Embed Size (px)
Citation preview

École Centrale Marseille
Pôle de l’Étoile Technopole Château Gombert
38, rue Frédéric Joliot-Curie
13451 Marseille cedex 20
LAFARGE Usine de Broyage
Zone Portuaire – Quai H – Darse 2 CS 20032
34200 Sète France
TRAVAIL DE FIN D’ÉTUDES
RAPPORT DE STAGE
Mai à Juillet 2015
ARAUJO DE OLIVEIRA Fernanda Élève de troisième année à l’École Centrale Marseille – Parcours GREEN
Tuteur-entreprise : VIDAU Christophe
Tuteur-école : IBASETA Nelson
Septembre / 2015
MISE EN PLACE D’OUTILS ET DE PROCÉDURES
PERMETTANT UN SUIVI DES PERFORMANCES DE
L’ATELIER DE L’USINE DE BROYAGE

1
Remerciements
Je tiens tout d’abord à remercier M. Vidau, mon tuteur à l’entreprise LAFARGE
Ciments et responsable du site, pour son accueil, ses enseignements, son attention et
ses conseils au cours de mon stage de fin d’études au sein de la troisième année à l’École
Centrale Marseille. Les mêmes remerciements peuvent être prolongés à toute l’équipe
avec laquelle j’ai travaillé, en spécial les collègues de procédés, messieurs Josian
LOURDOU et Julien Saussol, qui étaient d’extrême importance pour le succès du stage.
Je remercie également M. Ibaseta, M. Chiavassa et Mme. Justinien pour avoir
rendu possible mon stage et pour tout le suivi et l’attention à moi dédié. Je tiens à
remercier encore mes enseignants à Centrale Marseille pour toutes les connaissances
acquises au cours de l'échange.
Je remercie énormément, et principalement, ma famille et mon copain pour le
soutien inconditionnel et le refuge dans les moments les plus difficiles avec lesquelles je
me suis tombée. Je remercie aussi les amis qui m’ont accompagné, de près ou de loin,
dans les derniers mois.

2
Table de matières
Introduction 3 1. À propos de LAFARGE… 4
1.1. Histoire 4 1.2. Domaines d’activité 5 1.3. Développement durable 6
1.4. Sécurité au travail 8
1.5. Fusion avec Holcim 8
2. La fabrication du ciment 10 2.1. Le ciment 10 2.2. Le procédé 11
3. Équipements principaux de l’atelier 15 3.1. Broyer à boulets 15 3.2. Séparateur Sturtevant Troisième Génération 17
3.3. Ventilateurs 18 4. Travail demandé / Contexte et problématique 19 5. Démarches utilisées 21
5.1. Broyeur 21 i) Visite interne 21 ii) Distribution granulométrique 25
5.2. Séparateur 27 i) Visite interne 27 ii) Courbe de partage 29
5.3. Contrôle des ventilateurs principaux 30 Conclusion 34
Lexique 35
Bibliographie 36
3
Introduction
Le travail de fin d’études a les importantes fonctions de donner des futures
missions d’ingénieurs aux élèves concluants et de permettre encore de débuter une
carrière dans une entreprise ou dans un secteur d’activité. Ainsi, il est important que le
stage propose des activités dans lesquelles le stagiaire soit un expert ou qu’il ait du goût
ou de familiarité, afin qu’il puisse faire son meilleur travail.
Le génie des procédés et le génie chimique, ainsi que d’autres ingénieries,
permettent à l’ingénieur d’une série d’actions, qu’elle soit industrielle ou académique.
Dans l’industrie, la fonction choisie par moi est liée au contrôle et à l’optimisation des
procédés industriels.
Ce choix a été justifié et confirmé avec le stage dans société LAFARGE, qui
attendait de moi la mise en place d’outils et de procédures permettant des performances
de l’atelier de son usine de broyage à Sète.
Les procédés existants dans une industrie doivent être constamment surveillés
afin de réduire les coûts d’exploitation et de la production et comme un moyen de
prévention des futurs problèmes et accidents. Dans ce contexte et en raison de la
jeunesse de l’usine à Sète, des nombreuses étapes du procédé de broyage du clinker
pour la production du ciment n’avaient toujours pas de procédures écrites et/ou adaptées
aux besoins de l’unité.
Ce rapport présente les activités réalisées au cours des trois mois de stage et qui
avait pour objectif principal de fournir des outils suffisants pour mieux contrôler les
procédés de l’atelier de broyage.

4
1. À propos de LAFARGE...
1.1. Histoire [1]
1833 : Le Début - L’histoire du leader mondial des matériaux de construction
commence dans la région de l’Ardèche dans un lieu appelé « Lafarge » près de Teil.
Joseph-Auguste Pavin de Lafarge a commencé avec les opérations minières régulières
dans les carrières de calcaire. Ses deux fils, Edouard et Léon, ont développé l'entreprise
familiale, qui est devenu connu comme « Lafarge Frères » en 1848.
1864 : Premier grand projet : le Canal de Suez - Lafarge a remporté le "contrat du
siècle" en Égypte. 200 tonnes de chaux hydraulique, livrées en fûts de bois, ont été
nécessaires pour construire les piliers du canal de Suez. Bien que la capacité de
production ait été limitée à 20 fours, qui ont produit seulement 50 000 tonnes par an,
Lafarge s’est lancé le défi.
1866 : Premières opérations en Algérie et le développement en Afrique du Nord -
Le contrat pour le canal de Suez, le premier grand succès de l'entreprise dans les régions
méditerranéennes, était la préface de l'expansion et l'ouverture de bureaux à Marseille,
Sète, Tunis et d'Alger.
1947 : Le leadership dans la production de ciment en France et en Afrique du Nord
- Pendant le début du 20e siècle, la société de chaux et de ciment Lafarge a continué de
croître en achetant des entreprises dans toute la France. Après la Seconde Guerre
mondiale, Lafarge a renforcé sa présence en France et en Afrique du Nord. Le
changement de son siège d’Ardèche vers Paris en 1947 a été un symbole de cette
expansion.
1971 : Accord avec le Ministère Français de l'Environnement sur les émissions de
poussières - Depuis 1971, Lafarge a pris des mesures actives pour réduire les émissions
de poussière de ses cimenteries. Le Groupe fait plus que simplement se conformer à la
réglementation. Les équipements et les procédés utilisés dans les plantes, tels que les
filtres de la cheminée d'échappement, sont constamment améliorés grâce à l'utilisation
de nouvelles technologies.

5
2005 : Reconnaissance pour les activités de développement durable du Groupe –
l’augmentation de la capacité de production - À travers d’une joint-venture, Lafarge a
doublé sa capacité de production en Chine et est devenu le troisième plus grand
producteur de ciment dans le pays.
Lafarge est classé parmi les 100 entreprises multinationales avec les meilleures
performances en termes de développement durable, et a signé un accord sur la
responsabilité sociale du Groupe et des relations sociales internationales avec 3
organisations syndicales internationales.
Trois des initiatives dans le développement de groupe des pays atteint le statut
Clean Development Mechanism (CDM).
2013 : Construire des villes meilleures et béton Lafarge dans MUCEM - Lafarge
annonce sa nouvelle ambition "Building Better Cities", afin de développer des produits à
valeur ajoutée et des systèmes de construction ainsi que des solutions et services, pour
répondre à certains des grands défis de l’urbanisation.
Le nouveau Musée de l'Europe et de Civilisations de la Méditerranée MUCEM
ouvre ses portes à Marseille. Conçu par l'architecte Rudy Ricciotti, fait pleinement usage
du béton ultra-haut performance (BFUP) Ductal® de Lafarge, avec une façade de treillis
en béton et une structure de support périphérique.
2014 : Annonce du projet de fusion LafargeHolcim - Annonce du projet «fusion
entre égaux" pour créer LafargeHolcim, le plus grand groupe dans le secteur des
matériaux de construction.
1.2. Domaines d'activités [1]
Ciment : Lafarge est le leader mondial dans la production de ciment. Formant le
noyau historique du portefeuille Lafarge, le ciment a été le responsable pour 67% du
chiffre d'affaires du Groupe en 2014. La combinaison de l'innovation de pointe grâce à la
R&D et d’une large gamme de produits de ciment, la société fournit des solutions de
matériaux aux projets de construction, grands ou petits, quel que soit le secteur ou
l'emplacement géographique.
6
Béton : Quatrième plus grand producteur de mélange prêt de concret du monde,
Lafarge fournit des constructions et des projets de travaux publics en tout le monde, avec
une présence croissante dans les marchés émergents. Conduit par une recherche de
niveau mondial et par un laboratoire de développement, la société crée la plus large
gamme de produits en béton sur le marché. Du béton conventionnel jusqu’aux bétons de
ultra-haute performance, les produits sont conçus pour répondre aux besoins les plus
exigeants des clients.
Granulats : Lafarge est le deuxième plus grand producteur de granulats et l'un des
plus grands explorateurs des carrières du monde, offrant une large gamme de solutions
en granulats , de matières générales aux produits recyclés plus innovantes. Grâce à
l’investissement en R&D, il y a une personnalisation en granulats pour répondre aux
besoins des clients dans le monde entier. Engagée dans la réhabilitation des carrières,
la société utilise l’expérience dans l'extraction de gérer prudemment les réserves de
granulats.
1.3. Développement Durable [1]
Pour Lafarge, le développement durable est un engagement de longue date qui
remonte aux premiers principes d'action du Groupe en 1977. L'entreprise est consciente
que la croissance et la compétitivité sont étroitement liées à la qualité des conditions de
vie dans les lieux où elles opèrent et il ne peut y avoir de développement économique
durable sans la préservation de la nature.
Ambitions pour le développement durable 2020, le script pour faire une
contribution nette positive à la société et à la nature : Les ambitions pour le
développement durable 2020 est un vaste programme et à long terme de Lafarge
couvrant toutes les dimensions du développement durable - sociaux, économiques et
environnementaux - et les considérant dans son ensemble. Les objectifs sont fondés sur
des secteurs tels que :
Société / Bâtir des communautés : Améliorer les conditions sociales et
économiques dans les communautés où opèrent Lafarge est la clé de l'établissement de

