Embed Size (px)
Citation preview
Fiche 115115 Juin 2007
LABORATOIRELABORATOIRE
COMPOSITION DES BÉTONSMéthode générale et outils
Auteur : Jacques Bresson
Modifi cation par rapport à la précédente édition : forme.
La défi nition d’une composition de béton, la mieux adaptée possible à une fabrication de produits en béton, nécessite une démarche cohérente et méthodique prenant en compte tous les aspects du ou des problèmes posés (caractéristi-ques des matières premières, méthodes et machines de production, caractéristiques et performances des produits fabriqués...).
Cette démarche se résume en cinq phases.
Définir les objectifs et résultats attendus.
Recueillir toutes les données concernant les produits à fabriquer : sur les méthodes de production, sur les matiè-res premières, sur les performances des produits.
Analyser les données et rechercher les causes des problè-mes.
Rechercher la composition optimale ou les modifications.
Réaliser la composition ou ses modifications, et suivre les résultats ainsi que leurs effets.
La présente fi che propose une méthodologie complète basée sur cette démarche. Cette fi che générale doit être uti-lisée avec l’une des fi ches particulières 135, 179..., défi nis-sant les données spécifi ques à la composition des produits en béton.
MÉTHODE PROPOSÉE
Elle reprend les cinq phases précédentes.
Phase 1
Défi nir les objectifs et résultats attendus
Souvent posés en terme de problèmes à résoudre, ces objectifs se traduisent par des performances des produits ou de la production. Les limites et contraintes imposées doivent aussi être défi nies, car une composition de béton doit res-ter compatible avec les méthodes et matériels de fabrication ainsi qu’avec les impératifs économiques.
Phase 2
Recueillir toutes les données objectives
Données sur les produits à fabriquer, sur les méthodes et les machines de production, sur les matières premières utilisées et utilisables, sur les compositions déjà réalisées.
Ces données peuvent être regroupées sous forme de fi ches permettant de connaître et de mémoriser l’historique des évolutions et des adaptations déjà réalisées.
Les données concernant les produits fabriqués doivent regrouper les caractéristiques et performances demandées aux produits. Elles sont défi nies, soit par les textes de réfé-rences (normes, cahiers des charges), soit par des spécifi ca-tions internes.
Les données concernant les méthodes et les machines de production utilisées sont nécessaires pour permettre une bonne adaptation du béton aux particularités, aux exigences ou aux défauts des machines ou des processus (préparation et transport du béton, formage, démoulage, transport des produits, durcissement et traitement de surface).
Les données concernant les matières premières utilisées ou utilisablesLes ciments, les additifs, les sables, les gravillons, les adju-vants, présentent des caractéristiques variables qui peuvent infl uencer fortement telle ou telle performance du béton ; aussi il convient d’en tenir compte lors de l’établissement ou de la modifi cation d’une composition de béton.
Les données concernant les compositions déjà utilisées sont indispensables lorsqu’il s’agit d’améliorer une composi-tion existante. Les essais de fabrication réalisés avec d’autres compositions doivent être connus ; ils permettent souvent d’ajuster les compositions en anticipant l’effet de telle ou telle caractéristique des matières premières.
Phase 3
Analyser toutes les données recueillies
Cette phase doit permettre de détecter des incompatibilités (par exemple entre matières premières et exigences de pro-duction), ou des problèmes d’adaptation de certaines matiè-res premières ou compositions.
Fiche 115115 Juin 20072
Dans le cas d’une amélioration de composition existante, cette analyse permet de rechercher les causes possibles des problèmes rencontrés. Elle doit se faire en comparant les données recueillies avec les données de base correspondant au type de produit concerné ; celles-ci sont résumées sur les Fiches 135, 179...
La recherche des causes possibles de problèmes est facilitée par l’utilisation de diagrammes «Causes-Effet» voir par exem-ple la Fiche 281.
Phase 4
Rechercher la composition ou les modifi cations les mieux adaptées possibles en fonction de l’analyse précédente et des objectifs visés. Cette recherche est réalisée en appliquant les outils classiques de la composition des bétons donnés ci-après. Les solutions possibles résultent le plus souvent de la meilleure adéquation entre la courbe granulaire du mélange des granulats et le fuseau optimal correspondant au produit concerné. Ce fuseau optimal est donné pour les principaux produits en béton dans la série de Fiches 135, 179...
Phase 5
Réaliser la composition ou les modifi cations proposées, suivre les résultats et leurs effets
Des essais de fabrication avec la composition ou des modi-fi cations proposées permettent de mesurer les résultats et d’observer le comportement du béton. Il est alors possible de proposer d’éventuelles actions correctives pour améliorer la situation.
Cette étape est fondamentale, car l’expérience montre que la résolution des problèmes de composition des bétons (en particulier la mise au point d’une composition optimale), résulte toujours d’une série d’ajustements successifs effec-tués à la suite d’expériences réelles de production.
LES OUTILS DE LA COMPOSITION DES BÉTONS
Divers «outils de la composition des bétons» peuvent être utilisés pour l’analyse des données (phase 3 de la méthode) ou pour la recherche de la composition (phase 4). Ces outils sont développés ci-après dans le cas de la recherche d’une composition pour une production donnée avec des matières premières connues. Leur utilisation se fait alors dans l’ordre indiqué :
a) Détermination pratique des proportions des consti-tuants (sable, gravillons, ciment) à partir de leurs courbes granulaires.
b) Calcul et tracé de la courbe réelle (celle résultant du mélange des constituants), puis vérifi cation de son adéquation par rapport à la courbe moyenne ou au fuseau optimal.
c) Calcul de la recette du béton à partir des proportions trouvées et des données recueillies en phase 2.
Nota – Le plus souvent les deux premières étapes s’appliquent sur le seul mélange des granulats.C’est le cas lorsque la courbe moyenne ou le fuseau optimal (don-
nés dans les Fiches 135, 179...) concernent uniquement le mélan-ge des granulats seuls (cas des fuseaux intitulés «granulats pour béton»). Dans le cas d’un fuseau ou d’une courbe de béton (fuseau intitulé «béton»...), elles s’appliquent sur le mélange complet, ciment compris.
A. Détermination pratique des proportions des constituants (voir Fiche 54)
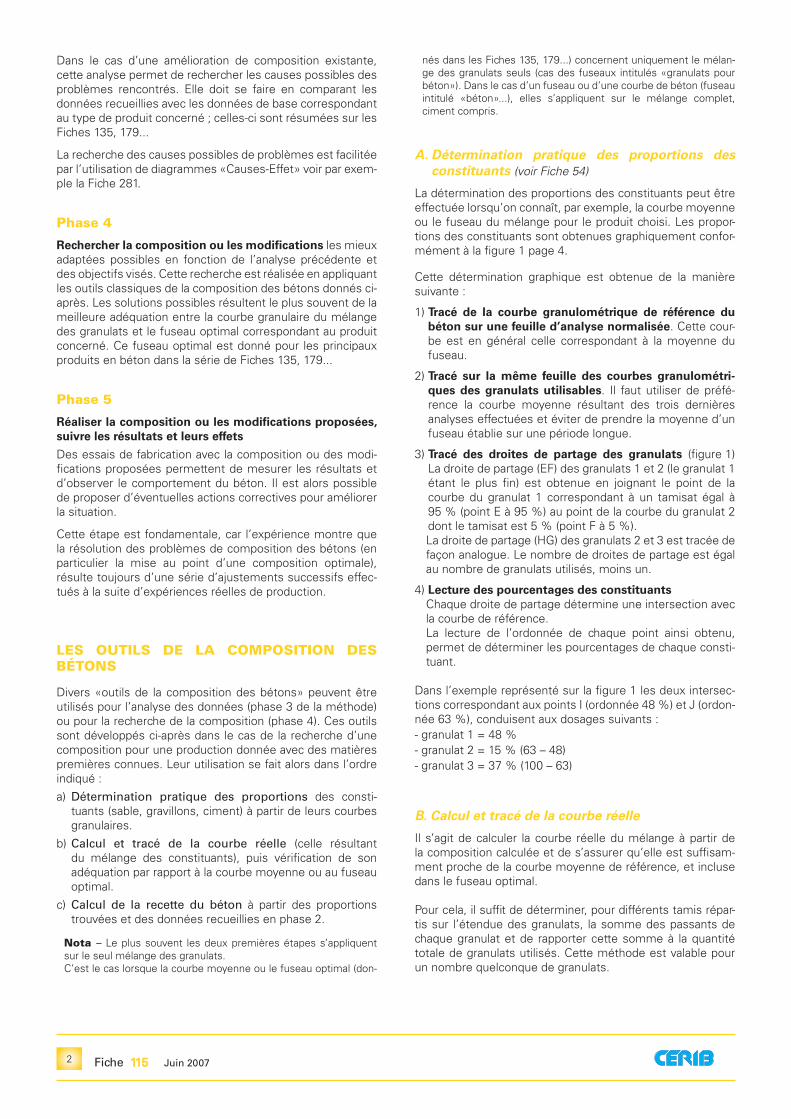
La détermination des proportions des constituants peut être effectuée lorsqu’on connaît, par exemple, la courbe moyenne ou le fuseau du mélange pour le produit choisi. Les propor-tions des constituants sont obtenues graphiquement confor-mément à la fi gure 1 page 4.
Cette détermination graphique est obtenue de la manière suivante :
1) Tracé de la courbe granulométrique de référence du béton sur une feuille d’analyse normalisée. Cette cour-be est en général celle correspondant à la moyenne du fuseau.
2) Tracé sur la même feuille des courbes granulométri-ques des granulats utilisables. Il faut utiliser de préfé-rence la courbe moyenne résultant des trois dernières analyses effectuées et éviter de prendre la moyenne d’un fuseau établie sur une période longue.
3) Tracé des droites de partage des granulats (figure 1)La droite de partage (EF) des granulats 1 et 2 (le granulat 1 étant le plus fin) est obtenue en joignant le point de la courbe du granulat 1 correspondant à un tamisat égal à 95 % (point E à 95 %) au point de la courbe du granulat 2 dont le tamisat est 5 % (point F à 5 %).La droite de partage (HG) des granulats 2 et 3 est tracée de façon analogue. Le nombre de droites de partage est égal au nombre de granulats utilisés, moins un.
4) Lecture des pourcentages des constituantsChaque droite de partage détermine une intersection avec la courbe de référence.La lecture de l’ordonnée de chaque point ainsi obtenu, permet de déterminer les pourcentages de chaque consti-tuant.
Dans l’exemple représenté sur la fi gure 1 les deux intersec-tions correspondant aux points I (ordonnée 48 %) et J (ordon-née 63 %), conduisent aux dosages suivants :- granulat 1 = 48 %- granulat 2 = 15 % (63 – 48)- granulat 3 = 37 % (100 – 63)
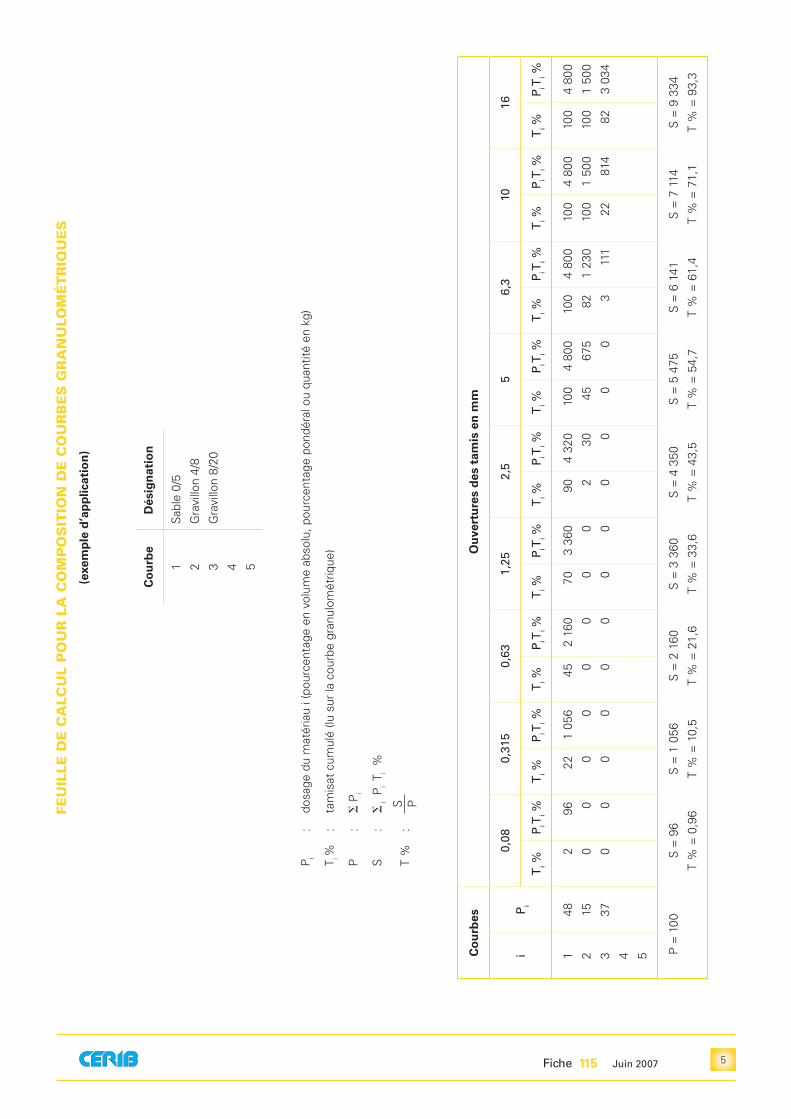
B. Calcul et tracé de la courbe réelle
Il s’agit de calculer la courbe réelle du mélange à partir de la composition calculée et de s’assurer qu’elle est suffi sam-ment proche de la courbe moyenne de référence, et incluse dans le fuseau optimal.
Pour cela, il suffi t de déterminer, pour différents tamis répar-tis sur l’étendue des granulats, la somme des passants de chaque granulat et de rapporter cette somme à la quantité totale de granulats utilisés. Cette méthode est valable pour un nombre quelconque de granulats.

Fiche 115115 Juin 2007 3
Un exemple de calcul, correspondant aux granulats et pro-portions trouvées précédemment, est donné en page 5 sur une feuille de calcul adaptée (annexe 1 page 6). Les propor-tions trouvées sont reportées sur le graphique de la fi gure 1, permettant de vérifi er que la courbe réelle est suffi samment proche de la courbe moyenne de référence.
En cas d’écart sensible entre ces deux courbes, il est néces-saire d’ajuster les pourcentages des constituants, ou dans certains cas, d’introduire un constituant supplémentaire (sable fi n en particulier), soit encore de modifi er le choix des granulats.
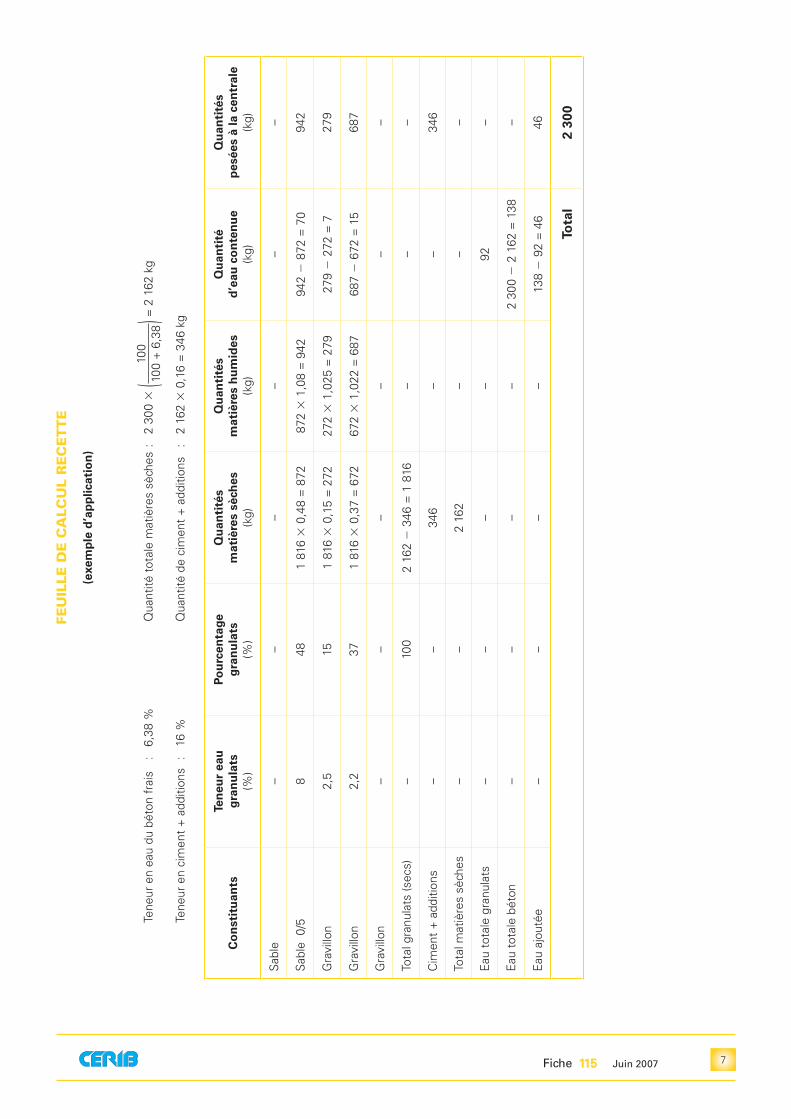
C. Calcul de la recette à partir des proportions trou-vées
Le calcul de la recette nécessite la connaissance des don-nées suivantes (valeurs correspondant à l’exemple traité en page 4) :
- masse volumique du béton Mvh : 2 300 kg/m3
frais mis en place
- teneur en eau du béton frais W : 6,38 %(exprimé par rapport aux matières sèches)
- teneur en eau des granulats % Es : 8 à 2,2 %
- dosage en ciment + additions % C : 16 %
En partant de l’hypothèse que les proportions trouvées sont des pourcentages en poids par rapport au total des granulats, le calcul de la recette est réalisé (page 7) sur la feuille de calcul (donnée en annexe 2 page 8) en respectant les étapes suivantes :
1) Quantité totale de matières sèches par m3 de béton
Ms = Mvh � ( 100100 + W)
2) Quantité de ciment + additions par m3 de béton
C = Ms � % C/100
(le pourcentage de ciment + additions est exprimé par rapport au total des matières sèches)
3) Total granulats secs
Gs = Ms � C
4) Quantité de chacun des granulats secs (Ss). On multiplie les proportions trouvées (divisées par 100) par le total gra-nulats secs.
Ss = (% S/100) � Gs
5) Quantité de granulats humides (Sh)
Sh = SS (100 + % Es
100 )(les teneurs en eau des granulats sont exprimées par rapport aux matières sèches)
6) Quantités d’eau contenues dans chaque granulat Es
Es = Sh � Ss
7) Quantité d’eau totale du béton E
E = Mvh � Ms
8) Quantité d’eau à ajouter dans le malaxeur : différence entre l’eau totale E et la somme de l’eau contenue dans chacun des granulats.
La composition ainsi calculée est reportée sur la feuille de recette en effectuant éventuellement une «règle de trois» pour l’adapter à la quantité de la gâchée désirée.
