Embed Size (px)
Citation preview
DEZ
20
11
/BO
ZS.
DE
ANWENDUNGSBERICHTDE
MESSSYSTEME FÜR ROHR
ONLINE MESSUNG AN „HIGH COLLAPSE“ ROHREN
VALLOUREC & MANNESMANN TUBES, WERK RATH

DER KUNDE
Die V & M Deutschland GmbH, ein Tochterunternehmen der Vallourec & Mannesmann Tubes, betreibt in Düsseldorf zwei Warmwalzwerke für Rohre: eine Stopfen- und eine Pilgerstraße. Das Werk produziert rund 370.000 t pro Jahr. Das Lieferprogramm des Stopfenwalzwerks umfasst Rohre mit einem Durchmesser bis 16” (406,4 mm). In diesem Abmessungsbereich wird ein breites Spektrum von Futter- und Leitungsrohren für die Öl- und Gasindustrie, Kesselrohren, Rohren für die mechanische Bearbeitung und Stahlbaurohren hergestellt. Auch quadratische und rechteckige Hohlprofile werden im Stopfenwalzwerk gefertigt.
DAS ANFORDERUNGSPROFIL
Hochbeanspruchte „High-Collapse Rohre“ unterliegen besonders hohen Qualitätsanforderungen: Jedes einzelne Rohr muss geprüft und auf seine Col-lapse-Beständigkeit berechnet werden. Grundlage dieser Berechnung sind unter anderem Parameter wie kleinster, mittlerer und größter Außendurchmes-ser sowie Wanddicke, Ovalität und Exzentrizität. Im Sinne der kontinuierlichen Verbesserung sollten die Messdatenaufnahme und die Messgenauigkeit der manuellen Stichprobenmessungen als Grundlage für diese Berechnung verbessert werden. Um diese Messungen zu vereinfachen und auszuweiten, beschloss V & M, eine Online-Kontrolle der „High-Collapse Rohre“ einzurich-ten. Eine neue Messanlage für Durchmesser, Ovalität und Länge der Rohre sollte die vorhandene Ultraschall-Prüfanlage für die Wanddicke ergänzen. So kann für jedes Rohr ein digitaler „Fingerabdruck“ zur Berechnung der Collapse-Beständigkeit ermittelt werden. Zusätzlich verlangen die Kunden von V & M, die