7
ses activités à long terme. Pour ce faire, le Groupe met en œuvre des sessions de
formation, des plans pour créer des emplois locaux, et des programmes de santé et
d'éducation ;
Économie / Construction durable : Le secteur de la construction est le
centre de nombreux défis sociaux et environnementaux liés à l’urbanisation : la qualité
de vie, le changement climatique, la pauvreté, les déchets, la santé, la consommation de
ressources. Lafarge vise à concevoir des produits et des solutions pour répondre à ces
besoins et à promouvoir la construction durable et abordable.
Changement climatique et énergie : le changement climatique est un défi
de définition pour le secteur de la construction dans son ensemble dans le 21ème siècle.
Comme un grand émetteur de gaz à effet de serre, l'entreprise est consciente et accepte
sa responsabilité pour minimiser et compenser les émissions par des mesures
spécifiques. Donc, on a développé une stratégie climatique et énergétique globale basée
sur trois domaines : l'amélioration de l'efficacité énergétique des bâtiments, la réduction
des émissions, et la promotion de politiques climatiques et énergétiques responsables.
Comme une stratégie liée au dernier point soulevé, Lafarge se concentre sur la
réduction des émissions directes et indirectes. Lafarge est la première entreprise de
ciment engagée à réduire ses émissions de CO2. Aujourd'hui, l'objectif est de réduire les
émissions de CO2 par tonne de ciment de 33% d'ici 2020. À la fin de l'année 2014 il avait
déjà réalisé une réduction de 26,4%. La société se concentre sur trois leviers fixés pour
la réduction des émissions :
Les émissions dans les industries : l'entreprise travaille à améliorer
l'efficacité énergétique des fours en mettant en place, dans chaque usine, un modèle
opérationnel de classe mondiale. Dans la même veine, Lafarge a augmenté son
utilisation de carburants alternatifs, atteignant un taux moyen de remplacement de 20,7%
en 2014, résultant en une réduction de CO2 de 6,3 millions de tonnes. En outre,
l'utilisation de combustibles de la biomasse était responsable pour 38% de la
consommation totale de carburants alternatifs en 2014 - nettement plus que les 30% qui
a été la cible dans le programme ambitions en développement durable 2020.
Les émissions provenant de la production d’électricité : Lorsque cela est
réalisable et économiquement viable, des efforts sont déployés pour utiliser les énergies

8
renouvelables pour réduire les émissions de CO2 associées à la production d'électricité,
notamment l'achat d'énergie à partir de sources plus durables.
Les émissions provenant du transport de marchandises : à l'échelle
nationale, la société travaille à l'optimisation de la distribution pour le transport ferroviaire
et le transport sur l'eau pour réduire les émissions de CO2 liées au transport de
marchandises et de matériaux.
1.4. Sécurité au travail [1]
Lafarge fait de la santé et de la sécurité des employés et des entrepreneurs la
priorité nombre 1. Pour atteindre et, ensuite, maintenir, le zéro accident est une nécessité
absolue de l’entreprise.
Pendant de nombreuses années, la société a s’efforcée de rendre les opérations
industrielles plus sûres, pour établir des directrices et normes claires pour tous, et pour
augmenter la conscience des employés et entrepreneurs. Il a été le mot d'ordre de ce qui
est inacceptable à risquer sa vie pour faire son travail.
En 2020, Lafarge veut non seulement éviter les accidents mortels, mais aussi
veiller à ce que n’ait aucun des employés ou des entrepreneurs victimes d'incidents
graves, soit sur les lieux ou sur la route.
1.5. Fusion avec Holcim [1]
En 2015, le 10 Juillet, Lafarge a fusionné avec Holcim, une société suisse de
ciment. LafargeHolcim né de la fusion d'égaux par Lafarge et Holcim, en 2015, créant un
nouveau leader dans le secteur des matériaux de construction.
Avec plus de 180 ans d'expérience combiné, le groupe uni envisage d'ouvrir une
nouvelle ère de technologies de pointe et innovations dans l'industrie des matériaux de
construction pour répondre aux défis du 21ème siècle.
9
Le ratio d'échange sera basé sur 9 actions de Holcim pour 10 actions de Lafarge.
La nouvelle société sera basée en Suisse et aura une capacité de 427 millions de tonnes
par an de production, dépassant 227 millions de tonnes de capacité du concurrent Anhui
Conch.
Les analystes du secteur indiqué que l'accord serait de combiner la puissance
marketing de Holcim avec l'innovation de pointe Lafarge, offrant des économies de coûts
significatives.
10
2. La Fabrication du ciment
2.1. Le ciment
Le ciment est un mélange de composés en poudre, qui, lorsqu'il est mis à réagir
avec de l'eau, acquièrent une résistance mécanique. Sa composition est essentiellement
clinker et ajouts tels que gypse et le minerai de fer.
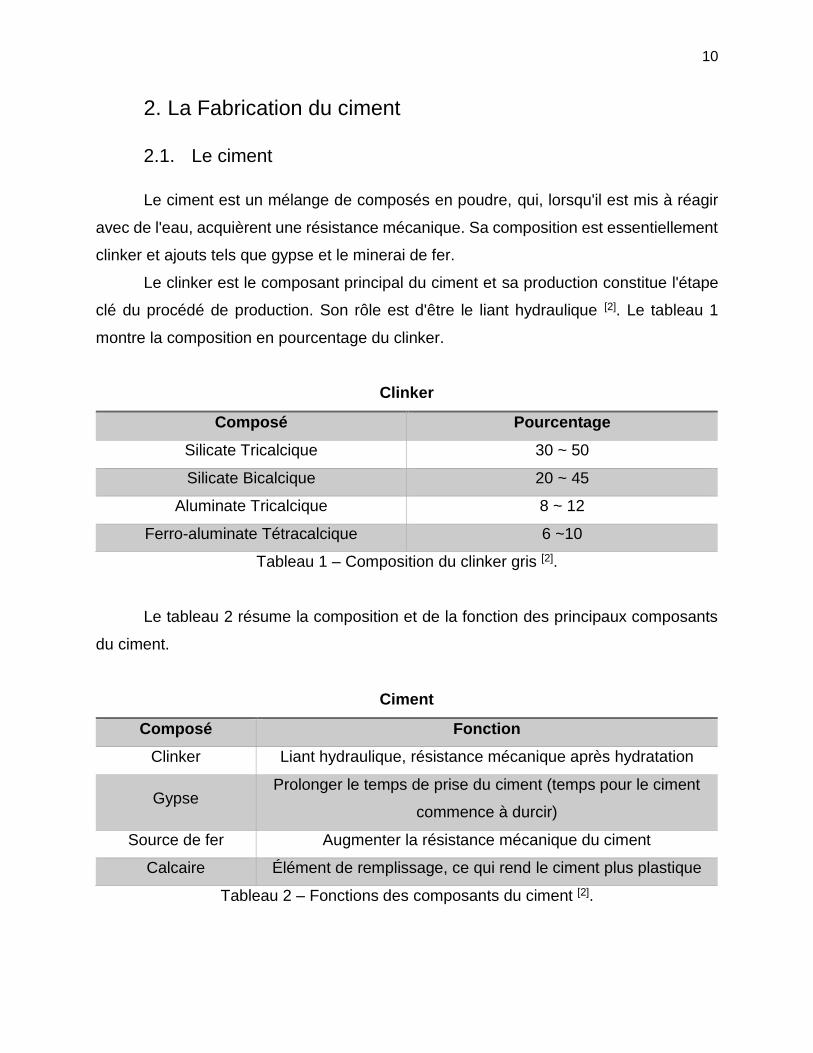
Le clinker est le composant principal du ciment et sa production constitue l'étape
clé du procédé de production. Son rôle est d'être le liant hydraulique [2]. Le tableau 1
montre la composition en pourcentage du clinker.
Clinker
Composé Pourcentage
Silicate Tricalcique 30 ~ 50
Silicate Bicalcique 20 ~ 45
Aluminate Tricalcique 8 ~ 12
Ferro-aluminate Tétracalcique 6 ~10
Tableau 1 – Composition du clinker gris [2].
Le tableau 2 résume la composition et de la fonction des principaux composants
du ciment.
Ciment
Composé Fonction
Clinker Liant hydraulique, résistance mécanique après hydratation
Gypse Prolonger le temps de prise du ciment (temps pour le ciment
commence à durcir)
Source de fer Augmenter la résistance mécanique du ciment
Calcaire Élément de remplissage, ce qui rend le ciment plus plastique
Tableau 2 – Fonctions des composants du ciment [2].

