Embed Size (px)
Citation preview

SECCIÓN DE ESTUDIOS DE POSGRADO E INVESTIGACIÓN
“UN MODELO PARA PLANEAR LA PRODUCCIÓN DE POLEAS Y BUJES DE HIERRO GRIS”
T E S I S QUE PARA OBTENER EL GRADO DE
MAESTRO EN INGENIERÍA INDUSTRIAL
PRESENTA:
ALEJANDRO MIHUALTÉCATL SÁENZ
DIRECTOR DE TESIS:
DR. EDUARDO GUTIÉRREZ GONZÁLEZ
MÉXICO, D.F. AGOSTO 2014
INSTITUTO POLITÉCNICO NACIONAL
UNIDAD PROFESIONAL INTERDISCIPLINARIA DE INGENIERÍA Y CIENCIAS SOCIALES Y ADMINISTRATIVAS


INSTITUTO POLITÉCNICO NACIONAL
SECRETARÍA DE INVESTIGACIÓN Y POSGRADO
CARTA CESIÓN DE DERECHOS
En la Ciudad de México D.F. el día 08 del mes de Julio de 2014 el que suscribe Alejandro
Mihualtécatl Sáenz con el número de registro B121345, adscrito a la Maestría en Ciencias con
Especialidad en Ingeniería Industrial, manifiesta que es autor intelectual del presente trabajo de
Tesis bajo la dirección del Dr. Eduardo Gutiérrez González cede los derechos del trabajo titulado
“UN MODELO PARA PLANEAR LA PRODUCCIÓN DE POLEAS Y BUJES DE HIERRO GRIS”, al
Instituto Politécnico Nacional para su difusión con fines académicos y de investigación.
Los usuarios de la información no deben reproducir el contenido textual, gráficas o datos del
trabajo sin el permiso expreso del autor y/o director del trabajo. Este puede ser obtenido escribiendo
a la siguiente dirección [email protected]. Si el permiso se otorga el usuario deberá dar el
agradecimiento correspondiente y citar fuente del mismo.
Alejandro Mihualtécatl Sáenz

IV
Índice
SIP-14 …………………………………………………………………………………………………… II
Carta cesión de derechos …………………………………………………………………………... III
Índice general …………………………………………………………………………………………. IV
Índice de tablas ……………………………………………………………………………………….. VII
Índice de figuras ……………………………………………………………………………………… IX
Resumen ……………………………………………………………………………………………….. XI
Abstract ………………………………………………………………………………………………… XII
Introducción …………………………………………………………………………………………… 1
Capítulo 1 Manufactura de poleas y bujes de hierro gris ………………………………………... 5
1.1 Introducción ………………………………………………………………………………………... 5
1.2 Conceptos básicos sobre poleas ………………………………………………………………... 6
1.2.1 Sistema de poleas con correa (o bandas) …………………………………………………. 7
1.2.2 Utilidad de una polea …………………………………………………………………………. 8
1.3 La industria de las poleas a nivel mundial ……………………………………………………… 10
1.4 Empresas productoras de poleas en México …………………………………………………... 13
1.5 Empresa de estudio ………………………………………………………………………………. 17
1.5.1 Estructura de la empresa …………………………………………………………………….. 17
1.5.2 Productos y mercado de la empresa ……………………………………………………….. 19
1.5.3 Problemas característicos de las pymes …………………………………………………… 21
1.6 Problemática ……………………………………………………………………………………….. 22
Capítulo 2 Pronósticos y planeación de la producción …………………………………………... 25
2.1 Introducción ………………………………………………………………………………………... 25
2.2 Métodos más comunes para el análisis de series de tiempo ………………………………… 25
2.2.1 Conceptos básicos de series de tiempo ……………………………………………………. 26
2.2.2 Método de descomposición ………………………………………………………………….. 27

Índice
V
2.2.3 Método de promedio móvil …………………………………………………………………... 28
2.2.4 Método de suavizamiento exponencial simple (Holt) ……………………………………... 29
2.2.5 Método de suavizamiento exponencial doble (Holt) …………………………………….... 30
2.2.6 Método de Winters (Holt-Winters) …………………………………………………………. 33
Proceso de inicialización …………………………………………………………………...... 36
2.3 Medición del error de pronóstico ………………………………………………………………… 37
2.4 Análisis de la distribución de Ventas ……………………………………………………………. 40
Distribución Normal …………………………………………………………………..................... 40
Distribución Exponencial …………………………………………………………………............. 41
Distribución Gamma ………………………………………………………………….................... 42
Distribución Weibull …………………………………………………………………..................... 44
Distribución Lognormal …………………………………………………………………................ 45
Mezclas finitas de distribuciones …………………………………………………………………. 46
Capítulo 3 Metodología para planear de la producción ………………………………………….. 47
3.1 Introducción …………………………………………………………………................................ 47
3.2 Descripción de las fases de la metodología para la Optimización de la Producción de poleas y bujes de una empresa metalmecánica ……………………………………………………
47
3.3 Etapa 1. Recolección de datos …………………………………………………………………... 50
3.4 Etapa 2. Clasificación de los productos ………………………………………………………… 51
Clasificación ABC …………………………………………………………………....................... 51
3.5 Etapa 3. Análisis del comportamiento de los productos seleccionados …………………….. 52
3.6 Etapa 4. Modelo de Pronósticos ………………………………………………………………… 52
3.6.1 Método Winters – para tendencias y estacionalidad ……………………………………… 54
3.6.2 Método de Descomposición …………………………………………………………………. 57
3.6.3 Validación del Modelo ………………………………………………………………….......... 60
3.7 Etapa 5. Análisis de riesgo del pronóstico ……………………………………………………… 61
3.8 Etapa 6. Modelación para la optimización de la Producción …………………………………. 61
Capítulo 4 Propuesta para planear la producción ………………………………………………… 64
4.1 Introducción …………………………………………………………………................................ 64
4.2 Metodología actual para establecer los niveles de inventario ………………………………... 65
4.3 Diagrama de la metodología propuesta para planear la producción ………………………… 68

Índice
VI
Etapa 1. Recolección de las ventas registradas ……………………………………………….. 69
Etapa 2.Clasificación ABC de los productos …………………………………………………… 70
Reducción y Análisis de productos A ……………………………………………………. 71
Etapa 3. Modelo de mejor ajuste de las ventas de los productos seleccionados ………….. 72
Etapa 4. Modelo de pronósticos de ventas de los productos seleccionados ………………. 81
Método Winters …………………………………………………………………................ 83
Método de descomposición ………………………………………………………………. 94
Validación del Modelo de pronóstico elegido …………………………………………… 96
Etapa 5. Análisis de Riesgo del Pronóstico de ventas de los productos seleccionados ….. 97
Etapa 6. Modelo para la optimización de la Producción ……………………………………… 101
Etapa 7. Análisis de Resultados …………………………………………………………………. 107
Conclusiones …………………………………………………………………………………………. 112
Bibliografía …………………………………………………………………………………………….. 114
Anexos …………………………………………………………………………………………………. 117

VII
Índice de Tablas
Capítulo 1 Manufactura de poleas y bujes de hierro gris
Tabla 1.1 Principales clientes (fabricantes de maquinaria y equipos) ………………………... 20
Tabla 1.2 Principales clientes (Distribuidores de refacciones) ……………………….............. 21
Tabla 1.3 Ventas anuales 2011, 2012 y 2013 - Polea 25.0 DP 2B X1 ……………………….. 23
Tabla 1.4 Costo por tiempo extra incurrido ………………………............................................ 24
Capítulo 2 Pronósticos y planeación de la producción
Capítulo 3 Metodología para planear la producción
Capítulo 4 Propuesta de planear la Producción
Tabla 4.1 Costo de Tiempo Extra incurrido en la polea 25.0 DP 6B MF ……………………... 68
Tabla 4.2 Asignación de SKU’s para productos ……………………….................................... 70
Tabla 4.3 Clasificación ABC general de productos ………………………............................... 70
Tabla 4.4 Agrupamiento de Buje V1 de diferentes calibraciones ……………………….......... 71
Tabla 4.5 Agrupamiento de poleas de maza fija de diferentes calibraciones ………………... 71
Tabla 4.6 Principales productos para la investigación ………………………........................... 72
Tabla 4.7 Resumen de la distribución de ventas de los 25 artículos de la clase A …………. 81
Tabla 4.8 Concentrado de las ventas reales del producto 006-006-0497 ……………………. 82
Tabla 4.9 Valores para calcular índices estacionales ………………………............................ 83
Tabla 4.10 Índices estacionales de la primera temporada L = 52 ……………………….......... 84
Tabla 4.11 Valor inicial de bt-1 ……………………….................................................................. 85
Tabla 4.12 Pronóstico y error de pronóstico ………………………............................................ 88
Tabla 4.13 Valores de las ponderaciones ………………………................................................ 89
Tabla 4.14 Valores de las ponderaciones generando combinaciones aleatorias …………….. 89
Tabla 4.15 Pronóstico y error de pronóstico MSE minimizado ………………………................ 90
Tabla 4.16 Tabla de comparación de los valores de ponderación y errores de pronóstico …. 91
Tabla 4.17 Pronósticos de las 37 semanas de los artículos de la clase A ………………………...... 95

Índice
VIII
Tabla 4.18 Comparación de MAD método Winters vs método Descomposición ……………... 96
Tabla 4.19 Producción semanal mínima para mantener los niveles de servicio de los productos tipo
A ………………………...………………………...………........………………………... 98 Tabla 4.20 Probabilidad de ocurrencia del pronóstico indicado y nivel de servicio de la empresa
………………………...………………………...………........……………….. 99 Tabla 4.21 Niveles de servicio para 1, 2 y 3 sigma de los valores del pronóstico de los productos tipo
A ………………………...………………………...………........………………………... 100 Tabla 4.22 Cálculo del riesgo por artículo y total de las 37 semanas de los artículos de la clase A bajo
diferentes escenarios ………………………...………………………...………....... 101 Tabla 4.23 Costos de producción, costos fijos y costos de inventarios ………………………...…… 103 Tabla 4.24 Utilidad calculada de los 25 productos A con los 5 niveles de servicio ……………………. 106 Tabla 4.25 Combinación de valores de producción correspondientes al nivel de servicio 95% …… 108 Tabla 4.26 Combinación de valores de productos en inventario correspondientes al nivel de servicio
95% ………………………...………………………...………........…….. 109 Tabla 4.27 Secuencia de las ventas semanales y producción e inventario …………………………. 110 Tabla 4.28 Utilidad de los niveles de servicio ………………………...………………………...……. 111

IX
Índice de figuras
Capítulo 1 Manufactura de poleas y bujes de hierro gris
Figura 1.1 Elementos principales de una polea (Cesar Osu, 2005) ………………………… 6
Figura 1.2 Sistema de transmisión de potencia por poleas y banda (Francisco Lupion, 2012) …………………………………………………………………………………... 7
Figura 1.3 Transmisión de movimiento en una lavadora (Francisco Lupion, 2012) ……… 8
Figura 1.4 Taladro Industrial con caja de velocidades (poleas escalonadas) (Cesar Osu, 2005) …………………………………………………………………………………... 9
Figura 1.5 Tipos de bandas (Cesar Osu, 2005) ……………………………………………….. 9 Figura 1.6 Diversas aplicaciones industriales de las poleas y bujes de hierro gris (Baldor,
2013) …………………………………………………………………………………... 10 Figura 1.7 Producción Industrial y Manufacturera de Estados Unidos (Banco de México,
2013) …………………………………………………………………………………... 12
Figura 1.8 Producción Industrial de la zona Euro (Banco de México, 2013) ………………. 12
Figura 1.9 Producción Industrial de las Economías Emergentes (Banco de México, 2013) . 13
Figura 1.10 Indicadores de la Actividad Económica de México (Banco de México, 2013) … 13
Figura 1.11 Indicador de la Actividad Industrial en México (INEGI, 2013) …………………... 15
Figura 1.12 Indicador de Industrias Manufactureras de México (INEGI, 2013) ……………... 15
Figura 1.13 Indicador de la Producción Industrial en México (INEGI, 2013) ………………… 16
Figura 1.14 Indicador porcentual de Industrias Manufactureras de México (INEGI, 2013) ... 16
Figura 1.15 Maquinaria de MATISA (Francisco Perales, 2012) ……………………………… 18
Figura 1.16 Organigrama de la empresa (González, 2010) …………………………………… 19
Figura 1.17 Ventas anuales 2011, 2012 y 2013 - Polea 25.0 DP 2B X1 …………………….. 24
Capítulo 2 Pronósticos y planeación de la producción
Figura 2.1 Serie estacional con tendencia incremental (Nahmias, 2007) ……………………… 35
Figura 2.2 Función de densidad normal N(0,1)(Law, 2007) …………………………………….. 41
Figura 2.3 Función de densidad exp(1) (Law, 2007) …………………………………………….. 42
Figura 2.4 Función de densidad gamma (a,1)(Law, 2007) ……………………………………. 43
Figura 2.5 Función de densidad weibull(a,1)(Law, 2007) ……………………………………… 44
Figura 2.6 Función de densidad Lognormal(0,s2) (Law, 2007) ………………………………... 45

Índice
X
Capítulo 3 Metodología para planear la producción
Figura 3.1 Metodología para la modelación de programación lineal para planear la Producción para empresas del ramo industrial ……………………………………… 49
Figura 3.2 Elementos para la recolección de información para la modelación de programación lineal para la Producción en empresas del sector industrial ……… 51
Capítulo 4 Propuesta de planear la Producción
Figura 4.1 Procedimiento para emitir órdenes de producción ……………………………….. 66
Figura 4.2 Pedido del cliente vs entregas de la empresa ……………………………………. 67
Figura 4.3 Nivel de Inventario vs Demanda (venta) …………………………………………... 68
Figura 4.4 Diagrama de la propuesta para planear la producción …………………………... 69
Figura 4.5 Histograma y Distribuciones ajustadas de ventas de BUJE W2 PILOTO (006-006-0145) ……………………………………………………………………….. 75
Figura 4.6 Histograma y Distribuciones ajustadas de ventas de POLEA 3.6 DP 2AB V1 (006-006-0497) ……………………………………………………………………….. 76
Figura 4.7 Histograma y Distribuciones ajustadas de ventas de BUJE W1 PILOTO 7/16 (006-006-0111) ……………………………………………………………………….. 77
Figura 4.8 Histograma y Distribuciones ajustadas de ventas de BUJE Y2 PILOTO 1 5/16(006-006-0332) ………………………………………………………………….. 78
Figura 4.9 Histogramas de la distribución de ventas de los 21 productos restantes de la clase A ………………………………………………………………………………… 80
Figura 4.10 Comportamiento de las ventas reales vs ventas pronosticadas con el método Winter ………………………………………………………………………………….. 91
Figura 4.11 Comportamiento de las ventas reales vs ventas pronosticadas con el método Winter de los 24 artículos faltantes de la clase A ………………………………… 94
Figura 4.12 Comportamiento de las ventas reales vs ventas pronosticadas del producto 006-006-0497con el método de descomposición ………………………………… 94

XI
Resumen
El desarrollo de este trabajo tiene como objetivo principal proponer una modelo para planear la
producción de una empresa del sector metalmecánica. Este modelo contribuirá a disminuir los altos
niveles de inventario de los productos terminados en el almacén, a minimizar los costos de tiempo
extra y a brindar un mejor nivel de servicio a sus clientes.
El modelo propuesto hace uso de varias herramientas de la ingeniería industrial, las cuales
representan las etapas de esta investigación, tales como Clasificación ABC para la selección de los
productos a analizar en este trabajo, el modelo de mejor ajuste de la distribución de las ventas
semanales. En el ajuste se utilizan los estimadores de máxima verosimilitud para los parámetros,
considerando como criterio de decisión el valor AIC. Para el ajuste se programan en el proyecto R
diferentes funciones de las distribuciones, exponencial, gamma, Weibull, lognormal y algunas mezclas
finitas de ellas.
En la parte de pronósticos de ventas se utilizan diferentes métodos con criterio de decisión el
MAD y MSE. El método que fue más preciso en los pronósticos resultó ser el método de Winters, por
incluir la tendencia y estacionalidad de las ventas. La estimación de los mejores valores de los
parámetros de tendencia y estacionalidad se calcularon con el programa de optimización Solver-Excel
y por simulación Monte Carlo.
Con los dos resultados anteriores se estimó el riesgo de la ocurrencia de los valores
pronosticados, niveles de servicio y los eventos de la media ±𝑘𝜎, para 𝑘 = 1, 2, 3, junto con los de
la moda y mediana.
Finalmente con los valores calculados se obtiene un modelo de optimización de la producción,
penalizaciones, costos fijos de producción e inventario para cada producto de la clase A, durante 37
semanas que brindará información a los ejecutivos de la empresa en la toma de decisiones para
planear la producción durante las 37 semanas del pronóstico. Con el modelo propuesto se logró
calcular el mejor nivel de servicio con el que se recomienda que debe trabajar la empresa, mejorando
del 80% al 95% de servicio.

XII
Abstract
The research´ development has the main goal of proposing a method in order to plan the enterprise’s
production of the metalworking sector. This method will contribute to reduce high inventories of its
goods in its warehouse, to minimize the overtime costs and offer a better service level to its customers.
The proposed method does use of several Industrial Engineering tools, which represent this
research’s stages, such as, ABC approach for the selection of items to analyze in this work, the model
of best distribution setting of the weekly sales. In fitting, it was used the maximum likelihood estimators
for the parameters, considering AIC value as decision criteria. For the fitting, it was programmed the
different distributions functions in the R project such as exponential, gamma, Weibull, lognormal and
some finite mixings among them.
In the forecasting part of sales were used different methods with MAD and MSE as decision
criteria. The method that was the most accurate resulted being Winters method, due to this includes
the sales’ trend and seasonality. The estimation of the best parameter’ values of trend and seasonality
were calculated by the software Solver-Excel optimization and by Monte Carlo simulation.
The occurrence risk of the forecasted values, service levels and the events of the mean±𝑘𝜎,
for 𝑘 = 1, 2, 3, within mode and median were calculated by with the two previous results.
Finally, with these values, it was obtained the production optimization method, penalizations,
production and inventory fixed costs for each A class products during 37 weeks, which will give
information to the enterprises executives in the decision making for planning the production for the next
37 weeks of the forecasting. With this proposed method was obtained the calculation of the best service
level, which the enterprises should work, improving from 80% to 95% of service.

1
Introducción
Descripción del problema
En el escenario actual del sector manufacturero, la flexibilidad de los procesos de fabricación ha
beneficiado la expansión de muchas empresas. El uso de nuevas tecnologías tanto de maquinaría como
de información, la aplicación de métodos para hacer más eficientes los procesos productivos, las nuevas
tendencias en la aplicación de conocimientos han sido las herramientas de muchas empresas que
sobresalen de otras.
La empresa en estudio Maquinado de Transmisiones Industriales S. A. de C. V. con giro metal-
mecánica se dedica a la fabricación y comercialización de componentes para sistemas de transmisión de
potencia (a través de poleas con bujes intercambiables para la sección de banda clásica A, B, C, D, o
ultra V estrecha 3V, 5V y 8V con especificaciones IBSA y QD, entre otros productos). Inicialmente la
empresa se estableció en el año 2003 con el nombre de Servicio y Técnica Industrial S. A. de C. V. hasta
que en el 2008 con el cambio de administración se cambia al nombre actual, incrementando sus líneas
de productos y servicios, además de incrementar su presencia en el mercado nacional como una empresa
competitiva. Pero actualmente la empresa sufre una carencia de un enfoque sistemático en sus procesos
administrativos lo que ha ocasionado un estancamiento en su crecimiento.
En esta empresa no se cuenta con una planeación de la producción, por tanto tiene la
problemática del desabasto de productos terminados y por otro lado, el exceso de inventario de productos
con baja demanda de venta. Debido a la falta de un plan de producción y un sistema de inventario, no se
conoce indicadores que a su vez permitan mejorar sus procesos y elevar su eficiencia en pro del servicio
al cliente.
Al no contar con una metodología para ser más eficiente, la empresa solo pronostica sus niveles
de inventario por experiencia del personal responsable del área o por requerimientos de los clientes. Esto
implica pérdidas, por no tener el producto en el momento que el cliente lo requiere, o retrasos en las
entregas de productos dando incertidumbre a los clientes y por otro lado se incurre en altos costos por el
pago de tiempo extra para cubrir la demanda de los clientes y costos de mantenimiento de sus inventarios.
Objetivos
Generar una modelo para la selección y pronósticos de los productos de mayor importancia con
base en las ventas anuales.
Cuantificar el riesgo del pronóstico según el comportamiento de cada producto e indicar el nivel
de servicio que la empresa desea satisfacer al cliente en los productos seleccionados.

Introducción
2
Diseñar un modelo para la planeación de la producción mediante programación lineal tomando
como base el pronóstico generado y el riesgo del pronóstico sin afectar el nivel de servicio al
cliente.
Justificación
La importancia de contar con un modelo para planear la producción de los productos terminados radica
en la disponibilidad de éstos hacia los clientes, considerando tener la cantidad necesaria para ofrecer un
alto nivel de servicio. Aunado a esto, se debe contar con un programa de producción flexible que esté
basado en los pronósticos de la demanda y/o venta de los productos de mayor rotación, y que además
ayude a optimizar los recursos financieros en nuevas inversiones o renovación de sus medios de
producción para hacer más eficientes sus procesos productivos.
Dada esta importancia el presente trabajo propone un plan de producción, que actualmente no
existe, y que en la empresa solo se propone con base en la experiencia de los responsables de cada área
o requerimientos de los clientes. Por tanto, siempre se está en la expectativa que ofrece el mercado.
Alcances y limitaciones
El presente trabajo está dirigido a empresas del ramo metalmecánica de la industria manufacturera, las
cuales no cuentan con un plan de producción, técnicas para pronosticar la demanda y métodos para
cuantificar el riesgo de no contar con cierto nivel de inventario, que basa sus predicciones de manera
subjetiva y están en la expectativa de los requerimientos de sus clientes.
Para poder lograr el nivel de servicio requerido por la empresa en la planeación de la producción
se cuenta con un concentrado histórico de ventas de 4 años, tiempos de entrega de materia prima, tiempo
de producción, costos de producción, costos de mantener inventarios, costos de pedido, costos de
penalización, costos de capital, entre otros. Con el resultado de los pronósticos de productos, la
cuantificación del riesgo y la planeación de la producción, se pretende obtener un modelo que sirva de
base para la toma de decisiones al planear los niveles de producción.
Una de las limitantes del trabajo reside en que no se trabaja con los procesos de producción, sino
con la planeación de la producción, de cuánto y cuándo producir para conservar un nivel de servicio
elevado y poder satisfacer a los clientes en cuanto a su demanda.
Resultados esperados
Dada la falta de procedimientos técnicos para la planeación de la producción de la empresa en estudio,
el presente trabajo tiene la finalidad de desarrollar una modelo para planear la producción con base en el

Introducción
3
pronóstico generado con las ventas historias y que ayude a anticipar los requerimientos de los clientes
ofreciendo un nivel de servicio que no ponga en riesgo las operaciones de la empresa.
Dicha modelo debe disminuir los costos por tiempo extra, disminuir los niveles de inventario de
productos con baja demanda, incrementar el nivel de servicio de los productos de mayor rotación
considerando su estacionalidad y/o ciclicidad. Además, este modelo proporcionará información para
programar la compra de materia prima para la fabricación de los productos anticipando órdenes de
compra de materia prima a sus proveedores.
Metodología general
Dado al extenso catálogo de productos entre poleas y bujes de la empresa Maquinado de Transmisiones
Industriales S. A. de C. V., el desarrollo de la investigación se basa en 6 etapas. En donde se analizarán
solo 25 productos de mayor importancia seleccionados a partir de la clasificación ABC. En el análisis se
contempla la información histórica de las ventas reales durante 4 años de cada producto, para identificar
el modelo probabilístico que mejor ajuste y describa a las ventas. El mejor modelo se encontrará
estimando sus parámetros por máxima verosimilitud y se determinará con base en el valor AIC. Con el
modelo propuesto se podrá cuantificar el riesgo y los niveles de servicio esperado con sus probabilidades
respectivas. Para la planeación de cuánto y cuándo producir se calcula el pronóstico de ventas durante
37 semanas. Con el pronóstico calculado y lo costos de inventario, producción, déficit, nivel de servicio,
etcétera se programará un modelo lineal de producción para cada producto de la clase A durante las 37
semanas que se pronostican las ventas.
Reseña del estudio
El presente trabajo está dividido en 4 capítulos. En el capítulo 1, se define brevemente los productos que
se van a estudiar, así como sus componentes y cómo se integran en un sistema de transmisión de
potencia. Además de las diversas aplicaciones que tienen estos productos en la industria. Se dan a
conocer los principales fabricantes en el mundo y en México de estos productos y/o entidades que rigen
el diseño de las poleas y bandas trapezoidales en V, aunado a esto se hace referencia a la situación
actual de la industria manufacturera con respecto a otras industrias. Posteriormente, se menciona los
antecedentes de la empresa en estudio, su organización, la diversidad de productos que fabrica y el
equipo con que cuenta para el proceso de producción, además de comentar quiénes son sus principales
socios comerciales. Se abarcan los problemas característicos que enfrentan este tipo de empresas y se
profundiza a mayor detalle la problemática de la falta de un plan de producción y un sistema de inventarios
de la empresa.
En el capítulo 2, se presenta el marco teórico de los pronósticos iniciando con los conceptos
básicos de series de tiempo y la descripción de los métodos de pronósticos por diferentes autores, así
como la medición de precisión y exactitud más usadas para evaluar los métodos de pronósticos. También

Introducción
4
se mencionan los diferentes modelos de distribución que pueden seguir el comportamiento de las ventas
de los productos.
Tomando en referencia la teoría del capítulo anterior, el capítulo 3 hace la propuesta de los pasos
a seguir para el cálculo del pronóstico y la medición de su exactitud, el análisis del comportamiento de las
ventas, el cálculo del riesgo y los pasos para la modelación de la programación lineal referente a la
planeación de la producción en la empresa de estudio.
En el capítulo 4, se describen las etapas que integran el modelo propuesto para la planeación de
la producción de la empresa. Paso a paso se explica cómo se aplicará cada etapa del modelo, desde la
selección de los productos de mayor importancia por medio de la clasificación ABC, la reducción de los
productos A (según la familia de productos, líneas e importancia de clientes), el análisis del
comportamiento de las ventas de 2010 hasta 2013, la comparación de los métodos de pronóstico y
elección del mejor modelo según su exactitud. Posteriormente se cuantifica el riesgo para determinados
niveles de inventario y el de servicio. Finalmente, se detalla la modelación para la programación lineal la
cual proporcionará información para generar el plan de producción de la empresa en estudio y se
cuantificaran los gastos y utilidades para niveles de servicio del 80, 85, 90, 95 y 99%.
En las conclusiones se presentan de forma breve y objetiva las aportaciones de este trabajo, que
se espera que contribuya a la empresa para administrar con mayor eficacia su planeación de la
producción y el sistema de inventario.

5
Capítulo 1
Manufactura de poleas y bujes de hierro gris
1.1 Introducción
La investigación que será realizada en este trabajo tiene que ver con una herramienta comúnmente
conocida, pero de la que desconocemos sus partes y funciones principales. Por tales razones, el capítulo
lo iniciamos definiendo el concepto de una polea y a su vez las partes esenciales que las componen, así
como los sistemas de poleas más comunes empleados para la transmisión de potencia para generar un
trabajo específico requerido en la industria. Además se presentan las principales aplicaciones de
transmisión de potencia que existe en la industria en que son requeridas las poleas.
Para tener un mejor contexto sobre el tema se hace una revisión bibliográfica sobre los principales
fabricantes y asociaciones que publican normas y especificaciones que deben incluirse en el diseño de
poleas y bandas V. Para esto podemos notar que el mercado comercial de las poleas se engloba en el
sector de industrias manufactureras a nivel mundial. Entonces se mostrarán los indicadores y su
desempeño a nivel mundial y nacional (México), además de mencionar qué fabricantes sobresalen en el
mercado nacional.
En este capítulo describiremos al objeto de estudio en el que se llevará a cabo la investigación de
este trabajo. Veremos un poco de su historia y estructura como empresa, describiendo los principales
productos que fabrica y los medios de producción que utiliza para dicha fabricación.
Al final de este capítulo se mostrará la problemática que trabajaremos en esta investigación, misma
que está relacionada con la administración del inventario para la fabricación de poleas y bujes de hierro
gris.

Manufactura de poleas y bujes de hierro gris
6
1.2 Conceptos básicos sobre poleas
En esta sección se describe de forma breve los conceptos principales sobre las poleas. La polea es una
máquina usada ampliamente como un medio de transmisión de fuerza para la realización de un trabajo
en diversas áreas de la industria. Sus componentes a pesar de ser sencillos, determinan la funcionalidad
de ésta. Su diseño es simple, pero su costo es relativamente económico, la desventaja de un sistema de
poleas es que abarca mucho espacio. Para entender más sobre la polea, se presenta la siguiente
definición:
Polea
Una polea, es una máquina simple, un dispositivo mecánico de tracción, que sirve para
transmitir una fuerza por conducto de una banda.
Partes de la polea
Una polea está compuesta por tres partes, ver figura 1.1
1. La llanta: Es la zona exterior de la polea y su constitución es esencial, ya que se adaptará a la
forma de la banda que alojara. La garganta (o ranura) es la parte que entra en contacto con la
banda y está especialmente diseñada para conseguir el mayor agarre posible.
2. El cuerpo (o estructura): Las poleas estarán formadas por una pieza maciza cuando sean de
pequeño tamaño. Cuando sus dimensiones aumentan, irán provista de nervios o brazos que
generen la polea, uniendo el cubo con la llanta.
3. El cubo: Es el agujero cónico y cilíndrico que sirve para acoplar al eje. El cubo es la parte central
que comprende el agujero, permite aumentar el grosor de la polea para aumentar su estabilidad
sobre el eje. Suele incluir un chavetero (o cuñero) que facilita la unión de la polea con el eje o
árbol (Wikipedia, 2013).
Figura 1.1 Elementos principales de una polea
Fuente:(Cesar Osu, 2005)

Capítulo 1
7
1.2.1 Sistema de poleas con correa (o bandas)
El sistema de poleas con banda más simple consiste en dos poleas situadas a cierta distancia, que giran
a la vez por efecto del rozamiento de una banda con ambas poleas. Las bandas suelen ser cintas de
cuero flexibles y resistentes. Este es un sistema de transmisión circular puesto que ambas poleas poseen
movimiento circular.
En base a esta definición distinguimos claramente los siguientes elementos, ver figura 1.2.
1. La polea motriz: también llamada polea conductora: Es la polea ajustada al eje que tiene
movimiento propio, causado por un motor, manivela, etc.
2. Polea conducida: Es la polea ajustada al eje que deseamos mover.
3. La banda de transmisión: Es una cinta o tira cerrada de cuero, caucho u otro material flexible
que permite la transmisión del movimiento entre ambas poleas. La banda debe mantenerse lo
suficientemente tensa pues, de otro modo, no cumpliría su cometido satisfactoriamente.
Figura 1.2Sistema de transmisión de potencia por poleas y banda.
Fuente: (Francisco Lupion, 2012)
Según el tamaño de las poleas se tienen de dos tipos:
1. Sistema reductor de velocidad: La velocidad de la polea conducida es menor que la velocidad
de la polea motriz. Esto se debe a que la polea conducida es mayor que la polea motriz.
2. Sistema multiplicador de velocidad: En este caso, la velocidad de la polea conducida es mayor
que la velocidad de la polea motriz. Esto se debe a que la polea conducida es menor que la polea
motriz.
La velocidad de las poleas se mide normalmente en revoluciones por minuto (rpm) o vueltas por
minuto.

Manufactura de poleas y bujes de hierro gris
8
Los sistemas de poleas con banda presentan una serie de ventajas que hacen que hoy en día sean
de uso habitual. Veamos algunas de ellas.
Posibilidad de transmitir un movimiento circular entre dos ejes situados a grandes distancias entre
sí.
Funcionamiento suave y silencioso.
Diseño sencillo y bajo costo de fabricación.
Si el mecanismo se atasca la banda puede desprenderse, y de este modo se para. Este efecto
contribuye a la seguridad probada de muchas máquinas que emplean este mecanismo como
pueden ser taladros industriales.
Por otro lado, este sistema presenta algunos inconvenientes que a continuación se mencionan:
La primera de las ventajas puede ser una desventaja, es decir, este mecanismo ocupa demasiado
espacio.
La banda puede patinar si la velocidad es muy alta con lo cual no se garantiza una transmisión
efectiva.
La potencia que se puede transmitir es limitada.
1.2.2 Utilidad de una polea
Su utilidad se centra en la transmisión de movimiento giratorio entre dos ejes distantes; permitiendo
aumentar, disminuir o mantener la velocidad de giro, mientras mantiene o invierte el sentido, ver figura
1.3.
Figura 1.3Transmisión de movimiento en una lavadora.
Fuente: (Francisco Lupion, 2012)
La podemos encontrar en lavadoras, ventiladores, lavaplatos, pulidoras, videos, cortadores de
carne, taladros, generadores de electricidad, cortadoras de césped, transmisiones de motores,

Capítulo 1
9
compresores, tornos, en forma de multiplicador de velocidad, caja de velocidades o tren de poleas como
se ilustra en la figura 1.4.
Figura 1.4 Taladro Industrial con caja de velocidades (poleas escalonadas)
Fuente:(Cesar Osu, 2005)
Las poleas se usan, junto con las bandas, en transmisiones por banda. El diseño de la polea tiene
que estar adaptado al de la banda. Hay cinco tipos principales de polea: Poleas para bandas trapeciales
clásicas, para bandas trapeciales, para bandas trapeciales de sección estrecha, HiTD y síncronas (SKF,
2013).
En este trabajo se enfocará al sistema de transmisión de potencia por medio de bandas trapeciales
en V.
Las poleas empleadas para tracción y elevación de cargas tienen el perímetro acanalado en forma
de semicírculo (para alojar cuerdas), mientras que las empleadas para la transmisión de movimientos
entre ejes suelen tenerlo trapezoidal o plano (en automoción también se emplean correas estriadas y
dentadas), ver figura 1.5.
Figura 1.5Tipos de bandas.
Fuente:(Cesar Osu, 2005)

Manufactura de poleas y bujes de hierro gris
10
1.3 La industria de las poleas a nivel mundial
Existe un gran sector de aplicación de las poleas para la transmisión de potencia, ejemplo de estas
aplicaciones se muestran en la figura 1.6.
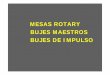
Fig.1.6 Diversas aplicaciones industriales de las poleas y bujes de hierro gris
Fuente: (Baldor, 2013).
Los principales fabricantes y asociaciones en las que se rigen el diseño y manufactura de las poleas
y a su vez de bandas V se enlista a continuación:
American Chain Association.
www.americanchainassn.org Una organización comercial para empresas estadounidenses que
fabrican productos para la industria de transmisiones por cadenas. Pública normas y auxiliares
para diseñar aplicar y mantener transmisiones por cadenas e ingeniería para sistemas de
transportadores de cadena.
Dayco Belt Drives.
Tratamiento del aire Minería Refacciones
Agricultura Industria Cementera Proceso Industrial de la Madera
Industria Petrolera
Compresores de Aire y Bombas

Capítulo 1
11
www.dayco.com y www.markiauto.com Fabricantes de sistemas de transmisión industrial con
bandas, de Carlisle Power Transmission Products y sistemas automotrices de transmisión por
banda Dayco, de Mark IV Automotive Company.
Dodge Power Transmission.
www.dodge-pt.com Fabricante de numerosos componentes para la transmisión de potencia,
incluyendo sistemas de transmisión con bandas V y bandas sincronizadas. Parte de Rockwell
Automation, Inc., el cual incluye a motores Reliance Electric y controles Allen-Bradley.
Emerson Power Transmission.
www.emerson-ept.com Fabricante de numerosos componentes para la transmisión de potencia,
incluyendo transmisiones por banda V, bandas sincronizadas y con cadena de rodillos, a través
de sus divisiones Browning y Morse.
Gates Rubber Company.
www.gates.com Productos de hule para los mercados automotriz e industrial, incluyendo
transmisiones por bandas en V y por bandas síncronas.
Power Transmission.
www.powertransmission.com Un sitio web detallado para empresas, con productos para la
industria de la transmisión de potencia, muchas de las cuales suministra sistemas de transmisión
con bandas y cadenas.
Putnam Precision Molding, Inc.
www.putnamprecisionmolding.com Productos de componentes de plástico moldeados por
inyección, para transmisiones mecánicas, incluyendo cadena, catarinas y poleas para banda
síncronas, todo de plástico.
Rexnord Corporation.
www.rexnord.com Fabricante de componentes para transmisión de potencia y transporte, incluye
transmisiones por cadena de rodillos y diseño de sistemas de transmisión por cadenas.
Rubber Manufacturers Association (Asociación de fabricantes de hule).
www.rma.com asociación comercial estadounidense para la industria de productos terminados
de hule. Contiene muchas normas y publicaciones técnicas para la aplicación de productos de
hule, incluyendo transmisiones por banda en V.
SAE International.

Manufactura de poleas y bujes de hierro gris
12
www.sae.org La sociedad de ingenieros automotrices, asociación técnica para el avance de la
movilidad en tierra, mar, aire o espacio. Ofrece normas de bandas en V, bandas síncronas, poleas
y transmisiones para aplicaciones automotrices.
T. B. Wood’s Sons Company.
www.tbwoods.com Fabricante de muchos productos para transmisiones mecánicas, incluye
transmisiones por banda en V, por bandas síncronas y de velocidad ajustable.
Fuente: (Mott, 2006)
A continuación en las gráficas de las figuras 1.7-1.10 se presenta el comportamiento de los
principales indicadores de la producción industrial y manufacturera en E.E.U.U, la zona euro y de las
economías emergentes, respectivamente.
Fig. 1.7 Producción Industrial y Manufacturera Fig. 1.8 Producción Industrial de la zona Euro
de Estados Unidos Fuente: (Banco de México, 2013)
Fuente: (Banco de México, 2013)

Capítulo 1
13
Fig. 1.9 Producción Industrial de las Economías Fig. 1.10 Indicadores de la Actividad Económica
Emergentes de México
Fuente: (Banco de México, 2013) Fuente: (Banco de México, 2013)
1.4 Empresas productoras de poleas en México
En México la aplicación de las poleas para la transmisión de potencia es la misma que la mostrada en la
figura 1.6.
Los fabricantes más importantes de poleas a nivel nacional se mencionan a continuación:
Martin Sprocket & Gear, Inc
www.martinsprocket.com Fabricante de diversos componentes para la transmisión de potencia,
desde poleas, catarinas, cadenas, bandas V, entre otros.
Becelco, S.A. de C.V. Trainmex
www.becelco.com Empresa Dedicada a la Fabricación de Productos de Transmisión de
Potencia, Venta de Catarinas, Coples, Poleas, Bujes, Tablillas, etc.
Manufacturas Precisa, S. A. de C. V.
Fabricantes de poleas y coples de aluminio y hierro, para transmisión de potencia

Manufactura de poleas y bujes de hierro gris
14
Dado que la fabricación de poleas y bujes de hierro gris es una de las ramas de industrias
manufactureras, el INEGI presenta la siguiente información acerca del comportamiento del sector
manufacturero en México:
El INEGI define a las industrias manufactureras de la siguiente forma (INEGI, 2013)
Industrias Manufactureras: Abarca las actividades dedicadas a la transformación mecánica,
física o química de materiales o substancias con el fin de obtener productos nuevos. También
se consideran manufacturas las actividades de maquila; el ensamble de partes y
componentes o productos fabricados; la reconstrucción de maquinaria y equipo industrial,
comercial, de oficina y otros, y el acabado de productos manufacturados mediante el teñido,
tratamiento calorífico, enchapado y procesos similares. Igualmente se incluye aquí la mezcla
de materiales, como los aceites lubricantes, las resinas plásticas, las pinturas y los licores,
entre otras. El trabajo de transformación se puede realizar en sitios como plantas, fábricas,
talleres, maquiladora u hogares; ya sea que el trabajo se efectúe utilizando máquinas
accionadas por energía o equipo manual. La principal fuente de información es la Encuesta
Mensual de la Industria Manufacturera que se complementa con datos proporcionados por
cámaras y asociaciones de productores e instituciones públicas y privadas, como: PEMEX,
Banco de México (BANXICO), Asociación Mexicana de la Industria Automotriz, A.
COMUNICACIÓN SOCIAL C. y Asociación Nacional de Productores de Autobuses, Camiones
y Tracto-camiones, A. C., entre otras.
La información que presenta la INEGI en su reporte “Boletín de Prensa Núm. 179/13 –
Información oportuna sobre la actividad industrial en México durante marzo de 2013” menciona el
desempeño de los principales indicadores de la producción industrial en México con base en cifras
desestacionalizadas y tendencia-ciclo, ver figura 1.11.
La Producción Industrial del país descendió (-)0.30% en el tercer mes de este año respecto a
febrero pasado, con base en cifras desestacionalizadas.
Por componentes, la Electricidad, agua y suministro de gas por ductos al consumidor final se
redujo (-)2.20% y la Minería (-)2.08%; en tanto que la Construcción aumentó 0.84% y las
Industrias manufactureras 0.19% durante marzo de 2013 frente al mes precedente.
En su comparación anual, la Producción Industrial disminuyó (-)4.9% en términos reales en el
mes en cuestión con relación a igual mes de 2012.
Cabe señalar que este desempeño se vio influido a la baja por el periodo de la Semana Santa
que se ubicó en marzo, mientras que en 2012 se estableció en abril, de tal manera que en el mes
de referencia hubo un menor número de días laborables que en igual mes del año anterior.