Rohrenden in engeren Toleranzen zu fertigen, damit die Rohre optimal einander zugeordnet werden können. So werden Verwirbelungen der Strömung im Rohr vermieden und die Förderleistung erhöht. Die Messung sollte automatisch erfolgen, die Prüfgeschwindigkeit musste so hoch sein, dass die Taktzeit der Weiterverarbeitung nicht beeinflusst wurde. Das System musste sich ohne größere Umbaumaßnahmen in die vorhandene Produktions-umgebung einfügen.
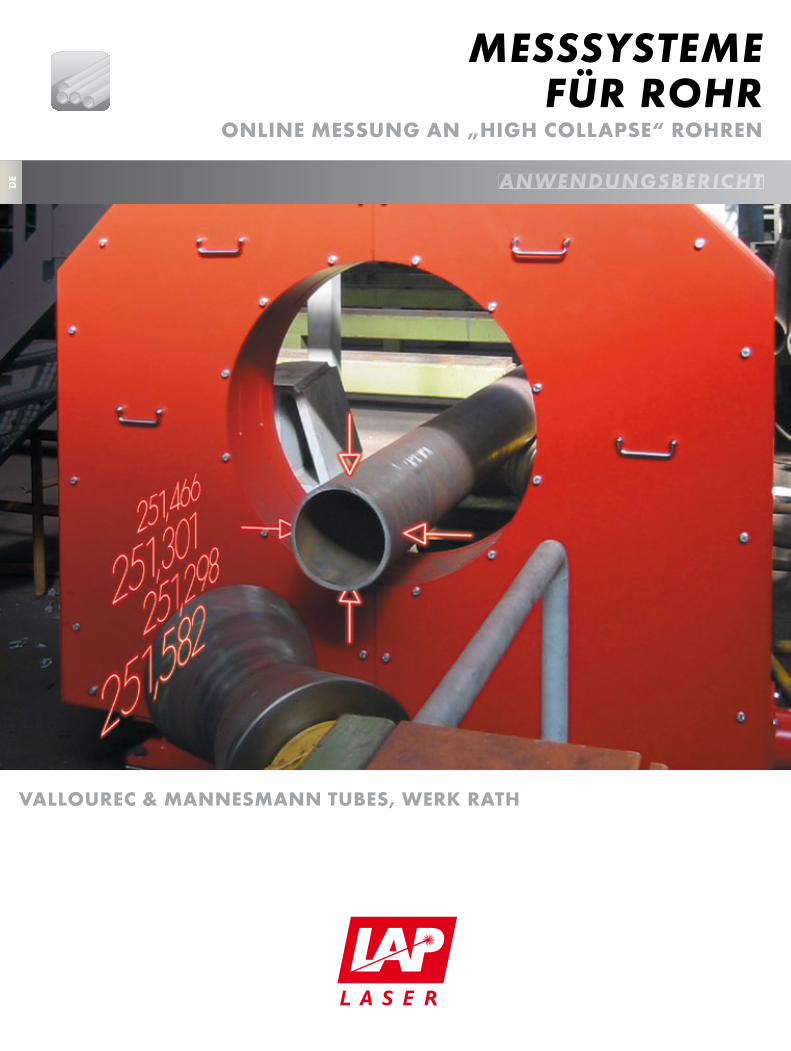
DIE LÖSUNG
In den vorhandenen Zuführrollgang zur Ultraschall-Prüfanlage wurde ein geschlossener Messrahmen integriert, in dem zwei um 90° versetzte LDM Laser Scanmikrometer Systeme der LAP den Außendurchmesser und die Ovalität der Rohre messen. Die Rohrlänge wird über eine Referenzstrecke mit Laserlichtschranken ermittelt. Unter einem Winkel von 45° angeordnete Transportrollen bewegen die Rohre in einer schraubenförmigen Bewegung durch das Messsystem, so dass die Rohre über die gesamte Länge in beiden Achsen lückenlos geprüft werden. Wegen der hohen Messgenauigkeit, der Kompaktheit des Messsystems und der Einfachheit der Bedienung hat sich die Lösung der LAP gegen CCD Kamera- und Lichtschnittsysteme durchgesetzt.
VALLOUREC & MANNESMANN TUBES, WERK RATH
„Jedes einzelne Rohr besitzt jetzt seinen Fingerabdruck. LAP ist bei der Entwicklung dieses komplexen Messsystems intensiv auf unsere Bedürfnisse eingegangen, die gemeinsame Entwicklung der aufwän-digen Algorithmen hat schnell zu einem überzeugenden Ergebnis geführt.“
DR.-ING. CHRISTOF DELHAES LEITER ZERSTÖRUNGSFREIE PRÜFTECHNIK V & M DEUTSCHLAND GMBH
DER FINGERABDRUCK FÜR JEDES ROHR
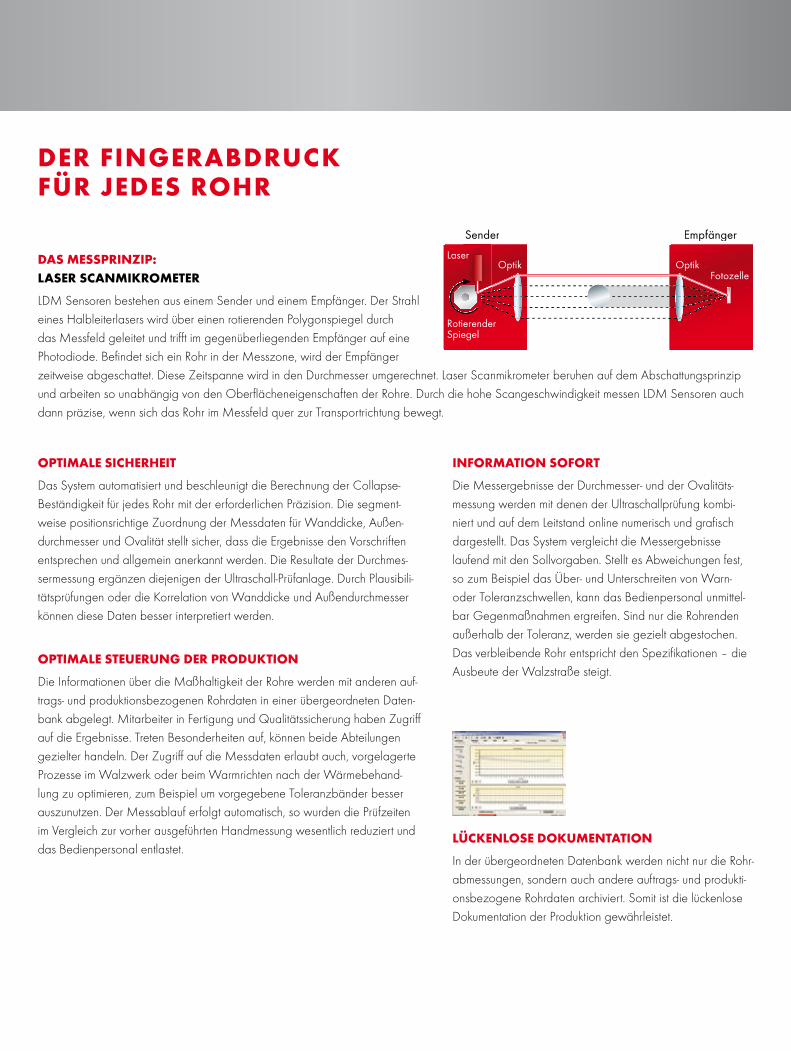
DAS MESSPRINZIP:LASER SCANMIKROMETER
