Embed Size (px)
Citation preview
MIG 500 Double Pulse MIG Manual
PULSE MIG WELDING
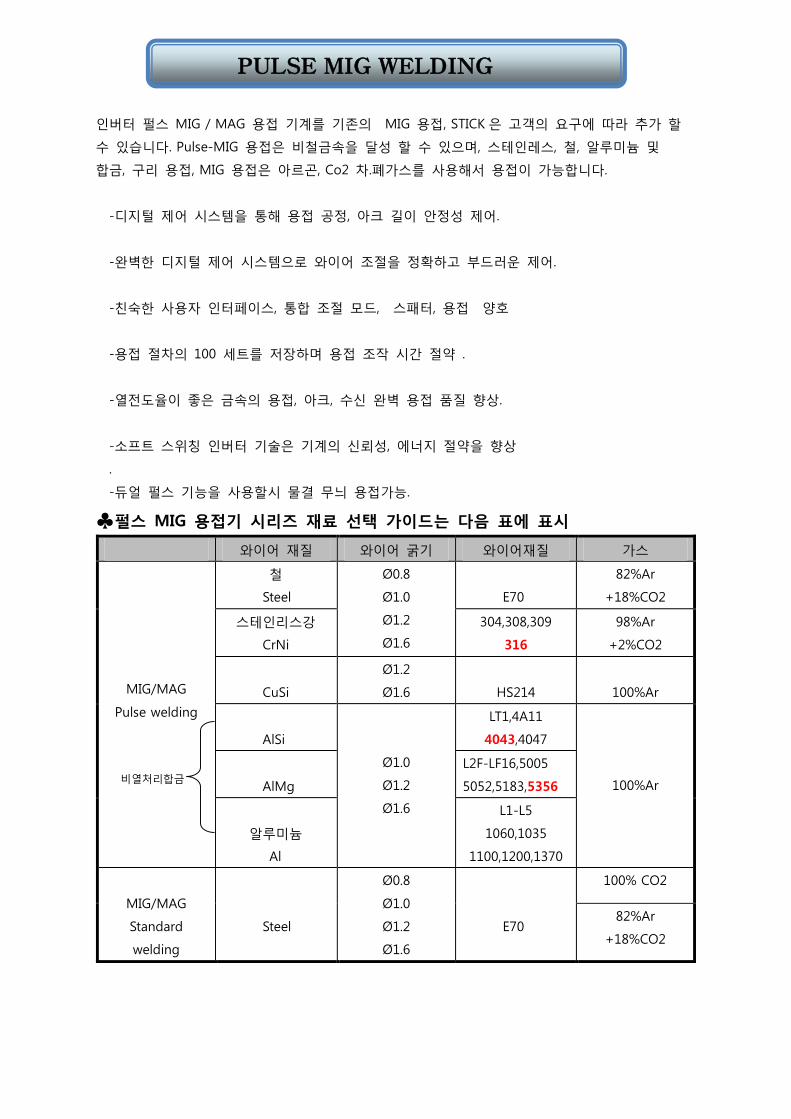
인버터 펄스 MIG / MAG 용접 기계를 기존의 MIG 용접, STICK 은 고객의 요구에 따라 추가 할
수 있습니다. Pulse-MIG 용접은 비철금속을 달성 할 수 있으며, 스테인레스, 철, 알루미늄 및
합금, 구리 용접, MIG 용접은 아르곤, Co2 차.폐가스를 사용해서 용접이 가능합니다.
-디지털 제어 시스템을 통해 용접 공정, 아크 길이 안정성 제어.
-완벽한 디지털 제어 시스템으로 와이어 조절을 정확하고 부드러운 제어.
-친숙한 사용자 인터페이스, 통합 조절 모드, 스패터, 용접 양호
-용접 절차의 100 세트를 저장하며 용접 조작 시간 절약 .
-열전도율이 좋은 금속의 용접, 아크, 수신 완벽 용접 품질 향상.
-소프트 스위칭 인버터 기술은 기계의 신뢰성, 에너지 절약을 향상
.
-듀얼 펄스 기능을 사용할시 물결 무늬 용접가능.
♣펄스 MIG 용접기 시리즈 재료 선택 가이드는 다음 표에 표시
와이어 재질 와이어 굵기 와이어재질 가스
MIG/MAG
Pulse welding
비열처리합금
철
Steel
Ø0.8
Ø1.0
Ø1.2
Ø1.6
E70
82%Ar
+18%CO2
스테인리스강
CrNi
304,308,309
316
98%Ar
+2%CO2
CuSi
Ø1.2
Ø1.6
HS214
100%Ar
AlSi
Ø1.0
Ø1.2
Ø1.6
LT1,4A11
4043,4047
100%Ar
AlMg
L2F-LF16,5005
5052,5183,5356
알루미늄
Al
L1-L5
1060,1035
1100,1200,1370
MIG/MAG
Standard
welding
Steel
Ø0.8
Ø1.0
Ø1.2
Ø1.6
E70
100% CO2
82%Ar
+18%CO2
PULSE MIG WELDING
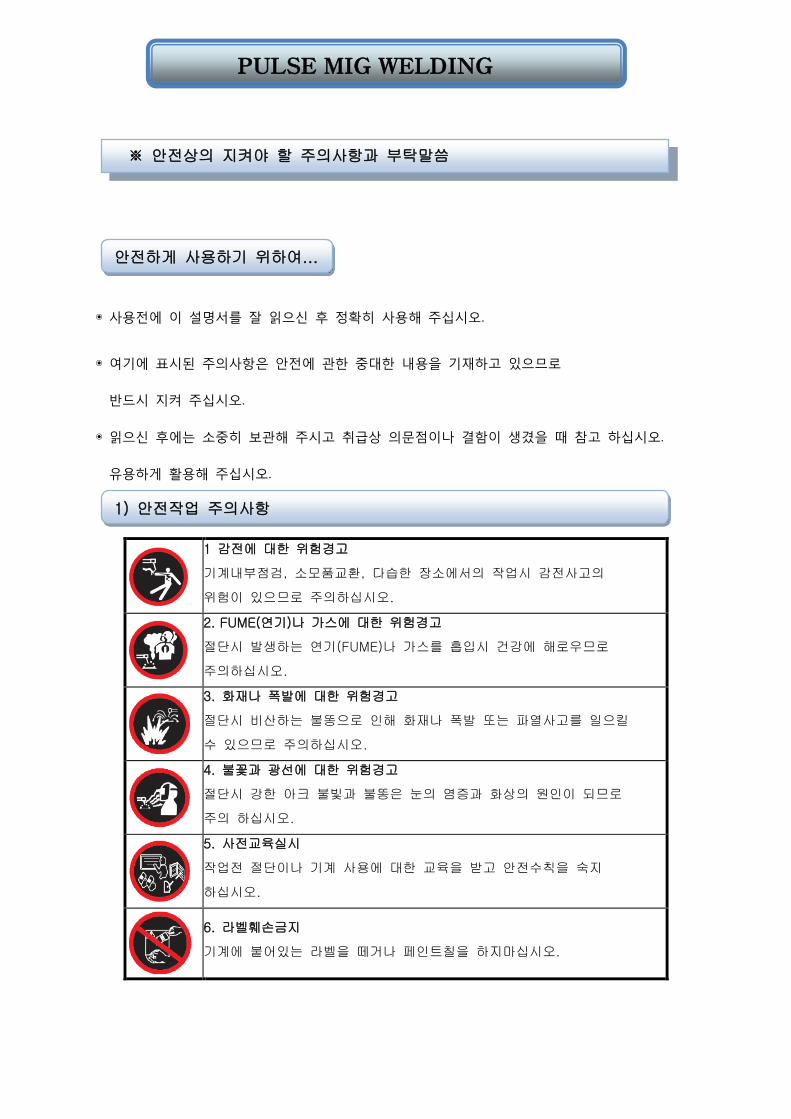
◉ 사용전에 이 설명서를 잘 읽으신 후 정확히 사용해 주십시오.