Fiche 115115 Juin 20074
Figu
re 1
Fiche 115115 Juin 2007 5
FE
UIL
LE
DE
CA
LC
UL P
OU
R L
A C
OM
PO
SIT
ION
DE
CO
UR
BE
S G
RA
NU
LOM
ÉT
RIQ
UE
S
(exe
mp
le d
’ap
plic
atio
n)
Co
urb
eD
ésig
nat
ion
1 2 3 4 5
Sab
le 0
/5
Gra
villo
n 4/
8
Gra
villo
n 8/
20
Pi
: do
sage
du
mat
éria
u i (
pour
cent
age
en v
olum
e ab
solu
, pou
rcen
tage
pon
déra
l ou
quan
tité
en k
g)
T i %
: ta
mis
at c
umul
é (lu
sur
la c
ourb
e gr
anul
omét
rique
)
P
: �
Pi
S
: �
i P
i Ti
%
T %
:
S P
Co
urb
esO
uve
rtu
res
des
tam
is e
n m
m
iP
i
0,08
0,31
50,
631,
252,
55
6,3
1016
Ti %
Pi T
i %T
i %P
i Ti %
Ti %
Pi T
i %T
i %P
i Ti %
Ti %
Pi T
i %T
i %P
i Ti %
Ti %
Pi T
i %T
i %P
i Ti %
Ti %
Pi T
i %
1 2 3 4 5
48 15 37
2 0 0
96 0 0
22 0 0
1 05
6 0 0
45 0 0
2 16
0 0 0
70 0 0
3 36
0 0 0
90 2 0
4 32
0 30 0
100 45 0
4 80
0
675 0
100 82 3
4 80
0
1 23
0
111
100
100 22
4 80
0
1 50
0
814
100
100 82
4 80
0
1 50
0
3 03
4
P =
100
S
= 9
6 S
= 1
056
S
= 2
160
S
= 3
360
S
= 4
350
S
= 5
475
S
= 6
141
S
= 7
114
S
= 9
334
T
% =
0,9
6 T
% =
10,
5 T
% =
21,
6 T
% =
33,
6 T
% =
43,
5 T
% =
54,
7 T
% =
61,
4 T
% =
71,
1 T
% =
93,
3
Fiche 115115 Juin 20076
AN
NE
XE
1 :
FE
UIL
LE
DE
CA
LC
UL P
OU
R L
A C
OM
PO
SIT
ION
DE
CO
UR
BE
S G
RA
NU
LOM
ÉT
RIQ
UE
S
Co
urb
eD
ésig
nat
ion
1 2 3 4 5
Pi
: do
sage
du
mat
éria
u i (
pour
cent
age
en v
olum
e ab
solu
, pou
rcen
tage
pon
déra
l ou
quan
tité
en k
g)
T i %
: ta
mis
at c
umul
é (lu
sur
la c
ourb
e gr
anul
omét
rique
)
P
: �
Pi
S
: �
i P
i Ti
%
T %
:
S P
Co
urb
esO
uve
rtu
res
des
tam
is e
n m
m
iP
i
Ti %
Pi T
i %T
i %P
i Ti %
Ti %
Pi T
i %T
i %P
i Ti %
Ti %
Pi T
i %T
i %P
i Ti %
Ti %
Pi T
i %T
i %P
i Ti %
Ti %
Pi T
i %
1 2 3 4 5 P =
S
=
S =
S
=
S =
S
=
S =
S
=
S =
S
=
T
% =
T
% =
T
% =
T
% =
T
% =
T
% =
T
% =
T
% =
T
% =
Fiche 115115 Juin 2007 7
FEU
ILLE
DE
CA
LCU
L R
EC
ET
TE
(exe
mp
le d
’ap
plic
atio
n)
Tene
ur e
n ea
u du
bét
on f
rais
:
6,38
%
Qua
ntité
tot
ale
mat
ière
s sè
ches
:
2 30
0 �
(10
010
0 +
6,3
8) =
2 1
62 k
g
Tene
ur e
n ci
men
t +
add
ition
s :
16 %
Q
uant
ité d
e ci
men
t +
add
ition
s :
2 16
2 �
0,1
6 =
346
kg
Co
nst
itu
ants
Ten
eur
eau
gra
nu
lats
(%)
Pou
rcen
tage
gra
nu
lats
(%)
Qu
anti
tés
mat
ière
s sè
ches
(kg)
Qu
anti
tés
mat
ière
s h
um
ides
(kg)
Qu
anti
téd
’eau
co
nte
nu
e(k
g)
Qu
anti
tés
pes
ées
à la
cen
tral
e(k
g)
Sab
le–
––
––
–
Sab
le 0
/58
481
816
� 0
,48
= 8
7287
2 �
1,0
8 =
942
942
� 8
72 =
70
942
Gra
villo
n2,
515
1 81
6 �
0,1
5 =
272
272
� 1
,025
= 2
7927
9 �
272
= 7
279
Gra
villo
n2,
237
1 81
6 �
0,3
7 =
672
672
� 1
,022
= 6
8768
7 �
672
= 1
568
7
Gra
villo
n–
––
––
–
Tota
l gra
nula
ts (s
ecs)
–10
02
162
� 3
46 =
1 8
16–
––
Cim
ent
+ a
dditi
ons
––
346
––
346
Tota
l mat
ière
s sè
ches
––
2 16
2–
––
Eau
tot
ale
gran
ulat
s–
––
–92
–
Eau
tot
ale
béto
n–
––
–2
300
� 2
162
= 1
38–
Eau
ajo
utée
––
––
138
� 9
2 =
46
46
Tota
l2
300
Fiche 115115 Juin 20078
AN
NE
XE
2 : F
EU
ILLE
DE
CA
LCU
L R
EC
ET
TE
Tene
ur e
n ea
u du
bét
on f
rais
:
Q
uant
ité t
otal
e m
atiè
res
sèch
es :
Tene
ur e
n ci
men
t +
add
ition
s :
Q
uant
ité d
e ci
men
t +
add
ition
s :
Co
nst
itu
ants
Ten
eur
eau
gra
nu
lats
(%)
Pou
rcen
tage
gra
nu
lats
(%)
Qu
anti
tés
mat
ière
s sè
ches
(kg)
Qu
anti
tés
mat
ière
s h
um
ides
(kg)
Qu
anti
téd
’eau
co
nte
nu
e(k
g)
Qu
anti
tés
pes
ées
à la
cen
tral
e(k
g)
Sab
le
Sab
le
Gra
villo
n
Gra
villo
n
Gra
villo
n
Tota
l gra
nula
ts (s
ecs)
Cim
ent
+ a
dditi
ons
Tota
l mat
ière
s sè
ches
Eau
tot
ale
gran
ulat
s
Eau
tot
ale
béto
n
Eau
ajo
utée
Tota
l
Fiche 272272 Mai 2007
LABORATOIRELABORATOIRE
ESSAIS DE MANIABILITÉ SUR BÉTON FRAIS
Normes de référence NF EN 12350-2 (octobre 1999)
NF EN 12350-3 (décembre 1999)
NF EN 12350-4 (mars 2001)
NF EN 12350-5 (décembre 1999)
Auteurs : Jacques Bresson – Sylvain Poudevigne
Modifi cation par rapport à la précédente édition : intégration des essais sur béton autoplaçants.
Cette fi che concerne les principaux essais réalisables sur le béton frais pour qualifi er et quantifi er sa maniabilité. Ces essais permettent en particulier de vérifi er si la maniabilité d’un béton donné est adaptée à l’usage prévu, c’est-à-dire principalement aux techniques de mise en place et de com-pactage utilisées.
Les résultats servent, si besoin est, à détecter la nécessité, soit de rectifi er les dosages en eau ou en matières premiè-res, soit de modifi er les techniques de préparation du béton. Ils permettent aussi d’évaluer ou de suivre l’évolution du comportement du béton frais entre sa sortie du malaxeur et sa mise en place dans le moule.
Cette fi che présente les principaux essais utilisés pour carac-tériser la maniabilité et en particulier les essais courants (Tableau 1 page 8) défi nis et/ou prescrits par des normes françaises ou européennes ainsi que les essais spécifi ques pour les bétons autoplaçants (BAP) (Tableau 2 page 9).
Ces tableaux résument les principes et domaines d’application puis décrivent de façon détaillée les essais.
D’autres essais, moins courants mais intéressants, sont pré-sentés dans les tableaux 3 et 4 pages 10 et 11. Ces derniers essais sont choisis parce qu’ils permettent, soit de mesurer des propriétés rhéologiques particulières (par exemple ségré-gabilité ou viscosité), soit d’être utilisables dans des conditions particulières (dans le malaxeur, dans une benne à béton...).
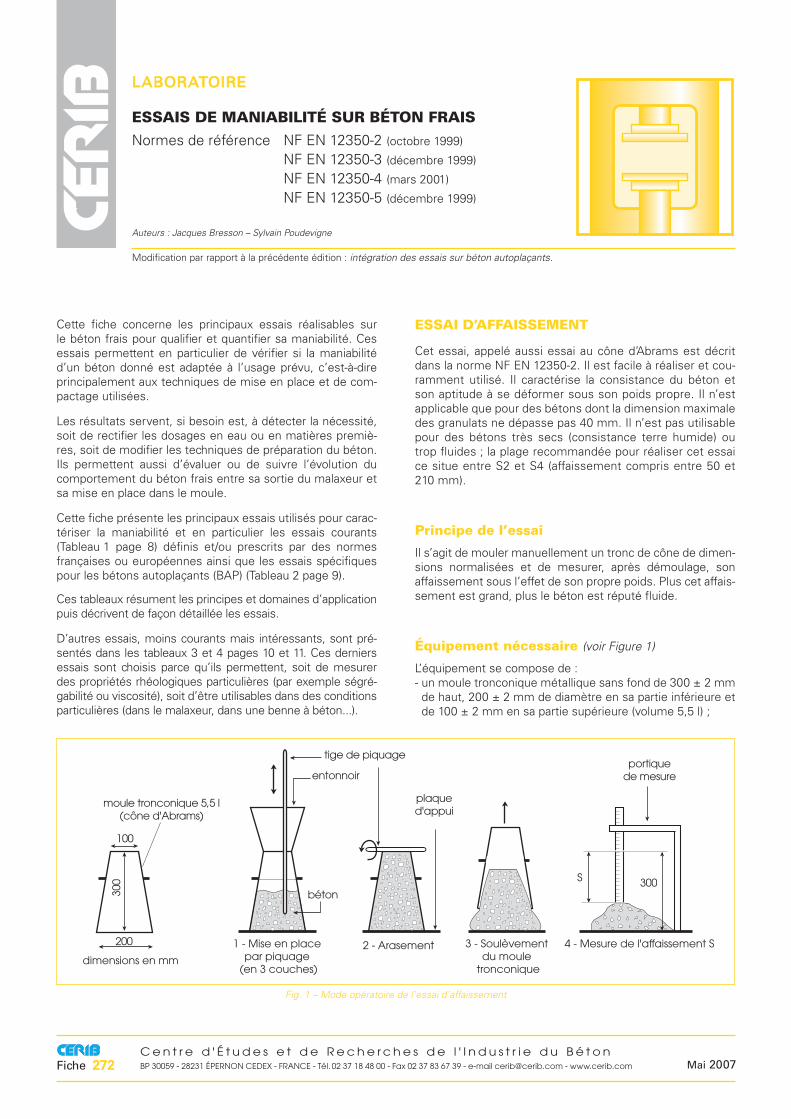
ESSAI D’AFFAISSEMENT
Cet essai, appelé aussi essai au cône d’Abrams est décrit dans la norme NF EN 12350-2. Il est facile à réaliser et cou-ramment utilisé. Il caractérise la consistance du béton et son aptitude à se déformer sous son poids propre. Il n’est applicable que pour des bétons dont la dimension maximale des granulats ne dépasse pas 40 mm. Il n’est pas utilisable pour des bétons très secs (consistance terre humide) ou trop fl uides ; la plage recommandée pour réaliser cet essai ce situe entre S2 et S4 (affaissement compris entre 50 et 210 mm).
Principe de l’essai
Il s’agit de mouler manuellement un tronc de cône de dimen-sions normalisées et de mesurer, après démoulage, son affaissement sous l’effet de son propre poids. Plus cet affais-sement est grand, plus le béton est réputé fl uide.
Équipement nécessaire (voir Figure 1)
L’équipement se compose de :- un moule tronconique métallique sans fond de 300 ± 2 mm de haut, 200 ± 2 mm de diamètre en sa partie inférieure et de 100 ± 2 mm en sa partie supérieure (volume 5,5 l) ;
Fig. 1 – Mode opératoire de l’essai d’affaissement
300
200
100
moule tronconique 5,5 l(cône d'Abrams)
tige de piquage
entonnoir
béton
plaqued'appui
portiquede mesure
300S
dimensions en mm
1 - Mise en place par piquage
(en 3 couches)
2 - Arasement 3 - Soulèvement du moule
tronconique
4 - Mesure de l'affaissement S
Fiche 272272 Mai 20072
- une plaque d’appui rigide et plate ; - une tige de piquage de 16 ± 1 mm de diamètre et de 600 ± 5 mm de longueur avec des extrémités hémisphériques ;
- un portique de mesure avec une règle graduée de 0 à 300 mm ;
- un entonnoir (facultatif).
Mode opératoire (voir Figure 1)
La plaque d’appui et le moule sont légèrement humidifiés, et le moule est fixé contre la plaque d’appui.
Le remplissage du béton s’effectue en trois couches approximativement d’égales hauteurs. Pour chaque cou-che, le béton est piqué à 25 reprises, les piqûres étant réparties uniformément sur la section de la couche supé-rieure avec la tige de piquage. La tige ne doit pénétrer que très légèrement dans la couche sous-jacente à la couche faisant l’objet du piquage.
L’arasement du béton en excès de la dernière couche se fait à l’aide de la tige de piquage.
Le moule est ensuite retiré en 5 à 10 secondes par une remontée verticale et régulière.
Immédiatement après avoir retiré le moule, l’affaissement est mesuré par différence entre la hauteur du moule et le point le plus haut du béton affaissé.
Lorsque le béton cisaille, l’essai doit être refait.
Résultats
La norme NF EN 206-1 défi nit cinq classes de consistance. Ces classes sont défi nies en fonction de l’affaissement mesuré :
NF EN 206-1 Anciennes classes
Classe de consistance
Affaissement (mm) Classe
Affaissement (cm)
S1 10 à 40 Ferme (F) 0 à 4
S2 50 à 90 Plastique (P) 5 à 9
S3 100 à 150 Très plastique (TP) 10 à 15
S4 160 à 210 Fluide (Fl) 16 à 21
S5 ⩾ 220 Très fl uide (TFl) ≥ 22
plage recommandée pour les essais
Ces classes peuvent être utilisées dans le cas de la passassion d’un mar-ché. Pour la surveillance ou la mise au point d’une production, l’habitude est de défi nir une valeur cible.
Facteurs d’infl uence
Les principales causes d’incertitude sont les suivantes :
Facteur Niveau Causes
Maind’œuvre
A
Dextérité de l’opérateur pour :- la mise en place du béton dans le moule,
- le démoulage.
B Mesure de l’affaissement.
Matériel
A Horizontalité de la surface de travail.
BExactitude du réglet.Dimensions réelles du moule (dans les tolérances défi nies).
Méthoded’essai
ADurée de l’essai (durée d’enlèvement du moule, du moment de la mesure et durée totale...).
B Modalités d’humidifi cation du matériel (cône, plaque de base).
Matériau A Stabilité du béton après démoulage.
Milieuambiant
A Proximité d’une source de «vibration».
B Température ambiante.
A facteur qualifi é d’importantB facteur qualifi é de moyennement important
Nota - Bien que d’autres facteurs puissent intervenir, ils sont considérés comme d’infl uence moindre par rapport à ces deux premiers niveaux.
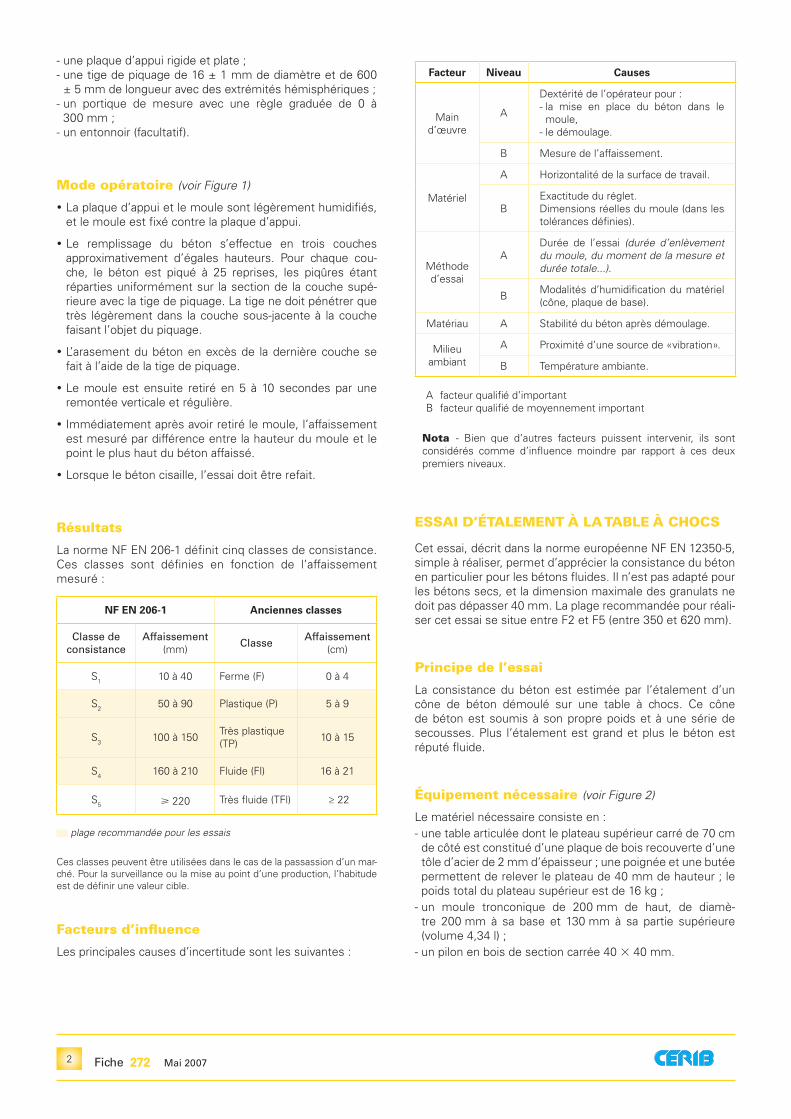
ESSAI D’ÉTALEMENT À LA TABLE À CHOCS
Cet essai, décrit dans la norme européenne NF EN 12350-5, simple à réaliser, permet d’apprécier la consistance du béton en particulier pour les bétons fl uides. Il n’est pas adapté pour les bétons secs, et la dimension maximale des granulats ne doit pas dépasser 40 mm. La plage recommandée pour réali-ser cet essai se situe entre F2 et F5 (entre 350 et 620 mm).
Principe de l’essai
La consistance du béton est estimée par l’étalement d’un cône de béton démoulé sur une table à chocs. Ce cône de béton est soumis à son propre poids et à une série de secousses. Plus l’étalement est grand et plus le béton est réputé fl uide.
Équipement nécessaire (voir Figure 2)
Le matériel nécessaire consiste en :- une table articulée dont le plateau supérieur carré de 70 cm de côté est constitué d’une plaque de bois recouverte d’une tôle d’acier de 2 mm d’épaisseur ; une poignée et une butée permettent de relever le plateau de 40 mm de hauteur ; le poids total du plateau supérieur est de 16 kg ;
- un moule tronconique de 200 mm de haut, de diamè-tre 200 mm à sa base et 130 mm à sa partie supérieure (volume 4,34 l) ;
- un pilon en bois de section carrée 40 � 40 mm.
Fiche 272272 Mai 2007 3
Mode opératoire (voir Figure 2)
Le moule tronconique placé au centre du plateau carré est rempli par 2 couches de béton, compacté par 10 coups de pilon. 30 secondes après arasement le moule est retiré ver-ticalement. Puis le plateau est soulevé de 40 mm jusqu’à la butée et relâché immédiatement. Le cycle est répété 15 fois de suite, chaque cycle durant 2 à 5 secondes.
Résultats
L’étalement de la galette de béton est mesuré sur deux dia-mètres perpendiculaires et exprimé par la moyenne arithmé-tique de ces deux valeurs. La norme NF EN 206-1 défi nit six classes d’étalement selon le diamètre d’étalement F :
NF EN 206-1
ClasseDiamètre d’étalement
(mm)
F1 ⩽ 340
F2 350 à 410
F3 420 à 480
F4 490 à 550
F5 560 à 620
F6 ⩾ 630
plage recommandée pour les essais
Facteurs d’infl uence
Les principales causes d’incertitude sont les suivantes :
Facteur Niveau Causes
Maind’œuvre
A Dextérité de l’opérateur pour la mise en place du béton et le démoulage.
B Maîtrise du levage du plateau de la table jusqu’à la butée supérieure.
Matériel B
Propreté et état de surface de l’appareil (moule et plateau de la table) : planéité, absence de rayures profondes, d’impacts, de taches de rouille, etc.Exactitude du réglet.
Méthoded’essai B
Modalités d’humidifi cation de l’appareil (moule et plateau de la table).Temps d’attente (minutes) entre la fi n du malaxage et le début de l’essai, et durée totale de l’essai.
Matériau A Stabilité du béton après démoulage.
Milieuambiant B Température ambiante.
A facteur qualifi é d’importantB facteur qualifi é de moyennement important
Nota - Bien que d’autres facteurs puissent intervenir, ils sont considérés comme d’infl uence moindre par rapport à ces deux premiers niveaux.
