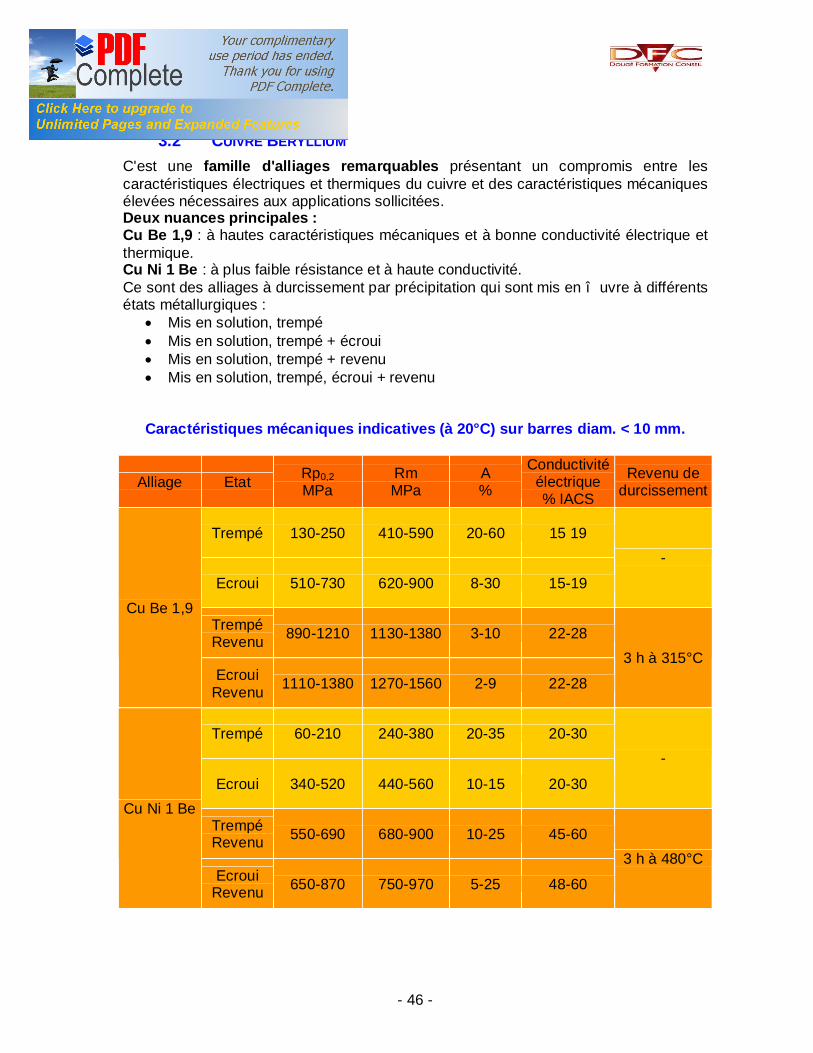
"Le cuivre et ses alliages "
- 46 -
3.2 CUIVRE BERYLLIUM C'est une famille d'alliages remarquables présentant un compromis entre les caractéristiques électriques et thermiques du cuivre et des caractéristiques mécaniques élevées nécessaires aux applications sollicitées. Deux nuances principales : Cu Be 1,9 : à hautes caractéristiques mécaniques et à bonne conductivité électrique et thermique. Cu Ni 1 Be : à plus faible résistance et à haute conductivité. Ce sont des alliages à durcissement par précipitation qui sont mis en œuvre à différents états métallurgiques :
• Mis en solution, trempé • Mis en solution, trempé + écroui • Mis en solution, trempé + revenu • Mis en solution, trempé, écroui + revenu
Caractéristiques mécaniques indicatives (à 20°C) sur barres diam. < 10 mm.
Alliage Etat Rp0,2 MPa
Rm MPa
A %
Conductivité électrique % IACS
Revenu de durcissement
Trempé 130-250 410-590 20-60 15 19
Ecroui 510-730 620-900 8-30 15-19
-
Trempé Revenu 890-1210 1130-1380 3-10 22-28
Cu Be 1,9
Ecroui Revenu 1110-1380 1270-1560 2-9 22-28
3 h à 315°C
Trempé 60-210 240-380 20-35 20-30
Ecroui 340-520 440-560 10-15 20-30
-
Trempé Revenu 550-690 680-900 10-25 45-60
Cu Ni 1 Be
Ecroui Revenu 650-870 750-970 5-25 48-60
3 h à 480°C
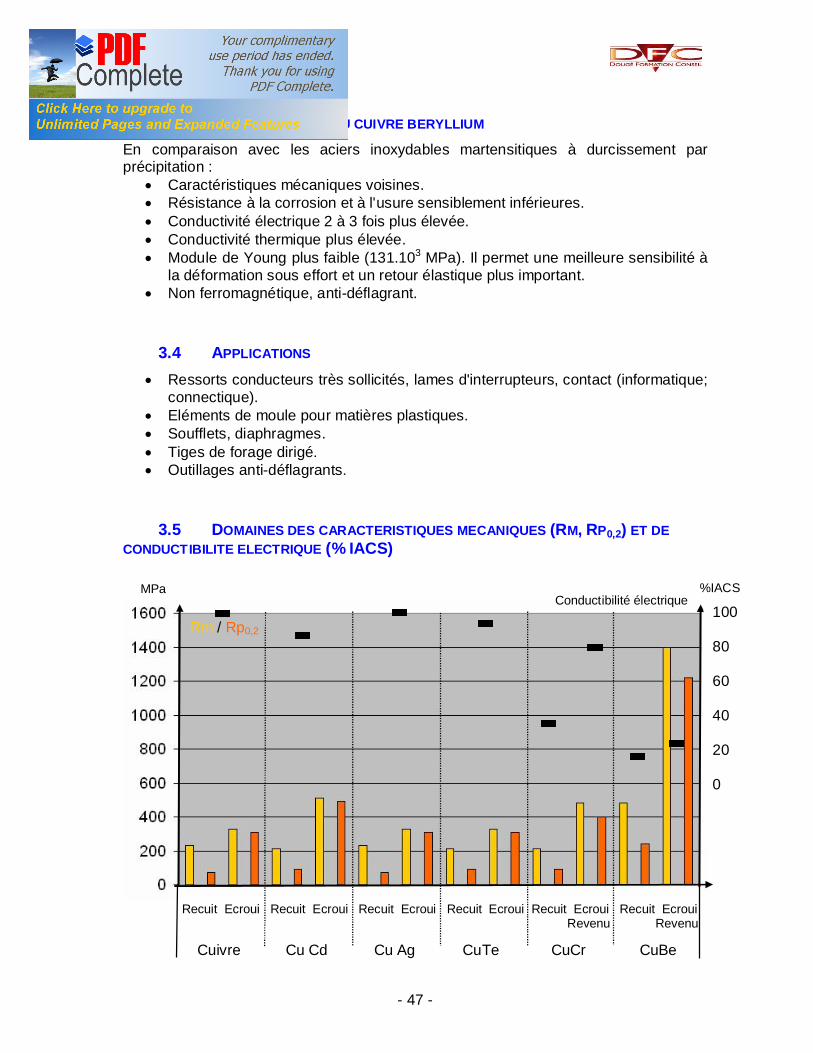
"Le cuivre et ses alliages "
- 47 -
3.3 PARTICULARITES DU CUIVRE BERYLLIUM En comparaison avec les aciers inoxydables martensitiques à durcissement par précipitation :
• Caractéristiques mécaniques voisines. • Résistance à la corrosion et à l'usure sensiblement inférieures. • Conductivité électrique 2 à 3 fois plus élevée. • Conductivité thermique plus élevée. • Module de Young plus faible (131.103 MPa). Il permet une meilleure sensibilité à
la déformation sous effort et un retour élastique plus important. • Non ferromagnétique, anti-déflagrant.
3.4 APPLICATIONS • Ressorts conducteurs très sollicités, lames d'interrupteurs, contact (informatique;
connectique). • Eléments de moule pour matières plastiques. • Soufflets, diaphragmes. • Tiges de forage dirigé. • Outillages anti-déflagrants.
3.5 DOMAINES DES CARACTERISTIQUES MECANIQUES (RM, RP0,2) ET DE CONDUCTIBILITE ELECTRIQUE (% IACS)
MPa Conductibilité électrique
100 80 60 40 20 0
%IACS
Rm / Rp0,2
Recuit Ecroui Recuit Ecroui Recuit Ecroui Recuit Ecroui Recuit Ecroui Recuit Ecroui Revenu Revenu
Cuivre Cu Cd Cu Ag CuTe CuCr CuBe
"Le cuivre et ses alliages "
- 48 -
4 ALLIAGES DE CUIVRE
Pour augmenter les propriétés mécaniques du cuivre, on ajoute, en quantité supérieure à 2,5 % les éléments d'alliage, principalement :
• Zinc, ce sont les laitons. • Etain, ce sont les bronzes. • Nickel, ce sont les maillechorts et cupronickels. • Aluminium, ce sont les cupro-aluminiums.
Ils entrent en solution solide et forment éventuellement des précipités.
4.1 DESIGNATIONS : NF A 02 009 Cette ancienne norme française est préférée à la norme européenne NF EN 1412, car sa désignation symbolique renseigne immédiatement sur la composition de l'alliage.
Cu Zn 40 Pb 3 Cu : Symbole chimique du cuivre Zn, Pb : Symbole chimique des principaux éléments d’alliage par ordre décroissant 40 : Teneur nominale du Zinc en % 3 : Teneur nominale du Pb en %
4.2 ALLIAGES CUIVRE-ZINC : LAITONS Laitons simples ou binaires
• Teneur en Zn de 5 à 45 %. • Solution solide jusqu'à 32 %. • Alliages de cuivre les plus utilisés, très faciles à transformer à chaud et à froid. • Avec augmentation de la teneur en Zn : Ø La couleur varie du rose saumon au jaune. Ø Les caractéristiques mécaniques augmentent pour se stabiliser à une teneur
en Zn de 36 % environ. Ø La conductivité électrique diminue.
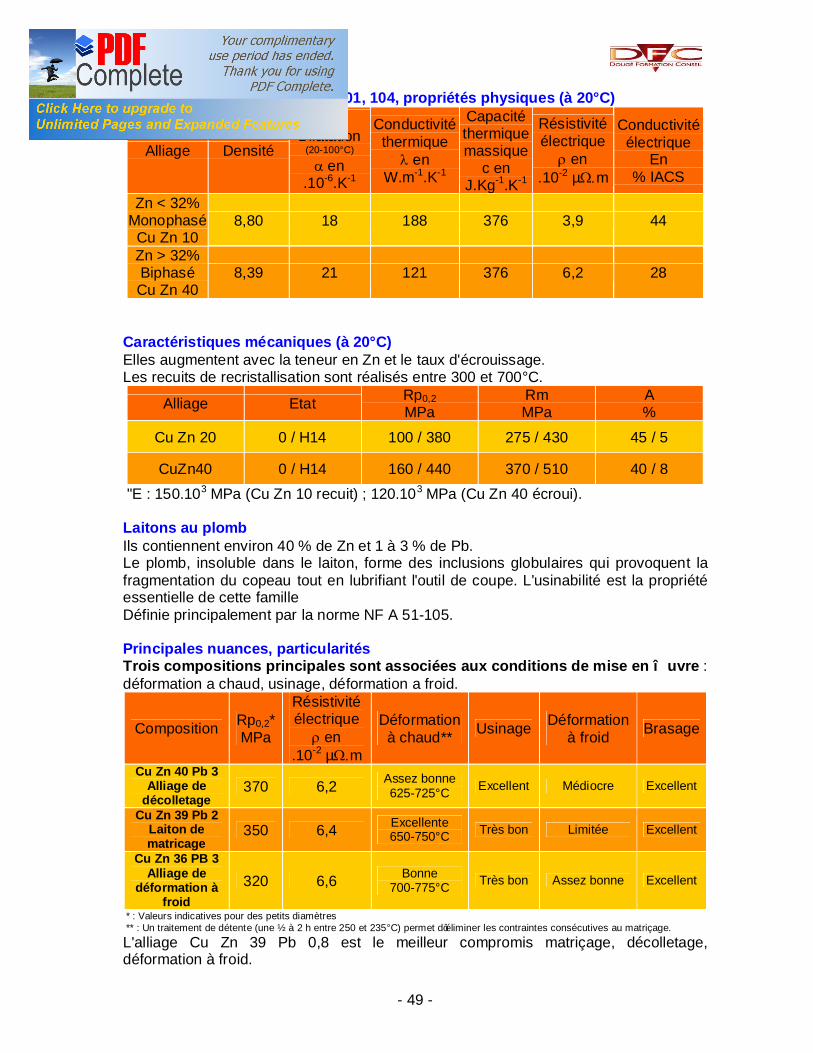
"Le cuivre et ses alliages "
- 49 -
Principales nuances, NF A 51 101, 104, propriétés physiques (à 20°C)
Alliage Densité
Coef. Dilatation
(20-100°C)
α en .10-6.K-1
Conductivité thermique
λ en W.m-1.K-1
Capacité thermique massique
c en J.Kg-1.K-1
Résistivité électrique
ρ en .10-2 µΩ.m
Conductivité électrique
En % IACS
Zn < 32% Monophasé
Cu Zn 10 8,80 18 188 376 3,9 44
Zn > 32% Biphasé Cu Zn 40
8,39 21 121 376 6,2 28
Caractéristiques mécaniques (à 20°C) Elles augmentent avec la teneur en Zn et le taux d'écrouissage. Les recuits de recristallisation sont réalisés entre 300 et 700°C.
Alliage Etat Rp0,2 MPa
Rm MPa
A %
Cu Zn 20 0 / H14 100 / 380 275 / 430 45 / 5
CuZn40 0 / H14 160 / 440 370 / 510 40 / 8 • E : 150.103 MPa (Cu Zn 10 recuit) ; 120.103 MPa (Cu Zn 40 écroui). Laitons au plomb Ils contiennent environ 40 % de Zn et 1 à 3 % de Pb. Le plomb, insoluble dans le laiton, forme des inclusions globulaires qui provoquent la fragmentation du copeau tout en lubrifiant l'outil de coupe. L'usinabilité est la propriété essentielle de cette famille Définie principalement par la norme NF A 51-105. Principales nuances, particularités Trois compositions principales sont associées aux conditions de mise en œuvre : déformation a chaud, usinage, déformation a froid.
Composition Rp0,2* MPa
Résistivité électrique
ρ en .10-2 µΩ.m
Déformation à chaud** Usinage Déformation
à froid Brasage
Cu Zn 40 Pb 3 Alliage de
décolletage 370 6,2 Assez bonne
625-725°C Excellent Médiocre Excellent
Cu Zn 39 Pb 2 Laiton de matricage
350 6,4 Excellente 650-750°C Très bon Limitée Excellent
Cu Zn 36 PB 3 Alliage de
déformation à froid
320 6,6 Bonne 700-775°C Très bon Assez bonne Excellent
* : Valeurs indicatives pour des petits diamètres ** : Un traitement de détente (une ½ à 2 h entre 250 et 235°C) permet d’éliminer les contraintes consécutives au matriçage. L'alliage Cu Zn 39 Pb 0,8 est le meilleur compromis matriçage, décolletage, déformation à froid.
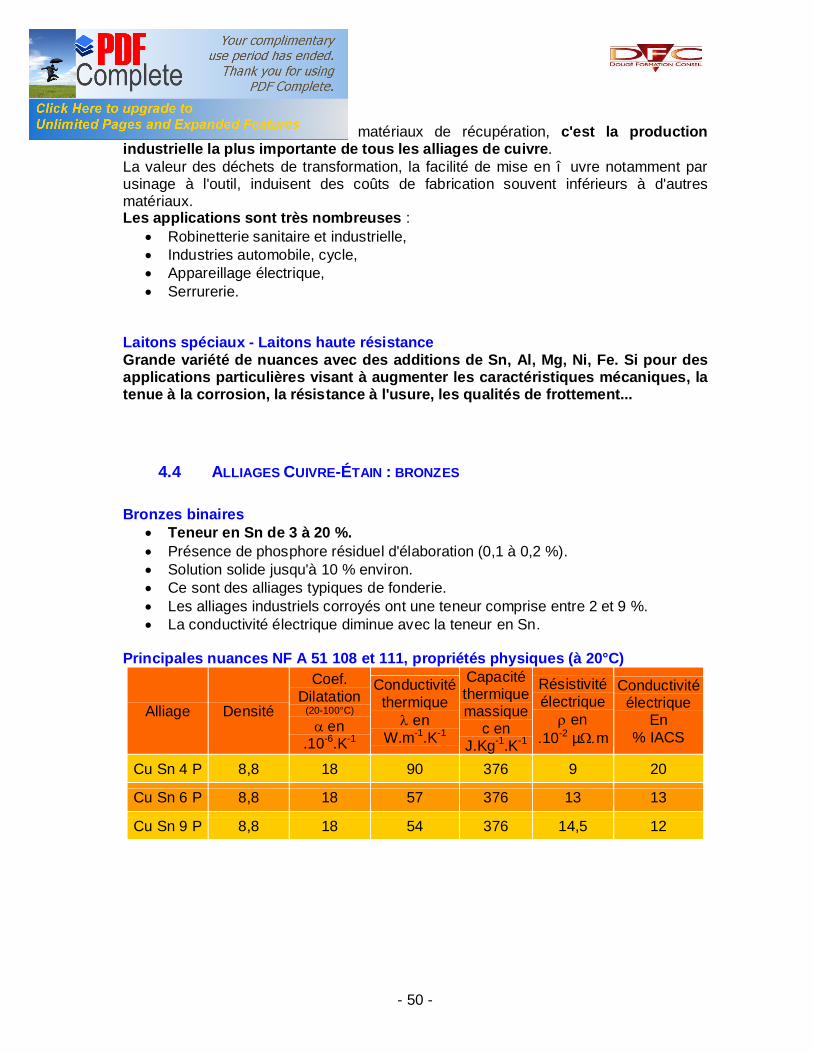
"Le cuivre et ses alliages "
- 50 -
4.3 APPLICATIONS Elaborés à 95 % à partir de matériaux de récupération, c'est la production industrielle la plus importante de tous les alliages de cuivre. La valeur des déchets de transformation, la facilité de mise en œuvre notamment par usinage à l'outil, induisent des coûts de fabrication souvent inférieurs à d'autres matériaux. Les applications sont très nombreuses :
• Robinetterie sanitaire et industrielle, • Industries automobile, cycle, • Appareillage électrique, • Serrurerie.
Laitons spéciaux - Laitons haute résistance Grande variété de nuances avec des additions de Sn, Al, Mg, Ni, Fe. Si pour des applications particulières visant à augmenter les caractéristiques mécaniques, la tenue à la corrosion, la résistance à l'usure, les qualités de frottement...
4.4 ALLIAGES CUIVRE-ÉTAIN : BRONZES Bronzes binaires
• Teneur en Sn de 3 à 20 %. • Présence de phosphore résiduel d'élaboration (0,1 à 0,2 %). • Solution solide jusqu'à 10 % environ. • Ce sont des alliages typiques de fonderie. • Les alliages industriels corroyés ont une teneur comprise entre 2 et 9 %. • La conductivité électrique diminue avec la teneur en Sn.
Principales nuances NF A 51 108 et 111, propriétés physiques (à 20°C)
Alliage Densité
Coef. Dilatation
(20-100°C)
α en .10-6.K-1
Conductivité thermique
λ en W.m-1.K-1
Capacité thermique massique
c en J.Kg-1.K-1
Résistivité électrique
ρ en .10-2 µΩ.m
Conductivité électrique
En % IACS
Cu Sn 4 P 8,8 18 90 376 9 20
Cu Sn 6 P 8,8 18 57 376 13 13
Cu Sn 9 P 8,8 18 54 376 14,5 12
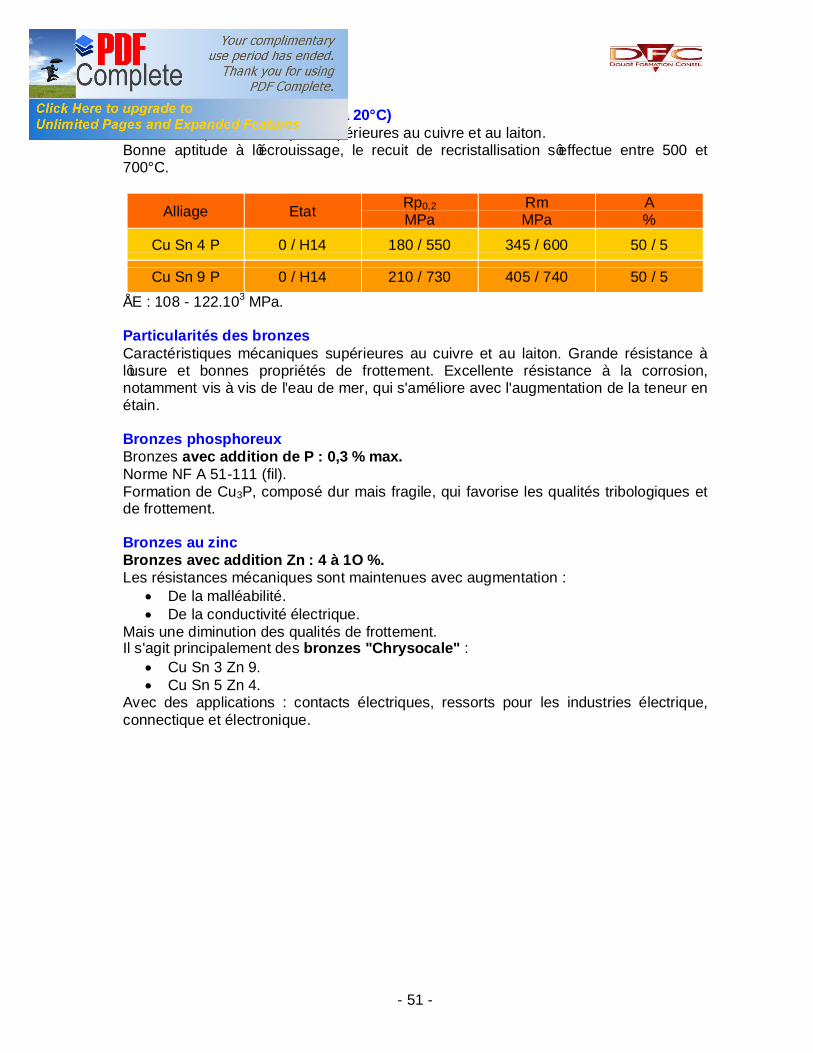
"Le cuivre et ses alliages "
- 51 -
Caractéristiques mécaniques (à 20°C) Caractéristiques mécaniques supérieures au cuivre et au laiton. Bonne aptitude à l’écrouissage, le recuit de recristallisation s’effectue entre 500 et 700°C.
Alliage Etat Rp0,2 MPa
Rm MPa
A %
Cu Sn 4 P 0 / H14 180 / 550 345 / 600 50 / 5
Cu Sn 9 P 0 / H14 210 / 730 405 / 740 50 / 5 • E : 108 - 122.103 MPa. Particularités des bronzes Caractéristiques mécaniques supérieures au cuivre et au laiton. Grande résistance à l’usure et bonnes propriétés de frottement. Excellente résistance à la corrosion, notamment vis à vis de l'eau de mer, qui s'améliore avec l'augmentation de la teneur en étain. Bronzes phosphoreux Bronzes avec addition de P : 0,3 % max. Norme NF A 51-111 (fil). Formation de Cu3P, composé dur mais fragile, qui favorise les qualités tribologiques et de frottement. Bronzes au zinc Bronzes avec addition Zn : 4 à 1O %. Les résistances mécaniques sont maintenues avec augmentation :
• De la malléabilité. • De la conductivité électrique.
Mais une diminution des qualités de frottement. Il s'agit principalement des bronzes "Chrysocale" :
• Cu Sn 3 Zn 9. • Cu Sn 5 Zn 4.
Avec des applications : contacts électriques, ressorts pour les industries électrique, connectique et électronique.
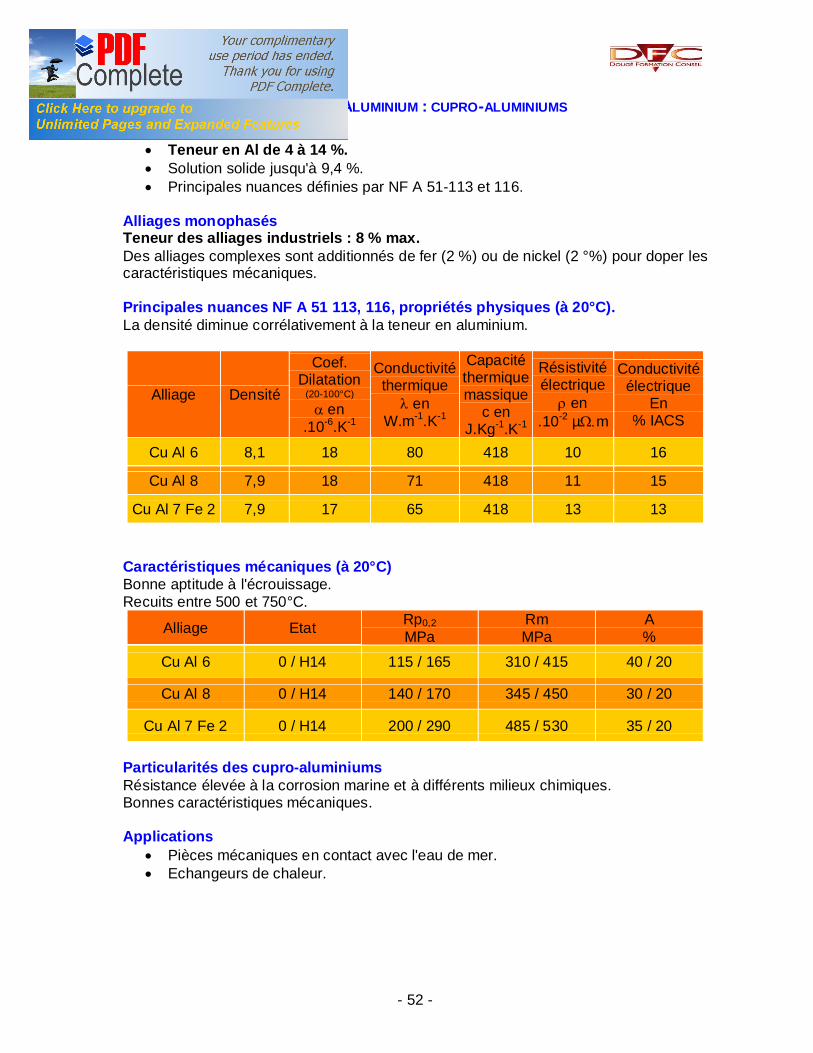
"Le cuivre et ses alliages "
- 52 -
4.5 ALLIAGES CUIVRE-ALUMINIUM : CUPRO-ALUMINIUMS
• Teneur en Al de 4 à 14 %. • Solution solide jusqu'à 9,4 %. • Principales nuances définies par NF A 51-113 et 116.
Alliages monophasés Teneur des alliages industriels : 8 % max. Des alliages complexes sont additionnés de fer (2 %) ou de nickel (2 °%) pour doper les caractéristiques mécaniques. Principales nuances NF A 51 113, 116, propriétés physiques (à 20°C). La densité diminue corrélativement à la teneur en aluminium.
Alliage Densité
Coef. Dilatation
(20-100°C)
α en .10-6.K-1
Conductivité thermique
λ en W.m-1.K-1
Capacité thermique massique
c en J.Kg-1.K-1
Résistivité électrique
ρ en .10-2 µΩ.m
Conductivité électrique
En % IACS
Cu Al 6 8,1 18 80 418 10 16
Cu Al 8 7,9 18 71 418 11 15
Cu Al 7 Fe 2 7,9 17 65 418 13 13 Caractéristiques mécaniques (à 20°C) Bonne aptitude à l'écrouissage. Recuits entre 500 et 750°C.
Alliage Etat Rp0,2 MPa
Rm MPa
A %
Cu Al 6 0 / H14 115 / 165 310 / 415 40 / 20
Cu Al 8 0 / H14 140 / 170 345 / 450 30 / 20
Cu Al 7 Fe 2 0 / H14 200 / 290 485 / 530 35 / 20 Particularités des cupro-aluminiums Résistance élevée à la corrosion marine et à différents milieux chimiques. Bonnes caractéristiques mécaniques. Applications
• Pièces mécaniques en contact avec l'eau de mer. • Echangeurs de chaleur.
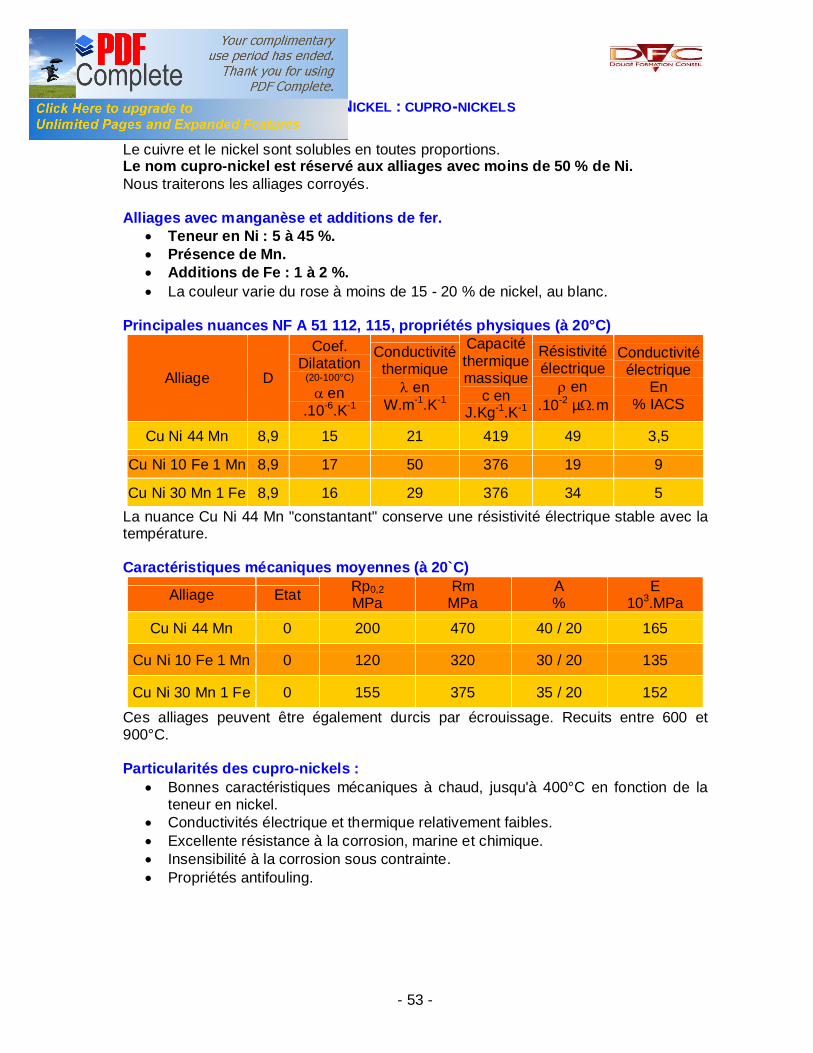
"Le cuivre et ses alliages "
- 53 -
4.6 ALLIAGES CUIVRE-NICKEL : CUPRO-NICKELS Le cuivre et le nickel sont solubles en toutes proportions. Le nom cupro-nickel est réservé aux alliages avec moins de 50 % de Ni. Nous traiterons les alliages corroyés. Alliages avec manganèse et additions de fer.
• Teneur en Ni : 5 à 45 %. • Présence de Mn. • Additions de Fe : 1 à 2 %. • La couleur varie du rose à moins de 15 - 20 % de nickel, au blanc.
Principales nuances NF A 51 112, 115, propriétés physiques (à 20°C)
Alliage D
Coef. Dilatation
(20-100°C)
α en .10-6.K-1
Conductivité thermique
λ en W.m-1.K-1
Capacité thermique massique
c en J.Kg-1.K-1
Résistivité électrique
ρ en .10-2 µΩ.m
Conductivité électrique
En % IACS
Cu Ni 44 Mn 8,9 15 21 419 49 3,5
Cu Ni 10 Fe 1 Mn 8,9 17 50 376 19 9
Cu Ni 30 Mn 1 Fe 8,9 16 29 376 34 5 La nuance Cu Ni 44 Mn "constantant" conserve une résistivité électrique stable avec la température. Caractéristiques mécaniques moyennes (à 20`C)
Alliage Etat Rp0,2 MPa
Rm MPa
A %
E 103.MPa
Cu Ni 44 Mn 0 200 470 40 / 20 165
Cu Ni 10 Fe 1 Mn 0 120 320 30 / 20 135
Cu Ni 30 Mn 1 Fe 0 155 375 35 / 20 152 Ces alliages peuvent être également durcis par écrouissage. Recuits entre 600 et 900°C. Particularités des cupro-nickels :
• Bonnes caractéristiques mécaniques à chaud, jusqu'à 400°C en fonction de la teneur en nickel.
• Conductivités électrique et thermique relativement faibles. • Excellente résistance à la corrosion, marine et chimique. • Insensibilité à la corrosion sous contrainte. • Propriétés antifouling.
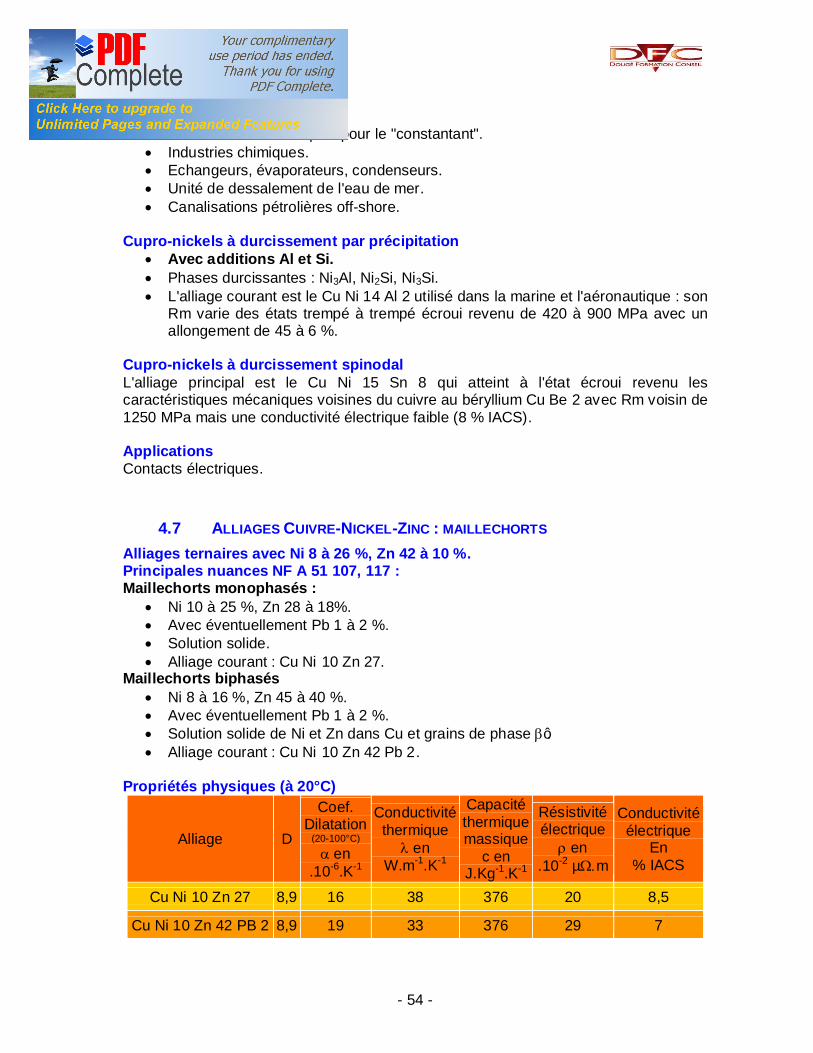
"Le cuivre et ses alliages "
- 54 -
Applications
• Constructions électriques pour le "constantant". • Industries chimiques. • Echangeurs, évaporateurs, condenseurs. • Unité de dessalement de l'eau de mer. • Canalisations pétrolières off-shore.
Cupro-nickels à durcissement par précipitation
• Avec additions Al et Si. • Phases durcissantes : Ni3Al, Ni2Si, Ni3Si. • L'alliage courant est le Cu Ni 14 Al 2 utilisé dans la marine et l'aéronautique : son
Rm varie des états trempé à trempé écroui revenu de 420 à 900 MPa avec un allongement de 45 à 6 %.
Cupro-nickels à durcissement spinodal L'alliage principal est le Cu Ni 15 Sn 8 qui atteint à l'état écroui revenu les caractéristiques mécaniques voisines du cuivre au béryllium Cu Be 2 avec Rm voisin de 1250 MPa mais une conductivité électrique faible (8 % IACS). Applications Contacts électriques.
4.7 ALLIAGES CUIVRE-NICKEL-ZINC : MAILLECHORTS Alliages ternaires avec Ni 8 à 26 %, Zn 42 à 10 %. Principales nuances NF A 51 107, 117 : Maillechorts monophasés :
• Ni 10 à 25 %, Zn 28 à 18%. • Avec éventuellement Pb 1 à 2 %. • Solution solide. • Alliage courant : Cu Ni 10 Zn 27.
Maillechorts biphasés • Ni 8 à 16 %, Zn 45 à 40 %. • Avec éventuellement Pb 1 à 2 %. • Solution solide de Ni et Zn dans Cu et grains de phase β’. • Alliage courant : Cu Ni 10 Zn 42 Pb 2.
Propriétés physiques (à 20°C)
Alliage D
Coef. Dilatation
(20-100°C)
α en .10-6.K-1
Conductivité thermique
λ en W.m-1.K-1
Capacité thermique massique
c en J.Kg-1.K-1
Résistivité électrique
ρ en .10-2 µΩ.m
Conductivité électrique
En % IACS
Cu Ni 10 Zn 27 8,9 16 38 376 20 8,5
Cu Ni 10 Zn 42 PB 2 8,9 19 33 376 29 7
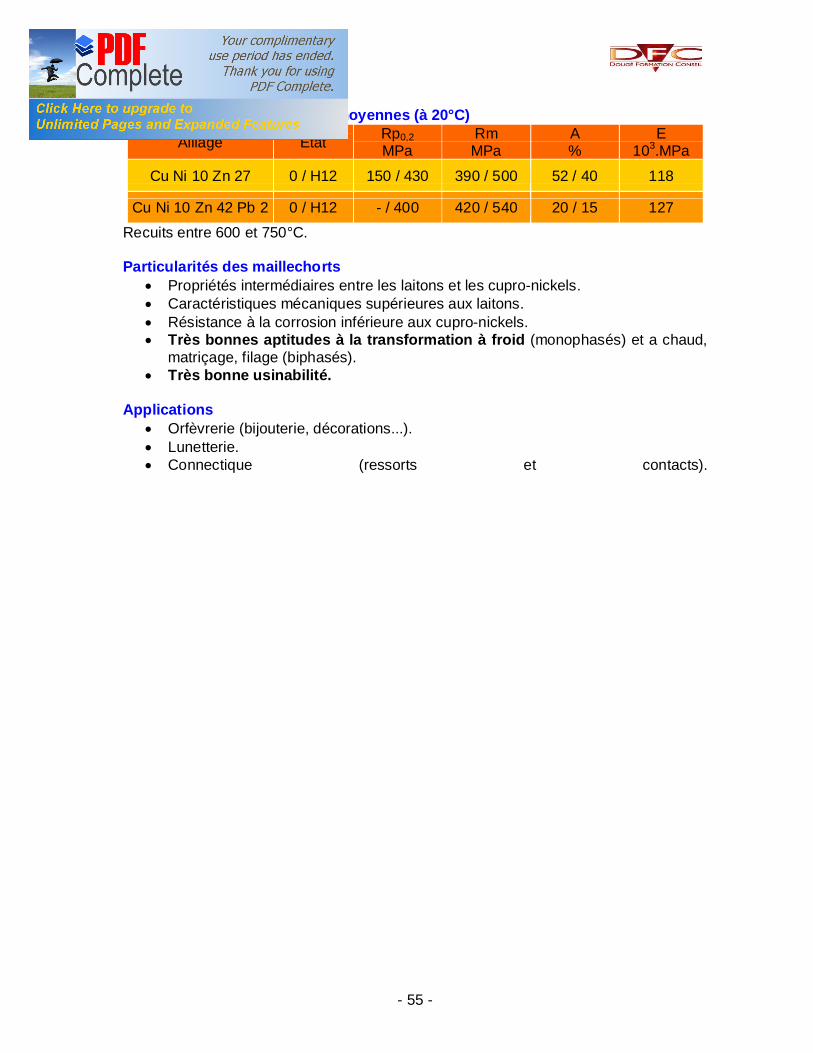
"Le cuivre et ses alliages "
- 55 -
Caractéristiques mécaniques moyennes (à 20°C)
Alliage Etat Rp0,2 MPa
Rm MPa
A %
E 103.MPa
Cu Ni 10 Zn 27 0 / H12 150 / 430 390 / 500 52 / 40 118
Cu Ni 10 Zn 42 Pb 2 0 / H12 - / 400 420 / 540 20 / 15 127 Recuits entre 600 et 750°C. Particularités des maillechorts
• Propriétés intermédiaires entre les laitons et les cupro-nickels. • Caractéristiques mécaniques supérieures aux laitons. • Résistance à la corrosion inférieure aux cupro-nickels. • Très bonnes aptitudes à la transformation à froid (monophasés) et a chaud,
matriçage, filage (biphasés). • Très bonne usinabilité.
Applications
• Orfèvrerie (bijouterie, décorations...). • Lunetterie. • Connectique (ressorts et contacts).
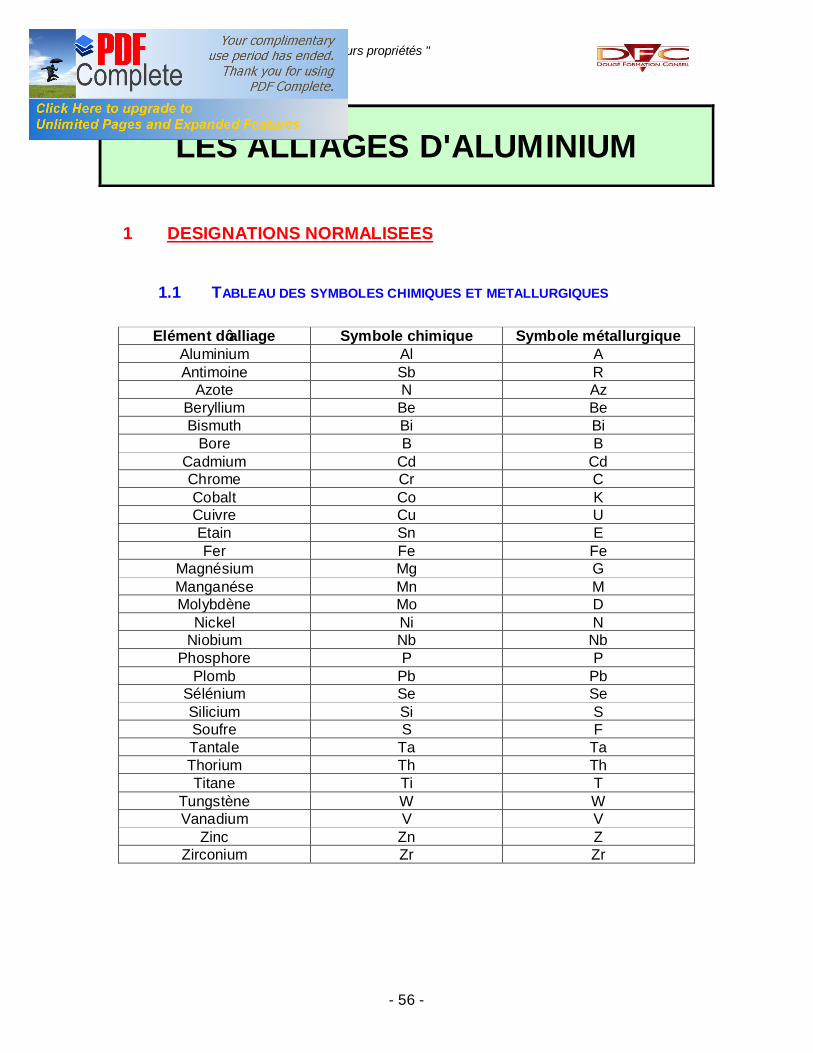
"Les différents alliages d’aluminium et leurs propriétés "
- 56 -
LES ALLIAGES D'ALUMINIUM
1 DESIGNATIONS NORMALISEES
1.1 TABLEAU DES SYMBOLES CHIMIQUES ET METALLURGIQUES
Elément d’alliage Symbole chimique Symbole métallurgique Aluminium Al A Antimoine Sb R
Azote N Az Beryllium Be Be Bismuth Bi Bi
Bore B B Cadmium Cd Cd Chrome Cr C Cobalt Co K Cuivre Cu U Etain Sn E Fer Fe Fe
Magnésium Mg G Manganése Mn M Molybdène Mo D
Nickel Ni N Niobium Nb Nb
Phosphore P P Plomb Pb Pb
Sélénium Se Se Silicium Si S Soufre S F Tantale Ta Ta Thorium Th Th Titane Ti T
Tungstène W W Vanadium V V
Zinc Zn Z Zirconium Zr Zr
"Les différents alliages d’aluminium et leurs propriétés "
- 57 -
1.2 PRODUITS DE FONDERIES.
1.2.1 SELON ANCIENNE NORME NFA 02-004.
1.2.1.1 Métal pur La désignation est composée du : Symbole métallurgique + chiffre après la virgule de l’indice de pureté chimique en pourcentage. Exemple :
• A7 = Aluminium à 99,7% pur • A99 = Aluminium à 99,99% pur
1.2.1.2 Alliage
La désignation est composée du : Symbole métallurgique du métal de base + Symbole métallurgique du métal d’alliage par ordre décroissant de teneur + sa teneur en pourcentage (Si La teneur est non indiquée, elle est inférieure ou égale à 1%) Exemple :
• AU4G = Alliage d’aluminium avec 4% de Cuivre et moins de 1% de Magnésium
• AS7G0,3 = Alliage d’aluminium avec 7% de Silicium et 0,3% de Magnésium
1.2.2 SELON NORME EN VIGUEUR NF 1780-1: DESIGNATION NUMERIQUE. Cette norme à 5 chiffres est officielle, mais très peu utilisée dans l’industrie. Les alliages d'aluminium pour fonderie sont référencés par une désignation de 5 chiffres et deux lettres : AC (A pour aluminium et C pour Casting qui veut dire fonderie). Dans les faits, très souvent, seuls les cinq chiffres sont utilisés.
• Le premier chiffre indique l'élément d'addition principal de l'alliage : Ø (série des 20000) : cuivre (exemple 21000) Ø (série des 40000) : silicium (exemple : 43300) Ø (série des 50000) : magnésium (exemple : 51200) Ø (série des 70000) : zinc (exemple : 71000)
• Le deuxième chiffre indique le groupe de l'alliage.
Cette notion de groupe est utilisée pour les alliages normalisés. Chaque groupe présente un ensemble de caractéristiques mécaniques et/ou physiques similaires. Par exemple les alliages du groupe AlSi ont une composition proche de l'eutectique
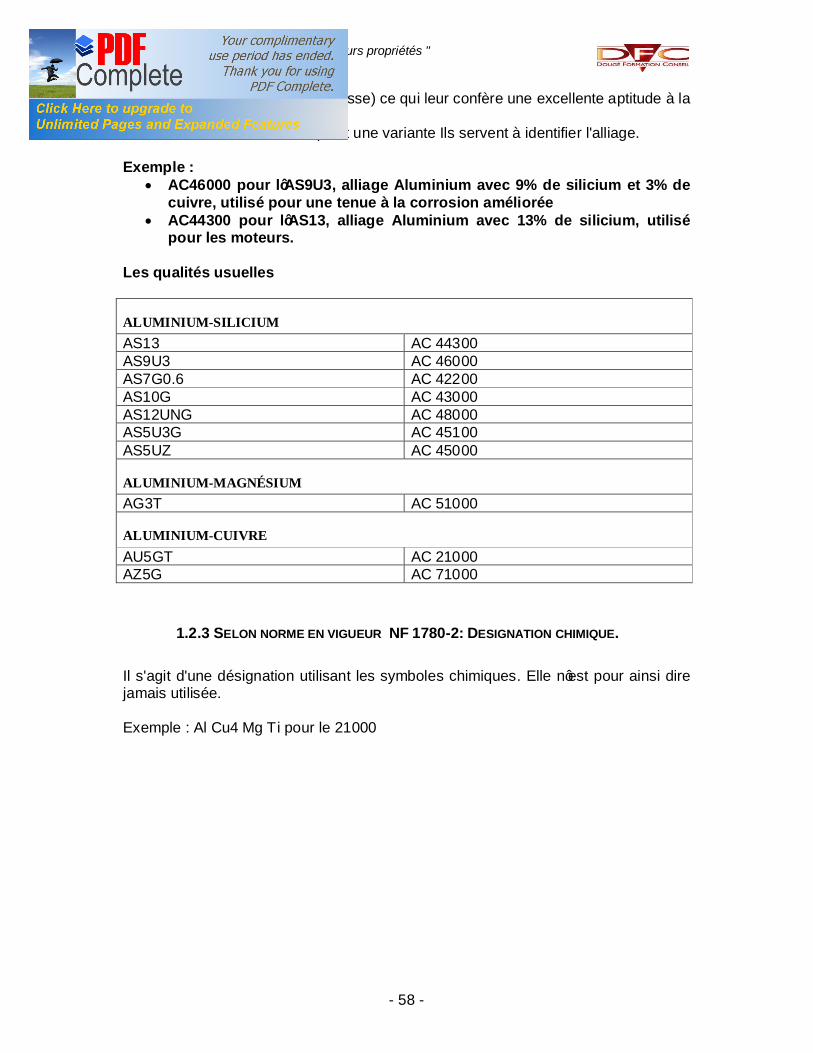
"Les différents alliages d’aluminium et leurs propriétés "
- 58 -
aluminium-silicium (12,6 % en masse) ce qui leur confère une excellente aptitude à la coulée. Les trois chiffres suivant indiquent une variante Ils servent à identifier l'alliage. Exemple :
• AC46000 pour l’AS9U3, alliage Aluminium avec 9% de silicium et 3% de cuivre, utilisé pour une tenue à la corrosion améliorée
• AC44300 pour l’AS13, alliage Aluminium avec 13% de silicium, utilisé pour les moteurs.
Les qualités usuelles
ALUMINIUM-SILICIUM
AS13 AC 44300 AS9U3 AC 46000 AS7G0.6 AC 42200 AS10G AC 43000 AS12UNG AC 48000 AS5U3G AC 45100 AS5UZ AC 45000
ALUMINIUM-MAGNÉSIUM AG3T AC 51000
ALUMINIUM-CUIVRE AU5GT AC 21000 AZ5G AC 71000
1.2.3 SELON NORME EN VIGUEUR NF 1780-2: DESIGNATION CHIMIQUE. Il s'agit d'une désignation utilisant les symboles chimiques. Elle n’est pour ainsi dire jamais utilisée. Exemple : Al Cu4 Mg Ti pour le 21000
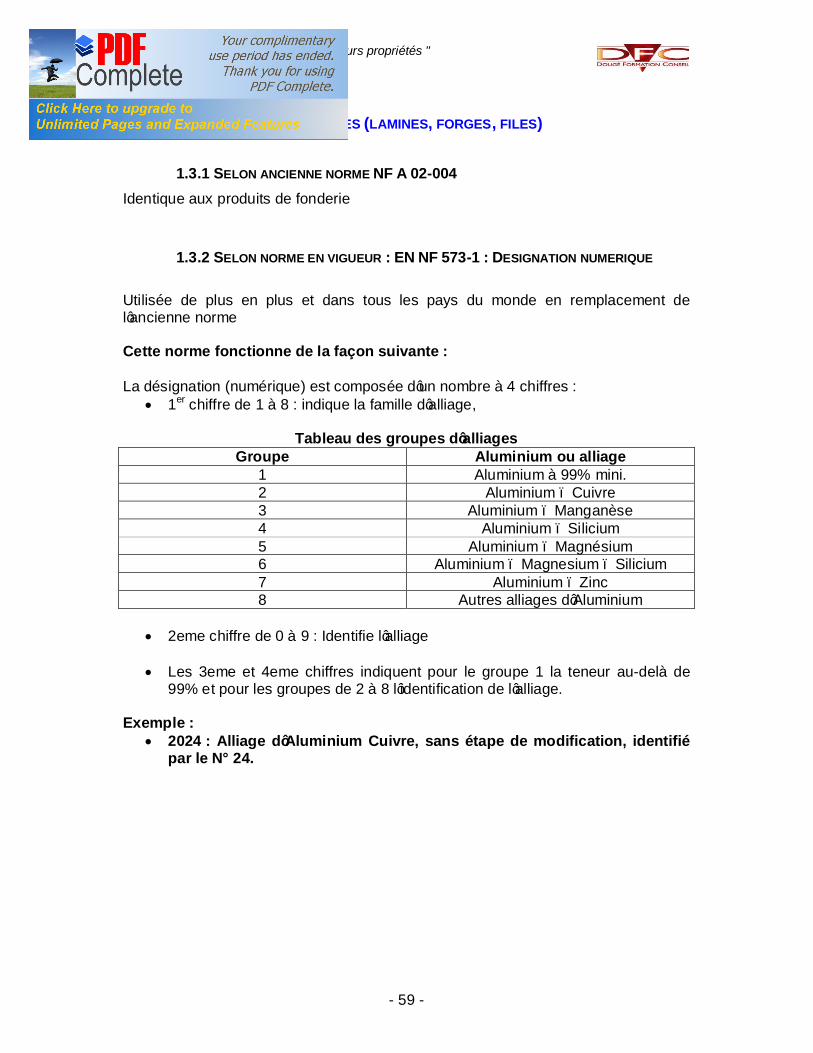
"Les différents alliages d’aluminium et leurs propriétés "
- 59 -
1.3 PRODUITS CORROYES (LAMINES, FORGES, FILES)
1.3.1 SELON ANCIENNE NORME NF A 02-004 Identique aux produits de fonderie
1.3.2 SELON NORME EN VIGUEUR : EN NF 573-1 : DESIGNATION NUMERIQUE Utilisée de plus en plus et dans tous les pays du monde en remplacement de l’ancienne norme Cette norme fonctionne de la façon suivante : La désignation (numérique) est composée d’un nombre à 4 chiffres :
• 1er chiffre de 1 à 8 : indique la famille d’alliage,
Tableau des groupes d’alliages Groupe Aluminium ou alliage
1 Aluminium à 99% mini. 2 Aluminium – Cuivre 3 Aluminium – Manganèse 4 Aluminium – Silicium 5 Aluminium – Magnésium 6 Aluminium – Magnesium – Silicium 7 Aluminium – Zinc 8 Autres alliages d’Aluminium
• 2eme chiffre de 0 à 9 : Identifie l’alliage
• Les 3eme et 4eme chiffres indiquent pour le groupe 1 la teneur au-delà de
99% et pour les groupes de 2 à 8 l’identification de l’alliage. Exemple :
• 2024 : Alliage d’Aluminium Cuivre, sans étape de modification, identifié par le N° 24.
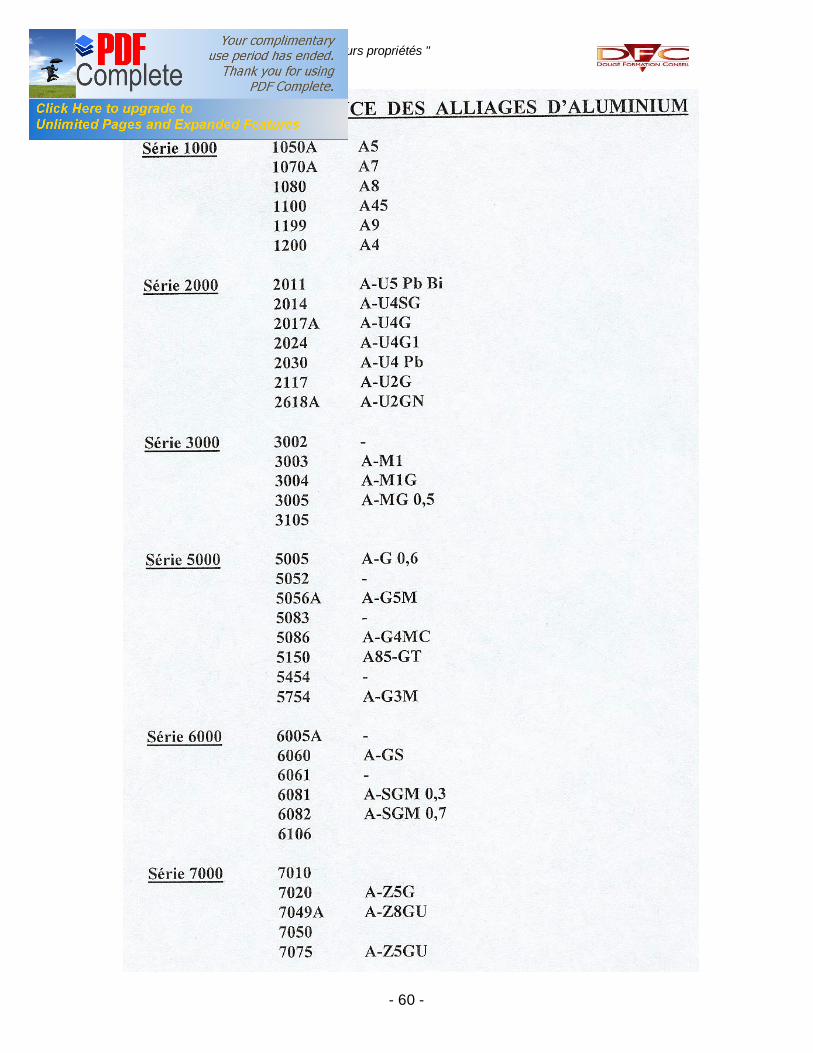
"Les différents alliages d’aluminium et leurs propriétés "
- 60 -
"Les différents alliages d’aluminium et leurs propriétés "
- 61 -
1.3.3 SELON NORME EN VIGUEUR : EN NF 573-2 : DESIGNATION CHIMIQUE
Il existe aussi une désignation symbolique qui est peut utilisée : Ce mode fonctionnement utilise les symboles chimiques et fonctionne de la façon suivante : Le premier symbole est celui de l’aluminium. Puis les principaux éléments d’alliages par ordre décroissant avec leurs teneurs moyennes en pourcentage. Exemple :
• Al Zn 5,5 Mg 2,5 Cu 1,5 : Alliage d’Aluminium Zinc contenant 5,5 % de zinc, 2,5 % de Magnésium et 1,5 % de cuivre.
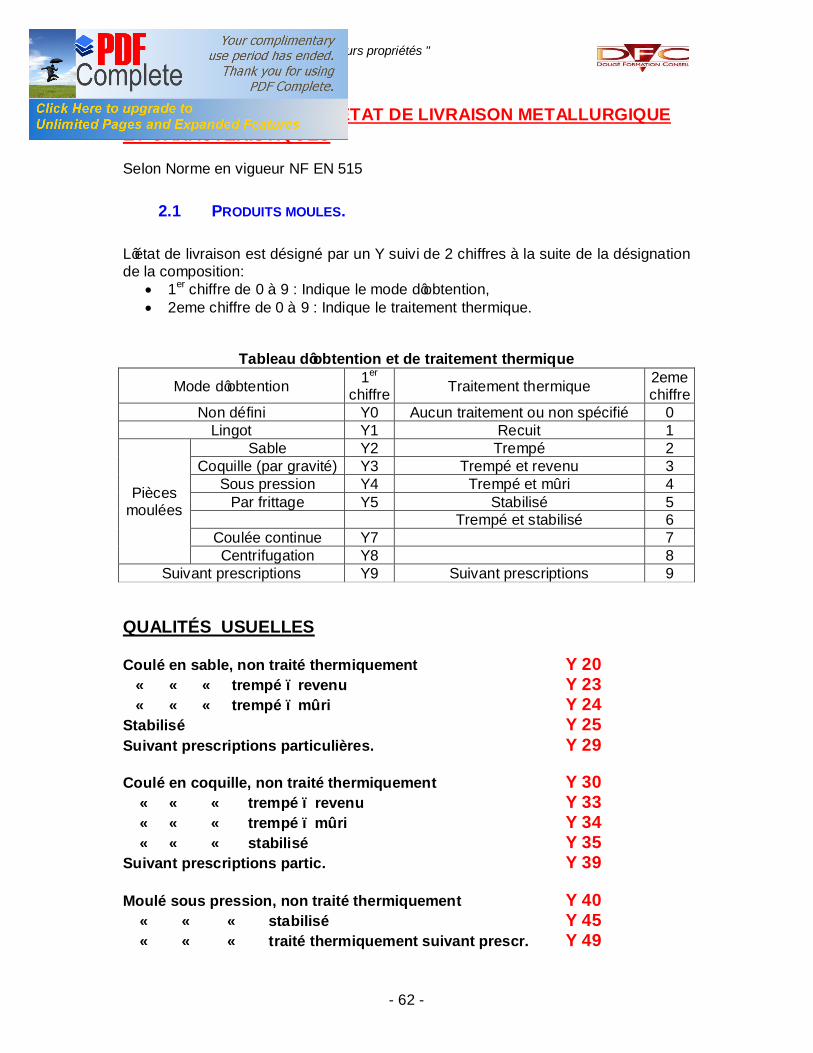
"Les différents alliages d’aluminium et leurs propriétés "
- 62 -
2 DESIGNATION DE L’ETAT DE LIVRAISON METALLURGIQUE ET CARACTERISTIQUES
Selon Norme en vigueur NF EN 515
2.1 PRODUITS MOULES. L’état de livraison est désigné par un Y suivi de 2 chiffres à la suite de la désignation de la composition:
• 1er chiffre de 0 à 9 : Indique le mode d’obtention, • 2eme chiffre de 0 à 9 : Indique le traitement thermique.
Tableau d’obtention et de traitement thermique
Mode d’obtention 1er chiffre Traitement thermique 2eme
chiffre Non défini Y0 Aucun traitement ou non spécifié 0
Lingot Y1 Recuit 1 Sable Y2 Trempé 2
Coquille (par gravité) Y3 Trempé et revenu 3 Sous pression Y4 Trempé et mûri 4
Par frittage Y5 Stabilisé 5 Trempé et stabilisé 6
Coulée continue Y7 7
Pièces moulées
Centrifugation Y8 8 Suivant prescriptions Y9 Suivant prescriptions 9
QUALITÉS USUELLES Coulé en sable, non traité thermiquement Y 20 « « « trempé – revenu Y 23 « « « trempé – mûri Y 24 Stabilisé Y 25 Suivant prescriptions particulières. Y 29 Coulé en coquille, non traité thermiquement Y 30 « « « trempé – revenu Y 33 « « « trempé – mûri Y 34 « « « stabilisé Y 35 Suivant prescriptions partic. Y 39 Moulé sous pression, non traité thermiquement Y 40 « « « stabilisé Y 45 « « « traité thermiquement suivant prescr. Y 49
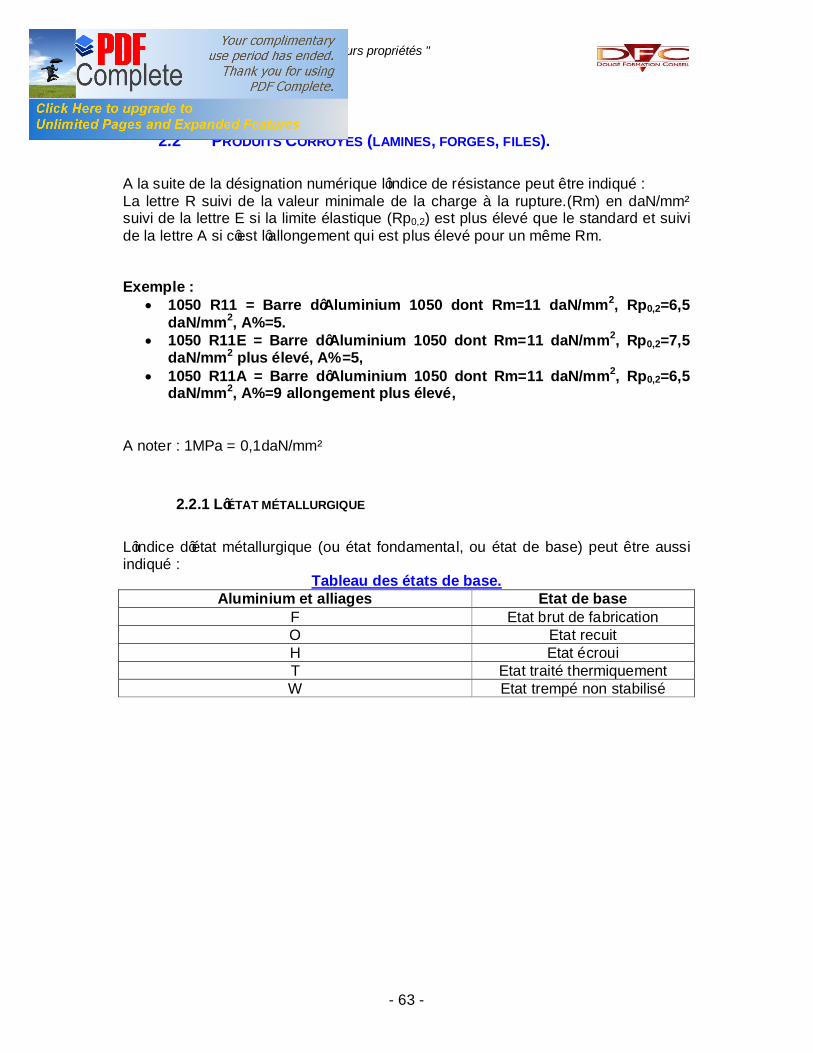
"Les différents alliages d’aluminium et leurs propriétés "
- 63 -
2.2 PRODUITS CORROYES (LAMINES, FORGES, FILES). A la suite de la désignation numérique l’indice de résistance peut être indiqué : La lettre R suivi de la valeur minimale de la charge à la rupture.(Rm) en daN/mm² suivi de la lettre E si la limite élastique (Rp0,2) est plus élevé que le standard et suivi de la lettre A si c’est l’allongement qui est plus élevé pour un même Rm. Exemple :
• 1050 R11 = Barre d’Aluminium 1050 dont Rm=11 daN/mm2, Rp0,2=6,5 daN/mm2, A%=5.