Capítulo 1
15
Fig. 1.11 Indicador de la Actividad Industrial en México
Fuente: (INEGI, 2013)
El INEGI menciona que: “Por sector de actividad económica las Industrias manufactureras 0.19%
durante marzo de 2013 frente al mes precedente” con base en cifras desestacionalizadas y tendencia-ciclo,
ver figura 1.12.
Fig. 1.12 Indicador de Industrias Manufactureras de México
Fuente: (INEGI, 2013)
También el INEGI menciona los indicadores de la producción industrial: “Por sector económico, las
Industrias manufactureras cayeron (-)5.8%, la Construcción (-)5.2%, la Electricidad, agua y suministro de gas
por ductos al consumidor final en (-)3.9% y la Minería (-)1.5% a tasa anual”, ver figura 1.13.

Manufactura de poleas y bujes de hierro gris
16
Fig. 1.13 Indicador de la Producción Industrial en México
Fuente: (INEGI, 2013)
El INEGI finaliza: El sector de las Industrias manufactureras retrocedió (-) 5.8 % a tasa anual en el
tercer mes del presente año, como resultado del descenso de la producción de la mayoría de los
subsectores, destacando el de equipo de transportes. Les siguieron El de la industria química; industria
de las bebidas y del tabaco; industrias metálicas básicas; industria alimentaria; productos a base de
minerales no metálicos; equipo de generación eléctrica y aparatos y accesorios eléctricos; industria del
plástico y del hule, y de prendas de vestir, entre otros, ver figura 1.14.
Fig. 1.14 Indicador porcentual de Industrias Manufactureras de México
Fuente: (INEGI, 2013)

Capítulo 1
17
1.5 Empresa de estudio
La empresa denominada “Maquinado de Transmisiones Industriales” está dedicada a la fabricación de
poleas y bujes de hierro gris (con la especificación G3000 de ASTM A159-83) para diversas aplicaciones
como lo son:
Fabricación de equipos agroindustriales como los molinos de martillo,
Fabricación de equipos para la construcción como las revolvedoras,
Equipos de ventilación,
Productos especiales para minería e ingenios (según requerimiento de los clientes) y
Refacciones para diversos equipos y maquinaria, entre otros.
A continuación tenemos una reseña histórica de la empresa “Maquinado de Transmisiones
Industriales”.
2003 Inicio de operaciones bajo el nombre de “Servicio y Técnica Industrial S. A. de C. V.”
Convenido de cesión de derecho con T. B. Wood’s para la fabricación de poleas y bujes de hierro
gris con las especificaciones de IBSA.
2008 Cambio de administración. La familia González Santabárbara adquiere la planta bajo la razón
social Maquinado de Transmisiones Industriales.
Convenio de colaboración mutua con la empresa proveedora de fundición en Tlaxcala (propiedad
de la familia González Santabárbara).
1.5.1 Estructura de la empresa
La empresa MATISA consta de personal para las áreas administrativas y productivas, así como de
maquinaria adecuada para la fabricación de sus productos.
El personal está integrado de la siguiente manera:
12 personas para el área administrativa y
22 personas para las áreas de producción, almacén, mantenimiento y reparto.
Los medios de producción con los que cuenta a grandes rasgo se mencionan a continuación (ver
figura 1.15):
2 tornos convencionales verticales (de mesa),
6 tornos convencionales horizontales,

Manufactura de poleas y bujes de hierro gris
18
8 tornos CNC (diversas capacidad de volteo del chuck),
2 brochadoras manuales,
1 brochadora hidráulica,
2 taladros radiales,
1 taladro triple,
3 taladros convencionales,
1 fresadora,
1 cepillo,
1 torno de rechazo,
1 sierra circular,
1 sierra cinta,
1 prensa,
1 planta soldadora y
1 caseta de pintura.
Figura 1.15 Maquinaria de MATISA
Fuente: (Francisco Perales, 2012)

Capítulo 1
19
Organigrama de la Empresa
La estructura administrativa de la empresa MATISA se muestra en el siguiente organigrama, figura 1.16.
Figura 1.16 Organigrama de la empresa
Fuente: (González, 2010)
1.5.2 Productos y mercado de la empresa
En la actualidad la empresa Maquinado de Transmisiones Industriales ofrece una amplia gama de
productos bajo su propia marca MTISA, los productos de catálogo que fábrica son:
Poleas y bujes IBSA y QD,
Poleas FHP (tipo ligero),
Poleas de Velocidad Variable y poleas ajustable VP,
Bases ajustables para motores y contra-poleas,
Bujes Taper Lock,
Poleas de Tambor (poleas planas),
Poleas de Aluminio,
Poleas para fabricantes de equipos y maquinaria,
Poleas especiales (según requerimiento de los clientes),
Productos de Fundición de hierro gris clase 30.
A continuación se muestran algunos de los productos de Maquinado de Transmisiones Industriales
(ver figura 1.17).

Manufactura de poleas y bujes de hierro gris
20
Figura 1.17 Productos MTISA
Fuente: (Francisco Perales, 2012)
La empresa MATISA ha consolidado sus relaciones de negocios con fabricantes de equipo y
maquinaria y distribuidores en la república mexicana, algunos de sus principales clientes se mencionan
en las Tablas 1.1 y 1.2.
Soler & Palau (Puebla, Méx.)
Fabricante de equipos de tratamiento de aire
Tecnomec Agrícola (Aguascalientes, Méx.)
Fabricante de maquinaria agro-industrial
Swissmex Rapid (Jalisco, Méx.)
Fabricante de maquinaria agro-industrial
Consorcio Industrial de Puebla S. A. (Puebla, Méx.)
Fabricante de maquinaria para la construcción
Tabla 1.1 Principales clientes (fabricantes de maquinaria y equipos)
Fuente: Elaboración propia.

Capítulo 1
21
Delamac
Distribuidor de diversos productos para la transmisión de potencia, con
presencia en varios estado de la república mexicana.
T. B. Wood’s
Fabricante y distribuidor de una gran variedad de productos para la
transmisión de potencia por bandas en V y síncronas, además de
catarinas y cadenas, su planta está en San Luis Potosí, México.
Applied de México S. A. de C. V.
Distribuidor de diversos productos para la transmisión de potencia para
minería e ingenios, con presencia en la República Mexicana.
Samper
Distribuidor de rodamientos y poleas en V y de cadena para la
transmisión de potencia con participación en licitaciones con gobierno
federal y PEMEX.
General de Baleros S. A. de C. V.
Distribuidor de diversos productos para la transmisión de potencia con
presencia en el norte de la república mexicana.
Centro Industrial S. A. de C. V.
Distribuidor de diversos productos para la transmisión de potencia con
presencia en el occidente de la república mexicana.
Refaccionaría Industrial Lamuño Hnos. S. A de C. V.
Distribuidor de diversos productos para la transmisión de potencia con
presencia en el centro de la república mexicana.
Tabla 1.2 Principales clientes (Distribuidores de refacciones)
Fuente: Elaboración propia.
1.5.3 Problemas característicos de las Pymes
El papel que juega la cadena de suministro en las empresas está en función de la reducción de los costos,
esto ha llevado que las grandes empresas rediseñen sus cadenas de suministro y saquen provecho a sus
recursos para lograr mejores vínculos de comunicación con sus socios de negocios y así diseñar métodos
para reducir la inversión en los inventarios. Por otra parte, las pequeñas y medianas empresas, a falta de
una figura líder en la cadena de suministro, aún requieren flujos más abiertos de comunicación para
reducir los inventarios e invertir en nuevas tecnologías.
Una de las realidades crueles de las Pymes, es que no cuentan con metodologías para la
Administración de Inventarios. A pesar de la existencia de métodos como: Pareto, Inventarios ABC, EOQ

Manufactura de poleas y bujes de hierro gris
22
(Economic Order Quantity), Pronósticos entre otros, los administradores de las Pymes se sienten
incapaces o encuentran barreras al tratar de implementar una de estas técnicas.
Dentro de cualquier empresa sin importar el tipo y el tamaño, enfrentan una gran variedad de
problemas, cada una dentro de su naturaleza interna en la que se desenvuelve, pero las Pymes tienen
problemas particulares y específicos. En general, éstas carecen de un capital humano altamente
capacitado, aunado a la poca participación de los directivos hacia un desarrollo consolidado que a su vez
genere y desarrolle una serie de políticas en aras de mejorar su participación en el mercado en el que
incursiona (Vásquez 2005).
Las Pymes fallan por errores de gestión, técnicamente las Pymes son muy competentes, pero
tienen serios problemas en la parte administrativa. Los problemas o barreras característicos de las Pymes
son (Vásquez 2005):
Componente Familiar. La toma de decisiones es por parte de la familia propietaria de la empresa.
Falta de Formalidad. Relación de organización y planeación que establecen las líneas de autoridad.
Falta de Liquidez. La falta de liquidez de un efectivo rápido no permite a las Pymes capitalizarse
continuamente.
Problemas de solvencia. Relacionada directamente con la falta de liquidez, la falta de solvencia es
no tener efectivo para cumplir con sus compromisos financieros.
Limitaciones de Capital. Cuando la empresa comienza a crecer y no puede adquirir medios de
producción para ser más productiva.
Competencia. Las Pymes deben competir en un mercado capitalista, esto tiene una gran desventaja.
Mala Administración de Inventarios. Es un punto crítico de las Pymes, pues carecen de un sistema
que soporte la toma de decisión de los niveles de inventario.
1.6 Problemática
Desde sus inicios la empresa MATISA no ha llevado un modelo de planeación de la producción, lo que
ocasiona que se tenga que pagar tiempo extra y existan entregas retrasadas, lo que ha provocado
molestia con los clientes y un bajo nivel de servicio. Debido a una falta de planeación de la producción
con frecuencia se presentan los casos de desabasto de sus principales productos además de los altos
índices de productos con baja rotación en el inventario.
En la actualidad, la empresa MATISA administra su inventario con un sistema simple, Roberto
Castillo (ejecutivo de ventas de MATISA) comenta:
“Nuestro sistema de inventario consiste en promediar las ventas de un año de un producto
y multiplicarlo por 3 para tener 3 meses de inventario de ese producto.”

Capítulo 1
23
Las principales deficiencias de este sistema son:
No calculan máximos y mínimos.
No se sabe el punto de re-orden.
No existe una identidad responsable para el control de máximos y mínimos y del punto de re-orden.
No consideran factores como estacionalidad, ciclicidad y tendencia de las ventas de sus productos.
No toma en cuenta el nivel de servicio con el que quiere laboral la empresa.
Además del sistema las deficiencias de este sistema inadecuado se deben considerar las
consecuencias que se generan de este sistema, tales como:
Tiempo extra. Por no tener el nivel óptimo al recibir un pedido de un cliente y por reducir el tiempo de
entrega a éste.
Tiempo de entrega. Entregas tardías, a pesar que los clientes consideran backorder, el nivel de
servicio al cliente cambia negativamente.
La ausencia de un modelo de planeación de la producción conlleva a incurrir en las fallas
mencionadas. A continuación se presenta un ejemplo de este sistema, se muestran las ventas de una
polea con la descripción 20.0 DP 2B X1, ver Tabla 1.3 y Figura 1.18.
Mes 2011 2012 2013
Enero 37 8 19
Febrero 2 30 24
Marzo 12 4 14
Abril 32 21 19
Mayo 43 5 0
Junio 30 8 0
Julio 15 45 0
Agosto 5 118 0
Septiembre 10 25 0
Octubre 5 13 0
Noviembre 8 16 0
Diciembre 12 62 0
Promedio 17.583 29.583 19
Nivel de Inventario
52.75 piezas
88.75 piezas
57 piezas
Tabla 1.3 Ventas anuales 2011, 2012 y 2013
Fuente: Elaboración propia.

Manufactura de poleas y bujes de hierro gris
24
Figura 1.18 Ventas anuales 2011, 2012 y 2013
Fuente: Elaboración propia.
Por otra parte los costos incurridos por tiempo extra en las últimas 15 semanas de algunos
productos se pueden apreciar en la Tabla 1.4.
SK Descripción del producto Costo por tiempo extra
Bujes $ 3,616.07
006-006-4206 Polea 16.0 DE 1B MF $ 1,094.47
006-006-4218 Polea 23.75 DE 6B MF $ 4,478.81
006-006-4211 Polea 25.0 DP 6B MF $ 3,821.92
006-006-0657 Polea 30.0 DP 2B Y1 $ 1,045.06
006-006-4219 Polea 4.0 DE 6B MF $ 1,168.61
006-006-4273 Polea 9.93 DE 1A MF $ 741.58
Varios SKU $ 9,310.85
Tabla 1.4 Costo por tiempo extra incurrido
Fuente: Elaboración propia.
A causa de los altos costos de los tiempos extra y la constante falta de material para la fabricación
de poleas, en la investigación se propondrá un modelo de planeación de la producción que permita que
el flujo de los productos de la empresa MATISA sea más eficiente, con niveles de servicio por arriba del
90% y con esto tener una planeación de la producción más adecuada que la que se tiene actualmente,
dando un mejor servicio a sus clientes y disminuyendo los costos de tiempo extra.
0
50
100
150
0 5 10 15 20 25 30
Pie
zas
Meses

25
Capítulo 2
Pronósticos y planeación de la producción
2.1 Introducción
En el desarrollo del presente capítulo revisaremos los principales métodos de pronósticos que fueron
utilizados en la investigación. Explicando a detalle el método principal conocido como método Winters.
El capítulo inicia detallando las partes principales de una serie de tiempo, como son la tendencia,
estacionalidad, autocorrelación y el tipo de efecto que puede tener una serie de tiempo, aditivo o
multiplicativo.
Se hace un planteamiento breve sobre los principales métodos de pronósticos que se utilizaron en
la investigación: Descomposición, promedios móviles, suavizamiento exponencial simple y doble, y los
métodos de Winters. Además se detalla sobre tres métodos de comparación de los pronósticos que son
el MAD, MSE y el MAPE.
Para comprender la parte del riesgo sobre el incumplimiento de un valor pronosticado o calcular
el nivel de servicio de la empresa, se revisan de forma breve las distribuciones que se utilizan en la
solución del problema, indicando el tipo de parámetros que tiene y sus principales propiedades,
concluyendo con el planteamiento del problema de estimación de parámetros de una mezcla finita de
funciones de densidad.
2.2 Métodos más comunes para el análisis de series de tiempo
En esta sección serán revisados los métodos más comunes para el análisis de información dependiente
del tiempo. Vamos a iniciar con una definición simple de qué entenderemos por serie de tiempo.
Una serie de tiempo es una sucesión ordenada de valores de una variable que proporcionan o
son recolectados en intervalos periódicos y consecutivos de tiempo. Las series de tiempo generalmente

Metodología para la optimización de la producción
26
son utilizadas para comprender cómo influye cada una de las observaciones pasadas y presentes en el
futuro, describiendo la forma en que están relacionadas mediante un modelo. Cuando el ente de estudio
es el proceso de producción de una empresa, las series de tiempo de las ventas o demandas son
utilizadas para llevar a cabo la planeación de la producción de la empresa, realizando pronósticos,
monitoreo de la producción, retroalimentación de la información para actualizar el modelo y tener mayor
precisión en los resultados, mejorando niveles de servicio, tener mejores inventarios, etcétera.
En general las series de tiempo tienen aplicaciones que incluyen pronósticos económicos,
análisis de presupuesto, análisis del mercado, entre muchas otras más.
2.2.1 Conceptos básicos de series de tiempo
Después de definir qué es una serie de tiempo, serán revisados algunos conceptos de gran importancia
en el estudio de las series. Vamos a iniciar con dos propiedades de una serie que se les suele llamar
patrones de comportamiento.
Tendencia: Cuando las observaciones presentan un comportamiento que sigue alguna curva, por
ejemplo una recta, cuadrática, logarítmica, etcétera, se dice que presentan una tendencia
lineal, cuadrática, logarítmica, respectivamente, etcétera.
Estacionalidad: Cuando las observaciones presentan fluctuaciones periódicas se dice que son datos
estacionarios. Por ejemplo, la venta de juguetes tiene picos en la navidad y después declinan;
la venta de útiles escolares tiene picos en los meses de junio-septiembre y también después
disminuyen las ventas. La serie de tiempo de ventas mostrará un incremento durante
septiembre a diciembre y una declinación durante enero y febrero. Para detectar la
estacionalidad se pueden utilizar métodos gráficos donde se observe la estacionalidad en el
tiempo.
Efectos multiplicativos y aditivos: Se dice que una serie presenta un efecto multiplicativo cuando el
patrón estacional en los datos depende del tiempo o sea cuando la magnitud del patrón
estacional se incrementa conforme los valores del tiempo aumentan y decrece cuando los
valores del tiempo disminuyen. Por otro lado, el efecto es aditivo cuando el patrón estacional
en los datos no depende del valor de éstos, o sea que el patrón estacional no se incrementa
o disminuye en el tiempo.
Autocorrelación: Las observaciones de una serie están autocorrelacionadas, cuando sus valores están
relacionados en momentos diferentes en el tiempo. Es decir, la autocorrelación de una serie
𝑋𝑡 de un proceso es la correlación del proceso con los valores desplazados 𝑋𝑡−𝐿 o 𝑋𝑡+𝐿
durante un desplazamiento 𝐿. Por ejemplo si la serie 𝑋𝑡 representa un proceso aleatorio
estacionario con media 𝜇 y varianza 𝜎2, entonces la autocorrelación con desplazamiento 𝐿
está dada por
𝑅(𝐿) =𝐸[(𝑋𝑡 − 𝜇)(𝑋𝑡−𝐿 − 𝜇)]
𝜎2.

Capítulo 2
27
En donde, 𝐸 es el valor esperado y 𝐿 el desplazamiento temporal considerado, también conocido
como desfase y los valores de 𝑅 están entre [−1,1]. Para valores próximos a 1 se dice que se trata de
una correlación perfecta y cerca a −1 de una anticorrelación perfecta.
Los métodos de análisis de series de tiempo consideran el hecho que los datos tomados en
diversos periodos de tiempo pueden tener algunas características de autocorrelación, tendencia o
estacionalidad que se debe tomar en cuenta al hacer el estudio de una serie de tiempo.
Un supuesto en muchas técnicas de series de tiempo es que los datos son estacionarios, donde
su media, variancia y autocorrelación no cambia en el tiempo, tampoco se presentan patrones de
estacionalidad, sin embargo en la práctica si se presentan estos patrones de tendencia y de
estacionalidad es necesario contar con modelos que las consideren.
2.2.2 Método de descomposición
Una representación matemática general del enfoque de Descomposición (Makridakis, 1998):
𝑌𝑡 = 𝑓(𝑆𝑡, 𝑇𝑡, 𝐶𝑡 , 𝐸𝑡) (2. 1)
donde: 𝑌𝑡 = valor de la serie de tiempo actual en el periodo 𝑡.
𝑆𝑡 = al componente estacional en el periodo 𝑡.
𝑇𝑡 = al componente tendencia en el periodo 𝑡.
𝐶𝑡 = al componente cíclico en el periodo 𝑡.
𝐸𝑡 = al componente irregular en el periodo 𝑡.
La forma funcional exacta de la ecuación 2.1 depende del método de Descomposición que se
use. Un enfoque común es asumir que la ecuación 2.1 tiene una forma aditiva:
𝑌𝑡 = 𝑆𝑡 + 𝑇𝑡 + 𝐸𝑡 (2. 2)
Esto es, los componentes de estacionalidad, tendencia y el error son simplemente agregados
juntos para dar los valores de la serie observada.
Alternativamente, el método de Descomposición Multiplicativo tiene la forma:
𝑌𝑡 = 𝑆𝑡 × 𝑇𝑡 × 𝐸𝑡 . (2. 3)
Es decir, los componentes de estacionalidad, tendencia y error son multiplicados juntos para dar los
valores de la serie observada.
Un modelo aditivo es apropiado si la magnitud de las fluctuaciones estacionales no varía con el
nivel de los valores de la serie. Sin embargo, si las fluctuaciones estacionales incrementan y disminuyen
proporcionalmente con incrementos y disminuciones en el nivel de la serie, entonces un modelo
multiplicativo es apropiado.

Metodología para la optimización de la producción
28
2.2.3 Método de promedio móvil
El método de promedio móvil es usado cuando la demanda no tiene tendencia y estacionalidad. En este
caso (Chopra & Meindl, 2013):
𝐶𝑜𝑚𝑝𝑜𝑛𝑒𝑛𝑡𝑒 𝑠𝑖𝑠𝑡𝑒𝑚á𝑡𝑖𝑐𝑜 𝑑𝑒 𝑙𝑎 𝑑𝑒𝑚𝑎𝑛𝑑𝑎 = 𝑁𝑖𝑣𝑒𝑙
En este método, el nivel en el periodo 𝑡 es estimado como la demanda promedio sobre los más
recientes 𝑁 periodos. Esto representa un promedio móvil de 𝑁-periodos y es evaluado de la en la fórmula
(2.4)
𝐿𝑡 =1
𝑁(𝐷𝑡 + 𝐷𝑡−1 + ⋯ + 𝐷𝑡−𝑁+1). (2. 4)
El actual pronóstico para todos los periodos futuros es el mismo y está basado en la estimación
actual. El pronóstico se muestra en (2.5)
𝐹𝑡+1 = 𝐿𝑡 y 𝐹𝑡+𝑛 = 𝐿𝑡 (2. 5)
Makridakis menciona que las series no tienen componente estacional, y que solo consisten de
una tendencia y un error, el promedio simple es considerado como el más simple y antiguo suavizador
de los métodos de descomposición. El promedio móvil provee un simple método para suavizar los datos
históricos del pasado. El término promedio móvil es usado para describir este procedimiento porque en
cada observación nueva está disponible, un promedio móvil nuevo puede ser calculado incluyendo la
observación más antigua hasta la más reciente. Entonces este promedio móvil será el pronóstico para el
próximo periodo.
Un pronóstico por promedio móvil de orden 𝑘, o PM(𝑘), está dado en (2.6)
𝐹𝑡+1 = 1
𝑘∑ 𝑌𝑖
𝑡
𝑖=𝑡−𝑘+1
(2. 6)
Por su parte (Nahmias, 2007) define que el promedio móvil del orden 𝑁 es sencillamente el
promedio aritmético de las observaciones 𝑁 más recientes. Para el tiempo dado se restringe la atención
a los pronósticos de un paso adelante. Entonces 𝐹𝑡 el pronóstico hecho en el periodo anterior 𝑡 − 1 del
periodo 𝑡, está dado en (2.7).
𝐹𝑡 = 1
𝑁∑ 𝐷𝑖
𝑡−1
𝑖=𝑡−𝑁
= 1
𝑁(𝐷𝑡−1 + 𝐷𝑡−2 + ⋯ +𝐷𝑡−𝑁).
(2. 7)
En palabras, esto dice que la media de las 𝑁 observaciones más recientes se utiliza el pronóstico
para el próximo periodo.

Capítulo 2
29
2.2.4 Método de suavizamiento exponencial simple (Holt)
Chopra menciona que el método de suavizamiento exponencial simple es apropiado cuando la demanda
no tiene tendencia o estacionalidad. En este caso:
𝐶𝑜𝑚𝑝𝑜𝑛𝑒𝑛𝑡𝑒 𝑠𝑖𝑠𝑡𝑒𝑚á𝑡𝑖𝑐𝑜 𝑑𝑒 𝑙𝑎 𝑑𝑒𝑚𝑎𝑛𝑑𝑎 = 𝑁𝑖𝑣𝑒𝑙
La estimación inicial del nivel 𝐿0, es tomado para ser el promedio de todos los datos históricos
porque la demanda ha sido asumida para no tener tendencia o estacionalidad observada. Dados los
datos de la demanda para los periodos 1 hasta 𝑛, tenemos (2.8)
𝐿0 = 1
𝑛∑ 𝐷𝑖
𝑛
𝑖=1
(2. 8)
El pronóstico actual para los periodos futuros es igual a la estimación actual del nivel y está dado
en (2.9)
𝐹𝑡+1 = 𝐿𝑡 y 𝐹𝑡+𝑛 = 𝐿𝑡 (2. 9)
Después de observar la demanda 𝐷𝑡+1, para el periodo 𝑡 + 1, revisamos la estimación del nivel
en (2.10)
𝐿𝑡+1 = 𝛼𝐷𝑡+1 + (1 − 𝛼)𝐿𝑡 (2. 10)
donde 𝛼 es una constante de suavizamiento para el nivel, 0 < 𝛼 < 1. El valor revisado del nivel es un
promedio ponderado del valor observado del nivel (𝐷𝑡+1) en el periodo 𝑡 + 1 y la antigua estimación del
nivel (𝐿𝑡) en el periodo 𝑡. Usando la ecuación (2.10) podemos expresar el nivel en un periodo dada como
una función de la demanda actual y el nivel en el periodo previo. Ahora tenemos:
𝐿𝑡+1 = ∑ 𝛼(1 − 𝛼)𝑛𝐷𝑡+1−𝑛 + (1 − 𝛼)𝑡𝐷1
𝑡−1
𝑛=0
(2. 11)
La estimación actual del nivel es un promedio ponderado de todas las observaciones pasadas
de la demanda, con observaciones recientes ponderadas más altas que las observaciones menos
recientes. Un valor más alto de 𝛼 corresponde a un pronóstico que es más dependiente de las
observaciones recientes, mientras un valor más bajo de 𝛼 representa un pronóstico más estable que es
menos dependiente de las observaciones recientes.
Makridakis menciona que el método de pronóstico de exponenciación simple toma el pronóstico
del periodo previo y lo ajusta usando el error del pronóstico. Así que, el pronóstico del próximo periodo
se muestra en (2.12)
𝐹𝑡+1 = 𝐹𝑡 + 𝛼(𝐷𝑡 − 𝐹𝑡) (2. 12)

Metodología para la optimización de la producción
30
donde 𝛼 es una constante entre 0 y 1.
Puede ser visto que el nuevo pronóstico simplemente es el pronóstico pasado más un ajuste del
error que ocurrió en el último pronóstico. Cuando 𝛼 tiene un valor cercano a 1, el nuevo pronóstico incluirá
un ajuste sustancial para el error en el previo pronóstico. Contrariamente, cuando 𝛼 es cercano a 0, el
nuevo pronóstico incluirá un ajuste muy pequeño. Entonces el efecto de un valor grande o pequeño de
𝛼 es completamente análogo (en una dirección opuesta) al efecto de incluir un número pequeño o grande
de observaciones cuando se calcula un promedio móvil.
Otra forma de escribir la ecuación (2.12) se muestra en (2.13)
𝐹𝑡+1 = 𝛼𝐷𝑡 + (1 − 𝛼)𝐹𝑡 (2. 13)
El pronóstico 𝐹𝑡+1 está basado en la ponderación de la observación más reciente 𝐷𝑡 con un
valor ponderado 𝛼 y una ponderación del pronóstico más reciente 𝐹𝑡 con un peso de 1 − 𝛼.
Por su parte Nahmias define el suavizamiento exponencial como el pronóstico actual es el
promedio ponderado del último pronóstico y el valor actual de demanda, esto se muestra en (2.14)
𝑁𝑢𝑒𝑣𝑜 𝑝𝑟ó𝑛𝑜𝑠𝑡𝑖𝑐𝑜 = 𝛼(𝑜𝑏𝑠𝑒𝑟𝑣𝑎𝑐𝑖ó𝑛 𝑎𝑐𝑡𝑢𝑎𝑙) + (1 − 𝛼)(Ú𝑙𝑡𝑖𝑚𝑜 𝑝𝑟𝑜𝑛ó𝑠𝑡𝑖𝑐𝑜).
𝐹𝑡 = 𝛼𝐷𝑡−1 + (1 − 𝛼)𝐹𝑡−1 (2. 14)
donde 0 < 𝛼 ≤ 1 es la constante de suavizamiento, que determina la ponderación relativa colocada en
la observación actual y (1 − 𝛼) como el peso asignado a las observaciones pasadas de la demanda.
2.2.5 Método de suavizamiento exponencial doble (Holt)
Chopra indica que el método de suavizamiento exponencial de tendencia corregida es apropiado cuando
se asume que la demanda tiene un nivel y tendencia en el componente sistemático pero sin
estacionalidad, esto es:
𝐶𝑜𝑚𝑝𝑜𝑛𝑒𝑛𝑡𝑒 𝑠𝑖𝑠𝑡𝑒𝑚á𝑡𝑖𝑐𝑜 𝑑𝑒 𝑙𝑎 𝑑𝑒𝑚𝑎𝑛𝑑𝑎 = 𝑛𝑖𝑣𝑒𝑙 + 𝑡𝑒𝑛𝑑𝑒𝑛𝑐𝑖𝑎
Se puede obtener una estimación inicial del nivel y tendencia corriendo una regresión lineal entre
la demanda 𝐷𝑡 y el periodo 𝑡 de la siguiente forma:
𝐷𝑡 = 𝑎𝑡 + 𝑏 (2. 15)
En este caso, corriendo la regresión lineal entre la demanda y los periodos del tiempo es
apropiado, porque se asume que la demanda tiene tendencia pero sin estacionalidad. La relación
adyacente entre la demanda y el tiempo es lineal. La constante 𝑏 mide la estimación de la demanda en
el periodo 𝑡 = 0 y es la estimación del nivel inicial 𝐿0. El coeficiente 𝑎 (slope) mide el alcance del cambio
en la demanda en cada periodo y es la estimación inicial de la tendencia 𝑇0.

Capítulo 2
31
En el periodo 𝑡, dado las estimaciones del nivel 𝐿𝑡 y la tendencia 𝑇𝑡, el pronóstico para periodos
futuros es expresado en (2.16)
𝐹𝑡+1 = 𝐿𝑡 + 𝑇𝑡 y 𝐹𝑡+𝑛 = 𝐿𝑡 + 𝑛𝑇𝑡. (2. 16)
Después de observar la demanda para el periodo 𝑡, en (2.17) y (2.18) se revisa las estimaciones
para el nivel y tendencia como sigue:
𝐿𝑡+1 = 𝛼𝐷𝑡+1 + (1 − 𝛼)(𝐿𝑡 + 𝑇𝑡) (2. 17)
𝑇𝑡+1 = 𝛽(𝐿𝑡+1 − 𝐿𝑡) + (1 − 𝛽)𝑇𝑡 (2. 18)
donde 𝛼 es una constante de suavizamiento para el nivel 0 < 𝛼 < 1, y 𝛽 es una constante de
suavizamiento para la tendencia 0 < 𝛽 < 1. Se observa que en cada una de las dos actualizaciones,
la estimación revisada (del nivel o tendencia) es un promedio ponderado del valor observado y de la
última estimación.
Makridakis menciona que Holt (1957) extendió el suavizamiento exponencial simple a
suavizamiento exponencial lineal para permitir pronosticar datos con tendencia. El pronóstico por
suavizamiento exponencial lineal de Holt es encontrado al hacer uso de dos constantes de
suavizamiento, 𝛼 y 𝛽 (con valores entre 0 y 1) en las ecuaciones (2.19), (2.20) y (2.21)
𝐿𝑡 = 𝛼𝐷𝑡 + (1 − 𝛼)(𝐿𝑡−1 + 𝑏𝑡−1) (2. 19)
𝑏𝑡 = 𝛽(𝐿𝑡 − 𝐿𝑡−1) + (1 − 𝛽)𝑏𝑡−1 (2. 20)
𝐹𝑡+𝑚 = 𝐿𝑡 + 𝑏𝑡𝑚 (2. 21)
donde 𝐿𝑡 describe una estimación del nivel de la serie en el tiempo 𝑡 y 𝑏𝑡 describe una estimación de la
slope de la serie en el tiempo 𝑡. La ecuación 2.19 ajusta 𝐿𝑡 directamente para la tendencia del periodo
previo 𝑏𝑡−1, agregando el último valor suavizado 𝐿𝑡−1. Esto ayuda a eliminar la holgura y brincos de 𝐿𝑡
para el nivel aproximado del valor del periodo actual. La ecuación (2.20) actualiza la tendencia, la cual
está expresada como la diferencia entre los dos últimos valores suavizados. Esto es apropiado porque
si existe una tendencia en los datos, los valores nuevos deberían ser más altos o más bajos que los
previos. Si existe alguna aleatoriedad permanente, la tendencia es modificada mediante un
suavizamiento con 𝛽, la tendencia en el último periodo (𝐿𝑡 − 𝐿𝑡−1), y agregando que la estimación
previa de la tendencia multiplicada por (1 − 𝛽). Por tanto, la ecuación (2.20) es similar a la forma básica
de suavizamiento simple dada por la ecuación (2.13) pero aplica a la actualización de la tendencia.
Finalmente la ecuación (2.21) es usada para pronosticar 𝑚 periodos hacia adelante. La tendencia 𝑏𝑡 , es
multiplicada por el número de periodos adelante que se desea pronosticar 𝑚, y agregando el valor base
𝐿𝑡.

Metodología para la optimización de la producción
32
El proceso de inicialización para el suavizamiento exponencial lineal de Holt requiere dos
estimaciones –una para obtener el primer valor suavizado para 𝐿1 y otro para obtener la tendencia 𝑏1.
Una forma es preparar
𝐿1 = 𝑌1
𝑏1 = 𝐷2 − 𝐷1
𝑏1 = 𝐷4 − 𝐷1
3
Por su parte Nahmias, define el método de Holt como un tipo de suavizamiento exponencial
doble diseñado para dar seguimiento a las series de tiempo con tendencia lineal. El método requiere de
la especificación de dos constantes de suavizamiento 𝛼 y 𝛽, y utiliza dos ecuaciones de suavizamiento:
una para el valor de la serie (la intercepción) (2.22) y una para la tendencia (la pendiente) (2.23)
𝑆𝑡 = 𝛼𝐷𝑡 + (1 − 𝛼)(𝑆𝑡−1 + 𝐺𝑡−1) (2. 22)
𝐺𝑡 = 𝛽(𝑆𝑡 − 𝑆𝑡−1) + (1 − 𝛽)𝐺𝑡−1 (2. 23)
Se Interpreta 𝑆𝑡 como el valor de la intercepción en el tiempo 𝑡 y 𝐺𝑡 como el valor de la pendiente
en el tiempo 𝑡. La primera ecuación es muy similar a la utilizada para el suavizamiento exponencial
simple. Cuando la observación de la demanda es común 𝐷𝑡, está disponible, se promedia con el
pronóstico previo de la demanda actual, que es la intercepción previa de 𝑆𝑡−1, más una vez la pendiente
previa 𝐺𝑡−1. La segunda ecuación puede explicarse de la siguiente manera: El nuevo estimado de
intercepción 𝑆𝑡 , provoca que se modifique el estimado de la pendiente de la cantidad 𝑆𝑡 − 𝑆𝑡−1. Este
valor promedia entonces con el estimado anterior de la pendiente 𝐺𝑡−1. Las constantes de suavizamiento
pueden ser las mismas, pero para la mayoría de las aplicaciones se da mayor estabilidad al estimado de
la pendiente (lo que implica 𝛽 ≤ 𝛼).
El pronóstico de 𝜏 pasos adelante, hecho en el periodo 𝑡, que se denota como 𝐹𝑡,𝑡+𝜏, está dado
en (2.24)
𝐹𝑡,𝑡+𝜏 = 𝑆𝑡 + 𝜏𝐺𝑡 (2. 24)
El problema de inicialización surge también al comenzar con el método de Holt. El mejor enfoque
es establecer un cierto conjunto de periodos iniciales como base y utilizar el análisis de regresión para
determinar los estimados de la pendiente y la intercepción usando los datos de base.
Tanto el método de Holt como la regresión están diseñados para manejar series que muestran
tendencia. Sin embargo, con el método de Holt no resulta sencillo en absoluto actualizar los pronósticos
conforme se obtienen nuevas observaciones.