200
200
130 pilon
moule
béton
plateau700 X 700 mm
F
40 mm
articulation
dimensions en mm Mise en place du béton dans le moule en deux couches
1 - 2 - Enlèvement du moule tronconique
4 - Mesure du diamètre d'étalement du béton
3 - Soulèvement puis lâcher de la table15 fois en 15 secondes
Fig. 2 – Mode opératoire de l’essai d’étalement à la table à chocs
Fiche 272272 Mai 20074
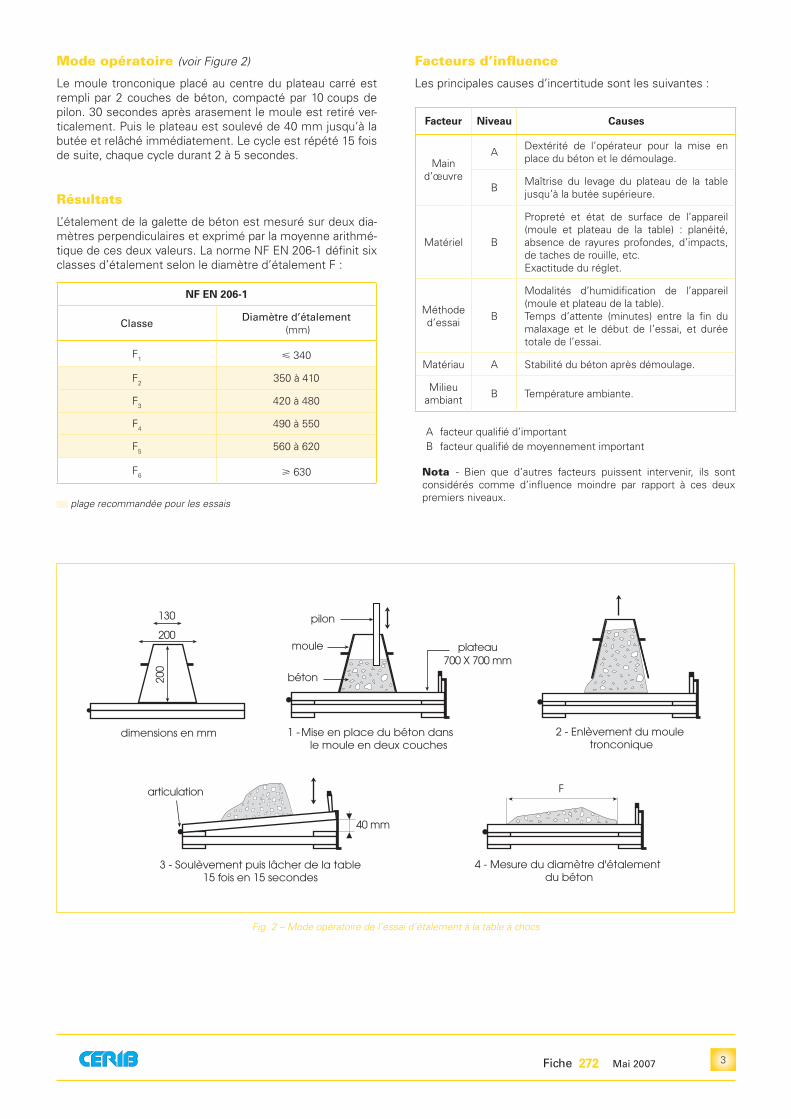
ESSAI DE COMPACTABILITÉ (indice de ser-rage)
Cet essai, décrit dans la norme NF EN 12350-4, concerne les bétons secs ou plastiques. Il n’est pas adapté à des bétons fl uides. La plage recommandée pour réaliser cet essai se situe entre C1 et C2 (entre 1,45 et 1,11).
Principe de l’essai
L’indice de serrage est évalué par le rapport entre le volume de béton avant et après compactage. Le rapport est d’autant plus faible que le béton est plus plastique. En effet, après compactage, un béton plus plastique se tasse moins qu’un béton plus sec pour lequel le foisonnement (augmentation de volume par les «vides») avant compactage est plus impor-tant.
Équipement nécessaire (voir fi gure 3)
Il consiste en :- un récipient parallélépipédique de dimensions intérieures 200 � 200 � 400 mm (volume 16 l) ;
- une truelle rectangulaire ;- une table vibrante de fréquence minimale 40 Hz ou une aiguille vibrante de 50 mm de diamètre maximal et de fré-quence minimale 120 Hz ;
- une règle d’arasement.
Mode opératoire (voir Figure 3)
Remplir le récipient avec la truelle en laissant tomber le béton alternativement de chacun des quatre bords supérieurs du récipient.
Après arasement, le béton est compacté jusqu’à son maxi-mum de compactage avec un moyen adapté à sa consistan-ce (aiguille vibrante pour les bétons plastiques, table vibrante pour les bétons secs). Il est recommandé d’employer une procédure de compactage (moyens et durée) proche de celle utilisée en production.
Le tassement du béton dans le moule est mesuré à l’issue du compactage.
400
mm
200 mm
h1
S
Récipientparallélépipédiquede section carrée200 X 200 (16 litres)
1 - Remplissage du béton non tassé par
petites quantités
2 - Arasement(sans tassement)
3 - Compactage au maximum à l'aiguille ou à
la table vibrante (conditions proches de la production)
4 - Mesuredu
tassement
Fig. 3 – Mode opératoire de l’essai de compactabilité
Résultats
La norme NF EN 206-1 défi nit quatre classes en fonction de l’indice de serrage exprimé par le rapport :
C = h1
h1 � S
h1 : hauteur du béton avant compactage (400 mm)S : hauteur du tassement résultant du compactage
NF EN 206-1
Classe Indice de serrage
C0 ⩾ 1,46
C1 1,45 à 1,26
C2 1,25 à 1,11
C3 1,10 à 1,04
plage recommandée pour les essais
Facteurs d’infl uence
Les principales causes d’incertitude sont les suivantes :
Facteur Niveau Causes
Maind’œuvre A Dextérité de l’opérateur.
Durée de vibration.
Matériel
A Caractéristiques de la vibration.
BExactitude du réglet.Épaisseur de la plaque en plastique, le cas échéant, placée en fond de moule.
Méthode d’essai B Modalité d’humidifi cation du moule.
A facteur qualifi é d’importantB facteur qualifi é de moyennement important
Nota - Bien que d’autres facteurs puissent intervenir, ils sont considérés comme d’infl uence moindre par rapport à ces deux premiers niveaux.
Fiche 272272 Mai 2007 5
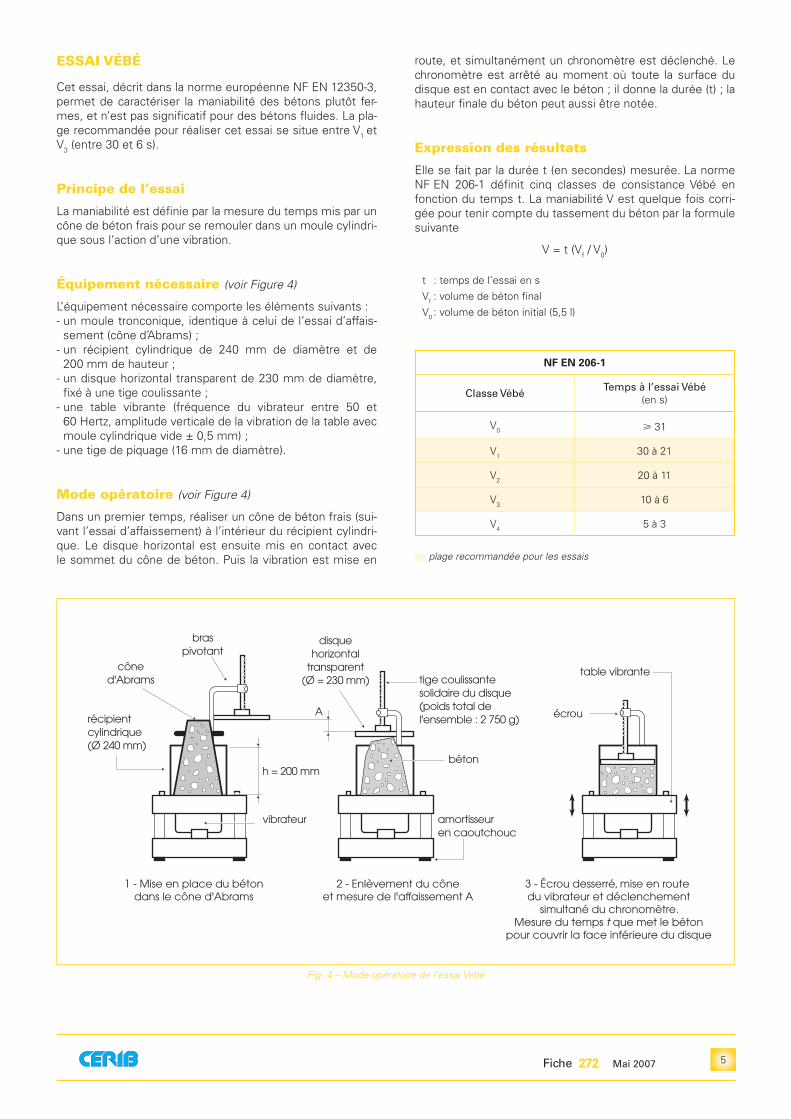
ESSAI VÉBÉ
Cet essai, décrit dans la norme européenne NF EN 12350-3, permet de caractériser la maniabilité des bétons plutôt fer-mes, et n’est pas signifi catif pour des bétons fl uides. La pla-ge recommandée pour réaliser cet essai se situe entre V1 et V3 (entre 30 et 6 s).
Principe de l’essai
La maniabilité est défi nie par la mesure du temps mis par un cône de béton frais pour se remouler dans un moule cylindri-que sous l’action d’une vibration.
Équipement nécessaire (voir Figure 4)
L’équipement nécessaire comporte les éléments suivants :- un moule tronconique, identique à celui de l’essai d’affais-sement (cône d’Abrams) ;
- un récipient cylindrique de 240 mm de diamètre et de 200 mm de hauteur ;
- un disque horizontal transparent de 230 mm de diamètre, fi xé à une tige coulissante ;
- une table vibrante (fréquence du vibrateur entre 50 et 60 Hertz, amplitude verticale de la vibration de la table avec moule cylindrique vide ± 0,5 mm) ;
- une tige de piquage (16 mm de diamètre).
Mode opératoire (voir Figure 4)
Dans un premier temps, réaliser un cône de béton frais (sui-vant l’essai d’affaissement) à l’intérieur du récipient cylindri-que. Le disque horizontal est ensuite mis en contact avec le sommet du cône de béton. Puis la vibration est mise en
route, et simultanément un chronomètre est déclenché. Le chronomètre est arrêté au moment où toute la surface du disque est en contact avec le béton ; il donne la durée (t) ; la hauteur fi nale du béton peut aussi être notée.
Expression des résultats
Elle se fait par la durée t (en secondes) mesurée. La norme NF EN 206-1 défi nit cinq classes de consistance Vébé en fonction du temps t. La maniabilité V est quelque fois corri-gée pour tenir compte du tassement du béton par la formule suivante
V = t (Vf / V0)
t : temps de l’essai en sVf : volume de béton fi nalV0 : volume de béton initial (5,5 l)
NF EN 206-1
Classe VébéTemps à l’essai Vébé
(en s)
V0 ⩾ 31
V1 30 à 21
V2 20 à 11
V3 10 à 6
V4 5 à 3
plage recommandée pour les essais
braspivotant
côned'Abrams
récipientcylindrique(Ø 240 mm)
bétonh = 200 mm
A
vibrateur
disquehorizontal
transparent(Ø = 230 mm) tige coulissante
solidaire du disque(poids total del'ensemble : 2 750 g)
amortisseuren caoutchouc
table vibrante
écrou
1 - Mise en place du bétondans le cône d'Abrams
2 - Enlèvement du côneet mesure de l'affaissement A
3 - Écrou desserré, mise en route du vibrateur et déclenchement
simultané du chronomètre.Mesure du temps t que met le béton
pour couvrir la face inférieure du disque
Fig. 4 – Mode opératoire de l’essai Vébé
Fiche 272272 Mai 20076
Facteurs d’infl uence
Les principales causes d’incertitude sont les suivantes :
Facteur Niveau Causes
Maind’œuvre A
Dextérité de l’opérateur pour :- la manipulation de la machine d’essai Vébé,- la mise en place du béton dans le moule (énergie de piquage, inclinaison de la tige de piquage, épaisseur des couches, pro-fondeur de pénétration de la tige dans la couche sous jacente...),
- le démoulage.
Estimation de la fi n de l’essai «disque entiè-rement maculé».
Matériel
A Caractéristiques de la table de vibration.
B Dimensions réelles du récipient cylindrique.Exactitude du chronomètre.
Méthode d’essai B Durée de l’essai.
Milieuambiant B Température ambiante.
A facteur qualifi é d’importantB facteur qualifi é de moyennement important
Nota - Bien que d’autres facteurs puissent intervenir, ils sont considérés comme d’infl uence moindre par rapport à ces deux premiers niveaux.
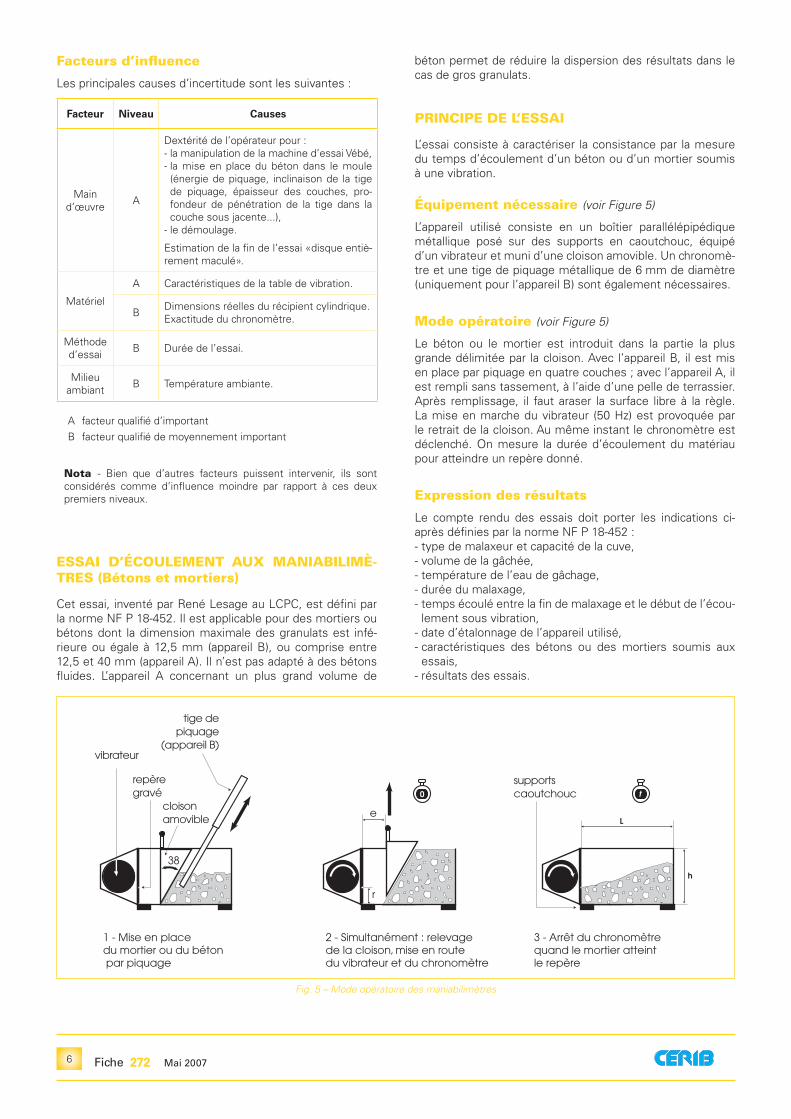
ESSAI D’ÉCOULEMENT AUX MANIABILIMÈ-TRES (Bétons et mortiers)
Cet essai, inventé par René Lesage au LCPC, est défi ni par la norme NF P 18-452. Il est applicable pour des mortiers ou bétons dont la dimension maximale des granulats est infé-rieure ou égale à 12,5 mm (appareil B), ou comprise entre 12,5 et 40 mm (appareil A). Il n’est pas adapté à des bétons fl uides. L’appareil A concernant un plus grand volume de
béton permet de réduire la dispersion des résultats dans le cas de gros granulats.
PRINCIPE DE L’ESSAI
L’essai consiste à caractériser la consistance par la mesure du temps d’écoulement d’un béton ou d’un mortier soumis à une vibration.
Équipement nécessaire (voir Figure 5)
L’appareil utilisé consiste en un boîtier parallélépipédique métallique posé sur des supports en caoutchouc, équipé d’un vibrateur et muni d’une cloison amovible. Un chronomè-tre et une tige de piquage métallique de 6 mm de diamètre (uniquement pour l’appareil B) sont également nécessaires.
Mode opératoire (voir Figure 5)
Le béton ou le mortier est introduit dans la partie la plus grande délimitée par la cloison. Avec l’appareil B, il est mis en place par piquage en quatre couches ; avec l’appareil A, il est rempli sans tassement, à l’aide d’une pelle de terrassier. Après remplissage, il faut araser la surface libre à la règle. La mise en marche du vibrateur (50 Hz) est provoquée par le retrait de la cloison. Au même instant le chronomètre est déclenché. On mesure la durée d’écoulement du matériau pour atteindre un repère donné.
Expression des résultats
Le compte rendu des essais doit porter les indications ci-après défi nies par la norme NF P 18-452 :- type de malaxeur et capacité de la cuve,- volume de la gâchée,- température de l’eau de gâchage,- durée du malaxage,- temps écoulé entre la fi n de malaxage et le début de l’écou-lement sous vibration,
- date d’étalonnage de l’appareil utilisé,- caractéristiques des bétons ou des mortiers soumis aux essais,
- résultats des essais.
tige depiquage
(appareil B)
cloison amovible
38
repèregravé
vibrateur
0 t
e
r
L
h
supportscaoutchouc
1 - Mise en place du mortier ou du béton par piquage
2 - Simultanément : relevagede la cloison, mise en routedu vibrateur et du chronomètre
3 - Arrêt du chronomètrequand le mortier atteintle repère
Fig. 5 – Mode opératoire des maniabilimètres
Fiche 272272 Mai 2007 7
Le tableau ci-dessous donne les plages des valeurs corres-pondant aux différents types de béton.
Classe de consistance Durées t (en s)
Ferme t ⩾ 40
Plastique 20 < t ⩽ 30
Très plastique 10 < t ⩽ 20
Fluide t ⩽ 10
Dimensions intérieures des maniabilimètres (mm)
Appareils* A B
Longueur (L) 600 180
Largeur (l) 300 90
Hauteur (h) 300 90
Espace libre (e) 150 50
Hauteur du repère gravé (r) 100 30
Volume de béton (litre) 30 0,8
* Appareil A pour un béton avec 12,5 < D ⩽ 40 mmAppareil B pour un béton avec D ⩽ 12,5 mm
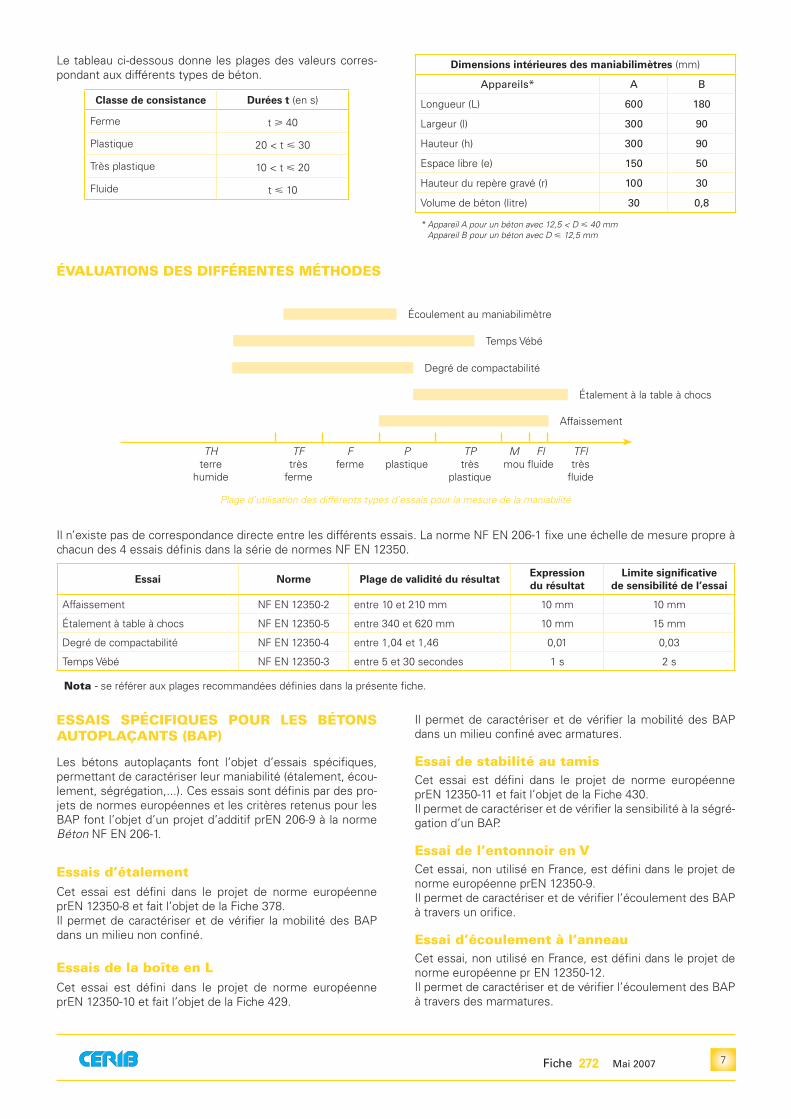
ÉVALUATIONS DES DIFFÉRENTES MÉTHODES
Écoulement au maniabilimètre
Temps Vébé
Degré de compactabilité
Étalement à la table à chocs
Affaissement
THterre
humide
TFtrès
ferme
Fferme
Pplastique
TPtrès
plastique
Mmou
Flfl uide
TFltrès
fl uide
Plage d’utilisation des différents types d’essais pour la mesure de la maniabilité
Il n’existe pas de correspondance directe entre les différents essais. La norme NF EN 206-1 fi xe une échelle de mesure propre à chacun des 4 essais défi nis dans la série de normes NF EN 12350.