11
2.2. Les procédés
Le procédé de fabrication du ciment commence avec l'extraction des matières
premières provenant d'une carrière, qui devrait contenir du calcium, silice, l'alumine et le
fer dans des proportions spécifiques. La matière extraite de la pierre par des explosifs
est passé à travers d’un concasseur afin de diminuer, et ainsi, obtenir un matériau dont
la dimension est inférieure à 9 cm. Chaque usine a des besoins différents en fonctions
des carrières existantes. Il est généralement nécessaire de corriger certains des
composants, d’où on recourt à d'autres carrières ou l'ajout de ces éléments au cours du
processus de réduction de sorte que le mélange se rapproche de la composition chimique
souhaitée [3].
Le matériau concassé est généralement transporté à l'usine par des tapis de
caoutchouc, étant stocké dans des silos verticaux ou entrepôts horizontaux.
Normalement, les tapis ont des détecteurs de métaux et des aimants qui éliminent les
métaux qui sont mélangés avec le matériau concassé. Ces métaux, qui peuvent être des
parties de machines de carrières, peuvent provoquer des dommages aux circuits de
broyage des matières premières.
Avant d'aller au broyeur, la matière enlevée des carrières a besoin d'être
homogène pour que le mélange soit plus approprié. Pour cela, on utilise un système
d'empilage qui tourne verticalement en différents lots en séquence et utilise des grandes
machines pour bien mélanger le matériau [2].
Après phase d'homogénéisation est la phase de broyage cru. Cette phase a pour
objectif principal de réduire la taille des grains à une grande finesse ce qui augmente la
surface de contact pour faciliter les réactions qui se produiront plus tard dans le
processus.
Les ventilateurs du broyage du cru aspirent de l'air extérieur à travers le four. Cet
air, après avoir été refroidi à environ 100 degrés, est passé à travers l'intérieur du broyeur,
en faisant glisser le matériau finement broyé au filtre, où il provoque la séparation de la
matière de la circulation de gaz. Ensuite, le matériau est envoyé au silo et le courant de
gaz à la cheminée. L'intérieur du broyeur il y a aussi un séparateur dont la fonction est
de retourner au broyage la matière qui n’a pas encore la finesse souhaitée [2], [3].

12
Après le broyage et avant d'entrer dans le four, le matériau passe par un
préchauffage pour éliminer une partie de l'humidité de la matière et pour commencer le
processus de calcination. Les préchauffeurs les plus couramment utilisés sont des tours
cycloniques qui ont environ 4 à 6 étapes. Là, le matériau entre en contact avec des gaz
chauds recyclés du four et la calcination, décrite par la réaction suivante, se produit
jusqu'à 90% du matériau.
𝐶𝑎𝐶𝑂3 → 𝐶𝑎𝑂 + 𝐶𝑂2
Ensuite, dans le four rotatif de ciment, la clinkérisation se produit. Dans le four, il
existe deux zones définies. La première est la zone de calcination dans laquelle le reste
du carbonate de calcium est converti en oxyde de calcium. La deuxième zone est la zone
de combustion dans laquelle le matériau devient lave. Dans cet état, l'oxyde de calcium
et l'oxyde de silicium, provient de l'argile, peuvent se combiner pour former des silicates
de calcium, de composants principaux du clinker.
L’alimentation du four est faite par le haut de la tour de cyclone, en amont du four
horizontal. Le ventilateur qui est combiné avec la tour de cyclone aspire l'air extérieur à
travers les refroidisseurs qui se trouvent en aval du four et ses alentours. L'air froid entrant
dans le refroidisseur refroidit le clinker sortant du four et de chauffe l'air. Ensuite, l'air
monte la tour de cyclone et au long du chemin sera fait le transfert de chaleur de l'air vers
la matière. Au sommet de la tour, la température est d'environ 400 °C et le fond est de
900 °C. Une partie du matériau introduit dans la partie supérieure se transforme en CO2.
En raison de la légère inclinaison et la rotation du four, le matériau se déplace lentement
en direction de la flamme. La température de la flamme qui est d’environ 2000 °C et le
matériau, quand il s’approche de la flamme, atteigne environ 1500 °C. À l'entrée des
refroidisseurs, le clinker présente une température d'environ 1200 °C. Le transfert de
chaleur avec l'air fait le clinker refroidir jusqu'à environ 150 °C. La qualité du clinker est
contrôlée par le poids du litre de la matière, la chaux libre, la composition chimique et
l'aspect des cristaux vus sous un microscope [3].
Après avoir été retirés du four, le clinker doit être refroidi brusquement. Le
refroidissement rapide permet d'augmenter la stabilité du matériau final. Enfin, le clinker
est envoyé au silo où il est stocké jusqu’à son emploi.

13
Le produit final est obtenu en broyant le mélange de clinker, du gypse, de
matériaux alternatifs tels que la chaux, les cendres volantes de centrales thermiques et
de scories d'acier, ainsi que d'autres matériaux ayant des propriétés hydrauliques. Le
type de ciment détermine la composition du mélange, mais le clinker est toujours la partie
majoritaire. Le procédé de broyage est fait le plus souvent dans des broyeurs à boulets
horizontales. Les boulets sont des billes d'acier qui sont au milieu de la matière à broyer.
Le mélange est broyé par le broyeur et est transporté par des ascenseurs qui introduisent
le ciment dans le séparateur. Il y a deux circuits d'air : une pour l'intérieur du broyeur et
l'autre pour l’intérieur du séparateur. Les deux circuits sont indépendants et comprennent
un ventilateur et un filtre de dépoussiérage. Le matériau qui est introduit dans le
séparateur est actionné par deux procédés différents. C’est-à-dire, le ciment qui a déjà la
finesse souhaitée continue dans le circuit vers le filtre de dépoussiérage et, ensuite, les
silos, constituant le produit final, mais le ciment qui n'a pas la finesse désiré, retourne
vers le broyeur pour un nouveau broyage et suit le circuit déjà décrit [3], [4].
Chaque type de ciment est transporté et stocké dans des silos ou des chambres
spécifiques, facilitant le processus de chargement qui peuvent être en sacs ou en vrac.
La Figure 1 montre brièvement le processus de fabrication du ciment. L’étape 1
indique l'extraction de matières premières, la 2 indique la production du cru et la 3 indique
le broyage du ciment et de l'expédition.

