Embed Size (px)
Citation preview
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO Departamento de Engenharia Mecânica
DEM/POLI/UFRJ
MODELAGEM COMPUTACIONAL DO PROCESSO DE FUNDIÇÃO DE
COMPONENTE AUTOMOBILÍSTICO
Eduardo Faria de Souza Machado
PROJETO FINAL SUBMETIDO AO CORPO DOCENTE DO
DEPARTAMENTO DE ENGENHARIA MECÂNICA DA ESCOLA POLITÉCNICA
DA UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE DOS
REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE ENGENHEIRO
MECÂNICO.
Aprovado por:
________________________________________________
Prof. Vitor Ferreira Romano (Orientador)
________________________________________________
Prof. Fernando Augusto Noronha Castro Pinto
________________________________________________
Prof. Anna Carla Monteiro de Araujo
RIO DE JANEIRO, RJ - BRASIL
AGOSTO DE 2014
Projeto de Fim de Curso AGRADECIMENTOS
i
Agradecimentos
A minha mãe, pelo suporte e incentivo que me deu em todas as minhas decisões e
escolhas que tive que fazer, e por sempre acreditar que eu seria capaz.
Ao meu pai, que mesmo não estando fisicamente entre nós, tenho certeza que está sempre
ao meu lado.
Ao meu orientador, Professor Vitor Romano, pelos ensinamentos, disponibilidade e
paciência para me orientar neste projeto.
Aos Professores do Departamento de Engenharia Mecânica, por todo meu conhecimento
e experiência adquiridos ao longo desta jornada.
A todos os meus amigos, que contribuíram para a minha formação profissional e
crescimento pessoal.
A Quantech por ter disponibilizado o uso do Click2Cast, ferramenta necessária para o
desenvolvimento desse projeto.
Projeto de Fim de Curso RESUMO
ii
Resumo do projeto de graduação apresentado ao DEM/UFRJ como parte dos requisitos
necessários para obtenção do grau de Engenheiro Mecânico.
MODELAGEM COMPUTACIONAL DO PROCESSO DE FUNDIÇÃO DE
COMPONENTE AUTOMOBILÍSTICO
Eduardo Faria de Souza Machado
Agosto/2014
Orientador: Vitor Ferreira Romano
Curso: Engenharia Mecânica
O presente trabalho consiste no estudo de um molde para fabricação de uma peça automotiva
pelo processo de fundição em alta pressão. O objetivo deste trabalho é analisar o projeto do
molde existente, identificar todas as causas dos defeitos encontrados na peça e propor um novo
projeto para solucionar todos os problemas. Os estudos foram feitos baseados em cálculo
numérico utilizando um software específico para simulação de fundição.

Projeto de Fim de Curso ABSTRACT
iii
Abstract of Undergraduate Project presented to DEM/UFRJ as a part of fulfillment of the
requirements for the degree of Mechanical Engineer.
COMPUTATIONAL MODELING OF A CASTING PROCESS OF AN
AUTOMOTIVE COMPONENT
Eduardo Faria de Souza Machado
August/2014
Advisor: Vitor Ferreira Romano
Course: Engenharia Mecânica
This work is about a mold study to manufacture an automotive component through high
pressure die casting process. The goal of this work is analyze the existing mold project, identify
all defects found and propose a new project to solve all problems. The studies were done based
on numerical calculation using a specific software to casting simulation.
Projeto de Fim de Curso ÍNDICE
iv
ÍNDICE
1 INTRODUÇÃO ................................................................................................... 1
2 A FUNDIÇÃO ...................................................................................................... 5
2.1 INTRODUÇÃO À FUNDIÇÃO .................................................................... 5
2.2 A HISTÓRIA DA FUNDIÇÃO ..................................................................... 7
2.3 ETAPAS DA FUNDIÇÃO E SUAS CARACTERÍSTICAS .......................... 9
2.3.1 Fusão do Metal ....................................................................................... 9
2.3.2 Preenchimento do Molde ...................................................................... 10
2.3.3 Solidificação da Peça ............................................................................ 11
2.3.4 Remoção da Peça do Molde.................................................................. 14
3 SELEÇÃO DO MÉTODO DE FABRICAÇÃO PRIMÁRIO .......................... 15
3.1 PRINCIPAIS TIPOS DE FUNDIÇÃO ......................................................... 15
3.1.1 Fundição por Gravidade ....................................................................... 15
3.1.2 Alta Pressão ou HPC (High Pressure Casting) ..................................... 18
3.1.3 Baixa Pressão ou LPC (Low Pressure Casting) .................................... 20
3.1.4 Fundição em Cera Perdida ou Micro Fusão .......................................... 23
3.1.5 Fundição por Centrifugação.................................................................. 24
3.1.6 Fundição Contínua ............................................................................... 24
3.2 FUNDIÇÕES POSSÍVEIS PARA FABRICAÇÃO DO LINK ..................... 26
3.2.1 Injetora de Câmara Quente ................................................................... 26
3.2.2 Injetora de Câmara Fria ........................................................................ 27
3.3 ESCOLHA DO PROCESSO UTILIZADO .................................................. 28
Projeto de Fim de Curso ÍNDICE
v
3.3.1 Definição do Material do Link .............................................................. 28
3.3.2 Definição da Injetora ............................................................................ 31
4 PROJETO DO MOLDE .................................................................................... 32
4.1 A CAVIDADE............................................................................................. 33
4.1.1 Controle da Estrutura Dentrítica ........................................................... 33
4.1.2 Espessura Mínima das Paredes ............................................................. 35
4.1.3 Sobremetal ........................................................................................... 36
4.1.4 Superfície de Partição e Ângulo de Saída ............................................. 37
4.2 CANAL DE ALIMENTAÇÃO .................................................................... 38
4.2.1 Dimensionamento do Canal de Alimentação......................................... 40
4.2.2 Geometria do Canal .............................................................................. 41
4.3 REFRIGERAÇÃO DO MOLDE .................................................................. 43
4.4 MATERIAL DO MOLDE ........................................................................... 43
5 PROCESSO DE FABRICAÇÃO DO LINK .................................................... 45
5.1 INJEÇÃO .................................................................................................... 45
5.1.1 Lubrificação do Molde ......................................................................... 46
5.1.2 Ciclo de Injeção ................................................................................... 47
5.1.3 Ciclo de Resfriamento .......................................................................... 48
5.1.4 Ciclo de Extração ................................................................................. 49
5.2 USINAGEM ................................................................................................ 49
5.2.1 Quebra do canal ................................................................................... 49
5.2.2 Lixamento ............................................................................................ 50
5.2.3 Tamboreamento ................................................................................... 51
Projeto de Fim de Curso ÍNDICE
vi
5.3 PINTURA .................................................................................................... 51
6 SIMULAÇÃO COMPUTACIONAL DA FUNDIÇÃO .................................... 53
6.1 CLICK2CAST ............................................................................................. 53
6.1.1 Visão Matemática do Click2Cast .......................................................... 54
6.1.2 Etapas da Simulação ............................................................................. 56
6.2 CONDIÇÕES DE CONTORNO DA SIMULAÇÃO .................................... 58
7 PROJETO DE OTIMIZAÇÃO DO LINK ....................................................... 61
7.1 DEFEITOS ENCONTRADOS NA PEÇA PRODUZIDA ............................ 61
7.2 ANÁLISE DO PROJETO INICIAL ............................................................. 65
7.2.1 Análise do Preenchimento .................................................................... 65
7.2.2 Análise dos Vetores Velocidade ........................................................... 73
7.2.3 Análise de Temperaturas ...................................................................... 75
7.3 PROJETO DO GALHO OTIMIZADO ........................................................ 75
7.3.1 Geometria Proposta Para o Novo Galho ............................................... 76
7.4 ANÁLISE DO PROJETO OTIMIZADO ..................................................... 80
7.4.1 Análise do Preenchimento .................................................................... 80
7.4.2 Análise dos Vetores Velocidade ........................................................... 87
7.4.3 Análise de Temperaturas ...................................................................... 88
8 CONCLUSÃO.................................................................................................... 89
8.1 CÁLCULO DE REDUÇÃO DE CUSTOS ................................................... 89
9 REFERÊNCIAS BIBLIOGRÁFICAS .............................................................. 91
10 ANEXOS ........................................................................................................ 93
Projeto de Fim de Curso LISTA DE FIGURAS
vii
LISTA DE FIGURAS
Figura 1-1: Link do conjunto de limpador de para-brisa dianteiro do Onix ................... 1
Figura 1-2: Conjunto do limpador de para-brisa dianteiro do Onix ............................... 1
Figura 1-3: Carro Onix [19] ......................................................................................... 2
Figura 1-4: Classificação das superfícies ...................................................................... 3
Figura 1-5: Link ........................................................................................................... 4
Figura 2-1: Vazamento de metal líquido em um molde [14] ......................................... 5
Figura 2-2: Peças fundidas [16] .................................................................................... 6
Figura 2-3: Caverna de Shanidar [14] ........................................................................... 7
Figura 2-4: Representação do Colosso de Rodes [15] ................................................... 8
Figura 2-5: Gráfico de mudança de fase para uma liga Cu-Ni [14].............................. 10
Figura 2-6: Teste de fluidez [14] ................................................................................ 11
Figura 2-7: Representação esquemática da contração [14] .......................................... 12
Figura 2-8: Peça fundida em molde de areia [16] ........................................................ 14
Figura 3-1: Compactação da areia em uma caixa de moldar [16] ................................ 16
Figura 3-2: Fabricação do molde de areia etapa 1 [16] ................................................ 16
Figura 3-3: Fabricação do molde de areia etapa 2 [16] ................................................ 16
Figura 3-4: Fabricação do molde de areia etapa 3 [16] ................................................ 17
Figura 3-5: Fabricação do molde de areia etapas 4 e 5 [16] ......................................... 17
Figura 3-6: Fabricação do molde de areia etapas 6 e 7 [16] ......................................... 17
Figura 3-7: Exemplo de uma coquilha [16] ................................................................. 18
Figura 3-8: Usinagem de um molde permanente [14] ................................................. 19
Projeto de Fim de Curso LISTA DE FIGURAS
viii
Figura 3-9: Exemplo de produtos fundidos no processo de baixa pressão [15] ............ 21
Figura 3-10: Desenho esquemático do processo de fundição em baixa pressão [16] .... 22
Figura 3-11: Fundição do bloco de motor em molde de areia por baixa pressão [16] .. 23
Figura 3-12: Joias sendo fabricadas pelo processo de cera perdida [16] ...................... 23
Figura 3-13: Vazamento de aço fundido em coquilha centrifugada [16] ...................... 24
Figura 3-14: Sistema de lingotagem contínua [16] ...................................................... 25
Figura 3-15: Injetora com câmara quente a esquerda e fria a direita [14] .................... 26
Figura 3-16: Esquema de injetora com câmara quente [14] ......................................... 27
Figura 3-17: Esquema de injetora com câmara fria [14] .............................................. 27
Figura 3-18: Propriedades dos materiais I [11] ........................................................... 29
Figura 3-19: Propriedades dos materiais II [11] .......................................................... 30
Figura 3-20: Precisão de alguns processos de fabricação [11] ..................................... 31
Figura 4-1: Componentes de um molde [11] ............................................................... 33
Figura 4-2: Estrutura cristalina do metal solidificando [14] ........................................ 34
Figura 4-3: Peças com adoçamentos [14] ................................................................... 35
Figura 4-4: Tabela com recomendações de espessura mínima [14] ............................. 36
Figura 4-5: Superfície de partição da peça .................................................................. 38
Figura 4-6: Exemplo de um galho de alumínio ........................................................... 39
Figura 4-7: Tabela para cálculo da área de entrada [8] ................................................ 41
Figura 4-8: Galho do projeto inicial ............................................................................ 42
Figura 4-9: Galho da última modificação da empresa ................................................. 43
Figura 4-10: Curva de revenimento H13 [9] ............................................................... 44
Figura 5-1: Esquema de funcionamento de uma injetora com câmara quente [7] ........ 45
Projeto de Fim de Curso LISTA DE FIGURAS
ix
Figura 5-2: Extração do galho [14] ............................................................................. 49
Figura 5-3: Peças e canal ............................................................................................ 50
Figura 5-4: Rebarba do canal...................................................................................... 50
Figura 5-5: Tamboreador rotativo ............................................................................... 51
Figura 5-6: Linha completa de pintura KTL [24] ........................................................ 52
Figura 6-1: Tipos de malhas ....................................................................................... 54
Figura 6-2: Tamanho do elemento .............................................................................. 55
Figura 6-3: Importação da Geometria ......................................................................... 56
Figura 6-4: Criação da Malha ..................................................................................... 57
Figura 6-5: Condições de Contorno ............................................................................ 57
Figura 6-6: Análise dos Resultados ............................................................................ 58
Figura 6-7: Geometria Simétrica ................................................................................ 59
Figura 7-1: Link com defeito I.................................................................................... 61
Figura 7-2: Galho com defeito I ................................................................................. 62
Figura 7-3: Comparação entre os galhos ..................................................................... 64
Figura 7-4: Molde do Link ......................................................................................... 64
Figura 7-5: Preenchimento galho original ................................................................... 70
Figura 7-6: Problemas no galho original I................................................................... 71
Figura 7-7: Problemas no galho original II ................................................................. 71
Figura 7-8: Galho com defeito II ................................................................................ 72
Figura 7-9: Link com defeito II .................................................................................. 72
Figura 7-10: Problemas no galho original III .............................................................. 73
Figura 7-11: Problemas no galho original IV .............................................................. 74
Projeto de Fim de Curso LISTA DE FIGURAS
x
Figura 7-12: Problemas no galho original V ............................................................... 74
Figura 7-13: Gradiente de temperaturas ...................................................................... 75
Figura 7-14: Galho otimizado..................................................................................... 76
Figura 7-15: Canal de alimentação novo I .................................................................. 77
Figura 7-16: Comparativo entre o galho inicial e final ................................................ 78
Figura 7-17: Entrada de material ................................................................................ 78
Figura 7-18: Ângulo do cone ...................................................................................... 79
Figura 7-19: Geometria do novo espalhador ............................................................... 79
Figura 7-20: Geometria de entrada ............................................................................. 80
Figura 7-21: Preenchimento galho otimizado ............................................................. 85
Figura 7-22: Canal otimizado ..................................................................................... 85
Figura 7-23: Final do preenchimento .......................................................................... 86
Figura 7-24: Posição das bolsas .................................................................................. 86
Figura 7-25: Canal equilibrado I ................................................................................. 87
Figura 7-26: Canal equilibrado II ............................................................................... 87
Figura 7-27: Gradiente de temperaturas do galho novo ............................................... 88
Projeto de Fim de Curso INTRODUÇÃO
1
1 INTRODUÇÃO
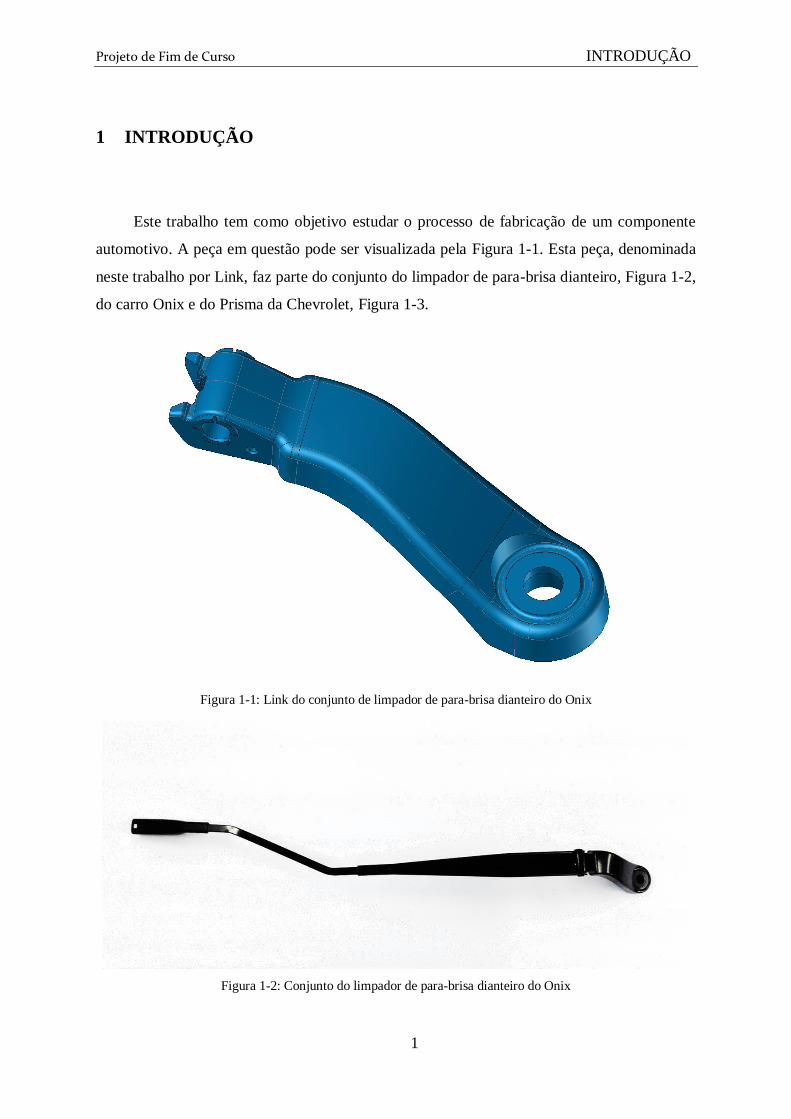
Este trabalho tem como objetivo estudar o processo de fabricação de um componente
automotivo. A peça em questão pode ser visualizada pela Figura 1-1. Esta peça, denominada
neste trabalho por Link, faz parte do conjunto do limpador de para-brisa dianteiro, Figura 1-2,
do carro Onix e do Prisma da Chevrolet, Figura 1-3.
Figura 1-1: Link do conjunto de limpador de para-brisa dianteiro do Onix
Figura 1-2: Conjunto do limpador de para-brisa dianteiro do Onix

Projeto de Fim de Curso INTRODUÇÃO
2
Figura 1-3: Carro Onix [19]
Todo esse conjunto é projetado e fabricado por empresas parceiras das montadoras, sendo
responsabilidade dessas empresas atender a todos os requisitos de qualidade, tanto estrutural
quanto de acabamento, impostas pela montadora. Neste caso, a empresa responsável por este
projeto é uma empresa fundada em 1955 que atualmente conta com três fábricas no Brasil e
atende tanto o mercado nacional quanto o internacional [15].
Esta peça tem que resistir a vários esforços de torção e flexão, além de vida em fadiga é
claro, mas este trabalho não engloba os cálculos estruturais realizados para o desenvolvimento
do projeto do Link, mas sim o estudo do seu processo de fabricação, para garantir que a peça
final atenda a todos os requisitos estruturais e de acabamento do projeto.
O link precisa também ter um acabamento superficial excelente, pois se trata de uma peça
externa exposta ao consumidor final, por isso ele passa por uma inspeção minuciosa de técnicos
da montadora, que aprovam ou não as peças avaliando suas superfícies, classificadas em três
graus de importância, representadas pela Figura 1-4:

Projeto de Fim de Curso INTRODUÇÃO
3
Figura 1-4: Classificação das superfícies
As superfícies em vermelho precisam ser isentas de qualquer tipo de imperfeição, pois
são as superfícies diretamentes expostas a quem vai ver o carro, ou seja, a pintura dessa peça
tem que estar perfeita. São chamadas de superfícies A.
As superficies em amarelo, as superfícies B, são possíveis de se ver, mas o consumidor
tem que fazer um grande esforço para tal, por isso são menos importantes esteticamente se
comparadas às vermelhas. Nessas superfícies são aceitas pequenas imperfeições visuais de
acabamento.
Já as superfícies em verde não são possíveis de ser vistas quando o conjunto está montado
no carro, por isso nessas regiões não existe nenhuma preocupação estética. São as chamadas
superfícies C.
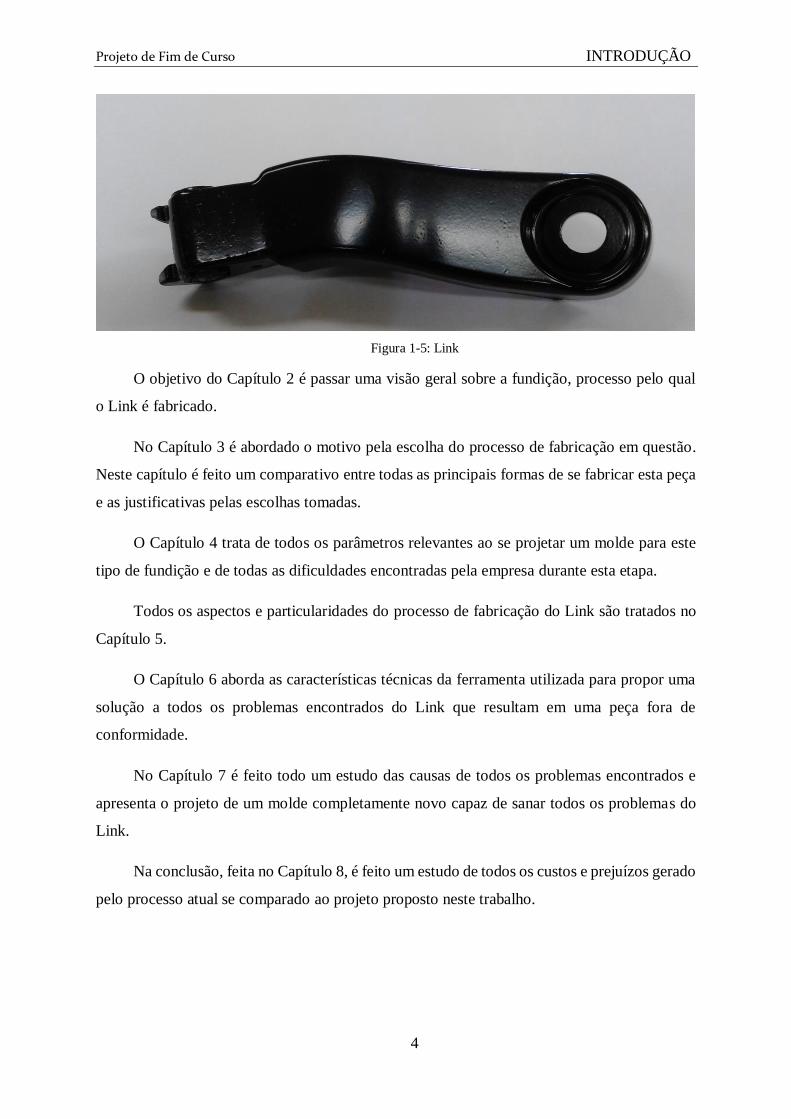
Este estudo teve como motivação o fato de que 98,5% dos Links produzidos
apresentavam defeitos de fabricação, fazendo com que praticamente todas as peças precisassem
ser retrabalhadas gerando um prejuízo mensal enorme.
Projeto de Fim de Curso INTRODUÇÃO
4
Figura 1-5: Link
O objetivo do Capítulo 2 é passar uma visão geral sobre a fundição, processo pelo qual
o Link é fabricado.
No Capítulo 3 é abordado o motivo pela escolha do processo de fabricação em questão.
Neste capítulo é feito um comparativo entre todas as principais formas de se fabricar esta peça
e as justificativas pelas escolhas tomadas.
O Capítulo 4 trata de todos os parâmetros relevantes ao se projetar um molde para este
tipo de fundição e de todas as dificuldades encontradas pela empresa durante esta etapa.
Todos os aspectos e particularidades do processo de fabricação do Link são tratados no
Capítulo 5.
O Capítulo 6 aborda as características técnicas da ferramenta utilizada para propor uma
solução a todos os problemas encontrados do Link que resultam em uma peça fora de
conformidade.
No Capítulo 7 é feito todo um estudo das causas de todos os problemas encontrados e
apresenta o projeto de um molde completamente novo capaz de sanar todos os problemas do
Link.
Na conclusão, feita no Capítulo 8, é feito um estudo de todos os custos e prejuízos gerado
pelo processo atual se comparado ao projeto proposto neste trabalho.
Projeto de Fim de Curso A FUNDIÇÃO
5
2 A FUNDIÇÃO
2.1 INTRODUÇÃO À FUNDIÇÃO
Fundição é um processo de fabricação onde um metal ou liga metálica, no estado líquido,
é inserido em um molde com formato e medidas correspondentes aos da peça a ser produzida.
A peça produzida por fundição pode ter as formas e dimensões definitivas ou não. Em muitos
casos após a fundição, a peça é usinada para serem feitos ajustes dimensionais ou mesmo
conformada mecanicamente (por exemplo, ser forjada), para que as formas e dimensões finais
sejam obtidas. E é também o processo pelo qual se fabricam os lingotes. É a partir do lingote
que se realizam os processos de conformação mecânica para a obtenção de chapas, placas,
perfis etc. [7]. A Figura 2-1 ilustra o processo de vazamento de metal no estado líquido em um
molde.
Figura 2-1: Vazamento de metal líquido em um molde [14]
Projeto de Fim de Curso A FUNDIÇÃO
6
Em muitos casos os processos de fundição apresentam algumas vantagens em relação a
outros tipos de processos de fabricação:
As peças fundidas podem apresentar formas externas e internas desde as mais simples
até as mais complexas.
A limitação das dimensões da peça se dá apenas pelas restrições das instalações onde
são produzidas. Isso quer dizer que é possível produzir peças de poucos gramas de peso
e com espessura de parede de apenas alguns milímetros ou pesando muitas toneladas.
A fundição permite um alto grau de automatização e, com isso, a produção rápida e em
série de grandes quantidades de peças.
As peças fundidas podem ser produzidas dentro de padrões variados de acabamento
(mais liso ou mais rugoso) e tolerância dimensional (entre ± 0,2 mm e ± 6 mm) [14]
em função do processo de fundição usado. Por causa disso, há uma grande economia
em operações de usinagem.
A peça fundida possibilita grande economia de material, e de processos de usinagem
pois ela já sai do molde praticamente pronta.
Figura 2-2: Peças fundidas [16]
Projeto de Fim de Curso A FUNDIÇÃO
7
O processo de fundição aplica-se a vários tipos de metais, tais como aços, ferros fundidos,
alumínio, cobre, zinco, magnésio e respectivas ligas. Porém existem também desvantagens. Os
aços fundidos, por exemplo, podem apresentar elevadas tensões residuais, micro e macro
porosidades e variações de tamanho de grão. Tais fatores resultam em menor resistência e
ductilidade, quando comparados aos aços obtidos por outros processos de fabricação como
conformação a quente.
2.2 A HISTÓRIA DA FUNDIÇÃO
No começo da idade do metal, o conhecimento humano não estava avançado o suficiente
para conseguir altas temperaturas para produzir metal fundido. Então, a fundição não era
conhecida e os metais eram usados como eram encontrados na natureza ou aquecidos
suavemente e trabalhados em formas. Os produtos daquela era são exemplificados pelo
pendente de cobre encontrado na caverna de Shanidar (nordeste do Iraque) que data de 9500
A.C. e que foi moldado martelando um pedaço de metal no seu estado natural e dando
acabamento com abrasivos.
Figura 2-3: Caverna de Shanidar [14]
Depois, técnicas de fundição de cobre foram desenvolvidas, e foram produzidos moldes
de cobre na Mesopotâmia já em 3000 anos antes de cristo.
A fundição começou a ser usada pelo homem mais ou menos uns 3000 A.C. " Fundiu-se
primeiro o cobre, depois o bronze, e, mais recentemente, o ferro, por causa da dificuldade em
alcançar as temperaturas necessárias para a realização do processo. A arte cerâmica contribuiu
Projeto de Fim de Curso A FUNDIÇÃO
8
bastante para isso, pois gerou as técnicas básicas para a execução dos moldes e para o uso
controlado do calor já que, forneceu os materiais refratários para a construção de fornos e
cadinhos.
A arte da fundição foi então refinada pelos egípcios antigos que inovaram o processo de
modelação em cera perdida. Durante a Idade do Bronze, a prática de fundição floresceu na
China onde foram produzidas peças fundidas de alta qualidade com formas complicadas. O
chinês desenvolveu certas ligas de bronze e dominou o processo de cera perdida durante a
Dinastia de Shang. Mais tarde, aquela arte se difundiu para o Japão com a introdução do
Budismo no sexto século. Também havia algumas realizações significantes no Oeste, onde o
Colosso de Rodes, Figura 2-4 (uma estátua do Deus grego Apollo que pesava 360 toneladas)
foi considerada um das Sete Maravilhas do Mundo. Aquela estátua de bronze foi fundida em
seções, que depois foram agrupadas, e tinha 31 metros de altura.
Figura 2-4: Representação do Colosso de Rodes [15]
Embora o ferro fosse conhecido no Egito já em 4000 A.C., o uso do ferro fundido era
impossível devido à alta temperatura de fundição, e a falta de vasilhas de cerâmica (cadinho)
capazes de conter o ferro fundido. A idade do ferro fundido chegou finalmente em 1340,
quando o forno de fluxo foi construído em Marche-Les- Dames na Bélgica. Era capaz de
produzir um volume contínuo de ferro fundido. A prática de fundição de materiais ferrosos se
desenvolveu mais adiante com a invenção do forno de cúpula por John Wilkenson na Inglaterra.
Projeto de Fim de Curso A FUNDIÇÃO
9
Isto foi seguido pela produção de ferro maleável em 1826 por Seth Boyden e o
desenvolvimento da metalografia por Henry Sorby da Inglaterra.
Sem dúvida, as descobertas da Revolução Industrial, como os fornos Cubilô, os fornos
elétricos, e a mecanização do processo, muito contribuíram para o desenvolvimento da
fundição do ferro e, consequentemente, do aço. A maioria dos equipamentos de fundição foi
concebida basicamente nesse período, quando surgiram também os vários métodos de fundição
centrífuga. Ao século XX coube a tarefa de aperfeiçoar tudo isso.
A relação entre as propriedades e a microestrutura das ligas foram entendidas. O controle
completo do processo de fundição ficou possível baseado no conhecimento e controle da
microestrutura. No entanto, os processos de conformação tiveram um desenvolvimento mais
rápido do que a fundição porque as ligas forjadas tinham um desempenho melhor e um campo
mais largo de aplicações. O ferro nodular, que possui a fundibilidade do ferro fundido e a
resistência ao impacto do aço, foi introduzido em 1948, e favoreceu a difusão do ferro para
competir mais favoravelmente com ligas forjadas [11] [14].
2.3 ETAPAS DA FUNDIÇÃO E SUAS CARACTERÍSTICAS
Todos os tipos de fundição sempre envolvem estas etapas básicas: 1º fusão do metal ou
da liga, 2º vazamento ou preenchimento do molde, 3º solidificação da peça e 4º remoção da
peça do molde [3].
2.3.1 Fusão do Metal
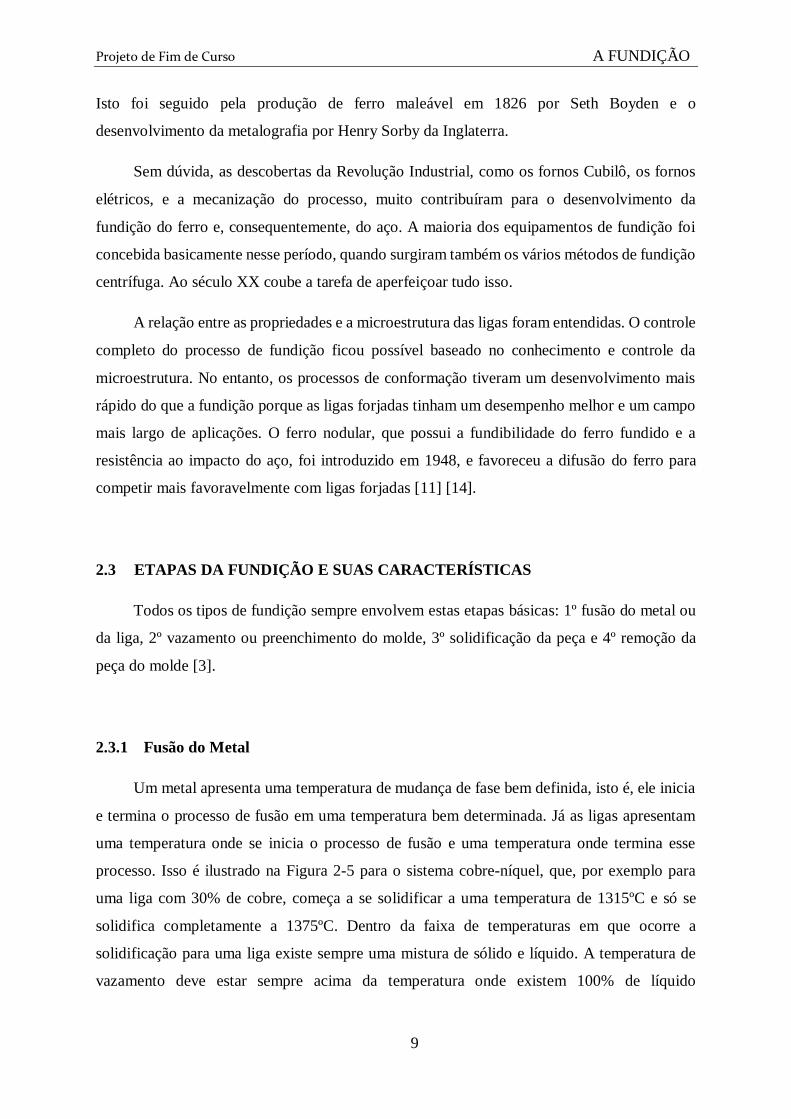
Um metal apresenta uma temperatura de mudança de fase bem definida, isto é, ele inicia
e termina o processo de fusão em uma temperatura bem determinada. Já as ligas apresentam
uma temperatura onde se inicia o processo de fusão e uma temperatura onde termina esse
processo. Isso é ilustrado na Figura 2-5 para o sistema cobre-níquel, que, por exemplo para
uma liga com 30% de cobre, começa a se solidificar a uma temperatura de 1315ºC e só se
solidifica completamente a 1375ºC. Dentro da faixa de temperaturas em que ocorre a
solidificação para uma liga existe sempre uma mistura de sólido e líquido. A temperatura de
vazamento deve estar sempre acima da temperatura onde existem 100% de líquido
Projeto de Fim de Curso A FUNDIÇÃO
10
(superaquecida). O vazamento, no caso de ligas, dentro de uma faixa de temperaturas onde se
tem sólido e líquido prejudica o preenchimento completo do molde.
Figura 2-5: Gráfico de mudança de fase para uma liga Cu-Ni [14]
2.3.2 Preenchimento do Molde
Pode ser feita de forma automática, semiautomática, ou manual, dependendo do processo
de fundição em questão. Mas independente do processo, é importante que o preenchimento
aconteça de forma menos turbulenta possível, então para que a peça tenha um bom
preenchimento e livre de defeitos, é fundamental que o canal de alimentação seja bem
projetado.
