Embed Size (px)
Citation preview
Modulare Kostenschätzung in der chemischen
Industrie
Konzept eines integrierten Systems zur Abschätzung und Bewertung des Kapitalbedarfes für die Errichtung einer
chemischen Anlage
vorgelegt von Diplom-Ingenieur
Uwe Strauch aus Schwedt/Oder
von der Fakultät III – Prozesswissenschaften
der Technischen Universität Berlin zur Erlangung des akademischen Grades
Doktor der Ingenieurwissenschaften
- Dr.-Ing. –
genehmigte Dissertation
Promotionsausschuss: Vorsitzende: Prof. Dr. rer. nat. S. Enders Gutachter: Prof. Dr.-Ing. G. Wozny Gutachter: Prof. Dr.-Ing. H. Schmidt-Traub
Tag der wissenschaftlichen Aussprache: 12.09.2008
Berlin 2008
D 83

All engineering is cost engineering!1
1 Chilton, 1967 [28]

Danksagung
Die vorliegende Arbeit entstand während meiner Tätigkeit als wissenschaftlicher
Mitarbeiter am Fachgebiet Dynamik und Betrieb technischer Anlagen der Techni-
schen Universität Berlin.
Mein besonderer Dank gilt meinem Doktorvater, Herr Prof. Dr.-Ing. Günter
Wozny, der mit der Betreuung sowohl dieser Arbeit als auch meiner Studien- und
Diplomarbeit meine berufliche Ausbildung entscheidend mit gestaltet und positiv
beeinflusst hat. Er stand mir während meiner Arbeit stets mit seinem wissen-
schaftlichen Rat zur Seite und leistete jede denkbare Unterstützung. Prof. Dr.-
Ing. Henner Schmidt-Traub danke ich für die Übernahme des Koreferates und
Frau Prof. Dr. rer. nat. Sabine Enders für die Übernahme des Prüfungsvorsitzes.
Der Firma Uhde GmbH danke ich für die finanzielle Unterstützung meiner Arbeit
und die Bereitstellung von Daten. Den Mitarbeitern der Abteilung Kokereiwesen
danke ich für die zahlreichen fachlichen Diskussionen, die zum Gelingen meiner
Arbeit entscheidend beigetragen haben. Hervorzuheben ist hierbei die Zusam-
menarbeit mit Frau Gabi Schuster, Herrn Jörg Taron, Herrn Heribert Horstig und
Herrn Dr.-Ing. Holger Thielert.
Allen meinen ehemaligen Kollegen am Institut für Prozess- und Anlagentechnik
danke ich für ein stets angenehmes Arbeitsklima sowie für hervorragende Ar-
beitsbedingungen. Aus dem Kreis der wissenschaftlichen Mitarbeiter sind vor al-
lem Ole Brettschneider, Jens-Uwe Repke und Moritz Weiten zu nennen, die We-
sentliches zu meiner Arbeit beigetragen und meinen Arbeitsalltag bereichert ha-
ben. Daneben gilt mein Dank Herr Daniel Weißmann für seine Unterstützung in
informationstechnischen Fragen. Zu erwähnen sind auch die zahlreichen Studien-
und Diplomarbeiter, die mit ihrem Engagement ihren Teil zu dieser Arbeit beige-
steuert haben.
Mein Dank gilt den Mitgliedern des ProcessNet-Arbeitsausschusses „Cost Engi-
neering“ mit seinem Vorsitzenden Herrn Dr.-Ing. Franz-Josef Dietz für die vielen
fruchtbaren Diskussionen.
Schließlich möchte ich meinen Eltern für alles Andere danken.
Mühldorf, Dezember 2008 Uwe Strauch


Abstract
In this work a modular concept to estimate investment cost of chemical plants
based on object-oriented tools was examined. The concept is used in early engi-
neering stages such as prebasic engineering.
In the past efficiency increase at the design process was the topic of several re-
search projects. In contrast cost estimation and bid preparation were left unat-
tended. The bid quality greatly in-fluences the economic success of companies.
Bids are usually prepared under great time pres-sure and results of commercial
tools and conventional methods disappoint in terms of quality and precision.
The presented concept is based on a modular engineering approach implemented
in an inte-grated engineering system. Modules were developed and defined ba-
sed on several existing projects. The analyze used functional engineering (PID)
and layout design to develop standards and dependences. The defined equip-
ment modules include the main equipment, for instance heat exchanger with the
redundancies, if necessary, and the dedicated auxiliary positions. The auxiliary
positions are pipework, steelwork, auxiliary equipment and instrumentation. The
modu-lar approach was extended to steelwork and pipe bridges of chemical
plants. The use of the modular approach towards engineering is based on infor-
mation of process simulation and proc-ess flow diagrams. The results are stan-
dardized PID’s and layouts in three dimensions with the possibility to analyze
several layout sketches. The use of established design standards with the modu-
lar approach increases the efficiency of the engineering process.
Modular methods show a great advantage for cost estimating processes. In early
engineering stages the results of the modularisation are PID’s, layout sketches
and bill of quantities. The bill of quantities is based on results from equipment
and steelwork modules and autorouter’s pipe-lines. Using cost estimation in later
engineering stages increases transparency into investment cost and allows the
decoupling of equipment and auxiliary cost positions. Cost estimation re-sults
could be improved, especially valuable in a highly volatile cost environment.
The method was validated with an example chemical plant. Results of the cost
estimation were compared to a completed project. The difference between both
results was smaller than 10%. Significantly lower than the normal variation in
prebasic engineering stages.

I
Inhalt
Abbildungsverzeichnis ......................................................................... VI
Tabellenverzeichnis.............................................................................. XI
Abkürzungsverzeichnis ........................................................................XV
1 Einleitung...................................................................................... 1
1.1 Problemstellung ........................................................................ 1
1.2 Zieldefinition und Lösungsansatz ................................................. 2
1.3 Aufbau der Arbeit...................................................................... 3
2 Einführung und Übersicht.............................................................. 4
2.1 Angebotserstellung.................................................................... 4
2.2 Modulorientierte Kostenschätzung für ein Integrated Engineering System (MOKIES) .................................................... 6
3 Grundlagen der Anlagenplanung ................................................... 9
3.1 Phasen der Anlagenplanung und deren Inhalte.............................10
3.1.1 Machbarkeitsstudie (Feasibility Study).......................................13
3.1.2 Vorplanung (Prebasic Engineering) ...........................................13
3.1.3 Extended Prebasic Engineering.................................................14
3.1.4 Basic Engineering ...................................................................15
4 Grundlagen der Kostenschätzung ................................................ 16
4.1 Defintionen der Kostenermittlung ...............................................18
4.2 Kostenstruktur chemischer Anlagen ............................................19
4.3 Allgemeine Methoden der Kostenschätzung..................................20
4.3.1 Kapazitätsmethoden ...............................................................20
4.3.2 Strukturmethoden ..................................................................21
4.3.3 Methoden mit spezifischen Daten..............................................27
4.4 Modulare Kostenschätzungsmethoden.........................................27
4.4.1 Modulare Kapazitätsmethoden..................................................28
4.4.2 Modulare Kostenschätzmethoden mit globalen Faktoren ..............28
4.4.3 Modulare Kostenschätzmethoden mit Einzelfaktoren....................30
4.5 Direkte Kosten.........................................................................32
4.5.1 Hauptpositionen .....................................................................32
4.5.2 Reserveapparate ....................................................................35
II
4.5.3 Rohrleitungen ........................................................................35
4.5.3.1 Spezifische Rohrleitungskosten .............................................36
4.6 Indirekte Kosten ......................................................................40
4.6.1 Planungskosten......................................................................40
4.6.2 Indizes..................................................................................41
4.6.3 Preisentwicklung ....................................................................43
4.7 Grundlagen der Wirtschaftlichkeitsrechnung.................................44
4.8 Betriebs- bzw. Herstellkosten.....................................................46
4.8.1 Betriebsmittel und Energie.......................................................48
4.8.2 Wartung und Instandhaltung ...................................................48
4.8.3 Personal................................................................................48
4.8.4 Abschreibung.........................................................................49
4.9 Berücksichtigung von Preisnachlässen.........................................49
5 Grundlagen der Modularisierung ................................................. 50
5.1 Der modulare Ansatz ................................................................51
5.1.1 Allgemein ..............................................................................52
5.1.2 Modularisierung und modulare Planung .....................................54
5.1.3 Ansätze modularer Planung .....................................................55
5.1.4 Erfordernisse modularer Planung ..............................................56
5.1.5 Ziele modularer Planung..........................................................60
5.2 Modularisierung in der chemischen Industrie................................62
5.2.1 Equipmentmodule ..................................................................62
5.2.2 Prozessmodule.......................................................................64
5.2.3 Teilanlagenmodule..................................................................64
5.3 Objektorientierte Planung..........................................................66
5.3.1 Grundlagen der Objektmodellierung..........................................66
5.3.2 Allgemeine Anwendungen des objektorientierten Ansatzes...........71
5.3.3 Objektorientierte Ansätze für die modulare Planung ....................72
5.4 Chancen und Risiken modularer Planung .....................................73
5.5 Modularisierung am Beispiel der Pumpengruppe ...........................75
5.5.1 Funktionsplanung von Pumpengruppen .....................................75
5.5.2 Betrachtungen zur Ortsplanung von Pumpengruppen ..................80
5.6 Rohrklassenkonzept..................................................................94
III
6 Modulare Kostenschätzung.......................................................... 96
6.1 Grundlagen der modularen Kostenschätzung ...............................98
6.1.1 Hardware ..............................................................................99
6.1.1.1 Ausrüstung ........................................................................99
6.1.1.2 Antriebe ............................................................................99
6.1.1.3 Rohrleitungen...................................................................100
6.1.1.4 Armaturen .......................................................................100
6.1.1.5 Dämmung........................................................................100
6.1.2 Software .............................................................................100
6.1.2.1 Montage der Apparate und Maschinen .................................101
6.1.2.2 Montage der Rohrleitungen ................................................101
6.1.2.3 Anstrich...........................................................................101
6.1.2.4 Engineering......................................................................102
6.2 Apparate und Maschinen .........................................................102
6.2.1 Behälter und Kolonnen..........................................................103
6.2.1.1 Einbauten ........................................................................107
6.2.2 Pumpen ..............................................................................108
6.2.3 Motoren und Antriebe ...........................................................110
6.2.4 Wärmetauscher....................................................................111
6.2.5 Apparatemontagen ...............................................................115
6.2.6 Dämmung der Apparate ........................................................116
6.3 Rohrleitungen ........................................................................116
6.3.1 Ermittlung der Rohrleitungskosten ..........................................117
6.3.2 Spezifische Rohrleitungskosten...............................................117
6.3.3 Ermittlung der Rohrleitungsdurchmesser .................................120
6.3.4 Ermittlung der Rohrleitungslängen..........................................123
6.3.4.1 Grundlagen des Autoroutings .............................................123
6.3.4.2 Autorouting in der Verfahrentechnik ....................................124
6.3.4.3 Manhattanrouting und Detailrouting ....................................125
6.3.4.4 Untersuchungen und Ergebnisse .........................................127
6.3.5 Rohrleitungsdämmung ..........................................................128
6.4 Stahlbau und Rohrbrücken ......................................................129
6.4.1 Modularisierung innerhalb des Stahlbaus .................................130
IV
6.4.1.1 Grundbestandteile.............................................................131
6.4.1.2 Vereinfachte Bauelemente .................................................132
6.4.1.3 Baugruppen .....................................................................133
6.4.1.4 Stahlbaumodule................................................................135
6.4.2 Elektro-, Mess-und Regelungstechnik ......................................135
6.4.3 Kosten für Gebäude und Infrastruktur .....................................138
6.4.4 Indirekte Kosten ..................................................................142
7 Fallstudie – Die A/S-Kreislaufwäsche........................................ 144
7.1 Koksofengas – Entstehung und Aufbereitung .............................144
7.1.1 Vernichten...........................................................................146
7.1.2 Gewinnen............................................................................146
7.2 Die A/S-Kreislaufwäsche .........................................................148
7.2.1 Kostenstruktur der A/S-Kreislaufwäsche ..................................150
7.2.2 Ermittlung des Kapitalbedarfes...............................................151
7.2.2.1 Apparate und Maschinen....................................................155
7.2.2.2 Verbindende Rohrleitungen ................................................157
7.2.2.3 Stahlbau..........................................................................161
7.2.3 Zusammenfassung der Ergebnisse..........................................162
8 Zusammenfassung .................................................................... 164
Anhang I Darstellung der Planungsphasen, Bearbeitungsinhalte und Kostenschätzung ................................................................ 166
Anhang II Kostenpositionen der Methode nach GUTHRIE ................... 167
