Embed Size (px)
DESCRIPTION
Modüller hiçbir şekilde ticari amaçla kullanılamaz ve ücret karşılığında satılamaz. Örgün ve yaygın eğitim kurumları, işletmeler ve kendi kendine mesleki yeterlik kazanmak isteyen bireyler modüllere internet üzerinden ulaşabilirler. Ait olduğu meslekle ilgili İngilizce kelime ve kavramların tanınmasını, okunmasını, ve yazılmasını hedefleyen öğrenme materyalidir. SÜRE 40/32 ÖN KOŞUL Teknik Yabancı Dil 2 Modülünü başarmış olmak.
Citation preview

T.C.MİLLÎ EĞİTİM BAKANLIĞI
MEGEP(MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN
GÜÇLENDİRİLMESİ PROJESİ)
METAL TEKNOLOJİSİ
TEKNİK YABANCI DİL 3(İNGİLİZCE)
ANKARA 2007

Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
Talim ve Terbiye Kurulu Başkanlığının 02.06.2006 tarih ve 269 sayılı Kararıile onaylanan, Mesleki ve Teknik Eğitim Okul ve Kurumlarında kademeliolarak yaygınlaştırılan 42 alan ve 192 dala ait çerçeve öğretimprogramlarında amaçlanan mesleki yeterlikleri kazandırmaya yönelikgeliştirilmiş öğretim materyalleridir (Ders Notlarıdır).
Modüller, bireylere mesleki yeterlik kazandırmak ve bireysel öğrenmeyerehberlik etmek amacıyla öğrenme materyali olarak hazırlanmış, denenmekve geliştirilmek üzere Mesleki ve Teknik Eğitim Okul ve Kurumlarındauygulanmaya başlanmıştır.
Modüller teknolojik gelişmelere paralel olarak, amaçlanan yeterliğikazandırmak koşulu ile eğitim öğretim sırasında geliştirilebilir ve yapılmasıönerilen değişiklikler Bakanlıkta ilgili birime bildirilir.
Örgün ve yaygın eğitim kurumları, işletmeler ve kendi kendine meslekiyeterlik kazanmak isteyen bireyler modüllere internet üzerindenulaşabilirler.
Basılmış modüller, eğitim kurumlarında öğrencilere ücretsiz olarak dağıtılır.
Modüller hiçbir şekilde ticari amaçla kullanılamaz ve ücret karşılığında
satılamaz.
i
EXPLANATION...................................................................................................................... vGİRİŞ .......................................................................................................................................1PREFACE ................................................................................................................................ 2LEARNING ACTIVITY-1 ......................................................................................................31. MAIN CONCEPTS ABOUT METAL BRANCH............................................................... 3
1.1. Terms And Concepts About Cold Shaping...................................................................31.1.1. Metal Works ..........................................................................................................31.1.2. Cold Shaping .........................................................................................................41.1.3. Steel ....................................................................................................................... 41.1.4. Alloy ...................................................................................................................... 51.1.5. Element.................................................................................................................. 51.1.6. Soldering................................................................................................................51.1.7. Marking ................................................................................................................. 61.1.8. Filing...................................................................................................................... 61.1.9. Straightening..........................................................................................................71.1.10. Hammering ..........................................................................................................71.1.11. Bending................................................................................................................71.1.12. Cutting ................................................................................................................. 81.1.13. Drilling................................................................................................................. 81.1.14. Elastic Deformation ............................................................................................. 81.1.15. Plastic Deformation ............................................................................................. 81.1.16. Shaping ................................................................................................................81.1.17. Breaking off .........................................................................................................91.1.18. Tensing ................................................................................................................9
1.2. Terms and Concepts About Hot Shaping......................................................................91.2.1. Hot Deformation....................................................................................................91.2.2. Forging................................................................................................................. 101.2.3. Dies...................................................................................................................... 101.2.4. Hot Work Dies.....................................................................................................101.2.6. Tempering............................................................................................................111.2.7. Heat...................................................................................................................... 111.2.8. Atom .................................................................................................................... 111.2.9. Crystal.................................................................................................................. 121.2.10. Lattices...............................................................................................................121.2.11. Fire..................................................................................................................... 121.2.12. Spreading ...........................................................................................................12
1.3. The Terms and Concepts About Welding...................................................................131.3.1. Welding ...............................................................................................................131.3.2. Oxy-Acetylene Welding ...................................................................................... 131.3.3. Electrical Arc Welding ........................................................................................ 141.3.4. Resistance welding .............................................................................................. 141.3.5. Melting................................................................................................................. 141.3.6. Direct Current (DC)............................................................................................. 141.3.7. Alternative Current (AC)..................................................................................... 151.3.8. Ampere ................................................................................................................15
CONTENTS
ii
1.3.9. Seam Welding......................................................................................................151.3.10. Slag .................................................................................................................... 151.3.11. Welding Preparing............................................................................................. 161.3.12. Gaz Metal Arc Welding..................................................................................... 161.3.13. Welding Zone ....................................................................................................171.3.14. Arc Light............................................................................................................171.3.15. Gasses Used in Oxy-gas Welding......................................................................171.3.16. Welding Flame ..................................................................................................171.3.17. Horizontal Welding ........................................................................................... 171.3.18. Ways of Welding Positions ...............................................................................18
EVALUATION.................................................................................................................. 20LEARNING ACTIVITY-2 ....................................................................................................212. THE TOOLS AND EQUIPMENTS USED IN METAL BRANCH .................................21
2.1. Measurement, Control And Marking Tools ................................................................ 212.1.1. Straightening Plate............................................................................................... 212.1.2. Marking Plate ......................................................................................................222.1.3. Punctuating Tool..................................................................................................222.1.4. Drawing Tool.......................................................................................................222.1.5. Compasses ...........................................................................................................222.1.6. Strip Meter ...........................................................................................................232.1.7. Steel Ruler ...........................................................................................................232.1.8. Calipers................................................................................................................232.1.9. Micrometer ..........................................................................................................232.1.10. Set-square ..........................................................................................................242.1.11. Set-square With Angle....................................................................................... 242.1.12. Universal Set-square.......................................................................................... 24
2.2. The Tools And Machines About Cold Shaping .......................................................... 252.2.1. File ....................................................................................................................... 252.2.2. Hammer ...............................................................................................................252.2.3. Chisel ................................................................................................................... 252.2.4. Punching Tools ....................................................................................................262.2.6. Chamfer Vise.......................................................................................................262.2.7. Pipe Vise..............................................................................................................272.2.8. Drill Bench Vise ..................................................................................................272.2.9. Sawing Lama .......................................................................................................272.2.10. Saw Handle........................................................................................................272.2.11. Shears Used in Hands ........................................................................................ 282.2.12. Shears Used By Arms........................................................................................ 282.2.13. Knops................................................................................................................. 282.2.14. Numbering Tips .................................................................................................292.2.15. Drills .................................................................................................................. 292.2.16. Drill Bit..............................................................................................................292.2.17. Drill Chuck ........................................................................................................302.2.18. Morse Sleeve .....................................................................................................302.2.19. Morse Key .........................................................................................................302.2.20. Spanner ..............................................................................................................302.2.21. Ring Spanner .....................................................................................................31