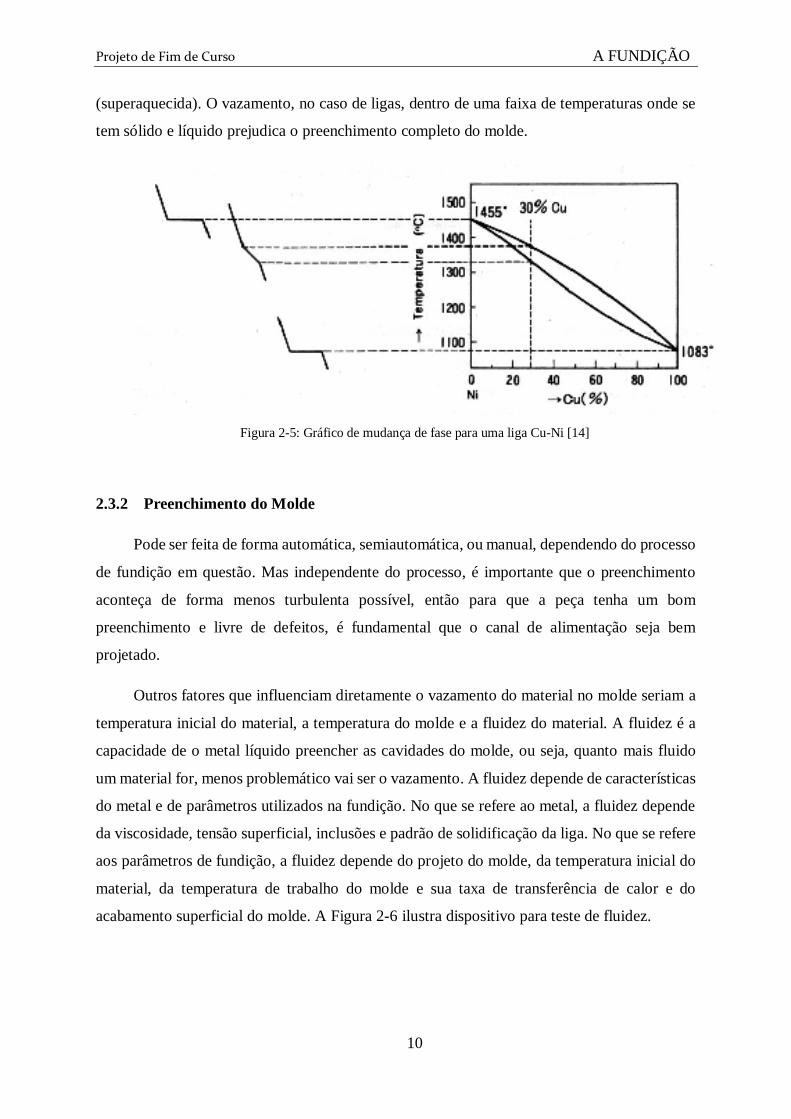
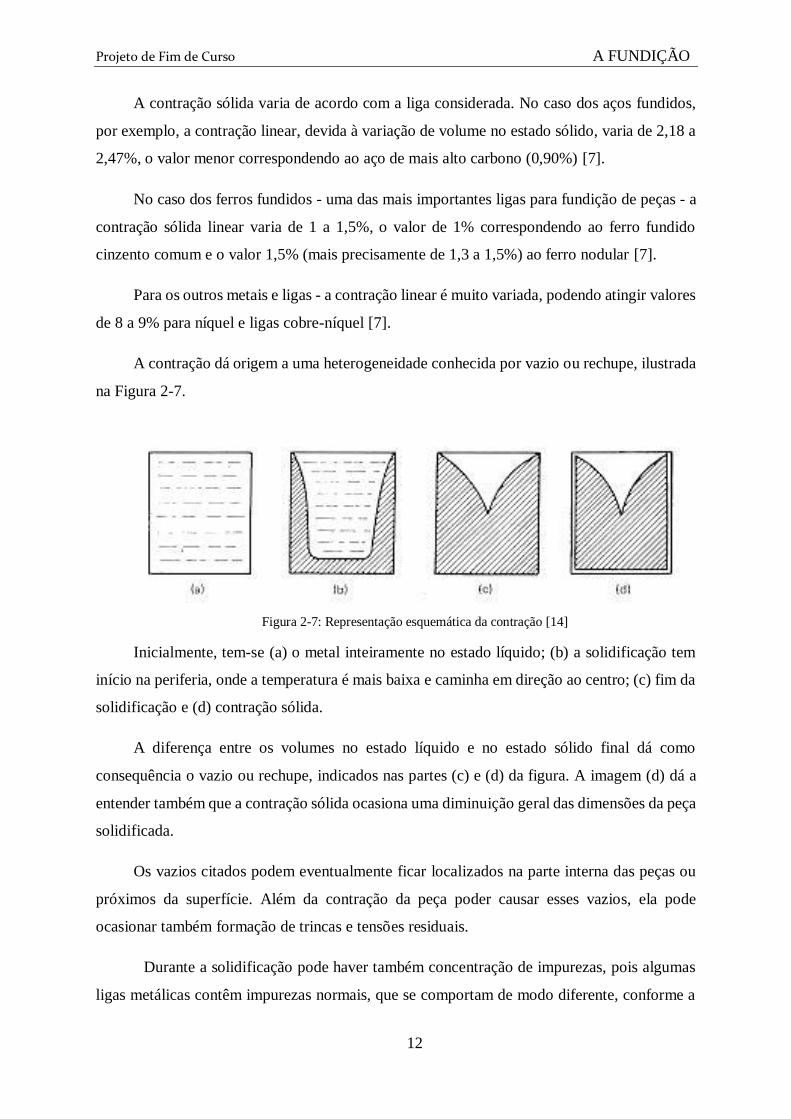
Outros fatores que influenciam diretamente o vazamento do material no molde seriam a
temperatura inicial do material, a temperatura do molde e a fluidez do material. A fluidez é a
capacidade de o metal líquido preencher as cavidades do molde, ou seja, quanto mais fluido
um material for, menos problemático vai ser o vazamento. A fluidez depende de características
do metal e de parâmetros utilizados na fundição. No que se refere ao metal, a fluidez depende
da viscosidade, tensão superficial, inclusões e padrão de solidificação da liga. No que se refere
aos parâmetros de fundição, a fluidez depende do projeto do molde, da temperatura inicial do
material, da temperatura de trabalho do molde e sua taxa de transferência de calor e do
acabamento superficial do molde. A Figura 2-6 ilustra dispositivo para teste de fluidez.
Projeto de Fim de Curso A FUNDIÇÃO
11
Figura 2-6: Teste de fluidez [14]
2.3.3 Solidificação da Peça
A solidificação do material é uma etapa extremamente importante no processo de
fundição, pois influencia diretamente na qualidade final da peça.
Em relação ao volume, os metais ao se solidificarem, sofrem uma contração. Na
realidade, do estado líquido ao sólido, três contrações são verificadas:
Contração líquida - correspondente ao abaixamento da temperatura até o início da
solidificação;
Contração de solidificação - correspondente à variação de volume que ocorre durante a
mudança do estado líquido para o sólido;
Contração sólida - correspondente à variação de volume que ocorre já no estado sólido,
desde a temperatura de fim de solidificação até a temperatura ambiente;
A contração é expressa em porcentagem de volume. No caso da contração sólida,
entretanto, a mesma é expressa linearmente, pois desse modo é mais fácil projetar-se os
modelos.
Projeto de Fim de Curso A FUNDIÇÃO
12
A contração sólida varia de acordo com a liga considerada. No caso dos aços fundidos,
por exemplo, a contração linear, devida à variação de volume no estado sólido, varia de 2,18 a
2,47%, o valor menor correspondendo ao aço de mais alto carbono (0,90%) [7].
No caso dos ferros fundidos - uma das mais importantes ligas para fundição de peças - a
contração sólida linear varia de 1 a 1,5%, o valor de 1% correspondendo ao ferro fundido
cinzento comum e o valor 1,5% (mais precisamente de 1,3 a 1,5%) ao ferro nodular [7].
Para os outros metais e ligas - a contração linear é muito variada, podendo atingir valores
de 8 a 9% para níquel e ligas cobre-níquel [7].
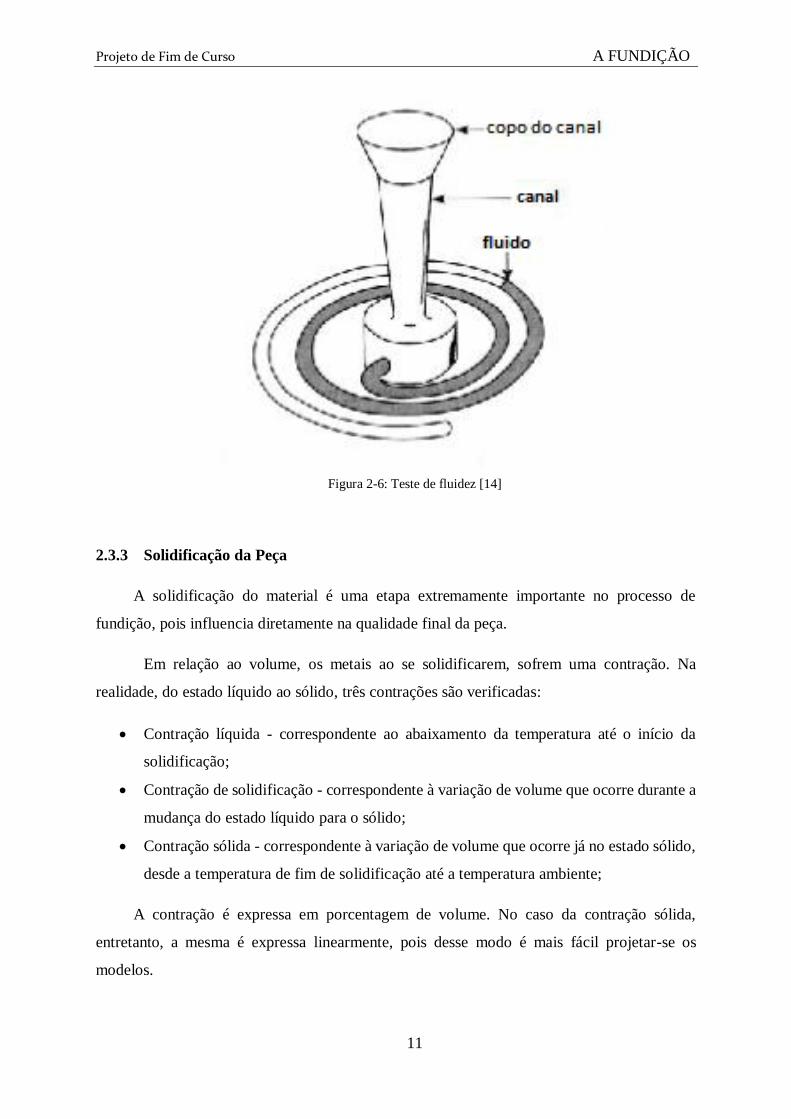
A contração dá origem a uma heterogeneidade conhecida por vazio ou rechupe, ilustrada
na Figura 2-7.
Figura 2-7: Representação esquemática da contração [14]
Inicialmente, tem-se (a) o metal inteiramente no estado líquido; (b) a solidificação tem
início na periferia, onde a temperatura é mais baixa e caminha em direção ao centro; (c) fim da
solidificação e (d) contração sólida.
A diferença entre os volumes no estado líquido e no estado sólido final dá como
consequência o vazio ou rechupe, indicados nas partes (c) e (d) da figura. A imagem (d) dá a
entender também que a contração sólida ocasiona uma diminuição geral das dimensões da peça
solidificada.
Os vazios citados podem eventualmente ficar localizados na parte interna das peças ou
próximos da superfície. Além da contração da peça poder causar esses vazios, ela pode
ocasionar também formação de trincas e tensões residuais.
Durante a solidificação pode haver também concentração de impurezas, pois algumas
ligas metálicas contêm impurezas normais, que se comportam de modo diferente, conforme a
Projeto de Fim de Curso A FUNDIÇÃO
13
liga esteja no estado líquido ou sólido. O caso mais geral é o das ligas ferro-carbono que
contêm, como impurezas normais, o fósforo, o enxofre, o manganês, o silício e o próprio
carbono. Quando essas ligas estão no estado liquido, as impurezas estão totalmente dissolvidas
no líquido, formando um todo homogêneo. Ao solidificar, entretanto, algumas das impurezas
são menos solúveis no estado sólido. Assim sendo, à medida que a liga solidifica, esses
elementos vão acompanhando o metal liquido remanescente, indo se acumular na última parte
sólida formada. Nessas regiões, a concentração de impurezas constitui o que se chama
segregação.
O inconveniente dessa segregação é que o material acaba apresentando composição
química não uniforme, conforme a seção considerada, e consequentes propriedades mecânicas
diferentes. Como as zonas segregadas se localizam no interior das peças, onde as tensões são
mais baixas, as suas consequências não são muito problemáticas, devendo-se de qualquer
modo, evitar uma grande concentração de impurezas, quer pelo controle mais rigoroso da
composição química das ligas, quer pelo controle da própria velocidade de resfriamento.
O último fenômeno que aparece durante a solidificação de uma peça seria o
desprendimento de gases, que ocorre, como no caso anterior, principalmente nas ligas ferro-
carbono. O oxigênio dissolvido no ferro, por exemplo, tende a combinar-se com o carbono
dessas ligas, formando os gases CO e CO2 que escapam facilmente à atmosfera, enquanto a
liga estiver no estado liquido. À medida, entretanto, que a viscosidade da massa liquida
diminui, devido à queda de temperatura, fica mais difícil a fuga desses gases, os quais acabam
ficando retidos nas proximidades da superfície das peças ou lingotes, na forma de bolhas.
Em aços de baixo carbono, na forma de lingotes a serem forjados ou laminados, as bolhas
não são prejudiciais, pois elas, às temperaturas de conformação mecânica, principalmente para
a fabricação de chapas, têm suas paredes soldadas. A rigor, essas bolhas podem ser até mesmo
desejáveis.
As bolhas devem ser evitadas, contudo, em aços de alto carbono; isso pode ser feito
adicionando-se ao metal líquido substâncias chamadas "desoxidantes", tais como alguns tipos
de ferro-ligas (ferro-silício e ferro-manganês) ou alumínio.
De fato, o oxigênio reage de preferência com os elementos Si, Mn e Al, formando óxidos
sólidos - SiO2, MnO e AI2O3 - impedindo, assim, que o oxigênio reaja com o carbono
formando os gases CO e CO2, responsáveis pela produção das bolhas.
Projeto de Fim de Curso A FUNDIÇÃO
14
Outros gases que podem se libertar na solidificação dos aços são o hidrogênio e o
nitrogênio, que comumente também se encontram dissolvidos no metal líquido.
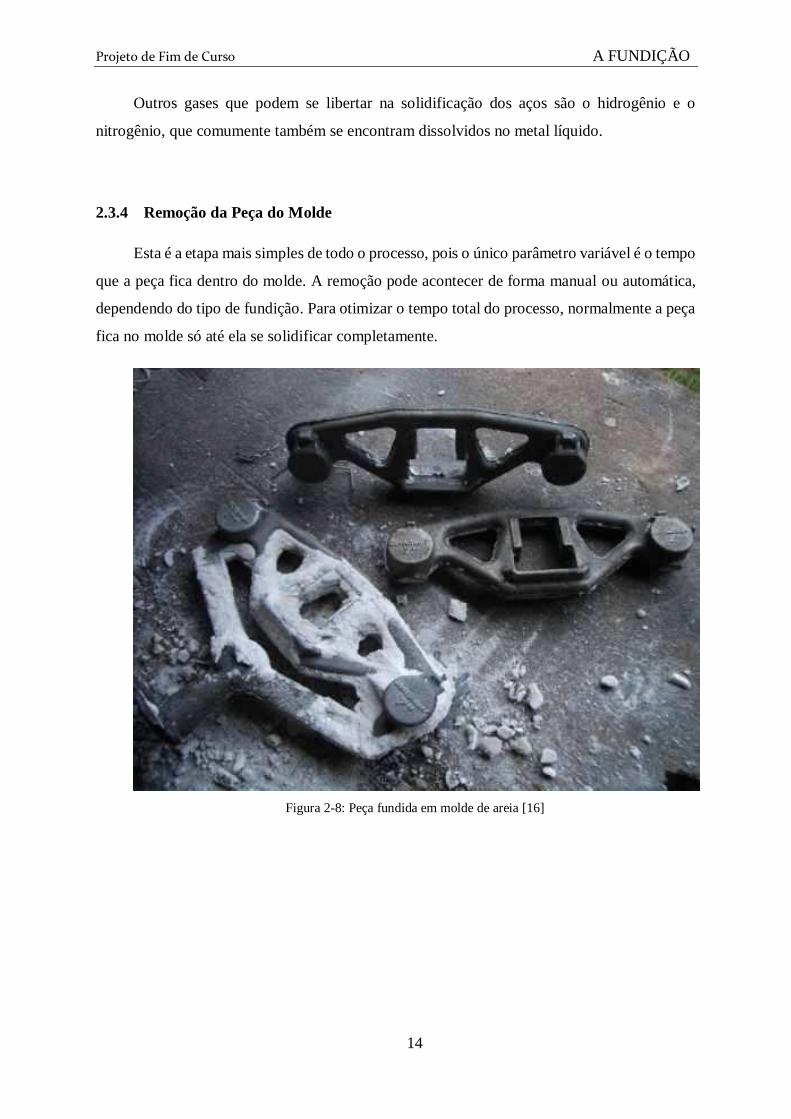
2.3.4 Remoção da Peça do Molde
Esta é a etapa mais simples de todo o processo, pois o único parâmetro variável é o tempo
que a peça fica dentro do molde. A remoção pode acontecer de forma manual ou automática,
dependendo do tipo de fundição. Para otimizar o tempo total do processo, normalmente a peça
fica no molde só até ela se solidificar completamente.
Figura 2-8: Peça fundida em molde de areia [16]
Projeto de Fim de Curso SELEÇÃO DO MÉTODO DE FABRICAÇÃO PRIMÁRIO
15
3 SELEÇÃO DO MÉTODO DE FABRICAÇÃO PRIMÁRIO
Com uma venda média mensal do Onix em torno de 11.000 unidades e do Prisma em
torno de 6.000, mais as peças de reposição e estoque, a produção média desses conjuntos
limpadores por mês é em média 44.000 unidades.
Como são peças que precisam de um volume muito alto de produção e precisam ter um
custo final muito baixo, o único processo primário de fabricação industrial que pode atender a
esses requisitos de volume de fabricação, para este tipo de geometria, com a resistência
mecânica exigida nessa peça, é a fundição [11].
3.1 PRINCIPAIS TIPOS DE FUNDIÇÃO
O que diferencia basicamente as formas de fundição são a velocidade, a forma do
preenchimento do material no molde e o tipo de molde, se é permanente ou não.
3.1.1 Fundição por Gravidade
A fundição por gravidade em molde de areia é a mais utilizada na indústria, não só na
produção de peças de aço e ferro fundido, porque os moldes de areia são os que suportam
melhor as altas temperaturas de fusão desses dois metais, mas também para a produção de
peças de ligas de alumínio, latão, bronze e magnésio, por ser um processo mais barato.
A preparação do molde, neste caso, consiste em compactar mecânica ou manualmente
uma mistura refratária plástica chamada areia de fundição, sobre um modelo montado em uma
caixa de moldar.
Projeto de Fim de Curso SELEÇÃO DO MÉTODO DE FABRICAÇÃO PRIMÁRIO
16
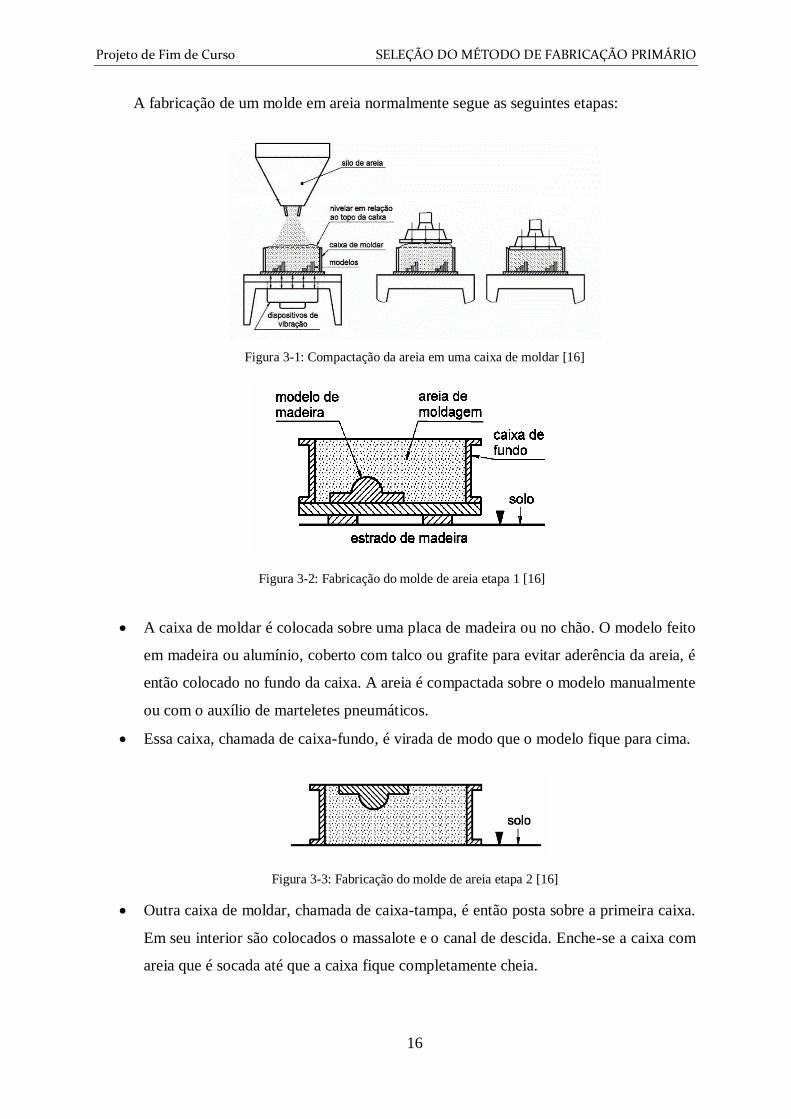
A fabricação de um molde em areia normalmente segue as seguintes etapas:
Figura 3-1: Compactação da areia em uma caixa de moldar [16]
A caixa de moldar é colocada sobre uma placa de madeira ou no chão. O modelo feito
em madeira ou alumínio, coberto com talco ou grafite para evitar aderência da areia, é
então colocado no fundo da caixa. A areia é compactada sobre o modelo manualmente
ou com o auxílio de marteletes pneumáticos.
Essa caixa, chamada de caixa-fundo, é virada de modo que o modelo fique para cima.
Figura 3-3: Fabricação do molde de areia etapa 2 [16]
Outra caixa de moldar, chamada de caixa-tampa, é então posta sobre a primeira caixa.
Em seu interior são colocados o massalote e o canal de descida. Enche-se a caixa com
areia que é socada até que a caixa fique completamente cheia.
Figura 3-2: Fabricação do molde de areia etapa 1 [16]
Projeto de Fim de Curso SELEÇÃO DO MÉTODO DE FABRICAÇÃO PRIMÁRIO
17
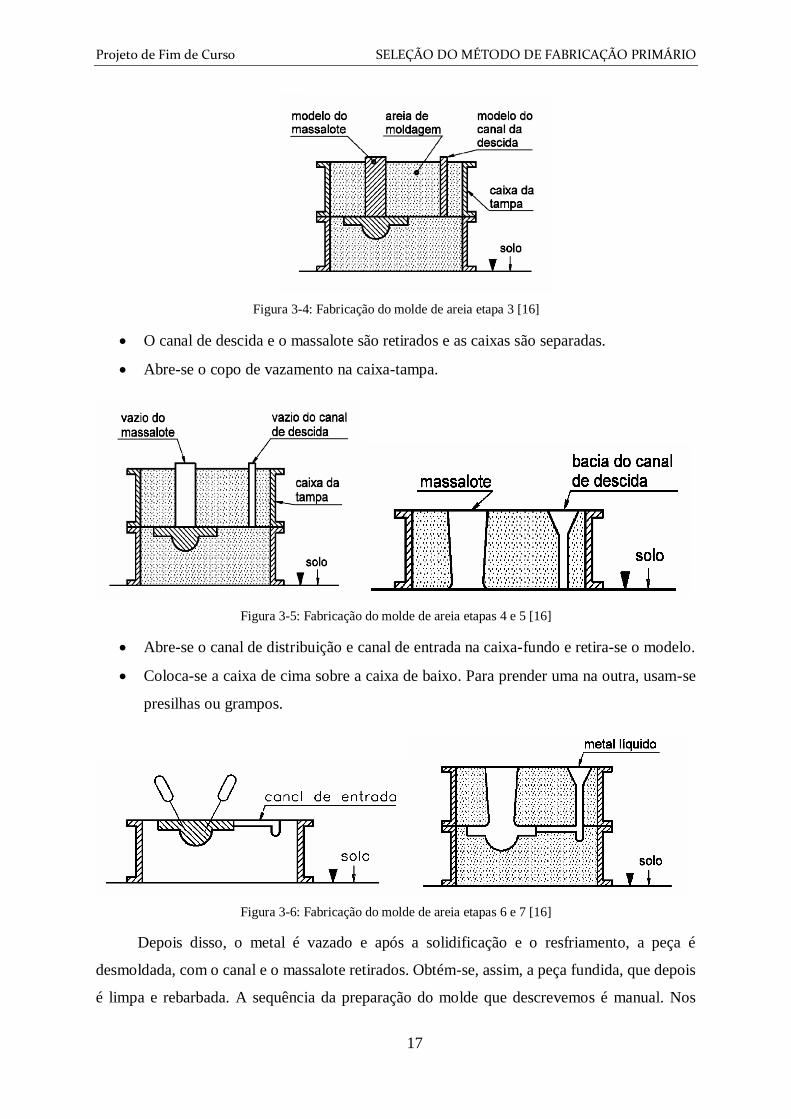
Figura 3-4: Fabricação do molde de areia etapa 3 [16]
O canal de descida e o massalote são retirados e as caixas são separadas.
Abre-se o copo de vazamento na caixa-tampa.
Figura 3-5: Fabricação do molde de areia etapas 4 e 5 [16]
Abre-se o canal de distribuição e canal de entrada na caixa-fundo e retira-se o modelo.
Coloca-se a caixa de cima sobre a caixa de baixo. Para prender uma na outra, usam-se
presilhas ou grampos.
Figura 3-6: Fabricação do molde de areia etapas 6 e 7 [16]
Depois disso, o metal é vazado e após a solidificação e o resfriamento, a peça é
desmoldada, com o canal e o massalote retirados. Obtém-se, assim, a peça fundida, que depois
é limpa e rebarbada. A sequência da preparação do molde que descrevemos é manual. Nos
Projeto de Fim de Curso SELEÇÃO DO MÉTODO DE FABRICAÇÃO PRIMÁRIO
18
casos de produção de grandes quantidades, usa-se o processo mecanizado com a ajuda de
máquinas de moldar automáticas ou semiautomáticas que permitem a produção maciça de
moldes em reduzido intervalo de tempo.
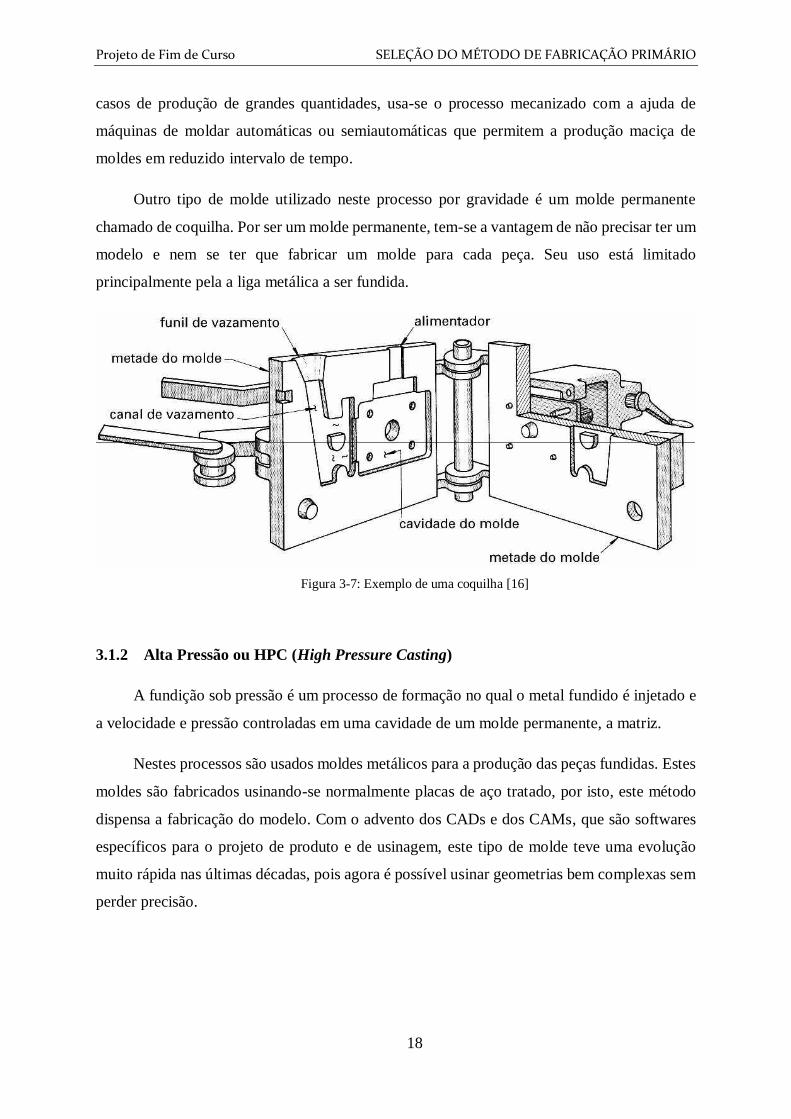
Outro tipo de molde utilizado neste processo por gravidade é um molde permanente
chamado de coquilha. Por ser um molde permanente, tem-se a vantagem de não precisar ter um
modelo e nem se ter que fabricar um molde para cada peça. Seu uso está limitado
principalmente pela a liga metálica a ser fundida.
Figura 3-7: Exemplo de uma coquilha [16]
3.1.2 Alta Pressão ou HPC (High Pressure Casting)
A fundição sob pressão é um processo de formação no qual o metal fundido é injetado e
a velocidade e pressão controladas em uma cavidade de um molde permanente, a matriz.
Nestes processos são usados moldes metálicos para a produção das peças fundidas. Estes
moldes são fabricados usinando-se normalmente placas de aço tratado, por isto, este método
dispensa a fabricação do modelo. Com o advento dos CADs e dos CAMs, que são softwares
específicos para o projeto de produto e de usinagem, este tipo de molde teve uma evolução
muito rápida nas últimas décadas, pois agora é possível usinar geometrias bem complexas sem
perder precisão.
Projeto de Fim de Curso SELEÇÃO DO MÉTODO DE FABRICAÇÃO PRIMÁRIO
19
Figura 3-8: Usinagem de um molde permanente [14]
Usar um molde permanente significa que não é necessário produzir um novo molde a
cada peça que se vai fundir. A vida útil de um molde metálico permite a fundição de até 500
mil peças [3], valor este que pode ter grande variação dependendo dos parâmetros do processo.
Um número tão impressionante deveria possibilitar a extensão de seu uso a todos os processos
de fundição, só que isto não ocorre, pois a utilização dos moldes metálicos está restrita aos
metais com temperatura de fusão mais baixa do que o ferro e o aço, material de que é feito o
molde. Esses metais são representados pelas ligas com chumbo, zinco, alumínio, magnésio,
certos bronzes e, excepcionalmente, o ferro fundido. O motivo dessa restrição é que as altas
temperaturas necessárias à fusão do aço, por exemplo, danificariam os moldes de metal.
Os produtos feitos em molde permanente, se comparados com peças fundidas em moldes
de areia, apresentam maior uniformidade, melhor acabamento superficial, tolerâncias
dimensionais mais estreitas e melhores propriedades mecânicas. Por outro lado, além de seu
emprego estar limitado a peças de tamanho pequeno e médio, e produção em grandes
quantidades, os moldes permanentes nem sempre se adaptam a todas as ligas metálicas e são
mais usados para a fabricação de peças de formatos mais simples, porque uma peça de formas
complicadas dificulta não só o projeto do molde, mas também a extração da peça após o
processo de fundição.
O tempo de preenchimento pode ser de apenas alguns milissegundos para os
componentes menores e até meio segundo para os maiores. Esse tempo extremamente curto
para preencher o molde minimiza a tendência do metal solidificar-se prematuramente, e
possibilita seu fluxo até o preenchimento de seções muito finas. O molde é mantido a uma
Projeto de Fim de Curso SELEÇÃO DO MÉTODO DE FABRICAÇÃO PRIMÁRIO
20
temperatura de aproximadamente 150ºC abaixo da temperatura de solidificação do metal,
fazendo com que ele se solidifique com muito mais rapidez em comparação a outros processos
de fundição. Por causa da rápida solidificação, a peça desenvolve propriedades que não podem
ser desenvolvidas por outros processos.
Alta pressão de injeção, normalmente de 16 a 69Mpa, é mantida durante a solidificação,
promovendo preenchimento completo da cavidade e reproduzindo fielmente os detalhes
complexos, com superfície de excelente qualidade, e alta precisão dimensional. Após a injeção
da peça, algumas vezes são necessárias operações de usinagem e em muitos casos os
componentes já têm sua forma final produzida devido à alta precisão obtida por essa fundição.
O ciclo curto de tempo associado à fundição e a capacidade de obtenção de várias peças em
cada ciclo faz com que o processo seja vantajoso para altos volumes de produção.
Ao longo dos anos o processo de fundição evoluiu consideravelmente e hoje é possível
produzir peças com espessura de parede, acabamentos de superfície e tolerâncias dimensionais
que eram inimagináveis. Orifícios perfurados e outros atributos são produzidos sem desgaste e
com tolerâncias muito próximas, eliminando operações caras de usinagem e acabamento.
Uma das capacidades mais importantes do processo é a possibilidade de redução de
espessura da parede da peça obtida. Antes, a espessura da parede para componentes estruturais
era normalmente especificada de acordo com o mínimo que poderia ser fundido, e não de
acordo com as exigências mecânicas e estruturais. Componentes decorativos exigiam uma
espessura suficiente de parede para evitar a porosidade e assim garantir uma superfície de
qualidade.
As peças atuais podem ser projetadas com maior ênfase nos critérios estruturais e menos
limitações em termos de processo devido à utilização de sistemas de controle de injeção que
mensuram, controlam e monitoram o fluxo do metal para a fundição. Além disso, podem ser
acoplados ao molde sistemas de vácuo que praticamente eliminam a porosidade e promovem
o preenchimento de partes complexas da peça [11].
3.1.3 Baixa Pressão ou LPC (Low Pressure Casting)
O processo de fundição em baixa pressão consiste em preencher o molde e solidificar o
metal aplicando-se baixos níveis de pressão que podem oscilar entre 0,2 e 1 bar. O metal fica
Projeto de Fim de Curso SELEÇÃO DO MÉTODO DE FABRICAÇÃO PRIMÁRIO
21
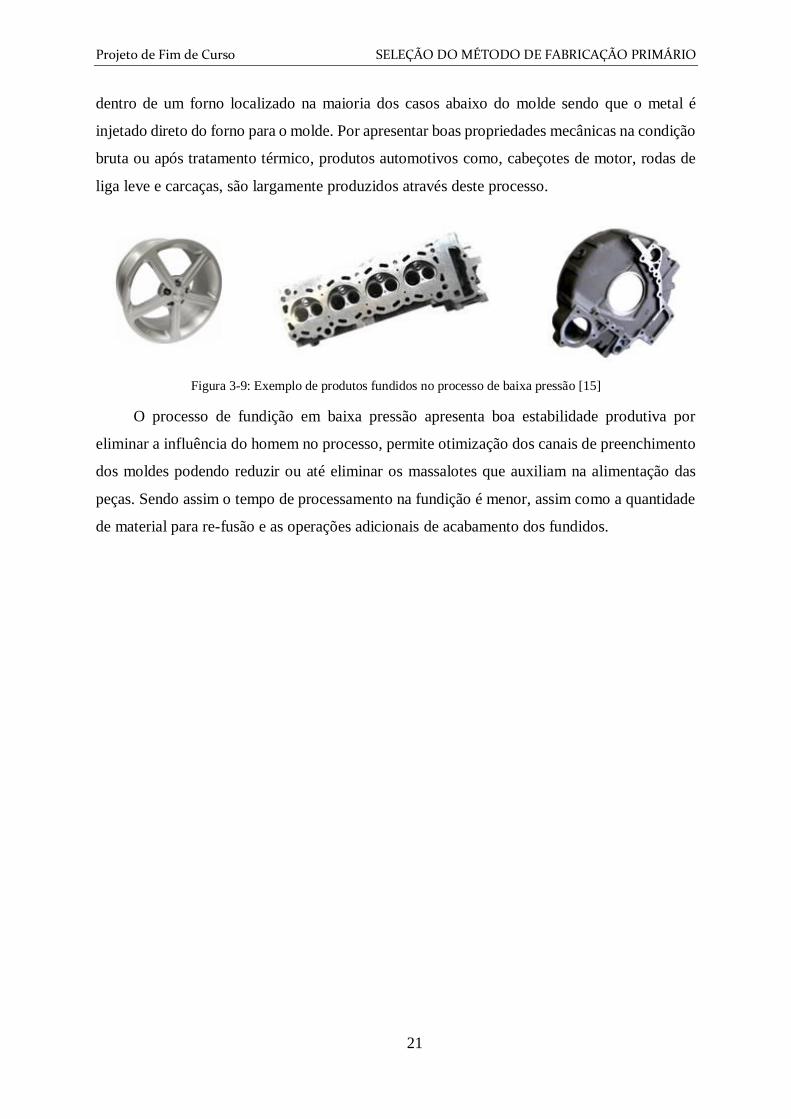
dentro de um forno localizado na maioria dos casos abaixo do molde sendo que o metal é
injetado direto do forno para o molde. Por apresentar boas propriedades mecânicas na condição
bruta ou após tratamento térmico, produtos automotivos como, cabeçotes de motor, rodas de
liga leve e carcaças, são largamente produzidos através deste processo.