Essai Norme Plage de validité du résultatExpression du résultat
Limite signifi cativede sensibilité de l’essai
Affaissement NF EN 12350-2 entre 10 et 210 mm 10 mm 10 mm
Étalement à table à chocs NF EN 12350-5 entre 340 et 620 mm 10 mm 15 mm
Degré de compactabilité NF EN 12350-4 entre 1,04 et 1,46 0,01 0,03
Temps Vébé NF EN 12350-3 entre 5 et 30 secondes 1 s 2 s
Nota - se référer aux plages recommandées défi nies dans la présente fi che.
ESSAIS SPÉCIFIQUES POUR LES BÉTONS AUTOPLAÇANTS (BAP)
Les bétons autoplaçants font l’objet d’essais spécifi ques, permettant de caractériser leur maniabilité (étalement, écou-lement, ségrégation,...). Ces essais sont défi nis par des pro-jets de normes européennes et les critères retenus pour les BAP font l’objet d’un projet d’additif prEN 206-9 à la norme Béton NF EN 206-1.
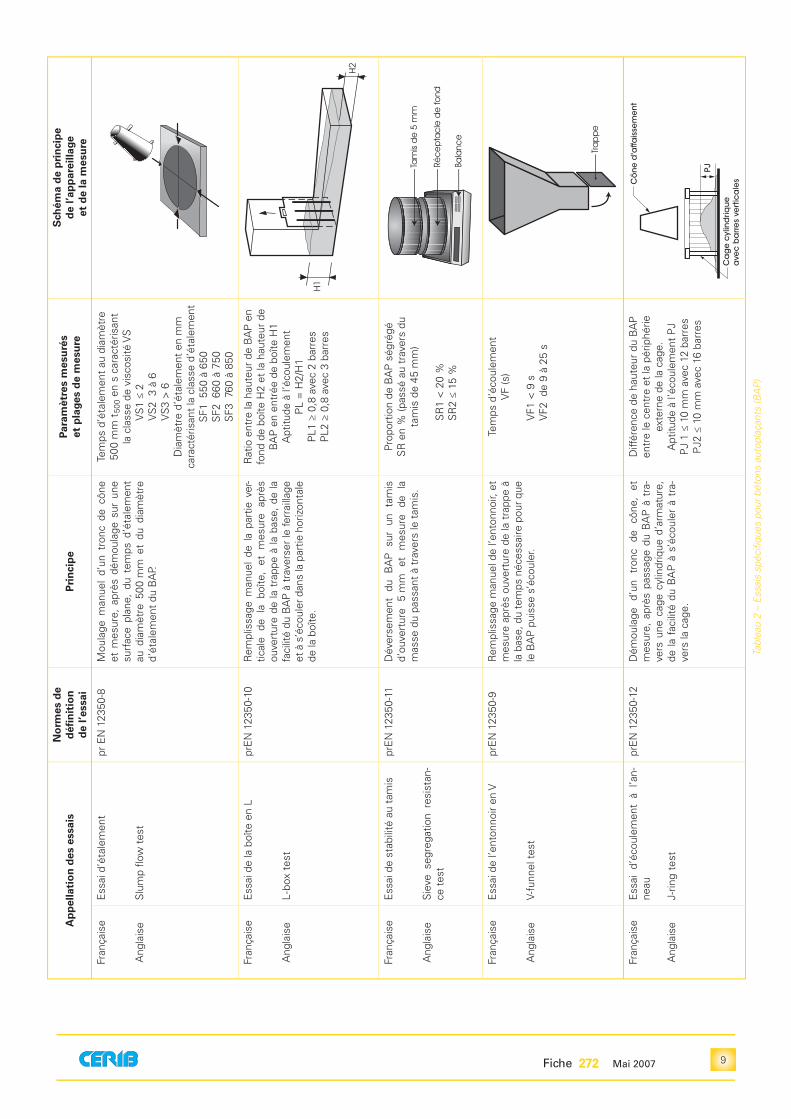
Essais d’étalementCet essai est défi ni dans le projet de norme européenne prEN 12350-8 et fait l’objet de la Fiche 378.Il permet de caractériser et de vérifi er la mobilité des BAP dans un milieu non confi né.
Essais de la boîte en LCet essai est défi ni dans le projet de norme européenne prEN 12350-10 et fait l’objet de la Fiche 429.
Il permet de caractériser et de vérifi er la mobilité des BAP dans un milieu confi né avec armatures.
Essai de stabilité au tamisCet essai est défi ni dans le projet de norme européenne prEN 12350-11 et fait l’objet de la Fiche 430.Il permet de caractériser et de vérifi er la sensibilité à la ségré-gation d’un BAP.
Essai de l’entonnoir en VCet essai, non utilisé en France, est défi ni dans le projet de norme européenne prEN 12350-9.Il permet de caractériser et de vérifi er l’écoulement des BAP à travers un orifi ce.
Essai d’écoulement à l’anneauCet essai, non utilisé en France, est défi ni dans le projet de norme européenne pr EN 12350-12.Il permet de caractériser et de vérifi er l’écoulement des BAP à travers des marmatures.
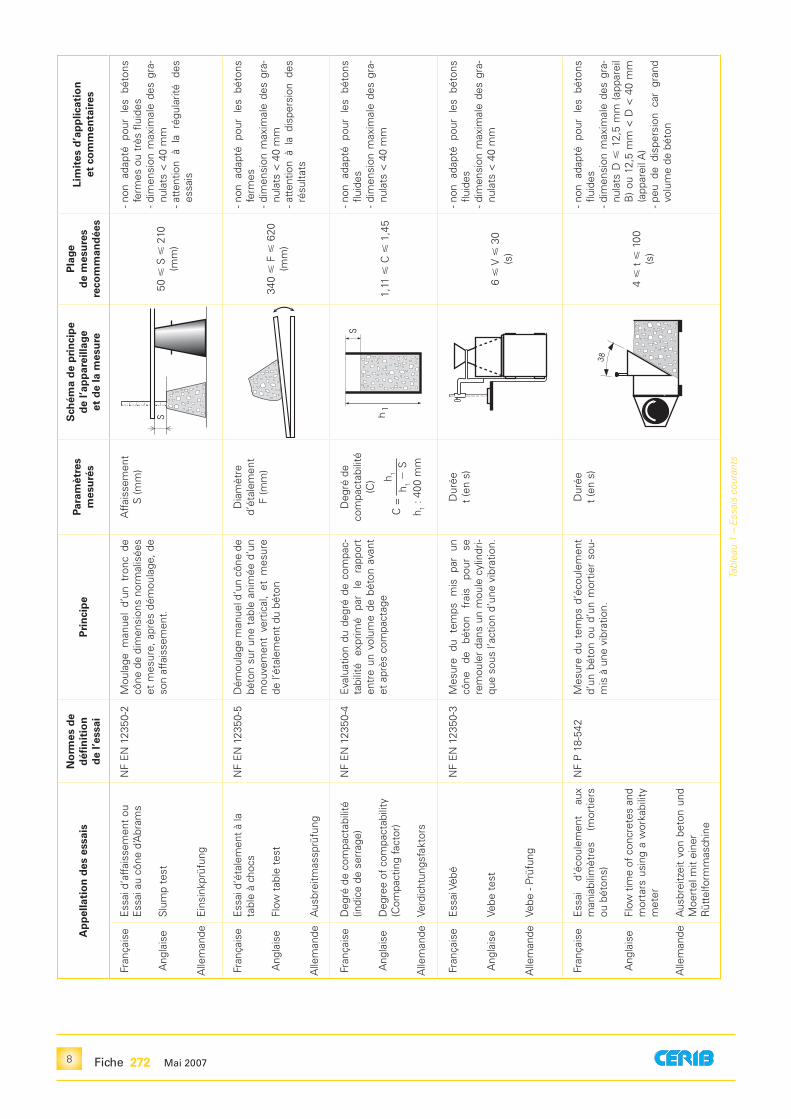
Fiche 272272 Mai 20078
Ap
pel
lati
on
des
ess
ais
No
rmes
de
défi
nit
ion
de
l’ess
aiP
rin
cip
ePa
ram
ètre
sm
esu
rés
Sch
éma
de
pri
nci
pe
de
l’ap
par
eilla
geet
de
la m
esu
re
Pla
ged
e m
esu
res
reco
mm
and
ées
Lim
ites
d’a
pp
licat
ion
et c
om
men
tair
es
Fran
çais
e
Ang
lais
e
Alle
man
de
Ess
ai d
’affa
isse
men
t ou
Ess
ai a
u cô
ne d
’Abr
ams
Slu
mp
test
Ein
sink
prüf
ung
NF
EN
123
50-2
Mou
lage
man
uel
d’un
tro
nc d
e cô
ne d
e di
men
sion
s no
rmal
isée
s et
mes
ure,
apr
ès d
émou
lage
, de
son
affa
isse
men
t.
Affa
isse
men
tS
(mm
)
S50
⩽ S
⩽ 2
10(m
m)
- non
ada
pté
pour
les
bét
ons
ferm
es o
u tr
ès fl
uide
s- d
imen
sion
max
imal
e de
s gr
a-nu
lats
< 4
0 m
m- a
tten
tion
à la
ré
gula
rité
des
essa
is
Fran
çais
e
Ang
lais
e
Alle
man
de
Ess
ai d
’éta
lem
ent
à la
tabl
e à
choc
s
Flow
tab
le t
est
Aus
brei
tmas
sprü
fung
NF
EN
123
50-5
Dém
oula
ge m
anue
l d’u
n cô
ne d
e bé
ton
sur
une
tabl
e an
imée
d’u
n m
ouve
men
t ve
rtic
al,
et m
esur
e de
l’ét
alem
ent
du b
éton
Dia
mèt
re
d’ét
alem
ent
F (m
m)
340
⩽ F
⩽ 6
20(m
m)
- non
ada
pté
pour
les
bét
ons
ferm
es- d
imen
sion
max
imal
e de
s gr
a-nu
lats
< 4
0 m
m- a
tten
tion
à la
dis
pers
ion
des
résu
ltats
Fran
çais
e
Ang
lais
e
Alle
man
de
Deg
ré d
e co
mpa
ctab
ilité
(indi
ce d
e se
rrag
e)
Deg
ree
of c
ompa
ctab
ility
(Com
pact
ing
fact
or)
Verd
icht
ungs
fakt
ors
NF
EN
123
50-4
Eva
luat
ion
du d
egré
de
com
pac-
tabi
lité
expr
imé
par
le
rapp
ort
entr
e un
vol
ume
de b
éton
ava
nt
et a
près
com
pact
age
Deg
ré d
e co
mpa
ctab
ilité
(C
)
C =
h 1
h 1 � S
h 1 : 4
00 m
m
S
h1
1,11
⩽ C
⩽ 1
,45
- non
ada
pté
pour
les
bét
ons
fl uid
es- d
imen
sion
max
imal
e de
s gr
a-nu
lats
< 4
0 m
m
Fran
çais
e
Ang
lais
e
Alle
man
de
Ess
ai V
ébé
Vebe
tes
t
Vebe
- Pr
üfun
g
NF
EN
123
50-3
Mes
ure
du
tem
ps
mis
pa
r un
cô
ne
de
béto
n fr
ais
pour
se
re
mou
ler
dans
un
mou
le c
ylin
dri-
que
sous
l’ac
tion
d’un
e vi
brat
ion.
Dur
éet
(en
s)
6 ⩽
V ⩽
30
(s)
- non
ada
pté
pour
les
bét
ons
fl uid
es- d
imen
sion
max
imal
e de
s gr
a-nu
lats
< 4
0 m
m
Fran
çais
e
Ang
lais
e
Alle
man
de
Ess
ai
d’éc
oule
men
t au
x m
ania
bilim
ètre
s (m
ortie
rs
ou b
éton
s)
Flow
tim
e of
con
cret
es a
nd
mor
tars
usi
ng a
wor
kabi
lity
met
er
Aus
brei
tzei
t vo
n be
ton
und
Moe
rtel
mit
eine
rR
ütte
lform
mas
chin
e
NF
P 1
8-54
2M
esur
e du
tem
ps d
’éco
ulem
ent
d’un
bét
on o
u d’
un m
ortie
r so
u-m
is à
une
vib
ratio
n.
Dur
éet
(en
s)38
4 ⩽
t ⩽
100
(s)
- non
ada
pté
pour
les
bét
ons
fl uid
es- d
imen
sion
max
imal
e de
s gr
a-nu
lats
D ⩽
12,
5 m
m (
appa
reil
B)
ou 1
2,5
mm
< D
< 4
0 m
m
(app
arei
l A)
- peu
de
disp
ersi
on c
ar g
rand
vo
lum
e de
bét
on
Tabl
eau
1 –
Essa
is c
oura
nts
Fiche 272272 Mai 2007 9
Ap
pel
lati
on
des
ess
ais
No
rmes
de
défi
nit
ion
de
l’ess
aiP
rin
cip
ePa
ram
ètre
s m
esu
rés
et p
lage
s d
e m
esu
re
Sch
éma
de
pri
nci
pe
de
l’ap
par
eilla
geet
de
la m
esu
re
Fran
çais
e
Ang
lais
e
Ess
ai d
’éta
lem
ent
Slu
mp
fl ow
tes
t
pr E
N 1
2350
-8M
oula
ge m
anue
l d’
un t
ronc
de
cône
et
mes
ure,
apr
ès d
émou
lage
sur
une
su
rfac
e pl
ane,
du
tem
ps d
’éta
lem
ent
au d
iam
ètre
500
mm
et
du d
iam
ètre
d’
étal
emen
t du
BA
P.
Tem
ps d
’éta
lem
ent
au d
iam
ètre
50
0 m
m t
500
en s
car
acté
risan
t la
cla
sse
de v
isco
sité
VS
VS
1 ≤
2V
S2
3 à
6V
S3
> 6
Dia
mèt
re d
’éta
lem
ent
en m
m
cara
ctér
isan
t la
cla
sse
d’ét
alem
ent
SF1
550
à 6
50S
F2 6
60 à
750
SF3
760
à 8
50
Fran
çais
e
Ang
lais
e
Ess
ai d
e la
boî
te e
n L
L-bo
x te
st
prE
N 1
2350
-10
Rem
plis
sage
man
uel
de l
a pa
rtie
ver
-tic
ale
de l
a bo
îte,
et m
esur
e ap
rès
ouve
rtur
e de
la t
rapp
e à
la b
ase,
de
la
faci
lité
du B
AP
à t
rave
rser
le fe
rrai
llage
et
à s
’éco
uler
dan
s la
par
tie h
oriz
onta
le
de la
boî
te.
Rat
io e
ntre
la h
aute
ur d
e B
AP
en
fond
de
boîte
H2
et la
hau
teur
de
BA
P e
n en
trée
de
boîte
H1
Apt
itude
à l’
écou
lem
ent
PL
= H
2/H
1P
L1 ≥
0,8
ave
c 2
barr
esP
L2 ≥
0,8
ave
c 3
barr
esH
1
H2
Fran
çais
e
Ang
lais
e
Ess
ai d
e st
abili
té a
u ta
mis
Sie
ve s
egre
gatio
n re
sist
an-
ce t
est
prE
N 1
2350
-11
Dév
erse
men
t du
BA
P s
ur u
n ta
mis
d’
ouve
rtur
e 5
mm
et
m
esur
e de
la
m
asse
du
pass
ant
à tr
aver
s le
tam
is.
Prop
ortio
n de
BA
P s
égré
géS
R e
n %
(pas
sé a
u tr
aver
s du
ta
mis
de
45 m
m)
SR
1 <
20
%S
R2
≤ 15
%
Tam
is d
e 5
mm
Réc
ep
tac
le d
e fo
nd
Bala
nce
Fran
çais
e
Ang
lais
e
Ess
ai d
e l’e
nton
noir
en V
V-fu
nnel
tes
t
prE
N 1
2350
-9R
empl
issa
ge m
anue
l de
l’ent
onno
ir, e
t m
esur
e ap
rès
ouve
rtur
e de
la t
rapp
e à
la b
ase,
du
tem
ps n
éces
saire
pou
r que
le
BA
P p
uiss
e s’
écou
ler.
Tem
ps d
’éco
ulem
ent
VF
(s)
VF1
< 9
sV
F2 d
e 9
à 25
s
Trap
pe
Fran
çais
e
Ang
lais
e
Ess
ai d
’éco
ulem
ent
à l’a
n-ne
au
J-rin
g te
st
prE
N 1
2350
-12
Dém
oula
ge
d’un
tr
onc
de
cône
, et
m
esur
e, a
près
pas
sage
du
BA
P à
tra
-ve
rs u
ne c
age
cylin
driq
ue d
’arm
atur
e,
de la
fac
ilité
du
BA
P à
s’é
coul
er à
tra
-ve
rs la
cag
e.
Diff
éren
ce d
e ha
uteu
r du
BA
P
entr
e le
cen
tre
et la
pér
iphé
rie
exte
rne
de la
cag
e.A
ptitu
de à
l’éc
oule
men
t P
JP
J 1
≤ 10
mm
ave
c 12
bar
res
PJ2
≤ 1
0 m
m a
vec
16 b
arre
s
Cô
ne
d'a
ffais
sem
en
t
PJ
Ca
ge
cyl
ind
riqu
e
ave
c b
arr
es
vert
ica
les
Tabl
eau
2 –
Essa
is s
péci
fique
s po
ur b
éton
s au
topl
açan
ts (B
AP)
Fiche 272272 Mai 200710
Ap
pel
lati
on
des
ess
ais
Text
es
de
réfé
ren
ceP
rin
cip
ePa
ram
ètre
sm
esu
rés
Sch
éma
de
l’ap
par
eilla
ge
Com
pact
abili
té à
l’A
ppar
eil
de
Gla
nvill
e (C
ompa
ctin
g Fa
ctor
App
arat
us)
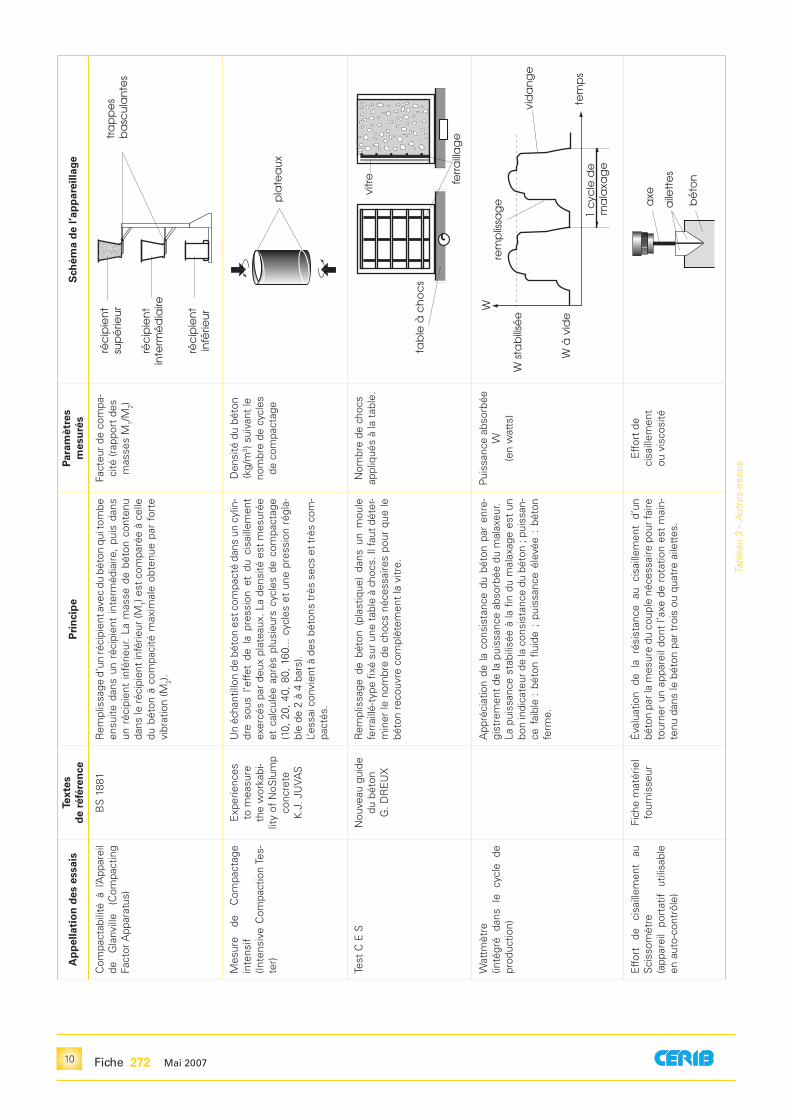
BS
188
1R
empl
issa
ge d
’un
réci
pien
t ave
c du
bét
on q
ui to
mbe
en
suite
dan
s un
réc
ipie
nt in
term
édia
ire,
puis
dan
s un
réc
ipie
nt in
férie
ur.
La m
asse
de
béto
n co
nten
u da
ns le
réci
pien
t inf
érie
ur (M
1) es
t com
paré
e à
celle
du
bét
on à
com
paci
té m
axim
ale
obte
nue
par
fort
e vi
brat
ion
(M2).