• 1050 R11E = Barre d’Aluminium 1050 dont Rm=11 daN/mm2, Rp0,2=7,5 daN/mm2 plus élevé, A%=5,
• 1050 R11A = Barre d’Aluminium 1050 dont Rm=11 daN/mm2, Rp0,2=6,5 daN/mm2, A%=9 allongement plus élevé,
A noter : 1MPa = 0,1daN/mm²
2.2.1 L’ÉTAT MÉTALLURGIQUE L’indice d’état métallurgique (ou état fondamental, ou état de base) peut être aussi indiqué :
Tableau des états de base. Aluminium et alliages Etat de base
F Etat brut de fabrication O Etat recuit H Etat écroui T Etat traité thermiquement W Etat trempé non stabilisé
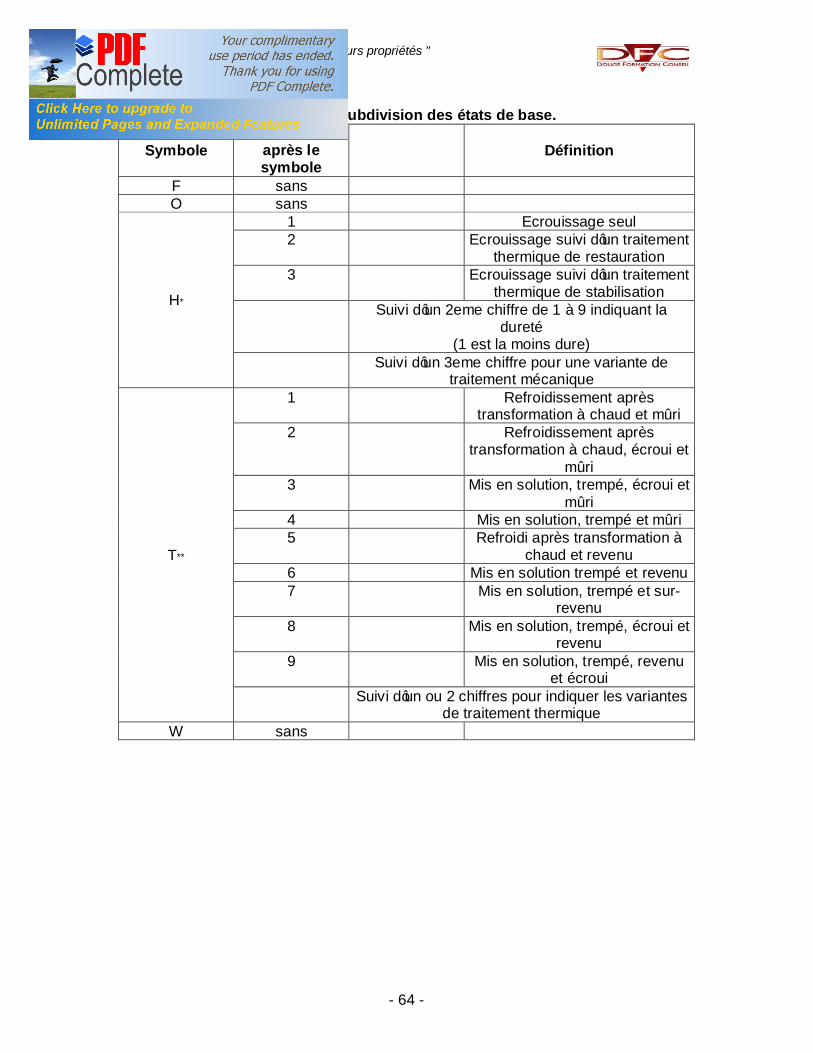
"Les différents alliages d’aluminium et leurs propriétés "
- 64 -
Tableau de subdivision des états de base.
Symbole 1er chiffre après le symbole
Définition
F sans O sans
1 Ecrouissage seul 2 Ecrouissage suivi d’un traitement
thermique de restauration 3 Ecrouissage suivi d’un traitement
thermique de stabilisation Suivi d’un 2eme chiffre de 1 à 9 indiquant la
dureté (1 est la moins dure)
H*
Suivi d’un 3eme chiffre pour une variante de traitement mécanique
1 Refroidissement après transformation à chaud et mûri
2 Refroidissement après transformation à chaud, écroui et
mûri 3 Mis en solution, trempé, écroui et
mûri 4 Mis en solution, trempé et mûri 5 Refroidi après transformation à
chaud et revenu 6 Mis en solution trempé et revenu 7 Mis en solution, trempé et sur-
revenu 8 Mis en solution, trempé, écroui et
revenu 9 Mis en solution, trempé, revenu
et écroui
T**
Suivi d’un ou 2 chiffres pour indiquer les variantes de traitement thermique
W sans
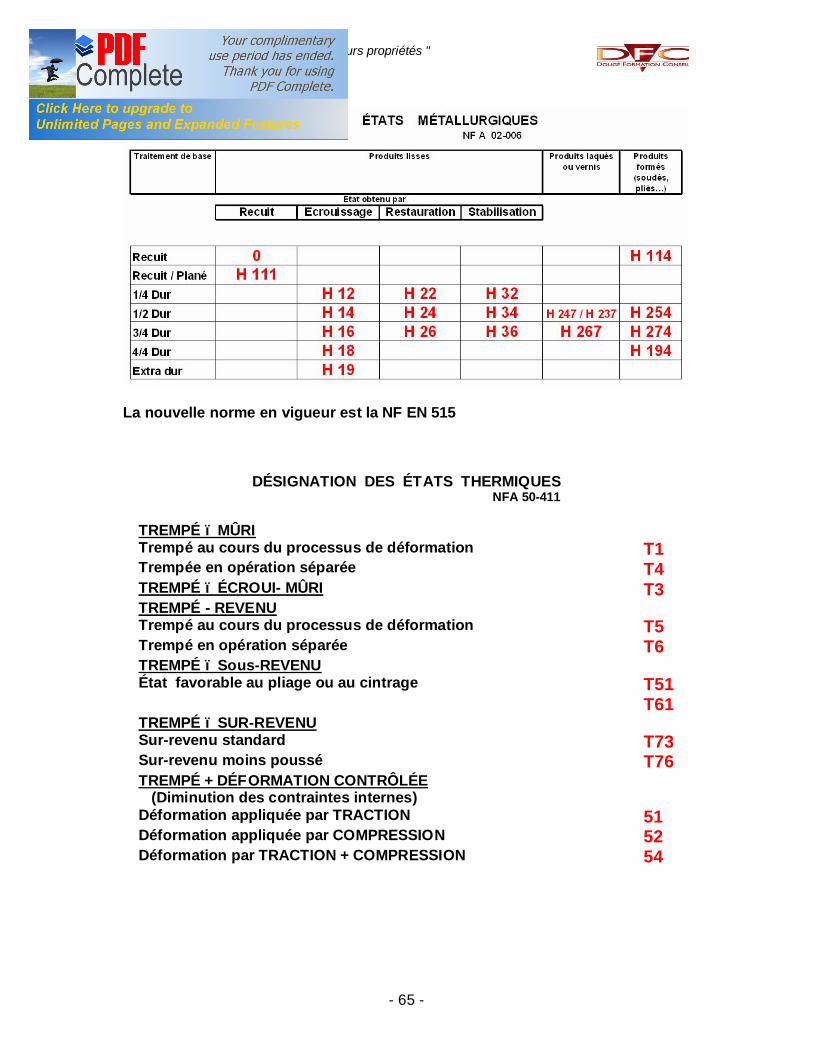
"Les différents alliages d’aluminium et leurs propriétés "
- 65 -
La nouvelle norme en vigueur est la NF EN 515
DÉSIGNATION DES ÉTATS THERMIQUES
NFA 50-411 TREMPÉ – MÛRI Trempé au cours du processus de déformation T1 Trempée en opération séparée T4 TREMPÉ – ÉCROUI- MÛRI T3 TREMPÉ - REVENU Trempé au cours du processus de déformation T5 Trempé en opération séparée T6 TREMPÉ – Sous-REVENU État favorable au pliage ou au cintrage T51 T61 TREMPÉ – SUR-REVENU Sur-revenu standard T73 Sur-revenu moins poussé T76 TREMPÉ + DÉFORMATION CONTRÔLÉE (Diminution des contraintes internes)
Déformation appliquée par TRACTION 51 Déformation appliquée par COMPRESSION 52 Déformation par TRACTION + COMPRESSION 54
"Les différents alliages d’aluminium et leurs propriétés "
- 66 -
Exemple :
• AU 4G Y25 : Alliage de fonderie obtenue par moulage au sable et stabilisé.
• 3005 O : Alliage de corroyage Aluminium-Manganèse recuit • 2618 R41 T6 : Alliage de corroyage Aluminium-Magnésium-Silicium traité
thermiquement par une mise en solution et un revenu. • 5083 H111 : Alliage de corroyage Aluminium-Magnésium écroui de faible
durcissement et laminé. 5005 H18 : Alliage de corroyage Aluminium-Magnésium écroui avec un fort durcissement
3 PROPRIETE DE L’ALUMINIUM.
3.1 PROPRIETES CHIMIQUES ET METALLURGIQUES. 3.1.1 PHYSIQUE :
• Numéro atomique : ……………………………………………………… Z=13 • Masse atomique : …………………………………………………… .M=26,97 • Point de fusion : ………………………………………………………… .660°c • Densité : ………………………………………………………………… d = 2,7 • Masse volumique à 20°C ……………………………………… 2700 kg/m3 • Structure cristalline : …………………………………… CFC (a= 0,4041 nm) • Coefficient de dilatation :
…………………………………………… ..= 23,8.10-6 K-1 (de 20°C à 100°C) …………………………………………… ..= 25,4.10-6 K-1 (de 20°C à 300°C) …………………………………………… ..= 28,7.10-6 K-1 (de 20°C à 600°C)
• Capacité thermique massique à 20°C : ………………… .c= 950 J. kg-1. K-1 • Conductibilité thermique à 20°C : ………………… ..... λ = 237,6 W. m-1.K-1 • Résistivité électrique à 20°C : …………………… .……ρ = 2,63.10-2 µΩ.cm • Conductivité électrique : ………………………………… ..……… 65% IACS
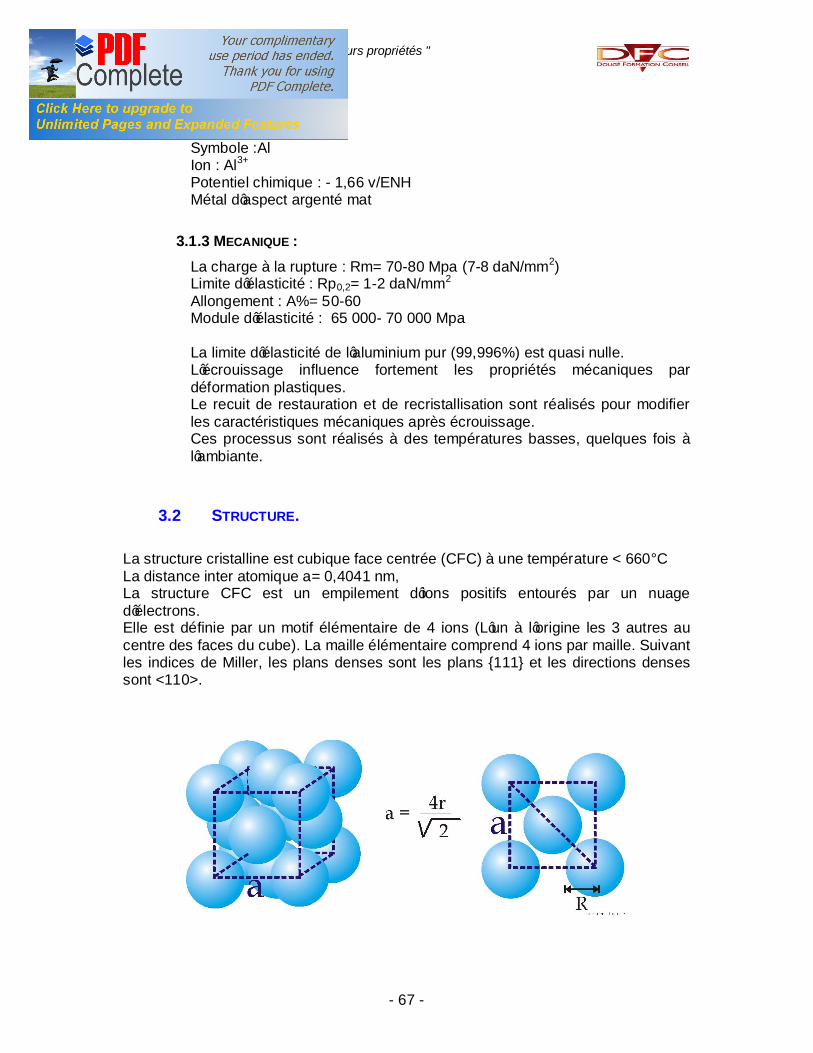
"Les différents alliages d’aluminium et leurs propriétés "
- 67 -
3.1.2 CHIMIQUE :
Symbole :Al Ion : Al3+ Potentiel chimique : - 1,66 v/ENH Métal d’aspect argenté mat
3.1.3 MECANIQUE :
La charge à la rupture : Rm= 70-80 Mpa (7-8 daN/mm2) Limite d’élasticité : Rp0,2= 1-2 daN/mm2 Allongement : A%= 50-60 Module d’élasticité : 65 000- 70 000 Mpa La limite d’élasticité de l’aluminium pur (99,996%) est quasi nulle. L’écrouissage influence fortement les propriétés mécaniques par déformation plastiques. Le recuit de restauration et de recristallisation sont réalisés pour modifier les caractéristiques mécaniques après écrouissage. Ces processus sont réalisés à des températures basses, quelques fois à l’ambiante.
3.2 STRUCTURE. La structure cristalline est cubique face centrée (CFC) à une température < 660°C La distance inter atomique a= 0,4041 nm, La structure CFC est un empilement d’ions positifs entourés par un nuage d’électrons. Elle est définie par un motif élémentaire de 4 ions (L’un à l’origine les 3 autres au centre des faces du cube). La maille élémentaire comprend 4 ions par maille. Suivant les indices de Miller, les plans denses sont les plans 111 et les directions denses sont <110>.
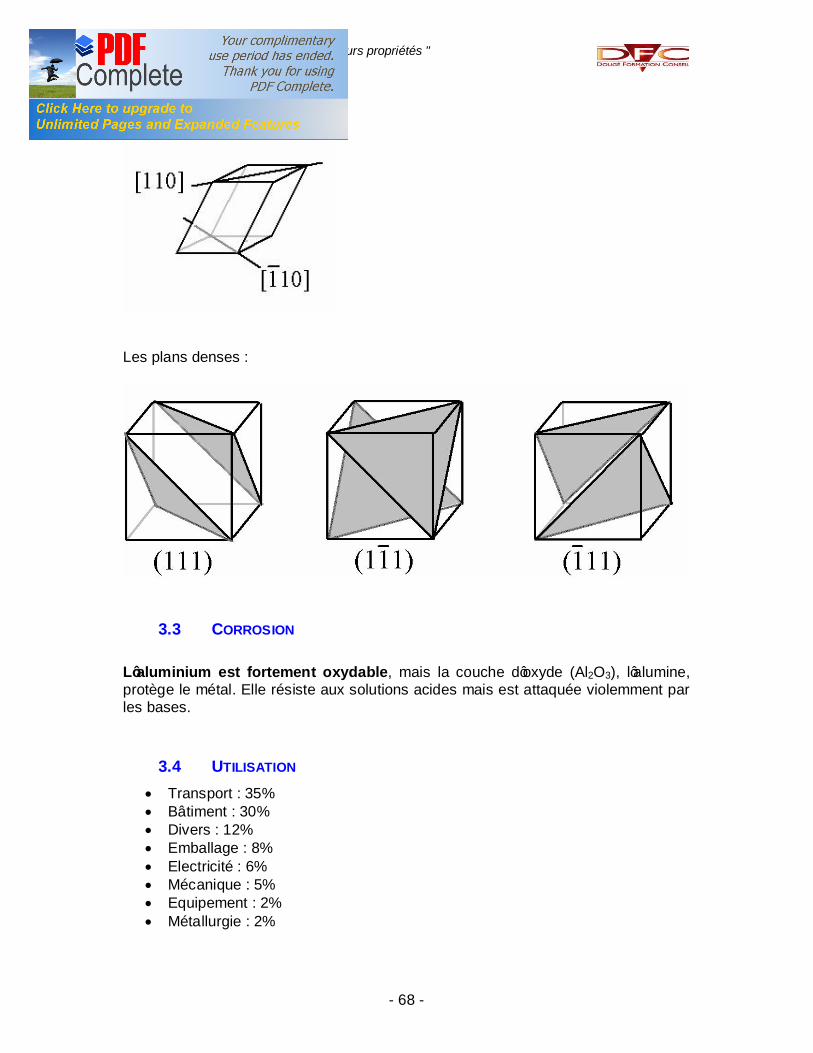
"Les différents alliages d’aluminium et leurs propriétés "
- 68 -
Les directions denses :
Les plans denses :
3.3 CORROSION L’aluminium est fortement oxydable, mais la couche d’oxyde (Al2O3), l’alumine, protège le métal. Elle résiste aux solutions acides mais est attaquée violemment par les bases.
3.4 UTILISATION • Transport : 35% • Bâtiment : 30% • Divers : 12% • Emballage : 8% • Electricité : 6% • Mécanique : 5% • Equipement : 2% • Métallurgie : 2%
"Les différents alliages d’aluminium et leurs propriétés "
- 69 -
4 ELABORATION
Le minerai utilisé est la BAUXITE composée de 45-60% d’alumine Al203, 20-30% d’oxyde ferrique Fe2O3, le reste étant de la silice, de l’oxyde de titane et de l’eau. L’objectif de la métallurgie de l’Aluminium va être d’extraire l’Alumine de la Bauxite et de réduire l’alumine en aluminium pur. Il s’agit d’une réduction chimique par électrolyse sous courant continu de haute intensité (> 300 KA) avec des cathodes de graphite. La Bauxite est concassée et ensuite broyée dans une solution (liqueur d’attaque) d’aluminate de sodium NaAlO2 et de soude NaOH pour obtenir une suspension de bauxite broyée (90% de particule d’un diamètre inférieur à 300 µm). La suspension est portée à 235-250°C sous une pression de 35-40 bars dans les autoclaves. La soude dissout l’alumine suivant la réaction :
Al2O3 + 2 OH- + 3 H2O à 2 [Al(OH)4]- Ensuite, la solution riche en aluminate et boues insolubles (impuretés) est diluée et décantée. Les boues sont lavées pour récupération de la liqueur. La liqueur récupérée au-dessus du décanteur est filtrée pour enlever les impuretés solides. La liqueur diluée enrichie en aluminate est refroidie dans des échangeurs. La dilution et le refroidissement engendre la précipitation d’hydroxyde d’aluminium suivant la réaction :
[Al(OH)4]- à Al(OH)3 + OH- Cette décomposition est initiée et contrôlée par une grande quantité d’amorce (Al(OH)3 issus des fabrications précédentes dans les décomposeurs, une succession de grands bacs. Une fraction importante de l’hydroxyde formé est recyclé pour constituer l’amorce, l’autre partie, la production réelle est filtrée, puis envoyée vers les fours à calciner. Des fours tournants d’une centaine de mètre atteignant 1300°C qui permettent d’obtenir l’alumine pure anhydre suivant la réaction :
2 Al(OH)3 à AL203 + 3 H2O
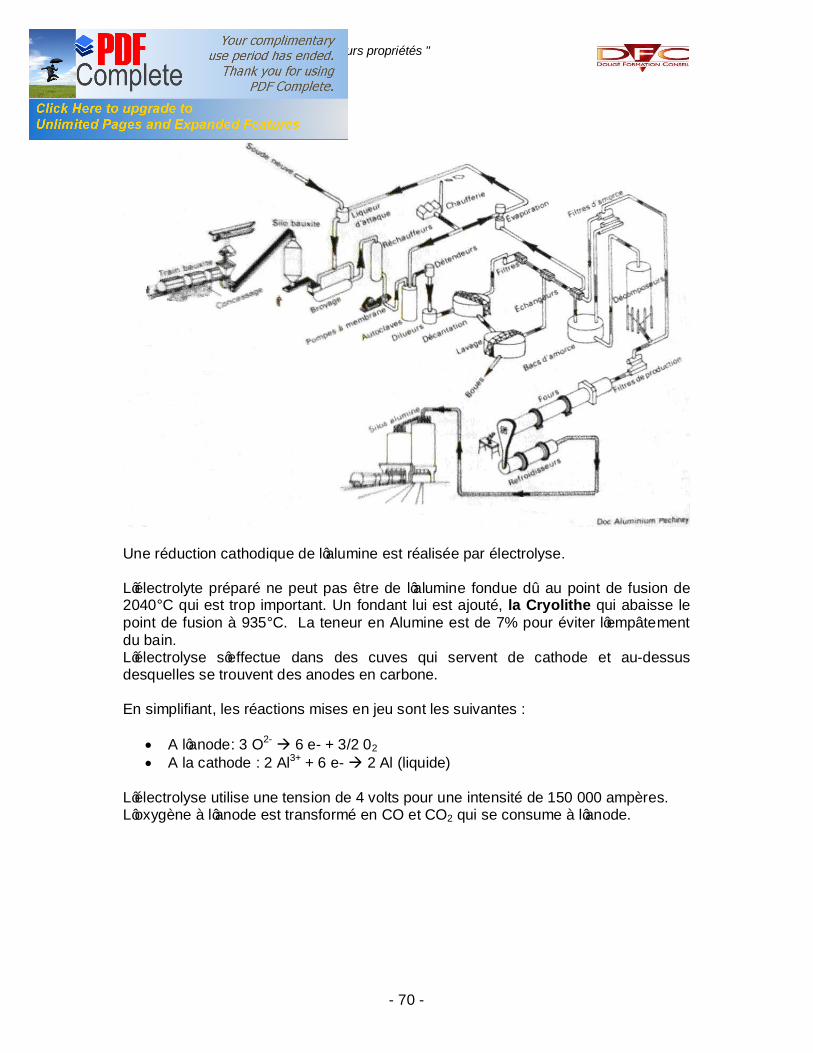
"Les différents alliages d’aluminium et leurs propriétés "
- 70 -
Schéma:
Une réduction cathodique de l’alumine est réalisée par électrolyse. L’électrolyte préparé ne peut pas être de l’alumine fondue dû au point de fusion de 2040°C qui est trop important. Un fondant lui est ajouté, la Cryolithe qui abaisse le point de fusion à 935°C. La teneur en Alumine est de 7% pour éviter l’empâtement du bain. L’électrolyse s’effectue dans des cuves qui servent de cathode et au-dessus desquelles se trouvent des anodes en carbone. En simplifiant, les réactions mises en jeu sont les suivantes :
• A l’anode: 3 O2- à 6 e- + 3/2 02 • A la cathode : 2 Al3+ + 6 e- à 2 Al (liquide)
L’électrolyse utilise une tension de 4 volts pour une intensité de 150 000 ampères. L’oxygène à l’anode est transformé en CO et CO2 qui se consume à l’anode.
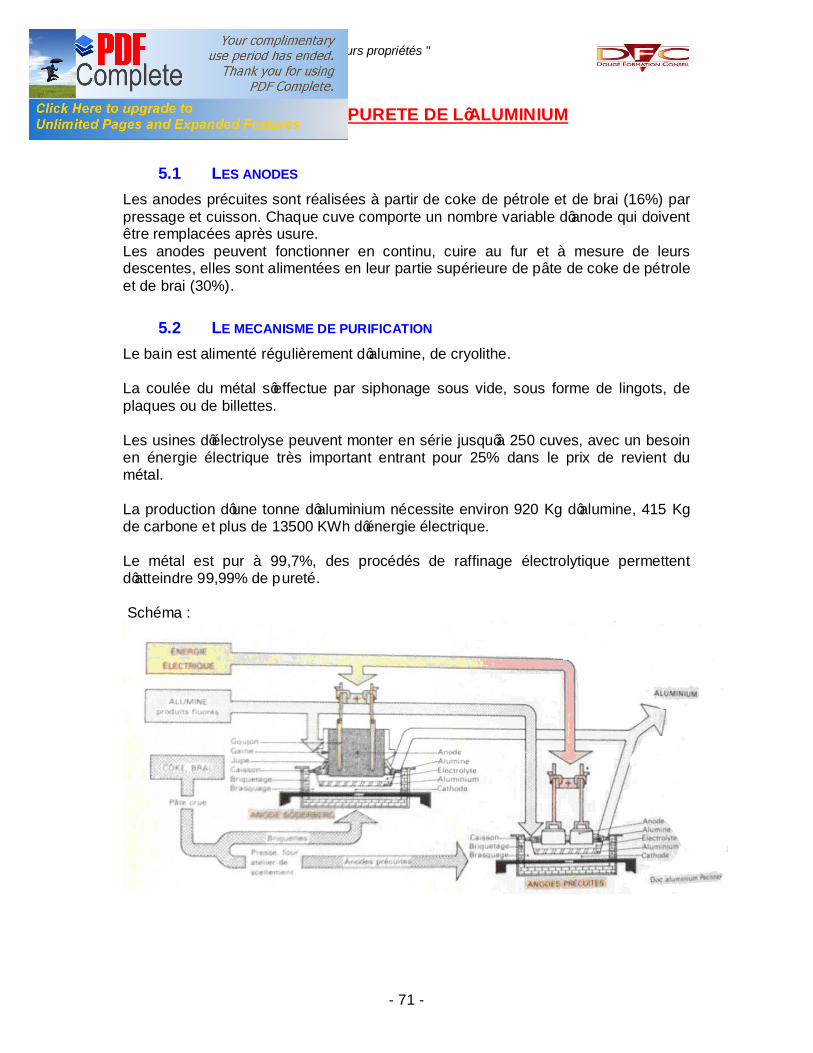
"Les différents alliages d’aluminium et leurs propriétés "
- 71 -
5 L’OBTENTION DE LA PURETE DE L’ALUMINIUM
5.1 LES ANODES
Les anodes précuites sont réalisées à partir de coke de pétrole et de brai (16%) par pressage et cuisson. Chaque cuve comporte un nombre variable d’anode qui doivent être remplacées après usure. Les anodes peuvent fonctionner en continu, cuire au fur et à mesure de leurs descentes, elles sont alimentées en leur partie supérieure de pâte de coke de pétrole et de brai (30%).
5.2 LE MECANISME DE PURIFICATION Le bain est alimenté régulièrement d’alumine, de cryolithe. La coulée du métal s’effectue par siphonage sous vide, sous forme de lingots, de plaques ou de billettes. Les usines d’électrolyse peuvent monter en série jusqu’à 250 cuves, avec un besoin en énergie électrique très important entrant pour 25% dans le prix de revient du métal. La production d’une tonne d’aluminium nécessite environ 920 Kg d’alumine, 415 Kg de carbone et plus de 13500 KWh d’énergie électrique. Le métal est pur à 99,7%, des procédés de raffinage électrolytique permettent d’atteindre 99,99% de pureté. Schéma :
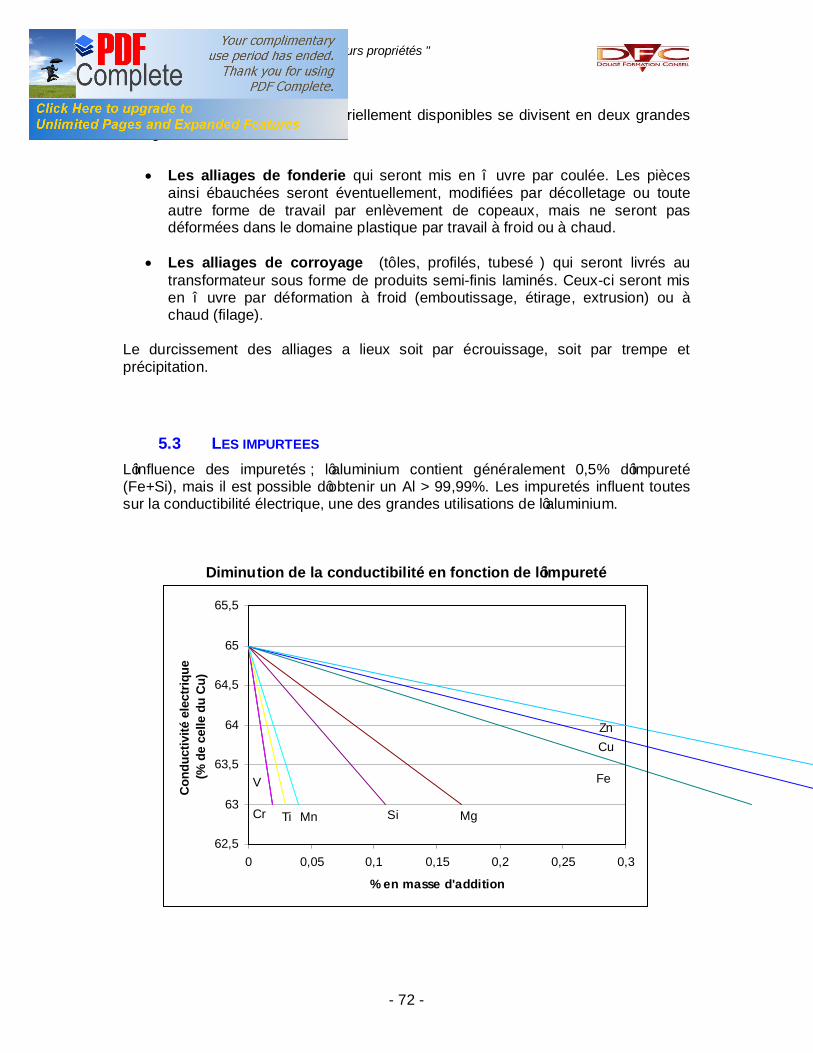
"Les différents alliages d’aluminium et leurs propriétés "
- 72 -
Les alliages d'aluminium industriellement disponibles se divisent en deux grandes catégories de mise en œuvre :
• Les alliages de fonderie qui seront mis en œuvre par coulée. Les pièces ainsi ébauchées seront éventuellement, modifiées par décolletage ou toute autre forme de travail par enlèvement de copeaux, mais ne seront pas déformées dans le domaine plastique par travail à froid ou à chaud.
• Les alliages de corroyage (tôles, profilés, tubes…) qui seront livrés au
transformateur sous forme de produits semi-finis laminés. Ceux-ci seront mis en œuvre par déformation à froid (emboutissage, étirage, extrusion) ou à chaud (filage).
Le durcissement des alliages a lieux soit par écrouissage, soit par trempe et précipitation.
5.3 LES IMPURTEES L’influence des impuretés ; l’aluminium contient généralement 0,5% d’impureté (Fe+Si), mais il est possible d’obtenir un Al > 99,99%. Les impuretés influent toutes sur la conductibilité électrique, une des grandes utilisations de l’aluminium.
Diminution de la conductibilité en fonction de l’impureté
Cr
V
Ti Mn Si Mg
Fe
CuZn
62,5
63
63,5
64
64,5
65
65,5
0 0,05 0,1 0,15 0,2 0,25 0,3
% en masse d'addition
Con
duct
ivité
ele
ctriq
ue(%
de
celle
du
Cu)
"Les différents alliages d’aluminium et leurs propriétés "
- 73 -
• Selon le type d’impureté des réactions annexes se produisent : Ø Le Ti et le B affinent le grain lors de la solidification, Ø Le Zr inhibe le grossissement du grain, Ø Le Si abaisse la tenue à la fissuration à chaud, mais augmente la tenue au
fluage, Ø Le Ni et le Fe augmentent la tenue mécanique à chaud Ø Le Cu+Ni+Sn+Pb inférieur à 0,1% augmente la tenue à la corrosion, Ø Le Cr et le Mn sont favorables à la corrosion.
La normalisation AFNOR définit les caractéristiques de ces différents alliages sous les normes :
• NFA 57702 pour les alliages de fonderie. • PNA 57350 pour les alliages emboutis, étirés, extrudés. • PNA 57650 pour les alliages filés et laminés.
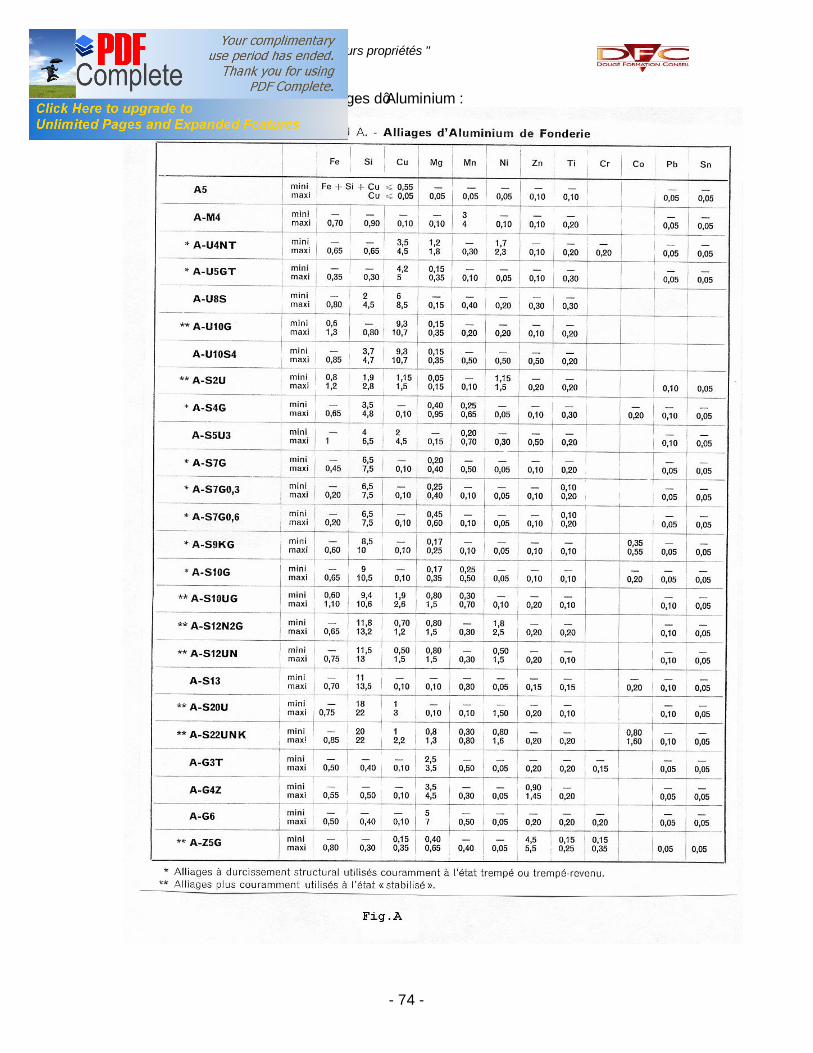
"Les différents alliages d’aluminium et leurs propriétés "
- 74 -
Exemple de composition des alliages d’Aluminium :
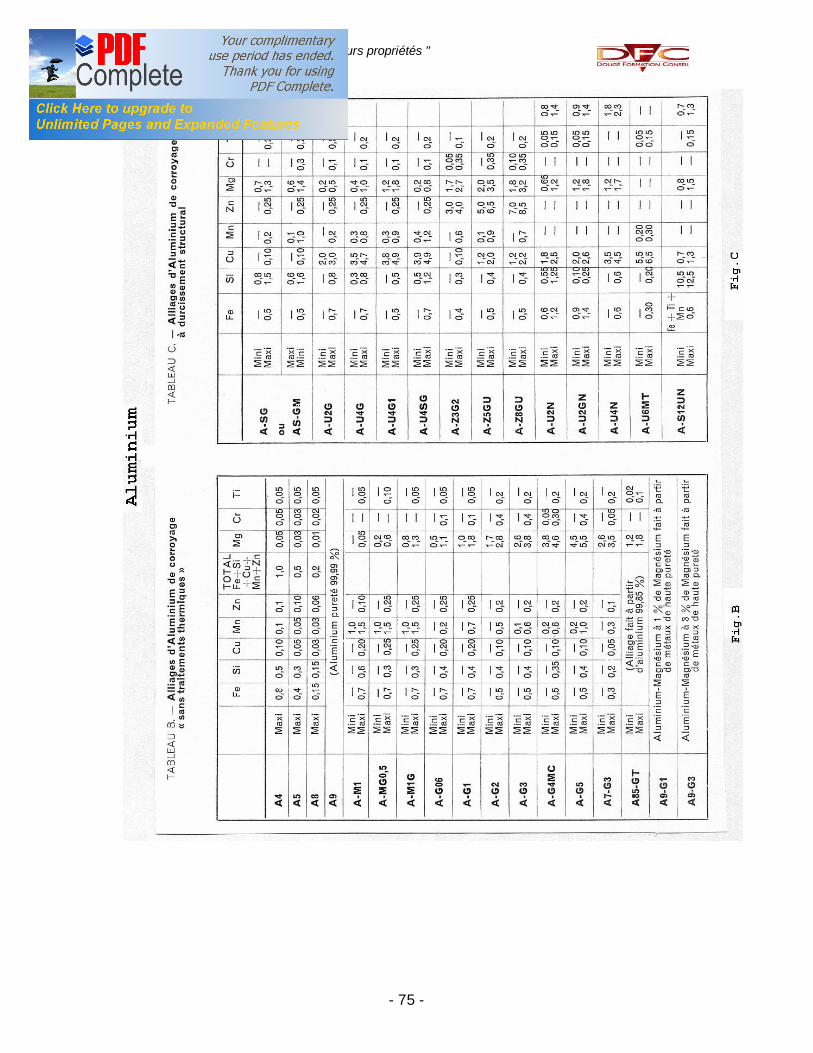
"Les différents alliages d’aluminium et leurs propriétés "
- 75 -
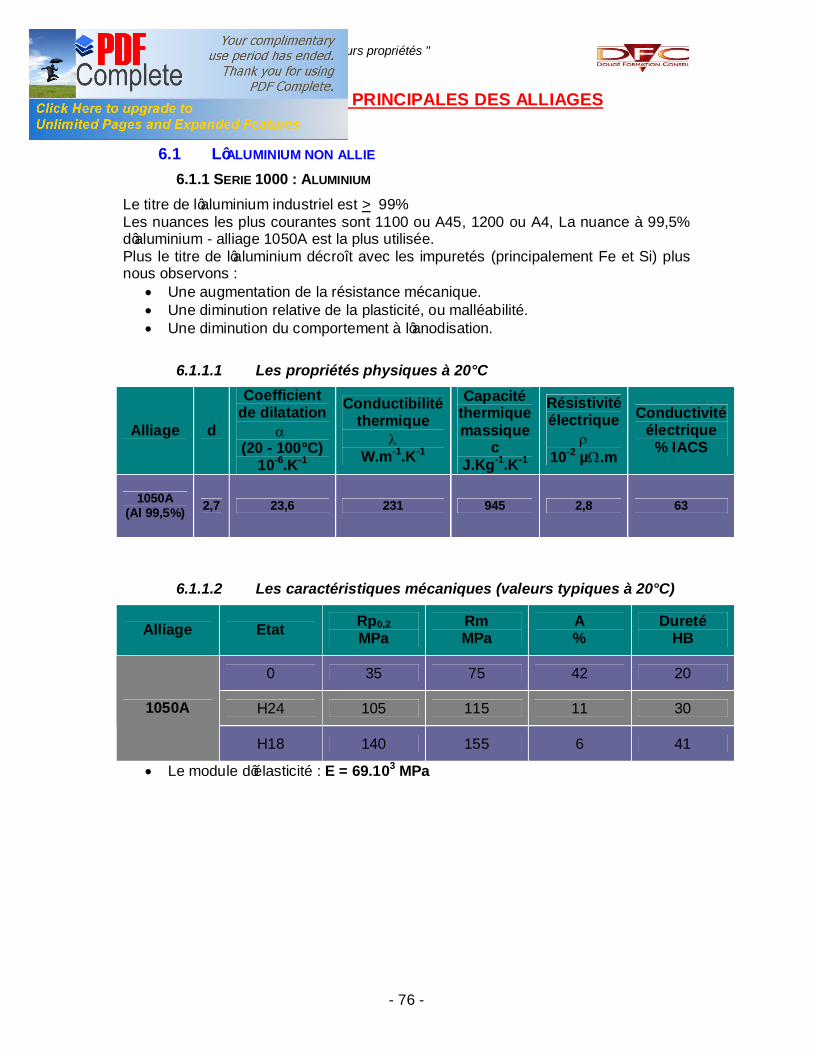
"Les différents alliages d’aluminium et leurs propriétés "
- 76 -
6 CARACTERISTIQUES PRINCIPALES DES ALLIAGES D’ALUMINIUM
6.1 L’ALUMINIUM NON ALLIE 6.1.1 SERIE 1000 : ALUMINIUM
Le titre de l’aluminium industriel est > 99% Les nuances les plus courantes sont 1100 ou A45, 1200 ou A4, La nuance à 99,5% d’aluminium - alliage 1050A est la plus utilisée. Plus le titre de l’aluminium décroît avec les impuretés (principalement Fe et Si) plus nous observons :
• Une augmentation de la résistance mécanique. • Une diminution relative de la plasticité, ou malléabilité. • Une diminution du comportement à l’anodisation.
6.1.1.1 Les propriétés physiques à 20°C
Alliage d
Coefficient de dilatation
α (20 - 100°C)
10-6.K-1
Conductibilité thermique
λ W.m-1.K-1
Capacité thermique massique
c J.Kg-1.K-1
Résistivité électrique
ρ 10-2 µΩ.m
Conductivité électrique
% IACS
1050A (Al 99,5%) 2,7 23,6 231 945 2,8 63
6.1.1.2 Les caractéristiques mécaniques (valeurs typiques à 20°C)
Alliage Etat Rp0,2 MPa
Rm MPa
A %
Dureté HB
0 35 75 42 20
H24 105 115 11 30 1050A
H18 140 155 6 41
• Le module d’élasticité : E = 69.103 MPa
"Les différents alliages d’aluminium et leurs propriétés "
- 77 -
6.1.1.3 Les particularités de l’aluminium
Légèreté. Conductivité électrique, conductibilité moindre que celle du cuivre pour un même volume, mais à masse équivalente la conductibilité est doublé par rapport à celle du cuivre. Conductivité thermique élevée : 3 fois plus élevée que le fer, 13 fois plus élevé que l’acier inoxydable austénitique, et 60% de celle du cuivre. Caractéristiques mécaniques : Possibilité de durcissement par écrouissage, aux températures cryogéniques, il conserve une certaine ductibilité alors que la dureté augmente. Résistance à la corrosion, elle est très bonne et peut être renforcé par une anodisation (traitement électrolytique qui augmente la couche d’oxyde). Soudabilité excellente. Non ferromagnétique. Ses applications se retrouvent dans les industries du bâtiment, de la chimie, de la cryogénie, les industries mécaniques et des biens de consommations : emballage (papier d’aluminium) et électroménager. Une application importante dans les conducteurs électriques, lignes à haute tension (A5/L), du fait de :
• Sa conductibilité de 63% celle du cuivre. • Sa masse divisée par 3,3 par rapport à celle du cuivre. • Ses échauffements inférieurs de 82% de celui du cuivre pour une même
densité de courant. • Sa très bonne résistance à la corrosion.
Un contrôle des teneurs en Ti et V est réalisé pour cette application avec cette nuance série 1000 (Ti+V nocif pour la conduction, teneur inférieur à 0,003-0,005%). Pour augmenter les caractéristiques mécaniques et/ou d’usinage, nous ajoutons des éléments d’alliage comme le cuivre, le manganèse, le magnésium, le silicium, le zinc, le lithium, un principal, voir un secondaire, puis des élaborations plus complexes dans des buts plus précis. Les éléments d’alliage entrent en solution solide et forment éventuellement des précipités. Les séries 3000 et 5000 sont durcies uniquement par écrouissage, par effet combinés des éléments d’addition et des taux d’écrouissage avec possibilité d’adoucissement par recuit de restauration. Les séries 2000, 6000 et 7000 sont des alliages trempant, uniquement durci par précipitation. Le durcissement est réalisé par traitement thermique :
• Mise en solution vers 500°C • Refroidissement rapide pour conserver les éléments d’addition en
sursaturation dans l’aluminium et obtenir une solution solide métastable à température ambiante.
"Les différents alliages d’aluminium et leurs propriétés "
- 78 -
• La précipitation des éléments durcissant est obtenue par maturation (murissement) à température ambiante ou par effet de revenu entre 100 et 200°C durant 6 à 24h.
• Un détensionnement mécanique (déformation plastique à froid de 1 à 3%) peut être réalisé entre la trempe et le vieillissement pour limiter les déformations à l’usinage.
6.2 LES ALLIAGES D’ALUMINIUM
6.2.1 ELABORATION Après transfert de l’aluminium dans un four de fusion, les éléments d’alliage sont additionnés sous forme de métaux purs. La gamme de fabrication simplifiée comporte :
• Un maintien en température avec prétraitement de dégazage et décantation. • Un dégazage et une première élimination des inclusions. • Une filtration des inclusions. • La solidification du métal sous forme de plaques pour le laminage, de plateaux
pour le forgeage, de billettes pour le filage et le forgeage, de lingots pour le moulage.
6.2.2 SERIE 2000 : ALUMINIUM – CUIVRE Le cuivre améliore :
• Aux environs de 450°C, la solubilité du cuivre dans l’aluminium est supérieure à 4%.
• La phase durcissante est Al2Cu. • Les additions de magnésium, de silicium augmentent les propriétés
mécaniques par précipitation de Mg2Si. • L’utilisation dans les domaines de la déformation plastique vers 2% de cuivre
(Le AU2 G). • Une bonne aptitude à la mise en forme par emboutissage. • Les propriétés de résistances mécaniques vers 4% de Cu avec un
durcissement structural peuvent atteindre Rm=250-300 Mpa (Bon résultat avec l’AU4G cuivre, manganèse (Duralumin))
• La résistance à chaud est relativement bonne : 300°C, les autres alliages d’aluminium 100°C seulement. (L’AU2GN cuivre, manganèse, nickel et fer à la meilleure tenue à chaud, l’AU4G a aussi une bonne tenue à chaud). Une très bonne trempabilité et tenue au revenu. La soudabilité de ces alliages est faible, ainsi que leur tenue à la corrosion.
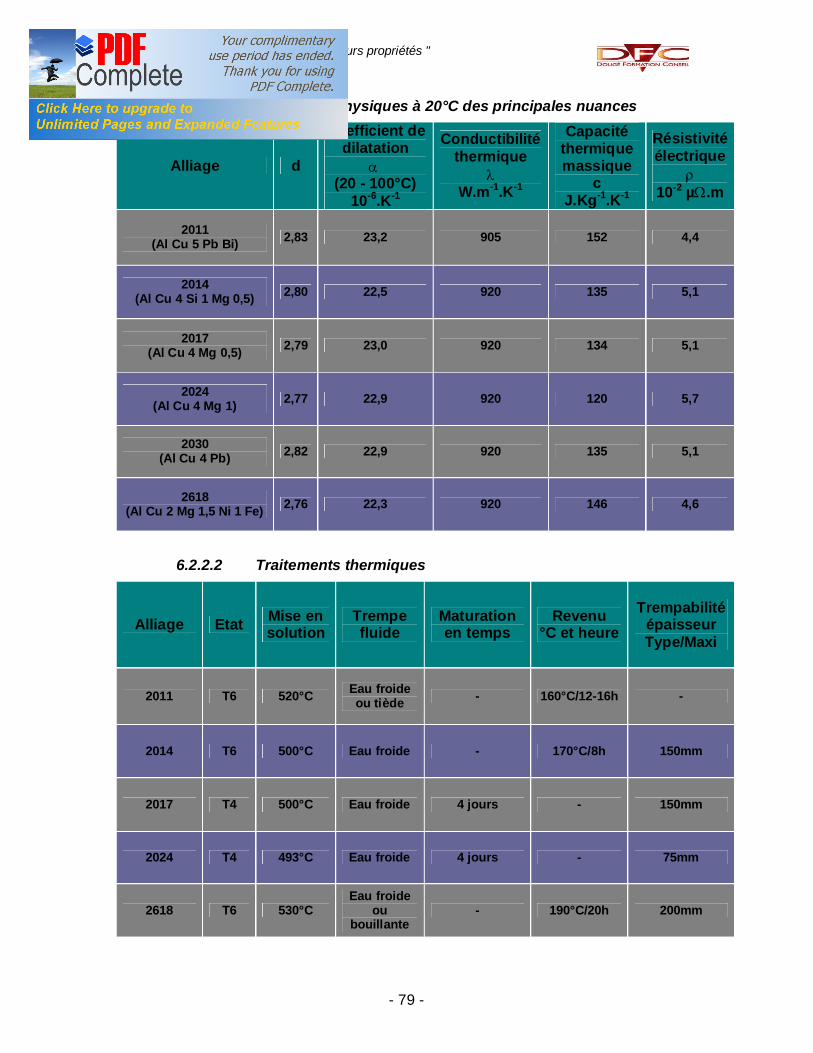
"Les différents alliages d’aluminium et leurs propriétés "
- 79 -
6.2.2.1 Propriétés physiques à 20°C des principales nuances
Alliage d
Coefficient de dilatation
α (20 - 100°C)
10-6.K-1
Conductibilité thermique
λ W.m-1.K-1
Capacité thermique massique
c J.Kg-1.K-1
Résistivité électrique
ρ 10-2 µΩ.m
2011 (Al Cu 5 Pb Bi) 2,83 23,2 905 152 4,4
2014 (Al Cu 4 Si 1 Mg 0,5) 2,80 22,5 920 135 5,1
2017 (Al Cu 4 Mg 0,5) 2,79 23,0 920 134 5,1
2024 (Al Cu 4 Mg 1) 2,77 22,9 920 120 5,7
2030 (Al Cu 4 Pb) 2,82 22,9 920 135 5,1
2618 (Al Cu 2 Mg 1,5 Ni 1 Fe) 2,76 22,3 920 146 4,6
6.2.2.2 Traitements thermiques
Alliage Etat Mise en solution
Trempe fluide
Maturation en temps
Revenu °C et heure
Trempabilité épaisseur Type/Maxi
2011 T6 520°C Eau froide ou tiède - 160°C/12-16h -
2014 T6 500°C Eau froide - 170°C/8h 150mm
2017 T4 500°C Eau froide 4 jours - 150mm
2024 T4 493°C Eau froide 4 jours - 75mm
2618 T6 530°C Eau froide
ou bouillante
- 190°C/20h 200mm
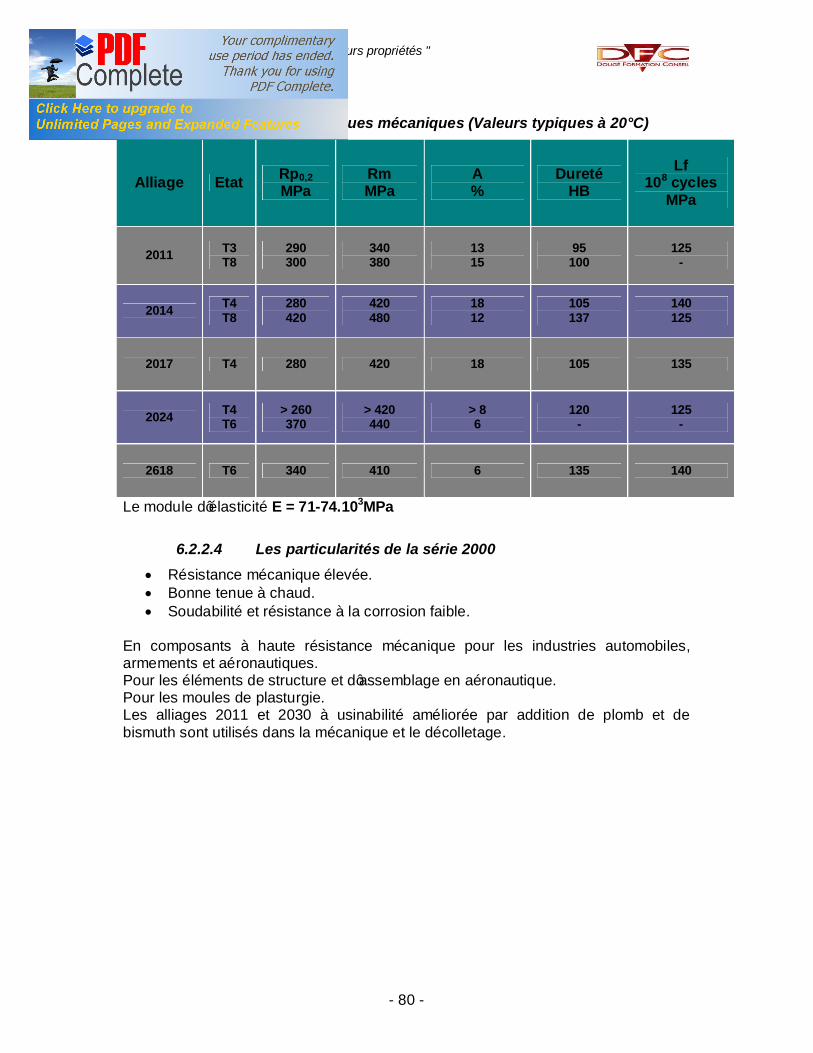
"Les différents alliages d’aluminium et leurs propriétés "
- 80 -
6.2.2.3 Caractéristiques mécaniques (Valeurs typiques à 20°C)
Alliage Etat Rp0,2 MPa
Rm MPa
A %
Dureté HB
Lf 108 cycles
MPa
2011 T3 T8
290 300
340 380
13 15
95 100
125 -
2014 T4 T8
280 420
420 480
18 12
105 137
140 125
2017 T4 280 420 18 105 135
2024 T4 T6
> 260 370
> 420 440
> 8 6
120 -
125 -
2618 T6 340 410 6 135 140
Le module d’élasticité E = 71-74.103MPa
6.2.2.4 Les particularités de la série 2000 • Résistance mécanique élevée. • Bonne tenue à chaud. • Soudabilité et résistance à la corrosion faible.
En composants à haute résistance mécanique pour les industries automobiles, armements et aéronautiques. Pour les éléments de structure et d’assemblage en aéronautique. Pour les moules de plasturgie. Les alliages 2011 et 2030 à usinabilité améliorée par addition de plomb et de bismuth sont utilisés dans la mécanique et le décolletage.
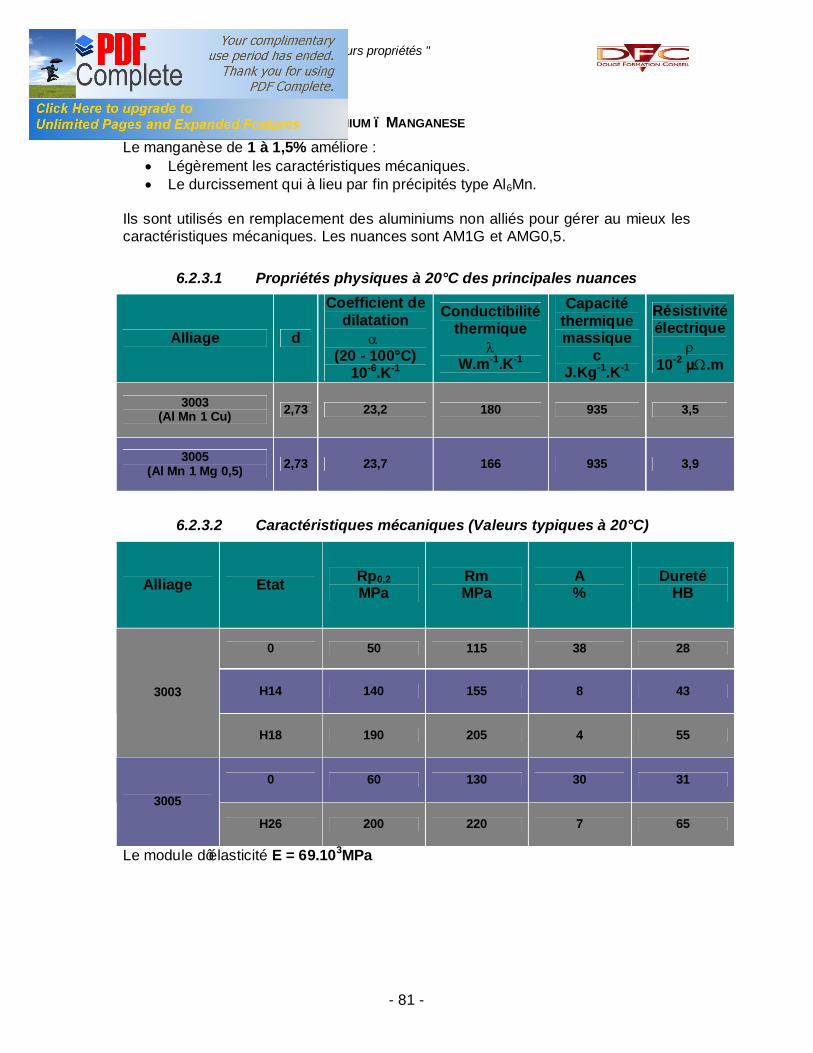
"Les différents alliages d’aluminium et leurs propriétés "
- 81 -
6.2.3 SERIE 3000 : ALUMINIUM – MANGANESE
Le manganèse de 1 à 1,5% améliore : • Légèrement les caractéristiques mécaniques. • Le durcissement qui à lieu par fin précipités type Al6Mn.
Ils sont utilisés en remplacement des aluminiums non alliés pour gérer au mieux les caractéristiques mécaniques. Les nuances sont AM1G et AMG0,5.
6.2.3.1 Propriétés physiques à 20°C des principales nuances
Alliage d
Coefficient de dilatation
α (20 - 100°C)
10-6.K-1
Conductibilité thermique
λ W.m-1.K-1
Capacité thermique massique
c J.Kg-1.K-1
Résistivité électrique
ρ 10-2 µΩ.m
3003 (Al Mn 1 Cu) 2,73 23,2 180 935 3,5
3005 (Al Mn 1 Mg 0,5) 2,73 23,7 166 935 3,9
6.2.3.2 Caractéristiques mécaniques (Valeurs typiques à 20°C)
Alliage Etat Rp0,2 MPa
Rm MPa
A %
Dureté HB
0 50 115 38 28
H14 140 155 8 43 3003
H18 190 205 4 55
0 60 130 30 31 3005
H26 200 220 7 65
Le module d’élasticité E = 69.103MPa
"Les différents alliages d’aluminium et leurs propriétés "
- 82 -
6.2.3.3 Les particularités de la série 3000
• Amélioration des propriétés mécaniques de l’aluminium non allié. • Très bonne résistance aux agents atmosphériques et bonne résistance à la
corrosion marine. • Grande aptitude à la déformation plastique (emboutissage, repoussage). • Soudabilité excellente
L’alliage 3104 est utilisé pour les corps de boite de boisson. L’alliage 3003 est utilisé pour les échangeurs thermiques. Nous trouvons aussi des applications en chaudronnerie, en industries chimique et cryogénique. L’industrie du bâtiment fait aussi appel à ce type d’alliage pour les bardages et les plafonds.
6.2.4 SERIE 4000 : ALUMINIUM – SILICIUM Le Silicium améliore : l’aptitude à la fusion. Essentiellement utilisé avec du Manganèse qui va servir de fondant dans l’alliage et abaisser le point de fusion.
6.2.4.1 L’application Une unique utilisation qui est pour les flux de brasure sur aluminium.
6.2.5 SERIE 5000 : ALUMINIUM – MAGNESIUM Le Magnésium de 0,5 à 4,5% améliore :
• Le durcissement par mise en solution et précipités type Al3Mg2. • Le comportement aux basses températures. • L’état de surface à l’oxydation anodique. • L’aptitude à la déformation à chaud. • La soudabilité. • La résistance à la corrosion.
L’ajout de faibles teneurs en Manganèse, en chrome, induit des précipitations supplémentaires qui augmentent les caractéristiques mécaniques
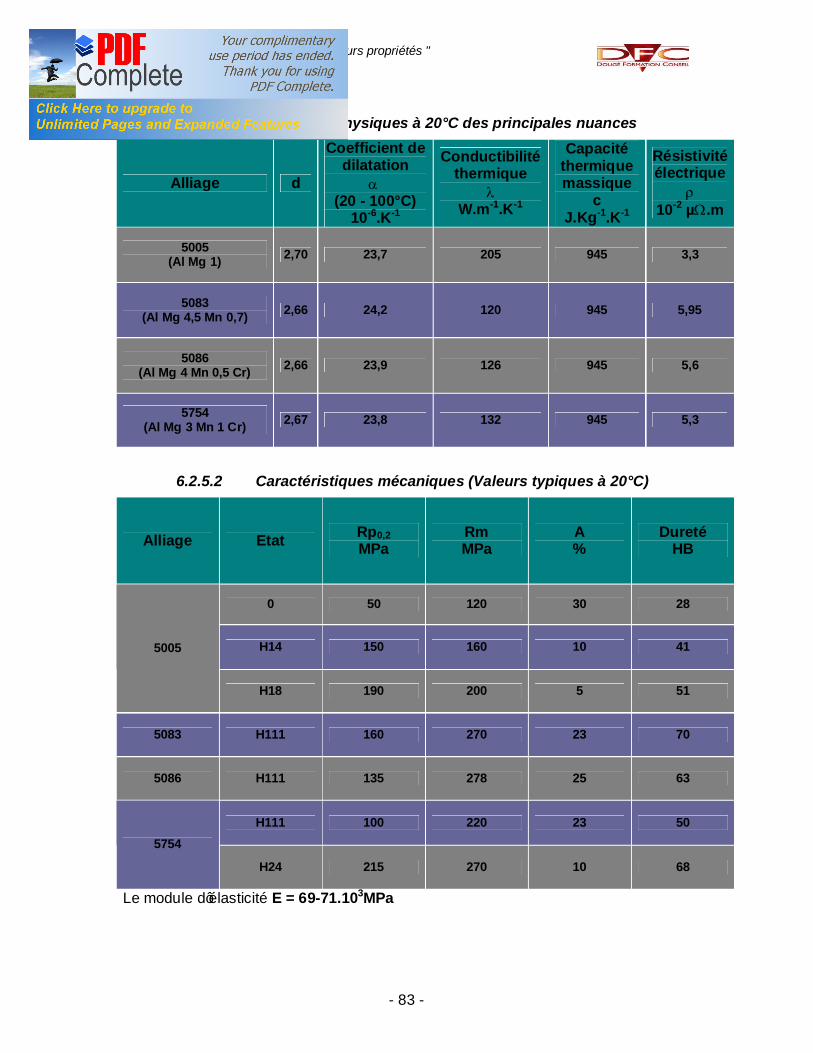
"Les différents alliages d’aluminium et leurs propriétés "
- 83 -
6.2.5.1 Propriétés physiques à 20°C des principales nuances
Alliage d
Coefficient de dilatation
α (20 - 100°C)
10-6.K-1
Conductibilité thermique
λ W.m-1.K-1
Capacité thermique massique
c J.Kg-1.K-1
Résistivité électrique
ρ 10-2 µΩ.m
5005 (Al Mg 1) 2,70 23,7 205 945 3,3
5083 (Al Mg 4,5 Mn 0,7) 2,66 24,2 120 945 5,95
5086 (Al Mg 4 Mn 0,5 Cr) 2,66 23,9 126 945 5,6
5754 (Al Mg 3 Mn 1 Cr) 2,67 23,8 132 945 5,3
6.2.5.2 Caractéristiques mécaniques (Valeurs typiques à 20°C)
Alliage Etat Rp0,2 MPa
Rm MPa
A %
Dureté HB
0 50 120 30 28
H14 150 160 10 41 5005
H18 190 200 5 51
5083 H111 160 270 23 70
5086 H111 135 278 25 63
H111 100 220 23 50 5754
H24 215 270 10 68
Le module d’élasticité E = 69-71.103MPa
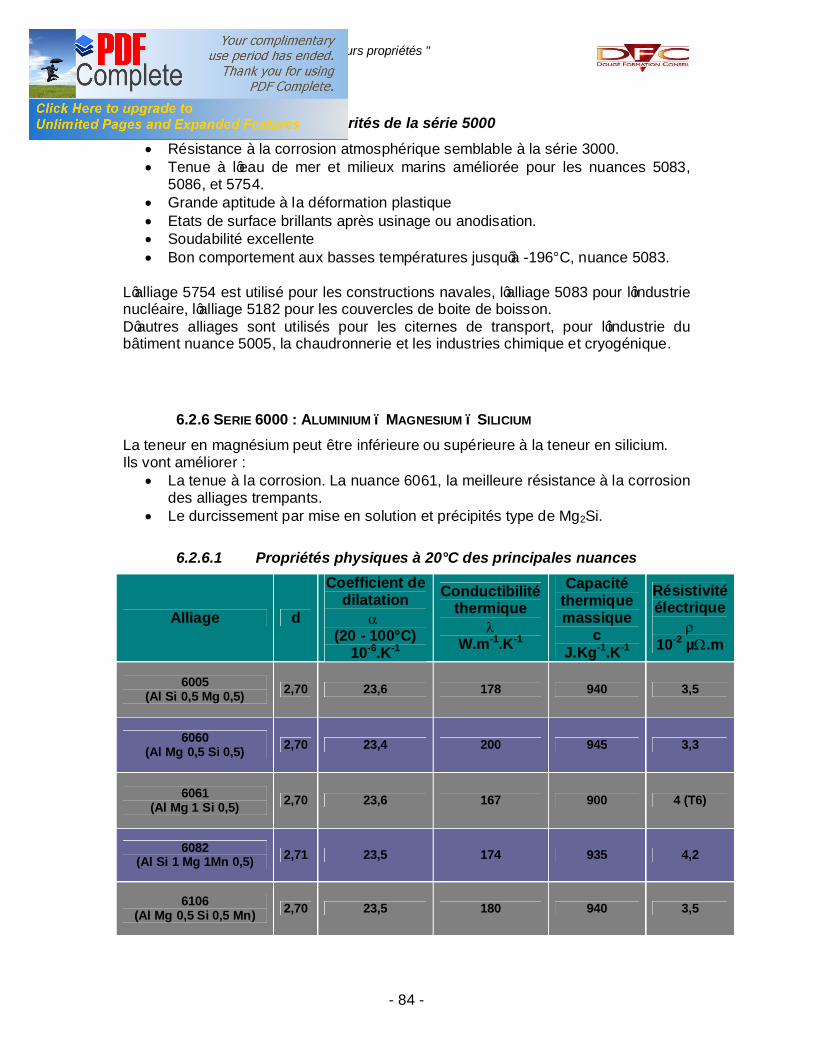
"Les différents alliages d’aluminium et leurs propriétés "
- 84 -
6.2.5.3 Les particularités de la série 5000
• Résistance à la corrosion atmosphérique semblable à la série 3000. • Tenue à l’eau de mer et milieux marins améliorée pour les nuances 5083,
5086, et 5754. • Grande aptitude à la déformation plastique • Etats de surface brillants après usinage ou anodisation. • Soudabilité excellente • Bon comportement aux basses températures jusqu’à -196°C, nuance 5083.
L’alliage 5754 est utilisé pour les constructions navales, l’alliage 5083 pour l’industrie nucléaire, l’alliage 5182 pour les couvercles de boite de boisson. D’autres alliages sont utilisés pour les citernes de transport, pour l’industrie du bâtiment nuance 5005, la chaudronnerie et les industries chimique et cryogénique.
6.2.6 SERIE 6000 : ALUMINIUM – MAGNESIUM – SILICIUM La teneur en magnésium peut être inférieure ou supérieure à la teneur en silicium. Ils vont améliorer :
• La tenue à la corrosion. La nuance 6061, la meilleure résistance à la corrosion des alliages trempants.
• Le durcissement par mise en solution et précipités type de Mg2Si.
