Embed Size (px)
Citation preview

79
Invest Apl Innov 2(2), 2008
Modelamiento de una planta de control de nivel mediante identificación no paramétrica
Modeling a level control plant by non-parametric identification
Raúl Medrano, Ernesto Godinez
Resumen
Para el control automático de una variable de un proceso
industrial se requiere determinar los parámetros de con-
trol, además de establecer inicialmente el tipo de control
más adecuado para el proceso en particular. Para este
propósito es usual la aplicación de uno de los métodos
de sintonía propuestos por Ziegler & Nichols con el fin
de calcular los valores de dichos parámetros de un modo
práctico.
En la especialidad de Electrónica Industrial, los estudian-
tes utilizan este procedimiento para sintonizar los contro-
ladores de procesos para nivel, flujo, presión, temperatura
o velocidad. Si bien es cierto que esta aproximación pue-
de ser suficiente para la mayoría de los casos, un mejor co-
nocimiento del comportamiento del proceso a controlar
además de utilizar software de simulación con el modelo
del proceso puede permitir el ajuste de los parámetros de
control en menor tiempo con mayor aproximación y, por
lo tanto, optimizar el aprendizaje de los estudiantes.
En el presente trabajo se aplicó la herramienta de identi-
ficación de MATLAB para la identificación no paramétrica
del proceso de nivel; luego se sintonizó al controlador en
el proceso simulado y por último se sintonizó un contro-
lador industrial para el control del proceso. Los resultados
del presente trabajo comparados con el procedimiento
actual, demuestran que efectivamente se ha mejorado el
desempeño del procedimiento de sintonía del controla-
dor de procesos y por lo tanto se aplicarán estas nuevas
técnicas en todos los laboratorios del curso. Una conclu-
sión importante es que el uso de la tecnología no daría
buen resultado sin antes conocer las características pro-
pias de cada proceso como, por ejemplo, en el proceso
de nivel donde siempre se debe considerar el tiempo
muerto a pesar de parecer despreciable en Plantas muy
pequeñas. Es útil indicar que se han usado tarjetas de ad-
quisición de datos NI y el software MATLAB con su tool-
box de identificación, luego un controlador industrial Sie-
mens para controlar un módulo de procesos de Nivel con
descarga por gravedad.
Abstract
For the automated control of a variable on industrial pro-
cess it is necessary to determine the parameters of control,
in addition to initially establish the kind of control more
suitable for the process in particular. For this purpose, is
generally used one of the tuning methods proposed by
Ziegler & Nichols in order to calculate the values of these
parameters in a practical way.
On the Industrial Electronics Department, students are
using this procedure to tune the processes for controlling
level, flow, pressure, temperature or speed. While it is true
that this approach may be sufficient for the majority of
cases, a better understanding of the behavior of the pro-
cess to check-in addition to using simulation software,
can allow the adjustment of the parameters of control in
less time, with greater approximation and therefore opti-
mizing the control.
In this paper we applied the identification tool of MATLAB
for identifying non-parametric process level, and then
we tuned the controller in the simulated process and fi-
nally tuned an industrial controller to control the plant.
The results compared with the current procedure, show
that actually has improved the performance of the pro-
cedure tuning controller processes and thus will apply
these new techniques in all laboratories of the course. An
important conclusion is that the use of the technology
would not give good results without knowing the specific
characteristics of each process as for example in the pro-
cess level, we should always must consider the dead time
despite apparently it is negligible in very small plants. It is
CompendioT2_nov 2008_p18_p25.indd 79 12/1/08 10:45:08 PM

80
Invest Apl Innov 2(2), 2008
Medrano R. , Godinez E. – Modelamiento de una planta de control de nivel mediante identificación no paramétrica
important to indicate that we have used NI data acquisi-
tion board and software MATLAB with his identification
toolbox, then a SIEMENS industrial controller to control
module-level processes with download gravity.
Palabras claves
Identificación no paramétrica, modelamiento, control de
procesos, métodos de sintonía, software de simulación.
Key words
Non-parametric identification, modeling, process control,
tuning methods, simulation software.