Figura 3-9: Exemplo de produtos fundidos no processo de baixa pressão [15]
O processo de fundição em baixa pressão apresenta boa estabilidade produtiva por
eliminar a influência do homem no processo, permite otimização dos canais de preenchimento
dos moldes podendo reduzir ou até eliminar os massalotes que auxiliam na alimentação das
peças. Sendo assim o tempo de processamento na fundição é menor, assim como a quantidade
de material para re-fusão e as operações adicionais de acabamento dos fundidos.
Projeto de Fim de Curso SELEÇÃO DO MÉTODO DE FABRICAÇÃO PRIMÁRIO
22
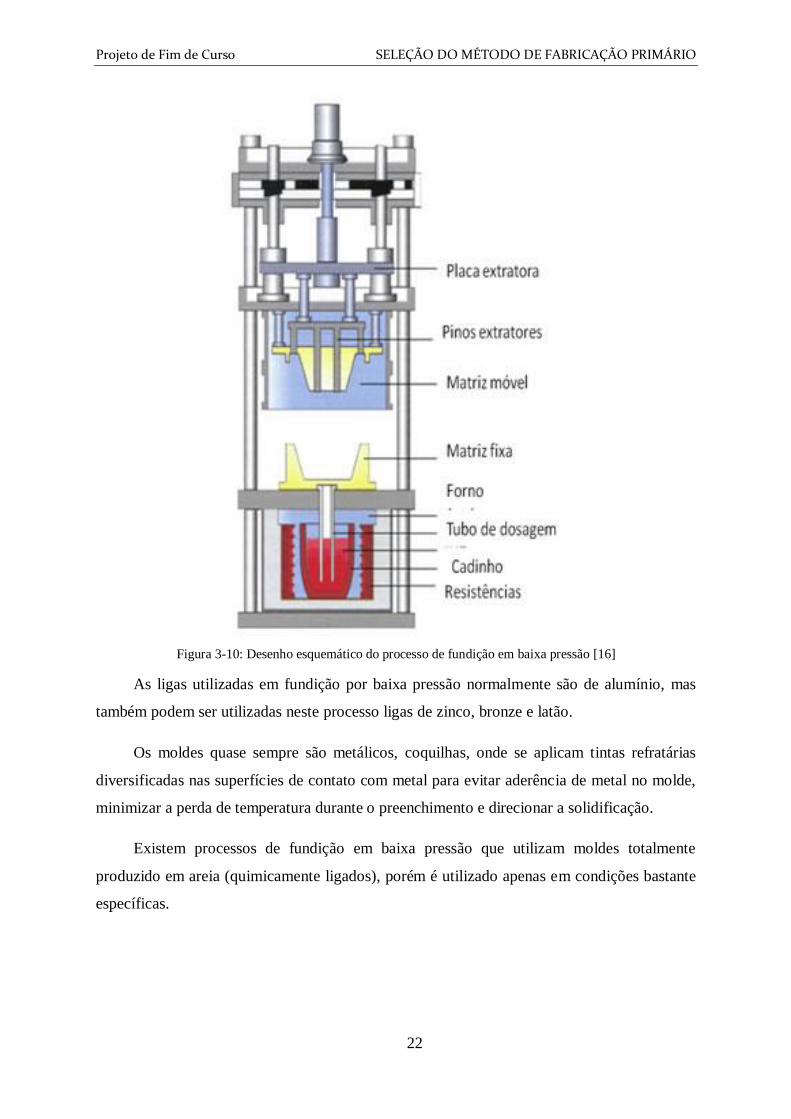
Figura 3-10: Desenho esquemático do processo de fundição em baixa pressão [16]
As ligas utilizadas em fundição por baixa pressão normalmente são de alumínio, mas
também podem ser utilizadas neste processo ligas de zinco, bronze e latão.
Os moldes quase sempre são metálicos, coquilhas, onde se aplicam tintas refratárias
diversificadas nas superfícies de contato com metal para evitar aderência de metal no molde,
minimizar a perda de temperatura durante o preenchimento e direcionar a solidificação.
Existem processos de fundição em baixa pressão que utilizam moldes totalmente
produzido em areia (quimicamente ligados), porém é utilizado apenas em condições bastante
específicas.
Projeto de Fim de Curso SELEÇÃO DO MÉTODO DE FABRICAÇÃO PRIMÁRIO
23
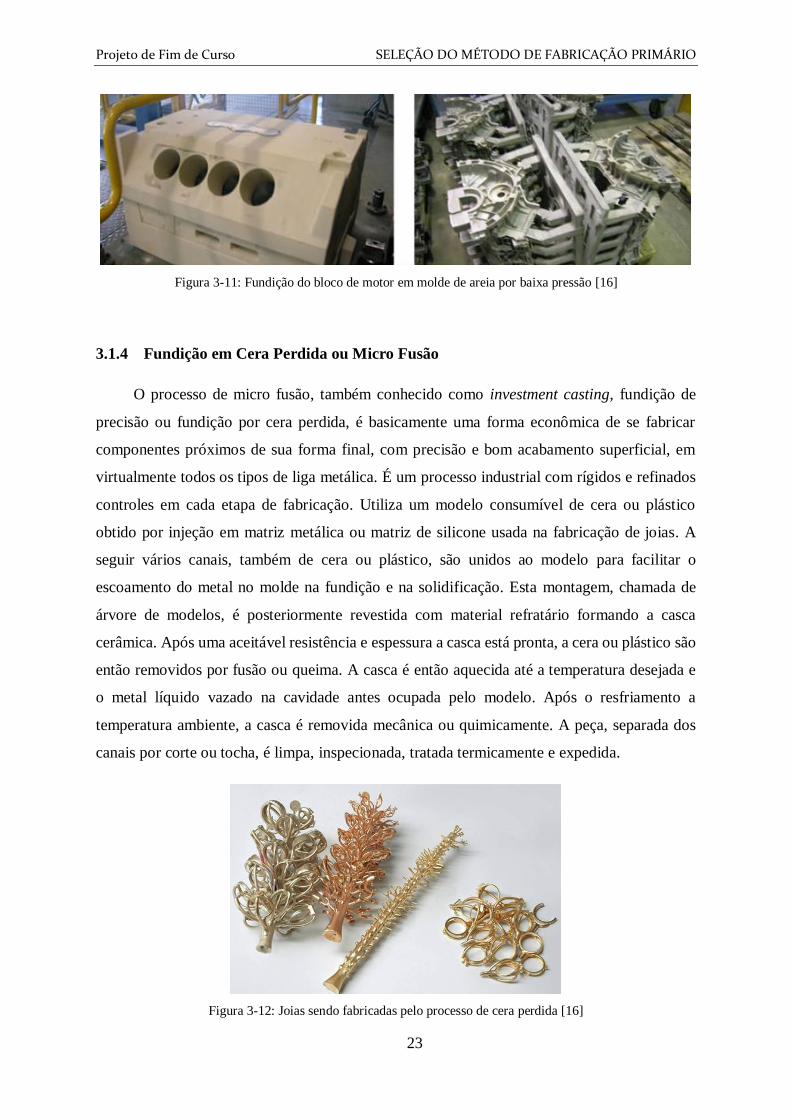
Figura 3-11: Fundição do bloco de motor em molde de areia por baixa pressão [16]
3.1.4 Fundição em Cera Perdida ou Micro Fusão
O processo de micro fusão, também conhecido como investment casting, fundição de
precisão ou fundição por cera perdida, é basicamente uma forma econômica de se fabricar
componentes próximos de sua forma final, com precisão e bom acabamento superficial, em
virtualmente todos os tipos de liga metálica. É um processo industrial com rígidos e refinados
controles em cada etapa de fabricação. Utiliza um modelo consumível de cera ou plástico
obtido por injeção em matriz metálica ou matriz de silicone usada na fabricação de joias. A
seguir vários canais, também de cera ou plástico, são unidos ao modelo para facilitar o
escoamento do metal no molde na fundição e na solidificação. Esta montagem, chamada de
árvore de modelos, é posteriormente revestida com material refratário formando a casca
cerâmica. Após uma aceitável resistência e espessura a casca está pronta, a cera ou plástico são
então removidos por fusão ou queima. A casca é então aquecida até a temperatura desejada e
o metal líquido vazado na cavidade antes ocupada pelo modelo. Após o resfriamento a
temperatura ambiente, a casca é removida mecânica ou quimicamente. A peça, separada dos
canais por corte ou tocha, é limpa, inspecionada, tratada termicamente e expedida.
Figura 3-12: Joias sendo fabricadas pelo processo de cera perdida [16]
Projeto de Fim de Curso SELEÇÃO DO MÉTODO DE FABRICAÇÃO PRIMÁRIO
24
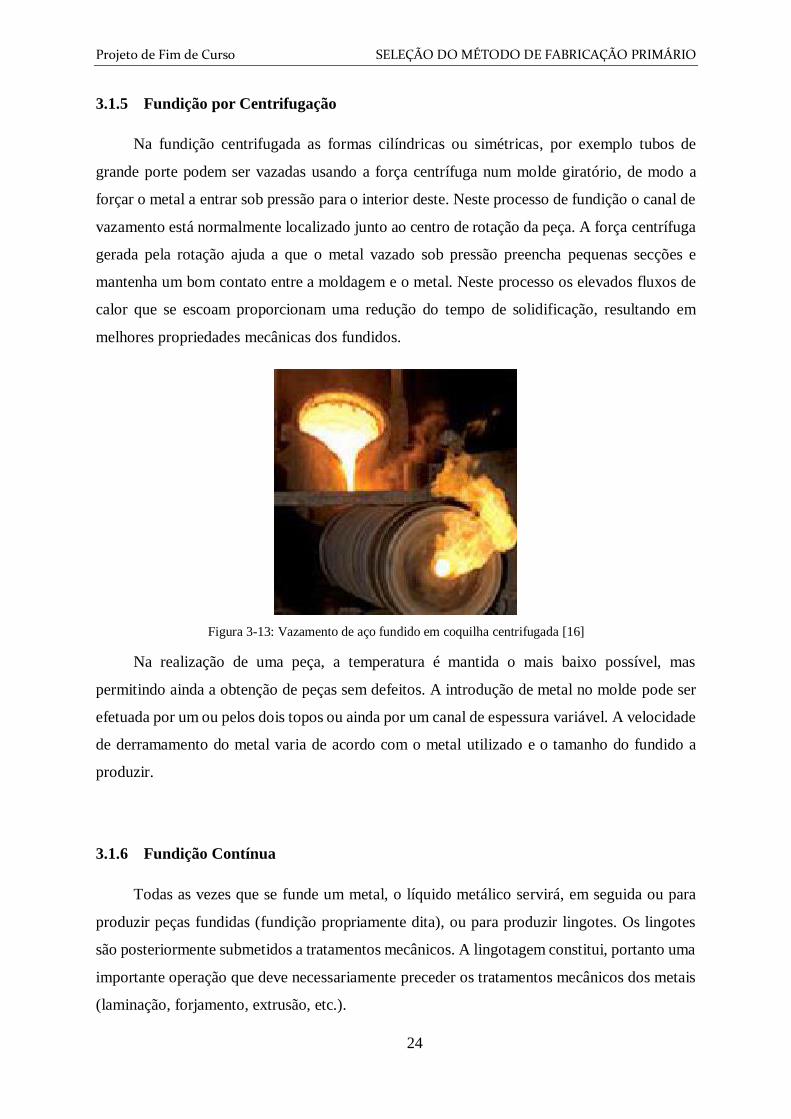
3.1.5 Fundição por Centrifugação
Na fundição centrifugada as formas cilíndricas ou simétricas, por exemplo tubos de
grande porte podem ser vazadas usando a força centrífuga num molde giratório, de modo a
forçar o metal a entrar sob pressão para o interior deste. Neste processo de fundição o canal de
vazamento está normalmente localizado junto ao centro de rotação da peça. A força centrífuga
gerada pela rotação ajuda a que o metal vazado sob pressão preencha pequenas secções e
mantenha um bom contato entre a moldagem e o metal. Neste processo os elevados fluxos de
calor que se escoam proporcionam uma redução do tempo de solidificação, resultando em
melhores propriedades mecânicas dos fundidos.
Figura 3-13: Vazamento de aço fundido em coquilha centrifugada [16]
Na realização de uma peça, a temperatura é mantida o mais baixo possível, mas
permitindo ainda a obtenção de peças sem defeitos. A introdução de metal no molde pode ser
efetuada por um ou pelos dois topos ou ainda por um canal de espessura variável. A velocidade
de derramamento do metal varia de acordo com o metal utilizado e o tamanho do fundido a
produzir.
3.1.6 Fundição Contínua
Todas as vezes que se funde um metal, o líquido metálico servirá, em seguida ou para
produzir peças fundidas (fundição propriamente dita), ou para produzir lingotes. Os lingotes
são posteriormente submetidos a tratamentos mecânicos. A lingotagem constitui, portanto uma
importante operação que deve necessariamente preceder os tratamentos mecânicos dos metais
(laminação, forjamento, extrusão, etc.).
Projeto de Fim de Curso SELEÇÃO DO MÉTODO DE FABRICAÇÃO PRIMÁRIO
25
O sistema mais comum de lingotagem é o em que o molde se mantém estático durante o
vazamento, em posição vertical, enquanto o metal é vazado de uma panela de transferência.
Este é o caso mais comum, muitíssimo empregado no lingotamento de aços e também de ligas
não ferrosas.
Existem sistemas de revolução panela-molde em que a panela de vazamento e a lingoteira
são movimentadas simultaneamente, de maneira a obter-se um vazamento menos turbulento.
Estes sistemas de revolução aplicam se as ligas que tendem a oxidar-se facilmente, o vazamento
sem turbulência, visa impedir o emulsionamento dos óxidos no interior do metal.
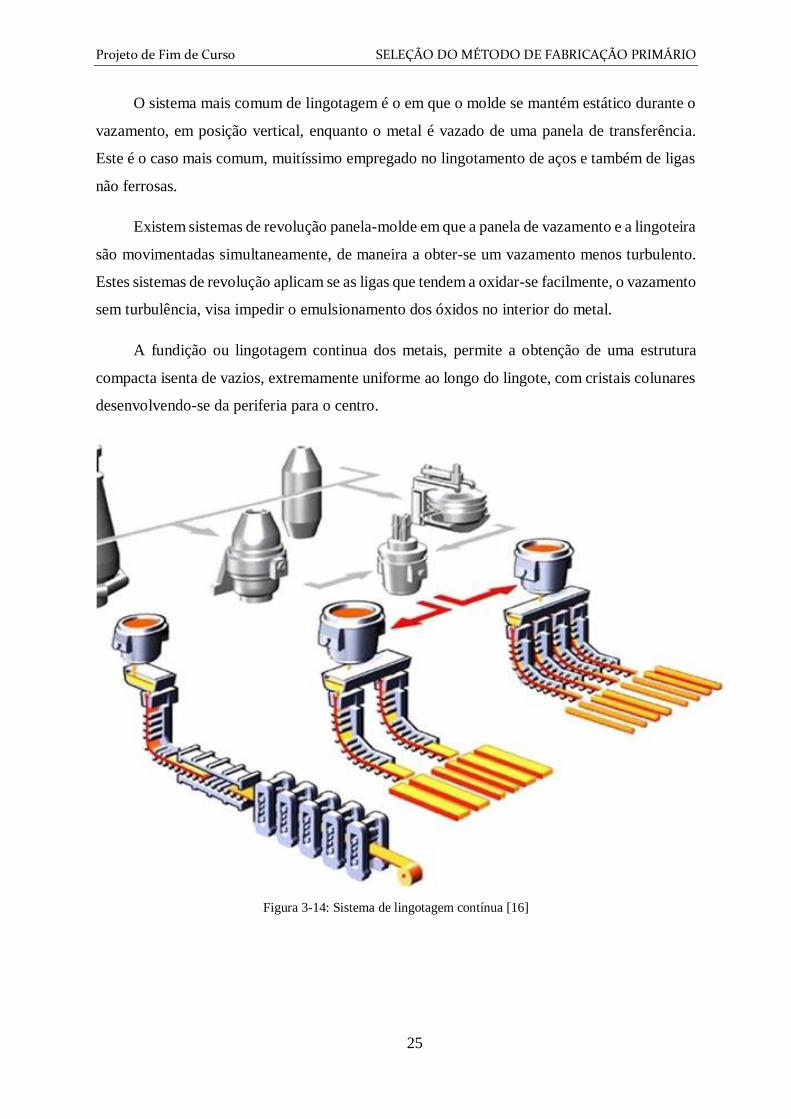
A fundição ou lingotagem continua dos metais, permite a obtenção de uma estrutura
compacta isenta de vazios, extremamente uniforme ao longo do lingote, com cristais colunares
desenvolvendo-se da periferia para o centro.
Figura 3-14: Sistema de lingotagem contínua [16]
Projeto de Fim de Curso SELEÇÃO DO MÉTODO DE FABRICAÇÃO PRIMÁRIO
26
3.2 FUNDIÇÕES POSSÍVEIS PARA FABRICAÇÃO DO LINK
Analisando os processos de fundição disponíveis em larga escala descritos neste
Capítulo, fica evidente que o único processo de fabricação atualmente disponível capaz de
atender a essa demanda é a fundição em alta pressão.
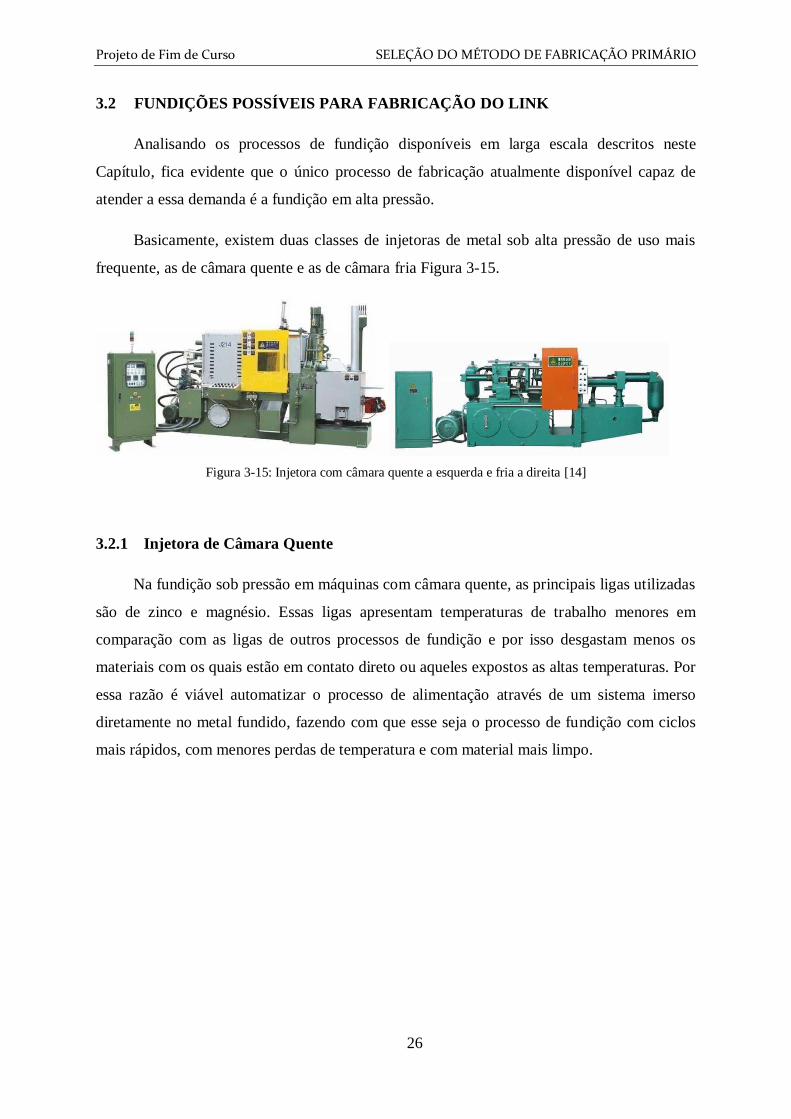
Basicamente, existem duas classes de injetoras de metal sob alta pressão de uso mais
frequente, as de câmara quente e as de câmara fria Figura 3-15.
Figura 3-15: Injetora com câmara quente a esquerda e fria a direita [14]
3.2.1 Injetora de Câmara Quente
Na fundição sob pressão em máquinas com câmara quente, as principais ligas utilizadas
são de zinco e magnésio. Essas ligas apresentam temperaturas de trabalho menores em
comparação com as ligas de outros processos de fundição e por isso desgastam menos os
materiais com os quais estão em contato direto ou aqueles expostos as altas temperaturas. Por
essa razão é viável automatizar o processo de alimentação através de um sistema imerso
diretamente no metal fundido, fazendo com que esse seja o processo de fundição com ciclos
mais rápidos, com menores perdas de temperatura e com material mais limpo.
Projeto de Fim de Curso SELEÇÃO DO MÉTODO DE FABRICAÇÃO PRIMÁRIO
27
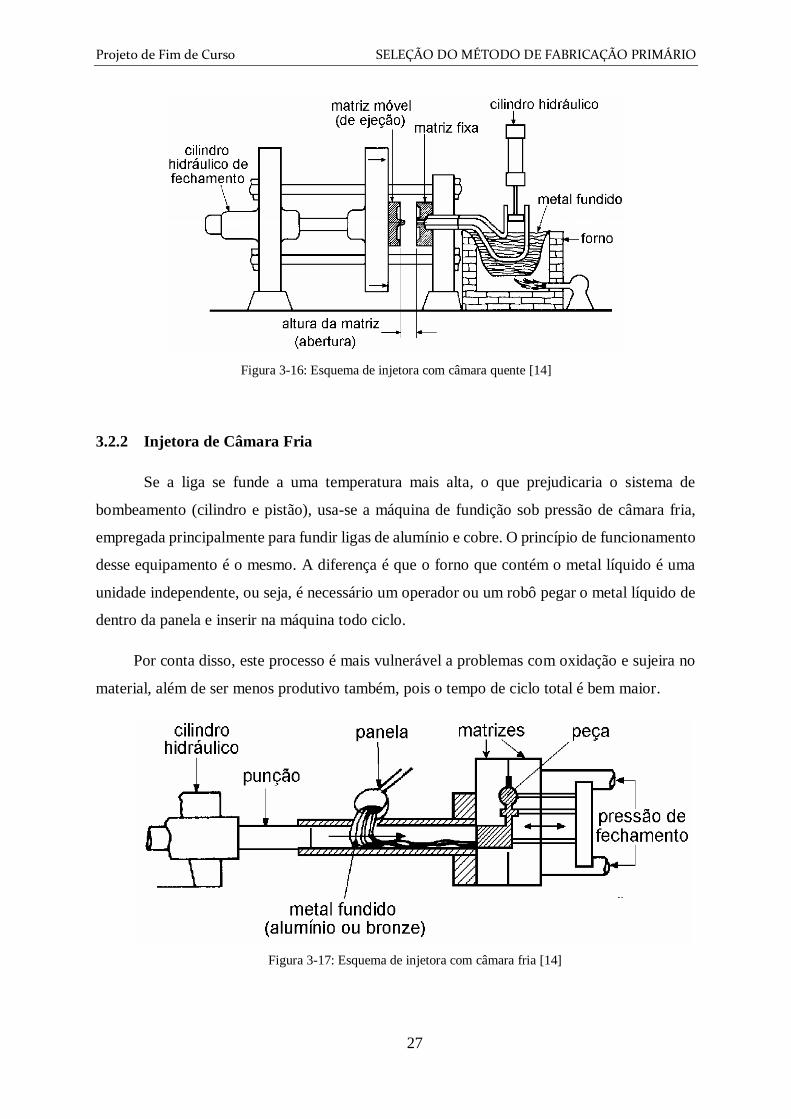
Figura 3-16: Esquema de injetora com câmara quente [14]
3.2.2 Injetora de Câmara Fria
Se a liga se funde a uma temperatura mais alta, o que prejudicaria o sistema de
bombeamento (cilindro e pistão), usa-se a máquina de fundição sob pressão de câmara fria,
empregada principalmente para fundir ligas de alumínio e cobre. O princípio de funcionamento
desse equipamento é o mesmo. A diferença é que o forno que contém o metal líquido é uma
unidade independente, ou seja, é necessário um operador ou um robô pegar o metal líquido de
dentro da panela e inserir na máquina todo ciclo.
Por conta disso, este processo é mais vulnerável a problemas com oxidação e sujeira no
material, além de ser menos produtivo também, pois o tempo de ciclo total é bem maior.
Figura 3-17: Esquema de injetora com câmara fria [14]
Projeto de Fim de Curso SELEÇÃO DO MÉTODO DE FABRICAÇÃO PRIMÁRIO
28
3.3 ESCOLHA DO PROCESSO UTILIZADO
A escolha pelo tipo de injetora a ser utilizada não foi definida apenas pelas características
das máquinas e pelo o que elas implicam no processo, mas também pelo material a ser utilizado
pela peça. Pois não é possível utilizar o alumínio em uma injetora de câmara quente, porque
além do material ser mais abrasivo sua temperatura de vazamento fica em torno de 700ºC, o
que danificaria rapidamente os anéis do pistão e o gooseneck (um componente da injetora de
câmara quente). Também não é producente utilizar o ZAMAC (liga metálica a base de zinco)
em uma injetora de câmara fria, ou seja, a definição do material e tipo de injetora estão
diretamente relacionados.
Levando em consideração todos os fatores descritos na sequência, foi decido utilizar uma
liga de ZAMAC 5 para o material do Link, injetando-o em uma máquina de câmara quente.
3.3.1 Definição do Material do Link
Existem duas opções principais de materiais para a fabricação em alta pressão que sejam
capazes de atender aos requisitos mecânicos exigidos nesse projeto, o ZAMAC ou o Alumínio.
A liga de ZAMAC foi desenvolvida nos Estados Unidos, no início do século passado
com formulações adequadas para a aplicação em processos de fundição por gravidade. O seu
nome teve origem nas iniciais dos elementos formadores da liga: Z (Zinco), A (Alumínio), Ma
(Magnésio) e C (Cobre). Em alguns países é comum o nome da liga ser escrito com a letra K
(de Kopper).
Ao longo do tempo vem sendo desenvolvidas diversas ligas de ZAMAC para aplicações
em fundição por gravidade (nºs 2, 8, 12, 27), fundição sob pressão (nºs 3, 5 e 7) e centrifugação
(liga ZL4C ZAP). No Brasil predomina o uso das ligas nº3 e nº5 (principalmente), além da liga
para processos de centrifugação [17]. No Anexo [2] estão listadas as composições químicas de
cada ZAMAC.
Existem diversas ligas de alumínio para fundição comercializadas no Brasil, entre elas
SAE 303, SAE 305, SAE 306, SAE 309... variando muito pouco a composição química entre
elas, fazendo com que cada uma dessas ligas possua propriedades distintas, como resistência
mecânica, à fadiga, à corrosão, variação de usinabilidade entre outros. A liga mais utilizada na
Projeto de Fim de Curso SELEÇÃO DO MÉTODO DE FABRICAÇÃO PRIMÁRIO
29
indústria Brasileira para a fundição em alta pressão é a SAE 306, por ter um melhor custo
benefício em relação as propriedades e seu valor de mercado.
Os fatores que levaram à definição do uso da liga de ZAMAC 5 em detrimento ao
alumínio são: [11] Anexo [1]
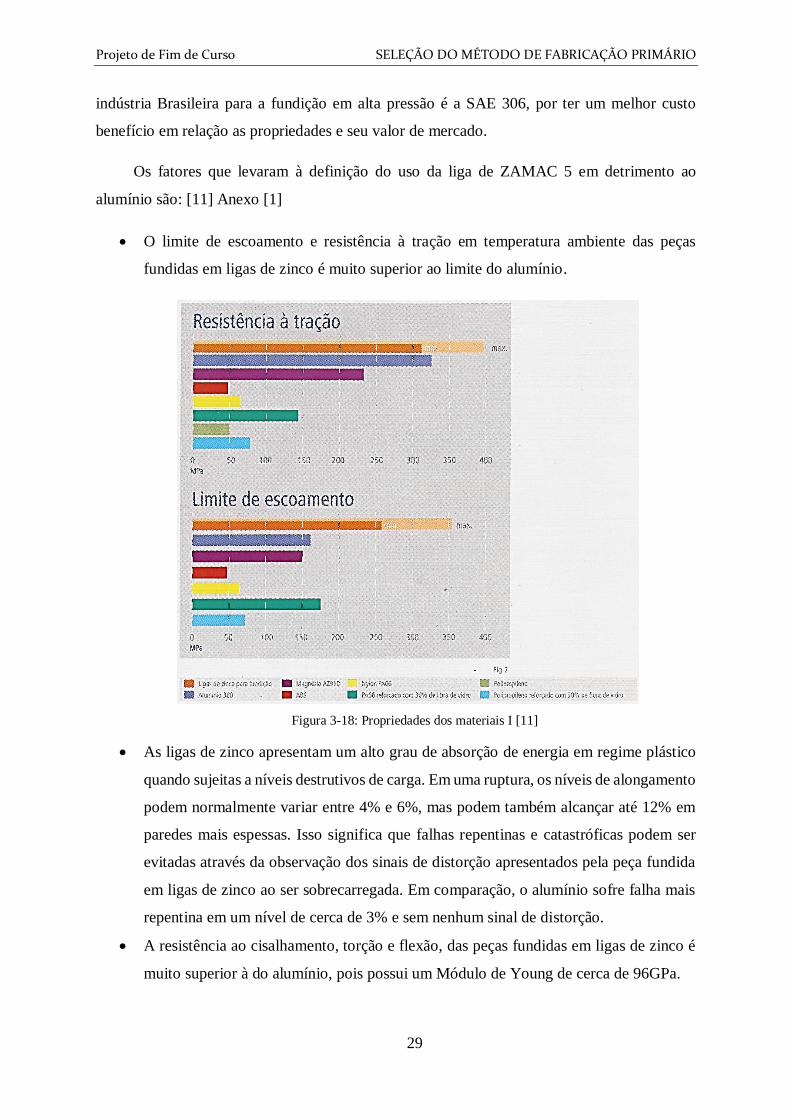
O limite de escoamento e resistência à tração em temperatura ambiente das peças
fundidas em ligas de zinco é muito superior ao limite do alumínio.
Figura 3-18: Propriedades dos materiais I [11]
As ligas de zinco apresentam um alto grau de absorção de energia em regime plástico
quando sujeitas a níveis destrutivos de carga. Em uma ruptura, os níveis de alongamento
podem normalmente variar entre 4% e 6%, mas podem também alcançar até 12% em
paredes mais espessas. Isso significa que falhas repentinas e catastróficas podem ser
evitadas através da observação dos sinais de distorção apresentados pela peça fundida
em ligas de zinco ao ser sobrecarregada. Em comparação, o alumínio sofre falha mais
repentina em um nível de cerca de 3% e sem nenhum sinal de distorção.
A resistência ao cisalhamento, torção e flexão, das peças fundidas em ligas de zinco é
muito superior à do alumínio, pois possui um Módulo de Young de cerca de 96GPa.
Projeto de Fim de Curso SELEÇÃO DO MÉTODO DE FABRICAÇÃO PRIMÁRIO
30
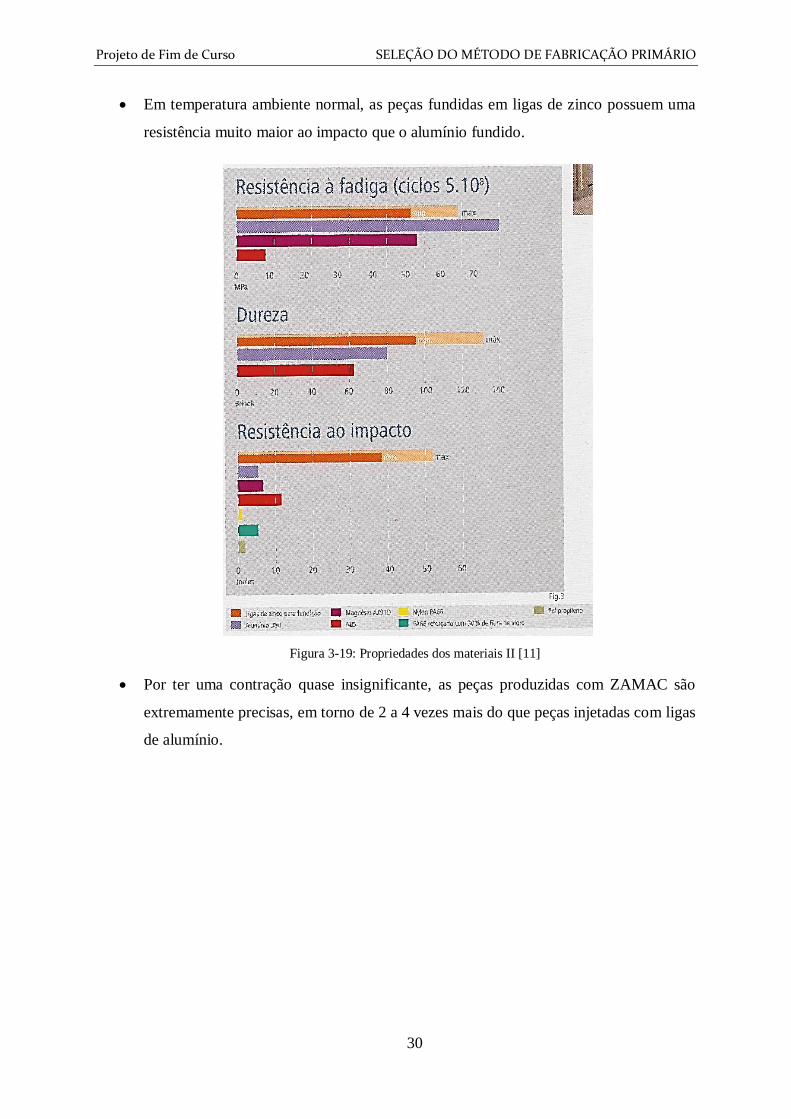
Em temperatura ambiente normal, as peças fundidas em ligas de zinco possuem uma
resistência muito maior ao impacto que o alumínio fundido.
Figura 3-19: Propriedades dos materiais II [11]
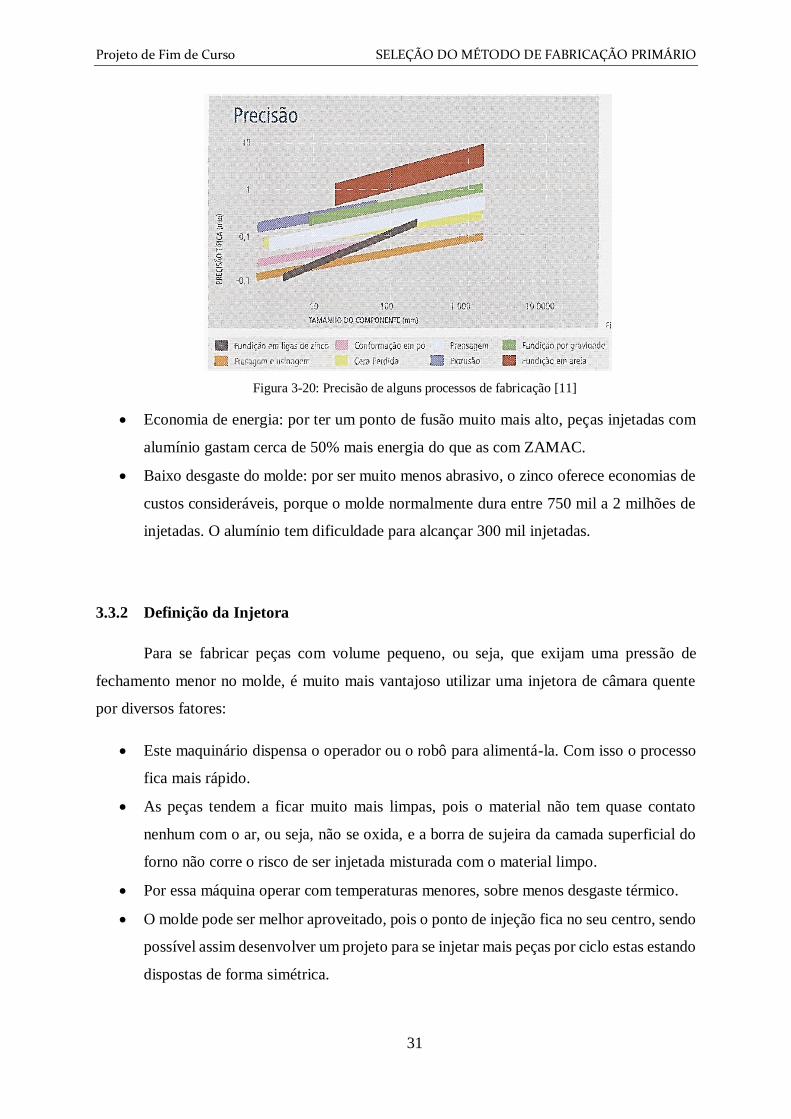
Por ter uma contração quase insignificante, as peças produzidas com ZAMAC são
extremamente precisas, em torno de 2 a 4 vezes mais do que peças injetadas com ligas
de alumínio.