◉ 여기에 표시된 주의사항은 안전에 관한 중대한 내용을 기재하고 있으므로
반드시 지켜 주십시오.
◉ 읽으신 후에는 소중히 보관해 주시고 취급상 의문점이나 결함이 생겼을 때 참고 하십시오.
유용하게 활용해 주십시오.
1 감전에 대한 위험경고
기계내부점검, 소모품교환, 다습한 장소에서의 작업시 감전사고의
위험이 있으므로 주의하십시오.
2. FUME(연기)나 가스에 대한 위험경고
절단시 발생하는 연기(FUME)나 가스를 흡입시 건강에 해로우므로
주의하십시오.
3. 화재나 폭발에 대한 위험경고
절단시 비산하는 불똥으로 인해 화재나 폭발 또는 파열사고를 일으킬
수 있으므로 주의하십시오.
4. 불꽃과 광선에 대한 위험경고
절단시 강한 아크 불빛과 불똥은 눈의 염증과 화상의 원인이 되므로
주의 하십시오.
5. 사전교육실시
작업전 절단이나 기계 사용에 대한 교육을 받고 안전수칙을 숙지
하십시오.
6. 라벨훼손금지
기계에 붙어있는 라벨을 떼거나 페인트칠을 하지마십시오.
※ 안전상의 지켜야 할 주의사항과 부탁말씀
안전하게 사용하기 위하여...
1) 안전작업 주의사항
PULSE MIG WELDING
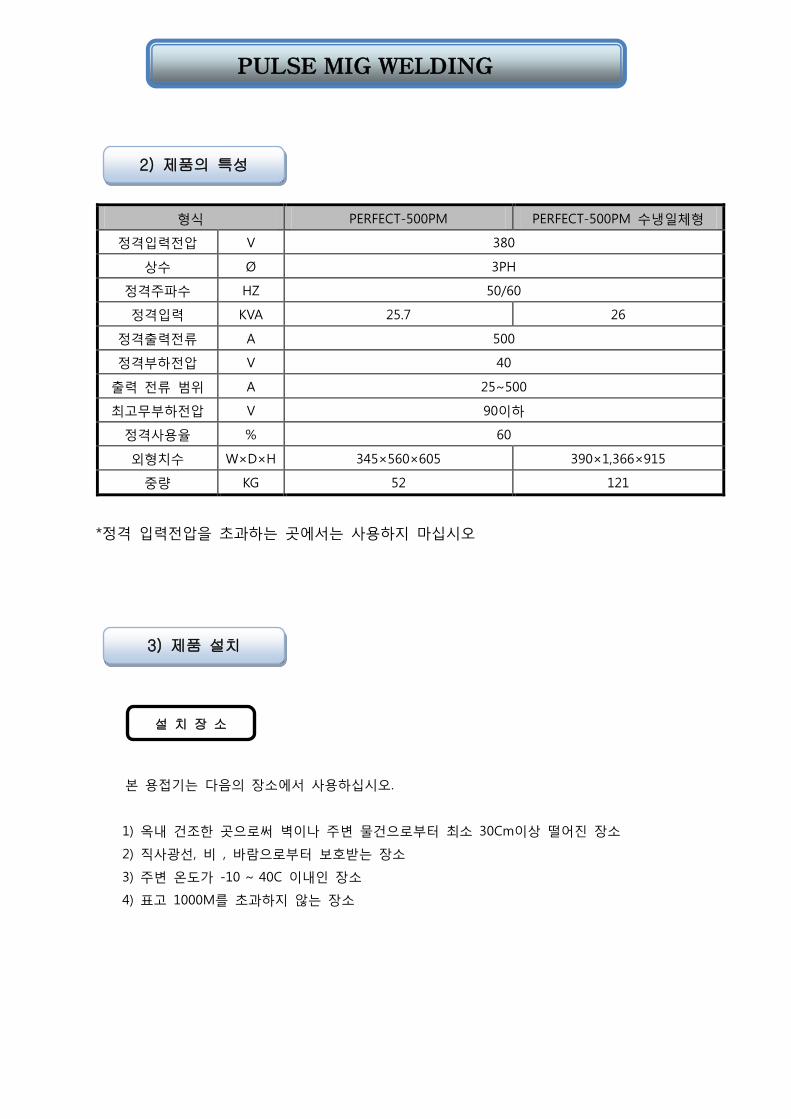
형식 PERFECT-500PM PERFECT-500PM 수냉일체형
정격입력전압 V 380
상수 Ø 3PH
정격주파수 HZ 50/60
정격입력 KVA 25.7 26
정격출력전류 A 500
정격부하전압 V 40
출력 전류 범위 A 25~500
최고무부하전압 V 90이하
정격사용율 % 60
외형치수 W×D×H 345×560×605 390×1,366×915
중량 KG 52 121
*정격 입력전압을 초과하는 곳에서는 사용하지 마십시오
본 용접기는 다음의 장소에서 사용하십시오.