6.2.6.1 Propriétés physiques à 20°C des principales nuances
Alliage d
Coefficient de dilatation
α (20 - 100°C)
10-6.K-1
Conductibilité thermique
λ W.m-1.K-1
Capacité thermique massique
c J.Kg-1.K-1
Résistivité électrique
ρ 10-2 µΩ.m
6005 (Al Si 0,5 Mg 0,5) 2,70 23,6 178 940 3,5
6060 (Al Mg 0,5 Si 0,5) 2,70 23,4 200 945 3,3
6061 (Al Mg 1 Si 0,5) 2,70 23,6 167 900 4 (T6)
6082 (Al Si 1 Mg 1Mn 0,5) 2,71 23,5 174 935 4,2
6106 (Al Mg 0,5 Si 0,5 Mn) 2,70 23,5 180 940 3,5
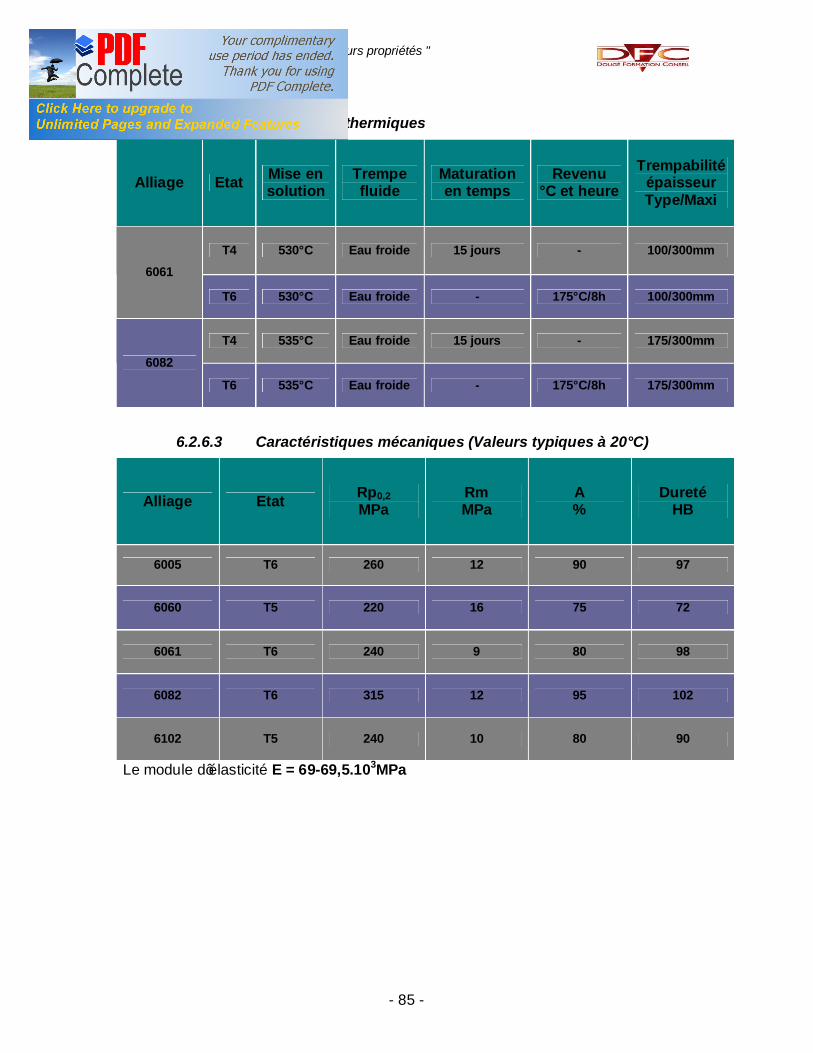
"Les différents alliages d’aluminium et leurs propriétés "
- 85 -
6.2.6.2 Traitements thermiques
Alliage Etat Mise en solution
Trempe fluide
Maturation en temps
Revenu °C et heure
Trempabilité épaisseur Type/Maxi
T4 530°C Eau froide 15 jours - 100/300mm 6061
T6 530°C Eau froide - 175°C/8h 100/300mm
T4 535°C Eau froide 15 jours - 175/300mm
6082
T6 535°C Eau froide - 175°C/8h 175/300mm
6.2.6.3 Caractéristiques mécaniques (Valeurs typiques à 20°C)
Alliage Etat Rp0,2 MPa
Rm MPa
A %
Dureté HB
6005 T6 260 12 90 97
6060 T5 220 16 75 72
6061 T6 240 9 80 98
6082 T6 315 12 95 102
6102 T5 240 10 80 90
Le module d’élasticité E = 69-69,5.103MPa
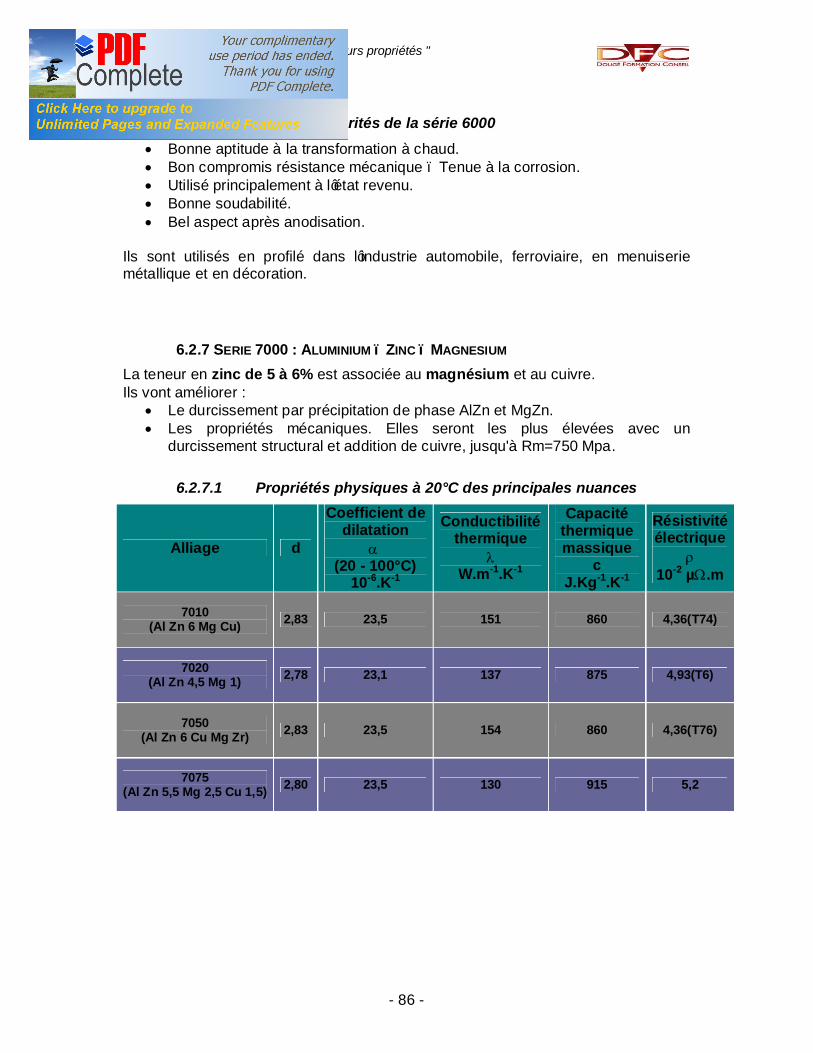
"Les différents alliages d’aluminium et leurs propriétés "
- 86 -
6.2.6.4 Les particularités de la série 6000
• Bonne aptitude à la transformation à chaud. • Bon compromis résistance mécanique – Tenue à la corrosion. • Utilisé principalement à l’état revenu. • Bonne soudabilité. • Bel aspect après anodisation.
Ils sont utilisés en profilé dans l’industrie automobile, ferroviaire, en menuiserie métallique et en décoration.
6.2.7 SERIE 7000 : ALUMINIUM – ZINC – MAGNESIUM La teneur en zinc de 5 à 6% est associée au magnésium et au cuivre. Ils vont améliorer :
• Le durcissement par précipitation de phase AlZn et MgZn. • Les propriétés mécaniques. Elles seront les plus élevées avec un
durcissement structural et addition de cuivre, jusqu'à Rm=750 Mpa.
6.2.7.1 Propriétés physiques à 20°C des principales nuances
Alliage d
Coefficient de dilatation
α (20 - 100°C)
10-6.K-1
Conductibilité thermique
λ W.m-1.K-1
Capacité thermique massique
c J.Kg-1.K-1
Résistivité électrique
ρ 10-2 µΩ.m
7010 (Al Zn 6 Mg Cu) 2,83 23,5 151 860 4,36(T74)
7020 (Al Zn 4,5 Mg 1) 2,78 23,1 137 875 4,93(T6)
7050 (Al Zn 6 Cu Mg Zr) 2,83 23,5 154 860 4,36(T76)
7075 (Al Zn 5,5 Mg 2,5 Cu 1,5) 2,80 23,5 130 915 5,2
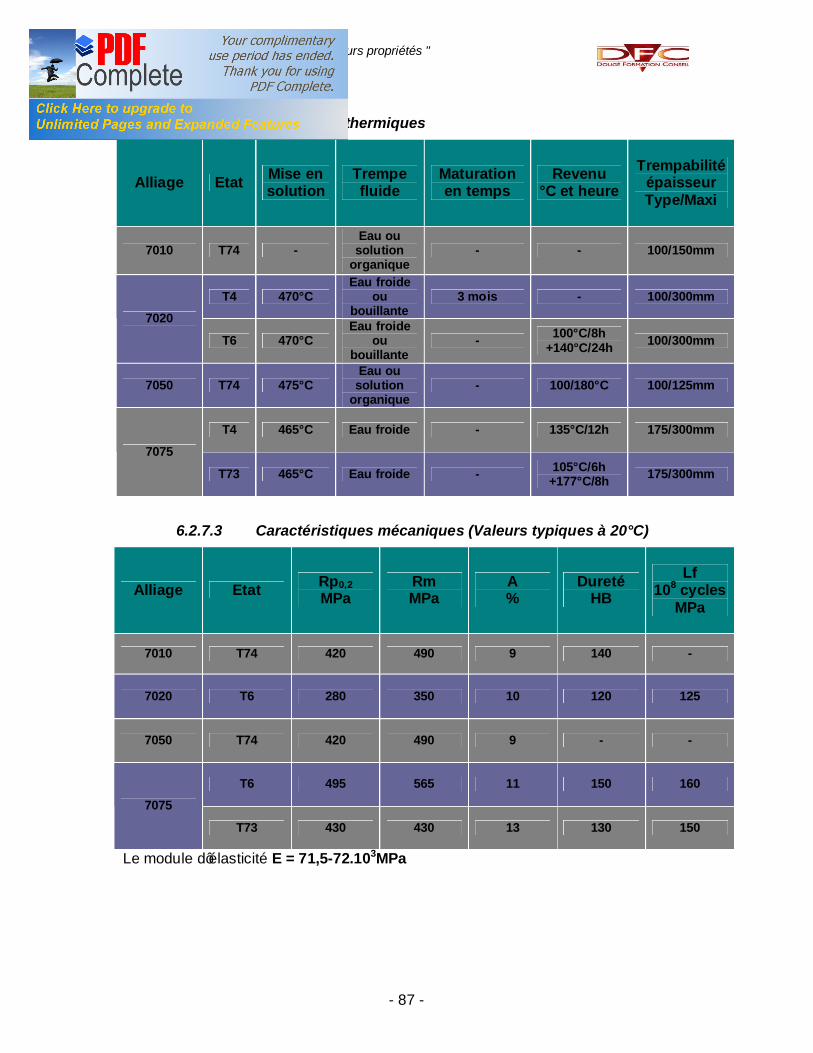
"Les différents alliages d’aluminium et leurs propriétés "
- 87 -
6.2.7.2 Traitements thermiques
Alliage Etat Mise en solution
Trempe fluide
Maturation en temps
Revenu °C et heure
Trempabilité épaisseur Type/Maxi
7010 T74 - Eau ou
solution organique
- - 100/150mm
T4 470°C Eau froide
ou bouillante
3 mois - 100/300mm 7020
T6 470°C Eau froide
ou bouillante
- 100°C/8h +140°C/24h 100/300mm
7050 T74 475°C Eau ou
solution organique
- 100/180°C 100/125mm
T4 465°C Eau froide - 135°C/12h 175/300mm
7075
T73 465°C Eau froide - 105°C/6h +177°C/8h 175/300mm
6.2.7.3 Caractéristiques mécaniques (Valeurs typiques à 20°C)
Alliage Etat Rp0,2 MPa
Rm MPa
A %
Dureté HB
Lf 108 cycles
MPa
7010 T74 420 490 9 140 -
7020 T6 280 350 10 120 125
7050 T74 420 490 9 - -
T6 495 565 11 150 160 7075
T73 430 430 13 130 150
Le module d’élasticité E = 71,5-72.103MPa
"Les différents alliages d’aluminium et leurs propriétés "
- 88 -
6.2.7.4 Les particularités de la série 7000
• Résistance à la corrosion limitée, risque de corrosion sous contrainte. • Alliage à hautes caractéristiques, meilleur compromis entre propriétés
statiques, dynamique et ténacité. • Non soudable (7020 excepté)
Utilisé pour les éléments de structure aéronautique comme le 7010 qui résiste fortement à la fatigue mais avec risque de corrosion. Ils sont utilisés aussi pour le blindage de l’industrie de l’armement, pour les articles de sport, la boulonnerie, les moules de plasturgie.
6.2.8 HORS SERIE : ALUMINIUM – LITHIUM Le Lithium, premier élément des métaux alcalins, est le plus léger des métaux (d = 0,534) additionné de 2 à 3% à l’aluminium, il donne naissance à une nouvelle génération d’alliage, actuellement en développement technique, du type Al-Li-Cu-Mg-Zn :
• Faible densité, gain de 7 à 10% • Module d’élasticité plus élevé, gain de 10 à 15% • Durcissement par précipitation (phase durcissante Al3Si) associé à de bonnes
caractéristiques mécaniques.
6.2.8.1 Les applications Les planchers et sièges dans l’aéronautique, mais pas les pièces de sécurité. Utilisé aussi dans le domaine spatial.
7 LES CONTROLES NON DESTRUCTIFS DE L’ALUMINIUM
7.1 DURETE SUIVANT LE TYPE D’ALLUMINIUM
Sauf cas de pièces particulières, les tests de dureté font partie des tests non destructifs qui permettent de juger de l’état de réalisation d’un traitement thermique (en particulier de durcissement). Le billage BRINELL est bien adapté aux alliages d’aluminium en raison de leur dureté relativement faible, même à l’état de durcissement maximal. Bien que, contrairement aux aciers, il n’existe pas de réelle corrélation entre la dureté et la limite élastique, voire la charge de rupture, les valeurs BRINNEL ci-dessous permettent de se représenter correctement l’état thermique des alliages considérés :
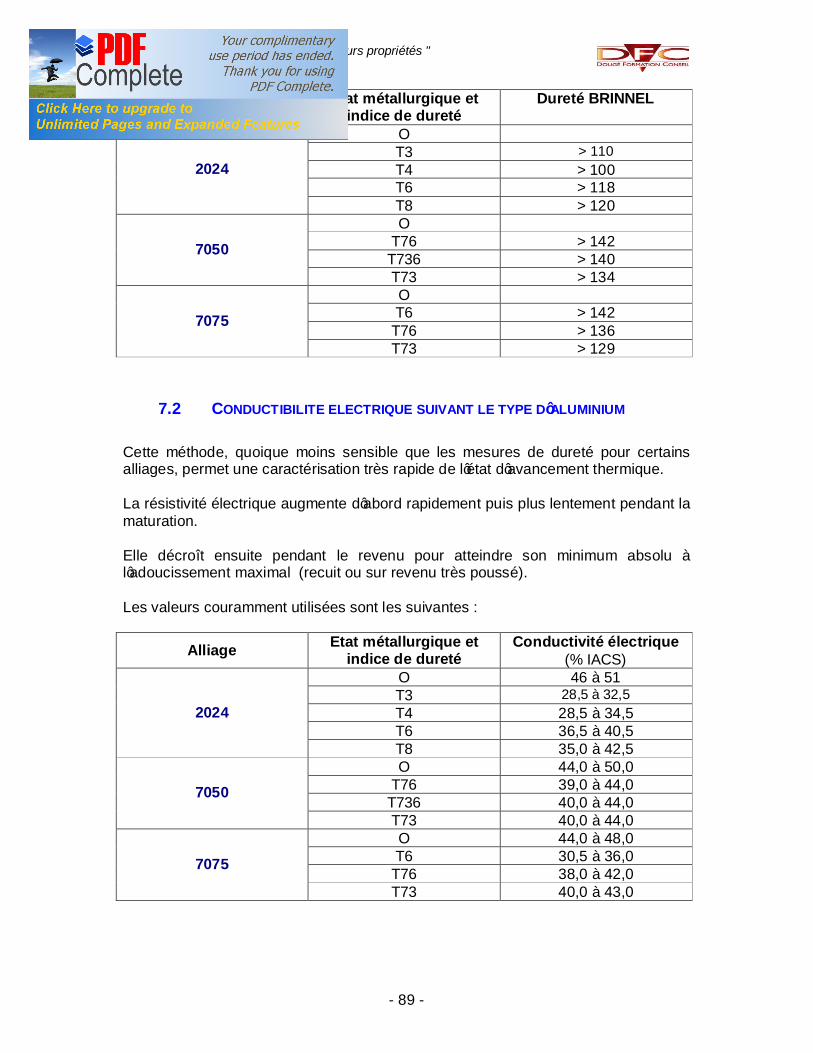
"Les différents alliages d’aluminium et leurs propriétés "
- 89 -
Alliage Etat métallurgique et indice de dureté
Dureté BRINNEL
O T3 > 110 T4 > 100 T6 > 118
2024
T8 > 120 O
T76 > 142 T736 > 140 7050
T73 > 134 O T6 > 142
T76 > 136 7075
T73 > 129
7.2 CONDUCTIBILITE ELECTRIQUE SUIVANT LE TYPE D’ALUMINIUM Cette méthode, quoique moins sensible que les mesures de dureté pour certains alliages, permet une caractérisation très rapide de l’état d’avancement thermique. La résistivité électrique augmente d’abord rapidement puis plus lentement pendant la maturation. Elle décroît ensuite pendant le revenu pour atteindre son minimum absolu à l’adoucissement maximal (recuit ou sur revenu très poussé). Les valeurs couramment utilisées sont les suivantes :
Alliage Etat métallurgique et indice de dureté
Conductivité électrique (% IACS)
O 46 à 51 T3 28,5 à 32,5 T4 28,5 à 34,5 T6 36,5 à 40,5
2024
T8 35,0 à 42,5 O 44,0 à 50,0
T76 39,0 à 44,0 T736 40,0 à 44,0
7050
T73 40,0 à 44,0 O 44,0 à 48,0 T6 30,5 à 36,0
T76 38,0 à 42,0 7075
T73 40,0 à 43,0
"Le Magnésium "
- 90 -
LE MAGNESIUM
1 L’ELEMENT MAGNESIUM
1.1 PROPRIETES PHYSIQUES A 20°C Symbole chimique : ………………………………………………………… ...………… Mg Point de fusion :……………………………………………………………………… 650°C Densité : ………………………………………………………………………… .… d = 1,74 Coefficient de dilatation : …………………………… …………… ...…… α = 24,8.10-6 K-1 Conductivité thermique : …………………………………… .……….. λ = 156 W.m-1.K-1 Capacité thermique massique : ……………………………… ..……. c = 1030 J.Kg-1.K-1 Résistivité électrique : ……………………………………… .……… ρ = 4,45.10-2 µΩ.m
1.2 RESEAU CRISTALLIN Hexagonal compact à t°< 650°C
1.3 OBTENTION Obtenu par l’électrolyse de chlorure de magnésium fondu d’origine minérale ou d’eau salée. Les minerais principaux sont la dolomite et la magnésite. Métal blanc argenté qui, exposé à l’air, se terni rapidement en gris blanc.
1.4 CORROSION Tension d’électrode : …………………………………………… εMg2+/Mg = - 2.37 V /ENH Très fortement oxydable. Sous forme divisée, inflammable dans l’air, il brule avec une flamme blanche très vive.
2 LE MAGNESIUM NON ALLIE
Le produit industriel titre 99,8%. C’est le plus léger des métaux d’usage industriel. Ses propriétés sont analogues à celles de l’aluminium dont c’est le principal élément d’alliage pour les séries 5000 et 6000.
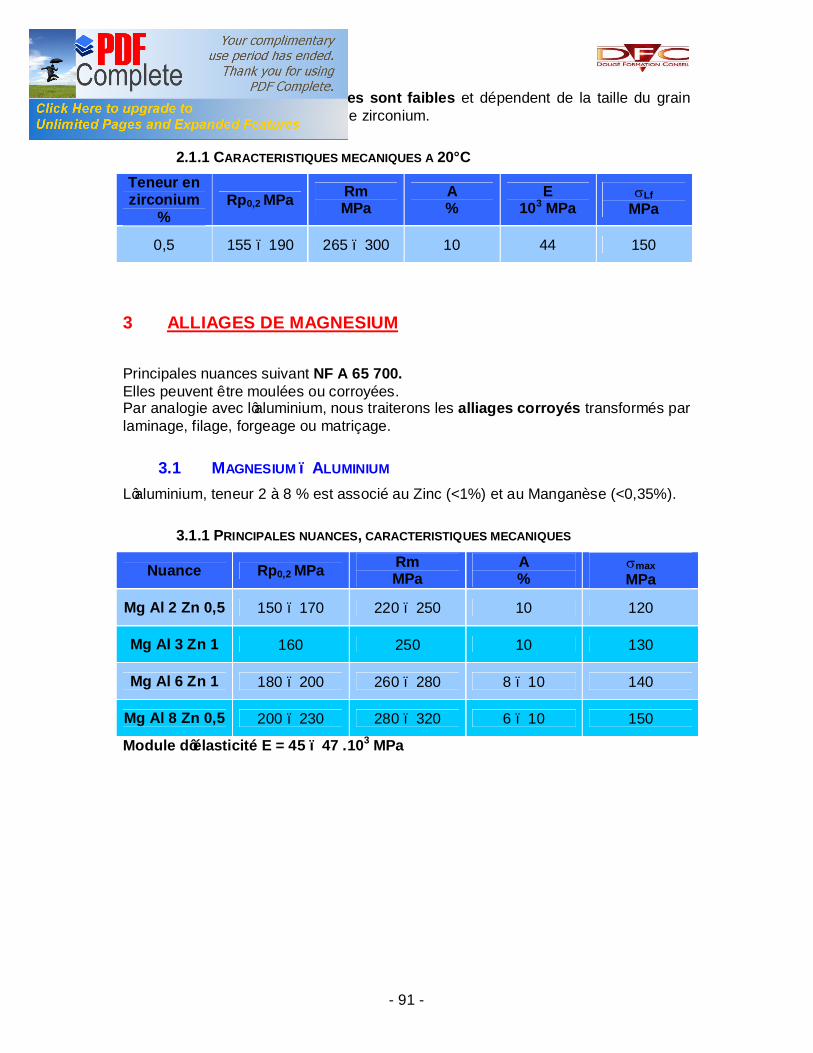
"Le Magnésium "
- 91 -
Ses caractéristiques mécaniques sont faibles et dépendent de la taille du grain contrôlée par une faible addition de zirconium.
2.1.1 CARACTERISTIQUES MECANIQUES A 20°C Teneur en zirconium
% Rp0,2 MPa Rm
MPa A %
E 103 MPa
σLf MPa
0,5 155 – 190 265 – 300 10 44 150
3 ALLIAGES DE MAGNESIUM
Principales nuances suivant NF A 65 700. Elles peuvent être moulées ou corroyées. Par analogie avec l’aluminium, nous traiterons les alliages corroyés transformés par laminage, filage, forgeage ou matriçage.
3.1 MAGNESIUM – ALUMINIUM L’aluminium, teneur 2 à 8 % est associé au Zinc (<1%) et au Manganèse (<0,35%).
3.1.1 PRINCIPALES NUANCES, CARACTERISTIQUES MECANIQUES
Nuance Rp0,2 MPa Rm MPa
A %
σmax MPa
Mg Al 2 Zn 0,5 150 – 170 220 – 250 10 120
Mg Al 3 Zn 1 160 250 10 130
Mg Al 6 Zn 1 180 – 200 260 – 280 8 – 10 140
Mg Al 8 Zn 0,5 200 – 230 280 – 320 6 – 10 150
Module d’élasticité E = 45 – 47 .103 MPa
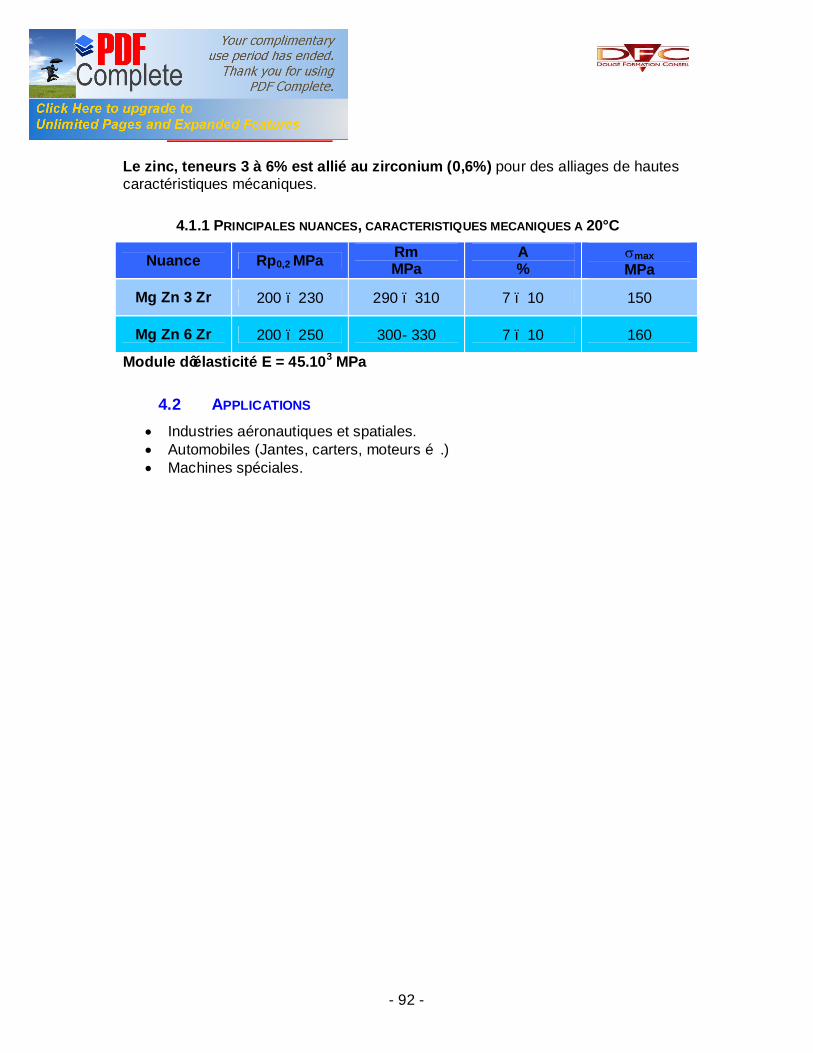
"Le Magnésium "
- 92 -
4 MAGNESIUM - ZINC
Le zinc, teneurs 3 à 6% est allié au zirconium (0,6%) pour des alliages de hautes caractéristiques mécaniques.
4.1.1 PRINCIPALES NUANCES, CARACTERISTIQUES MECANIQUES A 20°C
Nuance Rp0,2 MPa Rm MPa
A %
σmax MPa
Mg Zn 3 Zr 200 – 230 290 – 310 7 – 10 150
Mg Zn 6 Zr 200 – 250 300- 330 7 – 10 160
Module d’élasticité E = 45.103 MPa
4.2 APPLICATIONS • Industries aéronautiques et spatiales. • Automobiles (Jantes, carters, moteurs ….) • Machines spéciales.
" La corrosion"
- 93 -
ESSAIS MECANIQUES ET PROPRIÉTÉS PHYSIQUES
On distingue en général deux types de propriétés : Propriétés relatives à la tenue en service
1 ESSAIS DE TRACTION
NF A 03-151 (juin 1978) pour les produits d'un diamètre ≥ 4 mm ou d'une épaisseur ≥3mm. NF A 03-160 (juin 1978) pour les tôles et feuillards d'épaisseur 0,5 mm ≤ e < 3 mm. N.B. Les deux normes « enregistrées » ont été transformées en normes « homologuées »
1.1 PRINCIPE L'essai consiste à soumettre une éprouvette à un effort de traction, généralement jusqu'à rupture, en vue de déterminer une ou plusieurs caractéristiques telles que celles définies ci-dessous, essai effectué à température ambiante sauf prescription contraire.
1.2 PRINCIPALES CARACTERISTIQUES MESUREES Allongement % après rupture : A % = 100 x (Lu – Lo)/Lo C'est le pourcentage d'allongement après rupture par rapport à la longueur initiale Striction: Z % = 100 x (So – Su)/So C'est le pourcentage de réduction de la section après rupture par rapport à la section initiale Limite d'élasticité conventionnelle (à 0,2 % par exemple) R0,002 ou Rp0,2 = F/So pour A% rémanent = 0,2 %. Limites supérieure et inférieure d'écoulement ReH et ReL Limite apparente d'élasticité Re souvent confondue dans la pratique avec ReH Résistance à la traction Rm ou R = Fm/So charge maximale atteinte au cours de l'essai.
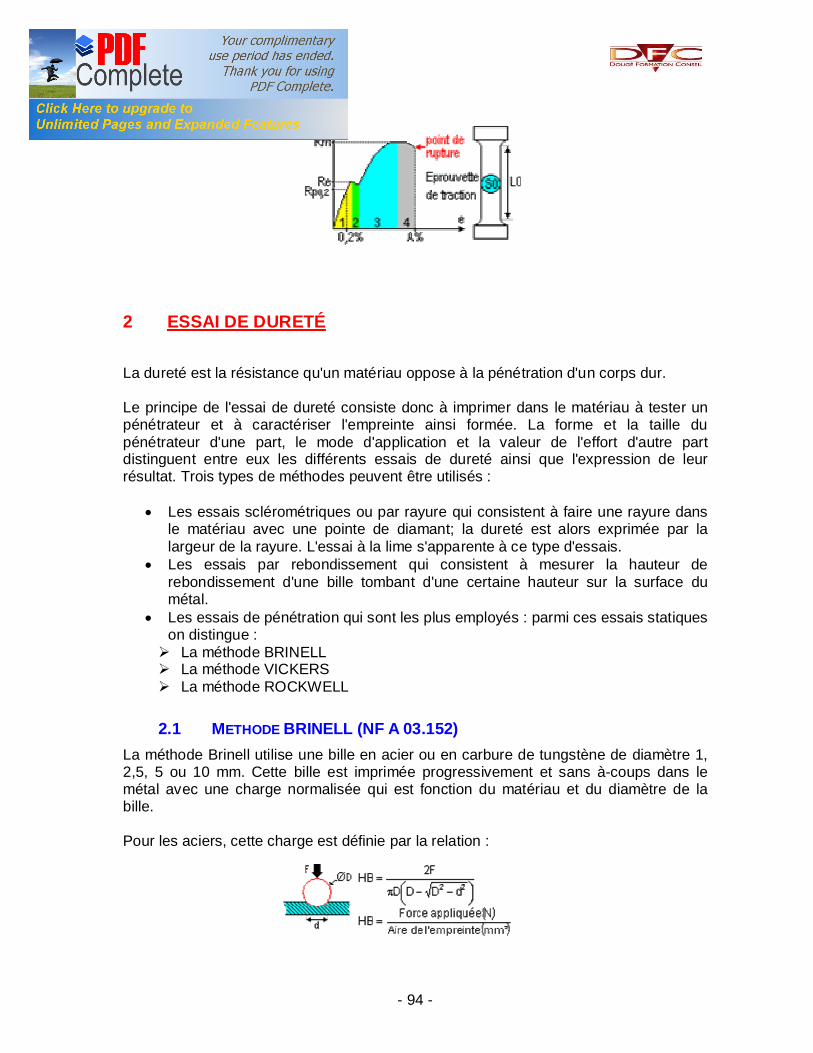
" La corrosion"
- 94 -
2 ESSAI DE DURETÉ
La dureté est la résistance qu'un matériau oppose à la pénétration d'un corps dur. Le principe de l'essai de dureté consiste donc à imprimer dans le matériau à tester un pénétrateur et à caractériser l'empreinte ainsi formée. La forme et la taille du pénétrateur d'une part, le mode d'application et la valeur de l'effort d'autre part distinguent entre eux les différents essais de dureté ainsi que l'expression de leur résultat. Trois types de méthodes peuvent être utilisés :
• Les essais sclérométriques ou par rayure qui consistent à faire une rayure dans le matériau avec une pointe de diamant; la dureté est alors exprimée par la largeur de la rayure. L'essai à la lime s'apparente à ce type d'essais.
• Les essais par rebondissement qui consistent à mesurer la hauteur de rebondissement d'une bille tombant d'une certaine hauteur sur la surface du métal.
• Les essais de pénétration qui sont les plus employés : parmi ces essais statiques on distingue : Ø La méthode BRINELL Ø La méthode VICKERS Ø La méthode ROCKWELL
2.1 METHODE BRINELL (NF A 03.152) La méthode Brinell utilise une bille en acier ou en carbure de tungstène de diamètre 1, 2,5, 5 ou 10 mm. Cette bille est imprimée progressivement et sans à-coups dans le métal avec une charge normalisée qui est fonction du matériau et du diamètre de la bille. Pour les aciers, cette charge est définie par la relation :
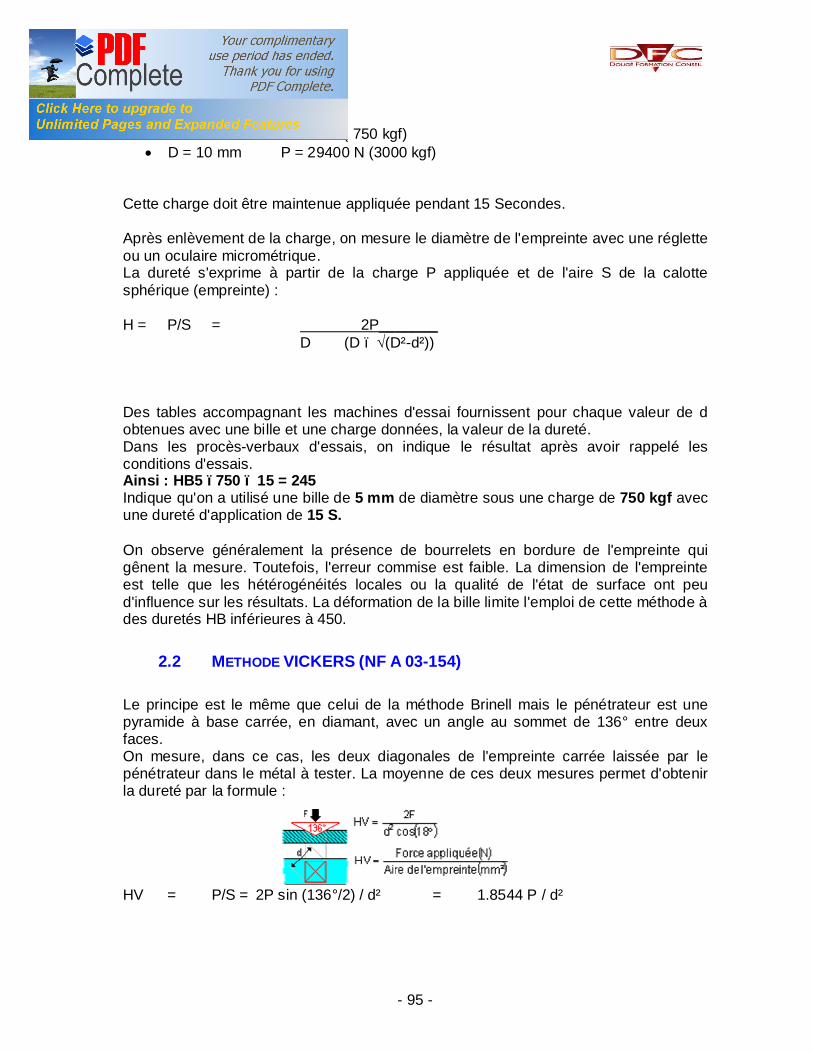
" La corrosion"
- 95 -
P = 30 D² avec D: diamètre de bille si :
• D = 5 mm P = 7350 N ( 750 kgf) • D = 10 mm P = 29400 N (3000 kgf)
Cette charge doit être maintenue appliquée pendant 15 Secondes. Après enlèvement de la charge, on mesure le diamètre de l'empreinte avec une réglette ou un oculaire micrométrique. La dureté s'exprime à partir de la charge P appliquée et de l'aire S de la calotte sphérique (empreinte) : H = P/S = 2P_______ D (D – √(D²-d²)) Des tables accompagnant les machines d'essai fournissent pour chaque valeur de d obtenues avec une bille et une charge données, la valeur de la dureté. Dans les procès-verbaux d'essais, on indique le résultat après avoir rappelé les conditions d'essais. Ainsi : HB5 –750 – 15 = 245 Indique qu'on a utilisé une bille de 5 mm de diamètre sous une charge de 750 kgf avec une dureté d'application de 15 S. On observe généralement la présence de bourrelets en bordure de l'empreinte qui gênent la mesure. Toutefois, l'erreur commise est faible. La dimension de l'empreinte est telle que les hétérogénéités locales ou la qualité de l'état de surface ont peu d'influence sur les résultats. La déformation de la bille limite l'emploi de cette méthode à des duretés HB inférieures à 450.
2.2 METHODE VICKERS (NF A 03-154) Le principe est le même que celui de la méthode Brinell mais le pénétrateur est une pyramide à base carrée, en diamant, avec un angle au sommet de 136° entre deux faces. On mesure, dans ce cas, les deux diagonales de l'empreinte carrée laissée par le pénétrateur dans le métal à tester. La moyenne de ces deux mesures permet d'obtenir la dureté par la formule :
HV = P/S = 2P sin (136°/2) / d² = 1.8544 P / d²
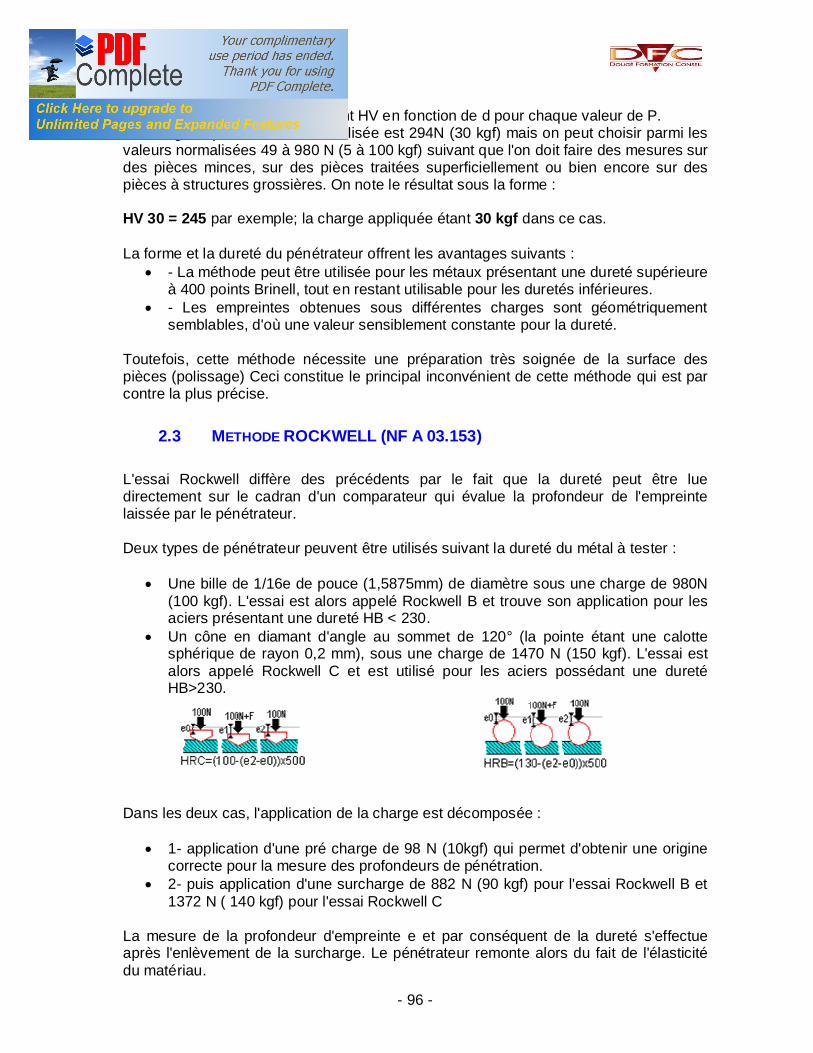
" La corrosion"
- 96 -
Des tables fournissent directement HV en fonction de d pour chaque valeur de P. La charge la plus couramment utilisée est 294N (30 kgf) mais on peut choisir parmi les valeurs normalisées 49 à 980 N (5 à 100 kgf) suivant que l'on doit faire des mesures sur des pièces minces, sur des pièces traitées superficiellement ou bien encore sur des pièces à structures grossières. On note le résultat sous la forme : HV 30 = 245 par exemple; la charge appliquée étant 30 kgf dans ce cas. La forme et la dureté du pénétrateur offrent les avantages suivants :
• - La méthode peut être utilisée pour les métaux présentant une dureté supérieure à 400 points Brinell, tout en restant utilisable pour les duretés inférieures.
• - Les empreintes obtenues sous différentes charges sont géométriquement semblables, d'où une valeur sensiblement constante pour la dureté.
Toutefois, cette méthode nécessite une préparation très soignée de la surface des pièces (polissage) Ceci constitue le principal inconvénient de cette méthode qui est par contre la plus précise.
2.3 METHODE ROCKWELL (NF A 03.153) L'essai Rockwell diffère des précédents par le fait que la dureté peut être lue directement sur le cadran d'un comparateur qui évalue la profondeur de l'empreinte laissée par le pénétrateur. Deux types de pénétrateur peuvent être utilisés suivant la dureté du métal à tester :
• Une bille de 1/16e de pouce (1,5875mm) de diamètre sous une charge de 980N (100 kgf). L'essai est alors appelé Rockwell B et trouve son application pour les aciers présentant une dureté HB < 230.
• Un cône en diamant d'angle au sommet de 120° (la pointe étant une calotte sphérique de rayon 0,2 mm), sous une charge de 1470 N (150 kgf). L'essai est alors appelé Rockwell C et est utilisé pour les aciers possédant une dureté HB>230.
Dans les deux cas, l'application de la charge est décomposée :
• 1- application d'une pré charge de 98 N (10kgf) qui permet d'obtenir une origine correcte pour la mesure des profondeurs de pénétration.
• 2- puis application d'une surcharge de 882 N (90 kgf) pour l'essai Rockwell B et 1372 N ( 140 kgf) pour l'essai Rockwell C
La mesure de la profondeur d'empreinte e et par conséquent de la dureté s'effectue après l'enlèvement de la surcharge. Le pénétrateur remonte alors du fait de l'élasticité du matériau.

" La corrosion"
- 97 -
On obtient alors :
• Dureté Rockwell B : HRb = 130 - e • Dureté Rockwell C : HRc = 100 – e
Les échelles de dureté étant conçues de façon à donner un chiffre de dureté élevé pour un faible enfoncement (métal dur) et inversement. Il est à noter qu'un point Rockwell correspond à une différence de profondeur de 0, 002mm. Il est donc indispensable, pour effectuer une mesure correcte de procéder à l'essai sur une surface préparée et d'assurer correctement l'assise de la pièce sur le tas de la machine de mesure. Il existe d'autres essais Rockwell, en particulier, les essais superficiels pour les produits minces ou pour les pièces traitées superficiellement. Les pénétrateurs sont identiques mais les pré charges sont réduites à 29 N(3kg) et les charges totales à 147, 294 ou 441 N(15, 30 ou 45kg).
2.4 CORRESPONDANCE ENTRE ECHELLES DE DURETE La correspondance entre les diverses mesures de dureté doit être utilisée avec beaucoup de précautions du fait même des particularités de chaque méthode. Il convient mieux lorsque le problème des équivalences se pose de refaire des mesures avec l'échelle de dureté souhaitée. La même prudence doit être observée lorsque l'on veut évaluer la résistance à la traction d'un acier à partir de la valeur de sa dureté. Bien qu'une relation du type :
R = k. HB avec 0,37 > k > 0,34 Soit couramment utilisée, il faut se souvenir que ce n'est qu'un moyen pour fixer l'ordre de grandeur et qu'il n'est pas généralisable à tous les types d'aciers. A titre indicatif, nous reproduisons ci-après le tableau II de correspondances approximatives entre les mesures de dureté et la résistance à la traction, tel qu'il est donné par la norme NF A 03.172. (Norme expérimentale)
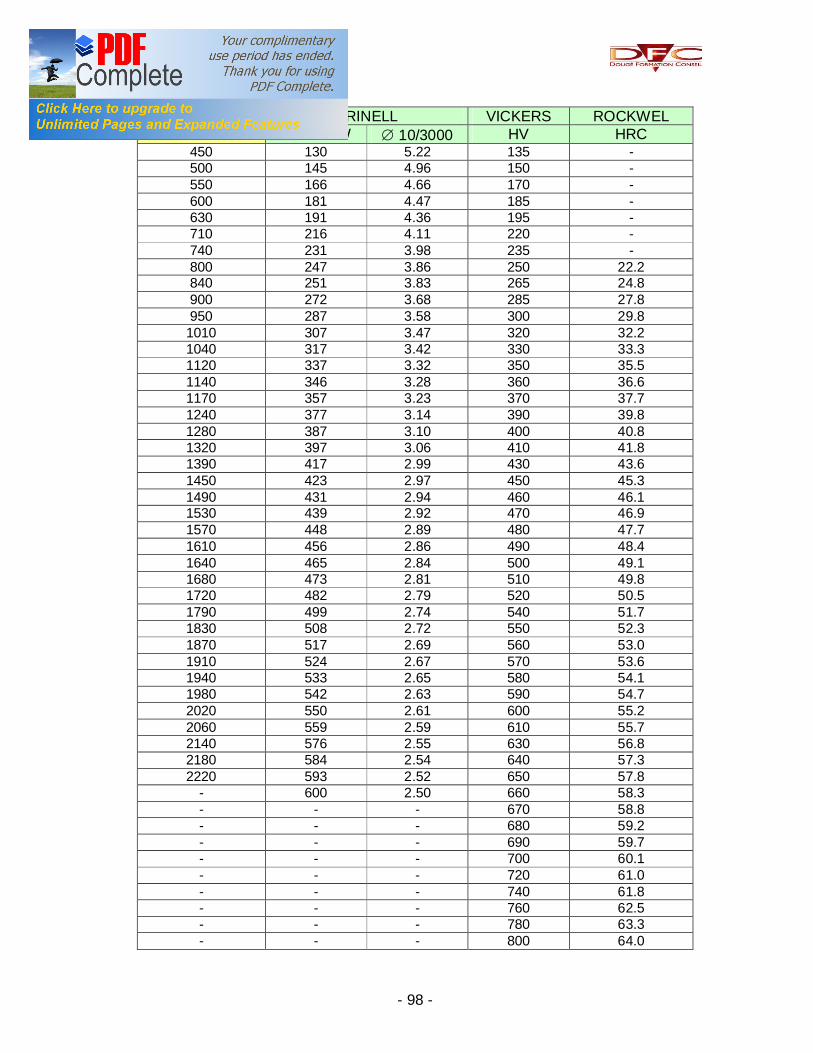
" La corrosion"
- 98 -
BRINELL VICKERS ROCKWEL Rm (Mpa) HBS-HBW ∅ 10/3000 HV HRC
450 130 5.22 135 - 500 145 4.96 150 - 550 166 4.66 170 - 600 181 4.47 185 - 630 191 4.36 195 - 710 216 4.11 220 - 740 231 3.98 235 - 800 247 3.86 250 22.2 840 251 3.83 265 24.8 900 272 3.68 285 27.8 950 287 3.58 300 29.8
1010 307 3.47 320 32.2 1040 317 3.42 330 33.3 1120 337 3.32 350 35.5 1140 346 3.28 360 36.6 1170 357 3.23 370 37.7 1240 377 3.14 390 39.8 1280 387 3.10 400 40.8 1320 397 3.06 410 41.8 1390 417 2.99 430 43.6 1450 423 2.97 450 45.3 1490 431 2.94 460 46.1 1530 439 2.92 470 46.9 1570 448 2.89 480 47.7 1610 456 2.86 490 48.4 1640 465 2.84 500 49.1 1680 473 2.81 510 49.8 1720 482 2.79 520 50.5 1790 499 2.74 540 51.7 1830 508 2.72 550 52.3 1870 517 2.69 560 53.0 1910 524 2.67 570 53.6 1940 533 2.65 580 54.1 1980 542 2.63 590 54.7 2020 550 2.61 600 55.2 2060 559 2.59 610 55.7 2140 576 2.55 630 56.8 2180 584 2.54 640 57.3 2220 593 2.52 650 57.8
- 600 2.50 660 58.3 - - - 670 58.8 - - - 680 59.2 - - - 690 59.7 - - - 700 60.1 - - - 720 61.0 - - - 740 61.8 - - - 760 62.5 - - - 780 63.3 - - - 800 64.0
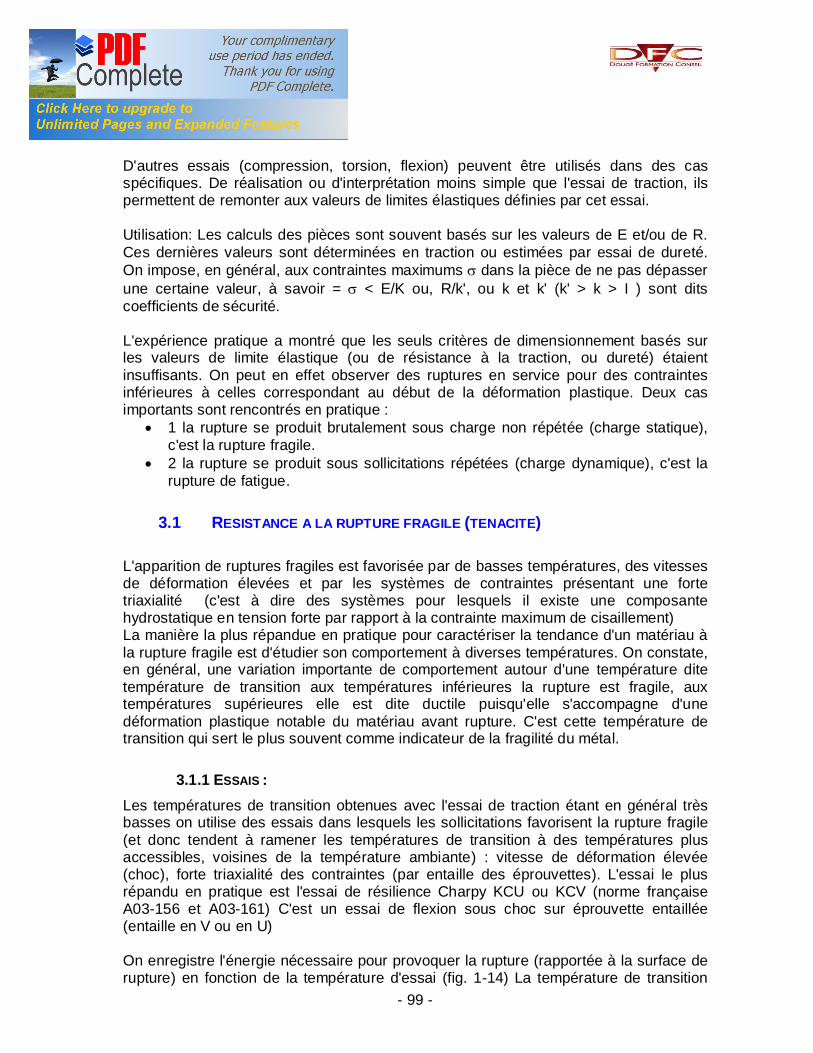
" La corrosion"
- 99 -
3 AUTRES ESSAIS
D'autres essais (compression, torsion, flexion) peuvent être utilisés dans des cas spécifiques. De réalisation ou d'interprétation moins simple que l'essai de traction, ils permettent de remonter aux valeurs de limites élastiques définies par cet essai. Utilisation: Les calculs des pièces sont souvent basés sur les valeurs de E et/ou de R. Ces dernières valeurs sont déterminées en traction ou estimées par essai de dureté. On impose, en général, aux contraintes maximums σ dans la pièce de ne pas dépasser une certaine valeur, à savoir = σ < E/K ou, R/k', ou k et k' (k' > k > I ) sont dits coefficients de sécurité. L'expérience pratique a montré que les seuls critères de dimensionnement basés sur les valeurs de limite élastique (ou de résistance à la traction, ou dureté) étaient insuffisants. On peut en effet observer des ruptures en service pour des contraintes inférieures à celles correspondant au début de la déformation plastique. Deux cas importants sont rencontrés en pratique :
• 1 la rupture se produit brutalement sous charge non répétée (charge statique), c'est la rupture fragile.
• 2 la rupture se produit sous sollicitations répétées (charge dynamique), c'est la rupture de fatigue.
3.1 RESISTANCE A LA RUPTURE FRAGILE (TENACITE) L'apparition de ruptures fragiles est favorisée par de basses températures, des vitesses de déformation élevées et par les systèmes de contraintes présentant une forte triaxialité (c'est à dire des systèmes pour lesquels il existe une composante hydrostatique en tension forte par rapport à la contrainte maximum de cisaillement) La manière la plus répandue en pratique pour caractériser la tendance d'un matériau à la rupture fragile est d'étudier son comportement à diverses températures. On constate, en général, une variation importante de comportement autour d'une température dite température de transition aux températures inférieures la rupture est fragile, aux températures supérieures elle est dite ductile puisqu'elle s'accompagne d'une déformation plastique notable du matériau avant rupture. C'est cette température de transition qui sert le plus souvent comme indicateur de la fragilité du métal.
3.1.1 ESSAIS : Les températures de transition obtenues avec l'essai de traction étant en général très basses on utilise des essais dans lesquels les sollicitations favorisent la rupture fragile (et donc tendent à ramener les températures de transition à des températures plus accessibles, voisines de la température ambiante) : vitesse de déformation élevée (choc), forte triaxialité des contraintes (par entaille des éprouvettes). L'essai le plus répandu en pratique est l'essai de résilience Charpy KCU ou KCV (norme française A03-156 et A03-161) C'est un essai de flexion sous choc sur éprouvette entaillée (entaille en V ou en U) On enregistre l'énergie nécessaire pour provoquer la rupture (rapportée à la surface de rupture) en fonction de la température d'essai (fig. 1-14) La température de transition
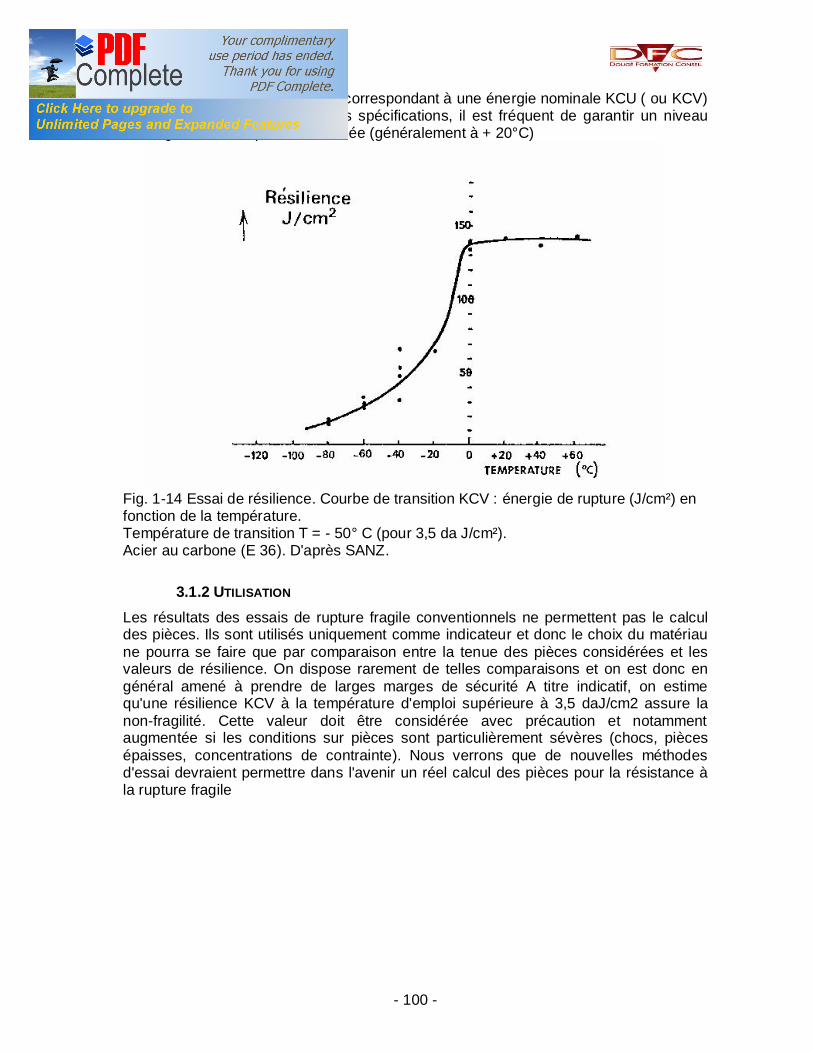
" La corrosion"
- 100 -
est souvent choisie comme celle correspondant à une énergie nominale KCU ( ou KCV) égale à 3,5 daJ / cm² . Dans les spécifications, il est fréquent de garantir un niveau d'énergie à une température donnée (généralement à + 20°C)
Fig. 1-14 Essai de résilience. Courbe de transition KCV : énergie de rupture (J/cm²) en fonction de la température. Température de transition T = - 50° C (pour 3,5 da J/cm²). Acier au carbone (E 36). D'après SANZ.
3.1.2 UTILISATION Les résultats des essais de rupture fragile conventionnels ne permettent pas le calcul des pièces. Ils sont utilisés uniquement comme indicateur et donc le choix du matériau ne pourra se faire que par comparaison entre la tenue des pièces considérées et les valeurs de résilience. On dispose rarement de telles comparaisons et on est donc en général amené à prendre de larges marges de sécurité A titre indicatif, on estime qu'une résilience KCV à la température d'emploi supérieure à 3,5 daJ/cm2 assure la non-fragilité. Cette valeur doit être considérée avec précaution et notamment augmentée si les conditions sur pièces sont particulièrement sévères (chocs, pièces épaisses, concentrations de contrainte). Nous verrons que de nouvelles méthodes d'essai devraient permettre dans l'avenir un réel calcul des pièces pour la résistance à la rupture fragile
" La corrosion"
- 101 -
3.2 RESISTANCE A LA RUPTURE PAR FATIGUE.
3.2.1 CARACTERISATION Les pièces mécaniques sont très fréquemment soumises à des sollicitations cycliques à fréquence élevée, la pièce devant supporter fréquemment plusieurs dizaines ou centaines de millions de cycles. On constate que la rupture de pièces soumises à de telles sollicitations peut se produire sans déformation plastique globale pour des contraintes inférieures à la limite élastique définie précédemment. Dans le cas des aciers, on observe fréquemment que la contrainte conduisant à la rupture par fatigue au bout d'un nombre donné N de cycles, décroît rapidement avec le nombre de cycles puis se stabilise vers 106 à 107 cycles pour rester stationnaire à une valeur qui est appelée limite de fatigue (fig. 1-15) Pour des contraintes inférieures à la limite de fatigue, là pièce est donc protégée contre toute rupture prématurée en service
Nombre d'alternances Fig. 1-15 - Courbes d'endurance (nombre de cycles à rupture pour une charge dynamique donnée) dite "courbe de Wöhler". Acier demi-dur (D'après CAZAUD) Le calcul des pièces en fatigue est cependant beaucoup plus complexe que le calcul en statique, principalement pour les raisons suivantes :
• (1) Alors qu'en statique il existait des critères simples pour déduire le début de déformation plastique de la valeur de la limite d'élasticité mesurée en traction, ces critères ne s'appliquent plus en général à la rupture par fatigue. La prise en compte des modes de sollicitations complexes (notamment des concentrations de contrainte) ne peut se faire que par comparaison avec des résultats expérimentaux spécifiques. Il existe néanmoins des corrélations empiriques utiles.
• (2) L'état de surface des pièces joue un rôle capital (ce rôle était négligeable en statique) L'application des résultats des essais de fatigue sur éprouvettes aux
" La corrosion"
- 102 -
pièces réelles est donc compliquée en raison des différences d'état de surface et là encore des expériences spécifiques sont souvent nécessaires.
• (3) Les dimensions de la pièce jouent un rôle important. Ceci est notamment dû aux effets de surface mentionnés plus haut, le rapport volume/surface variant avec les dimensions de la pièce.
• (4) Les sollicitations rencontrées en pratique sont irrégulières (périodes d 'arrêt des machines, sur contraintes au démarrage…) alors que les limites de fatigue sont déterminées pour des sollicitations cycliques régulières. L'influence des sur contraintes, par exemple, varie d'un matériau à l'autre et d'une pièce à l'autre. Le passage des résultats des essais de fatigue conventionnels aux pièces réelles est donc assez complexe. Néanmoins, ces essais ont une utilité considérable, permettant notamment de montrer l'influence du paramètre matériau dans une situation donnée et donc de guider les choix.
3.2.2 ESSAIS.
En raison de sa simplicité de mise en œuvre, l'essai le plus utilisé est l'essai de flexion rotative dans lequel une éprouvette tourne tout en étant soumise à un effort de flexion de direction fixe La détermination de la limite de fatigue s'obtient, en général, au moyen d'une vingtaine d'éprouvettes en raison de la dispersion inhérente à ces essais
3.2.3 UTILISATION. Pour les raisons indiquées précédemment le calcul des pièces en fatigue à partir des limites de fatigue est complexe. Il est souvent erroné d'utiliser les critères usuels de la statique en remplaçant la limite élastique par la limite de fatigue. On est en fait, amené soit à une étude détaillée des divers facteurs permettant de passer des éprouvettes aux pièces (effet de surface, d'entaille, d'échelle, etc.), soit à réaliser des essais sur pièce, soit à sur dimensionner les pièces en utilisant des coefficients de sécurité choisis en fonction de l'expérience pratique.
3.3 RESISTANCE A L'USURE ET FROTTEMENT. Les propriétés de frottement et de résistance à l'usure d'une pièce dépendent non seulement des propriétés du matériau constituant la pièce, mais également (et de façon considérable) des états de surface, de la lubrification et de la nature des autres pièces venant au contact, ainsi que des charges, des vitesses et des températures. Si l'on connaît maintenant les divers phénomènes conduisant à l'usure et conditionnant le frottement (adhésion métal/métal, abrasion, fatigue de contact, corrosion...), chaque situation pratique met en jeu une combinaison spécifique de ces phénomènes difficilement prévisibles. On est donc conduit en pratique à se baser essentiellement sur l'expérience acquise sur pièces, dans les conditions d'utilisation, tout en suivant néanmoins certaines règles simples. Des essais sur éprouvettes simulant autant que possible les essais d'utilisation permettent cependant un classement des matériaux pouvant faciliter les choix. Citons notamment les essais Faville (mors en V sur éprouvette cylindrique) et les essais pion et disque.
Propriétés relatives à la mise en œuvre.
" La corrosion"
- 103 -
3.3.1 USINABILITE On considère qu'un matériau qu'il permet un enlèvement rapide d'une grande quantité de copeaux avec un fini de surface satisfaisant et avec le minimum de ré affûtage de l'outil. L'appréciation de l'usinabilité est donc basée sur plusieurs critères (échauffement, usure de l'outil, effort sur l'outil, état de surface...), ce qui a conduit à l'établissement de nombreux essais correspondants. Pour ces raisons et pour les raisons mentionnées plus haut pour ce qui concerne les propriétés d'usure et de frottement, la transposition des essais au travail pratique en atelier est difficile. Les essais s'approchant des conditions pratiques (par ex. les essais du Centre Technique du Décolletage pour les opérations sur tour automatique) permettent néanmoins un classement utile de l'usinabilité des matériaux dans les conditions visées par l'essai.
3.3.2 AUTRES PROPRIETES. Les autres propriétés importantes pour le mécanicien sont notamment la formabilité (à froid et à chaud, ceci comprenant l’emboutissabilité, la forgeabilité), la soudabilité, la déformabilité au cours du traitement…Il est impossible de développer ici les méthodes de caractérisation de ces propriétés. Comme les autres propriétés étudiées ci-dessous, elles sont néanmoins fortement dépendantes de la structure des matériaux utilisés.
" La corrosion"
- 104 -
LA CORROSION
1 INTRODUCTION
Toute approche fondamentale de la corrosion doit tenir compte des propriétés du métal, de l'environnement, et de l'interface métal - environnement. Métal : composition, structure, hétérogénéités, contraintes... Environnement : composition chimique, impuretés, température, conditions hydrodynamiques Interface : cinétiques de réactions, nature et répartition des produits de corrosion, vitesses d'établissement et de destruction de films... Les conséquences des dégradations dues à la corrosion dépendent de nombreux facteurs, et sont variables suivant les circonstances. La lente perte d'épaisseur uniforme d'une pièce massive telle qu'un rail, par exemple, est beaucoup moins grave, que la rupture d'une turbine ou d'un autoclave induite par corrosion sous contrainte ou fragilisation. Il faut, pour chaque cas d'espèce, tenir compte des formes que revêtiront les dégradations, des implications technico-économiques de la corrosion et de son incidence sur d'autres aspects tels que la sécurité, l'image de marque, etc... Quelques chiffres à l’échelle planétaire :
• “2% des métaux perdus par an” • “760 milliards de dollars dépensés pour la sauvegarde des métaux par an”
2 QU'EST-CE QUE LA CORROSION DES MÉTAUX ?
Dans la nature, il est rare de trouver un métal sous forme de corps simple. La plupart du temps, il est dans un minerai sous forme oxydée, c'est-à-dire sous forme de combinaison chimique avec un ou plusieurs éléments non métalliques: oxyde, sulfure, carbonate, ...

" La corrosion"
- 105 -
La métallurgie a pour but d'amener par réduction la forme oxydée à l'état de métal. La corrosion aura pour effet de ramener le métal sous une forme oxydée. Les métaux, sous l'action d'éléments tels que l'oxygène (O2), le dioxyde de soufre (SO2), l'oxyde de carbone (CO), le dioxyde de carbone (CO2), l'eau (H2O), ... peuvent donc, par suite de réactions chimiques ou électrochimiques, se corroder. Les métaux, et plus généralement la matière sont constitués d'atomes formés d'un noyau (protons + neutrons) chargé d'électricité positive et d'un ou plusieurs électrons chargés d'électricité négative. L'atome est électriquement neutre mais peut perdre ou gagner des électrons et devenir un ion positif par perte d'électrons ou négatif par gain d'électrons. La corrosion d'un métal (Me) est une réaction du type :
Me c Men+ + ne-
Le fer peut, en perdant deux électrons, se transformer en ion Fe2+ ou, en perdant trois électrons, se transformer en ion Fe3+.
Une oxydation est une perte d'électrons : Fe c Fe2+ + 2e-
Une réduction est un gain d'électrons : Fe2+ + 2e- c Fe
La corrosion est une oxydation du métal.
3 LES DIFFÉRENTES FORMES DE CORROSION
La durée de vie, d'une pièce ou d'une installation dépend de la quantité de métal corrodé mais aussi, et surtout, de la localisation de la corrosion. Suivant la nature du métal et les conditions ambiantes, la localisation de la corrosion se traduit, d'un point de vue morphologique, par différents faciès d'attaque. Il est important de pouvoir distinguer ces différentes formes de corrosion qui renseignent à la fois sur l'origine du phénomène, sa gravité, et les remèdes possibles.