Capítulo 2
33
2.2.6 Método de Winters (Holt-Winters)
Chopra menciona que este método es apropiado cuando el componente sistemático de demanda tiene
un nivel, una tendencia y un factor estacional, esto es:
𝐶𝑜𝑚𝑝𝑜𝑛𝑒𝑛𝑡𝑒 𝑠𝑖𝑠𝑡𝑒𝑚á𝑡𝑖𝑐𝑜 𝑑𝑒 𝑑𝑒𝑚𝑎𝑛𝑑𝑎 = (𝑛𝑖𝑣𝑒𝑙 + 𝑡𝑒𝑛𝑑𝑒𝑛𝑐𝑖𝑎) × 𝑓𝑎𝑐𝑡𝑜𝑟 𝑒𝑠𝑡𝑎𝑐𝑖𝑜𝑛𝑎𝑙
Se asume periodicidad de demanda 𝑝. Para comenzar se necesitan las estimaciones iníciales del nivel
(𝐿0), tendencia (𝑇0), factor estacional (𝑆1, … , 𝑆𝑝).
En el periodo 𝑡, dado los estimados del nivel 𝐿𝑡, tendencia 𝑇𝑡 y factor estacional 𝑆1, … , 𝑆𝑡+𝑝−1,
el pronóstico para periodos futuros está dado por (2.25)
𝐹𝑡+1 = (𝐿𝑡 + 𝑇𝑡)𝑆𝑡+1 y 𝐹𝑡+𝑙 = (𝐿𝑡 + 𝑙𝑇𝑡)𝑆𝑡+𝑙 (2. 25)
Observando la demanda para el periodo 𝑡 + 1, los estimados para el nivel (2.26), tendencia
(2.27) y factor estacional (2.28) se muestran a continuación
𝐿𝑡+1 = 𝛼𝐷𝑡+1
𝑆𝑡+1+ (1 − 𝛼)(𝐿𝑡 + 𝑇𝑡)
(2. 26)
𝑇𝑡+1 = 𝛽(𝐿𝑡+1 − 𝐿𝑡) + (1 − 𝛽)𝑇𝑡 (2. 27)
𝑆𝑡+𝑝+1 = 𝛾𝐷𝑡+1
𝐿𝑡+1+ (1 − 𝛾)𝑆𝑡+1
(2. 28)
donde 𝛼 es la constante de suavizamiento para el nivel, 0 < 𝛼 < 1; 𝛽 es la constante de suavizamiento
para la tendencia, 0 < 𝛽 < 1; y 𝛾 es la constante de suavizamiento para el factor estacional, 0 < 𝛾 <
1. Se observa que en cada actualización (nivel, tendencia o factor estacional) el estimado es un promedio
ponderado del valor observado y del estimado anterior.
Makridakis menciona que el método de Holt fue extendido por Winters (1960) para capturar la
estacionalidad directamente. El método Holt-Winters está basado en tres ecuaciones de suavizamiento
–una para el nivel, una para la tendencia y una para la estacionalidad. Es similar al método de Holt, con
una ecuación adicional para lidiar con la estacionalidad. De hecho hay dos métodos Holt-Winters
diferentes, dependiendo si la estacionalidad está moldeada en forma aditiva o multiplicativa.
Las ecuaciones (2.29)-(2.32) son básicas para el método multiplicativo Holt-Winters
𝐿𝑡 = 𝛼𝐷𝑡
𝑆𝑡−𝑠+ (1 − 𝛼)(𝐿𝑡−1 + 𝑏𝑡−1).
(2. 29)
𝑏𝑡 = 𝛽(𝐿𝑡 − 𝐿𝑡−1) + (1 − 𝛽)𝑏𝑡−1 (2. 30)
𝑆𝑡 = 𝛾𝐷𝑡
𝐿𝑡+ (1 − 𝛾)𝑆𝑡−𝑠
(2. 31)

Metodología para la optimización de la producción
34
𝐹𝑡+𝑚 = (𝐿𝑡 + 𝑏𝑡𝑚)𝑆𝑡−𝑠+𝑚 (2. 32)
Donde 𝑠 es la longitud de estacionalidad (por ejemplo número de meses o semanas de un año), 𝐿𝑡
representa el nivel de la serie, 𝑏𝑡 denota la tendencia, 𝑆𝑡 es el componente estacional y 𝐹𝑡+𝑚 es el
pronóstico para 𝑚 periodos adelante.
Como con todos los métodos de suavizamiento exponencial, se necesitan los valores iníciales de
los componentes para comenzar el algoritmo. Para inicializar el método de pronósticos de Holt-Winters
se necesita el valor del nivel 𝐿𝑡, la tendencia 𝑏𝑡 y el índice estacional 𝑆𝑡 . Para determinar los estimados
iníciales de los índices estacionales se necesita al menos una temporada completa de datos de la
temporada (por ejemplo 𝑠 periodos). Por los tanto se inicializa la tendencia y el nivel en el periodo 𝑠. El
nivel es inicializado tomando el promedio de la primera temporada (2.33)
𝐿𝑠 = 1
𝑠(𝐷1 + 𝐷2 + ⋯ + 𝐷𝑠)
(2. 33)
Se nota que este es un promedio móvil de orden 𝑠 y así se eliminará la estacionalidad de los datos.
Para inicializar la tendencia, es conveniente usar dos temporadas completas (por ejemplo 2𝑠 periodos)
como se muestra en (2.34)
𝑏𝑠 = 1
𝑠[𝐷𝑠+1 − 𝐷1
𝑠+
𝐷𝑠+2 − 𝐷2
𝑠+ ⋯ +
𝐷𝑠+𝑠 − 𝐷𝑠
𝑠].
(2. 34)
Cada uno de estos términos es un estimado de la tendencia sobre una temporada completa, y el
estimado inicial de 𝑏𝑠 es tomado como un promedio de 𝑠 incrementos de términos similares (𝐷𝑠+𝑖 −
𝐷𝑖). Finalmente, los índices estacionales son inicializados por medio de (2.35), pero se pueden utilizar
otros métodos de inicialización
𝑆1 = 𝐷1
𝐿𝑠, 𝑆2 =
𝐷2
𝐿𝑠, ⋯ , 𝑆𝑠 =
𝐷𝑠
𝐿𝑠.
(2. 35)
Para Nahmias el método de Winters es un tipo de suavizamiento exponencial triple y tiene la
importante ventaja de ser fácil de actualizar conforme se disponen de nuevos datos. El modelo se
muestra en (2.36)
𝐷𝑡 = (𝜇 + 𝐺𝑡)𝑐𝑡 + 𝜀𝑡 (2. 36)
Se interpreta 𝜇 como la señal base o intercepción en el tiempo 𝑡 = 0 excluyendo la
estacionalidad, 𝐺𝑡 como el componente de tendencia o pendiente, 𝑐𝑡 como el componente estacional
multiplicativo en el periodo 𝑡 y finalmente 𝜀𝑡 como el término de error. Como el factor estacional multiplica
tanto al nivel base como el término de tendencia, se supone que la serie subyacente tiene una forma
similar a la que aparece en la figura 2.2.

Capítulo 2
35
Figura 2.2 Serie estacional con tendencia incremental (Nahmias, 2007).
Nuevamente se supone que la duración de la estación es exactamente 𝑁 periodos y los factores
estacionales son los mismos en cada estación y tienen la propiedad de que ∑ 𝑐𝑡 = 𝑁. Se usan tres
ecuaciones de suavizamiento en cada periodo para actualizar los cálculos de serie desestacionalizada,
los factores estacionales y la tendencia. Estas ecuaciones pueden tener diferentes constantes de
suavizamiento, que se etiquetan como 𝛼, 𝛽 y 𝛾.
1. La serie. El nivel actual de la serie desestacionalizada 𝑆𝑡 , está dado en (2.37)
𝑆𝑡 = 𝛼𝐷𝑡
𝑐𝑡−𝑁+ (1 − 𝛼)(𝑆𝑡−1 + 𝐺𝑡−1).
(2. 37)
Al dividir el factor estacional apropiado, se está desestacionalizando la observación de
demanda más resiente. Esto se promedia entonces con el pronóstico actual para la serie
desestacionalizada, como en el método de Holt.
2. La tendencia. La tendencia se actualiza en una forma similar a la del método de Holt con la
fórmula (2.38)
𝐺𝑡 = 𝛽(𝑆𝑡 − 𝑆𝑡−1) + (1 − 𝛽)𝐺𝑡−1 (2. 38)
3. Estacionalidad. Los factores estacionales se calculan con (2.39)
𝑐𝑡 = 𝛾𝐷𝑡
𝑆𝑡+ (1 − 𝛾)𝑐𝑡−𝑁
(2. 39)
La relación de la observación de demanda más reciente sobre el estimado actual de la demanda
desestacionalizada da como resultado el estimado actual del factor estacional. Después, esto se
promedia con el mejor estimado previo del factor estacional 𝑐𝑡−𝑁 . Cada vez que se actualiza un factor
estacional, es necesario normalizar los 𝑁 factores más recientes para que sumen 𝑁.
Ob
se
rva
cio
ne
s

Metodología para la optimización de la producción
36
Por último, el pronóstico realizado en el periodo 𝑡 para cualquier periodo futuro 𝑡 + 𝜏 está dado
en (2.40)
𝐹𝑡,𝑡+𝜏 = (𝑆𝑡 + 𝜏𝐺𝑡)𝑐𝑡+𝜏−𝑁 (2. 40)
Se observa que esta ecuación de pronóstico supone que 𝑡 ≤ 𝑁. Si 𝑁 ≤ 𝜏 ≤ 2𝑁, el factor
estacional adecuado será 𝑐𝑡+𝜏−2𝑁 ; si 2𝑁 ≤ 𝜏 ≤ 3𝑁, el factor estacional será 𝑐𝑡+𝜏−3𝑁 , y así
sucesivamente.
Proceso de inicialización
Para iniciar el método, se necesita los estimados iníciales de la serie, la pendiente y los factores
estacionales. Winters sugiere que, para la inicialización, deben estar disponibles dos estaciones de datos.
Se supone que están disponibles exactamente dos estaciones de datos, esto es 2𝑁 datos. Supongamos
también que el periodo actual es 𝑡 = 0, así que las observaciones pasadas se marcan como 𝐷−2𝑁+1,
𝐷−2𝑁+2, … 𝐷0.
1. Se calcula por separado la media de la muestra de los dos estaciones de los datos.
𝑉1 = 1
𝑁∑ 𝐷𝑗
−𝑁
𝑗=−2𝑁+1
𝑉2 = 1
𝑁∑ 𝐷𝑗
0
𝑗=−𝑁+1
2. Se define 𝐺0 = (𝑉2 − 𝑉1) 𝑁⁄ como el estimado de la pendiente inicial. Si hay 𝑚 > 2
estaciones de datos disponibles para la inicialización, entonces se calcula 𝑉1, … , 𝑉𝑚 como
en el paso 1 y se define 𝐺0 = (𝑉𝑚 − 𝑉1) [(𝑚 − 1)𝑁]⁄ . Se localiza 𝑉1 en el centro de la
primera estación de datos (en el periodo (−3𝑁 + 1)/2) y 𝑉2 en el centro de la segunda
estación de datos (en el periodo (−𝑁 + 1)/2), entonces 𝐺0 es simplemente la pendiente
de la línea que conecta 𝑉1 y 𝑉2.
3. Se iguala 𝑆0 = 𝑉2 + 𝐺0[(𝑁 − 1)/2]. Con esto se estima el valor de la serie en el tiempo
𝑡 = 0. Se entiende que 𝑆0 es el valor asumido por la línea que conecta 𝑉1 y 𝑉2 en 𝑡 = 0.
4. a) Los factores estacionales iniciales se calculan para cada periodo del cual tenemos datos
disponibles y después se promedian para obtener un conjunto de factores estacionales. Los
factores estacionales iniciales se obtienen al dividir cada una de las observaciones iniciales
entre el punto a lo largo de la línea que conecta 𝑉1 y 𝑉2. Esto se puede hacer gráficamente
o usando la siguiente fórmula:
𝑐𝑡 = 𝐷𝑡
𝑉𝑖 − [(𝑁 + 1) 2⁄ − 𝑗]𝐺0 para −2𝑁 + 1 ≤ 𝑡 ≤ 0.

Capítulo 2
37
donde 𝑖 = 1 para la primera estación, 𝑖 = 2 para la segunda estación y 𝑗 es el periodo de
la estación. Esto es, 𝑗 = 1 para 𝑡 = −2𝑁 + 1 y 𝑡 = −𝑁 + 1; 𝑗 = 2 para 𝑡 = −2𝑁 +
2 y 𝑡 = −𝑁 + 2, y así sucesivamente.
b) Se promedia los factores estacionales. Se asume exactamente dos estaciones de datos
iniciales, se obtiene:
𝑐−𝑁+1 = 𝑐−2𝑁+1 + 𝑐−𝑁+1
2, ⋯ , 𝑐0 =
𝑐−𝑁 + 𝑐0
2.
c) Se normalizan los factores estacionales:
𝑐𝑗 = [ 𝑐𝑗
∑ 𝑐𝑗−𝑁+1𝑖=0
] 𝑁 𝑝𝑎𝑟𝑎 − 𝑁 + 1 ≤ 𝑗 ≤ 0.
Este procedimiento de inicialización que acaba de ser analizado es sugerido por Winters, pero no
es el único medio para inicializar el sistema. Los factores estacionales pueden determinarse por el
método de promedios móviles como se menciona en la fórmula (2.7). Otra alternativa puede ser ajustar
la regresión lineal a los datos de base y usar los valores de la pendiente resultante y la intercepción,
como se hizo con el método de Holt. Los factores estacionales podrán obtenerse al dividir cada
observación de demanda en el periodo base por el valor correspondiente de la línea de regresión,
promediando periodos iguales, y normalizando. Los valores reales de los estimados iniciales de la
intercepción, la pendiente y los factores estacionales serán similares sin importar el esquema de
inicialización que se utilice.
2.3 Medición del error de pronóstico
Chopra menciona que un buen método de pronóstico en el caso de la demanda debería capturar el
componente sistemático de ésta pero sin aleatoriedad. La aleatoriedad se manifiesta por si sola en la
forma de un error de pronóstico. Los errores de pronósticos contienen información valiosa y debe ser
analizada cuidadosamente por dos razones:
Los gerentes usan el análisis de error para determinar si el método de pronóstico actual está
prediciendo adecuadamente el componente sistemático de la demanda.
Los planes de contingencia deben contar el error de pronóstico.
Si los errores observados están dentro de los estimados de errores históricos, las empresas
pueden continuar usando su método de pronóstico actual. Encontrar un error que esté bien más allá de
los estimados históricos tal vez indique que el método de pronóstico en uso ya no es apropiado o la
demanda ha cambiado fundamentalmente. Si todos los pronósticos de una empresa tienden a sobre-
estimar o menospreciar consistentemente la demanda, esto puede ser otra señal que la empresa debería
cambiar su método de pronóstico.
El error de pronóstico para el periodo 𝑡 está dado por 𝜀𝑡 como se indica a continuación

Metodología para la optimización de la producción
38
𝜀𝑡 = 𝐹𝑡 − 𝐷𝑡
El error del periodo 𝑡 es la diferencia entre el pronóstico del periodo 𝑡 (𝐹𝑡) y la demanda actual en el
periodo 𝑡 (𝐷𝑡). Esto es importante para que un gerente o un decisor estime el error de un pronóstico
hecho al menos tan lejos como el tiempo de espera sea requerido por él, para poder considerar cualquier
acción al pronóstico para ser usado.
MSE: Una medida del error de pronóstico es el error cuadrático promedio (por sus siglas en inglés MSE),
y se calcula como se muestra en (2.41)
𝑀𝑆𝐸𝑛 = 1
𝑛∑ 𝜀𝑡
2
𝑛
𝑡=1
(2. 41)
De (2.41) podemos observar que el MSE puede ser relacionado con la varianza del error de
pronóstico. En efecto, se estima que el componente de aleatoriedad de demanda tiene una media de 0
y una varianza de MSE. El MSE penaliza los errores grandes de manera significativa que los errores
pequeños porque todos los errores están elevados al cuadrado. Por tanto, si se seleccionan métodos de
pronósticos minimizando el MSE, un método con una secuencia de pronóstico de 10, 12, 9 y 9, será
preferido a un método con una secuencia de error de 1, 3, 2 y 20. Debido a eso, es buena idea usar el
MSE para comparar métodos de pronósticos si el costo de un error grande es mucho más grande que el
ganado de pronóstico muy exacto. Usar el MSE como una medida de error es apropiado cuando el error
de pronóstico tiene una distribución que es simétrica a cero.
MAD: Se define la desviación absoluta en el periodo 𝑡 como 𝐴𝑡, por ser el valor absoluto del error en el
periodo 𝑡, esto es:
𝐴𝑡 = |𝜀𝑡|
Se define la desviación absoluta media (MAD) por ser el promedio de la desviación absoluta en
todos los periodos, y se expresa en (2.42)
𝑀𝐴𝐷𝑛 = 1
𝑛∑ 𝐴𝑡
𝑛
𝑡=1
(2. 42)
El MAD puede ser usado para estimar la desviación estándar del componente de aleatoriedad
asumiendo que dicho componente está distribuido normalmente. En este caso la desviación estándar
del componente de aleatoriedad es:
𝜎 = 1.25𝑀𝐴𝐷
Entonces se estima que la media del componente de aleatoriedad es 0, y la desviación estándar
del componente de aleatoriedad de demanda es 𝜎. El MAD es una mejor medida de error que el MSE si
el error de pronóstico no tiene una distribución simétrica. Aún cuando la distribución de error es simétrica,

Capítulo 2
39
el MAD es una elección apropiada cuando se selecciona un método de pronósticos si el costo de un error
de pronóstico es proporcional al tamaño del error.
MAPE: El error porcentual absoluto promedio (MAPE) es el error absoluto promedio como un porcentaje
de demanda y está dado por:
𝑀𝐴𝑃𝐸𝑛 = 1
𝑛∑ |
𝜀𝑡
𝐷𝑡| 100.
𝑛
𝑡=1
(2. 41)
El MAPE es una buena medida de error de pronóstico cuando el pronóstico subyacente tiene
estacionalidad significante y la demanda varía considerablemente de un periodo a otro.
Nahmias denota el error de pronóstico en cualquier periodo 𝑡 como 𝑒𝑡, y lo define como la
diferencia entre el pronóstico (𝐹𝑡−𝜏,𝑡) para el periodo y la demanda real para el mismo periodo (𝐷𝑡). Para
pronósticos de varios pasos adelante
𝑒𝑡 = 𝐹𝑡−𝜏,𝑡 − 𝐷𝑡.
En el caso particular de los pronósticos de un solo paso adelante:
𝑒𝑡 = 𝐹𝑡 − 𝐷𝑡.
Se considera que 𝑒1, 𝑒2, … , 𝑒𝑛 son los errores del pronóstico observado en 𝑛 periodos. Las dos
medidas más comunes de exactitud del pronóstico durante estos 𝑛 periodos son la desviación absoluta
media (DAM) y el error cuadrático medio (ECM), que están dados en las fórmulas (2.44) y (2.45)
𝐷𝐴𝑀 = 1
𝑛∑|𝑒𝑖|
𝑛
𝑖=1
(2. 42)
𝐸𝐶𝑀 = 1
𝑛∑ 𝑒𝑖
2
𝑛
𝑖=1
(2. 43)
La DAM es con frecuencia el método preferido para medir el error de pronóstico debido a que no
requiere elevación al cuadrado. Es más, cuando los errores de pronóstico se distribuyen normalmente,
como generalmente se supone, un estimado de la desviación estándar del error de pronóstico 𝜎𝑒, está
dado por 1.25 veces la DAM.
Aunque la DAM y el ECM son las medidas más comunes de la exactitud del pronóstico, también
se utilizan otras medidas. Una que no es dependiente de la magnitud de los valores de la demanda se
conoce como error porcentual absoluto medio (EPAM), está dado en la fórmula (2.46)
𝐸𝑃𝐴𝑀 = [1
𝑛∑ |
𝑒𝑖
𝐷𝑖|
𝑛
𝑖=1
] × 100. (2. 44)

Metodología para la optimización de la producción
40
2.4 Análisis de la distribución de Ventas
En el análisis de ventas o demanda de un producto con frecuencia es de interés realizar un estudio sobre
el comportamiento de las observaciones para cuantificar el riesgo de no poder satisfacer una demanda,
determinar el nivel de servicio con el que labora la empresa, etcétera. En el trabajo se utilizan varias
distribuciones que vamos a revisar en esta sección y que únicamente resumiremos sus propiedades.
1.- Distribución Normal
Carl Friedrich Gauss notó que en muchos experimentos la magnitud de los efectos sufren la influencia
de numerosas causas de variación, todas ellas muy pequeñas e independientes entre sí, de tal forma
que los resultados se acumulaban alrededor de la media, distribuyéndose simétricamente a su alrededor
con una frecuencia que disminuye rápidamente al alejarse del centro, a este tipo de distribuciones se les
llamó normales y se dice que provienen de la “Ley de probabilidad de Gauss”. Por lo tanto, la curva que
asemeja dicho comportamiento tiene forma de campana y es representada gráficamente de una
distribución de esta clase (Gutiérrez Gonzalez & Panteleeva, 2014).
Definición: Sea X una variable continua aleatoria, se dice que tiene una distribución normal o de
Gauss, con parámetros 𝜇 y 𝜎 (positivo) en todos los puntos reales cuando su función de densidad
de probabilidad es:
𝑓(𝑥) = 1
𝜎√2𝜋𝑒
(𝑥−𝜇)2
2𝜎2 para 𝑥 ∈ (−∞, ∞)
En cuestión de notación, tenemos que las variables aleatorias con distribución normal y
parámetros de localidad y escala 𝜇, 𝜎2, respectivamente, se suelen denotar por 𝑁(𝜇, 𝜎2), para 𝜇 ∈ ℝ
y 𝜎2 > 0.
Los modelos de distribución normal se caracterizan por la forma de la gráfica de su densidad. La
gráfica de la distribución Normal tiene forma de campana, como la mostrada en la figura 2.3.
0 .1
0 .2
0 .3
0 .4
0 .5
f( x )

Capítulo 2
41
Figura 2.3 Función de densidad normal N(0,1) (Law, 2007).
Teorema 2.1: si X es una variable aleatoria continua distribuida normalmente en (−∞, ∞) y
𝑓(𝑥) su función de densidad de probabilidad, entonces:
a) 𝐸(𝑋) = 𝜇.
b) 𝑉(𝑋) = 𝜎2.
Las posibles aplicaciones del modelo de distribución normal se pueden apreciar en los errores de
varios tipos, por ejemplo: en el punto de impacto de una bomba; las cantidades que son la suma de una
número grande de otra cantidad (esto en virtud del teorema de limite central) (Law, 2007).
2.- Distribución Exponencial
En una gran parte de los modelos continuos relacionados con el tiempo podemos notar que su
distribución es de tal forma que en los tiempos cercanos a cero tienen una mayor acumulación y que
conforme pasa el tiempo ésta decrece rápidamente de forma similar a una función exponencial negativa.
Se dice que un modelo probabilístico continuo que describe apropiadamente tales fenómenos es de tipo
exponencial cuando la variable aleatoria continua X está distribuida en el intervalo (0, ∞) de forma que
su función de probabilidad es una función de tipo exponencial negativa (Gutiérrez Gonzalez &
Panteleeva, 2014).
Definición: Sea X una variable aleatoria continua del experimento realizado, diremos que tiene
una distribución exponencial con parámetro de escala 𝛽 en el intervalo [0, ∞), cuando su función
de densidad de probabilidad es:
𝑓(𝑥) = {
1
𝛽𝑒
−𝑥
𝛽, 𝑥 ≥ 0
0, 𝑒𝑛 𝑜𝑡𝑟𝑜 𝑙𝑢𝑔𝑎𝑟
Los modelos exponenciales se emplean cuando la probabilidad de que la variable aleatoria en
estudio ocurra en una unidad de tiempo, sea igual a que suceda en cualquier otra. Lo anterior significa
que las variables aleatorias exponenciales son invariables en el tiempo.
A continuación en la figura 2.4 se muestran la distribución exponencial con parámetro de escala
beta igual a uno.

Metodología para la optimización de la producción
42
Figura 2.4 Función de densidad exp(1) (Law, 2007).
Teorema 2.2: Si X es una variable aleatoria continua distribuida exponencialmente en [0, ∞) y,
𝑓(𝑥) su función de densidad de probabilidad, entonces
a) 𝜇 = 𝐸(𝑋) = 𝛽
b) 𝜎2 = 𝑉(𝑋) = 𝛽2
c) 𝐹(𝑥) = {0, 𝑥 < 0
1 − 𝑒−
𝑥
𝛽, 𝑥 ≥ 0
Las posibles aplicaciones del modelo exponencial suceden en los tiempos de llegadas de clientes
a un sistema que sucede en un ritmo constante, y también el tiempo en que se presenta una falla de una
pieza de un equipo (Law, 2007).
3.- Distribución Gamma
En los experimentos aleatorios continuos que estudian fenómenos similares a los de las variables
aleatorias de tipo exponencial, es decir los que están relacionados con valores negativos (Gutiérrez
Gonzalez & Panteleeva, 2014).
Una variable aleatoria continua X tiene una distribución tipo gamma, si su función de densidad
correspondiente tiene la siguiente forma.
Definición: La función de densidad de una variable aleatoria continua con distribución gamma,
y parámetros de forma y escala, 𝛼 y 𝛽, respectivamente, está definida por:
0 4 5 61 2 3 x
0 .6
0 .2
1 .0
0 .4
0 .8
f( x )
1 .2

Capítulo 2
43
𝑓(𝑥, 𝛼, 𝛽) = {𝑥𝛼−1𝑒
−𝑥
𝛽
𝛽𝛼Γ(𝛼), 𝑠𝑖 0 ≤ 𝑥 < ∞; 𝛼, 𝛽 > 0
0, en cualquier otro lugar
en donde Γ(𝛼) es la función gamma que se define como:
Γ(𝛼) = ∫ 𝑥𝛼−1𝑒−𝑥𝑑𝑥
∞
0
Por tanto, los parámetros 𝛼 y 𝛽 representan a la forma y la escala de la distribución,
respectivamente. En general se suele llamar al parámetro 𝛼 “Parámetro de la forma” y los cambios en
su valor modifican la forma de la distribución, mientras que el parámetro 𝛽 se llama “Parámetro de escala”
y sus cambios se reflejan en el tamaño de las unidades en que se mide a 𝑦 = 𝑓(𝑥).
A continuación en la figura 2.5 se muestra la distribución gamma.
Figura 2.5 Función de densidad gamma (𝛼,1) (Law, 2007)
Teorema: Sea X una variable aleatoria continua con distribución gamma, y parámetro 𝛼 y 𝛽,
entonces:
a) 𝜇 = 𝐸(𝑋) = 𝛼𝛽
b) 𝜎2 = 𝑉(𝑋) = 𝛼𝛽2
c) 𝐹 (𝑥
𝛽, 𝛼) = {
0, 𝑥 < 0
1
Γ(𝛼)∫ 𝑦𝛼−1𝑒−𝑦𝑑𝑦
𝑥
𝛽
0, 𝑥 ≥ 0
0 4 5 71 2 3 x
0 .6
0 .2
1 .0
0 .4
0 .8
f( x )
1 .2
= 1 / 2
= 1
= 2
= 3
6

Metodología para la optimización de la producción
44
Las posibles aplicaciones del modelo gamma se presentan en el tiempo para completar una tarea,
por ejemplo servicio al cliente o reparación de una máquina (Law, 2007).
4.- Distribución Weibull
Una variable aleatoria continua X tiene una distribución de probabilidad tipo Weibull, si su función de
densidad tiene la siguiente forma (Gutiérrez Gonzalez & Panteleeva, 2014).
Definición: La función de densidad de una variable aleatoria continua con distribución Weibull,
y parámetros de forma y escala, 𝛼 y 𝛽, respectivamente, está definida por:
𝑓(𝑥; 𝛼, 𝛽) = {
𝛼
𝛽𝛼𝑥𝛼−1𝑒
−(𝑥
𝛽)
𝛼
, 𝑠𝑖 0 ≤ 𝑥 < ∞; 𝛼, 𝛽 > 0
0, en cualquier otro lugar
Al igual que el modelo gamma, los parámetro 𝛼 y 𝛽 representan la forma y la escala de la
distribución, respectivamente. Al parámetro 𝛼 se le llama “Parámetro de la forma” y se emplea para
modificar la forma de la distribución, mientras que el parámetro 𝛽 se le llama “Parámetro de escala” y
sirve para controlar las unidades en que se mide la variable X.
A continuación se muestra la figura 2.6 para el modelo Weibull:
a) b)
Figura 2.6 Función de densidad Weibull(𝛼,1) (Law, 2007).
Teorema: Sea X una variable aleatoria continua con una distribución Weibull, y parámetros
𝛼 y 𝛽, entonces:
a) 𝜇 = 𝐸(𝑋) = 𝛽
𝛼Γ (
1
𝛼)
0 2 .0 2 .5 4 .00 .5 1 .0 1 .5 x
0 .6
0 .2
1 .0
0 .4
0 .8
f( x )
1 .2
3 .0 3 .5
= 1 / 2
= 1
= 2
= 3
0 .0 0 1 .0 00 .2 5 0 .5 0 0 .7 5 x
0 .7 5
0 .2 5
1 .2 5
0 .5 0
1 .0 0
f( x )
1 .5 0
1 .2 5 1 .5 0
1 .7 5
2 .0 0
= 4
= 5

Capítulo 2
45
b) 𝜎2 = 𝑉(𝑋) = (𝛽
𝛼)
2
[2𝛼Γ (2
𝛼) − Γ2 (
1
𝛼)]
c) 𝐹(𝑥; 𝛼, 𝛽) = {0, 𝑥 < 0
1 − 𝑒−(
𝑥
𝛽)
𝛼
, 𝑥 ≥ 0
Las posibles aplicaciones del modelo de Weibull se presentan en el tiempo para completar alguna
tarea, el tiempo en que se presenta una falla de una pieza de un equipo; usado como un modelo robusto
en la ausencia de datos (Law, 2007).
5.- Distribución Lognormal
Una variable aleatoria continua X no negativa tiene una distribución de probabilidad lognormal, si la
variable aleatoria 𝑌 = ln (𝑋) tiene una distribución normal (Gutiérrez Gonzalez & Panteleeva, 2014).
Definición: La función de densidad de una variable aleatoria continua con distribución
lognormal y parámetros de localidad y escala, 𝜇 y 𝜎, respectivamente, está definida por:
𝑓(𝑥; 𝜇, 𝜎) = {
1
𝜎𝑥√2𝜋𝑒
−(ln(𝑥)−𝜇)2
2𝜎2 , 𝑥 ≥ 0
0, 𝑥 < 0
Al igual que en la distribución normal, los parámetros 𝜇 y 𝜎 son el valor esperado y la desviación
estándar, respectivamente, la variable 𝑌 = ln (𝑋). En la figura 2.7 se presenta la forma de la distribución
lognormal.
Figura 2.7 Función de densidad Lognormal(0,𝜎2) (Law, 2007).
Debido a que 𝑌 = ln (𝑋) tiene una distribución normal, tenemos:
𝐹(𝑥) = 𝑃(𝑋 ≤ 𝑥) = 𝑃[ln(𝑋) ≤ ln(𝑥)] = 𝑃 [𝑍 ≤ln(𝑥) − 𝜇
𝜎] = Φ [
ln(𝑥) − 𝜇
𝜎]
0 2 .0 2 .5 3 .50 .5 1 .0 1 .5 x
0 .6
0 .2
1 .0
0 .4
0 .8
f( x )
3 .0 4 .0 4 .5 5 .0
= 3 / 2
= 1 / 2
= 1

Metodología para la optimización de la producción
46
en donde Φ se obtiene por tablas de la distribución normal estándar.
Las posibles aplicaciones del modelo de distribución lognormal se presenta en el tiempo para
desarrollar alguna tarea [la densidad comienza con la forma de la densidad de los modelo gamma (𝛼. 𝛽)
y Weibull (𝛼. 𝛽) para 𝛼 > 1, pero puede tener una picada muy grande cercano a 𝑥 = 0, que
frecuentemente es útil] las cantidades que son el producto de una número grande de otras cantidades
(por virtud del teorema de limite central), usado como un modelo robusto en la ausencia de datos (Law,
2007).
6.- Mezclas finitas de distribuciones
Los procesos de producción generalmente tienen comportamientos diferentes a las distribuciones
clásicas, pero anteriormente no eran estudiados debido a la dificultad en los cálculos. En la actualidad
con los avances computacionales este problema se ha simplificado y es posible construir distribuciones
de probabilidad que resultan de combinar dos o más de las distribuciones clásicas. La complejidad que
se puede tener al ajustar estas distribuciones reside en la cantidad excesiva de parámetros que resultan
en los modelos, en consecuencia su estimación se complica considerablemente.
El problema general de estas distribuciones lo podemos plantear de la siguiente forma. Sean
𝑌1, 𝑌2, … , 𝑌𝑚, 𝑚 variables aleatorias con vector de parámetros θ𝑖 para 𝑖 = 1,2, … , 𝑚,
respectivamente. Denotamos su función de densidad de la variable aleatoria 𝑌𝑖 por 𝑓𝑌𝑖(∙) para 𝑖 =
1,2, … , 𝑚, entonces la función de densidad del modelo de mezclas está dado por:
𝑓(𝑦; 𝛉) = ∑ 𝑝𝑖𝑓𝑌𝑖(𝑦; 𝛉𝒊)
𝑚
𝑖=1
en donde 𝑝𝑖 son valores no negativos, llamados pesos de las variables aleatorias, tales que suman 1 y
𝛉 = (𝛉𝟏, 𝛉𝟐, … , 𝛉𝒎) . El problema consiste en determinar el modelo que mejor ajuste a los datos y el
método utilizado es el de máxima verosimilitud.

47
Capítulo 3
Modelo para la Optimización de la Producción
3.1 Introducción
En el capítulo se describirá la metodología que se aplicará para la modelación de la optimización de la
producción mediante una planeación anual de producción en una empresa del ramo metalmecánica. Para
esto se presentan las fases que integran la Metodología considerando métodos y criterios que por su
naturaleza pueden ser aplicados al tipo de productos y al comportamiento de la demanda que se presenta
día a día en empresas de este sector industrial.
3.2 Descripción de las fases del modelo para la Optimización de la Producción de poleas y bujes
de una empresa metalmecánica
En las empresas del ramo industrial metalmecánica existen varias técnicas cuantitativas que se pueden
utilizar para mejorar los procesos de producción como son los Pronósticos, distribuciones de probabilidad,
métodos de optimización de programación lineal, entre otras. Pero su uso en la mayoría de los casos es
limitado. Lo anterior ocasiona que con frecuencia este tipo de empresas tengan problemas en la
planeación de la producción, ocasionada por ineficiencias en sus procesos administrativos y productivos
derivadas de una mala Planificación Estratégica. Sus objetivos se centran en la satisfacción de servicio
al cliente, pero debido a sus limitantes, la respuesta a las necesidades del cliente es de manera reactiva
y esto deteriora el nivel de servicio a sus clientes.
Por otra parte el mercado de trasmisión de potencia es muy competitivo, lo ocasiona que este
mercado sea muy extenso y con grandes oportunidades de crecimiento. Para poder cumplir con la
demanda creciente del mercado las empresas tienen que planificar la producción y comercialización de
sus productos, además de la interacción con sus socios comerciales. Es decir, las empresas tienen la
ardua tarea de identificar qué productos generan mayor utilidad, para llevar a cabo un estudio detallado
del comportamiento de estos productos, que contemple pronósticos lo más preciso posibles sobre su
demanda para poder realizar una adecuada planeación anual de la producción, con lo que se espera

Metodología para la optimización de la producción
48
aumentar el nivel de servicio al cliente, disminuyendo los periodos de incumplimiento y teniendo bajos
niveles de abastecimiento de la materia prima en los almacenes.
Sabemos que en cualquier empresa el comportamiento de las ventas de sus productos es aleatorio,
ya que es difícil que las empresas controlen las ventas, debido a la falta de una planificación estratégica
y táctica en sus diversas áreas como se mencionan enseguida:
Producción. La falta de una programación a futuro y estar a la expectativa de las necesidades
de los clientes, las empresas se ven forzadas a cumplir con la demanda de sus clientes con el
pago de tiempo extra en los procesos productivos.
Inventarios. A la carencia de niveles de inventario, en el caso de alto nivel de inventario, esto
ocasiona costos elevados e impide la oportunidad de nuevos negocios.
Finanzas. Dado a los altos costos de inventarios, las empresas limitan su crecimiento en la
compra de nuevos equipos que permitan hacer más eficientes los procesos productivos.
Para disminuir estos y otros problemas ocasionados por una mala planeación de la producción de
la empresa, es necesario diseñar una metodología que proporcione predicciones lo más preciso posible
de las ventas de productos del ramo industrial metalmecánica. En la práctica esta modelación es
complicada debido a que las ventas son fenómenos aleatorios y generalmente su comportamiento es
poco conocido para realizar una modelación de las ventas fácilmente, en muchas ocasiones se tiene que
hacer combinaciones convexas de varias distribuciones, situación que dificulta el problema.
Para mejorar los procesos de producción las empresas se ven en la necesidad de contar con una
metodología que permita diseñar un plan para la optimización de la producción anual de la empresa que
mediante los pronósticos y la optimización de forma sistemática de la producción se pueda obtener un
proceso de mejora continua en el servicio de la producción.
A continuación se mencionan las etapas de la Metodología para la optimización de la producción
de poleas y bujes de hierro gris, pertenecientes al ramo industrial metalmecánica.
1. Recolección de datos.
2. Clasificación y selección de los productos.
3. Análisis del comportamiento de venta de los productos seleccionados.
4. Modelo de Pronósticos.
5. Análisis de Riesgo del Pronóstico.
6. Modelación para la optimización de la Producción.
7. Análisis de Resultados.

Capítulo 3
49
Enseguida se presenta el diagrama de las etapas de la Metodología propuesta para la modelación
de programación lineal para la Optimización de la producción en una empresa del ramo industrial
metalmecánica como un proceso de mejora continua:
|
Figura 3.1 Metodología para la modelación de programación lineal para la Optimización de la
Producción para empresas del ramo industrial.
Fuente: Elaboración propia.
Etapa I
Etapa II
Etapa III
Etapa IV
Etapa V
Recolección de
Datos
Clasificación de
los Productos
Análisis del
Comportamiento de
Ventas
Modelo de
Pronósticos
Análisis del Riesgo
Etapa VII
Etapa VI
Modelación para la
Optimización de la
Producción
Análisis de
Resultados

Metodología para la optimización de la producción
50
3.3 Etapa 1. Recolección de datos
En la actualidad contar con un ERP (Enterprise Resource Planning) brinda una gran ventaja competitiva
para la generación y conservación de la información de las ventas de los productos, generando una base
de datos, pues sin esta información sería imposible o muy tardado generar los pronósticos de venta,
debido a que se tendría que diseñar estrategias de captación de la información a partir de un tiempo de
inicio. Una de las limitantes de los ERP es que sirven únicamente para llevar un control de lo que entra y
sale, pero de ninguna forma hacen pronósticos de ventas o demandas, planeación para optimizar la
producción, en fin son únicamente programas informáticos que llevan un control sobre la existencia de
los productos que tiene la empresa.
La información que se llega a generar en el ramo industrial, específicamente en el de refacciones
es muy vasta, dado al consumo tan elevado de estos productos por desgaste o la introducción de nuevos
equipos y/o maquinaria más eficiente. La gran cantidad de SKU’s que se produce y los diferentes
mercados a que son destinados dificulta la planeación de la producción sin un estudio estadístico de las
ventas o en su caso de la demanda de estos productos. El mercado puede ser local, regional, nacional o
incluso internacional.
Con la información que se tiene a la mano para la modelación de la producción basada en el
pronóstico, se debe especificar el alcance y la planeación de la producción, así como del mismo
pronóstico, lo que depende de los siguientes elementos:
Objetivo de la Planeación de la Producción y del Pronóstico: su alcance se centra en la
planeación de la producción, los pronósticos de las ventas a futuro, la generación de ingresos,
la toma de decisiones acerca de los niveles de inventario y lotes de producción, entre otros.
Usuarios de la Planeación: la correcta asignación de las áreas que basarán sus decisiones
con el uso de la planeación de la producción y del pronóstico para cubrir las necesidades y
requisitos de los clientes.
Horizonte de la Planeación: el alcance de este elemento dependerá del objetivo y usuarios
de la Planeación de la Producción y del Pronóstico.
Antes de realizar la recolección de la información para la modelación de la producción basado en
el cálculo del pronóstico del ramo industrial, se deben hacer algunas interrogantes, en la figura 3.2 se
presentan estos cuestionamientos.