LDM Sensoren bestehen aus einem Sender und einem Empfänger. Der Strahl eines Halbleiterlasers wird über einen rotierenden Polygonspiegel durch das Messfeld geleitet und triff t im gegenüberliegenden Empfänger auf eine Photodiode. Befi ndet sich ein Rohr in der Messzone, wird der Empfänger zeitweise abgeschattet. Diese Zeitspanne wird in den Durchmesser umgerechnet. Laser Scanmikrometer beruhen auf dem Abschattungsprinzip und arbeiten so unabhängig von den Oberfl ächeneigenschaften der Rohre. Durch die hohe Scangeschwindigkeit messen LDM Sensoren auch dann präzise, wenn sich das Rohr im Messfeld quer zur Transportrichtung bewegt.
OPTIMALE SICHERHEIT
Das System automatisiert und beschleunigt die Berechnung der Collapse-Beständigkeit für jedes Rohr mit der erforderlichen Präzision. Die segment-weise positionsrichtige Zuordnung der Messdaten für Wanddicke, Außen-durchmesser und Ovalität stellt sicher, dass die Ergebnisse den Vorschriften entsprechen und allgemein anerkannt werden. Die Resultate der Durchmes-sermessung ergänzen diejenigen der Ultraschall-Prüfanlage. Durch Plausibili-tätsprüfungen oder die Korrelation von Wanddicke und Außendurchmesser können diese Daten besser interpretiert werden.
INFORMATION SOFORT
Die Messergebnisse der Durchmesser- und der Ovalitäts-messung werden mit denen der Ultraschallprüfung kombi-niert und auf dem Leitstand online numerisch und grafi sch dargestellt. Das System vergleicht die Messergebnisse laufend mit den Sollvorgaben. Stellt es Abweichungen fest, so zum Beispiel das Über- und Unterschreiten von Warn- oder Toleranzschwellen, kann das Bedienpersonal unmittel-bar Gegenmaßnahmen ergreifen. Sind nur die Rohrenden außerhalb der Toleranz, werden sie gezielt abgestochen. Das verbleibende Rohr entspricht den Spezifi kationen – die Ausbeute der Walzstraße steigt.