L’Anode
La Cathode
" La corrosion"
- 106 -
Les formes de corrosion peuvent être arbitrairement classées en 8 catégories. En fait, il s'agit là d'un classement académique dans la mesure où une même pièce peut être le siège de plusieurs formes et où certaines formes sont liées. Nous pouvons trouver :
• La corrosion atmosphérique (généralisée ou uniforme) • La corrosion caverneuse • La corrosion filiforme • La corrosion par couplage galvanique • La corrosion par piqûres • La corrosion intergranulaire • La corrosion sélective • La corrosion feuillante
Il existe aussi d’autres corrosions entremêlant des phénomènes mécaniques et électrochimiques :
• La corrosion sous tension • La corrosion érosion • La corrosion par cavitation • La corrosion par frottement • La corrosion par usure • La corrosion par fatigue
Une corrosion indépendante de ses phénomènes qui se produit à chaud et fait appels à la chimie :
• La corrosion sèche. Une corrosion toute aussi indépendante qui génère des mécanismes de chimie organique :
• La corrosion microbienne ou bactérienne.
Comme nous l’avons vu plus tôt, quel que soit le type de corrosion, celle-ci va dépendre de 3 facteurs essentiels avec plus ou moins d’importance :
• Le milieu dans lequel elle évolue, L’OXYDANT. • La couche qui recouvre directement le métal et ses interactions sur le milieu,
L’INTERFACE METAL / OXYDANT. Cette couche peut être artificielle ou naturelle, simple ou multiple.
• LE METAL, l’ensemble de ses propriétés intrinsèques, ou obtenu lors de son élaboration, de ses transformations, voir de son façonnage final.
" La corrosion"
- 107 -
3.1 CORROSION GENERALISEE OU UNIFORME DITE « ATMOSPHERIQUE »
Faciès, causes La corrosion est répartie uniformément sur la surface du métal en contact avec le milieu corrosif. Le métal est dans son état actif. La vitesse de corrosion peut être déterminée de façon relativement simple (perte de poids, d'épaisseur, etc..) et permet d'accéder directement à la durée de vie de la pièce concernée. Elle dépend essentiellement de l’humidité de l’air. Elle a besoin d’un électrolyte pour se mettre en marche et évoluer.
Les zones de micro cathode et micro anode sont changeantes
se qui explique le caractère uniforme de la corrosion
Les conditions de la corrosion
3.1.1 LE MILIEU - L’ELECTROLYTE 3.1.1.1 L’humidité ambiante
Le milieu dans lequel évolue la corrosion va avoir une grande influence. A 60% d’humidité relative, nous constatons une augmentation du poids de la rouille de fer très importante sous atmosphère polluée. Cela va sensiblement augmenter la vitesse de corrosion.
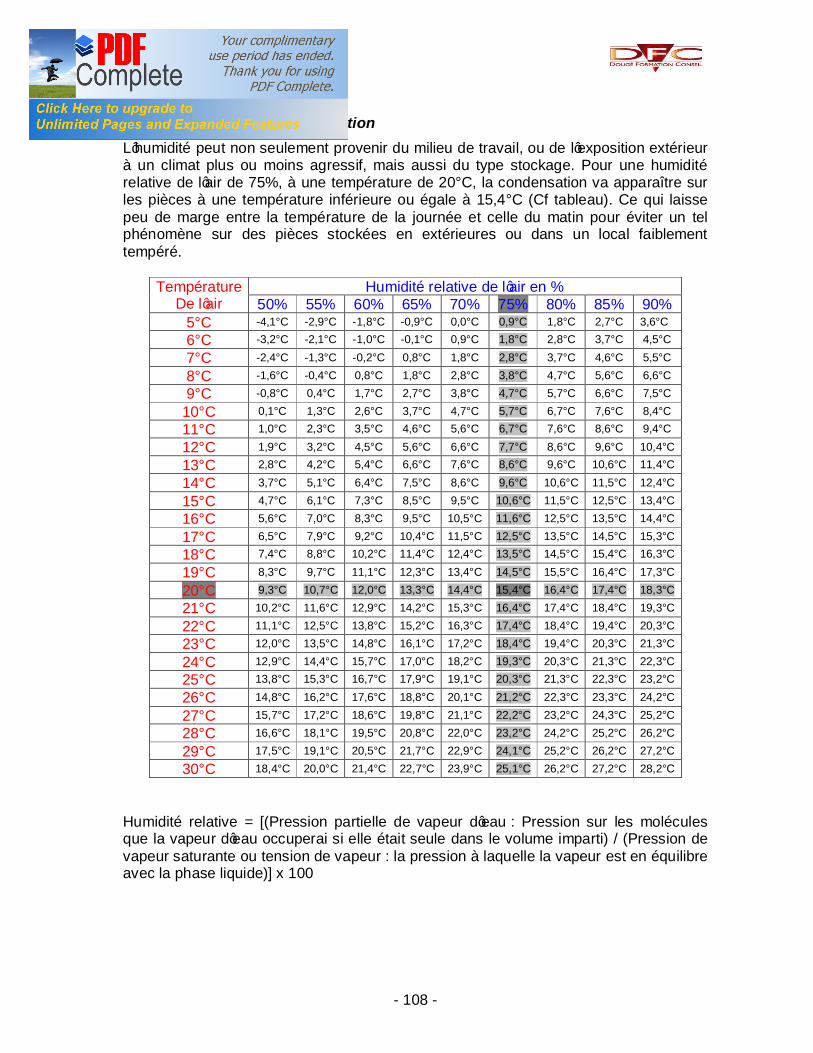
" La corrosion"
- 108 -
3.1.1.2 La condensation
L’humidité peut non seulement provenir du milieu de travail, ou de l’exposition extérieur à un climat plus ou moins agressif, mais aussi du type stockage. Pour une humidité relative de l’air de 75%, à une température de 20°C, la condensation va apparaître sur les pièces à une température inférieure ou égale à 15,4°C (Cf tableau). Ce qui laisse peu de marge entre la température de la journée et celle du matin pour éviter un tel phénomène sur des pièces stockées en extérieures ou dans un local faiblement tempéré.
Humidité relative de l’air en % Température De l’air 50% 55% 60% 65% 70% 75% 80% 85% 90%
5°C -4,1°C -2,9°C -1,8°C -0,9°C 0,0°C 0,9°C 1,8°C 2,7°C 3,6°C
6°C -3,2°C -2,1°C -1,0°C -0,1°C 0,9°C 1,8°C 2,8°C 3,7°C 4,5°C
7°C -2,4°C -1,3°C -0,2°C 0,8°C 1,8°C 2,8°C 3,7°C 4,6°C 5,5°C
8°C -1,6°C -0,4°C 0,8°C 1,8°C 2,8°C 3,8°C 4,7°C 5,6°C 6,6°C
9°C -0,8°C 0,4°C 1,7°C 2,7°C 3,8°C 4,7°C 5,7°C 6,6°C 7,5°C
10°C 0,1°C 1,3°C 2,6°C 3,7°C 4,7°C 5,7°C 6,7°C 7,6°C 8,4°C
11°C 1,0°C 2,3°C 3,5°C 4,6°C 5,6°C 6,7°C 7,6°C 8,6°C 9,4°C
12°C 1,9°C 3,2°C 4,5°C 5,6°C 6,6°C 7,7°C 8,6°C 9,6°C 10,4°C
13°C 2,8°C 4,2°C 5,4°C 6,6°C 7,6°C 8,6°C 9,6°C 10,6°C 11,4°C
14°C 3,7°C 5,1°C 6,4°C 7,5°C 8,6°C 9,6°C 10,6°C 11,5°C 12,4°C
15°C 4,7°C 6,1°C 7,3°C 8,5°C 9,5°C 10,6°C 11,5°C 12,5°C 13,4°C
16°C 5,6°C 7,0°C 8,3°C 9,5°C 10,5°C 11,6°C 12,5°C 13,5°C 14,4°C
17°C 6,5°C 7,9°C 9,2°C 10,4°C 11,5°C 12,5°C 13,5°C 14,5°C 15,3°C
18°C 7,4°C 8,8°C 10,2°C 11,4°C 12,4°C 13,5°C 14,5°C 15,4°C 16,3°C
19°C 8,3°C 9,7°C 11,1°C 12,3°C 13,4°C 14,5°C 15,5°C 16,4°C 17,3°C
20°C 9,3°C 10,7°C 12,0°C 13,3°C 14,4°C 15,4°C 16,4°C 17,4°C 18,3°C
21°C 10,2°C 11,6°C 12,9°C 14,2°C 15,3°C 16,4°C 17,4°C 18,4°C 19,3°C
22°C 11,1°C 12,5°C 13,8°C 15,2°C 16,3°C 17,4°C 18,4°C 19,4°C 20,3°C
23°C 12,0°C 13,5°C 14,8°C 16,1°C 17,2°C 18,4°C 19,4°C 20,3°C 21,3°C
24°C 12,9°C 14,4°C 15,7°C 17,0°C 18,2°C 19,3°C 20,3°C 21,3°C 22,3°C
25°C 13,8°C 15,3°C 16,7°C 17,9°C 19,1°C 20,3°C 21,3°C 22,3°C 23,2°C
26°C 14,8°C 16,2°C 17,6°C 18,8°C 20,1°C 21,2°C 22,3°C 23,3°C 24,2°C
27°C 15,7°C 17,2°C 18,6°C 19,8°C 21,1°C 22,2°C 23,2°C 24,3°C 25,2°C
28°C 16,6°C 18,1°C 19,5°C 20,8°C 22,0°C 23,2°C 24,2°C 25,2°C 26,2°C
29°C 17,5°C 19,1°C 20,5°C 21,7°C 22,9°C 24,1°C 25,2°C 26,2°C 27,2°C
30°C 18,4°C 20,0°C 21,4°C 22,7°C 23,9°C 25,1°C 26,2°C 27,2°C 28,2°C
Humidité relative = [(Pression partielle de vapeur d’eau : Pression sur les molécules que la vapeur d’eau occuperai si elle était seule dans le volume imparti) / (Pression de vapeur saturante ou tension de vapeur : la pression à laquelle la vapeur est en équilibre avec la phase liquide)] x 100
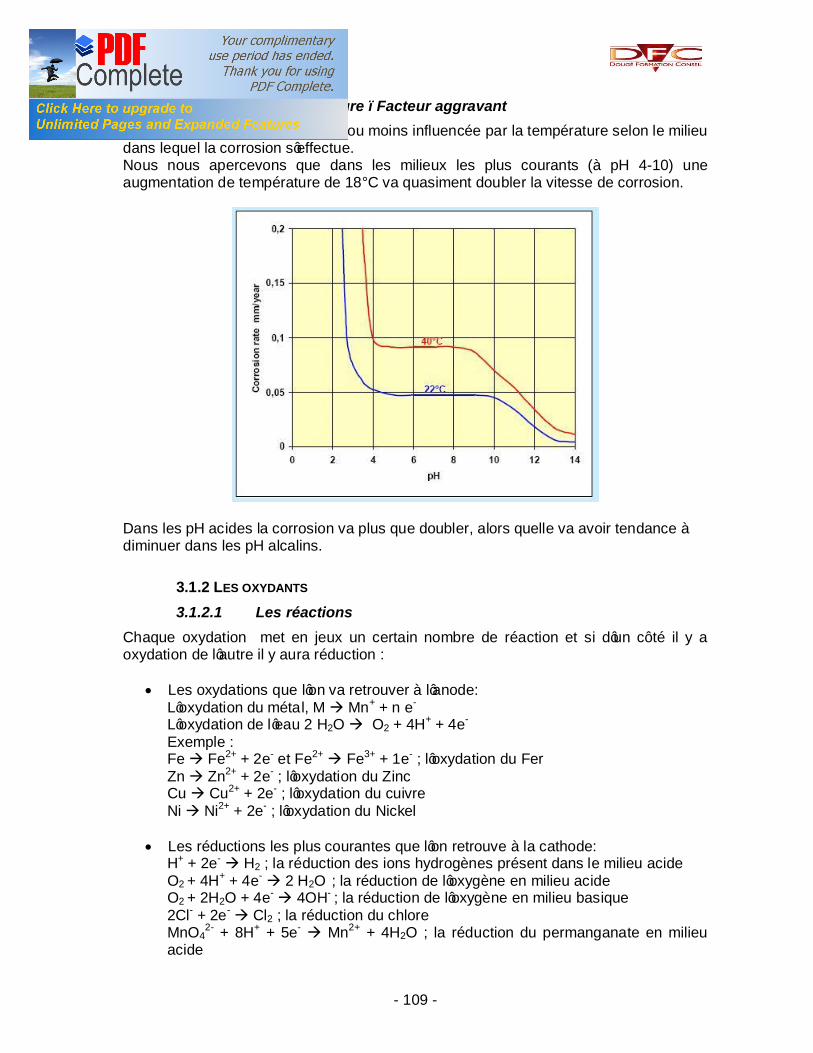
" La corrosion"
- 109 -
3.1.1.3 La température –Facteur aggravant La vitesse de corrosion sera plus ou moins influencée par la température selon le milieu dans lequel la corrosion s’effectue. Nous nous apercevons que dans les milieux les plus courants (à pH 4-10) une augmentation de température de 18°C va quasiment doubler la vitesse de corrosion.
Dans les pH acides la corrosion va plus que doubler, alors quelle va avoir tendance à diminuer dans les pH alcalins.
3.1.2 LES OXYDANTS 3.1.2.1 Les réactions
Chaque oxydation met en jeux un certain nombre de réaction et si d’un côté il y a oxydation de l’autre il y aura réduction :
• Les oxydations que l’on va retrouver à l’anode: L’oxydation du métal, M à Mn+ + n e- L’oxydation de l’eau 2 H2O à O2 + 4H+ + 4e- Exemple : Fe à Fe2+ + 2e- et Fe2+ à Fe3+ + 1e- ; l’oxydation du Fer Zn à Zn2+ + 2e- ; l’oxydation du Zinc Cu à Cu2+ + 2e- ; l’oxydation du cuivre Ni à Ni2+ + 2e- ; l’oxydation du Nickel
• Les réductions les plus courantes que l’on retrouve à la cathode:
H+ + 2e- à H2 ; la réduction des ions hydrogènes présent dans le milieu acide O2 + 4H+ + 4e- à 2 H2O ; la réduction de l’oxygène en milieu acide O2 + 2H2O + 4e- à 4OH- ; la réduction de l’oxygène en milieu basique 2Cl- + 2e- à Cl2 ; la réduction du chlore MnO4
2- + 8H+ + 5e- à Mn2+ + 4H2O ; la réduction du permanganate en milieu acide
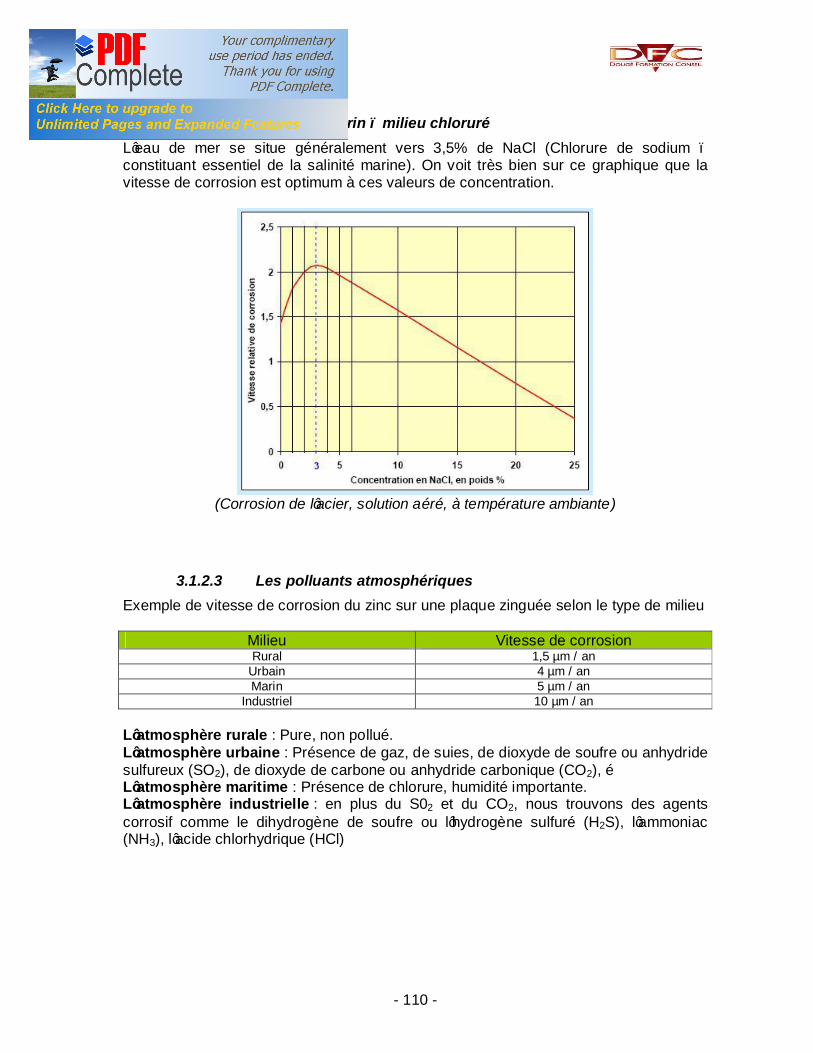
" La corrosion"
- 110 -
3.1.2.2 Le milieu marin – milieu chloruré
L’eau de mer se situe généralement vers 3,5% de NaCl (Chlorure de sodium – constituant essentiel de la salinité marine). On voit très bien sur ce graphique que la vitesse de corrosion est optimum à ces valeurs de concentration.
(Corrosion de l’acier, solution aéré, à température ambiante)
3.1.2.3 Les polluants atmosphériques Exemple de vitesse de corrosion du zinc sur une plaque zinguée selon le type de milieu
Milieu Vitesse de corrosion Rural 1,5 µm / an
Urbain 4 µm / an Marin 5 µm / an
Industriel 10 µm / an
L’atmosphère rurale : Pure, non pollué. L’atmosphère urbaine : Présence de gaz, de suies, de dioxyde de soufre ou anhydride sulfureux (SO2), de dioxyde de carbone ou anhydride carbonique (CO2), … L’atmosphère maritime : Présence de chlorure, humidité importante. L’atmosphère industrielle : en plus du S02 et du CO2, nous trouvons des agents corrosif comme le dihydrogène de soufre ou l’hydrogène sulfuré (H2S), l’ammoniac (NH3), l’acide chlorhydrique (HCl)
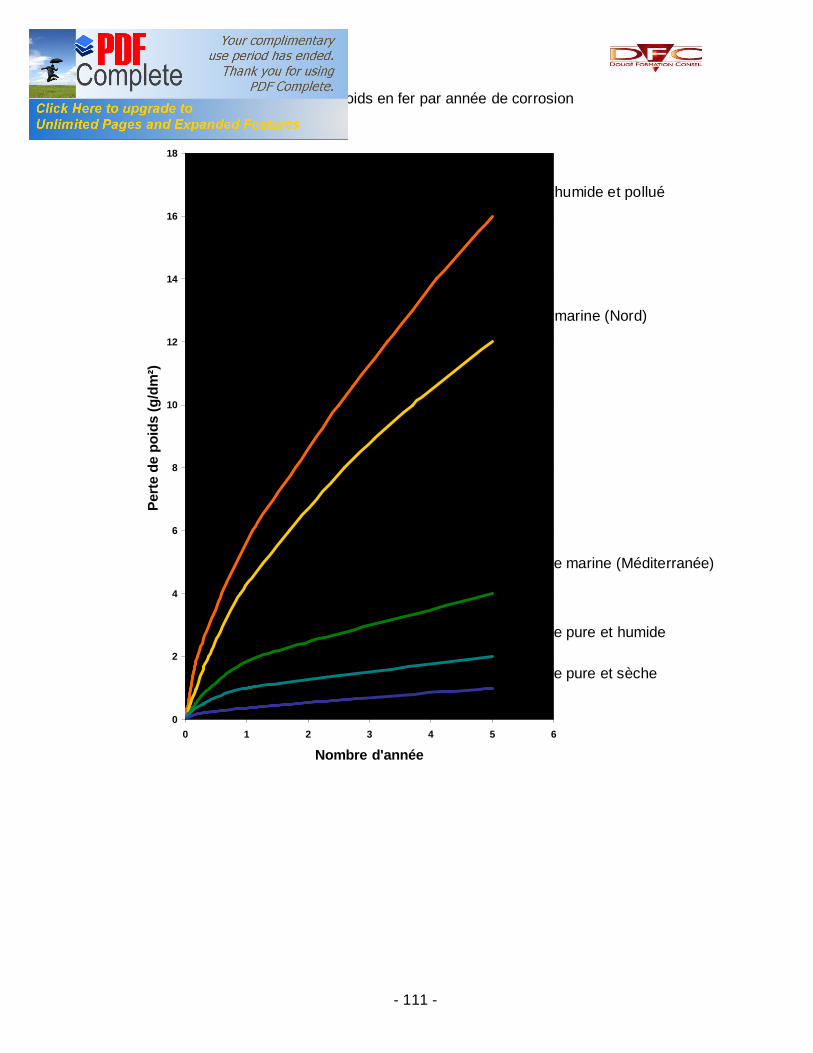
" La corrosion"
- 111 -
La perte de poids en fer par année de corrosion
0
2
4
6
8
10
12
14
16
18
0 1 2 3 4 5 6
Nombre d'année
Pert
e de
poi
ds (g
/dm
²)
Atmosphère humide et pollué
Atmosphère marine (Nord)
Atmosphère marine (Méditerranée)
Atmosphère pure et humide
Atmosphère pure et sèche
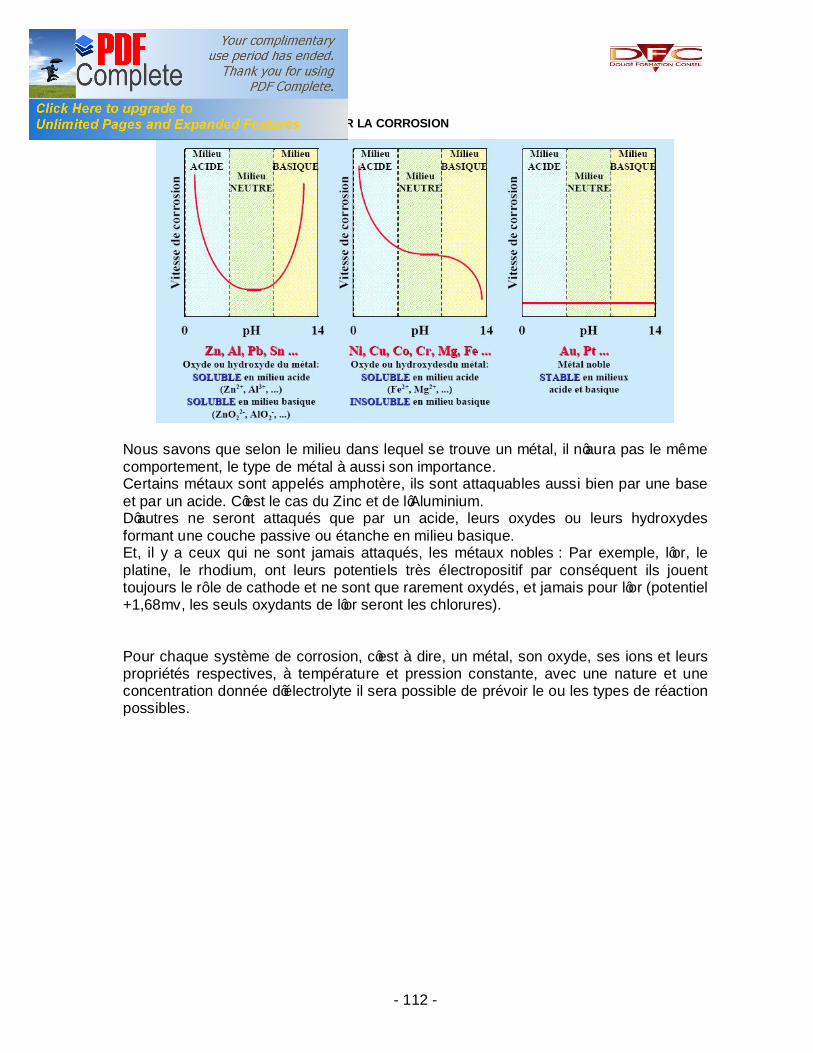
" La corrosion"
- 112 -
3.1.3 INFLUENCE DU PH SUR LA CORROSION
Nous savons que selon le milieu dans lequel se trouve un métal, il n’aura pas le même comportement, le type de métal à aussi son importance. Certains métaux sont appelés amphotère, ils sont attaquables aussi bien par une base et par un acide. C’est le cas du Zinc et de l’Aluminium. D’autres ne seront attaqués que par un acide, leurs oxydes ou leurs hydroxydes formant une couche passive ou étanche en milieu basique. Et, il y a ceux qui ne sont jamais attaqués, les métaux nobles : Par exemple, l’or, le platine, le rhodium, ont leurs potentiels très électropositif par conséquent ils jouent toujours le rôle de cathode et ne sont que rarement oxydés, et jamais pour l’or (potentiel +1,68mv, les seuls oxydants de l’or seront les chlorures). Pour chaque système de corrosion, c’est à dire, un métal, son oxyde, ses ions et leurs propriétés respectives, à température et pression constante, avec une nature et une concentration donnée d’électrolyte il sera possible de prévoir le ou les types de réaction possibles.
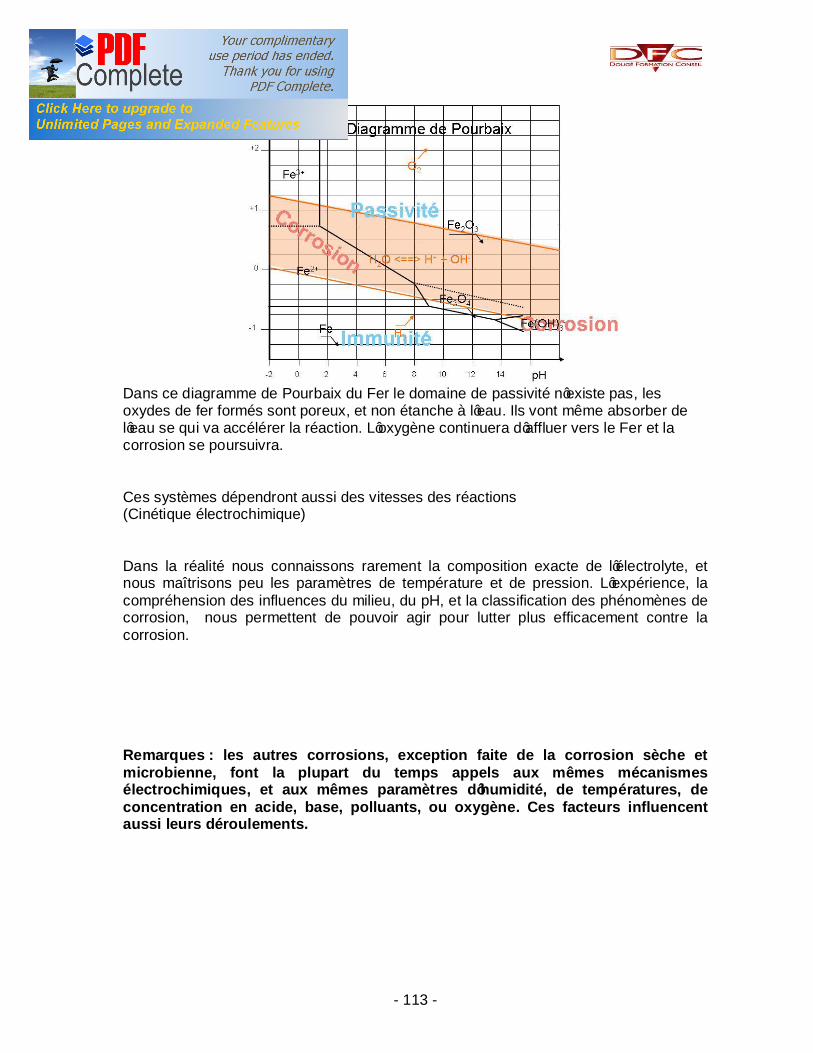
" La corrosion"
- 113 -
Dans ce diagramme de Pourbaix du Fer le domaine de passivité n’existe pas, les oxydes de fer formés sont poreux, et non étanche à l’eau. Ils vont même absorber de l’eau se qui va accélérer la réaction. L’oxygène continuera d’affluer vers le Fer et la corrosion se poursuivra. Ces systèmes dépendront aussi des vitesses des réactions (Cinétique électrochimique) Dans la réalité nous connaissons rarement la composition exacte de l’électrolyte, et nous maîtrisons peu les paramètres de température et de pression. L’expérience, la compréhension des influences du milieu, du pH, et la classification des phénomènes de corrosion, nous permettent de pouvoir agir pour lutter plus efficacement contre la corrosion. Remarques : les autres corrosions, exception faite de la corrosion sèche et microbienne, font la plupart du temps appels aux mêmes mécanismes électrochimiques, et aux mêmes paramètres d’humidité, de températures, de concentration en acide, base, polluants, ou oxygène. Ces facteurs influencent aussi leurs déroulements.
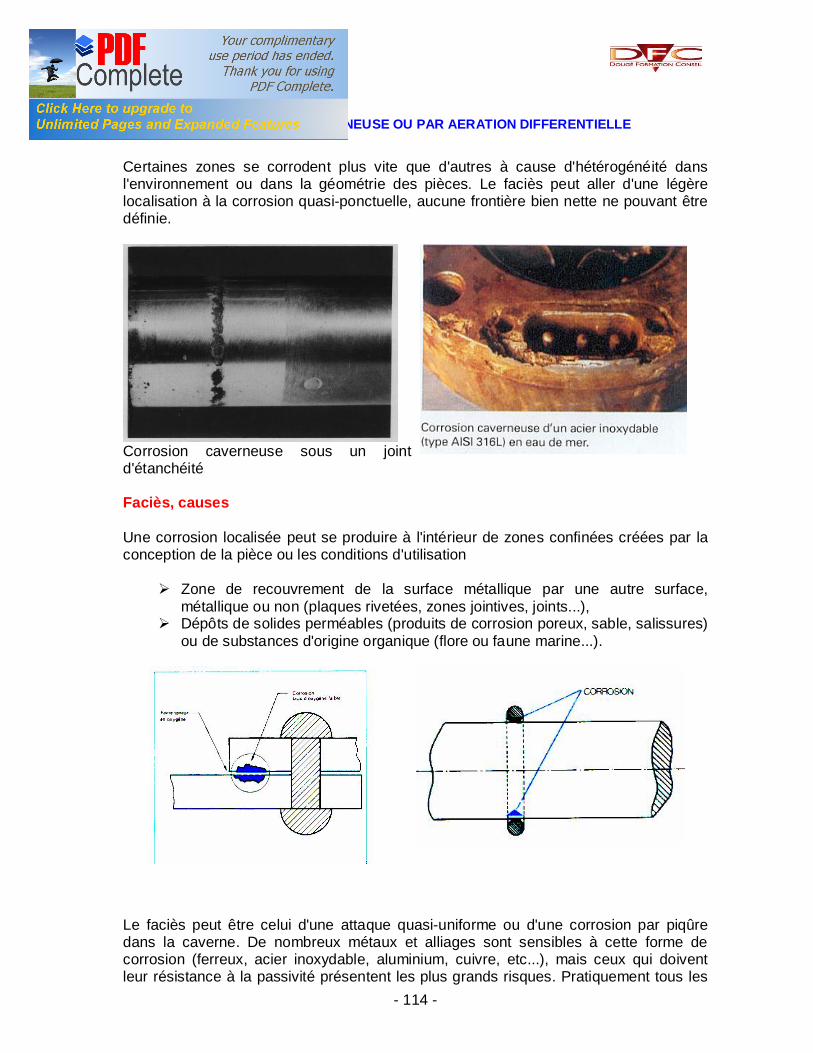
" La corrosion"
- 114 -
3.2 CORROSION CAVERNEUSE OU PAR AERATION DIFFERENTIELLE Certaines zones se corrodent plus vite que d'autres à cause d'hétérogénéité dans l'environnement ou dans la géométrie des pièces. Le faciès peut aller d'une légère localisation à la corrosion quasi-ponctuelle, aucune frontière bien nette ne pouvant être définie.
Corrosion caverneuse sous un joint d'étanchéité
Faciès, causes Une corrosion localisée peut se produire à l'intérieur de zones confinées créées par la conception de la pièce ou les conditions d'utilisation
Ø Zone de recouvrement de la surface métallique par une autre surface, métallique ou non (plaques rivetées, zones jointives, joints...),
Ø Dépôts de solides perméables (produits de corrosion poreux, sable, salissures) ou de substances d'origine organique (flore ou faune marine...).
Le faciès peut être celui d'une attaque quasi-uniforme ou d'une corrosion par piqûre dans la caverne. De nombreux métaux et alliages sont sensibles à cette forme de corrosion (ferreux, acier inoxydable, aluminium, cuivre, etc...), mais ceux qui doivent leur résistance à la passivité présentent les plus grands risques. Pratiquement tous les
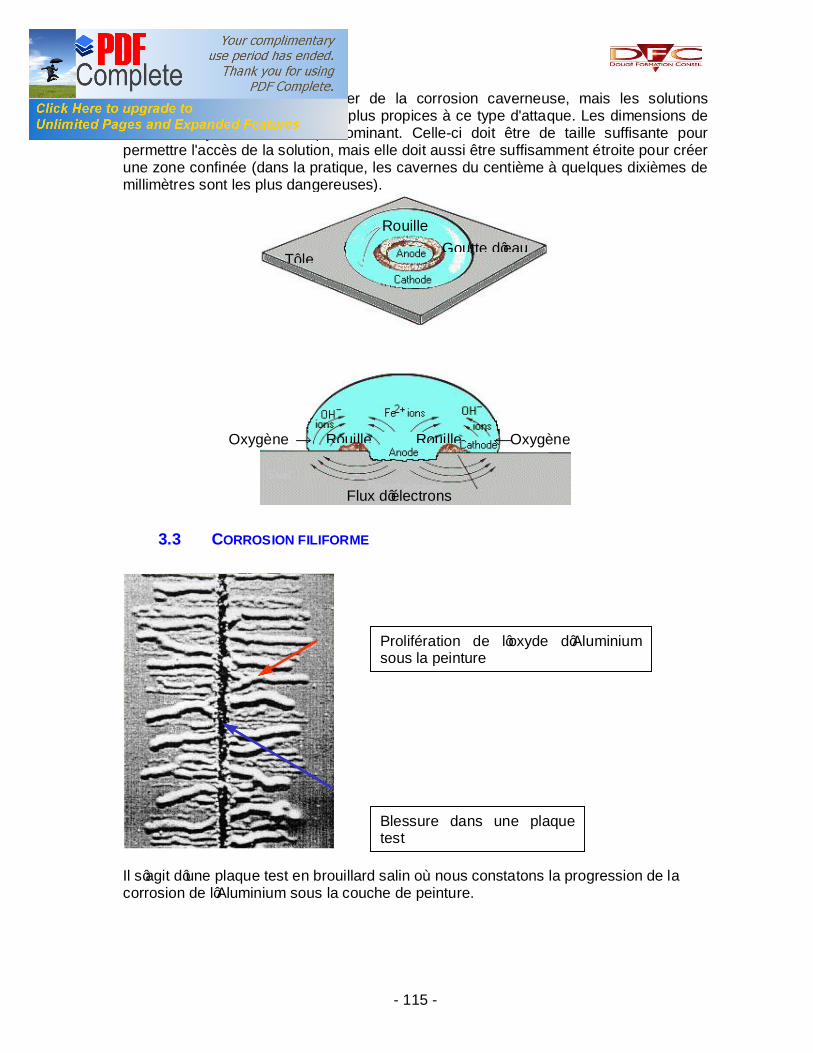
" La corrosion"
- 115 -
milieux corrosifs peuvent générer de la corrosion caverneuse, mais les solutions contenant des chlorures sont les plus propices à ce type d'attaque. Les dimensions de la caverne jouent un rôle prédominant. Celle-ci doit être de taille suffisante pour permettre l'accès de la solution, mais elle doit aussi être suffisamment étroite pour créer une zone confinée (dans la pratique, les cavernes du centième à quelques dixièmes de millimètres sont les plus dangereuses).
3.3 CORROSION FILIFORME
Il s’agit d’une plaque test en brouillard salin où nous constatons la progression de la corrosion de l’Aluminium sous la couche de peinture.
Prolifération de l’oxyde d’Aluminium sous la peinture
Blessure dans une plaque test
Tôle Goutte d’eau
Rouille
Rouille Rouille Oxygène Oxygène
Flux d’électrons
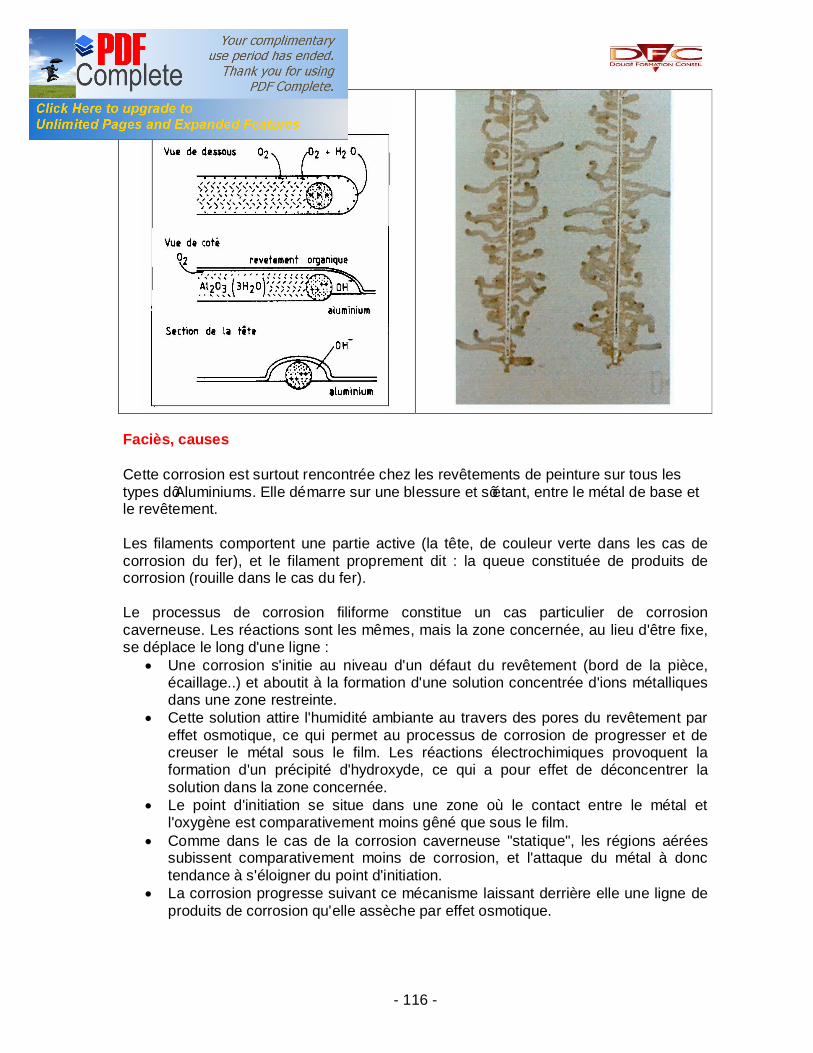
" La corrosion"
- 116 -
Faciès, causes Cette corrosion est surtout rencontrée chez les revêtements de peinture sur tous les types d’Aluminiums. Elle démarre sur une blessure et s’étant, entre le métal de base et le revêtement. Les filaments comportent une partie active (la tête, de couleur verte dans les cas de corrosion du fer), et le filament proprement dit : la queue constituée de produits de corrosion (rouille dans le cas du fer). Le processus de corrosion filiforme constitue un cas particulier de corrosion caverneuse. Les réactions sont les mêmes, mais la zone concernée, au lieu d'être fixe, se déplace le long d'une ligne :
• Une corrosion s'initie au niveau d'un défaut du revêtement (bord de la pièce, écaillage..) et aboutit à la formation d'une solution concentrée d'ions métalliques dans une zone restreinte.
• Cette solution attire l'humidité ambiante au travers des pores du revêtement par effet osmotique, ce qui permet au processus de corrosion de progresser et de creuser le métal sous le film. Les réactions électrochimiques provoquent la formation d'un précipité d'hydroxyde, ce qui a pour effet de déconcentrer la solution dans la zone concernée.
• Le point d'initiation se situe dans une zone où le contact entre le métal et l'oxygène est comparativement moins gêné que sous le film.
• Comme dans le cas de la corrosion caverneuse "statique", les régions aérées subissent comparativement moins de corrosion, et l'attaque du métal à donc tendance à s'éloigner du point d'initiation.
• La corrosion progresse suivant ce mécanisme laissant derrière elle une ligne de produits de corrosion qu'elle assèche par effet osmotique.
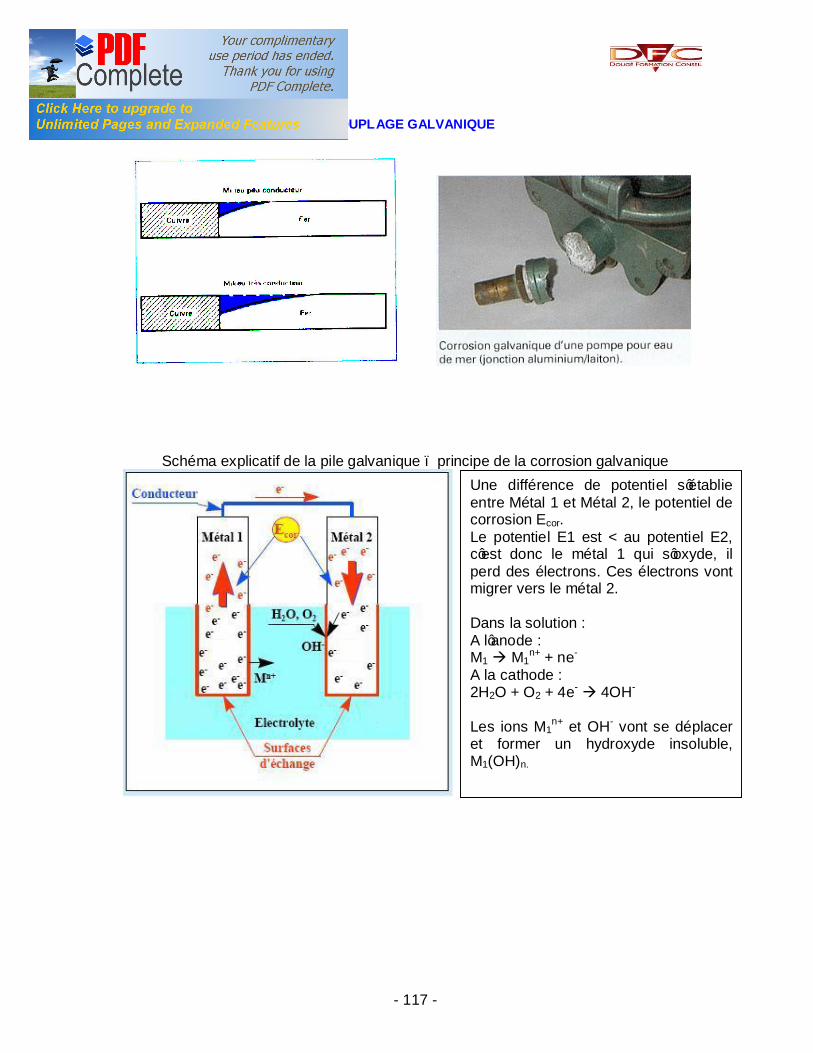
" La corrosion"
- 117 -
3.4 CORROSION PAR COUPLAGE GALVANIQUE
Schéma explicatif de la pile galvanique – principe de la corrosion galvanique
Une différence de potentiel s’établie entre Métal 1 et Métal 2, le potentiel de corrosion Ecor. Le potentiel E1 est < au potentiel E2, c’est donc le métal 1 qui s’oxyde, il perd des électrons. Ces électrons vont migrer vers le métal 2. Dans la solution : A l’anode : M1 à M1
n+ + ne- A la cathode : 2H2O + O2 + 4e- à 4OH- Les ions M1
n+ et OH- vont se déplacer et former un hydroxyde insoluble, M1(OH)n.
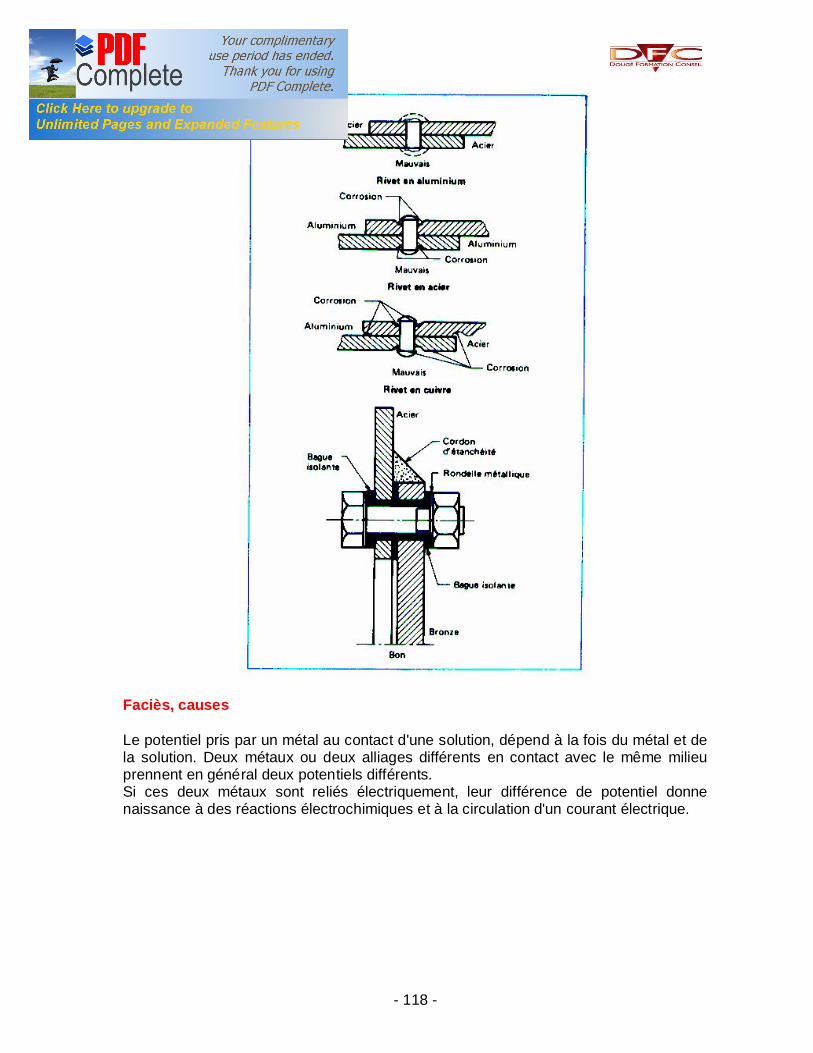
" La corrosion"
- 118 -
Faciès, causes Le potentiel pris par un métal au contact d'une solution, dépend à la fois du métal et de la solution. Deux métaux ou deux alliages différents en contact avec le même milieu prennent en général deux potentiels différents. Si ces deux métaux sont reliés électriquement, leur différence de potentiel donne naissance à des réactions électrochimiques et à la circulation d'un courant électrique.
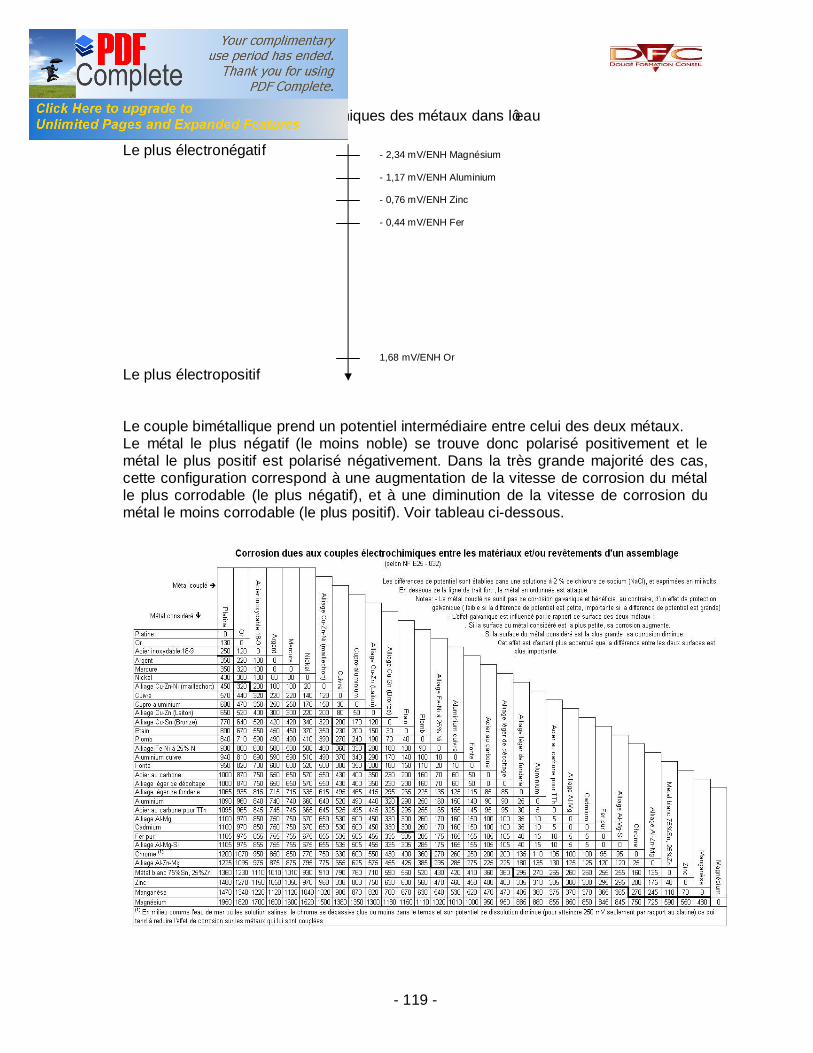
" La corrosion"
- 119 -
Echelle des potentiels électrochimiques des métaux dans l’eau Le plus électronégatif Le plus électropositif Le couple bimétallique prend un potentiel intermédiaire entre celui des deux métaux. Le métal le plus négatif (le moins noble) se trouve donc polarisé positivement et le métal le plus positif est polarisé négativement. Dans la très grande majorité des cas, cette configuration correspond à une augmentation de la vitesse de corrosion du métal le plus corrodable (le plus négatif), et à une diminution de la vitesse de corrosion du métal le moins corrodable (le plus positif). Voir tableau ci-dessous.
- 2,34 mV/ENH Magnésium
- 1,17 mV/ENH Aluminium
- 0,76 mV/ENH Zinc
- 0,44 mV/ENH Fer
1,68 mV/ENH Or
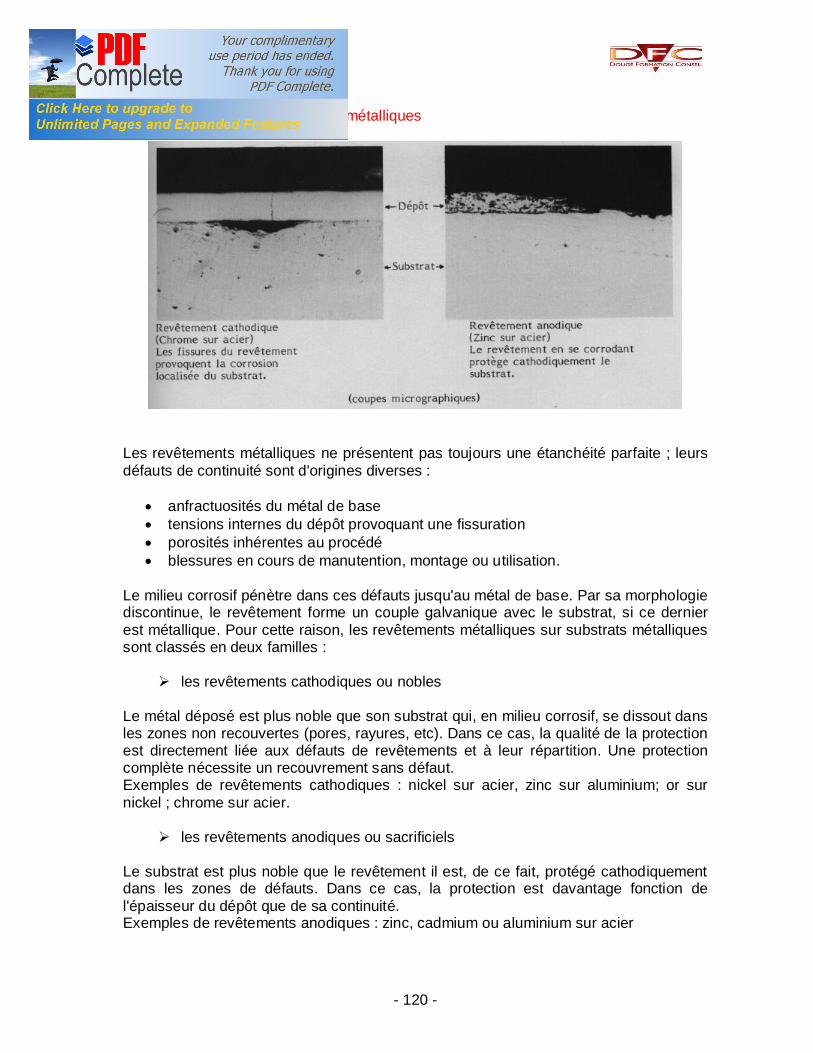
" La corrosion"
- 120 -
Cas particuliers des revêtements métalliques
Les revêtements métalliques ne présentent pas toujours une étanchéité parfaite ; leurs défauts de continuité sont d'origines diverses :
• anfractuosités du métal de base • tensions internes du dépôt provoquant une fissuration • porosités inhérentes au procédé • blessures en cours de manutention, montage ou utilisation.
Le milieu corrosif pénètre dans ces défauts jusqu'au métal de base. Par sa morphologie discontinue, le revêtement forme un couple galvanique avec le substrat, si ce dernier est métallique. Pour cette raison, les revêtements métalliques sur substrats métalliques sont classés en deux familles :
Ø les revêtements cathodiques ou nobles Le métal déposé est plus noble que son substrat qui, en milieu corrosif, se dissout dans les zones non recouvertes (pores, rayures, etc). Dans ce cas, la qualité de la protection est directement liée aux défauts de revêtements et à leur répartition. Une protection complète nécessite un recouvrement sans défaut. Exemples de revêtements cathodiques : nickel sur acier, zinc sur aluminium; or sur nickel ; chrome sur acier.
Ø les revêtements anodiques ou sacrificiels Le substrat est plus noble que le revêtement il est, de ce fait, protégé cathodiquement dans les zones de défauts. Dans ce cas, la protection est davantage fonction de l'épaisseur du dépôt que de sa continuité. Exemples de revêtements anodiques : zinc, cadmium ou aluminium sur acier
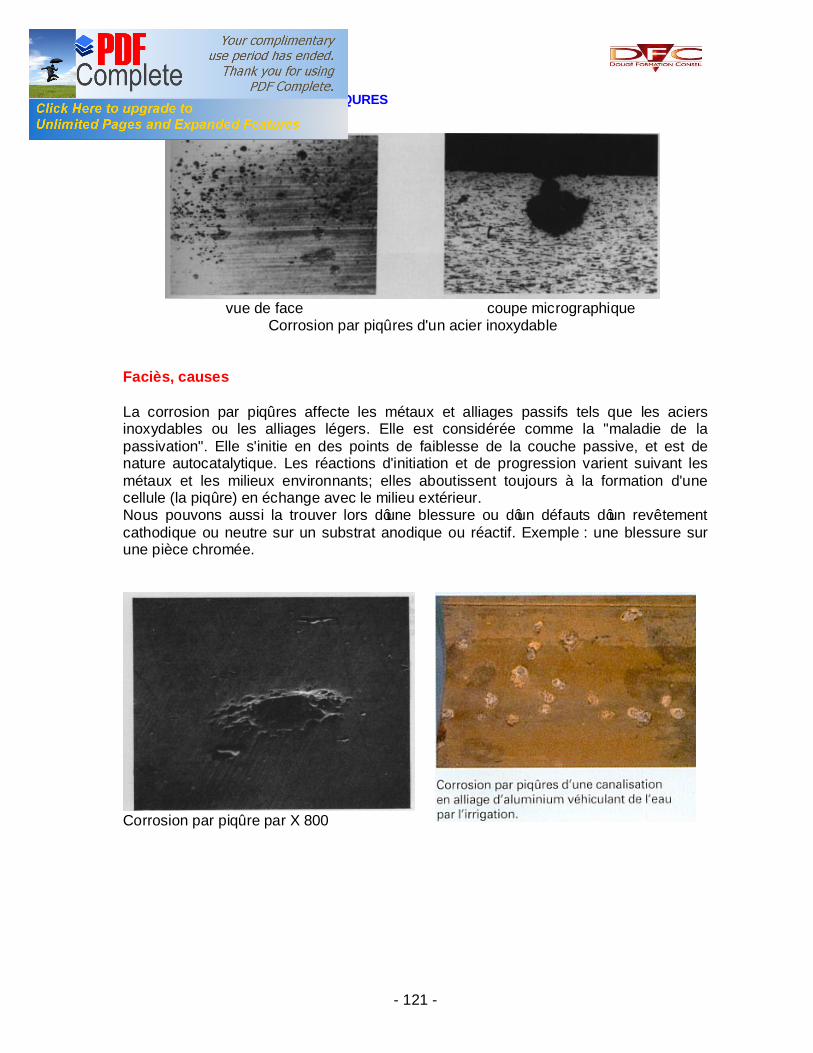
" La corrosion"
- 121 -
3.5 CORROSION PAR PIQURES
vue de face coupe micrographique
Corrosion par piqûres d'un acier inoxydable
Faciès, causes La corrosion par piqûres affecte les métaux et alliages passifs tels que les aciers inoxydables ou les alliages légers. Elle est considérée comme la "maladie de la passivation". Elle s'initie en des points de faiblesse de la couche passive, et est de nature autocatalytique. Les réactions d'initiation et de progression varient suivant les métaux et les milieux environnants; elles aboutissent toujours à la formation d'une cellule (la piqûre) en échange avec le milieu extérieur. Nous pouvons aussi la trouver lors d’une blessure ou d’un défauts d’un revêtement cathodique ou neutre sur un substrat anodique ou réactif. Exemple : une blessure sur une pièce chromée.
Corrosion par piqûre par X 800
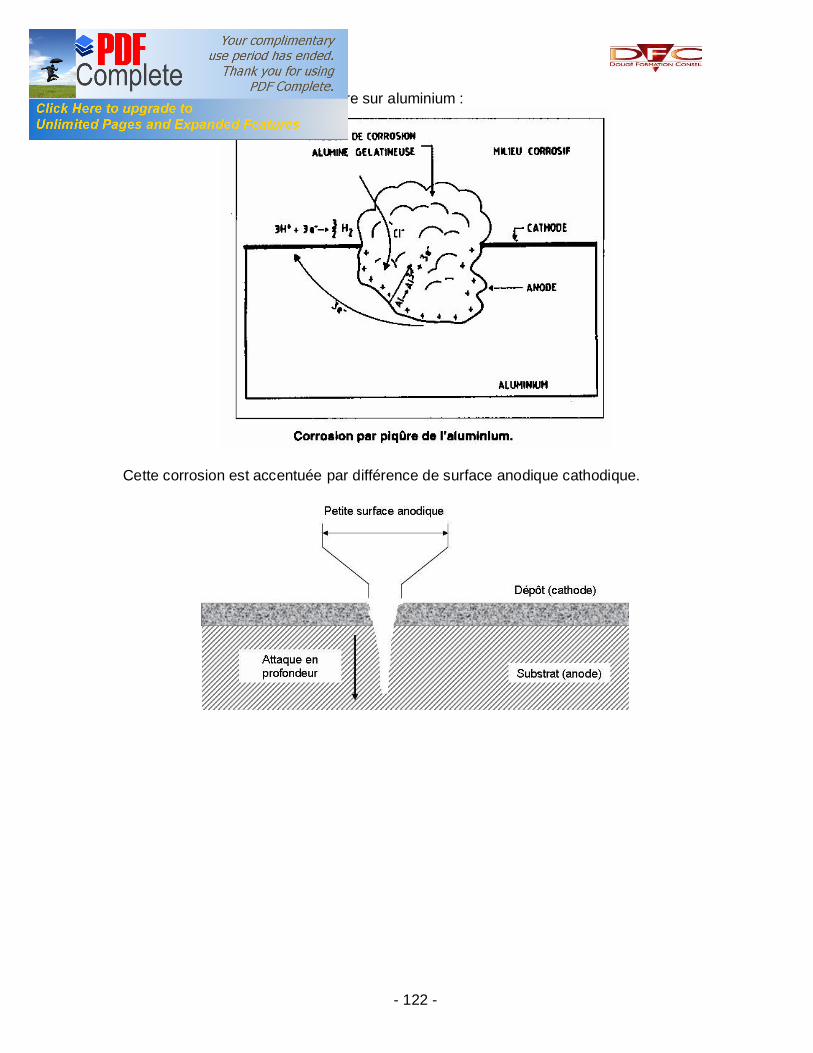
" La corrosion"
- 122 -
Mécanisme de corrosion par piqûre sur aluminium :
Cette corrosion est accentuée par différence de surface anodique cathodique.
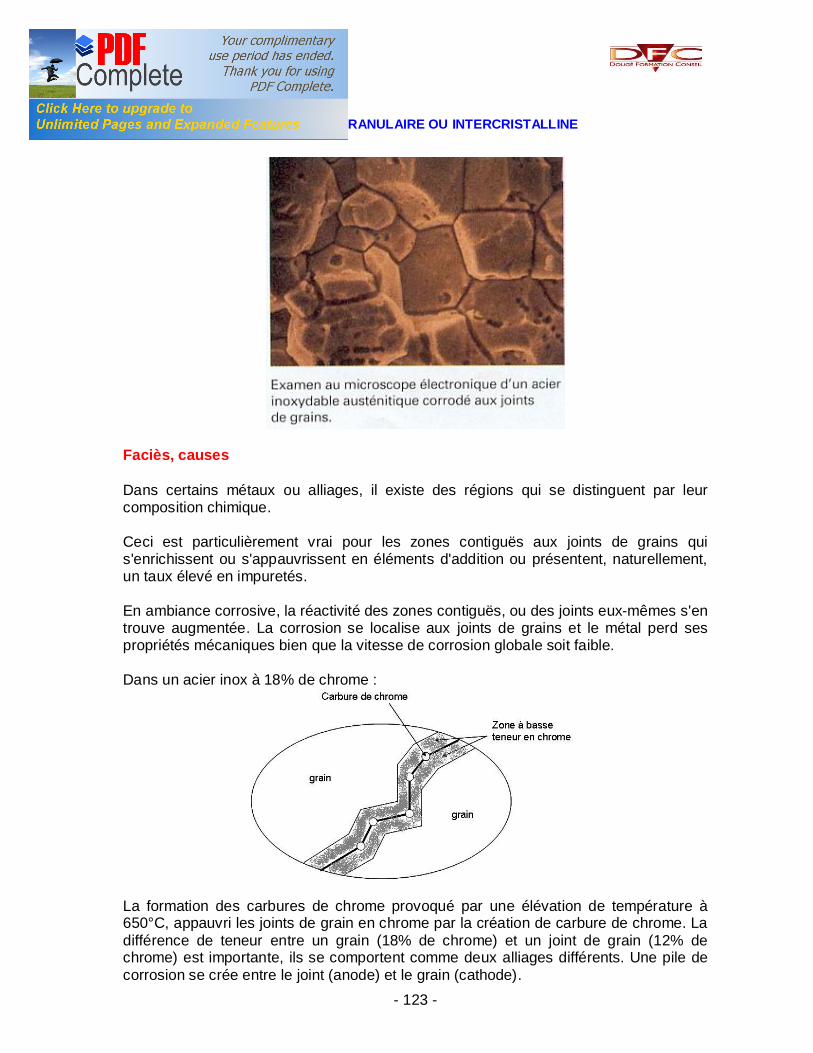
" La corrosion"
- 123 -
3.6 CORROSION INTERGRANULAIRE OU INTERCRISTALLINE
Faciès, causes Dans certains métaux ou alliages, il existe des régions qui se distinguent par leur composition chimique. Ceci est particulièrement vrai pour les zones contiguës aux joints de grains qui s'enrichissent ou s'appauvrissent en éléments d'addition ou présentent, naturellement, un taux élevé en impuretés. En ambiance corrosive, la réactivité des zones contiguës, ou des joints eux-mêmes s'en trouve augmentée. La corrosion se localise aux joints de grains et le métal perd ses propriétés mécaniques bien que la vitesse de corrosion globale soit faible. Dans un acier inox à 18% de chrome :
La formation des carbures de chrome provoqué par une élévation de température à 650°C, appauvri les joints de grain en chrome par la création de carbure de chrome. La différence de teneur entre un grain (18% de chrome) et un joint de grain (12% de chrome) est importante, ils se comportent comme deux alliages différents. Une pile de corrosion se crée entre le joint (anode) et le grain (cathode).
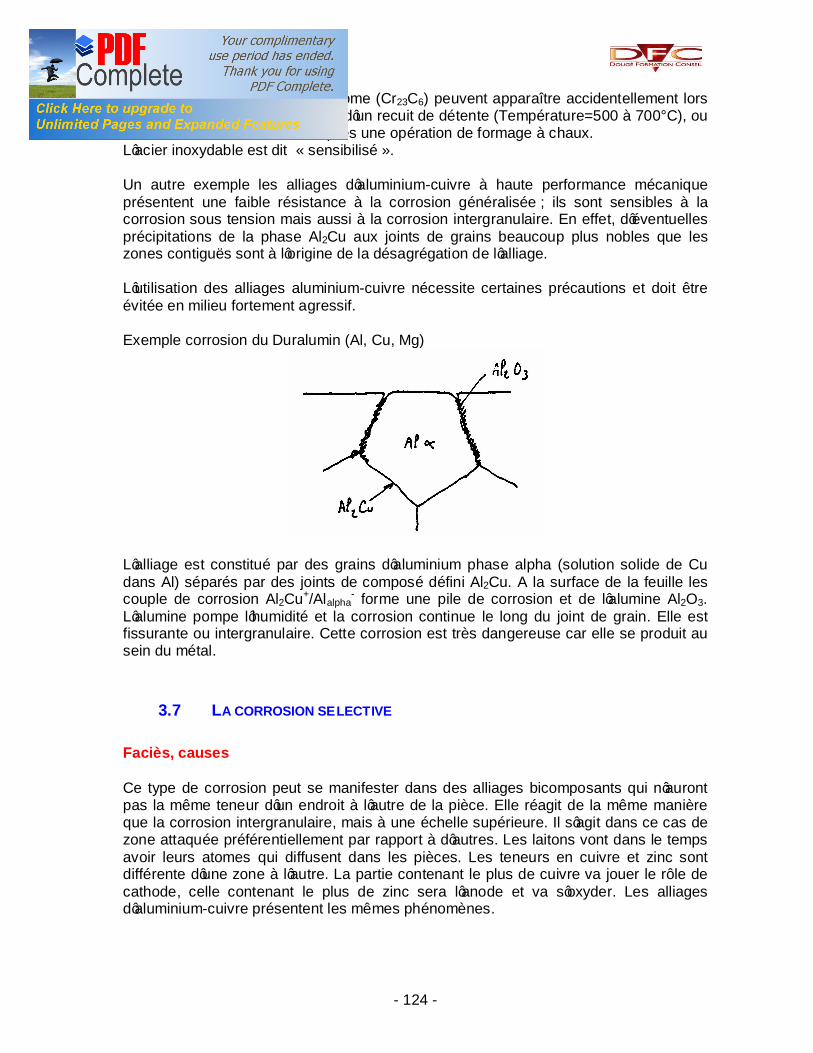
" La corrosion"
- 124 -
Les précipités de carbure de chrome (Cr23C6) peuvent apparaître accidentellement lors d’une opération de soudure, lors d’un recuit de détente (Température=500 à 700°C), ou lors d’un refroidissement lent après une opération de formage à chaux. L’acier inoxydable est dit « sensibilisé ». Un autre exemple les alliages d’aluminium-cuivre à haute performance mécanique présentent une faible résistance à la corrosion généralisée ; ils sont sensibles à la corrosion sous tension mais aussi à la corrosion intergranulaire. En effet, d’éventuelles précipitations de la phase Al2Cu aux joints de grains beaucoup plus nobles que les zones contiguës sont à l’origine de la désagrégation de l’alliage. L’utilisation des alliages aluminium-cuivre nécessite certaines précautions et doit être évitée en milieu fortement agressif. Exemple corrosion du Duralumin (Al, Cu, Mg)
L’alliage est constitué par des grains d’aluminium phase alpha (solution solide de Cu dans Al) séparés par des joints de composé défini Al2Cu. A la surface de la feuille les couple de corrosion Al2Cu+/Alalpha
- forme une pile de corrosion et de l’alumine Al2O3. L’alumine pompe l’humidité et la corrosion continue le long du joint de grain. Elle est fissurante ou intergranulaire. Cette corrosion est très dangereuse car elle se produit au sein du métal.