1) 옥내 건조한 곳으로써 벽이나 주변 물건으로부터 최소 30Cm이상 떨어진 장소
2) 직사광선, 비 , 바람으로부터 보호받는 장소
3) 주변 온도가 -10 ~ 40C 이내인 장소
4) 표고 1000M를 초과하지 않는 장소
2) 제품의 특성
3) 제품 설치
설 치 장 소
PULSE MIG WELDING
1) 용접기가 접지되지 않으면 CASE에 대전되기도 하고, 동작 불안정의 원인이 되기
때문에 확실한 접지공사를 실시해 주십시오.
2) 접지 방법은 (접지)라고 지정된 단자에 14㎟ 이상의 접지선을 접속해 주십시오.
3) 모재를 목재 등의 절연 물체 위에서 작업 할때에는 모재를 접지 시켜주십시오.
4) 전원 배전판 어스와 용접기 어스사이에 수영장, 연못이 있고 , 리크 전류가
흐르는 수영장이나 연못의 집중되는 곳에는 접지와 아울러 양접지간을 케이블로
접속해 리크전류가 케이블에 흐로도록 하십시오.
♣시공은 배선공사업자에게 의뢰해 주십시오.
실외의 바람이 부는곳, 뜨거운 곳, 선풍기를 사용하는 경우에는 아크부분에 직접
바람이 도달하지 않도록 방풍막을 설치 하십시오.
용접물의 두께, 용접재료 등에 따라 적절한 와이어를 사용하여 주십시오.
KS 제3종, 또는 용접용으로 명시된 것을 사용하여 주십시오.
1) 엔진 발전기는 제시된 전원설비 이상의 엔진 발전기를 사용해 주십시오.
2) 인버터 전원 스위치를 OFF인 상태에서 엔진 발전기를 가동해 주십시오.
3) 발전기의 전압파형 왜곡에 의해 과전압 검출기능이 동작하여 용접기가 정지
할수 있습니다. 용량이 크고 왜곡이 적은 엔진발전기를 사용해 주십시오.
접지 공사시 주의 사항
방품 과 환기
용접 와이어
가스
엔진 발전기와 함께 사용할 경우
PULSE MIG WELDING
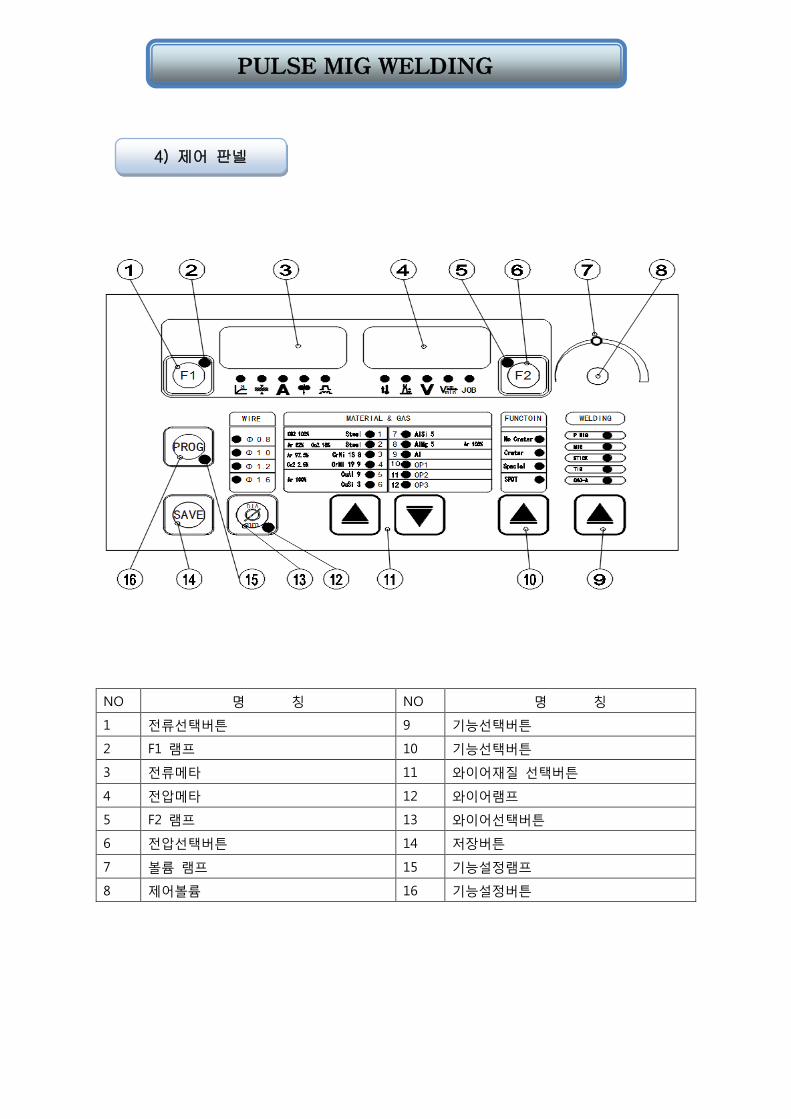
NO 명 칭 NO 명 칭
1 전류선택버튼 9 기능선택버튼
2 F1 램프 10 기능선택버튼
3 전류메타 11 와이어재질 선택버튼
4 전압메타 12 와이어램프