iii
2.2.22. Allen Wrench.....................................................................................................312.2.23. Socket Tools ......................................................................................................312.2.24. Adjustable Wrench ............................................................................................ 322.2.25. Screwdriver........................................................................................................322.2.26. Cross-Head Screwdriver.................................................................................... 322.2.27. Pliers .................................................................................................................. 322.2.28. Side Chisels .......................................................................................................332.2.29. Long Nosed Pliers.............................................................................................. 332.2.30. Spirit-Level ........................................................................................................332.2.31. Tap..................................................................................................................... 342.2.32. Tap Handle ........................................................................................................342.2.33 Die ...................................................................................................................... 342.2.34. Die Handle.........................................................................................................342.2.35. Puller.................................................................................................................. 352.2.36. Guillotine Shears ............................................................................................... 352.2.37. Pres Brakes ........................................................................................................352.2.38. Roller ................................................................................................................. 362.2.39. Combined Shears ............................................................................................... 362.2.40. Portable Emery ..................................................................................................362.2.41. Hydraulic Sawing Machine ...............................................................................372.2.42. Circular Sawing Machine .................................................................................. 372.2.43. Cutting Without Burr......................................................................................... 372.2.44. Abrasive Disk ....................................................................................................382.2.45. Pipe Bending Machine....................................................................................... 382.2.46. Eccentric Press...................................................................................................382.2.47. Hydraulic Pres ...................................................................................................392.2.48. Cutting And Drilling Dies. ................................................................................392.2.49. Bending Dies .....................................................................................................39
2.3. Hot Shaping Tools And Machines ..............................................................................402.3.1. Blacksmith’s Kiln ................................................................................................ 402.3.2. Furnace ................................................................................................................402.3.3. Aspirator ..............................................................................................................412.3.4. Ventilator .............................................................................................................412.3.5. Anvil And Anvil Pedestal .................................................................................... 412.3.6. Sledgehammer .....................................................................................................422.3.7. Pincers ................................................................................................................. 422.3.8. Press..................................................................................................................... 422.3.9. Pneumatic Rammer.............................................................................................. 432.3.10. Falling Hammer .................................................................................................432.3.11. One Faced Die ...................................................................................................432.3.12. Cotter Die ..........................................................................................................432.3.13. Open Die............................................................................................................442.3.14. Semi Open Die...................................................................................................442.3.15. Closed Die .........................................................................................................442.3.16. The Burr Cutting Dies ....................................................................................... 45
2.4. Electric Arc Welding Machine and Part .....................................................................452.4.1. Welding Masks ....................................................................................................45

iv
2.4.2. Mask glass ...........................................................................................................452.4.3. Welding Hammer.................................................................................................462.4.4. Wire Brush...........................................................................................................462.4.5. Welding Workbench............................................................................................ 462.4.6. Electrodes ............................................................................................................472.4.7. Chassis ................................................................................................................. 472.4.8. Wire ..................................................................................................................... 482.4.9. Electric Arc Welding Machine ............................................................................48
2.5. Oxy-Gas Welding Tools And Equipments .................................................................492.5.1. Oxygen Tubes......................................................................................................492.5.2. Acetylene Tube....................................................................................................492.5.3. Torch.................................................................................................................... 492.5.4. Blow Pipe ............................................................................................................502.5.5. Cutting Blow Pipe ............................................................................................... 502.5.6. Welding Glasses ..................................................................................................502.5.7. Safety Devices .....................................................................................................512.5.8. Acetylene Hose....................................................................................................512.5.9. Oxygen Hose .......................................................................................................51
PRACTICE ACTIVITY ....................................................................................................52EVALUATION.................................................................................................................. 53
MODULE EVALUATION....................................................................................................54ANSWER KEYS.................................................................................................................... 57
TECHNICAL DICTIONARY ........................................................................................... 58REFERENCES....................................................................................................................... 78
v
EXPLANATIONKOD 222YDK017
ALAN Metal Teknolojisi
DAL/MESLEK Alan ortak
MODÜLÜN ADI Teknik Yabancı Dil 3 (İngilizce)
MODÜLÜN TANIMIAit olduğu meslekle ilgili İngilizce kelime ve
kavramların tanınmasını, okunmasını, ve yazılmasınıhedefleyen öğrenme materyalidir.
SÜRE 40/32
ÖN KOŞUL Teknik Yabancı Dil 2 Modülünü başarmış olmak.
YETERLİKMetal Teknolojisi ile ilgili temel kavram ve araç-
gereçlerin İngilizcelerini okumak.
MODÜLÜN AMACI
Genel AmaçGerekli ortam sağlandığında, Metal Teknolojisi ile ilgili
temel kavram ve araç-gereçlerin İngilizcelerini dilbilgisikurallarına uygun olarak okuyup ifade edebileceksiniz.
Amaçlar1. Metal Teknolojisi ile ilgili temel kavramların
İngilizcelerini doğru olarak okuyabileceksiniz.2. Metal Teknolojisi alanında kullanılan araç ve gereçlerin
İngilizcelerini doğru olarak okuyabileceksiniz.
EĞİTİM ÖĞRETİMORTAMLARI VEDONANIMLARI
Dil laboratuarı; Kulaklık, bilgisayar ve ekipmanları,kütüphane, projeksiyon vb.
Bireysel öğrenme ortamları; İngilizce sözlük, yardımcıteknik kitaplar. İnternet ortamı, bilgi tekolojileri vb.
İşletmeler ve üniversiteler
ÖLÇME VEDEĞERLENDİRME
Her faaliyet sonrasında o faliyetle ilgili değerlendirmesoruları ile kendi kendinizi değerlendireceksiniz.
Modülün sonunda kazandığınız yeterlikle ilgilikendinizi değerlendirebileceksiniz.
Öğretmen modül sonunda size ölçme aracı (uygulama,soru-cevap)uygulayarak modül uygulamaları ile kazandığınızbilgi ve becerileri ölçerek değerlendirecektir.
EXPLANATION

vi

1
GİRİŞ
Sevgili Öğrenci,
İnsanlığın ileri gitmesinde en önemli unsurlardan birisi üretim ve buna bağlı olarak,araştırma ve geliştirmedir. Ar&Ge ye yıllık bütçelerinden fazla pay ayıran ülkeler her geçengün daha iyi bir hayata başlıyorlar.
Üretimin teknolojiyle paralel gelişmesi gerekir. Çünkü teknolojisini yenileyemeyenülkeler ve bu ülkelerin insanları geri kalmaya mahkumdur.
Yeni teknoloji dil ve dil bilen insanlar sayesinde olur. Çalışkan insanlar, dergi, kitapve internet dökümanlarını okuyabilir böylece kendi branşlarındaki ve mesleklerindeki sonteknolojiyi yabancı dil ve teknik yabancı dil öğrenerek takip edebilirler. Böylikle ülkelerinedaha etkili ve yararlı bireyler olurlar. Tembel insanlar, yeterli yabancı dilleri olmadığı içinson teknolojici takip edemezler. Bu yüzden kendi fabrikaları veya atölyeleri ile sınırlıkalırlar.
Teknik İngilizce 3 modülüyle sizlerin mesleki İngilizce’nizi daha üst seviyeyeçıkarmayı hedefledik. Bu sayede kendi mesleğiniz ile ilgili terimlerin ve sözcüklerinİngilizce karşılıklarını öğrenebilecek ve dünyadaki gelişmeleri yakından izleyebileceksiniz.
Mesleğinizde ve hayatınızda başarı dileklerimizle.
GİRİŞ

2
PREFACE
Dear Student,
One of the most considerable reasons why the humanity advance is production and soresearch and development. The countries which is paying more money from their incomes toRESEARCH&IMPROVEMENT is getting an easier and more comfortable life style.Because The countries which don’t renew their technology become underdeveloped day byday.
New technology developes thanks to foreign language and the one who knows foreignlanguage. Hardworking people can read the magazines, books and internet documents inEnglish so can follow the recent technology on their own branches or jobs by learningforeign languages and technical foreign languages. They broad their mind. So they can bemore effective and useful people for their counrty. Lazy people can’t follow the recenttechnology since they don’t have enough foreign language. So they are blocked in theirfactories or workshops.
We have aimed to improve your occupational English into a higher level with themodule “Technical English 3“. In this case, you can learn the technical words and terms inEnglish and follow the recent technology in the world more closely.
PREFACE

3
LEARNING ACTIVITY-1
Metal Teknolojisi ile ilgili temel kavramların İngilizcelerini doğru olarakokuyabileceksiniz
Teknik kitaplardan, teknik İngilizce sözlüğünden ve internetten MetalTeknolojisi ile ilgili temel kavramların İngilizce karşılıklarını araştırıp birkitapcık halinde hazırlayınız.
1. MAIN CONCEPTS ABOUT METALBRANCH
1.1. Terms And Concepts About Cold Shaping
1.1.1. Metal Works
The branch that gives shape to metals as cold or hot according to the measure in thedrawing. It also includes welding and heat treatments.
Metal work branches are chopping works, steel objects, steel construction, bodyworking, metal decorating, hot shaping, oxy-gas welding, electric arc welding.
Picture 1.1:The usage of metals in some sectors
LEARNING ACTIVITY-1
AIM
SEARCH