14
Figure 1 - Processus de fabrication du ciment [4].

15
3. Équipements principaux de l’atelier de Broyage
Pour faciliter la compréhension des besoins de l’usine et les mesures prises pour
résoudre les problèmes, il a été décidé de montrer succinctement les principaux
équipements de l'usine et de leurs parties principales.
3.1. Broyeur à boulets
Figure 2 - Schéma d'un broyeur à boulets avec ses parties principales [5].
Figure 3 - Schéma de la chute à l'intérieur du broyeur en fonctionnement [5].

16
Figure 4 - Vue extérieure du broyeur.
Figure 5 - Vue intérieure du broyeur avec les boulets, les blindages et la cloison centrale.

17
3.2. Séparateur Sturtevant Troisième Génération
Figure 6 – Exemple de Séparateur Sturtevant Troisième Génération [6]
Figure 7 – Schéma du circuit avec filtres à manches commun [6]

18
3.3. Ventilateurs
Figure 8 - Ventilateur centrifuge résistant à hautes températures [7].

19
4. Travail demande / Contexte et problématique
Les principales missions données ont été :
Mise en place d’outils et de procédures de suivi process d’atelier de
broyage ;
Cartographier les différents points de contrôle ;
Définir la planification des contrôles nécessaires ;
Définir les valeurs standards de bon fonctionnement attendues et la
périodicité de ces contrôles ;
Utiliser les différents appareils de contrôle ou de mesure ;
Développer l’utilisation de ces appareils de manière optimale ;
Construire un mode emploi pour chacun de ces appareils.
Principalement en raison de sa récente implantation, l’Usine de Broyage à Sète
avait encore quelques points de contrôle à être planifiés. Dans ce contexte, l’atelier de
broyage, plus précisément, n’avait pas certaines procédures écrites pour guider les
principaux procédés de contrôle. Il est à noter, cependant, que la plupart des procédures
étaient bien maîtrises par les opérateurs les plus expérimentés. En outre, quelques
fichiers ou tableaux de calcul nécessaires au suivie des procédés n’existait pas ou n’était
pas adaptés aux besoins de l’usine.
Il était nécessaire simplifier ou écrire plus clairement le meilleur mode d’emploi de
quelques équipements de mesure pour les opérateurs de ces équipements. Comme il y
avait des besoins liés au contrôle des procédés, certains équipements de mesure n'a pas
encore été achetés ou, des qu'il y avait, ils ont été utilisés très peu de fois. Il n'y avait pas
dates prévues pour les inspections et les prises de mesures, ce qui permettait que
certaines d'entre elles n’ont pas été faites ou ont été faites dans des intervalles
irrégulières. Ce qui pourrait compromettre le suivi régulier de l’utilisation de l'équipement.
La principale motivation de l'élaboration de la documentation ou le renouvellement
et l'adaptation des existantes était le suivi régulier des processus et leur optimisation.
Cette optimisation signifierait une réduction des coûts de production et une augmentation
de la productivité et de la qualité, parce que possibles problèmes des équipements
pourraient être identifiés plus tôt en plus de permettre l'identification des points à

20
améliorer. La surveillance régulière des processus aurait également la fonction de
soutenir les résultats obtenus tous les jours dans la salle de contrôle, permettant de les
mieux comprendre si quelque changement est identifié.
Certaines procédures de contrôle telles que les analyses granulométriques du
broyeur, le tamisage, le calcul des rendements des ventilateurs principaux et les mesures
de pression dans plusieurs équipements, qui ont été faites dans l’usine Lafarge de Port-
la-Nouvelle ou en utilisant ses équipements, seront désormais faites dans l’unité de Sète.
Ce changement est également un facteur exigeant de la création de modes d'utilisation
des équipements de mesure, de procédures écrites et de l'adaptation des feuilles de
calcul.
Il était donc nécessaire, faire ou adapter les procédures, les feuilles de visite et/ou
les feuilles de calculs pour les visites internes du broyeur et du séparateur, pour la
granulométrie interne du broyeur, pour la courbe de partage du séparateur et pour le
contrôle des ventilateurs principaux. Les démarches utilisées pour chaque équipement
seront expliqués plus en détails ci-dessous.

21
5. Démarches utilisées
5.1. Broyeur
i) Visite interne
La procédure de visite interne du broyeur dépend du type d'arrêt (crash ou de
purgé) et aussi du but de la visite (seulement contrôle ou visite avec prélèvement).
L'objectif principal de l'écriture des procédures de visite internes est qu'ils soient
explicites et que quelque opérateur puisse les faire de la même manière sans provoquer
de grandes variations dans les résultats et sans compter sur un opérateur pour les faire.
Il est à noter que tous les opérateurs actuels savent comment les faire. L'intérêt,
cependant, est que les futurs employés savent aussi comment le faire et de façon
standardisée.
Dans une visite interne en arrêt crash on cherche à analyser le fonctionnement
réel du broyeur, parce que ce type d'arrêt garantit que la matière reste environ sur l'endroit
où elle a été produite (il n'y aura pas d'aspiration de la matière après l’arrêt parce que
tous les équipements s’arrêtent au même temps). Ainsi, les principaux objectifs de ce
type de visite est d'observer le niveau de la matière par rapport au niveau de boulets,
effectuer des prises d'échantillons pour l'analyse granulométrique plus tard et observer
la formation de coating sur des blindages et des boulets.
D’une façon générale, pour les deux compartiments, la visite interne du broyeur
comprend la mesure de la hauteur de vide, c’est-à-dire, l'espace entre la surface de
boulets + matériel et le blindage, la vérification de l’existence des objets étrangers et de
coating sur les blindages ou sur les boulets, la mesure des diamètres des petits et grands
boulets trouvés et la quantification approximative du pourcentage de colmatage des
grilles. Pour le premier compartiment, on doit encore vérifier et nettoyer, si nécessaire, la
vanne d'injection d'eau. Il est suggéré la prise de photos de l’ensemble du broyeur lors
de la visite [8], [9].
En ce qui concerne le niveau de matière présente dans le broyeur, il est prévu qu’il
ait à peu près le même niveau que des boulets, étant possible de les observer légèrement

22
dessus de la matière. Cependant, la dernière visite, qui a eu lieu dans le contexte d'un
audit réalisé par la société MAGOTTEAUX, a montré le niveau de matière au-dessus du
niveau de boulets dans les deux compartiments du broyeur, étant le niveau du deuxième
compartiment au-dessus du niveau du premier. La visite a été effectuée dans le cadre
d'un audit de l'atelier de broyage tenue le 03 et 04 de Juin par la société MAGOTTEAUX,
fabricant de blindages et boulets du broyeur et d'autres équipements de l’atelier.
On croit que l'une des possibles causes de l'accumulation de matière dans les
deux compartiments du broyeur soit un broyage inefficace, car les particules qui sont
produites ne possèdent pas la finesse nécessaire pour être envoyé au produit final, étant
renvoyées au broyeur ou n’étant pas éliminées par aspiration. On pense également que
le fait que le deuxième compartiment ayant le niveau plus élevé que le second peut
amener le retour de matière vers le premier compartiment, ce qui peut provoquer un sur
broyage, consommant plus d'électricité que nécessaire.
Une possible solution pour corriger le niveau de matière dans le broyeur serait
d'ajouter plus de boulets pour élever le taux de remplissage et de diminuer le niveau de
la matière par rapport au de boulets. En outre, l'ajout de plus de matière broyante
augmenterait la production des fines et donc leur enlèvement plus efficace. Ce qui signifie
réduction de la consommation énergétique par tonne produite. Pour éviter le retour de la
matière du premier en direction au deuxième compartiment et aussi pour faciliter son
passage dans la bonne direction, il a été suggéré l'ouverture complète de tous les écopes
de la cloison d'intermédiaire.
La masse total des boulets à être ajoutée est résultat de calculs qui prennent en
compte la quantité initial de boulets dans le broyeur lors de son installation, la production
cumulée de ciments pendant les années de fonctionnement et le taux avec laquelle ils
sont usés (taux d’usure). Malgré, il n’y ait pas une règle générale qui fonctionne pour tous
les types matière vierge alimentée, broyeur et conditions opératoires, on cherche à garder
la proportion expérimentale déterminées à l'origine par les experts Lafarge. Les derniers
calculs ont montrés que la quantité de boulets à être ajouté à la première chambre du
broyeur est beaucoup plus grande que celle à ajouter à la seconde. Ainsi, on a choisi
d'abord uniquement par la recharge 4 tonnes dans le premier compartiment et aucune
recharge au second compartiment.