INTRODUCCIÓN
Teniendo una Planta por controlar, los estudiantes de
nuestra institución realizan la sintonización del proceso
en laboratorio usando el método de “Curva de Reacción”
de Ziegler & Nichols para inferir el modelo, habiendo de-
terminado previamente la región lineal. Luego realizan
la sintonización por el método del tanteo o del cuarto
decaimiento. Tales procedimientos son tediosos, pues de-
mandan mucho tiempo porque el modelo resultante del
Proceso no es exacto. La propuesta de esta investigación
es comprobar que, identificando el modelo del proceso
mediante técnicas no paramétricas apoyadas por un soft-
ware de identificación, se logra obtener un buen modelo
de la Planta y, por lo tanto, incrementar el desempeño del
estudiante durante el procedimiento de sintonización del
controlador industrial. Se consigue, además, mayor preci-
sión del control de una variable sobre todo el rango lineal
de control.
FUNDAMENTOS
La Figura 1 muestra el P&ID de la planta de nivel pertene-
ciente a la Especialidad de Electrónica Industrial, la cual
va a ser usada para determinar la efectividad del nuevo
método de sintonización propuesto. Se observa que la
medida del nivel de agua va a ser obtenida de modo indi-
recto por medio del transmisor de presión PT, es decir que
para determinado valor de peso de agua corresponderá
el nivel de líquido respectivo. La altura máxima de la co-
lumna de agua es de 1m y se considera que el tanque que
la contiene es de 0,2m de diámetro, entonces se tiene un
proceso de capacitancia constante y con región de ope-
ración limitada [3]. En este estudio es irrelevante la data
del transmisor de flujo FT. La manipulación del caudal que
ingresa en la Planta es realizada por medio de la válvula
de control proporcional, la cual es motorizada y controla-
da por una corriente de 4-20mA. Una bomba instalada al
interior del reservorio impulsa el agua a la entrada de la
válvula proporcional.
Las válvulas manuales tipo mariposa deben ser conve-
nientemente ajustadas, de modo tal que se pueda obser-
var el llenado del depósito hasta un máximo de 0,9m de
altura para la máxima apertura de la válvula proporcional.
Se observa que, a medida que sube el nivel del líquido,
se ejerce mayor presión hidrostática sobre la válvula de
salida X2 lográndose, luego, el punto de equilibrio (caudal
que ingresa es igual al caudal que sale). Del conocimiento
de la característica de una planta de nivel [1], trabajan-
do en la zona lineal encontrada según pruebas de curva
de reacción, se sabe que es de primer orden con tiempo
muerto y que se consigue un control aceptable con el al-
goritmo de control PID.
Figura 1. P&ID del módulo de la planta de nivel.
Elementos utilizados
2.1 PT: Transmisor de presión, entrada 0 a 0,25bar y sali-
da de 0 a 20 mA
2.2 FT: Transmisor/indicador de flujo, tipo magnético
2.3 Válvula proporcional, entrada 4 a 20mA y salida 0 a 2 gpm
2.4 Controlador PID industrial, fabricante: SIEMENS, mo-
delo: DR20
CompendioT2_nov 2008_p18_p25.indd 80 12/1/08 10:45:09 PM

81
Invest Apl Innov 2(2), 2008
Medrano R. , Godinez E. – Modelamiento de una planta de control de nivel mediante identificación no paramétrica
2.5 Planta de Nivel: Depósito de agua de 1m de altura y
0.20m de diámetro
2.6 Una computadora personal implementada con el software MatLab
2.7 Tarjeta de adquisición de datos NI, modelo: PCI-6221
2.8 Módulo convertidor de ±10 Voltios a 4-20mA
Linealización del proceso de nivel con descarga por gravedad
Modelo no lineal
(1)
En donde: A es el área transversal del tanque que es cons-
tante en este caso y proporcional a la capacitancia del
sistema [3], k es la constante de apertura de la válvula de
salida X2, H es la altura del nivel de líquido y Q1 es el cau-
dal de salida.
Modelo linealizado alrededor de un punto Q1,0
Utilizando la serie de Taylor alrededor de un punto para
simplificar la no linealidad.