3.7 LA CORROSION SELECTIVE Faciès, causes Ce type de corrosion peut se manifester dans des alliages bicomposants qui n’auront pas la même teneur d’un endroit à l’autre de la pièce. Elle réagit de la même manière que la corrosion intergranulaire, mais à une échelle supérieure. Il s’agit dans ce cas de zone attaquée préférentiellement par rapport à d’autres. Les laitons vont dans le temps avoir leurs atomes qui diffusent dans les pièces. Les teneurs en cuivre et zinc sont différente d’une zone à l’autre. La partie contenant le plus de cuivre va jouer le rôle de cathode, celle contenant le plus de zinc sera l’anode et va s’oxyder. Les alliages d’aluminium-cuivre présentent les mêmes phénomènes.
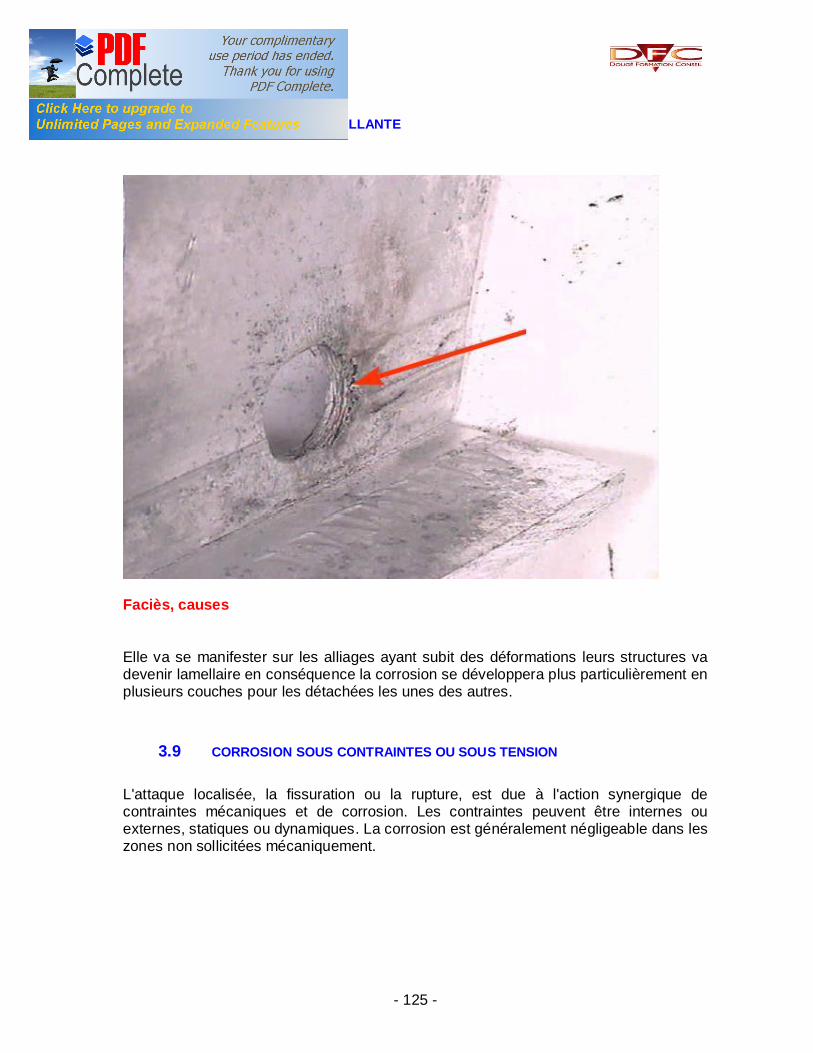
" La corrosion"
- 125 -
3.8 LA CORROSION FEUILLANTE
Faciès, causes Elle va se manifester sur les alliages ayant subit des déformations leurs structures va devenir lamellaire en conséquence la corrosion se développera plus particulièrement en plusieurs couches pour les détachées les unes des autres.
3.9 CORROSION SOUS CONTRAINTES OU SOUS TENSION L'attaque localisée, la fissuration ou la rupture, est due à l'action synergique de contraintes mécaniques et de corrosion. Les contraintes peuvent être internes ou externes, statiques ou dynamiques. La corrosion est généralement négligeable dans les zones non sollicitées mécaniquement.
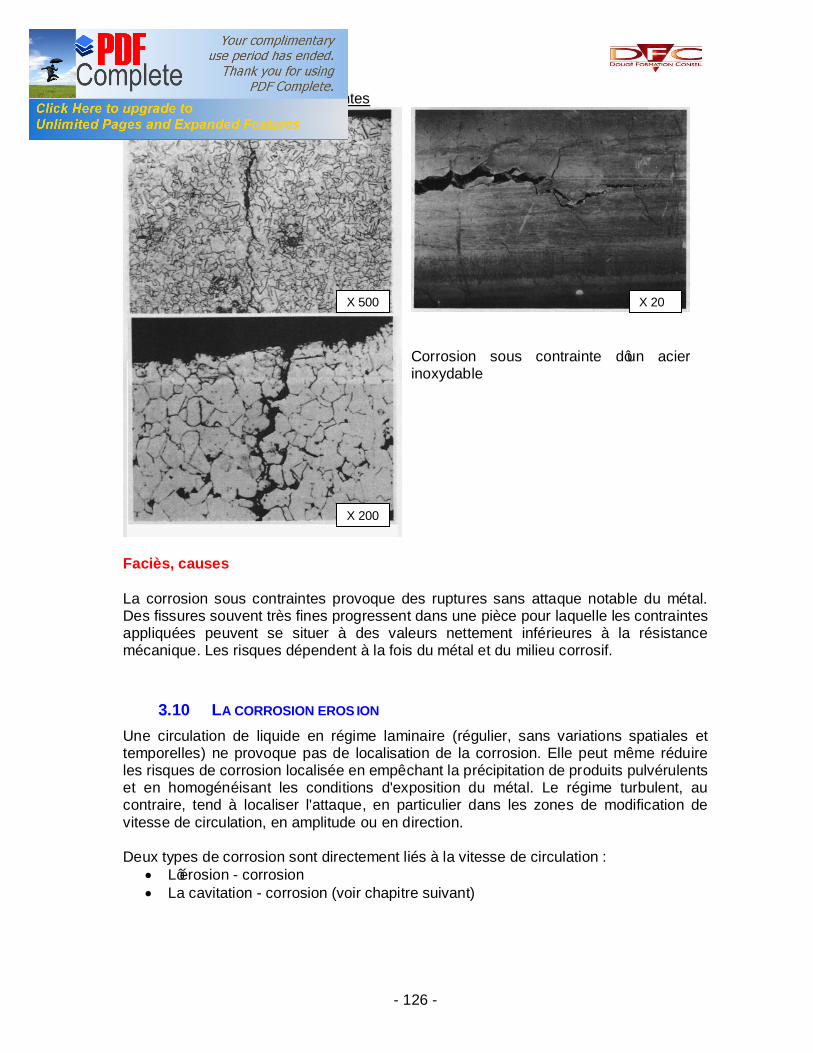
" La corrosion"
- 126 -
Effet de la corrosion sous contraintes
Corrosion sous contrainte d’un acier inoxydable
Faciès, causes La corrosion sous contraintes provoque des ruptures sans attaque notable du métal. Des fissures souvent très fines progressent dans une pièce pour laquelle les contraintes appliquées peuvent se situer à des valeurs nettement inférieures à la résistance mécanique. Les risques dépendent à la fois du métal et du milieu corrosif.
3.10 LA CORROSION EROS ION Une circulation de liquide en régime laminaire (régulier, sans variations spatiales et temporelles) ne provoque pas de localisation de la corrosion. Elle peut même réduire les risques de corrosion localisée en empêchant la précipitation de produits pulvérulents et en homogénéisant les conditions d'exposition du métal. Le régime turbulent, au contraire, tend à localiser l'attaque, en particulier dans les zones de modification de vitesse de circulation, en amplitude ou en direction. Deux types de corrosion sont directement liés à la vitesse de circulation :
• L’érosion - corrosion • La cavitation - corrosion (voir chapitre suivant)
X 500 X 20
X 200
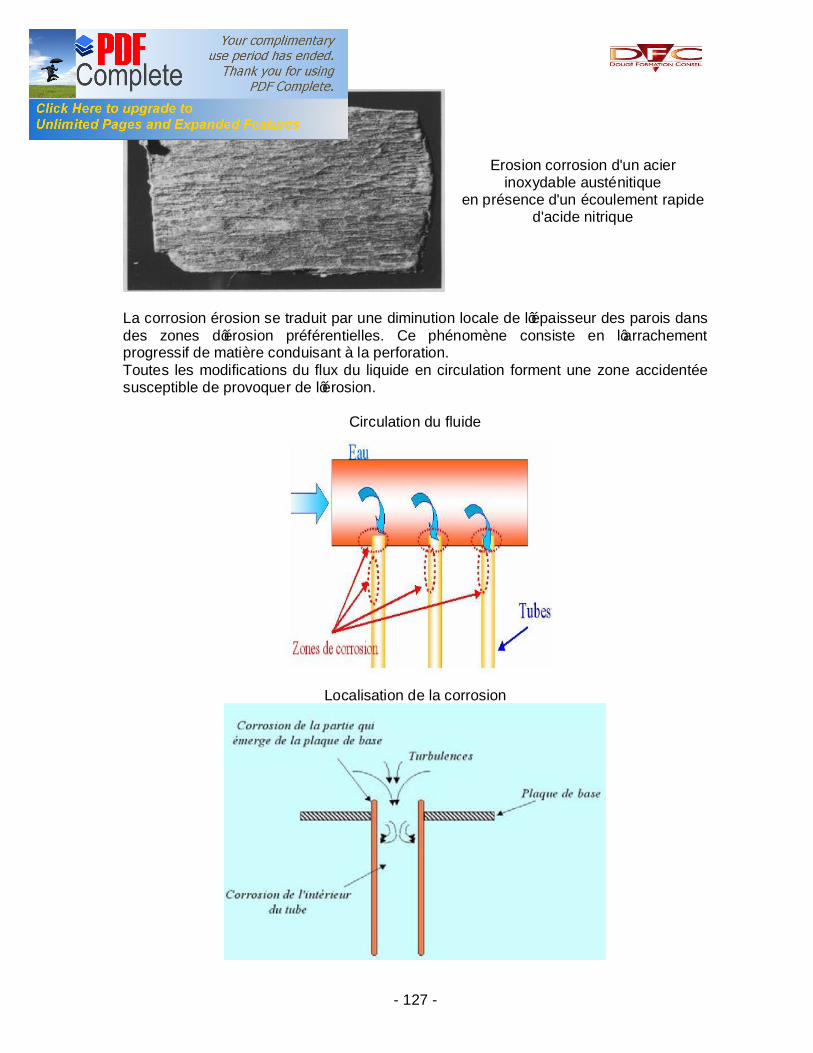
" La corrosion"
- 127 -
Erosion corrosion d'un acier inoxydable austénitique
en présence d'un écoulement rapide d'acide nitrique
La corrosion érosion se traduit par une diminution locale de l’épaisseur des parois dans des zones d’érosion préférentielles. Ce phénomène consiste en l’arrachement progressif de matière conduisant à la perforation. Toutes les modifications du flux du liquide en circulation forment une zone accidentée susceptible de provoquer de l’érosion.
Circulation du fluide
Localisation de la corrosion
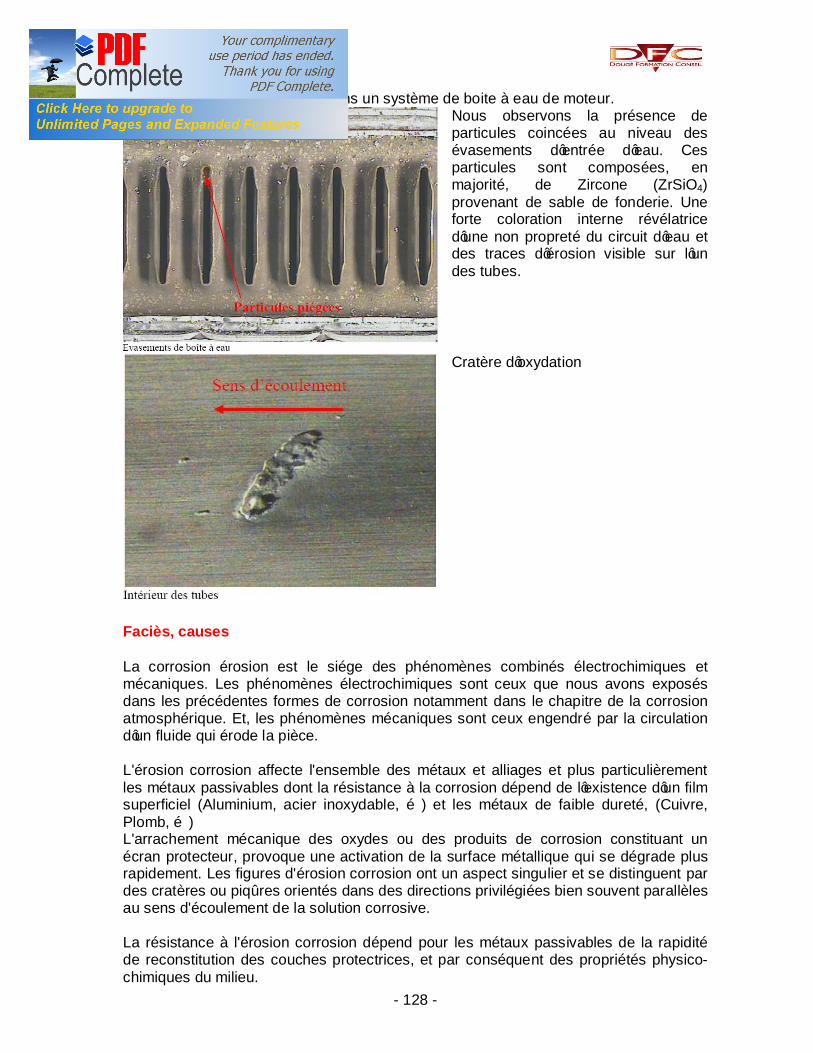
" La corrosion"
- 128 -
Exemple de corrosion érosion dans un système de boite à eau de moteur.
Nous observons la présence de particules coincées au niveau des évasements d’entrée d’eau. Ces particules sont composées, en majorité, de Zircone (ZrSiO4) provenant de sable de fonderie. Une forte coloration interne révélatrice d’une non propreté du circuit d’eau et des traces d’érosion visible sur l’un des tubes.
Cratère d’oxydation
Faciès, causes La corrosion érosion est le siége des phénomènes combinés électrochimiques et mécaniques. Les phénomènes électrochimiques sont ceux que nous avons exposés dans les précédentes formes de corrosion notamment dans le chapitre de la corrosion atmosphérique. Et, les phénomènes mécaniques sont ceux engendré par la circulation d’un fluide qui érode la pièce. L'érosion corrosion affecte l'ensemble des métaux et alliages et plus particulièrement les métaux passivables dont la résistance à la corrosion dépend de l’existence d’un film superficiel (Aluminium, acier inoxydable, …) et les métaux de faible dureté, (Cuivre, Plomb, …) L'arrachement mécanique des oxydes ou des produits de corrosion constituant un écran protecteur, provoque une activation de la surface métallique qui se dégrade plus rapidement. Les figures d'érosion corrosion ont un aspect singulier et se distinguent par des cratères ou piqûres orientés dans des directions privilégiées bien souvent parallèles au sens d'écoulement de la solution corrosive. La résistance à l'érosion corrosion dépend pour les métaux passivables de la rapidité de reconstitution des couches protectrices, et par conséquent des propriétés physico-chimiques du milieu.
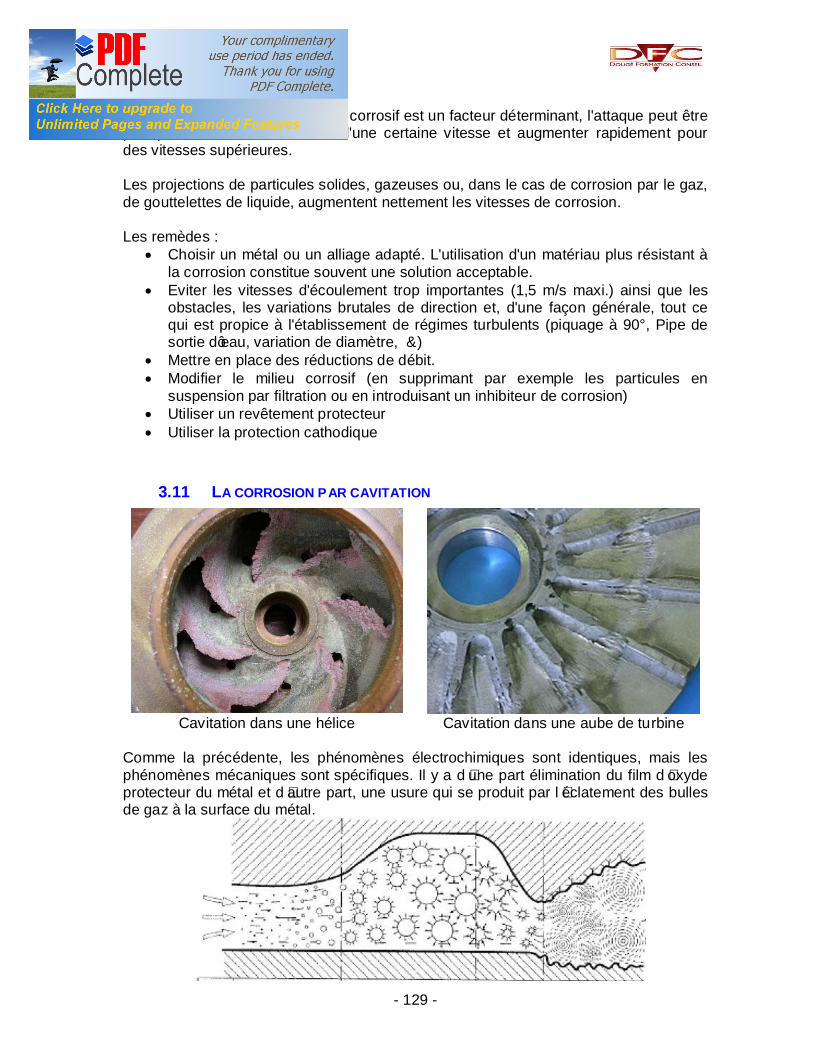
" La corrosion"
- 129 -
La vitesse de circulation du fluide corrosif est un facteur déterminant, l'attaque peut être pratiquement nulle au-dessous d'une certaine vitesse et augmenter rapidement pour des vitesses supérieures. Les projections de particules solides, gazeuses ou, dans le cas de corrosion par le gaz, de gouttelettes de liquide, augmentent nettement les vitesses de corrosion. Les remèdes :
• Choisir un métal ou un alliage adapté. L'utilisation d'un matériau plus résistant à la corrosion constitue souvent une solution acceptable.
• Eviter les vitesses d'écoulement trop importantes (1,5 m/s maxi.) ainsi que les obstacles, les variations brutales de direction et, d'une façon générale, tout ce qui est propice à l'établissement de régimes turbulents (piquage à 90°, Pipe de sortie d’eau, variation de diamètre, …)
• Mettre en place des réductions de débit. • Modifier le milieu corrosif (en supprimant par exemple les particules en
suspension par filtration ou en introduisant un inhibiteur de corrosion) • Utiliser un revêtement protecteur • Utiliser la protection cathodique
3.11 LA CORROSION P AR CAVITATION
Cavitation dans une hélice Cavitation dans une aube de turbine
Comme la précédente, les phénomènes électrochimiques sont identiques, mais les phénomènes mécaniques sont spécifiques. Il y a d’une part élimination du film d’oxyde protecteur du métal et d’autre part, une usure qui se produit par l’éclatement des bulles de gaz à la surface du métal.
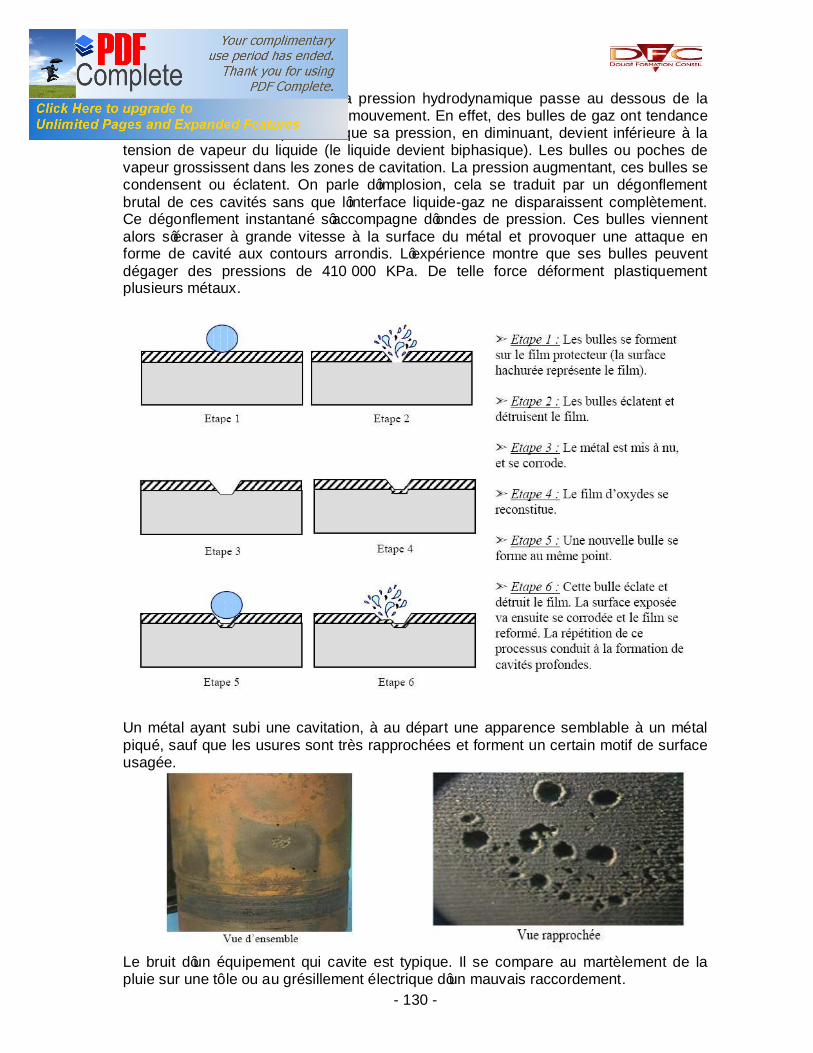
" La corrosion"
- 130 -
La cavitation se produit quand la pression hydrodynamique passe au dessous de la pression de vapeur du liquide en mouvement. En effet, des bulles de gaz ont tendance à se former dans un liquide lorsque sa pression, en diminuant, devient inférieure à la tension de vapeur du liquide (le liquide devient biphasique). Les bulles ou poches de vapeur grossissent dans les zones de cavitation. La pression augmentant, ces bulles se condensent ou éclatent. On parle d’implosion, cela se traduit par un dégonflement brutal de ces cavités sans que l’interface liquide-gaz ne disparaissent complètement. Ce dégonflement instantané s’accompagne d’ondes de pression. Ces bulles viennent alors s’écraser à grande vitesse à la surface du métal et provoquer une attaque en forme de cavité aux contours arrondis. L’expérience montre que ses bulles peuvent dégager des pressions de 410 000 KPa. De telle force déforment plastiquement plusieurs métaux.
Un métal ayant subi une cavitation, à au départ une apparence semblable à un métal piqué, sauf que les usures sont très rapprochées et forment un certain motif de surface usagée.
Le bruit d’un équipement qui cavite est typique. Il se compare au martèlement de la pluie sur une tôle ou au grésillement électrique d’un mauvais raccordement.

" La corrosion"
- 131 -
Ce type de corrosion est fortement influencé par la température. Exemple de corrosion par cavité sur une pompe à eau
La teneur en antigel à des taux convenable a diminué la température de vaporisation du liquide de refroidissement et des pressions plus élevé que la normale ont été appliquée au circuit, d’où des phénomènes de cavitation et de corrosion. Faciès, causes Cette forme de dégradation, directement liée à des régimes turbulents, est due à l'implosion brutale de bulles gazeuses naissant au sein du liquide pendant des phases de dépression. La durée de vie de ces bulles constituées essentiellement de vapeurs de la phase liquide est très courte, de sorte que l'action est répétée. L'implosion des bulles produit un effet "coup de marteau" susceptible de rompre localement la couche passive, et de provoquer une corrosion localisée. Les remèdes :
• Eviter les différences de pression trop importantes dans les écoulements en augmentant les diamètres ou modifiant la géométrie des circuits.
• Modifier les profils des pièces en mouvement. • Eviter les élévations de température. • Diminuer la rugosité du métal qui favorise l'apparition de bulles. • Protéger cathodiquement le métal. • Ajouter des inhibiteurs au milieu si cela est possible, ou utiliser des liquides
adaptés. • Choisir un revêtement ductile.
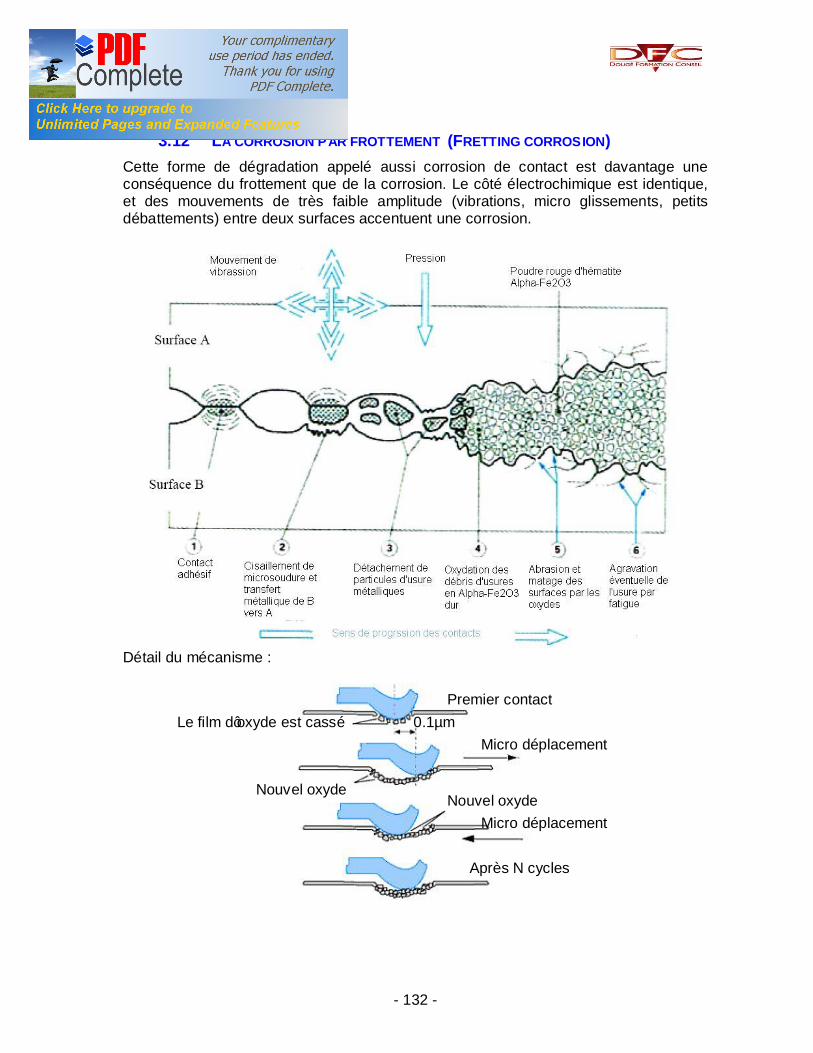
" La corrosion"
- 132 -
3.12 LA CORROSION P AR FROTTEMENT (FRETTING CORROSION) Cette forme de dégradation appelé aussi corrosion de contact est davantage une conséquence du frottement que de la corrosion. Le côté électrochimique est identique, et des mouvements de très faible amplitude (vibrations, micro glissements, petits débattements) entre deux surfaces accentuent une corrosion.
Détail du mécanisme :
Premier contact Le film d’oxyde est cassé 0.1µm
Micro déplacement
Micro déplacement
Nouvel oxyde Nouvel oxyde
Après N cycles
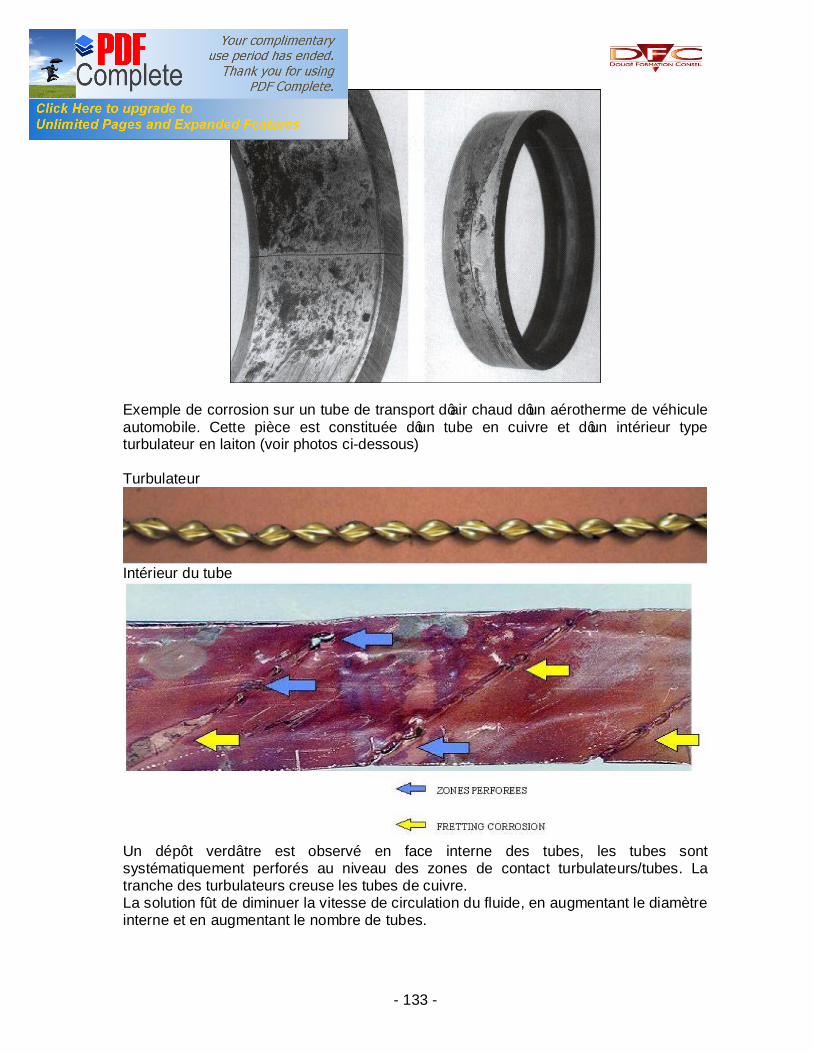
" La corrosion"
- 133 -
Exemple de corrosion sur un tube de transport d’air chaud d’un aérotherme de véhicule automobile. Cette pièce est constituée d’un tube en cuivre et d’un intérieur type turbulateur en laiton (voir photos ci-dessous)
Turbulateur
Intérieur du tube
Un dépôt verdâtre est observé en face interne des tubes, les tubes sont systématiquement perforés au niveau des zones de contact turbulateurs/tubes. La tranche des turbulateurs creuse les tubes de cuivre. La solution fût de diminuer la vitesse de circulation du fluide, en augmentant le diamètre interne et en augmentant le nombre de tubes.
" La corrosion"
- 134 -
Faciès, causes
La corrosion de contact est une dégradation localisée qui se produit lorsque deux surfaces métalliques sont soumises à un contact sous charge, et animées d'un mouvement relatif de faible amplitude qui va de quelques microns au millimètre. Les dégradations sont ponctuelles et accompagnées d'une formation de produits de corrosion pulvérulents. En fait, le phénomène doit son origine au frottement des deux surfaces. Ces surfaces sont soumises à des microcontacts adhésifs qui, cisaillés, donnent lieu à du transfert adhésif suivi du détachement de particules d’usure. Mais, alors que les particules d’usure par contact sont évacuées par le mouvement relatif de grande amplitude des deux surfaces, les débris d’usure générés dans notre cas restent en place, s’accumulent et s’oxydent. Dans le cas des métaux ferreux, l’oxyde est constitué d’un oxyde ferrique anhydre de couleur rouge, l’hématite Alpha et Fe2O3, il est très dur et provoque des détériorations par matage des surfaces. Pour les métaux cuivreux, les oxydes seront une poudre de couleur noirâtre et pour les alliages légers d’aluminiums de couleur blanc grisâtre. L’aspect de la détérioration par contact va du simple ternissement à l’érosion très sévère.
Les remèdes : • Eliminer les mouvements relatifs entre les deux surfaces (ce qui est quelquefois
possible en augmentant la charge). • Diminuer la charge pour minimiser les effets du mouvement relatif • Lubrifier avec des graisses ou huiles "hautes pressions" • Séparer les surfaces en contact par un revêtement ou un matériau intercalaire • Durcir les surfaces par des traitements appropriés (trempe superficielle,
cémentation, nitruration, carbonitruration, chromage dur, …) • Créer une bonne étanchéité des assemblages pour limiter la circulation d’air
entre les surfaces et limiter la formation d’oxyde dur.
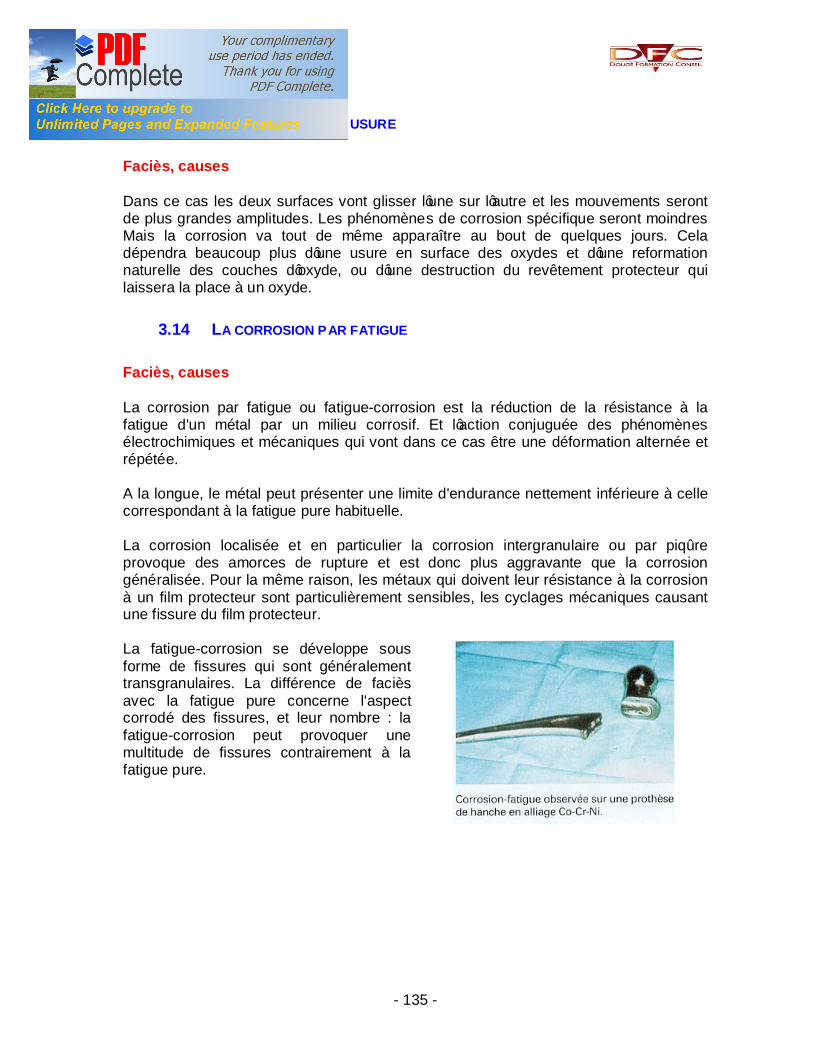
" La corrosion"
- 135 -
3.13 LA CORROSION P AR USURE Faciès, causes Dans ce cas les deux surfaces vont glisser l’une sur l’autre et les mouvements seront de plus grandes amplitudes. Les phénomènes de corrosion spécifique seront moindres Mais la corrosion va tout de même apparaître au bout de quelques jours. Cela dépendra beaucoup plus d’une usure en surface des oxydes et d’une reformation naturelle des couches d’oxyde, ou d’une destruction du revêtement protecteur qui laissera la place à un oxyde.
3.14 LA CORROSION P AR FATIGUE Faciès, causes La corrosion par fatigue ou fatigue-corrosion est la réduction de la résistance à la fatigue d'un métal par un milieu corrosif. Et l’action conjuguée des phénomènes électrochimiques et mécaniques qui vont dans ce cas être une déformation alternée et répétée. A la longue, le métal peut présenter une limite d'endurance nettement inférieure à celle correspondant à la fatigue pure habituelle. La corrosion localisée et en particulier la corrosion intergranulaire ou par piqûre provoque des amorces de rupture et est donc plus aggravante que la corrosion généralisée. Pour la même raison, les métaux qui doivent leur résistance à la corrosion à un film protecteur sont particulièrement sensibles, les cyclages mécaniques causant une fissure du film protecteur. La fatigue-corrosion se développe sous forme de fissures qui sont généralement transgranulaires. La différence de faciès avec la fatigue pure concerne l'aspect corrodé des fissures, et leur nombre : la fatigue-corrosion peut provoquer une multitude de fissures contrairement à la fatigue pure.
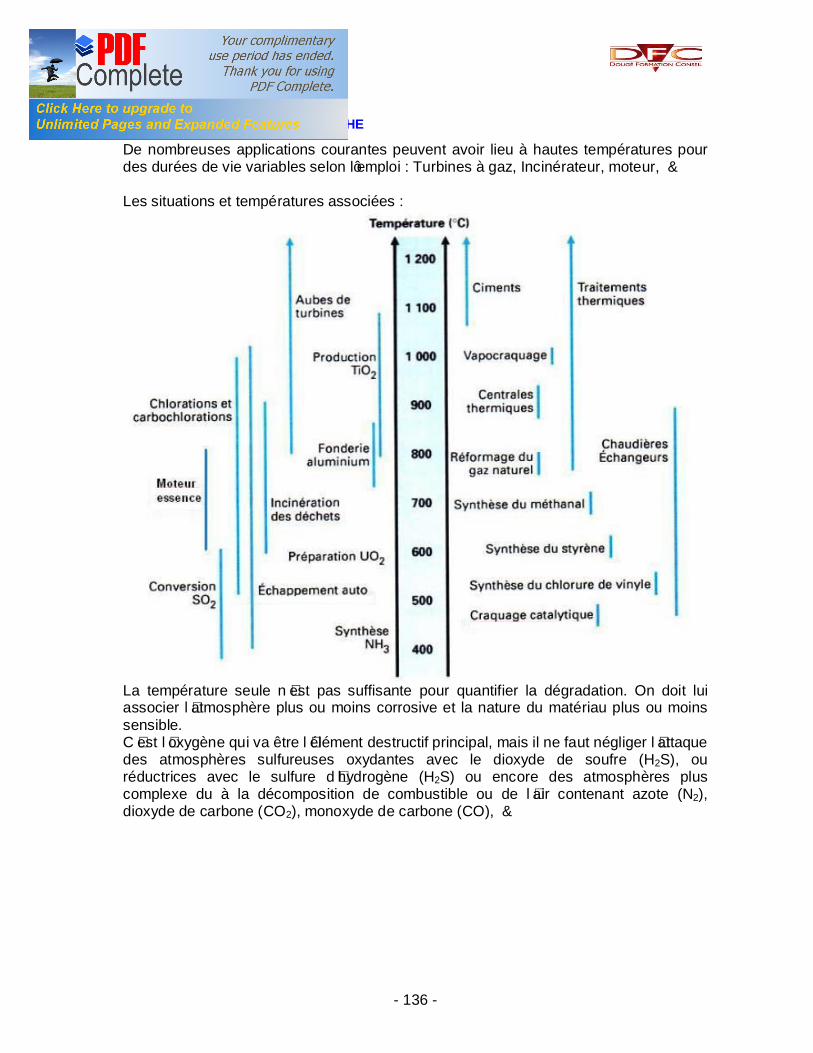
" La corrosion"
- 136 -
3.15 LA CORROSION SECHE De nombreuses applications courantes peuvent avoir lieu à hautes températures pour des durées de vie variables selon l’emploi : Turbines à gaz, Incinérateur, moteur, … Les situations et températures associées :
La température seule n’est pas suffisante pour quantifier la dégradation. On doit lui associer l’atmosphère plus ou moins corrosive et la nature du matériau plus ou moins sensible. C’est l’oxygène qui va être l’élément destructif principal, mais il ne faut négliger l’attaque des atmosphères sulfureuses oxydantes avec le dioxyde de soufre (H2S), ou réductrices avec le sulfure d’hydrogène (H2S) ou encore des atmosphères plus complexe du à la décomposition de combustible ou de l’air contenant azote (N2), dioxyde de carbone (CO2), monoxyde de carbone (CO), …
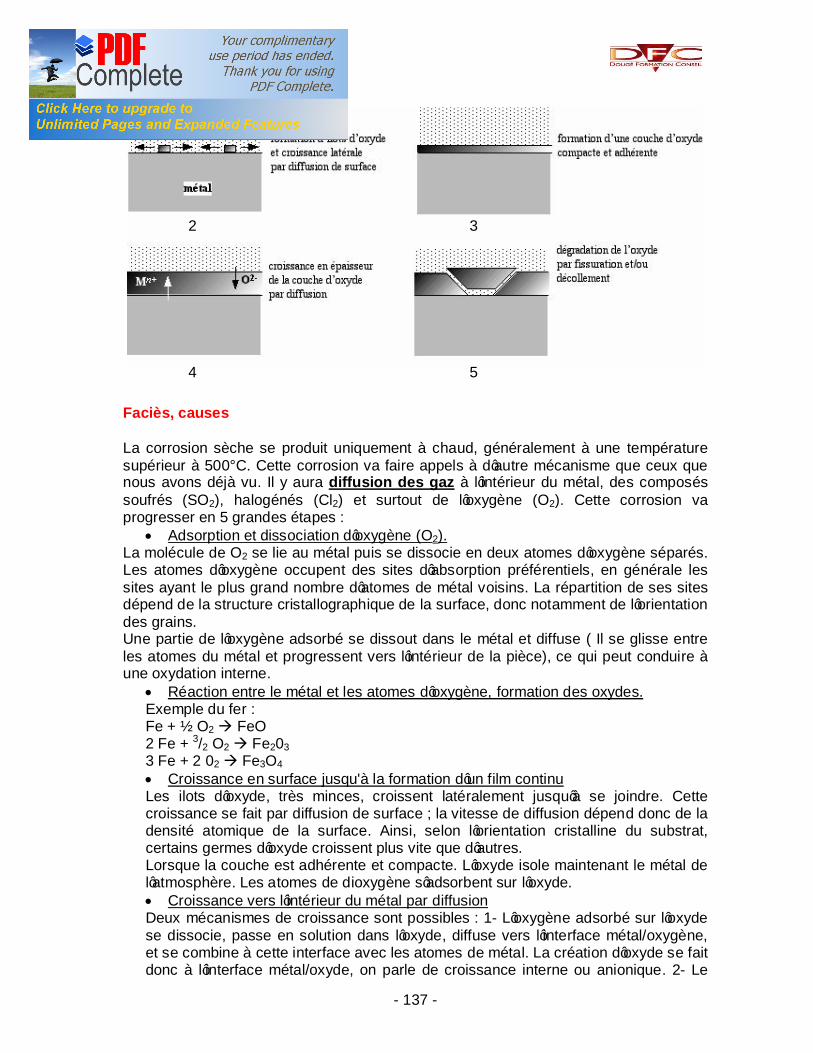
" La corrosion"
- 137 -
Le mécanisme :
Faciès, causes La corrosion sèche se produit uniquement à chaud, généralement à une température supérieur à 500°C. Cette corrosion va faire appels à d’autre mécanisme que ceux que nous avons déjà vu. Il y aura diffusion des gaz à l’intérieur du métal, des composés soufrés (SO2), halogénés (Cl2) et surtout de l’oxygène (O2). Cette corrosion va progresser en 5 grandes étapes :
• Adsorption et dissociation d’oxygène (O2). La molécule de O2 se lie au métal puis se dissocie en deux atomes d’oxygène séparés. Les atomes d’oxygène occupent des sites d’absorption préférentiels, en générale les sites ayant le plus grand nombre d’atomes de métal voisins. La répartition de ses sites dépend de la structure cristallographique de la surface, donc notamment de l’orientation des grains. Une partie de l’oxygène adsorbé se dissout dans le métal et diffuse ( Il se glisse entre les atomes du métal et progressent vers l’intérieur de la pièce), ce qui peut conduire à une oxydation interne.
• Réaction entre le métal et les atomes d’oxygène, formation des oxydes. Exemple du fer : Fe + ½ O2 à FeO 2 Fe + 3/2 O2 à Fe203 3 Fe + 2 02 à Fe3O4 • Croissance en surface jusqu'à la formation d’un film continu Les ilots d’oxyde, très minces, croissent latéralement jusqu’à se joindre. Cette croissance se fait par diffusion de surface ; la vitesse de diffusion dépend donc de la densité atomique de la surface. Ainsi, selon l’orientation cristalline du substrat, certains germes d’oxyde croissent plus vite que d’autres. Lorsque la couche est adhérente et compacte. L’oxyde isole maintenant le métal de l’atmosphère. Les atomes de dioxygène s’adsorbent sur l’oxyde. • Croissance vers l’intérieur du métal par diffusion Deux mécanismes de croissance sont possibles : 1- L’oxygène adsorbé sur l’oxyde se dissocie, passe en solution dans l’oxyde, diffuse vers l’interface métal/oxygène, et se combine à cette interface avec les atomes de métal. La création d’oxyde se fait donc à l’interface métal/oxyde, on parle de croissance interne ou anionique. 2- Le
2 3
4 5
" La corrosion"
- 138 -
métal à interface métal/oxyde passe en solution dans l’oxyde, diffuse vers l’interface oxyde/gaz, et se combine à cette interface avec l’oxygène adsorbé. La création d’oxyde se fait donc à l’interface oxyde/gaz, on parle de croissance externe ou cationique. • Rupture du film d’oxyde par des contraintes internes et des défauts Lorsque la couche se rompt du au contraintes engendrées, le gaz accède directement à une surface importante non oxydée. Il y a accélération de l’oxydation
Nous retrouverons l’oxyde le plus avide d’oxygène à la surface, et celui le moins avide d’oxygène à l’interface de la barrière de diffusion et du métal. Ce qui va être déterminant pour l’épaisseur de la couche d’oxyde, c ’est la vitesse de diffusion des ions qui la traverse. Ces vitesses peuvent suivre différents régimes (linéaire, parabolique, logarithmique, …). Elles dépendent aussi du type d’ion, des éléments d’alliages, et des revêtements de surface. Dans le cas de l’acier, il y aura plusieurs stades de formations d’oxydes en réaction avec l’oxygène qui va diffuser très vite dans le métal. 3 types d’oxydes existent :
• L’oxyde de fer III, l’Hématite de couleur rouge (Fe2O3), • L’oxyde de fer II, la Magnétite qui lui est de couleur bleu (Fe3O4), • Le monoxyde de fer, la Würstite de couleur gris noir (FeO).
Selon la température du métal atteinte :
• Inférieure à 575°C, c’est la Magnétite qui sera prépondérante sur une épaisseur de 5 µm environ.
• De 575 à 1100°C, nous trouverons les 3 types d’oxydes sur une épaisseur de 5 à 20 µm environ.
• Supérieure à 1100°C, nous trouverons de la Würstite et de la Magnétite sur une épaisseur de 20 µm.
La composition et l’épaisseur d’oxyde vont dépendre de l’atmosphère, de la température et de la vitesse de refroidissement. Cet ensemble d’oxydes est nommé calamine, et est difficilement éliminable. Dans certain cas si la couche d’oxyde n’est pas fissurée, elle sera dure et compacte (faible épaisseur), il sera possible mais non recommandé de travailler directement sur cet oxyde. Dans la plupart des cas il faudra passer par des étapes de décapage mécanique (ex : Sablage) pour en venir à bout. Cette calamine peut aussi être éliminée par voie chimique, la pièce sera plongée 20 minutes dans un bain de soude (180-200g/l) contenant du Permanganate.
" La corrosion"
- 139 -
3.16 LA CORROSION MICROBIENNE OU BACTERIENNE Faciès, causes Le terme corrosion bactérienne regroupe les cas de dégradations de métaux provoqués par la présence de micro-organismes. Les développements de colonies bactériennes sont en effet fréquents dans de nombreux milieux (sols, eaux, etc), et peuvent avoir différentes incidences sur les métaux :
• Production de substances corrosives (acides organiques ou minéraux, sulfures, substances complexantes).
• Dépolarisation cathodique associée à des développements anaérobies. Les
bactéries anaérobies (bactéries se développant en absence d'oxygène), peuvent en effet accélérer la réaction de réduction des ions H+ en hydrogène par émission de substances pouvant jouer le rôle de catalyseur (sulfures, enzymes,...).
• Modifications locales d'environnement provoquant des différences de potentiels
de corrosion en différentes zones du même métal. Il en résulte l'établissement d'une corrosion de type caverneuse. Les modifications d'environnement peuvent intéresser l'aération, le pH, les concentrations salines, etc..
• Dégradation de substances protectrices (dégradation des revêtements
protecteurs de canalisations enterrées. certaines zones de conduites enterrées subissent une corrosion pouvant aller jusqu'au percement alors que les régions non exposées aux bactéries sont pratiquement intactes).
La corrosion bactérienne peut provoquer des dégradations rapides dans des milieux dont la corrosivité à l'état stérile est faible.
Les remèdes :
• Revêtements protecteurs et en particulier, revêtement à base de produits bactéricides (cuivre, chrome, zinc,...).
• Injection de bactéricides dans les circuits d'eau contaminés. • Modifications du milieu corrosif (suppression de matières organiques pouvant
servir de nutriment, modification de température,...). • Modifications de conception, dans le but en particulier d'éviter les zones
stagnantes ou très rugueuses propices aux développements bactériens.
" La corrosion"
- 140 -
Dans tous les cas, il est nécessaire de tenir compte de la nature particulière de ce type de corrosion. Les bactéries ont en effet la faculté de s'adapter à des milieux hostiles, et un remède apparemment radical au moment de sa mise en place peut perdre progressivement son efficacité. Par ailleurs, des conditions défavorables au développement de certaines bactéries peuvent favoriser la croissance d'autres bactéries. Un remède apparemment évident à la corrosion provoquée par des bactéries aérobies (se développant en milieu aéré) consisterait à désaérer le milieu ; il en résulte en général une prolifération importante de bactéries anaérobies pouvant provoquer des dégâts encore plus graves.
4 CONCLUSION
La corrosion est en ensemble de réaction plus ou moins complexe qui lorsque nous les gardons à l’esprit peut nous permettrent de lutter plus efficacement contre celle ci. De la conception des pièces jusqu'à la mise en application de leurs moyens de protection, beaucoup d’étapes peuvent être génératrices de défauts compromettant la durée de vie des pièces.
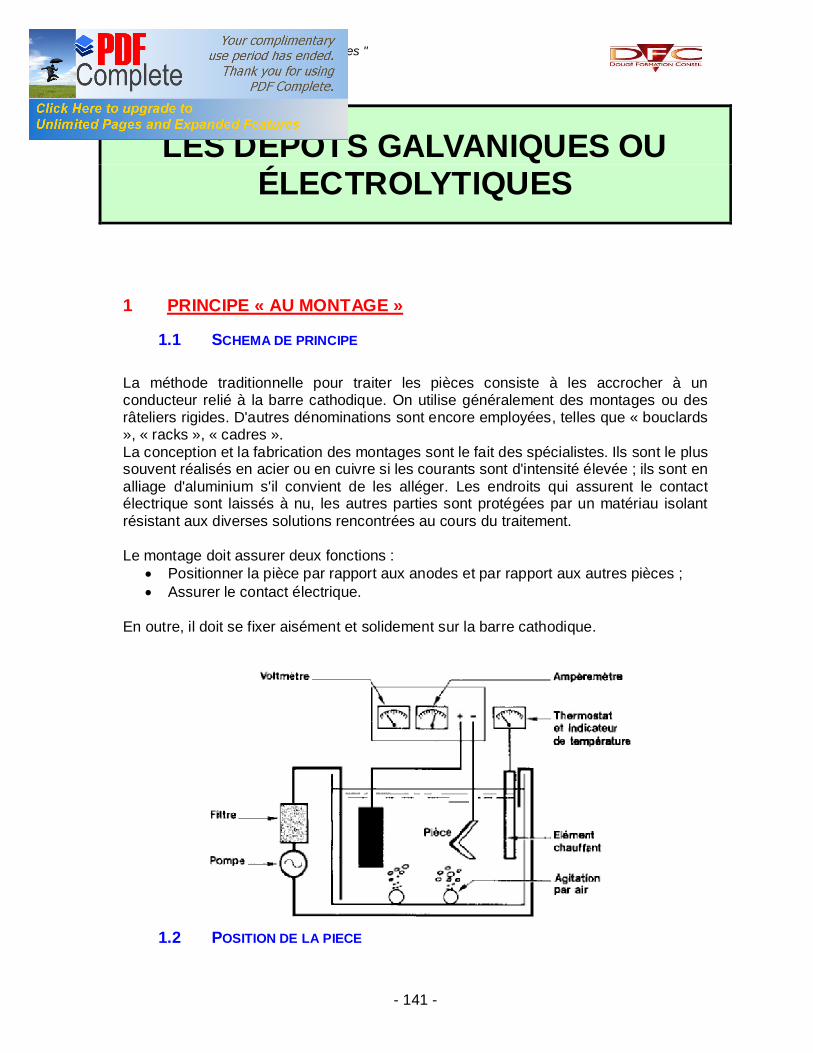
"Les dépôts galvaniques ou électrolytiques "
- 141 -
LES DÉPOTS GALVANIQUES OU ÉLECTROLYTIQUES
1 PRINCIPE « AU MONTAGE »
1.1 SCHEMA DE PRINCIPE La méthode traditionnelle pour traiter les pièces consiste à les accrocher à un conducteur relié à la barre cathodique. On utilise généralement des montages ou des râteliers rigides. D'autres dénominations sont encore employées, telles que « bouclards », « racks », « cadres ». La conception et la fabrication des montages sont le fait des spécialistes. Ils sont le plus souvent réalisés en acier ou en cuivre si les courants sont d'intensité élevée ; ils sont en alliage d'aluminium s'il convient de les alléger. Les endroits qui assurent le contact électrique sont laissés à nu, les autres parties sont protégées par un matériau isolant résistant aux diverses solutions rencontrées au cours du traitement. Le montage doit assurer deux fonctions :
• Positionner la pièce par rapport aux anodes et par rapport aux autres pièces ; • Assurer le contact électrique.
En outre, il doit se fixer aisément et solidement sur la barre cathodique.
1.2 POSITION DE LA PIECE
"Les dépôts galvaniques ou électrolytiques "
- 142 -
Il convient de disposer du maximum de pièces dans la zone utile de la cuve, en veillant à ce qu'elles ne constituent pas des écrans les unes par rapport aux autres. Une étude rationnelle sur ce sujet permet très souvent des gains de productivité de 10 à 20 %. De plus, leur orientation doit être telle que :
• Les entraînements d'électrolytes soient les plus faibles, • Les rétentions de gaz (air, hydrogène...) inexistantes.
1.3 LIAISON ELECTRIQUE La fixation doit permettre : ð D'assurer un contact franc et ceci d'autant plus que les densités de courant sont élevées et que le dépôt n'admet pas d'interruption de courant (chromage, nickel brillant...). ð D'éviter des absences de dépôt. Il est recommandé de choisir au préalable la zone qui assure le contact électrique et de l'exempter de toutes exigences ; en effet, suivant la nature de l'électrolyte et la surface du contact, le dépôt sera plus ou moins absent ou moins épais à cet endroit. ð De réaliser un montage et un démontage rapides sans déformer la pièce ou la rayer. Aucun échauffement ne doit se produire dans les conducteurs, sinon la résistance augmente. Le montage peut devenir un outillage de précision lorsqu'il comprend des anodages spéciaux individuels, des voleurs de courant, des masquages, etc.

"Les dépôts galvaniques ou électrolytiques "
- 143 -
2 PRINCIPE « EN VRAC ».
Les petits articles, difficilement manipulables, sont traités en vrac :
• Par rotation dans des tambours ou tonneaux, • Par vibration dans des bols vibrants spécialement aménagés.
2.1 LES TONNEAUX
Le type le plus utilisé est le tonneau sous-marin qui le plus souvent est complètement immergé. Il est généralement hexagonal et construit en matière plastique (PVC, polypropylène, etc.). Avec la nécessité croissante de traiter toujours de plus grands tonnages, de plus grandes charges, qui atteignent et dépassent les 100 kg. On utilise alors :
• Des palans, porteurs manuels, électriques, • Des semi-automates à commandes manuelles, • Des automates programmables.
On emploie aussi des tonneaux semi-immergés et des tonneaux obliques ou «cloches». Le tonneau qui possède, en général, un mouvement rotatif, parfois oscillant, pour des tubes par exemple, est muni de dispositifs d'amenées de courant adaptés selon le type de pièces à traiter : câbles isolés et conducteurs à leur extrémité ou « queues de cochon », chaînes, tiges, barrettes, plots... L'électrolyte doit être correctement renouvelé et sa circulation suffisante. Pour ce faire, des orifices sont ménagés dans la paroi. Ils doivent être correctement dimensionnés, non seulement pour assurer ce renouvellement du bain et le passage des lignes de courant sans trop de résistance, mais encore pour que les pièces ne passent pas à travers ou ne se bloquent. Pour les modèles les plus élaborés, on a recours à des systèmes d'alvéoles perforées de petits trous interchangeables.
"Les dépôts galvaniques ou électrolytiques "
- 144 -
2.2 LES PARAMETRES A CONSIDERER SONT LES SUIVANTS :
NATURE DES PIECES Pour des pièces de formes cylindriques (filetées ou non), le rapport diamètre longueur est important. Dans le cas où ce rapport est très faible, la répartition du dépôt est très mauvaise et à la limite, le milieu de la tige n'est pas recouvert. Les causes d'échecs qui conduisent à un rebut ou à un tri sont pour l'essentiel : pièces déformables - pièces embouties, avec dépouille, qui s'empilent - pièces planes et légères qui se collent - pièces filiformes, légères, plus ou moins courbes qui forment des grappes... qui ont tendance à se mettre « en pelote », « en hérisson »... Grâce à l'addition d'agents de remplissage inertes (billes de verre, pièces en matière plastique...) ou par une légère courbure des pièces planes (1/10 mm), il peut être possible de minimiser ces échecs.
REMPLISSAGE DU TONNEAU Les pièces forment une masse en mouvement qui constitue la charge. Toutes les pièces ne reçoivent donc pas, à un instant donné, la même quantité de courant ; elles se trouvent en contact avec les autres et le courant circule à travers toute la charge. Selon sa situation, à un instant donné, une pièce, prise individuellement, reçoit une densité de courant donnée élevée, si elle se trouve dans la zone d'enveloppement ; faible, voire nulle, si elle se trouve dans la masse. Il y a tout intérêt à ce qu'elle soit préférentiellement dans cette zone d'enveloppement. Ainsi, en augmentant le degré de remplissage, la probabilité pour la pièce de parvenir dans la zone de recouvrement diminue ; de même, on entrave le processus de mélange. De faibles degrés de remplissage favorisent les dépôts sur les contacts et des interruptions de courant (30 à 50%). La difficulté du traitement en vrac est d'éviter que des pièces se séparent de la masse, restent bloquées et, de ce fait, ne reçoivent pas de courant pendant un temps donné. On risque alors des effets bipolaires, la production de multicouches... Si un objet placé dans un bain d'électrolyse se trouve électriquement isolé, la partie de cet objet la plus proche de la cathode devient anodique et l'autre extrémité, la plus proche de l'anode, devient cathodique. La partie anodique peut ainsi se démétalliser, donc présenter un manque de dépôt, voire une attaque de la pièce à l'endroit concerné. Cet effet bipolaire a lieu lorsqu'il se produit une discontinuité électrique : cas du placage des embases, des céramiques métallisées partiellement... On résout fréquemment ce type de problème en utilisant des corps de charges ou agents de remplissage métalliques (métal shots). Ce peut être des billes d'acier ou des billes en plastique, métallisées. L'inconvénient réside surtout dans la perte de métal.
"Les dépôts galvaniques ou électrolytiques "
- 145 -
CONFIGURATION DU TONNEAU La dimension et la forme des tonneaux doivent être adaptées aux objets. Il y a tout intérêt à favoriser une surface enveloppante aussi élevée que possible. Il faut assurer un mélange des pièces lors de la rotation, qui soit le meilleur et garantir un contact parfait des pièces entre elles et de la masse avec le contact cathodique.
VITESSE DE ROTATION La rotation du tonneau est primordiale ; On risque :
• à vitesse trop élevée, des déformations, • à vitesse trop faible, des taches dites " trous de tonneau "
Elle doit être réglable et surtout ne pas s'interrompre. En l'augmentant, le renouvellement de la solution est meilleur, les pièces parviennent plus fréquemment dans la zone de recouvrement. Il convient de choisir la vitesse de rotation la plus élevée, compatible avec une absence d'endommagement des objets, voire du dépôt...
DENSITÉ DE COURANT Dans le traitement en vrac, la croissance du dépôt se fait d'une manière discontinue, la densité de courant passe par diverses valeurs. D'une manière générale la densité de courant; moyenne est relativement faible. Elle se situe le plus souvent de 0,1 à 0,5 A/dm2. La densité de courant efficace, qui n'intéresse que la zone d'enveloppement des pièces, peut être très élevée. On commet fréquemment l'erreur d'évaluer la charge en poids, or pour 1 kg de boulons en acier, par exemple, on constate que la surface peut varier dans le rapport de 4 à 1, donc la densité de courant de 1 à 4.
DUREE DU TRAITEMENT Des durées de traitement importantes permettent des répartitions de dépôt plus régulières.
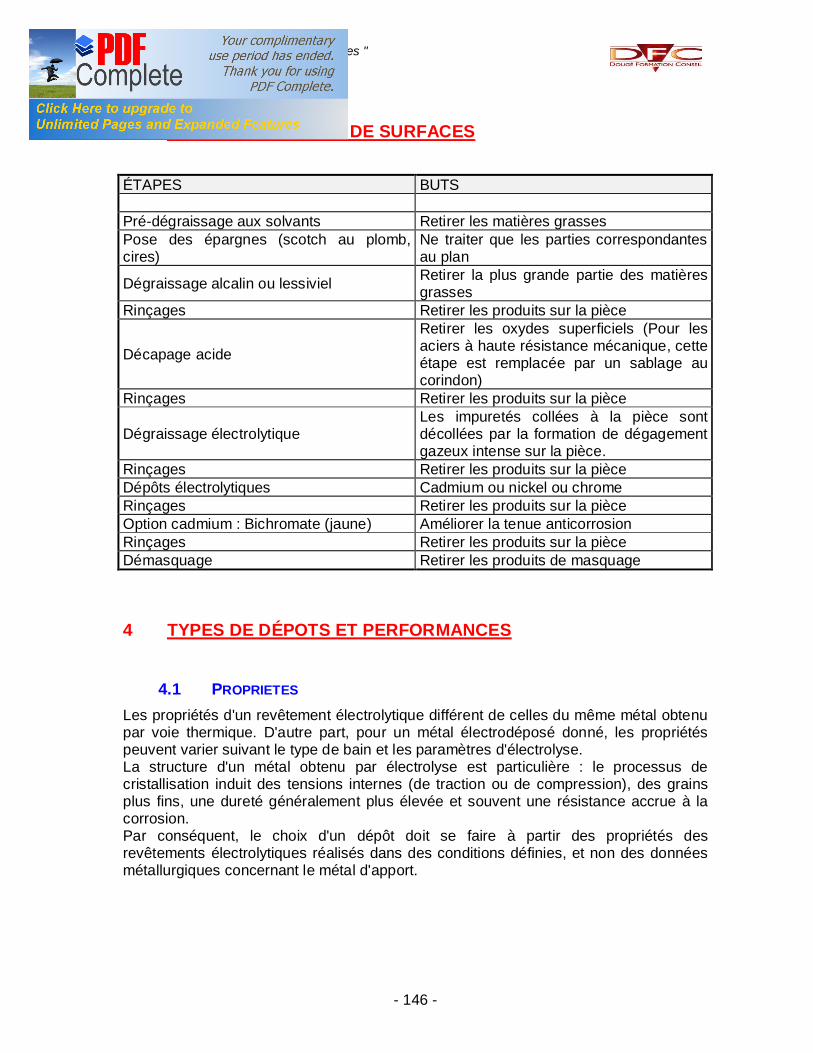
"Les dépôts galvaniques ou électrolytiques "
- 146 -
3 LES PRÉPARATIONS DE SURFACES
ÉTAPES BUTS Pré-dégraissage aux solvants Retirer les matières grasses Pose des épargnes (scotch au plomb, cires)
Ne traiter que les parties correspondantes au plan
Dégraissage alcalin ou lessiviel Retirer la plus grande partie des matières grasses
Rinçages Retirer les produits sur la pièce
Décapage acide
Retirer les oxydes superficiels (Pour les aciers à haute résistance mécanique, cette étape est remplacée par un sablage au corindon)
Rinçages Retirer les produits sur la pièce
Dégraissage électrolytique Les impuretés collées à la pièce sont décollées par la formation de dégagement gazeux intense sur la pièce.