4
1.1.2. Cold Shaping
The process of shaping at the room temperature is called cold shaping. Cold shapingincludes bending, drilling, chopping, filing.
Picture 1.2: Cold shaped equipment
1.1.3. Steel
It’s the alloy of iron and carbon. It has up to 1.7 % carbon. If we wish, we can addsome other metals or elements. It’s the most used metal in industry.
Picture 1.3: Steel bridge
It’s Types Steels with poor carbon Steels with ordinary carbon Alloy steels Stainless steels Construction steels High speed steels Tool steels

5
1.1.4. Alloy
The mixture that is consisted by adding some elements into a metal. If we mix copperand zinc, we get brass.
Picture 1.4: Alloy rim
1.1.5. Element
It’s a pure material that cannot be decomposed into materials by chemical methods.Iron, nickel, chrome, carbon, aluminium, copper are elements.
Table 1.1: Element table
1.1.6. Soldering
If we mix tin and lead, we get solder alloy. The soldering is the process of connectingwithout melting the materials themselves but by melting the solder alloy at lowertemperature.
It’s done in two ways; brazing and soldering.
Figure 1.1: Soldering process
6
1.1.7. Marking
It’s the process of copying the technical drawing on a material. Marking is the firststep in production. It’s very essential because the better marking the better production can beprovided.
Picture 1.5: Marking process
1.1.8. Filing
The process of shaping by files on the surface of the material and forming it in a size,shape that we wish and need.
Filing can be done by hands on vises or by means of machines.
Figure 1.2: Filing process

7
1.1.9. Straightening
The process of having the deformed metal equipments put in use.
Figure1.3: Straightening process
1.1.10. Hammering
The process of striking the workpiece to make a hole or to shape the metal we wish.
Picture 1.6: Hammering process
1.1.11. Bending
The process of producing new and permanent metal shapes by putting under force.We use this process to produce steel furniture, decorative hardware, machine and steelgoods.
Picrure 1.7: Bending process on the machine
8
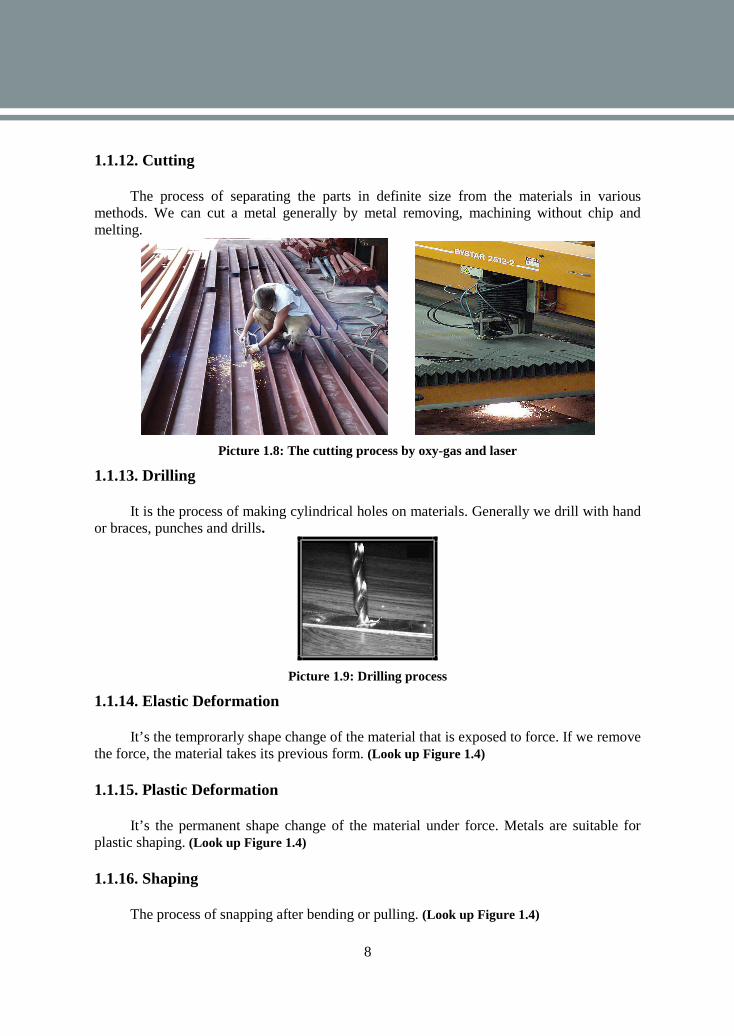
1.1.12. Cutting
The process of separating the parts in definite size from the materials in variousmethods. We can cut a metal generally by metal removing, machining without chip andmelting.
Picture 1.8: The cutting process by oxy-gas and laser
1.1.13. Drilling
It is the process of making cylindrical holes on materials. Generally we drill with handor braces, punches and drills.
Picture 1.9: Drilling process
1.1.14. Elastic Deformation
It’s the temprorarly shape change of the material that is exposed to force. If we removethe force, the material takes its previous form. (Look up Figure 1.4)
1.1.15. Plastic Deformation
It’s the permanent shape change of the material under force. Metals are suitable forplastic shaping. (Look up Figure 1.4)
1.1.16. Shaping
The process of snapping after bending or pulling. (Look up Figure 1.4)
9
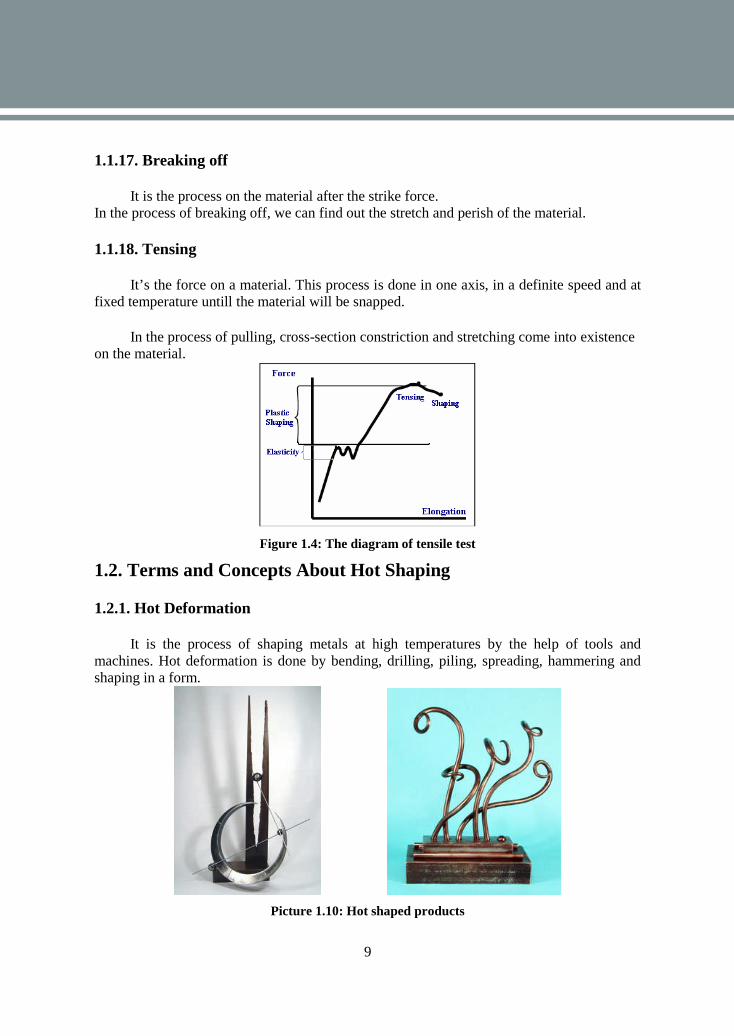
1.1.17. Breaking off
It is the process on the material after the strike force.In the process of breaking off, we can find out the stretch and perish of the material.
1.1.18. Tensing
It’s the force on a material. This process is done in one axis, in a definite speed and atfixed temperature untill the material will be snapped.
In the process of pulling, cross-section constriction and stretching come into existenceon the material.
Figure 1.4: The diagram of tensile test
1.2. Terms and Concepts About Hot Shaping
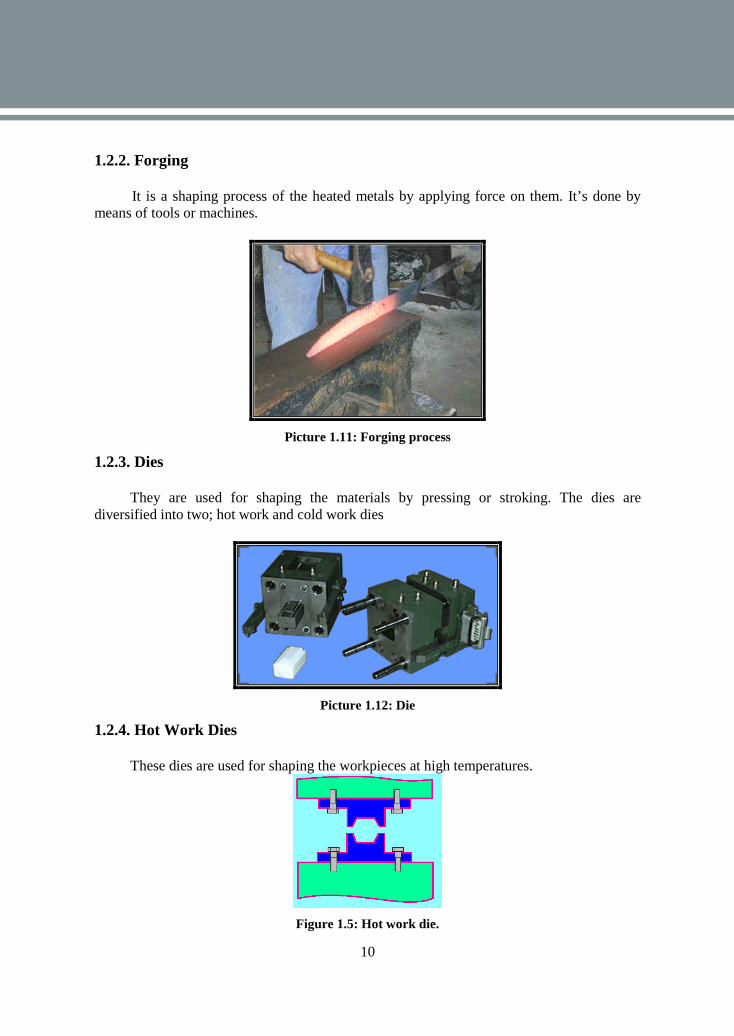
1.2.1. Hot Deformation
It is the process of shaping metals at high temperatures by the help of tools andmachines. Hot deformation is done by bending, drilling, piling, spreading, hammering andshaping in a form.
Picture 1.10: Hot shaped products
10
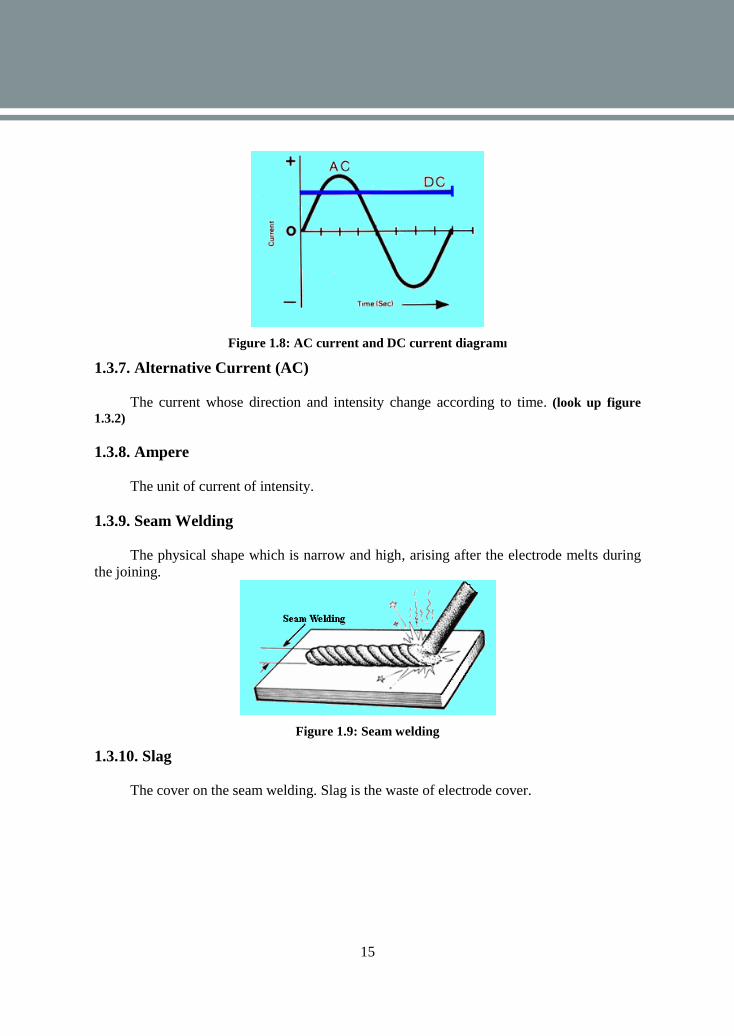
1.2.2. Forging
It is a shaping process of the heated metals by applying force on them. It’s done bymeans of tools or machines.
Picture 1.11: Forging process
1.2.3. Dies
They are used for shaping the materials by pressing or stroking. The dies arediversified into two; hot work and cold work dies
Picture 1.12: Die
1.2.4. Hot Work Dies
These dies are used for shaping the workpieces at high temperatures.
Figure 1.5: Hot work die.