OPTIMALE STEUERUNG DER PRODUKTION
Die Informationen über die Maßhaltigkeit der Rohre werden mit anderen auf-trags- und produktionsbezogenen Rohrdaten in einer übergeordneten Daten-bank abgelegt. Mitarbeiter in Fertigung und Qualitätssicherung haben Zugriff auf die Ergebnisse. Treten Besonderheiten auf, können beide Abteilungen gezielter handeln. Der Zugriff auf die Messdaten erlaubt auch, vorgelagerte Prozesse im Walzwerk oder beim Warmrichten nach der Wärmebehand-lung zu optimieren, zum Beispiel um vorgegebene Toleranzbänder besser auszunutzen. Der Messablauf erfolgt automatisch, so wurden die Prüfzeiten im Vergleich zur vorher ausgeführten Handmessung wesentlich reduziert und das Bedienpersonal entlastet.
LÜCKENLOSE DOKUMENTATION
In der übergeordneten Datenbank werden nicht nur die Rohr-abmessungen, sondern auch andere auftrags- und produkti-onsbezogene Rohrdaten archiviert. Somit ist die lückenlose Dokumentation der Produktion gewährleistet.
Sender
Laser
Rotierender Spiegel
FotozelleOptik Optik
Empfänger
DEZ
20
11
/BO
ZS.
DE
DIE TECHNIK IM EINZELNEN
ECKDATEN Messgut: Nahtlose, warmgefertigte Stahlrohre Messaufgaben:
Rohrdurchmesser – min/max/mittel Ovalität – max (6 Prüfkriterien) Länge – segmentweise positionsrichtige Zuordnung der Messwerte
Durchmesser: 177,8 bis 406,4 mm Länge: 6.000 bis 15.000 mm Materialtemperatur: 0 bis 40 °C Vorschubgeschwindigkeit: 1 m/s
MESSSYSTEM Messrahmen mit zwei orthogonal angeordneten Messachsen, pro Messachse 2 untere Laser Scanmikrometer LDM 304 dsp sowie zwei obere Laser Scanmikrometer LDM 304 dsp und LDM 305 in „big diame-ter“ Anordnung Messbereich: 1 bis 425 mm Auflösung: 0,005 mm Messunsicherheit: < +0,050 mm Messrate: 400 Hz
MECHANICHER AUFBAU Einbauort im Zuführrollgang der Ultraschallanlage 12 Schraubenförmige Bewegung der Rohre durch das Messfeld
WALZWERKSGERECHTE KONSTRUKTION Nahezu wartungsfreies Messsystem mit Eigenüberwachung der Lasermess-felder Robuster spannungsfrei geglühter Stahlrahmen in stabiler, walzwerksgerech-ter Ausführung Autonome Luftversorgung für Klimatisierung und Luftspülung des Messrah-mens über eigene Luftversorgungseinheit mit Klimagerät und Luftfilter