Fact
eur
de c
ompa
-ci
té (r
appo
rt d
es
mas
ses
M1/M
2)
réc
ipie
nt
sup
érie
ur
réc
ipie
nt
inte
rmé
dia
ire
réc
ipie
nt
infé
rieu
r
tra
pp
es
ba
scu
lan
tes
Mes
ure
de
Com
pact
age
inte
nsif
(Inte
nsiv
e C
ompa
ctio
n Te
s-te
r)
Exp
erie
nces
to
mea
sure
th
e w
orka
bi-
lity
of N
oSlu
mp
conc
rete
K.J
. JU
VAS
Un
écha
ntill
on d
e bé
ton
est c
ompa
cté
dans
un
cylin
-dr
e so
us l
’effe
t de
la
pres
sion
et
du c
isai
llem
ent
exer
cés
par
deux
pla
teau
x. L
a de
nsité
est
mes
urée
et
cal
culé
e ap
rès
plus
ieur
s cy
cles
de
com
pact
age
(10,
20,
40,
80,
160
... c
ycle
s et
une
pre
ssio
n ré
gla-
ble
de 2
à 4
bar
s).
L’ess
ai c
onvi
ent à
des
bét
ons
très
sec
s et
très
com
-pa
ctés
.
Den
sité
du
béto
n (k
g/m
3 ) su
ivan
t le
no
mbr
e de
cyc
les
de c
ompa
ctag
ep
late
au
x
Test
C E
SN
ouve
au g
uide
du
bét
onG
. DR
EU
X
Rem
plis
sage
de
béto
n (p
last
ique
) da
ns u
n m
oule
fe
rrai
llé-t
ype
fi xé
sur u
ne t
able
à c
hocs
. Il f
aut d
éter
-m
iner
le n
ombr
e de
cho
cs n
éces
saire
s po
ur q
ue le
bé
ton
reco
uvre
com
plèt
emen
t la
vitr
e.
Nom
bre
de c
hocs
ap
pliq
ués
à la
tab
le.
vitr
e
tab
le à
ch
oc
s
ferra
illa
ge
Wat
tmèt
re(in
tégr
é da
ns l
e cy
cle
de
prod
uctio
n)
App
réci
atio
n de
la c
onsi
stan
ce d
u bé
ton
par
enre
-gi
stre
men
t de
la p
uiss
ance
abs
orbé
e du
mal
axeu
r.La
pui
ssan
ce s
tabi
lisée
à la
fi n
du m
alax
age
est
un
bon
indi
cate
ur d
e la
con
sist
ance
du
béto
n ; p
uiss
an-
ce f
aibl
e :
béto
n fl u
ide
; pu
issa
nce
élev
ée :
bét
on
ferm
e.
Puis
sanc
e ab
sorb
ée
W(e
n w
atts
)
W
W s
tab
ilisé
e
W à
vid
e
1 c
ycle
de
m
ala
xag
e
rem
plis
sag
e
vid
an
ge
tem
ps
Effo
rt
de
cisa
illem
ent
au
Sci
ssom
ètre
(app
arei
l po
rtat
if ut
ilisa
ble
en a
uto-
cont
rôle
)
Fich
e m
atér
iel
four
niss
eur
Éva
luat
ion
de l
a ré
sist
ance
au
cisa
illem
ent
d’un
bé
ton
par l
a m
esur
e du
cou
ple
néce
ssai
re p
our f
aire
to
urne
r un
app
arei
l don
t l’a
xe d
e ro
tatio
n es
t m
ain-
tenu
dan
s le
bét
on p
ar t
rois
ou
quat
re a
ilett
es.
Effo
rt d
e ci
saill
emen
t ou
vis
cosi
téa
xe
aile
tte
s
bé
ton
Tabl
eau
3 –
Aut
res
essa
is
Fiche 272272 Mai 2007 11
Ap
pel
lati
on
des
ess
ais
Text
es
de
réfé
ren
ceP
rin
cip
ePa
ram
ètre
sm
esu
rés
Sch
éma
de
l’ap
par
eilla
ge
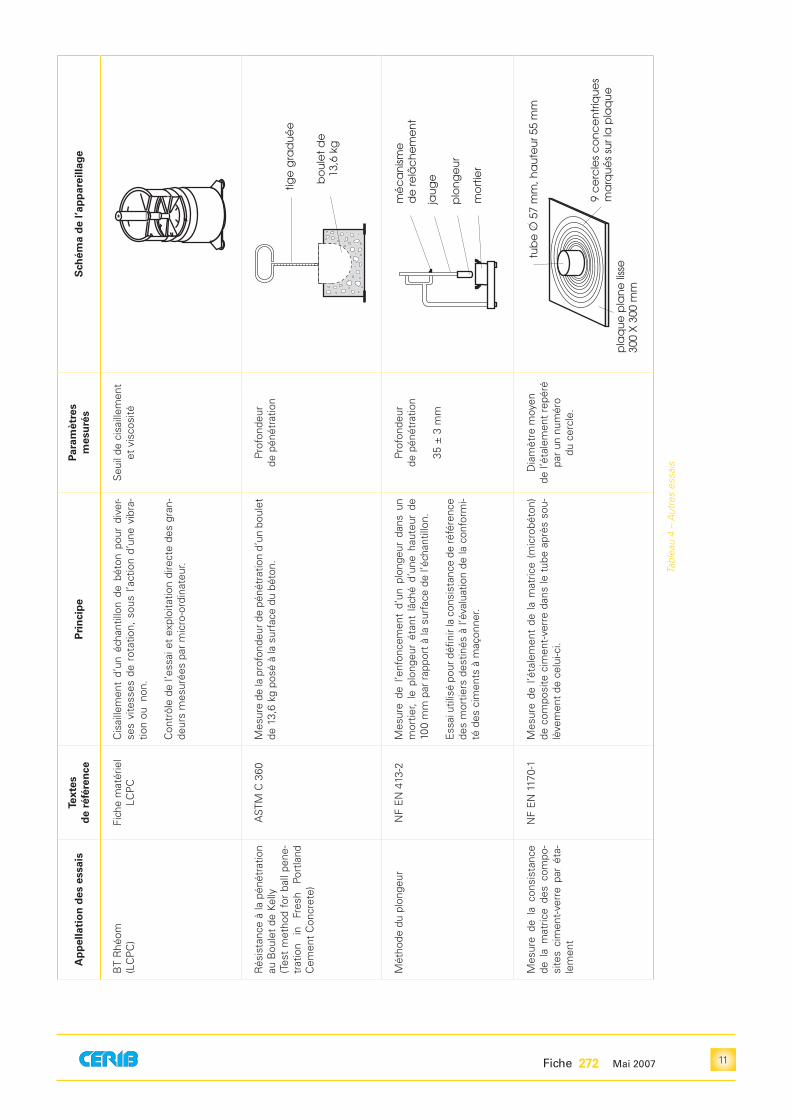
BT
Rhé
om(L
CP
C)
Fich
e m
atér
iel
LCP
CC
isai
llem
ent
d’un
éch
antil
lon
de b
éton
pou
r di
ver-
ses
vite
sses
de
rota
tion,
sou
s l’a
ctio
n d’
une
vibr
a-tio
n ou
non
.
Con
trôl
e de
l’es
sai e
t ex
ploi
tatio
n di
rect
e de
s gr
an-
deur
s m
esur
ées
par
mic
ro-o
rdin
ateu
r.
Seu
il de
cis
aille
men
t et
vis
cosi
té
Rés
ista
nce
à la
pén
étra
tion
au B
oule
t de
Kel
ly(T
est
met
hod
for
ball
pene
-tr
atio
n in
Fr
esh
Port
land
C
emen
t C
oncr
ete)
AST
M C
360
Mes
ure
de la
pro
fond
eur d
e pé
nétr
atio
n d’
un b
oule
t de
13,
6 kg
pos
é à
la s
urfa
ce d
u bé
ton.
Prof
onde
ur
de p
énét
ratio
n
Mét
hode
du
plon
geur
NF
EN
413
-2M
esur
e de
l’e
nfon
cem
ent
d’un
plo
ngeu
r da
ns u
n m
ortie
r, le
plo
ngeu
r ét
ant
lâch
é d’
une
haut
eur
de
100
mm
par
rap
port
à la
sur
face
de
l’éch
antil
lon.
Ess
ai u
tilis
é po
ur d
éfi n
ir la
con
sist
ance
de
réfé
renc
e de
s m
ortie
rs d
estin
és à
l’év
alua
tion
de la
con
form
i-té
des
cim
ents
à m
açon
ner.
Prof
onde
ur
de p
énét
ratio
n
35 ±
3 m
m
Mes
ure
de l
a co
nsis
tanc
e de
la
mat
rice
des
com
po-
site
s ci
men
t-ve
rre
par
éta-
lem
ent
NF
EN
117
0-1
Mes
ure
de l
’éta
lem
ent
de l
a m
atric
e (m
icro
béto
n)
de c
ompo
site
cim
ent-
verr
e da
ns le
tub
e ap
rès
sou-
lève
men
t de
cel
ui-c
i.
Dia
mèt
re m
oyen
de
l’ét
alem
ent
repé
ré
par
un n
umér
o du
cer
cle.
Tabl
eau
4 –
Aut
res
essa
is
Fiche 365365 Septembre 2007
LABORATOIRELABORATOIRE
CONFECTION ET CONSERVATION DES ÉPROUVETTES EN BÉTON
Norme de référence NF EN 12390-2 (octobre 2001)
Auteurs : Hervé Beinish – Sylvain Poudevigne
Modifi cation par rapport à la précédente édition : Précisions sur les modes de conservation des éprouvettes après confection.
La présente fi che décrit les modalités à mettre en œuvre pour la confection et la conservation des éprouvettes en béton.
DÉFINITIONS
Essai de conformité
Essai ayant pour but de vérifi er la régularité de la fabrica-tion et de vérifi er si les caractéristiques spécifi ées sont bien atteintes. Essai réalisé dans le cadre du contrôle de produc-tion en usine lorsque les essais ne peuvent pas être réalisés sur le produit.
Essai d’étude
Essai exécuté entièrement en laboratoire, avec les consti-tuants qui seront utilisés dans le produit ou l’ouvrage, dans le but de valider la composition du béton étudié, compte tenu des caractéristiques demandées et des conditions de mise en œuvre.
Essai d’identifi cation
Essai ayant pour but de vérifi er qu’avec les moyens de la « fabrication », on peut réaliser le béton défi ni par l’essai d’étu-de. Pour le béton prêt à l’emploi, il a également pour but de vérifi er que les quantités de constituants prévus par mètre cube de béton donnent bien 1 m3 de béton en œuvre.
Différences entre les normes NF P 18-404 et NF EN 12390-2
La norme NF EN 12390-2 a remplacé la norme NF P 18-404 pour la confection et la conservation des éprouvettes.Dans la norme française NF P 18-404, les moyens de serrage du béton dans le moule étaient défi nis dans les normes :
NF P 18-421 (mise en place par micro table vibrante),
NF P 18-422 (mise en place par aiguille vibrante),
NF P 18-423 (mise en place par tige de piquage).
Ces normes imposaient les paramètres de serrage du béton (temps de vibration, fréquence de vibration, nombre de coups de piquage) en fonction de la maniabilité du béton (affaisse-ment au cône).
L’approche très directive des normes précédentes est rem-placée par une approche plus qualitative, basée sur l’initiative et le libre arbitre de l’opérateur.
PRÉPARATION DE L’ESSAI
La quantité de béton frais prélevé doit être supérieure à 1,5 fois la quantité nécessaire pour la réalisation des éprou-vettes (cf. Fiche 399).
Avant la confection des éprouvettes, il est recommandé de mesurer l’affaissement du béton (cf. Fiche 272).
MATÉRIEL D’ESSAI
Moules. Les formes et dimensions des moules sont défi-nies dans la Fiche 203.
Pelle d’échantillonnage ou main écope.
Maillet dans le cas d’un serrage à la tige ou la barre de piquage.
Truelle ou taloche.
Récipient d’homogénéisation (par exemple plateau plat de structure rigide).
Moyens de serrage du béton. La norme NF EN 12390-2 donne le choix entre 4 moyens de serrage du béton, à savoir :
1) L’aiguille vibrante de fréquence minimale 120 Hz (7 200 cycles par minute) ; le diamètre de l’aiguille ne doit pas être supérieur au quart de la plus petite dimension de l’éprouvette (exemple pour une � 160 × 320 mm, le diamètre de l’aiguille doit être ≤ 40 mm).
Fiche 365365 Septembre 20072
Serrage à refus du béton
Le serrage à refus est obtenu au moyen d’une action mécanique (aiguille vibrante, table vibrante, tige ou barre de piquage). La durée du serrage est la durée maximale nécessaire pour faire remonter les bul-les d’air à la surface du béton jusqu’à l’obtention d’un aspect lisse et luisant, sans ségrégation apparente.Toute vibration excessive doit être évitée, afin de ne pas provoquer une diminution de l’air entraîné.
Il convient de vibrer de la même façon (table vibrante, aiguille vibrante…) les éprouvettes et les produits fabriqués.
Serrage du béton par aiguille vibrante
Introduire le béton nécessaire à l’obtention de la 1ère couche dans le moule, puis descendre l’aiguille progressivement et verticalement dans le béton en évitant de toucher le fond et les parois du moule. Lorsque le serrage est à refus, retirer l’aiguille progressivement. Pour les autres couches, introduire l’aiguille progressive-ment et verticalement en évitant de pénétrer dans la couche sous-jacente de plus de 1 ou 2 cm.
A la dernière couche, alimenter le moule de béton de maniè-re à le maintenir constamment plein jusqu’à la fi n de la vibra-tion. Lorsque le serrage est à refus, retirer l’aiguille progres-sivement.
Dans le cas des éprouvettes prismatiques, le serrage est réa-lisé en 3 points minimum répartis sur la surface du moule.
Serrage du béton par table vibrante
Fixer tout d’abord le moule (ou le maintenir fermement) sur la table vibrante. Introduire le béton nécessaire à chaque cou-che. Pour chaque couche, la durée de vibration est réglée au minimum pour avoir un serrage à refus.
A la dernière couche, alimenter le moule de béton de manière à le maintenir constamment plein jusqu’à la fi n de la vibration.
Ce type de mise en place est particulièrement recommandé pour les prismes et les cubes.
Serrage du béton par tige ou barre de piquage
Introduire le béton nécessaire à l’obtention de la 1ère couche dans le moule, puis à l’aide de la tige ou de la barre de piqua-ge, piquer uniformément sur toute la section du moule, sans venir en contact brutal avec le fond du moule.
Pour la (les) couche(s) suivante(s), faire pénétrer la tige de 1 à 2 cm au plus dans la couche sous-jacente et répartir les piquages uniformément sur toute la surface du béton.
Le béton doit être soumis à au moins 25 coups par couche. Après le serrage de chaque couche, tapoter par des coups secs les parois du moule avec un maillet jusqu’à ce qu’aucu-ne grosse bulle d’air n’apparaisse à la surface et que les tra-ces de la tige ou la barre de piquage disparaissent.
2) La table vibrante, de fréquence minimale 40 Hz (2 400 cycles par minute).
3) La tige de piquage métallique rectiligne, de section circulaire, de diamètre 16 mm et de longueur environ 600 mm. Les extrémités de la tige sont hémisphériques (il s’agit de la tige utilisée pour l’essai d’affaissement).
4) La barre de piquage métallique, de section carrée de 25 × 25 mm, et d’environ 380 mm de longueur.
MODE OPÉRATOIRE
Le prélèvement doit être réalisé conformément à la Fiche 399.
Avant le remplissage du béton dans le moule, il est néces-saire d’enduire la surface intérieure du moule, métallique ou plastique, d’une fi ne pellicule d’huile ou tout autre agent démoulant non réactif. Le remplissage des moules peut être simplifi é par l’utilisation d’une rehausse de remplissage adaptée au moule.
Nombre de couches
Cylindres Cubes Prisme
Dimensions(mm)
Nombre de couches
Dimensions(mm)
Nombre de couches
Dimensions(mm)
Nombre de couches
ø 113 x 226 2 100 x 100 1 100 x 100 x 400 1
ø 150 x 300
ø 160 x 3203 150 x 150 2 / /
Tableau 1 – Nombre de couche
Fiche 365365 Septembre 2007 3
Arasement
Il s’effectue à l’aide d’une truelle ou d’une taloche.
Pour les cylindres et cubes, procéder à un arasement de dégrossissage avec un mouvement de sciage, puis à un arasement fi nal.
Pour les prismes, effectuer également les deux opérations, les deux passes se faisant suivant un aller et retour dans le sens de la longueur.
Éventuellement ragréer les cavités laissées par cet arase-ment avec un apport de béton (gros éléments rejetés).
L’arasement terminé, recouvrir les moules à l’aide d’un dis-positif s’opposant à l’évaporation (pour éviter un phénomène de dessiccation). Par exemple, il peut être utilisé le couvercle disponible avec le moule ou une feuille en plastique fi xée à l’aide d’un bracelet élastique autour de la partie supérieure du moule.
CONSERVATION DES ÉPROUVETTES
Détermination de la résistance structurale indirecte du béton (résistance de référence pour la plupart des produits préfabriqués)
Les éprouvettes doivent être conservées, jusqu’à échéance des essais, dans des conditions aussi proches possibles que celles des produits fabriqués.
1) Si les produits subissent un traitement thermique, les éprouvettes devront suivre le même cycle. Dans ce cas, les éprouvettes doivent être placées sur le banc de fabri-cation de façon à ce que l’évolution de leur température interne reproduise celle des températures moyennes exis-tant dans le produit.
2) Les éprouvettes sont ensuite stockées à sec dans un bac à l’extérieur du laboratoire, jusqu’à la date d’essai moins 1 jour. Le but étant qu’elles aient le même envi-ronnement climatique que les produits fabriqués (tem-pérature, hygrométrie ), sans être exposées aux éven-tuels courants d’air (la dessiccation par le vent d’une éprouvette étant beaucoup plus rapide que celle d’un produit). La surface du bac utilisé doit être au moins le double de celle des éprouvettes, et la hauteur du bac ne doit pas être supérieure à 1,5 fois celle des éprou-vettes.
3) 24 heures avant essai, les éprouvettes doivent être conser-vées dans le laboratoire.
Affaissement au cône A (mm)
Serrage du béton à refus
par aiguille vibrante ou table vibrante par tige ou barre de piquage
A < 10 Par couche : le serrage peut être effectué pendant au moins 20 secondes. /
10 ≤ A ≤ 90 Par couche : le serrage peut être effectué pendant au moins 10 secondes.
le serrage peut être effectué à raison d’au moins 25 coups par couche.
A > 90 Par couche : le serrage peut être effectué pendant au moins 5 secondes.
le serrage peut être effectué à raison de 25 coups par couche.
Nota – Pour les bétons autoplaçants, le serrage est effectué :- soit naturellement par l’effet de la pesanteur au moment du déversement du béton dans le récipient, - soit par l’utilisation d’une faible vibration.
Tableau 2 – Exemples de serrage du béton en fonction de l’affaissement au cône
Fiche 365365 Septembre 20074
Détermination de la résistance potentielle du béton (essai conventionnel selon NF EN 12390-2)
Avant démoulage
Les éprouvettes doivent rester dans le moule pendant 16 h minimum et 3 jours maximum à la température de (20 ± 5) °C (ou (25 ± 5) °C dans les régions chaudes). Les éprouvettes doivent alors être protégées des chocs et des vibrations.
Néanmoins, le démoulage peut être réalisé avant 16 h si des conditions particulières (vitesse de durcissement du béton, ambiance, âge de l’essai, ...) le permettent ou le nécessitent.
Le démoulage des éprouvettes doit être effectué avec soin pour ne pas épaufrer les arêtes.
Après démoulage
Les éprouvettes sont placées :
- soit dans l’eau à la température de (20 ± 2) °C ;
- soit dans une chambre humide à (20 ± 2) °C, et d’humidité relative au moins égale à 95 %.
Les éprouvettes devant être surfacées peuvent être extrai-tes de l’ambiance humide au plus 24 h avant l’essai, sous réserve d’être placée dans un milieu dont la température est comprise entre 15 et 30 °C.
FACTEURS D’INFLUENCE
Les principales causes d’incertitudes sont les suivantes :
Facteur Niveau Causes
Main d’œuvre
ADextérité de l’opérateurMode de serrage du béton
BÉpaisseur des couchesModalités de transport (après démoulage)
MatérielA Propreté du moule
B Puissance de l’aiguille vibrante (serrage par vibration interne)
Méthode d’essai
A
Temps d’attente avant confection de l’éprouvetteFluctuations de la température de conservation avant démoulageConditions de conservation durant les premières heures (horizontalité du support des moules, protection de la surface libre, ...)
BFluctuations de la température de conservation après démoulageDurée de conservation en moule
Milieu ambiant B Température ambiante
A = facteur qualifi é d’importantB = facteur qualifi é de moyennement important
Nota – Bien que d’autres facteurs puissent intervenir, ils sont considérés comme d’infl uence moindre par rapport à ces deux premiers niveaux.
Tableau 3 – Facteurs d’influence sur la confection des éprouvettes
Fiche 366366 Septembre 2007
LABORATOIRELABORATOIRE
ÉPROUVETTES EN BÉTONRésistance à la compressionNorme de référence NF EN 12390-3
Auteurs : Hervé Beinish – Sylvain Poudevigne
Modifi cation par rapport à la précédente édition : Détail des corrélations pour exploiter la résistance obtenue sur les carottes. Ajout de la plage d’étalonnage de la machine d’essai.