11
1.2.6. Tempering
The process of heating the metals in the furnaces or fireplaces for heat treatment.
Picture 1.13: Tempering process
1.2.7. Heat
The physical energy that makes a material stretched, expanded, melted and hotter.
1.2.8. Atom
The minimum structure of elements. Atom consist of electrons and nucleuses.
Picture 1.14: Structure of atom

12
1.2.9. Crystal
It’s a special geometric solid shape coming into existence with the union of atoms ormolecules.
1.2.10. Lattices
Even the minimum parts of a crystal are arranged in an order. This is called crystallattice.
Picture 1.15: Crystal lattice shapes
1.2.11. Fire
It is a rapid, persistent chemical change that releases heat and light and isaccompanied by flame, especially the exothermic oxidation of a combustiblesubstance.
Picture 1.16: Fire
1.2.12. Spreading
The metamorphosis of a material shape after the crystal displaces and moves to oneside without breaking off.
Spreading happens in two ways Free spreading Forced spreading

13
Figure 1.6: Types of spreading out in dies
1.3. The Terms and Concepts About Welding
1.3.1. Welding
Joining the metals by heating, pressing or using both of them with or without asupplement. The supplement can be used if it is needed.
Picture 1.17: TIG welding machine and welding process
1.3.2. Oxy-Acetylene Welding
It’s a way of welding by melting metal parts by the help of oxy-gas flame.
Picture 1.18: Welding of pipes by oxy-acetylene