Anhang III Beispiele für R&I-Equipmentmodule ................................ 169
Anhang IV Klassenhierarchie von Pumpen ......................................... 172
Anhang V Spezifische Kosten für Rohrleitungen und Einbauteile ........ 173
Anhang VI Werkzeug für die Kosten von Equipmentmodulen ............. 174
Anhang VII Rohrleitungsisometrien für Pumpenmodule..................... 177
Anhang VIII Aufmaße für Rohrleitungsmontagen............................... 178
Anhang IX 3D-Equipmentmodule in Comos Feed ................................ 179
Anhang X Darstellung eines Kolonnenkörpers .................................... 180
Anhang XI Allgemeine Vorgehensweise bei der Kostenschätzung ...... 181
Anhang XII Dimensionierung der Rohrleitungen – Vorgehensweise und Abhängigkeiten ........................................ 182
Anhang XIII Schutz- und Temperaturklassen..................................... 184
V
Anhang XIV Schnittstelle Chemcad® ���� Comos® ................................ 186
Anhang XV Verwendete Module im Fallbeispieles ............................... 187
Anhang XVII Mengengerüste im Stahlbau .......................................... 188
Anhang XVIII Verfahrensfließbild des Fallbeispieles .......................... 189
Anhang XIX Vergleich von Rohrleitungsmengengerüsten realer Anlagen und bei Verwendung von Autoroutern.......................... 190
Anhang XX Spezifische Dämmkosten.................................................. 191
Anhang XXI Stahlbaumodule.............................................................. 192
Anhang XXII Beschreibung der in den Modulen verbauten Rohrleitungsbauteile und Armaturen......................................... 194
Anhang XXIII Kostenstruktur der Hauptpositionen ............................ 196
Anhang XXIV Kostenstruktur des Baugewerkes ................................. 197
Anhang XXV Grundfliessbild einer Kokereigasreinigungsanlage ......... 198
Literatur............................................................................................. 199
VI
Abbildungsverzeichnis Abb. 1: Einordnung der Angebotserstellung im Projektablauf............. 1
Abb. 2: Ablauf der Angebotsbearbeitung innerhalb eines Auftragnehmers [56] .................................................................... 5
Abb. 3: Konzept der modularen Kostenschätzung nach MOKIES ......... 7
Abb. 4: Prozessoptimierung zur Findung eines kostenoptimalen Prozessdesigns [15]...................................................................... 8
Abb. 5: Zusammenhang zwischen Planungsgrad und Genauigkeit der Kostenschätzung nach AACE [1].................................................... 9
Abb. 6: Entwicklung von Projektinformation und Beeinflussbarkeit der Kosten während der Projektbearbeitung ..................................... 10
Abb. 7: Die Phasen im Lebenszyklus einer Anlage ............................ 11
Abb. 8: Darstellung des Kapitalflusses innerhalb des Lebenszyklus’ einer Anlage [49] ....................................................................... 12
Abb. 9: Prinzipieller Verlauf der Kosten während eines Projektes aus Sicht eines Betreibers nach JENKINS [70]................................... 17
Abb. 10: Strukturmethode nach CHILTON (1949) [26]....................... 25
Abb. 11: Abhängigkeit der Zuschlagfaktoren für die Nebenpositionen von den durchschnittlichen Apparatekosten nach MILLER (1965) [85] ............................................................................................ 26
Abb. 12: Abhängigkeit des globalen Faktors von den mittleren Beschaffungskosten für die Hauptpositionen nach PRINZING et. al. [100]........................................................................................... 28
Abb. 13: Globale Zuschlagsfaktoren für Kolonnen in Abhängigkeit vom Werkstoff nach CLERK (1963) [30] ............................................. 30
Abb. 14: Modulare Kostenschätzmethode nach GUTHRIE [49] am Beispiel des Normmoduls ............................................................ 31
Abb. 15: N-Faktor für Rohrleitungen (C-Stahl, PN 40, ohne Dämmung) nach DICKSON 1950 [35] ............................................................ 37
Abb. 16: Verlauf des Kölbel-Schulze-Index und des CEPCI im Vergleich (Basis: 1970, Index=100) ........................................................... 43
Abb. 17: Entwicklung des Edelstahlzuschlages für 1.4571 seit Anfang 2004 bis Ende 2007 .................................................................... 44
Abb. 18: Bilanz um ein Investitionsprojekt (Produktionsprozess) ...... 47
Abb. 19: Prinzipieller Zusammenhang zwischen modularer Planung und vereinfachtem Verfahrensfließbild (oben links) an einem einfachen Beispiel ....................................................................................... 53
Abb. 20: Kommunikationsprozesse im Vergleich [138] ...................... 54
Abb. 21: Einfluss auf Flexibilität, Qualitätssicherung und Vorausplanung (links) Anzahl der Planungseinheiten (rechst) ............................ 54

VII
Abb. 22: Entscheidungspfad für die Nahverrohrung (links) und R&I-Fliessschema (rechts) einer Benzolpumpe [11]........................... 56
Abb. 23: Schema des Informationsflusses zur Planung mit Modulen .. 59
Abb. 24: Globale Kriterien für Planungsmodule .................................. 61
Abb. 25: Modularisierung einer Pumpe über die verschiedenen Planungsphasen .......................................................................... 64
Abb. 26: Datenmanagement eines kommerziellen objektorientierten Werkzeugs (ComosPT).............................................................. 66
Abb. 27: Vergleich zwischen Gleichheit (links) und Identität (rechts) 68
Abb. 28: Klassenhierarchie der Planungsmodule ................................ 69
Abb. 29: Darstellung des Kapselungsprinzip....................................... 70
Abb. 30: Prinzip der Kapselung am Beispiel der Zuweisung der Rohrklassen ................................................................................ 71
Abb. 31: R&I-Fliessschema eines Planungsmoduls einer dreifachen Pumpengruppe............................................................................ 76
Abb. 32: Geometrische Parameter für Pumpengruppen ...................... 81
Abb. 33: Maße des Aufstellungsplans einer Pumpe nach DIN23661.... 82
Abb. 34: Schematische Isometrie einer Saugleitung mit horizontalem Zulauf.......................................................................................... 89
Abb. 35: Baulängen L1 und L2 für horizontale Saugleitungen abhängig vom DN ....................................................................................... 90
Abb. 36: Saugleitungen mit vertikalem Zulauf für eine Dreier- (links) und eine Zweiergruppe (rechts) .................................................. 90
Abb. 37: Bauhöhe L2 vertikaler Saugleitungen abhängig vom DN....... 91
Abb. 38: Isometrie und Bauhöhe vertikaler Saugleitungen mit vertikalen Schmutzfängern.......................................................... 91
Abb. 39: Zweckmäßige druckseitige Verrohrung einer Dreier- (links) und einer Zweiergruppe (rechts)................................................. 92
Abb. 40: Bauhöhen von Druckleitungen ab Druckstutzen abhängig vom Nenndurchmesser der Rohrleitung .............................................. 93
Abb. 41: Horizontale Druckleitungen für große Nenndurchmesser ..... 93
Abb. 42: Verminderte Bauhöhe der Druckleitung über dem Druckstutzen durch den Einbau zusätzlicher Bögen..................... 94
Abb. 43: Bühnen an großen Pumpen zur Bedienung der Absperrarmaturen....................................................................... 94
Abb. 44: Workflow zur Ermittlung der Investitionskosten mittels des modularen Ansatzes .................................................................... 96
Abb. 45: Kostenstruktur eines Pumpenmoduls ................................... 98
VIII
Abb. 46: Montagezeiten für Rohrleitungen für Saug- und Druckseite eines dreifachen (rechts) und eines zweifachen Pumpenmoduls (links) ....................................................................................... 101
Abb. 47: Prinzip der Dimensionierung der Apparate und Maschinen auf Basis von Simulationsdaten [102] ............................................. 102
Abb. 48: Darstellung der Höhenzuschläge bei der Dimensionierung einer Packungskolonne ............................................................. 105
Abb. 49: Kostenfunktion für Kolonnen in Abhängigkeit des Gewichtes (Basis: 2003) ............................................................................ 107
Abb. 50: Kostenfunktionen für Kreiselpumpen mit Gleitringdichtung, Werkstoff: 1.4404 (Basis: 2003) ............................................... 109
Abb. 51: Abhängigkeiten bei der Auslegung von Pumpen und der dazugehörigen Nahverrohrung (Werkstoff: Grauguss) .............. 109
Abb. 52: Ermittelte Kostenfunktionen für Rohrbündelwärmetauscher aus C-Stahl und Edelstahl, Basis: 2003...................................... 114
Abb. 53: Ermittelte Kostenfunktionen für Spiralwärmetauscher (Basis: 2003/2004) .............................................................................. 114
Abb. 54: Ermittelte Kostenfunktionen für Plattenwärmetauscher aus 1.4404 und 1.45xx (Basis: 2003/2004)..................................... 115
Abb. 55: Kostenfunktion der spez. Rohrleitungskosten für den angegebenen Musterverlauf für C-Stahl und CrNi-Stahl (Basis: 2003/2004) .............................................................................. 119
Abb. 56: Verhältnis der Material- zu den Montagekosten von Rohrleitungen ........................................................................... 120
Abb. 57: Abhängigkeit der wirtschaftlich sinnvollen Geschwindigkeit von der Dichte des Mediums für Zentrifugalpumpen nach SMITH [114]......................................................................................... 122
Abb. 58: Übertragung der Ebenendarstellung in einen Graphen [75] 124
Abb. 59: Manhatten-Routing (oben) und Manhatten-Distanz (unten) ..... .......................................................................................... 125
Abb. 60: Darstellung von Detail- (links) und Manhattenrouting (rechts) .......................................................................................... 127
Abb. 61: Darstellung der Rohrleitungsgewichte verschiedener Anlagen . .......................................................................................... 128
Abb. 62: Abweichung der Gewichte der automatisch verlegter Rohrleitungen gegenüber der Realisierung nach Nenndurchmesser für eine Beispielanlage .............................................................. 128
Abb. 63: Vereinfachter Stahlbau einer Anlage in CAPD ..................... 129
Abb. 64: Funktioneller Stahlbau eines Behälters in Comos®Feed ..... 130
Abb. 65: Standardisierung des Stahlbaus ......................................... 131
Abb. 66: Datenmodell für die vereinfachten Bauelemente in Comos®Feed ............................................................................. 133
IX
Abb. 67: Spezifische Kosten pro m³ BRI für ausgewählte Gebäudetypen (Basis: 2006) [9] ...................................................................... 138
Abb. 68: Gaszusammensetzung des Koksofengases [47].................. 144
Abb. 69: Hauptbegleitstoffe des Koksofengases [47] ....................... 145
Abb. 70: Verfahrensschema des Waschölverfahrens zur Abtrennung von Benzol [47] ............................................................................... 147
Abb. 71: Grundfließbild einer A/S-Kreislaufwäsche.......................... 148
Abb. 72: Vereinfachtes Verfahrensschema der A/S-Kreislaufwäsche [15] .......................................................................................... 150
Abb. 73: Kostenstruktur der A/S-Kreislaufwäsche ........................... 151
Abb. 74: Flowsheet der A/S-Kreislaufwäsche mit Absorption und Short Cut Modell für die Desorption .................................................... 152
Abb. 75: Import der Simulationsobjekte und -daten......................... 153
Abb. 76: Benutzerabfrage zur Wärmetauschertyp ............................ 153
Abb. 77: Ausschnitt des Verfahrensfließbildes mit Darstellung des Datenmodells auf Planungsseite in Comos .............................. 154
Abb. 78: Aufstellung der Apparate und Maschinen der Beispielanlage in Comos®Feed ............................................................................. 157
Abb. 79: Abweichungen der Rohrleitungsgewichte nach Nennweiten..... .......................................................................................... 160
Abb. 80: Anteil der Armaturen der Nahverrohrung verschiedener Nenndurchmesser ..................................................................... 161
Abb. 81: Der mithilfe von Stahlbaumodulen erstellte Stahlbau des Fallbeispieles als Grundlage für die Kostenermittlung in Comos®Feed ............................................................................. 162
Abb. 82: Gesamtansicht der Anlage mit Rohrleitungen in Comos®Feed.. .......................................................................................... 163
Abb. 83: Planungsphasen und Kostenschätzung nach Blaß [10]....... 166
Abb. 84: Abhängigkeit der normierten Modulfaktoren von den Anschaffungskosten am Beispiel Wärmetauscher nach GUTHRIE [49] .......................................................................................... 167
Abb. 85: Vereinfachtes Funktionsmodul eines Slop-Behälters .......... 169
Abb. 86: Vereinfachtes Funktionsmodul eines Spiralwärmetauscher 169
Abb. 87: Vereinfachtes Funktionsmodul eines Desorbers ................... 170
Abb. 88: Vereinfachtes Funktionsmodul eines Plattenwärmetauschers .. .......................................................................................... 171
Abb. 89: Beispiel einer Klassenhierarchie von Pumpen..................... 172
Abb. 91: Musterverlauf einer Anlagenrohrleitung als Basis für die spezifischen Rohrleitungskosten ............................................... 173
X
Abb. 92: Verhältnis der Materialkosten von Rohrleitungen in Edelstahl zu Rohrleitungen in C-Stahl....................................................... 173
Abb. 93: Berechnungsmaske für die Hardwarekosten von Equipmentmodulen ................................................................... 174
Abb. 94: Berechnungsmaske für die Armaturenkosten von Equipmentmodulen ................................................................... 175
Abb. 95: Berechnungsmaske für die Softwarekosten von Equipmentmodulen ................................................................... 176
Abb. 96: Isometrie der Druckseite einer zweifachen Pumpengruppe 177
Abb. 97: Isometrie der Saugseite einer zweifachen Pumpengruppe . 177
Abb. 98: Dreifache Spiralwärmetauschergruppe in ComosFeed...... 179
Abb. 99: Dreifache Plattenwärmetauschergruppe in ComosFeed.... 179
Abb. 100: Schematische Darstellung eines Kolonnenkörpers ........ 180
Abb. 101: Von der Simulation zur Kostenschätzung der Module .... 181
Abb. 102: Dimensionierung und Kostenschätzung der Hauptprozessleitungen.............................................................. 182
Abb. 103: Dimensionierung und Kostenschätzung der Betriebsmittelleitungen............................................................. 183
Abb. 104: Schnittstellen-Dialog in Comos®Feed ........................... 186
Abb. 105: Apparate und Prozessströme im Datenmodell ............... 186
Abb. 106: Verfahrensfließbild der A/S-Kreislaufwäsche in Comos®.... ..................................................................................... 189