Rinçages Retirer les produits sur la pièce Dépôts électrolytiques Cadmium ou nickel ou chrome Rinçages Retirer les produits sur la pièce Option cadmium : Bichromate (jaune) Améliorer la tenue anticorrosion Rinçages Retirer les produits sur la pièce Démasquage Retirer les produits de masquage
4 TYPES DE DÉPOTS ET PERFORMANCES
4.1 PROPRIETES Les propriétés d'un revêtement électrolytique différent de celles du même métal obtenu par voie thermique. D'autre part, pour un métal électrodéposé donné, les propriétés peuvent varier suivant le type de bain et les paramètres d'électrolyse. La structure d'un métal obtenu par électrolyse est particulière : le processus de cristallisation induit des tensions internes (de traction ou de compression), des grains plus fins, une dureté généralement plus élevée et souvent une résistance accrue à la corrosion. Par conséquent, le choix d'un dépôt doit se faire à partir des propriétés des revêtements électrolytiques réalisés dans des conditions définies, et non des données métallurgiques concernant le métal d'apport.
"Les dépôts galvaniques ou électrolytiques "
- 147 -
4.2 DENSITE Les revêtements électrolytiques sont susceptibles de contenir des lacunes et des porosités qui diminuent leur densité. D'une façon générale, le maximum de densité qu'il est possible d'atteindre pour un métal donné correspond à la densité du même métal obtenu par voie thermique. Dans la pratique, la différence de densité peut atteindre quelques pour-cent.
4.3 CONDUCTIVITE ELECTRIQUE Les défauts de structure produisant une diminution de densité, conduisent également à une diminution de la conductivité. Les différences sont plus importantes que dans le cas de la densité, et peuvent être nettement supérieures à 10 %.
4.4 DURETE La microdureté des métaux et alliages électrodéposés peut varier dans de très larges proportions suivant la composition du bain et les paramètres d'électrolyse, et est en général supérieure a celle des mêmes métaux élaborés par voie thermique. Par exemple, le cuivre électrodéposé peut être 2 fois plus dur que du cuivre écroui, et les dépôts de chrome électrolytique ont une dureté de l'ordre de 1000 v ickers alors que le chrome métallurgique se situe à 200 HV environ.
4.5 CONTRAINTES INTERNES Les distorsions du réseau cristallin de certains dépôts électrolytiques provoquent des contraintes élevées. La résistance mécanique du substrat peut en être affectée. Sur des pièces de faible épaisseur, les contraintes sont susceptibles de provoquer des modifications dimensionnelles. Dans certains cas, l'accumulation de contraintes de tension aboutit à une fissuration du dépôt (avec le chrome dur, par 'exemple). Les revêtements électrolytiques sont généralement contraints en tension, mais peuvent aussi l'être en compression.
4.6 EPAISSEUR Risque d'hétérogénéité d'épaisseur
4.7 ADHERENCE Dépend de la préparation de surface
"Les dépôts galvaniques ou électrolytiques "
- 148 -
5 CUIVRE
5.1 CARACTERISTIQUES PHYSIQUES • Densité 8,92 • Température de fusion (°C) 1083 • Température d'ébullition (°C ) 2300 • Coefficient de dilatation (l0-6/°C) 17 • Résistivité électrique (µohm.cm) 1,7 • Conductivité thermique (cal.cm/cm2.s.°C) 0,93
5.2 CARACTERISTIQUES CHIMIQUE • Symbole chimique Cu • Masse atomique (g) 63.5 • Degrés d'oxydation +I +II • Potentiel Rédox (V/EHN) + 0.337
5.3 CARACTERISTIQUES MECANIQUES • Dureté du métal élaboré conventionnellement (HV) 40 • Plage de dureté du métal électrodéposé (HV) 40 - 200 (entre parenthèses : valeurs courantes) (60 – 100) • Température limite d'emploi 300°C
5.4 RESISTANCE A LA CORROSION ET A L'OXYDATION Le cuivre reste inaltérable dans l'air sec à température ambiante. Dans l'air humide et en présence de dioxyde de carbone, il se forme du carbonate basique hydraté (vert de gris). Le cuivre est peu attaqué par l'eau douce sauf si elle contient du dioxyde de carbone et résiste bien à l'eau de mer. Il résiste aux acides non oxydants mais est attaqué violemment par les acides oxydants (acide nitrique, acide chromique,...). Les bases fortes en solution attaquent peu le cuivre. Le cuivre est attaqué par les bases ammoniaquées et les cyanures alcalins. Les halogènes et le soufre corrodent le cuivre.
"Les dépôts galvaniques ou électrolytiques "
- 149 -
5.5 LE CUIVRE RESISTE AUX MILIEUX SUIVANTS : • Atmosphère rurale, industrielle et marine, • Eau, • Vapeur d'eau jusqu'à 290°C avec vitesse de circulation lente, • Acides, acétique, borique, chloracétique, citrique, fluosilicique, formique,
sulfurique à 90-95%, tartrique, • Acides oléique, palmitique, stéarique, • Ammoniac sec, • Potasse caustique, soude caustique, • Chlorure, sulfate, carbonate, nitrate d'aluminium, de sodium, de calcium, • Phosphate de sodium, chlorure de sodium, • Chlorure ferreux, • Chlore sec, • Essence, fuel, goudron, • Huiles, • Acétone, • Alcools.
5.6 DOMAINES D'UTILISATION 5.6.1 DECORATION
Il est avec l'or le seul métal coloré, pour cette application une passivation ou un revêtement de vernis améliorent la tenue à la corrosion
5.6.2 EN SOUS-COUCHE Dans les revêtements de nickel sur fer, pour améliorer la tenue à la corrosion
5.6.3 EN COUCHE BARRIERE :
• Sur le zinc et ses alliages (zamak) qui ne peuvent être nickelés directement (épaisseur 6 à 9 µm).
• Entre le laiton et l'étain pour éviter la diffusion. 5.6.4 EN EPARGNE
Pour de la cémentation (épaisseur 20 à 30 µm) 5.6.5 EN LUBRIFICATION
Pour des surfaces frottantes (tréfilage) 5.6.6 EN ANTICORROSION
Contre la corrosion par petits débattements (fretting corrosion) 5.6.7 EN ELECTROFORMAGE
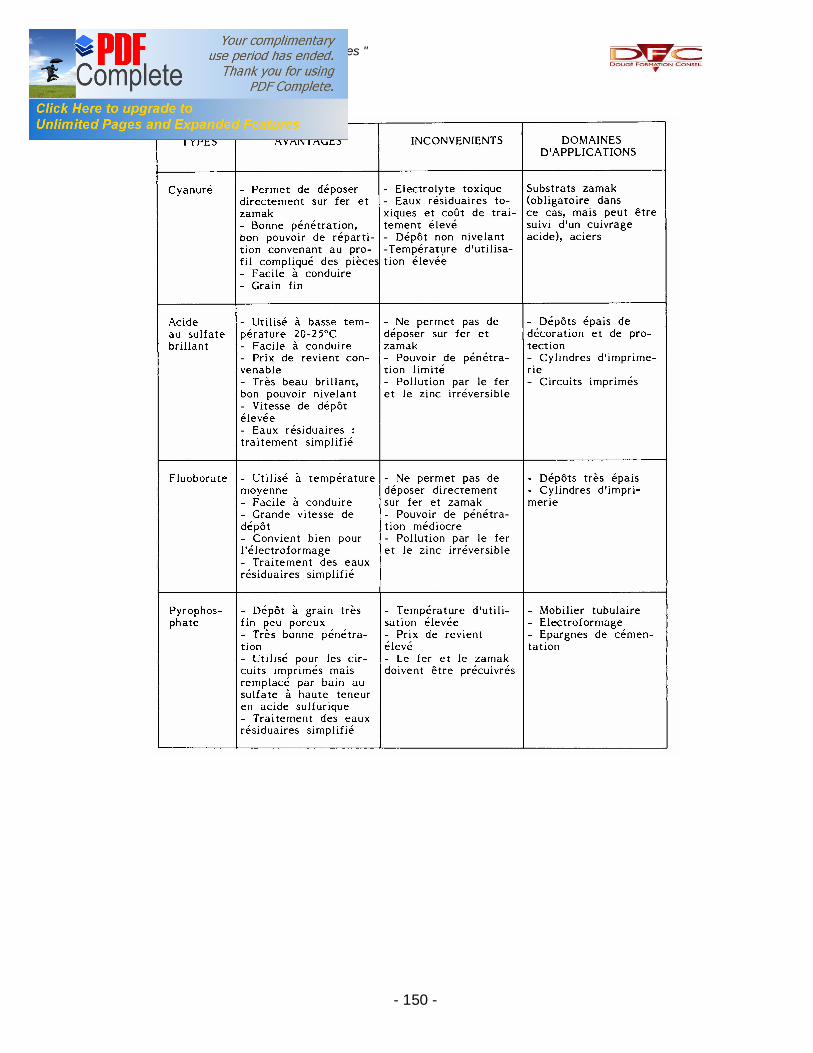
"Les dépôts galvaniques ou électrolytiques "
- 150 -
5.7 ELECTROLYTES
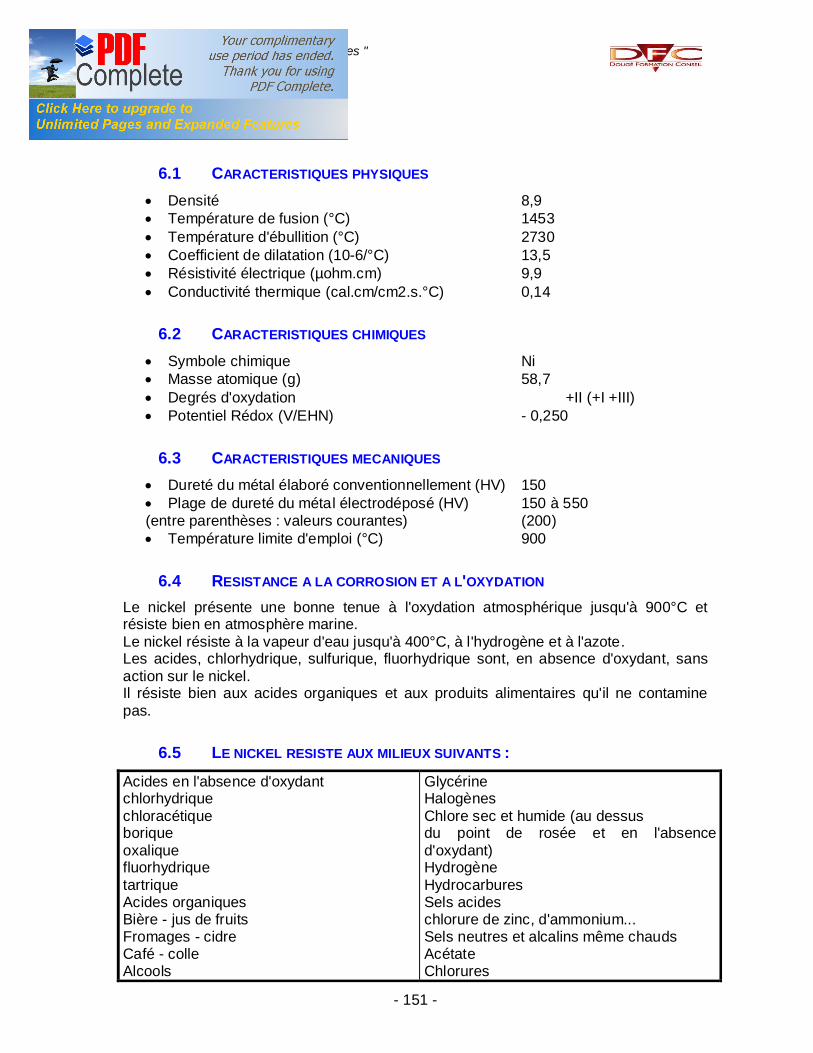
"Les dépôts galvaniques ou électrolytiques "
- 151 -
6 NICKEL
6.1 CARACTERISTIQUES PHYSIQUES • Densité 8,9 • Température de fusion (°C) 1453 • Température d'ébullition (°C) 2730 • Coefficient de dilatation (10-6/°C) 13,5 • Résistivité électrique (µohm.cm) 9,9 • Conductivité thermique (cal.cm/cm2.s.°C) 0,14
6.2 CARACTERISTIQUES CHIMIQUES • Symbole chimique Ni • Masse atomique (g) 58,7 • Degrés d'oxydation +II (+I +III) • Potentiel Rédox (V/EHN) - 0,250
6.3 CARACTERISTIQUES MECANIQUES • Dureté du métal élaboré conventionnellement (HV) 150 • Plage de dureté du métal électrodéposé (HV) 150 à 550 (entre parenthèses : valeurs courantes) (200) • Température limite d'emploi (°C) 900
6.4 RESISTANCE A LA CORROSION ET A L'OXYDATION Le nickel présente une bonne tenue à l'oxydation atmosphérique jusqu'à 900°C et résiste bien en atmosphère marine. Le nickel résiste à la vapeur d'eau jusqu'à 400°C, à l'hydrogène et à l'azote. Les acides, chlorhydrique, sulfurique, fluorhydrique sont, en absence d'oxydant, sans action sur le nickel. Il résiste bien aux acides organiques et aux produits alimentaires qu'il ne contamine pas.
6.5 LE NICKEL RESISTE AUX MILIEUX SUIVANTS :
Acides en l'absence d'oxydant chlorhydrique chloracétique borique oxalique fluorhydrique tartrique Acides organiques Bière - jus de fruits Fromages - cidre Café - colle Alcools
Glycérine Halogènes Chlore sec et humide (au dessus du point de rosée et en l'absence d'oxydant) Hydrogène Hydrocarbures Sels acides chlorure de zinc, d'ammonium... Sels neutres et alcalins même chauds Acétate Chlorures
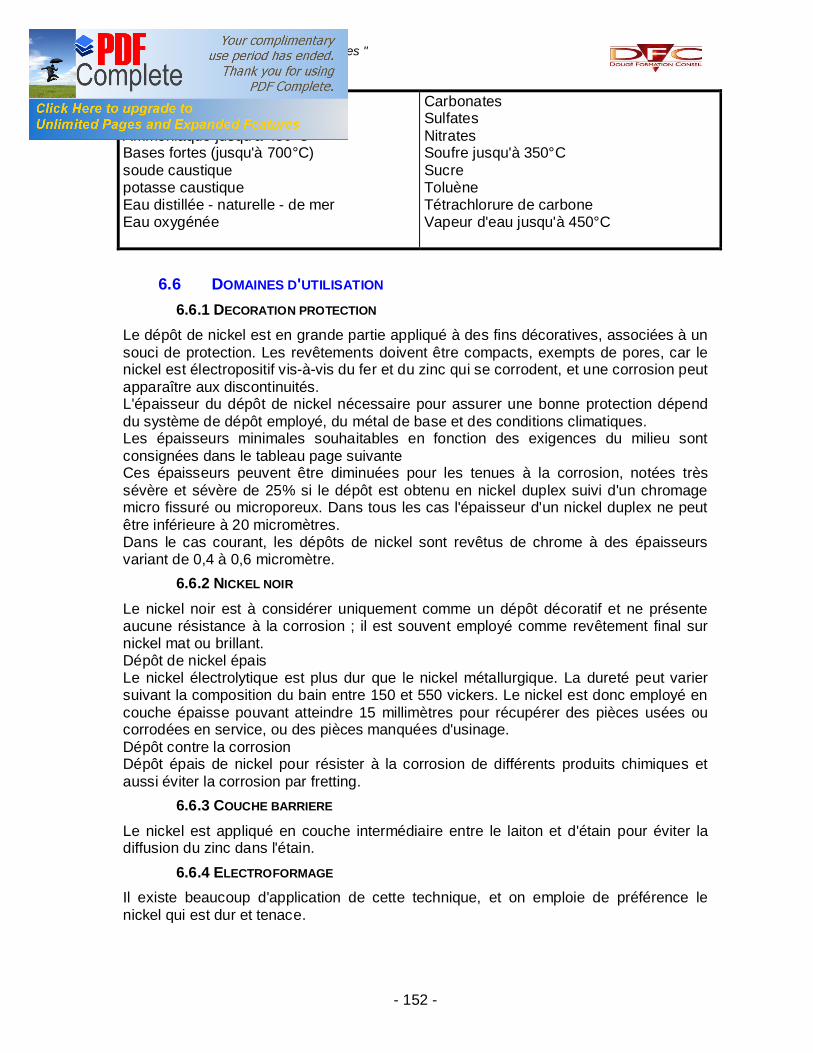
"Les dépôts galvaniques ou électrolytiques "
- 152 -
Alun Azote Ammoniaque jusqu'à 450°C Bases fortes (jusqu'à 700°C) soude caustique potasse caustique Eau distillée - naturelle - de mer Eau oxygénée
Carbonates Sulfates Nitrates Soufre jusqu'à 350°C Sucre Toluène Tétrachlorure de carbone Vapeur d'eau jusqu'à 450°C
6.6 DOMAINES D'UTILISATION 6.6.1 DECORATION PROTECTION
Le dépôt de nickel est en grande partie appliqué à des fins décoratives, associées à un souci de protection. Les revêtements doivent être compacts, exempts de pores, car le nickel est électropositif vis-à-vis du fer et du zinc qui se corrodent, et une corrosion peut apparaître aux discontinuités. L'épaisseur du dépôt de nickel nécessaire pour assurer une bonne protection dépend du système de dépôt employé, du métal de base et des conditions climatiques. Les épaisseurs minimales souhaitables en fonction des exigences du milieu sont consignées dans le tableau page suivante Ces épaisseurs peuvent être diminuées pour les tenues à la corrosion, notées très sévère et sévère de 25% si le dépôt est obtenu en nickel duplex suivi d'un chromage micro fissuré ou microporeux. Dans tous les cas l'épaisseur d'un nickel duplex ne peut être inférieure à 20 micromètres. Dans le cas courant, les dépôts de nickel sont revêtus de chrome à des épaisseurs variant de 0,4 à 0,6 micromètre.
6.6.2 NICKEL NOIR Le nickel noir est à considérer uniquement comme un dépôt décoratif et ne présente aucune résistance à la corrosion ; il est souvent employé comme revêtement final sur nickel mat ou brillant. Dépôt de nickel épais Le nickel électrolytique est plus dur que le nickel métallurgique. La dureté peut varier suivant la composition du bain entre 150 et 550 vickers. Le nickel est donc employé en couche épaisse pouvant atteindre 15 millimètres pour récupérer des pièces usées ou corrodées en service, ou des pièces manquées d'usinage. Dépôt contre la corrosion Dépôt épais de nickel pour résister à la corrosion de différents produits chimiques et aussi éviter la corrosion par fretting.
6.6.3 COUCHE BARRIERE Le nickel est appliqué en couche intermédiaire entre le laiton et d'étain pour éviter la diffusion du zinc dans l'étain.
6.6.4 ELECTROFORMAGE Il existe beaucoup d'application de cette technique, et on emploie de préférence le nickel qui est dur et tenace.
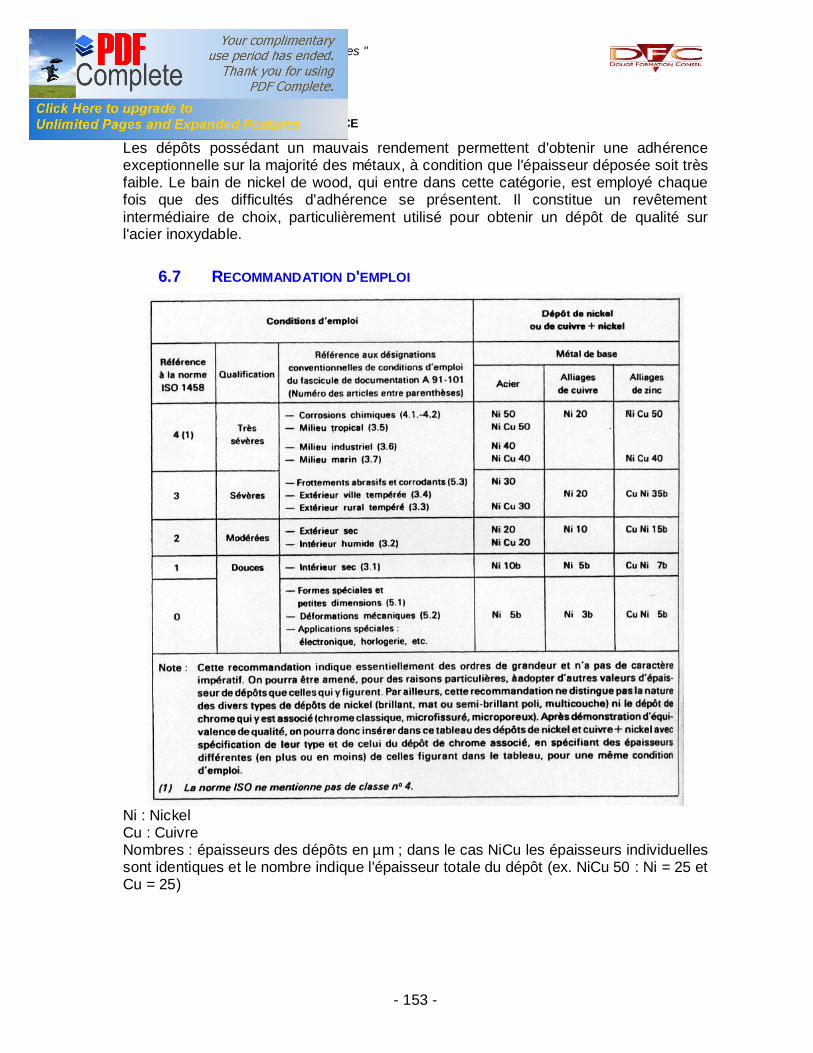
"Les dépôts galvaniques ou électrolytiques "
- 153 -
6.6.5 COUCHE D'ADHERENCE
Les dépôts possédant un mauvais rendement permettent d'obtenir une adhérence exceptionnelle sur la majorité des métaux, à condition que l'épaisseur déposée soit très faible. Le bain de nickel de wood, qui entre dans cette catégorie, est employé chaque fois que des difficultés d'adhérence se présentent. Il constitue un revêtement intermédiaire de choix, particulièrement utilisé pour obtenir un dépôt de qualité sur l'acier inoxydable.
6.7 RECOMMANDATION D'EMPLOI
Ni : Nickel Cu : Cuivre Nombres : épaisseurs des dépôts en µm ; dans le cas NiCu les épaisseurs individuelles sont identiques et le nombre indique l'épaisseur totale du dépôt (ex. NiCu 50 : Ni = 25 et Cu = 25)
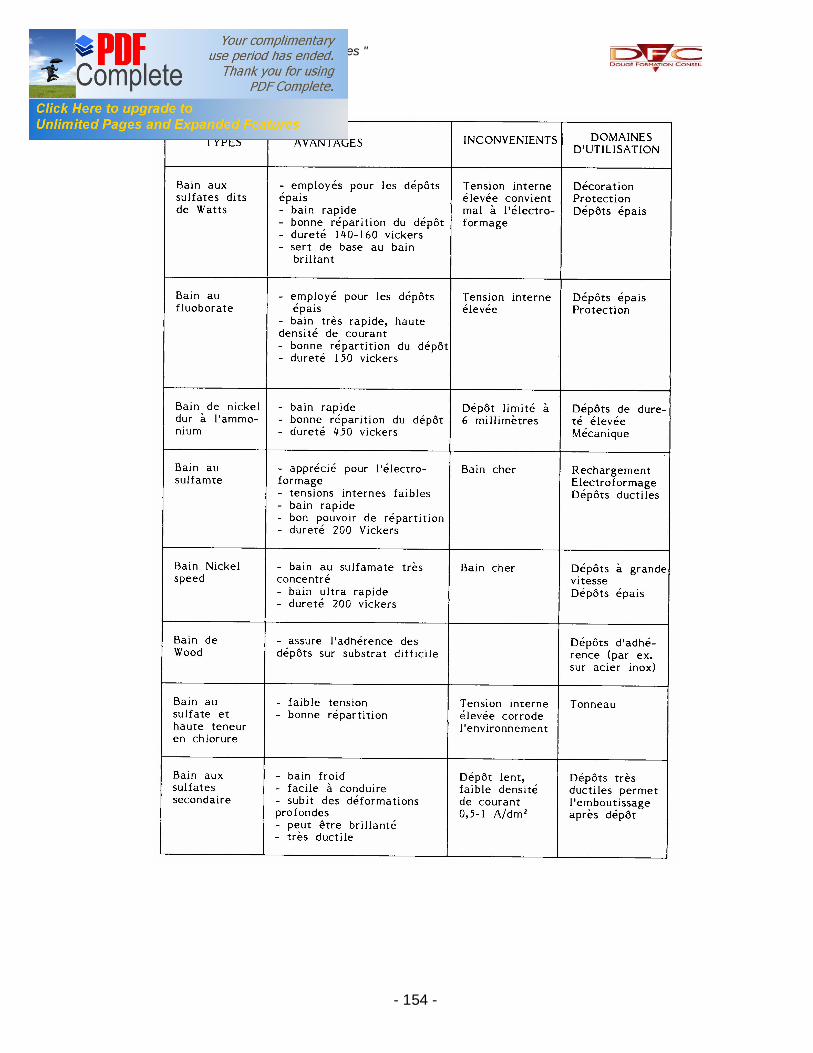
"Les dépôts galvaniques ou électrolytiques "
- 154 -
6.8 ELECTROLYTE
"Les dépôts galvaniques ou électrolytiques "
- 155 -
7 CHROME
7.1 CARACTERISTIQUES PHYSIQUES • Densité 7,2 • Température de fusion (°C) 1875 • Température d'ébullition (°C) 2680 • Coefficient de dilatation (10-6/°C) 7 • Résistivité électrique (µohm.cm) 13 • Conductivité thermique (cal.cm/cm2.s.°C) 0,16
7.2 CARACTERISTIQUES CHIMIQUES • Symbole chimique Cr • Masse atomique (g) 51,996 • Degrés d'oxydation +II +III +VI • Potentiel Rédox (V/EHN) -O,913
7.3 CARACTERISTIQUES MECANIQUES • Dureté du métal élaboré conventionnellement (HV) 200 • Plage de dureté du métal électrodéposé (HV) 850 - 1150 (entre parenthèses : valeur courante) (1000) • Température limite d'emploi (°C) 900 • Début d'oxydation à l'air 600
7.4 RESISTANCE A LA CORROSION ET A L'OXYDATION Le chrome est un métal très peu noble qui a une tendance marquée à la passivation. Pour cette raison, il présente deux types de comportement suivant qu'il est actif ou passif.
• En milieu acide et/ou réducteur, il ne peut se passiver et est très attaquable • En milieu neutre et basique et en présence d'oxydants, il se passive et résiste
bien à la corrosion
7.5 LE CHROME RESISTE AUX MILIEUX SUIVANTS : • Atmosphère normale, atmosphère chaude et oxydante • A l'oxygène jusqu'à 600'c à la vapeur d'eau jusqu'à 1000°C • Gaz carbonique et sulfureux jusqu'à 1000°C • Acide acétique et citrique • Chlore sec jusqu'à 300°C • A la soude et à la potasse caustique, au carbonate de sodium et de potassium • A l'ammoniaque • Au chlorure de sodium et de potassium en solution maximum de 10% et jusqu'à
60°C • Au phénol, à l'essence, au produit de combustion de l'essence • Aux huiles minérales, au goudron
"Les dépôts galvaniques ou électrolytiques "
- 156 -
7.6 DOMAINES D'UTILISATION Les dépôts électrolytiques de chrome ont deux domaines d'applications très différents :
• Le chromage décoratif déposé sur une couche de nickel à des épaisseurs variant entre 0,2 et 0,8 µm pour empêcher le ternissement du nickel et assurer ainsi un brillant stable ; déposé dans de bonnes conditions il peut conférer un accroissement à la tenue à la corrosion et à l'usure.
• Le chromage dur, dépôt dont l'épaisseur est supérieure à 20 µm et peut atteindre plusieurs dixièmes de millimètre. Le chrome, qui est toujours microfissuré, est déposé sur le métal de base avec ou sans interposition d'une couche de nickel. Dans tous les cas, le but est l'obtention de qualités et d'aptitudes particulières qui peuvent être : Ø La résistance à l'usure Ø La dureté. Ø Les caractéristiques de frottement (après lubrification) Ø La résistance à la corrosion Ø La non mouillabilité des surfaces Ø Le rechargement de pièces usées
7.7 RECOMMANDATION D'EMPLOI
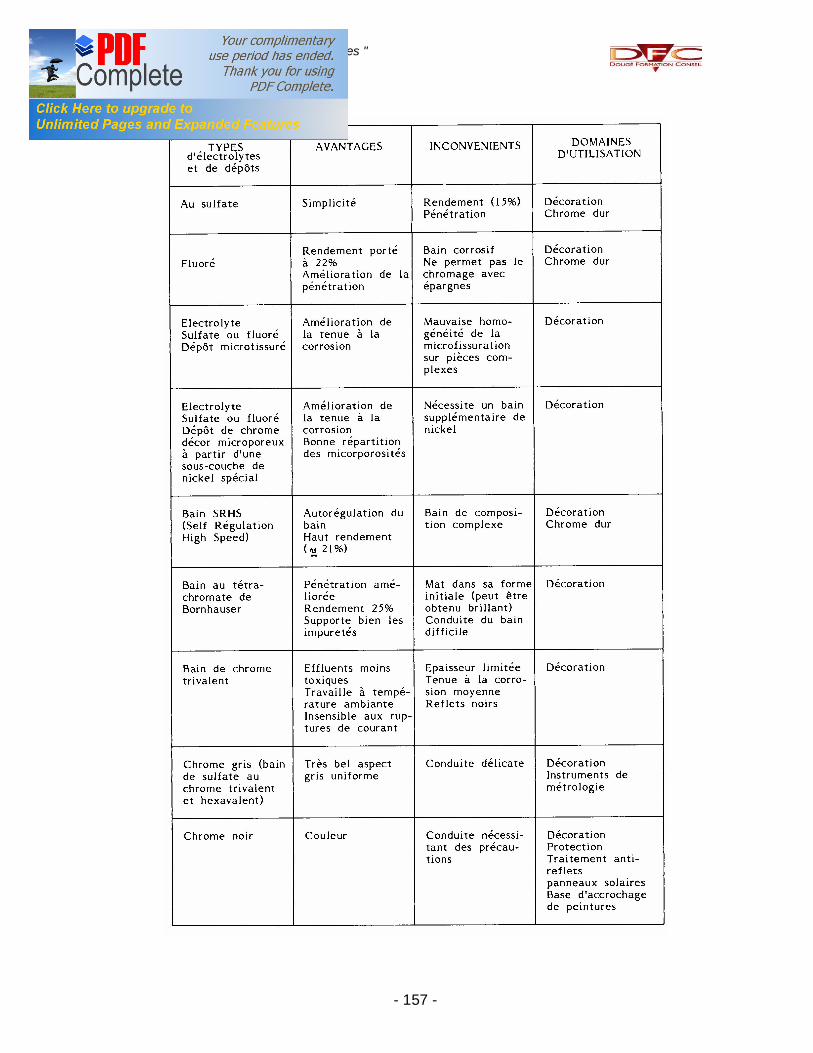
"Les dépôts galvaniques ou électrolytiques "
- 157 -
7.8 ELECTROLYTES
"Les dépôts galvaniques ou électrolytiques "
- 158 -
8 ZINC
8.1 CARACTERISTIQUES PHYSIQUES • Densité 7,3 • Température de fusion (°C) 420 • Température d'ébullition (°C) 906 • Coefficient de dilation (10-6/°C) 35 • Résistivité électrique (µohm.cm) 5,9 • Conductivité thermique (cal.cm/cm2.s.°C) 0,27
8.2 CARACTERISTIQUES CHIMIQUES • Symbole chimique Zn • Masse atomique (g) 65,38 • Degré d'oxydation + II • Potentiel Rédox (V/EHN) - 0,763
8.3 CARACTERISTIQUES MECANIQUES • Plage de dureté du métal électrodéposé (HV) 35 -125 • Température limite d'emploi (°c) 350
8.4 RESISTANCE A LA CORROSION ET A L’OXYDATION. Le zinc présente une bonne tenue à l'atmosphère en milieu rural. En atmosphère urbaine et particulièrement en atmosphère industrielle sa résistance à la corrosion est supérieure à celle du cadmium. Il maintient son avantage en atmosphère marine avec pollution industrielle. Il possède une bonne résistance en milieu marin à condition de ne pas être exposé aux embruns. Il résiste bien en immersion dans l'eau de mer. Il est fortement attaqué en milieux acides et alcalins. Le zinc est normalement électronégatif par rapport à l'acier, mais dans les eaux chaudes et aérées, des inversions de polarités se produisent. Afin d'obtenir une bonne tenue à la corrosion, il est nécessaire d'effectuer un traitement de conversion après revêtement. Ce traitement appelé passivation est réalisé dans des bains à base de chrome hexavalent.
8.5 LE ZINC RESISTE AUX MILIEUX SUIVANTS : • Atmosphère rurale, industrielle, marine • Eau dure et eau de mer (moins que le cadmium) • Sel neutre entre pH 7 - 11 • Sel organique • Glycérine, essence, trichloréthylène
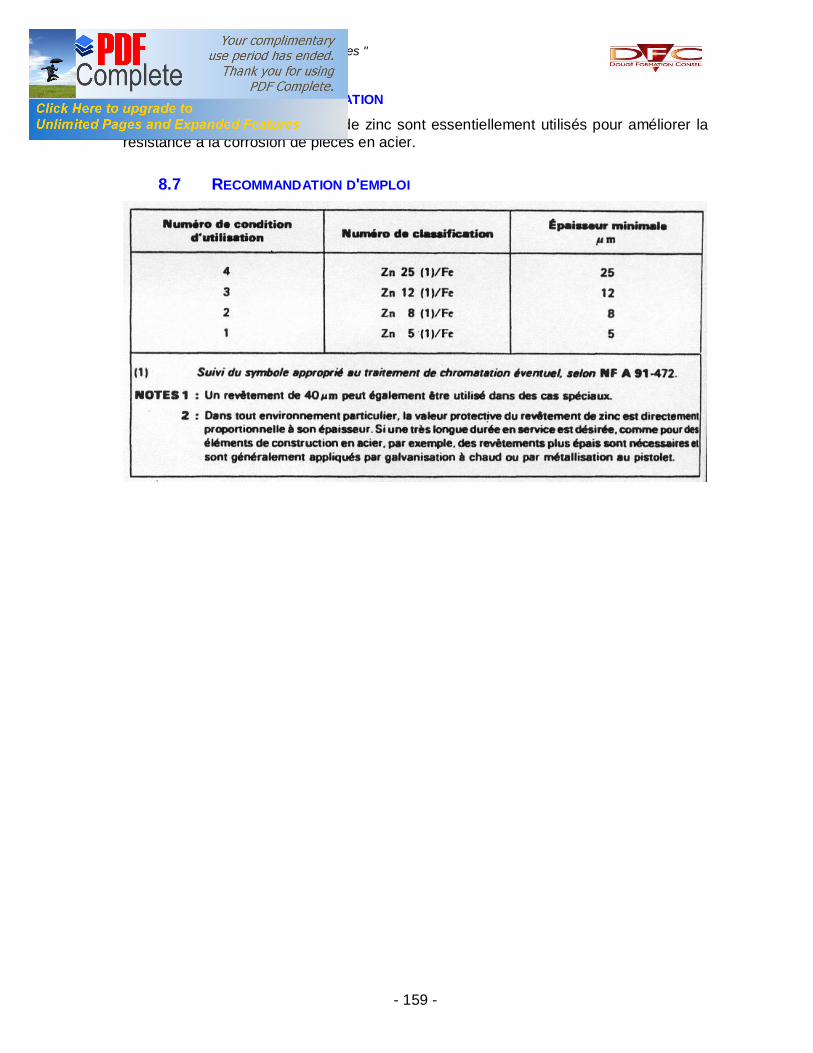
"Les dépôts galvaniques ou électrolytiques "
- 159 -
8.6 DOMAINES D'UTILISATION Les revêtements électrolytiques de zinc sont essentiellement utilisés pour améliorer la résistance à la corrosion de pièces en acier.
8.7 RECOMMANDATION D'EMPLOI
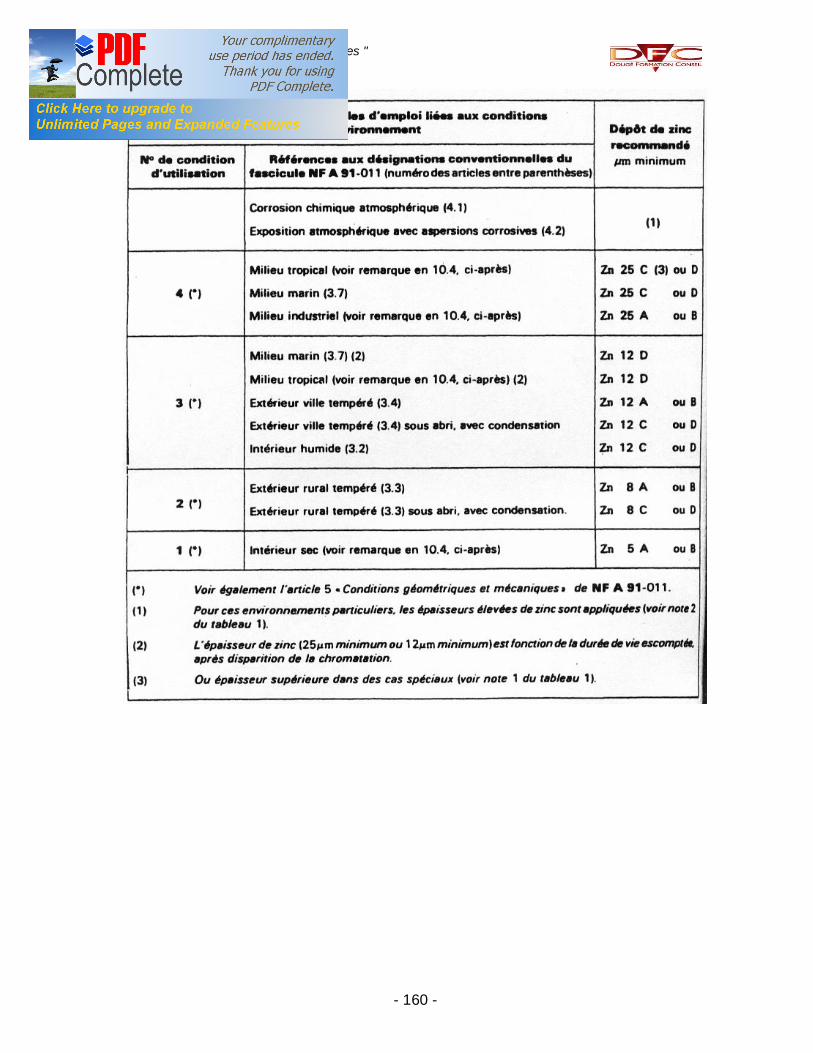
"Les dépôts galvaniques ou électrolytiques "
- 160 -
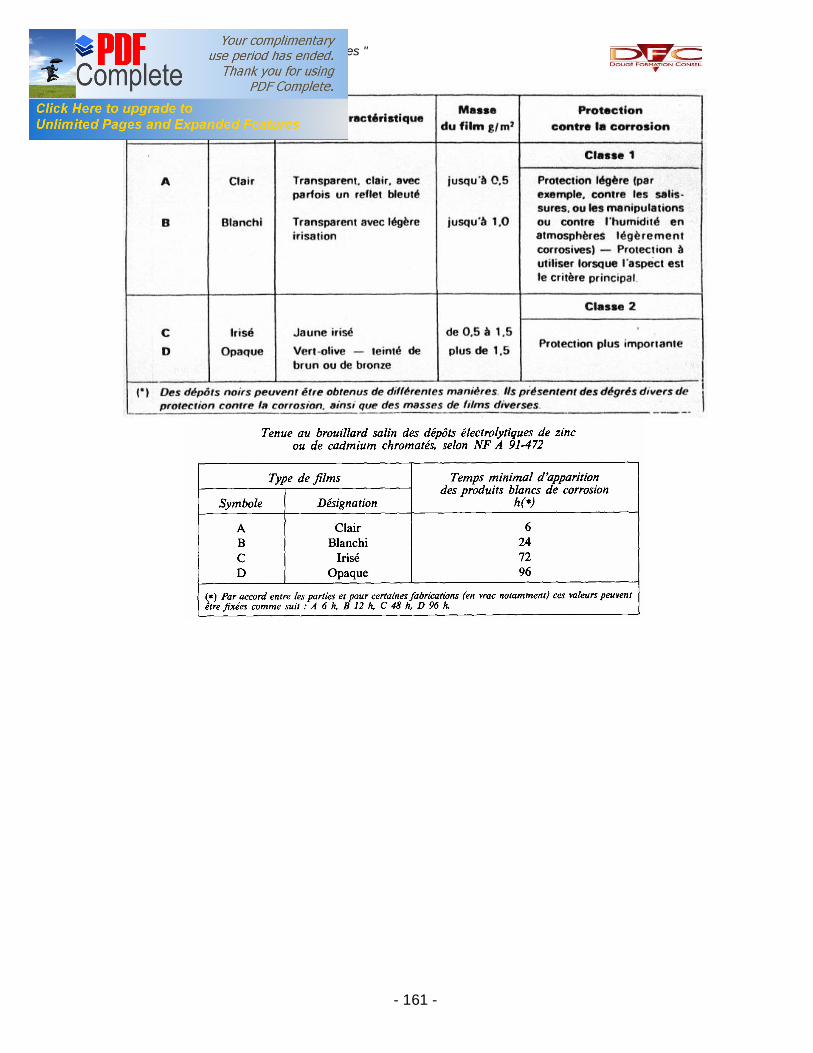
"Les dépôts galvaniques ou électrolytiques "
- 161 -
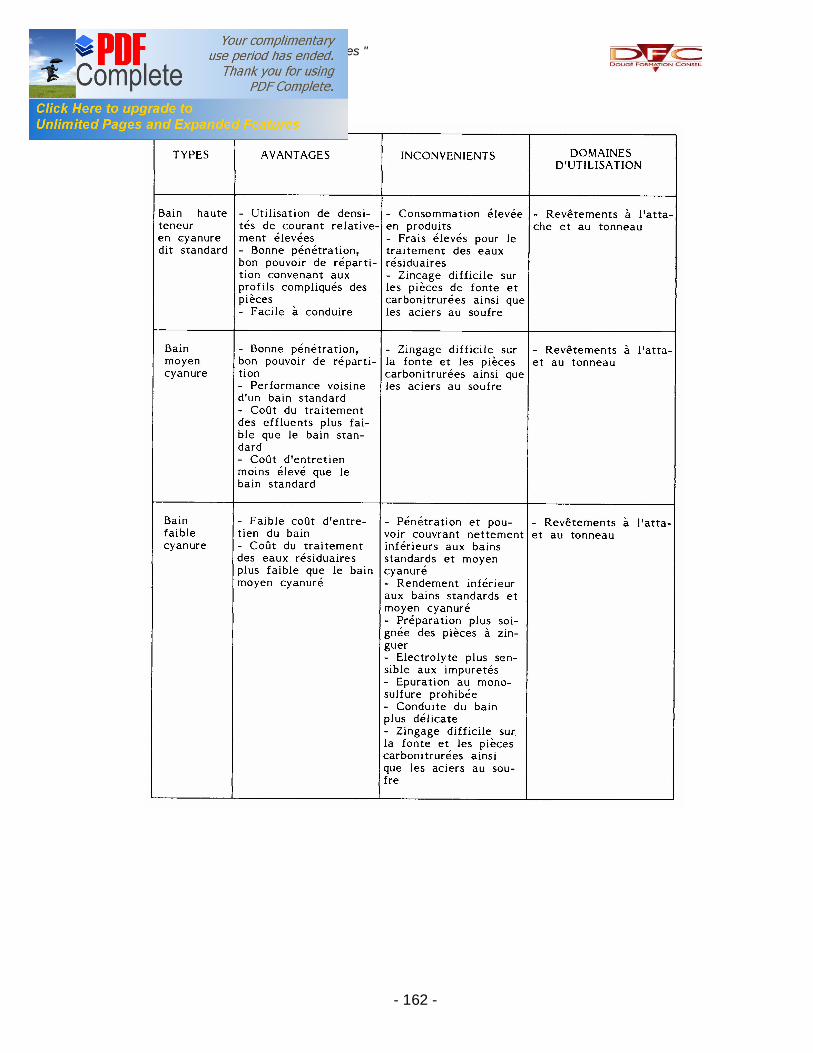
"Les dépôts galvaniques ou électrolytiques "
- 162 -
8.8 ELECTROLYTES
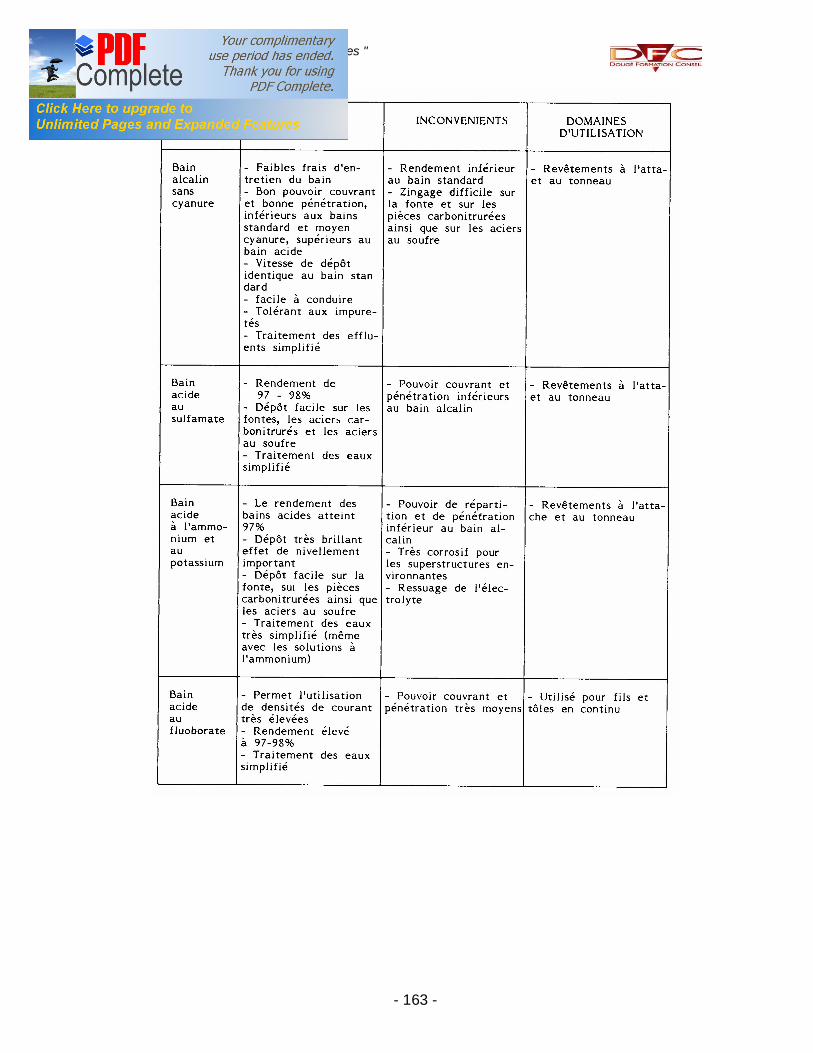
"Les dépôts galvaniques ou électrolytiques "
- 163 -
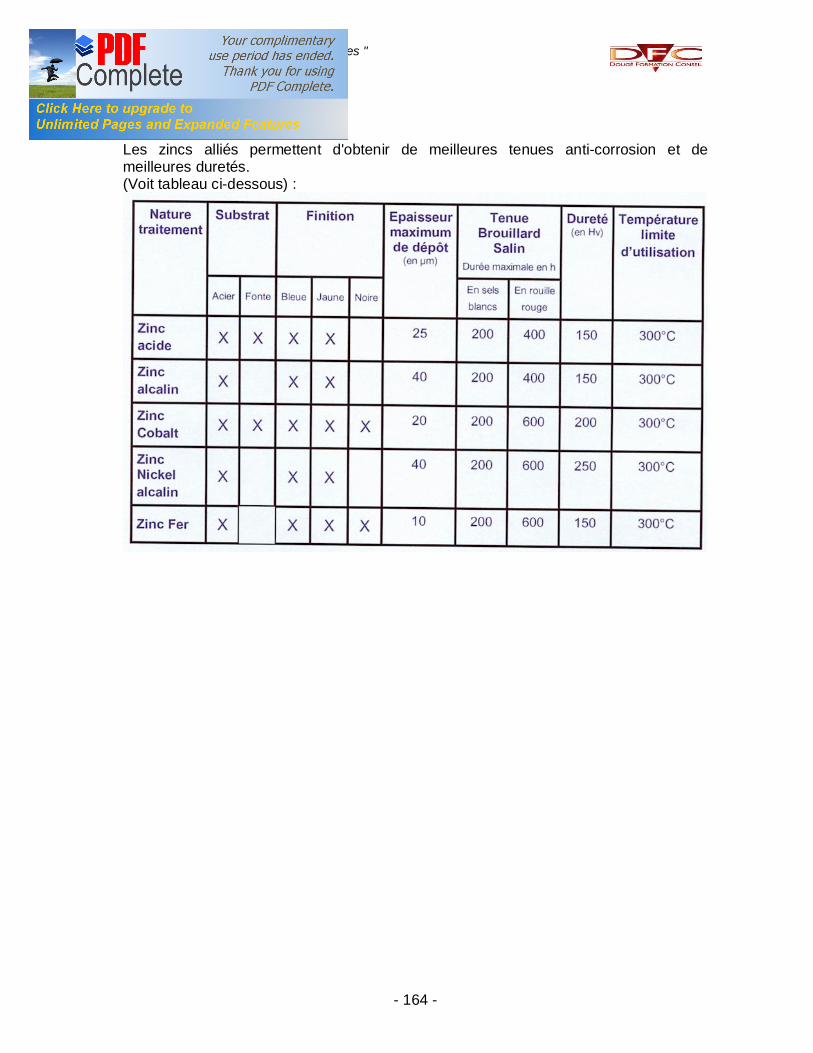
"Les dépôts galvaniques ou électrolytiques "
- 164 -
8.9 ZINC ALLIÉS Les zincs alliés permettent d'obtenir de meilleures tenues anti-corrosion et de meilleures duretés. (Voit tableau ci-dessous) :
"Les dépôts galvaniques ou électrolytiques "
- 165 -
9 CADMIUM
9.1 CARACTERISTIQUES PHYSIQUES • Densité 8,65 • Température de fusion (°C) 321 • Température d'ébullition (°C) 767 • Coefficient de dilatation (10-6/°C) 31 • Résistivité électrique (µohm.cm) 6,2 à 7 • Conductivité thermique (cal.cm/cm2.s.°C) 0,22
9.2 CARACTERISTIQUES CHIMIQUES • Symbole chimique cd • Masse atomique (g) 112,41 • Degré d'oxydation + II • Potentiel Rédox (V/EHN) - 0,403
9.3 CARACTERISTIQUES MECANIQUES • Plage de dureté du métal électrodéposé (HV) 30 à 50 • Température limite d'emploi (°C) 250
9.4 RESISTANCE A LA CORROSION ET A L'OXYDATION Le cadmium présente une bonne tenue en milieu rural où il est toutefois moins performant que le zinc, mais en milieu rural humide le classement s'inverse. il est très inférieur au zinc en milieu industriel, mais résiste bien aux embruns marins. En atmosphère tropicale, le cadmium est très supérieur au zinc. Il résiste bien aux bases fortes, mais est corrodé par les acides mêmes dilués. Les produits de corrosion formés sont plus adhérents et moins volumineux que ceux du zinc et encrassent moins les contacts. La protection du cuivre, de l'aluminium et de leurs alliages est mieux assurée par le cadmium que le zinc. Comme dans le cas du zinc, les revêtements de cadmium doivent être passivés par chromatation. Contrairement au zinc, le cadmium peut être soudé.
9.5 LE CADMIUM RESISTE AUX MILIEUX SUIVANTS : • Atmosphère rurale très humide • Atmosphère marine (embruns) • Atmosphère chaude et humide (tropicale) • Condensation atmosphérique • Vapeur d'eau • Bases fortes
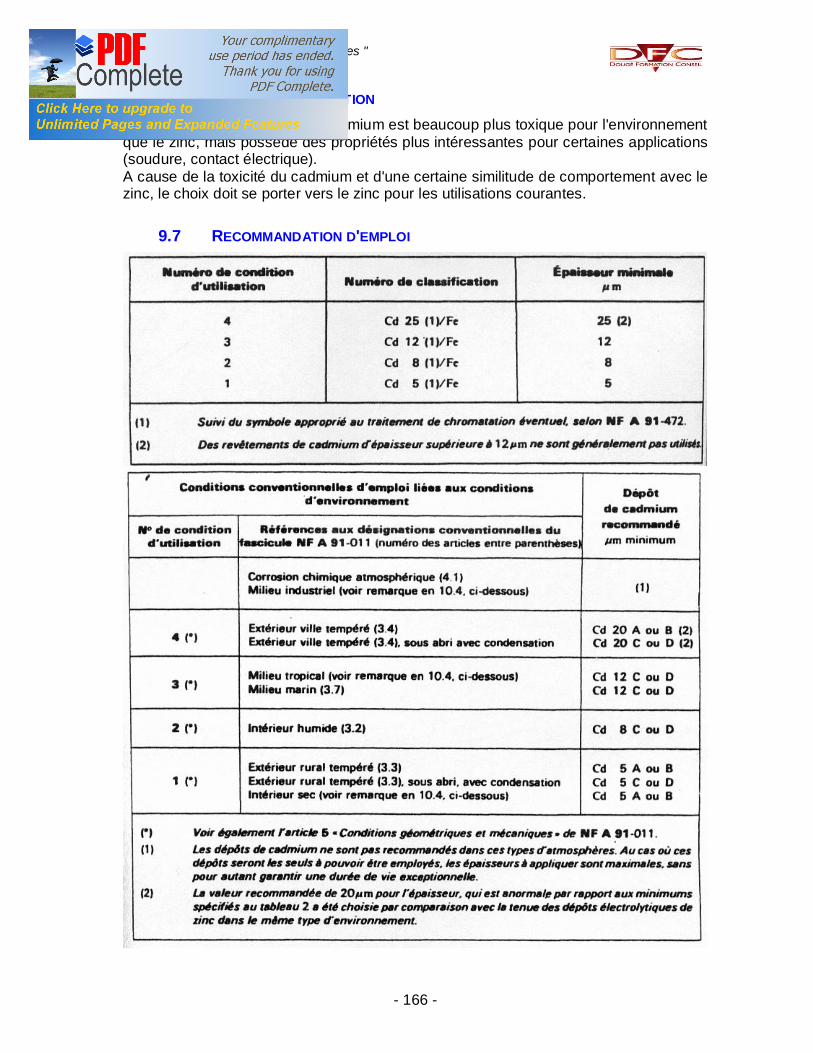
"Les dépôts galvaniques ou électrolytiques "
- 166 -
9.6 DOMAINE D'UTILISATION Semblable à celui du zinc. Le cadmium est beaucoup plus toxique pour l'environnement que le zinc, mais possède des propriétés plus intéressantes pour certaines applications (soudure, contact électrique). A cause de la toxicité du cadmium et d'une certaine similitude de comportement avec le zinc, le choix doit se porter vers le zinc pour les utilisations courantes.
9.7 RECOMMANDATION D'EMPLOI
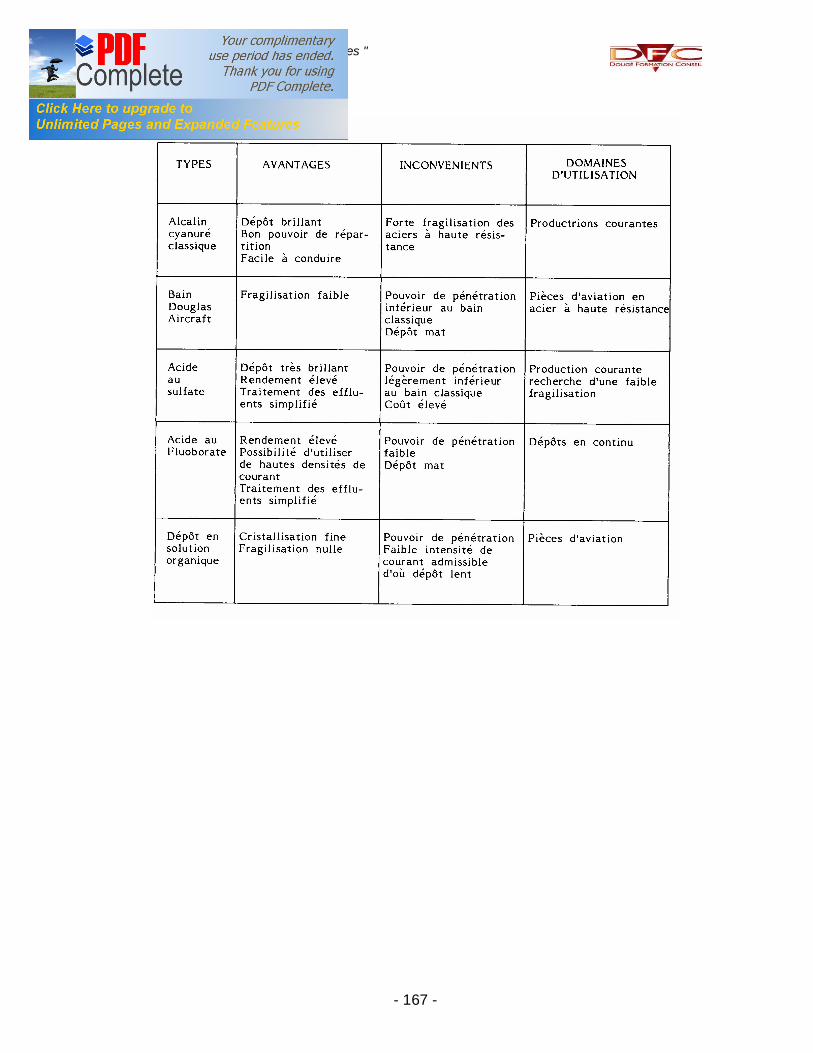
"Les dépôts galvaniques ou électrolytiques "
- 167 -
9.8 ÉLECTROLYTES
"Les dépôts galvaniques ou électrolytiques "
- 168 -
10 ÉTAIN
10.1 CARACTERISTIQUES PHYSIQUES • Densité 7,31 • Température de fusion (°C) 232 • Température d'ébullition (°C) 2270 • Coefficient de dilation (10-6/°C) 20 • Résistivité électrique (µohm.cm) 11,5 • Conductivité thermique (cal.cm/cm2.s.°C 0,15
10.2 CARACTERISTIQUES CHIMIQUES • Symbole chimique Sn • Masse atomique (g) 118,69 • Degrés d'oxydation II IV • Potentiel Rédox (V/EHN) - 0,136
10.3 CARACTERISTIQUES MECANIQUES • Plage de dureté du métal électrodéposé (HV) 8 à 35 • Température limite d'emploi (°C) 150
10.4 RESISTANCE A LA CORROSION ET A L'OXYDATION L'étain présente une bonne résistance à la corrosion atmosphérique, il conserve son éclat après exposition prolongée et résiste bien aux atmosphères industrielles. Il résiste aux acides organiques en l'absence d'air. L'étain est alimentaire. Il peut être passivé par chromatation, mais ne doit pas dans ce cas être mis en contact avec des aliments.
10.5 L'ETAIN RESISTE AUX MILIEUX SUIVANTS : • Atmosphères rurale, industrielle et marine • Eau distillée naturelle et eau de mer • Acides dilués en l'absence d'oxydant • Fluor jusqu'à 100°C • Acides organique, acétique, citrique, succinique, maléique, lactique à
température ambiante • Composés organiques, lait, crème, jus de fruits, bière • Sels formant un composé insoluble avec l'étain : bicarbonate, borate, chromate,
phosphate, sulfite, thiocyanate, ferri ferrocyanure • Ammoniaque diluée • Produits pétroliers
10.6 DOMAINES D'UTILISATION • Industries électrique et électronique (l'étain est facilement soudable) • Alimentaire
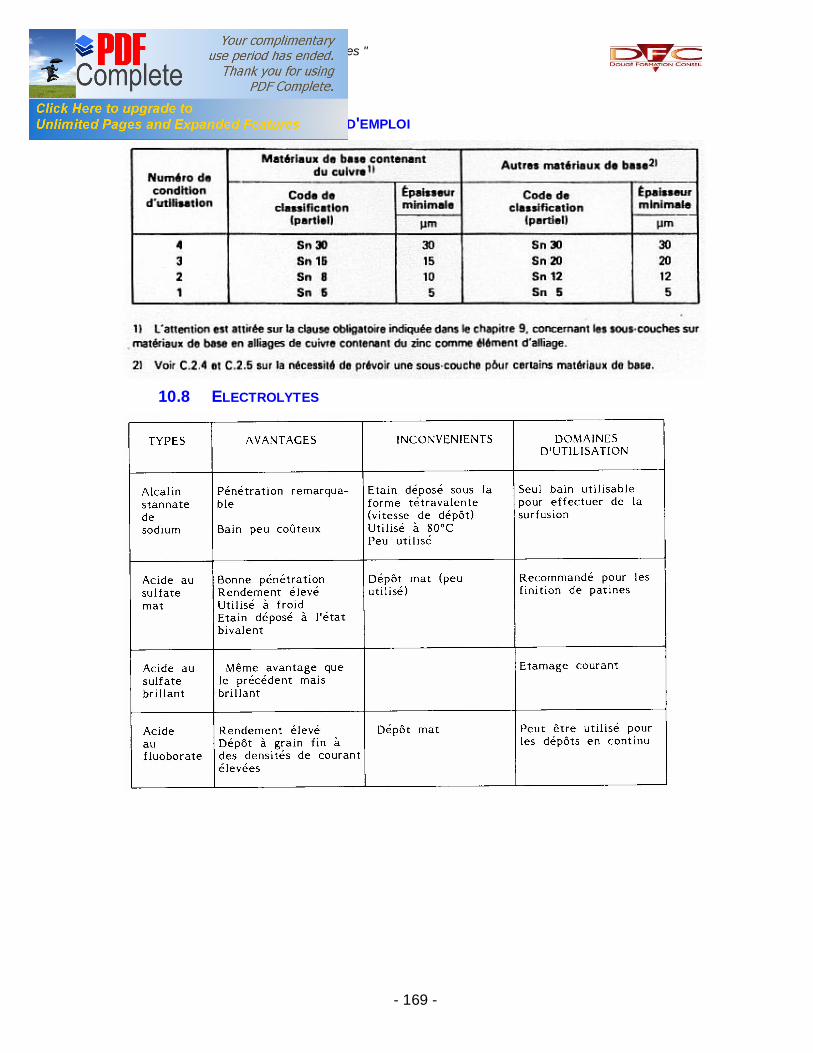
"Les dépôts galvaniques ou électrolytiques "
- 169 -
10.7 RECOMMANDATION D'EMPLOI
10.8 ELECTROLYTES
"Les dépôts galvaniques ou électrolytiques "
- 170 -
11 ARGENT
11.1 CARACTERISTIQUES PHYSIQUES • Densité 10,49 • Température de fusion (°C) 962 • Température d'ébullition (°C) 2212 • Coefficient de dilatation (10-6/°C) 19 • Résistivité électrique (µohm.cm) 1,59 • Conductivité thermique (cal.cm/cm2.s.°C) 1,02
11.2 CARACTERISTIQUES CHIMIQUES • Symbole chimique Ag • Masse atomique (g) 107,87 • Degrés d'oxydation + I (+II) • Potentiel Rédox (V/EHN) + 0,799
11.3 CARACTERISTIQUES MECANIQUES • Dureté du métal élaboré conventionnellement (HV) 25 à 90 • Plage de dureté du métal électrodéposé (HV) 40 - 185 (entre parenthèses : valeur courante) (120) • Température limite d'emploi (°C) 500
11.4 RESISTANCE A LA CORROSION ET A L'OXYDATION L'argent possède une bonne tenue à l'oxydation atmosphérique, mais présente une grande sensibilité aux agents sulfurés. En présence de ces composés, il se forme du sulfure d'argent noir. L'argent résiste à l'acide sulfurique qui ne l'attaque que concentré et chaud et à l'acide fluorhydrique. Il offre également une excellente résistance à de nombreux autres acides. Il présente une bonne tenue aux agents organiques, et résiste à la majorité des produits pharmaceutiques. Il est attaqué violemment par les péroxydes alcalins fondus et se dissout dans l'acide nitrique même dilué. L'argent est attaqué par l'ammoniaque et les cyanures. Il se solubilise dans le mercure pour former un amalgame.
"Les dépôts galvaniques ou électrolytiques "
- 171 -
11.5 L'ARGENT RESISTE AUX MILIEUX SUIVANTS : • Atmosphère exempte de H2S • Oxygène exempt de H2S même à température élevée • Hydrogène, azote • Oxyde de carbone, ammoniac sec • Acides dilués froids ou chauds • Acide fluorhydrique • Acides organiques • Produits pharmaceutiques • Alcalis même fondus • Phénol, tétrachlorure de carbone • Urée • Jus de fruits • Huiles essentielles
11.6 DOMAINES D'UTILISATION • Bijouterie fantaisie • Orfèvrerie (sur laiton Maillechort, argentant et, actuellement, sur l'acier
inoxydable). Les objets en argent massif sont argentes pour masquer les défauts du type "goutte de feu"
• Optique (très bon pouvoir réflecteur) • Industries électriques et électroniques • Mécanique (frottement sous forte charge, coussinets, dépôt anti-grippant à haute
température • Alimentaire
11.7 ELECTROLYTE Bien que l'argent puisse être déposé à partir de différents électrolytes : sulfate, nitrate, iodure, fluoborate, thiosulfate, seules les solutions cyanurées sont industriellement utilisées. L'électrolyte peut être composé à partir de cyanure de sodium ou de potassium. Le dépôt d'argent mat ne trouve actuellement que peu d'applications à l'exception de ceux effectués pour l'obtention de patine. Appliqué dans l'orfèvrerie, il nécessite une finition onéreuse de gratte-bossage complétée par un avivage. Ce procédé est remplacé par le bain d'argent brillant susceptible de donner un dépôt miroir.
"Les dépôts galvaniques ou électrolytiques "
- 172 -
12 OR
12.1 CARACTERISTIQUES PHYSIQUES • Densité 19,32 • Température de fusion (°C) 1064 • Température d'ébullition (°C) 2857 • Coefficient de dilatation (10-6/°C) 14,2 • Résistivité électrique (µohm.cm) 2,44 • Conductivité thermique (cal.cm/cm2.s.°C) 0,75
12.2 CARACTERISTIQUES CHIMIQUES • Symbole chimique Au • Masse atomique (g) 196,97 • Degrés d'oxydation +I et+II • Potentiel Redox (V/EHN) 1,498
12.3 CARACTERISTIQUES MECANIQUES • Dureté du métal élaboré conventionnellement (HV) 45 à 85 • Plage de dureté du métal électrodéposé (HV) 80 - 300
12.4 RESISTANCE A LA CORROSION ET A L'OXYDATION L'or présente une parfaite tenue dans l'atmosphère où il demeure inaltérable. il n'est pas attaqué par les acides à l'exception de l'eau régale (3 volumes d'acide chlorhydrique et 1 volume d'acide nitrique). Il est attaqué par les cyanures en présence d'oxydants et se dissout dans le mercure pour former un amalgame.