Projeto de Fim de Curso SELEÇÃO DO MÉTODO DE FABRICAÇÃO PRIMÁRIO
31
Figura 3-20: Precisão de alguns processos de fabricação [11]
Economia de energia: por ter um ponto de fusão muito mais alto, peças injetadas com
alumínio gastam cerca de 50% mais energia do que as com ZAMAC.
Baixo desgaste do molde: por ser muito menos abrasivo, o zinco oferece economias de
custos consideráveis, porque o molde normalmente dura entre 750 mil a 2 milhões de
injetadas. O alumínio tem dificuldade para alcançar 300 mil injetadas.
3.3.2 Definição da Injetora
Para se fabricar peças com volume pequeno, ou seja, que exijam uma pressão de
fechamento menor no molde, é muito mais vantajoso utilizar uma injetora de câmara quente
por diversos fatores:
Este maquinário dispensa o operador ou o robô para alimentá-la. Com isso o processo
fica mais rápido.
As peças tendem a ficar muito mais limpas, pois o material não tem quase contato
nenhum com o ar, ou seja, não se oxida, e a borra de sujeira da camada superficial do
forno não corre o risco de ser injetada misturada com o material limpo.
Por essa máquina operar com temperaturas menores, sobre menos desgaste térmico.
O molde pode ser melhor aproveitado, pois o ponto de injeção fica no seu centro, sendo
possível assim desenvolver um projeto para se injetar mais peças por ciclo estas estando
dispostas de forma simétrica.
Projeto de Fim de Curso PROJETO DO MOLDE
32
4 PROJETO DO MOLDE
O molde é a ferramenta responsável por criar a peça, ou seja, o projeto do molde é o fator
determinante para a qualidade do produto final acabado. Como é a primeira etapa da fabricação
da peça, todo o erro e defeito apresentado pelo molde vai se propagar ao longo de todo a sua
fabricação.
Além de ser extremamente complexo, projetar um molde é um trabalho muito difícil,
pois não existe um meio de visualizar o que acontece com o material durante o seu
preenchimento, fazendo com que a avaliação das causas dos possíveis defeitos gerados seja
quase impossível.
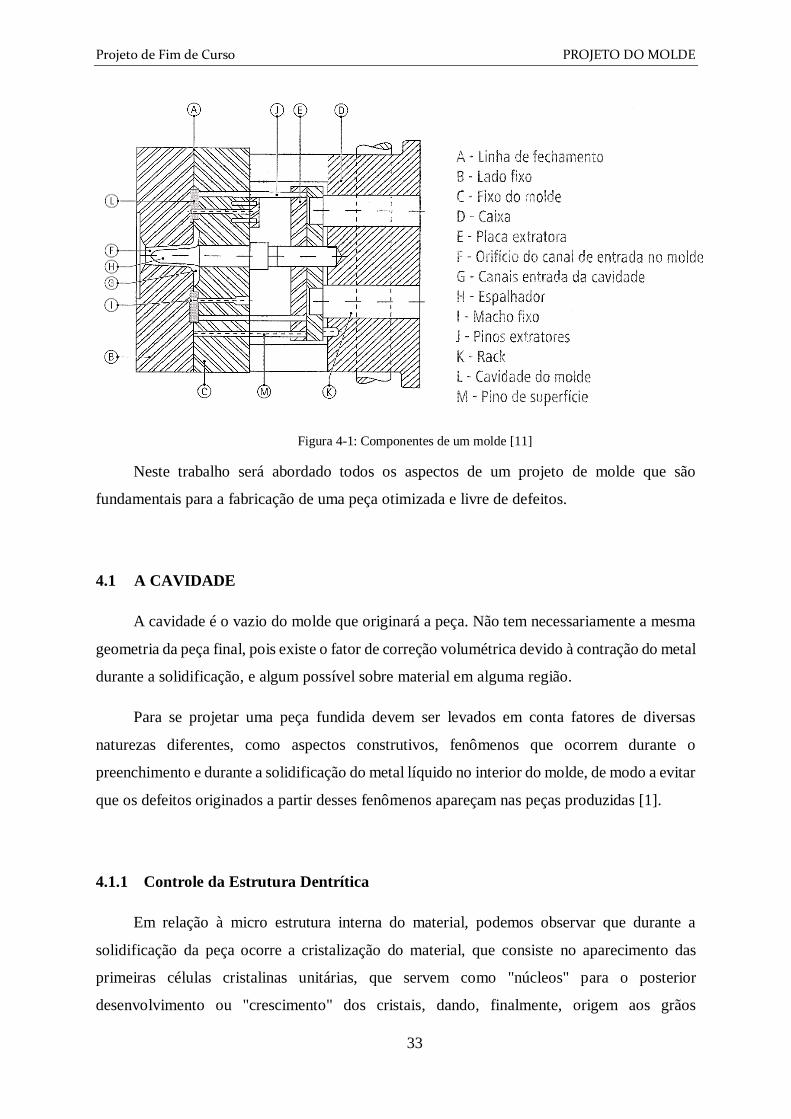
A Figura 4-1 representa uma seção de corte de um molde para câmara quente genérico.
O material entra no molde pelo ponto F, que é definido pela posição do bico injetor da máquina
injetora, ou seja, nem todo molde pode ser usado em qualquer injetora. A partir do ponto F, o
material passa pelo espalhador H, que tem por objetivo mudar a direção do deslocamento do
material, que entra no molde na horizontal e passa a vertical nos canais de entrada G seguindo
a linha de fechamento do molde A. O material faz todo esse percurso até conseguir chegar nas
cavidades L. Uma vez o molde preenchido e as cavidades já completamente solidificadas, o
conjunto fundido é extraído do molde pelos pinos extratores J, que são fixos a placa extratora
E.
O lado B do molde, chamado de parte fixa, fica sempre parado em relação à injetora,
enquanto todo o resto abre e fecha a cada ciclo de injeção. Os rack’s, também chamados de
coluna K, tem a função de manter o alinhamento de todas as placas durante a abertura e
fechamento do molde [11].
Projeto de Fim de Curso PROJETO DO MOLDE
33
Figura 4-1: Componentes de um molde [11]
Neste trabalho será abordado todos os aspectos de um projeto de molde que são
fundamentais para a fabricação de uma peça otimizada e livre de defeitos.
4.1 A CAVIDADE
A cavidade é o vazio do molde que originará a peça. Não tem necessariamente a mesma
geometria da peça final, pois existe o fator de correção volumétrica devido à contração do metal
durante a solidificação, e algum possível sobre material em alguma região.
Para se projetar uma peça fundida devem ser levados em conta fatores de diversas
naturezas diferentes, como aspectos construtivos, fenômenos que ocorrem durante o
preenchimento e durante a solidificação do metal líquido no interior do molde, de modo a evitar
que os defeitos originados a partir desses fenômenos apareçam nas peças produzidas [1].
4.1.1 Controle da Estrutura Dentrítica
Em relação à micro estrutura interna do material, podemos observar que durante a
solidificação da peça ocorre a cristalização do material, que consiste no aparecimento das
primeiras células cristalinas unitárias, que servem como "núcleos" para o posterior
desenvolvimento ou "crescimento" dos cristais, dando, finalmente, origem aos grãos
Projeto de Fim de Curso PROJETO DO MOLDE
34
definitivos e à "estrutura granular" típica dos metais. Esse crescimento dos cristais não se dá,
na realidade, de maneira uniforme, ou seja, a velocidade de crescimento não é a mesma em
todas as direções, variando de acordo com os diferentes eixos cristalográficos; além disso, no
interior dos moldes, o crescimento é limitado pelas paredes destes. Como resultado, os núcleos
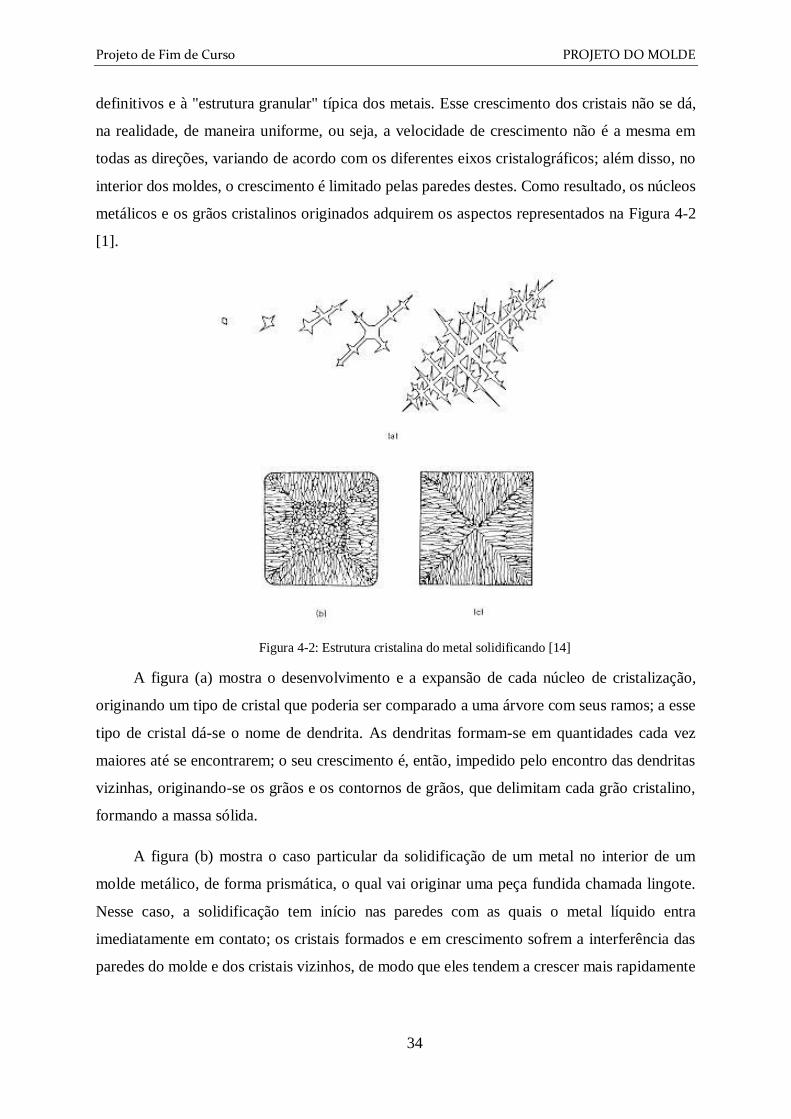
metálicos e os grãos cristalinos originados adquirem os aspectos representados na Figura 4-2
[1].
Figura 4-2: Estrutura cristalina do metal solidificando [14]
A figura (a) mostra o desenvolvimento e a expansão de cada núcleo de cristalização,
originando um tipo de cristal que poderia ser comparado a uma árvore com seus ramos; a esse
tipo de cristal dá-se o nome de dendrita. As dendritas formam-se em quantidades cada vez
maiores até se encontrarem; o seu crescimento é, então, impedido pelo encontro das dendritas
vizinhas, originando-se os grãos e os contornos de grãos, que delimitam cada grão cristalino,
formando a massa sólida.
A figura (b) mostra o caso particular da solidificação de um metal no interior de um
molde metálico, de forma prismática, o qual vai originar uma peça fundida chamada lingote.
Nesse caso, a solidificação tem início nas paredes com as quais o metal líquido entra
imediatamente em contato; os cristais formados e em crescimento sofrem a interferência das
paredes do molde e dos cristais vizinhos, de modo que eles tendem a crescer mais rapidamente
Projeto de Fim de Curso PROJETO DO MOLDE
35
na direção perpendicular às paredes do molde. Origina-se, então, uma estrutura colunar típica,
até uma determinada profundidade, como a figura (b) mostra.
A figura (c) demonstra que grupos colunares de cristais, crescendo de paredes contíguas,
se encontram segundo planos diagonais por causa dos cantos vivos, gerando assim efeitos
indesejáveis. Esses efeitos indesejáveis resultam do fato dessas diagonais constituírem planos
de maior fragilidade [1].
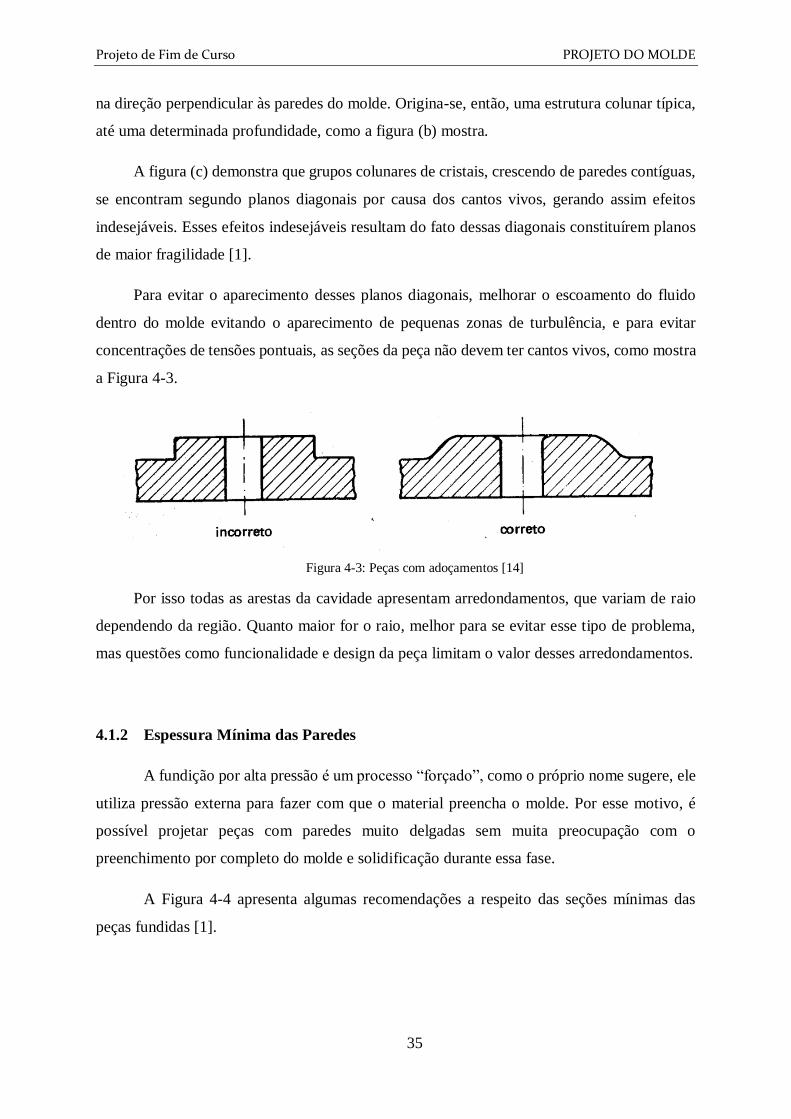
Para evitar o aparecimento desses planos diagonais, melhorar o escoamento do fluido
dentro do molde evitando o aparecimento de pequenas zonas de turbulência, e para evitar
concentrações de tensões pontuais, as seções da peça não devem ter cantos vivos, como mostra
a Figura 4-3.
Figura 4-3: Peças com adoçamentos [14]
Por isso todas as arestas da cavidade apresentam arredondamentos, que variam de raio
dependendo da região. Quanto maior for o raio, melhor para se evitar esse tipo de problema,
mas questões como funcionalidade e design da peça limitam o valor desses arredondamentos.
4.1.2 Espessura Mínima das Paredes
A fundição por alta pressão é um processo “forçado”, como o próprio nome sugere, ele
utiliza pressão externa para fazer com que o material preencha o molde. Por esse motivo, é
possível projetar peças com paredes muito delgadas sem muita preocupação com o
preenchimento por completo do molde e solidificação durante essa fase.
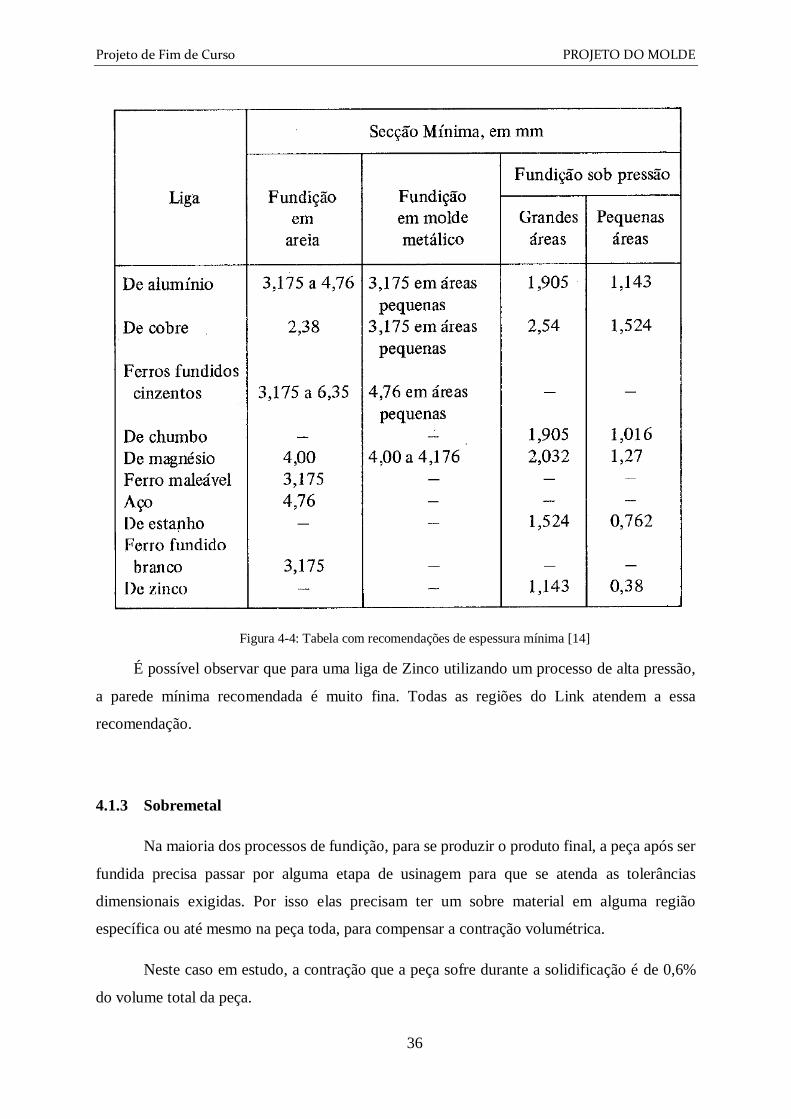
A Figura 4-4 apresenta algumas recomendações a respeito das seções mínimas das
peças fundidas [1].
Projeto de Fim de Curso PROJETO DO MOLDE
36
Figura 4-4: Tabela com recomendações de espessura mínima [14]
É possível observar que para uma liga de Zinco utilizando um processo de alta pressão,
a parede mínima recomendada é muito fina. Todas as regiões do Link atendem a essa
recomendação.
4.1.3 Sobremetal
Na maioria dos processos de fundição, para se produzir o produto final, a peça após ser
fundida precisa passar por alguma etapa de usinagem para que se atenda as tolerâncias
dimensionais exigidas. Por isso elas precisam ter um sobre material em alguma região
específica ou até mesmo na peça toda, para compensar a contração volumétrica.
Neste caso em estudo, a contração que a peça sofre durante a solidificação é de 0,6%
do volume total da peça.
Projeto de Fim de Curso PROJETO DO MOLDE
37
Como o Link não possui nenhuma superfície que vai montada a outra peça que possua
um ajuste fino, ou seja, as próprias tolerâncias alcançadas pelo processo de injeção são
suficientes para garantir a montagem do Link no conjunto do limpador. Por isso essa peça não
possui sobre metal em nenhuma região.
4.1.4 Superfície de Partição e Ângulo de Saída
Para que a peça após ser fundida possa ser desmoldada, ela precisa ter uma superfície
de partição e um ângulo de saída.
A superfície de partição é a superfície que delimita as 2 partes principais do molde,
todas as faces da peça têm que ter um ângulo de saída positivo, pois se não a peça não pode ser
desmoldada. Como é possível observar pela Figura 4-5, as faces dos furos laterais não possuem
saída em relação ao eixo principal da peça, ou seja, para poder gerar essa geometria é preciso
que o molde tenha “gavetas” nessas regiões.
As “gavetas” aproveitam o movimento horizontal de abertura do molde para fazer um
movimento na direção perpendicular e assim retirar os machos, que são os insertos internos,
necessários para se criar essa geometria complexa na peça.
Pela Figura 4-5 também é possível observar por onde vai passar a superfície de partição
do molde, exatamente onde acontece a mudança de cor do azul para a rosa.
Projeto de Fim de Curso PROJETO DO MOLDE
38
Figura 4-5: Superfície de partição da peça
4.2 CANAL DE ALIMENTAÇÃO
O canal de alimentação é responsável por conduzir o metal líquido do bico injetor até a
cavidade da peça. A Figura 4-6 mostra um exemplo de um canal de alimentação (laranja) de
uma peça de alumínio fundida pelo processo de alta pressão. Neste caso, o molde possui 2
cavidades, pois são produzidos 2 produtos (verde) por ciclo de injeção, sendo que cada peça
possui 3 entradas, pois o canal alimenta uma mesma peça em 3 locais diferentes. O conjunto
do canal, com as peças e as possíveis bolsas é denominado de “galho”, ou seja, o galho é o
resultado de tudo que foi fundido dentro do molde.
Projeto de Fim de Curso PROJETO DO MOLDE
39
Figura 4-6: Exemplo de um galho de alumínio
O canal de alimentação desempenha um papel fundamental na qualidade final da peça,
pois a sua geometria é o principal parâmetro determinante do comportamento do material
durante o preenchimento da peça. Normalmente todos os outros parâmetros controláveis do
processo de fundição por alta pressão não influenciam de forma tão significativa no
comportamento do preenchimento, pois esses outros parâmetros, que serão explicados com
mais propriedade nos capítulos futuros, não podem variar de forma relevante pois isso
implicaria no surgimento de outros problemas no processo. Sendo assim, praticamente toda a
dificuldade de se projetar um molde para fundição de alta pressão está na determinação da
geometria do canal de alimentação [2].
Os principais requisitos a serem considerados para se projetar um bom canal de alimentação
são [2]:
Menor volume possível: Isso irá aumentar o rendimento de material que é a razão entre
a massa da peça fundida pela a massa do conjunto fundido (peça + canal + bolsas),
permitindo assim se produzir mais peças com o mesmo suprimento de metal líquido.
Outro fator importante é que quanto menor for o volume do canal, menos energia
térmica vai ser gasta para refundi-lo. Isso vai causar um grande impacto na
produtividade de no custo de produção.
Projeto de Fim de Curso PROJETO DO MOLDE
40
Fazer com que apenas o metal líquido entre na cavidade do molde: Não permitir a
entrada de escória, óxidos, areia, ar ou outros gases, evitando assim o aparecimento de
defeitos devido a essas impurezas.
Fazer com que o material preencha a peça em uma linha de frente única: Não deixar
que durante o preenchimento o material se encontre nele mesmo, ou seja, fazer com
que o preenchimento se dê de uma forma contínua. Este encontro de material pode
acarretar problemas como a “solda fria”, que acontece quando a temperatura do
material está baixa e ele não consegue se fundir nele mesmo de uma maneira
adequada, ou aprisionamento de sujeira, ocasionando o aparecimento de trincas e
comprometendo a integridade estrutural da peça.
Não permitir o aprisionamento de ar: O canal de alimentação deve fazer com que o
fluxo de metal líquido preencha a cavidade sem que fique nenhum local por onde o ar
não possa escapar. Dependendo da geometria da peça isso pode se tornar muito difícil
ou quase impossível de ser feito, mas para resolver este tipo de situação existem alguns
artifícios que podem ser usados, como a colocação de bolsas ou saídas de ar.
Dependendo do volume de ar aprisionado, a peça final pode apresentar
macroporosidades.
Ser facilmente removível: Após o preenchimento do molde com metal líquido e sua
subsequente solidificação, o conjunto de peça mais o canal é retirado do molde. Logo
em seguida o operador deve ser capaz de separar o canal da peça sem obviamente
danificar a peça.
4.2.1 Dimensionamento do Canal de Alimentação
Não existe uma equação que preveja o comportamento do material para qualquer tipo de
geometria, por isso é impossível prever de forma analítica se o projeto vai apresentar um bom
resultado ou não. Alguns autores propõem tabelas ou algumas equações que tentam nortear de
alguma maneira o projetista do molde, mas todas elas são extremamente vagas e empíricas. No
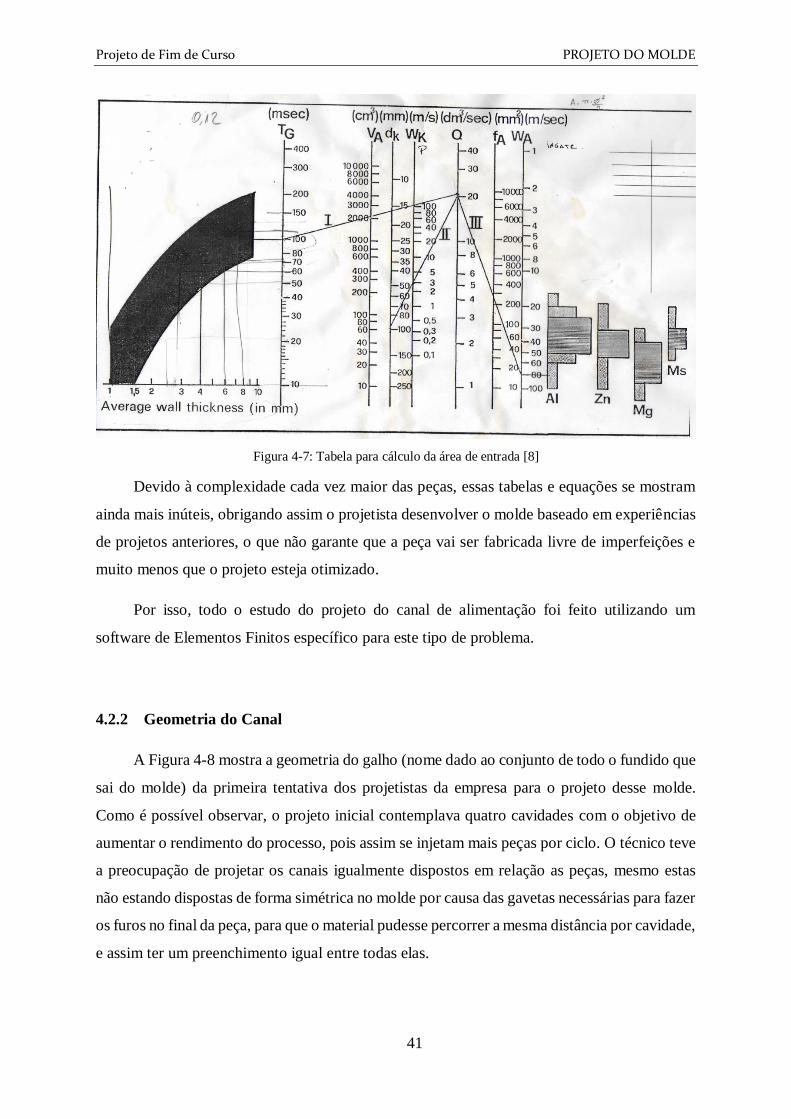
caso da tabela da Figura 4-7, com parâmetros como espessura média da parede da peça,
velocidade na entrada e volume da peça, é possível estimar a área de entrada do material na
peça, mas como é possível observar, são informações muito vagas e sem muita valia.
Projeto de Fim de Curso PROJETO DO MOLDE
41
Figura 4-7: Tabela para cálculo da área de entrada [8]
Devido à complexidade cada vez maior das peças, essas tabelas e equações se mostram
ainda mais inúteis, obrigando assim o projetista desenvolver o molde baseado em experiências
de projetos anteriores, o que não garante que a peça vai ser fabricada livre de imperfeições e
muito menos que o projeto esteja otimizado.
Por isso, todo o estudo do projeto do canal de alimentação foi feito utilizando um
software de Elementos Finitos específico para este tipo de problema.
4.2.2 Geometria do Canal
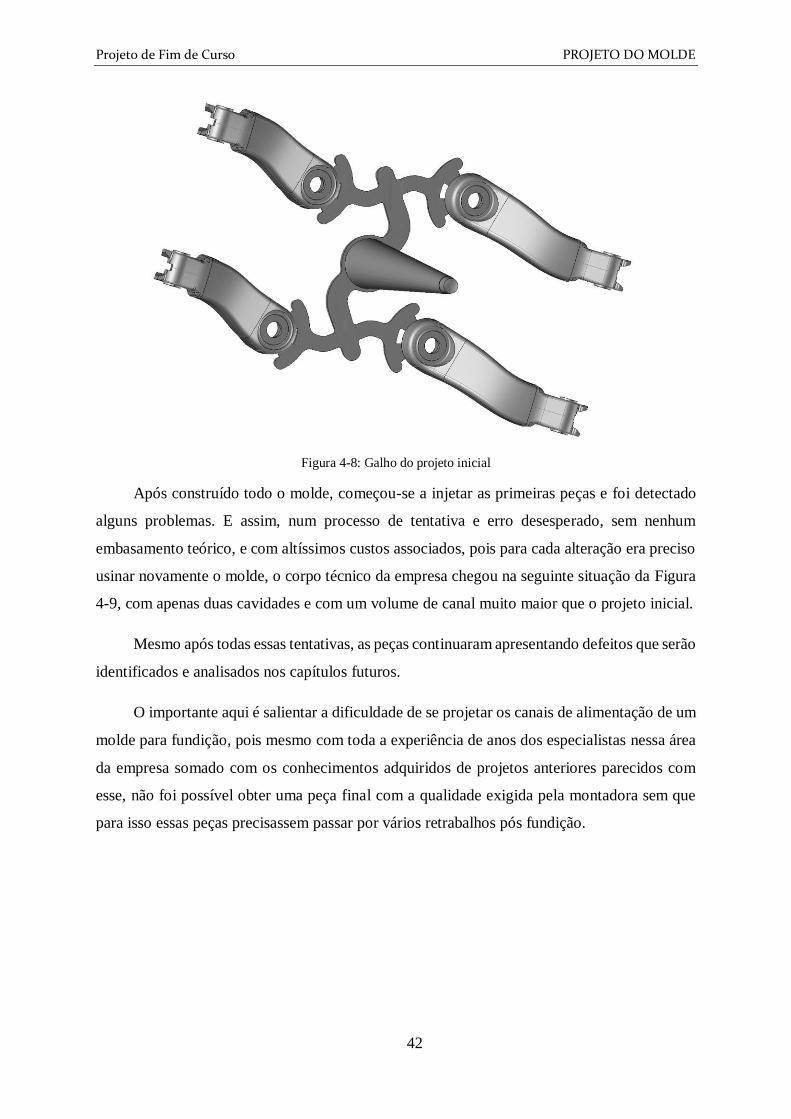
A Figura 4-8 mostra a geometria do galho (nome dado ao conjunto de todo o fundido que
sai do molde) da primeira tentativa dos projetistas da empresa para o projeto desse molde.
Como é possível observar, o projeto inicial contemplava quatro cavidades com o objetivo de
aumentar o rendimento do processo, pois assim se injetam mais peças por ciclo. O técnico teve
a preocupação de projetar os canais igualmente dispostos em relação as peças, mesmo estas
não estando dispostas de forma simétrica no molde por causa das gavetas necessárias para fazer
os furos no final da peça, para que o material pudesse percorrer a mesma distância por cavidade,
e assim ter um preenchimento igual entre todas elas.
Projeto de Fim de Curso PROJETO DO MOLDE
42
Figura 4-8: Galho do projeto inicial
Após construído todo o molde, começou-se a injetar as primeiras peças e foi detectado
alguns problemas. E assim, num processo de tentativa e erro desesperado, sem nenhum
embasamento teórico, e com altíssimos custos associados, pois para cada alteração era preciso
usinar novamente o molde, o corpo técnico da empresa chegou na seguinte situação da Figura
4-9, com apenas duas cavidades e com um volume de canal muito maior que o projeto inicial.
Mesmo após todas essas tentativas, as peças continuaram apresentando defeitos que serão
identificados e analisados nos capítulos futuros.
O importante aqui é salientar a dificuldade de se projetar os canais de alimentação de um
molde para fundição, pois mesmo com toda a experiência de anos dos especialistas nessa área
da empresa somado com os conhecimentos adquiridos de projetos anteriores parecidos com
esse, não foi possível obter uma peça final com a qualidade exigida pela montadora sem que
para isso essas peças precisassem passar por vários retrabalhos pós fundição.
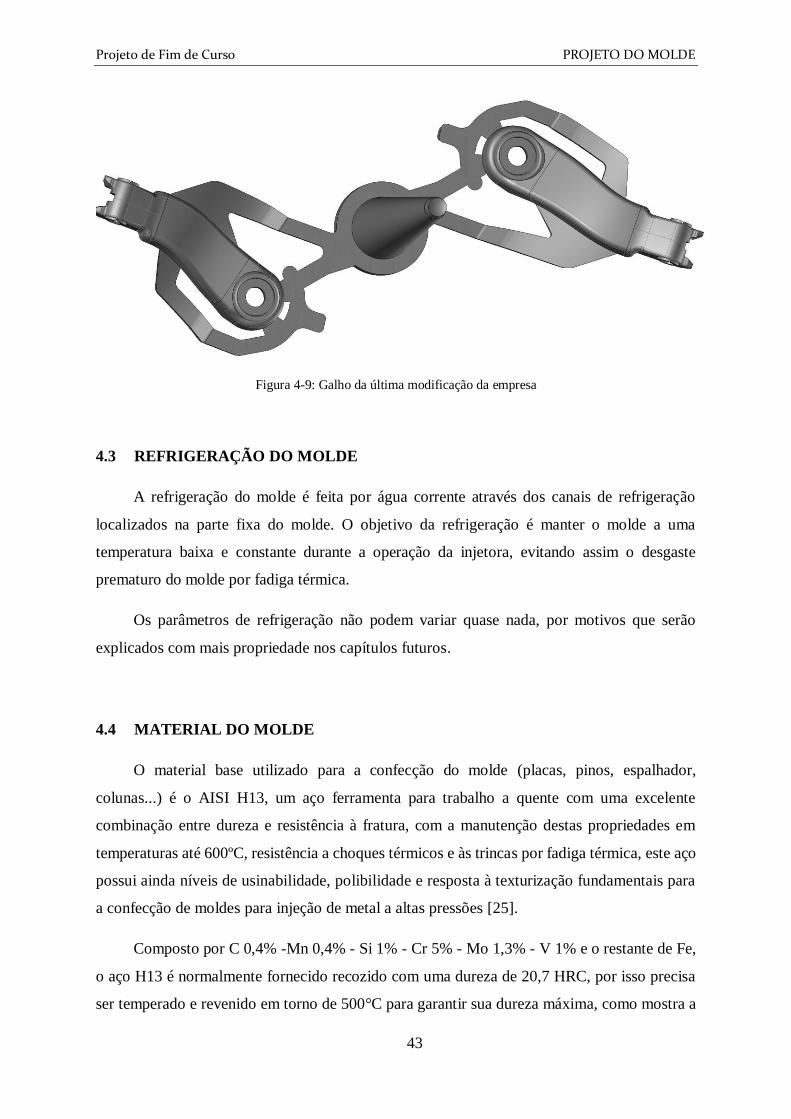
Projeto de Fim de Curso PROJETO DO MOLDE
43
Figura 4-9: Galho da última modificação da empresa
4.3 REFRIGERAÇÃO DO MOLDE
A refrigeração do molde é feita por água corrente através dos canais de refrigeração
localizados na parte fixa do molde. O objetivo da refrigeração é manter o molde a uma
temperatura baixa e constante durante a operação da injetora, evitando assim o desgaste
prematuro do molde por fadiga térmica.