Capítulo 3
51
Figura 3.2 Elementos para la recolección de información para la modelación de programación lineal
para la Producción en empresas del sector industrial.
Fuente: Elaboración propia.
3.4 Etapa 2. Clasificación de los productos
En el ramo industrial existe una gran variedad de líneas de productos, esencialmente el de refacciones,
por tanto, la información que se genera dentro de una empresa manufacturera es muy extensa.
Para la metodología de la planeación de la producción basada en el cálculo del pronóstico de
venta de los productos en una empresa manufacturera de refacciones es necesaria la clasificación de
estos productos para enfocar los esfuerzos de análisis en aquellos que realmente impactan de manera
significativa las operaciones de la empresa.
Clasificación ABC
A menudo las empresas y especialmente las pymes tienen dificultades para controlar los productos que
llegan a administrar. La clasificación ABC es una de las herramientas prácticas para el control y
clasificación de los productos en muchas empresas.
Basado en el principio de Pareto (80-20), el método de Clasificación ABC consiste en clasificar
los productos en categorías, clases o grupos de productos:
Productos A – son la minoría de los productos que aportan las ventas más significativas e
impactan para la toma de decisión dentro de una empresa;
Cuestionamientos
previos a la
recolección de
información para la
Planeación de la
Producción
¿Quiénes serán los
usuarios?
Producción e Ingeniería
Ventas y Mercadotecnia
Compras
¿Qué objetivos persigue?
Planeación de la
Producción de productos
actualmente
comercializados
Pronósticos de Venta.
Niveles de inventarios
¿Horizonte de la
Planeación?
Largo plazo: (introducción
de nuevos productos
Anual: Planeación de la
Producción
Corto plazo: Niveles de

Metodología para la optimización de la producción
52
Productos B y/o C – son el resto de los productos, generalmente la mayoría, que impactan
en menor grado las ventas y la de toma de decisión es de menor importancia.
3.5 Etapa 3. Análisis del comportamiento de los productos seleccionados
Una vez terminado de haber concentrado toda la información y clasificarla con el análisis ABC se contará
con la información más importante para generar los pronósticos de los productos con mayor venta para
empresas del sector industrial, el siguiente paso se enfocará en hacer una análisis del comportamiento
de la venta de dichos productos, este análisis es importante para poder calcular riesgos, contar con
indicadores, tasas de retorno, etcétera.
El contar con información estadística es fundamental para tener una mejor toma de decisión, se
debe tener conocimiento en las siguientes áreas de la estadística que a continuación se menciona:
1 Gráficas de Histogramas de las ventas de los productos. Los datos obtenidos de cada
producto deberán graficarse para deducir empíricamente qué distribución presentan estos
valores. Dicha distribución se comparará con distribuciones conocidas. Para la investigación en
el capítulo previo se presentaron las distribuciones que vamos a utilizar, para otras distribuciones
se debe consultar la bibliografía correspondiente.
2 Estimación de los parámetros. Con la distribución que mejor se ajuste al comportamiento de
las ventas de los productos, el siguiente paso es estimar los parámetros de localidad, escala y
forma según la distribución elegida. En esta investigación se va a emplear el método de máxima
verosimilitud, para encontrar los estimadores de los parámetros y utilizaremos como criterio de
decisión el menor valor del AIC para decidir qué distribución representan los datos. Para la
estimación de los parámetros es recomendable usar algún software estadístico, tales como
Proyecto R, SAS, Easy-fit, etcétera. En el caso de que los datos presenten un comportamiento
más complicado se van a proponer las combinaciones convexas de varias distribuciones, por
medio de las mezclas finitas de densidades, en este caso la estimación de los parámetros para
determinar el mejor modelo de ajuste se llevará a cabo por medio de un programa en el proyecto
R que se propone como producto de la investigación.
3 Cálculo de Probabilidades. El cálculo de conceptos estadísticos como la probabilidad de las
ventas en base al comportamiento aleatorio de los datos obtenidos se puede generar la funciones
de pérdida y riesgo, los cuantiles para el cálculo de los periodos de retorno de ventas extremas,
etcétera. También está la posibilidad de identificar un indicador para las ventas de todos los
productos.
3.6 Etapa 4. Modelo de Pronósticos
Como se ha mencionado con anterioridad, varias empresas carecen de metodologías o técnicas que les
permita hacer más eficientes sus operaciones. Para el método del pronóstico y el modelo de optimización
de la producción de poleas y bujes en una empresa manufacturera, esta metodología indica que el primer

Capítulo 3
53
paso es el cálculo del pronóstico de los productos seleccionados. Antes de seleccionar un método para
el cálculo del Pronóstico, la empresa debe plantear algunos cuestionamientos acerca del alcance y usos
que tendrá el pronóstico de ventas, aunado a esto, la identificación del comportamiento que presentan
los datos obtenidos para el cálculo y así poder justificar la elección del Modelo de Pronósticos a utilizar.
Los cuestionamientos que debe responde una empresa manufacturera antes de la selección del
modelo de pronósticos se mencionan a continuación:
¿El Pronóstico está enfocado a productos en fase de desarrollo o para productos que
actualmente se están comercializando?
¿El pronóstico estará enfocado a productos: refacciones industriales por medio de
distribuidores, fabricantes de Equipo Original o a usuario final?
¿La planeación de la producción basará su toma de decisión en el pronóstico?
¿En qué parte de la cadena de suministro será el pronóstico empleado?
Entre otros cuestionamientos
La selección del modelo de pronósticos depende de las respuestas a las preguntas anteriores y
muchas más preguntas antes de la elección, según las necesidades y alcances que cada empresa desea
satisfacer y obtener.
Los métodos de pronósticos se dividen en dos categorías, los cuales se mencionan a continuación
y algunos ejemplos de su aplicación (Makridakis, 1998):
Métodos Cuantitativos - suficiente información cuantitativa está disponible. Algunas
aplicaciones son:
o Series de tiempo: la predicción de la continuación de patrones históricos tales como el
crecimiento de ventas o el producto nacional bruto.
o Explicativas: el entendimiento de como las variables explicativas tales como precios y el
efecto de la publicidad en las ventas.
Métodos Cualitativos – Poca o sin información cuantitativa está disponible, pero existe
suficiente conocimiento cualitativo. Algunas aplicaciones son:
o La predicción de la velocidad de las telecomunicaciones para el año 2020.
o El pronóstico de cómo un gran incremento en el precio del petróleo afectará el consumo.
Los pronósticos cuantitativos pueden ser aplicados cuando existen tres condiciones:
1. La información acerca del pasado está disponible.
2. Dicha información puede ser cuantificada en la forma de datos numéricos.

Metodología para la optimización de la producción
54
3. Puede ser asumido que algunos aspectos del pasado continuarán en el futuro.
Los métodos estadísticos formales también pueden involucrar extrapolación, pero está hecho en
una forma estándar usando un acercamiento sistemático que intenta minimizar el error del pronóstico.
Algunos métodos estadísticos que dan buenos resultado en los pronósticos y que utilizaremos en esta
investigación son: Descomposición de series de tiempo, promedios móviles, suavización exponencial,
Holt-Winters, entre otros.
El análisis de series de tiempo se considera como una de las soluciones ideales para manejar
series de datos que se encuentran correlacionados y el uso de estos métodos es común en empresas de
diferentes sectores ya que su validez predictiva a corto plazo contribuye de forma significativa en la toma
de decisiones(Garcia, 2011).
A continuación se describe paso a paso la metodología de diferentes modelos para calcular el
pronóstico.
3.6.1 Método Holt-Holt-Winters – para tendencias y estacionalidad.
El método Holt-Winters captura la estacionalidad directamente, este método está basado en tres
ecuaciones suavizadoras: una para el nivel, una para la tendencia y una para la estacionalidad. Existen
dos métodos diferentes de Holt-Winters, dependiendo si la estacionalidad es modelada en forma aditiva
o multiplicativa.
Las ecuaciones básicas para el método multiplicativo de Holt-Winters son las siguientes:
Nivel: 𝑆𝑡 = 𝛼𝑦𝑡
𝑙𝑡−𝐿+ (1 − 𝛼)(𝑆𝑡−1 + 𝑏𝑡−1)
Tendencia: 𝑏𝑡 = 𝛽(𝑆𝑡 − 𝑆𝑡−1) + (1 − 𝛽)𝑏𝑡−1
Estacionalidad: 𝑙𝑡 = 𝛾𝑦𝑡
𝑆𝑡+ (1 − 𝛾)𝑙𝑡−𝐿
Pronóstico: �̂�𝑡+𝑚 = (𝑆𝑡 + 𝑚𝑏𝑡)𝑙𝑡−𝐿+𝑚
donde 𝐿 es la longitud de la estacionalidad (por ejemplo número de semanas, meses, trimestres, etcétera
de una año), 𝑆𝑡 representa el nivel de la serie, 𝑏𝑡 denota la tendencia, 𝑙𝑡 es el componente estacional
y,�̂�𝑡+𝑚 es el pronóstico para 𝑚 periodos en adelante.
A continuación se establece de forma práctica los pasos a seguir para poder usar el método Holt-
Winters.

Capítulo 3
55
Paso Descripción
1
Cálculo de los índices iníciales
Como en todo método de suavización exponencial, necesitamos los valores iníciales de los
componentes para iniciar el algoritmo. Para inicializar el método de pronóstico de Holt-Winters,
necesitamos el valor del nivel 𝑆𝑡 , de la tendencia 𝑏𝑡 , y de los índices estacionales 𝑙𝑡.
Índices estacionales.
Para determinar los valores iníciales de los índices estacionales necesitamos usar al menos una
temporada completa de los datos.
En primera instancia de calcula el promedio anual de la temporada.
𝐴 = 1
𝑛∑ 𝑦𝑖
𝑛
𝑖=1
.
En el caso que existan más datos, el cálculo anual se hará para p temporadas (p = 1, 2, …, n)
Inmediatamente se obtienen los factores estacionales al dividir el valor de cada observación
entre el promedio anual de su respectiva temporada.
𝑦𝐴𝑛 = 𝑦1
𝐴𝑛
En este paso se debe asegurar que los coeficientes sumen la cantidad de observaciones que
comprende cada temporada.
Para obtener los índices estacionales se promedian los coeficientes de los factores estacionales
de las observaciones correspondientes a cada temporada entre el número de temporadas de
los datos proporcionados (ejemplo, si existen 3 temporadas, se usará la siguiente fórmula):
𝐼1 = (𝑦1 𝐴1⁄ + 𝑦53 𝐴2⁄ + 𝑦105 𝐴3⁄ )
3
(el factor de la observación 1 entre el promedio anual de la primera temporada más el factor de
la observación 53 entre el promedio de la temporada dos más el factor de la observación 105
entre el promedio de la temporada tres entre el número de temporadas de los datos
proporcionados)
Nivel de la serie desestacionalizada.
El valor inicial del nivel se encuentra considerando el promedio de la primera temporada. Nótese
que para el cálculo el valor inicial de 𝑆𝑡−1 se obtuvo en la fórmula:
𝑆𝑡−1 = 𝐴 =1
𝐿∑ 𝑦𝑖
𝑛
𝑖=1
Este es un promedio móvil de orden 𝐿 y así eliminará la estacionalidad de los datos.
Tendencia de las observaciones

Metodología para la optimización de la producción
56
Para inicializar la tendencia𝑏𝑡−1, es conveniente emplear dos temporadas completas usando la
siguiente fórmula:
𝑏𝑡−1 = 1
𝐿(
𝑦𝐿+1 − 𝑦1
𝐿+
𝑦𝐿+2 − 𝑦2
𝐿+ ⋯ +
𝑦𝐿+𝐿 − 𝑦𝐿
𝐿)
Cada una de estos términos es una estimación de la tendencia sobre una temporada completa
y el valor inicial 𝑏𝑡−1 es tomado como un promedio de la longitud de la temporada.
2
Cálculo de los índices por periodo
En este paso se hacen los cálculos de los valores 𝑆𝑡 , 𝑏𝑡 e 𝑙𝑡 para cada periodo usando las
fórmulas del modelo multiplicativo de Holt-Winters. Los valores de las constante de ponderación
𝛼, 𝛽 y 𝛾 pueden ser cualquiera, pues en este momento el valor no es significativo sino hasta el
paso de minimización del error. Para caso práctico es común usar el valor de 0.5 para las
constantes de ponderación al inicio del cálculo.
3
Cálculo del Pronóstico �̂� y Error.
Con los valores obtenidos en el paso anterior se puede calcular el pronóstico y el error absoluto.
La fórmula a usar para el cálculo del pronóstico es la siguiente:
�̂�𝑡 = (𝑆𝑡 + 𝑏𝑡)𝑙𝑡−𝐿
para cada periodo iniciando en la siguiente temporada.
Para los periodos en adelante el valor �̂�𝑡+𝑚, mediante la notación 𝑚 se va incrementando los
periodos futuros usando la fórmula del método Holt-Winters:
�̂�𝑡+𝑚 = (𝑆𝑡 + 𝑚𝑏𝑡)𝑙𝑡−𝐿+𝑚
El cálculo del error tanto MAD (desviación absoluta media) como MSE (error cuadrático
promedio) se obtiene mediante las siguientes fórmulas respectivamente:
𝑀𝐴𝐷 = 1
𝑛∑ |𝑦𝑡 − �̂�𝑡|𝑛
𝑖=1 y 𝑀𝑆𝐸 =1
𝑛 ∑ (𝑦𝑡 − �̂�𝑡)2𝑛
𝑖=1
4
Minimización del error
Este paso se enfoca a encontrar los valores óptimos de las constantes de ponderación que en
el paso anterior fueron asignadas discrecionalmente. Los valores óptimos de las constantes que
minimizan el error se resuelve con un modelo de programación no lineal. Con el uso de solver
de Excel-Microsoft, en su configuración no adaptar modelo lineal y adaptar no negativos.

Capítulo 3
57
Solver encontrará los valores óptimos para la minimización del error, dado que las fórmulas en
la hoja de cálculo de Excel están ligadas, la actualización de los valores para el pronóstico de
𝑚 periodos en adelante se hará automáticamente.
3.6.2 Método de Descomposición
Muchos métodos de pronósticos están basados en el concepto que cuando existe un patrón adyacente
en una serie de tiempo, ese patrón puede ser identificado de la aleatoriedad por suavizamiento (promedio)
de los valores pasados. El efecto de este suavizamiento es para eliminar aleatoriedad así el patrón puede
ser proyectado en el futuro y usado como el pronóstico.
Los métodos de descomposición usualmente tratan de identificar dos componentes separados del
patrón adyacente básico que tienden a caracterizar series económicas y de negocios. Estos son
tendencia-ciclo y los factores estacionales. Los factores estacionales indican fluctuaciones periódicas de
longitud constante, por ejemplo en meses del año, etcétera. La tendencia-ciclo representa cambios a
largo plazo en el nivel de la serie. La tendencia-ciclo en ocasiones es separada en tendencia y
componente cíclico, para los casos en el que se desea pronosticar.
El método de descomposición asume que los datos están elaborados como:
𝑑𝑎𝑡𝑜𝑠 = 𝑃𝑎𝑡𝑟ó𝑛 + 𝐸𝑟𝑟𝑜𝑟
= 𝑓(𝑡𝑒𝑛𝑑𝑒𝑛𝑐𝑖𝑎, 𝑐𝑖𝑐𝑙𝑜, 𝑒𝑠𝑡𝑎𝑐𝑖𝑜𝑛𝑎𝑙𝑖𝑑𝑎𝑑, 𝑒𝑟𝑟𝑜𝑟)
La representación general matemática del método de Descomposición está dada por:
𝑌𝑡 = 𝑓(𝑆𝑡 , 𝑇𝑡, 𝐶𝑡, 𝐸𝑡)
donde: 𝑌𝑡 = es el valor de la serie de tiempo actual en el periodo 𝑡;
𝑆𝑡 = es el componente estacional en el periodo 𝑡;
Minimización del Error Constantes de ponderación
Restricción de las constantes

Metodología para la optimización de la producción
58
𝑇𝑡 = es el componente tendenciaen el periodo 𝑡; y
𝐶𝑡 = es el componente cíclico en el periodo 𝑡; y
𝐸𝑡 = es el componente irregular en el periodo 𝑡.
El método de descomposición multiplicativo es más prevalente con series económicas porque la
mayoría de las series estacionales económicas tienen variación estacional lo cual incrementa con el nivel
de la serie. Su representación es como sigue:
𝑌𝑡 = 𝑆𝑡 × 𝑇𝑡 × 𝐶𝑡 × 𝐸𝑡
A continuación se mencionan los pasos para llevar a cabo el método de descomposición:
Paso Descripción
1
Cálculo del Promedio Móvil
Dado que el promedio móvil no presenta estacionalidad ni aleatoriedad, esto indica que los
elementos de tendencia y ciclo pueden ser calculados usando un promedio móvil centrado.
Entonces:
𝑃𝑀 = 𝑇 ∗ 𝐶
2
Cálculo de la estacionalidad
Para calcular la estacionalidad se divide el valor del dato observado del periodo t entre el
promedio móvil para aislar los componentes de estacionalidad y error, como se presenta en
la fórmula:
𝑌𝑡
𝑃𝑀=
𝑆𝑡 × 𝑇𝑡 × 𝐶𝑡 × 𝐸𝑡
𝑇𝑡 × 𝐶𝑡= 𝑆𝑡 × 𝐸𝑡
En esta fórmula están presentes los componentes de estacionalidad 𝑆𝑡 y error o componente
aleatorio 𝐸𝑡 , este componente obtiene el valor de cero debido a que no sigue un patrón, se
integra con las fluctuaciones al azar y al sumar dichas fluctuaciones el valor que se obtiene
es cero o muy cercano a cero.
Para aislar el componente estacional es necesario calcular los índices estaciones para cada
periodo y promediarlos, con esto se elimina el componente aleatorio de los índices
estacionales.
El índice estacional del periodo se aplicando la ecuación anterior, si el valor para un periodo
es mayor que 1, esto indica que el calor real es mayor que el promedio, no obstante si el
índice es menor que 1, el valor real es menor que l promedio.

Capítulo 3
59
La sumatoria de los índices estacionales debe ser igual al número de periodos de una
temporada 𝐿.
∑ 𝑆𝑖
𝐿
𝑖=1
= 𝐿
Por lo general, existen pequeñas diferencias entre ambos valores y para eliminar dicha
variación se debe ajustar los índices con un prorrateo simple. Se divide la cantidad de
periodos de la temporada 𝐿 entre el valor de la sumatoria de los promedios, este cociente se
multiplica en cada uno de los índices calculados, y así se obtienen los índices estacionales
ajustados 𝑆𝑡 de la serie de tiempo.
𝑆𝑡𝑎 = (
𝐿
∑ 𝑆𝑖𝐿𝑖=1
) ∗ 𝑆𝑡
3
Cálculo de la tendencia
La tendencia es global con respecto a los datos históricos, o bien del periodo inmediato
anterior. En función de la distribución de dichos datos, la tendencia puede ser lineal,
cuadrática o exponencial, por lo que se deberá decidir cuál de ellas se ajusta mejor al patrón
de los datos disponibles.
Un método para obtener dicha tendencia es usando Regresión en Análisis de Datos de Excel-
Microsoft, el cual nos dará el valor de intercepción y el valor para la variable X.
𝑌 = 𝐴 + 𝐵𝑥.
4 Cálculo del ciclo
Como se observó anteriormente el promedio móvil es producto de la tendencia por el ciclo, a
esto producto lo dividimos entre la tendencia podremos obtener el valor del ciclo.
Rango de los datos históricos
Rango de los periodos observados

Metodología para la optimización de la producción
60
𝑃𝑀
𝑇=
𝑇 ∗ 𝐶
𝑇= 𝐶
El significado del ciclo se interpreta de forma similar al del índice estacional, cuando el ciclo
indica un valor mayor a 1, significa que en ese periodo la actividad económica fue mayor al
promedio, caso contrario, sí el valor del ciclo es menor a 1.
Como los cambios en los ciclos son impredecibles y dependen de muchos factores. Para el
cálculo del pronóstico es necesaria la asignación de un valor al índice del ciclo.
La estimación de este valor está en función del pronóstico de crecimiento del PIB o cualquier
otro indicador económico, o bien, se puede asumir que el valor del ciclo actual es igual al del
ciclo del periodo anterior, así se puede expresar con la siguiente ecuación:
𝐶𝑡 = 𝐶𝑡−1
5
Cálculo del Pronóstico
Con la eliminación del componente aleatorio o error, dado que por definición este no es
predecible, el cálculo del pronóstico para periodos futuros es muy sencillo debido a que los
se tienen los componentes del patrón.
3.6.3 Validación del Modelo
La validación del método tiene el objetivo de mostrar que método de pronóstico ofrece la mejor precisión
de la proyección de las ventas registradas de la empresa en estudio. Para esto, se puede realizar de
diferentes maneras, para efectos de esta investigación se consideran los siguientes criterios:
Una opción es reservar las últimas observaciones de 6 o 12 meses de la información histórica
obtenida de la empresa, esto permitirá que la persona responsable de los pronósticos valide la
precisión de los métodos seleccionados aplicándolos nuevamente pero ahora haciendo uso de
los periodos reservados. Para este caso la validación de la precisión del método es de forma
visual.
Una opción más consiste en realizar la validación del método en el transcurso del tiempo, cuando
los datos reales se vayan generando periodo tras periodo, los periodos pueden ser al día, por
semana o mes, esto para conocer el comportamiento de las ventas reales de la empresa. Cabe
resaltar que la persona asignada para la validación del método deberá tener libre acceso a dicha
información.

Capítulo 3
61
En esta etapa de validación, se proporciona verificar la precisión del método elegido al momento
de realizar la comparación del pronóstico con los modelos o métodos propuestos contra la información
real que se obtiene de la empresa. Así también se podrá identificar si los comportamientos son diferentes
de los resultados del método propuesto en base a los datos reales y tener como alternativa la re-
evaluación del método o descartar que este sea el indicado para la caso de la empresa.
3.7 Etapa 5. Análisis de riesgo del pronóstico
Por lo general cuando se analiza la información histórica, la naturaleza de los datos presenta
observaciones que se encuentran fuera de comportamiento. A estos eventos se les conoce como puntos
críticos y nos vemos en la necesidad de analizarlos de manera separada para determinar la probabilidad
que vuelvan a pasar en el futuro y afecten la precisión del pronóstico del método elegido.
Para realizar una cuantificación del riesgo, se sugiere seguir los pasos siguientes:
1 Poner énfasis en los periodos que presentan comportamientos diferentes al de los demás
datos observados. El objetivo es identificar los periodos que presentan incrementos o
decrementos significativos de las ventas generadas.
2 El cálculo de la Probabilidad de que en el futuro se presente el mismo comportamiento de los
periodos identificados anteriormente, en este paso es imprescindible utilizar los parámetros
estimadores de las distribuciones de ventas reales que previamente se obtuvieron en la etapa
3. La persona responsable deberá evaluar cuidadosamente las probabilidades resultantes,
ya que su juicio impactará en el riesgo de los niveles de ventas en el futuro.
3 Al final, los pronósticos serán re-calculados, sin considerar los periodos que presentan un
comportamiento distinto para estimar la nueva Desviación Media Absoluta, y
simultáneamente compararla con el MAD que presentan los datos reales de venta de la
empresa. Se deberá poner atención en el efecto que tendrá el nuevo Pronóstico al no
considerar estos datos de acuerdo al comportamiento de los datos reales.
3.8 Etapa 6. Modelo para la optimización de la Producción
Después de conocer los valores del pronóstico para cada producto de la clase A, su distribución de
probabilidad con la que se calcula el nivel de servicio y el valor del riesgo de no satisfacer alguna
demanda, falta por proponer un modelo para optimizar la producción que relacione, en cada periodo de
estudio la producción, nivel de inventario y demanda para cada periodo. El modelo que se proponga
deberá aplicarse a cada uno de los artículos de la clase A para el mes siguiente.
Vamos a denotar por m la cantidad de artículos de la clase A, por s a la cantidad de periodos del
pronóstico que se va a realizar:

Metodología para la optimización de la producción
62
Variables de decisión: 𝑥𝑖𝑗 la cantidad que se debe producir del artículo i durante el periodo j.
La variable binaria 𝑦𝑖𝑗 que toma el valor de cero si no se produce el artículo i y uno si se produce
el artículo durante el periodo j. En donde 𝑖 = 1, 2, … , 𝑚 y 𝑗 = 1, 2, … , 𝑠.
Variables del inventario: 𝐼𝑖𝑗 la cantidad de artículos 𝑖 = 1, 2, … , 𝑚 que se deben dejar en
inventario para el periodo 𝑗 + 1 con 𝑗 = 1, 2, … , 𝑠 e 𝐼𝑖𝑠+1 = 𝐼𝑖0 inventario inicial del periodo.
Costos: 𝑐𝑖𝑗 el costo unitario de producir un artículo i durante el periodo j y 𝑐𝑖𝑗∗ los costos fijos de
producción, en donde 𝑖 = 1, 2, … , 𝑚 y 𝑗 = 1, 2, … , 𝑠. Para el inventario 𝑑𝑖𝑗 es el costo unitario
de mantener en inventario un artículo i durante el periodo j, en donde 𝑖 = 1, 2, … , 𝑚 y 𝑗 =
0,1, 2, … , 𝑠.
Demandas: 𝑏𝑖𝑗 la demanda del artículo i durante el periodo j, en donde 𝑖 = 1, 2, … , 𝑚 y 𝑗 =
1, 2, … , 𝑠. Estos valores se pueden establecer con base en los valores del pronóstico para cada
artículo de la clase A.
Limitación de producción: 𝑃𝑖𝑗 la capacidad de producción del artículo i durante el periodo j, en
donde 𝑖 = 1, 2, … , 𝑚 y 𝑗 = 1, 2, … , 𝑠. Estos valores se pueden establecer con base en el
nivel de servicio con el que pueda trabajar la empresa para cada artículo de la clase A en cada
uno de los periodos j.
Limitación de almacenamiento: 𝐴𝑖𝑗 la capacidad de almacenamiento del artículo i durante el
periodo j, en donde 𝑖 = 1, 2, … , 𝑚 y 𝑗 = 1, 2, … , 𝑠. Estos valores se pueden establecer con
base al lugar disponible para almacenar los artículos de la clase A que se dejen en inventario
para cada uno de los periodos j.
Con esta notación el modelo para optimizar la producción del producto i está dado por:
min(𝑧) = ∑ 𝑐𝑖𝑗𝑥𝑖𝑗
𝑠
𝑗=1
+ ∑ 𝑑𝑖𝑗𝐼𝑖𝑗
𝑠
𝑗=0
+ ∑ 𝑐𝑖𝑗∗ 𝑦𝑖𝑗
𝑠
𝑗=0
Sujeto a
𝐼𝑖0 + 𝑥𝑖1 − 𝐼𝑖1 = 𝑏𝑖1
𝐼𝑖1 + 𝑥𝑖2 − 𝐼𝑖2 = 𝑏𝑖2 ⋮
𝐼𝑖𝑠−1 + 𝑥𝑖𝑠 − 𝐼𝑖𝑠 = 𝑏𝑖𝑠 𝑥𝑖1 − 𝑃𝑖1𝑦𝑖1 ≤ 0
𝑥𝑖2 − 𝑃𝑖2𝑦𝑖2 ≤ 0
⋮ 𝑥𝑖𝑠 − 𝑃𝑖𝑠𝑦𝑖𝑠 ≤ 0
𝐼𝑖0 ≤ 𝐴𝑖1 𝐼𝑖1 ≤ 𝐴𝑖2
⋮ 𝐼𝑖𝑠 ≤ 𝐴𝑖𝑠

Capítulo 3
63
El modelo tiene 3𝑠 variables y 3𝑠 restricciones, para cada 𝑖 = 1, 2, … , 𝑚, sin las restricciones de no negatividad. El inventario inicial en cada producto 𝐼𝑖0 debe ser tal que la producción en la primera semana más este valor satisfaga el pronóstico de la primera semana y además lo que se deje de inventario para la siguiente semana más la producción de la segunda satisfaga la demanda de la segunda semana.
El modelo general para todos los productos quedaría de la siguiente forma:
min(𝑧) = ∑ ∑ 𝑐𝑖𝑗𝑥𝑖𝑗
𝑠
𝑗=1
𝑚
𝑖=1
+ ∑ ∑ 𝑑𝑖𝑗𝐼𝑖𝑗
𝑠
𝑗=0
𝑚
𝑖=1
+ ∑ ∑ 𝑐𝑖𝑗∗ 𝑦𝑖𝑗
𝑠
𝑗=0
𝑚
𝑖=1
Sujeto a
𝐼10 + 𝑥11 − 𝐼11 = 𝑏11
⋮ 𝐼1𝑠−1 + 𝑥1𝑠 − 𝐼1𝑠 = 𝑏1𝑠
⋮ 𝐼𝑚0 + 𝑥𝑚1 − 𝐼𝑚1 = 𝑏𝑚1
⋮ 𝐼𝑚𝑠−1 + 𝑥𝑚𝑠 − 𝐼𝑚𝑠 = 𝑏𝑚𝑠
𝑥11 − 𝑃11𝑦11 ≤ 0 ⋮
𝑥1𝑠 − 𝑃1𝑠𝑦1𝑠 ≤ 0 ⋮
𝑥𝑚1 − 𝑃𝑚1𝑦𝑚1 ≤ 0
⋮ 𝑥𝑚𝑠 − 𝑃𝑚𝑠𝑦𝑚𝑠 ≤ 0
𝐼10 ≤ 𝐴11 ⋮
𝐼1𝑠 ≤ 𝐴1𝑠
⋮ 𝐼𝑚1 ≤ 𝐴𝑚1
⋮ 𝐼𝑚𝑠 ≤ 𝐴𝑚𝑠
El modelo tiene 3𝑠𝑚 variables y 3𝑠𝑚 restricciones sin las restricciones de no negatividad.

64
Capítulo 4
Propuesta de Optimización de la Producción
4.1 Introducción
En el Capítulo previo se propuso un modelo para la optimización anual de la producción en empresas del
ramo metalmecánica, que contempla el pronóstico de ventas y la planeación anual de la producción. Los
objetivos principales del modelo consisten en cumplir con un nivel de servicio alto en ventas y un nivel
de inventario bajo de la producción. El modelo propuesto está fundamentado en bases estadísticas,
investigación de operaciones y teoría de decisiones. Además de lo anterior el modelo permitirá analizar
el comportamiento de las ventas con el objetivo de poder cuantificar el riesgo en caso de
subabastecimiento de la producción.
En lo que respecta a la empresa de estudio, tenemos que actualmente no cuenta con técnicas
para calcular tamaños de lotes de producción, tampoco utiliza una técnica adecuada para pronosticar
ventas. Por tales razones, en la investigación realizada se empleó en la empresa de estudio el modelo
propuesto en el capítulo previo, para disminuir el error en los pronósticos de ventas y así poder calcular
los lotes adecuados de producción para cada producto que pertenezca a la clase A. Para este fin se
requerirá un conocimiento amplio de cada uno de los productos que la empresa fabrica y a qué clase
pertenecen dentro de la clasificación previa del ABC. Por esta razón una parte del desarrollo del capítulo
lo realizaremos de la siguiente forma.
Primeramente daremos una breve introducción a la metodología actual con la que labora la empresa, y
mencionaremos los problemas y deficiencias más sobresalientes con los que se enfrentan
en la empresa para mantener un nivel de servicio moderado. En esta parte de la
investigación justificaremos las razones por las que es necesario modificar la metodología
actual que tiene la empresa para realizar la planeación de la producción.
En segundo lugar vamos a proponer un diagrama de flujo, que muestre la forma en que vamos a
desarrollar el modelo propuesto en el capítulo previo para el caso particular de la empresa
de estudio.

Capítulo 4
65
En la tercera parte de la investigación identificamos que actualmente la empresa cuenta con una gama
amplia de productos. Por tal razón iniciamos con una clasificación ABC de los productos,
tomando como criterio de decisión el volumen de ventas. Posteriormente los productos A
los agrupamos con base a sus atributos en común. Terminando esta parte del proyecto con
los productos con los que se va a trabajar en las etapas restantes.
El desarrollo de la investigación se centrará en identificar el comportamiento de las ventas reales
de la empresa de los años 2010 (solo se cuenta con datos de los últimos 5 meses), 2011, 2012, 2013 y
los primeros tres meses del 2014 para los grupos de productos propuestos dentro de la clasificación A.
Para la parte de pronósticos, identificaremos las posibles tendencias y estacionalidad de las ventas en
el periodo mencionado del que se cuenta con información en la base de datos de la empresa. Con un
estudio detallado de esta base de datos se podrá proponer algún método de pronósticos que mejor ajuste
al comportamiento de cada uno de los productos de la clasificación A. Una vez que se tengan los datos
proporcionados por el método de pronósticos, se validará dicho método con 37 semanas de ventas reales
que se hayan registrado.
Por otro lado, se estudia el modelo aleatorio que describe a cada uno de los productos de la
clasificación A, con el modelo encontrado podremos calcular el riesgo de no cumplir con el valor
pronosticado. Por último se planteará un modelo lineal para la optimización de la producción la cual
incluirá el pronóstico de venta, el nivel de servicio que con el que la empresa desea operar y lo costos
de producción, incumplimiento e inventario. El resultado del modelo lineal será la propuesta para hacer
una planeación a largo plazo de la producción.
4.2 Metodología actual para establecer los niveles de inventario
Como se mencionó en la introducción la empresa no cuenta con alguna técnica para pronosticar sus
ventas, por lo tanto carece del conocimiento de los niveles de inventario adecuados para poder llevar a
cabo un programa de producción que cumpla las expectativas del mercado.
Actualmente la toma de decisiones para establecer los tamaños de lote de producción en la
empresa se centra únicamente en los juicios y experiencia de los agentes de ventas, gerencia de ventas
y gerencia de manufactura, razón por la que es común que se tenga que trabajar tiempo extra para poder
cumplir con las órdenes de los clientes.
Aunado a lo expuesto arriba, la empresa solo implementa un criterio para establecer el tamaño
de producción para el nivel de inventario de algunos productos. Por ejemplo, en el departamento de
ventas el pronóstico se realiza de forma empírica, promediando la venta anual de un producto y
proyectando el promedio a 4 meses.
En la Figura 4.1 se muestra un esquema de la metodología actual para el cálculo de lotes de
producción para cada producto.

Propuesta de Optimización de la producción
66
Abreviaturas
E = Elabora D = Decide C = Controla K = Resive Información
Responsables
QA = Calidad y Central Infor MM = Geren. Manufactura SM = Geren. Ventas S = Agente de Ventas
E D C K
QA
S, SM
MM
S, MM
S, SM
S SM,MM
ResponsabilidadesComentarioProcedimiento
Elabora reporte mensual de Venta
Revisan reporte
Revisa Nivel de Inventario por
sistema
Determinan si el nivel de inventario
es el adecuado
Calculan tamaño de lote de
producción
Inicio
Reporte de Venta de Productos
Verifica nivel de Inventario
Nivel de Inventario
OK?
Fin Determina tamaño de lote de
Producción
No
Si
MM
MM
S, SM MM
MM QA
MM S QA
Revisa la propuesta de tamaño de
lote de producción
Determina lote de producción
Revisan ajuste de tamaño de lote
de producción
Se emite orden de Producción
Producto terminado en Almacén
Tamaño de lote
OK?
Revisa tamaño de lote de
Producción
Ajuste a tamañode lote de
Producción
Producción deltamaño de lote
Producto enviado a Alamcén
Fin
No
Si
Figura 4.1 Procedimiento para emitir órdenes de producción.
Fuente: Elaboración propia.

Capítulo 4
67
De esta forma la falta de una persona responsable en generar los pronósticos y determinar los
niveles de inventario ha impedido que la empresa desarrolle y ejecute un programa de producción a largo
plazo que cumpla las expectativas de las demandas a las que se enfrenta la empresa.
Actualmente la empresa ejecuta sus lotes de producción de manera reactiva a sus faltantes de
inventario y pedido de los clientes. Razón por la que constantemente se presentan resultados negativos
en la empresa.
A continuación se mencionan 3 de los principales problemas a los que se enfrenta la empresa
por falta de un modelo o metodología adecuada para la producción en la empresa.
1. Entregas retrasadas
A pesar de que los clientes aceptan pedidos pendientes (backorders) y entregas incompletas,
la empresa es reactiva a los pedidos de sus principales clientes. Es decir, la empresa entrega
sus productos después de la fecha solicitada por el cliente y la cantidad solicitada es
entregada hasta en dos envíos, esto afecta considerablemente el nivel de servicio de la
empresa en estudio. La Figura 4.2 muestra este resultado negativo con la polea 9.93 DE 1A
MF 1”.
Figura 4.2 Pedido del cliente vs entregas de la empresa
Fuente: Elaboración propia
2. Tiempo Extra
Con el afán de cumplir con los tiempos de entrega establecidos por el cliente, la empresa tiene
que incurrir constantemente en el pago de tiempo extra para cumplir con la demanda de los

Propuesta de Optimización de la producción
68
productos de la clasificación A. En la Tabla 4.1 se muestra el porcentaje en importe que la
empresa destina en tiempo extra para la producción de una polea 25.0 DP6B MF 1⅝”:
Materia Prima: $1,427.91
Costo de Producción : $ 499.77
Costo Total: $1,927.68
Precio de venta: $2,249.00
Utilidad: $ 321.32
Tiempo Extra: $ 143.32, representa el 44.6% de la utilidad
Tabla 4.1 Costo de Tiempo Extra incurrido en la polea 25.0 DP 6B MF
Fuente: Elaboración propia
3. Nivel de Inventario Alto
Para algunos productos su nivel de inventario es excesivamente alto contra su demanda
(venta). La Figura 4.3 muestra que la empresa tiene un nivel de inventario alto (línea roja)
de la polea 3.8 DP 2AB V1 con respecto a su demanda (venta real):
Figura 4.3 Nivel de Inventario vs Demanda (venta)
Fuente: Elaboración propia
La investigación que se va a desarrollar está contemplando que la empresa disminuya los gastos
por los incumplimientos mencionados arriba. Para esto iniciamos la propuesta en la siguiente sección
mediante un diagrama que ilustre rápidamente las etapas que se van a desarrollar en la investigación.
4.3 Diagrama de la propuesta para Optimizar la Producción
En la Figura 4.4 se muestra un diagrama que resume la propuesta mostrada en el Capítulo 3 aplicada a
la empresa de estudio, con las etapas básicas para disminuir gastos de producción, aumentando el nivel
de servicio y disminuyendo el nivel de inventario de la empresa de estudio.

Capítulo 4
69
Figura 4.4 Diagrama de la propuesta para optimizar la producción.
Fuente: Elaboración propia.
Etapa 1. Recolección de las ventas registradas
Considerando que la empresa cuenta con un extenso catálogo de poleas y bujes, los productos se
pueden clasificar en 5 líneas:
Línea de poleas y bujes estándar, la cual se denota como STD.
Línea de poleas y bujes QD, la cual se denota como QD.
Línea de poleas Ajustables y Velocidad Variable, la cual se denota como V V .
Línea de poleas FHP (tipo ligero), la cual se denota como TL.
Inicio
Recolección de las
ventas registradas
Clasificación ABC de los
productos que presentaron
ventas en el año 2012
Análisis del comportamiento
de las ventas de los productos
seleccionados
Aplicación de algún método
para pronosticar las ventas de
los productos seleccionados
Análisis de
Resultados
Modelación para la
Optimización de la
Producción
Análisis de los resultados
obtenidos del modelo de
Pronósticos de los productos
seleccionados
Fin
Etapa 1
Etapa 2
Etapa 3
Etapa 4
Etapa 5
Etapa 6
Etapa 7

Propuesta de Optimización de la producción
70
Línea de poleas para Fabricantes de Equipo Original, la cual se denota como EO.
Para fines de identificación de los productos se usará la clave de producto (SKU) que la empresa ha
asignado a cada producto, ejemplo:
SKU Nombre del Producto Línea
006-006-4218 POLEA 23 3/4 DE 6B MF EO
Tabla 4.2 Asignación de SKU’s para productos. Fuente: Elaboración propia
Cabe mencionar que la empresa maneja una línea adicional “Tarjeta Amarilla” la cual impacta en
un 13.72% en las ventas de la empresa (el término tarjeta amarilla se asigna a aquellas poleas que no
se encuentran en el catálogo de productos de la empresa).
El concentrado de Ventas se genera cada mes por el área de calidad y central de Información.
Este concentrado está disponible en un archivo Excel-Microsoft. El archivo contiene las ventas registrado
del año 2010 (últimos 5 meses), 2011, 2012, 2013 y parte de 2014. Se considerará parte de la
información del 2014 para validar los resultados del modelo de Pronósticos.
Etapa 2. Clasificación ABC de los productos
Para la selección de los productos de la empresa en estudio se realizó una Clasificación ABC para
determinar qué productos son los más significativos según el impacto en Ventas ($). Con la información
obtenida por el área de Calidad y Central de Información se procede a hacer la clasificación de los
productos que registraron ventas durante 2012, obteniendo un total de 1587 registros.
Tabla 4.3 Clasificación ABC general de productos. Fuente: Elaboración propia.
Los datos obtenidos al clasificar los productos son los siguientes:
1. Productos A: El 18.37% de los productos generaron el 79.95% de las ventas, y representan
un total de 232 productos.
2. Productos B: El 31.04% de los productos generaron el 15.03% de las ventas y representan un
total de 392 productos.
3. Productos C: El 50.59% de los productos generaron el 5.02% de las ventas y representan un
total de 639 productos.