5 F2 램프 13 와이어선택버튼
6 전압선택버튼 14 저장버튼
7 볼륨 램프 15 기능설정램프
8 제어볼륨 16 기능설정버튼
4) 제어 판넬
PULSE MIG WELDING
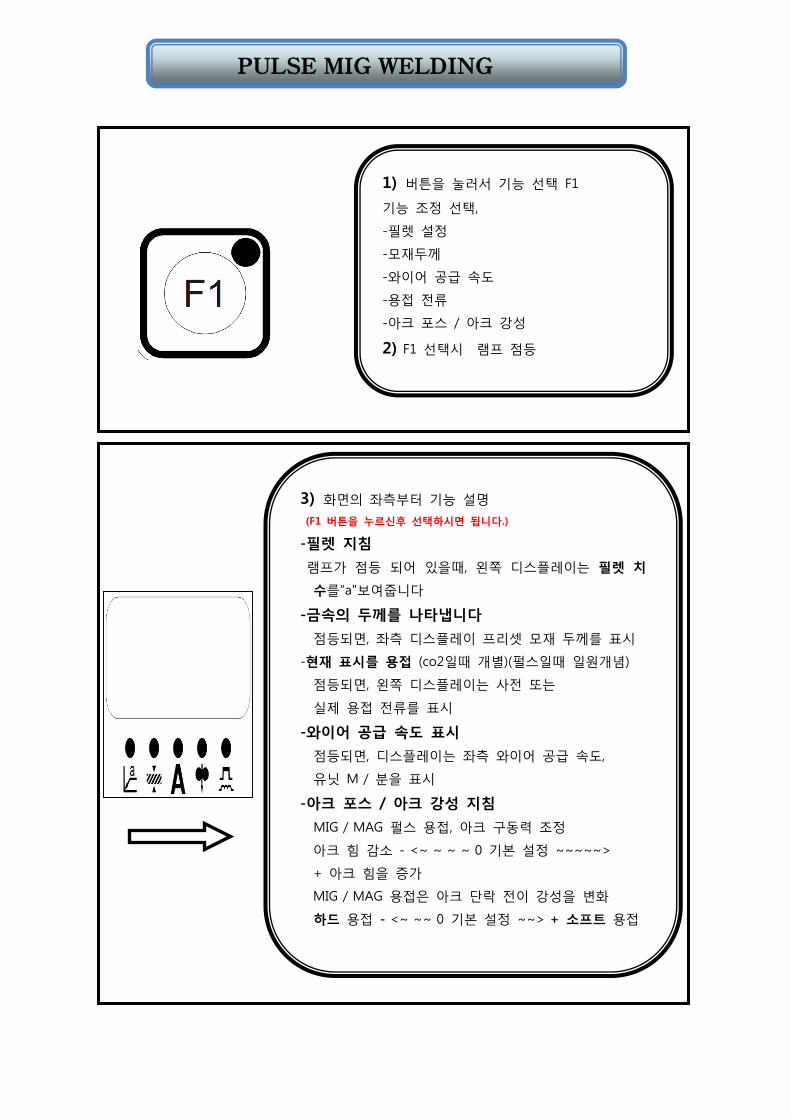
1) 버튼을 눌러서 기능 선택 F1
기능 조정 선택,
-필렛 설정
-모재두께
-와이어 공급 속도
-용접 전류
-아크 포스 / 아크 강성
2) F1 선택시 램프 점등
ㅇㄹㄴㅇㄹㄴㄴ
3) 화면의 좌측부터 기능 설명
(F1 버튼을 누르신후 선택하시면 됩니다.)
-필렛 지침
램프가 점등 되어 있을때, 왼쪽 디스플레이는 필렛 치
수를“a"보여줍니다
-금속의 두께를 나타냅니다
점등되면, 좌측 디스플레이 프리셋 모재 두께를 표시
-현재 표시를 용접 (co2일때 개별)(펄스일때 일원개념)
점등되면, 왼쪽 디스플레이는 사전 또는
실제 용접 전류를 표시
-와이어 공급 속도 표시
점등되면, 디스플레이는 좌측 와이어 공급 속도,
유닛 M / 분을 표시
-아크 포스 / 아크 강성 지침
MIG / MAG 펄스 용접, 아크 구동력 조정
아크 힘 감소 - <~ ~ ~ ~ 0 기본 설정 ~~~~~>
+ 아크 힘을 증가
MIG / MAG 용접은 아크 단락 전이 강성을 변화
하드 용접 - <~ ~~ 0 기본 설정 ~~> + 소프트 용접
PULSE MIG WELDING
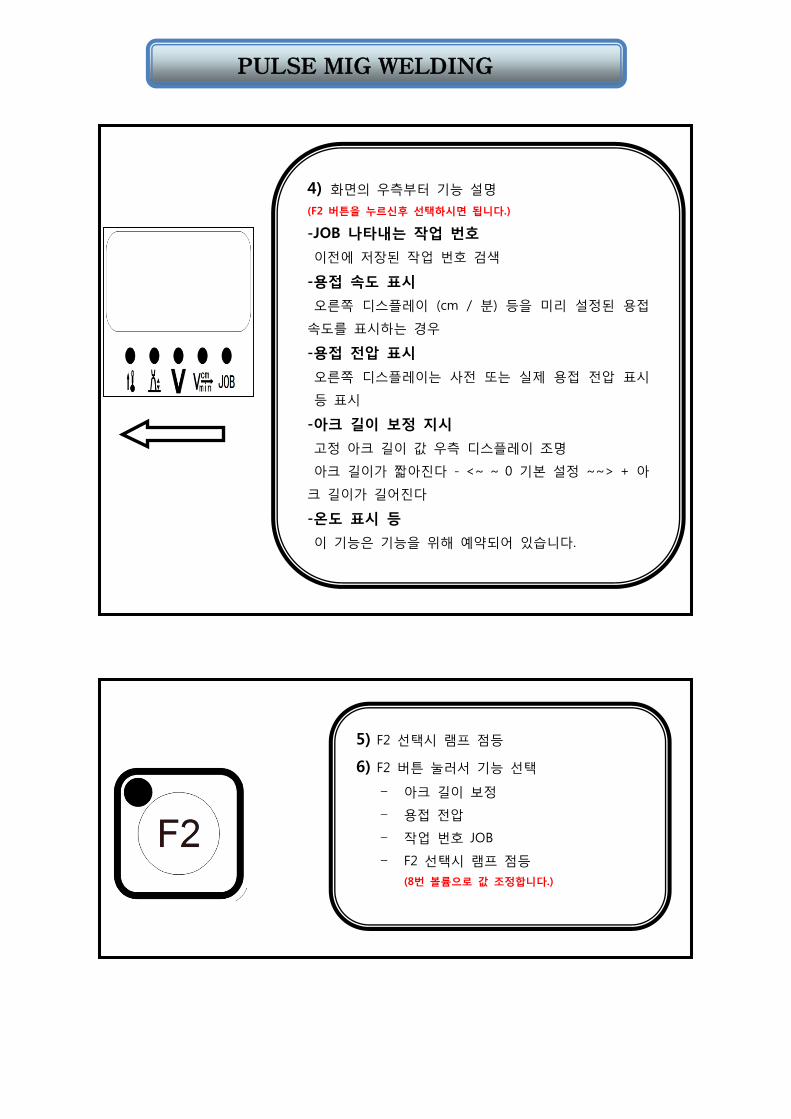
4) 화면의 우측부터 기능 설명
(F2 버튼을 누르신후 선택하시면 됩니다.)
-JOB 나타내는 작업 번호
이전에 저장된 작업 번호 검색
-용접 속도 표시
오른쪽 디스플레이 (cm / 분) 등을 미리 설정된 용접
속도를 표시하는 경우
-용접 전압 표시
오른쪽 디스플레이는 사전 또는 실제 용접 전압 표시
등 표시
-아크 길이 보정 지시
고정 아크 길이 값 우측 디스플레이 조명
아크 길이가 짧아진다 - <~ ~ 0 기본 설정 ~~> + 아
크 길이가 길어진다
-온도 표시 등
이 기능은 기능을 위해 예약되어 있습니다.