12.5 L'OR RESISTE DANS LES MILIEUX SUIVANTS : • Atmosphères rurale, industrielle et marine • Oxygène, azote, hydrogène • Fluor sec ou humide jusqu'à 300°C • Majorité des acides dont les acides courants : Ø Chlorhydrique Ø Chromique Ø Fluorhydrique Ø Phosphorique Ø Sulfhydrique Ø Sulfurique Ø Mélange fluorhydrique, nitrique
• Majorité des bases et des sels
"Les dépôts galvaniques ou électrolytiques "
- 173 -
12.6 DOMAINES D'UTILISATION, ELECTROLYTE Les dépôts électrolytiques d'or sont utilisés dans de nombreux secteurs de l'industrie dans des buts très différents. En dorure décorative on s'attache aux critères d'épaisseur, de titre, de couleur et de résistance à la sueur artificielle. Les bains utilisés en décoration se caractérisent par la possibilité d'obtenir différentes teintes par addition d'éléments métalliques. Ainsi, l'adjonction de nickel ou de palladium donne des teintes allant du jaune clair au blanc gris ; l'addition de cuivre conduit à obtenir un dépôt allant vers le rose. L'ajout de cadmium ou d'argent donne une teinte pouvant varier du jaune-vert au vert et le cobalt permet d'obtenir des teintes allant du jaune-orange au jaune-ocre. L'industrie horlogère Suisse a normalisé ces teintes par les appellations 2N - 3N - 2N18 - 4N qui correspondent à des teintes définies par des échantillons contenus dans un coffret vendu en Suisse. L'or est également déposé en film très mince (dorure flash) dont l'épaisseur ne dépasse jamais deux dixièmes de microns. Ce dépôt est toujours appliqué sur un revêtement de nickel brillant, la faible épaisseur d'or permet de conserver la brillance du support. Les applications de la dorure technique s'étendent à différents domaines :
• Semi-conducteur • Circuit imprimé • Conducteur et connecteurs
Pour chaque application, les caractéristiques du dépôt varient et, là encore, on trouve une grande variété d'électrolytes.
"Les dépôts par immersion dans les métaux fondus "
- 174 -
LES DEPOTS PAR IMMERSION DANS LES METAUX FONDUS
1 PRINCIPE
Les pièces à revêtir sont plongées dans un bain de métal fondu porté à une température supérieure au point de fusion de celui-ci, afin de tenir compte du refroidissement provoqué par l'immersion de la pièce. Il faut que les pièces à traiter soient fabriquées dans un alliage fondant à une température nettement supérieure à celle de fusion du métal protecteur. Pratiquement on ne produira des revêtements que de métaux fondant à basse température. Pour obtenir une adhérence suffisamment élevée, les deux métaux doivent présenter une certaine affinité réciproque. Ainsi il se forme, au cours du traitement, une couche intermédiaire d'alliages dont la composition, parfois mal définie, varie progressivement à partir du métal. Le métal de base doit être convenablement mis à nu et de ce fait doit subir les opérations de préparation classiques. On doit éviter la formation d'oxydes à la surface des pièces lors de l'immersion (température élevée) :
• En travaillant à l'abri de l'air (milieux neutres ou réducteurs) • En effectuant un "fluxage" qui permet la transformation des oxydes présents et
facilite le mouillage de la pièce par le métal. La formation du revêtement dépend du bain et des conditions du travail. L'épaisseur du revêtement peut être fonction par exemple de la viscosité du bain, la durée d'immersion la vitesse de remontée des pièces etc. ...
2 PROCÉDÉ DE MÉTALLISATION A CHAUD
Les procédés utilisés couramment à l'échelle industrielle sont :
• La galvanisation (Zn) sur alliage ferreux • L'étamage (Sn) sur alliage ferreux ou sur cuivre et alliages • Le plombage (Pb) sur aciers • L'aluminiage (Al) sur alliage ferreux
Ce sont les deux premiers, galvanisation et étamage qui sont les plus rencontrés.
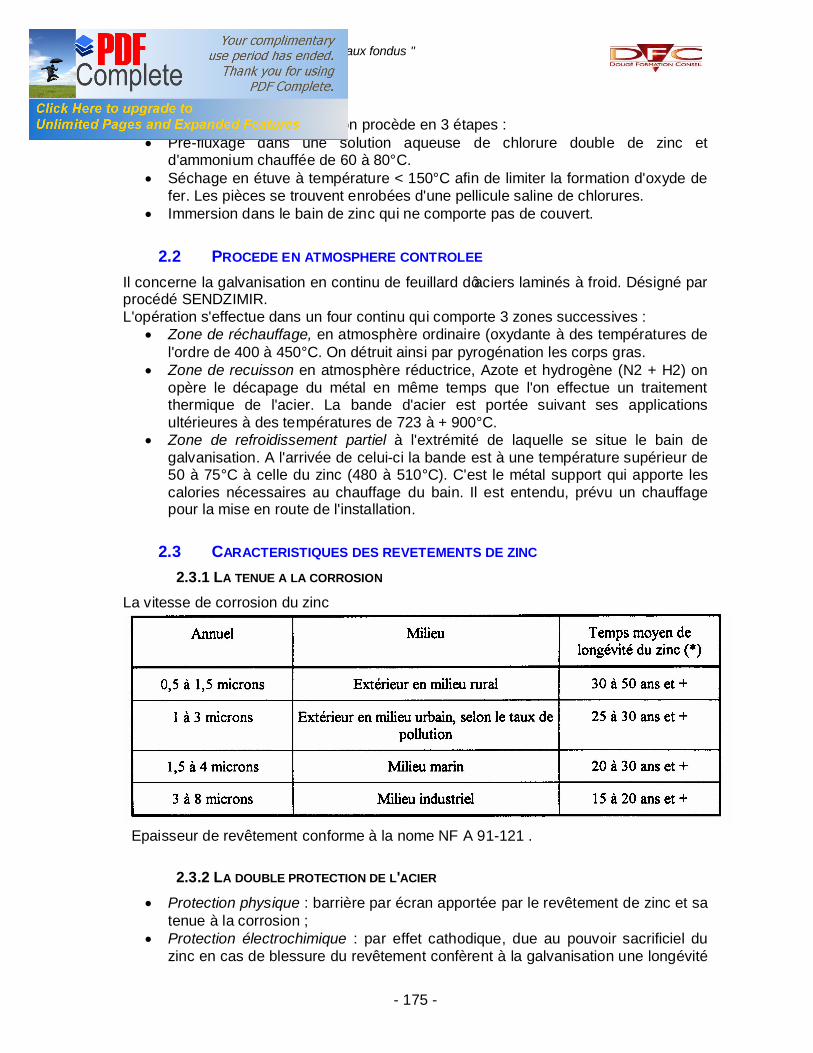
"Les dépôts par immersion dans les métaux fondus "
- 175 -
2.1 PROCEDE A SEC Après préparation de la surface, on procède en 3 étapes :
• Pré-fluxage dans une solution aqueuse de chlorure double de zinc et d'ammonium chauffée de 60 à 80°C.
• Séchage en étuve à température < 150°C afin de limiter la formation d'oxyde de fer. Les pièces se trouvent enrobées d'une pellicule saline de chlorures.
• Immersion dans le bain de zinc qui ne comporte pas de couvert.
2.2 PROCEDE EN ATMOSPHERE CONTROLEE Il concerne la galvanisation en continu de feuillard d’aciers laminés à froid. Désigné par procédé SENDZIMIR. L'opération s'effectue dans un four continu qui comporte 3 zones successives :
• Zone de réchauffage, en atmosphère ordinaire (oxydante à des températures de l'ordre de 400 à 450°C. On détruit ainsi par pyrogénation les corps gras.
• Zone de recuisson en atmosphère réductrice, Azote et hydrogène (N2 + H2) on opère le décapage du métal en même temps que l'on effectue un traitement thermique de l'acier. La bande d'acier est portée suivant ses applications ultérieures à des températures de 723 à + 900°C.
• Zone de refroidissement partiel à l'extrémité de laquelle se situe le bain de galvanisation. A l'arrivée de celui-ci la bande est à une température supérieur de 50 à 75°C à celle du zinc (480 à 510°C). C'est le métal support qui apporte les calories nécessaires au chauffage du bain. Il est entendu, prévu un chauffage pour la mise en route de l'installation.
2.3 CARACTERISTIQUES DES REVETEMENTS DE ZINC 2.3.1 LA TENUE A LA CORROSION
La vitesse de corrosion du zinc
Epaisseur de revêtement conforme à la nome NF A 91-121 .
2.3.2 LA DOUBLE PROTECTION DE L'ACIER • Protection physique : barrière par écran apportée par le revêtement de zinc et sa
tenue à la corrosion ; • Protection électrochimique : par effet cathodique, due au pouvoir sacrificiel du
zinc en cas de blessure du revêtement confèrent à la galvanisation une longévité
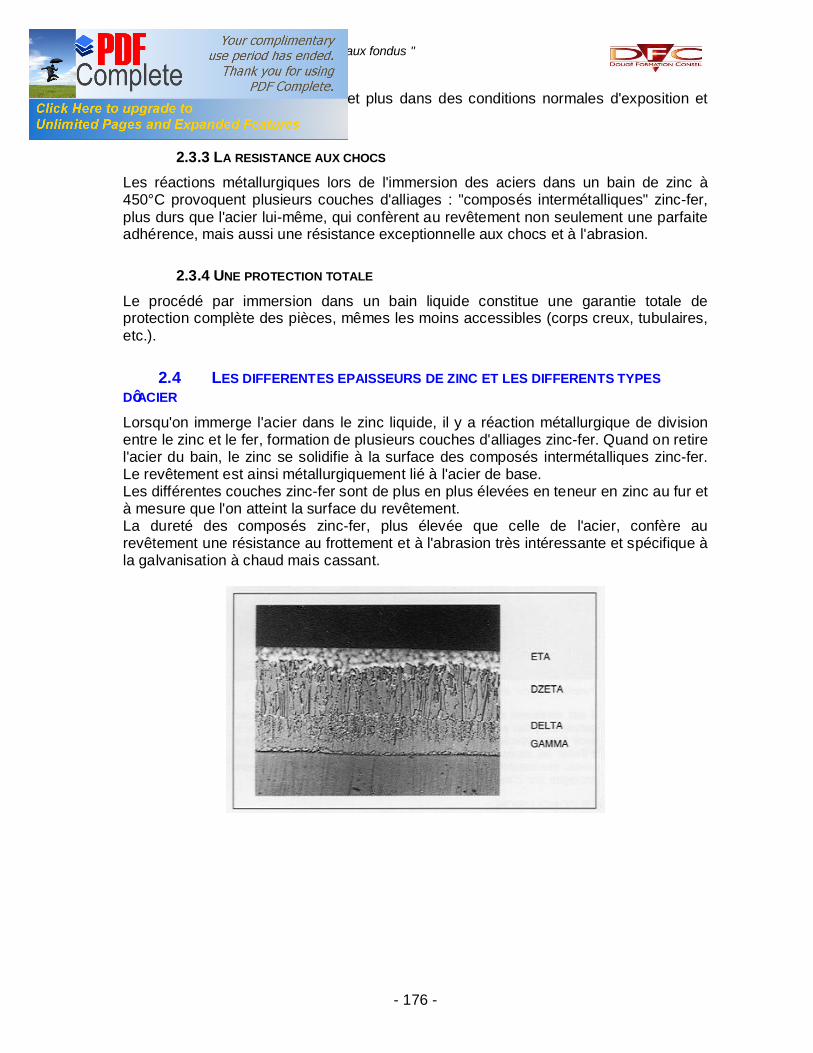
"Les dépôts par immersion dans les métaux fondus "
- 176 -
sans entretien de 30 ans et plus dans des conditions normales d'exposition et d'utilisation.
2.3.3 LA RESISTANCE AUX CHOCS
Les réactions métallurgiques lors de l'immersion des aciers dans un bain de zinc à 450°C provoquent plusieurs couches d'alliages : "composés intermétalliques" zinc-fer, plus durs que l'acier lui-même, qui confèrent au revêtement non seulement une parfaite adhérence, mais aussi une résistance exceptionnelle aux chocs et à l'abrasion.
2.3.4 UNE PROTECTION TOTALE Le procédé par immersion dans un bain liquide constitue une garantie totale de protection complète des pièces, mêmes les moins accessibles (corps creux, tubulaires, etc.).
2.4 LES DIFFERENTES EPAISSEURS DE ZINC ET LES DIFFERENTS TYPES D’ACIER Lorsqu'on immerge l'acier dans le zinc liquide, il y a réaction métallurgique de division entre le zinc et le fer, formation de plusieurs couches d'alliages zinc-fer. Quand on retire l'acier du bain, le zinc se solidifie à la surface des composés intermétalliques zinc-fer. Le revêtement est ainsi métallurgiquement lié à l'acier de base. Les différentes couches zinc-fer sont de plus en plus élevées en teneur en zinc au fur et à mesure que l'on atteint la surface du revêtement. La dureté des composés zinc-fer, plus élevée que celle de l'acier, confère au revêtement une résistance au frottement et à l'abrasion très intéressante et spécifique à la galvanisation à chaud mais cassant.
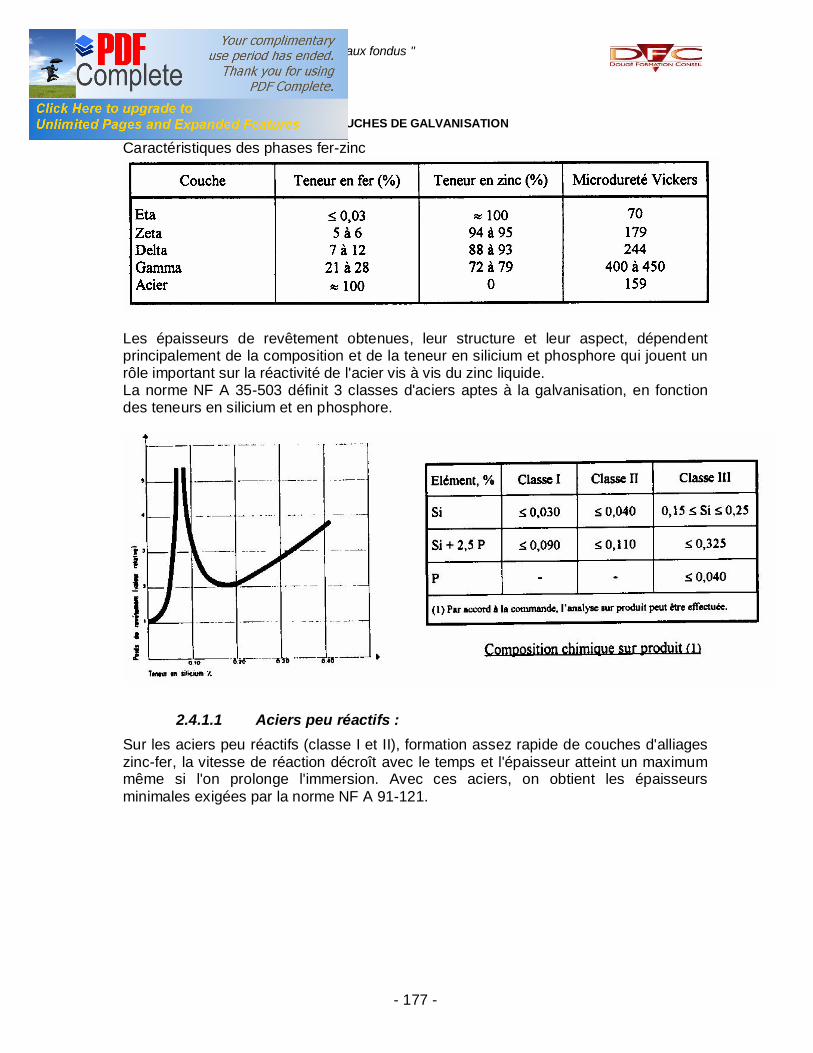
"Les dépôts par immersion dans les métaux fondus "
- 177 -
2.4.1 LES DIFFERENTES COUCHES DE GALVANISATION
Caractéristiques des phases fer-zinc
Les épaisseurs de revêtement obtenues, leur structure et leur aspect, dépendent principalement de la composition et de la teneur en silicium et phosphore qui jouent un rôle important sur la réactivité de l'acier vis à vis du zinc liquide. La norme NF A 35-503 définit 3 classes d'aciers aptes à la galvanisation, en fonction des teneurs en silicium et en phosphore.
2.4.1.1 Aciers peu réactifs : Sur les aciers peu réactifs (classe I et II), formation assez rapide de couches d'alliages zinc-fer, la vitesse de réaction décroît avec le temps et l'épaisseur atteint un maximum même si l'on prolonge l'immersion. Avec ces aciers, on obtient les épaisseurs minimales exigées par la norme NF A 91-121.
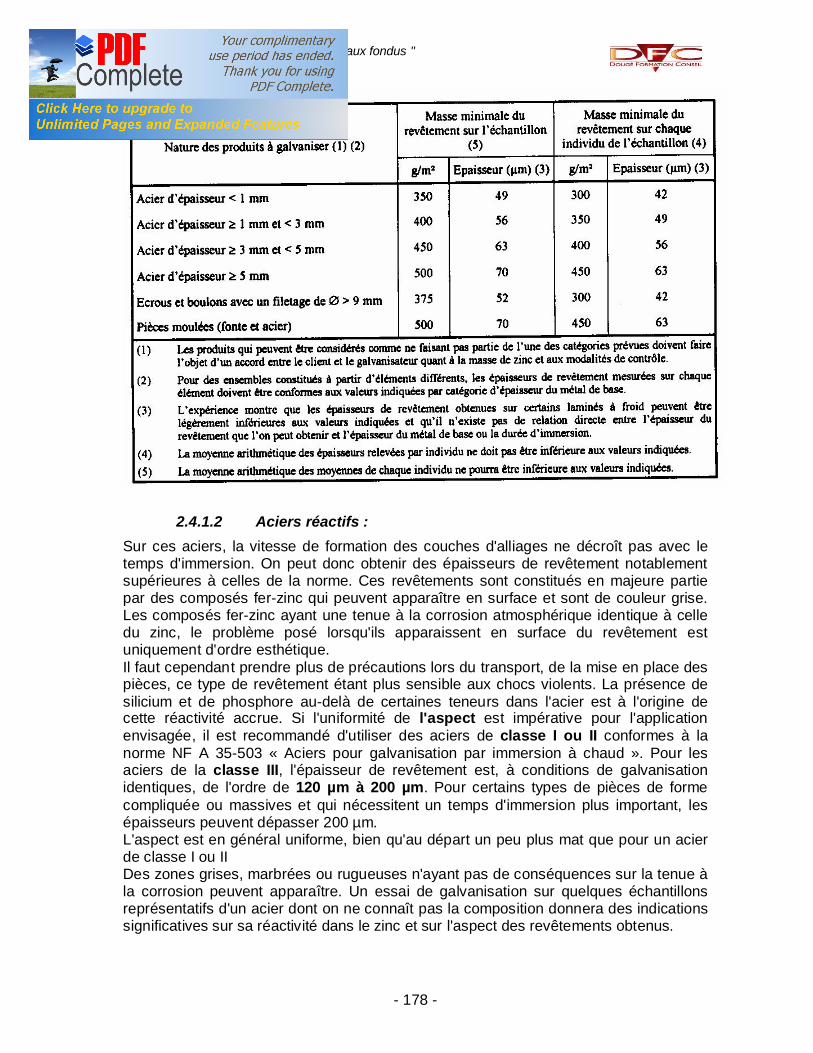
"Les dépôts par immersion dans les métaux fondus "
- 178 -
2.4.1.2 Aciers réactifs : Sur ces aciers, la vitesse de formation des couches d'alliages ne décroît pas avec le temps d'immersion. On peut donc obtenir des épaisseurs de revêtement notablement supérieures à celles de la norme. Ces revêtements sont constitués en majeure partie par des composés fer-zinc qui peuvent apparaître en surface et sont de couleur grise. Les composés fer-zinc ayant une tenue à la corrosion atmosphérique identique à celle du zinc, le problème posé lorsqu'ils apparaissent en surface du revêtement est uniquement d'ordre esthétique. Il faut cependant prendre plus de précautions lors du transport, de la mise en place des pièces, ce type de revêtement étant plus sensible aux chocs violents. La présence de silicium et de phosphore au-delà de certaines teneurs dans l'acier est à l'origine de cette réactivité accrue. Si l'uniformité de l'aspect est impérative pour l'application envisagée, il est recommandé d'utiliser des aciers de classe I ou II conformes à la norme NF A 35-503 « Aciers pour galvanisation par immersion à chaud ». Pour les aciers de la classe III, l'épaisseur de revêtement est, à conditions de galvanisation identiques, de l'ordre de 120 µm à 200 µm. Pour certains types de pièces de forme compliquée ou massives et qui nécessitent un temps d'immersion plus important, les épaisseurs peuvent dépasser 200 µm. L'aspect est en général uniforme, bien qu'au départ un peu plus mat que pour un acier de classe I ou II Des zones grises, marbrées ou rugueuses n'ayant pas de conséquences sur la tenue à la corrosion peuvent apparaître. Un essai de galvanisation sur quelques échantillons représentatifs d'un acier dont on ne connaît pas la composition donnera des indications significatives sur sa réactivité dans le zinc et sur l'aspect des revêtements obtenus.
"Les dépôts par immersion dans les métaux fondus "
- 179 -
2.5 CARACTERISTIQUES DU REVETEMENT DE ZINC SUR TOLES Le procédé de galvanisation combine en une seule étape, le recuit continu de recristallisation de la bande d'acier laminée à froid et son immersion dans un bain de métal fondu. Les lignes de galvanisation sont des installations imposantes. La bande d'acier défile sans arrêt (en continu) dans les zones de traitement.
2.5.1 REVETEMENT DE ZINC PUR La bande recuite est immergée dans le bain de zinc fondu presque pur car il contient 0,15 à 0,20% d'aluminium (en poids) et du plomb en très faible quantité (Pb < 0,10%). L'aluminium est utilisé pour inhiber à l'interface acier - revêtement, la formation de composés intermétalliques Fe-Zn dont la fragilité nuirait à la déformabilité ultérieure du revêtement. Quand au plomb, il permet de jouer sur l'aspect de la cristallisation du revêtement. A la sortie du bain, le revêtement est constitué d'une fine couche solide de Fe2Al5 contenant du zinc, superposée de zinc liquide entraîné lors du passage de la bande. L'essorage par lames d'air ou d'azote oblige une partie du zinc liquide à refluer vers le bain et permet de régler la quantité de revêtement déposée de 30 à 300 g/m2/face soit environ 4 à 40 microns. La solidification du revêtement se produit ensuite grâce à l'utilisation de refroidisseurs à jets d'air placés sur le brin montant de la bande. Si le bain de zinc contient du plomb (Pb> 0,05°%), le revêtement prend un aspect avec des "fleurs" qui sont en fait des grains de zinc constitués de dendrites de solidification. Le revêtement a un aspect métallique assez homogène, sans "fleur" si aucun ajout de plomb n'est fait dans le bain. Une autre méthode pour obtenir un revêtement sans «fleur» consiste à projeter sur le revêtement encore liquide, juste après l'essorage, de la poudre de zinc, provoquant ainsi un très grand nombre de germes de solidification. Le revêtement obtenu a un bon comportement au formage, en particulier lorsqu'il est sans plomb. La présence d'aluminium dégrade un peu son comportement au soudage par rapport à l'électrozingué (usure des électrodes). Après un traitement de surface approprié, il peut se peindre sans problème. Pour obtenir un aspect soigné après mise en peinture, un revêtement sans "fleur" est plutôt recommandé.
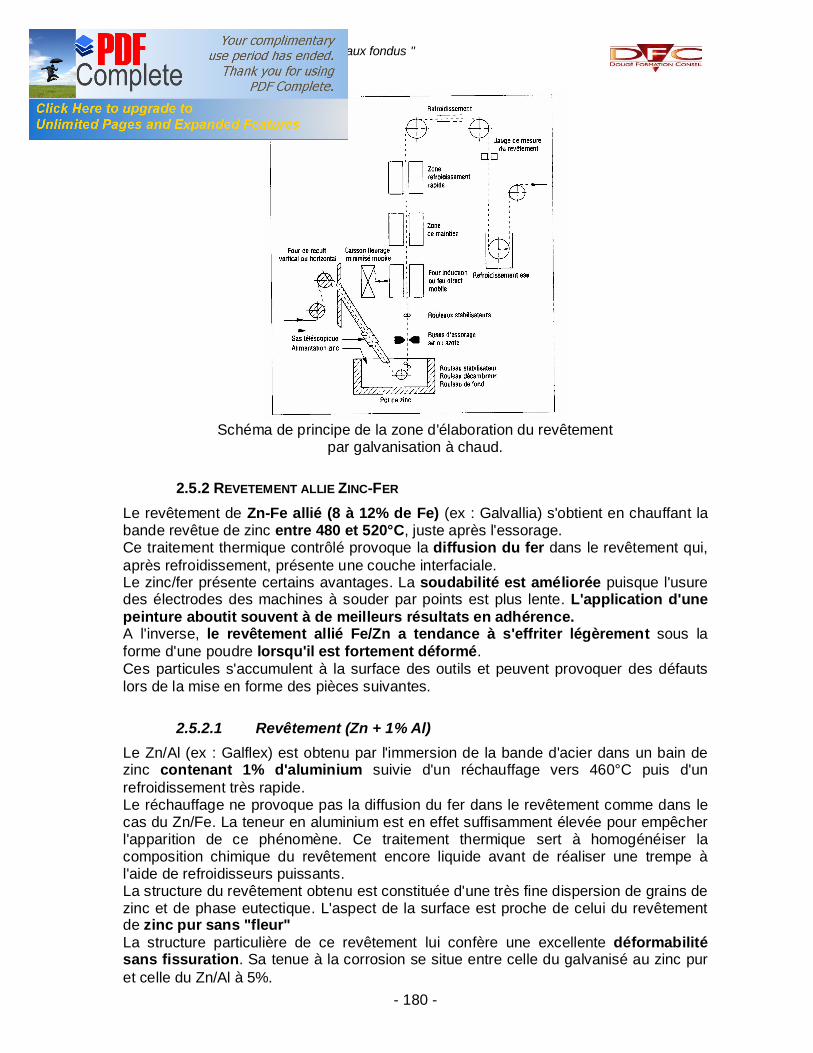
"Les dépôts par immersion dans les métaux fondus "
- 180 -
Schéma de principe de la zone d'élaboration du revêtement
par galvanisation à chaud.
2.5.2 REVETEMENT ALLIE ZINC-FER Le revêtement de Zn-Fe allié (8 à 12% de Fe) (ex : Galvallia) s'obtient en chauffant la bande revêtue de zinc entre 480 et 520°C, juste après l'essorage. Ce traitement thermique contrôlé provoque la diffusion du fer dans le revêtement qui, après refroidissement, présente une couche interfaciale. Le zinc/fer présente certains avantages. La soudabilité est améliorée puisque l'usure des électrodes des machines à souder par points est plus lente. L'application d'une peinture aboutit souvent à de meilleurs résultats en adhérence. A l'inverse, le revêtement allié Fe/Zn a tendance à s'effriter légèrement sous la forme d'une poudre lorsqu'il est fortement déformé. Ces particules s'accumulent à la surface des outils et peuvent provoquer des défauts lors de la mise en forme des pièces suivantes.
2.5.2.1 Revêtement (Zn + 1% Al) Le Zn/Al (ex : Galflex) est obtenu par l'immersion de la bande d'acier dans un bain de zinc contenant 1% d'aluminium suivie d'un réchauffage vers 460°C puis d'un refroidissement très rapide. Le réchauffage ne provoque pas la diffusion du fer dans le revêtement comme dans le cas du Zn/Fe. La teneur en aluminium est en effet suffisamment élevée pour empêcher l'apparition de ce phénomène. Ce traitement thermique sert à homogénéiser la composition chimique du revêtement encore liquide avant de réaliser une trempe à l'aide de refroidisseurs puissants. La structure du revêtement obtenu est constituée d'une très fine dispersion de grains de zinc et de phase eutectique. L'aspect de la surface est proche de celui du revêtement de zinc pur sans "fleur" La structure particulière de ce revêtement lui confère une excellente déformabilité sans fissuration. Sa tenue à la corrosion se situe entre celle du galvanisé au zinc pur et celle du Zn/Al à 5%.
"Les dépôts par immersion dans les métaux fondus "
- 181 -
2.5.2.2 Revêtement (Zn + 5% Al)
Le Zn/Al 5% (ex : Galfan) est obtenu par immersion de la bande d'acier dans un bain de zinc contenant 5% d'aluminium. Cette composition correspond à celle de l'eutectique, point caractéristique du diagramme d'équilibre des alliages Al-Zn. Après refroidissement, la structure du revêtement obtenu est du type eutectique lamellaire (alternance de fines lamelles de zinc et d'aluminium) avec localement des cristaux d'une phase riche en zinc. Comme dans le cas du "Galflex", la plus grande teneur en aluminium du bain empêche le développement de composés intermétalliques à l'interface acier-revêtement. Grâce à sa structure et à l'absence de phase interfaciale, ce revêtement a une excellente formabilité, une très bonne adhérence et un coefficient de frottement faible qui facilite son glissement sous les outils. Son niveau de protection contre la corrosion est au moins deux fois supérieur à celui du revêtement de zinc pur. Au bout de quelques mois d'exposition sa surface se patine et devient plus terne. La notion de "fleur" n'existe pas en Galfan mais la surface peut présenter selon les conditions de refroidissement, un léger relief au niveau des joints de grains eutectiques. La surface en "peau d'orange" qui en résulte est parfois gênante pour obtenir l'aspect recherché après peinture. La soudabilité du Galfan est équivalente à celle d'un acier revêtu de zinc pur mais la présence d'aluminium accélère l'usure des électrodes.
2.5.2.3 Revêtement Galvalume (Zn + 55% Al + 1,5% Si) Le Galvalume est obtenu par immersion de la bande d'acier dans un bain contenant 55% d'aluminium. L'opération s'effectue à une température plus élevée (610°C environ). Dans ces conditions, il est nécessaire de limiter la réaction entre le fer et l'aluminium par l'ajout de 1,5% de silicium. Il se forme alors un alliage Fe-Al-Si-Zn à l'interface acier - revêtement. Après refroidissement, le galvalume présente une structure biphasée (une phase riche en Zn et une phase riche en Al) et une couche interfaciale notable. Des aiguilles de silicium peuvent aussi être observées. Ce revêtement a une très bonne résistance à la corrosion mais la protection cathodique des tranches cisaillées n'est plus assurée. Son aspect de surface est très lisse avec un "fleurage", régulier. Sa formabilité est assez bonne malgré la couche d'alliage interfacial qui a tendance à fissurer.
"Les conversions chimiques "
- 182 -
LES.CONVERSIONS CHIMIQUES
1 LES PHOSPHATATIONS
1.1 PHOSPHATATION AMORPHE Ce traitement représente la préparation avant peinture de la plupart des objets manufacturés de fer. Il s'emploie aussi sur l'aluminium et sur zinc. Les bains sont des solutions de phosphates de sodium, de potassium ou d'ammonium. Le dépôt est un mélange d'oxydes et de phosphates du métal traité.
1.1.1 QUALITES DE LA COUCHE PHOSPHATEE 1.1.1.1 Sur acier
La couche est un mélange d'oxyde de fer et de phosphate de fer (1 g/m²) dont la couleur va de jaune irisé à bleu. L'anticorrosion est moyenne si le métal est peint L'utilisation en protection temporaire en atmosphère sèche est possible. Il s’agit d’une protection pour pièces intérieures peintes.
1.1.1.2 Sur aluminium La couche fait moins de 0,3 g/m2. Elle est quasi inexistante, il s’agit plus d’une attaque du métal afin de permettre l’adhérence de la peinture.
1.1.1.3 Sur zinc La couche de phosphate de zinc (0,1 à 2 g/m2) a de bonnes propriétés d'adhérence et d'anticorrosion : 300 heures au B.S. après peinture obtenu facilement.
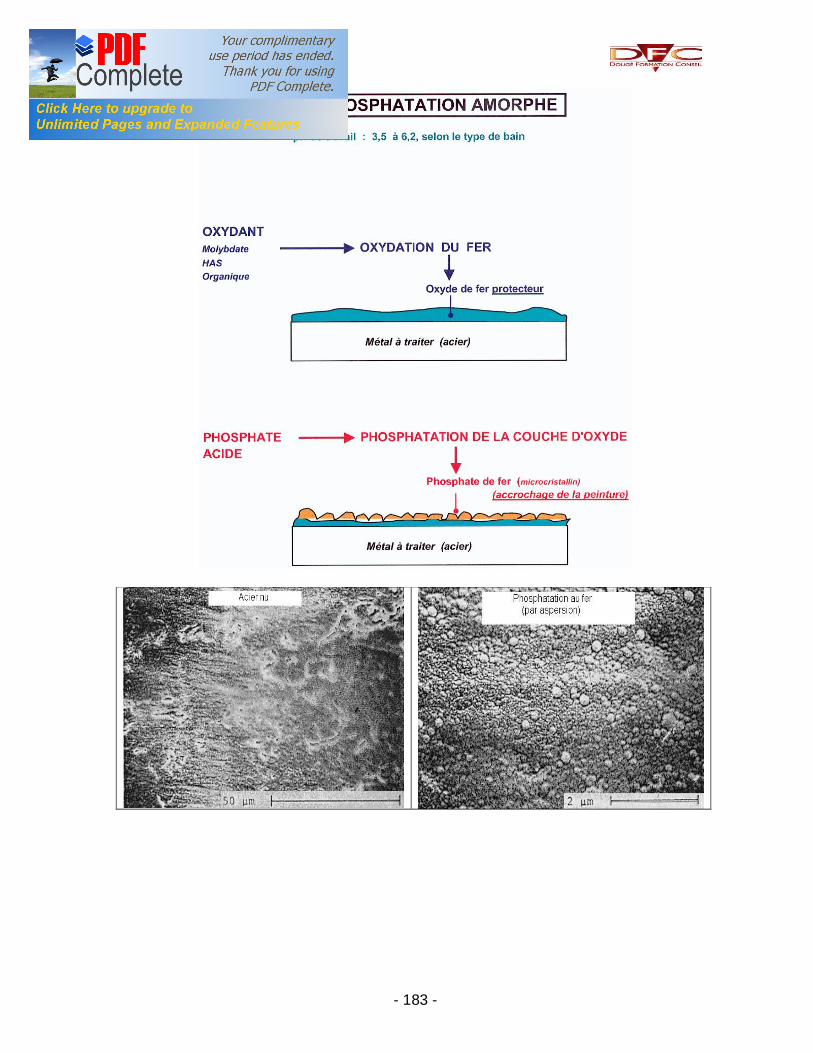
"Les conversions chimiques "
- 183 -
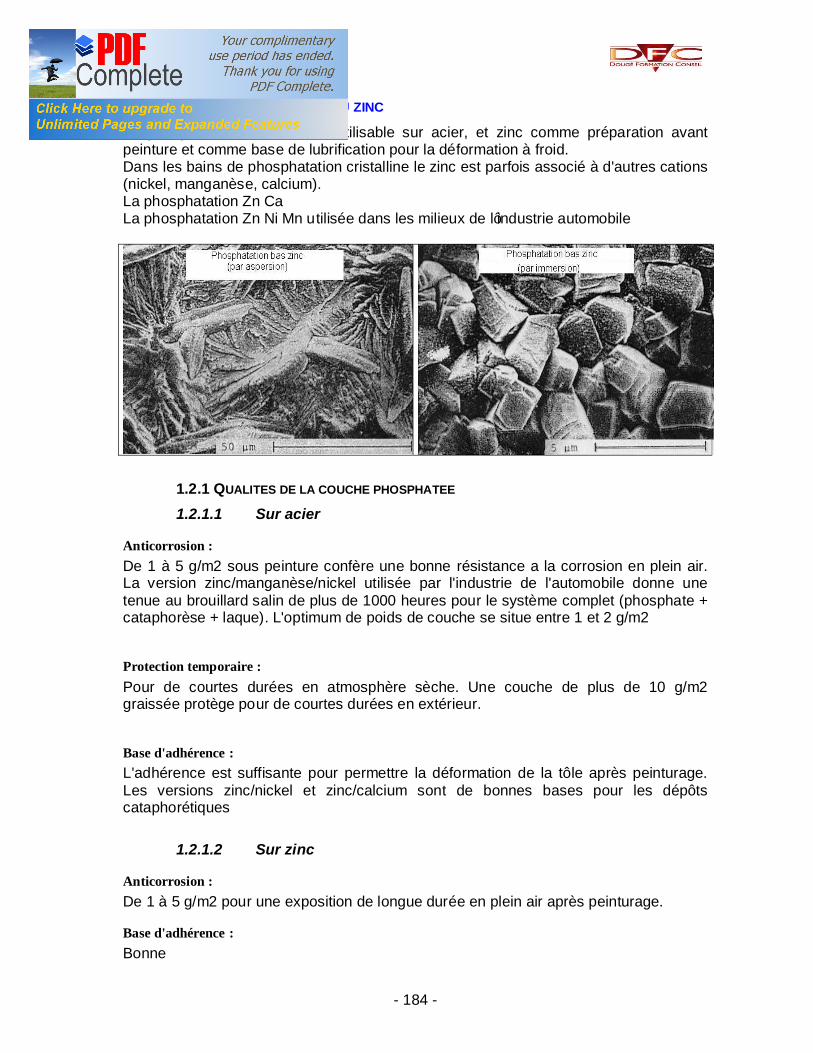
"Les conversions chimiques "
- 184 -
1.2 PHOSPHATATION AU ZINC La phosphatation au zinc est utilisable sur acier, et zinc comme préparation avant peinture et comme base de lubrification pour la déformation à froid. Dans les bains de phosphatation cristalline le zinc est parfois associé à d'autres cations (nickel, manganèse, calcium). La phosphatation Zn Ca La phosphatation Zn Ni Mn utilisée dans les milieux de l’industrie automobile
1.2.1 QUALITES DE LA COUCHE PHOSPHATEE 1.2.1.1 Sur acier
Anticorrosion : De 1 à 5 g/m2 sous peinture confère une bonne résistance a la corrosion en plein air. La version zinc/manganèse/nickel utilisée par l'industrie de l'automobile donne une tenue au brouillard salin de plus de 1000 heures pour le système complet (phosphate + cataphorèse + laque). L'optimum de poids de couche se situe entre 1 et 2 g/m2
Protection temporaire : Pour de courtes durées en atmosphère sèche. Une couche de plus de 10 g/m2 graissée protège pour de courtes durées en extérieur.
Base d'adhérence : L'adhérence est suffisante pour permettre la déformation de la tôle après peinturage. Les versions zinc/nickel et zinc/calcium sont de bonnes bases pour les dépôts cataphorétiques
1.2.1.2 Sur zinc
Anticorrosion : De 1 à 5 g/m2 pour une exposition de longue durée en plein air après peinturage.
Base d'adhérence : Bonne
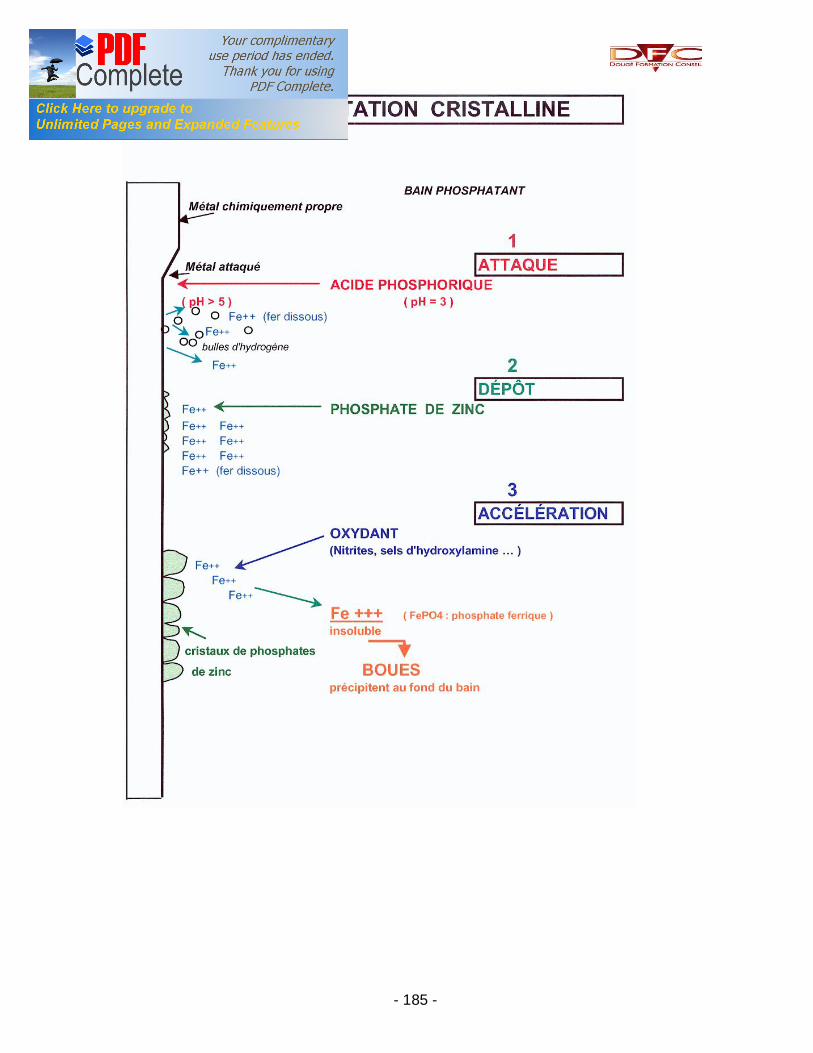
"Les conversions chimiques "
- 185 -
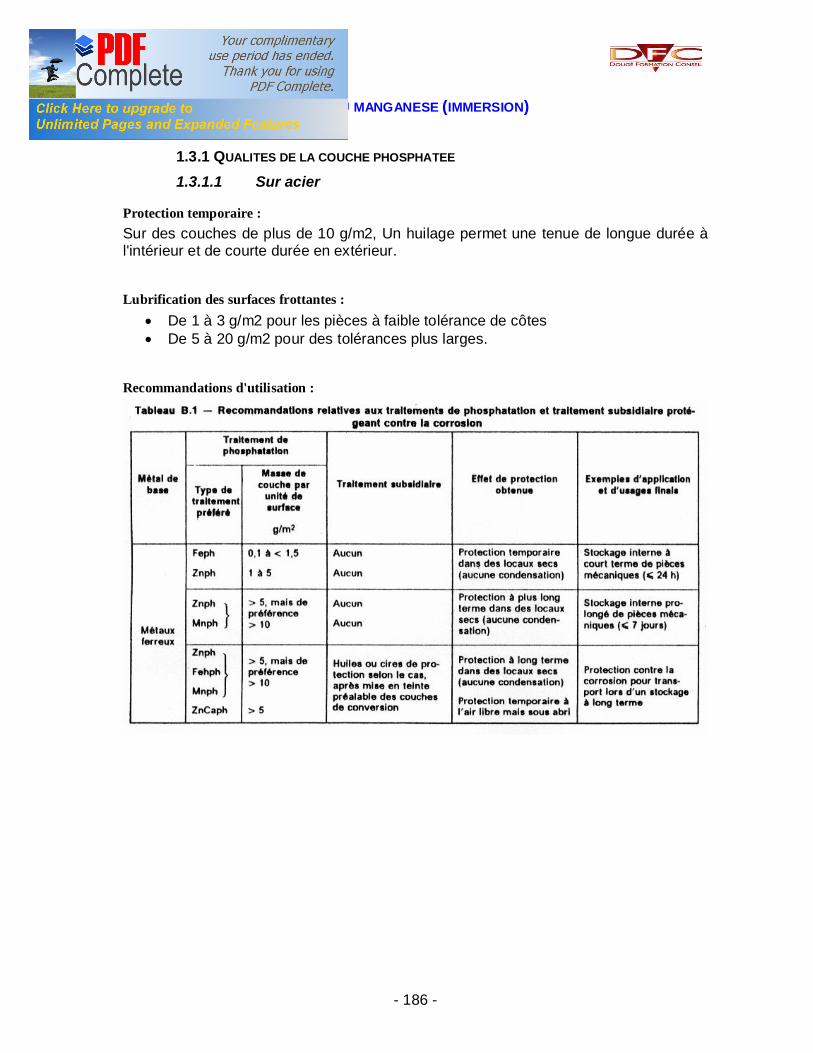
"Les conversions chimiques "
- 186 -
1.3 PHOSPHATATION AU MANGANESE (IMMERSION)
1.3.1 QUALITES DE LA COUCHE PHOSPHATEE 1.3.1.1 Sur acier
Protection temporaire : Sur des couches de plus de 10 g/m2, Un huilage permet une tenue de longue durée à l'intérieur et de courte durée en extérieur.
Lubrification des surfaces frottantes : • De 1 à 3 g/m2 pour les pièces à faible tolérance de côtes • De 5 à 20 g/m2 pour des tolérances plus larges.
Recommandations d'utilisation :
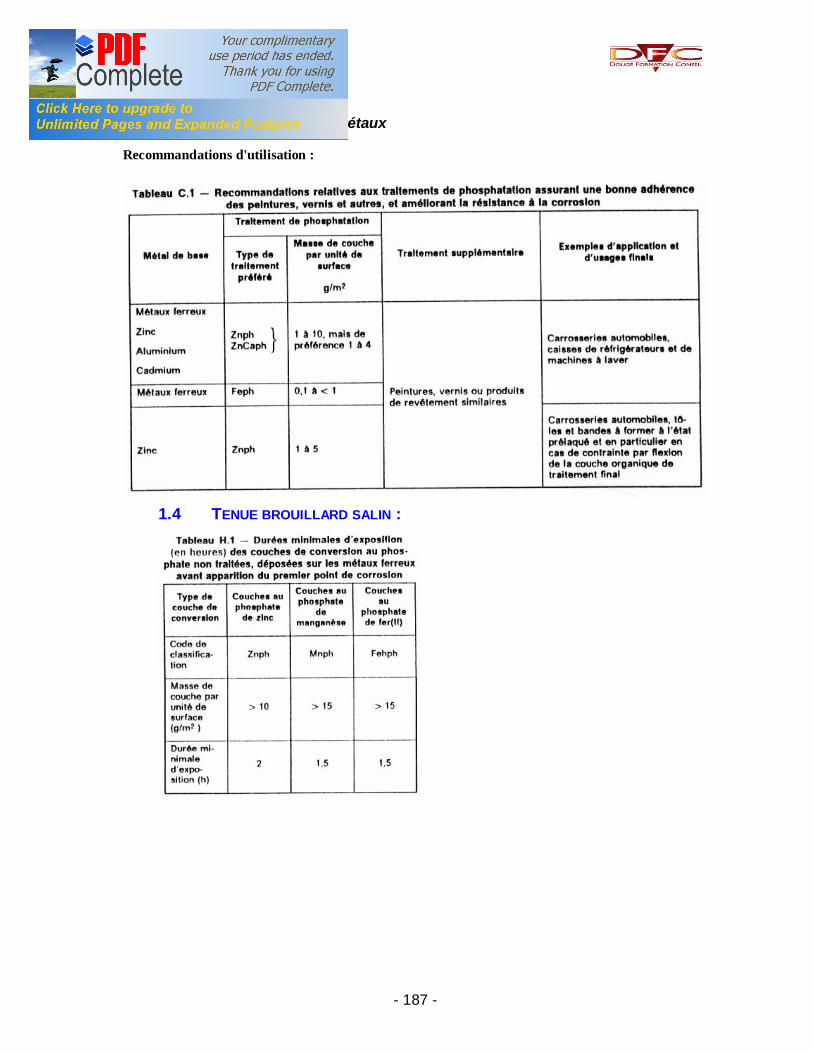
"Les conversions chimiques "
- 187 -
1.3.1.2 Sur autres métaux
Recommandations d'utilisation :
1.4 TENUE BROUILLARD SALIN :
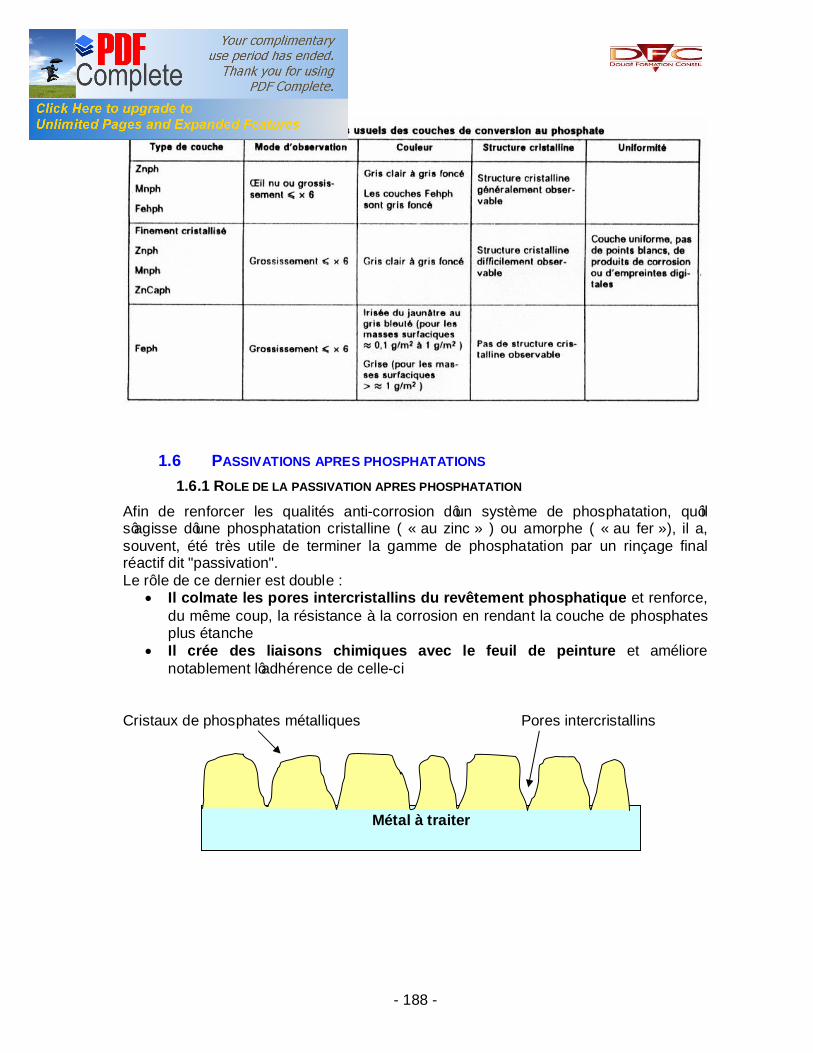
"Les conversions chimiques "
- 188 -
1.5 ASPECT
1.6 PASSIVATIONS APRES PHOSPHATATIONS 1.6.1 ROLE DE LA PASSIVATION APRES PHOSPHATATION
Afin de renforcer les qualités anti-corrosion d’un système de phosphatation, qu’il s’agisse d’une phosphatation cristalline ( « au zinc » ) ou amorphe ( « au fer »), il a, souvent, été très utile de terminer la gamme de phosphatation par un rinçage final réactif dit "passivation". Le rôle de ce dernier est double :
• Il colmate les pores intercristallins du revêtement phosphatique et renforce, du même coup, la résistance à la corrosion en rendant la couche de phosphates plus étanche
• Il crée des liaisons chimiques avec le feuil de peinture et améliore notablement l’adhérence de celle-ci
Cristaux de phosphates métalliques Pores intercristallins
Métal à traiter
"Les conversions chimiques "
- 189 -
1.6.2 LES PASSIVATIONS CHROMIQUES Ces rôles étaient parfaitement joués par les sels de chrome qui se répartissaient ainsi :
• Les chromes trivalents précipitaient dans les pores situés entre les cristaux de phosphates métalliques en formant des phosphates de chrome insolubles.
• Les chromes hexavalents formaient une couche extérieure riche en liaisons polaires.
• La toxicité des sels de chrome (toxicité immédiate par empoisonnement et caractère fortement cancérigène à plus long terme) et leur interdiction à partir de 2007 ont amené la création de systèmes de passivation après phosphatation qui ne contenaient pas de chrome ni, bien sûr, d’autres substances toxiques.
A ce jour, les passivants chromiques ont complètement disparus des pays tels que l’Allemagne, l’Autriche, les Pays Bas. En France, ils ne représentent plus qu’environ, 10 % des passivants utilisés et ce chiffre est en constante diminution.
1.6.3 LES PASSIVATIONS SANS CHROME Le principe de fonctionnement reste identique à celui qui a été mentionné au chapitre précédent :
• Formation d’un composé insoluble qui va colmater les pores intercristallins de la couche phosphatique et la rendre étanche
• Dépôt d’un composé chimiquement lié aux phosphates métalliques (zinc ou fer) qui procurera des liaisons avec les systèmes de peinture
Elles peuvent se répartir en 2 catégories :
1.6.3.1 Les passivations à base de silanes. Ce sont des produits relativement simples d’utilisation dont les performances, très honorables, sont un peu inférieures à celles des passivants chromiques. Leur principal avantage se situe au niveau de la mise en œuvre : leur pH neutre ou alcalin leur permet de travailler dans les anciennes installations en acier qui servaient, auparavant, aux produits chromiques. La concentration de travail varie de 0,5 % à 1 %
1.6.3.2 Les passivations au fluorure de zirconium Ceux sont désormais les plus répandus en Europe. Ils sont basés sur la chimie des acides ou sels de fluor et de zirconium. Ils travaillent à des pH de l’ordre de 4 à 5. Ils sont plus sensibles que les bains chromiques à la pollution par le fer (< 10 mg/l) et le
Métal à traiter
Passivant Liaisons avec les peintures
"Les conversions chimiques "
- 190 -
zinc (< 50 mg/l). Leurs performances sont comparables à celles des procédés à base de chrome. Leur mode d’action est le suivant :
• Ils attaquent légèrement la couche de phosphates grâce à l’action de fluorures • Ils forment, avec les phosphates préalablement mis en solution, des phosphates
de zirconium insolubles qui se logent dans les pores intercristallins. • Ils recouvrent les cristaux d’une fine couche de conversion de type oxyde de
zirconium qui améliore la protection et les liaisons avec les peintures. • Le zirconium étant un métal non toxique (il n’est pas répertorié comme métal
lourd et n’est, aujourd’hui, même pas normé en ce qui concerne son éventuelle concentration dans les effluents rejetés) et les fluorures étant aisément précipités dans les stations physico-chimiques de traitement des effluents sous forme de fluorure de calcium, inoffensif et rigoureusement insoluble, ces procédés ne posent aucun problème en matière d’environnement.
Le seul inconvénient réside dans la nécessité d’utiliser un stade de passivation construit en acier inoxydable (de préférence en AISI 316 L ) afin d’éviter l’attaque de l’acier qui, bien que très lente, risque de mettre des ions ferreux en solution.
2 CHROMATATIONS
Le zinc, le cadmium, l'aluminium, le cuivre et ses alliages, l'argent, le magnésium sont chromatables. Dans le bain la source de chrome peut être un bichromate, l'acide chromique ou un sel de chrome. La couche de chromatation supportant mal les températures supérieures à 60°C, la déshydrogénation des pièces doit précéder la chromatation. Le zinc, le cadmium, l'aluminium, et le cuivre se chromatent en bains acides ainsi que le magnésium lorsqu'on ne craint pas les pertes dimensionnelles. Sur zinc, les bains activés aux fluorures forment une couche bleutée, ceux aux formiates présentent une coloration plus verte. Les teintes noires sont obtenues en incorporant à la solution des ions cuivre ou argent.
2.1 PROPRIETES DES COUCHES CHROMATEES APRES STABILISATION La couche fraîchement préparée est assez fragile et en pleine évolution de structure, pour cette raison il est souvent recommandé de laisser 24 heures de maturation avant manipulation. Cependant il faut rappeler que par crainte des souillures de nombreuses spécifications techniques imposent un délai maximum de 2 heures entre traitement de surface et peinturage ou collage.
"Les conversions chimiques "
- 191 -
2.2 COULEURS Sur zinc la teinte va d'incolore à noire en passant par le jaune, le bleu et le vert selon les constituants du bain et l'épaisseur du dépôt. Le cadmium développe plutôt des tons bruns (de jaune à brun foncé). Sur aluminium on va d'incolore à brun avec une forte influence de la nature de l'alliage. Couleur brune également sur magnésium.
2.3 SOUDABILITE Les chromatations claires (minces), conservent la soudabilité.
2.4 BASE D'ADHERENCE DES PEINTURES Les chromatations sont de bonnes bases pour peinturages, elles présentent la propriété de s'autocicatriser en cas de blessure de la couche peinte ; les chromates étant partiellement solubles viennent repassiver les zones découvertes par l'avarie du feuil.
2.5 EVALUATION AU BROUILLARD SALIN DE LA RESISTANCE A LA CORROSION Sur plusieurs métaux la résistance est assez bonne pour envisager l'emploi brut de chromatation sans autre finition (Voir dépôt de zinc et cadmium)
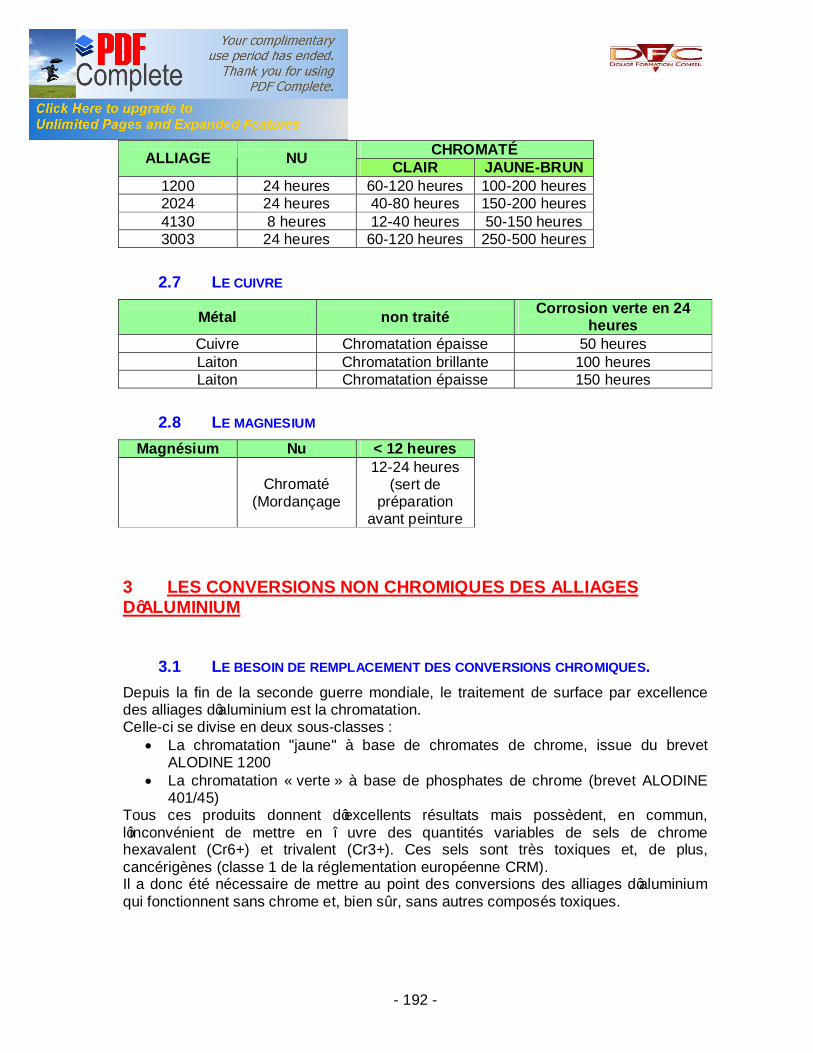
"Les conversions chimiques "
- 192 -
2.6 L'ALUMINIUM CHROMATÉ ALLIAGE NU CLAIR JAUNE-BRUN
1200 24 heures 60-120 heures 100-200 heures 2024 24 heures 40-80 heures 150-200 heures 4130 8 heures 12-40 heures 50-150 heures 3003 24 heures 60-120 heures 250-500 heures
2.7 LE CUIVRE
Métal non traité Corrosion verte en 24 heures
Cuivre Chromatation épaisse 50 heures Laiton Chromatation brillante 100 heures Laiton Chromatation épaisse 150 heures
2.8 LE MAGNESIUM Magnésium Nu < 12 heures
Chromaté (Mordançage
12-24 heures (sert de
préparation avant peinture
3 LES CONVERSIONS NON CHROMIQUES DES ALLIAGES D’ALUMINIUM
3.1 LE BESOIN DE REMPLACEMENT DES CONVERSIONS CHROMIQUES. Depuis la fin de la seconde guerre mondiale, le traitement de surface par excellence des alliages d’aluminium est la chromatation. Celle-ci se divise en deux sous-classes :
• La chromatation "jaune" à base de chromates de chrome, issue du brevet ALODINE 1200
• La chromatation « verte » à base de phosphates de chrome (brevet ALODINE 401/45)
Tous ces produits donnent d’excellents résultats mais possèdent, en commun, l’inconvénient de mettre en œuvre des quantités variables de sels de chrome hexavalent (Cr6+) et trivalent (Cr3+). Ces sels sont très toxiques et, de plus, cancérigènes (classe 1 de la réglementation européenne CRM). Il a donc été nécessaire de mettre au point des conversions des alliages d’aluminium qui fonctionnent sans chrome et, bien sûr, sans autres composés toxiques.
"Les conversions chimiques "
- 193 -
3.2 LES DIFFERENTES CONVERSIONS NON CHROMIQUES Elles se répartissent en fonction du métal utilisé en :
• conversion à base de zirconium (brevet ALODINE 4830) • conversion à base de titane (brevet ALODINE 2840) • conversions mixtes titane/zirconium • conversion à base de cobalt (brevet ALODINE 2600)
Contrairement à la plupart des procédés de chromatation, toutes les conversions non chromiques peuvent être employées, ou non, en combinaison avec un polymère organique réactif (il réagit chimiquement avec la couche de conversion pour former un complexe organo-minéral). Du fait de la grande simplicité d’emploi des conversions chromiques, les produits de conversion non chromiques investissent le marché assez lentement. Toutefois, en raison de l’annonce de l’interdiction totale des produits chromiques, au plus tard, en 2007, cette tendance s’accélère nettement.
3.3 LES CONVERSIONS ZIRCONIUM OU ZIRCONIUM + POLYMERE
3.3.1 DOMAINE D’UTILISATION Ce sont, actuellement, les plus répandues. Leur technologie est désormais très bien maîtrisée et les résultats obtenus sur les installations industrielles sont constants et fiables. On les rencontre en aéronautique, dans l’architecture (menuiserie aluminium), dans l’électronique et dans les équipements automobiles.
3.3.2 PRINCIPE DE FONCTIONNEMENT Ces produits contiennent un acide ou un sel fluoré de zirconium ainsi qu’un polymère organique.
• Le zirconium est responsable de la résistance à la corrosion • Les fluorures permettent l’attaque initiale de l’aluminium puis les réactions de
complexation. • Le polymère organique réagit, d’une part avec le complexe de zirconium et,
d’autre part, avec la peinture : Ø Il renforce les performances anti-corrosion du système Ø Il améliore l’accrochage de la peinture grâce à ses liaisons chimiques
spécifiques
3.3.3 REACTIONS MISES EN ŒUVRE
Attaque de l’aluminium : 2 Al + 6 H+ 2 Al3+ + 3 H2
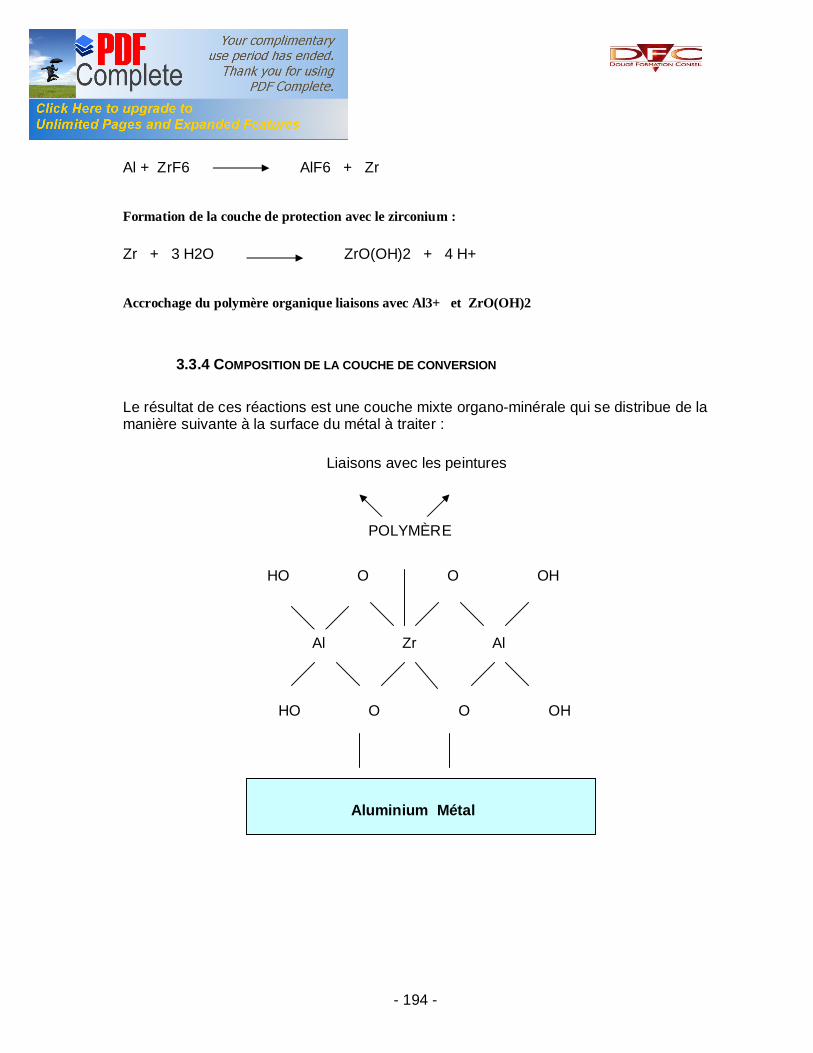
"Les conversions chimiques "
- 194 -
Complexation de l’aluminium : Al + ZrF6 AlF6 + Zr
Formation de la couche de protection avec le zirconium : Zr + 3 H2O ZrO(OH)2 + 4 H+
Accrochage du polymère organique liaisons avec Al3+ et ZrO(OH)2
3.3.4 COMPOSITION DE LA COUCHE DE CONVERSION Le résultat de ces réactions est une couche mixte organo-minérale qui se distribue de la manière suivante à la surface du métal à traiter :
Aluminium Métal
Liaisons avec les peintures
POLYMÈRE
HO O O OH
Al Al Zr
HO O O OH
"Les conversions chimiques "
- 195 -
3.3.5 LES CONVERSIONS TITANE OU TITANE + POLYMERE Leur fonctionnement et les réactions mises en œuvre sont analogues à ceux des produits travaillant au zirconium. Toutefois, les polymères organiques utilisés sont nettement différents. Le domaine d’application est strictement automobile, soit pour la préparation avant soudure ou collage de pièces en aluminium (titane seul, sans polymère), soit pour le traitement de carrosseries entièrement réalisées en aluminium (AUDI A2 et A8) avant passage en cataphorèse (titane + polymère).