Capítulo 4
71
Durante este periodo se produjeron 324 productos especiales que no están incluidos en el
catálogo de la empresa (poleas y/o bujes). Dichos productos no se incluyen en la clasificación ABC, por
su naturaleza de ser especiales (fabricación única).
Reducción y Análisis de los productos A
Como se planteó al inicio de este capítulo, la cantidad de productos que maneja esta empresa es muy
amplia, de aquí la necesidad de simplificar el estudio realizando una clasificación ABC, pero después de
obtener la cantidad de productos A (232), ésta sigue siendo considerable. Una forma de reducir esta
cantidad consiste en estratificar los productos bajo algún atributo en común.
En esta investigación la característica utilizada para reducir el análisis se consideró su
calibración. Entonces se recomienda agrupar por líneas de productos aquellas poleas y/o bujes que se
calibran a diferentes medidas. Por ejemplo el buje V1 presenta diferentes calibraciones mostradas en la
tabla 4.4.
SKU Nombre del Producto
006-006-0035 BUJE V1 PILOTO
006-006-0042 BUJE V1 7/8
006-006-0044 BUJE V1 1"
006-006-0046 BUJE V1 1 1/8
006-006-0050 BUJE V1 1 3/8
006-006-0052 BUJE V1 1 ½
006-006-0054 BUJE V1 1 5/8
Tabla 4.4 Agrupamiento de Buje V1 de diferentes calibraciones. Fuente: Elaboración propia.
El buje V1 se calibra en diferentes barrenos, la lista anterior hace mención de las calibraciones
con mayor venta en el año 2012, las observaciones de cada SKU se adicionarán para integrarse al SKU
“006-006-0035”. Otro ejemplo son las poleas 9.93 DE 1A MF, las cuales se calibran en 3 diferentes
barrenos y se muestran en la tabla 4.5.
006-006-4273 2-PB-544 POLEA F/G 9.93" 1 "A" M/F 7/8"
006-006-4274 2-PB-545 POLEA F/G 9.93" 1 "A" M/F 3/4"
006-006-4272 2-PB-543 POLEA F/G 9.93" 1 "A" M/F 1"
Tabla 4.5 Agrupamiento de poleas de maza fija de diferentes calibraciones. Fuente: Elaboración propia.
Actualmente la empresa ha identificado a 5 clientes principales, los cuales generan el 46.31% de
las ventas para la empresa y se muestran en la tabla 4.6.
Por lo tanto, es posible reducir los productos A de 232 a 25.

Propuesta de Optimización de la producción
72
No. SKU Nombre del Producto Línea Cliente
1 006-006-0001 BUJE U0 PILOTO Std Delamac
2 006-006-0014 BUJE V0 PILOTO Std Delamac
3 006-006-0035 BUJE V1 PILOTO Std Delamac
4 006-006-0056 BUJE V2 PILOTO Std Delamac
5 006-006-0077 BUJE W0 PILOTO Std Delamac
6 006-006-0111 BUJE W1 PILOTO Std Delamac
7 006-006-0145 BUJE W2 PILOTO Std Delamac
8 006-006-0215 BUJE X1 PILOTO Std Delamac
9 006-006-0251 BUJE X2 PILOTO Std Delamac
10 006-006-0287 BUJE Y1 PILOTO Std Delamac
11 006-006-0332 BUJE Y2 PILOTO Std Delamac
12 006-006-0497 POLEA 3.6 DP 2AB V1 Std Delamac
13 006-006-0502 POLEA 4.6 DP 2AB V1 Std Delamac
14 006-006-0516 POLEA 8.0 DP 2AB W1 Std Delamac
15 006-006-0517 POLEA 8.6 DP 2AB W1 Std Delamac
16 006-006-0518 POLEA 9.4 DP 2AB W1 Std Delamac
17 006-006-1506 BUJE SDS PILOTO QD Soler & Palao
18 006-006-1560 BUJE SK PILOTO QD Soler & Palao
19 006-006-4206 POLEA 406MM DE 1B 4 RAYOS EO Cipsa
20 006-006-4211 POLEA 6 RANURAS DE 25.35" DE MASA FIJA EO Swissmex
21 006-006-4212 POLEA 6 RANURAS DE 4.35" DE MASA FIJA EO Swissmex
22 006-006-4213 POLEA HIERRO 2B 100 X 1" EO Swissmex
23 006-006-4218 POLEA DE 23-3/4" DE 6 RANURAS SECC. B EO Tecnomec
24 006-006-4219 POLEA DE 4" DE 6RANURAS SECC.B EO Tecnomec
25 006-006-4274 2-PB-543 POLEA F/G 9.93" 1 "A" M/F EO Soler & Palao
Tabla 4.6 Principales productos para la investigación. Fuente: Elaboración propia.
Etapa 3. Modelo de mejor ajuste de las ventas de los productos seleccionados
En esta parte de la investigación se determina la distribución de probabilidad de cada uno de los
productos A con los pasos propuestos en el Capítulo 3. Para esto se agrupan los 25 productos
representantes de la clase A en cuatro tipos de distribuciones y para cada una se muestran los ajustes
del modelo respectivo. Posteriormente en la tabla 4.7 se presenta un concentrado de los resultados de
todos los 25 productos que representan la clase A.

Capítulo 4
73
Distribución del ajuste de ventas
Para poder cuantificar el riesgo de no cumplir con los pedidos y nivel de servicio con el que puede laborar
la empresa se tiene que llevar a cabo un modelo que ajuste las ventas de cada producto. Existen
diferentes programas que realizan los ajustes de los datos a un modelo por medio de máxima
verosimilitud, la limitante de estos programas es que trabajan únicamente con las distribuciones que en
él se encuentran preestablecidas. En esta investigación se realiza un programa en el paquete estadístico
Proyecto R para ajustar los datos de ventas semanales de los productos de la clase A. El criterio de
selección del mejor modelo se basa en el valor AIC.
Las distribuciones utilizadas para los ajustes, se eligieron con base en el histograma de las ventas
semanales, empleando las distribuciones: exponencial, gamma, lognormal y las mezclas gamma-normal
y normal-normal.
Para el desarrollo de este estudio se siguen los siguientes pasos:
La base de datos de ventas de los artículos se guarda en un archivo de Excel con terminación
csv.
En el Proyecto R, se programan las funciones correspondientes que realizan el ajuste de los
modelos, estimando los parámetros por máxima verosimilitud.
Los valores se evalúan respecto a las distribuciones: Exponencial, Gamma, Log-normal, mezcla
Gamma-Normal y mezcla Normal-Normal.
Los resultados se comparan con el criterio AIC, considerando el menor valor.
Además el programa proporciona las gráficas de los ajustes.
Las fórmulas utilizadas para calcular las distribuciones son las siguientes:
Distribución Exponencial:
xxf exp
1);( , con 0 parámetro de escala y 0x .
Distribución Gamma:
xx
xf exp)(
),;(
1
, con 0 parámetro de escala, 0
parámetro de forma y 0x .
Distribución Log-normal:
2
2
2
))(ln(exp
2
1),;(
x
x
xf , con parámetro de
localidad, 0 parámetro de escala y 0x .
Mezcla gamma-normal:

Propuesta de Optimización de la producción
74
2
21
2
)(exp
2
1)1(exp
)(),,,,;(
x
pxx
ppxf ,
con 0, y parámetros de escala, 0 parámetro de forma, parámetro de
localidad y se aproxima para 0x .
Mezcla normal-normal:
2
2
2
2
2
2
1
2
1
1
2211
2
)(exp
2
1)1(
2
)(exp
2
1),,,,;(
x
px
ppxf
En donde, 0,21 parámetros de escala y
21, parámetros de localidad x .
Para la explicación del método se eligieron cuatro productos, para los restantes se resumen los
resultados en la tabla 4.7
1.- Comportamiento de las ventas de BUJE W2 PILOTO (006-006-0145)
Para determinar el comportamiento de los productos A seguimos los pasos propuestos en la metodología.
Distribución exponencial:
xxf exp
1);( , AIC 1183.553 y ̂ 16.23269
Distribución Gamma:
xx
xf exp)(
),;(
1
, AIC 1180.56 parámetro de forma
1.264645ˆ y de escala 12.838752ˆ .
Distribución Log-normal:
2
2
2
))(ln(exp
2
1),;(
x
x
xf , AIC 1214.752,
parámetro de localidad 16.23269ˆ y de escala 14.34910ˆ .
Como se puede apreciar de los resultados anteriores el mejor ajuste se obtiene con la distribución
gamma, ver la figura 4.5.

Capítulo 4
75
Figura 4.5 Histograma y Distribuciones ajustadas de ventas de BUJE W2 PILOTO (006-006-0145).
2.- Comportamiento de las ventas de POLEA 3.6 DP 2AB V1 (006-006-0497)
Para determinar el comportamiento de los productos A seguimos los pasos propuestos para la obtención
del mejor modelo.
Distribución exponencial:
xxf exp
1);( , AIC 721.4422 y ̂ 3.691026
Distribución Gamma:
xx
xf exp)(
),;(
1
, AIC 655.58 parámetro de forma
0.4990798ˆ y de escala 7.3944ˆ .
Distribución Log-normal:
2
2
2
))(ln(exp
2
1),;(
x
x
xf , AIC 662.1355,
parámetro de localidad 0.03377138ˆ y de escala 1.92976858ˆ .
Distribución de la mezcla:
2
21
2
)(exp
2
1)1(exp
)(),,,,;(
x
pxx
ppxf .
AIC 526.4745, parámetros: proporción de la mezcla 0.371679ˆ p , forma 40.9749ˆ ,
escala 19900.0ˆ , localidad 6.131578ˆ y escala 637127.5ˆ .
Como se puede apreciar de los resultados anteriores el mejor ajuste se obtiene con la distribución
de la mezcla gamma-normal, ver la figura 4.6.

Propuesta de Optimización de la producción
76
Figura 4.6 Histograma y Distribuciones ajustadas de ventas de POLEA 3.6 DP 2AB V1 (006-006-0497).
3.- Comportamiento de las ventas de BUJE W1 PILOTO 7/16 (006-006-0111)
Para determinar el comportamiento de los productos A seguimos los pasos propuestos para la obtención
del mejor modelo.
Distribución Gamma:
xx
xf exp)(
),;(
1
, AIC 1436.365 parámetro de forma
2.370341ˆ y de escala 18.100677ˆ
Distribución Log-normal:
2
2
2
))(ln(exp
2
1),;(
x
x
xf , AIC 1517.168,
parámetro de localidad 3.5334948ˆ y de escala 0.9027416ˆ .
Distribución de la mezcla gamma normal:
2
21
2
)(exp
2
1)1(exp
)(),,,,;(
x
pxx
ppxf .
AIC 1420.6935, parámetros: proporción de la mezcla 0.6470127ˆ p , forma 8.5953082ˆ ,
escala 6.38959ˆ localidad 19.8125ˆ y escala 10.7736ˆ .
Distribución de la mezcla normal-normal:
2
2
2
2
2
2
1
2
1
1
2211
2
)(exp
2
1)1(
2
)(exp
2
1),,,,;(
x
px
ppxf .
AIC 1421.6122, parámetros: proporción de la mezcla 0.63283ˆ p , localidad 5406.53ˆ1 ,
escala 9016.20ˆ1 , localidad 5643.22ˆ
2 y escala 1908.10ˆ
2 .
Como se puede apreciar de los resultados anteriores el mejor ajuste se obtiene con la distribución
de la mezcla gamma-normal, ver la figura 4.7.

Capítulo 4
77
Figura 4.7 Histograma y Distribuciones ajustadas de ventas de BUJE W1 PILOTO 7/16 (006-006-0111).
4.- Comportamiento de las ventas de BUJE Y2 PILOTO 1 5/16(006-006-0332)
Para determinar el comportamiento de los productos A seguimos los pasos para la obtención del mejor
modelo.
Distribución exponencial:
xxf exp
1);( , AIC 784.5584 y ̂ 4.51859
Distribución Gamma:
xx
xf exp)(
),;(
1
, AIC 786.5539 parámetro de forma
0.9929992ˆ y de escala 4.55035ˆ .
Distribución Log-normal:
2
2
2
))(ln(exp
2
1),;(
x
x
xf , AIC 839.4519,
parámetro de localidad 0.9265091ˆ y de escala 1.3938481ˆ .
Distribución de la mezcla gamma-normal
2
21
2
)(exp
2
1)1(exp
)(),,,,;(
x
pxx
ppxf .
AIC 722.5633, parámetros: proporción de la mezcla 0.80295273ˆ p , forma 40.9749ˆ ,
escala 4.81825ˆ , localidad 0041.4ˆ y escala 01649.0ˆ .
Como se puede apreciar de los resultados anteriores el mejor ajuste se obtiene con la distribución
de la mezcla gamma-normal, ver la figura 4.8.

Propuesta de Optimización de la producción
78
Figura 4.8 Histograma y Distribuciones ajustadas de ventas de BUJE Y2 PILOTO 1 5/16(006-006-0332).
A continuación se presentan los histogramas de las ventas reales de los 21 productos restantes
las cuales se usarán para identificar el tipo de distribución de probabilidad:
91
4027
15 113 2 1 2 1
0
20
40
60
80
100 006-006-0001112
4125
6 4 3 0 0 2 00
50
100
150 006-006-0014
159
218 3 1 0 0 0 1 0
0
50
100
150
200006-006-0056 91
46
19 159 5 3 2 3 0
0
20
40
60
80
100 006-006-0077
99
50
2211 7
1 2 0 1 00
20
40
60
80
100
120006-006-0287 134
22 166 5 2 4 2 2 0
0
50
100
150006-006-0502

Capítulo 4
79
102
47
259 4 3 1 1 0 1
0
50
100
150006-006-0516 165
19 6 2 0 0 0 0 1 00
100
200006-006-0517
129
41
11 7 0 1 1 1 2 00
50
100
150006-006-0518
130
35
12 91 1 2 2 0 1
0
50
100
150
006-006-1506
138
2611 9 2 3 1 1 2 0
0
50
100
150006-006-1560
61
42
3124
167 6 3 3 0
0
20
40
60 006-006-0035
77 70
28
83 3 3 0 1 0
0
20
40
60
80 006-006-021554
37 36
2216
11 9 62 0
0
20
40
60
006-006-0251
146
5 7 10 5 4 6 5 5 00
40
80
120
160006-006-4206
150
217 8 10 3 1 1 1 0
0
40
80
120
160 006-006-4211

Propuesta de Optimización de la producción
80
Figura 4.9 Histogramas de la distribución de ventas de los 21 productos restantes de la clase A
En la tabla 4.7 se presenta un resumen de los modelos que mejor ajustaron las observaciones de
cada uno de los 25 productos de la clase A. En la tabla se muestran los valores de los estimadores de
los parámetros de cada modelo.
151
215 10 9 3 1 1 1 0
0
40
80
120
160 006-006-4212169
6 7 5 1 1 0 1 3 00
40
80
120
160 006-006-4213
120
2 5
38
10 5 9 2 2 00
50
100
150006-006-4218
123
1 3
39
8 5 8 3 3 00
50
100
150006-006-4219
131
817 14
7 8 3 4 1 00
30
60
90
120 006-006-4274

Capítulo 4
81
No. SKU Modelo ajustado Estimadores de los Parámetros
1 006-006-0001 Gamma 0.6188ˆ , 9.1545ˆ
2 006-006-0014 Gamma 0.6315ˆ 7.1306ˆ
3 006-006-0035 Gamma 1.2023ˆ , 30.5549ˆ
4 006-006-0056 Lognormal 0.2860ˆ y 2.0712ˆ
5 006-006-0077 Gamma 0.7355ˆ , 15.50807ˆ
6 006-006-0111 Mezcla gamma-normal 0.6470ˆ p 8.5953ˆ , 6.3896ˆ 19.8125ˆ y 10.7736ˆ
7 006-006-0145 Gamma 1.2646ˆ y 12.8388ˆ
8 006-006-0215 Gamma .α 24011ˆ y 16.0454ˆ
9 006-006-0251 Mezcla gamma-normal 0.9363ˆ p 1.0010ˆ , 6.6647ˆ , 1.9770ˆ y 0.01986ˆ
10 006-006-0287 Mezcla gamma-normal 0.8937ˆ p 1.3345ˆ , 5.8360ˆ , 0.1320ˆ y 0.0375ˆ
11 006-006-0332 Mezcla gamma-normal 0.8030ˆ p 40.9749ˆ , 4.8183ˆ , 0041.4ˆ y 0165.0ˆ
12 006-006-0497 Mezcla gamma-normal 0.3490ˆ p 12.6041ˆ 0078.0ˆ , 2288.5ˆ y 7443.4ˆ
13 006-006-0502 Mezcla gamma-normal 0.5012ˆ p 8.1979ˆ , 0.0134ˆ , 6.1891ˆ y 4.1508ˆ
14 006-006-0516 Gamma 0.6512ˆ , 3.3790ˆ
15 006-006-0517 Lognormal 43930ˆ . y 1.6667ˆ
16 006-006-0518 Lognormal .18530ˆ y 1.6937ˆ
17 006-006-1506 Mezcla gamma-normal 0.3477ˆ p 80.6343ˆ , 0.0012ˆ , 19.5674ˆ y 15.1906ˆ
18 006-006-1560 Lognormal 0.2506ˆ y 2.3072ˆ
19 006-006-4206 Lognormal 46710ˆ . y 3.2182ˆ
20 006-006-4211 Mezcla gamma-normal 0.7588ˆ p 0000.1ˆ , 0.0949ˆ , 8362.42ˆ y 0164.71ˆ
21 006-006-4212 Mezcla gamma-normal 0.74646ˆ p 0000.1ˆ , 0.0995ˆ , 7685.24ˆ y 3575.02ˆ
22 006-006-4213 Mezcla gamma-normal 0.3344ˆ p 46.0546ˆ , 0.0023ˆ , 13.8744ˆ y 16.2841ˆ
23 006-006-4218 Mezcla gamma-normal 0.7417ˆ p 1.0000ˆ , 0.1049ˆ , 3734.23ˆ y 5590.01ˆ
24 006-006-4219 Mezcla gamma-normal 0.7268ˆ p 0000.1ˆ , 0.1082ˆ , 9042.42ˆ y 9.9283ˆ
25 006-006-4274 Mezcla gamma-normal 0.7023ˆ p 0000.1ˆ , 0.0969ˆ , 8106.188ˆ y 4176.051ˆ
Tabla 4.7 Resumen de la distribución de ventas de los 25 artículos de la clase A. Fuente: Elaboración propia.
Etapa 4. Modelo de pronósticos de ventas de los productos seleccionados
En esta sección se desarrolla paso a paso el procedimiento que se utilizó para pronosticar las ventas
semanales. De los métodos expuestos en los capítulos previos y analizando la serie de tiempo de las
ventas, vemos que tienen la parte de tendencia y estacional, por lo que se decide utilizar el método Holt-
Winters. Debido a que la investigación contempla 25 productos, se ejemplificará este método con el
producto 006-006-0497 correspondiente a la Polea 3.6 DP 2AB V1, ventas en la tabla 4.8. Para los
restantes 24 productos se proporcionará un resumen de los cálculos.

Propuesta de Optimización de la producción
82
Pdo Año Sem Venta Pdo Año Sem Venta Pdo Año Sem Venta Pdo Año Sem Venta
Pdo Año Sem Venta Pdo Año Sem Venta Pdo Año Sem Venta
1 2010 31 4 31 9 0 61 39 0 91 17 1 121 47 2 151 25 1 181 3 2
2 32 1 32 10 0 62 40 0 92 18 1 122 48 4 152 26 4 182 4 0
3 33 5 33 11 0 63 41 0 93 19 0 123 49 0 153 27 1 183 5 14
4 34 9 34 12 0 64 42 2 94 20 3 124 50 2 154 28 3 184 6 0
5 35 2 35 13 6 65 43 2 95 21 0 125 51 2 155 29 6 185 7 0
6 36 1 36 14 0 66 44 9 96 22 6 126 52 0 156 30 3 186 8 7
7 37 9 37 15 16 67 45 0 97 23 7 127 2013 1 0 157 31 0 187 9 1
8 38 6 38 16 0 68 46 0 98 24 1 128 2 1 158 32 18 188 10 1
9 39 1 39 17 0 69 47 8 99 25 0 129 3 3 159 33 4 189 11 7
10 40 7 40 18 8 70 48 12 100 26 6 130 4 2 160 34 11 190 12 0
11 41 0 41 19 2 71 49 0 101 27 1 131 5 15 161 35 0 191 13 0
12 42 3 42 20 0 72 50 10 102 28 4 132 6 0 162 36 0 192 14 6
13 43 0 43 21 0 73 51 0 103 29 2 133 7 1 163 37 0 193 15 18
14 44 0 44 22 16 74 52 3 104 30 0 134 8 12 164 38 0
15 45 0 45 23 0 75 2012 1 1 105 31 10 135 9 13 165 39 4
16 46 6 46 24 2 76 2 0 106 32 10 136 10 4 166 40 3
17 47 1 47 25 0 77 3 1 107 33 0 137 11 0 167 41 5
18 48 8 48 26 11 78 4 5 108 34 10 138 12 2 168 42 10
19 49 0 49 27 1 79 5 18 109 35 1 139 13 0 169 43 0
20 50 9 50 28 9 80 6 0 110 36 0 140 14 3 170 44 1
21 51 6 51 29 2 81 7 1 111 37 8 141 15 7 171 45 8
22 52 0 52 30 0 82 8 0 112 38 0 142 16 0 172 46 3
23 2011 1 0 53 31 4 83 9 9 113 39 5 143 17 12 173 47 4
24 2 5 54 32 0 84 10 0 114 40 0 144 18 4 174 48 5
25 3 0 55 33 0 85 11 2 115 41 4 145 19 0 175 49 5
26 4 0 56 34 9 86 12 0 116 42 0 146 20 7 176 50 1
27 5 4 57 35 12 87 13 2 117 43 2 147 21 6 177 51 11
28 6 10 58 36 4 88 14 0 118 44 0 148 22 10 178 52 0
29 7 0 59 37 0 89 15 10 119 45 15 149 23 6 179 2014 1 0
30 8 9 60 38 0 90 16 0 120 46 20 150 24 14 180 2 13
Tabla 4.8 Concentrado de las ventas reales del producto 006-006-0497
Fuente: Elaboración propia

Capítulo 4
83
Método Holt-Winters
Paso 1. Cálculo de Índices Iníciales
Como primer paso se deben estimar los valores iníciales para la observación suavizada 𝑆𝑡−1, tendencia
suavizada 𝑏𝑡−1 e índice estacional suavizado 𝑙, considerando un valor 𝐿 de 52 semanas (número de
periodos que componen una temporada completa, un año). Se requiere al menos una temporada
completa de observaciones para determinar los valores iníciales de los índices estacionales 𝑙𝑡−𝐿 . En
primera instancia se debe calcular el promedio anual de cada una de las tres temporadas con (2.33):
𝐴𝑝 = 1
52∑ 𝑦𝑖
52
𝑖=1
, 𝑝 = 1, 2 y 3.
El cálculo del promedio de la primera temporada 𝐿 = 52, indica el valor inicial 𝑆𝑡−1 que es 3.442,
y se muestra en la tabla 4.9. Inmediatamente se debe dividir cada observación entre el promedio anual
de su respectiva temporada:
𝑦𝐴1𝑖=
𝑦𝑖
𝐴1 , 𝑦𝐴2𝑖
= 𝑦𝑖
𝐴2 y 𝑦𝐴3𝑖
= 𝑦𝑖
𝐴3 , para 𝑖 = 1, 2, … , 156.
Pdo Venta 𝒚𝑨𝟏𝒊 Pdo Venta 𝒚𝑨𝟏𝒊
Pdo Venta 𝒚𝑨𝟐𝒊 Pdo Venta 𝒚𝑨𝟐𝒊
Pdo Venta 𝒚𝑨𝟑𝒊 Pdo Venta 𝒚𝑨𝟑𝒊
1 4 1.162 27 4 1.162 53 4 1.333 79 18 6.000 105 10 2.213 131 15 3.319
2 1 0.291 28 10 2.905 54 0 0.000 80 0 0.000 106 10 2.213 132 0 0.000
3 5 1.453 29 0 0.000 55 0 0.000 81 1 0.333 107 0 0.000 133 1 0.221
4 9 2.615 30 9 2.615 56 9 3.000 82 0 0.000 108 10 2.213 134 12 2.655
5 2 0.581 31 0 0.000 57 12 4.000 83 9 3.000 109 1 0.221 135 13 2.877
6 1 0.291 32 0 0.000 58 4 1.333 84 0 0.000 110 0 0.000 136 4 0.885
7 9 2.615 33 0 0.000 59 0 0.000 85 2 0.667 111 8 1.770 137 0 0.000
8 6 1.743 34 0 0.000 60 0 0.000 86 0 0.000 112 0 0.000 138 2 0.443
9 1 0.291 35 6 1.743 61 0 0.000 87 2 0.667 113 5 1.106 139 0 0.000
10 7 2.034 36 0 0.000 62 0 0.000 88 0 0.000 114 0 0.000 140 3 0.664
11 0 0.000 37 16 4.648 63 0 0.000 89 10 3.333 115 4 0.885 141 7 1.549
12 3 0.872 38 0 0.000 64 2 0.667 90 0 0.000 116 0 0.000 142 0 0.000
13 0 0.000 39 0 0.000 65 2 0.667 91 1 0.333 117 2 0.443 143 12 2.655
14 0 0.000 40 8 2.324 66 9 3.000 92 1 0.333 118 0 0.000 144 4 0.885
15 0 0.000 41 2 0.581 67 0 0.000 93 0 0.000 119 15 3.319 145 0 0.000
16 6 1.743 42 0 0.000 68 0 0.000 94 3 1.000 120 20 4.426 146 7 1.549
17 1 0.291 43 0 0.000 69 8 2.667 95 0 0.000 121 2 0.443 147 6 1.328
18 8 2.324 44 16 4.648 70 12 4.000 96 6 2.000 122 4 0.885 148 10 2.213
19 0 0.000 45 0 0.000 71 0 0.000 97 7 2.333 123 0 0.000 149 6 1.328
20 9 2.615 46 2 0.581 72 10 3.333 98 1 0.333 124 2 0.443 150 14 3.098
21 6 1.743 47 0 0.000 73 0 0.000 99 0 0.000 125 2 0.443 151 1 0.221
22 0 0.000 48 11 3.196 74 3 1.000 100 6 2.000 126 0 0.000 152 4 0.885
23 0 0.000 49 1 0.291 75 1 0.333 101 1 0.333 127 0 0.000 153 1 0.221
24 5 1.453 50 9 2.615 76 0 0.000 102 4 1.333 128 1 0.221 154 3 0.664
25 0 0.000 51 2 0.581 77 1 0.333 103 2 0.667 129 3 0.664 155 6 1.328
26 0 0.000 52 0 0.000 78 5 1.667 104 0 0.000 130 2 0.443 156 3 0.664
Promedio temporada A1 3.442 Promedio temporada A2 3.000 Promedio temporada A3 4.519
Tabla 4.9 Valores para calcular índices estacionales.

Propuesta de Optimización de la producción
84
Fuente: Elaboración propia.
Se debe asegurar que los coeficientes de una temporada sumen 52, en este trabajo con los datos
se tienen tres temporadas completas. Para el caso de la cuarta temporada, se tiene 37 semanas, mismas
que se dejan para hacer el pronóstico con el modelo propuesto.
Una vez teniendo los coeficientes de cada observación, se calculan los índices estacionales
correspondientes de cada observación mediante las siguientes fórmulas (este cálculo se expresará en la
primera temporada 𝐿 = 52 semanas):
𝐼1 = (𝑦1 𝐴1⁄ + 𝑦53 𝐴2⁄ + 𝑦105 𝐴3⁄ )
3
⋮
𝐼52 = (𝑦52 𝐴1⁄ + 𝑦104 𝐴2⁄ + 𝑦156 𝐴3⁄ )
3
Pdo Venta 𝒚𝑨𝟏 Índice l Pdo Venta 𝒚𝑨𝟏
Índice l
1 4 1.162 1.569 27 4 1.162 3.494
2 1 0.291 0.834 28 10 2.905 0.968
3 5 1.453 0.484 29 0 0.000 0.185
4 9 2.615 2.609 30 9 2.615 1.757
5 2 0.581 1.601 31 0 0.000 1.959
6 1 0.291 0.541 32 0 0.000 0.295
7 9 2.615 1.462 33 0 0.000 0.222
8 6 1.743 0.581 34 0 0.000 0.148
9 1 0.291 0.466 35 6 1.743 0.803
10 7 2.034 0.678 36 0 0.000 0.221
11 0 0.000 0.295 37 16 4.648 3.177
12 3 0.872 0.513 38 0 0.000 0.000
13 0 0.000 0.370 39 0 0.000 0.996
14 0 0.000 1.000 40 8 2.324 1.181
15 0 0.000 1.106 41 2 0.581 0.194
16 6 1.743 2.056 42 0 0.000 0.850
17 1 0.291 1.133 43 0 0.000 0.443
18 8 2.324 2.403 44 16 4.648 2.954
19 0 0.000 0.000 45 0 0.000 1.220
20 9 2.615 2.130 46 2 0.581 1.337
21 6 1.743 0.729 47 0 0.000 0.074
22 0 0.000 0.333 48 11 3.196 2.027
23 0 0.000 0.111 49 1 0.291 0.282
24 5 1.453 0.558 50 9 2.615 1.537
25 0 0.000 0.332 51 2 0.581 0.858
26 0 0.000 0.703 52 0 0.000 0.221
Tabla 4.10 Índices estacionales de la primera temporada 𝐿 = 52
Fuente: Elaboración propia
Para la estimación inicial de la tendencia 𝑏𝑡−1, se sugiere usar dos temporadas completas y
aplicando la siguiente fórmula para calcular dicho valor:

Capítulo 4
85
𝑏𝑡 = 1
𝐿(
𝑦𝐿+1 − 𝑦1
𝐿+
𝑦𝐿+2 − 𝑦2
𝐿+ ⋯ +
𝑦𝐿+𝐿 − 𝑦𝐿
𝐿).
Pdo Venta 𝒚𝑨𝟏 Índice l bt-1 Inicial Pdo Venta 𝒚𝑨𝟏
Índice l bt-1 Inicial
1 4 1.162 1.569 0.000 27 4 1.162 3.494 0.269
2 1 0.291 0.834 -0.019 28 10 2.905 0.968 -0.192
3 5 1.453 0.484 -0.096 29 0 0.000 0.185 0.019
4 9 2.615 2.609 0.000 30 9 2.615 1.757 -0.173
5 2 0.581 1.601 0.192 31 0 0.000 1.959 0.173
6 1 0.291 0.541 0.058 32 0 0.000 0.295 0.000
7 9 2.615 1.462 -0.173 33 0 0.000 0.222 0.038
8 6 1.743 0.581 -0.115 34 0 0.000 0.148 0.000
9 1 0.291 0.466 -0.019 35 6 1.743 0.803 -0.077
10 7 2.034 0.678 -0.135 36 0 0.000 0.221 0.000
11 0 0.000 0.295 0.000 37 16 4.648 3.177 -0.115
12 3 0.872 0.513 -0.019 38 0 0.000 0.000 0.000
13 0 0.000 0.370 0.038 39 0 0.000 0.996 0.019
14 0 0.000 1.000 0.173 40 8 2.324 1.181 -0.135
15 0 0.000 1.106 0.000 41 2 0.581 0.194 -0.038
16 6 1.743 2.056 -0.115 42 0 0.000 0.850 0.058
17 1 0.291 1.133 0.135 43 0 0.000 0.443 0.000
18 8 2.324 2.403 0.077 44 16 4.648 2.954 -0.192
19 0 0.000 0.000 0.000 45 0 0.000 1.220 0.135
20 9 2.615 2.130 0.019 46 2 0.581 1.337 -0.019
21 6 1.743 0.729 -0.115 47 0 0.000 0.074 0.000
22 0 0.000 0.333 0.058 48 11 3.196 2.027 -0.096
23 0 0.000 0.111 0.019 49 1 0.291 0.282 0.000
24 5 1.453 0.558 -0.096 50 9 2.615 1.537 -0.096
25 0 0.000 0.332 0.019 51 2 0.581 0.858 0.000
26 0 0.000 0.703 0.096 52 0 0.000 0.221 0.000
𝑏𝑡−1 Inicial -0.008506
Tabla 4.11 Valor inicial de 𝑏𝑡−1. Fuente: Elaboración propia
Por lo tanto el valor inicial 𝑏𝑡−1 = −0.008506.
Cálculo de los índices por periodo
A continuación se determinan las ponderaciones de los valores de los parámetros de
desestacionalización, tendencia y estacionalidad, 𝛼 = 𝛽 = 𝛾 = 0.5, respectivamente. Calcular los
valores 𝑆𝑡, 𝑏𝑡 y 𝐼𝑡 para cada periodo t. A modo de ejemplificar se muestran los cálculos de los valores
𝑆𝑡 , 𝑏𝑡 y 𝐼𝑡 correspondientes al periodo 𝑡 = 53 y el resto de los resultados obtenidos se pueden
observar en la tabla 4.12
1. Valor suavizado de la serie 𝑆𝑡
𝑆𝑡 = 𝛼𝑦𝑡
𝑙𝑡−𝐿+ (1 − 𝛼)(𝑆𝑡−1 + 𝑏𝑡−1)

Propuesta de Optimización de la producción
86
𝑆53 = 0.5𝑦53
𝑙53−52+ (1 − 0.5)(𝑆53−1 + 𝑏53−1)
𝑆53 = 0.54
1.569+ (1 − 0.5)(3.442 + (−0.008506))
𝑆53 = 2.991
2. Valor suavizado de la tendencia 𝑏𝑡 :
𝑏𝑡 = 𝛽(𝑆𝑡 − 𝑆𝑡−1) + (1 − 𝛽)𝑏𝑡−1
𝑏53 = 0.5(𝑆53 − 𝑆53−1) + (1 − 0.5)𝑏53−1
𝑏53 = 0.5(2.991 − 3.442) + (1 − 0.5)(−0.008506)
𝑏53 = −0.2298
3. Valor suavizado del índice estacional 𝐼𝑡 :
𝑙𝑡 = 𝛾𝑦𝑡
𝑆𝑡+ (1 − 𝛾)𝑙𝑡−𝐿
𝑙53 = 0.5𝑦53
𝑆53+ (1 – 0.5)𝑙53−52
𝑙53 = 0.54
2.991+ (1 – 0.5)1.569
𝑙53 = 1.453
Paso 3. Cálculo del Pronóstico 𝒚 ̂ y Error
El siguiente paso es calcular el Pronóstico �̂� para cada periodo de las siguientes dos temporadas, esto
resultado se obtiene con la siguiente fórmula:
�̂�𝑡+𝑚 = (𝑆𝑡 + 𝑚𝑏𝑡)𝑙𝑡−𝐿+𝑚
Para el valor m en las dos temporadas tendrá el valor de uno, por tanto el resultado para el periodo
𝑡 = 53 es el siguiente:
�̂�52+1 = (𝑆52 + 1𝑏52)𝑙52−52+1
�̂�53 = (𝑆52 + 1𝑏52)𝑙1
�̂�53 = (3.442 + 1 ∗ (−0.008506))1.550
�̂�53 = 5.32
Posteriormente se deberá calcular los errores de los pronósticos (la diferencia de las ventas
reales y las ventas pronosticadas). Una forma común de medir la exactitud del método Holt-Winters se
usa el promedio de los errores de pronóstico, conocido como desviación absoluta media (por sus
abreviaturas en ingles MAD). Debido a que los errores grandes de pronóstico son más graves que los
pequeños, otra medida popular para evaluar la precisión de un método de pronósticos es el promedio de
los cuadrados de los errores, conocido como error cuadrático promedio (por su abreviatura en inglés
MSE). El MAD y MSE se usarán para analizar qué método de pronóstico deberá usar la empresa de
estudio.