14
1.3.3. Electrical Arc Welding
Joining process by the help of the heat arising from electric arc between parts to bewelded and electrodes.. The metal parts melt partly.
Picture 1.19: The process of electrical arc welding Figure 1.7: Electrical arc welding
1.3.4. Resistance welding
Joining process by the heat and pressure. Heat occurs by the electrical ressitance ofmetals to be welded .
Its ways Spot resistance welding Resistance welding with blister Seam resistance welding Resistance butt welding
1.3.5. Melting
Making the workpiece and electrode fuse under the influence of welding current.
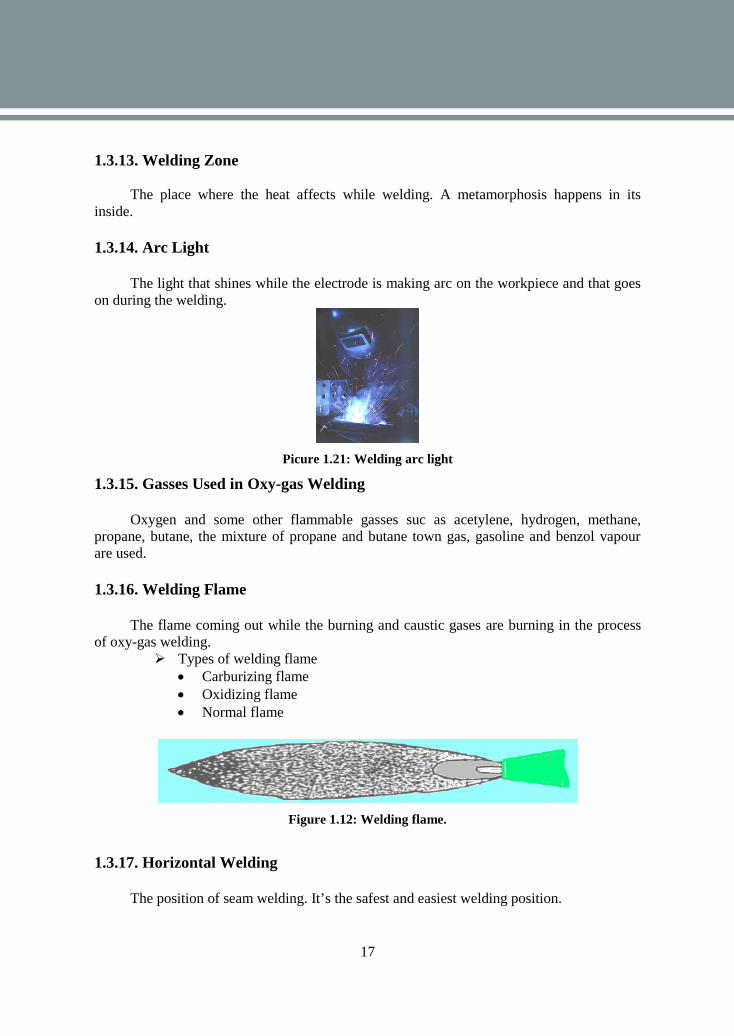
1.3.6. Direct Current (DC)
The current that its direction and intensity don’t change according to time.
15
Figure 1.8: AC current and DC current diagramı
1.3.7. Alternative Current (AC)
The current whose direction and intensity change according to time. (look up figure1.3.2)
1.3.8. Ampere
The unit of current of intensity.
1.3.9. Seam Welding
The physical shape which is narrow and high, arising after the electrode melts duringthe joining.
Figure 1.9: Seam welding
1.3.10. Slag
The cover on the seam welding. Slag is the waste of electrode cover.

16
Figure 1.10: Welding and churn
1.3.11. Welding Preparing
Cutting the edges of thick materials because the seam welding can penetrate perfectly.This process is applied for the materials that are thicker than five millimeters.
Figure 1.11: X and U welding preparing
1.3.12. Gaz Metal Arc Welding
It is a welding type that is done by electrode under the flowing gas such as argon,helium, and carbondioxide.
It’s divided into two The way of welding with wolfram electrode (TIG). The way of welding with (MIG and MAG).
Picture 1.20: MIG and (MAG) Welding machine and (TIG) welding machine
17
1.3.13. Welding Zone
The place where the heat affects while welding. A metamorphosis happens in itsinside.
1.3.14. Arc Light
The light that shines while the electrode is making arc on the workpiece and that goeson during the welding.
Picure 1.21: Welding arc light
1.3.15. Gasses Used in Oxy-gas Welding
Oxygen and some other flammable gasses suc as acetylene, hydrogen, methane,propane, butane, the mixture of propane and butane town gas, gasoline and benzol vapourare used.
1.3.16. Welding Flame
The flame coming out while the burning and caustic gases are burning in the processof oxy-gas welding.
Types of welding flame Carburizing flame Oxidizing flame Normal flame
Figure 1.12: Welding flame.
1.3.17. Horizontal Welding
The position of seam welding. It’s the safest and easiest welding position.

18
Figure 1.13: Horizontal welding
1.3.18. Ways of Welding Positions
The welding positions except for horizontal welding.
Figure 1.14: Wertical welding
1.3.19. Electrode Movements
Electrode goes forward drawing a bow, zigzagging or in a circular way. We move theelectrode while welding the thick parts.
Figure 1.15: Electrode movements

19
PRACTICE ACTIVITY
İŞLEM BASAMAKLARI ÖNERİLER
Eğeleme işlemini ingilizce ifadelerleanlatınız.
Lehimleme işlemini ingilizce olarak ifadeediniz.
Çekme deneyinde oluşan elastik-plastik şekildeğişikliğini, kopmayı ingilizce olarak ifadeedin.
Teknik ingilizcesözlüğündenyararlanabilirsiniz.
İngilizceöğretmenlerindenyardım alabilirsiniz.
Atelyede, kaynakişyerlerinde, işlemesnasında uygulamayıyapabilirsiniz.
Anlatımı birarkadaşınızla diyalogşeklinde yapabilirsiniz
Öğrendiklerinizi yükseksesle tekrar edebilirsiniz
PRACTICE ACTIVITY

20
EVALUATION
Bu faaliyet kapsamında hangi bilgileri kazandığınızı aşağıdaki çoktan seçmeli sorularıcevaplandırarak belirleyiniz.
1. ………………………………: It’s the alloy of iron and carbon. It includes carbonup to 1.7 %. If we wish, we can add some other metals or elements. It’s the most usedmetal in industry.A) Alloy B) Churn C) Steel D) Element
2. ……………………………....: Joining the metals by heating or pressing or usingboth of them having a supplement with. The supplement can be used if it is needed.A) Solder B) Cold Shaping C) Marking D) Welding
3. …………………………………….: The current whose direction and intensity changeaccording to time.A) Arc light B) Alternative current C) Filing D) Metal works
4. The minimum structure of elements.A) Heat B) Crystal C) Atom D) Hardness
5. …………………………………………: The flame coming out while the a flammableand oxygen gases are burning in the process of oxy-gas welding.A) Welding Flame B) Cold shaping C) Softness D) Tempering
DEĞERLENDİRME
Cevaplarınızı cevap anahtarı ile karşılaştırınız. Doğru cevap sayınızı belirleyerekkendinizi değerlendiriniz. Yanlış cevap verdiğiniz ya da cevap verirken tereddüt yaşadığınızsorularla ilgili konuları faaliyete geri dönerek tekrar inceleyiniz
Tüm sorulara doğru cevap verdiyseniz diğer faaliyete geçiniz.
EVALUATION

21
LEARNING ACTIVITY-2
Metal Teknolojisi alanında kullanılan araç ve gereçlerin İngilizcelerini doğru olarakokuyabileceksiniz
Teknik kitaplardan, teknik İngilizce sözlüğünden ve internetten MetalTeknolojisi alanında kullanılan araç ve gereçlerin İngilizce karşılıklarınıaraştırıp bir kitapcık halinde hazırlayınız.
2. THE TOOLS AND EQUIPMENTS USED INMETAL BRANCH
2.1. Measurement, Control And Marking Tools
2.1.1. Straightening Plate
It’s made of cast iron. Its surface is machined and it looks like a table. The largest oneis 5-6 meters long 1.2 – 2 meters wide. Its thickness can vary between 100 and 200millimeters
Figure 2.1: A straightening plate
LEARNING ACTIVITY-2
AIM
SEARCH

22
2.1.2. Marking Plate
It’s made of granite or cast iron. It’s surface is machined quite sensitively.On this plate, we can do the marking only.
Picture 2.1: A check plate
2.1.3. Punctuating Tool
It’s a kind of tool for marking. Before drilling, it’s used for marking a socket thatprevents the bit to slide. The pen-nibs are honed as 30o, 60o, 75o, and 90o.
Figure 2.3: The tool for punctuating
2.1.4. Drawing Tool
It’s a tool for marking lines on metals. It has about 15o point angle and is made of hardmaterials such as diamond and alloy steel.
Figure 2.4: Different types of marking tools
2.1.5. Compasses
They’re the tools that are used for drawing a circle or a bow. They’re made of steeland their nips are harden. The compasses should have pointed for a good marking.
Picture 2.2: A compasses

23
2.1.6. Strip Meter
It’s the tool that has been divided into millimeters and measures long materialsroughly. Generally, it can 2,3,5,10,20,30,or 50 meters long and 12 or 13 millimeters wide.It’s made of spring stainless steel.
Picture 2.3. Types of strip meters
2.1.7. Steel Ruler
It’s used for measurement and marking. It’s made of spring steel. Its wideness is 20millimeters, its length can be 100 or 1000 meters and its thickness is 0,5 millimeters.
Picture2.4: A steel ruler
2.1.8. Calipers
They are the measuring tools that can be adjusted. It’s used for measuring the spaceslike inner diameters, outer diameters, depths or canals. It’s made of stainless steel.
Picture 2.5: Types of callipers
2.1.9. Micrometer
It’s the tool that can do the measuring more sensitively than the calipers. It canmeasure the very thin sheets and circular parts.
Picture 2.6: A micrometer