La présente fi che décrit la méthode de détermination de la résistance en compression d’éprouvettes de béton durci, pré-cise les critères de validité de l’essai et rappelle les relations pouvant exister entre la forme et la taille des éprouvettes.
PRINCIPE DE L’ESSAI
L’éprouvette, cylindrique ou cubique, moulée ou carottée, est soumise à une charge croissante jusqu’à la rupture.
La résistance à la compression est le rapport entre la charge de rupture et la section soumise au chargement de l’éprou-vette.
Nota – Il est conseillé de procéder à la détermination de la masse volumique de chacune des éprouvettes avant l’essai de résistance à la compression. Ceci permet en effet de voir si la dispersion éven-tuelle des résistances est due à une éventuelle hétérogénéité des éprouvettes.
APPAREILLAGE
Machine d’essai de compression
Conforme à la norme NF EN 12390-4 Caractéristiques des machines d’essai sur une plage de 150 à 3 000 kN.
Les machines d’essai sont répertoriées en trois classes (clas-ses 1, 2 et 3) dépendant de leurs performances en matière de fi délité, de reproductibilité ou encore de résolution. Ces trois classes sont différentes de celles précédentes (classes A, B et C, selon NF P 18-411), en particulier pour la classe la moins exigeante : classe C.
En absence de critère de choix imposé par la norme d’essai, les conditions d’emploi sont les suivantes :
- machine d’essai pour le contrôle d’un béton courant sur chantier ou pour le contrôle de la production en usine : classe 3 ;
- machine d’essai pour le contrôle d’un béton en laboratoire (étude de formulation, éprouvettes pour épreuve de conve-nance) : classe 2 ;
- machine d’essai pour le contrôle des bétons hautes résis-tances : classe 1 ;
Matériel de préparation des faces d’appuis
- matériel de surfaçage ou rectifieuse pour les éprouvettes cylindriques (moulées ou carottées) ;
- balance ;- mètre ruban ou pied à coulisse.
PRÉPARATION DES FACES D’APPUIS DES ÉPROU-VETTES
Afi n d’assurer une parfaite répartition de la charge sur toute les surfaces d’appuis des éprouvettes, celles-ci font l’objet d’une éventuelle préparation.
Cas des éprouvettes cylindriques moulées
Les deux faces d’appuis des éprouvettes doivent faire l’objet d’une préparation de surface (face arasée et face fond de moule).
Cas des éprouvettes carottées
Les faces d’appuis des éprouvettes doivent faire l’objet d’une préparation de surface dans le cas où ces éprouvettes ne res-pectent pas les tolérances de planéité et de perpendicularité indiquées dans la Fiche 203 pour les cylindres.
Cas des éprouvettes cubiques moulées
L’éprouvette étant testée sur les faces contre-moule, ces sur-faces ne nécessitent pas de préparation préalable dans le cas où les moules utilisés respectent les tolérances indiquées dans la Fiche 203 pour les cubes.
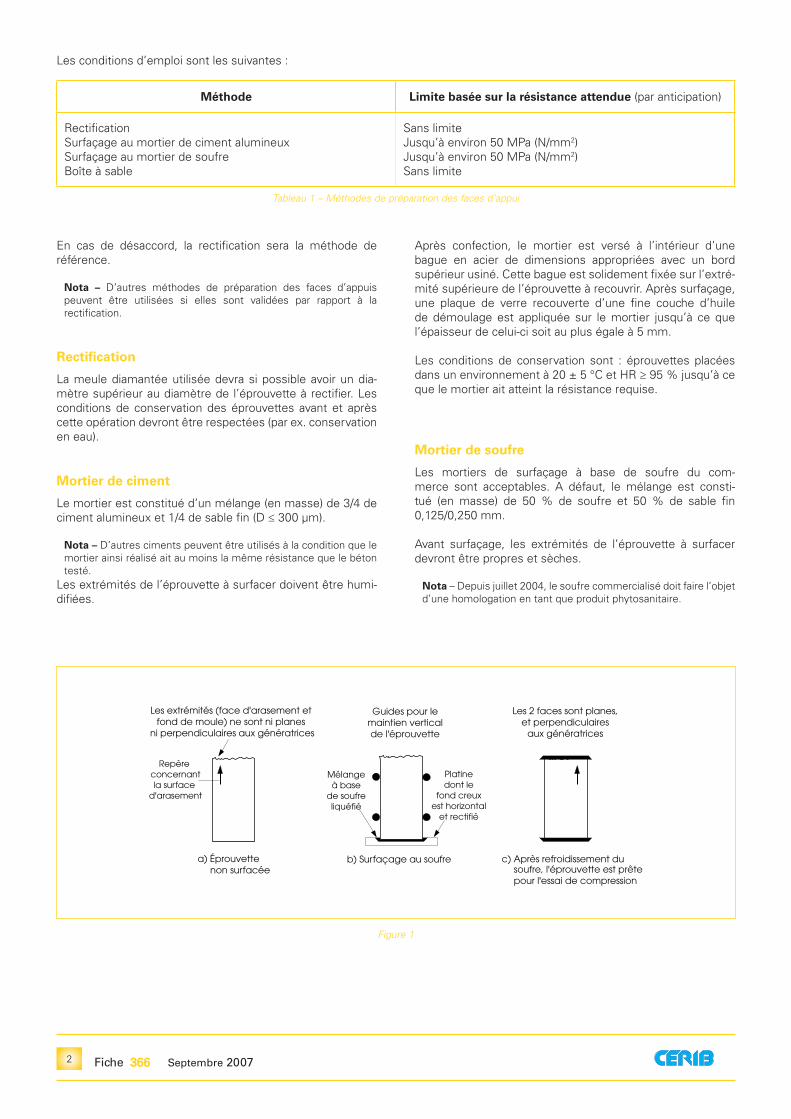
Fiche 366366 Septembre 20072
En cas de désaccord, la rectifi cation sera la méthode de référence.
Nota – D’autres méthodes de préparation des faces d’appuis peuvent être utilisées si elles sont validées par rapport à la rectifi cation.
Rectifi cation
La meule diamantée utilisée devra si possible avoir un dia-mètre supérieur au diamètre de l’éprouvette à rectifi er. Les conditions de conservation des éprouvettes avant et après cette opération devront être respectées (par ex. conservation en eau).
Mortier de ciment
Le mortier est constitué d’un mélange (en masse) de 3/4 de ciment alumineux et 1/4 de sable fi n (D ≤ 300 μm).
Nota – D’autres ciments peuvent être utilisés à la condition que le mortier ainsi réalisé ait au moins la même résistance que le béton testé.
Les extrémités de l’éprouvette à surfacer doivent être humi-difi ées.
Après confection, le mortier est versé à l’intérieur d’une bague en acier de dimensions appropriées avec un bord supérieur usiné. Cette bague est solidement fi xée sur l’extré-mité supérieure de l’éprouvette à recouvrir. Après surfaçage, une plaque de verre recouverte d’une fi ne couche d’huile de démoulage est appliquée sur le mortier jusqu’à ce que l’épaisseur de celui-ci soit au plus égale à 5 mm.
Les conditions de conservation sont : éprouvettes placées dans un environnement à 20 ± 5 °C et HR ≥ 95 % jusqu’à ce que le mortier ait atteint la résistance requise.
Mortier de soufre
Les mortiers de surfaçage à base de soufre du com-merce sont acceptables. A défaut, le mélange est consti-tué (en masse) de 50 % de soufre et 50 % de sable fi n 0,125/0,250 mm.
Avant surfaçage, les extrémités de l’éprouvette à surfacer devront être propres et sèches.
Nota – Depuis juillet 2004, le soufre commercialisé doit faire l’objet d’une homologation en tant que produit phytosanitaire.
Les conditions d’emploi sont les suivantes :
Méthode Limite basée sur la résistance attendue (par anticipation)
Rectifi cationSurfaçage au mortier de ciment alumineuxSurfaçage au mortier de soufreBoîte à sable
Sans limiteJusqu’à environ 50 MPa (N/mm2)Jusqu’à environ 50 MPa (N/mm2)Sans limite
Tableau 1 – Méthodes de préparation des faces d’appui
Les extrémités (face d'arasement et fond de moule) ne sont ni planes
ni perpendiculaires aux génératrices
Repère concernantla surface
d'arasement
Mélangeà base
de soufreliquéfié
Platinedont le
fond creuxest horizontal
et rectifié
a) Éprouvette non surfacée
c) Après refroidissement dub) Surfaçage au soufre
Guides pour lemaintien verticalde l'éprouvette
Les 2 faces sont planes,et perpendiculaires
aux génératrices
soufre, l'éprouvette est prêtepour l'essai de compression
Figure 1
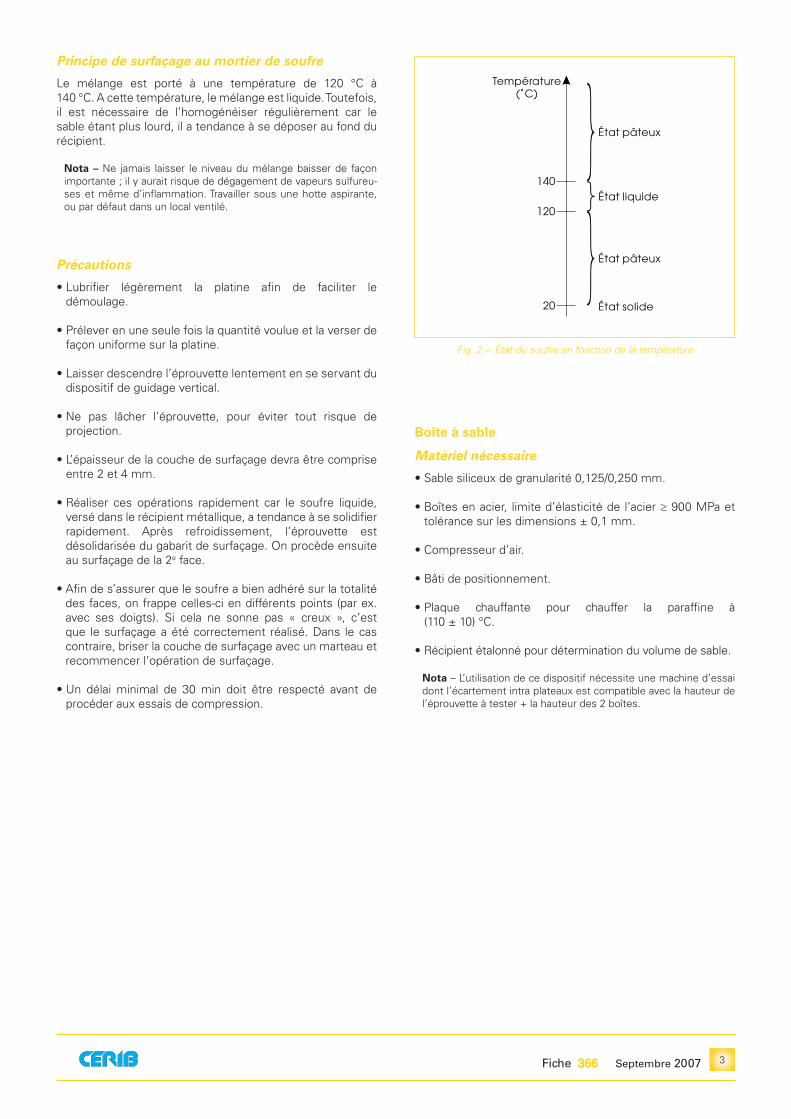
Fiche 366366 Septembre 2007 3
Principe de surfaçage au mortier de soufre
Le mélange est porté à une température de 120 °C à 140 °C. A cette température, le mélange est liquide. Toutefois, il est nécessaire de l’homogénéiser régulièrement car le sable étant plus lourd, il a tendance à se déposer au fond du récipient.
Nota – Ne jamais laisser le niveau du mélange baisser de façon importante ; il y aurait risque de dégagement de vapeurs sulfureu-ses et même d’infl ammation. Travailler sous une hotte aspirante, ou par défaut dans un local ventilé.
Précautions
• Lubrifi er légèrement la platine afi n de faciliter le démoulage.
• Prélever en une seule fois la quantité voulue et la verser de façon uniforme sur la platine.
• Laisser descendre l’éprouvette lentement en se servant du dispositif de guidage vertical.
• Ne pas lâcher l’éprouvette, pour éviter tout risque de projection.
• L’épaisseur de la couche de surfaçage devra être comprise entre 2 et 4 mm.
• Réaliser ces opérations rapidement car le soufre liquide, versé dans le récipient métallique, a tendance à se solidifi er rapidement. Après refroidissement, l’éprouvette est désolidarisée du gabarit de surfaçage. On procède ensuite au surfaçage de la 2e face.
• Afi n de s’assurer que le soufre a bien adhéré sur la totalité des faces, on frappe celles-ci en différents points (par ex. avec ses doigts). Si cela ne sonne pas « creux », c’est que le surfaçage a été correctement réalisé. Dans le cas contraire, briser la couche de surfaçage avec un marteau et recommencer l’opération de surfaçage.
• Un délai minimal de 30 min doit être respecté avant de procéder aux essais de compression.
Boîte à sable
Matériel nécessaire
• Sable siliceux de granularité 0,125/0,250 mm.
• Boîtes en acier, limite d’élasticité de l’acier ≥ 900 MPa et tolérance sur les dimensions ± 0,1 mm.
• Compresseur d’air.
• Bâti de positionnement.
• Plaque chauffante pour chauffer la paraffi ne à(110 ± 10) °C.
• Récipient étalonné pour détermination du volume de sable.
Nota – L’utilisation de ce dispositif nécessite une machine d’essai dont l’écartement intra plateaux est compatible avec la hauteur de l’éprouvette à tester + la hauteur des 2 boîtes.
Température(˚C)
140
120
20
État pâteux
État liquide
État pâteux
État solide
Fig. 2 − État du soufre en fonction de la température
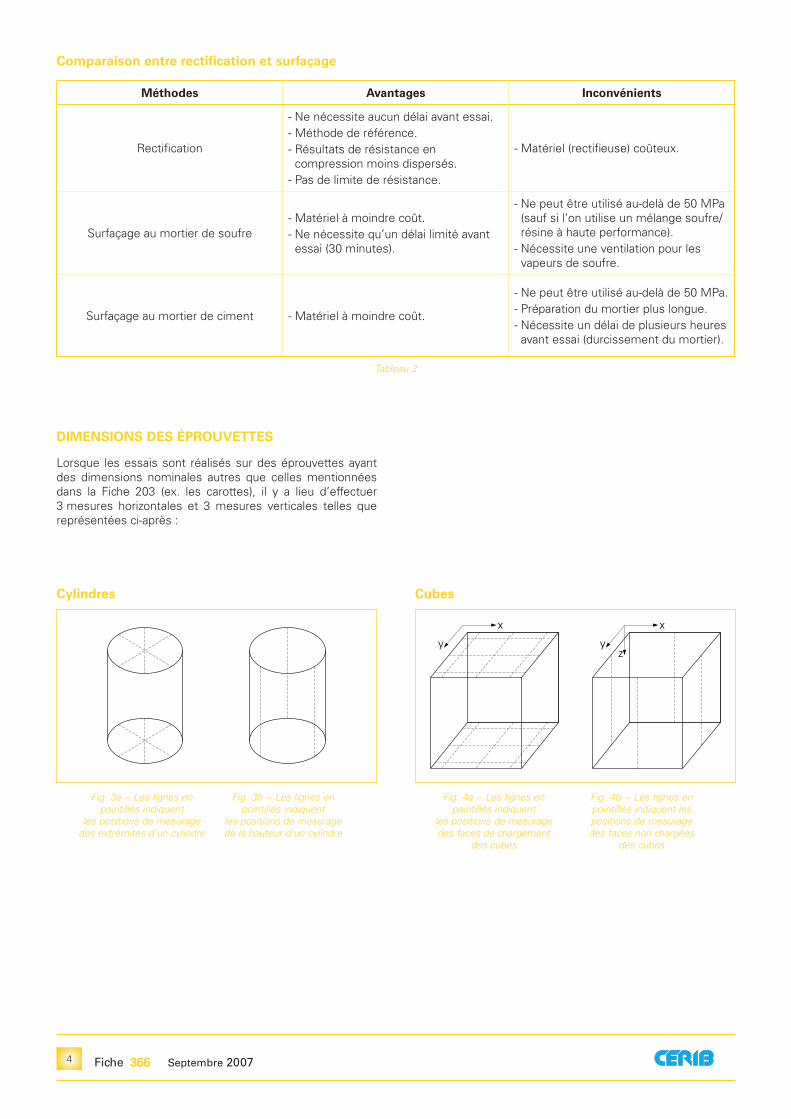
Fiche 366366 Septembre 20074
Comparaison entre rectifi cation et surfaçage
Méthodes Avantages Inconvénients
Rectifi cation
- Ne nécessite aucun délai avant essai.- Méthode de référence.- Résultats de résistance en compression moins dispersés.
- Pas de limite de résistance.
- Matériel (rectifi euse) coûteux.
Surfaçage au mortier de soufre- Matériel à moindre coût.- Ne nécessite qu’un délai limité avant essai (30 minutes).
- Ne peut être utilisé au-delà de 50 MPa (sauf si l’on utilise un mélange soufre/résine à haute performance).
- Nécessite une ventilation pour les vapeurs de soufre.
Surfaçage au mortier de ciment - Matériel à moindre coût.
- Ne peut être utilisé au-delà de 50 MPa.- Préparation du mortier plus longue.- Nécessite un délai de plusieurs heures avant essai (durcissement du mortier).
Tableau 2
Fig. 3a − Les lignes en pointillés indiquent
les positions de mesurage des extrémités d’un cylindre
DIMENSIONS DES ÉPROUVETTES
Lorsque les essais sont réalisés sur des éprouvettes ayant des dimensions nominales autres que celles mentionnées dans la Fiche 203 (ex. les carottes), il y a lieu d’effectuer 3 mesures horizontales et 3 mesures verticales telles que représentées ci-après :
Cylindres
Fig. 3b − Les lignes en pointillés indiquent
les positions de mesurage de la hauteur d’un cylindre
y
x
y
x
z
Fig. 4a − Les lignes en pointillés indiquent
les positions de mesurage des faces de chargement
des cubes
Cubes
Fig. 4b − Les lignes en pointillés indiquent les positions de mesurage des faces non chargées
des cubes
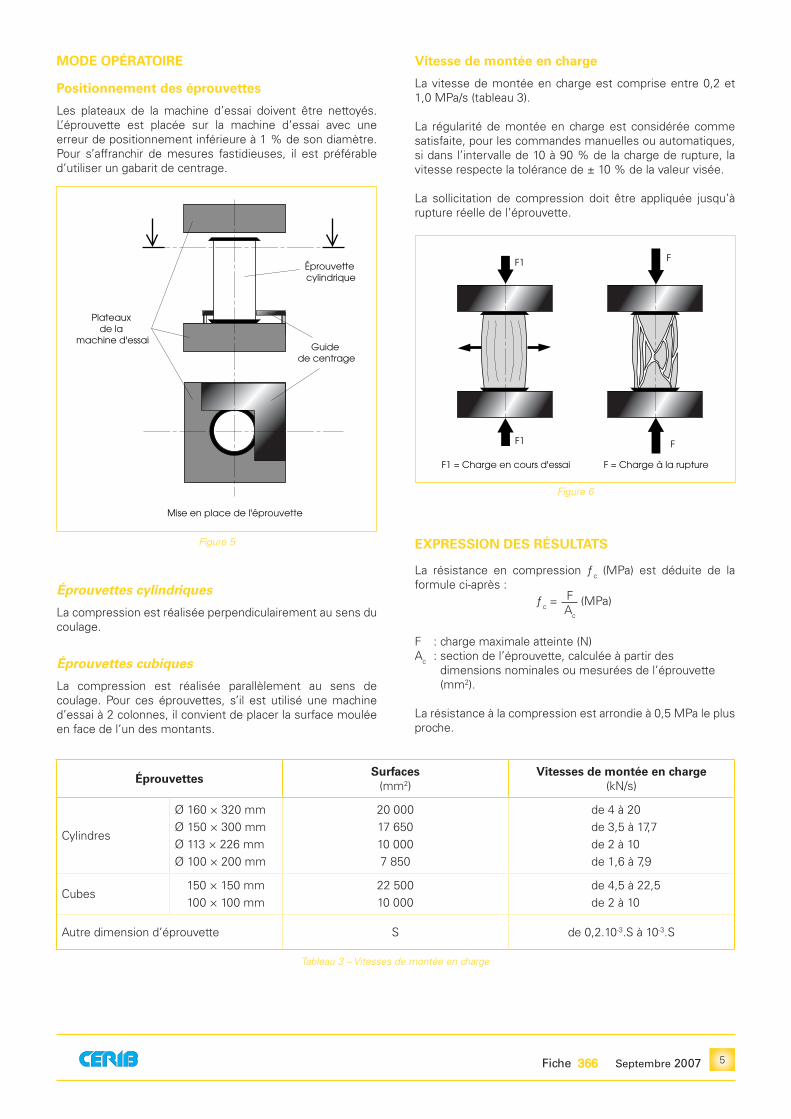
Fiche 366366 Septembre 2007 5
MODE OPÉRATOIRE
Positionnement des éprouvettes
Les plateaux de la machine d’essai doivent être nettoyés. L’éprouvette est placée sur la machine d’essai avec une erreur de positionnement inférieure à 1 % de son diamètre. Pour s’affranchir de mesures fastidieuses, il est préférable d’utiliser un gabarit de centrage.