Os parâmetros de refrigeração não podem variar quase nada, por motivos que serão
explicados com mais propriedade nos capítulos futuros.
4.4 MATERIAL DO MOLDE
O material base utilizado para a confecção do molde (placas, pinos, espalhador,
colunas...) é o AISI H13, um aço ferramenta para trabalho a quente com uma excelente
combinação entre dureza e resistência à fratura, com a manutenção destas propriedades em
temperaturas até 600ºC, resistência a choques térmicos e às trincas por fadiga térmica, este aço
possui ainda níveis de usinabilidade, polibilidade e resposta à texturização fundamentais para
a confecção de moldes para injeção de metal a altas pressões [25].
Composto por C 0,4% -Mn 0,4% - Si 1% - Cr 5% - Mo 1,3% - V 1% e o restante de Fe,
o aço H13 é normalmente fornecido recozido com uma dureza de 20,7 HRC, por isso precisa
ser temperado e revenido em torno de 500°C para garantir sua dureza máxima, como mostra a
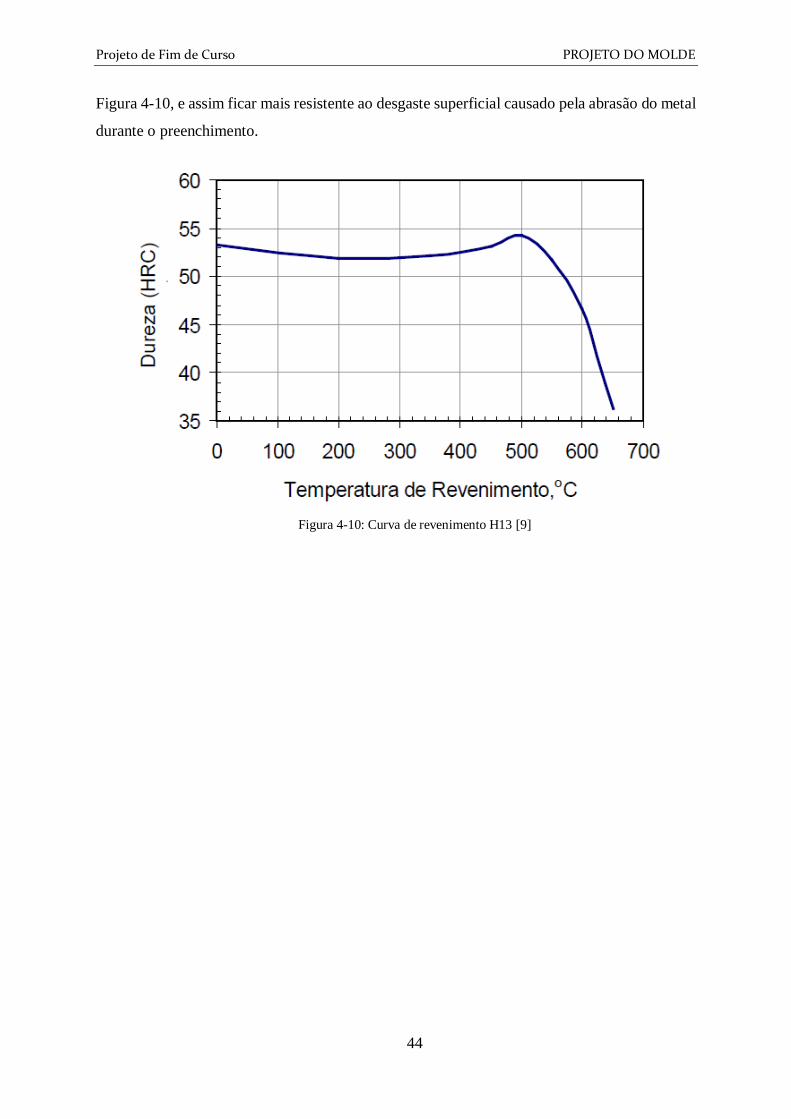
Projeto de Fim de Curso PROJETO DO MOLDE
44
Figura 4-10, e assim ficar mais resistente ao desgaste superficial causado pela abrasão do metal
durante o preenchimento.
Figura 4-10: Curva de revenimento H13 [9]
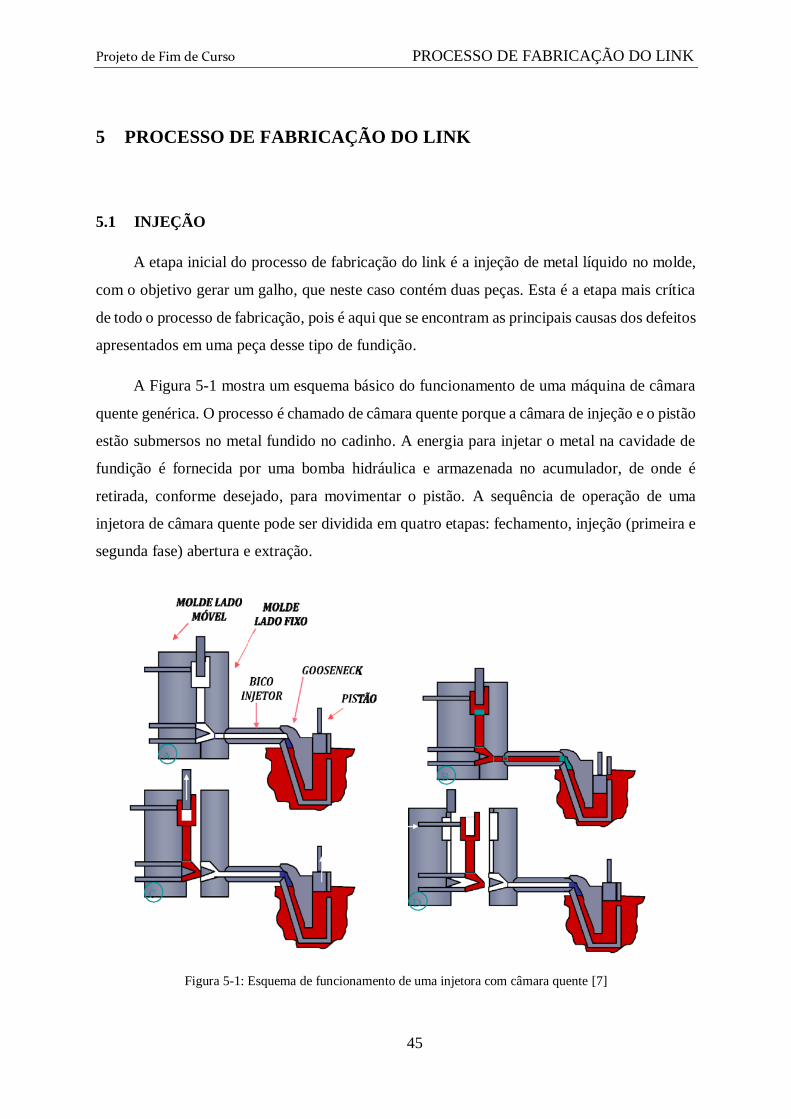
Projeto de Fim de Curso PROCESSO DE FABRICAÇÃO DO LINK
45
5 PROCESSO DE FABRICAÇÃO DO LINK
5.1 INJEÇÃO
A etapa inicial do processo de fabricação do link é a injeção de metal líquido no molde,
com o objetivo gerar um galho, que neste caso contém duas peças. Esta é a etapa mais crítica
de todo o processo de fabricação, pois é aqui que se encontram as principais causas dos defeitos
apresentados em uma peça desse tipo de fundição.
A Figura 5-1 mostra um esquema básico do funcionamento de uma máquina de câmara
quente genérica. O processo é chamado de câmara quente porque a câmara de injeção e o pistão
estão submersos no metal fundido no cadinho. A energia para injetar o metal na cavidade de
fundição é fornecida por uma bomba hidráulica e armazenada no acumulador, de onde é
retirada, conforme desejado, para movimentar o pistão. A sequência de operação de uma
injetora de câmara quente pode ser dividida em quatro etapas: fechamento, injeção (primeira e
segunda fase) abertura e extração.
Figura 5-1: Esquema de funcionamento de uma injetora com câmara quente [7]
Projeto de Fim de Curso PROCESSO DE FABRICAÇÃO DO LINK
46
Inicialmente o molde que estava aberto, parte móvel e fixa separadas, é fechado. Depois
que o molde é travado pela máquina o pistão começa a descer em uma velocidade lenta, sendo
essa a primeira fase. O gooseneck é preenchido de material, em seguida o bico injetor e
posteriormente os canais de alimentação, localizados no molde. A segunda fase deve ter início
momentos antes das cavidades começarem a ser preenchidas, nessa fase a velocidade do pistão
é muito maior e é ela que define o tempo de enchimento das cavidades. Com as cavidades
preenchidas e após o tempo de solidificação o molde abre e o sistema de extração é acionado.
Na maioria dos casos a extração é feita através de pinos que empurram a peça para fora da parte
móvel onde a peça deve ficar “presa”. A peça extraída pode ser retirada manualmente ou
através de algum sistema automatizado.
Serão descritas agora todas as etapas da injeção do galho do Link e suas
particularidades.
5.1.1 Lubrificação do Molde
A lubrificação do molde é fundamental para garantir que o galho vai conseguir ser
expelido do molde de maneira rápida e sem danificar nem o molde e tão pouco a peça. Quando
um spray lubrificante é aplicado as cavidades do molde, a água contida nele instantaneamente
evapora, formando-se um filme fino de desmoldante.
A qualidade e a quantidade de desmoldante aplicado é muito importante para se obter
uma peça final livre de defeitos, pois um desmoldante ruim pode causar problemas na peça
final, como porosidades gasosas.
Neste caso, a aplicação do desmoldante é manual, pois por se tratar de uma injetora muito
antiga, ela não tem um sistema automatizado de pulverização de lubrificante. O operador fica
responsável por aplicar a quantidade correta de desmoldante, para garantir que quando o molde
se abra, o galho fique preso ao lado móvel do molde, para que na sequência possa ser expelido
pelos extratores. No início de cada ciclo o operador faz a aplicação do desmoldante, garantindo
assim uma uniformidade entre todas as peças produzidas.
Projeto de Fim de Curso PROCESSO DE FABRICAÇÃO DO LINK
47
5.1.2 Ciclo de Injeção
Após a lubrificação e o fechamento do molde, o ciclo de injeção tem início com a
primeira fase quando o pistão começa a descer e termina quando o metal chega à câmara, um
pouco antes do início do enchimento da cavidade. É aconselhável escolher a menor velocidade
possível no pistão nessa fase a fim de minimizar as perdas de pressão (por atrito e turbulência)
e evitar que o metal desgrude das paredes do molde e que, consequentemente, favoreça a
retenção de ar [11].
A perda de pressão do metal é resultante de toda a energia que se opõe ao seu fluxo. Esse
fenômeno inevitável é resultante do atrito do metal com as paredes do molde e da turbulência
causada pelas mudanças no formato e na seção transversal dos canais. Quanto menor a
velocidade, menor é a perda de pressão e maior a tendência do material permanecer em contato
com as paredes do molde, evitando assim o risco de inclusão de ar. Ao mesmo tempo, a
velocidade não pode ser muito lenta de tal maneira que o metal se solidifique durante o
processo.
Durante a segunda fase de sua descida, a velocidade do pistão aumenta para preencher a
cavidade o mais rápido possível para que seja obtido um bom preenchimento. A pressão
máxima é limitada pelas condições operacionais da máquina e do molde. Esse aumento da
velocidade é aplicado ao metal quando ele está na entrada da cavidade. No entanto não se pode
dizer que a velocidade do metal na entrada é igual a velocidade do pistão, pois pela equação da
continuidade, considerando uma densidade constante do material, as velocidades serão
inversamente proporcionais às áreas por onde o material passa. Como normalmente a área do
pistão muito maior que a área da entrada da cavidade, a velocidade na entrada da cavidade é
muito maior.
Como a injetora utilizada não tem sensores para medir esses parâmetros e muito menos
a possibilidade de se fazer ajustes de forma precisa na velocidade do pistão, essa tarefa acaba
sendo realizada de forma empírica pelo operador da máquina, ou seja, ele vai fazendo vários
testes até encontrar uma regulagem da pressão da máquina que gere uma peça melhor possível.
Essa regulagem manual e sem embasamento nenhum acaba gerando sérios problemas para o
processo de fabricação que serão descritos com mais propriedade ao final deste capítulo.
Ao final do processo de preenchimento do molde, a pressão deve ser mantida para
neutralizar a contração líquida à qual todo o metal está sujeito durante a solidificação, e assim
Projeto de Fim de Curso PROCESSO DE FABRICAÇÃO DO LINK
48
compactar o metal dentro da cavidade. É uma etapa que deve durar muito pouco, pois
normalmente a entrada da cavidade é muito fina, se solidificando rapidamente.
5.1.3 Ciclo de Resfriamento
O ciclo de resfriamento, propriamente dito, começa quando o pistão está na posição
retraída, ou seja, quando todo molde já está preenchido e compactado, e termina na abertura do
molde. Esta etapa é fundamental para se determinar a qualidade final da peça e principalmente
o tempo total de ciclo, pois enquanto o ciclo de injeção demora alguns milissegundos para
ocorrer, o ciclo de resfriamento leva alguns segundos. Os tempos de fechamento, abertura e
extração da peça também são significativos, mas a otimização destes depende principalmente
da qualidade da injetora, não podendo variar para este estudo visto que não existe a
possibilidade de mudança da injetora utilizada.
A redução do tempo desta etapa acarreta em mais peças produzidas no mesmo espaço de
tempo, aumentando assim a produtividade a injetora. A diminuição do ciclo de resfriamento
implica em vários fatores [11]:
Quanto maior a taxa de produção, menos tempo o molde tem para se resfriar,
consequentemente a temperatura média de trabalho dele aumenta.
A temperatura afeta a qualidade da peça principalmente na extração. Quando a
temperatura é muito alta, ela pode provocar defeitos na superfície, como bolhas e
fragilização a quente.
Uma temperatura do molde alta, alinhado a um tempo baixo do molde fechado, pode
fazer com que a peça não se solidifique por completo dentro do molde, causando
problemas como empenamento da peça.
A refrigeração do molde, que tem por objetivo abaixar a temperatura média de trabalho
dele, fazer com que a peça se solidifique mais rápido e diminuir o tempo do ciclo, não
pode ser muito intensa, pois se não as variações de temperatura do molde considerando
todo o ciclo da injetora serão muito altos, ocasionado um desgaste prematuro do molde
por fadiga térmica.
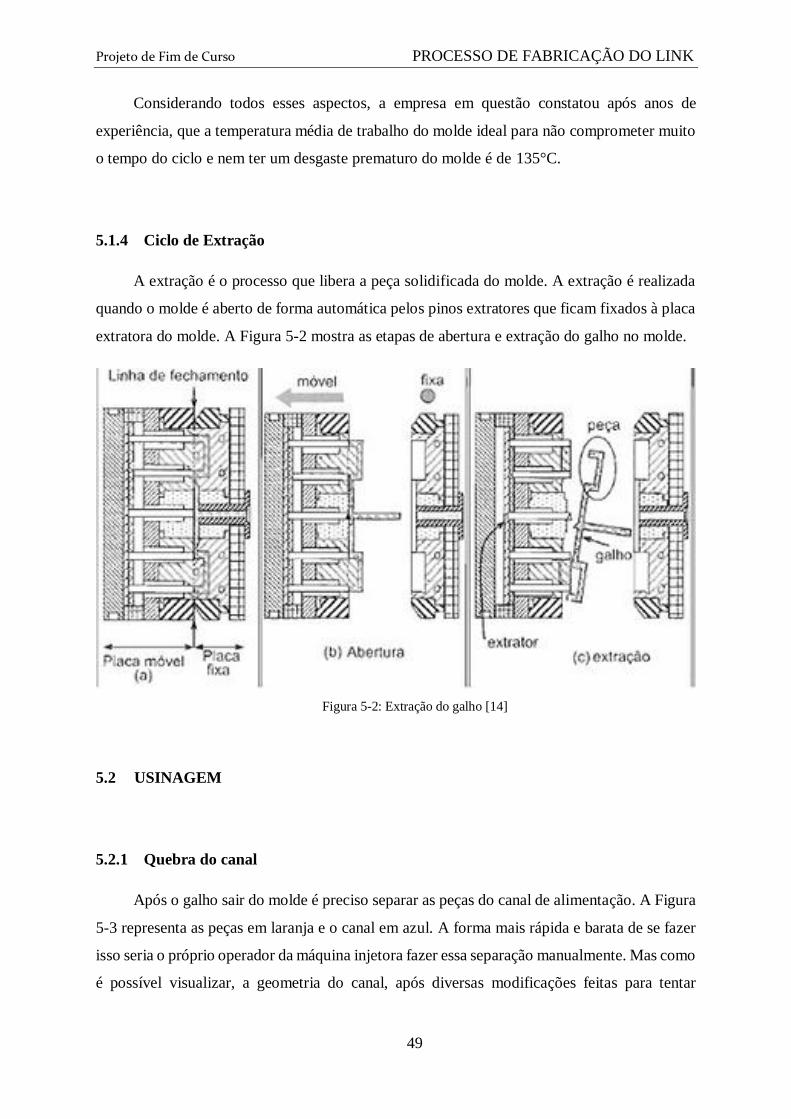
Projeto de Fim de Curso PROCESSO DE FABRICAÇÃO DO LINK
49
Considerando todos esses aspectos, a empresa em questão constatou após anos de
experiência, que a temperatura média de trabalho do molde ideal para não comprometer muito
o tempo do ciclo e nem ter um desgaste prematuro do molde é de 135°C.
5.1.4 Ciclo de Extração
A extração é o processo que libera a peça solidificada do molde. A extração é realizada
quando o molde é aberto de forma automática pelos pinos extratores que ficam fixados à placa
extratora do molde. A Figura 5-2 mostra as etapas de abertura e extração do galho no molde.
Figura 5-2: Extração do galho [14]
5.2 USINAGEM
5.2.1 Quebra do canal
Após o galho sair do molde é preciso separar as peças do canal de alimentação. A Figura
5-3 representa as peças em laranja e o canal em azul. A forma mais rápida e barata de se fazer
isso seria o próprio operador da máquina injetora fazer essa separação manualmente. Mas como
é possível visualizar, a geometria do canal, após diversas modificações feitas para tentar
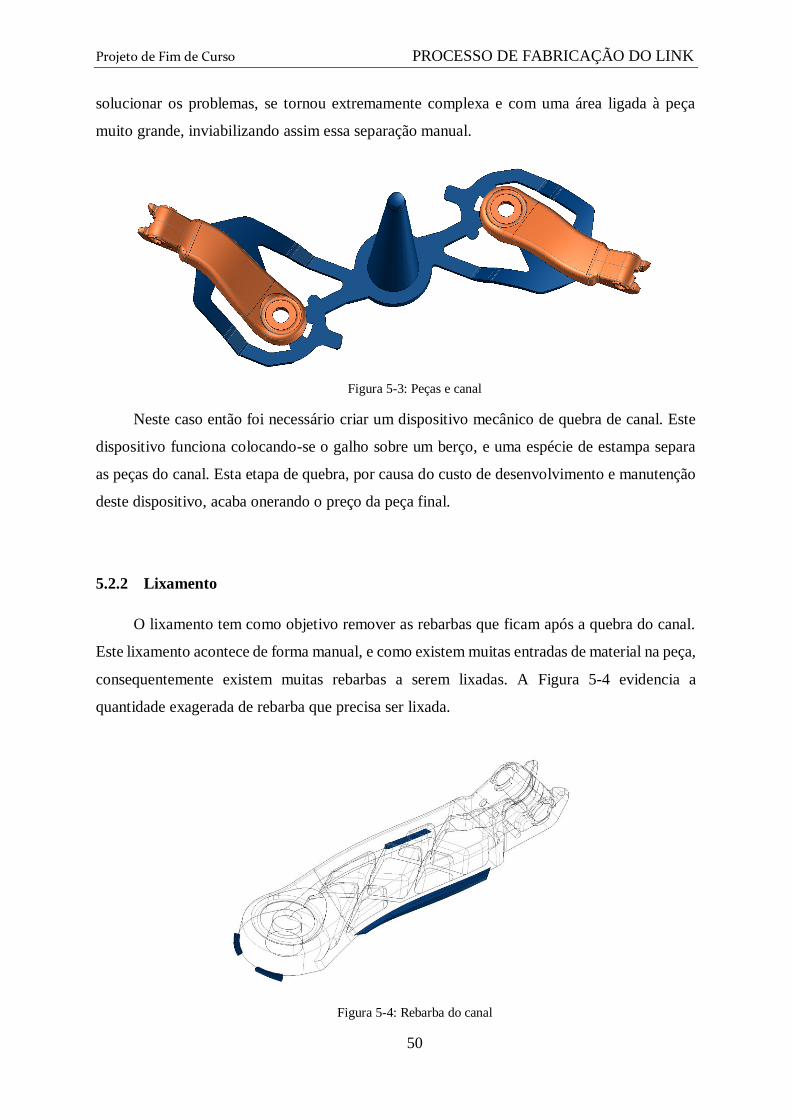
Projeto de Fim de Curso PROCESSO DE FABRICAÇÃO DO LINK
50
solucionar os problemas, se tornou extremamente complexa e com uma área ligada à peça
muito grande, inviabilizando assim essa separação manual.
Figura 5-3: Peças e canal
Neste caso então foi necessário criar um dispositivo mecânico de quebra de canal. Este
dispositivo funciona colocando-se o galho sobre um berço, e uma espécie de estampa separa
as peças do canal. Esta etapa de quebra, por causa do custo de desenvolvimento e manutenção
deste dispositivo, acaba onerando o preço da peça final.
5.2.2 Lixamento
O lixamento tem como objetivo remover as rebarbas que ficam após a quebra do canal.
Este lixamento acontece de forma manual, e como existem muitas entradas de material na peça,
consequentemente existem muitas rebarbas a serem lixadas. A Figura 5-4 evidencia a
quantidade exagerada de rebarba que precisa ser lixada.
Figura 5-4: Rebarba do canal
Projeto de Fim de Curso PROCESSO DE FABRICAÇÃO DO LINK
51
5.2.3 Tamboreamento
O tamboreamento consiste em colocar as peças em um tambor rotativo que contém
pastilhas abrasivas, chamadas de chips. Este processo tem a finalidade de remover pequenas
rebarbas que tenham ficado na peça e principalmente gerar o acabamento superficial necessário
para a pintura.
Figura 5-5: Tamboreador rotativo
5.3 PINTURA
O processo de pintura por eletroforese, também conhecido como processo de
eletrodeposição catódica ou pintura KTL, é o processo utilizado para a pintura do Link pois
atende aos requisitos anticorrosivos exigidos pela indústria automobilística e por propiciar uma
pintura em grande escala.
Consiste na deposição de um filme de tinta à base de resina epóxi, por meio da aplicação
de uma corrente elétrica contínua nas peças metálicas imersas em um banho aquoso de tinta.
Essas peças são previamente submetidas a etapas de limpeza (desengraxe, decapagem e
enxágues) e uma fosfatização, que consiste na formação de uma película de fosfato metálico
na superfície da peça e que proporciona melhor aderência da tinta [23].
Uma vez pintadas, as peças são enxaguadas em água de alta pureza e submetidas a um
processo de cura em uma estufa a 140°C por 20 minutos, atendendo aos requisitos do processo.

Projeto de Fim de Curso PROCESSO DE FABRICAÇÃO DO LINK
52
Figura 5-6: Linha completa de pintura KTL [24]
Projeto de Fim de Curso SIMULAÇÃO COMPUTACIONAL DA FUNDIÇÃO
53
6 SIMULAÇÃO COMPUTACIONAL DA FUNDIÇÃO
Como havia sido explicado no capítulo anterior, não existem equações matemáticas que
descrevam o comportamento do material para cada tipo de geometria genérica qualquer. Por
isso, existem duas formas básicas para que seja possível solucionar os problemas apresentados
na peça final:
Ensaios com moldes reais: Esta técnica consiste em propor melhorias baseadas em
experiências anteriores, fazer modificações físicas no molde real e injetar peças novas
para analisar se as modificações apresentaram o efeito desejado. Este processo pode se
repetir indefinidamente caso a peça continue apresentando os mesmos defeitos, ou
surjam defeitos novos.
Ensaios virtuais: Neste método é feito uma simulação virtual de todo o processo da
fundição, então é feito uma análise minuciosa de todos os resultados, o que possibilita
detectar as causas dos problemas. São feitas modificações no modelo 3D virtual do
molde para que possam ser feitas outras simulações até que o resultado final apresente
uma peça sem nenhum defeito.
Atualmente a primeira forma de trabalho vem sendo usada sem culminar no resultado de
qualidade esperado para tentar reparar o molde em questão. Já foram feitas mais de 5
modificações no molde real e a peça final continua apresentando defeitos.
É obvio que os custos agregados do primeiro método, somado com o tempo necessário
para promover cada retrabalho no molde juntamente com a incerteza de se obter o resultado
desejado, faz com que este método seja imensuravelmente pior que o segundo.
Para que fosse possível realizar este estudo de forma virtual, foi utilizado o software CAE
Click2Cast.
6.1 CLICK2CAST
O Click2Cast é um software baseado em Elementos Finitos que calcula numericamente
o comportamento do material durante a etapa do preenchimento e da solidificação.
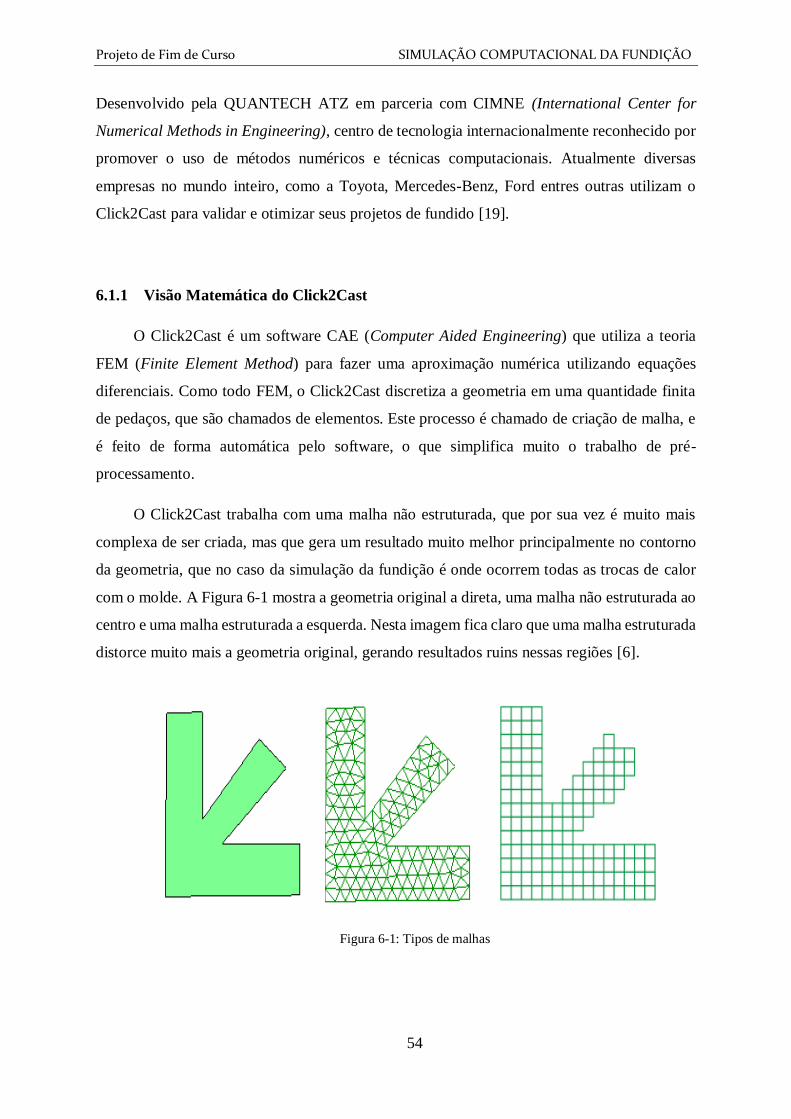
Projeto de Fim de Curso SIMULAÇÃO COMPUTACIONAL DA FUNDIÇÃO
54
Desenvolvido pela QUANTECH ATZ em parceria com CIMNE (International Center for
Numerical Methods in Engineering), centro de tecnologia internacionalmente reconhecido por
promover o uso de métodos numéricos e técnicas computacionais. Atualmente diversas
empresas no mundo inteiro, como a Toyota, Mercedes-Benz, Ford entres outras utilizam o
Click2Cast para validar e otimizar seus projetos de fundido [19].
6.1.1 Visão Matemática do Click2Cast
O Click2Cast é um software CAE (Computer Aided Engineering) que utiliza a teoria
FEM (Finite Element Method) para fazer uma aproximação numérica utilizando equações
diferenciais. Como todo FEM, o Click2Cast discretiza a geometria em uma quantidade finita
de pedaços, que são chamados de elementos. Este processo é chamado de criação de malha, e
é feito de forma automática pelo software, o que simplifica muito o trabalho de pré-
processamento.
O Click2Cast trabalha com uma malha não estruturada, que por sua vez é muito mais
complexa de ser criada, mas que gera um resultado muito melhor principalmente no contorno
da geometria, que no caso da simulação da fundição é onde ocorrem todas as trocas de calor
com o molde. A Figura 6-1 mostra a geometria original a direta, uma malha não estruturada ao
centro e uma malha estruturada a esquerda. Nesta imagem fica claro que uma malha estruturada
distorce muito mais a geometria original, gerando resultados ruins nessas regiões [6].
Figura 6-1: Tipos de malhas
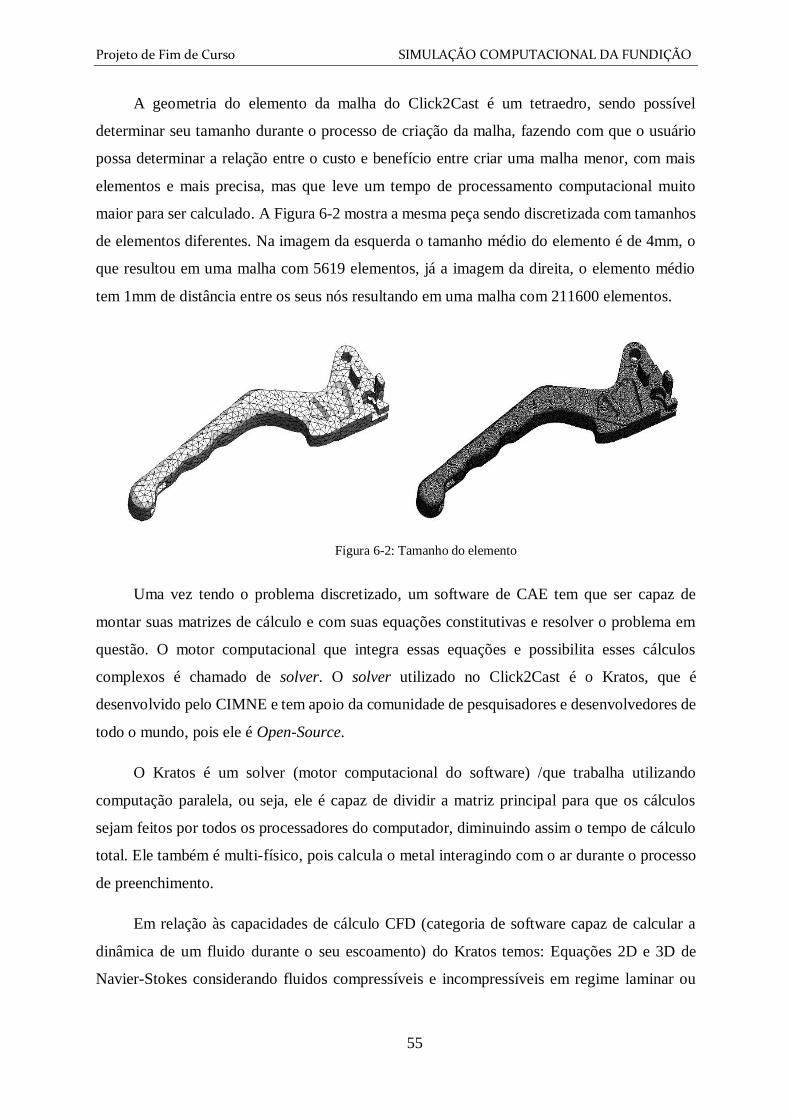
Projeto de Fim de Curso SIMULAÇÃO COMPUTACIONAL DA FUNDIÇÃO
55
A geometria do elemento da malha do Click2Cast é um tetraedro, sendo possível
determinar seu tamanho durante o processo de criação da malha, fazendo com que o usuário
possa determinar a relação entre o custo e benefício entre criar uma malha menor, com mais
elementos e mais precisa, mas que leve um tempo de processamento computacional muito
maior para ser calculado. A Figura 6-2 mostra a mesma peça sendo discretizada com tamanhos
de elementos diferentes. Na imagem da esquerda o tamanho médio do elemento é de 4mm, o
que resultou em uma malha com 5619 elementos, já a imagem da direita, o elemento médio
tem 1mm de distância entre os seus nós resultando em uma malha com 211600 elementos.
Uma vez tendo o problema discretizado, um software de CAE tem que ser capaz de
montar suas matrizes de cálculo e com suas equações constitutivas e resolver o problema em
questão. O motor computacional que integra essas equações e possibilita esses cálculos
complexos é chamado de solver. O solver utilizado no Click2Cast é o Kratos, que é
desenvolvido pelo CIMNE e tem apoio da comunidade de pesquisadores e desenvolvedores de
todo o mundo, pois ele é Open-Source.
O Kratos é um solver (motor computacional do software) /que trabalha utilizando
computação paralela, ou seja, ele é capaz de dividir a matriz principal para que os cálculos
sejam feitos por todos os processadores do computador, diminuindo assim o tempo de cálculo
total. Ele também é multi-físico, pois calcula o metal interagindo com o ar durante o processo
de preenchimento.
Em relação às capacidades de cálculo CFD (categoria de software capaz de calcular a
dinâmica de um fluido durante o seu escoamento) do Kratos temos: Equações 2D e 3D de
Navier-Stokes considerando fluidos compressíveis e incompressíveis em regime laminar ou
Figura 6-2: Tamanho do elemento
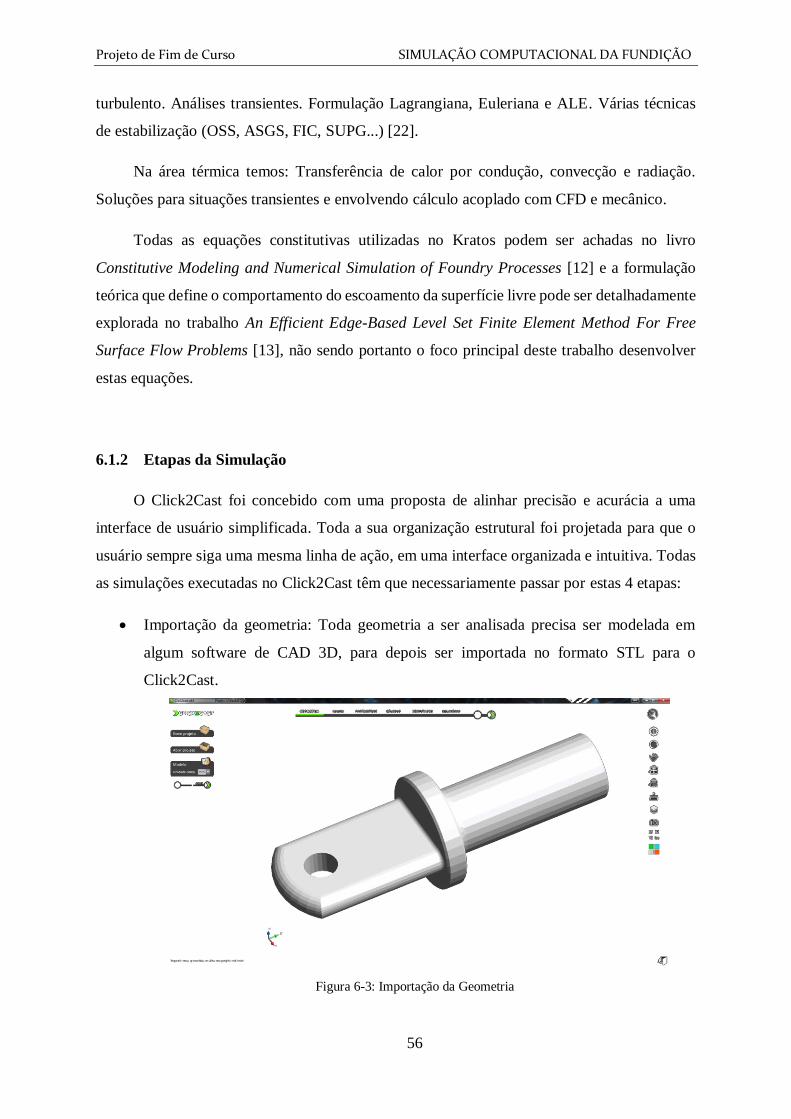
Projeto de Fim de Curso SIMULAÇÃO COMPUTACIONAL DA FUNDIÇÃO
56
turbulento. Análises transientes. Formulação Lagrangiana, Euleriana e ALE. Várias técnicas
de estabilização (OSS, ASGS, FIC, SUPG...) [22].