(2)
En donde:
(3)
La ecuación (2) es de primer orden y debido al recorrido
del líquido en las tuberías más la posición de los sensores,
se debe considerar un tiempo muerto. La no linealidad
de los procesos es característica común y por lo tanto es
necesario linealizarlo alrededor de un punto de equilibrio
y controlar en dicho valor. Mientras el proceso tenga ma-
yor característica no lineal es más difícil de controlar [2] y
por lo tanto son necesarios nuevos algoritmos de control
avanzado si es que se desea controlar sobre el rango total
del proceso (extremo superior del tanque).
Curva característica del proceso
La curva característica del proceso de nivel nos permite
conocer la dinámica de la planta, a partir de la cual se
identificarán los tramos lineales de la curva para poder
establecer el rango de operación adecuado sobre el cual
se aplicará el algoritmo de control. Según la Figura 1 que
muestra el proceso, se trata de un proceso autoregulado.
PROCEDIMIENTO
La Figura 2 representa las conexiones efectuadas. En la
salida del transmisor tenemos disponible la señal de
corriente de 0 a 20 mA, la cual es proporcional al nivel,
esto significa que 0m equivale a 0mA y 2,55m equivale
a 20mA.
Los cables que transportan esta señal se conectan a los
bornes 63(+) y 29(-) de la tarjeta de adquisición de datos,
en los cuales también se instaló una resistencia de 248Ω,
de modo que la señal de corriente de 0 a 20mA es con-
vertida en una señal de tensión de 0 a 4,96voltios. De
esta manera ingresa la señal que representa “nivel” hacia
la computadora. El nivel máximo obtenido fue de 0.88m
lo que corresponde a un voltaje de 1,735V aproximada-
mente. El rango de medición se expresará en porcentaje,
lo cual significa que 0 voltios corresponde a 0% y 1,735
voltios corresponde a 100%. Luego tenemos que para un
voltaje u de entrada el valor porcentual será v = 57,6u %.
Figura 2. Diagrama P&ID de conexiones
para identificar la planta de nivel.
CompendioT2_nov 2008_p18_p25.indd 81 12/1/08 10:45:09 PM

82
Invest Apl Innov 2(2), 2008
Medrano R. , Godinez E. – Modelamiento de una planta de control de nivel mediante identificación no paramétrica
De otro lado, la salida de la tarjeta de adquisición de datos
es ±10 voltios por medio de los bornes 22(+) y 55 (-), que
también debe ser escalado, es decir 0% corresponde a
-10 voltios y 100% corresponde a +10 voltios, por lo tanto
para y % de salida tendremos 0,2y-10 voltios, en donde
el rango de y es de 0 a 100%. Este voltaje de ±10 voltios
debe ser convertido a corriente de 4 a 20mA mediante el
convertidor de voltaje a corriente. Esta señal de corriente
es la que alimenta a la válvula proporcional de control.
Configuración de la tarjeta de adquisición de datos
Teniendo en cuenta el párrafo anterior, en la Figura 3 se
muestra que la señal de entrada análoga suministrada
por PT (variable controlada) ingresa en la computadora
por medio de la tarjeta de adquisición de datos PCI-6221
y es convertida a un valor porcentual “v”. Luego la salida “y”
es transformada de valor porcentual “y%” a voltaje +/-10V
y enviada por la tarjeta de adquisición de datos hacia el
convertidor V/I para el control de la válvula proporcional
que controlará el caudal de entrada (variable manipula-
da). Mencionaremos que la tarjeta DAQ ha sido configu-
rada para trabajar en tiempo real (RT) con SIMULINK en el
programa MATLAB.
Curva característica del proceso
Para obtener la curva característica, se trabaja en lazo
abierto variando y de 0 a 100%, luego se anotan los corres-
pondientes valores porcentuales de v, con lo cual se logra
la Tabla 1. Debemos tener presente que la válvula manual
de entrada al tanque X1 debe estar totalmente abierta y
la válvula manual de salida X2 del tanque debe estar con
80% de apertura. La válvula X3 debe estar cerrada.
y(%) 0 10 20 30 40 50 60 70 80 90 100
v(%) 0 0 0 8.8 12 34 50 63 78.4 93.4 94.1
Tabla 1. Curva característica del proceso.