Éprouvettes cylindriques
La compression est réalisée perpendiculairement au sens du coulage.
Éprouvettes cubiques
La compression est réalisée parallèlement au sens de coulage. Pour ces éprouvettes, s’il est utilisé une machine d’essai à 2 colonnes, il convient de placer la surface moulée en face de l’un des montants.
Vitesse de montée en charge
La vitesse de montée en charge est comprise entre 0,2 et 1,0 MPa/s (tableau 3).
La régularité de montée en charge est considérée comme satisfaite, pour les commandes manuelles ou automatiques, si dans l’intervalle de 10 à 90 % de la charge de rupture, la vitesse respecte la tolérance de ± 10 % de la valeur visée.
La sollicitation de compression doit être appliquée jusqu’à rupture réelle de l’éprouvette.
EXPRESSION DES RÉSULTATS
La résistance en compression ƒc (MPa) est déduite de la formule ci-après :
ƒc = (MPa)FAc
F : charge maximale atteinte (N)Ac : section de l’éprouvette, calculée à partir des
dimensions nominales ou mesurées de l’éprouvette (mm2).
La résistance à la compression est arrondie à 0,5 MPa le plus proche.
Éprouvette cylindrique
Plateaux de la
machine d'essai
Mise en place de l'éprouvette
Guide de centrage
Figure 5
F1
F1 = Charge en cours d'essai F = Charge à la rupture
F
FF1
Figure 6
ÉprouvettesSurfaces
(mm2)Vitesses de montée en charge
(kN/s)
Cylindres
Ø 160 × 320 mmØ 150 × 300 mmØ 113 × 226 mmØ 100 × 200 mm
20 00017 65010 0007 850
de 4 à 20de 3,5 à 17,7de 2 à 10de 1,6 à 7,9
Cubes150 × 150 mm100 × 100 mm
22 50010 000
de 4,5 à 22,5de 2 à 10
Autre dimension d’éprouvette S de 0,2.10-3.S à 10-3.S
Tableau 3 – Vitesses de montée en charge
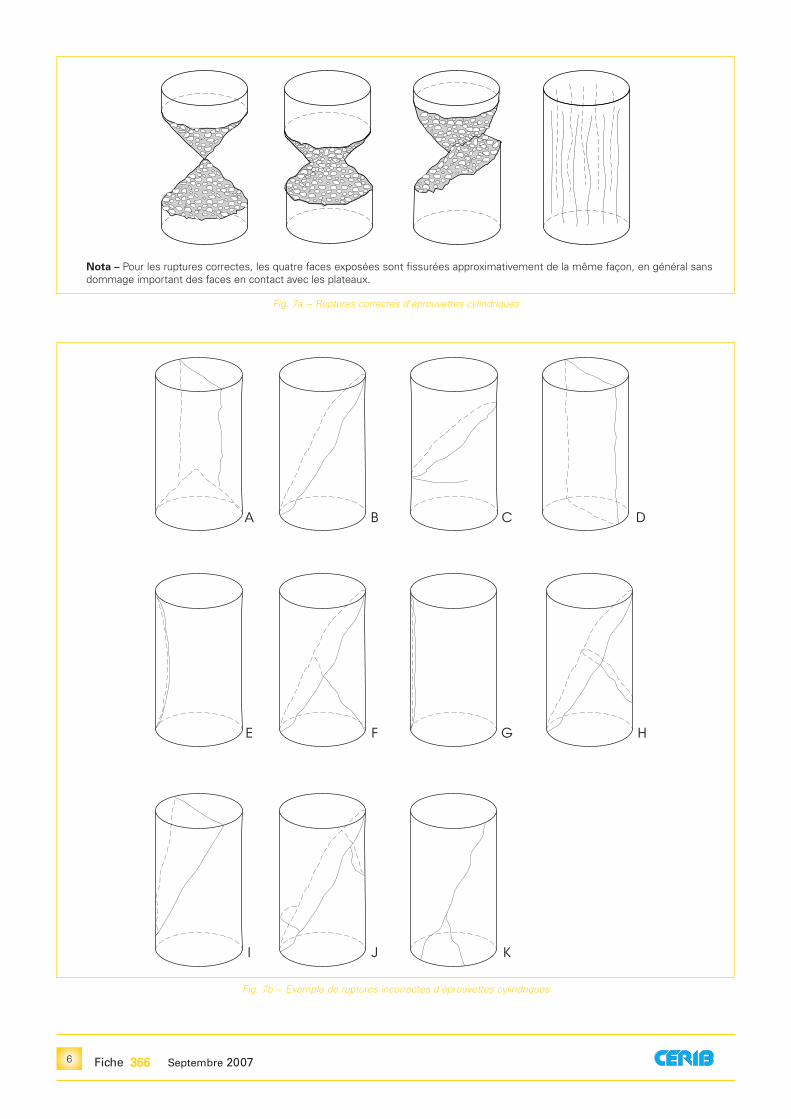
Fiche 366366 Septembre 20076
Fig. 7a − Ruptures correctes d’éprouvettes cylindriques
Nota – Pour les ruptures correctes, les quatre faces exposées sont fi ssurées approximativement de la même façon, en général sans dommage important des faces en contact avec les plateaux.
A
E F G H
I J K
B C D
Fig. 7b − Exemple de ruptures incorrectes d’éprouvettes cylindriques
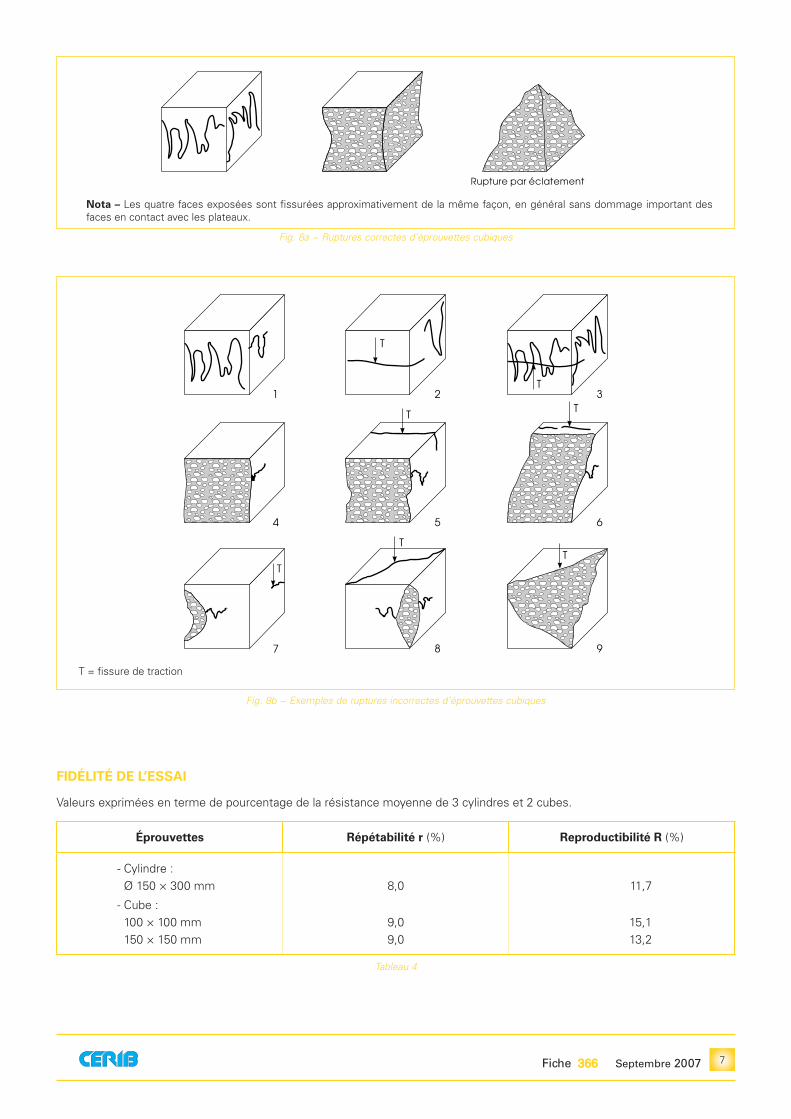
Fiche 366366 Septembre 2007 7
Rupture par éclatement
Fig. 8a − Ruptures correctes d’éprouvettes cubiques
Nota – Les quatre faces exposées sont fi ssurées approximativement de la même façon, en général sans dommage important des faces en contact avec les plateaux.
T
T
T
T
T
T
T1
7
4
2
8
5
3
9
6
Fig. 8b − Exemples de ruptures incorrectes d’éprouvettes cubiques
T = fi ssure de traction
Éprouvettes Répétabilité r (%) Reproductibilité R (%)
- Cylindre :Ø 150 × 300 mm
- Cube :100 × 100 mm150 × 150 mm
8,0
9,09,0
11,7
15,113,2
Tableau 4
FIDÉLITÉ DE L’ESSAI
Valeurs exprimées en terme de pourcentage de la résistance moyenne de 3 cylindres et 2 cubes.
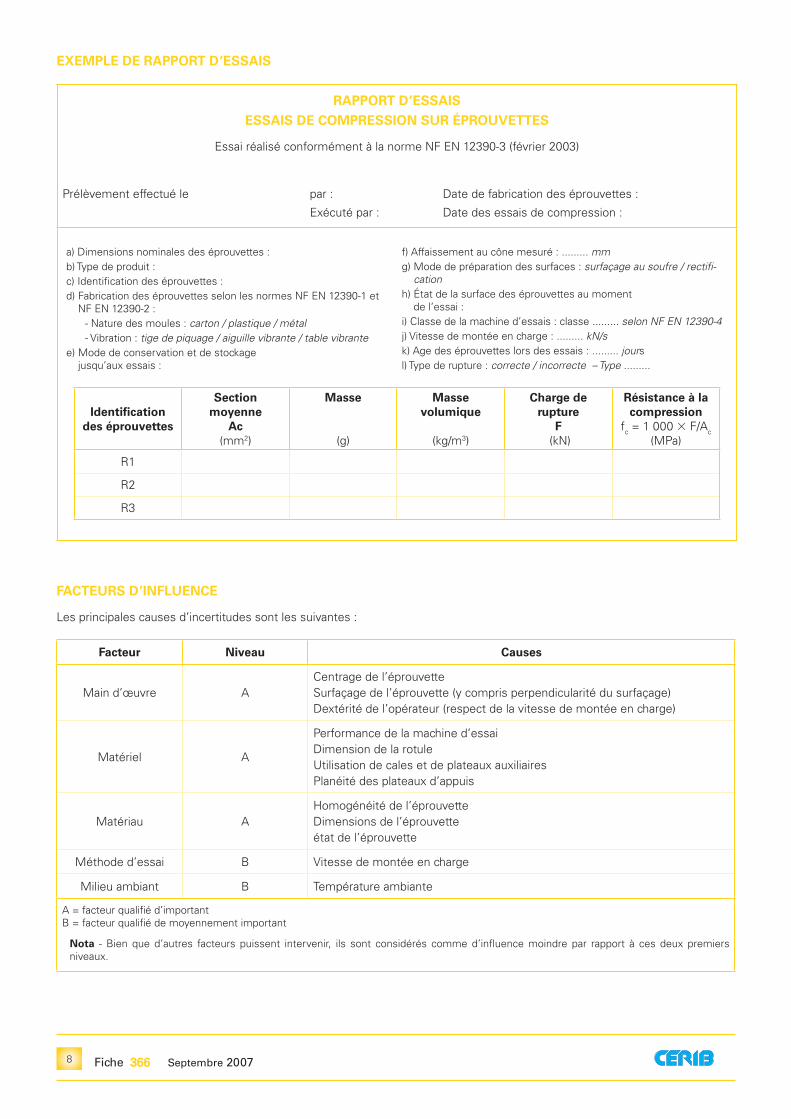
Fiche 366366 Septembre 20078
RAPPORT D’ESSAISESSAIS DE COMPRESSION SUR ÉPROUVETTES
Essai réalisé conformément à la norme NF EN 12390-3 (février 2003)
Prélèvement effectué le par : Date de fabrication des éprouvettes :
Exécuté par : Date des essais de compression :
a) Dimensions nominales des éprouvettes :b) Type de produit :c) Identifi cation des éprouvettes :d) Fabrication des éprouvettes selon les normes NF EN 12390-1 et
NF EN 12390-2 : - Nature des moules : carton / plastique / métal - Vibration : tige de piquage / aiguille vibrante / table vibrantee) Mode de conservation et de stockage
jusqu’aux essais :
f) Affaissement au cône mesuré : ......... mmg) Mode de préparation des surfaces : surfaçage au soufre / rectifi -
cationh) État de la surface des éprouvettes au moment
de l’essai :i) Classe de la machine d’essais : classe ......... selon NF EN 12390-4j) Vitesse de montée en charge : ......... kN/sk) Age des éprouvettes lors des essais : ......... joursl) Type de rupture : correcte / incorrecte – Type .........
Identifi cationdes éprouvettes
Section moyenne
Ac(mm2)
Masse
(g)
Massevolumique
(kg/m3)
Charge de rupture
F (kN)
Résistance à la compression
fc = 1 000 × F/Ac (MPa)
R1
R2
R3
EXEMPLE DE RAPPORT D’ESSAIS
FACTEURS D’INFLUENCE
Les principales causes d’incertitudes sont les suivantes :
Facteur Niveau Causes
Main d’œuvre ACentrage de l’éprouvetteSurfaçage de l’éprouvette (y compris perpendicularité du surfaçage)Dextérité de l’opérateur (respect de la vitesse de montée en charge)
Matériel A
Performance de la machine d’essaiDimension de la rotuleUtilisation de cales et de plateaux auxiliairesPlanéité des plateaux d’appuis
Matériau AHomogénéité de l’éprouvetteDimensions de l’éprouvetteétat de l’éprouvette
Méthode d’essai B Vitesse de montée en charge
Milieu ambiant B Température ambiante
A = facteur qualifi é d’importantB = facteur qualifi é de moyennement important
Nota - Bien que d’autres facteurs puissent intervenir, ils sont considérés comme d’infl uence moindre par rapport à ces deux premiers niveaux.
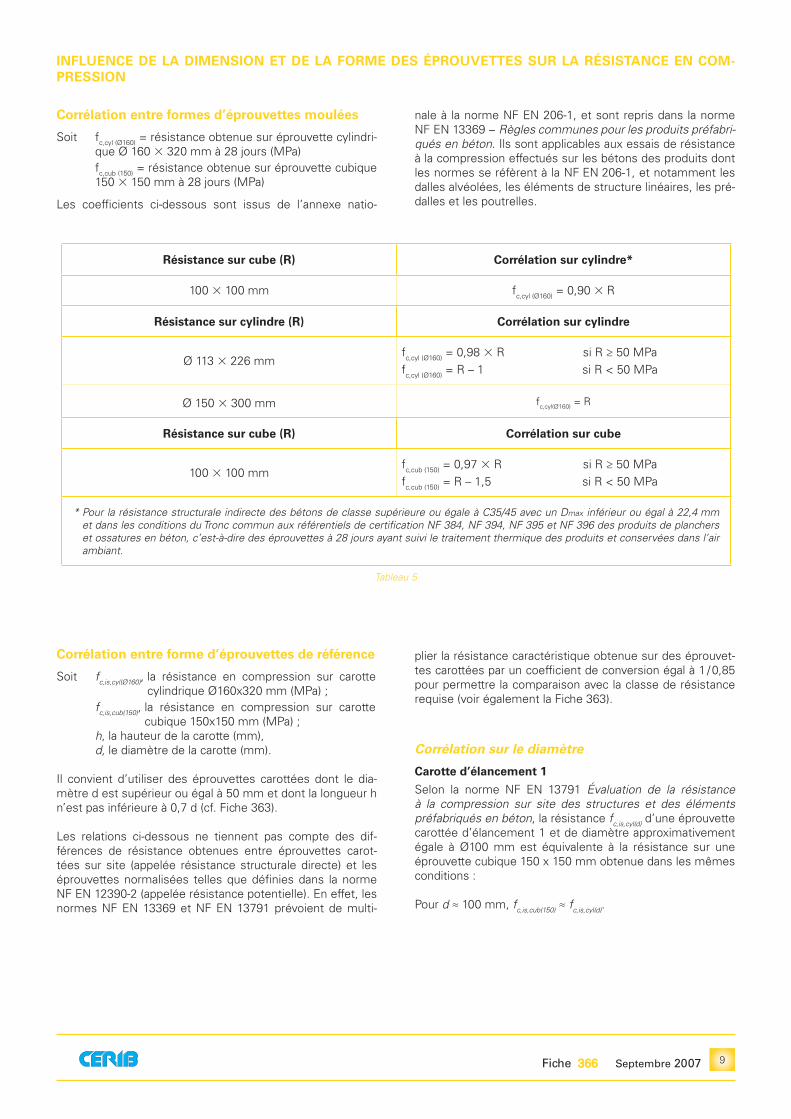
Fiche 366366 Septembre 2007 9
INFLUENCE DE LA DIMENSION ET DE LA FORME DES ÉPROUVETTES SUR LA RÉSISTANCE EN COM-PRESSION
Corrélation entre formes d’éprouvettes moulées
Soit fc,cyl (Ø160) = résistance obtenue sur éprouvette cylindri-que Ø 160 × 320 mm à 28 jours (MPa)
fc,cub (150) = résistance obtenue sur éprouvette cubique 150 × 150 mm à 28 jours (MPa)
Les coeffi cients ci-dessous sont issus de l’annexe natio-
nale à la norme NF EN 206-1, et sont repris dans la norme NF EN 13369 − Règles communes pour les produits préfabri-qués en béton. Ils sont applicables aux essais de résistance à la compression effectués sur les bétons des produits dont les normes se réfèrent à la NF EN 206-1, et notamment les dalles alvéolées, les éléments de structure linéaires, les pré-dalles et les poutrelles.
Résistance sur cube (R) Corrélation sur cylindre*
100 × 100 mm fc,cyl (Ø160) = 0,90 × R
Résistance sur cylindre (R) Corrélation sur cylindre
Ø 113 × 226 mmfc,cyl (Ø160) = 0,98 × R si R ≥ 50 MPafc,cyl (Ø160) = R – 1 si R < 50 MPa
Ø 150 × 300 mm fc,cyl(Ø160) = R
Résistance sur cube (R) Corrélation sur cube
100 × 100 mmfc,cub (150) = 0,97 × R si R ≥ 50 MPafc,cub (150) = R – 1,5 si R < 50 MPa
* Pour la résistance structurale indirecte des bétons de classe supérieure ou égale à C35/45 avec un Dmax inférieur ou égal à 22,4 mm et dans les conditions du Tronc commun aux référentiels de certifi cation NF 384, NF 394, NF 395 et NF 396 des produits de planchers et ossatures en béton, c’est-à-dire des éprouvettes à 28 jours ayant suivi le traitement thermique des produits et conservées dans l’air ambiant.
Tableau 5
Corrélation entre forme d’éprouvettes de référence
Soit fc,is,cyl(Ø160), la résistance en compression sur carotte cylindrique Ø160x320 mm (MPa) ;
fc,is,cub(150), la résistance en compression sur carotte cubique 150x150 mm (MPa) ;
h, la hauteur de la carotte (mm), d, le diamètre de la carotte (mm).
Il convient d’utiliser des éprouvettes carottées dont le dia-mètre d est supérieur ou égal à 50 mm et dont la longueur h n’est pas inférieure à 0,7 d (cf. Fiche 363).
Les relations ci-dessous ne tiennent pas compte des dif-férences de résistance obtenues entre éprouvettes carot-tées sur site (appelée résistance structurale directe) et les éprouvettes normalisées telles que défi nies dans la norme NF EN 12390-2 (appelée résistance potentielle). En effet, les normes NF EN 13369 et NF EN 13791 prévoient de multi-
plier la résistance caractéristique obtenue sur des éprouvet-tes carottées par un coeffi cient de conversion égal à 1 / 0,85 pour permettre la comparaison avec la classe de résistance requise (voir également la Fiche 363).
Corrélation sur le diamètre
Carotte d’élancement 1
Selon la norme NF EN 13791 Évaluation de la résistance à la compression sur site des structures et des éléments préfabriqués en béton, la résistance fc,is,cyl(d) d’une éprouvette carottée d’élancement 1 et de diamètre approximativement égale à Ø100 mm est équivalente à la résistance sur une éprouvette cubique 150 x 150 mm obtenue dans les mêmes conditions :
Pour d ≈ 100 mm, fc,is,cub(150) ≈ fc,is,cyl(d).