Abb. 107: Vergleich der mittels Autorouting ermittelten Rohrleitungskosten mit den realen Rohrleitungskosten für verschiedene Nenndurchmesser ................................................ 190
Abb. 108: Darstellung der Rohrleitungsgewichte im Vergleich zur Realisierung verschiedener Anlagen.......................................... 190
Abb. 109: Treppenturm in Comos®Feed........................................ 192
Abb. 110: Grundmodul einer Rohrbrücke in Comos®Feed ............. 193
Abb. 111: Beispiel für ein Stahlbaumodul für Apparate in Comos®Feed ............................................................................. 193
Abb. 112: Grundfließbild einer kompletten Koksofengasreinigungsanlage mit angeschlossener Schwefelgewinnung durch einen Claus-Prozess ........................ 198
XI
Tabellenverzeichnis Tab. 1: Genauigkeiten der unterschiedlichen Angebotsformen [67] ... 5
Tab. 2: Wichtige Planungsphasen für die Projektgenehmigung und die Genauigkeit der Kostenschätzungen.............................................. 9
Tab. 3: Kategorisierung der Kostenschätzung nach AACE [1]........... 16
Tab. 4: Struktur des Gesamtkapitalbedarfes (TCI) nach PETERS und TIMMERHAUS [97] ...................................................................... 19
Tab. 5: Haupt- und Nebenpositionen einer Chemieanlage nach KÖLBEL und SCHULZE [76]....................................................................... 22
Tab. 6: Zuschlagsfaktoren nach LANG [80] ...................................... 23
Tab. 7: Ausrüstungsspezifische globale Zuschlagsfaktoren nach WROTH (1960) [144] .................................................................. 29
Tab. 8: Ausrüstungsspezifische Zuschlagsfaktoren nach HAND (1958) [52] ............................................................................................ 30
Tab. 9: Zusammensetzung des Normmoduls nach GUTHRIE [49] ..... 32
Tab. 10: Typische Degressionsexponenten verschiedener Ausrüstungstypen [129] ............................................................. 33
Tab. 11: Gestaltungsfaktoren nach JOHNSTONE [72]......................... 34
Tab. 12: Korrekturfaktoren gegenüber C-Stahl-Apparaten nach JOHNSTONE [72]......................................................................... 34
Tab. 13: Zuschläge auf Apparatekosten für Nebenleistungen ............ 35
Tab. 14: Kostenstruktur der Rohrleitungskosten................................ 36
Tab. 15: Spezifische Rohrleitungskosten (C-Stahl, DN 300, nahtlos, geschweißt, ohne Dämmung) nach DICKSON 1950 [35].............. 37
Tab. 16: Spezifische Rohrleitungskosten nach GUTHRIE (1968) [49]. 38
Tab. 17: Durchschnittliche Isometriezahl pro Hauptausrüstung nach GROEN und TAN [45]................................................................... 39
Tab. 18: Durchschnittliche Rohrleitungsdurchmesser verfahrenstechnischer Anlagen nach GROEN und TAN (in Zoll) [45] ............................................................................................ 39
Tab. 19: Anzahl der Rohrleitungen pro Apparate in Abhängigkeit von der Verrohrungsdichte nach PRINZING et. al. [100].................... 39
Tab. 20: Mittlere Rohrleitungslänge in Abhängigkeit der Apparate- und Maschinengröße nach PRINZING et. al. [100] ............................. 40
Tab. 21: Anzahl der Armaturen pro 10 m Rohrleitung in Abhängigkeit von der Armaturendichte nach PRINZING [100].......................... 40
Tab. 22: Struktur und Gewichtung des CEPCI im Jahre 2002 [133].... 42
XII
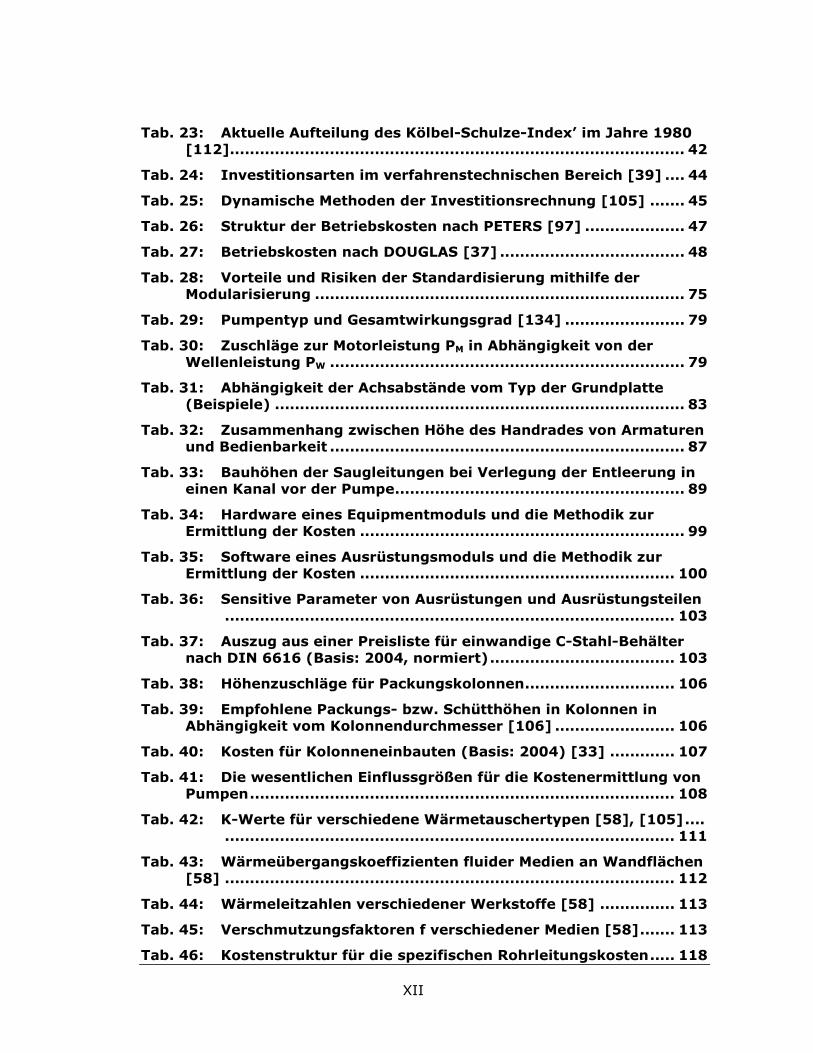
Tab. 23: Aktuelle Aufteilung des Kölbel-Schulze-Index’ im Jahre 1980 [112]........................................................................................... 42
Tab. 24: Investitionsarten im verfahrenstechnischen Bereich [39] .... 44
Tab. 25: Dynamische Methoden der Investitionsrechnung [105] ....... 45
Tab. 26: Struktur der Betriebskosten nach PETERS [97] .................... 47
Tab. 27: Betriebskosten nach DOUGLAS [37] ..................................... 48
Tab. 28: Vorteile und Risiken der Standardisierung mithilfe der Modularisierung .......................................................................... 75
Tab. 29: Pumpentyp und Gesamtwirkungsgrad [134] ........................ 79
Tab. 30: Zuschläge zur Motorleistung PM in Abhängigkeit von der Wellenleistung PW ....................................................................... 79
Tab. 31: Abhängigkeit der Achsabstände vom Typ der Grundplatte (Beispiele) .................................................................................. 83
Tab. 32: Zusammenhang zwischen Höhe des Handrades von Armaturen und Bedienbarkeit ....................................................................... 87
Tab. 33: Bauhöhen der Saugleitungen bei Verlegung der Entleerung in einen Kanal vor der Pumpe.......................................................... 89
Tab. 34: Hardware eines Equipmentmoduls und die Methodik zur Ermittlung der Kosten ................................................................. 99
Tab. 35: Software eines Ausrüstungsmoduls und die Methodik zur Ermittlung der Kosten ............................................................... 100
Tab. 36: Sensitive Parameter von Ausrüstungen und Ausrüstungsteilen .......................................................................................... 103
Tab. 37: Auszug aus einer Preisliste für einwandige C-Stahl-Behälter nach DIN 6616 (Basis: 2004, normiert)..................................... 103
Tab. 38: Höhenzuschläge für Packungskolonnen.............................. 106
Tab. 39: Empfohlene Packungs- bzw. Schütthöhen in Kolonnen in Abhängigkeit vom Kolonnendurchmesser [106] ........................ 106
Tab. 40: Kosten für Kolonneneinbauten (Basis: 2004) [33] ............. 107
Tab. 41: Die wesentlichen Einflussgrößen für die Kostenermittlung von Pumpen..................................................................................... 108
Tab. 42: K-Werte für verschiedene Wärmetauschertypen [58], [105].... .......................................................................................... 111
Tab. 43: Wärmeübergangskoeffizienten fluider Medien an Wandflächen [58] .......................................................................................... 112
Tab. 44: Wärmeleitzahlen verschiedener Werkstoffe [58] ............... 113
Tab. 45: Verschmutzungsfaktoren f verschiedener Medien [58]....... 113
Tab. 46: Kostenstruktur für die spezifischen Rohrleitungskosten..... 118
XIII
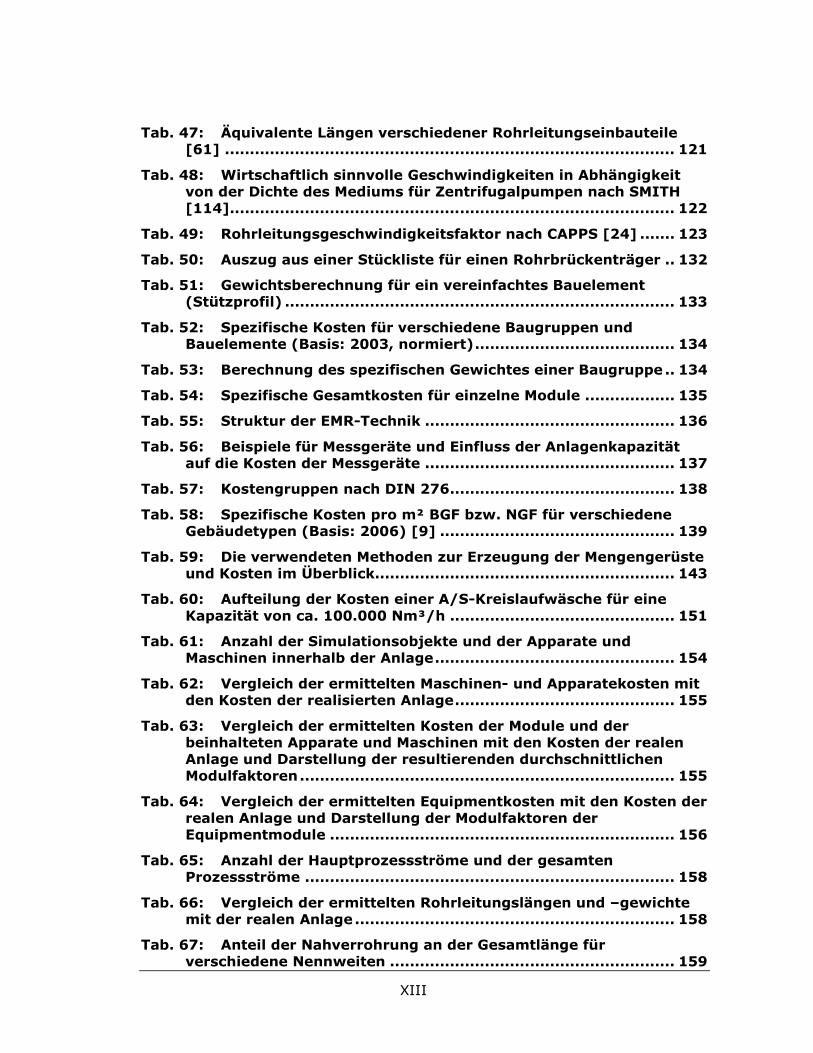
Tab. 47: Äquivalente Längen verschiedener Rohrleitungseinbauteile [61] .......................................................................................... 121
Tab. 48: Wirtschaftlich sinnvolle Geschwindigkeiten in Abhängigkeit von der Dichte des Mediums für Zentrifugalpumpen nach SMITH [114]......................................................................................... 122
Tab. 49: Rohrleitungsgeschwindigkeitsfaktor nach CAPPS [24] ....... 123
Tab. 50: Auszug aus einer Stückliste für einen Rohrbrückenträger .. 132
Tab. 51: Gewichtsberechnung für ein vereinfachtes Bauelement (Stützprofil) .............................................................................. 133
Tab. 52: Spezifische Kosten für verschiedene Baugruppen und Bauelemente (Basis: 2003, normiert)........................................ 134
Tab. 53: Berechnung des spezifischen Gewichtes einer Baugruppe .. 134
Tab. 54: Spezifische Gesamtkosten für einzelne Module .................. 135
Tab. 55: Struktur der EMR-Technik .................................................. 136
Tab. 56: Beispiele für Messgeräte und Einfluss der Anlagenkapazität auf die Kosten der Messgeräte .................................................. 137
Tab. 57: Kostengruppen nach DIN 276............................................. 138
Tab. 58: Spezifische Kosten pro m² BGF bzw. NGF für verschiedene Gebäudetypen (Basis: 2006) [9] ............................................... 139
Tab. 59: Die verwendeten Methoden zur Erzeugung der Mengengerüste und Kosten im Überblick............................................................ 143
Tab. 60: Aufteilung der Kosten einer A/S-Kreislaufwäsche für eine Kapazität von ca. 100.000 Nm³/h ............................................. 151
Tab. 61: Anzahl der Simulationsobjekte und der Apparate und Maschinen innerhalb der Anlage................................................ 154
Tab. 62: Vergleich der ermittelten Maschinen- und Apparatekosten mit den Kosten der realisierten Anlage............................................ 155
Tab. 63: Vergleich der ermittelten Kosten der Module und der beinhalteten Apparate und Maschinen mit den Kosten der realen Anlage und Darstellung der resultierenden durchschnittlichen Modulfaktoren........................................................................... 155
Tab. 64: Vergleich der ermittelten Equipmentkosten mit den Kosten der realen Anlage und Darstellung der Modulfaktoren der Equipmentmodule ..................................................................... 156
Tab. 65: Anzahl der Hauptprozessströme und der gesamten Prozessströme .......................................................................... 158
Tab. 66: Vergleich der ermittelten Rohrleitungslängen und –gewichte mit der realen Anlage................................................................ 158
Tab. 67: Anteil der Nahverrohrung an der Gesamtlänge für verschiedene Nennweiten ......................................................... 159
XIV
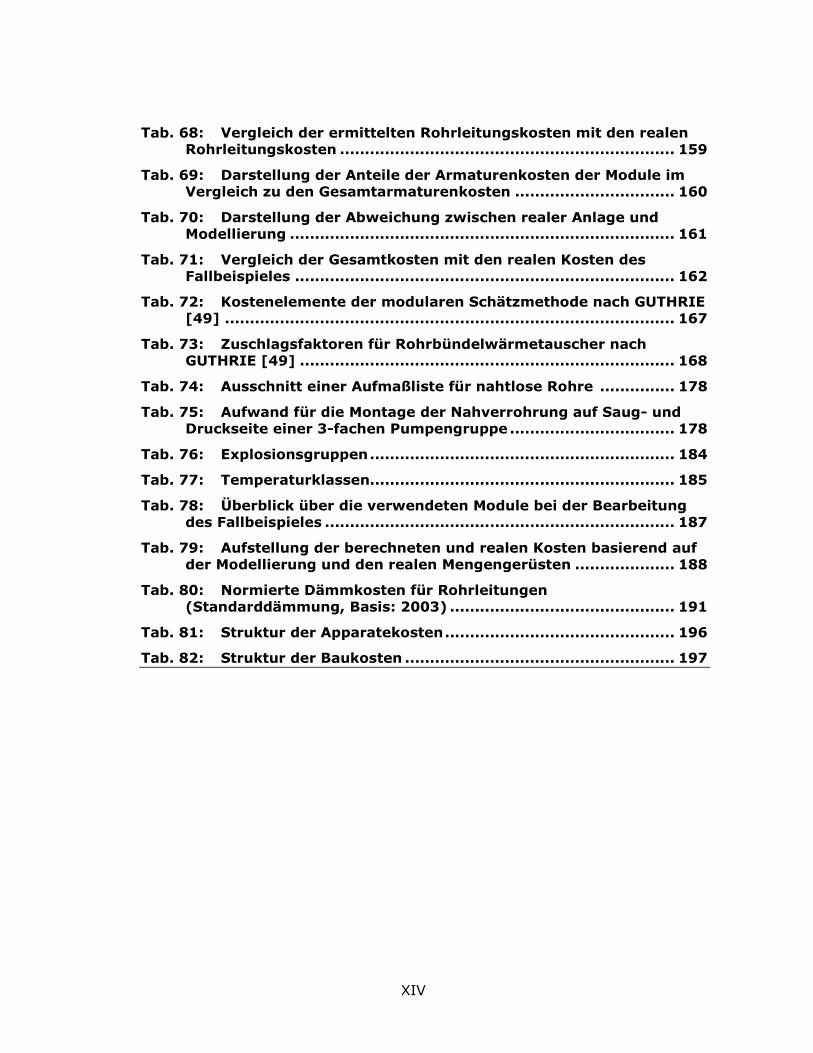
Tab. 68: Vergleich der ermittelten Rohrleitungskosten mit den realen Rohrleitungskosten ................................................................... 159
Tab. 69: Darstellung der Anteile der Armaturenkosten der Module im Vergleich zu den Gesamtarmaturenkosten ................................ 160
Tab. 70: Darstellung der Abweichung zwischen realer Anlage und Modellierung ............................................................................. 161
Tab. 71: Vergleich der Gesamtkosten mit den realen Kosten des Fallbeispieles ............................................................................ 162
Tab. 72: Kostenelemente der modularen Schätzmethode nach GUTHRIE [49] .......................................................................................... 167
Tab. 73: Zuschlagsfaktoren für Rohrbündelwärmetauscher nach GUTHRIE [49] ........................................................................... 168
Tab. 74: Ausschnitt einer Aufmaßliste für nahtlose Rohre ............... 178
Tab. 75: Aufwand für die Montage der Nahverrohrung auf Saug- und Druckseite einer 3-fachen Pumpengruppe ................................. 178
Tab. 76: Explosionsgruppen............................................................. 184
Tab. 77: Temperaturklassen............................................................. 185
Tab. 78: Überblick über die verwendeten Module bei der Bearbeitung des Fallbeispieles ...................................................................... 187
Tab. 79: Aufstellung der berechneten und realen Kosten basierend auf der Modellierung und den realen Mengengerüsten .................... 188
Tab. 80: Normierte Dämmkosten für Rohrleitungen (Standarddämmung, Basis: 2003) ............................................. 191
Tab. 81: Struktur der Apparatekosten.............................................. 196
Tab. 82: Struktur der Baukosten ...................................................... 197
XV
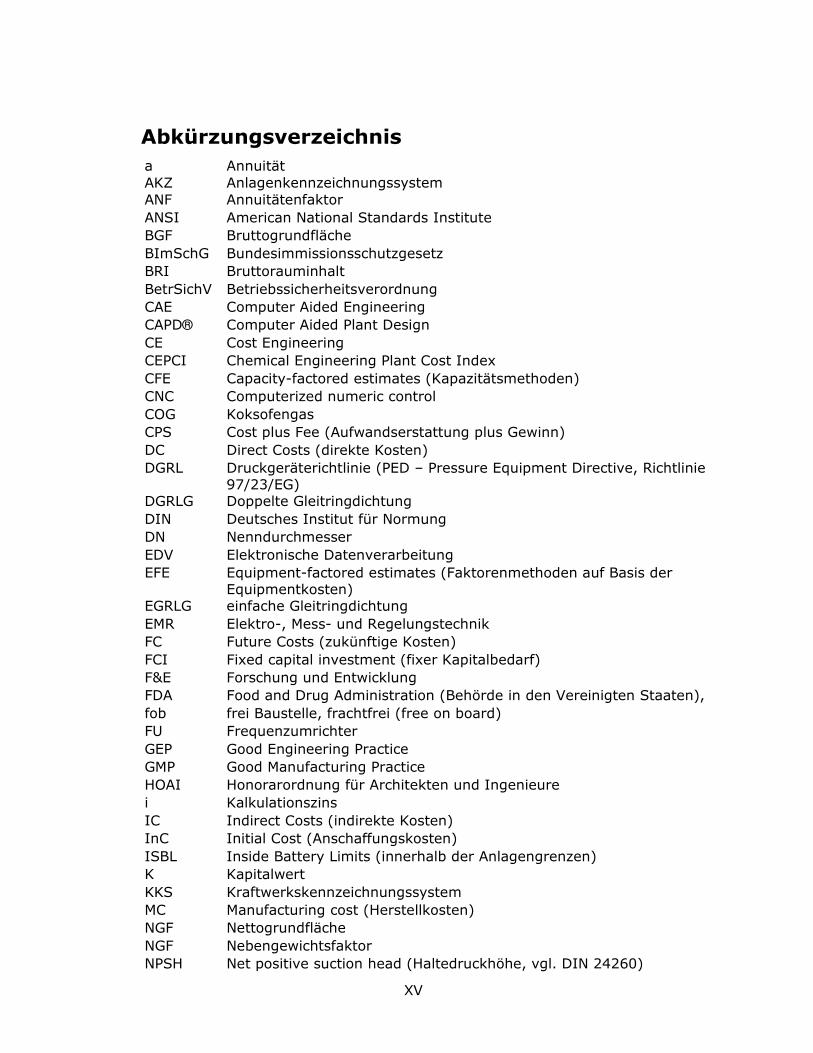
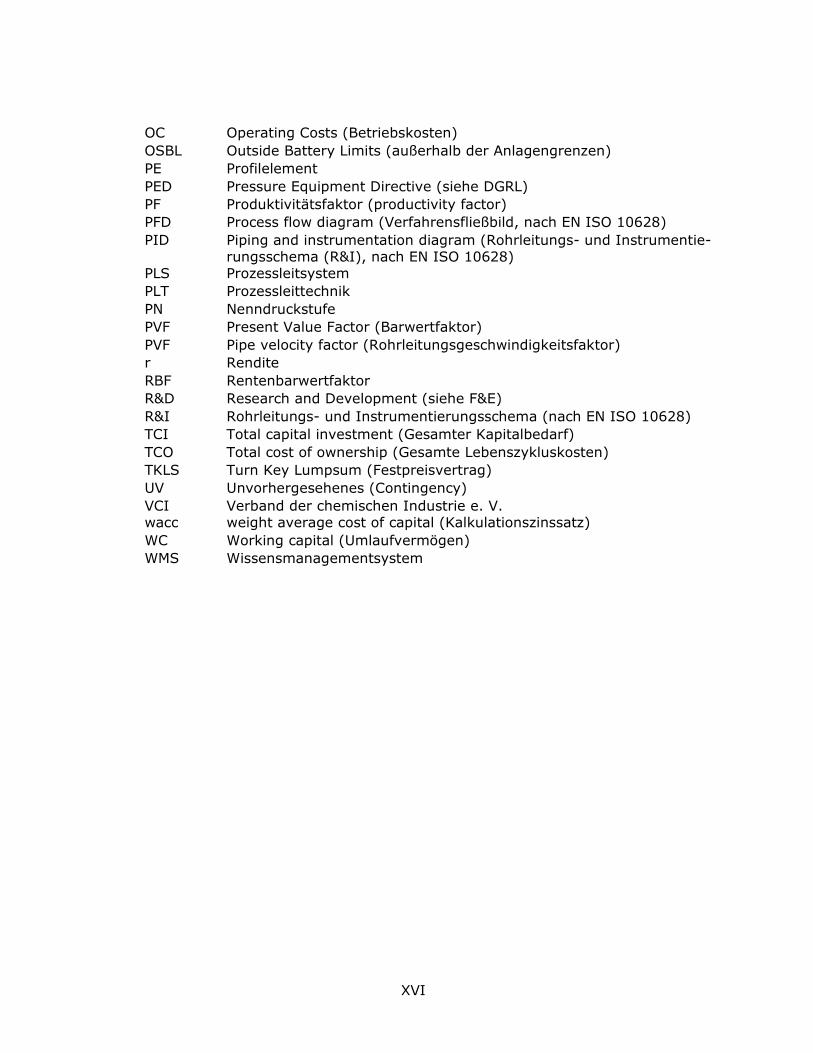
Abkürzungsverzeichnis a Annuität AKZ Anlagenkennzeichnungssystem ANF Annuitätenfaktor ANSI American National Standards Institute BGF Bruttogrundfläche BImSchG Bundesimmissionsschutzgesetz BRI Bruttorauminhalt BetrSichV Betriebssicherheitsverordnung CAE Computer Aided Engineering CAPD® Computer Aided Plant Design CE Cost Engineering CEPCI Chemical Engineering Plant Cost Index CFE Capacity-factored estimates (Kapazitätsmethoden) CNC Computerized numeric control COG Koksofengas CPS Cost plus Fee (Aufwandserstattung plus Gewinn) DC Direct Costs (direkte Kosten) DGRL Druckgeräterichtlinie (PED – Pressure Equipment Directive, Richtlinie
97/23/EG) DGRLG Doppelte Gleitringdichtung DIN Deutsches Institut für Normung DN Nenndurchmesser EDV Elektronische Datenverarbeitung EFE Equipment-factored estimates (Faktorenmethoden auf Basis der
Equipmentkosten) EGRLG einfache Gleitringdichtung EMR Elektro-, Mess- und Regelungstechnik FC Future Costs (zukünftige Kosten) FCI Fixed capital investment (fixer Kapitalbedarf) F&E Forschung und Entwicklung FDA Food and Drug Administration (Behörde in den Vereinigten Staaten), fob frei Baustelle, frachtfrei (free on board) FU Frequenzumrichter GEP Good Engineering Practice GMP Good Manufacturing Practice HOAI Honorarordnung für Architekten und Ingenieure i Kalkulationszins IC Indirect Costs (indirekte Kosten) InC Initial Cost (Anschaffungskosten) ISBL Inside Battery Limits (innerhalb der Anlagengrenzen) K Kapitalwert KKS Kraftwerkskennzeichnungssystem MC Manufacturing cost (Herstellkosten) NGF Nettogrundfläche NGF Nebengewichtsfaktor NPSH Net positive suction head (Haltedruckhöhe, vgl. DIN 24260)
XVI
OC Operating Costs (Betriebskosten) OSBL Outside Battery Limits (außerhalb der Anlagengrenzen) PE Profilelement PED Pressure Equipment Directive (siehe DGRL) PF Produktivitätsfaktor (productivity factor) PFD Process flow diagram (Verfahrensfließbild, nach EN ISO 10628) PID Piping and instrumentation diagram (Rohrleitungs- und Instrumentie-
rungsschema (R&I), nach EN ISO 10628) PLS Prozessleitsystem PLT Prozessleittechnik PN Nenndruckstufe PVF Present Value Factor (Barwertfaktor) PVF Pipe velocity factor (Rohrleitungsgeschwindigkeitsfaktor) r Rendite RBF Rentenbarwertfaktor R&D Research and Development (siehe F&E) R&I Rohrleitungs- und Instrumentierungsschema (nach EN ISO 10628) TCI Total capital investment (Gesamter Kapitalbedarf) TCO Total cost of ownership (Gesamte Lebenszykluskosten) TKLS Turn Key Lumpsum (Festpreisvertrag) UV Unvorhergesehenes (Contingency) VCI Verband der chemischen Industrie e. V. wacc weight average cost of capital (Kalkulationszinssatz) WC Working capital (Umlaufvermögen) WMS Wissensmanagementsystem

1
1 Einleitung Der Vorgang der Kostenschätzung des Kapitalbedarfes bzw. der Angebotserstel-
lung bindet einen erheblichen Anteil der verfügbaren Planungsressourcen im mit-
telständischen Anlagenbau und der Großchemie (Pfad A in Abb. 1). Auf Grund
der zunehmenden Komplexität der technischen Aufgabenstellungen, der ver-
stärkten Ausrichtung auf den internationalen Markt sowie des stetig wachsenden
internationalen Konkurrenzdruckes ist für die Zukunft mit einem noch stärkeren
Gewicht der Angebotserstellung zu rechnen. Dabei hat die Qualität der in der
Regel unter großen Zeitdruck erstellten Angebote einen wesentlichen Einfluss auf
den wirtschaftlichen Erfolg des Planungsprojektes und des Auftragnehmers. An-
dererseits möchte der Auftraggeber schnell ein Angebot zur Auswahl der Anbie-
ter erhalten. Dabei stehen die möglichst genaue Abschätzung des Kapitalbedar-
fes und der Betriebskosten im Vordergrund.
Die Optimierung von Planungsprozessen im Chemieanlagenbau stand in der Ver-
gangenheit im Mittelpunkt einer Vielzahl von Forschungsprojekten. Dabei wurden
mit der Analyse der Integrationsmöglichkeiten der Hauptplanungswerkzeuge
(Simulation, Funktions-, Rohrleitungs- und Aufstellungsplanung) sowie der Opti-
mierung der einzelnen, in der Regel für die Auftragsabwicklung relevanten, The-
menschwerpunkte bearbeitet (Pfad B in Abb. 1) [12], [21], [65], [77], [75],
[82], [88], [91], [103], [104], [115].