Con los valores obtenidos en la Tabla 1 se obtiene la curva
característica del proceso mostrada en la Figura 4, a par-
tir de la cual observamos el rango en el cual la curva es
aproximadamente lineal. El rango de salida y% selecciona-
do es de 40 a 70% y el rango de entrada correspondiente
de 12% a 63%. Dicho rango va a ser usado para determi-
nar el modelo matemático del proceso, aproximándolo a
un sistema con comportamiento lineal y de dicho modo
se podrá usar y sintonizar un sencillo controlador PID.
Figura 4. Curva característica de la planta de nivel.Figura 3. Escalamiento de la interfaz DAQ y software MATLAB.
Figura 5. Configuración DAQ-SIMULINK para obtener la curva de reacción.
CompendioT2_nov 2008_p18_p25.indd 82 12/1/08 10:45:09 PM
83
Invest Apl Innov 2(2), 2008
Medrano R. , Godinez E. – Modelamiento de una planta de control de nivel mediante identificación no paramétrica
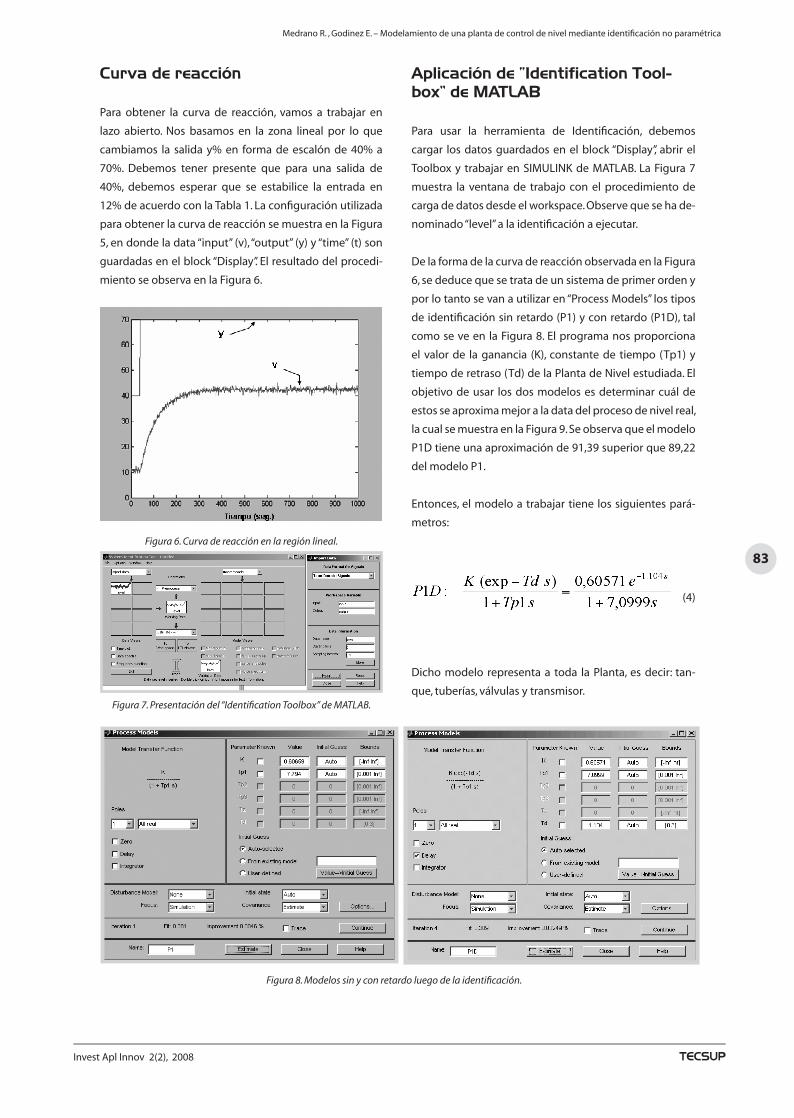
Curva de reacción
Para obtener la curva de reacción, vamos a trabajar en
lazo abierto. Nos basamos en la zona lineal por lo que
cambiamos la salida y% en forma de escalón de 40% a
70%. Debemos tener presente que para una salida de
40%, debemos esperar que se estabilice la entrada en
12% de acuerdo con la Tabla 1. La configuración utilizada
para obtener la curva de reacción se muestra en la Figura
5, en donde la data “input” (v), “output” (y) y “time” (t) son
guardadas en el block “Display”. El resultado del procedi-
miento se observa en la Figura 6.