23
Normalement, la recharge ne comprend que les plus grands diamètres de boulet,
puisque, avec l'usure, les diamètres finissent pour diminuer, assurant ainsi la gamme de
dimensions nécessaires à un broyage satisfaisant. Toutefois, les résultats des dernières
distributions granulométriques faites avec les échantillons prélevés sur l'axe du broyeur
on montrés que on commence déjà à broyer plus finement dans le premier compartiment.
C’est-à-dire que les particules qui quittent le premier compartiment ont la finesse similaire
à celles qui normalement seraient trouvées seulement dans le second. Cela signifie que
le premier compartiment joue son rôle ainsi que le rôle du deuxième, réduisant ainsi
l’usure des boulets et des blindages du dernier compartiment. Pour garder ce modèle de
broyage, il a été décidé que seront ajoutés une tonne boulet de diamètre de 90 mm, une
de 80 mm, une de 70 mm et une de 60 mm.
Pour que cette recharge de boulets soit faite, l’usine ne dépend que de la livraison
d’un system de rechargement des boulets automatisé qui rendra ce remplacement plus
sécurité et plus agile. Les boulets nécessaires à la recharge sont déjà disponibles en
stock.
Comme mentionné plus tôt, un autre but d’une visite en arrêt crash est le
prélèvement des échantillons au long de l'axe du broyeur pour une analyse
granulométrique ultérieure. Ces échantillons doivent être pris avec la plus grande
préciosité possible afin que les résultats soient réels et fiables. Ainsi, il est suggéré que
la matière soit collectée dans une certaine profondeur, d'environ 10 cm en dessous du
niveau supérieur, et qu’elle soit prélevée, dans la mesure du possible, parmi les boulets.
En raison de la rotation du broyeur, les points de prélèvements ne seront pas exactement
au centre du cylindre, mais à environ un quart du diamètre utile. En fonction de la
longueur du broyeur et de la distribution des boulets, il a été convenu que les
prélèvements seront faits en neuf points au long du broyeur, 4 dans la première et plus
court compartiment et 5 dans le second.
Une autre caractéristique observée dans la visite a été la présence d'une couche
de ciment dans la cloison côté intermédiaire du premier compartiment. Cette couche peut
s’être formé en conséquence de l'eau de refroidissement. L'utilisation de l'eau de
refroidissement est devenu nécessaire parce que, même avec la vanne de
refroidissement (qui récupère air fraîche de l’extérieur) étant ouverte à son maximum, n'a

24
pas été suffisante pour refroidir l’intérieur du broyeur. On pense que l'eau a été injectée
à grande vitesse et, comme le premier compartiment est relativement court, elle allait
directement contre la cloison à former une pâte avec les particules de ciment qui y étaient
présentes ou lesquelles que par y ont passées. La formation de cette couche de ciment
sur la cloison a pu empêcher également le correct passage des particules d'un
compartiment à l'autre.
Lors de la visite interne, il a également été possible d'observer que les blindages
de deux compartiments étaient en bon état de conservation, sans trop d'usures ou de
réduction de sa structure. Dans le second compartiment, en particulier, on a pu observer
que le fait de le blindage classant être en bon état garantit que les boulets sont
correctement classés. En outre, les taux de remplissage calculés ont été de 23,6% pour
le premier et 28% pour le deuxième compartiment. Cette valeur pour le premier
compartiment n’est pas l’idéale qui est d’environ 27%, ce qui représente plus de
consommation de l’électricité pour tonne produite. D’autre part, la valeur pour le
deuxième compartiment représente la valeur idéale. L’élevé usure des blindages
combinés de la consommation d'énergie élevée ou d’une faible productivité justifient leur
remplacement par de nouveaux blindages pour que le broyeur continue à effectuer son
travail correctement.
Une deuxième façon de faire une visite est de le faire en arrêt purgé qui vise,
principalement, à analyser l’état du broyeur. Ainsi, les principaux objectifs de la visite en
arrêt purge sont [8], [9] :
Observer l’usure des blindages ;
Mesurer les diamètres des boulets, évaluer leur usure et leur état (brisés,
déformés,…) ;
Mesurer la hauteur de l’espace vide entre les boulets et le blindage pour
calculer le taux de remplissage ;
Évaluer l’état des lumières dans la cloison intermédiaire ;
Observer et, si nécessaire, nettoyer la buse d’injection d’eau ;
Observer les parties du broyeur impliquées dans l’arrivée de matière : le
caisson et les plaques et leurs usures ;
Évaluer la présence de coating sur les blindages.

25
En outre, la visite en arrêt purgé permet l'observation de la classification des
boulets dans le deuxième compartiment. L'avantage de ce type de visite par rapport au
type précèdent est qu'il est inutile d'attendre trop longs temps pour le refroidissement du
broyeur de sorte qu'il soit possible d’y entrer en sécurité, comme cela se passe dans un
arrêt crash.
Toutes les visites, en plus de compter avec des propres procédures écrites claires,
ont une feuille de visite standard adaptée qui permet une visite objective dans laquelle
l'opérateur saura exactement les caractéristiques qui devraient être évaluées et quelles
mesures devraient être prises. Une autre importante fonction de cette feuille de visite est
l'archivage des informations obtenues pour des comparaisons futures et pour un meilleur
suivi de l'activité du broyeur.
Normalement, les visites internes du broyeur ont des fréquences mensuelles.
Cependant, compte tenu du temps de fonctionnement de l'usine, de ses caractéristiques
de fonctionnement (vitesse de rotation, diamètre, longueur ...), des types de ciment
produit dans l'usine et de la matière à broyer, on croit qu’une fréquence trimestrielle de
visites soit satisfaisante et apporte des résultats concluants. Toutefois, si, dans l'intervalle
entre deux visites, des variations anormales sont observées dans la production (la
consommation énergétique, les pressions, les débits, les températures, les écoutes ...)
ou de la qualité (temps de prise, résistance ...) du ciment, il est suggéré que la visite soit
faite dès que possible. Permettant ainsi une évaluation précoce des éventuels problèmes
et leurs résolutions.
ii) Distribution granulométrique
La distribution granulométrique a pour objectif principale permettre une
représentation de la performance globale de broyage dans les deux compartiments. Elle
offre une interprétation plus précise des résidus qui sont laissés en chaque compartiment
et, par conséquent, il est possible mieux évaluer le procédé de broyage au long du
broyeur.

26
A partir ce qui a été anticipée dans la partie de visite interne, la distribution
granulométrique, réalisée avec des échantillons de matière qui sont collectées au long
de l'axe du broyeur, est faite par le procédé de tamisage mécanique avec une tamiseuse
à vibrations, car, malheureusement, l’usine n’a pas encore un appareil de granulométrie
laser. Les tamis utilisés ont des mailles d’ouverture de 10 mm, 5 mm, 2,5 mm, 1 mm, 500
µm, 300 µm, 200 µm, 100 µm et 63 µm.
Ces tamis sont, en quelque sorte classiquement utilisées par les industries de
ciment et des matériaux de broyage. Pour information, l'unité de Port-la-Nouvelle utilise
environ les mêmes tailles de mailles, ce qui est un bon exemple à suivre puisque les deux
usines utilisent le même clinker dans leurs broyeurs. Le but de l'utilisation de ces mailles
est que on puisse obtenir un profil plus ou moins fidèle des comportements
granulométriques du broyeur, où il est attendu qu'il y ait plus de grosses particules dans
le début du broyeur et plus de petites particules à la fin.
Comme dans un procédé normal de tamisage, les tamis doivent être empilés dans
l'ordre décroissant des ouvertures, c’est-à-dire les mailles plus grandes doivent être sur
les plus petites et toutes les mailles sur la tamiseuse vibratoire. Il est suggéré que, pour
chaque échantillon prélevé au long du broyeur, il soit pesé environ 100 g. Cette quantité
est ensuite ajoutée sur les tamis et on commence le procédé de tamisage. Un pinceau
peut être utile pour aider à détacher les grains qui normalement passeraient à travers ce
tamis. La quantité recueillie dans chaque tamis doit être pesée sans vider le plateau de
la balance et la valeur obtenue après l'ajout de retenu sur chaque tamis doit être notée.
Ainsi, la distribution granulométrique est faite à partir du rejet cumulé.
Comme un résultat de la distribution granulométrique, on attend une diminution
régulière des courbes au long du broyeur et diamètres similaires entre les particules du
dernier échantillon du premier compartiment et celles de premier échantillon du deuxième
compartiment.
Si la collecte des échantillons est faite correctement, quelques comportements
étranges observés dans les résultats peuvent être expliqués par des anomalies dans le
processus ou dans l'équipement. La littérature disponible dans l'entreprise explique que
les plateaux indiquent l'absence ou l'inefficacité broyage généralement liées à un
problème de des boulets, de colmatage des grilles ou un problème de mélange dans le