1.1 Problemstellung
Auf Grund der hohen Bindung von Ressourcen und des dadurch bedingten hohen
finanziellen Aufwandes für die Erstellung von Angeboten ist eine Verbesserung
Aufgaben-stellung
PrebasicEngineering
Angebots-erstellung
BasicEngineering
DetailEngineering
BeschaffungRealisierung
Pfad B
Pfad AAufgaben-stellung
PrebasicEngineering
Angebots-erstellung
BasicEngineering
DetailEngineering
BeschaffungRealisierung
Pfad B
Pfad A
Abb. 1: Einordnung der Angebotserstellung im Projektablauf
2
sowohl der Genauigkeit der Ergebnisse als auch eine Effizienzsteigerung der Pro-
zesse notwendig. Dies gilt sowohl in Phasen der Rezession, in denen der Druck
auf die Anbieter sehr hoch ist, als auch in Phasen hoher Investitionsaufkommen,
in denen die vorhandenen Ressourcen, wie Investitionsmittel und Personal, effi-
zient eingesetzt werden müssen.
Durch den Aufschwung der letzten Jahre hat sich die Situation innerhalb der In-
genieurabteilungen dramatisch gewandelt. Der Abschwung zum Ende der 90er
Jahre hatte eine erhebliche Reduzierung von Personal in den Planungsunterneh-
men und –abteilungen zur Folge. Dadurch ging sehr viel Know-How verloren, oft
ohne es ausreichend gesichert zu haben [70].
Die steigenden Anforderungen an die Betreiber hat die Situation bei den Auf-
tragnehmern bzgl. der Genauigkeit der Angebote etwas entspannt. Durch die
hohe Auslastung der Anbieter stehen den Auftraggebern nur eine begrenzte An-
zahl an Anbietern, deren Auslastung dadurch sehr hoch ist, zur Verfügung [4].
Für Betreiber ist es noch wichtiger geworden, die realen Kosten für ein Projekt
als Verhandlungsbasis und für die effektive Nutzung der zur Verfügung stehen-
den Investitionsbudgets best möglich auszuschöpfen und nicht durch nutzlos ge-
bundenes Kapital zu blockieren. In der aktuellen Situation hat sich der Käufer-
markt, in dem der Käufer den Preis diktiert, in einen Verkäufermarkt gewandelt
[70].
Im Hinblick auf die immer mehr steigenden Energiekosten ist es für Betreiber
unerlässlich, ganzheitliche Betrachtungen der Investitionsvorhaben durchzufüh-
ren, d. h. inkl. einer Betrachtung der Betriebs- und Instandhaltungskosten. Nur
so kann die wirtschaftlich sinnvollste Anlagenvariante ermittelt werden.
1.2 Zieldefinition und Lösungsansatz
Ziel dieser Arbeit ist die Entwicklung eines modularen Konzeptes zur Abschät-
zung des Kapitalbedarfes in frühen Projektphasen.
Dazu wurden in Zusammenarbeit mit einem Großanlagenbauer verschiedene
Projekte strukturell untersucht und Planungsstandards entwickelt. Dabei wird
eine Umsetzung der Ergebnisse in moderne objektorientierte Planungswerkzeuge
und eine Verknüpfung von Prozesssimulation und Planungswerkzeug erfolgen.
Zur Abschätzung des Kapitalbedarfes wird für die modulbasierte Planung eine
Kostenschätzmethodik entwickelt, die die zur Verfügung stehenden Daten be-
rücksichtigt. Dazu werden existierende und aufbereitete Planungsgrundlagen des
Detail Engineerings in frühen Projektphasen bereitgestellt.
An einem Fallbeispiel erfolgt die Validierung des Konzeptes. Dazu werden die
ermittelten Kosten mit realen Daten verglichen.

3
1.3 Aufbau der Arbeit
Die vorliegende Arbeit gliedert sich in drei übergeordnete Abschnitte.
Im ersten Abschnitt, der sich in Kapitel 2, 3 und 4 aufteilt, erfolgt eine kurze Ein-
führung in die Problematik der Kostenschätzung und der Anlagenplanung. Des
Weiteren wird ein Überblick über die grundsätzlichen Methoden der Kostenmo-
dellierung in Bezug auf die verschiedenen Phasen der Anlagenplanung gegeben.
Dabei wird auf die modularen Ansätze näher eingegangen.
Der zweite große Abschnitt beschäftigt sich mit den im Rahmen der Arbeit ver-
folgten Lösungsansätze und Lösungen. Dabei wird in Kapital 5 und 6 ausführlich
auf die Modularisierung von Chemieanlagen in Funktions- und Ortsplanung und
die darauf aufbauende modulare Kostenschätzung mit Hilfe moderner Werkzeuge
und Ansätze eingegangen.
Der dritte Abschnitt umfasst die Darstellung und Diskussion der mit den entwi-
ckelten Lösungen erzielten Ergebnisse. Hierzu wird eine Fallstudie mit Hilfe der
modularen Kostenmodellierung und einer objektorientierten Softwareplattform
für Funktions- und Ortsplanung in frühen Planungsphasen auf Basis der vorhan-
denen Simulationsergebnisse mit Hilfe der erstellten Module spezifiziert. Die er-
haltenen Mengengerüste und die entwickelten Kostenmodelle ermöglichen eine
Abschätzung des Kapitalbedarfes ausgewählter Gewerke. Abschließend wird ein
Vergleich mit den realen Kosten der errichteten Anlage durchgeführt.
Zum Abschluss erfolgt eine Zusammenfassung der Ergebnisse und ein Ausblick
auf weiterführende Forschungsaktivitäten auf dem Gebiet der modularen Kosten-
schätzung in Verbindung mit modernen CAE-Werkzeugen.
4
2 Einführung und Übersicht
Betreiber von chemischen Anlagen, die unter einem mehr oder minder großen
Druck stehen, Investitionen durchführen zu müssen, damit sie sich am Markt
behaupten bzw. wachsen können, haben unterschiedliche Strategien zur Umset-
zung der Investitionsvorhaben. Dabei spielen neben dem zur Verfügung stehen-
den Kapital auch die Verfügbarkeit von Personal und die Bearbeitungsprozesse
eine wesentliche Rolle.
Da Betreiber aber oft nicht in der Lage sind, größere Projekte eigenständig ab-
zuwickeln, beauftragen sie Planungs- und Anlagenbauunternehmen zur Planung
und Errichtung der Anlagen.
Die Bereitschaft zur Investition ist abhängig von der Wirtschaftlichkeit der Vor-
haben. Marktstudien sind der unsicherste Teil innerhalb der Wirtschaftlichkeits-
analysen. Während die Abschätzung des Kapitalbedarfes für die Errichtung zum
Zeitpunkt der Budgetierung in der Regel eine Genauigkeit von 10 % erreicht,
bestehen bei den Marktanalysen Unsicherheiten von ca. 50 % [85].
2.1 Angebotserstellung
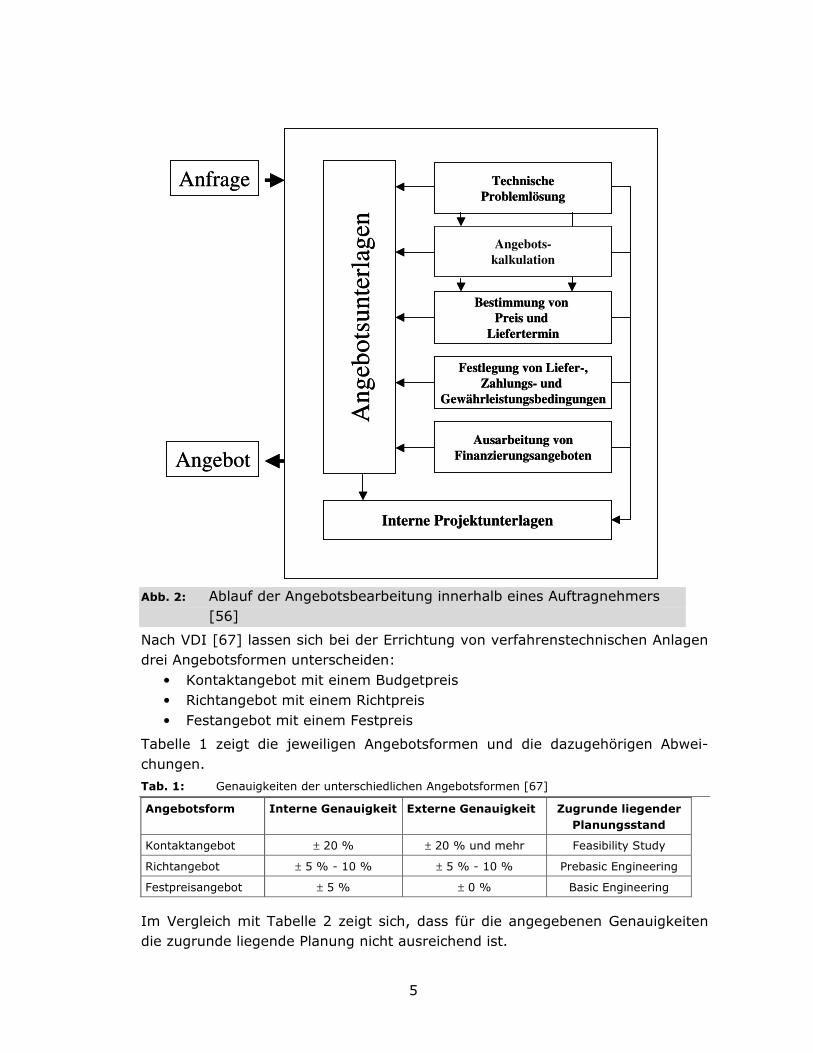
Die Bearbeitung von Anfragen und die Erstellung von Angeboten erfolgt in einer
mehr oder minder festgelegten und strukturierten Vorgehensweise [56]. Abbil-
dung 2 zeigt die wesentlichen Schritte, die in einem angefragten Unternehmen
(Auftragnehmer) von der Anfrage bis zum fertigen Angebot abgewickelt werden.
Bevor eine Anfrage an externe Dienstleister erfolgt, werden mehrere Planungs-
phasen durchschritten und jeweils eine Abschätzung des notwendigen Kapitalbe-
darfes und eine Wirtschaftlichkeitsanalyse durchgeführt (siehe Kap. 3).
Die besonderen Merkmale eines Projektes in der Angebotsphase sind:
o Notwendigkeit schneller Entscheidungsfindung auf Basis wirtschaftlicher
Kriterien
o Notwendigkeit schneller Generierung verlässlicher Kostendaten auf Basis
der Daten der Vor- bzw. Basisplanung
o Notwendigkeit schneller Variantengenerierung und Ermittlung eines op-
timalen Anlagendesigns (Verfahrens- und Aufstellungsentwurf mit Rohr-
leitungsplanung)
Damit ist es in der Regel notwendig, auf der Basis von Simulationsdaten sowie
von Aufstellungsentwürfen belastbare Aussagen bezüglich der Projektkosten zu
treffen bzw. auf Grund der wirtschaftlichen Daten eine optimale Prozess- bzw.
Anlagenvariante auszuwählen.
5
Nach VDI [67] lassen sich bei der Errichtung von verfahrenstechnischen Anlagen
drei Angebotsformen unterscheiden:
• Kontaktangebot mit einem Budgetpreis
• Richtangebot mit einem Richtpreis
• Festangebot mit einem Festpreis
Tabelle 1 zeigt die jeweiligen Angebotsformen und die dazugehörigen Abwei-
chungen.
Tab. 1: Genauigkeiten der unterschiedlichen Angebotsformen [67]
Angebotsform Interne Genauigkeit Externe Genauigkeit Zugrunde liegender
Planungsstand
Kontaktangebot ± 20 % ± 20 % und mehr Feasibility Study
Richtangebot ± 5 % - 10 % ± 5 % - 10 % Prebasic Engineering
Festpreisangebot ± 5 % ± 0 % Basic Engineering
Im Vergleich mit Tabelle 2 zeigt sich, dass für die angegebenen Genauigkeiten
die zugrunde liegende Planung nicht ausreichend ist.
Ang
ebot
sunt
erla
gen
Technische
Problemlösung
Bestimmung von
Preis und
Liefertermin
Festlegung von Liefer-,
Zahlungs- und
Gewährleistungsbedingungen
Ausarbeitung von
Finanzierungsangeboten
Interne Projektunterlagen
Anfrage
Angebot
Angebots-
kalkulation
Ang
ebot
sunt
erla
gen
Technische
Problemlösung
Bestimmung von
Preis und
Liefertermin
Festlegung von Liefer-,
Zahlungs- und
Gewährleistungsbedingungen
Ausarbeitung von
Finanzierungsangeboten
Interne Projektunterlagen
Anfrage
Angebot
Angebots-
kalkulation
Abb. 2: Ablauf der Angebotsbearbeitung innerhalb eines Auftragnehmers
[56]
6
2.2 Modulorientierte Kostenschätzung für ein Integrated
Engineering System (MOKIES)
Im Folgenden wird ein kurzer Überblick über das im Rahmen der Arbeit entwi-
ckelte Konzept gegeben.
Vor dem Hintergrund der im Kap. 1.1 beschriebenen Problemstellung hat das
gesamte Konzept der modulorientierten Kostenschätzung folgende Ziele: Es soll
ein rechnergestütztes System für den Entwurf und Vergleich von verfahrenstech-
nischen Anlagen unter Berücksichtigung von Kostengesichtspunkten entwickelt
werden. Hiermit sollen Anwender in die Lage versetzt werden, frühzeitig prozess-
technisch und anlagentechnisch optimierte Anlagen zu entwerfen und entspre-
chende Aussagen über Kosten zu treffen bzw. Angebote zu erstellen.
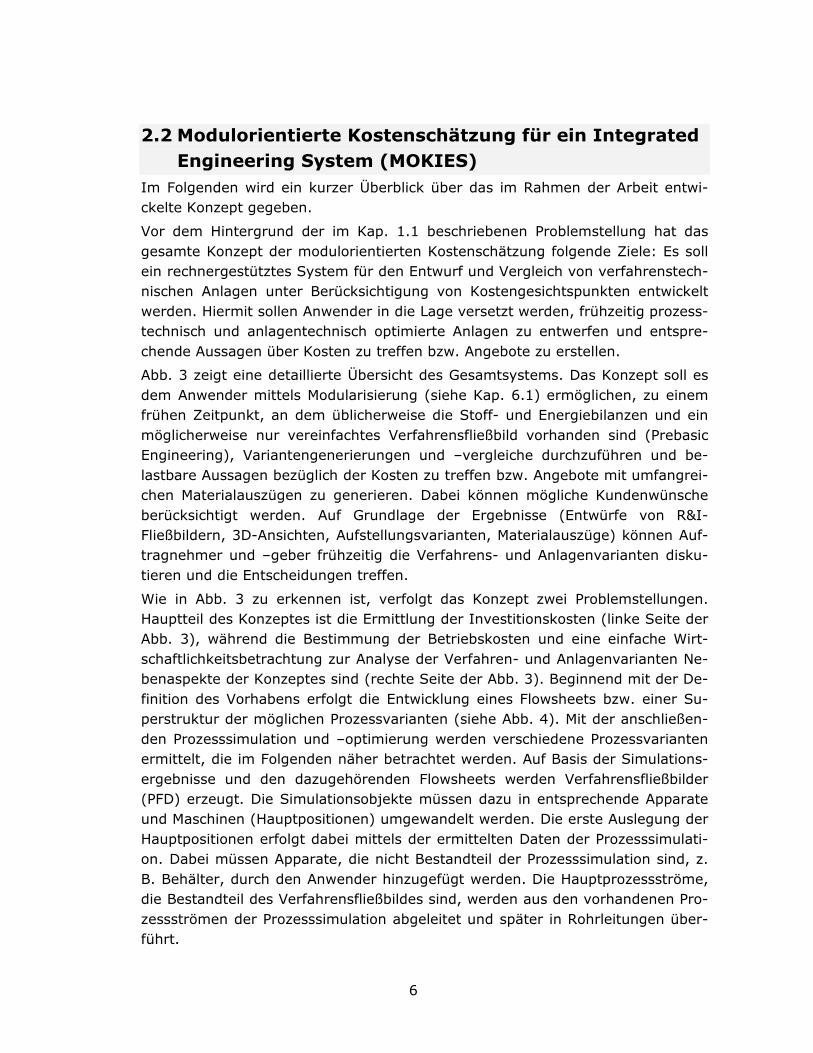
Abb. 3 zeigt eine detaillierte Übersicht des Gesamtsystems. Das Konzept soll es
dem Anwender mittels Modularisierung (siehe Kap. 6.1) ermöglichen, zu einem
frühen Zeitpunkt, an dem üblicherweise die Stoff- und Energiebilanzen und ein
möglicherweise nur vereinfachtes Verfahrensfließbild vorhanden sind (Prebasic
Engineering), Variantengenerierungen und –vergleiche durchzuführen und be-
lastbare Aussagen bezüglich der Kosten zu treffen bzw. Angebote mit umfangrei-
chen Materialauszügen zu generieren. Dabei können mögliche Kundenwünsche
berücksichtigt werden. Auf Grundlage der Ergebnisse (Entwürfe von R&I-
Fließbildern, 3D-Ansichten, Aufstellungsvarianten, Materialauszüge) können Auf-
tragnehmer und –geber frühzeitig die Verfahrens- und Anlagenvarianten disku-
tieren und die Entscheidungen treffen.
Wie in Abb. 3 zu erkennen ist, verfolgt das Konzept zwei Problemstellungen.