24
2.1.10. Set-square
The tool checking the angles between the plane surfaces.
Picture 2.7: A set-square
2.1.11. Set-square With Angle
There is the chart showing the angle section on it. By means of this procractor, theangels between the plane surfaces can be checked by adjusting the angle we need.
Figure 2.5: Types of set-squares with angle
2.1.12. Universal Set-square
It’s used for measuring and checking the very sensitive angles. We can do the angletransmitting and marking by means of this set-square.
Picure 2.8: A universal set-square

25
2.2. The Tools And Machines About Cold Shaping
2.2.1. File
A tool that is made of hardened steel. It’s used to work on, make smooth and shape themetal parts by the help of its rough surface.
Its types The files according to where they are used. The files according to their size. The files according to their rough density. The files according to their shapes.
Picture 2.9: Half circle file
2.2.2. Hammer
It’s a tool for striking. It is made of steel and its two ends are hardened. It has a fittinghandle to make the striking easy.
Types of hammer Globe headed hammers
o Hammers with swollen topo Hammers with flat topo Hammers with diagonal top
Square headed hammers
Picture 2.10: A hammer
2.2.3. Chisel
The tool for cutting the small pieces from metallic materials. The edge shaped like adagger has been hardened.
Its types Nail chisel Chisel for snapping Chisel for duck and slot

26
Picture 2.11: Types of chisel
2.2.4. Punching Tools
The tool that has a cylindrical knife at one side and is used for piercing. The piercingprocess is done by punches and the knives cutting inside.
Picture 2.12: Punching Tools
2.2.5. Vises
It has two jaws. One of them is moving. The process of filing, cutting, curling andinstallation is done on it.
Picture 2.13: A machinist vise
2.2.6. Chamfer Vise
It is the vise that has been produced to form a chamfer on the workpieces. Its jaws arecurved.
Picture 2.14:A chamfer vise

27
2.2.7. Pipe Vise
The vise whose jaws have been designed for grasping the pipes. By grasping the pipein this kind of vise, we do the cutting or thread cutting on the pipes.
Picture 2.15: A pipe vise
2.2.8. Drill Bench Vise
The tools that can be fixed on drill benches and enable to drill the small work piecessafely.
Picture 2.16: A drill bench vise
2.2.9. Sawing Lama
The equipment that has teeth arranged in order and sharpened to cut metals. The teethare directed towards the cutting direction.
Picture 2.17: A sawing lama
2.2.10. Saw Handle
The equipment that can stretch the lama through the opposite directions.
Picture 2.18: A saw handle

28
2.2.11. Shears Used in Hands
They have got knives whose blades have been sharpened. They are used for cuttingsheet metals to 1 millimeter thick.
Picture 2.19: Shears used in hands
2.2.12. Shears Used By Arms
The shears for cutting thicker sheet metals and lamas that cannot be cut by the shearsused in hands. So they can cut the sheet metals that are approximately 5 millimeters thick.
Picture 2.20: Shears used by arms
2.2.13. Knops
The tools that are used for repairing the completed works and for working on softmetals. Their heads can be plastic, brass or lead.
Picture 2.21: A knop

29
2.2.14. Numbering Tips
There are numbers from 0 to 9 on them and we use them for marking the metals.
Picture 2.22: Numbering tips
2.2.15. Drills
The machine that can do the drilling by having the bit spinned onits own axis. On every drill, there are a shaft that enables to spin the drillchuck, an engine that move the shaft and a panel on which the work pieceis fixed
Picture 2.23: A drill benc
2.2.16. Drill Bit
It is a tool that can make a hole on a material. To drill the steel and alloy steel, we use118o of bit angle and to drill the soft and fragile materials, we use 130o of bit angel.
Picture 2.24: A drill bit

30
2.2.17. Drill Chuck
The section that the drill bit is mounted firmly. Drill chucks are divided into two;tighten by hands and wrenches.
Picture 2.25: A drill chuck
2.2.18. Morse Sleeve
It is the equipment that enables to mount the drill bit or drill chuck with the conicalhandle to the drill shaft.
Picture 2.26: A morse sleeve
2.2.19. Morse Key
The equipments that are used to pull out the drill chucks and morse sleeves.
2.2.20. Spanner
It’s used for fixing and pulling out of the nuts and screws in standard sizes.
Picture 2.27: A spanner

31
2.2.21. Ring Spanner
They are close-ended wrenches so they enable to connect the bolds and nuts withoutsliding.
Picture 2.28: A ring spanner
2.2.22. Allen Wrench
Some screws are allen screws. We use allen wrenches for connecting these kinds ofscrews.
Picture 2.29:Allen wrench tools
2.2.23. Socket Tools
The wrench group that are used for connection of allen screws and nuts that are toodifficult to reach. Socket tools consist of tommy bars, gear latches and socket pulleys.
Picture 2.30: Socket tools

32
2.2.24. Adjustable Wrench
The wrench whose jaws can be adjusted according to the screw head size.
Picture 2.31: An adjustable wrench
2.2.25. Screwdriver
It’s used for screwing and unscrewing bit made of steel and its handle is insulatedagainst electricity.
Picture 2.32: A screwdriver
2.2.26. Cross-Head Screwdriver
It’s used for cross-head screws. It has small and large bit types.
Picture 2.33: A cross-head screwdriver
2.2.27. Pliers
They are tools for grasping, pulling, squeezing, bending and shaping the materials.Handles of the pliers are insulated.
Picture 2.34: Pliers

33
2.2.28. Side Chisels
The tools that can cut the thin wires and narrow parts. Their handles are insulated.
Picture 2.35: Side chisels
2.2.29. Long Nosed Pliers
The tools whose edges are thin and long unlike ordinary pliers. It’s used for graspingand shaping the parts that are too difficult for ordinary pliers to reach.
Picture 2.36: Long nosed pliers
2.2.30. Spirit-Level
It’s used for controlling the horizontal or vertical balance of materials and machines.For this, we pay attention to the bubble in the water in the tube of tool.
Pictures 2.37: Types of spirit-level

34
2.2.31. Tap
The tools produced for making screws in the holes. The bodies of the taps are made ofhigh speed steel (HSS). It’s diversified into hand tab and machine tap.
Picture 2.38: Types of taps
2.2.32. Tap Handle
The equipment for holding the taps in hands. It’s diversified into two; adjustable andmeasured tap handles.
Picture 2.39: A tap handle
2.2.33 Die
The tool that makes a screw on the surface of the cylindrical parts. If the material is apipe, we must use pipe die.
Picture 2.40: A die
2.2.34. Die Handle
The apparatus that a die is mounted in the centre of and is made of alloy steel.
Picture 2.41: A die handle

35
2.2.35. Puller
They are used for pulling out the materials that are tightened into or onto some thingfirmly. They are produced with two or three jaws.
Picture 2.42: A puller
2.2.36. Guillotine Shears
The machines used for cutting the sheet metals in various thickness. Lower knife isinactive but upper knife is active. The body of the machine is generally moulded.
Picture 2.43: Guillotine shears
2.2.37. Pres Brakes
It’s used for bending thin sheet metals. The length of sheet metals can vary accordingto the size of the press.
Picture 2.44: A press brake

36
2.2.38. Roller
It’s used for twisting thin cold sheet metals. It makes them cylindrical. There are threecylinders to twist sheet metals. Two of them are lower cylinders and one of them is uppercylinder.
Picture 2.45: A roller
2.2.39. Combined Shears
The shears benches on which have got various knives and so enable to do the variouscutting processes. On one side of the machine, we do the punching and on the other side, wedo the cutting of the thick materials.
Picture 2.46: A combined shears
2.2.40. Portable Emery
The emeries that are used for cleaning the surface of workpieces by putting onabrasive disk. It depends upon the electrical or pneumatic systems.
Picture 2.47: A portable emery