Na área térmica temos: Transferência de calor por condução, convecção e radiação.
Soluções para situações transientes e envolvendo cálculo acoplado com CFD e mecânico.
Todas as equações constitutivas utilizadas no Kratos podem ser achadas no livro
Constitutive Modeling and Numerical Simulation of Foundry Processes [12] e a formulação
teórica que define o comportamento do escoamento da superfície livre pode ser detalhadamente
explorada no trabalho An Efficient Edge-Based Level Set Finite Element Method For Free
Surface Flow Problems [13], não sendo portanto o foco principal deste trabalho desenvolver
estas equações.
6.1.2 Etapas da Simulação
O Click2Cast foi concebido com uma proposta de alinhar precisão e acurácia a uma
interface de usuário simplificada. Toda a sua organização estrutural foi projetada para que o
usuário sempre siga uma mesma linha de ação, em uma interface organizada e intuitiva. Todas
as simulações executadas no Click2Cast têm que necessariamente passar por estas 4 etapas:
Importação da geometria: Toda geometria a ser analisada precisa ser modelada em
algum software de CAD 3D, para depois ser importada no formato STL para o
Click2Cast.
Figura 6-3: Importação da Geometria
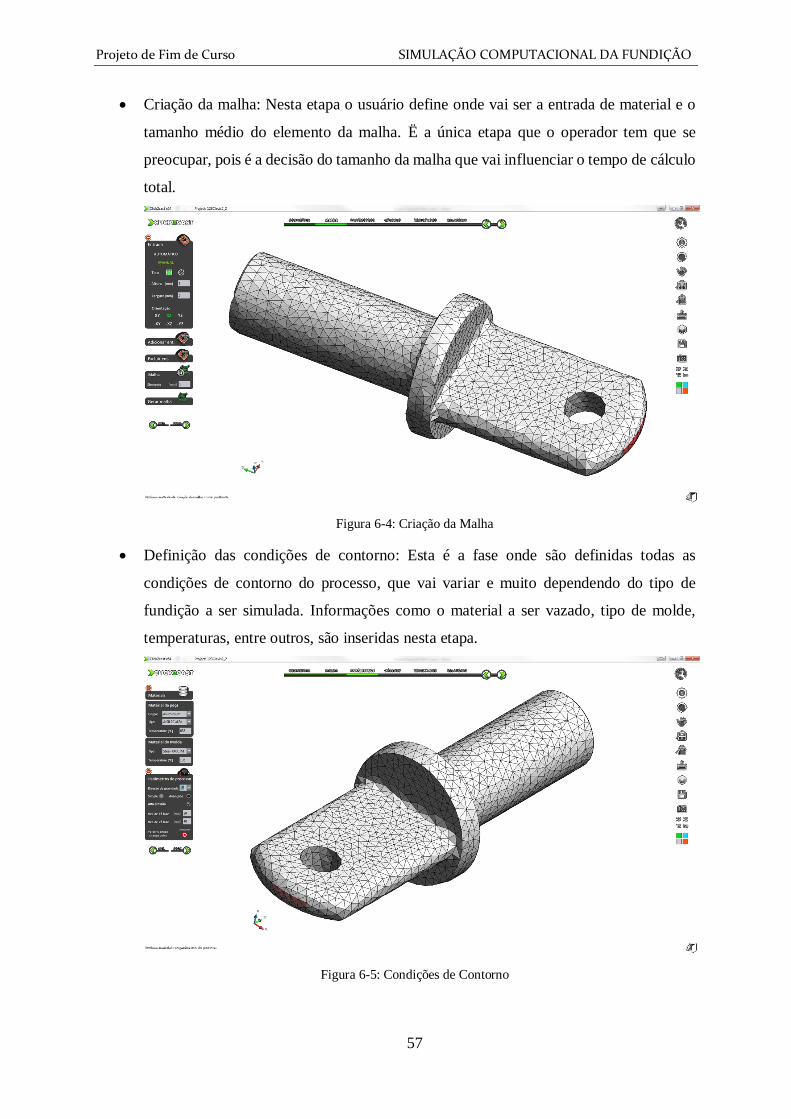
Projeto de Fim de Curso SIMULAÇÃO COMPUTACIONAL DA FUNDIÇÃO
57
Criação da malha: Nesta etapa o usuário define onde vai ser a entrada de material e o
tamanho médio do elemento da malha. Ë a única etapa que o operador tem que se
preocupar, pois é a decisão do tamanho da malha que vai influenciar o tempo de cálculo
total.
Figura 6-4: Criação da Malha
Definição das condições de contorno: Esta é a fase onde são definidas todas as
condições de contorno do processo, que vai variar e muito dependendo do tipo de
fundição a ser simulada. Informações como o material a ser vazado, tipo de molde,
temperaturas, entre outros, são inseridas nesta etapa.
Figura 6-5: Condições de Contorno
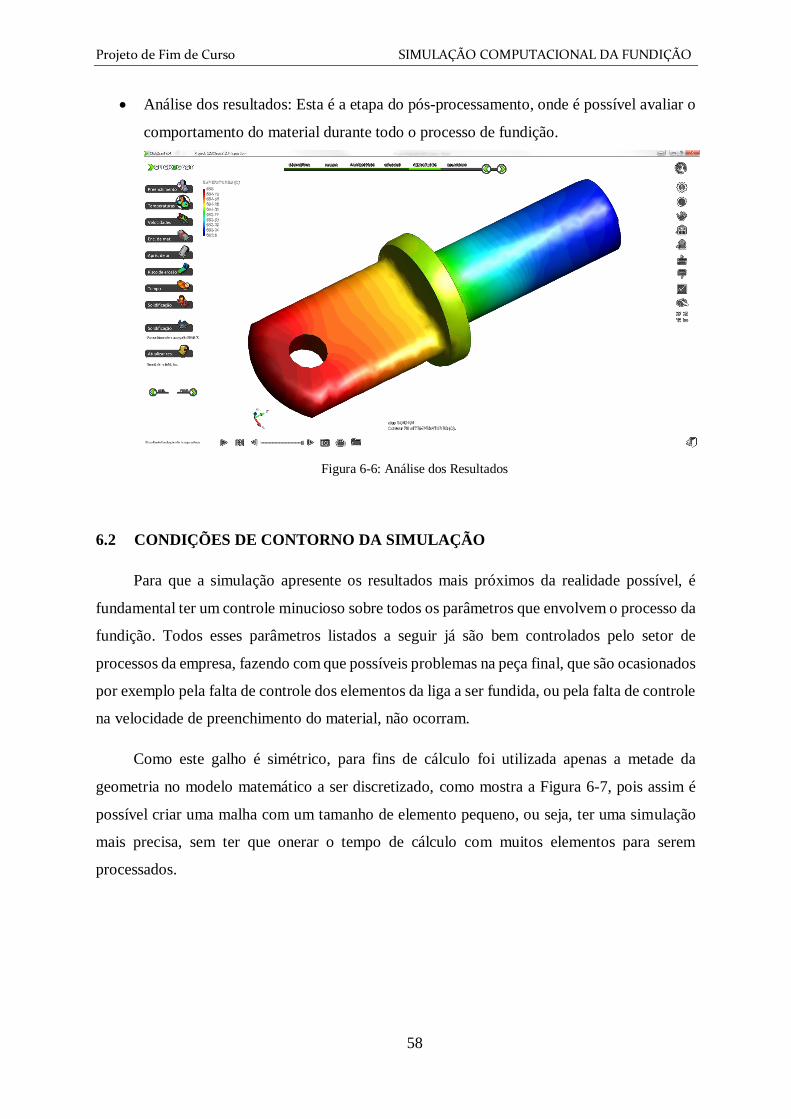
Projeto de Fim de Curso SIMULAÇÃO COMPUTACIONAL DA FUNDIÇÃO
58
Análise dos resultados: Esta é a etapa do pós-processamento, onde é possível avaliar o
comportamento do material durante todo o processo de fundição.
Figura 6-6: Análise dos Resultados
6.2 CONDIÇÕES DE CONTORNO DA SIMULAÇÃO
Para que a simulação apresente os resultados mais próximos da realidade possível, é
fundamental ter um controle minucioso sobre todos os parâmetros que envolvem o processo da
fundição. Todos esses parâmetros listados a seguir já são bem controlados pelo setor de
processos da empresa, fazendo com que possíveis problemas na peça final, que são ocasionados
por exemplo pela falta de controle dos elementos da liga a ser fundida, ou pela falta de controle
na velocidade de preenchimento do material, não ocorram.
Como este galho é simétrico, para fins de cálculo foi utilizada apenas a metade da
geometria no modelo matemático a ser discretizado, como mostra a Figura 6-7, pois assim é
possível criar uma malha com um tamanho de elemento pequeno, ou seja, ter uma simulação
mais precisa, sem ter que onerar o tempo de cálculo com muitos elementos para serem
processados.
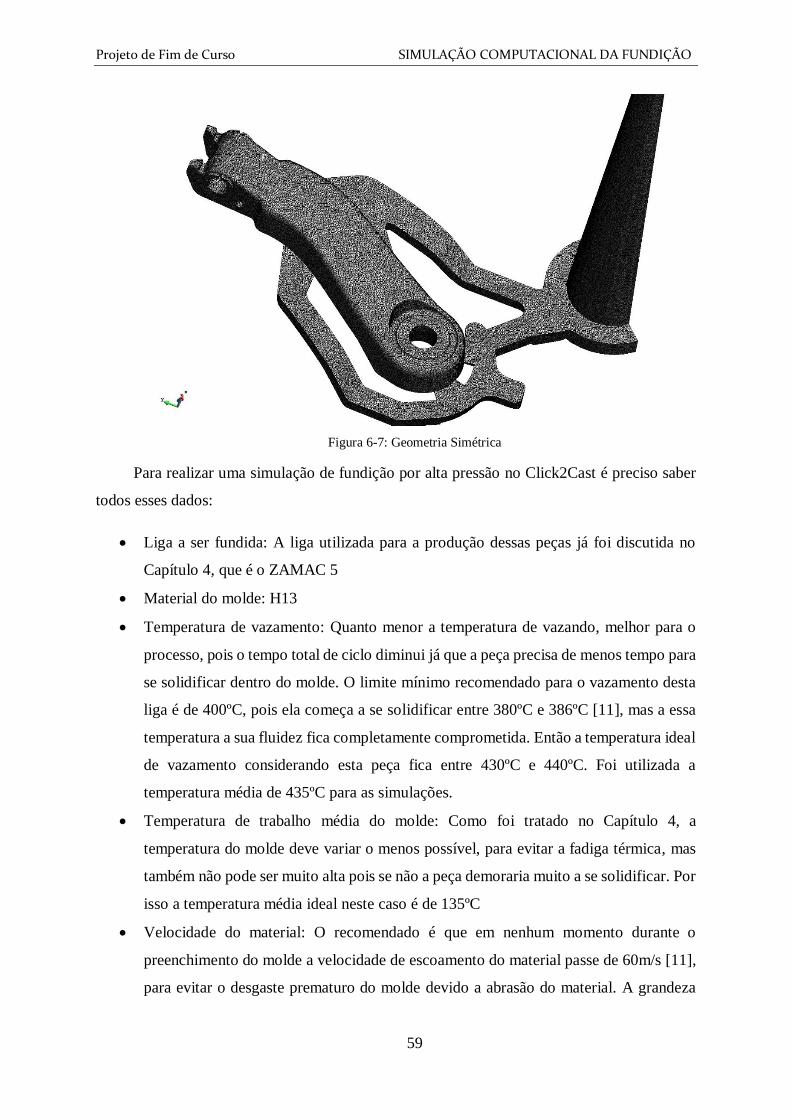
Projeto de Fim de Curso SIMULAÇÃO COMPUTACIONAL DA FUNDIÇÃO
59
Figura 6-7: Geometria Simétrica
Para realizar uma simulação de fundição por alta pressão no Click2Cast é preciso saber
todos esses dados:
Liga a ser fundida: A liga utilizada para a produção dessas peças já foi discutida no
Capítulo 4, que é o ZAMAC 5
Material do molde: H13
Temperatura de vazamento: Quanto menor a temperatura de vazando, melhor para o
processo, pois o tempo total de ciclo diminui já que a peça precisa de menos tempo para
se solidificar dentro do molde. O limite mínimo recomendado para o vazamento desta
liga é de 400ºC, pois ela começa a se solidificar entre 380ºC e 386ºC [11], mas a essa
temperatura a sua fluidez fica completamente comprometida. Então a temperatura ideal
de vazamento considerando esta peça fica entre 430ºC e 440ºC. Foi utilizada a
temperatura média de 435ºC para as simulações.
Temperatura de trabalho média do molde: Como foi tratado no Capítulo 4, a
temperatura do molde deve variar o menos possível, para evitar a fadiga térmica, mas
também não pode ser muito alta pois se não a peça demoraria muito a se solidificar. Por
isso a temperatura média ideal neste caso é de 135ºC
Velocidade do material: O recomendado é que em nenhum momento durante o
preenchimento do molde a velocidade de escoamento do material passe de 60m/s [11],
para evitar o desgaste prematuro do molde devido a abrasão do material. A grandeza
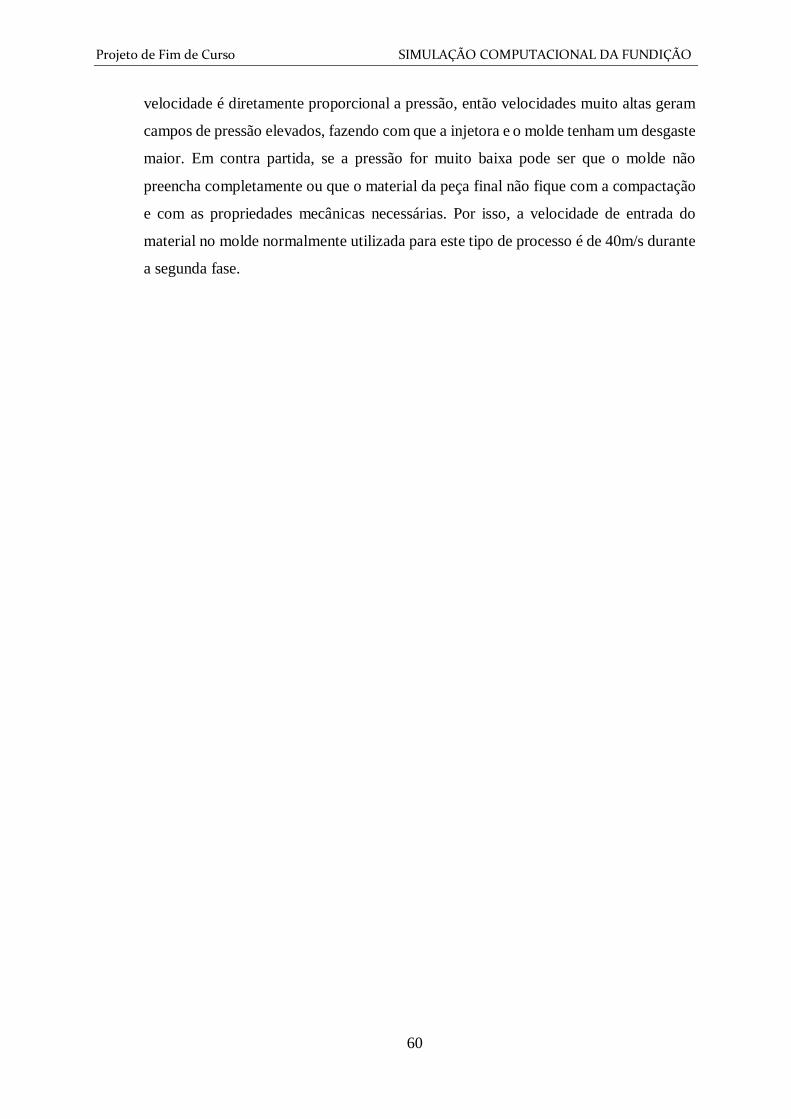
Projeto de Fim de Curso SIMULAÇÃO COMPUTACIONAL DA FUNDIÇÃO
60
velocidade é diretamente proporcional a pressão, então velocidades muito altas geram
campos de pressão elevados, fazendo com que a injetora e o molde tenham um desgaste
maior. Em contra partida, se a pressão for muito baixa pode ser que o molde não
preencha completamente ou que o material da peça final não fique com a compactação
e com as propriedades mecânicas necessárias. Por isso, a velocidade de entrada do
material no molde normalmente utilizada para este tipo de processo é de 40m/s durante
a segunda fase.
Projeto de Fim de Curso PROJETO DE OTIMIZAÇÃO DO LINK
61
7 PROJETO DE OTIMIZAÇÃO DO LINK
Para que fosse possível propor modificações no molde, primeiro foi feito um estudo
minucioso com objetivo de detectar as causas dos problemas. Após todos os problemas
identificados, foram feitas diversas modificações no modelo geométrico virtual do galho e
simulações desses modelos até que o resultado final atingisse todos os objetivos de melhorias
requisitados.
7.1 DEFEITOS ENCONTRADOS NA PEÇA PRODUZIDA
Fazendo uma análise da peça após sair da estufa de pintura é possível observar pela
Figura 7-1 uma série de bolhas que se concentram na ponta da peça, mas que também aparecem
em menor grau ao longo de todo o Link, nas superfícies mais críticas em termos de exigências
da qualidade de acabamento superficial, as superfícies A.
Figura 7-1: Link com defeito I
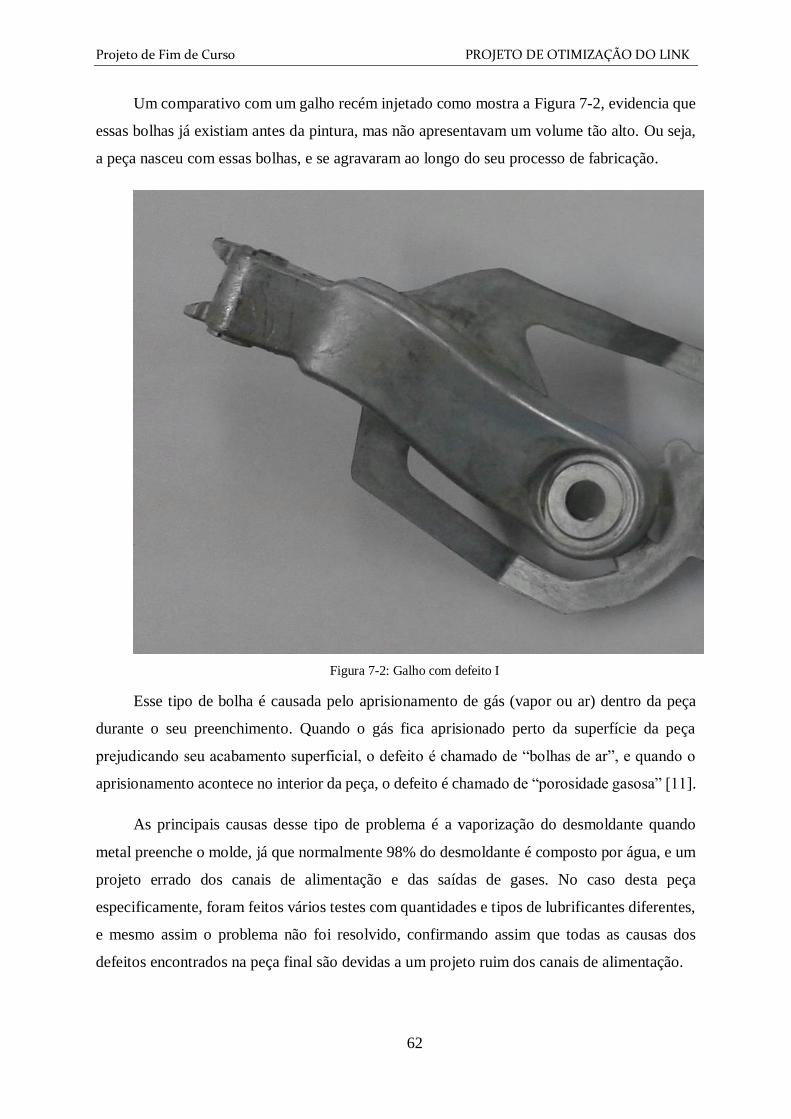
Projeto de Fim de Curso PROJETO DE OTIMIZAÇÃO DO LINK
62
Um comparativo com um galho recém injetado como mostra a Figura 7-2, evidencia que
essas bolhas já existiam antes da pintura, mas não apresentavam um volume tão alto. Ou seja,
a peça nasceu com essas bolhas, e se agravaram ao longo do seu processo de fabricação.
Figura 7-2: Galho com defeito I
Esse tipo de bolha é causada pelo aprisionamento de gás (vapor ou ar) dentro da peça
durante o seu preenchimento. Quando o gás fica aprisionado perto da superfície da peça
prejudicando seu acabamento superficial, o defeito é chamado de “bolhas de ar”, e quando o
aprisionamento acontece no interior da peça, o defeito é chamado de “porosidade gasosa” [11].
As principais causas desse tipo de problema é a vaporização do desmoldante quando
metal preenche o molde, já que normalmente 98% do desmoldante é composto por água, e um
projeto errado dos canais de alimentação e das saídas de gases. No caso desta peça
especificamente, foram feitos vários testes com quantidades e tipos de lubrificantes diferentes,
e mesmo assim o problema não foi resolvido, confirmando assim que todas as causas dos
defeitos encontrados na peça final são devidas a um projeto ruim dos canais de alimentação.
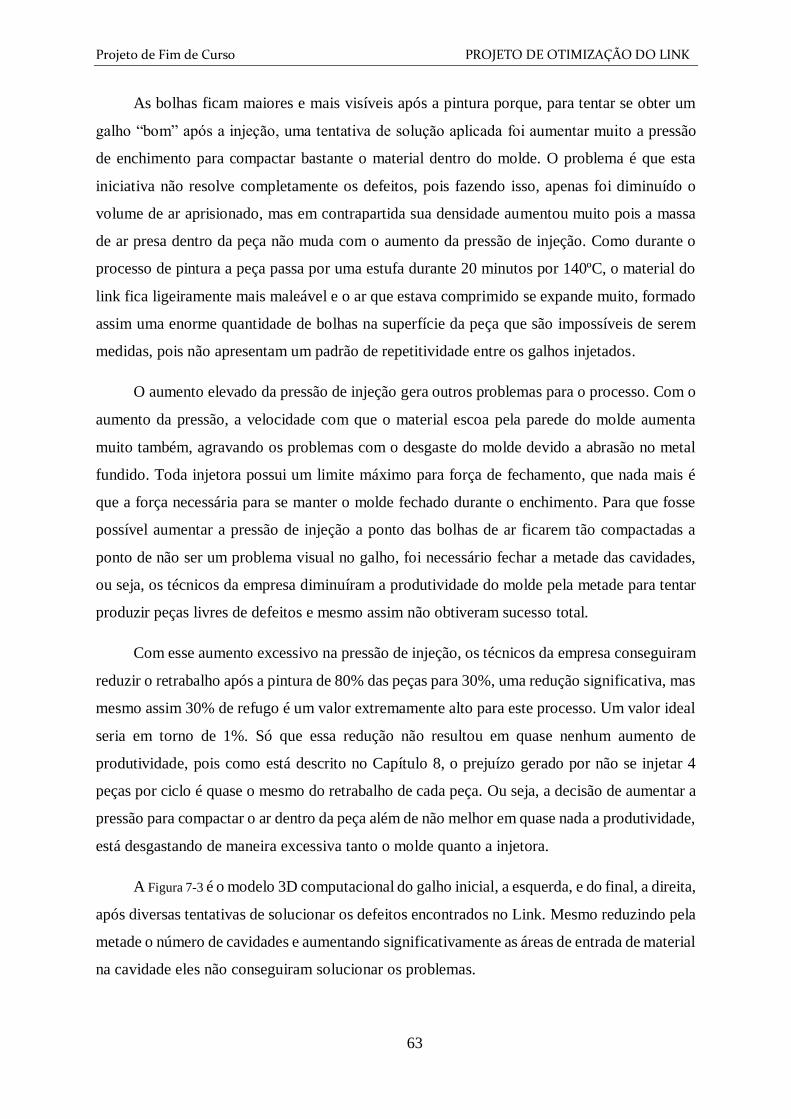
Projeto de Fim de Curso PROJETO DE OTIMIZAÇÃO DO LINK
63
As bolhas ficam maiores e mais visíveis após a pintura porque, para tentar se obter um
galho “bom” após a injeção, uma tentativa de solução aplicada foi aumentar muito a pressão
de enchimento para compactar bastante o material dentro do molde. O problema é que esta
iniciativa não resolve completamente os defeitos, pois fazendo isso, apenas foi diminuído o
volume de ar aprisionado, mas em contrapartida sua densidade aumentou muito pois a massa
de ar presa dentro da peça não muda com o aumento da pressão de injeção. Como durante o
processo de pintura a peça passa por uma estufa durante 20 minutos por 140ºC, o material do
link fica ligeiramente mais maleável e o ar que estava comprimido se expande muito, formado
assim uma enorme quantidade de bolhas na superfície da peça que são impossíveis de serem
medidas, pois não apresentam um padrão de repetitividade entre os galhos injetados.
O aumento elevado da pressão de injeção gera outros problemas para o processo. Com o
aumento da pressão, a velocidade com que o material escoa pela parede do molde aumenta
muito também, agravando os problemas com o desgaste do molde devido a abrasão no metal
fundido. Toda injetora possui um limite máximo para força de fechamento, que nada mais é
que a força necessária para se manter o molde fechado durante o enchimento. Para que fosse
possível aumentar a pressão de injeção a ponto das bolhas de ar ficarem tão compactadas a
ponto de não ser um problema visual no galho, foi necessário fechar a metade das cavidades,
ou seja, os técnicos da empresa diminuíram a produtividade do molde pela metade para tentar
produzir peças livres de defeitos e mesmo assim não obtiveram sucesso total.
Com esse aumento excessivo na pressão de injeção, os técnicos da empresa conseguiram
reduzir o retrabalho após a pintura de 80% das peças para 30%, uma redução significativa, mas
mesmo assim 30% de refugo é um valor extremamente alto para este processo. Um valor ideal
seria em torno de 1%. Só que essa redução não resultou em quase nenhum aumento de
produtividade, pois como está descrito no Capítulo 8, o prejuízo gerado por não se injetar 4
peças por ciclo é quase o mesmo do retrabalho de cada peça. Ou seja, a decisão de aumentar a
pressão para compactar o ar dentro da peça além de não melhor em quase nada a produtividade,
está desgastando de maneira excessiva tanto o molde quanto a injetora.
A Figura 7-3 é o modelo 3D computacional do galho inicial, a esquerda, e do final, a direita,
após diversas tentativas de solucionar os defeitos encontrados no Link. Mesmo reduzindo pela
metade o número de cavidades e aumentando significativamente as áreas de entrada de material
na cavidade eles não conseguiram solucionar os problemas.
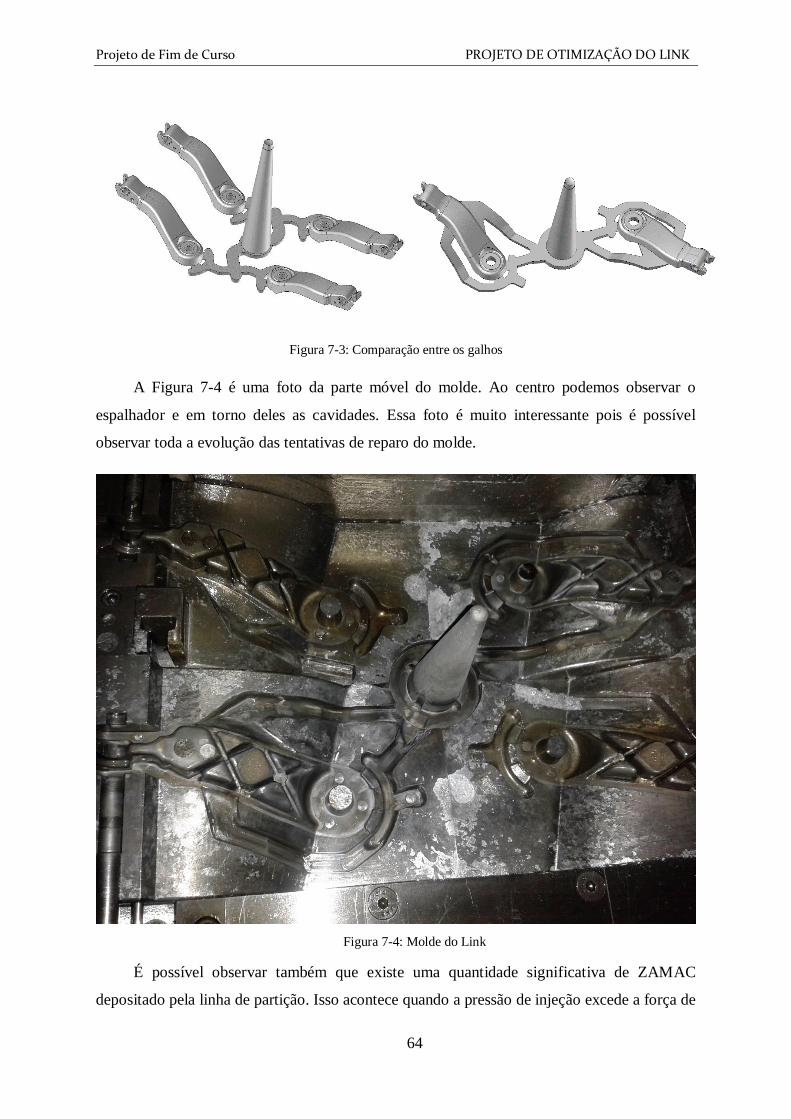
Projeto de Fim de Curso PROJETO DE OTIMIZAÇÃO DO LINK
64
Figura 7-3: Comparação entre os galhos
A Figura 7-4 é uma foto da parte móvel do molde. Ao centro podemos observar o
espalhador e em torno deles as cavidades. Essa foto é muito interessante pois é possível
observar toda a evolução das tentativas de reparo do molde.
Figura 7-4: Molde do Link
É possível observar também que existe uma quantidade significativa de ZAMAC
depositado pela linha de partição. Isso acontece quando a pressão de injeção excede a força de
Projeto de Fim de Curso PROJETO DE OTIMIZAÇÃO DO LINK
65
fechamento da injetora fazendo com que o material “vaze” pela linha de fechamento da
cavidade durante o preenchimento. Para se obter peças com o mínimo de rebarbas e com as
tolerâncias geométricas pré-definidas, é fundamental que as tolerâncias de fabricação do molde
sejam na casa dos centésimos de milímetro, e nesse caso pode-se detectar várias regiões onde
houve intervenções manuais, comprometendo completamente o molde.
É importante salientar que mesmo com quase 60 anos de história, e com técnicos com
muita experiência no assunto, a empresa não foi capaz de obter um molde que gerasse peças
com a qualidade final exigida pela montadora. Isso acontece porque é extremamente difícil
propor melhorias apenas vendo o resultado final do processo e não todo o desenvolvimento do
preenchimento de metal pelo molde, fazendo com que o projeto do molde, sem o auxílio de um
software numérico para auxiliar esse projeto, se torne uma tarefa praticamente empírica.
7.2 ANÁLISE DO PROJETO INICIAL
Para ser possível propor melhorias, é fundamental fazer um estudo do galho atual com a
finalidade de entender a causa de todos os problemas encontrados. Todas as condições de
contorno necessárias para se realizar esta simulação já foram discutidas em capítulos anteriores,
por isso o enfoque deste capítulo será a análise dos resultados da simulação.
7.2.1 Análise do Preenchimento
Figura 7-5 é possível observar o comportamento do material durante o preenchimento da
cavidade. A cor cinza significa o material em contato com a parede do molde, e a cor vermelha
significa o material em contato com o ar. O ideal é ter um preenchimento em uma linha de
frente única, ou seja, o material preencher a cavidade sem se separar, para que todo o ar da
cavidade e as sujeiras e óxidos da linha de frente de material possam ser conduzidos para
regiões fora da peça chamada de bolsas, e assim deixar a peça limpa e livre de aprisionamentos
de ar.
Um preenchimento ideal do ponto de vista do deslocamento do material é aquele em que
uma região vermelha nunca encontre outra região vermelha e que a região vermelha finalize
em algum extremo da peça, ou seja, sem encontros de material e sem aprisionar ar e sujeira
dentro da peça.
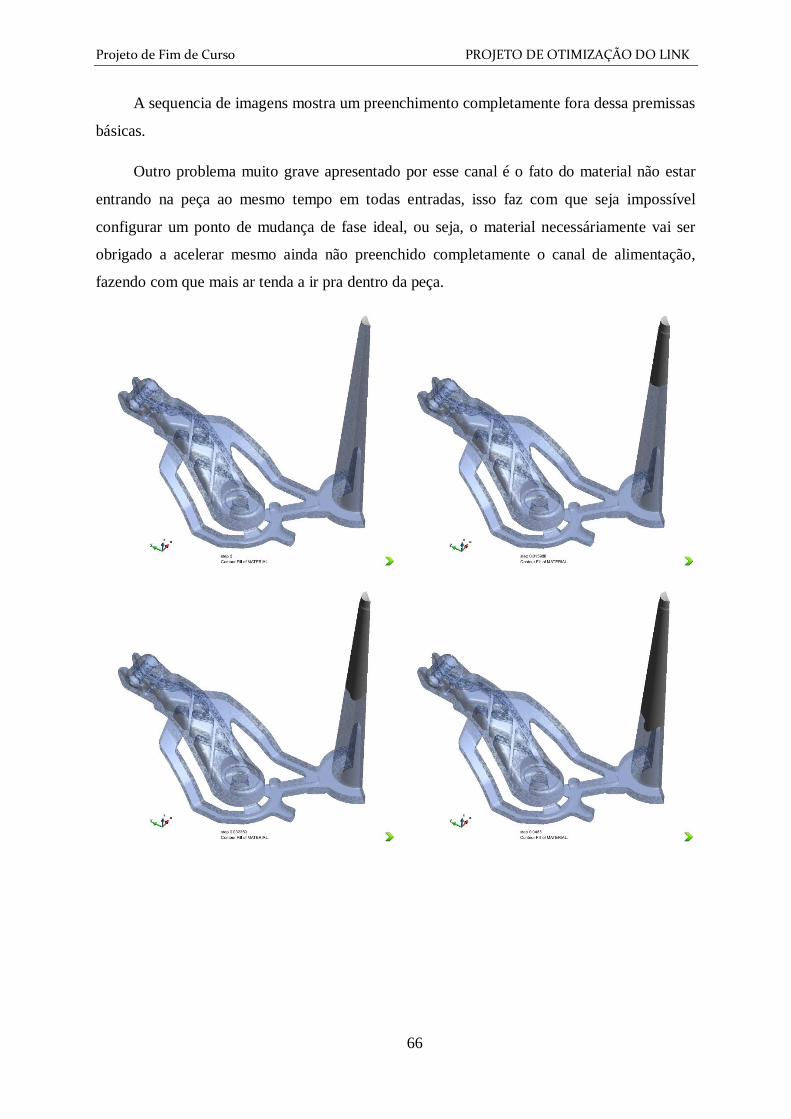
Projeto de Fim de Curso PROJETO DE OTIMIZAÇÃO DO LINK
66
A sequencia de imagens mostra um preenchimento completamente fora dessa premissas
básicas.
Outro problema muito grave apresentado por esse canal é o fato do material não estar
entrando na peça ao mesmo tempo em todas entradas, isso faz com que seja impossível
configurar um ponto de mudança de fase ideal, ou seja, o material necessáriamente vai ser
obrigado a acelerar mesmo ainda não preenchido completamente o canal de alimentação,
fazendo com que mais ar tenda a ir pra dentro da peça.