Figura 6. Curva de reacción en la región lineal.
Aplicación de “Identification Tool-box” de MATLAB
Para usar la herramienta de Identificación, debemos
cargar los datos guardados en el block “Display”, abrir el
Toolbox y trabajar en SIMULINK de MATLAB. La Figura 7
muestra la ventana de trabajo con el procedimiento de
carga de datos desde el workspace. Observe que se ha de-
nominado “level” a la identificación a ejecutar.
De la forma de la curva de reacción observada en la Figura
6, se deduce que se trata de un sistema de primer orden y
por lo tanto se van a utilizar en “Process Models” los tipos
de identificación sin retardo (P1) y con retardo (P1D), tal
como se ve en la Figura 8. El programa nos proporciona
el valor de la ganancia (K), constante de tiempo (Tp1) y
tiempo de retraso (Td) de la Planta de Nivel estudiada. El
objetivo de usar los dos modelos es determinar cuál de
estos se aproxima mejor a la data del proceso de nivel real,
la cual se muestra en la Figura 9. Se observa que el modelo
P1D tiene una aproximación de 91,39 superior que 89,22
del modelo P1.
Entonces, el modelo a trabajar tiene los siguientes pará-
metros:
(4)
Dicho modelo representa a toda la Planta, es decir: tan-
que, tuberías, válvulas y transmisor.Figura 7. Presentación del “Identification Toolbox” de MATLAB.
Figura 8. Modelos sin y con retardo luego de la identificación.
CompendioT2_nov 2008_p18_p25.indd 83 12/1/08 10:45:10 PM

84
Invest Apl Innov 2(2), 2008
Medrano R. , Godinez E. – Modelamiento de una planta de control de nivel mediante identificación no paramétrica
Simulación usando SIMULINK de MATLAB
Con el modelo de la Planta de nivel de la ecuación (4), y
haciendo uso de un controlador PID se realizan las simula-
ciones respectivas para un punto intermedio de referencia
(Set Point: S.P.) del rango lineal de control entre 0,4 a 0,5m.
Los valores del controlador hallados luego de las pruebas
de tanteo son: Proporcional=3,5; Integral=1; Derivativo=0.
Además se simularán para valores de referencia fuera del
rango lineal para niveles de 0,1 a 0,2m; y 0,8 a 0,88m. Lue-
go vamos a comparar con la Planta real controlada por un
controlador industrial. La figura 10 muestra el modelo de
Planta y controlador a simular.
Resultados del comportamiento del Proceso Simulado y Proceso Real
Simulación del proceso de nivel controlado
En las Figuras 11, 12 y 13 se pueden observar las respues-
tas del sistema controlado con valores de sintonía del
controlador ajustados según párrafo anterior.
Figura 9. Aproximación de modelos a la data medida de la planta nivel.
Figura 10. Modelo de planta de nivel a simular con controlador PID.
CompendioT2_nov 2008_p18_p25.indd 84 12/1/08 10:45:10 PM

85
Invest Apl Innov 2(2), 2008
Medrano R. , Godinez E. – Modelamiento de una planta de control de nivel mediante identificación no paramétrica
Figura 11. Respuesta del sistema simulado controlado con escalón de 0,1 a 0,2m.
Figura 14. Respuesta del sistema simulado controlado con escalón de 0,1 a 0,2m.