5) F2 선택시 램프 점등
6) F2 버튼 눌러서 기능 선택
- 아크 길이 보정
- 용접 전압
- 작업 번호 JOB
- F2 선택시 램프 점등
(8번 볼륨으로 값 조정합니다.)
PULSE MIG WELDING
x
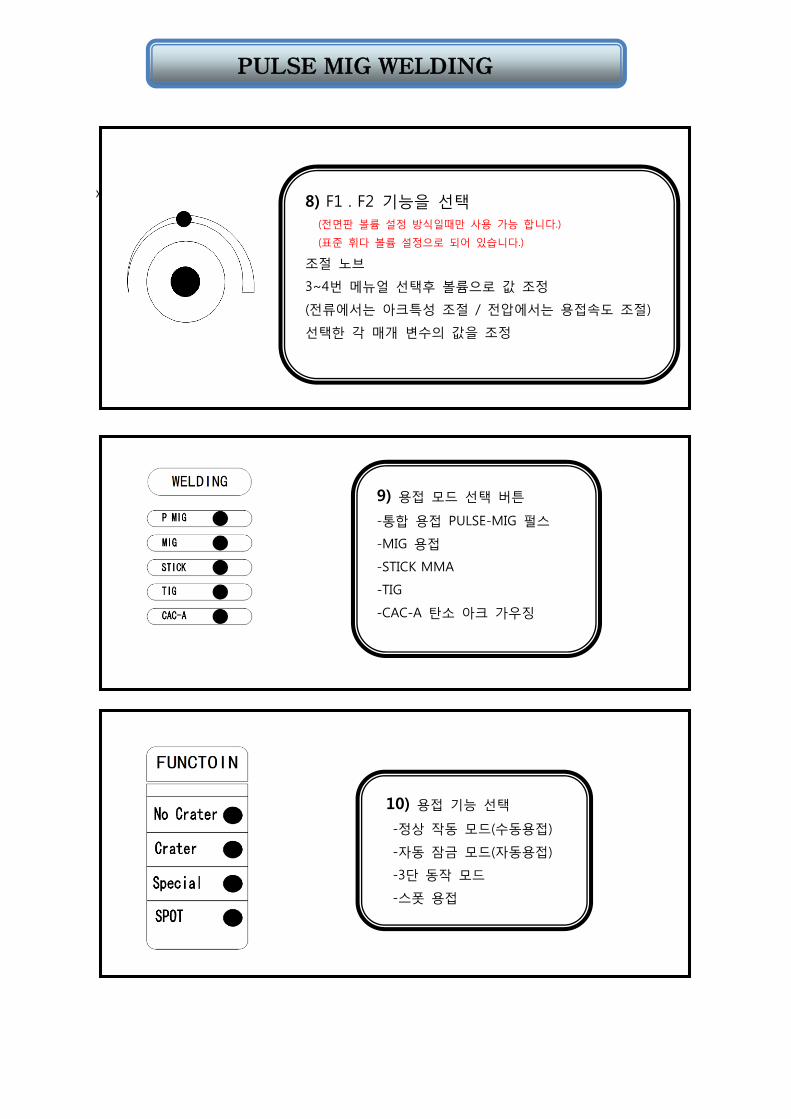
8) F1 . F2 기능을 선택
(전면판 볼륨 설정 방식일때만 사용 가능 합니다.)
(표준 휘다 볼륨 설정으로 되어 있습니다.)
조절 노브
3~4번 메뉴얼 선택후 볼륨으로 값 조정
(전류에서는 아크특성 조절 / 전압에서는 용접속도 조절)
선택한 각 매개 변수의 값을 조정
9) 용접 모드 선택 버튼
-통합 용접 PULSE-MIG 펄스
-MIG 용접
-STICK MMA
-TIG
-CAC-A 탄소 아크 가우징
10) 용접 기능 선택
-정상 작동 모드(수동용접)
-자동 잠금 모드(자동용접)
-3단 동작 모드
-스폿 용접
PULSE MIG WELDING
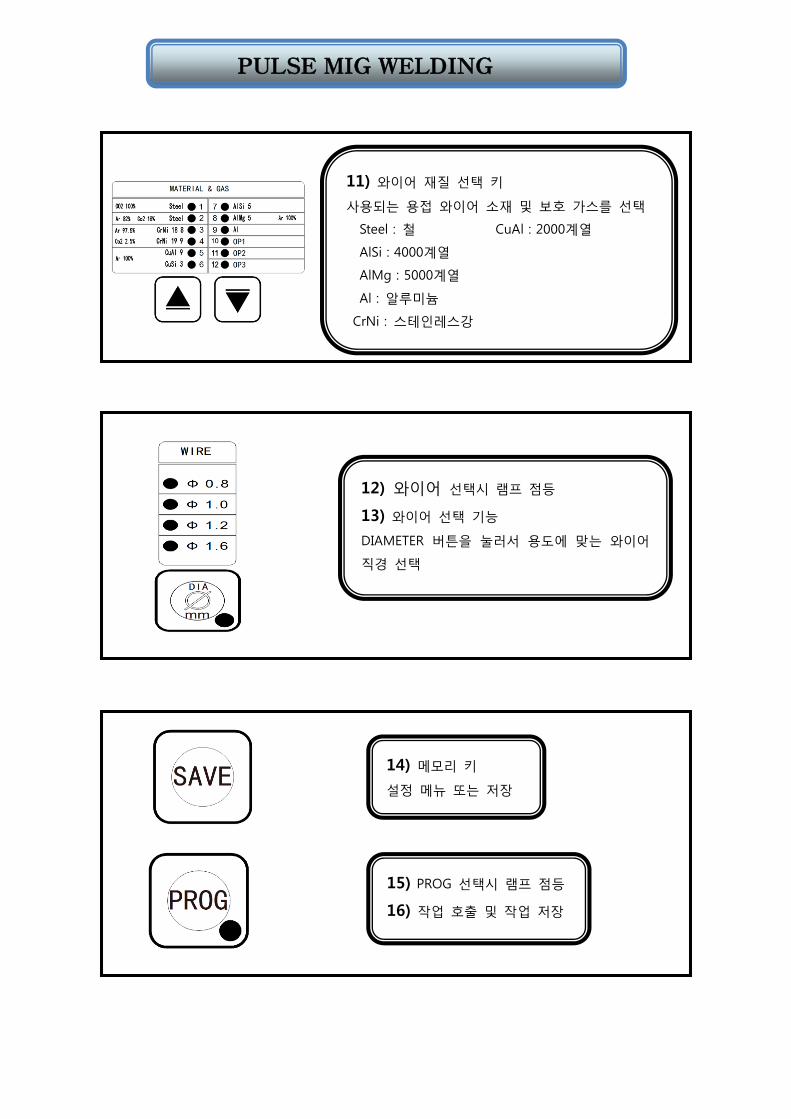
11) 와이어 재질 선택 키
사용되는 용접 와이어 소재 및 보호 가스를 선택
Steel : 철 CuAl : 2000계열
AlSi : 4000계열
AlMg : 5000계열
Al : 알루미늄
CrNi : 스테인레스강
12) 와이어 선택시 램프 점등
13) 와이어 선택 기능