Hauptteil des Konzeptes ist die Ermittlung der Investitionskosten (linke Seite der
Abb. 3), während die Bestimmung der Betriebskosten und eine einfache Wirt-
schaftlichkeitsbetrachtung zur Analyse der Verfahren- und Anlagenvarianten Ne-
benaspekte der Konzeptes sind (rechte Seite der Abb. 3). Beginnend mit der De-
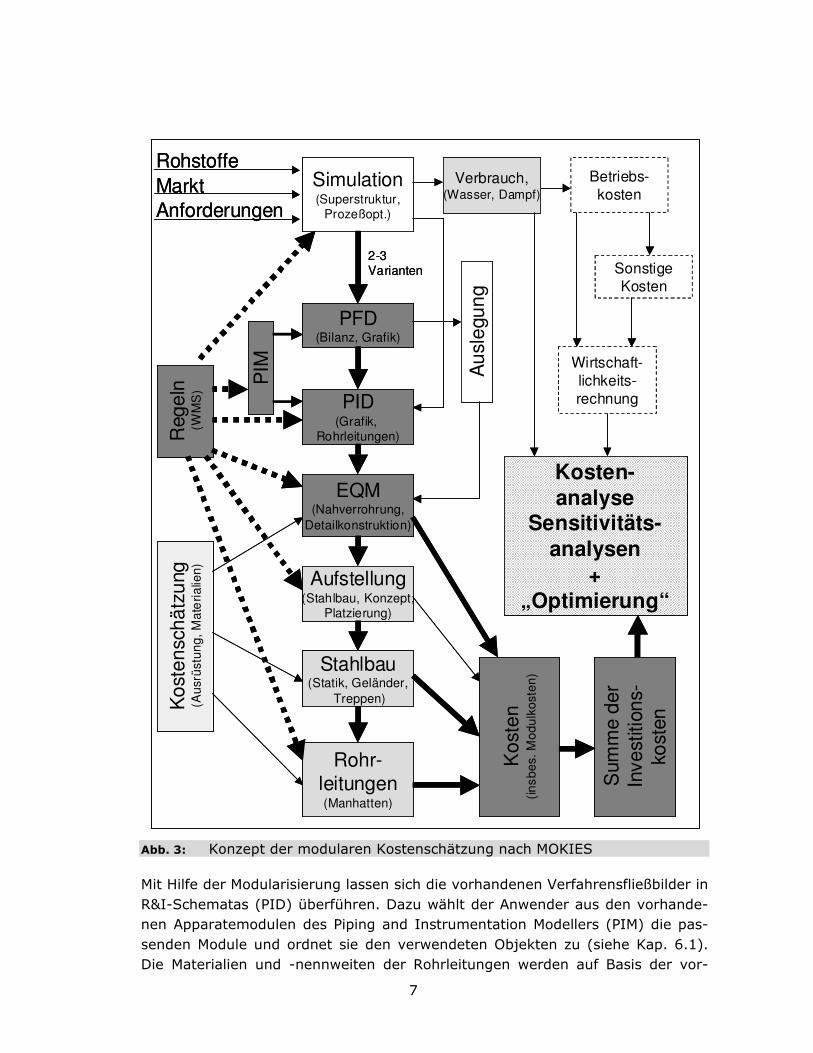
finition des Vorhabens erfolgt die Entwicklung eines Flowsheets bzw. einer Su-
perstruktur der möglichen Prozessvarianten (siehe Abb. 4). Mit der anschließen-
den Prozesssimulation und –optimierung werden verschiedene Prozessvarianten
ermittelt, die im Folgenden näher betrachtet werden. Auf Basis der Simulations-
ergebnisse und den dazugehörenden Flowsheets werden Verfahrensfließbilder
(PFD) erzeugt. Die Simulationsobjekte müssen dazu in entsprechende Apparate
und Maschinen (Hauptpositionen) umgewandelt werden. Die erste Auslegung der
Hauptpositionen erfolgt dabei mittels der ermittelten Daten der Prozesssimulati-
on. Dabei müssen Apparate, die nicht Bestandteil der Prozesssimulation sind, z.
B. Behälter, durch den Anwender hinzugefügt werden. Die Hauptprozessströme,
die Bestandteil des Verfahrensfließbildes sind, werden aus den vorhandenen Pro-
zessströmen der Prozesssimulation abgeleitet und später in Rohrleitungen über-
führt.
7
Mit Hilfe der Modularisierung lassen sich die vorhandenen Verfahrensfließbilder in
R&I-Schematas (PID) überführen. Dazu wählt der Anwender aus den vorhande-
nen Apparatemodulen des Piping and Instrumentation Modellers (PIM) die pas-
senden Module und ordnet sie den verwendeten Objekten zu (siehe Kap. 6.1).
Die Materialien und -nennweiten der Rohrleitungen werden auf Basis der vor-
Simulation(Superstruktur,
Prozeßopt.)
PFD(Bilanz, Grafik)
PID(Grafik,
Rohrleitungen)
EQM(Nahverrohrung,
Detailkonstruktion)
Aufstellung(Stahlbau, Konzept,
Platzierung)
Rohr-leitungen(Manhatten)
Reg
eln
(WM
S)
PIM
Verbrauch,(Wasser, Dampf)
Kos
tens
chät
zung
(Aus
rüst
ung,
Ma
teria
lien)
Kosten-analyse
Sensitivitäts-analysen
+„Optimierung“
Sum
me
der
Inve
stiti
ons-
kost
en
Betriebs-kosten
SonstigeKosten
RohstoffeMarktAnforderungen
Stahlbau(Statik, Geländer,
Treppen)
Wirtschaft-lichkeits-rechnung
Aus
legu
ng
Kos
ten
(insb
es. M
odu
lkos
ten
)
2-3Varianten
Simulation(Superstruktur,
Prozeßopt.)
PFD(Bilanz, Grafik)
PID(Grafik,
Rohrleitungen)
EQM(Nahverrohrung,
Detailkonstruktion)
Aufstellung(Stahlbau, Konzept,
Platzierung)
Rohr-leitungen(Manhatten)
Reg
eln
(WM
S)
PIM
Verbrauch,(Wasser, Dampf)
Kos
tens
chät
zung
(Aus
rüst
ung,
Ma
teria
lien)
Kosten-analyse
Sensitivitäts-analysen
+„Optimierung“
Sum
me
der
Inve
stiti
ons-
kost
en
Betriebs-kosten
SonstigeKosten
RohstoffeMarktAnforderungen
Stahlbau(Statik, Geländer,
Treppen)
Wirtschaft-lichkeits-rechnung
Aus
legu
ng
Kos
ten
(insb
es. M
odu
lkos
ten
)
2-3Varianten
Abb. 3: Konzept der modularen Kostenschätzung nach MOKIES
8
handenen Simulationsdaten und durchfließenden Medien ermittelt. Die für die
Vervollständigung der R&I’s notwendigen Nebenströme werden durch die ermit-
telten Betriebsmittelströme definiert. Dabei werden Dimension, Material und An-
fang und Ende festgelegt.
Die Generation der Aufstellungsentwürfe erfolgt auf Basis des entwickelten R&I’s
und der im Equipmentmodeller erzeugten dreidimensionalen Module. Nach kon-
zeptioneller Aufstellung der 3D-Apparatemodule wird der notwendige Stahlbau
durch den Anwender definiert. Die Dimensionierung des Stahlbaus berücksichtigt
dabei neben örtlichen auch statische Erfordernisse.
Nach Aufstellung der Apparatemodule werden die vorhandenen Rohrleitungen
mit Hilfe eines automatischen Routers (Autorouter) im dreidimensionalen Raum
verrohrt (siehe Kap. 6.3.1).
Die so generierten Mengengerüste erlauben unter Verwendung von spezifischen
Kostenmodellen die Ermittlung des Kapitalbedarfes (siehe Kap. 4.4).
Für die Gesamtbetrachtung werden in der Prozesssimulation die Verbrauche an
Betriebsmitteln ermittelt und mit entsprechenden Kosten bewertet. So kann eine
Analyse mit anschließender Wirtschaftlichkeit zum Vergleich verschiedener Anla-
genvarianten erfolgen.
Mutation
...
Mutation
......
Simulation(Superstruktur,Kostenmodell)
Selektion
Rekombination
EvolutionärerAlgorithmus
Rückgabe der
Kostendaten
Excel-VBA-Schnittstelle
Übergabe der Entscheidungsvariablen
Abb. 4: Prozessoptimierung zur Findung eines kostenoptimalen Prozessde-
signs [15]
9
3 Grundlagen der Anlagenplanung
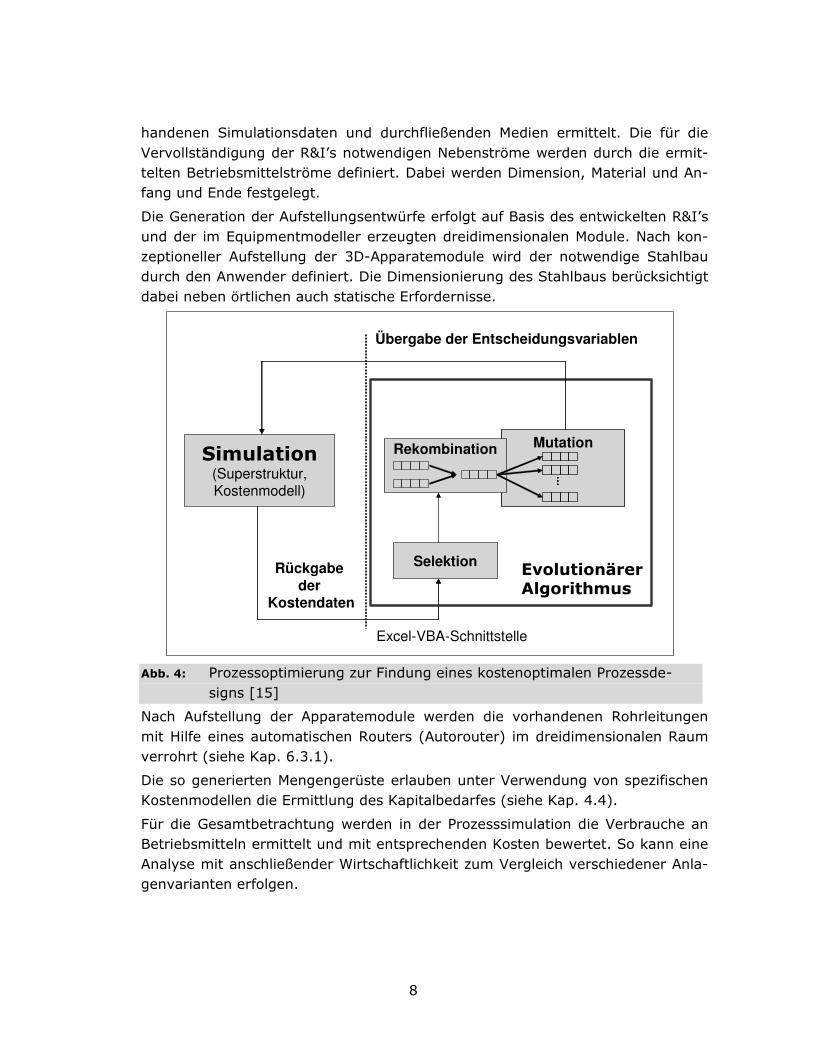
Für jedes Anlagenbauprojekt muss im Laufe der Planung und Abwicklung mehr-
fach eine Abschätzung des Kapitalbedarfes erfolgen. Dabei sinkt mit fortschrei-
tender Planung die Ungenauigkeit der Kostenschätzung (siehe Abb. 5) [1]. Für
die Bewertung der Wirtschaftlichkeit als Grundlage für die Entscheidung zur Er-
richtung ist es erforderlich, dass neben dem Kapitalbedarf auch die Betriebs-
bzw. Herstellkosten bestimmt werden. Diese Daten werden in den frühen Phasen
für die prinzipielle Entscheidungsfindung, Festlegung des endgültigen Verfahrens
und des Standortes verwendet. Dabei ist es notwendig, eine ganzheitliche Be-
trachtung durchzuführen.
Tab. 2: Wichtige Planungsphasen für die Projektgenehmigung und die Genauigkeit der Kos-
tenschätzungen
Planungsphase Projektstatus Kostenschätz-
methodik
Genauigkeit nach
AACE [1]
Machbarkeitsstudie
(Feasibiltiy Study) Projektstart
Kapazitätsmethoden,
Degression -35 %-+50 %
Prebasic Engineering Projektbefürwortung Strukturmethoden -15 %-+30 %
Basic Engineering Geldmittelbewilligung Strukturmethoden,
spezifische Methoden -10 %-+15 %
Wie bei der Betrachtung der Angebotserstellung (siehe Kap. 2.1) gibt es auch bei
der Befürwortung von Projekten durch Betreiber drei Meilensteine (siehe Tab. 2).
-60
-40
-20
0
20
40
60
Planungsgrad
Feh
ler
[%]
Abb. 5: Zusammenhang zwischen Planungsgrad und Genauigkeit der Kosten-schätzung nach AACE [1]
10
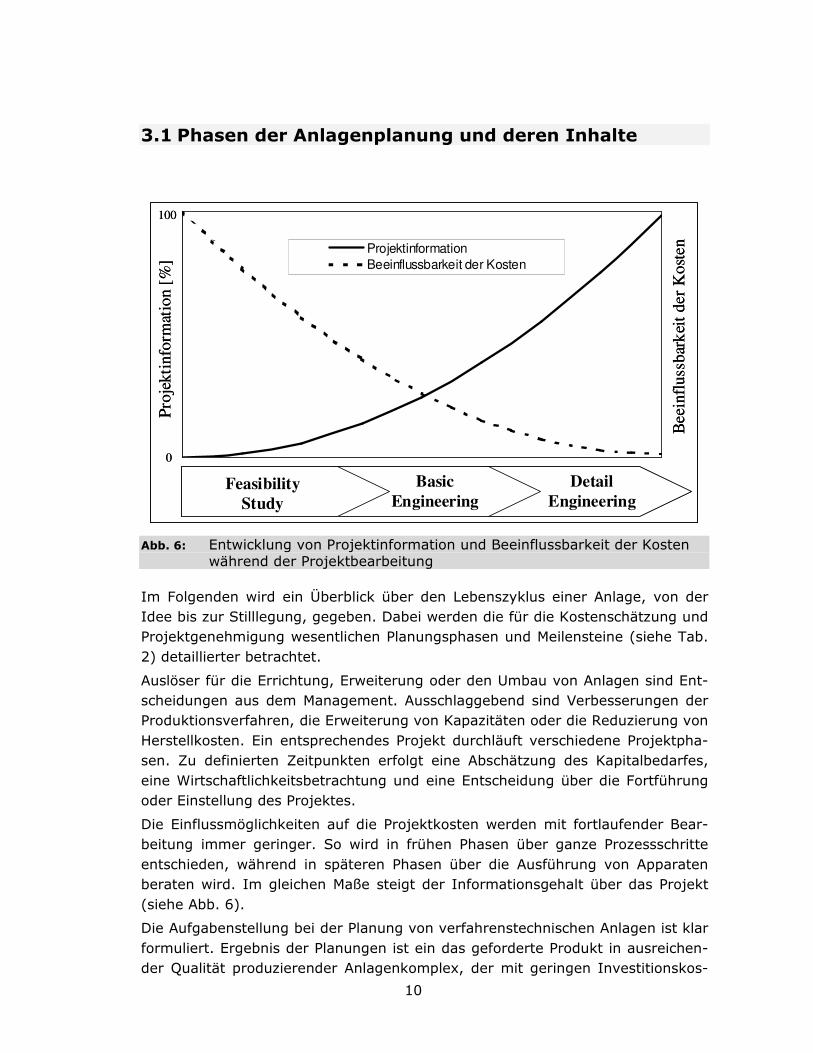
3.1 Phasen der Anlagenplanung und deren Inhalte
Im Folgenden wird ein Überblick über den Lebenszyklus einer Anlage, von der
Idee bis zur Stilllegung, gegeben. Dabei werden die für die Kostenschätzung und
Projektgenehmigung wesentlichen Planungsphasen und Meilensteine (siehe Tab.
2) detaillierter betrachtet.
Auslöser für die Errichtung, Erweiterung oder den Umbau von Anlagen sind Ent-
scheidungen aus dem Management. Ausschlaggebend sind Verbesserungen der
Produktionsverfahren, die Erweiterung von Kapazitäten oder die Reduzierung von
Herstellkosten. Ein entsprechendes Projekt durchläuft verschiedene Projektpha-
sen. Zu definierten Zeitpunkten erfolgt eine Abschätzung des Kapitalbedarfes,
eine Wirtschaftlichkeitsbetrachtung und eine Entscheidung über die Fortführung
oder Einstellung des Projektes.
Die Einflussmöglichkeiten auf die Projektkosten werden mit fortlaufender Bear-
beitung immer geringer. So wird in frühen Phasen über ganze Prozessschritte
entschieden, während in späteren Phasen über die Ausführung von Apparaten
beraten wird. Im gleichen Maße steigt der Informationsgehalt über das Projekt
(siehe Abb. 6).
Die Aufgabenstellung bei der Planung von verfahrenstechnischen Anlagen ist klar
formuliert. Ergebnis der Planungen ist ein das geforderte Produkt in ausreichen-
der Qualität produzierender Anlagenkomplex, der mit geringen Investitionskos-
Feasibility
Study
Basic
Engineering
Detail
Engineering
ProjektinformationBeeinflussbarkeit der Kosten
Pro
jekt
info
rmat
ion
[%]
0
100
Bee
infl
ussb
ark
eit
der
Kos
ten
Feasibility
Study
Basic
Engineering
Detail
Engineering
ProjektinformationBeeinflussbarkeit der Kosten
Pro
jekt
info
rmat
ion
[%]
0
100
Bee
infl
ussb
ark
eit
der
Kos
ten
Abb. 6: Entwicklung von Projektinformation und Beeinflussbarkeit der Kosten während der Projektbearbeitung
11
ten errichtet und mit niedrigen Betriebskosten unter Berücksichtigung der ge-
setzlich vorgeschriebenen Sicherheits- und Umweltstandards betrieben wird.
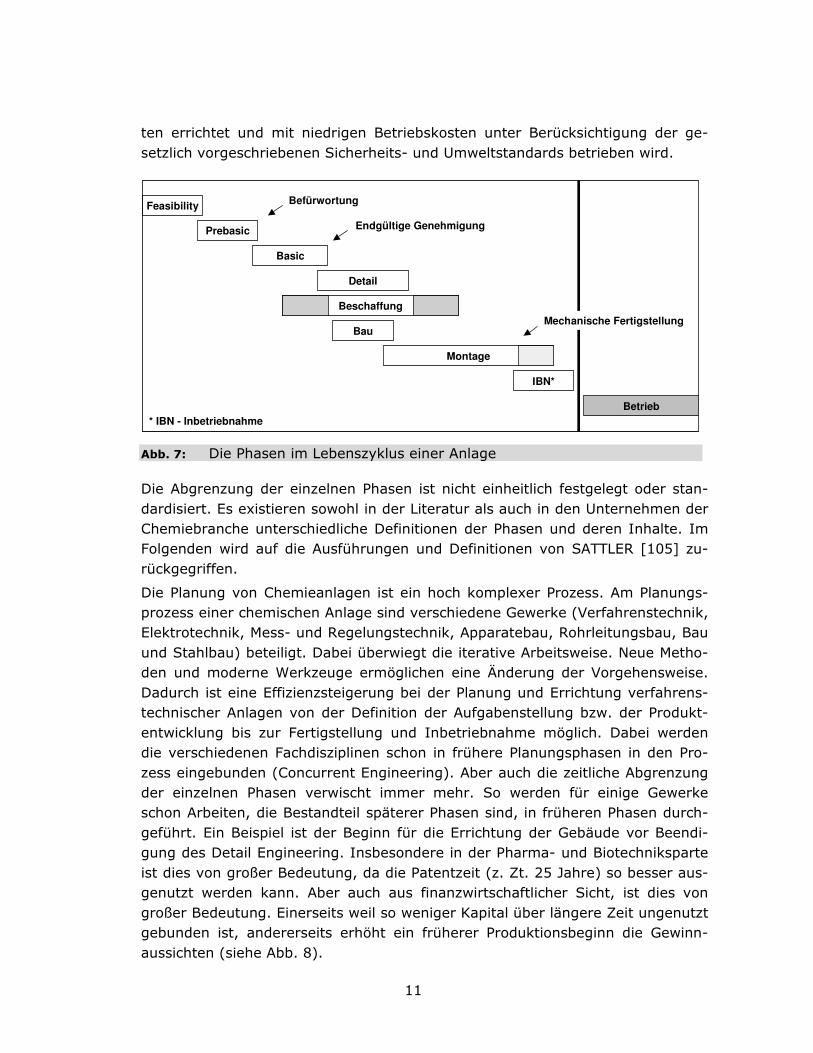
Die Abgrenzung der einzelnen Phasen ist nicht einheitlich festgelegt oder stan-
dardisiert. Es existieren sowohl in der Literatur als auch in den Unternehmen der
Chemiebranche unterschiedliche Definitionen der Phasen und deren Inhalte. Im
Folgenden wird auf die Ausführungen und Definitionen von SATTLER [105] zu-
rückgegriffen.