37
2.2.41. Hydraulic Sawing Machine
The machine produced for cutting the materials roughly. It consists of a vise that is seton the panel and a lama that is put on a hydraulic bar. Swing lama does the cutting bymoving forward and backward. While cutting, heat occurs. To prevent high heat a coolingmedia is used.
Picture 2.48: A hydraulic sawing machine
2.2.42. Circular Sawing Machine
The machine that can do the cutting of any metal beam in a straight or angular way. Itcuts by the help of high speed of the disc. Tour that is accelerated by an engine. There aresharp teeth around the disc.
Picture 2.49: A circular sawing machine
2.2.43. Cutting Without Burr
It’s the process of cutting the materials without burr. While cutting by means of cutterstones, we don’t have any burr.
Picture 2.50: A cutting without burr machine

38
2.2.44. Abrasive Disk
It works on the surface of a metal by abrasive machining. It’s also used for honing thetools. Abrasive disk is made of the materials like silicon calcium carbide and aluminumoxide. It’s mounted to the grinding machine.
Picture 2.51: An abrasive disk
2.2.45. Pipe Bending Machine
It’s the tool that is used for bending the pipe in the angles as we wish.
Picture 2.52: The machine for bending pipes
2.2.46. Eccentric Press
The pressing machine working by the help of the gear and eccentric fixed on a rod.It’s basicly used for cutting, bending, etc.
Şekil 1 Picture 2.53: Eccentric press machine

39
2.2.47. Hydraulic Pres
It moves by the help of its hydraulic system and it has a striking head. It’s used forworking on metal sheets.
Picture 2.54: Hydraulic press machine
2.2.48. Cutting And Drilling Dies.
The forms which can both cut and drill on the marked materials.
Picture 2.55: Cutting die
2.2.49. Bending Dies
They are produced to shape metal sheets. The dies are set on the machine and sheetmetals are bent.
Picture 2.56: Bending die

40
2.3. Hot Shaping Tools And Machines
2.3.1. Blacksmith’s Kiln
It’s built from heat-resistant bricks, made of cast iron or sheet steels.It works withdifferent coals.
Main sections of a blacksmit’s kiln. Fire place Water tray Coal tray Aspirator Vantilator
Picture 2.57: A blacksmith's kiln
2.3.2. Furnace
Its heat can be adjusted and it’s used for tempering metal materials. It works byelectric or other various fuels.
Picture 2.58: A furnace

41
2.3.3. Aspirator
While the coal burning, smoke arises. This mechanism absorbs and empties the smokein the blacksmith’s workshop by means of a smoke hole.
Picture 2.59: Chimney hood an aspirator
2.3.4. Ventilator
The mechanism that blows through the coal.
Picture 2.60: A ventilatör
2.3.5. Anvil And Anvil Pedestal
The steel mass having two pointed ends. The shaping is done on it. It’s located on theanvil pedestal.
Picture 2.61: Anvil and pedestal
42
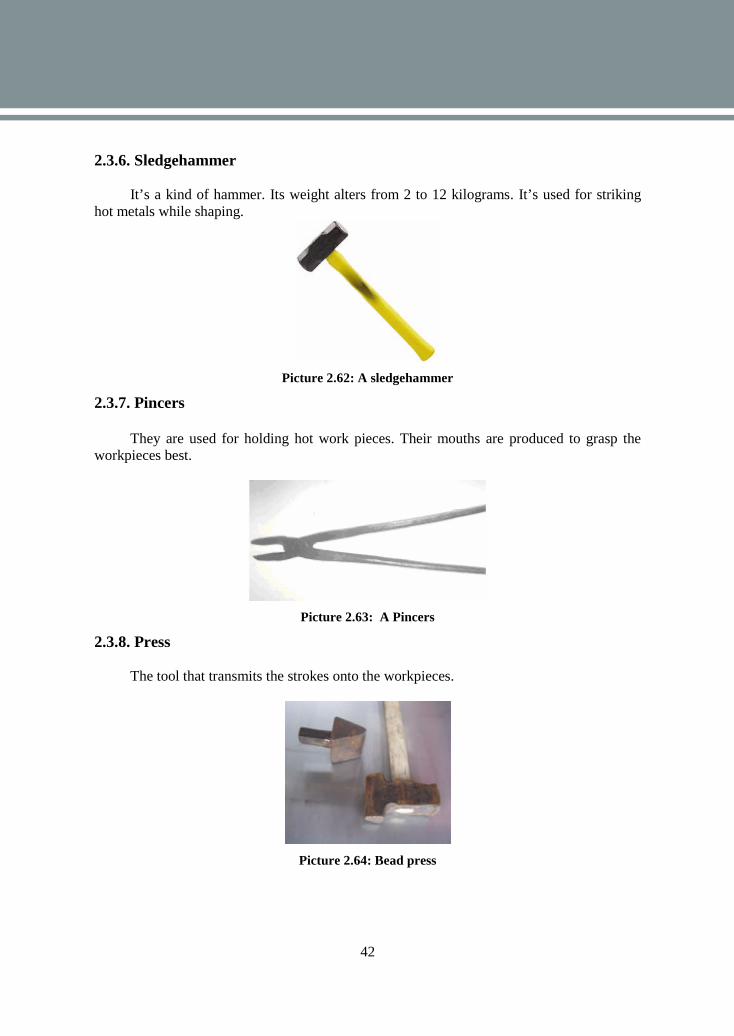
2.3.6. Sledgehammer
It’s a kind of hammer. Its weight alters from 2 to 12 kilograms. It’s used for strikinghot metals while shaping.
Picture 2.62: A sledgehammer
2.3.7. Pincers
They are used for holding hot work pieces. Their mouths are produced to grasp theworkpieces best.
Picture 2.63: A Pincers
2.3.8. Press
The tool that transmits the strokes onto the workpieces.
Picture 2.64: Bead press

43
2.3.9. Pneumatic Rammer
The mechanism that consists of a stable work table and a pneumatic hammer. It shapeshot workpieces by the hammer strokes.
Picture 2.65: A pneumatic rammer
2.3.10. Falling Hammer
It’s the mechanism of a hammer that falls freely or by force onto the lower form. Theworkpiece is shaped on the lower form.
2.3.11. One Faced Die
The dies that have been made a shape on one face and have got one part volume space.
Figure 2.6: One faced die
2.3.12. Cotter Die
These dies are made wholly and have got two handles.
Figure 2.7: Cotter die

44
2.3.13. Open Die
The dies having front and back spaces. The waste pieces of mould go out from hereback spaces. It’s prefered to shape round bars.
Figure 2.8: Open die
2.3.14. Semi Open Die
It’s a kind of die used for shaping small parts. The waste pieces go out from one side.
Figure 2.9: Semi open die
2.3.15. Closed Die
They are the dies whose shaping sections and burr allowances are limited in the dies.
Figure 2.10: Closed die

45
2.3.16. The Burr Cutting Dies
The dies that have been produced for cutting the waste pieces of shaped parts.
Figure 2.11: The burr cutting die
2.4. Electric Arc Welding Machine and Part
2.4.1. Welding Masks
We need a mask to hold the welding glasses and to make them easy to use. Masksprevent the harm of the ray coming to the welder’s face skin. Masks can be used both like acap or held in the hand.
Picture 2.66: Types of welding masks
2.4.2. Mask glass
While the welder is working, the eyes cannot distinguish the ultraviolet and some otherharmful rays. The welder looks at the arc of welding through a colorful and protective glassagainst these kinds of rays. The most ideal glass is the one that can be colored duringwelding but become transparent in the normal light after welding.
Picture 2.67: Mask glass types

46
2.4.3. Welding Hammer
It’s a special hammer to clean the slag on the seam of welding.
Picture 2.68: Welding hammers
2.4.4. Wire Brush
After cleaning the seam by the help of the hammer, we clean the ruins on the seam andmetal pieces nearby.
Picture 2.69: A wire brush
2.4.5. Welding Workbench
It’s called welding workbench that a welder puts on the materials to be welded and itenables the welder to work more comfortably.
Figure 2.12: Welding bench and rigging

47
2.4.6. Electrodes
They are used to join the materials by welding. It is a main element that both starts arcand melts while welding and adds its inner metal into welding scene.
The covered electrode types Rutil electrodes Acidic electrodes Oxide electrodes Basic electrodes Cellulosic electrodes Electrodes with iron dust Electrodes in deep impact
Picture 2.70:Types of Electrode
2.4.7. Chassis
It’s the part that is attached to work component to conduct electric current.
Picture 2.71: Types of chassis