Capítulo 4
87
La desviación absoluta media se obtiene con la siguiente fórmula
𝑀𝐴𝐷 = 1
𝑛∑|𝑦𝑡 − �̂�𝑡|
𝑛
𝑖=1
𝑀𝐴𝐷 = 6.85
El error cuadrático promedio se obtiene de la siguiente fórmula
𝑀𝑆𝐸 = 1
𝑛∑(𝑦𝑡 − �̂�𝑡)2
𝑛
𝑖=1
𝑀𝑆𝐸 = 203.31
La ventaja de elevar al cuadrado los errores de pronóstico, es que incrementa el peso de los
errores grandes con relación al peso dado a los errores pequeños. Se espera que los errores pequeños
sucedan incluso en los mejores métodos de pronósticos, y puesto que estos errores no tienen
consecuencias serias, es deseable reducir su peso. Los errores grandes en un pronóstico son los que
tienen serias consecuencias. Por lo tanto, es bueno penalizar con severidad un método de pronósticos
que permita errores grandes de pronósticos ocasionales, al mismo tiempo que se premie a otro método
que mantenga de manera constante a los errores razonablemente pequeños. La comparación de estos
dos métodos puede resultar que el primero de ellos reciba el mayor valor de MSE, incluso cuando tenga
menor valor de MAD. Así, MSE proporciona un complemento útil para el MAD al aportar información
adicional sobre la consistencia de un método de pronóstico para evitar errores grandes, que son serios.
Sin embargo, la desventaja del MSE en comparación con MAD es que es más difícil interpretar el
significado de su valor para un método individual de pronóstico (Hiller, 2008).
En esta investigación se enfocará más la atención en los valores de MAD para la minimización
del error. En la tabla 4.12 se muestran los cálculos para el valor del MAD y MSE del producto 006-006-
0497 para los valores 𝛼 = 𝛽 = 𝛾 = 0.5
Pdo. Venta real
Valor Suavizado
𝑆𝑡
Tendencia
suavizada 𝑏𝑡
Factor de
Estacionalidad 𝑙𝑡
Pronóstico
�̂�𝑡
Error Absoluto At
52 0 3.442 -0.00851 0.221
53 4 2.991 -0.230 1.453 5.389 1.389
54 0 1.381 -0.920 0.417 2.304 2.304
55 0 0.230 -1.035 0.242 0.223 0.223
56 9 1.322 0.028 4.708 -2.100 11.100
57 12 4.423 1.565 2.157 2.162 9.838
58 4 6.689 1.915 0.570 3.241 0.759
59 0 4.302 -0.236 0.731 12.576 12.576
60 0 2.033 -1.252 0.291 2.363 2.363
61 0 0.390 -1.448 0.233 0.364 0.364
62 0 -0.529 -1.183 0.339 -0.717 0.717
63 0 -0.856 -0.755 0.148 -0.505 0.505
64 2 1.145 0.623 1.130 -0.826 2.826
65 2 3.588 1.533 0.464 0.653 1.347
66 9 7.061 2.503 1.137 5.121 3.879

Propuesta de Optimización de la producción
88
Pdo. Real 𝑺𝒕 𝒃𝒕 𝒍𝒕 �̂�𝒕 At Pdo. Real 𝑺𝒕 𝒃𝒕 𝒍𝒕 �̂�𝒕 At
67 0 4.782 0.112 0.553 10.581 10.581 113 5 11.738 4.388 0.329 0.465 4.535
68 0 2.447 -1.112 1.028 10.062 10.062 114 0 8.063 0.356 0.169 5.465 5.465
69 8 4.197 0.320 1.520 1.513 6.487 115 4 17.767 5.030 0.186 1.242 2.758
70 12 4.755 0.439 2.463 10.854 1.146 116 0 11.399 -0.669 0.565 25.760 25.760
71 0 3.097 -0.610 0.000 0.000 0.000 117 2 7.522 -2.273 0.365 4.974 2.974
72 10 3.591 -0.058 2.457 5.298 4.702 118 0 2.625 -3.585 0.569 5.970 5.970
73 0 1.766 -0.941 0.364 2.574 2.574 119 15 13.077 3.434 0.850 -0.531 15.531
74 3 4.913 1.102 0.472 0.275 2.725 120 20 17.982 4.169 1.070 16.975 3.025
75 1 7.508 1.849 0.122 0.668 0.332 121 2 11.734 -1.040 0.845 33.662 31.662
76 0 4.678 -0.490 0.279 5.220 5.220 122 4 6.159 -3.307 1.556 26.343 22.343
77 1 3.598 -0.785 0.305 1.392 0.392 123 0 1.926 -3.770 0.000 0.000 0.000
78 5 4.962 0.289 0.855 1.978 3.022 124 2 -0.515 -3.106 0.712 -4.532 6.532
79 18 5.202 0.265 3.477 18.348 0.348 125 2 0.935 -0.828 1.252 -1.319 3.319
80 0 2.733 -1.102 0.484 5.293 5.293 126 0 0.054 -0.855 0.236 0.051 0.051
81 1 3.520 -0.158 0.234 0.302 0.698 127 0 -0.401 -0.654 0.061 -0.098 0.098
82 0 1.681 -0.998 0.878 5.907 5.907 128 1 1.265 0.506 0.535 -0.294 1.294
83 9 2.639 -0.020 2.685 1.338 7.662 129 3 5.801 2.521 0.411 0.540 2.460
84 0 1.309 -0.675 0.148 0.773 0.773 130 2 5.330 1.025 0.615 7.118 5.118
85 2 4.817 1.416 0.319 0.141 1.859 131 15 5.334 0.515 3.144 22.096 7.096
86 0 3.117 -0.142 0.074 0.920 0.920 132 0 2.925 -0.948 0.242 2.832 2.832
87 2 2.732 -0.263 0.768 2.389 0.389 133 1 3.121 -0.376 0.277 0.464 0.536
88 0 1.235 -0.880 0.111 0.546 0.546 134 12 8.204 2.354 1.171 2.411 9.589
89 10 1.751 -0.182 4.444 1.125 8.875 135 13 7.700 0.925 2.187 28.345 15.345
90 0 1.284 -0.324 0.000 0.000 0.000 136 4 17.870 5.547 0.186 1.272 2.728
91 1 0.982 -0.313 1.007 0.957 0.043 137 0 11.709 -0.307 0.159 7.463 7.463
92 1 0.758 -0.269 1.250 0.790 0.210 138 2 19.259 3.621 0.089 0.841 1.159
93 0 0.244 -0.391 0.097 0.095 0.095 139 0 11.440 -2.099 0.384 17.563 17.563
94 3 1.692 0.528 1.311 -0.125 3.125 140 3 18.228 2.345 0.138 1.034 1.966
95 0 1.110 -0.027 0.221 0.983 0.983 141 7 11.074 -2.405 2.538 91.426 84.426
96 6 1.557 0.210 3.403 3.200 2.800 142 0 4.835 -4.322 0.000 0.000 0.000
97 7 3.752 1.202 1.543 2.157 4.843 143 12 6.213 -1.472 1.469 0.517 11.483
98 1 2.851 0.151 0.844 6.626 5.626 144 4 3.970 -1.857 1.129 5.928 1.928
99 0 1.501 -0.600 0.037 0.221 0.221 145 0 1.056 -2.386 0.048 0.205 0.205
100 6 1.931 -0.085 2.567 1.826 4.174 146 7 2.005 -0.719 2.402 -1.743 8.743
101 1 2.698 0.341 0.326 0.520 0.480 147 6 14.201 5.739 0.322 0.285 5.715
102 4 2.820 0.232 1.478 4.671 0.671 148 10 11.439 1.488 2.139 67.855 57.855
103 2 2.691 0.051 0.801 2.620 0.620 149 6 8.408 -0.771 1.128 19.947 13.947
104 0 1.371 -0.634 0.111 0.607 0.607 150 14 12.111 1.466 1.000 6.446 7.554
105 10 3.809 0.902 2.039 1.071 8.929 151 1 20.346 4.851 0.043 0.501 0.499
106 10 14.340 5.716 0.557 1.965 8.035 152 4 13.378 -1.059 1.433 64.688 60.688
107 0 10.028 0.702 0.121 4.855 4.855 153 1 7.692 -3.372 0.228 4.018 3.018
108 10 6.427 -1.449 3.132 50.516 40.516 154 3 3.175 -3.945 1.211 6.383 3.383
109 1 2.721 -2.578 1.262 10.736 9.736 155 6 3.361 -1.879 1.293 -0.616 6.616
110 0 0.071 -2.614 0.285 0.081 0.081 156 3 14.299 4.529 0.160 0.164 2.836
111 8 4.202 0.759 1.317 -1.858 9.858 MAD 6.85
112 0 2.481 -0.482 0.145 1.441 1.441 MSE 203.31
Tabla 4.12 Pronóstico y error de pronóstico del producto 006-006-0497.
Fuente: Elaboración propia

Capítulo 4
89
Paso 4. Minimización del error
En este paso se deben determinar los valores de las ponderaciones del valor suavizado, tendencia
suavizada e índice estacional para la minimización del error MSE. Para obtener estos valores se usará
Solver de Excel-Microsoft, su configuración no adopta un modelo lineal pero si adopta la restricción de no
negativos. Los valores de las ponderaciones 𝛼,𝛽 y 𝛾 del producto 006-006-0497 (Polea 3.6 DP 2AB
V1) que minimizan el MSE se muestran en la tabla 4.13. Estos valores se calcularon con el paquete
solver.
Ponderaciones
𝛼 = 0.019933870
𝛽 = 0
𝛾 = 0
Tabla 4.13 Valores de las ponderaciones
Fuente: Elaboración propia
Otra forma de calcular o aproximar los valores de los parámetros 𝛼, 𝛽 y 𝛾 que minimicen el
MAD o el MSE se puede obtener simulando valores de estos parámetros y buscando la combinación de
ellos que minimizan el MAD o el MSE. Esta búsqueda debe ser exhaustiva y se realiza programando en
el proyecto R una función que realice los cálculos para determinar el óptimo.
Realizando los cálculos generando valores aleatorios para los parámetros tenemos una
combinación de valores que aproximan al valor óptimo, y se muestran en la tabla 4.14
Ponderaciones
𝛼 = 0.018745040000
𝛽 = 0.000001870378
𝛾 = 0.000002608714
Tabla 4.14 Valores de las ponderaciones generando combinaciones aleatorias
Fuente: Elaboración propia
Después de obtener el programa para realizar los cálculos este método de búsqueda es muy
sencillo de implementar y siempre nos conduce a una combinación de valores que aproxima el valor
óptimo y con frecuencia se pueden obtener mejores aproximaciones que con el paquete solver del
programa de Excel
Los nuevos resultados obtenidos con estos valores que optimizan el MAD y el MSE para 𝛼, 𝛽 y
𝛾 se resumen en la tabla 4.15 (se utilizaron los valores de la tabla 4.13)

Propuesta de Optimización de la producción
90
Pdo. Real 𝑺𝒕 𝒃𝒕 𝒍𝒕 �̂�𝒕 At Pdo. Real 𝑺𝒕 𝒃𝒕 𝒍𝒕 �̂�𝒕 At
52 0 3.442 -0.00851 0.221 105 10 2.686 -0.00851 1.569 4.098 5.902 53 4 3.416 -0.00851 1.569 5.389 1.389 106 10 2.863 -0.00851 0.834 2.234 7.766 54 0 3.340 -0.00851 0.834 2.843 2.843 107 0 2.798 -0.00851 0.484 1.382 1.382 55 0 3.265 -0.00851 0.484 1.613 1.613 108 10 2.810 -0.00851 2.609 7.277 2.723 56 9 3.260 -0.00851 2.609 8.496 0.504 109 1 2.758 -0.00851 1.601 4.484 3.484 57 12 3.336 -0.00851 1.601 5.205 6.795 110 0 2.695 -0.00851 0.541 1.488 1.488 58 4 3.409 -0.00851 0.541 1.801 2.199 111 8 2.742 -0.00851 1.462 3.926 4.074 59 0 3.332 -0.00851 1.462 4.970 4.970 112 0 2.679 -0.00851 0.581 1.588 1.588 60 0 3.258 -0.00851 0.581 1.931 1.931 113 5 2.831 -0.00851 0.466 1.243 3.757 61 0 3.184 -0.00851 0.466 1.513 1.513 114 0 2.766 -0.00851 0.678 1.913 1.913 62 0 3.113 -0.00851 0.678 2.153 2.153 115 4 2.973 -0.00851 0.295 0.814 3.186 63 0 3.042 -0.00851 0.295 0.916 0.916 116 0 2.905 -0.00851 0.513 1.520 1.520 64 2 3.051 -0.00851 0.513 1.555 0.445 117 2 2.947 -0.00851 0.370 1.071 0.929 65 2 3.090 -0.00851 0.370 1.125 0.875 118 0 2.880 -0.00851 1.000 2.939 2.939 66 9 3.199 -0.00851 1.000 3.081 5.919 119 15 3.084 -0.00851 1.106 3.177 11.823 67 0 3.127 -0.00851 1.106 3.530 3.530 120 20 3.209 -0.00851 2.056 6.325 13.675 68 0 3.056 -0.00851 2.056 6.412 6.412 121 2 3.171 -0.00851 1.133 3.626 1.626 69 8 3.128 -0.00851 1.133 3.454 4.546 122 4 3.133 -0.00851 2.403 7.601 3.601 70 12 3.157 -0.00851 2.403 7.496 4.504 123 0 3.082 -0.00851 0.000 0.000 0.000 71 0 3.105 -0.00851 0.000 0.000 0.000 124 2 3.031 -0.00851 2.130 6.547 4.547 72 10 3.129 -0.00851 2.130 6.597 3.403 125 2 3.017 -0.00851 0.729 2.202 0.202 73 0 3.058 -0.00851 0.729 2.273 2.273 126 0 2.949 -0.00851 0.333 1.003 1.003 74 3 3.168 -0.00851 0.333 1.016 1.984 127 0 2.881 -0.00851 0.111 0.327 0.327 75 1 3.276 -0.00851 0.111 0.351 0.649 128 1 2.851 -0.00851 0.558 1.603 0.603 76 0 3.202 -0.00851 0.558 1.823 1.823 129 3 2.966 -0.00851 0.332 0.945 2.055 77 1 3.190 -0.00851 0.332 1.062 0.062 130 2 2.955 -0.00851 0.703 2.079 0.079 78 5 3.260 -0.00851 0.703 2.237 2.763 131 15 2.974 -0.00851 3.494 10.296 4.704 79 18 3.289 -0.00851 3.494 11.360 6.640 132 0 2.906 -0.00851 0.968 2.871 2.871 80 0 3.215 -0.00851 0.968 3.177 3.177 133 1 2.948 -0.00851 0.185 0.536 0.464 81 1 3.251 -0.00851 0.185 0.593 0.407 134 12 3.017 -0.00851 1.757 5.163 6.837 82 0 3.178 -0.00851 1.757 5.696 5.696 135 13 3.081 -0.00851 1.959 5.893 7.107 83 9 3.198 -0.00851 1.959 6.208 2.792 136 4 3.281 -0.00851 0.295 0.906 3.094 84 0 3.126 -0.00851 0.295 0.941 0.941 137 0 3.207 -0.00851 0.222 0.727 0.727 85 2 3.234 -0.00851 0.222 0.693 1.307 138 2 3.405 -0.00851 0.148 0.472 1.528 86 0 3.162 -0.00851 0.148 0.476 0.476 139 0 3.329 -0.00851 0.803 2.728 2.728 87 2 3.140 -0.00851 0.803 2.533 0.533 140 3 3.525 -0.00851 0.221 0.735 2.265 88 0 3.069 -0.00851 0.221 0.693 0.693 141 7 3.490 -0.00851 3.177 11.170 4.170 89 10 3.062 -0.00851 3.177 9.722 0.278 142 0 3.432 -0.00851 0.000 0.000 0.000 90 0 3.013 -0.00851 0.000 0.000 0.000 143 12 3.595 -0.00851 0.996 3.411 8.589 91 1 2.964 -0.00851 0.996 2.993 1.993 144 4 3.583 -0.00851 1.181 4.235 0.235 92 1 2.914 -0.00851 1.181 3.490 2.490 145 0 3.503 -0.00851 0.194 0.692 0.692 93 0 2.847 -0.00851 0.194 0.563 0.563 146 7 3.589 -0.00851 0.850 2.969 4.031 94 3 2.853 -0.00851 0.850 2.412 0.588 147 6 3.780 -0.00851 0.443 1.585 4.415 95 0 2.787 -0.00851 0.443 1.259 1.259 148 10 3.763 -0.00851 2.954 11.138 1.138 96 6 2.764 -0.00851 2.954 8.208 2.208 149 6 3.778 -0.00851 1.220 4.582 1.418 97 7 2.815 -0.00851 1.220 3.363 3.637 150 14 3.903 -0.00851 1.337 5.041 8.959 98 1 2.765 -0.00851 1.337 3.753 2.753 151 1 4.087 -0.00851 0.074 0.287 0.713 99 0 2.702 -0.00851 0.074 0.203 0.203 152 4 4.037 -0.00851 2.027 8.267 4.267
100 6 2.699 -0.00851 2.027 5.459 0.541 153 1 4.019 -0.00851 0.282 1.135 0.135 101 1 2.707 -0.00851 0.282 0.758 0.242 154 3 3.969 -0.00851 1.537 6.165 3.165 102 4 2.697 -0.00851 1.537 4.149 0.149 155 6 4.021 -0.00851 0.858 3.400 2.600 103 2 2.681 -0.00851 0.858 2.308 0.308 156 3 4.203 -0.00851 0.221 0.888 2.112 104 0 2.619 -0.00851 0.221 0.591 0.591 MAD 2.57
MSE 12.98
Tabla 4.15 Pronóstico y error de pronóstico MSE minimizado Fuente: Elaboración propia

Capítulo 4
91
Considerando los resultados de las tablas 4.12, 4.13 y 4.14, se puede observar que los valores
MAD y MSE para el producto 006-006-0497 se optimizan en comparación a los valores de la tabla 4.12.
Además en el caso del MAD la mejor combinación de valores de los parámetros se obtiene con la
simulación de valores aleatorios y también en el caso del MSE casi es igual a la combinación encontrada
con el programa de optimización de Excel-Microsoft.
Tabla 4.12 Tabla 4.13 Tabla 4.14
𝛼 = 0.5 0.019933870 0.018745040000
𝛽 = 0.5 0 0.000001870378
𝛾 = 0.5 0 0.000002608714
MAD 6.54 2.5734 2.56864
MSE 183.83 12.9829 12.98397
Tabla 4.16 Tabla de comparación de los valores de ponderación y errores del pronóstico.
Fuente: Elaboración propia.
En la figura 4.10 muestra el comportamiento de las ventas reales y con respecto a la proyección
de las ventas pronosticadas por el método Holt-Winters correspondiente al producto 006-006-0497.
Figura 4.10 Comportamiento de las ventas reales vs ventas pronosticadas con el método Holt-Winters.
Fuente: Elaboración propia.
En la figura 4.11 se presentan las gráficas de ventas reales y el pronóstico para los 24 productos
restantes.
0
5
10
15
20
25
0 50 100 150 200
Venta real
Pronóstico
Vta Reservada
Pronóstico Poryectado
0
5
10
15
20
25
30
35
0 50 100 150 200
006-006-0001
0
5
10
15
20
25
30
35
0 50 100 150 200
006-006-0014

Propuesta de Optimización de la producción
92
0
20
40
60
80
100
120
140
160
0 50 100 150 200
006-006-0035
0
20
40
60
80
100
120
0 50 100 150 200
006-006-0056
0
10
20
30
40
50
60
0 50 100 150 200
006-006-0077
0
50
100
150
200
250
0 50 100 150 200
006-006-0111
0
10
20
30
40
50
60
70
80
90
100
0 50 100 150 200
006-006-0145
0
20
40
60
80
100
120
0 50 100 150 200
006-006-0215
0
5
10
15
20
25
0 50 100 150 200
006-006-0251
0
10
20
30
40
50
60
0 50 100 150 200
006-006-0287
0
5
10
15
20
25
0 50 100 150 200
006-006-0332
0
5
10
15
20
25
0 50 100 150 200
006-006-0502

Capítulo 4
93
0
2
4
6
8
10
12
14
16
0 50 100 150 200
006-006-0516
0
5
10
15
20
25
30
35
40
0 50 100 150 200
006-006-0517
0
5
10
15
20
25
30
0 50 100 150 200
006-006-0518
0
20
40
60
80
100
120
140
160
0 50 100 150 200
006-006-1506
0
10
20
30
40
50
60
70
80
90
100
0 50 100 150 200
006-006-1560
0
50
100
150
200
250
300
350
400
450
500
0 50 100 150 200
006-006-4206
0
10
20
30
40
50
60
70
80
90
100
0 50 100 150 200
006-006-4211
0
10
20
30
40
50
60
70
80
90
100
0 50 100 150 200
006-006-4212
0
50
100
150
200
250
300
350
0 50 100 150 200
006-006-4213
0
10
20
30
40
50
60
0 50 100 150 200
006-006-4218

Propuesta de Optimización de la producción
94
Figura 4.11 Comportamiento de las ventas reales vs ventas pronosticadas con el método Holt-Winters de los 24
artículos faltantes de la clase A.
Fuente: Elaboración propia.
En la tabla 4.17 se muestra el pronóstico de ventas para las 37 semanas del siguiente periodo de estudio
de cada uno de los 25 productos de la clase A.
Método de descomposición
El pronóstico de las ventas se realizó por diferentes métodos, y el mejor pronóstico se obtuvo con el
método de Holt-Winters. En el anexo A se muestra a detalle los pasos a seguir por el método de
descomposición, en este momento únicamente mostraremos los resultados obtenidos y la comparación
con el método de Holt-Winters.
La figura 4.12 ilustra el comportamiento del pronóstico por el método de descomposición en
comparación con la venta reservada para la validación del método.
Figura 4.12 Comportamiento de las ventas reales vs ventas pronosticadas del producto 006-006-0497con el
método de descomposición.
Fuente: Elaboración propia.
0
10
20
30
40
50
60
0 50 100 150 200
006-006-4219
0
50
100
150
200
250
300
350
400
450
500
0 50 100 150 200
006-006-4274
0
5
10
15
20
25
0 20 40 60 80 100 120 140 160 180 200
Venta Real Promedio Centrado Venta Reservada Pronostico Descomposición

Capítulo 4
95
Producto 006-006
SEMANA
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37
-0001 7 6 1 4 7 8 6 2 10 4 3 12 7 3 9 6 8 3 6 6 2 4 6 6 6 5 11 6 4 11 12 2 4 3 3 1 6
-0014 4 6 1 3 3 3 2 4 4 2 4 15 11 3 1 5 4 1 8 3 4 3 4 15 2 6 8 3 3 4 7 4 4 3 3 3 5
-0035 53 44 39 34 62 75 53 67 73 91 49 73 63 77 47 85 29 43 56 68 39 91 38 63 52 55 101 44 20 41 97 23 27 23 53 44 71
-0056 10 19 5 4 5 4 2 7 3 4 4 9 8 6 3 9 3 12 12 10 1 16 2 13 30 2 12 2 2 15 6 1 3 7 4 2 4
-0077 5 14 3 12 5 18 9 7 5 3 6 15 6 7 2 4 8 11 10 4 3 2 1 10 5 3 14 2 5 10 12 3 6 3 8 3 5
-0111 61 42 50 34 46 79 62 63 46 91 68 114 114 78 96 94 73 88 98 70 45 67 37 109 114 99 149 81 64 146 144 56 90 99 81 92 145
-0145 14 14 18 9 10 15 12 6 16 10 11 17 13 19 10 12 8 8 17 14 2 8 6 30 21 29 21 16 3 24 36 4 15 8 10 10 13
-0215 44 90 13 9 42 18 33 9 22 47 16 25 26 28 24 35 28 15 101 43 16 23 15 52 30 43 27 43 56 36 92 27 28 64 52 46 71
-0251 2 4 7 9 6 11 13 10 8 9 16 17 7 15 7 11 4 10 5 6 5 8 4 11 5 13 17 9 3 14 13 5 12 5 10 6 6
-0287 8 8 3 6 2 5 11 4 7 3 16 3 2 11 4 4 6 5 10 3 7 8 3 7 6 3 8 5 4 10 9 3 3 10 5 7 4
-0332 5 6 4 7 7 6 6 6 3 3 3 2 6 9 4 5 3 4 4 1 1 4 1 3 2 3 4 3 2 2 4 3 1 3 2 2 2
-0497 7 4 3 11 7 3 7 3 2 3 2 3 2 5 5 9 5 10 0 9 3 2 1 3 2 3 14 4 1 7 8 2 1 1 4 1 13
-0502 2 2 7 11 10 1 9 2 1 17 5 9 3 9 6 8 6 5 2 2 0 21 8 11 6 0 12 11 3 2 15 3 2 1 5 6 8
-0516 4 4 7 4 2 2 5 3 6 0 2 5 2 8 3 5 5 4 4 5 2 4 2 6 9 12 1 5 2 6 9 4 9 4 3 8 7
-0517 2 4 1 1 0 6 2 2 4 5 6 10 4 1 3 2 3 4 1 2 6 4 1 2 2 1 4 1 3 3 3 3 3 0 3 2 4
-0518 3 3 2 3 1 11 3 1 5 2 16 5 13 5 5 16 11 3 3 7 4 3 1 2 7 5 1 3 0 2 23 5 4 2 2 4 7
-1506 54 1 11 9 0 59 3 4 85 0 15 9 2 2 0 35 4 30 13 26 6 5 3 1 12 16 26 7 37 73 7 18 26 3 23 3 4
-1560 20 2 3 4 1 12 1 4 31 1 4 7 3 5 0 9 3 4 6 9 3 2 2 10 7 7 2 2 9 6 6 12 4 1 8 1 0
-4206 21 0 0 0 31 0 3 81 0 0 82 46 78 62 74 136 221 0 0 102 284 0 0 240 58 290 0 98 293 0 0 0 60 345 298 0 256
-4211 20 15 23 12 12 0 0 0 37 26 52 24 12 32 12 13 32 12 0 52 0 0 0 0 45 14 23 17 18 21 0 0 21 0 0 0 0
-4212 19 15 23 12 12 0 0 0 38 26 55 26 13 35 14 14 32 0 0 58 0 0 0 0 50 26 26 24 21 24 0 0 25 0 0 0 0
-4213 0 0 0 23 0 0 0 0 12 0 5 0 0 5 6 0 6 0 52 0 0 0 0 31 0 57 0 62 303 19 0 0 134 0 0 0 0
-4218 0 0 3 10 14 0 11 11 0 0 0 0 10 10 0 13 0 12 18 0 0 0 0 18 18 6 35 10 24 11 25 0 44 19 0 0 39
-4219 0 0 0 12 17 0 12 12 0 7 0 0 11 11 0 15 0 14 22 0 0 0 0 23 23 8 43 12 14 13 30 0 55 24 0 0 49
-4274 31 68 151 94 144 0 0 72 11 53 29 137 92 0 0 133 92 55 71 17 52 0 2 99 34 74 39 0 0 50 0 29 47 71 70 0 0
Tabla 4.17 Pronósticos de las 37 semanas de los artículos de la clase A.
Fuente: Elaboración propia.

Propuesta de Optimización de la producción
96
Validación del Modelo de pronóstico elegido
Con la finalidad de medir la precisión de los modelos de pronósticos utilizados en la investigación se
medirá los resultados del MAD obtenidos con ambos modelos y así determinar qué modelo es el mejor.
En la tabla 4.18 se muestra los resultados del MAD, para el método Holt-Winters y descomposición, para
la comparación se consideró como base el primer método.
𝑀𝑒𝑗𝑜𝑟𝑎 =𝑀𝐴𝐷 𝑑𝑒𝑠𝑐𝑜𝑚𝑝𝑜𝑠𝑖𝑐𝑖ó𝑛 − 𝑀𝐴𝐷 𝑤𝑖𝑛𝑡𝑒𝑟𝑠
𝑀𝐴𝐷 𝑤𝑖𝑛𝑡𝑒𝑟𝑠× 100%
En la columna de % de Mejora de la tabla 4.18 se visualizará en color negro aquellos resultados
que arrojaron una mejora y en color rojo cuando el modelo no ofrece una mejora en relación al resultado
obtenido con el pronóstico del método de Holt-Winters.
Producto MAD Método Holt-Winters
MAD Método Descomposición
% de Mejora
006-006-0001 4.55 4.93 8.4%
006-006-0014 3.53 3.41 -3.4%
006-006-0035 20.84 30.84 48.0%
006-006-0056 5.59 7.12 27.4%
006-006-0077 6.29 4.89 -22.3%
006-006-0111 14.90 29.95 101.0%
006-006-0145 8.32 8.39 0.8%
006-006-0215 9.22 8.48 -8.0%
006-006-0251 3.59 3.96 10.3%
006-006-0287 4.72 2.64 -44.1%
006-006-0332 2.82 2.44 -13.5%
006-006-0497 2.57 4.25 65.4%
006-006-0502 2.52 2.08 -17.5%
006-006-0516 1.50 2.03 35.3%
006-006-0517 1.47 1.26 -14.3%
006-006-0518 1.87 2.49 33.2%
006-006-1506 12.41 22.51 81.4%
006-006-1560 8.90 18.59 108.9%
006-006-4206 71.95 100.34 39.5%
006-006-4211 8.78 11.29 28.6%
006-006-4212 8.53 11.25 31.9%
006-006-4213 7.05 18.94 168.7%
006-006-4218 7.44 12.29 65.2%
006-006-4219 8.17 11.24 37.6%
006-006-4274 70.26 52.09 -25.9%
Tabla 4.18 Comparación de MAD método Holt-Winters vs método Descomposición.
Fuente: Elaboración propia

Capítulo 4
97
Con los resultados de la tabla 4.18 se deduce que 17 productos muestran una mejora con el método
Holt-Winters que con el de Descomposición, lo que representa 68% de los productos. Profundizando aún
más los resultados se puede hacer la siguiente clasificación:
Los productos que presentan una mejora (color negro) significativa cuando ésta es mayor al
5%, son 16 que representa el 64% de los casos.
Así mismo, los productos que empeoraron significativa (color rojo), cuando el ésta es mayor
al 5%, se presenta en 7 productos lo que representa el 28% de los casos.
Por último, los productos que presentan una no mejora o mejora mejor al 5%, se presenta en
2 productos lo que representa el 8% de los casos.
Etapa 5. Análisis del riesgo por penalizaciones del pronóstico de ventas de los productos tipo A
Conociendo el comportamiento de las ventas podemos calcular el riesgo de no poder cumplir con un
cierto nivel de servicio. Para calcular el riesgo de que ocurra alguno de los escenarios posibles de ventas,
denotemos a la variable aleatoria 𝑋𝑖 cantidad de artículos vendidos del producto 𝑖 con función de
distribución 𝐹(𝑥; 𝛉), entonces en un escenario de que ocurra una demanda mayor a 𝑥 en una semana
estará dado por (4.1)
𝑅(𝑥𝑖𝑗) = {0, si 𝑁𝑆 ≥ 𝑥𝑖𝑗
�̅�(𝑥𝑖𝑗) × 𝐶𝑖𝑗 × (𝑥𝑖𝑗 − 𝑁𝑆), si 𝑁𝑆 < 𝑥𝑖𝑗 (4.1)
En donde las unidades para cada producto 𝑖 = 1,2, … , 𝑚 en la semana 𝑗 = 1,2, … , 𝑠, son:
𝑁𝑆𝑖 – Cantidad de piezas semanales del producto 𝑖 que se puede producir al nivel de servicio elegido.
𝑅(𝑥𝑖𝑗) - riesgo de que ocurra el escenario de demanda del producto 𝑖 en la semana 𝑗 en M.N.
�̅�(𝑥𝑖𝑗) = 𝑃(𝑋𝑖 > 𝑥𝑖𝑗)- función de supervivencia de la variable que representa las ventas pronosticadas
del producto 𝑖 en la semana 𝑗.
𝐶𝑖𝑗 - costo unitario de penalización por incumplir de la demanda del producto 𝑖 en la semana 𝑗 en M.N.
𝑠 – semanas que contiene el periodo de estudio.
Entonces el riesgo por cada producto de la clase A (𝑅𝑖) y el riesgo total de los productos A (𝑅𝑡)
para el periodo del pronóstico están dados en (4.2) y (4.3), respectivamente.
𝑅𝑖 = ∑ 𝑅(𝑥𝑖𝑗)
𝑠
𝑗=1
(4.2)
𝑅𝑡 = ∑ 𝑅𝑖
𝑚
𝑖=1
= ∑ ∑ 𝑅(𝑥𝑖𝑗)
𝑠
𝑗=1
𝑚
𝑖=1
(4.3)

Propuesta de Optimización de la producción
98
Antes de calcular vamos a determinar los niveles de producción bajo diferentes circunstancias. En
todos los cálculos de las tablas 4.19, 4.20 y 4.21 se utilizan los resultados de la tabla 4.7 sobre la
distribución de las ventas para cada uno de los productos de la clase A.
En la tabla 4.19 se muestra la producción mínima necesaria de los productos tipo A para mantener
un nivel de servicio del 80%, 85%, 90%, 95% y 99%, que deberá satisfacer la empresa para conservar el
nivel de servicio requerido. Los cálculos se realizan obteniendo el cuantil que le corresponde al nivel de
servicio requerido. En el caso de los productos que tienen una distribución sencilla el cuantil se calcula
de forma directa con la función correspondiente del proyecto R. En el caso de una distribución gamma y
lognormal, se utiliza, respectivamente
𝑞𝑔𝑎𝑚𝑚𝑎(𝑛. 𝑠. , 𝛼, 1/𝛽) y 𝑞𝑙𝑛𝑜𝑟𝑚(𝑛. 𝑠. , 𝜇, 𝜎)
En el caso de las mezclas se programa en el proyecto R una función que calcule el cuantil. Los valores
encontrados se aproximan al entero próximo mayor para garantizar el nivel de servicio requerido.
Nivel de servicio
Producto 80% 85% 90% 95% 99%
006-006-0001 10 12 15 21 34
006-006-0014 8 10 12 16 27
006-006-0035 59 68 81 104 155
006-006-0056 8 12 19 41 165
006-006-0077 19 23 29 39 62
006-006-0111 63 68 74 84 103
006-006-0145 26 30 36 45 67
006-006-0215 32 37 44 56 83
006-006-0251 11 13 15 20 31
006-006-0287 12 14 16 21 31
006-006-0332 5 6 8 11 18
006-006-0497 8 9 11 12 16
006-006-0502 8 9 10 12 15
006-006-0516 4 5 6 8 13
006-006-0517 3 4 6 10 32
006-006-0518 4 5 8 14 43
006-006-1506 28 31 36 42 53
006-006-1560 9 15 25 58 276
006-006-4206 10 18 39 125 1119
006-006-4211 9 20 29 39 55
006-006-4212 4 18 29 42 60
006-006-4213 23 27 31 38 50
006-006-4218 18 24 29 35 44
006-006-4219 20 25 29 35 43
006-006-4274 142 188 234 291 382
Tabla 4.19 Producción semanal mínima para mantener los niveles de servicio de los productos tipo A.
Fuente: Elaboración propia.

Capítulo 4
99
Mediante el comportamiento de las ventas de cada producto seleccionado podemos cuantificar la
función de supervivencia para diferentes niveles de ventas, que estén relacionados con la moda, mediana
y el máximo de ventas registrado. Además de estimar el nivel de servicio con el que puede trabajar la
empresa para satisfacer la demanda de cada uno de los productos de la clase A. En la tabla 4.20 se
muestran los valores de la función de supervivencia para los valores de la moda, mediana y máximo de
ventas de los 25 productos tipo A que produce semanalmente la empresa. Las probabilidades se calculan
en el proyecto R, en el caso de una distribución gamma y lognormal, se utiliza, respectivamente
𝑝𝑔𝑎𝑚𝑚𝑎(𝑣𝑎𝑙𝑜𝑟, 𝛼, 1/𝛽) y 𝑝𝑙𝑛𝑜𝑟𝑚(𝑣𝑎𝑙𝑜𝑟, 𝜇, 𝜎)
En el caso de las mezclas se programa en el proyecto R la combinación convexa de las probabilidades
de las distribuciones de la mezcla.
Producto P( X > moda ) P( X > mediana ) P( X > máximo )
006-006-0001 4293.0)4( XP 3686.0)5( XP 0135.0)31( XP
006-006-0014 5505.0)2( XP 3688.0)4( XP 0037.0)33( XP
006-006-0035 8637.0)7( XP 4613.0)30( XP 0122.0)148( XP
006-006-0056 2976.0)4( XP 2614.0)5( XP 0194.0)96( XP
006-006-0077 7707.0)2( XP 4544.0)8( XP 0167.0)54( XP
006-006-0111 4091.0)47( XP 4993.0)41( XP 0020.0)120( XP
006-006-0145 6969.0)7( XP 4747.0)13( XP 0062.0)73( XP
006-006-0215 7131.0)8( XP 4967.0)15( XP 0015.0)114( XP
006-006-0251 5974.0)3( XP 3810.0)6( XP 0346.0)22( XP
006-006-0287 7453.0)2( XP 3855.0)7( XP 0003.0)52( XP
006-006-0332 3378.0)4( XP 3378.0)4( XP 0034.0)22( XP
006-006-0497 5297.0)1( XP 3380.0)5( XP 0006.0)20( XP
006-006-0502 4461.0)1( XP 3885.0)3( XP 0011.0)18( XP
006-006-0516 5510.0)1( XP 2506.0)3( XP 0090.0)13( XP
006-006-0517 3960.0)1( XP 2483.0)2( XP 0087.0)34( XP
006-006-0518 4564.0)1( XP 3020.0)2( XP 0222.0)25( XP
006-006-1506 5801.0)1( XP 4799.0)10( XP 12103.1)125(
XP
006-006-1560 5433.0)1( XP 1994.0)9( XP 0317.0)93( XP
006-006-4206 0408.0)170( XP 0382.0)188( XP 0212.0)431( XP
006-006-4211 1197.0)25( XP 0865.0)31( XP 0005.0)74( XP
006-006-4212 1166.0)25( XP 0765.0)34( XP 0018.0)74( XP
006-006-4213 2352.0)20( XP 0015.0)60( XP 151099.8)200(
XP
006-006-4218 1814.0)20( XP 1420.0)24( XP 0010.0)53( XP
006-006-4219 1980.0)20( XP 1425.0)25( XP 0007.0)53( XP
006-006-4274 1587.0)180( XP 1587.0)180( XP 0020.0)450( XP
Tabla 4.20 Probabilidad de ocurrencia de la moda, mediana y máximo del pronóstico de los productos tipo A.
Fuente: Elaboración propia.

Propuesta de Optimización de la producción
100
En la tabla 4.21 se muestra el nivel de servicio para la producción a 1, 2 y 3 desviaciones estándar
de los pronósticos de ventas de los productos tipo A que produce la empresa. Las probabilidades se
calculan de forma similar que en la tabla 4.20.
Nivel de servicio 1 sigma Nivel de servicio 2 sigmas Nivel de servicio 3 sigmas
Producto Producción n.s. Producción n.s. Producción n.s.
006-006-0001 11.92 85.81% 18.20 93.62% 24.47 97.05%
006-006-0014 9.94 86.92% 15.40 94.58% 20.86 97.69%
006-006-0035 66.73 84.59% 96.72 93.89% 126.72 97.61%
006-006-0056 16.83 88.97% 27.71 92.86% 38.60 94.80%
006-006-0077 23.23 85.61% 35.06 93.80% 46.90 97.28%
006-006-0111 66.28 83.96% 89.64 96.95% 113.01 99.61%
006-006-0145 30.58 85.98% 44.93 95.04% 59.28 98.28%
006-006-0215 38.18 86.44% 56.46 95.33% 74.74 98.42%
006-006-0251 11.34 82.89% 16.36 91.94% 21.38 96.21%
006-006-0287 16.69 91.05% 25.07 97.63% 33.45 99.39%
006-006-0332 8.47 92.64% 12.44 97.07% 16.41 98.81%
006-006-0497 8.19 82.67% 12.73 96.29% 17.26 99.63%
006-006-0502 6.42 76.17% 10.26 91.85% 14.10 98.59%
006-006-0516 4.67 86.16% 7.17 94.06% 9.67 97.39%
006-006-0517 5.66 90.39% 9.31 94.55% 12.96 96.42%
006-006-0518 6.44 88.67% 10.38 93.20% 14.33 95.36%
006-006-1506 29.26 82.93% 48.22 98.07% 67.19 99.94%
006-006-1560 22.94 89.42% 37.54 92.82% 52.14 94.58%
006-006-4206 161.51 95.77% 270.49 97.03% 379.48 97.67%
006-006-4211 26.00 88.60% 43.21 96.62% 60.42 99.56%
006-006-4212 26.03 88.81% 43.30 95.73% 60.57 99.07%
006-006-4213 43.33 97.65% 76.50 100.00% 109.67 100.00%
006-006-4218 21.76 83.55% 35.17 95.68% 48.58 99.68%
006-006-4219 22.09 82.43% 35.91 96.16% 49.72 99.82%
006-006-4274 174.50 83.51% 284.09 94.55% 393.68 99.23%
Tabla 4.21 Niveles de servicio para 1, 2 y 3 sigma de los valores del pronóstico de los productos tipo A.
Fuente: Elaboración propia.
Utilizando los resultados de las tablas 4.7, 4.17, 4.19, 4.20 y 4.21 junto con las fórmulas 4.1, 4.2 y
4.3 podemos calcular el riesgo total bajo diferentes escenarios que puedan presentarse. Los resultados
se muestran en la tabla 4.22.

Capítulo 4
101
NIVEL DE SERVICIO
Prod. 006-006
80% 85% 90% 95% 99% Moda Mediana 1𝝈 2𝝈 3𝝈
-0001 10.03 0.00 0.00 0.00 0.00 283.60 175.69 0.19 0.00 0.00
-0014 28.43 13.80 5.02 0.00 0.00 446.53 141.86 12.23 0.00 0.00
-0035 454.90 193.17 50.17 0.00 0.00 13029.22 3784.18 216.80 2.33 0.00
-0056 133.59 46.57 10.35 0.00 0.00 377.95 285.26 15.92 1.54 0.00
-0077 0.00 0.00 0.00 0.00 0.00 1701.41 267.88 0.00 0.00 0.00
-0111 2648.72 1712.15 946.81 332.19 30.88 8249.65 11537.20 1929.45 160.57 7.70
-0145 56.86 15.05 0.00 0.00 0.00 3076.97 912.99 12.71 0.00 0.00
-0215 1298.23 778.47 362.19 108.19 5.33 12220.55 6604.05 666.10 99.36 14.56
-0251 110.17 37.32 8.88 0.00 0.00 2261.11 805.66 84.95 1.83 0.00
-0287 27.60 10.35 0.00 0.00 0.00 3830.54 425.52 0.00 0.00 0.00
-0332 100.56 29.01 3.87 0.00 0.00 300.48 300.48 1.51 0.00 0.00
-0497 75.26 37.63 10.45 3.14 0.00 1483.86 332.10 61.08 1.19 0.00
-0502 196.51 112.89 58.54 17.77 1.67 1827.88 1128.92 347.23 44.61 3.15
-0516 358.53 175.61 76.83 12.80 0.00 2761.65 678.44 190.43 26.03 2.22
-0517 203.83 79.49 16.31 0.00 0.00 1178.45 455.49 21.00 1.53 0.00
-0518 728.14 444.97 188.78 29.22 0.00 3220.64 1696.74 270.10 84.72 25.05
-1506 333.02 221.55 120.42 48.45 5.55 3263.44 1756.19 270.07 14.18 0.13
-1560 133.79 52.68 10.03 0.00 0.00 1599.19 133.39 14.26 0.00 0.00
-4206 11085.72 7840.16 4445.95 1164.64 0.00 665.55 519.64 744.07 88.04 0.00
-4211 9688.57 3181.75 1089.25 229.32 0.00 1732.72 793.43 1535.84 93.83 0.00
-4212 3449.39 1138.30 324.24 63.81 0.00 490.68 0.00 431.61 48.75 0.00
-4213 1466.31 1047.05 662.91 305.85 52.39 1796.65 7.00 134.58 0.00 0.00
-4218 2235.82 1010.42 444.30 93.16 0.00 1741.91 956.53 1372.15 78.38 0.00
-4219 751.97 398.40 210.41 72.44 6.21 744.45 378.48 559.82 52.02 0.33
-4274 34.49 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
TOTAL $35,610.4 $18,576.8 $9,045.7 $2,481.0 $102.0 $68,285.1 $34,077.1 $8,892.1 $798.9 $ 53.2
Tabla 4.22 Cálculo del riesgo por artículo y total de las 37 semanas de los artículos de la clase A bajo diferentes
escenarios.
Fuente: Elaboración propia.
Etapa 6. Modelo para la optimización de la Producción
En esta etapa se procederá a hacer la modelación de programación lineal como se indicó en la sección
3.8 del capítulo anterior, en donde se plantea el modelo general para la planeación de la producción de
la empresa en estudio. Para este fin se usarán los datos obtenidos de los pronósticos como la demanda
a cubrir, los niveles de servicio que la empresa pueda satisfacer como capacidad de producción, costos
unitarios de producción, costos por mantener cada artículo en inventario, los costos fijos que se deben
realizar independientemente de la producción y los costos de penalización por no satisfacer la demanda.