DIAMETER 버튼을 눌러서 용도에 맞는 와이어
직경 선택
14) 메모리 키
설정 메뉴 또는 저장
15) PROG 선택시 램프 점등
16) 작업 호출 및 작업 저장
PULSE MIG WELDING
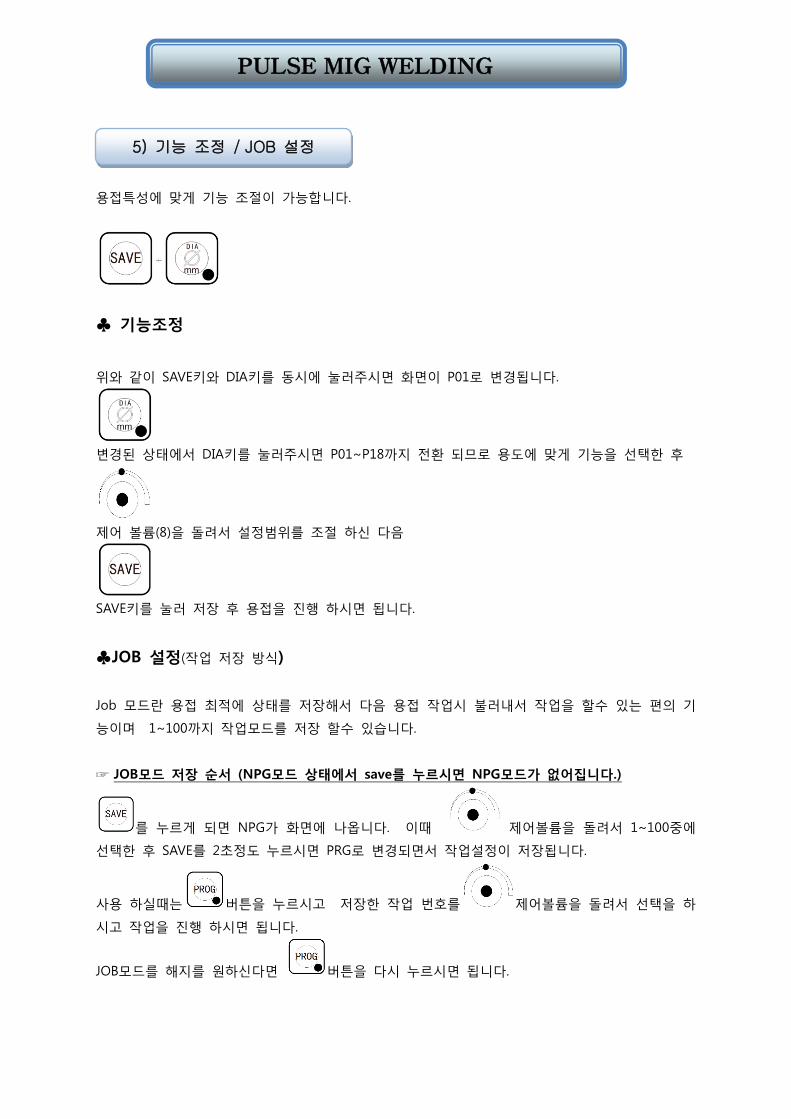
용접특성에 맞게 기능 조절이 가능합니다.
♣ 기능조정
위와 같이 SAVE키와 DIA키를 동시에 눌러주시면 화면이 P01로 변경됩니다.
변경된 상태에서 DIA키를 눌러주시면 P01~P18까지 전환 되므로 용도에 맞게 기능을 선택한 후
제어 볼륨(8)을 돌려서 설정범위를 조절 하신 다음
SAVE키를 눌러 저장 후 용접을 진행 하시면 됩니다.
♣JOB 설정(작업 저장 방식)
Job 모드란 용접 최적에 상태를 저장해서 다음 용접 작업시 불러내서 작업을 할수 있는 편의 기
능이며 1~100까지 작업모드를 저장 할수 있습니다.
☞ JOB모드 저장 순서 (NPG모드 상태에서 save를 누르시면 NPG모드가 없어집니다.)
를 누르게 되면 NPG가 화면에 나옵니다. 이때 제어볼륨을 돌려서 1~100중에
선택한 후 SAVE를 2초정도 누르시면 PRG로 변경되면서 작업설정이 저장됩니다.
사용 하실때는 버튼을 누르시고 저장한 작업 번호를 제어볼륨을 돌려서 선택을 하
시고 작업을 진행 하시면 됩니다.
JOB모드를 해지를 원하신다면 버튼을 다시 누르시면 됩니다.