48
2.4.8. Wire
There are two types of wire in electric arc welding. The firs one connects theelectricity between welding machine and electric circuit. The second one connects the innerparts of the welding machines.
Picture 2.72: Welding wire
2.4.9. Electric Arc Welding Machine
The machines that make electric current coming from the circuit suitable by reducingthe electric voltage but amplifying the electric current intensity.
Welding machines are separated into two groups The welding machines producing direct current
Generator arc welding machines Redressor arc welding machines
The welding machines producing alternative current Transformer arc welding machines
Picture 2.73: Electric arc welding machine

49
2.5. Oxy-Gas Welding Tools And Equipments
2.5.1. Oxygen Tubes
These are the tubes that are made of high strength steels and produced withoutseaming. It stores oxygen in the pressure of 150-200 atm. The color of the tubes is blue.
Picture 2.74: An Oxygen tube
2.5.2. Acetylene Tube
These tubes are produced with or without seaming. Their capacities are generally 40litres. While acetylene tupes are being filled, acetone is used. Its color is yellow.
Picture 2.75: An Acetylene tube
2.5.3. Torch
The apparatus that is mixing the gases coming from the oxygen and acetylene hoses ina homogeneous way. It enables the welding flame to arise.
Picture 2.76: A torch

50
2.5.4. Blow Pipe
It’s the part of a torch. It’s defined and mounted according to the thickness of theworkpiece that is going to be welded. Burners are numbered according to their callibres.
Picture 2.77: Types of torches
2.5.5. Cutting Blow Pipe
They’re different from welding torches. It differs because it has a mechanism sendingcompressed oxygen.Cutting torches divided into two; with injector and nipple.
Picture 2.78: A cutting torch
2.5.6. Welding Glasses
They protects the eyes while welding. They are put on heads and they cover only eyes.
Picture 2.79: Welding glasses

51
2.5.7. Safety Devices
They are used to prevent of going back of the welding flame into the tupe throughnipple, torch or hose. They are separated to different types; dry and with water.
Picture 2.80: Securty with water
2.5.8. Acetylene Hose
It’s specially produced without pores. Its color is red. It transmits acetylene from tubeto torch.
Picture 2.81: Acetylene hose
2.5.9. Oxygen Hose
It’s specially produced without pores. Its color is blue. It transmits oxygen from tubeto torch.
Picture 2.82: Oxygen hose

52
PRACTICE ACTIVITY
İŞLEM BASAMAKLARI ÖNERİLER
Elektrik ark kaynak makine ve takımlarınınisimlerini İngilizce karşılıklarını bir kağıdayazınız.
Kaynak makine ve takımlarını ile yataykonumda kaynak tapmayı İngilizcecümlelerle anlatınız.
Teknik ingilizcesözlüğündenyararlanabilirsiniz.
İngilizce öğretmenlerindenyardım alabilirsiniz.
Atelyede, kaynakişyerlerinde, işlemesnasında uygulamayıyapabilirsiniz.
Anlatımı bir arkadaşınızladiyalog şeklindeyapabilirsiniz
Öğrendiklerinizi yükseksesle tekrar edebilirsiniz.
PRACTICE ACTIVITY

53
EVALUATION
Bu faaliyet kapsamında hangi bilgileri kazandığınızı aşağıdaki boşluk doldurmasorularını cevaplandırarak belirleyiniz.1) 2)
……………………………….. ………………………………3) 4)
......................................................... ..........................................
5) 6)
........................................ .......................................
DEĞERLENDİRME
Cevaplarınızı cevap anahtarı ile karşılaştırınız. Doğru cevap sayınızı belirleyerekkendinizi değerlendiriniz. Yanlış cevap verdiğiniz ya da cevap verirken tereddüt yaşadığınızsorularla ilgili konuları faaliyete geri dönerek tekrar inceleyiniz
EVALUATION

54
MODULE EVALUATIONA. OBJEKTİF TESTLER (ÖLÇME SORULARI)
Aşağıdaki boşluklara uygun kelimeleri yazınız?
1. …………………………………… branches are chapping works, steel objects, steelconstruction, body working, metal decorating, hot shaping, oxy-gas welding, electricarc welding.
2. …………………………………….: The process of shaping by abrasive machiningon the surface of the material and forming in the size, shape and set square we wishand need.
3. ……………………………………: It’s the tool that can do the measuring moresensitively than the calipers. It can measure the very thin sheets and circular parts.
4.
……………………………………
5.
…..………………………………….
MODULE EVALUATION

55
6.
……………………………………
7.
………….………………………………

56
B. UYGULAMALI TEST
Teknik Yabancı Dil -3 faaliyetleri ve araştırma çalışmaları sonunda kazandığınız bilgive becerilerin ölçülmesi ve değerlendirilmesi için kendinizi kontrol listesine göredeğerlendiriniz.
KONTROL LİSTESİ
Değerlendirme Ölçütleri Evet Hayır
1 Kendinizin kullanacağı bir İngilizce sözlük temin ettiniz mi?
2Soğuk şekillendirme ile ilgili terimleri ve kavramları İngilizceolarak ifade ettiniz mi?
3Sıcak şekillendirme ile ilgili terimleri ve kavramları İngilizceolarak ifade ettiniz mi?
4Soğuk şekillendirme ile ilgili terimleri ve kavramları İngilizceolarak ifade ettiniz mi?
5Kaynakçılık ile ilgili terimleri ve kavramları İngilizce olarakifade ettiniz mi?
6Ölçme kontrol ve markalama takımlarını ve yaptıkları işleriİngilizce olarak ifade ettiniz mi?
7Soğuk şekillendirme takım ve makinelerinin isimleri ile
yaptıkları işleri İngilizce olarak ifade ettiniz mi?
8Sıcak şekillendirme takım ve makinelerinin isimleri ileyaptıkları işleri İngilizce olarak ifade ettiniz mi?
9Elektrik ark kaynak makine ve takımlarının isimleri ileyaptıkları işleri İngilizce olarak ifade ettiniz mi?
10Oksi-gaz kaynağında kullanılan takım ve avadanlıklarınınisimleri ile yaptıkları işleri İngilizce olarak ifade ettiniz mi?
11Öğrenim faaliyetlerinde kullanılan kelime ve ifadeleri doğrutelaffuz ettiniz mi?
12Kavram araç ve gereçlerin ingilizce olarak ifade ederken bilenbir arkadaşınıza dinlettiniz mi?
Yapılan değerlendirme sonunda hayır cevaplarınızı bir daha gözden geçiriniz.Kendinizi yeterli görmüyorsanız modülü tekrar ediniz.
Bütün cevaplarınız evet ise modülü tamamladınız, tebrik ederiz. Öğretmeniniz sizeçeşitli ölçme araçları uygulayacaktır. Öğretmeninizle iletişime geçiniz.

57
ANSWER KEYS
LEARNING ACTIVITY-1’S ANSWER KEY
1 C2 D3 B
C5 A
LEARNING ACTIVITY-2’S ANSWER KEY
1Electric ArcWeldingMachine
2 Closed Die
3 Check Plate
4 Tab
5Circular SawingMachine
6 Sledgehammer
ANSWER KEYS

58
TECHNICAL DICTIONARY
Sorular Cevaplar
1- Metal Works
2- Filing
3- Micrometer
4- Universal Set-square
5- Open-Ended Spanner
6- Chisel
7- Machist Vise

59

60

61

62

63

64

65
66

67
68

69

70

71
72
73

74

75

76

77

78
REFERENCES
SERFİÇELİ Y.Saip, Metalişleri Meslek Teknolojisi 1, Ankara, 2003.
SERFİÇELİ Y.Saip, Metalişleri Meslek Teknolojisi 2, Ankara, 2003.
SARI Mustafa, Yayımlanmamış Ders Notları.
Metalcilikle İlgili İnternet Siteleri.
10. Sınıf Metal Teknolojisi Modülleri.
10. Sınıf Makine Teknolojisi Modülleri.
10. Sınıf Elektrik Elektronik Teknolojisi Modülleri.
www/ostimmegamakina.com.
http://www.e-İngilizce.com
http://www.metu.com/me2021
http://www.websters-online-dictionary.org/definition
MoonStar Sözlük
Hırdavat siteleri
REFERENCES





