Propuesta de Optimización de la producción
102
Para ejemplificar el modelo a continuación se muestran los pasos para el cálculo de minimización
de los costos de fabricación del productos 006-006-497.
En todos los casos los productos son 𝑖 = 1, 2, … , 𝑚 con 𝑚 = 25 y las semanas de estudio se
denotan por 𝑗 = 1, 2, … , 𝑠, con 𝑠 = 37.
Paso 1. Definición de variables.
Variables de decisión:
𝑥12,𝑗 = cantidad del producto 006-006-0497 en la semana 𝑗.
𝑦12,𝑗 = 0, variable binaria de no producir el producto 006-006-0497 en la semana 𝑗.
1, variable binaria de producir el producto 006-006-0497 en la semana 𝑗.
Variables de inventario:
𝐼12𝑗 = cantidad del producto 006-006-0497 que se debe dejar en inventario en la semana 𝑗 para la
demanda de la semana 𝑗 + 1.
𝐼𝑖12,0 = 0 cantidad del producto 006-006-0497 para inventario inicial del periodo.
Costos:
𝑐𝑖𝑗 = Costos de producción del producto 𝑖, en la semana 𝑗 . En la tabla 4.23 se muestran los costos
para cada producto en las 37 semanas comprendidas en el estudio.
𝑐𝑖𝑗∗ = Costos fijos de producción del producto 𝑖, en la semana 𝑗. En la tabla 4.23 se muestran los costos
fijos de producción para cada producto en las 37 semanas.
𝑑𝑖𝑗 = Costo unitario de mantener inventario el producto 𝑖 en la semana 𝑗. En la tabla 4.23 se muestran
los costos unitarios de mantener inventarios para cada producto en las 37 semanas.
Limitaciones de producción:
𝑃12𝑗 = Capacidad de producción del producto 006-006-0497 en la semana 𝑗. Para estos valores se
tomaron como base el nivel de servicio con el que la empresa pueda trabajar. Los valores se
muestran en la tabla 4.19.
Limitaciones de almacenamiento:
𝐴𝑖𝑗 = Capacidad de almacenamiento del artículo 𝑖 en la semana 𝑗. Dadas la condiciones actuales de
la empresa en estudio, la capacidad de almacenamiento no representa una limitación para el
resguardo de los productos, por lo tanto esta variable no será considerada en el modelo de
optimización de costos de la empresa.

Capítulo 4
103
No.
Costo de producción
SKU Semana Costo
fijo Costo de inventario 1-4 5-8 9-12 13-16 17-20 21-24 25-28 29-32 33-36 37
1 006-006-0001 24.75 24.94 25.14 25.34 25.55 25.75 25.96 26.16 26.37 26.59 140.20 0.73
2 006-006-0014 25.68 25.88 26.09 26.30 26.51 26.72 26.93 27.15 27.37 27.59 140.20 0.76
3 006-006-0035 29.70 29.94 30.18 30.42 30.66 30.91 31.15 31.40 31.65 31.91 140.20 0.88
4 006-006-0056 39.60 39.91 40.23 40.55 40.88 41.20 41.53 41.87 42.20 42.54 140.20 1.17
5 006-006-0077 69.28 69.84 70.39 70.96 71.53 72.10 72.67 73.26 73.84 74.43 140.20 2.05
6 006-006-0111 76.71 77.32 77.94 78.56 79.19 79.82 80.46 81.11 81.76 82.41 140.20 2.27
7 006-006-0145 111.36 112.25 113.15 114.06 114.97 115.89 116.81 117.75 118.69 119.64 140.20 3.30
8 006-006-0215 170.40 171.76 173.13 174.52 175.92 177.32 178.74 180.17 181.61 183.07 140.20 5.05
9 006-006-0251 222.71 224.49 226.29 228.10 229.92 231.76 233.62 235.48 237.37 239.27 140.20 6.60
10 006-006-0287 296.95 299.32 301.72 304.13 306.56 309.02 311.49 313.98 316.49 319.02 140.20 8.79
11 006-006-0332 373.46 376.45 379.46 382.50 385.56 388.64 391.75 394.89 398.05 401.23 140.20 11.06
12 006-006-0497 74.24 74.83 75.43 76.03 76.64 77.25 77.87 78.49 79.12 79.76 140.20 2.20
13 006-006-0502 121.38 122.35 123.33 124.31 125.31 126.31 127.32 128.34 129.37 130.40 140.20 3.59
14 006-006-0516 256.76 258.81 260.88 262.97 265.07 267.19 269.33 271.48 273.66 275.85 140.20 7.60
15 006-006-0517 291.99 294.33 296.68 299.06 301.45 303.86 306.29 308.74 311.21 313.70 140.20 8.65
16 006-006-0518 272.20 274.38 276.57 278.79 281.02 283.26 285.53 287.81 290.12 292.44 140.20 8.06
17 006-006-1506 27.22 27.43 27.65 27.87 28.10 28.32 28.55 28.78 29.01 29.24 140.20 0.81
18 006-006-1560 56.92 57.37 57.83 58.29 58.76 59.23 59.70 60.18 60.66 61.15 140.20 1.69
19 006-006-4206 173.22 174.60 176.00 177.41 178.83 180.26 181.70 183.15 184.62 186.10 140.20 5.13
20 006-006-4211 1927.68 1943.10 1958.64 1974.31 1990.11 2006.03 2022.08 2038.25 2054.56 2071.00 97.20 57.09
21 006-006-4212 222.71 224.49 226.29 228.10 229.92 231.76 233.62 235.48 237.37 239.27 140.20 6.60
22 006-006-4213 93.37 94.11 94.87 95.62 96.39 97.16 97.94 98.72 99.51 100.31 140.20 2.77
23 006-006-4218 1670.33 1683.69 1697.16 1710.74 1724.42 1738.22 1752.12 1766.14 1780.27 1794.51 97.20 49.47
24 006-006-4219 188.07 189.57 191.09 192.62 194.16 195.71 197.28 198.86 200.45 202.05 140.20 5.57
25 006-006-4274 94.03 94.78 95.54 96.30 97.07 97.85 98.63 99.42 100.22 101.02 140.20 2.78
Tabla 4.23 Costos de producción, costos fijos y costos de inventarios.
Fuente: Elaboración propia
Paso 2. Modelación del problema.
Con la definición de las variables y restricciones, a continuación se presenta el modelo de programación
lineal para la planeación de la producción que minimice los costos de producción, costos fijos y costos de
inventarios.
Función objetivo
min(z) =
74.24𝑥12,1 + 74.24𝑥12,2+ 74.24𝑥12,3+ 74.24𝑥12,4+ 74.83𝑥12,5+ 74.83𝑥12,6+ 74.83𝑥12,7+ 74.83𝑥12,8+
75.43𝑥12,9 + 75.43𝑥12,10+ 75.43𝑥12,11+ 75.43𝑥12,12+ 76.03𝑥12,13+ 76.03𝑥12,14+ 76.03𝑥12,15+
76.03𝑥12,16+ 76.64𝑥12,17+ 76.64𝑥12,18+ 76.64𝑥12,19+ 76.64𝑥12,20+ 77.25𝑥12,21+ 77.25𝑥12,22+
77.25𝑥12,23+ 77.25𝑥12,24+ 77.87𝑥12,25+ 77.87𝑥12,26+ 77.87𝑥12,27+ 77.87𝑥12,28+ 78.49𝑥12,29+

Propuesta de Optimización de la producción
104
78.49𝑥12,30+ 78.49𝑥12,31+ 78.49𝑥12,32+ 79.12𝑥12,33+ 79.12𝑥12,34+ 79.12𝑥12,35+ 79.12𝑥12,36+
79.76𝑥12,37+
2.20𝐼12,0+ 2.20𝐼12,1+ 2.20𝐼12,2+ 2.20𝐼12,3+ 2.20𝐼12,4+ 2.20𝐼12,5+ 2.20𝐼12,6+ 2.20𝐼12,7+ 2.20𝐼12,8+
2.20𝐼12,9+ 2.20𝐼12,10+ 2.20𝐼12,11+ 2.20𝐼12,12+ 2.20𝐼12,13+ 2.20𝐼12,14+ 2.20𝐼12,15+ 2.20𝐼12,16+
2.20𝐼12,17+ 2.20𝐼12,18+ 2.20𝐼12,19+ 2.20𝐼12,20+ 2.20𝐼12,21+ 2.20𝐼12,22+ 2.20𝐼12,23+ 2.20𝐼12,24+
2.20𝐼12,25+ 2.20𝐼12,26+ 2.20𝐼12,27+ 2.20𝐼12,28+ 2.20𝐼12,29+ 2.20𝐼12,30+ 2.20𝐼12,31+ 2.20𝐼12,32+
2.20𝐼12,33+ 2.20𝐼12,34+ 2.20𝐼12,35+ 2.20𝐼12,36+ 2.20𝐼12,37+
140.20𝑦12,1+ 140.20𝑦12,2+ 140.20𝑦12,3+ 140.20𝑦12,4+ 140.20𝑦12,5+ 140.20𝑦12,6+ 140.20𝑦12,7+
140.20𝑦12,8+ 140.20𝑦12,9+ 140.20𝑦12,10+ 140.20𝑦12,11+ 140.20𝑦12,12+ 140.20𝑦12,13+ 140.20𝑦12,14+
140.20𝑦12,15+ 140.20𝑦12,16+ 140.20𝑦12,17+ 140.20𝑦12,18+ 140.20𝑦12,19+ 140.20𝑦12,20+
140.20𝑦12,21+ 140.20𝑦12,22+ 140.20𝑦12,23+ 140.20𝑦12,24+ 140.20𝑦12,25+ 140.20𝑦12,26+
140.20𝑦12,27+ 140.20𝑦12,28+ 140.20𝑦12,29+ 140.20𝑦12,30+ 140.20𝑦12,31+ 140.20𝑦12,32+
140.20𝑦12,33+ 140.20𝑦12,34+ 140.20𝑦12,35+ 140.20𝑦12,36+ 140.20𝑦12,37
Sujeto a
Restricciones de demanda
𝐼12,0 + 𝑥12,1 − 𝐼12,1 = 7
𝐼12,1 + 𝑥12,2 − 𝐼12,2 = 4 𝐼12,2 + 𝑥12,3 − 𝐼12,3 = 3
𝐼12,3 + 𝑥12,4 − 𝐼12,4 = 11 𝐼12,4 + 𝑥12,5 − 𝐼12,5 = 7
𝐼12,5 + 𝑥12,6 − 𝐼12,6 = 3 𝐼12,6 + 𝑥12,7 − 𝐼12,7 = 7
𝐼12,7 + 𝑥12,8 − 𝐼12,8 = 3 𝐼12,8 + 𝑥12,9 − 𝐼12,9 = 2
𝐼12,9 + 𝑥12,10 − 𝐼12,10 = 3 𝐼12,10 + 𝑥12,11 − 𝐼12,11 = 2
𝐼12,11 + 𝑥12,12 − 𝐼12,12 = 3 𝐼12,12 + 𝑥12,13 − 𝐼12,13 = 2
𝐼12,13 + 𝑥12,14 − 𝐼12,14 = 5 𝐼12,14 + 𝑥12,15 − 𝐼12,15 = 5
𝐼12,15 + 𝑥12,16 − 𝐼12,16 = 9 𝐼12,16 + 𝑥12,17 − 𝐼12,17 = 5
𝐼12,17 + 𝑥12,18 − 𝐼12,18 = 10 𝐼12,18 + 𝑥12,19 − 𝐼12,19 = 0
𝐼12,19 + 𝑥12,20 − 𝐼12,20 = 9
𝐼12,20 + 𝑥12,21 − 𝐼12,21 = 3
𝐼12,21 + 𝑥12,22 − 𝐼12,22 = 2
𝐼12,22 + 𝑥12,23 − 𝐼12,23 = 1
𝐼12,23 + 𝑥12,24 − 𝐼12,24 = 3
𝐼12,24 + 𝑥12,25 − 𝐼12,25 = 2
𝐼12,25 + 𝑥12,26 − 𝐼12,26 = 3
𝐼12,26 + 𝑥12,27 − 𝐼12,27 = 14
𝐼12,27 + 𝑥12,28 − 𝐼12,28 = 4
𝐼12,28 + 𝑥12,29 − 𝐼12,29 = 1
𝐼12,29 + 𝑥12,30 − 𝐼12,30 = 7
𝐼12,30 + 𝑥12,31 − 𝐼12,31 = 8
𝐼12,31 + 𝑥12,32 − 𝐼12,32 = 2
𝐼12,32 + 𝑥12,33 − 𝐼12,33 = 1
𝐼12,33 + 𝑥12,34 − 𝐼12,34 = 1
𝐼12,34 + 𝑥12,35 − 𝐼12,35 = 4
𝐼12,35 + 𝑥12,36 − 𝐼12,36 = 1
𝐼12,36 + 𝑥12,37 − 𝐼12,37 = 13
𝐼12,0 = 0
Restricciones de limitación de producción.
𝑥12,1 − 𝑃12,1𝑦12,1 ≤ 0 𝑥12,20 − 𝑃12,20𝑦12,20 ≤ 0

Capítulo 4
105
𝑥12,2 − 𝑃12,2𝑦12,2 ≤ 0
𝑥12,3 − 𝑃12,3𝑦12,3 ≤ 0
𝑥12,4 − 𝑃12,4𝑦12,4 ≤ 0
𝑥12,5 − 𝑃12,5𝑦12,5 ≤ 0
𝑥12,6 − 𝑃12,6𝑦12.6 ≤ 0
𝑥12,7 − 𝑃12,7𝑦12,7 ≤ 0
𝑥12,8 − 𝑃12,8𝑦12,8 ≤ 0
𝑥12,9 − 𝑃12,9𝑦12,9 ≤ 0
𝑥12,10 − 𝑃12,10𝑦12,10 ≤ 0
𝑥12,11 − 𝑃12,11𝑦12,11 ≤ 0
𝑥12,12 − 𝑃12,12𝑦12,12 ≤ 0
𝑥12,13 − 𝑃12,13𝑦12,13 ≤ 0
𝑥12,14 − 𝑃12,14𝑦12,14 ≤ 0
𝑥12,15 − 𝑃12,15𝑦12,15 ≤ 0
𝑥12,16 − 𝑃12,16𝑦12.16 ≤ 0
𝑥12,17 − 𝑃12,17𝑦12,17 ≤ 0
𝑥12,18 − 𝑃12,18𝑦12,18 ≤ 0
𝑥12,19 − 𝑃12,9𝑦12,19 ≤ 0
𝑥12,21 − 𝑃12,21𝑦12,21 ≤ 0
𝑥12,22 − 𝑃12,22𝑦12,22 ≤ 0
𝑥12,23 − 𝑃12,23𝑦12,23 ≤ 0
𝑥12,24 − 𝑃12,24𝑦12,24 ≤ 0
𝑥12,25 − 𝑃12,25𝑦12,25 ≤ 0
𝑥12,26 − 𝑃12,26𝑦12.26 ≤ 0
𝑥12,27 − 𝑃12,27𝑦12,27 ≤ 0
𝑥12,28 − 𝑃12,28𝑦12,28 ≤ 0
𝑥12,29 − 𝑃12,29𝑦12,29 ≤ 0
𝑥12,30 − 𝑃12,30𝑦12,30 ≤ 0
𝑥12,31 − 𝑃12,31𝑦12,31 ≤ 0
𝑥12,32 − 𝑃12,32𝑦12,32 ≤ 0
𝑥12,33 − 𝑃12,33𝑦12,33 ≤ 0
𝑥12,34 − 𝑃12,34𝑦12,34 ≤ 0
𝑥12,35 − 𝑃12,35𝑦12,35 ≤ 0
𝑥12,36 − 𝑃12,36𝑦12.36 ≤ 0
𝑥12,37 − 𝑃12,37𝑦12,37 ≤ 0
𝑥12,𝑗 ≥ 0, 𝑦
12,𝑗= 0,1
Los valores de 𝑃12,𝑗 son los niveles de servicio calculados para 80%, 85%, 90%, 95% y 99% son
8, 9, 11, 12 y 16 respectivamente. El modelo de programación lineal con variables enteras y binarias
deberá ejecutarse 5 veces con los valores de cada nivel de servicio para decidir con qué nivel de servicio
podrá trabajar la empresa en estudio.
Este modelo de programación lineal para el producto 006-006-0497 consta de 74 variables
enteras que representan la cantidad de producción y la cantidad de productos en inventario, además se
consideran 37 variables binarias, en total el modelo consta de 111 variables para este producto. Esto
también conlleva a 38 restricciones de demanda que se debe satisfacer y 37 restricciones de limitación
de la capacidad de producción.
Aunado a esto, el modelo para los 25 productos en estudio consta de 1850 variables enteras y
las 925 restantes son enteras, entonces el modelo general consta de 2775 variables.
El modelo anterior deberá ser capturado en algún paquete que permita resolver modelos de
programación lineal, entre estos están Solver-Excel, LINDO o LINGO. Una vez elegido el paquete, el
modelo deberá correrse para los 5 niveles de servicio y para los 25 productos en estudio, en total se
deberán hacer 125 corridas. Finalizadas las corridas los resultados se han concentrado en la tabla 4.24.

Propuesta de Optimización de la producción
106
NIVEL DE SERVICIO = 80 NIVEL DE SERVICIO = 85 NIVEL DE SERVICIO = 90 NIVEL DE SERVICIO = 95 NIVEL DE SERVICIO = 99
SKU COSTOS DÉFICIT
COSTOS INVEN COSTOS DÉFICIT
COSTOS INVEN COSTOS DÉFICIT
COSTOS INVEN COSTOS DÉFICIT
COSTOS INVENT COSTOS DÉFICIT
COSTOS INVENT
006-006-0001 - 8,523.09 310 - 8,146.85 376 - 7,746.57 411 - 7,246.42 496 - 6,800.49 657
006-006-0014 - 7,618.19 300 - 7,158.29 248 - 6,822.07 359 - 6,323.96 452 - 5,851.46 579
006-006-0035 5,057.85 68,151.96 1633 - 68,373.05 948 - 67,800.80 763 0.00 67,312.64 1194 - 66,779.82 1418
006-006-0056 318.81 15,436.38 853 - 13,764.81 264 - 13,082.03 408 - 12,551.16 687 - 12,051.00 498
006-006-0077 - 20,497.37 401 - 20,253.98 419 - 20,178.65 522 - 19,964.76 555 0.00 19,915.68 757
006-006-0111 160,325.88 191,563.19 678 120,988.63 207,279.93 1139 3,783.93 227,111.86 2120 - 263,568.96 6030 - 251,945.63 813
006-006-0145 - 62,625.60 290 0.00 62,353.10 286 - 62,113.97 383 - 61,946.75 433 0.00 61,866.04 533
006-006-0215 48,903.82 223,532.99 1940 2,328.75 261,821.01 4550 0.00 247,188.43 972 - 245,695.61 375 0.00 249,301.41 331
006-006-0251 - 79,518.55 135 - 78,786.88 87 - 78,352.40 131 0.00 78,219.06 172 - 77,837.97 255
006-006-0287 - 72,456.96 113 0.00 72,183.77 134 - 71,738.08 149 - 71,748.58 163 - 71,625.42 182
006-006-0332 3,730.05 56,669.28 344 0.00 56,256.41 58 - 55,836.11 100 2,486.70 55,492.87 125 - 55,357.02 189
006-006-0497 - 16,588.04 230 - 16,187.61 240 0.00 15,786.56 250 - 15,664.41 259 - 15,444.88 427
006-006-0502 - 33,835.74 194 0.00 33,154.59 160 - 32,988.26 194 - 32,750.02 293 - 32,250.69 272
006-006-0516 9,514.61 45,305.64 110 - 52,339.98 190 0.00 50,921.24 88 - 50,154.41 100 - 49,543.68 194
006-006-0517 2,910.36 36,173.75 165 - 37,286.86 102 - 36,052.61 105 - 35,281.56 131 - 35,187.08 186
006-006-0518 21,387.55 47,310.66 100 9,298.93 55,686.98 282 - 59,205.59 182 0.00 57,627.28 142 - 56,864.72 175
006-006-1506 2,324.59 23,603.32 4689 2,056.37 23,835.71 5266 1,609.33 24,174.21 6017 1,072.89 24,511.69 6677 89.41 25,027.44 7504
006-006-1560 1,558.97 16,852.64 1271 708.62 17,275.80 2081 - 14,404.20 399 - 14,057.71 622 - 13,856.59 488
006-006-4206 723,563.87 72,897.11 284 646,771.14 127,689.70 633 45,190.25 278,911.84 2990 - 590,140.45 2866 0.00 575,789.54 40
006-006-4211 593,295.86 590,892.45 186 - ,102,503.57 363 - 1,089,017.83 116 - 1,084,768.28 32 - 1,082,843.32 0
006-006-4212 165,759.80 35,546.95 99 13,037.29 136,095.90 689 - 139,230.17 188 - 138,321.06 155 - 137,679.47 99
006-006-4213 - 91,063.72 6410 - 86,326.49 4843 - 83,291.30 3826 - 79,515.09 2522 - 77,240.88 1956
006-006-4218 0.00 74,345.74 184 0.00 73,631.50 118 - 73,520.01 132 - 73,470.49 150 0.00 73,162.53 159
006-006-4219 - 89,127.77 373 - 87,905.74 221 - 87,649.18 199 - 87,588.37 233 - 87,532.50 245
006-006-4274 0.00 178,769.34 203 - 178,740.21 192 0.00 178,740.21 192 - 178,740.21 192 0.00 178,740.21 192
SUBTOTAL 1,738,652.02 2,158,906.41 795,189.74 2,885,038.72 520,583.51 3,021,864.18 3 ,559.59 3,352,661.79 89.41 3,320,495.47
COSTO TOTAL. 3,897,558.42 1,700,872.93 3,680,228.46 1,918,202.89 3,542,447.69 2,055,983.66 3,356,221.38 2,242,209.97 3,320,584.88 2,277,846.47
UTILIDAD CALCULADA UTILIDAD CALCULADA UTILIDAD CALCULADA UTILIDAD CALCULADA UTILIDAD CALCULADA
Tabla 4.24 Utilidad calculada de los 25 productos A con los 5 niveles de servicio.
Fuente: Elaboración propia

Capítulo 4
107
La tabla 4.24 muestra los costos del déficit que involucran las penalizaciones por incumplimientos
de entrega, costos de producción más costos fijos de preparación y la cantidad de productos que estarán
en inventario. También se muestra la utilidad calculada de cada nivel de servicio que se obtuvieron con
el modelo de programación lineal para la planeación de la producción de la empresa en estudio.
A continuación en la tabla 4.25 se muestra la combinación de valores de producción y en la tabla
4.26 se muestra la combinación de los valores de productos en inventarios para el nivel de servicio 95%
de los 25 productos que se obtuvieron con el paquete para resolver problemas de programación lineal.
Para los restantes 4 niveles de servicio se realizó el mismo procedimiento para encontrar los valores de
producción e inventario.
Etapa 7. Análisis de Resultados
Para verificar que los resultados del modelo son correctos, en la tabla 4.27 se muestra la secuencia de
las ventas semanales y la producción e inventario semanal las cuales satisfacen las ventas semanales
del producto 006-006-0497.
Para ejemplificar, se menciona como el modelo satisface las ventas del producto 006-006-0497 con el nivel de servicio del 95%:
En la semana 1 se tiene un inventarios inicial de 0 piezas, de los cuales de fabrican 12, esto cubre la venta de 7 piezas y dejan 5 en inventario para la semana siguiente.
En la semana 2 se tiene el inventario de la semana 1 con 5 piezas, se producen 12, y se cubre la
venta de 4 piezas, dejando 13 en inventario para la siguiente semana.
En la semana 3, se cuenta con 13 piezas de la semana 2, no se fabrican piezas, pero se cubre la
venta de 3 piezas y se dejan 10 en inventario para la semana siguiente.
En la semana 4, se tiene 10 piezas de la semana 3, se fabrican 12 piezas, y se cubre la venta de 11 piezas,
dejando en inventario 11 piezas.
En la semana 5, se cuenta con 11 piezas de la semana 4, se producen 12 piezas, y se satisface la venta de 7
piezas, dejando 16 piezas en inventario.
En la semana 6, se tiene 16 piezas restantes de la semana 5, no se fabrican piezas, con esto cubre la venta
de 3 piezas y se dejan 13 en inventario.
En la semana 7, se cuenta con 13 piezas de la semana 6, no se fabrican piezas, y se satisface la venta de 7
piezas, dejando 6 piezas en inventario.
En la semana 8, se tiene 6 piezas restantes de la semana 7, no se producen piezas en esta semana, y se
cubre la venta de 3 piezas, dejando 3 piezas en inventario.
En la semana 9, con 3 piezas restantes de la semana 8, y sin fabricar más piezas, se satisface la venta de 2
piezas, dejando una pieza en inventario.
En la semana 10, con 1 piezas de la semana 9, se fabrican 12 piezas, cubriendo la venta de 3 piezas y se
dejan 10 piezas en inventario.
Y así sucesivamente hasta la semana 37, se tiene 1 piezas de la semana 36, fabricando 12 piezas, se cubre
la venta de 13 piezas y el inventario para esta semana queda en 0 piezas.

Propuesta de Optimización de la producción
108
SKU 006-006-
1 2 3 4 5 6 7 8 9 10
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37
-0001 11 21 0 0 0 21 0 0 0 21 0 21 0 0 21 0 0 0 21 0 0 0 0 21 0 0 0 18 21 0 0 0 0 13 0 0 0
-0014 14 16 0 0 0 16 0 0 0 0 0 16 16 0 0 0 0 0 16 0 0 0 15 16 16 0 0 16 0 0 0 0 0 0 11 0 0
-0035 66 104 0 0 86 104 0 77 104 104 0 104 104 0 100 104 0 0 95 104 0 104 0 104 0 96 104 0 23 104 104 0 0 0 97 0 71
-0056 35 41 0 0 0 0 0 0 0 0 0 0 23 41 0 0 0 0 0 0 0 38 0 41 0 0 0 0 0 25 0 0 0 17 0 0 0
-0077 14 39 0 0 0 39 0 0 0 0 0 39 0 0 0 0 0 39 0 0 0 0 0 0 39 0 0 0 0 0 24 0 0 0 16 0 0
-0111 61 84 84 84 84 84 84 84 84 84 84 84 84 84 84 84 84 84 84 84 84 84 84 84 84 84 84 84 84 84 84 84 84 84 84 84 84
-0145 28 0 37 0 0 33 0 0 41 0 0 45 0 0 40 0 0 0 45 0 0 0 0 35 45 0 40 0 0 42 45 0 0 0 10 23 0
-0215 44 56 26 0 56 0 42 0 29 56 0 51 0 52 0 35 35 56 56 56 0 38 0 52 30 43 30 56 56 56 56 27 37 56 56 56 56
-0251 13 0 0 19 0 20 0 10 19 0 20 20 0 20 0 11 19 0 0 6 17 0 0 18 0 20 20 0 0 14 18 0 12 15 0 12 0
-0287 19 0 0 14 0 0 21 0 0 3 21 0 0 19 0 0 11 0 20 0 0 18 0 0 9 0 18 0 0 21 0 0 18 0 0 11 0
-0332 5 10 0 10 11 0 11 0 11 0 0 0 9 11 0 11 0 0 4 8 0 0 0 11 0 0 0 11 0 0 0 9 0 0 0 4 0
-0497 12 12 0 12 12 0 0 0 0 12 12 0 0 0 0 12 0 12 0 12 0 0 0 12 0 0 12 0 4 12 0 10 0 0 0 0 12
-0502 7 12 0 12 12 0 12 0 0 12 12 12 0 0 12 12 0 0 12 0 0 12 12 12 0 12 12 12 0 0 12 0 0 12 0 0 8
-0516 7 8 8 0 0 0 5 5 8 0 0 8 0 8 0 5 8 8 0 8 0 0 6 8 8 8 0 7 0 8 8 8 8 0 3 8 7
-0517 8 0 0 0 0 10 0 0 10 0 10 10 0 0 6 10 0 0 0 0 10 0 0 10 0 0 0 0 8 10 0 0 0 0 0 6 0
-0518 13 0 0 0 0 14 0 0 9 0 14 9 14 0 11 14 14 0 0 14 0 0 0 6 14 0 0 0 0 14 14 0 8 0 0 11 0
-1506 42 42 42 42 42 42 42 42 42 42 42 42 42 42 32 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
-1560 56 0 0 0 0 0 0 0 58 0 0 0 0 0 0 0 0 0 39 0 0 0 0 0 0 32 0 0 0 0 0 26 0 0 0 0 0
-4206 21 0 0 0 34 0 0 81 0 0 82 46 78 118 125 125 125 11 125 125 125 104 125 125 125 125 125 125 125 84 125 125 125 125 125 125 125
-4211 20 15 23 12 12 0 0 0 37 39 39 24 12 32 12 13 32 12 13 39 0 0 0 6 39 14 23 17 18 21 0 0 21 0 0 0 0
-4212 34 0 35 0 12 0 0 0 38 39 42 39 0 35 28 0 32 0 24 42 0 0 0 0 42 26 29 42 0 24 0 0 25 0 0 0 0
-4213 2 0 0 38 0 0 0 0 0 0 0 5 0 0 24 0 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 0 0 0 0
-4218 3 0 0 24 0 11 0 21 0 0 0 0 0 10 0 13 0 12 19 0 0 0 0 35 0 6 35 34 0 11 34 0 35 19 0 4 35
-4219 12 0 0 0 29 0 0 19 0 0 11 0 0 11 0 29 0 0 22 0 0 0 0 27 35 0 35 12 27 0 30 23 35 35 0 0 35
-4274 31 68 151 94 144 0 0 83 0 82 0 137 92 0 0 133 92 55 88 0 54 0 0 133 0 113 0 0 0 79 0 0 47 71 70 0 0
Tabla 4.25 Combinación de valores de producción correspondientes al nivel de servicio 95%.
Fuente: Elaboración propia

Capítulo 4
109
SKU 006-006-
1 2 3 4 5 6 7 8 9 10
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37
-0001 0 4 19 18 14 7 20 14 12 2 19 16 25 18 15 27 21 13 10 25 19 17 13 7 22 16 11 0 12 29 18 6 4 0 10 7 6 0
-0014 0 10 20 19 16 13 26 24 20 16 14 10 11 16 13 12 7 3 2 10 7 3 0 11 12 26 20 12 25 22 18 11 7 3 0 8 5 0
-0035 0 13 73 34 0 24 53 0 10 41 54 5 36 77 0 53 72 43 0 39 75 36 49 11 52 0 41 44 0 3 66 73 50 23 0 44 0 0
-0056 0 25 47 42 38 33 29 27 20 17 13 9 0 15 50 47 38 35 23 11 1 0 22 20 48 18 16 4 2 0 10 4 3 0 10 6 4 0
-0077 0 9 34 31 19 14 35 26 19 14 11 5 29 23 16 14 10 2 30 20 16 13 11 10 0 34 31 17 15 10 0 12 9 3 0 8 5 0
-0111 0 0 42 76 126 164 169 191 212 250 243 259 229 199 205 193 183 194 190 176 190 229 246 293 268 238 223 158 161 181 119 59 87 81 66 69 61 0
-0145 0 14 0 19 10 0 18 6 0 25 15 4 32 19 0 30 18 10 2 30 16 14 6 0 5 29 0 19 3 0 18 27 23 8 0 0 13 0
-0215 34 34 0 13 4 18 0 9 0 7 16 0 26 0 24 0 0 7 48 3 16 0 15 0 0 0 0 3 16 16 36 0 0 9 1 5 15 0
-0251 0 11 7 0 10 4 13 0 0 11 2 6 9 2 7 0 0 15 5 0 0 12 4 0 7 2 9 12 3 0 0 5 0 0 10 0 6 0
-0287 0 11 3 0 8 6 1 11 7 0 0 5 2 0 8 4 0 5 0 10 7 0 10 7 0 3 0 10 5 1 12 3 0 15 5 0 4 0
-0332 0 0 4 0 3 7 1 6 0 8 5 2 0 3 5 1 7 4 0 0 7 6 2 1 9 7 4 0 8 6 4 0 6 5 2 0 2 0
-0497 0 5 13 10 11 16 13 6 3 1 10 20 17 15 10 5 8 3 5 5 8 5 3 2 11 9 6 4 0 3 8 0 8 7 6 2 1 0
-0502 0 5 15 8 9 11 10 13 11 10 5 12 15 12 3 9 13 7 2 12 10 10 1 5 6 0 12 12 13 10 8 5 2 0 11 6 0 0
-0516 0 3 7 8 4 2 0 0 2 4 4 2 5 3 3 0 0 3 7 3 6 4 0 4 6 5 1 0 2 0 2 1 5 4 0 0 0 0
-0517 0 6 2 1 0 0 4 2 0 6 1 5 5 1 0 3 11 8 4 3 1 5 1 0 8 6 5 1 0 5 12 9 6 3 3 0 4 0
-0518 0 10 7 5 2 1 4 1 0 4 2 0 4 5 0 6 4 7 4 1 8 4 1 0 4 11 6 5 2 2 14 5 0 4 2 0 7 0
-1506 0 0 41 72 105 147 130 169 207 164 206 233 266 306 346 378 343 339 309 296 270 264 259 256 255 243 227 201 194 157 84 77 59 33 30 7 4 0
-1560 0 36 34 31 27 26 14 13 9 36 35 31 24 21 16 16 7 4 0 33 24 21 19 17 7 0 25 23 21 12 6 0 14 10 9 1 0 0
-4206 0 0 0 0 0 3 3 0 0 0 0 0 0 0 56 107 96 0 11 136 159 0 104 229 114 181 16 141 168 0 84 209 334 399 179 6 131 0
-4211 0 0 0 0 0 0 0 0 0 0 13 0 0 0 0 0 0 0 0 13 0 0 0 0 6 0 0 0 0 0 0 0 0 0 0 0 0 0
-4212 0 15 0 12 0 0 0 0 0 0 13 0 13 0 0 14 0 0 0 24 8 8 8 8 8 0 0 3 21 0 0 0 0 0 0 0 0 0
-4213 0 2 2 2 17 17 17 17 17 5 5 0 5 5 0 18 18 50 88 74 112 150 188 226 233 271 252 290 266 1 20 58 96 0 0 0 0 0
-4218 0 3 3 0 14 0 11 0 10 10 10 10 10 0 0 0 0 0 0 1 1 1 1 1 18 0 0 0 24 0 0 9 9 0 0 0 4 0
-4219 0 12 12 12 0 12 12 0 7 7 0 11 11 0 0 0 14 14 0 0 0 0 0 0 4 16 8 0 0 13 0 0 23 3 14 14 14 0
-4274 0 0 0 0 0 0 0 0 11 0 29 0 0 0 0 0 0 0 0 17 0 2 2 0 34 0 39 0 0 0 29 29 0 0 0 0 0 0
Tabla 4.26 Combinación de valores de productos en inventario correspondientes al nivel de servicio 95%.
Fuente: Elaboración propia

Propuesta de Optimización de la producción
110
COSTOS 16,588 16,188 15,787 15,664 15,445
Nivel de servicio 80% 85% 90% 95% 99% Demanda
Nivel de servicio 80% 85% 90% 95% 99% Demanda
MES Var. Sem. 8 9 11 12 16 MES Var. Sem. 8 9 11 12 16
1
I12,0 0 0 0 0 0 0
7 5
X12,19 19 0 9 0 0 16 0
X12,1 1 7 8 9 12 16 I12,19 19 12 16 6 5 21
I12,1 1 0 1 2 5 9 X12,20 20 8 0 11 12 0 9
X12,2 2 8 9 11 12 16 4
I12,20 20 11 7 8 8 12
I12,2 2 4 6 9 13 21
6
X12,21 21 0 9 0 0 0 3
X12,3 3 8 9 0 0 0 3
I12,21 21 8 13 5 5 9
I12,3 3 9 12 6 10 18 X12,22 22 0 0 0 0 0 2
X12,4 4 8 9 11 12 16 11
I12,22 22 6 11 3 3 7
I12,4 4 6 10 6 11 23 X12,23 23 0 0 0 0 0 1
2
X12,5 5 8 9 11 12 0 7
I12,23 23 5 10 2 2 6
I12,5 5 7 12 10 16 16 X12,24 24 8 0 11 12 0 3
X12,6 6 0 0 0 0 0 3
I12,24 24 10 7 10 11 3
I12,6 6 4 9 7 13 13
7
X12,25 25 0 0 11 0 0 2
X12,7 7 8 9 11 0 0 7
I12,25 25 8 5 19 9 1
I12,7 7 5 11 11 6 6 X12,26 26 8 9 0 0 16 3
X12,8 8 8 0 0 0 0 3
I12,26 26 13 11 16 6 14
I12,8 8 10 8 8 3 3 X12,27 27 8 9 11 12 0 14
3
X12,9 9 0 0 0 0 0 2
I12,27 27 7 6 13 4 0
I12,9 9 8 6 6 1 1 X12,28 28 0 9 0 0 12 4
X12,10 10 0 0 0 12 16 3
I12,26 28 3 11 9 0 8
I12,10 10 5 3 3 10 14
8
X12,29 29 0 0 0 4 16 1
X12,11 11 0 0 0 12 16 2
I12,29 29 2 10 8 3 23
I12,11 11 3 1 1 20 28 X12,30 30 8 0 0 12 0 7
X12,12 12 0 9 11 0 0 3
I12,30 30 3 3 1 8 16
I12,12 12 0 7 9 17 25 X12,31 31 8 9 11 0 0 8
4
X12,13 13 8 0 11 0 0 2
I12,31 31 3 4 4 0 8
I12,13 13 6 5 18 15 23 X12,32 32 0 0 0 10 0 2
X12,14 14 8 0 0 0 0 5
I12,32 32 1 2 2 8 6
I12,14 14 9 0 13 10 18
9
X12,33 33 0 0 0 0 0 1
X12,15 15 8 9 0 0 0 5
I12,33 33 0 1 1 7 5
I12,15 15 12 4 8 5 13 X12,34 34 3 0 0 0 0 1
X12,16 16 8 9 11 12 16 9
I12,34 34 2 0 0 6 4
I12,16 16 11 4 10 8 20 X12,35 35 8 9 7 0 0 4
5
X12,17 17 8 9 0 0 0 5
I12,35 35 6 5 3 2 0
I12,17 17 14 8 5 3 15 X12,36 36 0 0 0 0 14 1
X12,18 18 8 9 11 12 0 10
I12,36 36 5 4 2 1 13
I12,18 18 12 7 6 5 5 10
X12,37 37 8 9 11 12 0 13
I12,037 37 0 0 0 0 0
Tabla 4.27 Secuencia de las ventas semanales y producción e inventario.
Fuente: Elaboración propia

Capítulo 4
111
Por otro lado, actualmente la empresa trabaja con un nivel de servicio del 80%
(aproximadamente), con este nivel podemos saber qué tan rentable sería incrementar el nivel de servicio
de la empresa en estudio. En la tabla 4.28 se muestran los costos para incrementar la producción para
alcanzar los niveles de servicio de 85%, 90%, 95% y 99%. Dentro de este costo de producción se han
considerado el pago de mano de obra en tiempo extra, el consumo de energía eléctrica de las máquinas
de CNC y máquinas convencionales y también el uso de consumibles (herramientas para la remoción de
material).
Nivel de Servicio
80% 85% 90% 95% 99%
Utilidad calculada $ 1,700,872.93 $ 1,918,202.89 $ 2,055,983.66 $ 2,242,209.97 $ 2,277,846.47
Incremento de costo - $ 140,876.03 $ 218,181.92 $ 344,236.89 $ 427,207.81
Utilidad $ 1,700,872.93 $ 1,777,326.86 $ 1,837,801.75 $ 1,897,973.08 $ 1,850,638.65
37 semanas $ 76,453.93 $ 136,928.82 $ 197,100.15 $ 149,765.73
Extrapolación $ 107,448.77 $ 192,440.50 $ 277,005.62 $ 210,481.56
Mejor nivel de servicio
Tabla 4.28 Utilidad de los niveles de servicio.
Fuente: Elaboración propia
Con la información proporcionada, se ve muy claro que al incrementar el nivel de servicio los
costos de producción para mantener dicho nivel incrementan también lo que hace que la utilidad óptima
no corresponda al nivel de servicio del 99%.
Por lo tanto, si la empresa incrementa su nivel de servicio del 80% al 95%, su utilidad en 37
semanas sería de $ 197,100.15, o incluso si hacemos una extrapolación a 52 semanas, puesto que el
modelo contempla la planeación de la producción anual, podemos indicar que la utilidad de la empresa
se incrementa en un año en $ 277,005.62, al mantener un nivel de servicio del 95%.