5) 기능 조정 / JOB 설정
PULSE MIG WELDING
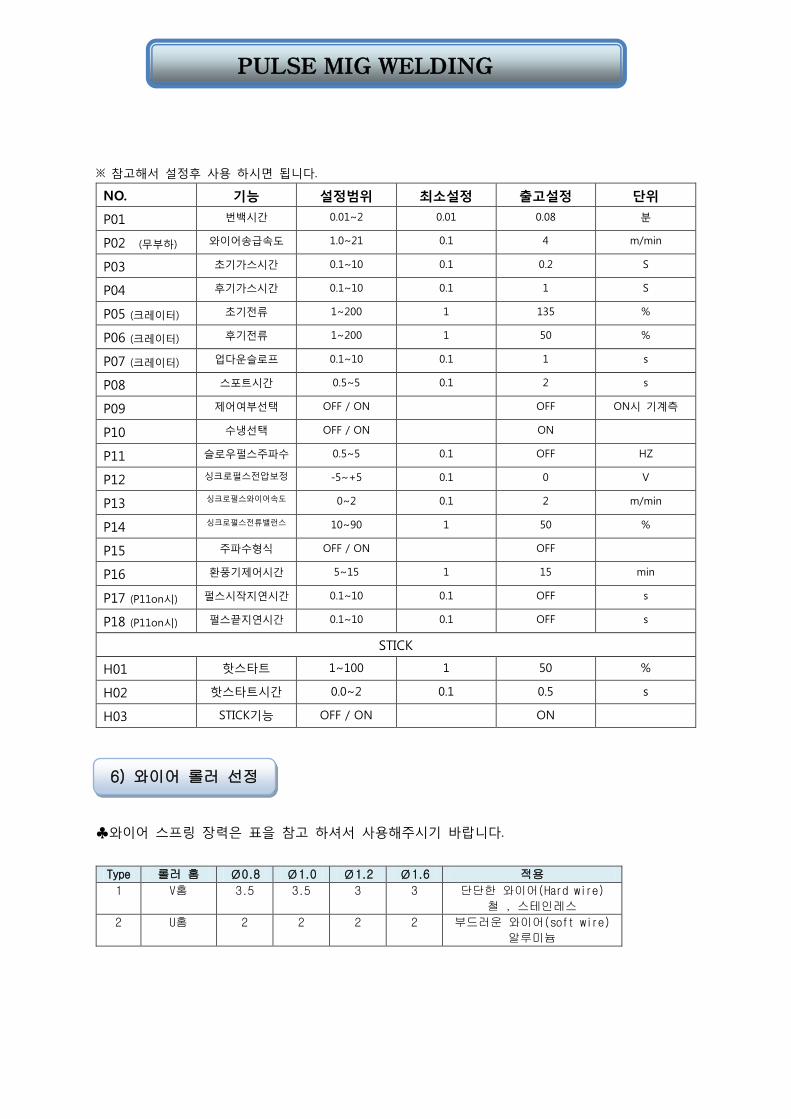
※ 참고해서 설정후 사용 하시면 됩니다.
NO. 기능 설정범위 최소설정 출고설정 단위
P01 번백시간 0.01~2 0.01 0.08 분
P02 (무부하) 와이어송급속도 1.0~21 0.1 4 m/min
P03 초기가스시간 0.1~10 0.1 0.2 S
P04 후기가스시간 0.1~10 0.1 1 S
P05 (크레이터) 초기전류 1~200 1 135 %
P06 (크레이터) 후기전류 1~200 1 50 %
P07 (크레이터) 업다운슬로프 0.1~10 0.1 1 s
P08 스포트시간 0.5~5 0.1 2 s
P09 제어여부선택 OFF / ON OFF ON시 기계측
P10 수냉선택 OFF / ON ON
P11 슬로우펄스주파수 0.5~5 0.1 OFF HZ
P12 싱크로펄스전압보정 -5~+5 0.1 0 V
P13 싱크로펄스와이어속도 0~2 0.1 2 m/min
P14 싱크로펄스전류밸런스 10~90 1 50 %
P15 주파수형식 OFF / ON OFF
P16 환풍기제어시간 5~15 1 15 min
P17 (P11on시) 펄스시작지연시간 0.1~10 0.1 OFF s
P18 (P11on시) 펄스끝지연시간 0.1~10 0.1 OFF s
STICK
H01 핫스타트 1~100 1 50 %
H02 핫스타트시간 0.0~2 0.1 0.5 s
H03 STICK기능 OFF / ON ON
♣와이어 스프링 장력은 표을 참고 하셔서 사용해주시기 바랍니다.
Type 롤러 홈 Ø0.8 Ø1.0 Ø1.2 Ø1.6 적용
1 V홈 3.5 3.5 3 3 단단한 와이어(Hard wire)
철 , 스테인레스
2 U홈 2 2 2 2 부드러운 와이어(soft wire)
알루미늄
6) 와이어 롤러 선정
PULSE MIG WELDING
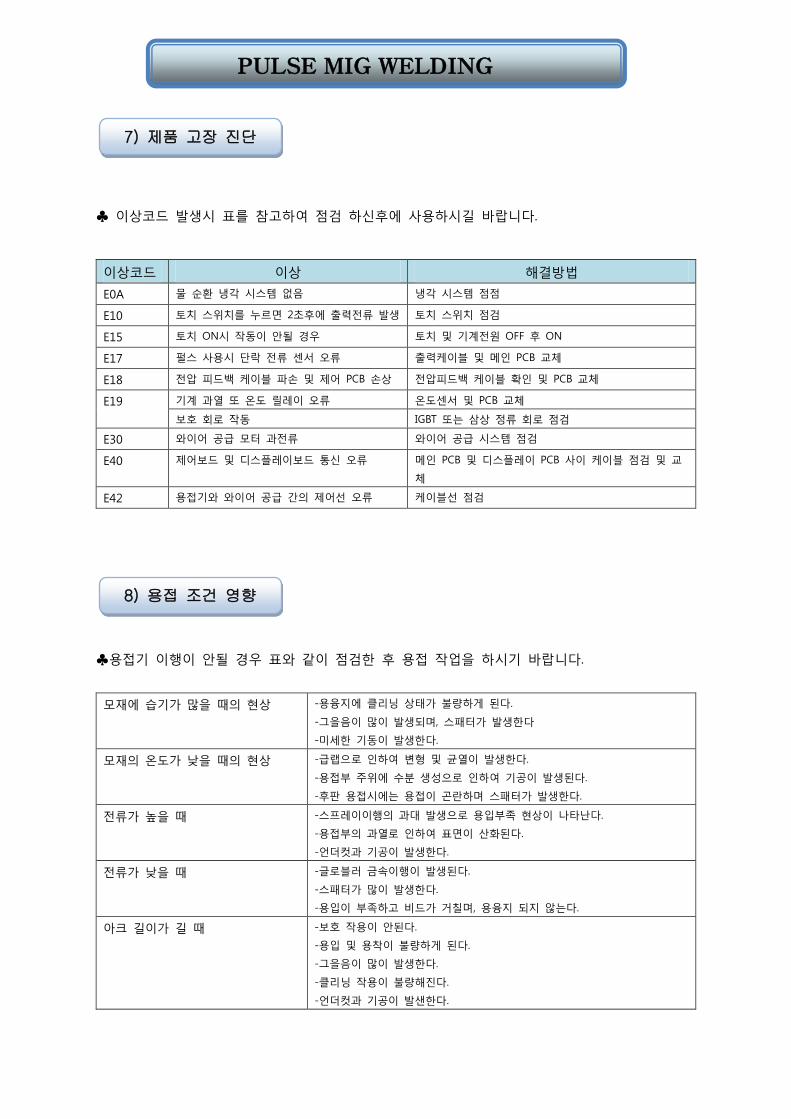
♣ 이상코드 발생시 표를 참고하여 점검 하신후에 사용하시길 바랍니다.