27
compartiment. En outre, une augmentation soudaine ou la présence de dents de scie
indique l'accumulation de matière, ce qui peut également être une indication d'un
problème de charge de boulets.
Il est proposé que les distributions granulométriques soient faites deux fois au
cours de l'année, étant une à chaque semestre. Toutefois, étant donné l'impossibilité de
se faire deux, il est fortement recommandé qu'au moins une distribution soit effectuée
dans l'intervalle de 12 mois. Cette fréquence, combinée à d'autres procédures de
contrôle, permet un meilleur suivi du fonctionnement du broyeur aussi bien que l’apport
de modifications nécessaires.
La distribution granulométrique était, jusque-là, faite par des fonctionnaires de
Sète dans l'unité de Port-la-Nouvelle, ce qui les obligeait à se déplacer jusqu’à là-bas,
exigeant ainsi, plus de temps que ce qui est normalement requis. Toutefois, dès que le
matériel déjà acheté soit livré, les analyses granulométriques des échantillons du broyeur
seront faites dans la propre usine. Ainsi, il était nécessaire que la procédure de tamisage
soit connue, adaptée aux besoins de l’usine et normalisée pour que cela puisse être faite
correctement, comme il a été fait.
5.2. Séparateur
i) Visite interne
La visite interne du séparateur a le rôle principal, ainsi comme pour le broyeur, de
permettre l'observation de son fonctionnement et de l'état des barreaux de la cage, des
pales fixes et des blindages, contrôler le fonctionnement des clapets sous le séparateur
et la mesure du positionnement de sa cage. Toutefois, les visites internes au séparateur
doivent nécessairement être précédées d'un nettoyage pour enlever la matière qui
s’accumule à l'intérieur empêchant l’entrée en sécurité dans l’équipement. Ce nettoyage
ne peut être fait à partir de la salle de contrôle ou dans le propre séparateur combiné au
nettoyage de la salle de contrôle.
Le nettoyage à partir de la salle est constitué de procédures de changements de
la vitesse de rotation de la cage du séparateur, de l’augmentation de du débit du

28
ventilateur lié au séparateur et de l'ouverture complète de la vanne d'admission d'air frais.
Ces opérations sont destinées à l’élimination du maximale de matière possible du
séparateur pour permettre un accès en sécurité à l'intérieur de la machine et une
meilleure observation de ses caractéristiques internes.
Afin de standardiser les opérations et enregistrer les procédures écrites pour le
contrôle et le suivie des procédés, comme on a fait pour le broyeur, les procédures de
visite interne du séparateur ont été écrites et enregistrées en détaillant les procédures
après-nettoyage à partir de la salle résultats. La procédure de nettoyage, cependant, a
déjà été correctement enregistrée.
La procédure de visite consiste à, d'abord dans la partie supérieure, vérifier l'usure
et le colmatage des louvres et vérifier la présence de corps étrangers dans la volute,
comme la présence de riblons. Ensuite, dans la cage, on doit vérifiez le joint à air en
mesurant les espaces vertical et horizontal de la partie fixe et la partie mobile. Enfin, dans
la chambre et dans la gaine de sortie des fines, vérifier la présence des amas de matière
sur la jetée vers le réservoir du séparateur du filtre. Dans la partie extérieure du
séparateur, on doit vérifier le bon fonctionnement des clapets [8], [9].
Bien qu'il n'y ait pas des valeurs fixes pour certaines des caractéristiques à
observer, il est prévu que, dans un fonctionnement normal du ventilateur et du reste de
l'atelier, on n'observe pas des grands usures (par rapport à la visite précédente), on n’ait
pas d'énormes quantités de matériaux étrangers au processus et que la cage soit
approximativement centrée. En outre, le bon fonctionnement des clapets assure que les
fines soient correctement retirées du circuit et envoyées au mélangeur.
La fréquence de visite interne d’un séparateur peut être la même que pour l'usine,
à savoir à chaque trois mois. L'usure élevée des barreaux de la cage, du louvre et/ou des
blindages du séparateur observé à chaque visite exige le remplacement de ces pièces.
Si cette substitution doit être faite de manière fréquente, il est suggéré une enquête sur
les conditions de fonctionnement du séparateur et aussi du reste de l'atelier.
29
ii) Courbe de partage
Il est défini comme courbe de partage l'ensemble des courbes obtenues à partir
de l'analyse granulométrique des échantillons prélevés autour du séparateur :
l’alimentation, produit fini (qui dans le cas de Sète est appelé "base") et rejets. Les
résultats de l'analyse granulométrique laser sont traités mathématique et statistiquement
et fournissent des courbes qui ont une forte signification pour comprendre le
fonctionnement du séparateur.
La courbe de partage a pour objectif principal de déterminer les paramètres de
fonctionnement du ventilateur. Pour cela, à partir de la courbe de partage, on détermine
la limite d'acuité, le soutirage, l'imperfection et le rendement cumulé en fines qui permet
de quantifier l'efficacité de la séparation. Cette courbe doit être déterminée en tenant
compte de tous les flux d'entrée et de sortie du ventilateur.
La limite d'acuité est définie comme la taille minimale de séparation d'un
séparateur, c’est-à-dire, pour des tailles inférieures à la limite d'acuité toutes les particules
sont traitées comme fines car le séparateur ne fait pas plus de distinction des tailles.
Ainsi, plus la limite d’acuité n’est petite, meilleure sera la coupure. Le soutirage définit la
probabilité minimum d’une particule d’aller aux rejets et s’exprime en termes de
pourcentage. Ainsi, on attend que cette valeur soit la plus faible possible. L'imperfection,
donnée par la pente de la demi-droite d’acuité indique la performance de séparation.
Donc, bien sûr, plus l'imperfection est grande, le pire est la séparation. Une dernière
définition, le rendement cumulé en fins, ainsi que comme le soutirage permet de mieux
appréhender l'efficacité du séparateur.
Contrairement au broyeur, la collecte de matière pour l'analyse granulométrique
se produit avec l'atelier en marche. Trois échantillons doivent être prélevés pour la
construction de la courbe de partage : l’alimentation du séparateur, les rejets qui seront
retournés au broyeur et le produit fini (ou base) qui sera envoyé au mélangeur.
Cependant, comme l'unité ne dispose pas encore d'un appareil de granulométrie laser,
ces échantillons sont prélevés et envoyés à l’unité de Port-la-Nouvelle afin qu'ils puissent
être analysés. Comme la courbe de partage est faite seulement une fois par an, le fait
d’acheminer les échantillons à une autre unité ne signifie pas un problème pour justifier,