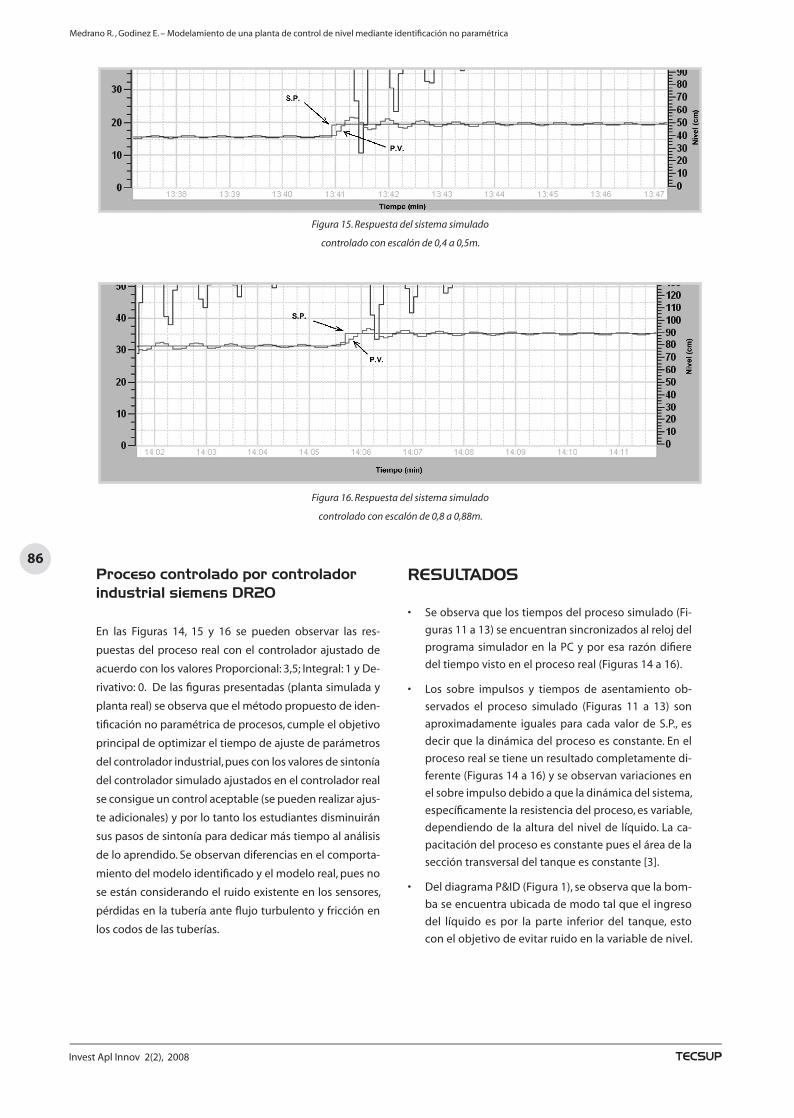
Figura 12. Respuesta del sistema simulado controlado con escalón de 0,4 a 0,5m.