Die Planung von Chemieanlagen ist ein hoch komplexer Prozess. Am Planungs-
prozess einer chemischen Anlage sind verschiedene Gewerke (Verfahrenstechnik,
Elektrotechnik, Mess- und Regelungstechnik, Apparatebau, Rohrleitungsbau, Bau
und Stahlbau) beteiligt. Dabei überwiegt die iterative Arbeitsweise. Neue Metho-
den und moderne Werkzeuge ermöglichen eine Änderung der Vorgehensweise.
Dadurch ist eine Effizienzsteigerung bei der Planung und Errichtung verfahrens-
technischer Anlagen von der Definition der Aufgabenstellung bzw. der Produkt-
entwicklung bis zur Fertigstellung und Inbetriebnahme möglich. Dabei werden
die verschiedenen Fachdisziplinen schon in frühere Planungsphasen in den Pro-
zess eingebunden (Concurrent Engineering). Aber auch die zeitliche Abgrenzung
der einzelnen Phasen verwischt immer mehr. So werden für einige Gewerke
schon Arbeiten, die Bestandteil späterer Phasen sind, in früheren Phasen durch-
geführt. Ein Beispiel ist der Beginn für die Errichtung der Gebäude vor Beendi-
gung des Detail Engineering. Insbesondere in der Pharma- und Biotechniksparte
ist dies von großer Bedeutung, da die Patentzeit (z. Zt. 25 Jahre) so besser aus-
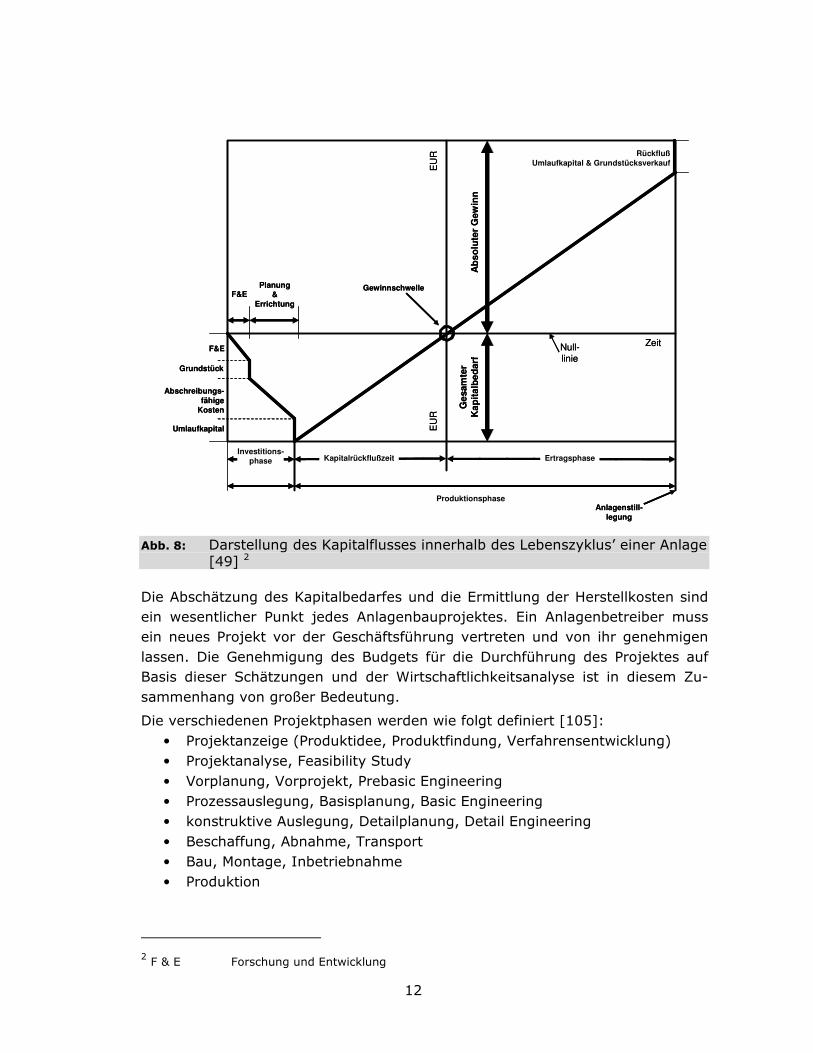
genutzt werden kann. Aber auch aus finanzwirtschaftlicher Sicht, ist dies von
großer Bedeutung. Einerseits weil so weniger Kapital über längere Zeit ungenutzt
gebunden ist, andererseits erhöht ein früherer Produktionsbeginn die Gewinn-
aussichten (siehe Abb. 8).
Feasibility
Prebasic
Basic
Detail
Beschaffung
Bau
Montage
IBN*
* IBN - Inbetriebnahme
Befürwortung
Endgültige Genehmigung
Betrieb
Mechanische Fertigstellung
Feasibility
Prebasic
Basic
Detail
Beschaffung
Bau
Montage
IBN*
* IBN - Inbetriebnahme
Befürwortung
Endgültige Genehmigung
Betrieb
Mechanische Fertigstellung
Abb. 7: Die Phasen im Lebenszyklus einer Anlage
12
Die Abschätzung des Kapitalbedarfes und die Ermittlung der Herstellkosten sind
ein wesentlicher Punkt jedes Anlagenbauprojektes. Ein Anlagenbetreiber muss
ein neues Projekt vor der Geschäftsführung vertreten und von ihr genehmigen
lassen. Die Genehmigung des Budgets für die Durchführung des Projektes auf
Basis dieser Schätzungen und der Wirtschaftlichkeitsanalyse ist in diesem Zu-
sammenhang von großer Bedeutung.
Die verschiedenen Projektphasen werden wie folgt definiert [105]:
• Projektanzeige (Produktidee, Produktfindung, Verfahrensentwicklung)
• Projektanalyse, Feasibility Study
• Vorplanung, Vorprojekt, Prebasic Engineering
• Prozessauslegung, Basisplanung, Basic Engineering
• konstruktive Auslegung, Detailplanung, Detail Engineering
• Beschaffung, Abnahme, Transport
• Bau, Montage, Inbetriebnahme
• Produktion
2 F & E Forschung und Entwicklung
Umlaufkapital
Grundstück
F&EZeit
EU
RE
UR
F&E
Abschreibungs-fähige
Kosten
Planung&
Errichtung
Kapitalrückflußzeit ErtragsphaseInvestitions-
phase
Produktionsphase
Null-linie
Gewinnschwelle
Anlagenstill-legung
RückflußUmlaufkapital & Grundstücksverkauf
Ab
solu
ter
Gew
inn
Ges
amte
rK
apit
alb
edar
f
Umlaufkapital
Grundstück
F&EZeit
EU
RE
UR
F&E
Abschreibungs-fähige
Kosten
Planung&
Errichtung
Kapitalrückflußzeit ErtragsphaseInvestitions-
phase
Produktionsphase
Null-linie
Gewinnschwelle
Anlagenstill-legung
RückflußUmlaufkapital & Grundstücksverkauf
Ab
solu
ter
Gew
inn
Ges
amte
rK
apit
alb
edar
f
Abb. 8: Darstellung des Kapitalflusses innerhalb des Lebenszyklus’ einer Anlage [49] 2

13
Die Phasen der Stilllegung und des Abrisses bzw. Rückbaus, die im Anschluss an
den Betrieb folgen, können erhebliche Mittel verschlingen. Eine Alternative ist
der gezielte Rückbau und der Wiederaufbau einer Anlage an einem anderen
Standort.
Bei Kapazitätserhöhungen, Optimierungen, Erneuerungen oder Instandsetzungen
werden einzelne der oben genannten Phasen in verschiedenen Ausprägungen
erneut durchlaufen.
Der hier vorgestellte Ansatz ist für die Kostenschätzung innerhalb der Phase des
Prebasic Engineerings vorgesehen. Für die Modellierung der Kosten werden aber
Methodiken und Mengengerüste aus dem Detail Engineering verwendet, die
durch die modularen Ansätze zur Verfügung gestellt werden.
3.1.1 Machbarkeitsstudie (Feasibility Study) Die Durchführung der Feasibility Study dient der Festlegung der verfahrenstech-
nischen Prozessschritte. Dabei werden die verschiedenen Verfahren analysiert
und unter den bekannten Randbedingungen miteinander verglichen.
Ergebnis ist eine erste Apparateliste mit der Hauptausrüstung, eventuell mit ers-
ten Spezifikationen, und Blockfließbilder für die verschiedenen Verfahrensvarian-
ten.
Auf Basis einer ersten Wirtschaftlichkeitsanalyse wird über eine Fortführung des
Projektes entschieden und Kapital für die weitere Planung bereitgestellt.
Die Genauigkeit der Kostenschätzung zur Feasibility Studie erreicht in der Regel
einen Wert von ±50 % (siehe Tab. 3) [39].
Bestandteile der Feasibility Studie sind im Wesentlichen folgende Dinge:
• Produktdefinition
• Marktstudie
• Patentstudie
• technische Entwicklungsstudie (inkl. Verfahrensstudie, Variantenvergleiche
und technische Vorplanung)
• Betriebsstudie (inkl. Genehmigungs-rechtliche Vorprojektierung, Betriebs-
struktur, Produktionsablaufplan und Betriebsanalyse)
• Wirtschaftlichkeitsstudie (inkl. Risikobetrachtung, Investitionsrechnungen
und Portfoliostudien)
• Rohstoffstudien
• Standortstudie
• gesamtwirtschaftliche Prognose
• Entscheidungsmatrix
3.1.2 Vorplanung (Prebasic Engineering) Aufbauend auf der Feasibility Studie findet das Prebasic Engineering statt (siehe
Abb. 7). Hier werden die Verfahrensauswahl und die weitere Auslegung des aus-
14
gewählten Verfahrens durchgeführt. Festgelegt werden Automatisierungsgrad,
Qualitätsanforderungen, Kapazitäten, Verfügbarkeit und ggf. auch der Standort.
Des Weiteren werden mögliche Gefahrenquellen identifiziert und sicherheitstech-
nische Lösungsmöglichkeiten geprüft. Für die nötige behördliche Genehmigung
werden Prüfungen in Bezug auf die Genehmigungsfähigkeit der Anlage (z. B.
nach BImSchG, Abfall, Abwasser, Abluft, Lärm, Arbeitsschutz) sowie der Art und
Umfang des Genehmigungsverfahrens geprüft.
Für die Apparate werden die verfahrenstechnischen Spezifikationen und Haupt-
abmessungen festgelegt.
Während des Prebasic Engineering wird folgende Dokumentation erstellt:
• Mengen- und Energiebilanzen
• Verfahrensbeschreibung
• Apparateliste mit verfahrenstechnischen Spezifikationen
• Verfahrensfließbilder
• Vorläufige Terminpläne
• Aufstellungsplanung (Entwurf)
• vorläufige MSR-Stellenliste
• Bau (Entwurf)
• PLT-Konzept
Auf Basis der Daten des Prebasic Engineerings und der dazugehörigen Kosten-
schätzung mit einem Fehler im Bereich zwischen -20 % und +30 % erfolgt eine
erneute Wirtschaftlichkeitsbetrachtung (siehe Kap. 4 & Abb. 5). Am Ende des
Prebasic Engineerings steht bei vielen Unternehmen die Entscheidung, ob das
Projekt fortgeführt wird (siehe Tab. 2).
3.1.3 Extended Prebasic Engineering Im Zuge der Entwicklung von modernen Werkzeugen für die prototypische Auf-
stellungs- und Rohrleitungsplanung wurden in der Vergangenheit verschiedene
Zwischenstufen in den Planungsprozess eingeführt. Das erweiterte Prebasic En-
gineering beinhaltet auf Basis der Daten des Prebasic Engineering die Erstellung
von Studien für die Bestimmung und Bewertung verschiedener Aufstellungsent-
würfe unter Berücksichtigung der Rohrleitungsplanung. Dabei sind neben den
Verfahrensfließbildern mit den Apparaten und Prozessströmen die Hauptabmes-
sungen und verfahrenstechnische Auslegung der Apparate von Bedeutung. Mit
Hilfe dieser Daten und speziellen Werkzeugen können verschiedene Aufstel-
lungsentwürfe mit Hilfe von neuartigen Methoden erstellt und im Hinblick auf
Investitionskosten, insbesondere Stahlbau- und Rohrleitungskosten, miteinander
verglichen und bewertet werden [21]. Dabei soll insbesondere auf die Arbeiten
des Lehrstuhles für Anlagentechnik der Universität Dortmund hingewiesen wer-
den.
15
3.1.4 Basic Engineering Im Basic Engineering findet die endgültige verfahrenstechnische Auslegung der
Anlage statt. Nach Beendigung des Basic Engineering und einer erneuten Kos-
tenschätzung mit einem Fehler von ca. ±10 % erfolgt in der Regel eine weitere
Wirtschaftlichkeitsanalyse. Je nach Art und Umfang des Projektes und der Ab-
wicklung werden innerhalb oder zum Abschluss des Basic Engineering erste Be-
stellungen, insbesondere für Kernequipment mit langen Lieferzeiten, auf Basis
vorläufiger Auslegungen getätigt.
Aufbauend auf den Ergebnissen des Prebasic Engineerings werden im Basic En-
gineering folgende Dokumente erstellt:
• Vollständige Rohrleitungs- und Instrumentierungsfließbilder (R&I)
• Vollständige Apparateliste mit detaillierten Spezifikationen
• Datenblätter für Apparate- und Maschinen
• Apparatezeichnungen (Entwürfe)
• Rohrleitungslisten mit Rohrklassen und Spezifikationen
• EMR-Pflichtenhefte (Funktionspläne)
• PLT-Stellenblätter
• Planung der Ver- und Entsorgung (Infrastruktur, OSBL)
• Aufstellungsentwürfe
• Sicherheitsbetrachtungen
• Antrag auf behördliche Genehmigung (z. B. nach BImSchG)
• Infrastrukturkonzept
• Terminpläne
In der Regel ist die Erstellung eines detaillierten 3D-Modells nicht Bestandteil des
Basic Engineerings. Dagegen sind Aufstellungsentwürfe ein wichtiger Bestandteil
des Basic Engineerings.
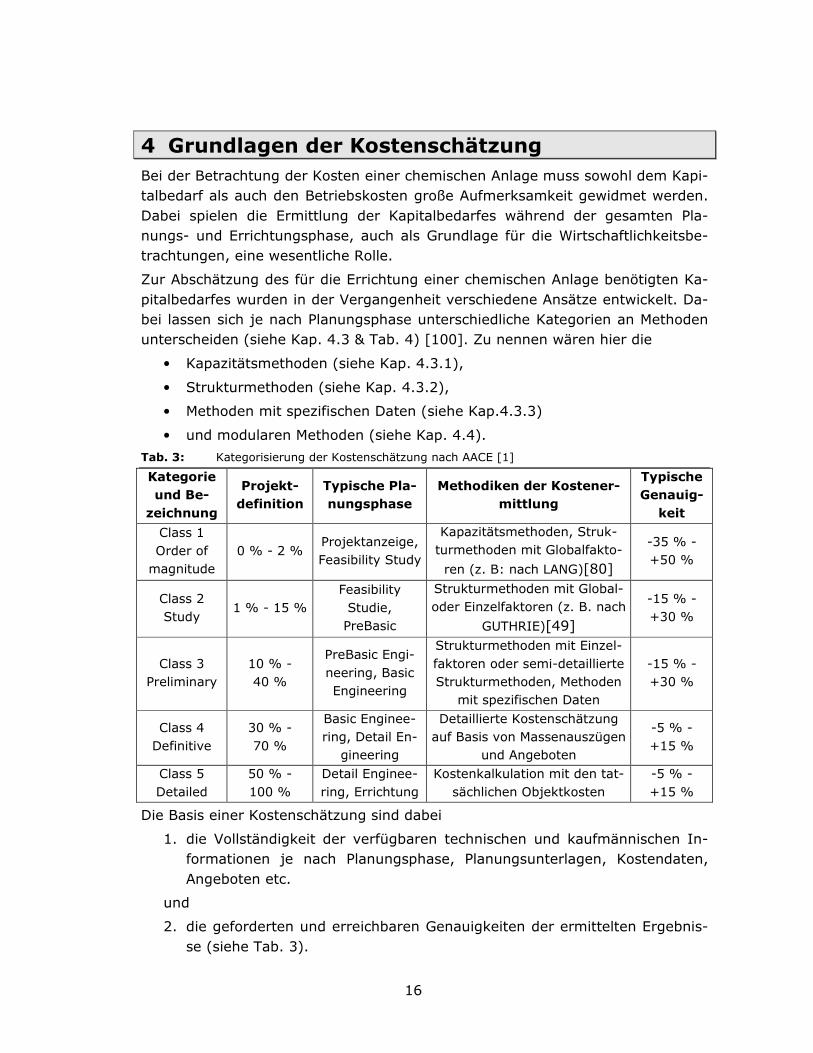
16
4 Grundlagen der Kostenschätzung Bei der Betrachtung der Kosten einer chemischen Anlage muss sowohl dem Kapi-
talbedarf als auch den Betriebskosten große Aufmerksamkeit gewidmet werden.
Dabei spielen die Ermittlung der Kapitalbedarfes während der gesamten Pla-
nungs- und Errichtungsphase, auch als Grundlage für die Wirtschaftlichkeitsbe-
trachtungen, eine wesentliche Rolle.
Zur Abschätzung des für die Errichtung einer chemischen Anlage benötigten Ka-
pitalbedarfes wurden in der Vergangenheit verschiedene Ansätze entwickelt. Da-
bei lassen sich je nach Planungsphase unterschiedliche Kategorien an Methoden
unterscheiden (siehe Kap. 4.3 & Tab. 4) [100]. Zu nennen wären hier die
• Kapazitätsmethoden (siehe Kap. 4.3.1),
• Strukturmethoden (siehe Kap. 4.3.2),
• Methoden mit spezifischen Daten (siehe Kap.4.3.3)
• und modularen Methoden (siehe Kap. 4.4).