MESSABLAUF Vollautomatischer Messvorgang, keine Eingabe des Bedieners erforderlich, Start/Stopp Triggerung durch das Messsystem Integrierte Längenmessung über Referenzstrecke mit Laserlichtschranken Laufende Überprüfung der Soll- und Istdaten sowie der Toleranzgrenzen mit Signalsetzung bei Toleranzverletzungen Einfache und schnelle Kalibrierung vor Ort mit Kalibriermeisterstücken
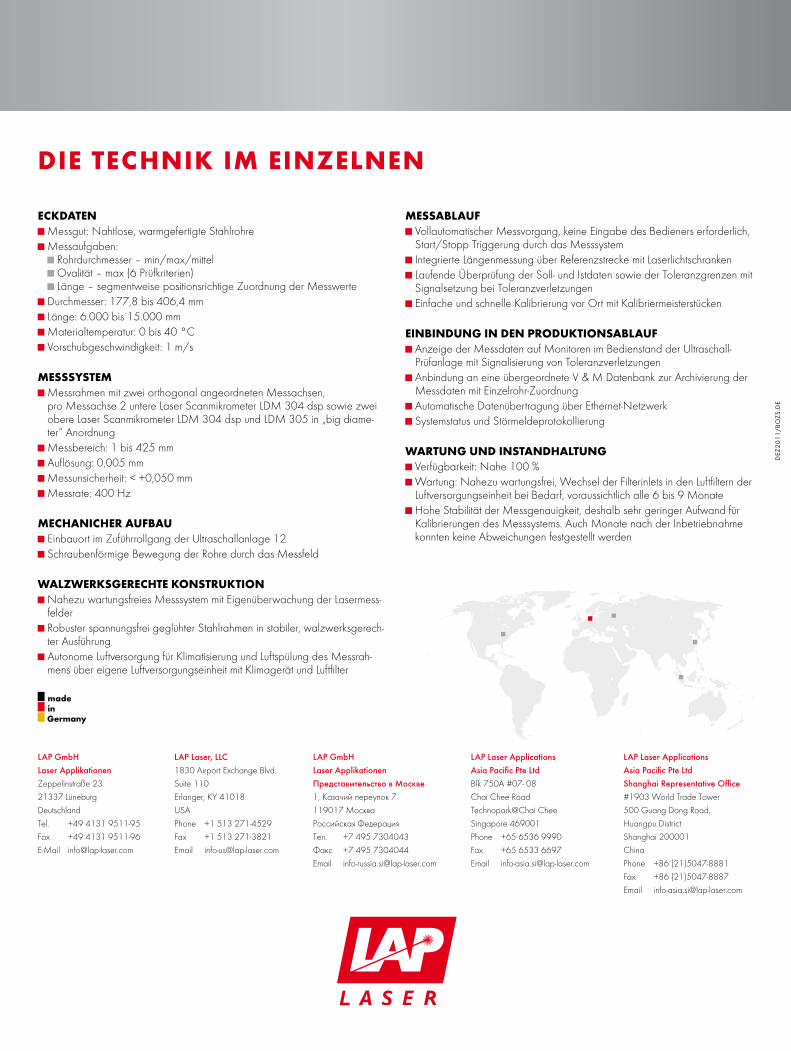
EINBINDUNG IN DEN PRODUKTIONSABLAUF Anzeige der Messdaten auf Monitoren im Bedienstand der Ultraschall-Prüfanlage mit Signalisierung von Toleranzverletzungen Anbindung an eine übergeordnete V & M Datenbank zur Archivierung der Messdaten mit Einzelrohr-Zuordnung Automatische Datenübertragung über Ethernet-Netzwerk Systemstatus und Störmeldeprotokollierung
WARTUNG UND INSTANDHALTUNG Verfügbarkeit: Nahe 100 % Wartung: Nahezu wartungsfrei, Wechsel der Filterinlets in den Luftfiltern der Luftversorgungseinheit bei Bedarf, voraussichtlich alle 6 bis 9 Monate Hohe Stabilität der Messgenauigkeit, deshalb sehr geringer Aufwand für Kalibrierungen des Messsystems. Auch Monate nach der Inbetriebnahme konnten keine Abweichungen festgestellt werden
LAP GmbH Laser ApplikationenZeppelinstraße 2321337 LüneburgDeutschlandTel. +49 4131 9511-95Fax +49 4131 9511-96E-Mail [email protected]
LAP Laser, LLC1830 Airport Exchange Blvd.Suite 110Erlanger, KY 41018USAPhone +1 513 271-4529Fax +1 513 271-3821Email [email protected]
LAP GmbH Laser ApplikationenПредставительство в Москве1, Казачий переулок 7119017 МоскваРоссийская ФедерацияТел. +7 495 7304043Факс +7 495 7304044Email [email protected]
LAP Laser ApplicationsAsia Pacific Pte LtdBlk 750A #07- 08Chai Chee Road Technopark@Chai CheeSingapore 469001Phone +65 6536 9990Fax +65 6533 6697Email [email protected]
LAP Laser Applications Asia Pacific Pte Ltd Shanghai Representative Office #1903 World Trade Tower 500 Guang Dong Road, Huangpu District Shanghai 200001 ChinaPhone +86 (21)5047-8881Fax +86 (21)5047-8887Email [email protected]




