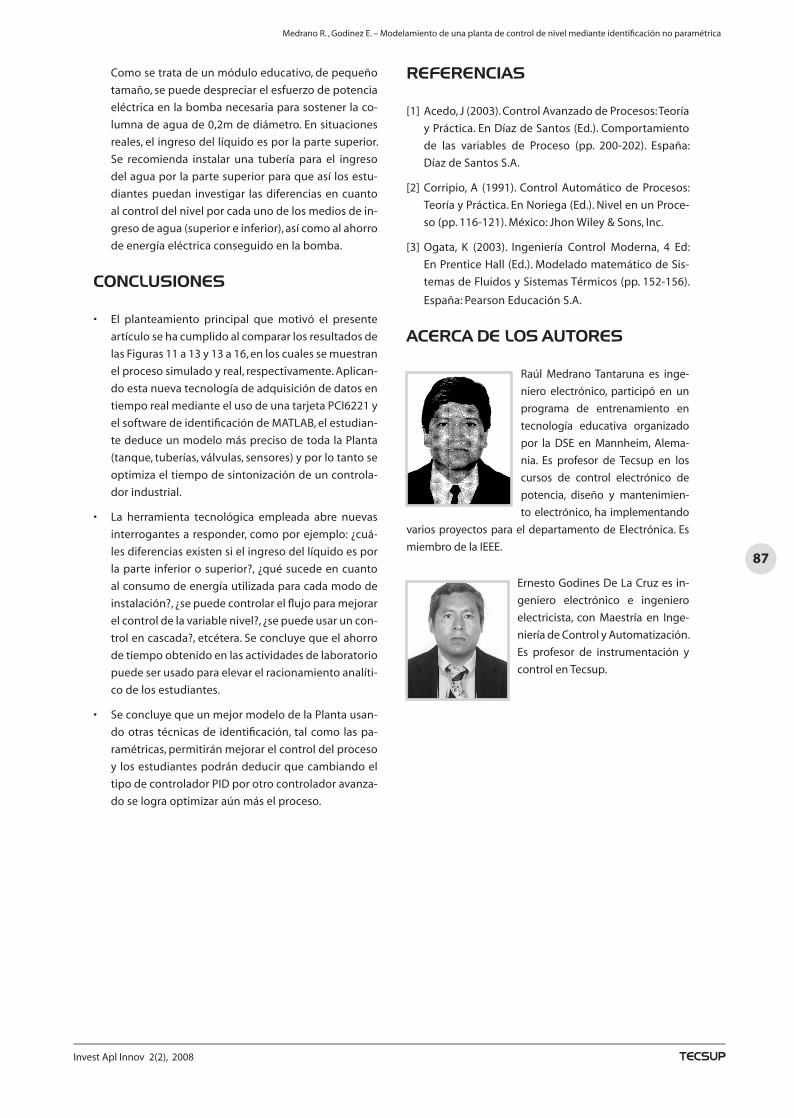
Figura 13. Respuesta del sistema simulado controlado con escalón de 0,8 a 0,88m.
CompendioT2_nov 2008_p18_p25.indd 85 12/1/08 10:45:10 PM
86
Invest Apl Innov 2(2), 2008
Medrano R. , Godinez E. – Modelamiento de una planta de control de nivel mediante identificación no paramétrica
Proceso controlado por controlador industrial siemens DR20
En las Figuras 14, 15 y 16 se pueden observar las res-
puestas del proceso real con el controlador ajustado de
acuerdo con los valores Proporcional: 3,5; Integral: 1 y De-
rivativo: 0. De las figuras presentadas (planta simulada y
planta real) se observa que el método propuesto de iden-
tificación no paramétrica de procesos, cumple el objetivo
principal de optimizar el tiempo de ajuste de parámetros
del controlador industrial, pues con los valores de sintonía
del controlador simulado ajustados en el controlador real
se consigue un control aceptable (se pueden realizar ajus-
te adicionales) y por lo tanto los estudiantes disminuirán
sus pasos de sintonía para dedicar más tiempo al análisis
de lo aprendido. Se observan diferencias en el comporta-
miento del modelo identificado y el modelo real, pues no
se están considerando el ruido existente en los sensores,
pérdidas en la tubería ante flujo turbulento y fricción en
los codos de las tuberías.
Figura 16. Respuesta del sistema simulado
controlado con escalón de 0,8 a 0,88m.
RESULTADOS
• Se observa que los tiempos del proceso simulado (Fi-
guras 11 a 13) se encuentran sincronizados al reloj del
programa simulador en la PC y por esa razón difiere
del tiempo visto en el proceso real (Figuras 14 a 16).
• Los sobre impulsos y tiempos de asentamiento ob-
servados el proceso simulado (Figuras 11 a 13) son
aproximadamente iguales para cada valor de S.P., es
decir que la dinámica del proceso es constante. En el
proceso real se tiene un resultado completamente di-
ferente (Figuras 14 a 16) y se observan variaciones en
el sobre impulso debido a que la dinámica del sistema,
específicamente la resistencia del proceso, es variable,
dependiendo de la altura del nivel de líquido. La ca-
pacitación del proceso es constante pues el área de la
sección transversal del tanque es constante [3].