Tab. 3: Kategorisierung der Kostenschätzung nach AACE [1]
Kategorie
und Be-
zeichnung
Projekt-
definition
Typische Pla-
nungsphase
Methodiken der Kostener-
mittlung
Typische
Genauig-
keit
Class 1
Order of
magnitude
0 % - 2 % Projektanzeige,
Feasibility Study
Kapazitätsmethoden, Struk-
turmethoden mit Globalfakto-
ren (z. B: nach LANG)[80]
-35 % -
+50 %
Class 2
Study 1 % - 15 %
Feasibility
Studie,
PreBasic
Strukturmethoden mit Global-
oder Einzelfaktoren (z. B. nach
GUTHRIE)[49]
-15 % -
+30 %
Class 3
Preliminary
10 % -
40 %
PreBasic Engi-
neering, Basic
Engineering
Strukturmethoden mit Einzel-
faktoren oder semi-detaillierte
Strukturmethoden, Methoden
mit spezifischen Daten
-15 % -
+30 %
Class 4
Definitive
30 % -
70 %
Basic Enginee-
ring, Detail En-
gineering
Detaillierte Kostenschätzung
auf Basis von Massenauszügen
und Angeboten
-5 % -
+15 %
Class 5
Detailed
50 % -
100 %
Detail Enginee-
ring, Errichtung
Kostenkalkulation mit den tat-
sächlichen Objektkosten
-5 % -
+15 %
Die Basis einer Kostenschätzung sind dabei
1. die Vollständigkeit der verfügbaren technischen und kaufmännischen In-
formationen je nach Planungsphase, Planungsunterlagen, Kostendaten,
Angeboten etc.
und
2. die geforderten und erreichbaren Genauigkeiten der ermittelten Ergebnis-
se (siehe Tab. 3).
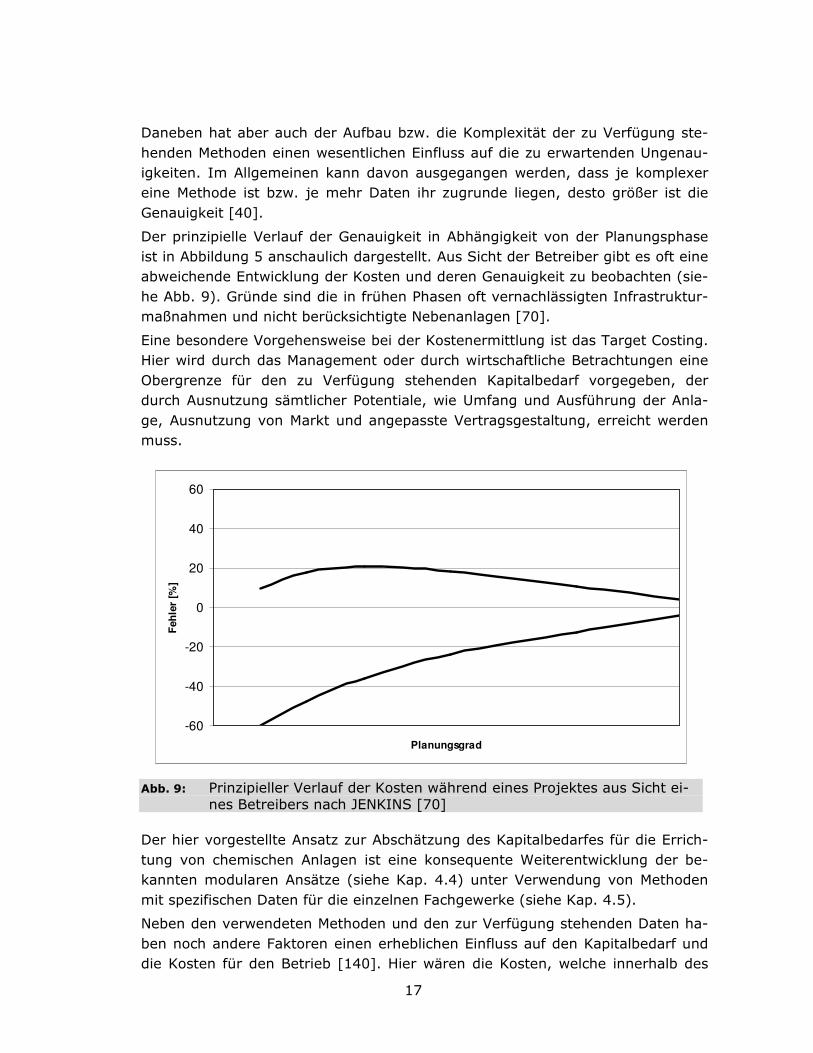
17
Daneben hat aber auch der Aufbau bzw. die Komplexität der zu Verfügung ste-
henden Methoden einen wesentlichen Einfluss auf die zu erwartenden Ungenau-
igkeiten. Im Allgemeinen kann davon ausgegangen werden, dass je komplexer
eine Methode ist bzw. je mehr Daten ihr zugrunde liegen, desto größer ist die
Genauigkeit [40].
Der prinzipielle Verlauf der Genauigkeit in Abhängigkeit von der Planungsphase
ist in Abbildung 5 anschaulich dargestellt. Aus Sicht der Betreiber gibt es oft eine
abweichende Entwicklung der Kosten und deren Genauigkeit zu beobachten (sie-
he Abb. 9). Gründe sind die in frühen Phasen oft vernachlässigten Infrastruktur-
maßnahmen und nicht berücksichtigte Nebenanlagen [70].
Eine besondere Vorgehensweise bei der Kostenermittlung ist das Target Costing.
Hier wird durch das Management oder durch wirtschaftliche Betrachtungen eine
Obergrenze für den zu Verfügung stehenden Kapitalbedarf vorgegeben, der
durch Ausnutzung sämtlicher Potentiale, wie Umfang und Ausführung der Anla-
ge, Ausnutzung von Markt und angepasste Vertragsgestaltung, erreicht werden
muss.
Der hier vorgestellte Ansatz zur Abschätzung des Kapitalbedarfes für die Errich-
tung von chemischen Anlagen ist eine konsequente Weiterentwicklung der be-
kannten modularen Ansätze (siehe Kap. 4.4) unter Verwendung von Methoden
mit spezifischen Daten für die einzelnen Fachgewerke (siehe Kap. 4.5).
Neben den verwendeten Methoden und den zur Verfügung stehenden Daten ha-
ben noch andere Faktoren einen erheblichen Einfluss auf den Kapitalbedarf und
die Kosten für den Betrieb [140]. Hier wären die Kosten, welche innerhalb des
-60
-40
-20
0
20
40
60
Planungsgrad
Feh
ler
[%]
Abb. 9: Prinzipieller Verlauf der Kosten während eines Projektes aus Sicht ei-nes Betreibers nach JENKINS [70]
18
gesamten Lebenszyklus’ einer Anlage (Total Cost of Ownership, TCO) anfallen,
zu nennen:
• Anschaffung
• Transport
• Installation, eventuell Fertigung vor Ort (inkl. Dämmung, Anstrich, etc.)
• Inbetriebnahme
• Instandhaltung
• Energieverbrauch
• Ersatzapparate bzw. –teile (Anzahl, Umfang)
• Frequenz und Umfang von Prüfungen (z. B. laut PED)
Bei Verwendung von vorhandenen Kostendaten müssen diese auf den Zeitpunkt
der Kostenschätzung bzw. der Beschaffung indiziert werden (siehe Kap. 4.6.2).
Die Vertragsgestaltung zwischen den Vertragsparteien innerhalb eines Anlagen-
bauprojektes spielt eine wesentliche Rolle bei der Betrachtung der Projektkosten.
Umfang und Gestaltung der Verträge (z. B. TKLS) haben Einfluss auf die Trans-
parenz für den Auftragnehmer und die Verteilung und Berücksichtigung der herr-
schenden Risiken. Im Zuge der aktuellen Volatilität der Märkte erfolgte die Ent-
wicklung neuer Vertragsformen (z. B. der Konvertierungsvertrag), um für beide
Parteien das Risiko zu verringern und die Transparenz zu erhöhen. Übliche Ver-
tragsformen sind in WAGNER [137] zu finden.
4.1 Defintionen der Kostenermittlung
Auf dem Gebiet der Kostenermittlung gibt es verschiedene Begrifflichkeiten, die
hier kurz erläutert werden. Der angelsächsische Begriff Cost Engineering (CE)
umfasst die Bereiche Kostenschätzung (Cost Estimating), Kostenkalkulation als
Grundlage für die Kostenschätzung und Nachbetrachtung und die Projektsteue-
rung (Cost Controlling).
CHILTON [28] hat den Begriff Cost Engineering als die Anwendung von wissen-
schaftlichen Techniken und Methoden zur Lösung von Problemen der Kosten-
schätzung, der Projektsteuerung und der Wirtschaftlichkeit definiert.
Kostenschätzung (auch Vorkalkulation [76] oder Cost Estimation) ist keine Kos-
tenkalkulation sondern die näherungsweise Bestimmung von Kosten. Es werden
viele Annahmen und Vereinfachungen getroffen und deren Einfluss auf die vor-
handenen Daten und zu erwartenden Kosten abgeschätzt. Im Bereich der Be-
triebswirtschaft und des Controllings wird in diesem Zusammenhang von Kalku-
lation gesprochen.
Von einer Kostenkalkulation kann allerdings erst gesprochen werden, wenn alle
Mengen und die entsprechenden Einzelpreise bekannt sind, etwa nach Abschluss
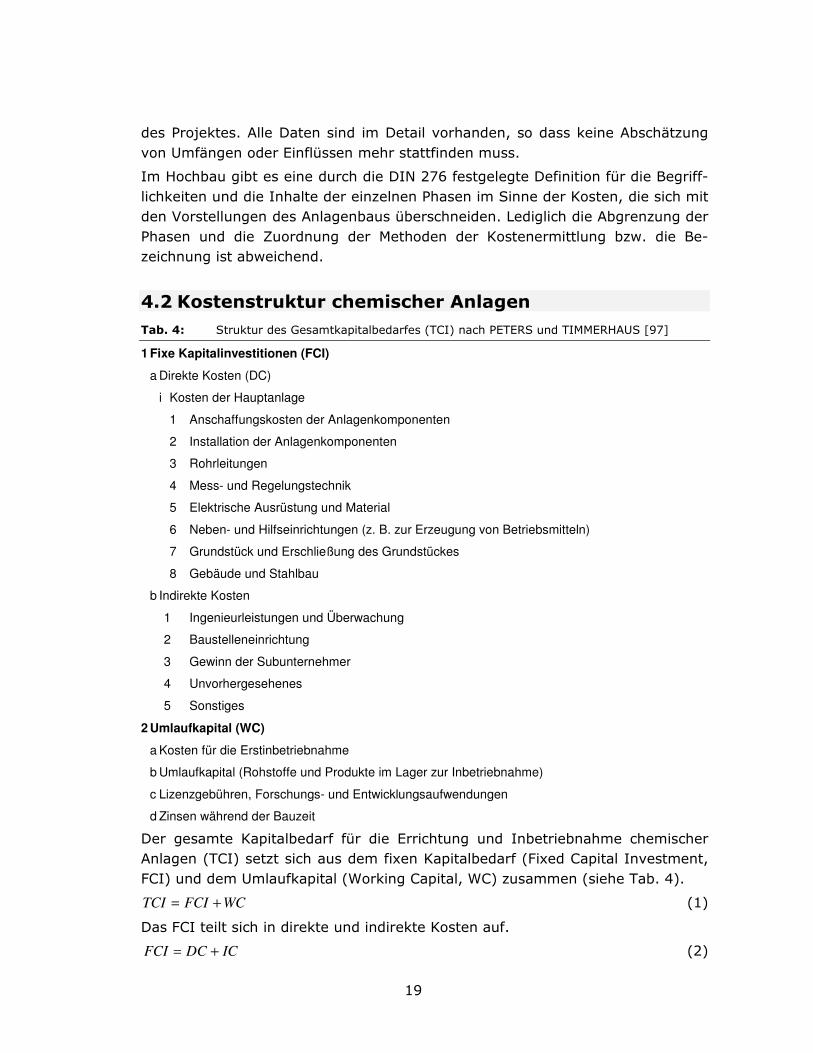
19
des Projektes. Alle Daten sind im Detail vorhanden, so dass keine Abschätzung
von Umfängen oder Einflüssen mehr stattfinden muss.
Im Hochbau gibt es eine durch die DIN 276 festgelegte Definition für die Begriff-
lichkeiten und die Inhalte der einzelnen Phasen im Sinne der Kosten, die sich mit
den Vorstellungen des Anlagenbaus überschneiden. Lediglich die Abgrenzung der
Phasen und die Zuordnung der Methoden der Kostenermittlung bzw. die Be-
zeichnung ist abweichend.
4.2 Kostenstruktur chemischer Anlagen
Tab. 4: Struktur des Gesamtkapitalbedarfes (TCI) nach PETERS und TIMMERHAUS [97]
1 Fixe Kapitalinvestitionen (FCI)
a Direkte Kosten (DC)
i Kosten der Hauptanlage
1 Anschaffungskosten der Anlagenkomponenten
2 Installation der Anlagenkomponenten
3 Rohrleitungen
4 Mess- und Regelungstechnik
5 Elektrische Ausrüstung und Material
6 Neben- und Hilfseinrichtungen (z. B. zur Erzeugung von Betriebsmitteln)
7 Grundstück und Erschließung des Grundstückes
8 Gebäude und Stahlbau
b Indirekte Kosten
1 Ingenieurleistungen und Überwachung
2 Baustelleneinrichtung
3 Gewinn der Subunternehmer
4 Unvorhergesehenes
5 Sonstiges
2 Umlaufkapital (WC)
a Kosten für die Erstinbetriebnahme
b Umlaufkapital (Rohstoffe und Produkte im Lager zur Inbetriebnahme)
c Lizenzgebühren, Forschungs- und Entwicklungsaufwendungen
d Zinsen während der Bauzeit
Der gesamte Kapitalbedarf für die Errichtung und Inbetriebnahme chemischer
Anlagen (TCI) setzt sich aus dem fixen Kapitalbedarf (Fixed Capital Investment,
FCI) und dem Umlaufkapital (Working Capital, WC) zusammen (siehe Tab. 4).
WCFCITCI += (1)
Das FCI teilt sich in direkte und indirekte Kosten auf.
ICDCFCI += (2)
20
Die direkten Kosten beinhalten die Aufwendungen für die gesamte dauerhafte
Ausrüstung der Anlage. Dazu gehören neben den Kosten für die Beschaffung der
Ausrüstung auch die Kosten für die Fertigung, Montage und Planung.
Dabei wird bei den direkten Kosten zwischen den Kosten zur Errichtung der ei-
gentlichen Prozessanlage (Hauptanlage, inside battery limit, ISBL) und der Kos-
ten für die Nebenanlagen (outside battery limit, OSBL) unterschieden. Zu den
Nebenanlagen gehören neben Anlagen zur Erzeugung von Hilfsstoffen wie Ener-
gie, Dampf, Wasser, Entsorgung und Aufbereitung von Abfällen und Abwasser
auch die Einrichtungen zur Verteilung der Hilfsstoffe und die notwendige Infra-
struktur (z. B. Rohrbrücken, Straßen etc.).
OSBLISBL DCDCDC == (3)
Das Umlaufkapital stellt die Kosten dar, welche notwendig sind, um eine errich-
tete Anlage in Betrieb zu nehmen. Dazu gehören z. B. die Aufwendungen für die
Einsatzstoffe und die Lohnkosten während der Inbetriebnahmephase.
4.3 Allgemeine Methoden der Kostenschätzung
Im Folgenden werden die wesentlichen Methoden der Kostenschätzung, die Ka-
pazitäts- und Strukturmethoden, erläutert. Eine umfangreiche Übersicht über die
verschiedenen Methoden ist bei SCHEMBRA [107] zu finden.
4.3.1 Kapazitätsmethoden In sehr frühen Phasen der Anlagenplanung, z. B. der Feasibility Study, sind oft
nur wenige Informationen über die spätere Anlage bekannt (siehe Kap. 3.1). Da-
zu gehören neben den Einsatzstoffen und Produkten die Kapazität und der
Durchsatz der Anlage. Auf Basis dieser Daten ist es schwierig, genaue oder be-
lastbare Kosten zu ermitteln.
Zur notwendigen Abschätzung des Kapitalbedarfes in dieser Phase ist die Ver-
wendung von Kapazitätsmethoden eine Möglichkeit. Die Genauigkeiten bewegen
sich in Bereichen von ±50 % (siehe Tab. 3).
Ein Beispiel ist die „Six-Tenth Method“ nach CHILTON [25] (siehe Gl. 4).
x
A
B
A
B
CAPCAP
CC
= (4)3
3 C Kapitalbedarf der Anlage CAP Kapazität der Anlage X Degressionsexponent
21
CHILTON [25] stellte in seinen Untersuchungen fest, dass für eine Vielzahl von
Anlagen im Mittel ein Degressionsexponent von ca. 0,6 (6/10) gültig ist. In der
Folgezeit wurden differenzierte anlagen- und prozessspezifische Exponenten er-
mittelt und veröffentlicht [48], [55], [76].
Wesentliche Kritikpunkte an dieser Methode sind [96]:
• Ermittlung des Kapitalbedarfes anhand einer Variablen
• Keine realistische Beziehung zum tatsächlichen Datenmaterial
• Ungenügende Berücksichtigung des technologischen Fortschrittes (z. B.
neue Verfahren, Automatisierungsgrad, etc.)
• Nichtberücksichtigung von spezifischen Randbedingungen (z. B. Umwelt,
Standort, Gesetze, Produktivitäten, etc.)
Daneben ist oft nicht bekannt, welcher Prozess zur Herstellung eines Produktes
und welcher Projektumfang den veröffentlichten Daten zu Grunde liegt. Aus die-
sen Gründen sollte diese Methode nur für standardisierte Anlagen und auf Basis
eigenen Datenmaterials entwickelt und verwendet werden, da sonst die angege-
ben Genauigkeitsgrenzen leicht überschritten werden können.
Der Ansatz von ZEVNIK und BUCHANAN [146] stellt eine Weiterentwicklung der
oben genannten Kapazitätsmethode mit Degressionsexponenten dar. Dabei wird
neben dem Degressionsexponenten ein Komplexitätsfaktor, der die Einflüsse
verschiedener Verfahrensparameter und des Werkstoffes berücksichtigt,
eingeführt.
Weitere Kapazitätsmethoden bzw. Aktualisierungen von bekannten Methoden
wurden z. B. von ALLEN [2], [3], HERBERT und BISIO [59], [60], STALLWORTHY
[116], TAYLOR [119] und WILSON [142] vorgestellt.