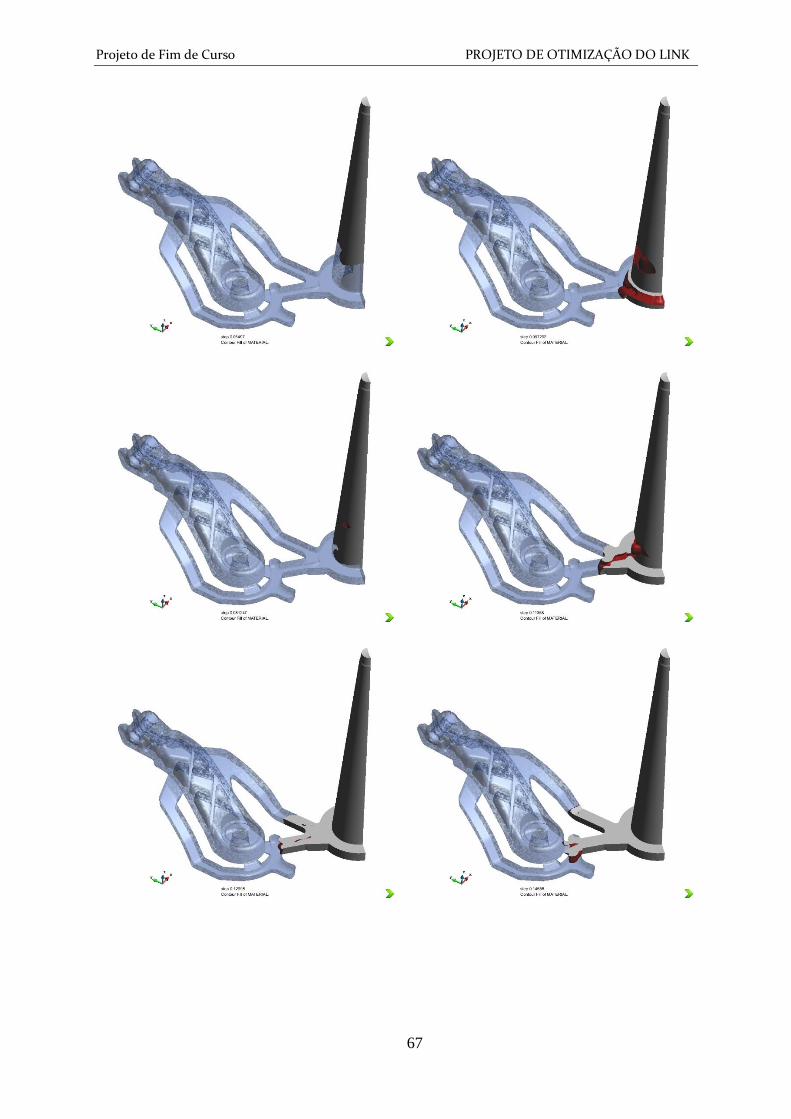
Projeto de Fim de Curso PROJETO DE OTIMIZAÇÃO DO LINK
67
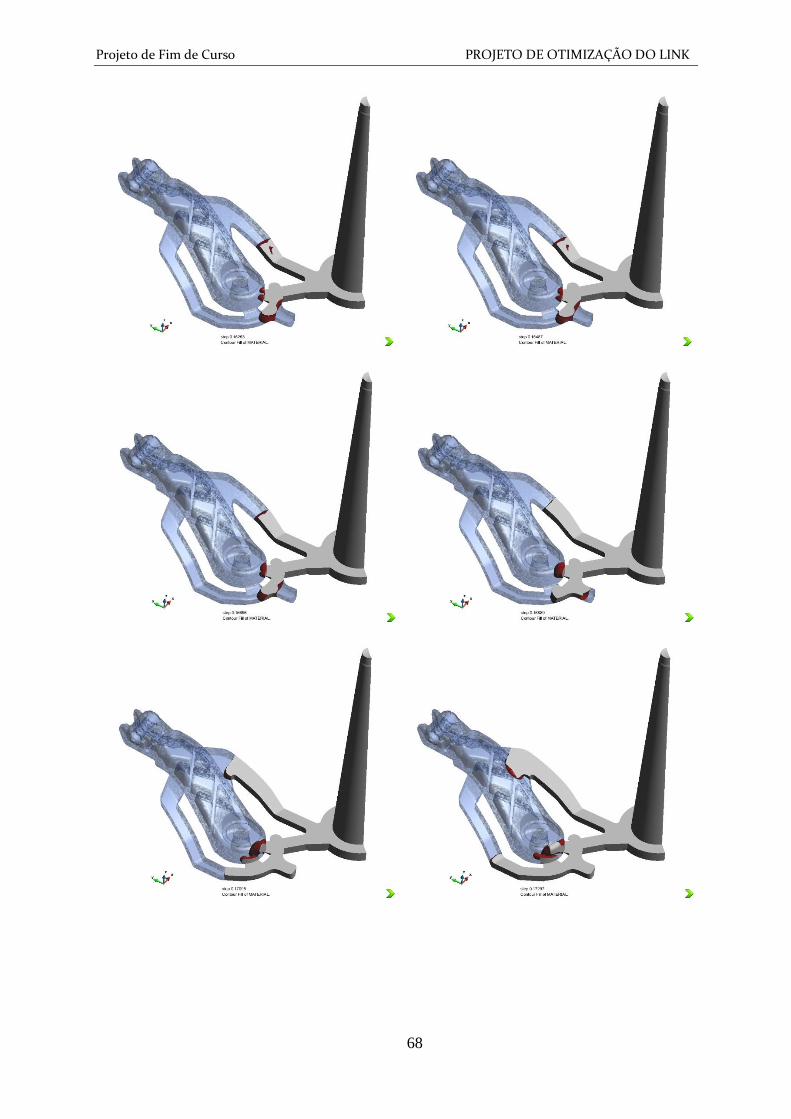
Projeto de Fim de Curso PROJETO DE OTIMIZAÇÃO DO LINK
68
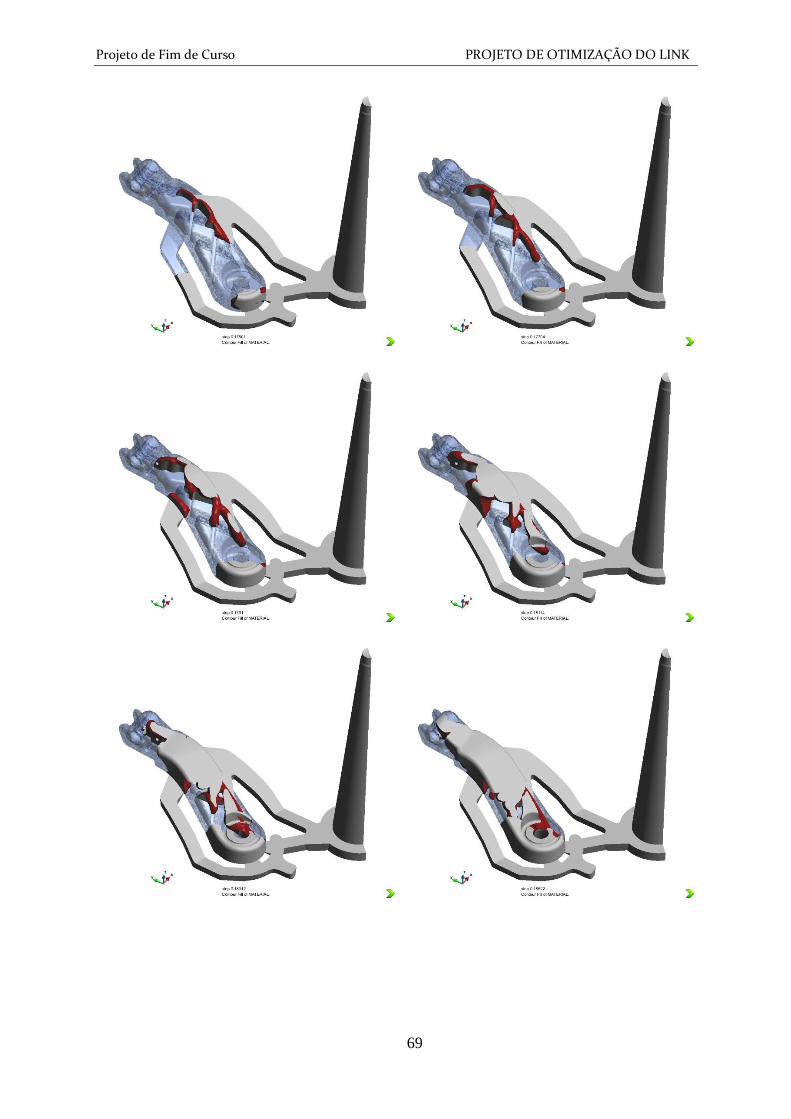
Projeto de Fim de Curso PROJETO DE OTIMIZAÇÃO DO LINK
69
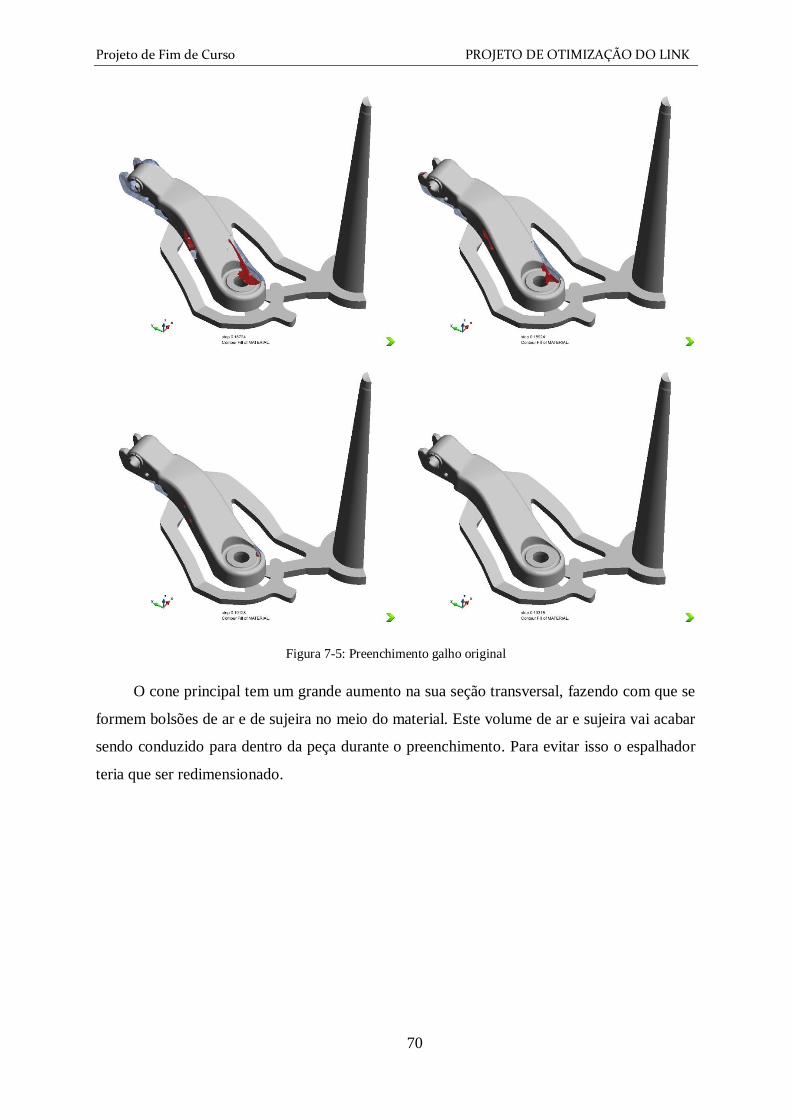
Projeto de Fim de Curso PROJETO DE OTIMIZAÇÃO DO LINK
70
Figura 7-5: Preenchimento galho original
O cone principal tem um grande aumento na sua seção transversal, fazendo com que se
formem bolsões de ar e de sujeira no meio do material. Este volume de ar e sujeira vai acabar
sendo conduzido para dentro da peça durante o preenchimento. Para evitar isso o espalhador
teria que ser redimensionado.
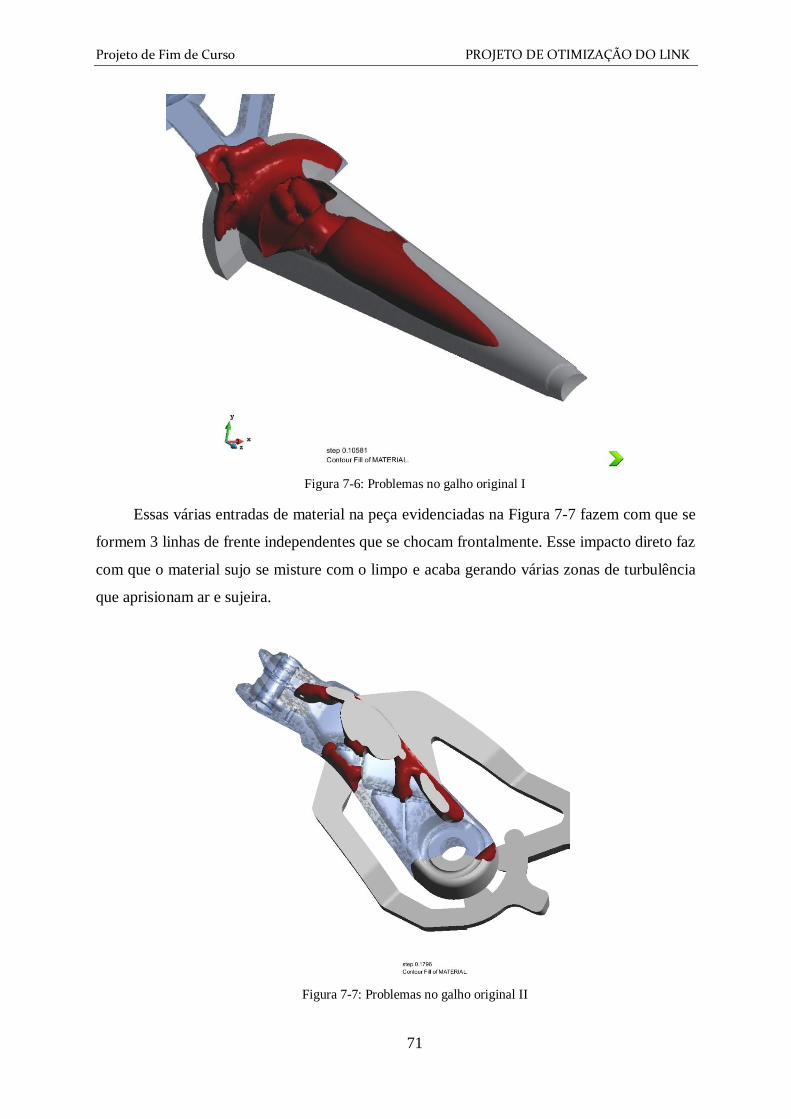
Projeto de Fim de Curso PROJETO DE OTIMIZAÇÃO DO LINK
71
Figura 7-6: Problemas no galho original I
Essas várias entradas de material na peça evidenciadas na Figura 7-7 fazem com que se
formem 3 linhas de frente independentes que se chocam frontalmente. Esse impacto direto faz
com que o material sujo se misture com o limpo e acaba gerando várias zonas de turbulência
que aprisionam ar e sujeira.
Figura 7-7: Problemas no galho original II
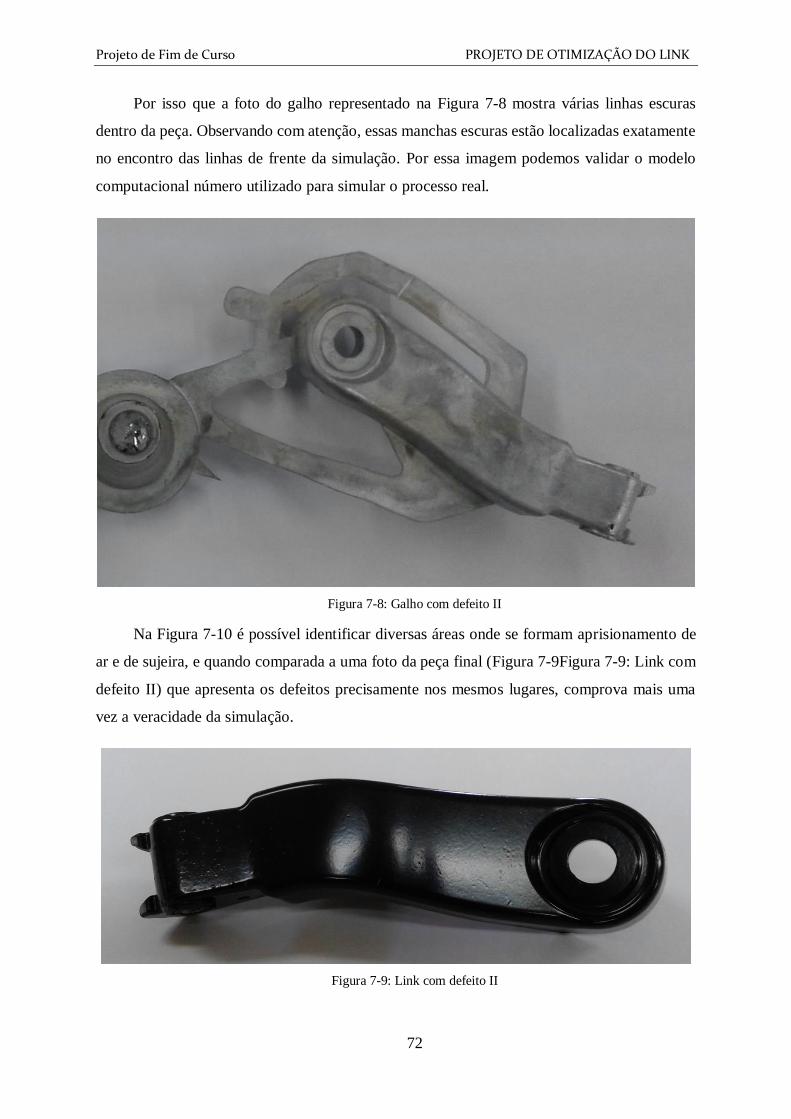
Projeto de Fim de Curso PROJETO DE OTIMIZAÇÃO DO LINK
72
Por isso que a foto do galho representado na Figura 7-8 mostra várias linhas escuras
dentro da peça. Observando com atenção, essas manchas escuras estão localizadas exatamente
no encontro das linhas de frente da simulação. Por essa imagem podemos validar o modelo
computacional número utilizado para simular o processo real.
Figura 7-8: Galho com defeito II
Na Figura 7-10 é possível identificar diversas áreas onde se formam aprisionamento de
ar e de sujeira, e quando comparada a uma foto da peça final (Figura 7-9Figura 7-9: Link com
defeito II) que apresenta os defeitos precisamente nos mesmos lugares, comprova mais uma
vez a veracidade da simulação.
Figura 7-9: Link com defeito II
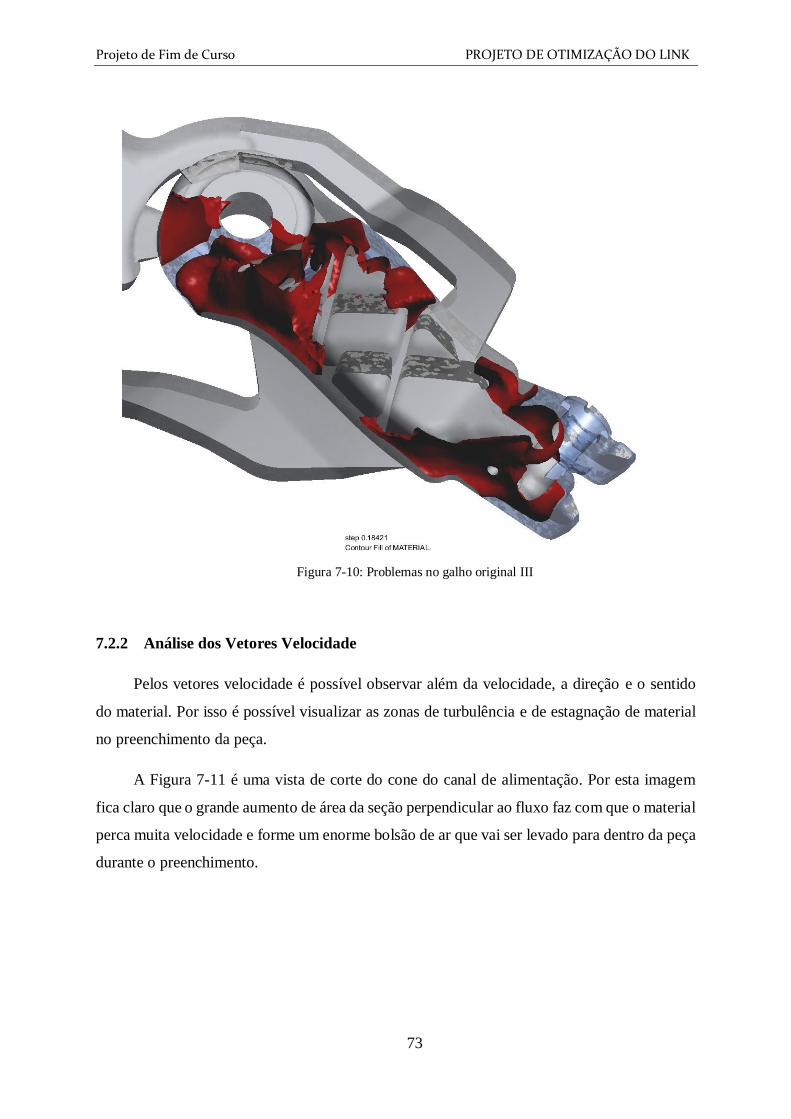
Projeto de Fim de Curso PROJETO DE OTIMIZAÇÃO DO LINK
73
Figura 7-10: Problemas no galho original III
7.2.2 Análise dos Vetores Velocidade
Pelos vetores velocidade é possível observar além da velocidade, a direção e o sentido
do material. Por isso é possível visualizar as zonas de turbulência e de estagnação de material
no preenchimento da peça.
A Figura 7-11 é uma vista de corte do cone do canal de alimentação. Por esta imagem
fica claro que o grande aumento de área da seção perpendicular ao fluxo faz com que o material
perca muita velocidade e forme um enorme bolsão de ar que vai ser levado para dentro da peça
durante o preenchimento.
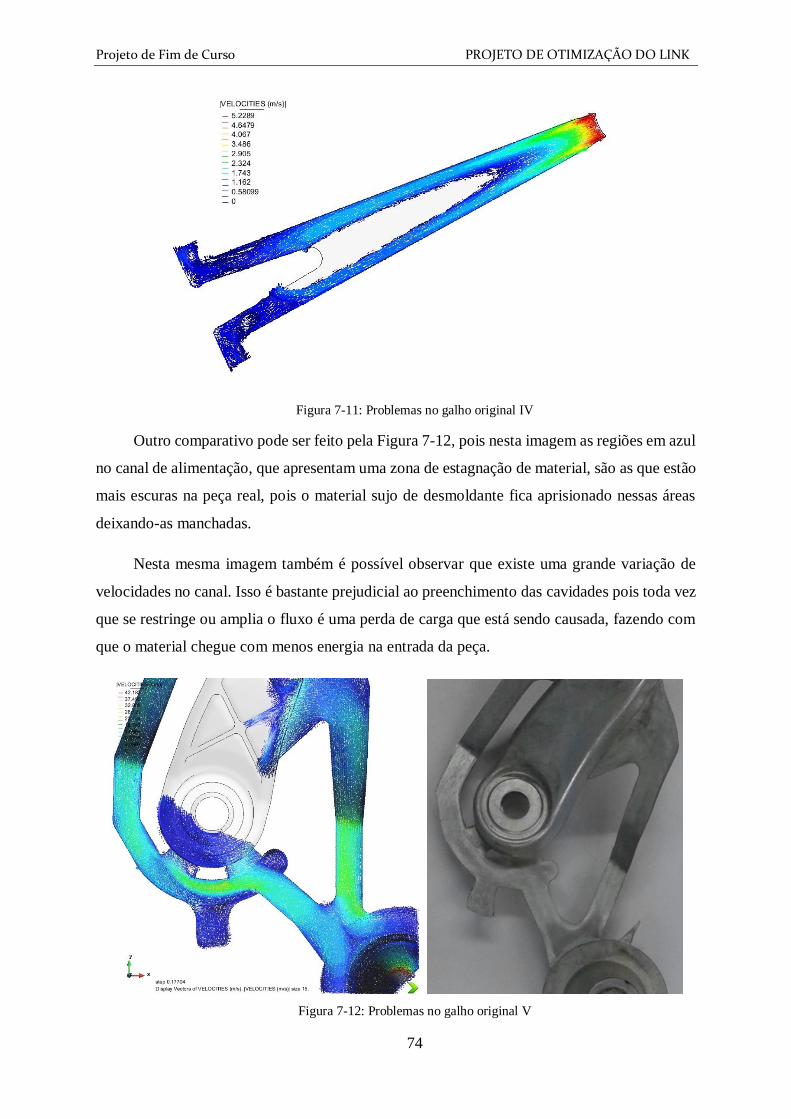
Projeto de Fim de Curso PROJETO DE OTIMIZAÇÃO DO LINK
74
Figura 7-11: Problemas no galho original IV
Outro comparativo pode ser feito pela Figura 7-12, pois nesta imagem as regiões em azul
no canal de alimentação, que apresentam uma zona de estagnação de material, são as que estão
mais escuras na peça real, pois o material sujo de desmoldante fica aprisionado nessas áreas
deixando-as manchadas.
Nesta mesma imagem também é possível observar que existe uma grande variação de
velocidades no canal. Isso é bastante prejudicial ao preenchimento das cavidades pois toda vez
que se restringe ou amplia o fluxo é uma perda de carga que está sendo causada, fazendo com
que o material chegue com menos energia na entrada da peça.
Figura 7-12: Problemas no galho original V
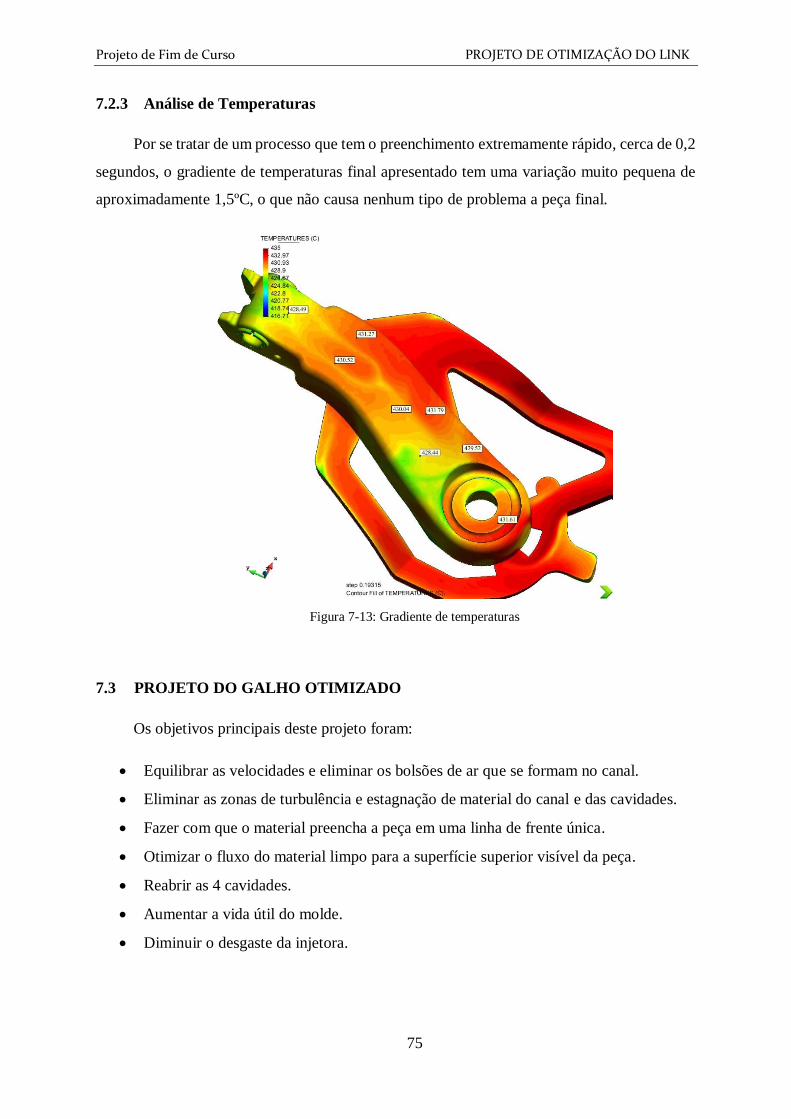
Projeto de Fim de Curso PROJETO DE OTIMIZAÇÃO DO LINK
75
7.2.3 Análise de Temperaturas
Por se tratar de um processo que tem o preenchimento extremamente rápido, cerca de 0,2
segundos, o gradiente de temperaturas final apresentado tem uma variação muito pequena de
aproximadamente 1,5ºC, o que não causa nenhum tipo de problema a peça final.
Figura 7-13: Gradiente de temperaturas
7.3 PROJETO DO GALHO OTIMIZADO
Os objetivos principais deste projeto foram:
Equilibrar as velocidades e eliminar os bolsões de ar que se formam no canal.
Eliminar as zonas de turbulência e estagnação de material do canal e das cavidades.
Fazer com que o material preencha a peça em uma linha de frente única.
Otimizar o fluxo do material limpo para a superfície superior visível da peça.
Reabrir as 4 cavidades.
Aumentar a vida útil do molde.
Diminuir o desgaste da injetora.
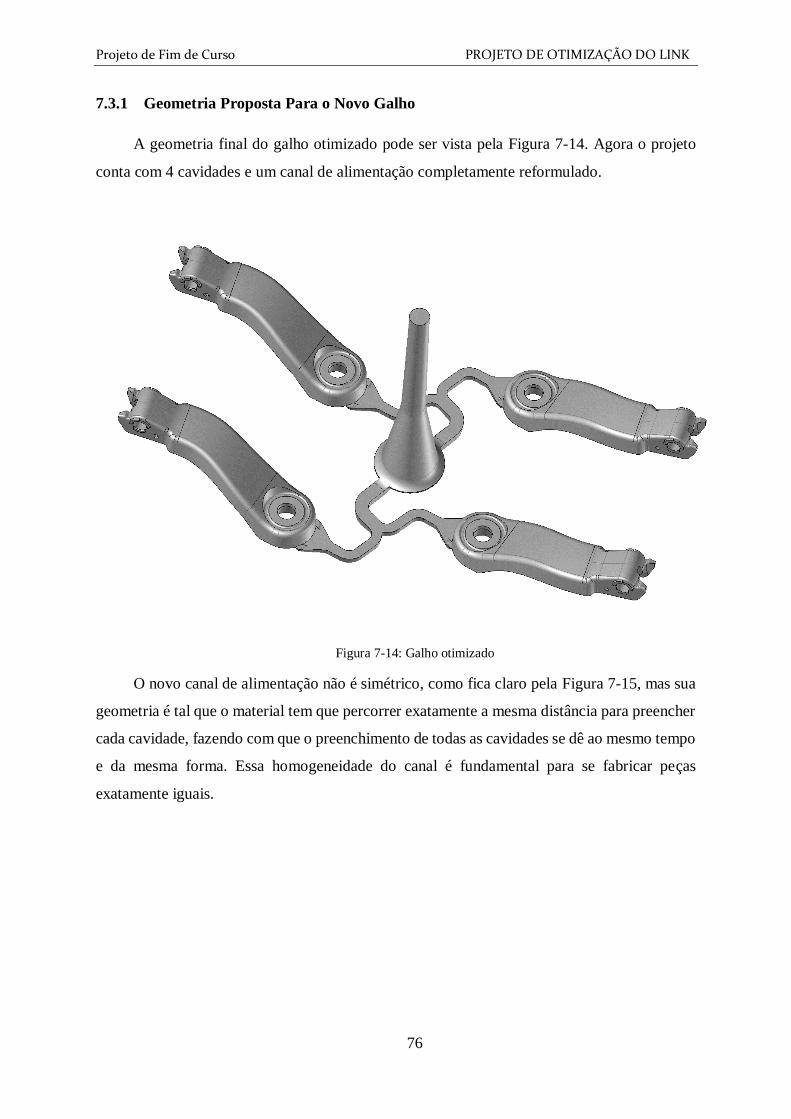
Projeto de Fim de Curso PROJETO DE OTIMIZAÇÃO DO LINK
76
7.3.1 Geometria Proposta Para o Novo Galho
A geometria final do galho otimizado pode ser vista pela Figura 7-14. Agora o projeto
conta com 4 cavidades e um canal de alimentação completamente reformulado.
Figura 7-14: Galho otimizado
O novo canal de alimentação não é simétrico, como fica claro pela Figura 7-15, mas sua
geometria é tal que o material tem que percorrer exatamente a mesma distância para preencher
cada cavidade, fazendo com que o preenchimento de todas as cavidades se dê ao mesmo tempo
e da mesma forma. Essa homogeneidade do canal é fundamental para se fabricar peças
exatamente iguais.
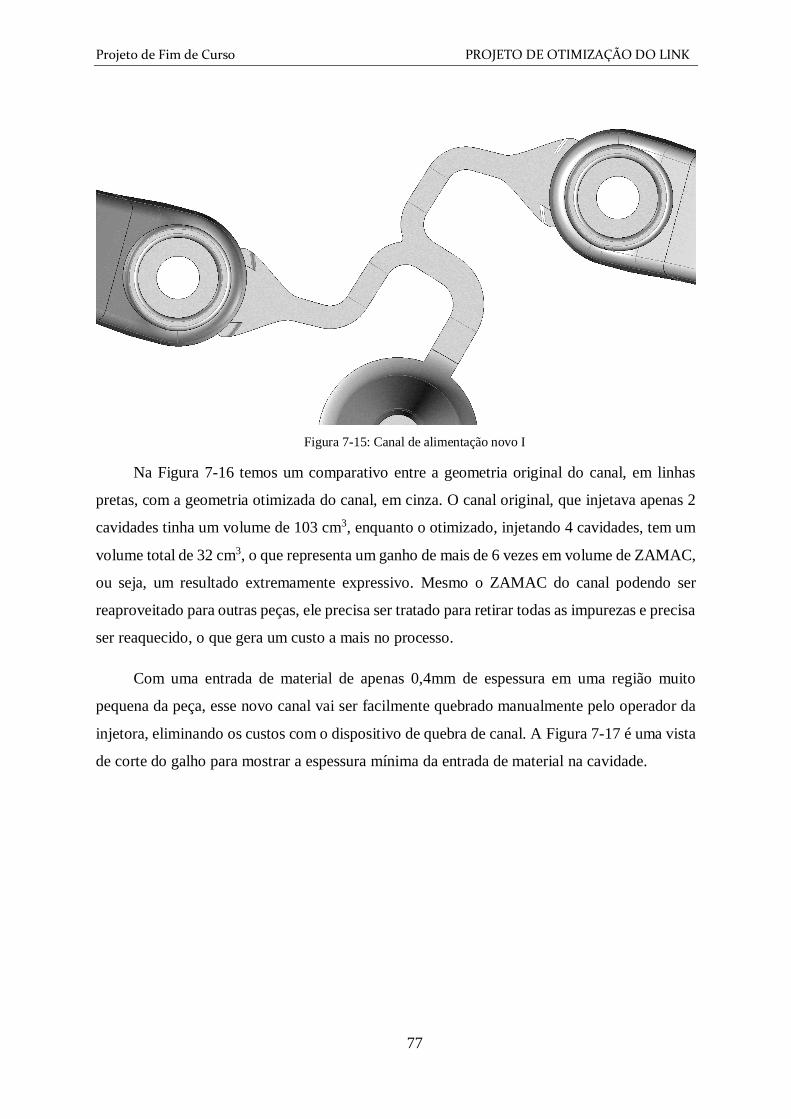
Projeto de Fim de Curso PROJETO DE OTIMIZAÇÃO DO LINK
77
Figura 7-15: Canal de alimentação novo I
Na Figura 7-16 temos um comparativo entre a geometria original do canal, em linhas
pretas, com a geometria otimizada do canal, em cinza. O canal original, que injetava apenas 2
cavidades tinha um volume de 103 cm3, enquanto o otimizado, injetando 4 cavidades, tem um
volume total de 32 cm3, o que representa um ganho de mais de 6 vezes em volume de ZAMAC,
ou seja, um resultado extremamente expressivo. Mesmo o ZAMAC do canal podendo ser
reaproveitado para outras peças, ele precisa ser tratado para retirar todas as impurezas e precisa
ser reaquecido, o que gera um custo a mais no processo.