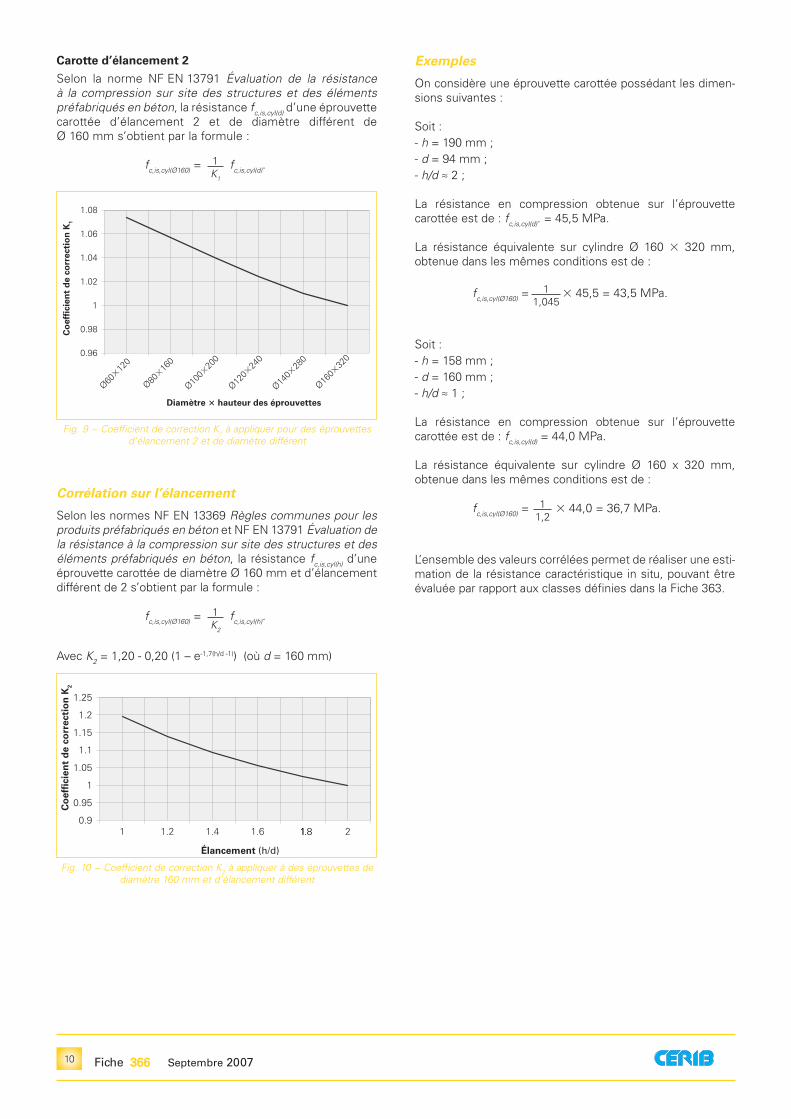
Fiche 366366 Septembre 200710
Carotte d’élancement 2
Selon la norme NF EN 13791 Évaluation de la résistance à la compression sur site des structures et des éléments préfabriqués en béton, la résistance fc,is,cyl(d) d’une éprouvette carottée d’élancement 2 et de diamètre différent de Ø 160 mm s’obtient par la formule :
fc,is,cyl(Ø160) = fc,is,cyl(d).1K1
Corrélation sur l’élancement
Selon les normes NF EN 13369 Règles communes pour les produits préfabriqués en béton et NF EN 13791 Évaluation de la résistance à la compression sur site des structures et des éléments préfabriqués en béton, la résistance fc,is,cyl(h) d’une éprouvette carottée de diamètre Ø 160 mm et d’élancement différent de 2 s’obtient par la formule :
fc,is,cyl(Ø160) = fc,is,cyl(h).1K2
Avec K2 = 1,20 - 0,20 (1 – e-1,7(h/d -1)) (où d = 160 mm)
Exemples
On considère une éprouvette carottée possédant les dimen-sions suivantes :
Soit :- h = 190 mm ;- d = 94 mm ;- h/d ≈ 2 ;
La résistance en compression obtenue sur l’éprouvette carottée est de : fc,is,cyl(d). = 45,5 MPa.
La résistance équivalente sur cylindre Ø 160 × 320 mm, obtenue dans les mêmes conditions est de :
fc,is,cyl(Ø160) = × 45,5 = 43,5 MPa.11,045
Soit :- h = 158 mm ;- d = 160 mm ;- h/d ≈ 1 ;
La résistance en compression obtenue sur l’éprouvette carottée est de : fc,is,cyl(d) = 44,0 MPa.
La résistance équivalente sur cylindre Ø 160 x 320 mm, obtenue dans les mêmes conditions est de :
fc,is,cyl(Ø160) = × 44,0 = 36,7 MPa.11,2
L’ensemble des valeurs corrélées permet de réaliser une esti-mation de la résistance caractéristique in situ, pouvant être évaluée par rapport aux classes défi nies dans la Fiche 363.
0.96
0.98
1
1.02
1.04
1.06
1.08
Ø160×32
0
Diamètre × hauteur des éprouvettes
Co
effi
cien
t d
e co
rrec
tio
n K
1
Ø60×12
0
Ø80×16
0
Ø100×20
0
Ø120×24
0
Ø140×28
0
Fig. 9 − Coefficient de correction K1 à appliquer pour des éprouvettes d’élancement 2 et de diamètre différent
0.9
0.95
1
1.05
1.1
1.15
1.2
1.25
1 1.2 1.4 1.6 1 2
Élancement (h/d)
Co
effi
cien
t d
e co
rrec
tio
n K
2
1.8
Fig. 10 − Coefficient de correction K2 à appliquer à des éprouvettes de diamètre 160 mm et d’élancement différent
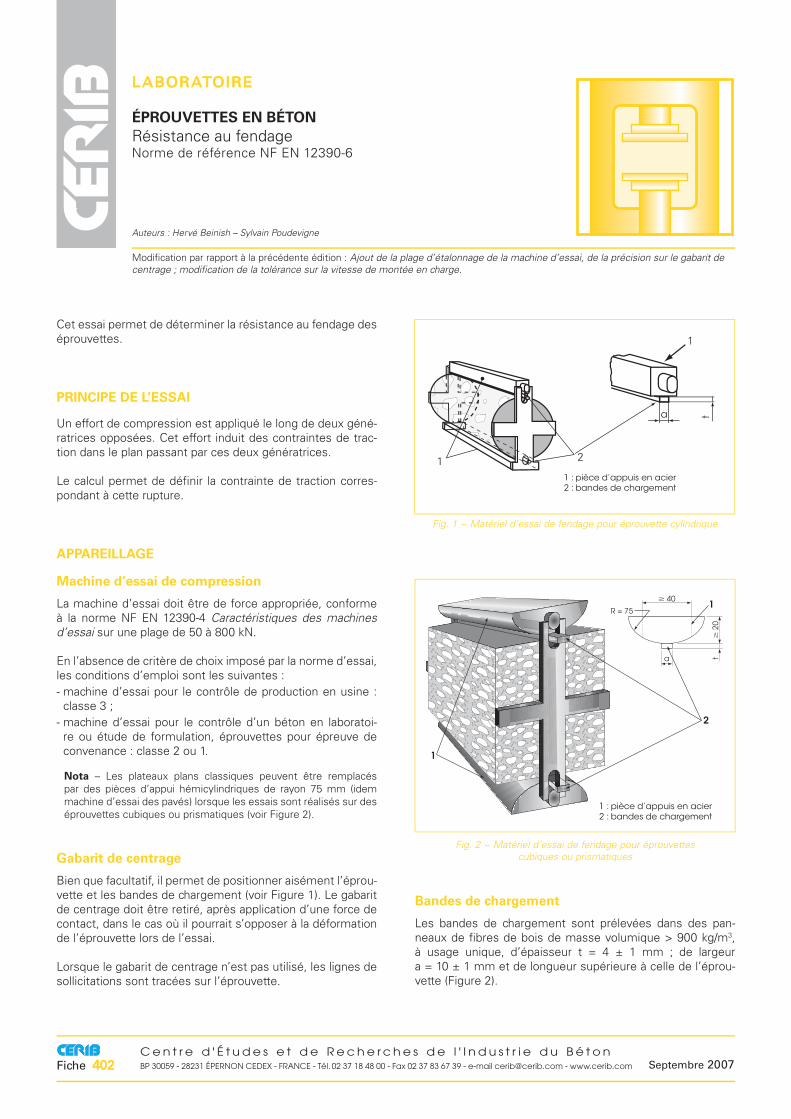
Fiche 402402 Septembre 2007
LABORATOIRELABORATOIRE
ÉPROUVETTES EN BÉTONRésistance au fendageNorme de référence NF EN 12390-6
Auteurs : Hervé Beinish – Sylvain Poudevigne
Modifi cation par rapport à la précédente édition : Ajout de la plage d’étalonnage de la machine d’essai, de la précision sur le gabarit de centrage ; modifi cation de la tolérance sur la vitesse de montée en charge.
Cet essai permet de déterminer la résistance au fendage des éprouvettes.
PRINCIPE DE L’ESSAI
Un effort de compression est appliqué le long de deux géné-ratrices opposées. Cet effort induit des contraintes de trac-tion dans le plan passant par ces deux génératrices.
Le calcul permet de défi nir la contrainte de traction corres-pondant à cette rupture.
APPAREILLAGE
Machine d’essai de compression
La machine d’essai doit être de force appropriée, conforme à la norme NF EN 12390-4 Caractéristiques des machines d’essai sur une plage de 50 à 800 kN.
En l’absence de critère de choix imposé par la norme d’essai, les conditions d’emploi sont les suivantes :- machine d’essai pour le contrôle de production en usine : classe 3 ;
- machine d’essai pour le contrôle d’un béton en laboratoi-re ou étude de formulation, éprouvettes pour épreuve de convenance : classe 2 ou 1.
Nota – Les plateaux plans classiques peuvent être remplacés par des pièces d’appui hémicylindriques de rayon 75 mm (idem machine d’essai des pavés) lorsque les essais sont réalisés sur des éprouvettes cubiques ou prismatiques (voir Figure 2).
Gabarit de centrage
Bien que facultatif, il permet de positionner aisément l’éprou-vette et les bandes de chargement (voir Figure 1). Le gabarit de centrage doit être retiré, après application d’une force de contact, dans le cas où il pourrait s’opposer à la déformation de l’éprouvette lors de l’essai.
Lorsque le gabarit de centrage n’est pas utilisé, les lignes de sollicitations sont tracées sur l’éprouvette.
Bandes de chargement
Les bandes de chargement sont prélevées dans des pan-neaux de fi bres de bois de masse volumique > 900 kg/m3, à usage unique, d’épaisseur t = 4 ± 1 mm ; de largeur a = 10 ± 1 mm et de longueur supérieure à celle de l’éprou-vette (Figure 2).
1
1
2
a t
1 : pièce d’appuis en acier2 : bandes de chargement
Fig. 1 − Matériel d’essai de fendage pour éprouvette cylindrique
20
40
R = 75
a t
1
2
1
1 : pièce d’appuis en acier2 : bandes de chargement
Fig. 2 − Matériel d’essai de fendage pour éprouvettes cubiques ou prismatiques
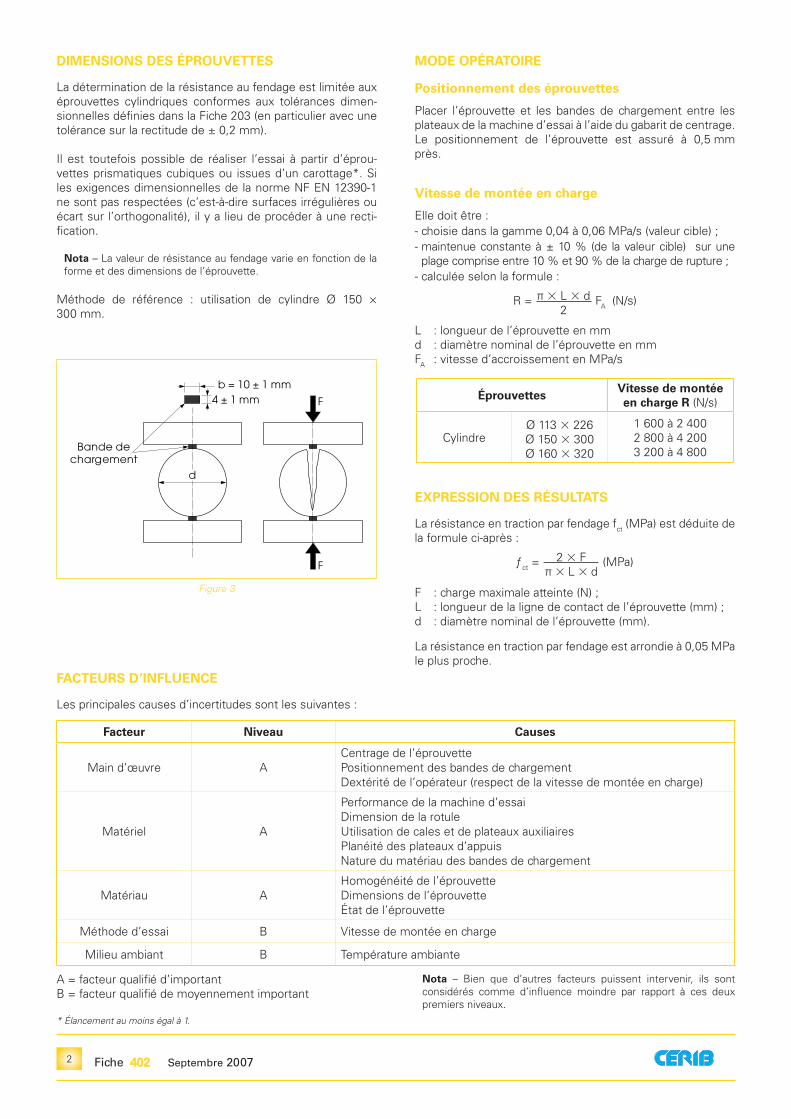
Fiche 402402 Septembre 20072
DIMENSIONS DES ÉPROUVETTES
La détermination de la résistance au fendage est limitée aux éprouvettes cylindriques conformes aux tolérances dimen-sionnelles défi nies dans la Fiche 203 (en particulier avec une tolérance sur la rectitude de ± 0,2 mm).
Il est toutefois possible de réaliser l’essai à partir d’éprou-vettes prismatiques cubiques ou issues d’un carottage*. Si les exigences dimensionnelles de la norme NF EN 12390-1 ne sont pas respectées (c’est-à-dire surfaces irrégulières ou écart sur l’orthogonalité), il y a lieu de procéder à une recti-fi cation.
Nota – La valeur de résistance au fendage varie en fonction de la forme et des dimensions de l’éprouvette.
Méthode de référence : utilisation de cylindre Ø 150 × 300 mm.
MODE OPÉRATOIRE
Positionnement des éprouvettes
Placer l’éprouvette et les bandes de chargement entre les plateaux de la machine d’essai à l’aide du gabarit de centrage. Le positionnement de l’éprouvette est assuré à 0,5 mm près.
Vitesse de montée en charge
Elle doit être :- choisie dans la gamme 0,04 à 0,06 MPa/s (valeur cible) ;- maintenue constante à ± 10 % (de la valeur cible) sur une plage comprise entre 10 % et 90 % de la charge de rupture ;
- calculée selon la formule :
R = FA (N/s)π × L × d2
L : longueur de l’éprouvette en mmd : diamètre nominal de l’éprouvette en mmFA : vitesse d’accroissement en MPa/s
ÉprouvettesVitesse de montée en charge R (N/s)
CylindreØ 113 × 226Ø 150 × 300Ø 160 × 320
1 600 à 2 4002 800 à 4 2003 200 à 4 800
EXPRESSION DES RÉSULTATS
La résistance en traction par fendage fct (MPa) est déduite de la formule ci-après :
ƒct = (MPa)2 × Fπ × L × d
F : charge maximale atteinte (N) ;L : longueur de la ligne de contact de l’éprouvette (mm) ;d : diamètre nominal de l’éprouvette (mm).
La résistance en traction par fendage est arrondie à 0,05 MPa le plus proche.
d
b = 10 ± 1 mm4 ± 1 mm
Bande dechargement
F
F
Figure 3
Facteur Niveau Causes
Main d’œuvre ACentrage de l’éprouvettePositionnement des bandes de chargementDextérité de l’opérateur (respect de la vitesse de montée en charge)
Matériel A
Performance de la machine d’essaiDimension de la rotuleUtilisation de cales et de plateaux auxiliairesPlanéité des plateaux d’appuisNature du matériau des bandes de chargement
Matériau AHomogénéité de l’éprouvetteDimensions de l’éprouvetteÉtat de l’éprouvette
Méthode d’essai B Vitesse de montée en charge
Milieu ambiant B Température ambiante
FACTEURS D’INFLUENCE
Les principales causes d’incertitudes sont les suivantes :
* Élancement au moins égal à 1.
A = facteur qualifi é d’importantB = facteur qualifi é de moyennement important
Nota – Bien que d’autres facteurs puissent intervenir, ils sont considérés comme d’infl uence moindre par rapport à ces deux premiers niveaux.
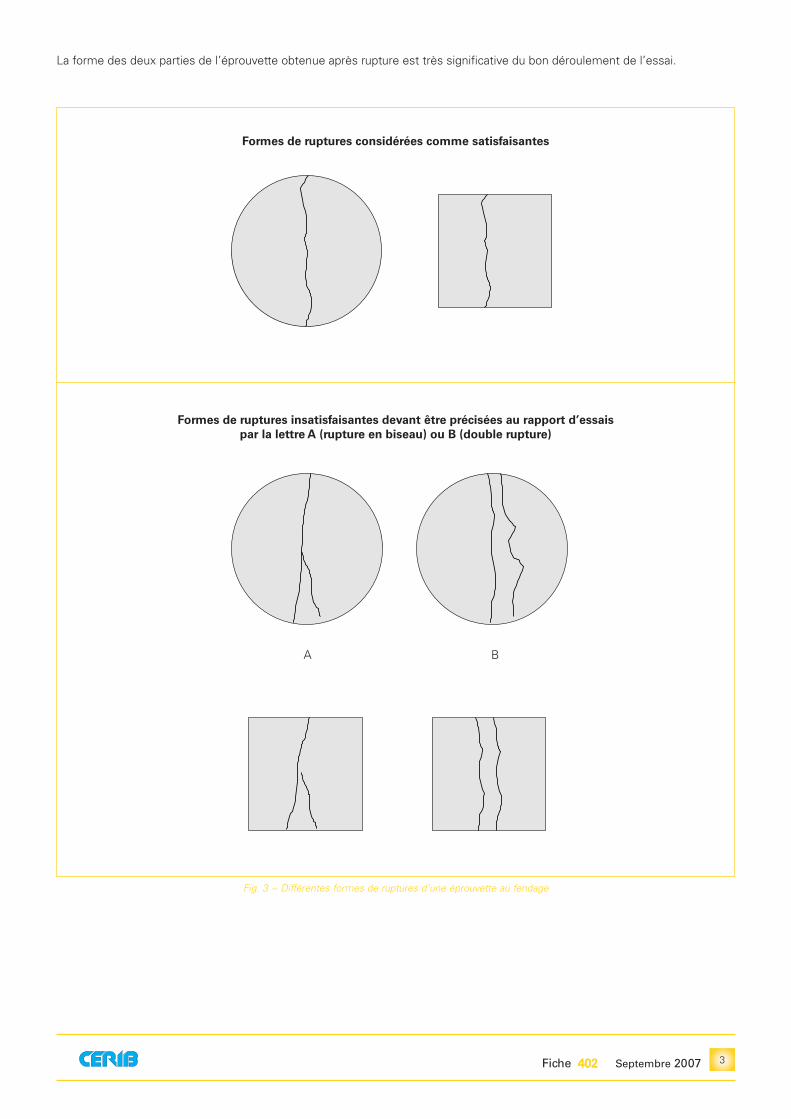
Fiche 402402 Septembre 2007 3
La forme des deux parties de l’éprouvette obtenue après rupture est très signifi cative du bon déroulement de l’essai.
Fig. 3 − Différentes formes de ruptures d’une éprouvette au fendage
Formes de ruptures considérées comme satisfaisantes
Formes de ruptures insatisfaisantes devant être précisées au rapport d’essais par la lettre A (rupture en biseau) ou B (double rupture)
A B
Fiche 402402 Septembre 20074
RAPPORT D’ESSAIS
ESSAIS DE FENDAGE SUR ÉPROUVETTES
Essai réalisé conformément à la norme NF EN 12390-6 (octobre 2001)
Prélèvement effectué le par : Date de fabrication des éprouvettes :
Exécuté par : Date des essais de fendage :
a) Dimensions nominales des éprouvettes :
b) Type de produit :
c) Identifi cation des éprouvettes par le marquage :
d) Fabrication des éprouvettes selon les normes NF EN 12390-1 et NF EN 12390-2 :
- nature des moules : carton / plastique / métal
- vibration : tige de piquage / aiguille vibrante / table vibrante
e) Mode de conservation et de stockage :
f) Affaissement au cône mesuré : ......... mm
g) Rectifi cation éventuelle :
h) État de la surface des éprouvettes au moment de l’essai :
i) Classe de la machine d’essais : classe ......... selon NF EN 12390-4
j) Vitesse de montée en charge : ......... kN/s
k) Âge des éprouvettes lors des essais : ........ jours
l) Type de rupture : correcte / incorrecte – Type .........
Identifi cation des éprouvettes
Longueur moyenneL
(mm)
Diamètre moyend
(mm)
Charge de ruptureF
(N)
Résistance à la traction par fendage
ƒct = 2 × Fπ × L × d (MPa)
R1
R2
R3
EXEMPLE DE RAPPORT D’ESSAIS