• DeldiagramaP&ID(Figura1),seobservaquelabom-
ba se encuentra ubicada de modo tal que el ingreso
del líquido es por la parte inferior del tanque, esto
con el objetivo de evitar ruido en la variable de nivel.
Figura 15. Respuesta del sistema simulado
controlado con escalón de 0,4 a 0,5m.
CompendioT2_nov 2008_p18_p25.indd 86 12/1/08 10:45:11 PM
87
Invest Apl Innov 2(2), 2008
Medrano R. , Godinez E. – Modelamiento de una planta de control de nivel mediante identificación no paramétrica
Como se trata de un módulo educativo, de pequeño
tamaño, se puede despreciar el esfuerzo de potencia
eléctrica en la bomba necesaria para sostener la co-
lumna de agua de 0,2m de diámetro. En situaciones
reales, el ingreso del líquido es por la parte superior.
Se recomienda instalar una tubería para el ingreso
del agua por la parte superior para que así los estu-
diantes puedan investigar las diferencias en cuanto
al control del nivel por cada uno de los medios de in-
greso de agua (superior e inferior), así como al ahorro
de energía eléctrica conseguido en la bomba.
CONCLUSIONES
• El planteamiento principal que motivó el presente
artículo se ha cumplido al comparar los resultados de
las Figuras 11 a 13 y 13 a 16, en los cuales se muestran
el proceso simulado y real, respectivamente. Aplican-
do esta nueva tecnología de adquisición de datos en
tiempo real mediante el uso de una tarjeta PCI6221 y
el software de identificación de MATLAB, el estudian-
te deduce un modelo más preciso de toda la Planta
(tanque, tuberías, válvulas, sensores) y por lo tanto se
optimiza el tiempo de sintonización de un controla-
dor industrial.
• La herramienta tecnológica empleada abre nuevas
interrogantes a responder, como por ejemplo: ¿cuá-
les diferencias existen si el ingreso del líquido es por
la parte inferior o superior?, ¿qué sucede en cuanto
al consumo de energía utilizada para cada modo de
instalación?, ¿se puede controlar el flujo para mejorar
el control de la variable nivel?, ¿se puede usar un con-
trol en cascada?, etcétera. Se concluye que el ahorro
de tiempo obtenido en las actividades de laboratorio
puede ser usado para elevar el racionamiento analíti-
co de los estudiantes.
• SeconcluyequeunmejormodelodelaPlantausan-
do otras técnicas de identificación, tal como las pa-
ramétricas, permitirán mejorar el control del proceso
y los estudiantes podrán deducir que cambiando el
tipo de controlador PID por otro controlador avanza-
do se logra optimizar aún más el proceso.
REFERENCIAS
[1] Acedo, J (2003). Control Avanzado de Procesos: Teoría
y Práctica. En Díaz de Santos (Ed.). Comportamiento
de las variables de Proceso (pp. 200-202). España:
Díaz de Santos S.A.
[2] Corripio, A (1991). Control Automático de Procesos:
Teoría y Práctica. En Noriega (Ed.). Nivel en un Proce-
so (pp. 116-121). México: Jhon Wiley & Sons, Inc.
[3] Ogata, K (2003). Ingeniería Control Moderna, 4 Ed:
En Prentice Hall (Ed.). Modelado matemático de Sis-
temas de Fluidos y Sistemas Térmicos (pp. 152-156).
España: Pearson Educación S.A.
ACERCA DE L0S AUTORES
Raúl Medrano Tantaruna es inge-
niero electrónico, participó en un
programa de entrenamiento en
tecnología educativa organizado
por la DSE en Mannheim, Alema-
nia. Es profesor de Tecsup en los
cursos de control electrónico de
potencia, diseño y mantenimien-
to electrónico, ha implementando
varios proyectos para el departamento de Electrónica. Es
miembro de la IEEE.
Ernesto Godines De La Cruz es in-
geniero electrónico e ingeniero
electricista, con Maestría en Inge-
niería de Control y Automatización.
Es profesor de instrumentación y
control en Tecsup.
CompendioT2_nov 2008_p18_p25.indd 87 12/1/08 10:45:11 PM