30
à l’heure actuelle, l'achat d'un appareil d’analyse granulométrique à laser dans l'unité de
Sète.
5.3. Contrôle des ventilateurs principaux
En raison de leur rôle important dans un atelier de broyage, les deux ventilateurs
plus grands (l’un lié au broyeur et l’autre lié au séparateur) deviennent aussi un objet de
beaucoup d'attention en termes de contrôle et de suivi, puisque leurs dysfonctionnements
peuvent causer des problèmes dans les équipements à eux directement ou indirectement
liées. Ainsi que toute amélioration de leur fonctionnement apporte des avantages dans le
procédé de production, en réduisant les coûts et augmentant la productivité.
Le contrôle de ces ventilateurs se fait surtout au niveau de leur rendement. En fait,
il n'y a pas beaucoup de variables avec lesquelles on peut gérer, étant la vitesse de
rotation à l'arbre la seule possible de modification immédiate du processus. Cette
modification peut modifier le deltaH et donc le rendement du ventilateur.
Les besoins les plus importants pour le contrôle et le suivi du fonctionnement des
deux ventilateurs principaux de l’usine ont été liés aux modes opératoires des appareils
de mesure de pression et à une feuille de calcul du rendement adaptée à chacun des
ventilateurs, parce que chacun a des caractéristiques et des courbes de fonctionnement
différentes. Il est à noter que les modes opératoires des équipements de mesure de
pression étaient également utiles pour contrôler d'autres équipements de l’atelier, et non
se limitant seulement aux ventilateurs.
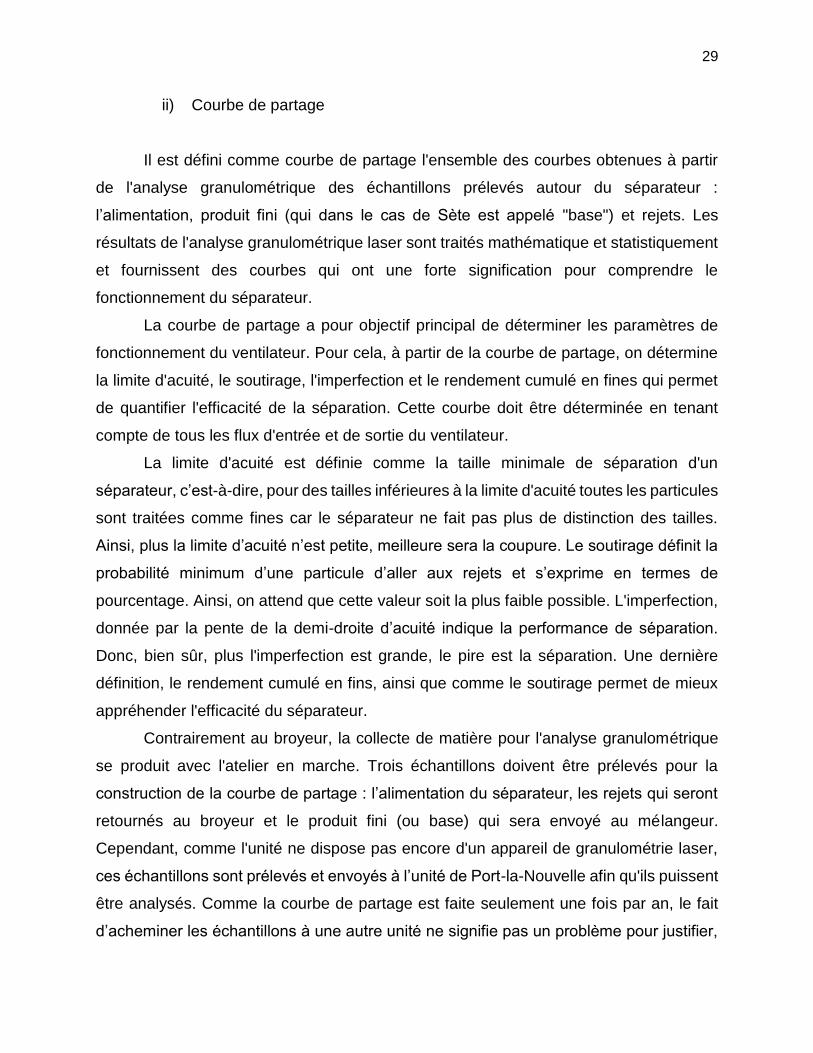
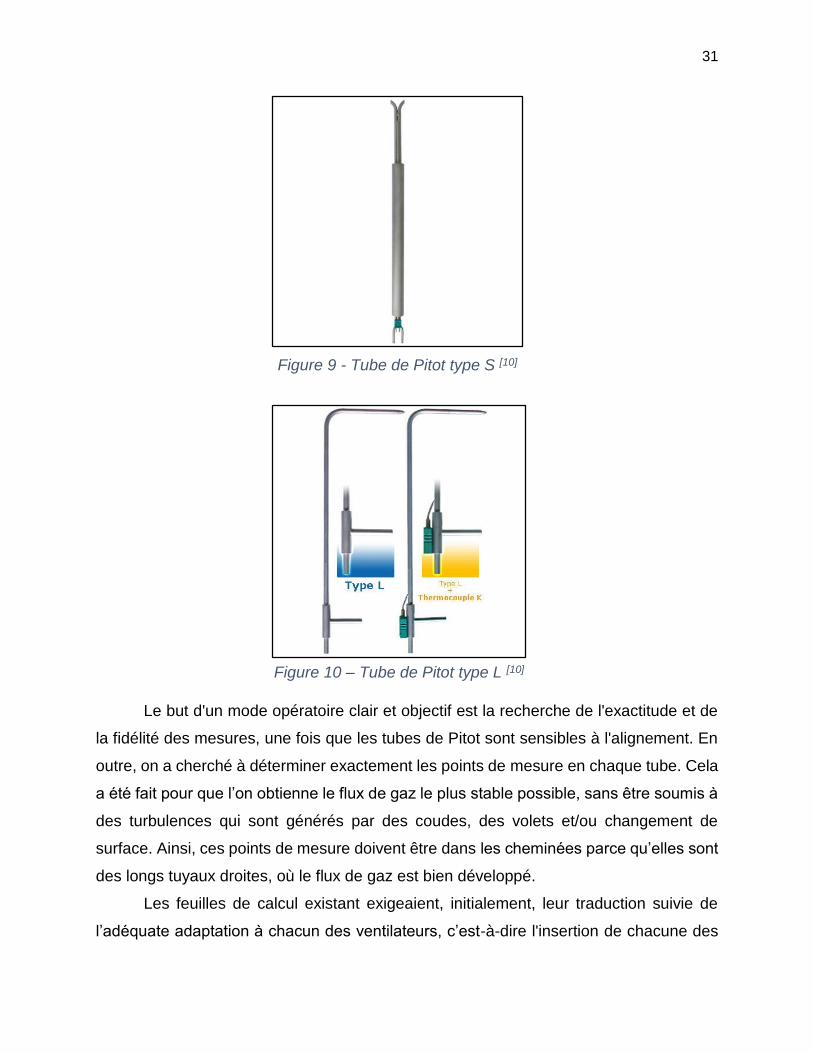
Pour les mesures dans pression dans les tuyaux, seront utilisés tubes de Pitot du
type L, pour les flux de gaz relativement sans poussière, et du type S (connue en interne
à l’usine comme Strauscheib) pour les flux de gaz poussiéreux. La différence entre ces
deux types de tube est l’ouverture des pores de captage de la pression. Les Figures 9 et
10 montrent les deux types de tube de Pitot.
31
Le but d'un mode opératoire clair et objectif est la recherche de l'exactitude et de
la fidélité des mesures, une fois que les tubes de Pitot sont sensibles à l'alignement. En
outre, on a cherché à déterminer exactement les points de mesure en chaque tube. Cela
a été fait pour que l’on obtienne le flux de gaz le plus stable possible, sans être soumis à
des turbulences qui sont générés par des coudes, des volets et/ou changement de
surface. Ainsi, ces points de mesure doivent être dans les cheminées parce qu’elles sont
des longs tuyaux droites, où le flux de gaz est bien développé.
Les feuilles de calcul existant exigeaient, initialement, leur traduction suivie de
l’adéquate adaptation à chacun des ventilateurs, c’est-à-dire l'insertion de chacune des
Figure 9 - Tube de Pitot type S [10]
Figure 10 – Tube de Pitot type L [10]