112
Conclusiones
Con los resultados obtenidos en la investigación, desde su diseño y posible aplicación de la
metodología propuesta para la selección, análisis de comportamiento, generación de pronósticos,
cálculo del riesgo y planeación de la producción de los productos con mayor importancia para la
empresa, esta investigación presenta un modelo cuantitativo que ofrece una mejor base para la toma
de decisiones para empresas del ramo metal-mecánica que cuentan con datos históricos de sus
ventas reales.
Los beneficios de este trabajo representan una base para la mejora continua haciendo usos
de técnicas que ayuden a incrementar la productividad y competitividad en el mercado industrial, así
como también la satisfacción de los clientes y generar la mayor utilidad para la empresa.
Así mismo, los objetivos planteados al inicio de esta investigación han sido alcanzados de
manera exitosa:
La propuesta de la metodología ayudó a la selección de los productos A y al cálculo de
pronósticos con base en las ventas reales de los productos de mayor importancia para la
empresa, además se obtuvo que el mejor modelo de pronósticos es el que proporcionó el
método Winters pues éste representa un 68% de mejora con otros métodos.
Con el análisis de las ventas e identificando el mejor ajuste de distribución se logró cuantificar
el riesgo del pronóstico según el comportamiento de cada producto y se indican los niveles de
servicio en que la empresa desee trabajar para satisfacer lo requerimientos de sus clientes.
La modelación de la programación lineal para la planeación de la producción tomando como
base el pronóstico calculado y los niveles de servicio ayudó a identificar el nivel de servicio
óptimo en que la empresa puede operar, minimizando los costos de producción y los costos
por mantener productos en resguardo.
Entre otros beneficios que el presente trabajo puede proporcionar, se puede enumerar el
desarrollo de un plan de producción anual en base al pronóstico calculado con las ventas historias,
aunado a esto, la metodología ayudará a anticipar los requerimientos de los clientes ofreciendo un
nivel de servicio que no ponga en riesgo las operaciones de la empresa, dar un mejor manejo al flujo
de efectivo para invertir en maquinaria que facilite o mejore el proceso de producción o aprovechar
nuevas oportunidades de negocios.
Con la información que brinda el modelo de planeación de la producción anual se logrará
disminuir los costos por penalizaciones de incumplimiento de entregas, reducir los niveles de inventario
de productos, incrementar el nivel de servicio de los productos de mayor rotación considerando su
estacionalidad y/o ciclicidad.

Conclusiones
113
A mayores rasgos con el análisis de los resultados, con los valores de la utilidad calculada en
cada nivel de servicio menos el costo de producción para incrementar el nivel de servicio, la
metodología plantea incrementar el actual nivel de servicio del 80% al 95%, obteniendo una utilidad
de $ 197,100.15 M.N. en 37 semanas. Sin embargo, como el modelo plantea la producción anual, se
puede hacer una extrapolación a 52 semanas dando una utilidad de $ 277,005.62 M.N.
Trabajos futuros
El presente trabajo está sujeto a mejoras futuras, entre las cuales se menciona la línea de investigación
de un escenario para contratar más personal y evitar el tiempo extra, para lograr incrementar la
producción y mantener el nivel de servicio. También se puede profundizar con la medición de los
tiempos de producción de los productos A y los tiempos de entrega de los proveedores, esto con el
objetivo de anticipar en tiempo real la entrega de productos terminados en los tiempos establecidos
por el modelo y de esta manera evitar el pago de tiempo extra.

114
Bibliografía
Aksoy, A., Öztürk, N., & Sucky, E. (2014). Demand forecasting for apparel manufacturers by using neuro-fuzzy
techniques. Journal of Modeling in Management, 9 (1), 18-35.
Chase, Jacobs and Aquilano (2009). Operations Management for Competitive Advantage, 11 edition. McGraw-
Hill/Irwin.
Chopra, S., & Meindl, P. (2013). Supply Chain Management. New Jersey: Pearson.
Donath, Bob (2002) “The IOMA Handbook of Logistics and Inventory Management”. New York John Wiley & Sons,
Inc.
Francisco Perales, A. M. (10 de 11 de 2012). Catálogo MTISA. Catálogo MTISA . México.
Garcia, G. G. (Diciembre de 2011). Metodología para calcular el pronóstico de ventas y una medición de su
precisión en una empresa farmacéutica: caso de estudio. México, DF, México.
González, F. J. (12 de Noviembre de 2010). Manual de Calidad MTISA. México, DF, México.
Groover, M. P. (2007). Fundamentos de Manufactura Moderna. México: Mc Graw Hill.
Gutiérrez Gonzalez, E. & Panteleeva Olga Vladimirovna (2014). Probabilidad y Estadística. Aplicaciones a la
Ingeniería y Ciencias. México, Grupo Editorial Patria.
Hiller, F. S. (2008). Métodos cuantitativos para la administración. México: Mc Graw Hill.
Law, A. M. (2007). Simulation Modeling & Analysis. New York: McGraw Hill.
Lin, F.J. (2007). The development of planning horizon theory and the comparison of decision/forecast horizons for
dynamic lot size models. Journal of Modeling in Management, 2 (2), 170-185.
Lines, A. (1996). Forecasting – key to good service at low cost. Logistics Information Management, 9 (4), 24–27.
Makridakis, S. (1998). Forecasting. John Wiley & Sons.
Monden, Y. (1990). El sistema de producción de Toyota. Buenos Aires, Argentina: Ediciones Macchi.
Mott, R. L. (2006). Diseño de elementos de máquinas. México: Pearson Educación de México.
Nahmias, S. (2007). Análisis de la Producción y las Operaciones. McGraw Hill.

Bibliografía
115
Pacheco Espejel, A., & Cruz Estrada, M. C. (2010). Metodología Crítica de la Investigación. México: Patria.
Petropoulos, F., Nikolopoulos, K., Spithourakis, G. P., & Assimakopoulos, V. (2013). Empirical heuristics for
improving intermittent demand forecasting. Industrial Management & Data Systems, 113 (5), 683-696.
Reynolds, P. L., & Lancaster, G. (2007). Predictive strategic marketing management decisions in small firms.
Management Decision, 45 (6), 1038-1057.
Reynolds, P. L., Day, J., & Lancaster, G. (2001). Moving towards a control technique to help small firms monitor
and control key marketing parameters: a survival aid. Management Decision, 39 (2), 113-120.
Rieg, R. (2010). Do forecasts improve over time? International Journal of Accounting and Information Management,
18 (3), 220-236.
Simchi-Levi, Kaminsky and Simchi-Levi (2008). Designing and Managing the Supply Chain. 3rd. edition. McGraw-
Hill/Irwin.
Vásquez, D. M. (2005). Diseño e Implementación de un Sistema de Administración de Inventarios con base a la
demanda en SACDA, S. A. de C. V. México.
Waddel, D., & Sohal, A. S. (1994). Forecasting: The Key to Managerial Decision Making. Management Decision,
32 (1), 41-49.
Waters, C. D. (2005). Inventory Control and Management. John Wiley & Sons.
Wikner, J. (2006). Analysis of smoothing techniques: application to production-inventory systems. Kybernetes, 35
(9), 1323-1347.
Páginas de Internet
Baldor. (16 de Mayo de 2013). Maska 26S. Recuperado el 16 de Mayo de 2013, de
http://www.baldor.com/support/Literature/Load.ashx/Maska26S?LitNumber=Maska26S
Banco de México. (16 de Mayo de 2013). www.banxico.org.mx. Recuperado el 16 de Mayo de 2013,
http://www.banxico.org.mx/publicaciones-y-discursos/discursos-y-
presentaciones/presentaciones/%7BCF568A1C-E988-4A08-B837-CB56AA015364%7D.pdf
Francisco Lupion. (12 de Agosto de 2012). Proyectos de Tecnología. Recuperado el 5 de Mayo de 2013, de
Proyectos de Tecnología:
http://elblogdelprofesordetecnologia.blogspot.mx/2009/05/sistema-de-poleas-con-correa.html
INEGI. (10 de Mayo de 2013). INFORMACIÓN OPORTUNA SOBRE LA ACTIVIDAD INDUSTRIAL. Recuperado
el 15 de Mayo de 2013, de
http://www.inegi.org.mx/inegi/contenidos/espanol/prensa/comunicados/actbol.pdf

Bibliografía
116
López, B. A. (s.f.). Ingenieros Industriales. Recuperado el 5 de Abril de 2013, de
http://ingenierosindustriales.jimdo.com/herramientas-para-el-ingeniero-industrial/administraci%C3%B3n-de-
inventarios/
SKF. (5 de Mayo de 2013). SKF. Recuperado el 05 de Mayo de 2013, de SKF:
http://www.skf.com/portal/skf_mx/home/products?contentId=870037
Wikipedia. (30 de Abril de 2013). Wikipedia. Recuperado el 5 de Mayo de 2013, de Wikipedia:
http://es.wikipedia.org/wiki/Polea

117
Anexo A
Método de descomposición
Como se indicó en el capítulo 3, la finalidad del método de Descomposición consiste en separar el patrón
de la serie de tiempo de los datos observados en los elementos de estacionalidad, tendencia y ciclo, con
el cual se logrará predecir el comportamiento en el futuro y entender mucho mejor el patrón de la serie de
tiempo. Para la ejemplificación de este método, se usarán los datos del mismo producto que se analizó
en el capítulo 4 con el método de Winter, 006-006-0497 – Polea 3.6 DP 2AB V1, al final se compararon
los resultados con el método Winter y se determinó qué este último es el mejor para la empresa en estudio.
Paso 1.
Se debe obtener el promedio móvil de los datos históricos de las observaciones disponibles.
El promedio móvil de una temporada 𝐿 = 26 se obtiene promediando las ventas reales del
periodo 𝑡1, al periodo 𝑡𝐿 y con el cual se determina el Promedio Móvil del periodo 14 el cual es de 3.19 y
así sucesivamente para los siguientes periodos. El siguiente valor del promedio móvil corresponde al
periodo 15, cuyo valor es de 3.19. En la tabla A1 se pueden observar los valores del promedio móvil para
los demás periodos.
Para obtener el promedio centrado del periodo 14 se suma y promedian los valores de los promedios
móviles de los periodos 14 y 15 dado que el promedio de las semanas observadas de la semana 1 a la
26 corresponde a la semana 13.5 a su vez el promedio de la semana 2 a la 27 es el mes 14.5, por tanto
al promediar ambos valores 13.5+14.5=28/2= 14, esto indica que corresponde al promedio centrado del
mes 14. Esto se simplifica en la tabla A.1

Propuesta de Optimización de la producción
118
Pdo Vta Prom.
Móvil
Promedio
Centrado Pdo Vta
Prom.
Móvil
Promedio
Centrado Pdo Vta
Prom.
Móvil
Promedio
Centrado Pdo Vta
Prom.
Móvil
Promedio
Centrado Pdo Vta
Prom.
Móvil
Promedio
Centrado Pdo Vta
Prom.
Móvil
Promedio
Centrado
1 4 27 4 3.077 3.231 53 4 3.231 3.250 79 18 3.538 3.385 105 10 3.115 3.096 131 15 4.615 4.692
2 1 28 10 3.385 3.423 54 0 3.269 3.231 80 0 3.231 3.231 106 10 3.077 3.365 132 0 4.769 4.481
3 5 29 0 3.462 3.346 55 0 3.192 3.192 81 1 3.231 3.288 107 0 3.654 3.981 133 1 4.192 3.942
4 9 30 9 3.231 3.212 56 9 3.192 3.346 82 0 3.346 3.192 108 10 4.308 4.346 134 12 3.692 3.769
5 2 31 0 3.192 3.346 57 12 3.500 3.423 83 9 3.038 2.923 109 1 4.385 4.346 135 13 3.846 3.962
6 1 32 0 3.500 3.500 58 4 3.346 3.346 84 0 2.808 2.942 110 0 4.308 4.173 136 4 4.077 4.192
7 9 33 0 3.500 3.365 59 0 3.346 3.500 85 2 3.077 2.904 111 8 4.038 4.058 137 0 4.308 4.538
8 6 34 0 3.231 3.115 60 0 3.654 3.654 86 0 2.731 2.731 112 0 4.077 4.115 138 2 4.769 4.750
9 1 35 6 3.000 3.212 61 0 3.654 3.500 87 2 2.731 2.788 113 5 4.154 4.038 139 0 4.731 4.808
10 7 36 0 3.423 3.442 62 0 3.346 3.346 88 0 2.846 2.846 114 0 3.923 3.904 140 3 4.885 4.904
11 0 37 16 3.462 3.538 63 0 3.346 3.173 89 10 2.846 2.923 115 4 3.885 3.827 141 7 4.923 4.962
12 3 38 0 3.615 3.654 64 2 3.000 2.981 90 0 3.000 3.019 116 0 3.769 3.788 142 0 5.000 5.058
13 0 39 0 3.692 3.692 65 2 2.962 3.058 91 1 3.038 2.942 117 2 3.808 3.846 143 12 5.115 5.135
14 0 3.192 3.192 40 8 3.692 3.692 66 9 3.154 3.423 92 1 2.846 2.692 118 0 3.885 3.981 144 4 5.154 4.957
15 0 3.192 3.365 41 2 3.692 3.500 67 0 3.692 3.692 93 0 2.538 2.731 119 15 4.077 3.885 145 0 4.760 4.859
16 6 3.538 3.442 42 0 3.308 3.308 68 0 3.692 3.712 94 3 2.923 2.904 120 20 3.692 3.712 146 7 4.958 5.044
17 1 3.346 3.346 43 0 3.308 3.308 69 8 3.731 3.558 95 0 2.885 3.077 121 2 3.731 3.769 147 6 5.130 4.974
18 8 3.346 3.308 44 16 3.308 3.538 70 12 3.385 3.327 96 6 3.269 3.115 122 4 3.808 4.038 148 10 4.818 4.623
19 0 3.269 3.250 45 0 3.769 3.846 71 0 3.269 3.192 97 7 2.962 2.962 123 0 4.269 4.346 149 6 4.429 4.439
20 9 3.231 3.058 46 2 3.923 3.923 72 10 3.115 3.154 98 1 2.962 3.077 124 2 4.423 4.269 150 14 4.450 4.567
21 6 2.885 2.769 47 0 3.923 3.923 73 0 3.192 3.192 99 0 3.192 3.192 125 2 4.115 4.154 151 1 4.684 4.759
22 0 2.654 2.750 48 11 3.923 3.808 74 3 3.192 3.231 100 6 3.192 3.250 126 0 4.192 4.096 152 4 4.833 4.975
23 0 2.846 2.712 49 1 3.692 3.692 75 1 3.269 3.269 101 1 3.308 3.308 127 0 4.000 4.058 153 1 5.118 5.184
24 5 2.577 2.885 50 9 3.692 3.385 76 0 3.269 3.462 102 4 3.308 3.192 128 1 4.115 4.173 154 3 5.250 5.192
25 0 3.192 3.135 51 2 3.077 3.115 77 1 3.654 3.615 103 2 3.077 3.077 129 3 4.231 4.231 155 6 5.133 5.317
26 0 3.077 3.077 52 0 3.154 3.192 78 5 3.577 3.558 104 0 3.077 3.096 130 2 4.231 4.423 156 3 5.500
Tabla A.1 Promedios móviles y centrado de las ventas reales del producto 006-006-0497.
Fuente: Elaboración propia.

Anexo A
119
En la figura A.1 se presentan los valores de los promedios centrados que se calcularon del producto
006-006-0497.
Figura A.1 Gráfica de los promedios móviles del producto 006-006-0497.
Fuente: Elaboración propia.
Paso 2. Cálculo de la estacionalidad
El cálculo de los índices estacionales se obtiene dividiendo el valor de la venta real de cada periodo
(semana) entre los valores de los promedios centrados (como se observa en la tabla A.2). A continuación
se calculan los índices estacionales promedio para cada periodo a partir del dato observado 14 (semana
14) considerando un periodo 𝐿 = 26.
Periodo Índice
14 0.000
40 2.167
66 2.629
92 0.371
118 0.000
Promedio: 1.033
Tabla A.2 Promedios móviles y centrado de las ventas reales del producto 006-006-0497.
Fuente: Elaboración propia.
Al sumar los valores de los índices estacionales promedio para el periodo 1 al 24 (debido a los
datos de venta reservada para la validación del método de descomposición) el valor que se obtiene es
24.266, como se observa es un valor mayor que 24. Para eliminar dicha variación se procede a ajustar
los índices con un prorrateo, dividiendo el valor obtenido de 24.266 entre 24 y el factor resultante deberá
ser multiplicado por cada uno de los índices estacionales promedio de cada semana para obtener los
índices estacionales ajustados de la serie de tiempo. Estos resultados se observan en la tabla A.3.
0
5
10
15
20
25
0 20 40 60 80 100 120 140 160
Venta Real Promedio Centrado

Propuesta de Optimización de la producción
120
Periodo Índice
Promedio Índice Estacional
Ajustado
14 1.03 0.99
15 0.89 0.85
16 1.63 1.57
17 0.62 0.59
18 2.69 2.58
19 0.47 0.45
20 1.48 1.42
21 0.53 0.51
22 1.13 1.09
23 0.18 0.17
24 1.18 1.13
25 0.46 0.44
26 0.37 0.36
27 2.84 2.73
28 1.18 1.13
29 0.11 0.11
30 2.20 2.11
31 2.02 1.94
32 0.43 0.41
33 0.53 0.51
34 0.08 0.08
35 0.76 0.73
36 0.12 0.12
37 2.08 1.99
Suma: 25.02 24.00
Factor de Prorrateo: 0.959226115
Tabla A.3 Índices estacionales de la serie de tiempo.
Fuente: Elaboración propia.
Los índices estacionales ajustados se deberán indicar en la semana 14 debido a que los cálculos
de los índices se iniciaron en la semana 14 del primer periodo 𝐿 = 26. Estos valores se usarán para el
cálculo del pronóstico.
Pdo Venta Prom Móvil
Promedio Centrado
Índice Estacional
Pdo Venta Prom Móvil
Promedio Centrado
Índice Estacional
Pdo Venta Prom Móvil
Promedio Centrado
Índice Estacional
1 4 53 4 3.231 3.250 1.231 105 10 3.115 3.096 3.230
2 1 54 0 3.269 3.231 0.000 106 10 3.077 3.365 2.971
3 5 55 0 3.192 3.192 0.000 107 0 3.654 3.981 0.000
4 9 56 9 3.192 3.346 2.690 108 10 4.308 4.346 2.301
5 2 57 12 3.500 3.423 3.506 109 1 4.385 4.346 0.230
6 1 58 4 3.346 3.346 1.195 110 0 4.308 4.173 0.000
7 9 59 0 3.346 3.500 0.000 111 8 4.038 4.058 1.972
8 6 60 0 3.654 3.654 0.000 112 0 4.077 4.115 0.000
9 1 61 0 3.654 3.500 0.000 113 5 4.154 4.038 1.238
10 7 62 0 3.346 3.346 0.000 114 0 3.923 3.904 0.000

Anexo A
121
Pdo Venta Prom Móvil
Promedio Centrado
Índice Estacional
Pdo Venta Prom Móvil
Promedio Centrado
Índice Estacional
Pdo Venta Prom Móvil
Promedio Centrado
Índice Estacional
11 0 63 0 3.346 3.173 0.000 115 4 3.885 3.827 1.045
12 3 64 2 3.000 2.981 0.671 116 0 3.769 3.788 0.000
13 0 65 2 2.962 3.058 0.654 117 2 3.808 3.846 0.520
14 0 3.192 3.192 0.000 66 9 3.154 3.423 2.629 118 0 3.885 3.981 0.000
15 0 3.192 3.365 0.000 67 0 3.692 3.692 0.000 119 15 4.077 3.885 3.861
16 6 3.538 3.442 1.743 68 0 3.692 3.712 0.000 120 20 3.692 3.712 5.389
17 1 3.346 3.346 0.299 69 8 3.731 3.558 2.249 121 2 3.731 3.769 0.531
18 8 3.346 3.308 2.419 70 12 3.385 3.327 3.607 122 4 3.808 4.038 0.990
19 0 3.269 3.250 0.000 71 0 3.269 3.192 0.000 123 0 4.269 4.346 0.000
20 9 3.231 3.058 2.943 72 10 3.115 3.154 3.171 124 2 4.423 4.269 0.468
21 6 2.885 2.769 2.167 73 0 3.192 3.192 0.000 125 2 4.115 4.154 0.481
22 0 2.654 2.750 0.000 74 3 3.192 3.231 0.929 126 0 4.192 4.096 0.000
23 0 2.846 2.712 0.000 75 1 3.269 3.269 0.306 127 0 4.000 4.058 0.000
24 5 2.577 2.885 1.733 76 0 3.269 3.462 0.000 128 1 4.115 4.173 0.240
25 0 3.192 3.135 0.000 77 1 3.654 3.615 0.277 129 3 4.231 4.231 0.709
26 0 3.077 3.077 0.000 78 5 3.577 3.558 1.405 130 2 4.231 4.423 0.452
27 4 3.077 3.231 1.238 79 18 3.538 3.385 5.318 131 15 4.615 4.692 3.197
28 10 3.385 3.423 2.921 80 0 3.231 3.231 0.000 132 0 4.769 4.481 0.000
29 0 3.462 3.346 0.000 81 1 3.231 3.288 0.304 133 1 4.192 3.942 0.254
30 9 3.231 3.212 2.802 82 0 3.346 3.192 0.000 134 12 3.692 3.769 3.184
31 0 3.192 3.346 0.000 83 9 3.038 2.923 3.079 135 13 3.846 3.962 3.282
32 0 3.500 3.500 0.000 84 0 2.808 2.942 0.000 136 4 4.077 4.192 0.954
33 0 3.500 3.365 0.000 85 2 3.077 2.904 0.689 137 0 4.308 4.538 0.000
34 0 3.231 3.115 0.000 86 0 2.731 2.731 0.000 138 2 4.769 4.750 0.421
35 6 3.000 3.212 1.868 87 2 2.731 2.788 0.717 139 0 4.731 4.808 0.000
36 0 3.423 3.442 0.000 88 0 2.846 2.846 0.000 140 3 4.885 4.904 0.612
37 16 3.462 3.538 4.522 89 10 2.846 2.923 3.421 141 7 4.923 4.962 1.411
38 0 3.615 3.654 0.000 90 0 3.000 3.019 0.000 142 0 5.000 5.058 0.000
39 0 3.692 3.692 0.000 91 1 3.038 2.942 0.340 143 12 5.115 5.135 2.337
40 8 3.692 3.692 2.167 92 1 2.846 2.692 0.371 144 4 5.154 4.957 0.807
41 2 3.692 3.500 0.571 93 0 2.538 2.731 0.000 145 0 4.760 4.859 0.000
42 0 3.308 3.308 0.000 94 3 2.923 2.904 1.033 146 7 4.958 5.044 1.388
43 0 3.308 3.308 0.000 95 0 2.885 3.077 0.000 147 6 5.130 4.974 1.206
44 16 3.308 3.538 4.522 96 6 3.269 3.115 1.926 148 10 4.818 4.623 2.163
45 0 3.769 3.846 0.000 97 7 2.962 2.962 2.364 149 6 4.429 4.439 1.352
46 2 3.923 3.923 0.510 98 1 2.962 3.077 0.325 150 14 4.450 4.567 3.065
47 0 3.923 3.923 0.000 99 0 3.192 3.192 0.000 151 1 4.684 4.759 0.210
48 11 3.923 3.808 2.889 100 6 3.192 3.250 1.846 152 4 4.833 4.975 0.804
49 1 3.692 3.692 0.271 101 1 3.308 3.308 0.302 153 1 5.118 5.184 0.193
50 9 3.692 3.385 2.659 102 4 3.308 3.192 1.253 154 3 5.250 5.192 0.578
51 2 3.077 3.115 0.642 103 2 3.077 3.077 0.650 155 6 5.133 5.317 1.129
52 0 3.154 3.192 0.000 104 0 3.077 3.096 0.000 156 3 5.500
Tabla A.4 Índices estacionales de la serie de tiempo.
Fuente: Elaboración propia.

Propuesta de Optimización de la producción
122
El cálculo de los índices estacionales ajustados representan el nivel de venta promedio que se
obtuvo en un periodo determinado, es decir, si se analiza el factor obtenido para el periodo 14, significa
que la venta de esa semana será 1% abajo del promedio, mientras la venta para el periodo 37 se
encontrará 99% por arriba del promedio.
Paso 3. Cálculo de la tendencia
Los patrones de tendencia tienen diferentes clasificaciones, las más comunes son: tendencia lineal,
cuadrática o exponencial. Para este caso, los datos de las ventas reales representan una tendencia plana
debido a que no se presentan incrementos o descenso prolongados durante los periodos, por tanto se
concluye que la tendencia es lineal.
Usando el procedimiento que se explicó en el capítulo 3, la obtención de la tendencia por medio de
regresión lineal con Excel-Microsoft, la ecuación queda representando de la siguiente forma:
𝑦 = −0.0082𝑥 + 2.9956
Quedando la siguiente ecuación para la tendencia para cada periodo semanal:
𝑇𝑡 = −0.0082𝑡 + 2.9956
En el caso del periodo 16 tenemos:
𝑇14 = −0.0082(16) + 2.9956 = 3.1271
Paso 4. Cálculo del ciclo
La fórmula para calcular el tiempo de ciclo, como se indicó en el capítulo 3, se representa de la siguiente
forma
𝐶 = 𝑃𝑟𝑜𝑚𝑒𝑑𝑖𝑜 𝐶𝑒𝑛𝑡𝑟𝑎𝑑𝑜
𝑇𝑒𝑛𝑑𝑒𝑛𝑐𝑖𝑎
Para ejemplificar este caso, el ciclo correspondiente al periodo 16, el valor del ciclo se representa
de la siguiente manera:
𝐶 = 1.7430
3.1271= 1.1008
De la misma manera que el índice de estacionalidad, el ciclo representa si la actividad económica,
si es mayor a 1, ésta fue mayor que el promedio.
En la tabla A.5 se indican los resultados de la tendencia y ciclo para cada uno de los periodos
semanales del producto 006-006-0497.

Anexo A
123
Pdo Venta Promedio
Móvil Promedio Centrado
Índice Estacional
Tendencia Ciclo
1 4 3.004
2 1 3.012
3 5 3.020
4 9 3.028
5 2 3.037
6 1 3.045
7 9 3.053
8 6 3.061
9 1 3.070
10 7 3.078
11 0 3.086
12 3 3.094
13 0 3.102
14 0 3.192 3.192 0.000 3.111 1.026
15 0 3.192 3.365 0.000 3.119 1.079
16 6 3.538 3.442 1.743 3.127 1.101
17 1 3.346 3.346 0.299 3.135 1.067
18 8 3.346 3.308 2.419 3.144 1.052
19 0 3.269 3.250 0.000 3.152 1.031
20 9 3.231 3.058 2.943 3.160 0.968
21 6 2.885 2.769 2.167 3.168 0.874
22 0 2.654 2.750 0.000 3.176 0.866
23 0 2.846 2.712 0.000 3.185 0.851
24 5 2.577 2.885 1.733 3.193 0.903
25 0 3.192 3.135 0.000 3.201 0.979
26 0 3.077 3.077 0.000 3.209 0.959
27 4 3.077 3.231 1.238 3.218 1.004
28 10 3.385 3.423 2.921 3.226 1.061
29 0 3.462 3.346 0.000 3.234 1.035
30 9 3.231 3.212 2.802 3.242 0.991
31 0 3.192 3.346 0.000 3.250 1.029
32 0 3.500 3.500 0.000 3.259 1.074
33 0 3.500 3.365 0.000 3.267 1.030
34 0 3.231 3.115 0.000 3.275 0.951
35 6 3.000 3.212 1.868 3.283 0.978
36 0 3.423 3.442 0.000 3.291 1.046
37 16 3.462 3.538 4.522 3.300 1.072
38 0 3.615 3.654 0.000 3.308 1.105
39 0 3.692 3.692 0.000 3.316 1.113
40 8 3.692 3.692 2.167 3.324 1.111
41 2 3.692 3.500 0.571 3.333 1.050
42 0 3.308 3.308 0.000 3.341 0.990
43 0 3.308 3.308 0.000 3.349 0.988
44 16 3.308 3.538 4.522 3.357 1.054
45 0 3.769 3.846 0.000 3.365 1.143
46 2 3.923 3.923 0.510 3.374 1.163

Propuesta de Optimización de la producción
124
Pdo Venta Promedio
Móvil Promedio Centrado
Índice Estacional
Tendencia Ciclo
47 0 3.923 3.923 0.000 3.382 1.160
48 11 3.923 3.808 2.889 3.390 1.123
49 1 3.692 3.692 0.271 3.398 1.087
50 9 3.692 3.385 2.659 3.407 0.994
51 2 3.077 3.115 0.642 3.415 0.912
52 0 3.154 3.192 0.000 3.423 0.933
53 4 3.231 3.250 1.231 3.431 0.947
54 0 3.269 3.231 0.000 3.439 0.939
55 0 3.192 3.192 0.000 3.448 0.926
56 9 3.192 3.346 2.690 3.456 0.968
57 12 3.500 3.423 3.506 3.464 0.988
58 4 3.346 3.346 1.195 3.472 0.964
59 0 3.346 3.500 0.000 3.480 1.006
60 0 3.654 3.654 0.000 3.489 1.047
61 0 3.654 3.500 0.000 3.497 1.001
62 0 3.346 3.346 0.000 3.505 0.955
63 0 3.346 3.173 0.000 3.513 0.903
64 2 3.000 2.981 0.671 3.522 0.846
65 2 2.962 3.058 0.654 3.530 0.866
66 9 3.154 3.423 2.629 3.538 0.968
67 0 3.692 3.692 0.000 3.546 1.041
68 0 3.692 3.712 0.000 3.554 1.044
69 8 3.731 3.558 2.249 3.563 0.999
70 12 3.385 3.327 3.607 3.571 0.932
71 0 3.269 3.192 0.000 3.579 0.892
72 10 3.115 3.154 3.171 3.587 0.879
73 0 3.192 3.192 0.000 3.596 0.888
74 3 3.192 3.231 0.929 3.604 0.897
75 1 3.269 3.269 0.306 3.612 0.905
76 0 3.269 3.462 0.000 3.620 0.956
77 1 3.654 3.615 0.277 3.628 0.996
78 5 3.577 3.558 1.405 3.637 0.978
79 18 3.538 3.385 5.318 3.645 0.929
80 0 3.231 3.231 0.000 3.653 0.884
81 1 3.231 3.288 0.304 3.661 0.898
82 0 3.346 3.192 0.000 3.669 0.870
83 9 3.038 2.923 3.079 3.678 0.795
84 0 2.808 2.942 0.000 3.686 0.798
85 2 3.077 2.904 0.689 3.694 0.786
86 0 2.731 2.731 0.000 3.702 0.738
87 2 2.731 2.788 0.717 3.711 0.751
88 0 2.846 2.846 0.000 3.719 0.765
89 10 2.846 2.923 3.421 3.727 0.784
90 0 3.000 3.019 0.000 3.735 0.808
91 1 3.038 2.942 0.340 3.743 0.786
92 1 2.846 2.692 0.371 3.752 0.718
93 0 2.538 2.731 0.000 3.760 0.726

Anexo A
125
Pdo Venta Promedio
Móvil Promedio Centrado
Índice Estacional
Tendencia Ciclo
94 3 2.923 2.904 1.033 3.768 0.771
95 0 2.885 3.077 0.000 3.776 0.815
96 6 3.269 3.115 1.926 3.785 0.823
97 7 2.962 2.962 2.364 3.793 0.781
98 1 2.962 3.077 0.325 3.801 0.810
99 0 3.192 3.192 0.000 3.809 0.838
100 6 3.192 3.250 1.846 3.817 0.851
101 1 3.308 3.308 0.302 3.826 0.865
102 4 3.308 3.192 1.253 3.834 0.833
103 2 3.077 3.077 0.650 3.842 0.801
104 0 3.077 3.096 0.000 3.850 0.804
105 10 3.115 3.096 3.230 3.858 0.802
106 10 3.077 3.365 2.971 3.867 0.870
107 0 3.654 3.981 0.000 3.875 1.027
108 10 4.308 4.346 2.301 3.883 1.119
109 1 4.385 4.346 0.230 3.891 1.117
110 0 4.308 4.173 0.000 3.900 1.070
111 8 4.038 4.058 1.972 3.908 1.038
112 0 4.077 4.115 0.000 3.916 1.051
113 5 4.154 4.038 1.238 3.924 1.029
114 0 3.923 3.904 0.000 3.932 0.993
115 4 3.885 3.827 1.045 3.941 0.971
116 0 3.769 3.788 0.000 3.949 0.959
117 2 3.808 3.846 0.520 3.957 0.972
118 0 3.885 3.981 0.000 3.965 1.004
119 15 4.077 3.885 3.861 3.974 0.978
120 20 3.692 3.712 5.389 3.982 0.932
121 2 3.731 3.769 0.531 3.990 0.945
122 4 3.808 4.038 0.990 3.998 1.010
123 0 4.269 4.346 0.000 4.006 1.085
124 2 4.423 4.269 0.468 4.015 1.063
125 2 4.115 4.154 0.481 4.023 1.033
126 0 4.192 4.096 0.000 4.031 1.016
127 0 4.000 4.058 0.000 4.039 1.005
128 1 4.115 4.173 0.240 4.047 1.031
129 3 4.231 4.231 0.709 4.056 1.043
130 2 4.231 4.423 0.452 4.064 1.088
131 15 4.615 4.692 3.197 4.072 1.152
132 0 4.769 4.481 0.000 4.080 1.098
133 1 4.192 3.942 0.254 4.089 0.964
134 12 3.692 3.769 3.184 4.097 0.920
135 13 3.846 3.962 3.282 4.105 0.965
136 4 4.077 4.192 0.954 4.113 1.019
137 0 4.308 4.538 0.000 4.121 1.101
138 2 4.769 4.750 0.421 4.130 1.150
139 0 4.731 4.808 0.000 4.138 1.162

Propuesta de Optimización de la producción
126
Pdo Venta Promedio
Móvil Promedio Centrado
Índice Estacional
Tendencia Ciclo
140 3 4.885 4.904 0.612 4.146 1.183
141 7 4.923 4.962 1.411 4.154 1.194
142 0 5.000 5.058 0.000 4.163 1.215
143 12 5.115 5.135 2.337 4.171 1.231
144 4 5.154 4.957 0.807 4.179 1.186
145 0 4.760 4.859 0.000 4.187 1.160
146 7 4.958 5.044 1.388 4.195 1.202
147 6 5.130 4.974 1.206 4.204 1.183
148 10 4.818 4.623 2.163 4.212 1.098
149 6 4.429 4.439 1.352 4.220 1.052
150 14 4.450 4.567 3.065 4.228 1.080
151 1 4.684 4.759 0.210 4.237 1.123
152 4 4.833 4.975 0.804 4.245 1.172
153 1 5.118 5.184 0.193 4.253 1.219
154 3 5.250 5.192 0.578 4.261 1.218
155 6 5.133 5.317 1.129 4.269 1.245
156 3 5.500 4.278
Tabla A.5 Tendencia y ciclo para cada uno de los periodos semanales del producto 006-006-0497.
Fuente: Elaboración propia.
La figura A.2 se ilustra el comportamiento de la actividad económica de cada periodo semanal de
las ventas reales, usando los valores del ciclo se observa que la actividad económica es variable en el
trascurso del tiempo.
Figura A.2 Ciclo de la actividad económica del producto 006-006-0497.
Fuente: Elaboración propia.
Los cambios en la actividad económica del ciclo son impredecibles y tienen dependencia en
diferentes factores, por tanto, en este caso se hará uso del valor del ciclo del periodo semanal anterior:
𝐶𝑡 = 𝐶𝑡−1.
0.600
0.700
0.800
0.900
1.000
1.100
1.200
1.300
0 20 40 60 80 100 120 140 160 180
Ciclo

Anexo A
127
Paso 5. Cálculo del Pronóstico
Como se expresó en la metodología del capítulo 3, con los elementos aislados, el cálculo del pronóstico
se puede llevar a cabo mediante la siguiente ecuación:
𝑌𝑡 = 𝑆𝑡 × 𝑇𝑡 × 𝐶𝑡 × 𝐸𝑡
Para ejemplificar se hará el cálculo del pronóstico del periodo 170 (que corresponde al índice
estacional promedio 14 de la venta reservada para la validación del método).
𝑌170 = 𝑆170 × 𝑇170 × 𝐶170
𝑌170 = (0.991) ∗ ((−0.0082 ∗ 170) + 2.9956) ∗ (1.245) = 5.423
La tabla A.6 muestra los valores pronosticados para los periodos semanales 170 a 193 (venta
reservada), además los valores de las ventas reales y el error.
Pdo Venta Índice
Estacional Tendencia Ciclo Pronóstico
Error
Absoluto
170 1 0.991 4.393 1.245 5.423 4.423
171 8 0.850 4.401 1.245 4.661 3.339
172 3 1.566 4.409 1.245 8.600 5.600
173 4 0.591 4.417 1.245 3.248 0.752
174 5 2.583 4.426 1.245 14.235 9.235
175 5 0.453 4.434 1.245 2.504 2.496
176 1 1.423 4.442 1.245 7.871 6.871
177 11 0.508 4.450 1.245 2.815 8.185
178 0 1.087 4.458 1.245 6.032 6.032
179 0 0.169 4.467 1.245 0.938 0.938
180 13 1.129 4.475 1.245 6.291 6.709
181 2 0.437 4.483 1.245 2.439 0.439
182 0 0.356 4.491 1.245 1.993 1.993
183 14 2.727 4.499 1.245 15.279 1.279
184 0 1.131 4.508 1.245 6.346 6.346
185 0 0.107 4.516 1.245 0.602 0.602
186 7 2.106 4.524 1.245 11.864 4.864
187 1 1.937 4.532 1.245 10.932 9.932
188 1 0.412 4.541 1.245 2.332 1.332
189 7 0.510 4.549 1.245 2.891 4.109
190 0 0.081 4.557 1.245 0.458 0.458
191 0 0.734 4.565 1.245 4.170 4.170
192 6 0.117 4.573 1.245 0.668 5.332
193 18 1.995 4.582 1.245 11.382 6.618
MAD 4.252
MSE 26.160
Tabla A.6 Tendencia y ciclo para cada uno de los periodos semanales del producto 006-006-0497.
Fuente: Elaboración propia.