3.3.6 LES CONVERSIONS AU COBALT Ce procédé, qui assure une excellente protection anti-corrosion, même en l’absence de système de peinture (comme c’était le cas avec les chromatations de type ALODINE 1200) est, à ce jour, réservé à l’aéronautique. Sa diffusion risque d’être limitée en raison du classement probable des complexes de cobalt comme produits toxiques.
3.3.7 RESULTATS OBTENUS Sur les procédés de conversion les plus répandus (Zirconium + Polymère), la couche réalisée se présente sous un aspect allant de l’incolore au jaune irisé très pâle. Cette quasi absence de couleur présente une difficulté pour apprécier visuellement la qualité ou même la présence de la couche de conversion. Le poids de couche, mesuré par dissolution dans une solution d’acide oxalique N (63 g/litre), pendant 10 mn à 25°C, se situera entre 20 et 100 mg/m² La conversion au Zirconium a fait l’objet d’un Label QUALICOAT
3.3.8 PRECAUTIONS D’UTILISATION Les procédés non chromiques de conversion des alliages d’aluminium possèdent, en contreparties de leur innocuité, deux contraintes d’utilisation qui n’affectaient pas les procédés de chromatation :
• ils sont plus sensibles à la pollution par les ions métalliques étrangers, en particulier, le fer. Les concentrations maximales admissibles des principaux polluants sont les suivantes : Ø Aluminium : < 500 mg/l
"Les conversions chimiques "
- 196 -
Ø Fer : < 10 mg/l Ø Calcium : < 50 mg/l Ø Magnésium : < 25 mg/l Ø Zinc : < 300 mg/l Ø Chrome : < 1 mg/l (d’où la nécessité de nettoyer et de décontaminer
parfaitement une installation qui a servi à la chromatation, avant de la mettre en service avec des produits non chromiques)
• Leur suivi doit être plus rigoureux (analogue au suivi d’un bain de phosphatation)
4 BRUNISSAGE
4.1.1 OXYDATION DES ACIERS C'est le noircissement alcalin, le "Brunissage" ou encore le "bronzage". Le bain contient environ 1 kg/litre de soude et 300 g/l de nitrate ou de nitrite. L'opération dure au minimum 30 min à l'ébullition (140°C). Ce traitement n'amène qu'une protection temporaire limitée. La tenue au brouillard salin est d'environ 1/2 heure. La résistance mécanique superficielle est bonne. Le métal conserve sa soudabilité. Les surfaces traitées doivent être huilées régulièrement car la quantité d'huile retenue est faible.
4.1.2 OXYDATION DU CUIVRE En milieu sodique a chaud (95°C) en présence d'hypochlorite, chlorite, chlorate, persulfate se forme de l'oxyde de cuivre noir utilisable dans les instruments d'optiques.
5 PASSIVATION SUR INOX
5.1 ROLE DES OPERATIONS DE "DEGRAISSAGE, DECAPAGE, DECONTAMINATION, PASSIVATION" La propreté de surface et la bonne qualité de la couche passive des aciers inoxydables sont des facteurs importants pour leur bonne tenue à la corrosion. Ces caractéristiques superficielles peuvent être altérées au cours des différentes opérations de fabrication (mise en forme, meulage, soudage...).
"Les conversions chimiques "
- 197 -
Les traitements de surface suivants sont destinés à maintenir ou à rétablir les propriétés initiales.
5.1.1 DEGRAISSAGE Il permet d'éliminer les corps gras tels que les huiles de laminage, les lubrifiants d'emboutissage et d'usinage, les produits de polissage mais aussi les simples traces de doigts. Certains de ces résidus graisseux peuvent présenter un caractère corrosif et il est souvent préférable de les éliminer dans le cas d'un stockage entre les différents stades de la fabrication (mise en forme, découpage, usinage...). Il est très important de dégraisser correctement les pièces avant certaines opérations de fabrication : soudage, traitement thermique, décapage, décontamination et passivation. En effet, des traces de graisse peuvent entraîner par chauffage, d'une part la formation d'oxydes difficiles à éliminer, et d'autre part provoquer une carburation de la surface par craquage du film gras. Cette carburation peut sensibiliser le matériau à la corrosion intergranulaire. Les traces de graisse peuvent également provoquer des hétérogénéités de décapage et de passivation. L'opération de dégraissage est bien souvent une phase préliminaire indispensable avant tout autre traitement de surface. Différents procédés peuvent être utilisés en fonction des impératifs techniques et économiques : type et quantité de graisse, degré de propreté désiré, prix de revient du traitement et des produits usés, législation en hygiène et sécurité... Les principaux procédés et leurs caractéristiques sont les suivants :
• - dégraissage aux solvants : séchage rapide, bonne efficacité sur les graisses minérales et les produits de polissage, bien adapté aux pièces très grasses, matériel onéreux pour respecter les impositions en hygiène et sécurité
• - dégraissage chimique : nettoyage poussé (sauf pour les graisses d'origine minérale), peut être réalisé sur des pièces de grandes dimensions par aspersion, possibilité au trempé d'utiliser un générateur d'ultrasons pour faciliter le nettoyage des pièces de forme complexe ;
• - dégraissage électrolytique : dégraissage très poussé plutôt utilisé en fin de fabrication qui nécessite bien souvent un prédégraissage chimique.
5.1.2 DECAPAGE
L'opération de "décapage des aciers inoxydables en fabrication est destinée à éliminer essentiellement l'oxydation superficielle (oxydes et sous-couche appauvrie en chrome) provoquée par les différentes opérations à chaud suivantes :
• - transformation : laminage à chaud, forgeage, chaudronnerie... • - soudage,
"Les conversions chimiques "
- 198 -
• - traitement thermique : recuit, trempe... destiné à conférer une structure et des propriétés adaptées à la mise en oeuvre (laminage à froid, étirage...) et aux conditions d'emploi (résistance à la corrosion et caractéristiques mécaniques).
Cette couche d'oxydes, non protectrice par sa composition et sa porosité (cas des oxydes se produisant en atmosphère réductrice ou alternativement réductrice - oxydante), peut amorcer une corrosion caverneuse. Les caractéristiques de cette calamine vont bien sûr dépendre des conditions de réalisation des opérations à chaud :
• En traitement thermique ; Une atmosphère franchement oxydante produira une calamine qui s'éliminera facilement au décapage. L'utilisation d'une atmosphère contrôlée (vide, ammoniac craqué pour les austénitiques, azote pour les martensitiques et ferritiques) évitera la formation de la calamine.
• En soudage (TIG, MIG) ; L'utilisation de gaz inertes (argon, hélium...) limitera la production d'oxydes ; la protection « envers » est essentielle.
La calamine présente donc, selon son origine, des caractéristiques d'épaisseur, d'adhérence et de composition variables pouvant nécessiter des traitements d'élimination différents ou complémentaires : mécanique, chimique, électrochimique ou thermique. La nuance d'acier inoxydable peut également déterminer la nature et les conditions de traitement.
5.1.3 LES TENDANCES SUIVANTES PEUVENT SE DEGAGER : 5.1.3.1 Le décapage mécanique
Il est généralement utilisé comme opération préliminaire avant le décapage chimique final souvent indispensable. Les principales techniques sont : le grenaillage (surtout utilisé après laminage à chaud), le sablage, le meulage et le brossage (action locale au niveau des soudures). Le grenaillage avec des particules ferreuses non inoxydables (acier, fonte) est à proscrire. Il provoque de la contamination responsable de la corrosion par piqûres. Le décapage aux billes de verre ou de céramique, ne présente pas cet inconvénient ;
5.1.3.2 Le décapage chimique Il est généralement le traitement le plus employé. Il peut être utilisé, en phase unique pour les couches d'oxydes facilement éliminables, en phase finale pour les calamines plus conséquentes qui auront subi au préalable un traitement de conditionnement ou après tout traitement mécanique pouvant entraîner des modifications superficielles indésirables pour la bonne résistance à la corrosion : meulage, brossage... Il s'effectue à partir de bain acide dont la composition varie en fonction de la famille d'acier inoxydable (cf. tableau 2 et 3).
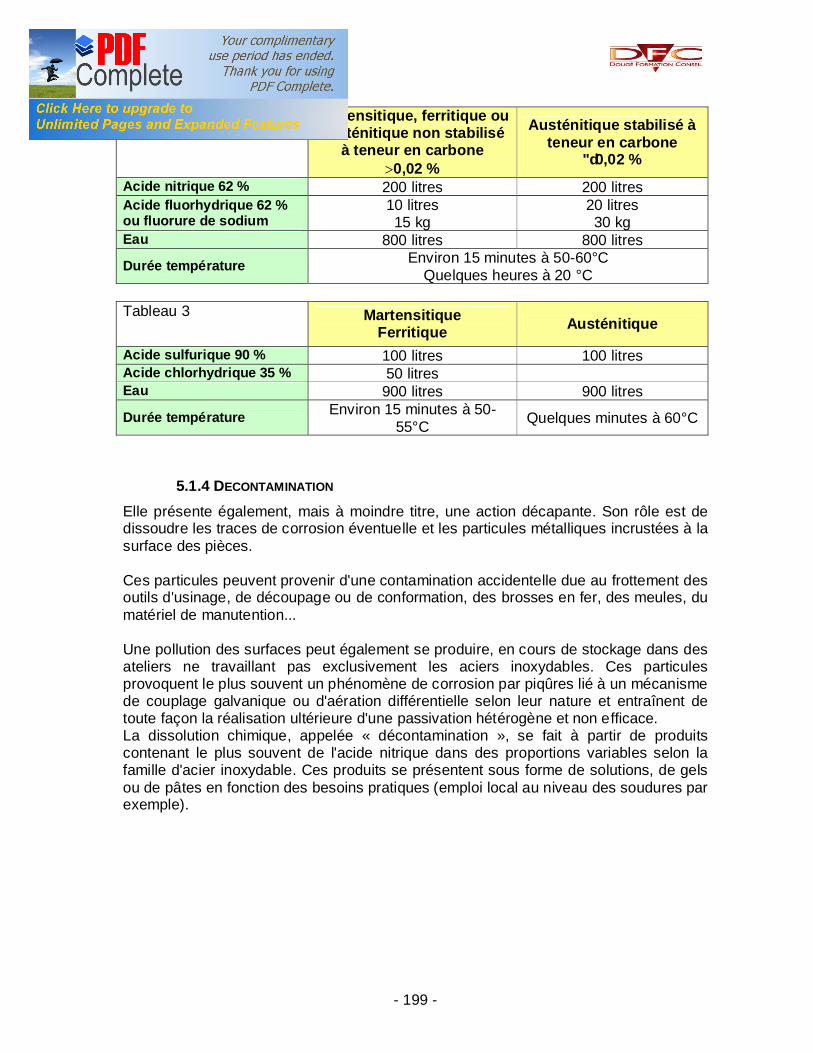
"Les conversions chimiques "
- 199 -
Tableau 2 Martensitique, ferritique ou
austénitique non stabilisé à teneur en carbone
>0,02 %
Austénitique stabilisé à teneur en carbone
≤ 0,02 %
Acide nitrique 62 % 200 litres 200 litres Acide fluorhydrique 62 % ou fluorure de sodium
10 litres 15 kg
20 litres 30 kg
Eau 800 litres 800 litres
Durée température Environ 15 minutes à 50-60°C Quelques heures à 20 °C
Tableau 3 Martensitique
Ferritique Austénitique
Acide sulfurique 90 % 100 litres 100 litres Acide chlorhydrique 35 % 50 litres Eau 900 litres 900 litres
Durée température Environ 15 minutes à 50-55°C Quelques minutes à 60°C
5.1.4 DECONTAMINATION Elle présente également, mais à moindre titre, une action décapante. Son rôle est de dissoudre les traces de corrosion éventuelle et les particules métalliques incrustées à la surface des pièces. Ces particules peuvent provenir d'une contamination accidentelle due au frottement des outils d'usinage, de découpage ou de conformation, des brosses en fer, des meules, du matériel de manutention... Une pollution des surfaces peut également se produire, en cours de stockage dans des ateliers ne travaillant pas exclusivement les aciers inoxydables. Ces particules provoquent le plus souvent un phénomène de corrosion par piqûres lié à un mécanisme de couplage galvanique ou d'aération différentielle selon leur nature et entraînent de toute façon la réalisation ultérieure d'une passivation hétérogène et non efficace. La dissolution chimique, appelée « décontamination », se fait à partir de produits contenant le plus souvent de l'acide nitrique dans des proportions variables selon la famille d'acier inoxydable. Ces produits se présentent sous forme de solutions, de gels ou de pâtes en fonction des besoins pratiques (emploi local au niveau des soudures par exemple).
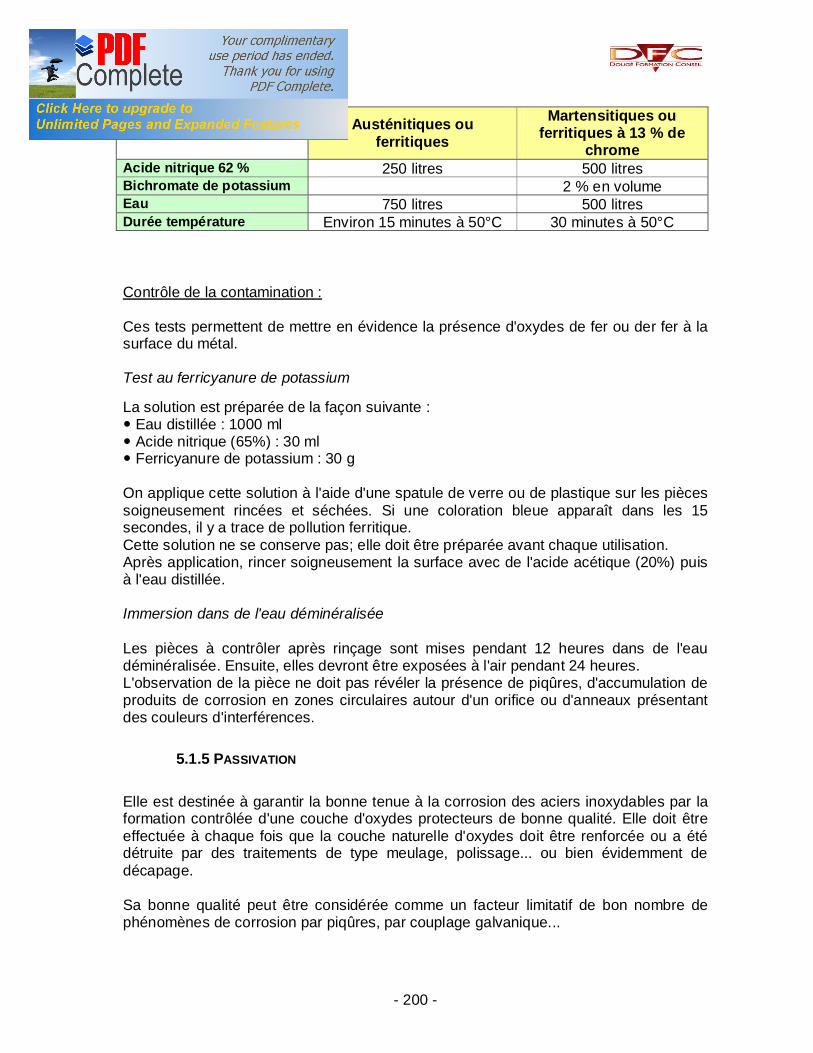
"Les conversions chimiques "
- 200 -
Formulations Austénitiques ou
ferritiques
Martensitiques ou ferritiques à 13 % de
chrome Acide nitrique 62 % 250 litres 500 litres Bichromate de potassium 2 % en volume Eau 750 litres 500 litres Durée température Environ 15 minutes à 50°C 30 minutes à 50°C Contrôle de la contamination : Ces tests permettent de mettre en évidence la présence d'oxydes de fer ou der fer à la surface du métal. Test au ferricyanure de potassium La solution est préparée de la façon suivante : Eau distillée : 1000 ml Acide nitrique (65%) : 30 ml Ferricyanure de potassium : 30 g On applique cette solution à l'aide d'une spatule de verre ou de plastique sur les pièces soigneusement rincées et séchées. Si une coloration bleue apparaît dans les 15 secondes, il y a trace de pollution ferritique. Cette solution ne se conserve pas; elle doit être préparée avant chaque utilisation. Après application, rincer soigneusement la surface avec de l'acide acétique (20%) puis à l'eau distillée. Immersion dans de l'eau déminéralisée Les pièces à contrôler après rinçage sont mises pendant 12 heures dans de l'eau déminéralisée. Ensuite, elles devront être exposées à l'air pendant 24 heures. L'observation de la pièce ne doit pas révéler la présence de piqûres, d'accumulation de produits de corrosion en zones circulaires autour d'un orifice ou d'anneaux présentant des couleurs d'interférences.
5.1.5 PASSIVATION Elle est destinée à garantir la bonne tenue à la corrosion des aciers inoxydables par la formation contrôlée d'une couche d'oxydes protecteurs de bonne qualité. Elle doit être effectuée à chaque fois que la couche naturelle d'oxydes doit être renforcée ou a été détruite par des traitements de type meulage, polissage... ou bien évidemment de décapage. Sa bonne qualité peut être considérée comme un facteur limitatif de bon nombre de phénomènes de corrosion par piqûres, par couplage galvanique...
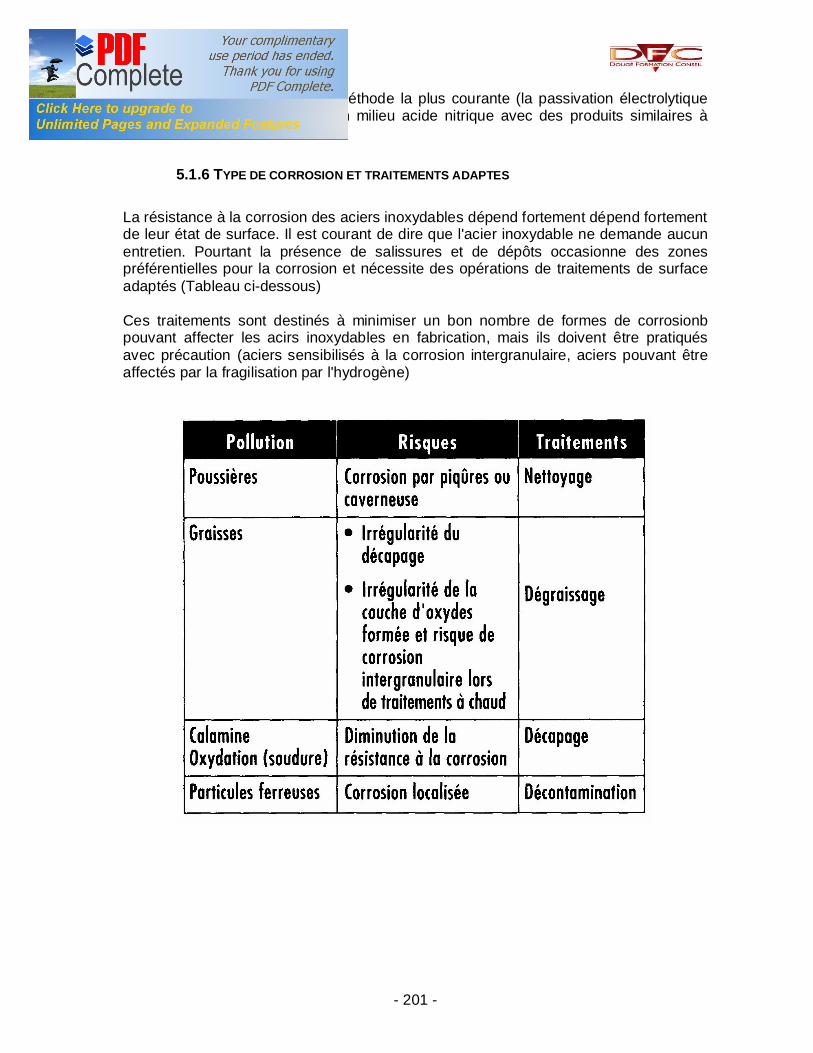
"Les conversions chimiques "
- 201 -
La passivation chimique est la méthode la plus courante (la passivation électrolytique existe). Elle s'effectue surtout en milieu acide nitrique avec des produits similaires à ceux utilisés en décontamination.
5.1.6 TYPE DE CORROSION ET TRAITEMENTS ADAPTES La résistance à la corrosion des aciers inoxydables dépend fortement dépend fortement de leur état de surface. Il est courant de dire que l'acier inoxydable ne demande aucun entretien. Pourtant la présence de salissures et de dépôts occasionne des zones préférentielles pour la corrosion et nécessite des opérations de traitements de surface adaptés (Tableau ci-dessous) Ces traitements sont destinés à minimiser un bon nombre de formes de corrosionb pouvant affecter les acirs inoxydables en fabrication, mais ils doivent être pratiqués avec précaution (aciers sensibilisés à la corrosion intergranulaire, aciers pouvant être affectés par la fragilisation par l'hydrogène)
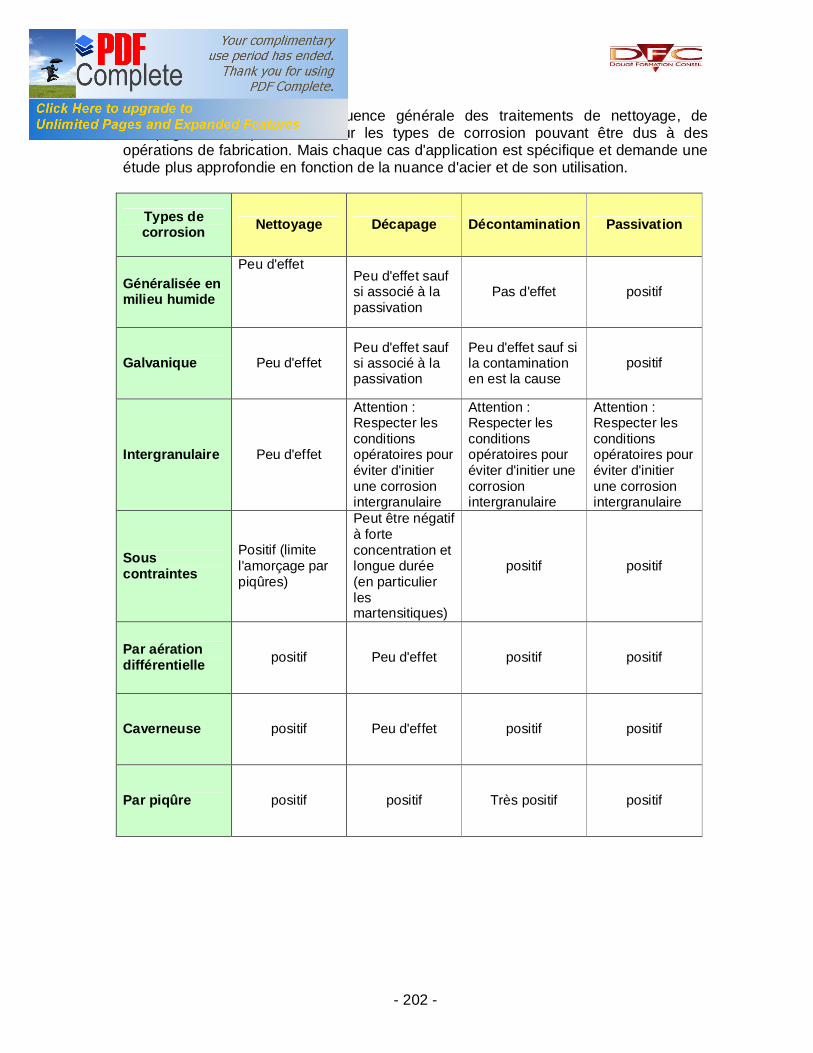
"Les conversions chimiques "
- 202 -
Le tableau suivant donne l'influence générale des traitements de nettoyage, de décapage, et de passivation sur les types de corrosion pouvant être dus à des opérations de fabrication. Mais chaque cas d'application est spécifique et demande une étude plus approfondie en fonction de la nuance d'acier et de son utilisation.
Types de corrosion Nettoyage Décapage Décontamination Passivation
Généralisée en milieu humide
Peu d'effet Peu d'effet sauf si associé à la passivation
Pas d'effet positif
Galvanique Peu d'effet Peu d'effet sauf si associé à la passivation
Peu d'effet sauf si la contamination en est la cause
positif
Intergranulaire Peu d'effet
Attention : Respecter les conditions opératoires pour éviter d'initier une corrosion intergranulaire
Attention : Respecter les conditions opératoires pour éviter d'initier une corrosion intergranulaire
Attention : Respecter les conditions opératoires pour éviter d'initier une corrosion intergranulaire
Sous contraintes
Positif (limite l'amorçage par piqûres)
Peut être négatif à forte concentration et longue durée (en particulier les martensitiques)
positif positif
Par aération différentielle positif Peu d'effet positif positif
Caverneuse positif Peu d'effet positif positif
Par piqûre positif positif Très positif positif
Les peintures "
- 203 -
LES PEINTURES La peinture protège de la corrosion par imperméabilité à l'eau. C'est pour cette raison que l'épaisseur est primordiale car une couche trop fine n'est pas complètement étanche. D’autres parts, dans certains primaires et apprêts, sont ajoutés des pigments anticorrosion qui prolongent la durée de vie de la peinture. Les peintures contiennent quatre principaux constituants :
• Les liants. • Les pigments et charges. • Les diluants et plastifiants. • Les additifs (encore appelés adjuvants)
1 LES PEINTURES LIQUIDES
1.1 LES LIANTS Si nous comparons un film de peinture et un mur de briques, nous pouvons dire que :
• Le rôle du liant dans la peinture est le même que celui du mortier de ciment entre les briques du mur : il cimente solidement entre elles les particules de poudre (pigments et matières de charge)
• Le liant confère à la peinture plusieurs propriétés importantes : Ø l'adhérence. Ø la vitesse de séchage, Ø un grand nombre de résistances diverses.
1.1.1 LIANTS SYNTHETIQUES Ce sont des produits qui n'ont pas d'équivalent dans la nature. Les énormes progrès réalisés par l'industrie chimique pendant les cinquante dernières années, permettent de disposer d'un très grand choix de liants variés pour la fabrication des vernis, peintures et encres d'imprimerie (Voir tableaux suivants). En aéronautique sont utilisés principalement les époxys et les polyuréthanes.
Les peintures "
- 206 -
1.2 LES PIGMENTS ET CHARGES On distingue :
• Les pigments, qui ont la propriété de colorer le film et le rendre opaque. Ils ne sont pas solubles.
• Les matières de charge qui ne donnent ni couleur, ni opacité, mais permettent d'appliquer la peinture en couche suffisamment épaisse.
Parmi les pigments colorés, on trouve :
• L’oxyde de tirane : blanc • Quelques pigments naturels : ocre jaune et rouge, terre de Sienne, graphite, • Des pigments métalliques : aluminium en poudre ou en pâte (deux variétés :
pelliculant et non pelliculant), poussière de zinc, poudre de bronze, • Des pigments minéraux : jaune de zinc, jaune de chrome, minium de plomb,
orangé de molybdène, orangé et rouge de cadmium, vert de chrome, vert oxyde de chrome, bleu de Prusse, oxydes de fer jaune, rouge, brun ou noir.
• Les pigments à base de carbone : noir de fumée, noir de carbone, • Les pigments organiques : dérivés des colorants utilisés pour la teinture des
étoffes, ils sont généralement plus légers, plus beau, plus solides, mais aussi plus chers (exemples : bleu de phtalocyanine, Rouge de quinacridone, violet : de dioxazine, etc.).
1.3 MATIERES DE CHARGE Les charges sont utiles :
• Parce qu'elles contribuent à l'édification du film, en même temps que les pigments, et de cette façon, elles renforcent le pouvoir garnissant de la peinture,
• Parce qu'elles donnent au film de peinture des qualités particulières. On distingue :
• Les matières de charge naturelles extraites de carrières ou de mines : Ø Craie (de Meudon, de Champagne, etc.), Ø Talc, Ø Kaolin, Ø Mica, Ø Farine de quartz, Ø Silice,
• Les matières de charge artificielles qui sont généralement plus blanches et beaucoup plus fines : Ø Carbonate de chaux précipité, Ø Sulfate de baryum (ou blanc fixe), Ø Silice pyrogénée, Ø Silicate d'alumine, Ø Etc …
Certaines peintures spéciales peuvent contenir des substances variées qui communiquent au film des propriétés originales. Citons :
• Les micro-billes de verre,
Les peintures "
- 207 -
• Les fibres synthétiques (Nylon, etc.). Il existe également des matières de charge dont les propriétés ont été modifiées par la technique de l'enrobage (exemple : le mica teinté : peinture nacrée).
1.4 DILUANTS ET SOLVANTS 1.4.1 PRECISIONS DE VOCABULAIRE
Le langage du peintre comporte des termes consacrés par l'usage, qui ne concordent pas toujours avec le vocabulaire scientifique qu'utilisent (ou devraient utiliser) les techniciens de laboratoire. C'est précisément le cas pour "diluant" et "solvant", qui pour le physicien ne sont pas synonymes. D'un point de vue scientifique, un solvant est un liquide capable de séparer les unes des autres les molécules d'une résine, alors qu'un diluant en est incapable, mais peut seulement abaisser la viscosité d'une résine déjà dissoute dans un solvant. Exemple: le xylène solubilise le caoutchouc chloré; le White spirite ne le peut pas, mais il diminue en revanche la viscosité d'une solution de caoutchouc chloré. On note que la compatibilité du White spirite avec la solution de caoutchouc chloré est limitée. Au delà d'une certaine proportion de White spirite, la résine précipite et devient inutilisable. Le peintre ne se soucie guère de ces subtilités et, pour lui, un diluant est tout produit, quelle que soit sa composition, servant à abaisser la viscosité d'une peinture. C'est d'ailleurs une marque de sagesse de sa part, étant donné que beaucoup de diluants pour peintures industrielles ne sont pas des substances définies, mais des mélanges de trois, voire de quatre solvants différents dont les proportions ont été calculées pour permettre l'application et la filmification de la peinture dans des conditions optimales.
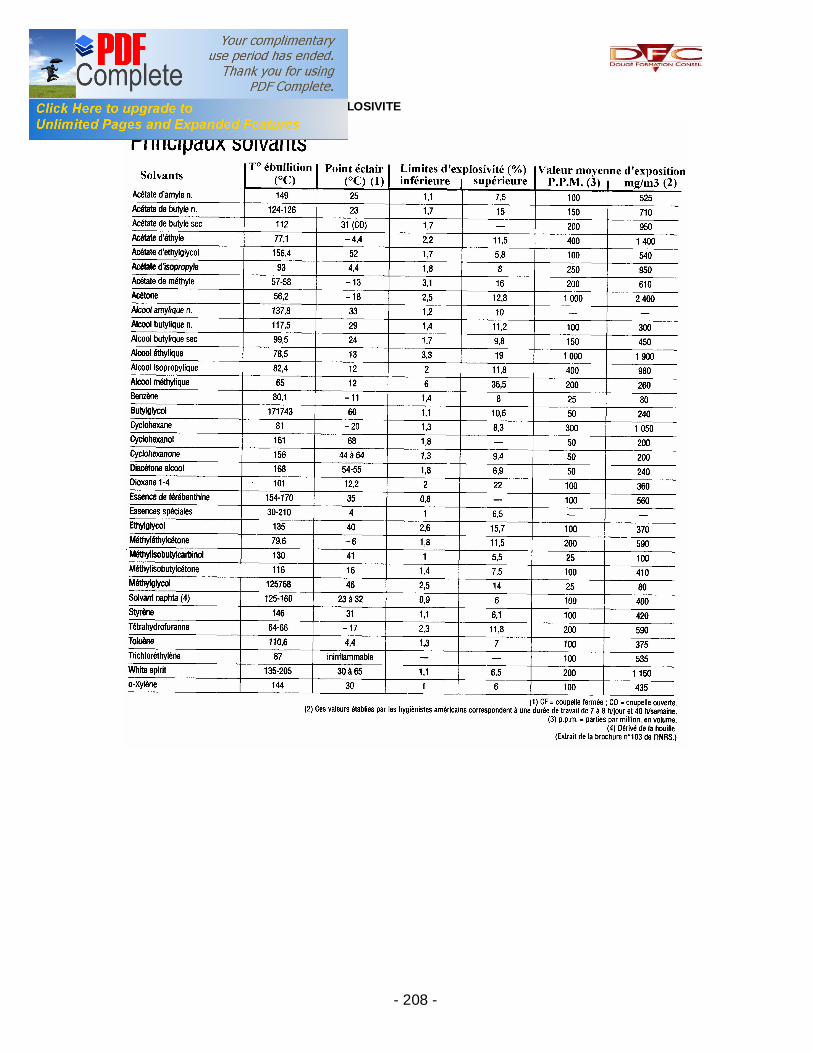
Les peintures "
- 208 -
1.4.2 INFLAMMABILITE, EXPLOSIVITE
Les peintures "
- 209 -
1.5 LES ADDITIFS Ces produits sont employés à faible dose. On peut les comparer à des médicaments.
• Une dose trop faible ne produit pas d'effet, • Une dose trop forte peut provoquer une catastrophe, d'où la nécessité de
respecter avec précision la quantité prévue par la formule. Leur but est de corriger les défauts d'une peinture ou d'améliorer certaines propriétés caractéristiques.
1.5.1 ADDITIFS FACILITANT LE STOCKAGE Ils contribuent à conserver le plus longtemps possible les propriétés spécifiques de la peinture. On trouve :
Les anti-peaux Ce sont des agents anti-oxydants : ils empêchent le passage à l'état solide de tous les liants qui sèchent par fixation d'oxygène. Cet empêchement est provisoire, car les anti-peaux sont volatils, et quittent le film de peinture en même temps que les diluants. Le plus connu est la méthyl-éthyl-cetoxime.
Les additifs de stockage Il qui favorisent la conservation de la peinture en cours de stockage peuvent être variés. Ils essaient de maintenir le plus longtemps possible la peinture dans son état colloïdal en améliorant la dispersion des pigments et charges ou en modifiant la viscosité de la peinture à l'aide d'agents épaississants, gélifiants ou thixotropants.
Les agents de séchage Les siccatifs, ce sont des catalyseurs d'oxydation. Leur rôle est d'accélérer le passage à l'état solide de tous les liants qui sèchent par fixation de l'oxygène sur leurs molécules. Ex : une peinture à l'huile non siccativée met environ 8 jours pour sécher. L'addition de siccatif permet de ramener le délai de séchage à 24 heures. Le constituant actif d'un siccatif est un métal.
Les agents d'application Leur présence est souvent indispensable :
• Agents modifiant la conductibilité dans le cas des peintures appliquées par pistolage électrostatique,
• Agents anti-mousses pour les peintures plus spécialement conçues pour l'application au rouleau,
• Agents anti- flottation pour éviter le nuançage ou la formation de cellules de "Bénard" en particulier dans les peintures contenant du bleu de phtalocyanine,
• Agents anti-coulures dans le cas d'application en couche épaisse, • Agents d'étalement pour combattre la formation de bulles, de cratères, piqûres
d'épingles, rides et effet de "peau d'orange"
Les peintures "
- 210 -
• Agents modifiant les propriétés physiques : Ø Agents mutants pour accentuer l'aspect mat du film sec Ø Renforçateurs de brillant, pour accentuer l'aspect brillant Ø Azurants optiques pour améliorer la blancheur et aviver les couleurs Ø Agents communiquant au film un aspect particulier : effet martelé par exemple
• Agent modifiant les propriétés chimiques
Ex : absorbeurs U.V : destinés à prolonger la durée de protection des vernis
• Agents modifiant les propriétés mécaniques Ex : agents exsudants dans certaines peintures, pour permettre l'empilage des pièces fabriquées par emboutissage.
2 LES PEINTURES POUDRES
2.1 COMPOSITION DES POUDRES Une peinture poudre thermodurcissable est constituée de 4 types de produits :
• Des résines organiques + un durcisseur • Des pigments organiques ou minéraux • Des charges minérales • Des additifs
Matières premières
Les peintures "
- 211 -
2.1.1 LES RESINES Leur but est de lier toutes les particules solides contenues dans la poudre (pigments, charges). Toutes les caractéristiques mécaniques et chimiques sont induites par la résine. Les résines utilisées en peinture poudre sont :
• Solides à température ambiante : (point de fusion 80-90°C) • Incolore ou translucides • Additivé d’un durcisseur
Note : Le TGIC durcisseur pour poudre polyester est considéré comme toxique et est étiqueté par une tête de mort. Les fournisseurs proposent aujourd'hui des polyesters sans TGIC de bonnes performances.
2.1.2 LES PIGMENTS Les pigments utilisés en poudre doivent avoir une excellente tenue en température (jusqu’à 200-240°C) et souvent une très bonne tenue aux UV et aux intempéries. On peut distinguer deux grandes familles :
• Les pigments minéraux : Ø oxydes de fer (rouge, noir, jaune), Ø pigments de plomb (orange, jaune), Ø pigments de cadmium (orange, jaune), Ø pigments de manganèse (violet), Ø outremer (bleu), Ø oxyde de chrome (vert), Ø titanate de nickel (jaune – orange), Ø noir de carbone, Ø dioxyde de titane (blanc).
• Les pigments organiques : Ø phatalocyanine (verte et bleu), Ø quinaquinone (violet – rouge).
2.1.3 LES CHARGES
Ce sont des produits de très grande finesse (1 à 2 µm), de très grande blancheur, généralement traités en surface. Ils permettent d'obtenir un pouvoir garnissant (épaisseur) plus important. Les deux principaux sont :
• le carbonate de calcium/magnésium • le sulfate de Baryum
Les peintures "
- 212 -
2.1.4 LES ADDITIFS
Pour donner au film l’aspect et les performances souhaités par le client, il doit être ajouter à de très faibles doses des :
• Agents d’étalement • Agents anti-micropiqûres • Cires anti-bullage • Agents de texture • Agents d’effets spéciaux • Agents de fluidité
Quand tous ces produits ont été choisis, pesés, la fabrication peut commencer. La composition typique d’une poudre de revêtement est la suivante :
• 50 –60 % de liant, résine et durcisseur • 40 –50% de pigment et charges • 1 - 2% d’additifs
Les liants et tous les additifs sont sous forme solide.
2.2 LES DIFFERENTS TYPES DE PEINTURE POUDRE
2.2.1 PEINTURE EPOXY Les poudres formulées à partir de résine époxy possèdent une bonne résistance aux produits chimiques et d'excellentes propriétés mécaniques telles qu'élasticité, tenue aux chocs, déformabilité, résistance aux solvants, aux acides et aux alcalins. Ces poudres sont utilisées pour les applications d'anti-corrosion, elles sont physiologiquement neutres, et en cas de sélection judicieuse de la résine et du durcisseur, sont mêmes applicables à l'industrie alimentaire. Leur inconvénient est leur tendance au farinage et au jaunissement lors de sollicitations extérieures. Le farinage entraîne une dégradation des qualités optiques, mais aucun effet sur la protection anti-corrosion. Une réactivité chimique élevée et l'application de différentes catégories de durcisseurs ouvrent une gamme étendue d'applications.
2.2.2 PEINTURE POUDRES EPOXY/POLYESTER (SYSTEMES HYBRIDES) Comme leur nom l'indique, ces poudres se composent de résines époxydes et de polyester. Dans l'industrie les poudres 40/60 sont couramment utilisées. Comme pour les poudres de résine époxy, leurs applications résident principalement dans la décoration. Elles se caractérisent cependant par une meilleure résistance au jaunissement, et s'utilisent de préférence pour les radiateurs, éléments de couverture, luminaires, etc. Comparativement aux poudres de résine époxy pure, elles possèdent une mauvaise résistance aux solvants et une faible dureté de surface. Leur résistance aux intempéries est médiocre.
Les peintures "
- 213 -
2.2.3 PEINTURE POUDRE POLYESTER La base du liant de ces poudres se compose de polyester carboxylé réticulé avec du triglycidylisocyanurate (TGIC) ou autre durcisseur. Ce type de peinture poudre est utilisé lorsqu'une bonne stabilité aux intempéries et au farinage est nécessaire. Leurs excellentes caractéristiques mécaniques telles que résistance aux chocs et bonne adhérence autorisent un traitement ultérieur, notamment sciage, perçage et fraisage. Les applications typiques se situent dans le revêtement d'aluminium ou d'acier exposé à l'extérieur, particulièrement éléments de façade et profilés de fenêtre, éléments automobiles ou mobilier de jardin ou de camping de haute qualité.
2.2.4 PEINTURE POUDRE POLYURETHANNE La base de cette poudre est constituée de polyester réticulé avec un isocyanate associé à un caprolactame Les peintures poudre polyuréthanne se caractérisent par leur excellent tendu et, comme les poudres polyester, elles possèdent une bonne tenu aux intempéries. Par conséquent, leurs domaines d'applications sont similaires, à savoir pour exposition à l'extérieur, les plus importants se trouvant dans l'automobile. L’inconvénient majeur est l’émission de produits irritants et toxiques lors de la cuisson.
2.2.5 PEINTURES ACRYLIQUES Les peintures acryliques sont de formulation récente en europe. Elles sont principalement destinées au marché automobile. Leur inconvénient majeur et l’incompatibilité avec les autres types de poudre (formation de cratères en cas de mélange).
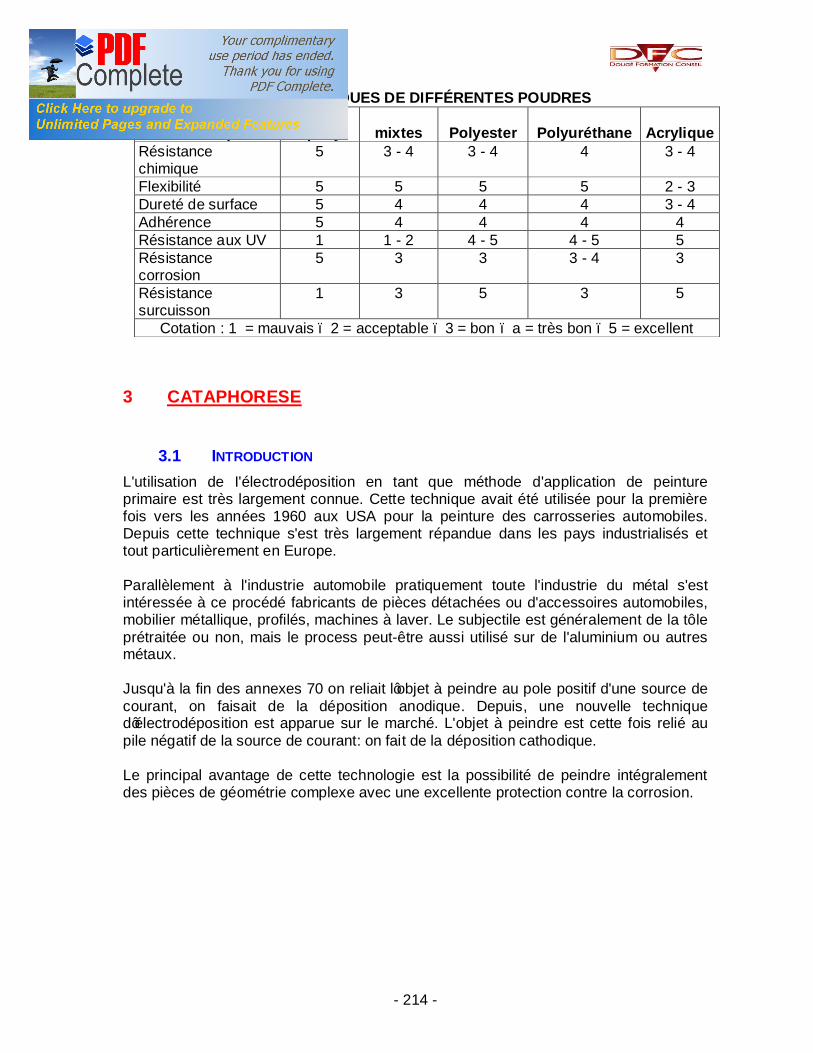
Les peintures "
- 214 -
RÉSUMÉ DES CARACTÉRISTIQUES DE DIFFÉRENTES POUDRES Caractéristiques
Epoxy
mixtes
Polyester
Polyuréthane
Acrylique
Résistance chimique
5 3 - 4 3 - 4 4 3 - 4
Flexibilité 5 5 5 5 2 - 3 Dureté de surface 5 4 4 4 3 - 4 Adhérence 5 4 4 4 4 Résistance aux UV 1 1 - 2 4 - 5 4 - 5 5 Résistance corrosion
5 3 3 3 - 4 3
Résistance surcuisson
1 3 5 3 5
Cotation : 1 = mauvais – 2 = acceptable – 3 = bon – a = très bon – 5 = excellent
3 CATAPHORESE
3.1 INTRODUCTION L'utilisation de I'électrodéposition en tant que méthode d'application de peinture primaire est très largement connue. Cette technique avait été utilisée pour la première fois vers les années 1960 aux USA pour la peinture des carrosseries automobiles. Depuis cette technique s'est très largement répandue dans les pays industrialisés et tout particulièrement en Europe. Parallèlement à l'industrie automobile pratiquement toute l'industrie du métal s'est intéressée à ce procédé fabricants de pièces détachées ou d'accessoires automobiles, mobilier métallique, profilés, machines à laver. Le subjectile est généralement de la tôle prétraitée ou non, mais le process peut-être aussi utilisé sur de l'aluminium ou autres métaux. Jusqu'à la fin des annexes 70 on reliait l’objet à peindre au pole positif d'une source de courant, on faisait de la déposition anodique. Depuis, une nouvelle technique d’électrodéposition est apparue sur le marché. L'objet à peindre est cette fois relié au pile négatif de la source de courant: on fait de la déposition cathodique. Le principal avantage de cette technologie est la possibilité de peindre intégralement des pièces de géométrie complexe avec une excellente protection contre la corrosion.
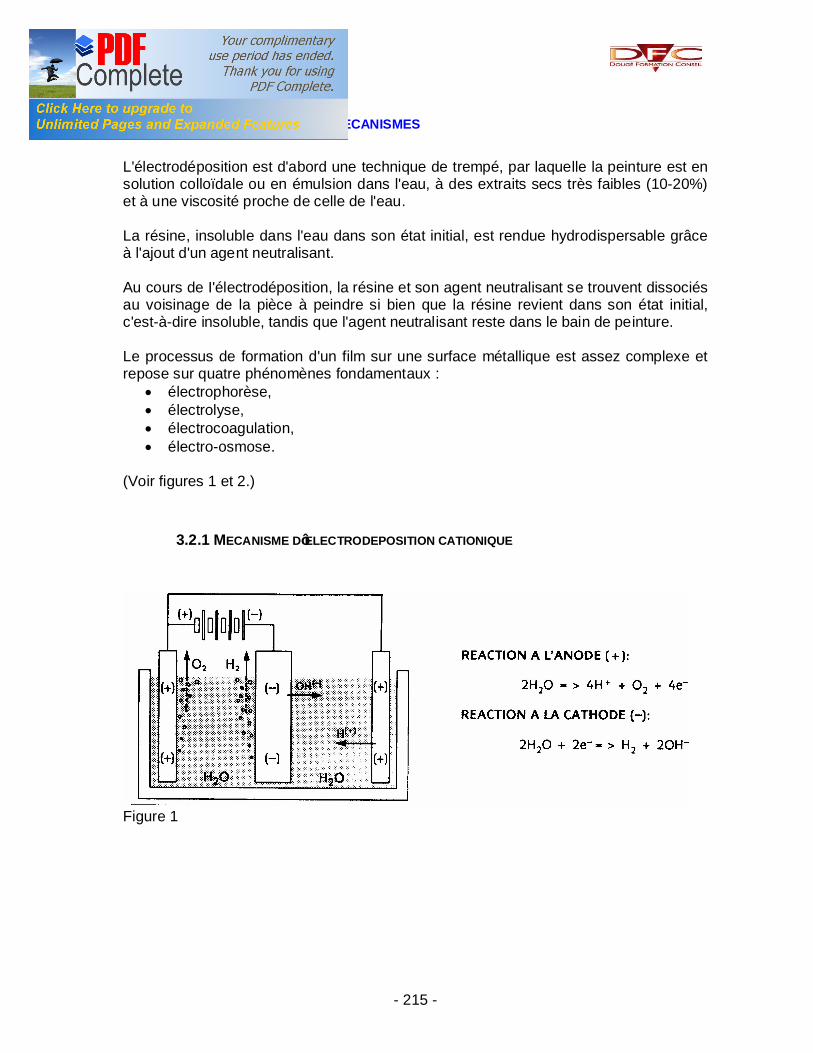
Les peintures "
- 215 -
3.2 GENERALITES ET MECANISMES L'électrodéposition est d'abord une technique de trempé, par laquelle la peinture est en solution colloïdale ou en émulsion dans l'eau, à des extraits secs très faibles (10-20%) et à une viscosité proche de celle de l'eau. La résine, insoluble dans l'eau dans son état initial, est rendue hydrodispersable grâce à l'ajout d'un agent neutralisant. Au cours de I'électrodéposition, la résine et son agent neutralisant se trouvent dissociés au voisinage de la pièce à peindre si bien que la résine revient dans son état initial, c'est-à-dire insoluble, tandis que l'agent neutralisant reste dans le bain de peinture. Le processus de formation d'un film sur une surface métallique est assez complexe et repose sur quatre phénomènes fondamentaux :
• électrophorèse, • électrolyse, • électrocoagulation, • électro-osmose.
(Voir figures 1 et 2.)
3.2.1 MECANISME D’ELECTRODEPOSITION CATIONIQUE
Figure 1
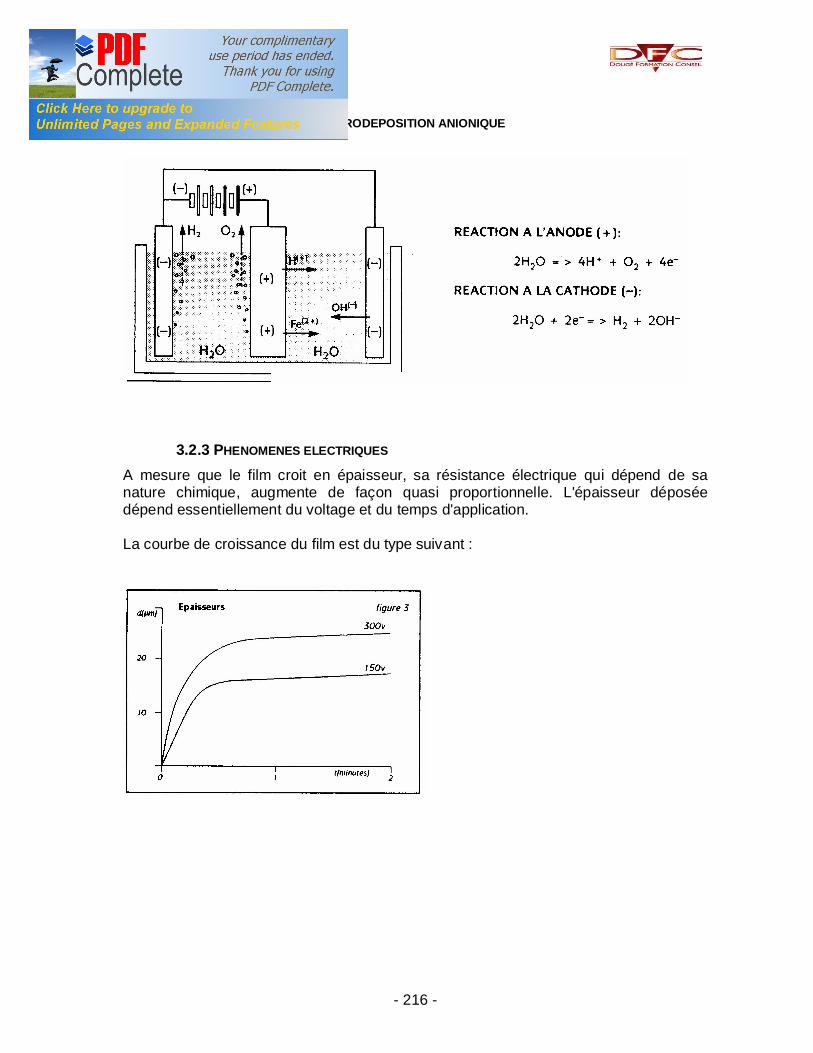
Les peintures "
- 216 -
3.2.2 MECANISME D’ELECTRODEPOSITION ANIONIQUE
3.2.3 PHENOMENES ELECTRIQUES A mesure que le film croit en épaisseur, sa résistance électrique qui dépend de sa nature chimique, augmente de façon quasi proportionnelle. L'épaisseur déposée dépend essentiellement du voltage et du temps d'application. La courbe de croissance du film est du type suivant :
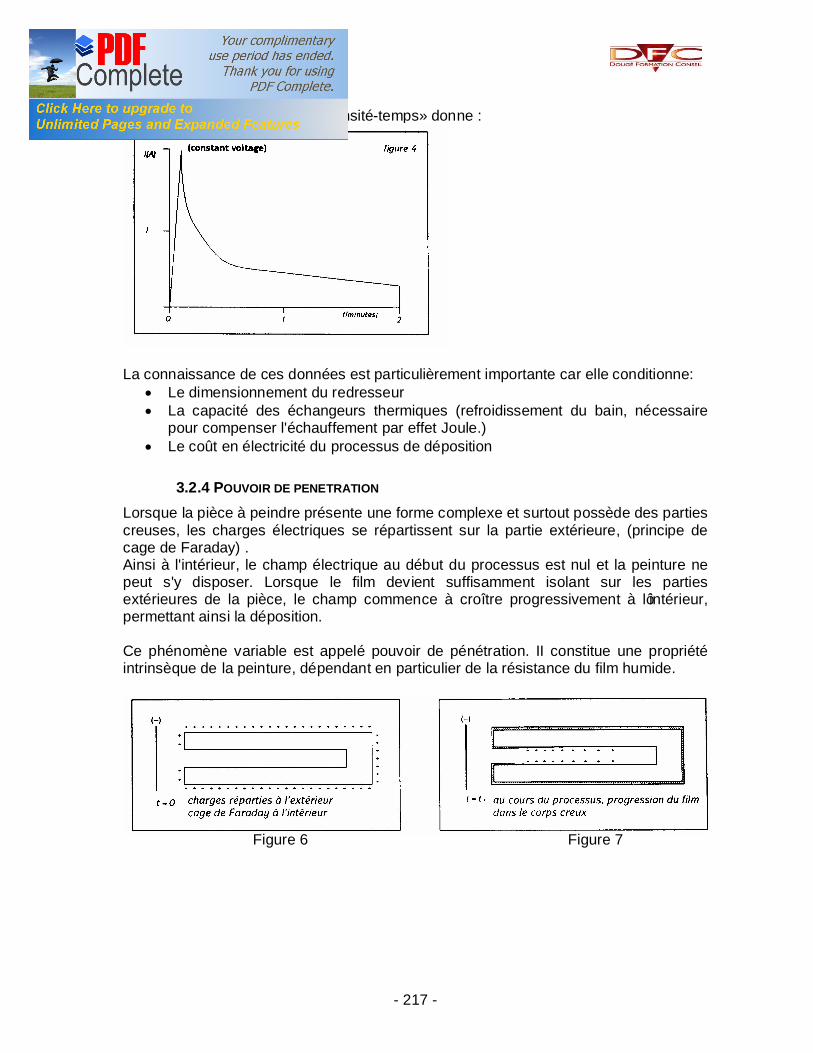
Les peintures "
- 217 -
En conséquence, la courbe «intensité-temps» donne :
La connaissance de ces données est particulièrement importante car elle conditionne:
• Le dimensionnement du redresseur • La capacité des échangeurs thermiques (refroidissement du bain, nécessaire
pour compenser l'échauffement par effet Joule.) • Le coût en électricité du processus de déposition
3.2.4 POUVOIR DE PENETRATION
Lorsque la pièce à peindre présente une forme complexe et surtout possède des parties creuses, les charges électriques se répartissent sur la partie extérieure, (principe de cage de Faraday) . Ainsi à l'intérieur, le champ électrique au début du processus est nul et la peinture ne peut s'y disposer. Lorsque le film devient suffisamment isolant sur les parties extérieures de la pièce, le champ commence à croître progressivement à l’intérieur, permettant ainsi la déposition. Ce phénomène variable est appelé pouvoir de pénétration. II constitue une propriété intrinsèque de la peinture, dépendant en particulier de la résistance du film humide.
Figure 6 Figure 7
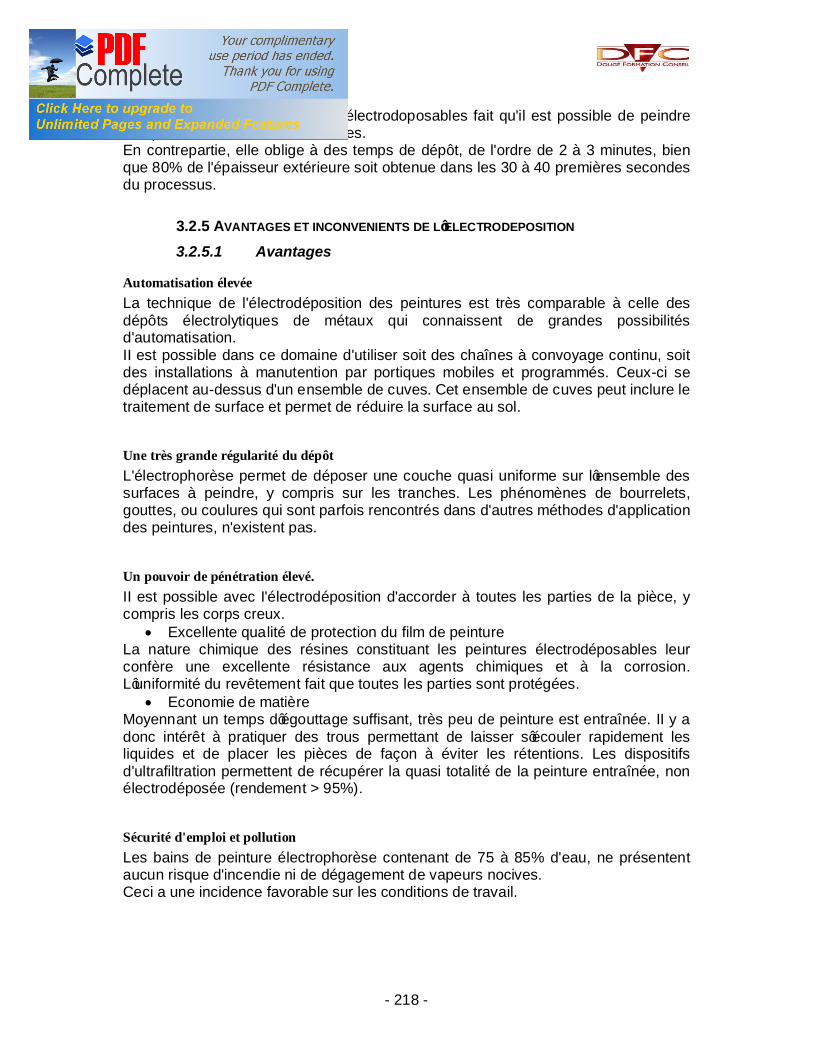
"Les peintures"
- 218 -
Cette particularité des peintures électrodoposables fait qu'il est possible de peindre des parties difficilement accessibles. En contrepartie, elle oblige à des temps de dépôt, de l'ordre de 2 à 3 minutes, bien que 80% de l'épaisseur extérieure soit obtenue dans les 30 à 40 premières secondes du processus.
3.2.5 AVANTAGES ET INCONVENIENTS DE L’ELECTRODEPOSITION 3.2.5.1 Avantages
Automatisation élevée La technique de l'électrodéposition des peintures est très comparable à celle des dépôts électrolytiques de métaux qui connaissent de grandes possibilités d'automatisation. II est possible dans ce domaine d'utiliser soit des chaînes à convoyage continu, soit des installations à manutention par portiques mobiles et programmés. Ceux-ci se déplacent au-dessus d'un ensemble de cuves. Cet ensemble de cuves peut inclure le traitement de surface et permet de réduire la surface au sol.
Une très grande régularité du dépôt L'électrophorèse permet de déposer une couche quasi uniforme sur l’ensemble des surfaces à peindre, y compris sur les tranches. Les phénomènes de bourrelets, gouttes, ou coulures qui sont parfois rencontrés dans d'autres méthodes d'application des peintures, n'existent pas.
Un pouvoir de pénétration élevé. II est possible avec I'électrodéposition d'accorder à toutes les parties de la pièce, y compris les corps creux.
• Excellente qualité de protection du film de peinture La nature chimique des résines constituant les peintures électrodéposables leur confère une excellente résistance aux agents chimiques et à la corrosion. L’uniformité du revêtement fait que toutes les parties sont protégées.
• Economie de matière Moyennant un temps d’égouttage suffisant, très peu de peinture est entraînée. II y a donc intérêt à pratiquer des trous permettant de laisser s’écouler rapidement les liquides et de placer les pièces de façon à éviter les rétentions. Les dispositifs d'ultrafiltration permettent de récupérer la quasi totalité de la peinture entraînée, non électrodéposée (rendement > 95%).
Sécurité d'emploi et pollution Les bains de peinture électrophorèse contenant de 75 à 85% d'eau, ne présentent aucun risque d'incendie ni de dégagement de vapeurs nocives. Ceci a une incidence favorable sur les conditions de travail.
"Les peintures"
- 219 -
3.2.5.2 Inconvénients
Nature du support Les peintures électrodéposables ne peuvent être appliquées que sur des surfaces conductrices.
L'investissement Etant donnés:
• La complexité des installations • L'automatisation élevée
L'investissement nécessaire à l'installation est élevé.
Le contrôles de la peinture Vu la haute technicité de ce type de peinture, la bonne marche d'une installation réclame des contrôles fréquents. Certains d'entre eux doivent être effectués quotidiennement par l'utilisateur, ceci conditionnant les rajouts journaliers. D'autres sont effectués par le fournisseur de peinture afin de pouvoir éviter toute déviation de la formule.
La couleur unique II est évident qu'un bain d'électrodéposition ne peut assurer qu'une seule couleur. Ceci nécessite donc, l'existence d'une teinte dominante. Par la suite, de nombreuses teintes peuvent être appliquées avec l'utilisation d'une deuxième couche (peintures en poudre par exemple).
4 LES ORGANO-METALLIQUES (DACROMET)
4.1 GENERALITES Le Dacromet® est un traitement anticorrosion, composé de zinc et d'aluminium. Son application diffère totalement des traitements électrolytiques puisqu'il est appliqué sur la pièce sous forme liquide puis cuit à près de 300°C. Ses performances anticorrosion sont dues à 3 facteurs
• La chromatation du revêtement dans la masse (alors qu'un zingage bichromaté est chromaté en surface)
• La structure lamellaire du revêtement • Les propriétés sacrificielles du zinc.
"Les peintures"
- 220 -
Les résultats obtenus, à titre de comparaison, sont :
5 microns 10 microns DACROMET® 600 h 1000 h ZINGAGE BICHROMATE 200 h 400 h ZINC-NICKEL 8-12% BICHROMATE 400 h 600 h
Le résultat est exprimé en heures de tenue au brouillard salin avec apparition de rouille rouge (Données non contractuelles fournies à titre indicatif.)
EPAISSEURS ADMISSIBLES Le Dacromet® est réalisable en 2 ou 3 applications, les grades qui sont toujours exprimés en grammage au mètre carré :
Grade A : grammage minimum de 24 grammes au m2 soit environ 5 à 7 microns d'épaisseur.
Grade B : grammage minimum de 36 grammes au m2 soit environ 8 à 10 microns d'épaisseur.
VARIANTES DU PRODUIT Le Dacromet® est proposé en deux versions, le 320 et le 500. Le 320 est la version de base du
Dacromet®, soit zinc-aluminium dans un liant chromaté.
Le 500 est la version de base à laquelle a été rajouté dans la masse un lubrifiant de synthèse afin d'améliorer le coefficient de frottement de la pièce.
COEFFICIENT DE FROTTEMENT Dacromet® 500 : 0.12 à 0.18 Les deux familles d'application proposées sont :
Les revêtements en vrac, destinés aux petites pièces (maxi 180 mm) ne craignant pas les chocs
Les revêtements unitaires (dits à l'attache) pour les pièces ne supportant pas de déformation.
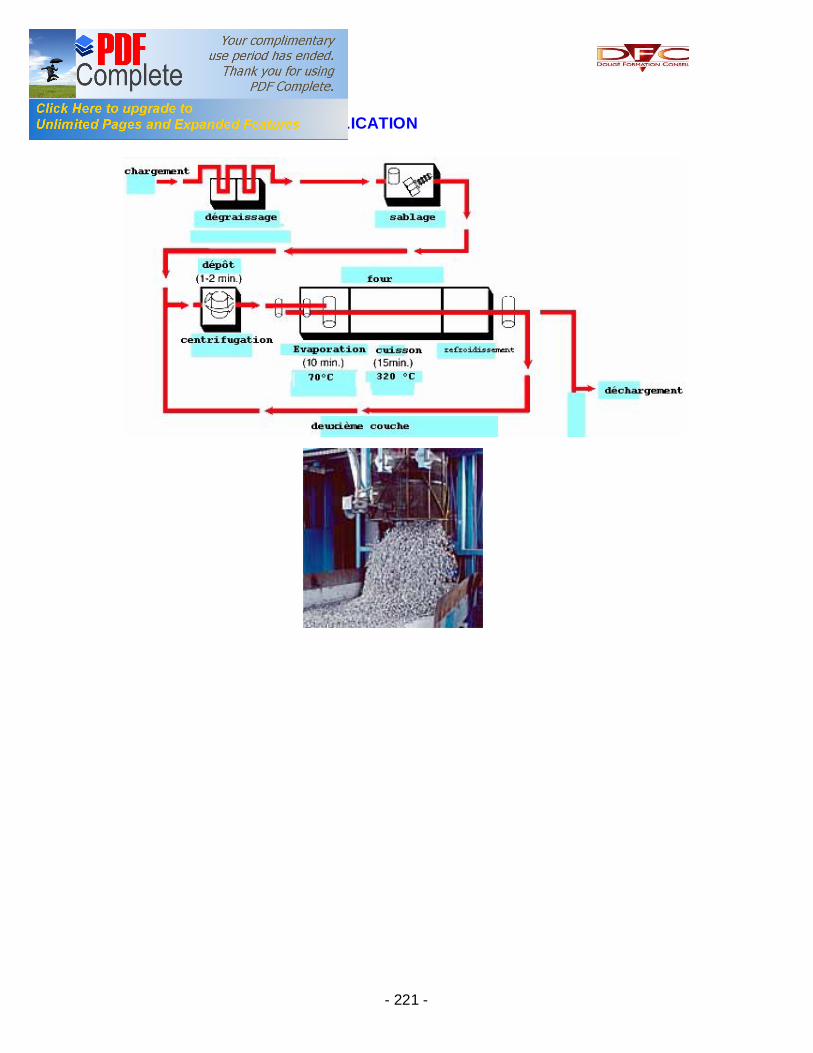
"Les peintures"
- 221 -
4.2 PRINCIPE D'APPLICATION