32
courbes de fonctionnement et des conditions expérimentales (la température et la densité
du fluide, la pression statique, le diamètre de la roue). En outre, le fichier a été simplifié
afin de que le minimum d'intervention soit nécessaire, étant suffi à l'opérateur seulement
ajouter des valeurs de pression et de température mesurées localement et les valeurs
enregistrées dans la salle de contrôle.
Pour le calcul du rendement des ventilateurs, les pressions statiques d’entrée et
de sortie des ventilateurs ainsi que les températures à ces points doivent être collectées.
Il est suggéré que ces pressions soient mesurées plus d'une fois et qu’il soit utilisée la
moyenne des valeurs obtenues pour le calcul de la deltaH du ventilateur. Il convient
également de mesurer les pressions dynamiques dans des points prédéterminés et
comme il est indiqué dans le mode opératoire de chaque équipement. La moyenne des
valeurs obtenues seront utilisées dans l'équation de Bernoulli simplifiée Bernoulli qui
fournira la vitesse du gaz dans la conduite considérée. Cette vitesse déterminera le débit
qui, combiné au deltaH et à la puissance à l'arbre du ventilateur, fournira le rendement
du ventilateur. L'équation suivante montre la relation entre ces valeurs.
𝑅𝑒𝑛𝑑𝑒𝑚𝑒𝑛𝑡 = 𝐷é𝑏𝑖𝑡 (𝑚3/𝑠). 𝛥𝐻 (𝑃𝑎)
𝑃𝑢𝑖𝑠𝑠𝑎𝑛𝑐𝑒 (𝑊)
La valeur de la puissance à l'arbre du ventilateur est le résultat de la multiplication
de l'efficacité d'entraînement par la puissance absorbée par le moteur, qui est obtenue à
partir du logiciel de contrôle de l'usine.
Les ventilateurs ont des rendements satisfaisants si les valeurs trouvées sont, au
moins, autour de 85% et ces valeurs ne varient pas beaucoup entre deux contrôles, ce
qui doit être fait au moins une fois par an. Les rendements inferieures peuvent être
indicative des mesures mal faites ou de réelle disfonctionnement de ventilateur, étant
nécessaire un entretien de l'équipement et/ou de la conduite.
Les résultats obtenus dans le dernier contrôle a montré un rendement de 80%
pour le ventilateur du broyeur et 88,5% pour le ventilateur du séparateur mais avec le
risque de pompage. Le phénomène de pompage arrive lorsque le ventilateur ne peut pas
à vaincre la pression de refoulement à la sortie du ventilateur, étant plus courants à faibles
débits et dans circuits fermés. Dans ce cas, les raisons de ce risque peuvent être liées à

33
un faible débit. Cependant, comme le débit est calculé à partir des valeurs de pression
dynamique, on peut attribuer ce risque aux valeurs obtenues lors des mesures. Donc,
avant d'envisager tout problème dans le ventilateur, il est suggéré que les mesures de
pression soient refaites avec plus de soin. On peut aussi modifier la vitesse de rotation
du moteur pour augmenter le débit de gaz et ainsi refaire les mesures. S’il y a persistance
du risque de pompage après l'un des deux cas, il devrait être considéré une analyse plus
attentive du ventilateur et de la conduite, en évaluant les pertes de charge du système et
le propre équipement.

34
Conclusion
Le contrôle et le suivi des processus d'une unité industrielle, comme mentionné
auparavant, doivent être faites en permanence. Ainsi, on peut dire que le travail effectué
pendant les trois mois de stage a atteint son principal objectif.
Pour ce contrôle des processus impliqués dans le broyage et la production de
ciment, les outils nécessaires ont été fournis, de sorte que tout employé, à condition qu'il
connaisse le processus, peut le faire sans la dépendance de la personne qui les a fournis
ou d’un employé spécifique. Parmi les outils fournis, on peut citer les procédures écrites,
les feuilles de visite et de calcul adaptées, les actions à mener à partir des résultats
obtenus et le mode d’emploi des équipements de mesure. Une préoccupation constante
était la façon dont ces outils seraient présentés. Ainsi, on a cherché une communication
claire et objective, avec une explication détaillée nécessaire pour la bonne exécution de
l'activité ainsi que l'archivage correct des résultats. Ce l’archivage permettra un meilleur
suivi des activités de l'usine et de chaque équipement ainsi que servira de référence pour
chaque nouvelle inspection ou entretien de tels équipements.
Pendant le stage, ils ont été priorisés les principaux équipements et donc les plus
consommateurs d'électricité. Ceci est parce que les processus de contrôle sont
étroitement liés à la réduction des coûts. Toutes les économies faites dans une ligne de
production est quelque chose de positif pour l'entreprise et pour les clients. Ils sont la
cible de tous les investissements dans l'amélioration des processus de production et dans
le secteur de recherche et développement.

35
Lexique [11]
Béton : matériau de construction formé par un mélange d'eau, de granulats et de sable
agglomérés par un liant (en général un ciment), et éventuellement complété par des
adjuvants et des additions. Les bétons obtenus peuvent avoir des caractéristiques très
diverses selon le choix du ciment et son dosage par rapport aux granulats, selon la forme
des granulats, selon l'utilisation d'adjuvants, etc. Leur mise en œuvre et leur traitement
de surface peuvent également faire varier leurs performances et leur aspect.
Cendres volantes : sont utilisées comme ajout cimentaire, pour leur caractère hydrophile.
Elles proviennent des filtres de cheminées des centrales thermiques et sont surtout
composées de silice vitreuse, d'alumine, d'oxyde de fer et de chaux. Les cendres volantes
peuvent se substituer partiellement au clinker et contribuent ainsi à la réduction des
émissions de CO2.
Ciment : est un liant hydraulique obtenu par cuisson à très haute température d'un
mélange de calcaire et d'argile, puis broyage. La plupart des ciments sont à base de
clinker et d'ajouts. Il s'emploie le plus souvent sous forme de poudre : mélangé avec de
l'eau, il fait prise et permet d'agglomérer entre eux des sables et des granulats (sable ou
graviers), pour constituer de véritables roches artificielles, les bétons ou les mortiers.
Clinker : est le composant principal des ciments. Il prend la forme de granules dures
résultant de la cuisson d'un mélange composé d'environ 80 % de calcaire et 20% d'argile.
Granulat : est un fragment de roche d'origine minérale de très petite taille (entre 0,080 et
80 mm). Il existe différents types de granulats : maritimes, fluviaux ou terrestres. Il peut
s'agir de sable, de gravillons ou de graviers. Les granulats sont essentiels à la fabrication
du béton.
Laitier : Mélange de chaux, d'alumine et de silice, produit lors de la fusion du minerai de
fer avec du coke dans les hauts-fourneaux. Ils sont récupérés en fusion au-dessus de la
fonte. Ils possèdent des propriétés hydrauliques proches de celles du clinker s'ils sont
refroidis brutalement. Ils s'hydratent moins vite, mais présentent une meilleure stabilité
vis-à-vis des milieux agressifs. Ils peuvent ainsi être utilisés comme ajouts cimentaires
ou se substituer partiellement au clinker pour limiter les émissions de CO2.

36
Bibliographie
[1] Lafarge. Activités du Group (version en anglais). LAFARGE Website [Accès web]
(consulté le 10 septembre)
[2] CHARRON Christophe. L’industrie du ciment – Données générales [En ligne]. École
Thématique « matériaux cimentaires » du 21 au 26 septembre 2008 [Accès web]
(consulté le 14 juin 2015)
[3] K3 Produtora Criativa. Comment se fait le ciment (version en portugais). [Accès web]
(consulté le 15 juin 2015)
[4] Lafarge. Fabrication du Ciment (version en portugais). LAFARGE Website [Accès
web] (consulté le 8 septembre 2015)
[5] The Cement Grinding Office. Types de broyeur à boulets. The Cement Grinding Office
[Accès web] (consulté le 10 septembre 2015)
[6] The Cement Grinding Office. Séparateur Troisiéme Génération. The Cement Grinding
Office [Accès web] (consulté le 10 septembre 2015)
[7] Fläkt Woods. Les ventilateurs industriels et leurs applications [En ligne]. Flkt Solyvent-
Ventec [Accès web] (consulté le 20 juin 2015)
[8]* Auscultation d’atelier de broyage à boulets – Centre Technique LAFARGE
[9]* Formation technique de base de nouveaux ingénieurs – FOCUS – Module Procédés
– Centre Technique LAFARGE
[10] Kimo Intruments. Produits – Instruments Professionnels – Multifonction. KIMO –
Société du groupe KGF [Accès web] (consulté le 10 septembre 2015)
[11] Lafarge. Glossaire. LAFARGE Website [Accès web] (consulté le 8 septembre 2015)
* Documentation de formation des employés (interne à l'entreprise)






![BROYAGE INDUSTRIEL1].pdf · 2008. 5. 14. · broyage industriel ils font confiance à stolz / they trust in stolz br oya g e br oya g e abensal aerox a grial al atlas alf el fellous](https://img.pdfslide.tips/doc/110x75/60dcec4920db3e52b02124f2/broyage-1pdf-2008-5-14-broyage-industriel-ils-font-confiance-stolz-.jpg)






