Com uma entrada de material de apenas 0,4mm de espessura em uma região muito
pequena da peça, esse novo canal vai ser facilmente quebrado manualmente pelo operador da
injetora, eliminando os custos com o dispositivo de quebra de canal. A Figura 7-17 é uma vista
de corte do galho para mostrar a espessura mínima da entrada de material na cavidade.
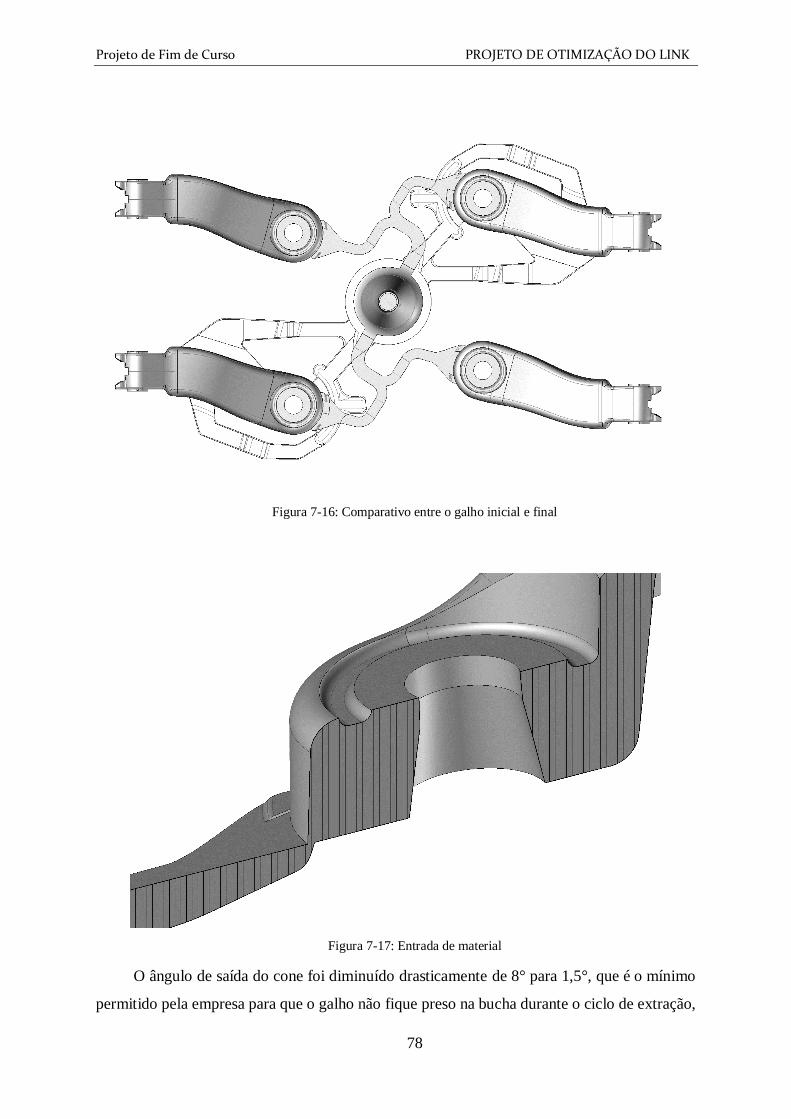
Projeto de Fim de Curso PROJETO DE OTIMIZAÇÃO DO LINK
78
Figura 7-16: Comparativo entre o galho inicial e final
Figura 7-17: Entrada de material
O ângulo de saída do cone foi diminuído drasticamente de 8° para 1,5°, que é o mínimo
permitido pela empresa para que o galho não fique preso na bucha durante o ciclo de extração,
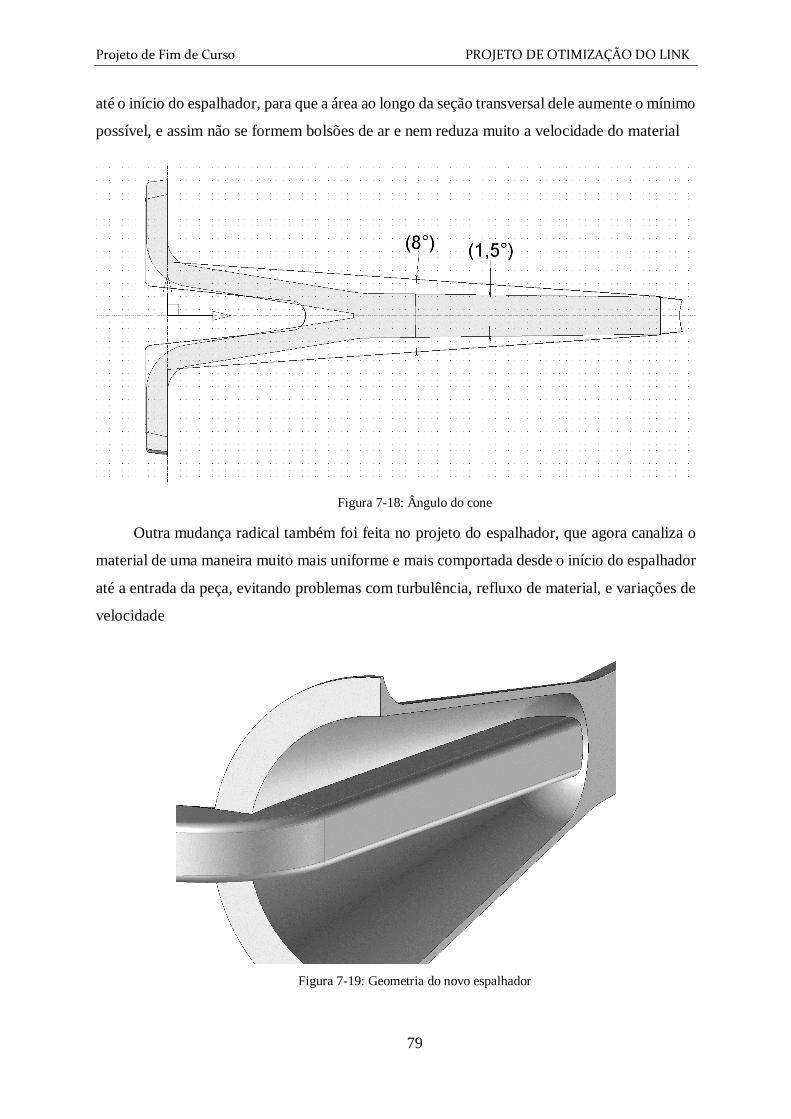
Projeto de Fim de Curso PROJETO DE OTIMIZAÇÃO DO LINK
79
até o início do espalhador, para que a área ao longo da seção transversal dele aumente o mínimo
possível, e assim não se formem bolsões de ar e nem reduza muito a velocidade do material
Figura 7-18: Ângulo do cone
Outra mudança radical também foi feita no projeto do espalhador, que agora canaliza o
material de uma maneira muito mais uniforme e mais comportada desde o início do espalhador
até a entrada da peça, evitando problemas com turbulência, refluxo de material, e variações de
velocidade
Figura 7-19: Geometria do novo espalhador
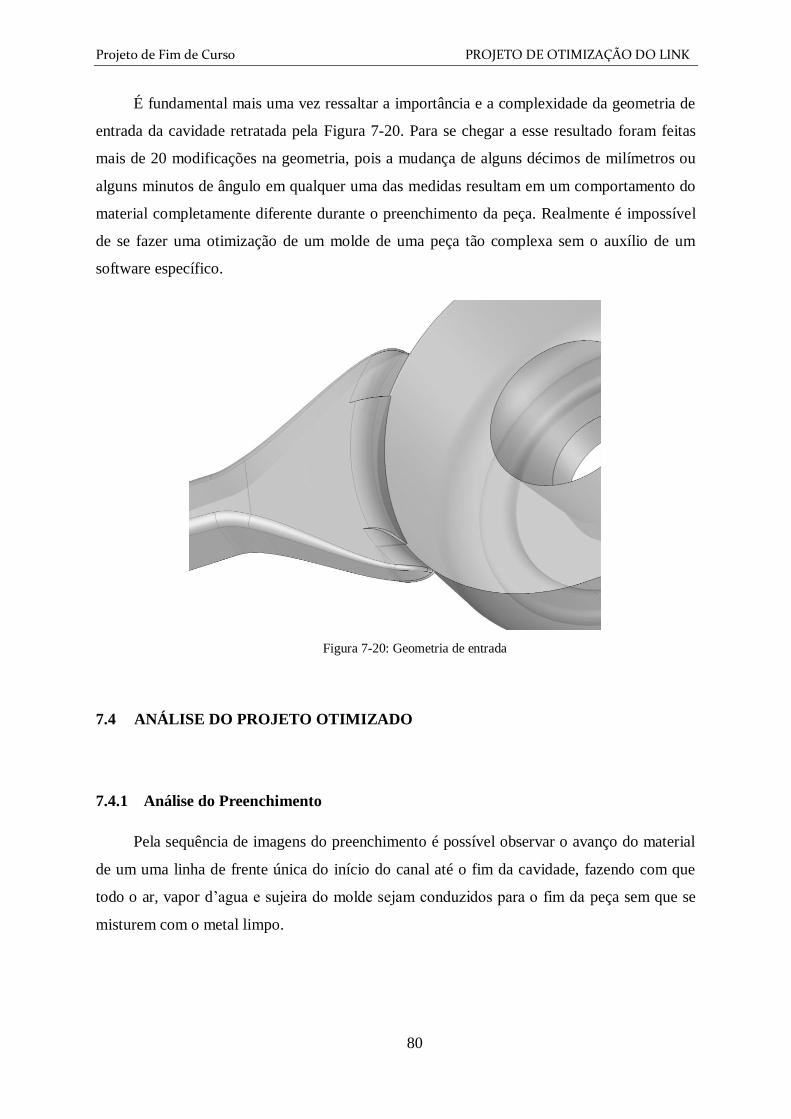
Projeto de Fim de Curso PROJETO DE OTIMIZAÇÃO DO LINK
80
É fundamental mais uma vez ressaltar a importância e a complexidade da geometria de
entrada da cavidade retratada pela Figura 7-20. Para se chegar a esse resultado foram feitas
mais de 20 modificações na geometria, pois a mudança de alguns décimos de milímetros ou
alguns minutos de ângulo em qualquer uma das medidas resultam em um comportamento do
material completamente diferente durante o preenchimento da peça. Realmente é impossível
de se fazer uma otimização de um molde de uma peça tão complexa sem o auxílio de um
software específico.
Figura 7-20: Geometria de entrada
7.4 ANÁLISE DO PROJETO OTIMIZADO
7.4.1 Análise do Preenchimento
Pela sequência de imagens do preenchimento é possível observar o avanço do material
de um uma linha de frente única do início do canal até o fim da cavidade, fazendo com que
todo o ar, vapor d’agua e sujeira do molde sejam conduzidos para o fim da peça sem que se
misturem com o metal limpo.
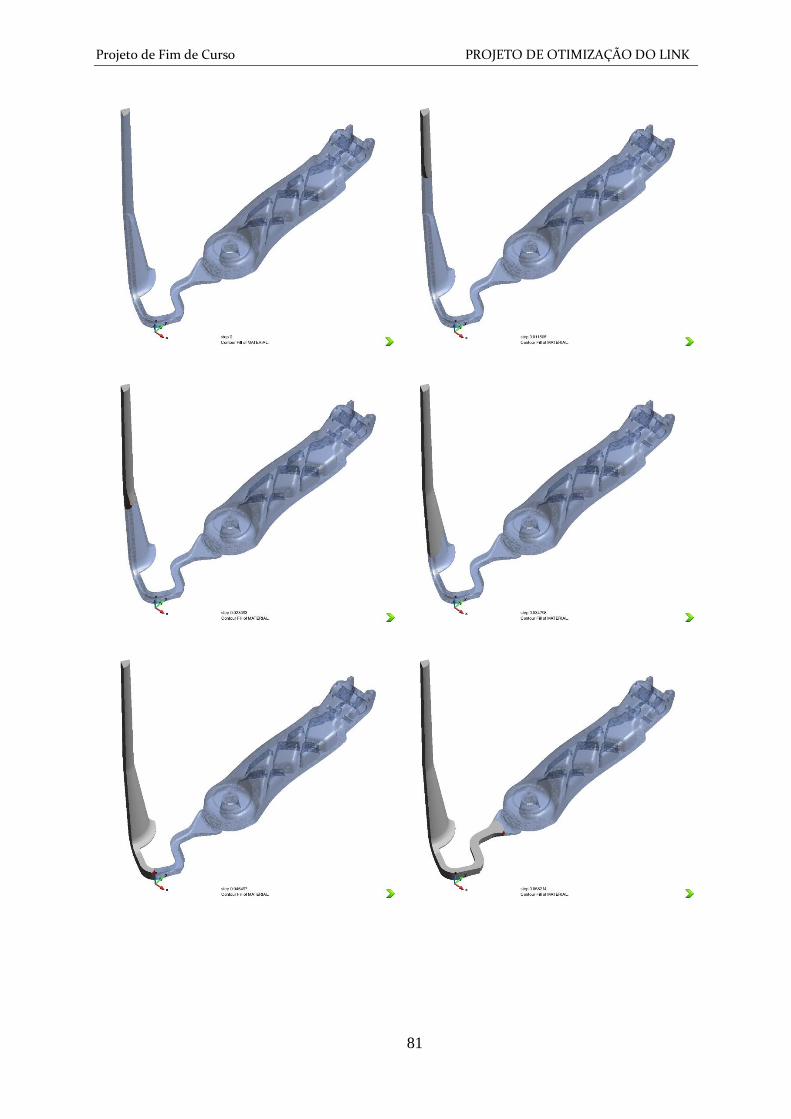
Projeto de Fim de Curso PROJETO DE OTIMIZAÇÃO DO LINK
81

Projeto de Fim de Curso PROJETO DE OTIMIZAÇÃO DO LINK
82

Projeto de Fim de Curso PROJETO DE OTIMIZAÇÃO DO LINK
83
Projeto de Fim de Curso PROJETO DE OTIMIZAÇÃO DO LINK
84
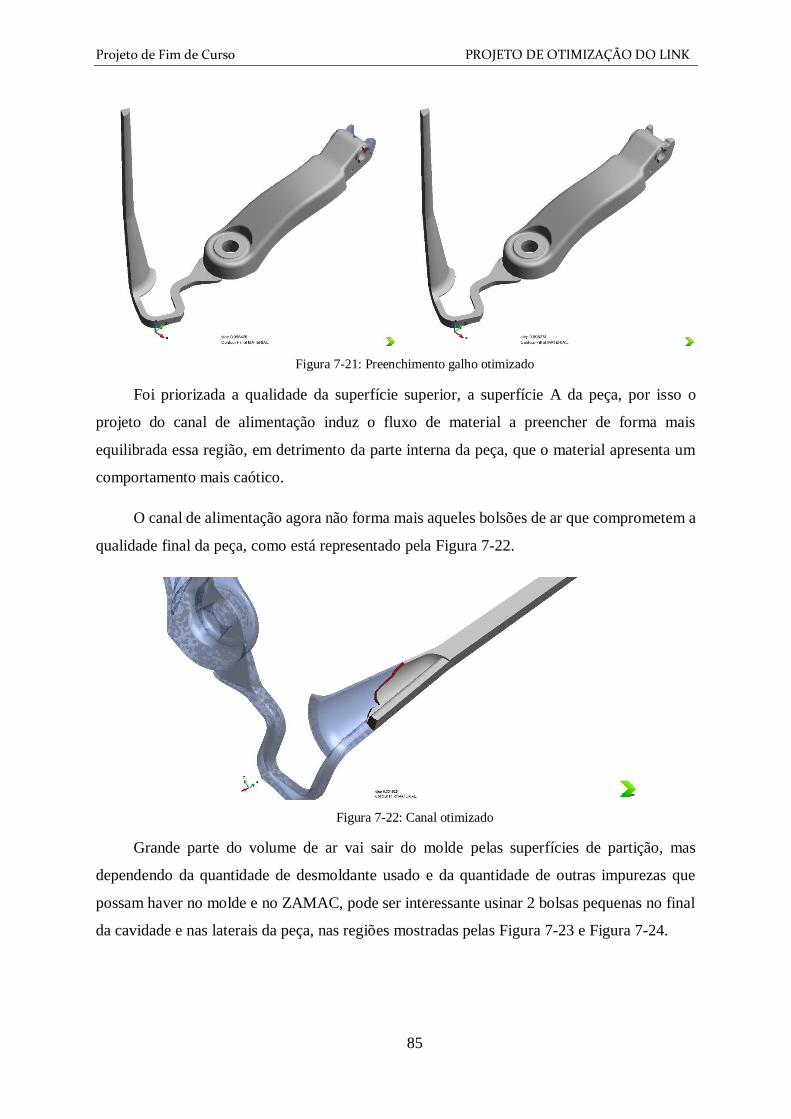
Projeto de Fim de Curso PROJETO DE OTIMIZAÇÃO DO LINK
85
Figura 7-21: Preenchimento galho otimizado
Foi priorizada a qualidade da superfície superior, a superfície A da peça, por isso o
projeto do canal de alimentação induz o fluxo de material a preencher de forma mais
equilibrada essa região, em detrimento da parte interna da peça, que o material apresenta um
comportamento mais caótico.
O canal de alimentação agora não forma mais aqueles bolsões de ar que comprometem a
qualidade final da peça, como está representado pela Figura 7-22.
Figura 7-22: Canal otimizado
Grande parte do volume de ar vai sair do molde pelas superfícies de partição, mas
dependendo da quantidade de desmoldante usado e da quantidade de outras impurezas que
possam haver no molde e no ZAMAC, pode ser interessante usinar 2 bolsas pequenas no final
da cavidade e nas laterais da peça, nas regiões mostradas pelas Figura 7-23 e Figura 7-24.
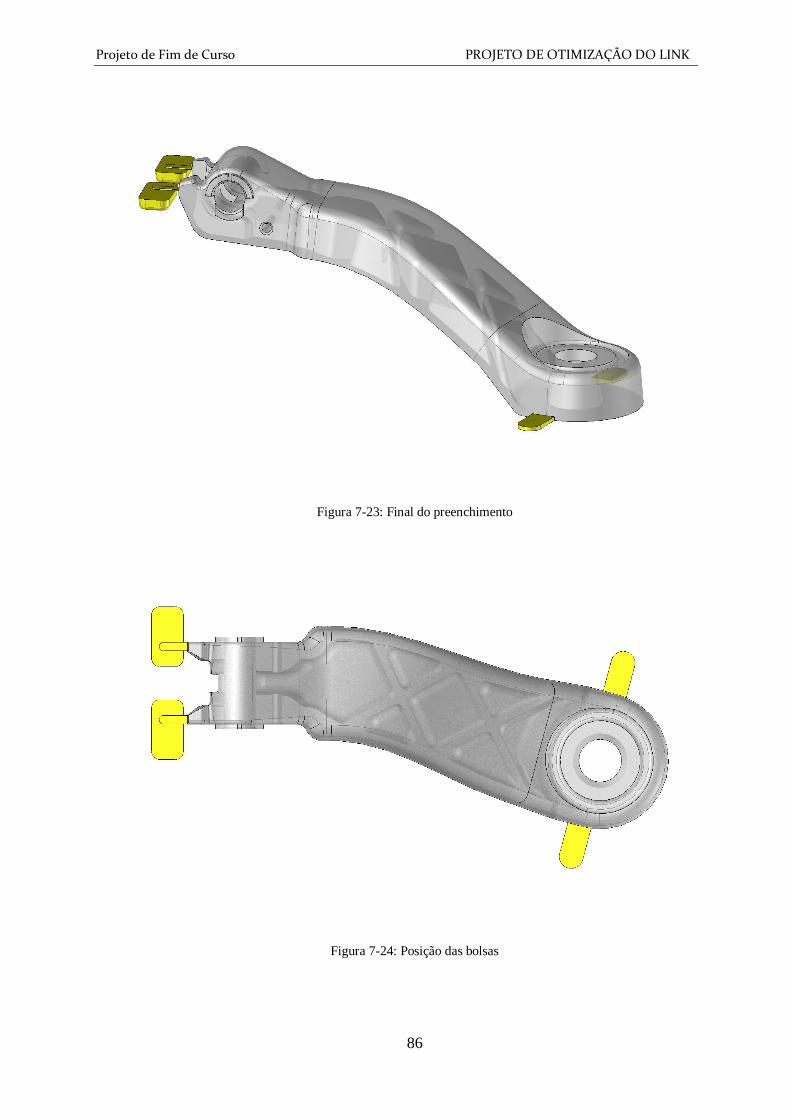
Projeto de Fim de Curso PROJETO DE OTIMIZAÇÃO DO LINK
86
Figura 7-23: Final do preenchimento
Figura 7-24: Posição das bolsas
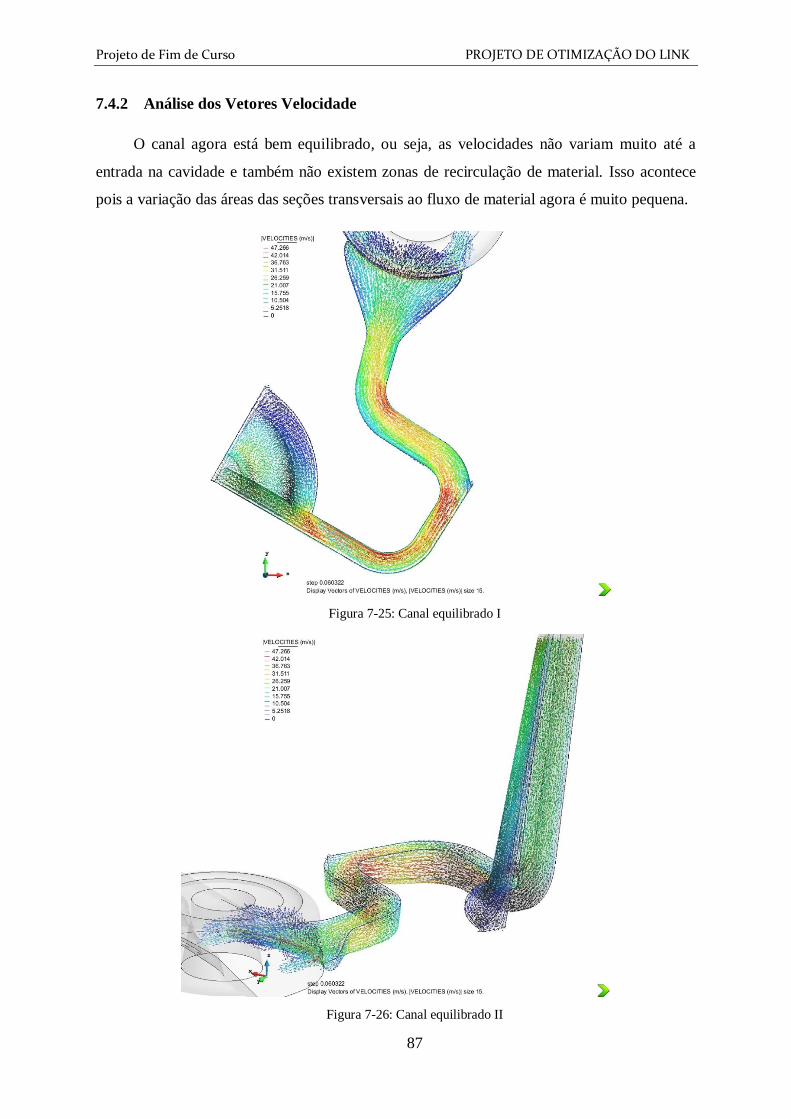
Projeto de Fim de Curso PROJETO DE OTIMIZAÇÃO DO LINK
87
7.4.2 Análise dos Vetores Velocidade
O canal agora está bem equilibrado, ou seja, as velocidades não variam muito até a
entrada na cavidade e também não existem zonas de recirculação de material. Isso acontece
pois a variação das áreas das seções transversais ao fluxo de material agora é muito pequena.
Figura 7-25: Canal equilibrado I
Figura 7-26: Canal equilibrado II
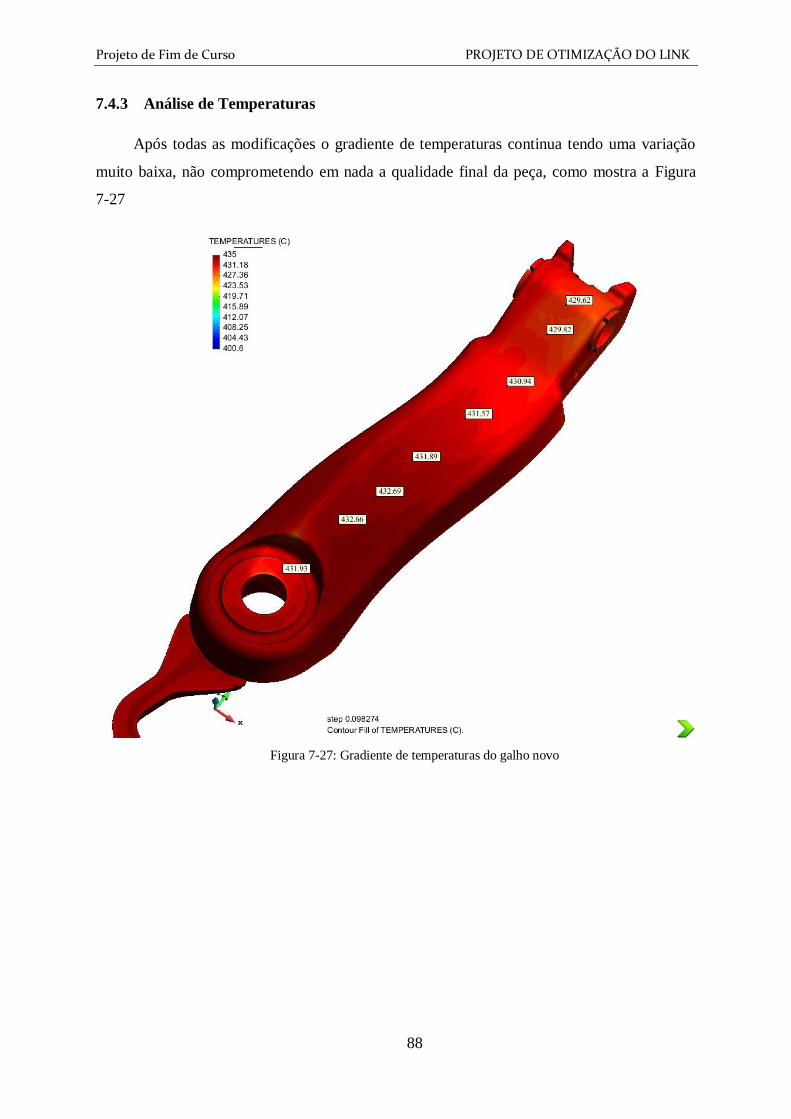
Projeto de Fim de Curso PROJETO DE OTIMIZAÇÃO DO LINK
88
7.4.3 Análise de Temperaturas
Após todas as modificações o gradiente de temperaturas continua tendo uma variação
muito baixa, não comprometendo em nada a qualidade final da peça, como mostra a Figura
7-27
Figura 7-27: Gradiente de temperaturas do galho novo
Projeto de Fim de Curso CONCLUSÃO
89
8 CONCLUSÃO
Este trabalho deixa claro a dificuldade enfrentada pelos projetistas de molde de fundição.
Neste caso foi tratado um tipo de fundição em particular, mas essa dificuldade é encontrada
pelos projetistas de qualquer tipo de fundição. Ficou claro que o que torna tão difícil um projeto
desses é o fato de não ser possível ver o que acontece durante o vazamento de metal líquido
dentro do molde.
Antigamente, além das peças terem uma geometria muito mais simples, a empresa de
fundição tinha um tempo maior para desenvolver os moldes, ou seja, ela podia fazer vários
moldes novos ou fazer várias alterações até chegar a produzir uma peça boa. Mas a realidade
do mercado atual é outra, completamente diferente. Os prazos estão cada vez mais apertados e
a exigência de peças extremamente complexas a um custo muito baixo é o padrão atual. Com
esse cenário, as fundições não têm mais o luxo de poder fazer vários moldes até acertar um.
Por conta dessa nova conjuntura, se torna fundamental fazer uma validação de um
modelo virtual, que não tem custo nenhum para ser feito, antes de fabricar um molde.
Este trabalho serve como referência de abordagem para solucionar problemas de
qualquer tipo de peça que seja fabricada por este mesmo processo de fundição por alta pressão,
desde o entendimento de todo o processo, passando pelo estudo das causas dos problemas e
finalizando com o conceito de como solucionar todos as causas dos problemas encontrados.
8.1 CÁLCULO DE REDUÇÃO DE CUSTOS
A empresa forneceu um relatório de todos os prejuízos causados por este único molde.
Mesmo parecendo ser uma peça simples, devido a quantidade mensal produzida, os prejuízos
são enormes.
O custo por peça produzida, considerando o molde original com apenas 2 cavidades é de
R$ 0,63 e o custo por peça em um molde com 4 cavidades seria de R$ 0,42. Com uma diferença
de R$ 0,21 por peça, considerando a produção mensal de 44.000 peças, o prejuízo mensal por
conta de usar um molde que produz a metade das peças por ciclo, é de R$ 9.198,39.
Projeto de Fim de Curso CONCLUSÃO
90
Mesmo produzindo apenas 2 peças por ciclo, 30% dos braços precisam ser retrabalhados
após a pintura, o que gera um prejuízo por peça de R$ 0,33 que por mês fica em R$ 4.356,00.
Como após o primeiro retrabalho, a peça tem que voltar para a estufa durante a pintura,
algumas peças acabam apresentando novas bolhas, então nesses casos a peça é descartada. Esse
refugo gera um prejuízo médio mensal de R$ 3.036,15.
Como o galho é muito grande e possui muitas entradas de metal na peça, é preciso 2
lixadores a mais no processo, para dar o acabamento necessário nessas regiões. Esses
funcionários representam um custo fixo de R$ 6.000,00 por mês a empresa.
Contabilizando todos esses custos, só esta peça gera uma perda de ganho anual à empresa
de aproximadamente R$ 271.086,46. Considerando que esta empresa fabrica mais de 30
modelos de limpadores diferentes, pode-se estimar o volume de receita que não é obtida por
conta única e exclusivamente do projeto do molde.
Esses valores são fundamentais para sedimentar a importância deste trabalho para a
indústria de fundição nacional.
Projeto de Fim de Curso REFERÊNCIAS BIBLIOGRÁFICAS
91
9 REFERÊNCIAS BIBLIOGRÁFICAS
[1] F. BONOLLO, J. URBAN, B. BONATTO, M. BOTTER, Gravity and low pressure die
casting of aluminum alloys: a technical and economical benchmark, 2005.
[2] JOHN CAMPBELL, Castings Practice: The 10 Rules of Castings, 2004.
[3] JOHN CAMPBELL, Castings, 1991.
[4] EDWARD J. VINARCIK, High Integrity Die Casting Processes, 2003.
[5] METALS HANDBOOK, Vol.15: Casting, 2 ed. ASM, 1992.
[6] VULCAN, Simulation Software For Casting Process Optimization. Barcelona: Quantech
ATZ, 2007.
[7] IZABEL MACHADO, Processos de Fundição e Sinterização (Metalurgia do Pó), 2002.
[8] VICENTE CHIAVERINI, Processos de Fabricação e Tratamento Vol II, 1986
[9] CENTRO PAULA SOUZA, Tecnologia Mecânica, 2005.
[10] RAFAEL GRIPP, Simulação do Processo de Fundição Sob Pressão, 2009.
[11] VOTORANTIM METAIS, Manual de Fundição sob Pressão, 2010.
[12] M. CHIUMENTI, Constitutive Modeling and Numerical Simulation of Foundry
Processes, 2005.
[13] R. ROSSI, An Efficient Edge-Based Level Set Finite Element Method For Free Surface
Flow Problems, 2012
Sítios Visitados:
[14] www.ebah.com.br – visitado em 20/04/2014
[15] www.etepiracicaba.org.br – visitado em 16/04/2014
[16] www.pt.scribd.com – visitado em 05/03/2014
Projeto de Fim de Curso REFERÊNCIAS BIBLIOGRÁFICAS
92
[17] www.aluinfo.com.br – visitado em 20/05/2014
[18] www.dyna.com.br – visitado em 16/04/2014
[19] www3.fenabrave.org.br – visitado em 10/04/2014
[20] www.zincoligas.com.br – visitado em 26/05/2014
[21] www.click2cast.com – visitado em 17/05/2014
[22] www.quantech.es – visitado em 14/04/2014
[23] www.cimne.com – visitado em 6/06/2014
[24] www.elmpintura.com.br – visitado em 18/04/2014
[25]www.ggdmetals.com.br – visitado em 13/05/2014

Projeto de Fim de Curso ANEXOS
93
10 ANEXOS
[1] Propriedades do ZAMAC
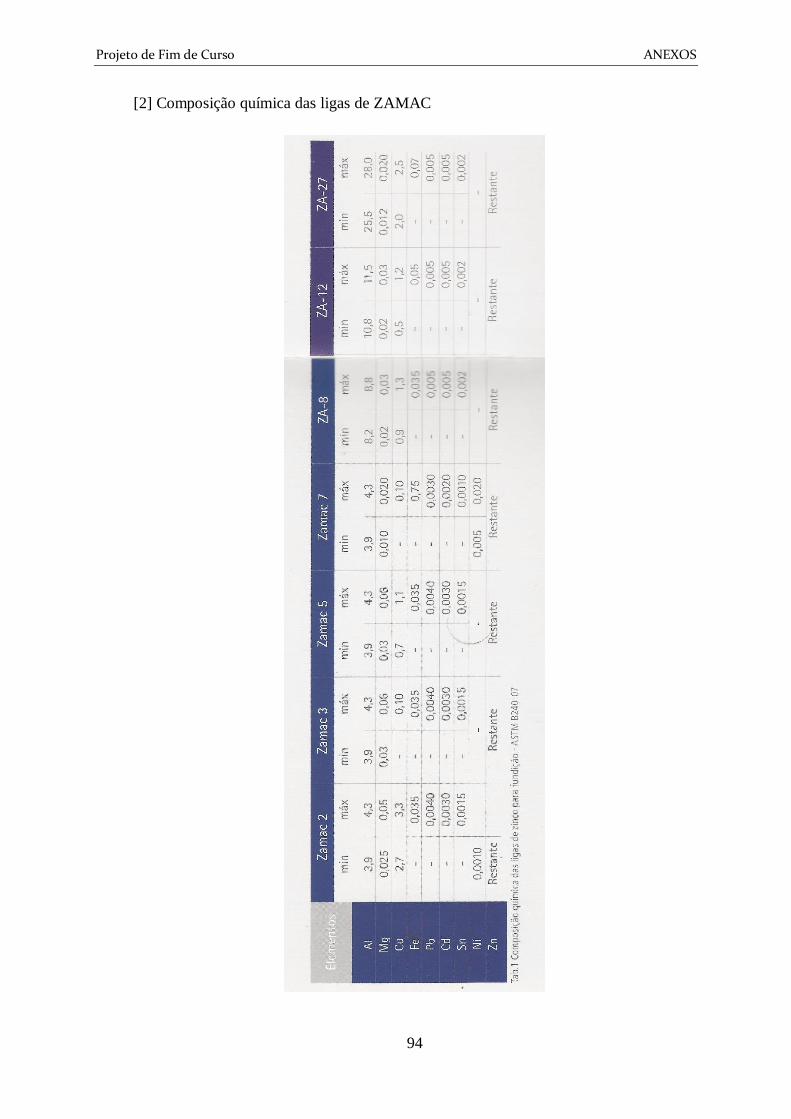
Projeto de Fim de Curso ANEXOS
94
[2] Composição química das ligas de ZAMAC




![MODELAGEM COMPUTACIONAL DA MESOESCALA DO …€¦ · Modelagem computacional da mesoesca la do concreto considerando a viscoelasticidade . [Distrito Federal] 2018. xiii, 61p., 210](https://img.pdfslide.tips/doc/110x75/5fd8ca48790aef6207493237/modelagem-computacional-da-mesoescala-do-modelagem-computacional-da-mesoesca-la.jpg)
