♣용접기 이행이 안될 경우 표와 같이 점검한 후 용접 작업을 하시기 바랍니다.
모재에 습기가 많을 때의 현상 -용융지에 클리닝 상태가 불량하게 된다.
-그을음이 많이 발생되며, 스패터가 발생한다
-미세한 기동이 발생한다.
모재의 온도가 낮을 때의 현상 -급랩으로 인하여 변형 및 균열이 발생한다.
-용접부 주위에 수분 생성으로 인하여 기공이 발생된다.
-후판 용접시에는 용접이 곤란하며 스패터가 발생한다.
전류가 높을 때 -스프레이이행의 과대 발생으로 용입부족 현상이 나타난다.
-용접부의 과열로 인하여 표면이 산화된다.
-언더컷과 기공이 발생한다.
전류가 낮을 때 -글로블러 금속이행이 발생된다.
-스패터가 많이 발생한다.
-용입이 부족하고 비드가 거칠며, 용융지 되지 않는다.
아크 길이가 길 때 -보호 작용이 안된다.
-용입 및 용착이 불량하게 된다.
-그을음이 많이 발생한다.
-클리닝 작용이 불량해진다.
-언더컷과 기공이 발샌한다.
이상코드 이상 해결방법
E0A 물 순환 냉각 시스템 없음 냉각 시스템 점점
E10 토치 스위치를 누르면 2초후에 출력전류 발생 토치 스위치 점검
E15 토치 ON시 작동이 안될 경우 토치 및 기계전원 OFF 후 ON
E17 펄스 사용시 단락 전류 센서 오류 출력케이블 및 메인 PCB 교체
E18 전압 피드백 케이블 파손 및 제어 PCB 손상 전압피드백 케이블 확인 및 PCB 교체
E19 기계 과열 또 온도 릴레이 오류 온도센서 및 PCB 교체
보호 회로 작동 IGBT 또는 삼상 정류 회로 점검
E30 와이어 공급 모터 과전류 와이어 공급 시스템 점검
E40 제어보드 및 디스플레이보드 통신 오류 메인 PCB 및 디스플레이 PCB 사이 케이블 점검 및 교
체
E42 용접기와 와이어 공급 간의 제어선 오류 케이블선 점검
7) 제품 고장 진단
8) 용접 조건 영향
PULSE MIG WELDING
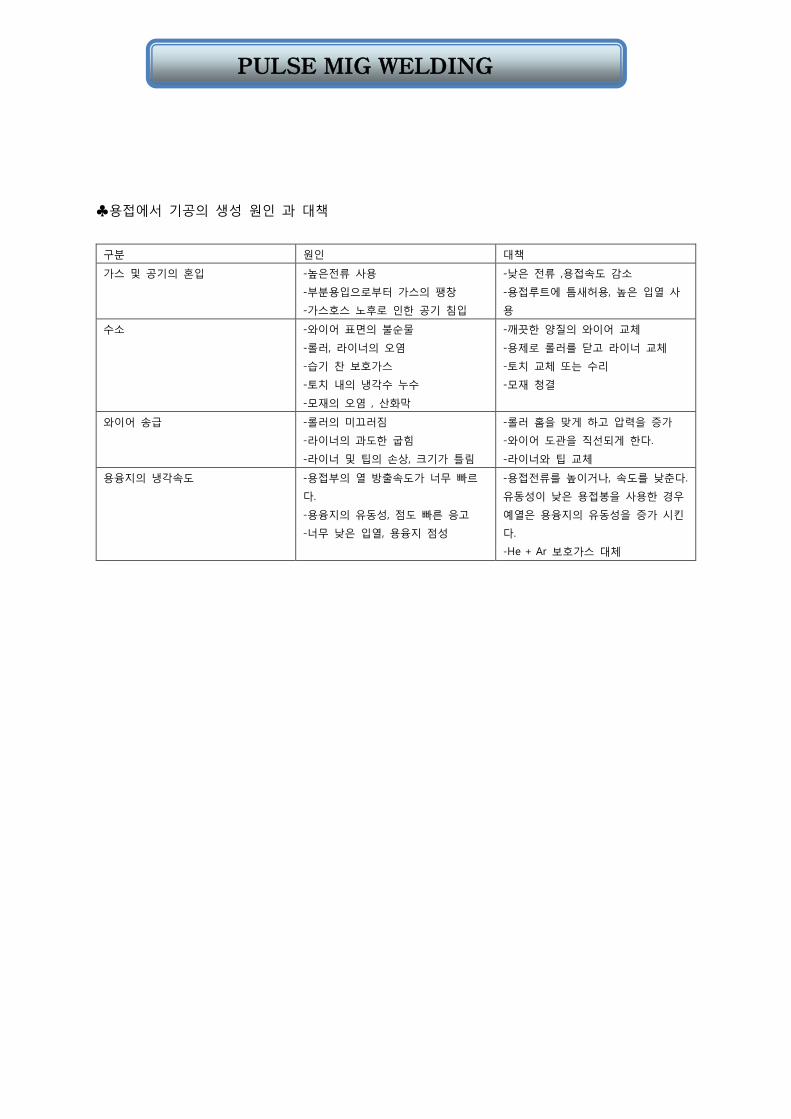
♣용접에서 기공의 생성 원인 과 대책
구분 원인 대책
가스 및 공기의 혼입 -높은전류 사용
-부분용입으로부터 가스의 팽창
-가스호스 노후로 인한 공기 침입
-낮은 전류 ,용접속도 감소
-용접루트에 틈새허용, 높은 입열 사
용
수소 -와이어 표면의 불순물
-롤러, 라이너의 오염
-습기 찬 보호가스
-토치 내의 냉각수 누수
-모재의 오염 , 산화막
-깨끗한 양질의 와이어 교체
-용제로 롤러를 닫고 라이너 교체
-토치 교체 또는 수리
-모재 청결
와이어 송급 -롤러의 미끄러짐
-라이너의 과도한 굽힘
-라이너 및 팁의 손상, 크기가 틀림
-롤러 홈을 맞게 하고 압력을 증가
-와이어 도관을 직선되게 한다.
-라이너와 팁 교체
용융지의 냉각속도 -용접부의 열 방출속도가 너무 빠르
다.
-용융지의 유동성, 점도 빠른 응고
-너무 낮은 입열, 용융지 점성
-용접전류를 높이거나, 속도를 낮춘다.
유동성이 낮은 용접봉을 사용한 경우
예열은 용융지의 유동성을 증가 시킨
다.
-He + Ar 보호가스 대체





