4.3.2 Strukturmethoden Eine weitere Methode zur Bestimmung des Kapitalbedarfes ist die Strukturme-
thode oder Equipment Factored Estimation (EFE). Grundlage sind die Beschaf-
fungskosten für die Hauptpositionen, der Apparate und Maschinen (siehe Tab.
5). Es können zwei Varianten unterschieden werden:
• die Strukturmethoden mit globalen Faktoren (z. B. nach LANG [80])
und
• die Strukturmethoden mit spezifischen Faktoren für die Nebengewerke
(z. B. nach CHILTON [26]).
Da die Anschaffungskosten der Hauptpositionen für die Genauigkeit der Struk-
turmethode als Grundlage von großer Bedeutung sind, ist auf deren Bestimmung
besonderes Augenmerk zu legen (siehe Kap. 4.5.1).
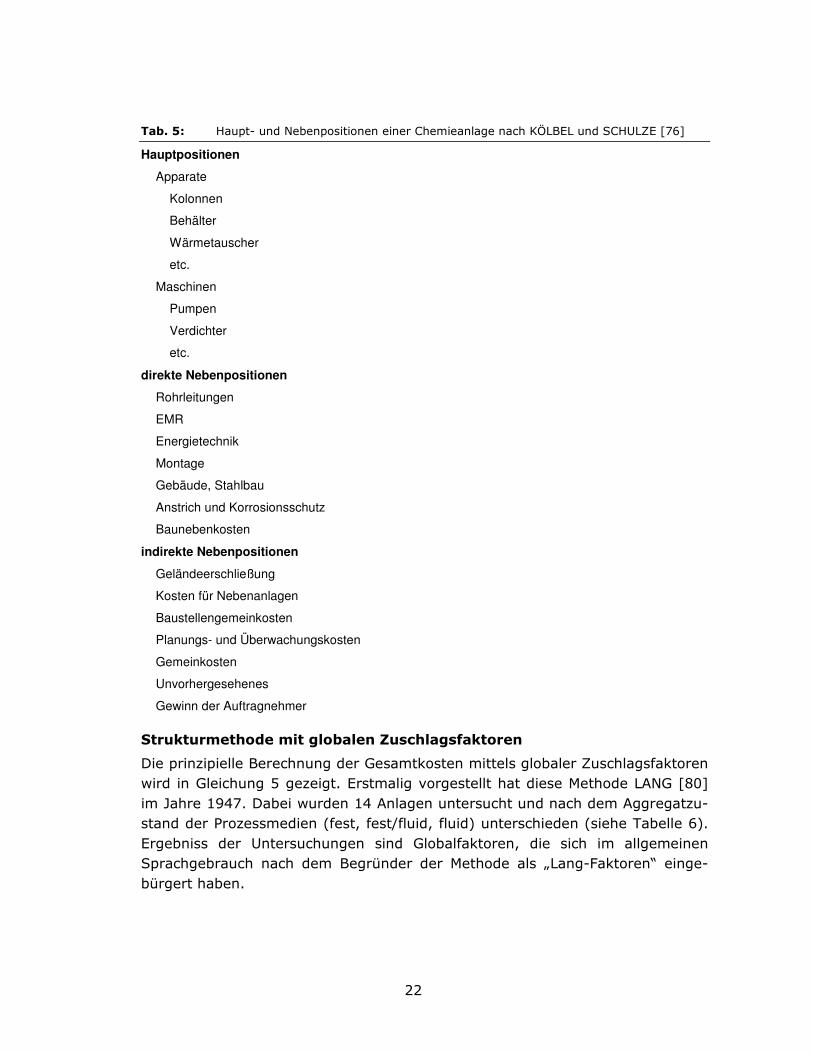
22
Tab. 5: Haupt- und Nebenpositionen einer Chemieanlage nach KÖLBEL und SCHULZE [76]
Hauptpositionen
Apparate
Kolonnen
Behälter
Wärmetauscher
etc.
Maschinen
Pumpen
Verdichter
etc.
direkte Nebenpositionen
Rohrleitungen
EMR
Energietechnik
Montage
Gebäude, Stahlbau
Anstrich und Korrosionsschutz
Baunebenkosten
indirekte Nebenpositionen
Geländeerschließung
Kosten für Nebenanlagen
Baustellengemeinkosten
Planungs- und Überwachungskosten
Gemeinkosten
Unvorhergesehenes
Gewinn der Auftragnehmer
Strukturmethode mit globalen Zuschlagsfaktoren
Die prinzipielle Berechnung der Gesamtkosten mittels globaler Zuschlagsfaktoren
wird in Gleichung 5 gezeigt. Erstmalig vorgestellt hat diese Methode LANG [80]
im Jahre 1947. Dabei wurden 14 Anlagen untersucht und nach dem Aggregatzu-
stand der Prozessmedien (fest, fest/fluid, fluid) unterschieden (siehe Tabelle 6).
Ergebniss der Untersuchungen sind Globalfaktoren, die sich im allgemeinen
Sprachgebrauch nach dem Begründer der Methode als „Lang-Faktoren“ einge-
bürgert haben.
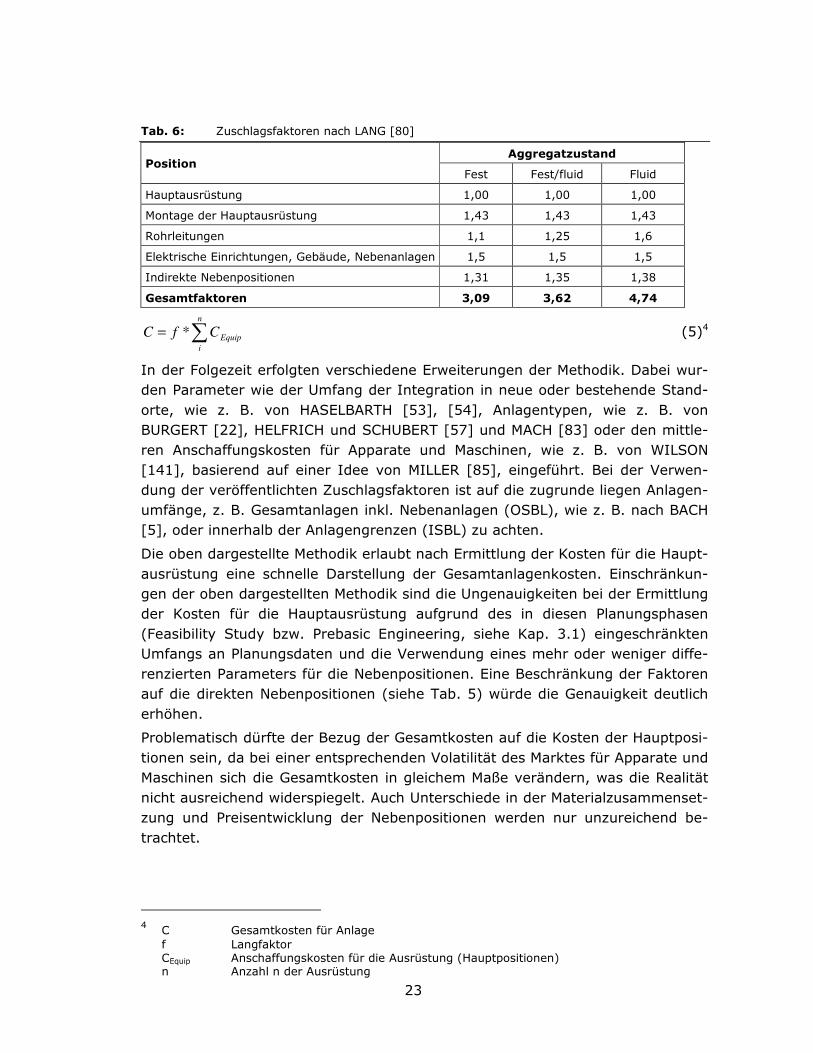
23
Tab. 6: Zuschlagsfaktoren nach LANG [80]
Aggregatzustand Position
Fest Fest/fluid Fluid
Hauptausrüstung 1,00 1,00 1,00
Montage der Hauptausrüstung 1,43 1,43 1,43
Rohrleitungen 1,1 1,25 1,6
Elektrische Einrichtungen, Gebäude, Nebenanlagen 1,5 1,5 1,5
Indirekte Nebenpositionen 1,31 1,35 1,38
Gesamtfaktoren 3,09 3,62 4,74
∑=n
i
EquipCfC * (5)4
In der Folgezeit erfolgten verschiedene Erweiterungen der Methodik. Dabei wur-
den Parameter wie der Umfang der Integration in neue oder bestehende Stand-
orte, wie z. B. von HASELBARTH [53], [54], Anlagentypen, wie z. B. von
BURGERT [22], HELFRICH und SCHUBERT [57] und MACH [83] oder den mittle-
ren Anschaffungskosten für Apparate und Maschinen, wie z. B. von WILSON
[141], basierend auf einer Idee von MILLER [85], eingeführt. Bei der Verwen-
dung der veröffentlichten Zuschlagsfaktoren ist auf die zugrunde liegen Anlagen-
umfänge, z. B. Gesamtanlagen inkl. Nebenanlagen (OSBL), wie z. B. nach BACH
[5], oder innerhalb der Anlagengrenzen (ISBL) zu achten.
Die oben dargestellte Methodik erlaubt nach Ermittlung der Kosten für die Haupt-
ausrüstung eine schnelle Darstellung der Gesamtanlagenkosten. Einschränkun-
gen der oben dargestellten Methodik sind die Ungenauigkeiten bei der Ermittlung
der Kosten für die Hauptausrüstung aufgrund des in diesen Planungsphasen
(Feasibility Study bzw. Prebasic Engineering, siehe Kap. 3.1) eingeschränkten
Umfangs an Planungsdaten und die Verwendung eines mehr oder weniger diffe-
renzierten Parameters für die Nebenpositionen. Eine Beschränkung der Faktoren
auf die direkten Nebenpositionen (siehe Tab. 5) würde die Genauigkeit deutlich
erhöhen.
Problematisch dürfte der Bezug der Gesamtkosten auf die Kosten der Hauptposi-
tionen sein, da bei einer entsprechenden Volatilität des Marktes für Apparate und
Maschinen sich die Gesamtkosten in gleichem Maße verändern, was die Realität
nicht ausreichend widerspiegelt. Auch Unterschiede in der Materialzusammenset-
zung und Preisentwicklung der Nebenpositionen werden nur unzureichend be-
trachtet.
4 C Gesamtkosten für Anlage f Langfaktor CEquip Anschaffungskosten für die Ausrüstung (Hauptpositionen) n Anzahl n der Ausrüstung

24
Ein weiterer Kritikpunkt ist die durch diese Methode nur sehr unzureichende
Möglichkeit, unterschiedliche Prozesse und Verfahren in geeigneter Weise zu be-
rücksichtigen, da hierfür nicht genügend spezifische Faktoren, insbesondere bei
neuen Prozessen und Verfahren, zur Verfügung stehen. Weiterhin ist anzumer-
ken, dass durch die Methode nach LANG die unterschiedlichen Sensitivitäten der
Kosten bei Haupt- und Nebenpositionen in Abhängigkeit vom Werkstoff nicht be-
rücksichtigt werden. Versuche diese Defizite zu verringern, führten zu einer de-
taillierteren Typisierung der Anlagen [22], [57], [83] oder einer Berücksichtigung
der Ausrüstungstypen [30], [52], [100], [141], [144].
Ein weit verbreitetes Anwendungsgebiet der „Lang-Faktoren“ ist der Vergleich
verschiedener Projekte zur Bewertung der Projektkosten untereinander [44].
Strukturmethoden mit spezifischen Faktoren für die Nebenpositionen
Eine Weiterentwicklung der oben genannten Strukturmethode mit globalen Zu-
schlagsfaktoren und ein erheblicher Gewinn in Richtung Flexibilität und Steige-
rung der Genauigkeiten bei der Abschätzung des Kapitalbedarfes ist die Nutzung
von differenzierten Zuschlagsfaktoren für die einzelnen Nebenpositionen, sei es
direkter oder indirekter Art, wie es von CHILTON [26] vorgeschlagen wurde.
Grundlage der Kostenschätzung sind ebenfalls die Anschaffungskosten für die
Apparate- und Maschinen. Gleichung 6 zeigt den prinzipiellen Berechnungsweg
bei der Verwendung dieser Methodik.
∑ ∑∑ +=k
j
n
i
iEquipj
n
i
iEquip CfCC )*( ,, . (6)5
Dabei erfolgt die Berücksichtigung unterschiedlicher Verfahren, Prozesse und
Standorte durch differenzierte Faktoren für die Nebenpositionen. Einflüsse durch
unterschiedliche Werkstoffe und Änderungen im Automatisierungsgrad können
beachtet werden. Daneben besteht die Möglichkeit, Änderungen der Kapazitäten
und Durchsätze durch gewerkespezifische Anpassungen der Faktoren über Dia-
gramme oder Funktionen zu berücksichtigen.
CHILTON [26] analysierte die von Lang vorgestellten und eigenen Daten und er-
stellte auf dieser Basis eine Kostenstruktur, welche Einzelfaktoren für die Neben-
gewerke in erheblichen Bandbreiten und unter verschiedenen Bedingungen oder
Einflüssen enthält (siehe Abb. 10). Dabei wird neben den Kosten für die eigentli-
che Anlage (ISBL) auch der Kapitalbedarf für die Nebenanlagen berücksichtigt.
In der Folgezeit wurden die Zuschlagsfaktoren ständig aktualisiert und verschie-
dene Weiterentwicklungen der Methodik durchgeführt. Zu nennen wäre hier
5 C Kapitalbedarf CEquip Anschaffungskosten der Hauptposition f Einzelfaktoren der Nebenpositionen i Anzahl n der Hauptpositionen j Anzahl k der Nebenpositionen
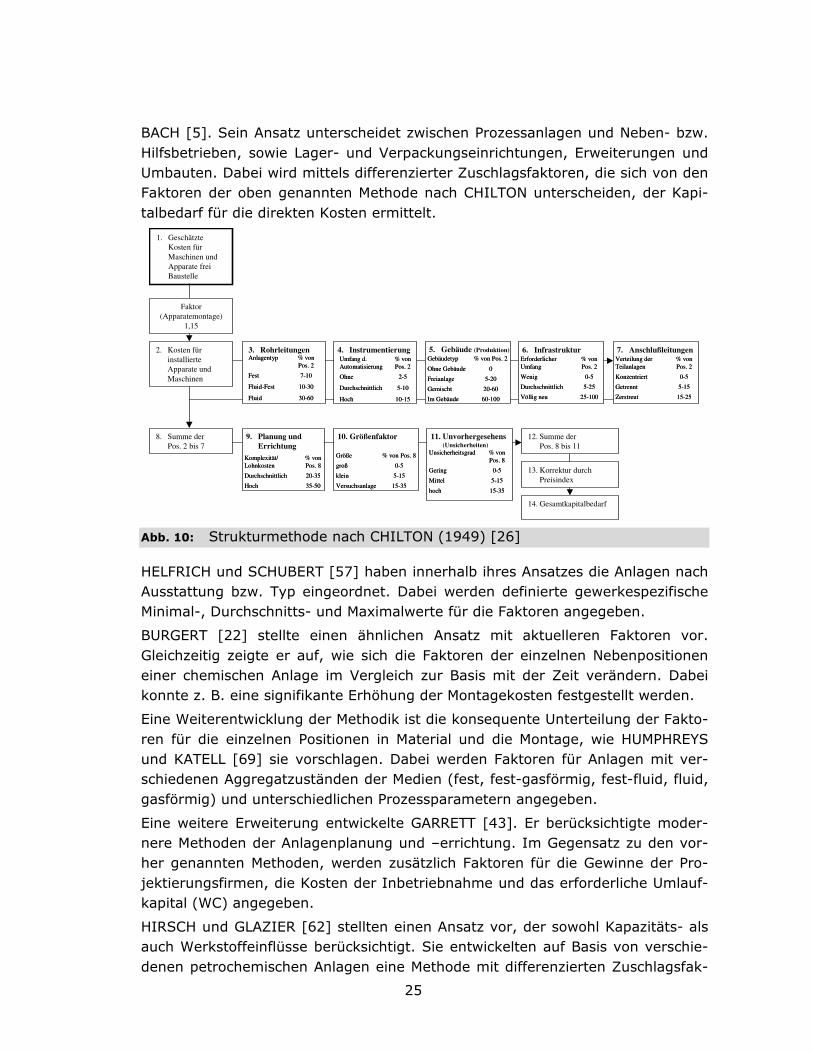
25
BACH [5]. Sein Ansatz unterscheidet zwischen Prozessanlagen und Neben- bzw.
Hilfsbetrieben, sowie Lager- und Verpackungseinrichtungen, Erweiterungen und
Umbauten. Dabei wird mittels differenzierter Zuschlagsfaktoren, die sich von den
Faktoren der oben genannten Methode nach CHILTON unterscheiden, der Kapi-
talbedarf für die direkten Kosten ermittelt.
HELFRICH und SCHUBERT [57] haben innerhalb ihres Ansatzes die Anlagen nach
Ausstattung bzw. Typ eingeordnet. Dabei werden definierte gewerkespezifische
Minimal-, Durchschnitts- und Maximalwerte für die Faktoren angegeben.
BURGERT [22] stellte einen ähnlichen Ansatz mit aktuelleren Faktoren vor.
Gleichzeitig zeigte er auf, wie sich die Faktoren der einzelnen Nebenpositionen
einer chemischen Anlage im Vergleich zur Basis mit der Zeit verändern. Dabei
konnte z. B. eine signifikante Erhöhung der Montagekosten festgestellt werden.
Eine Weiterentwicklung der Methodik ist die konsequente Unterteilung der Fakto-
ren für die einzelnen Positionen in Material und die Montage, wie HUMPHREYS
und KATELL [69] sie vorschlagen. Dabei werden Faktoren für Anlagen mit ver-
schiedenen Aggregatzuständen der Medien (fest, fest-gasförmig, fest-fluid, fluid,
gasförmig) und unterschiedlichen Prozessparametern angegeben.
Eine weitere Erweiterung entwickelte GARRETT [43]. Er berücksichtigte moder-
nere Methoden der Anlagenplanung und –errichtung. Im Gegensatz zu den vor-
her genannten Methoden, werden zusätzlich Faktoren für die Gewinne der Pro-
jektierungsfirmen, die Kosten der Inbetriebnahme und das erforderliche Umlauf-
kapital (WC) angegeben.
HIRSCH und GLAZIER [62] stellten einen Ansatz vor, der sowohl Kapazitäts- als
auch Werkstoffeinflüsse berücksichtigt. Sie entwickelten auf Basis von verschie-
denen petrochemischen Anlagen eine Methode mit differenzierten Zuschlagsfak-
1. Geschätzte Kosten für Maschinen und Apparate frei Baustelle
2. Kosten für installierte Apparate und Maschinen
Faktor (Apparatemontage)
1,15
3. Rohrleitungen
30-60Fluid
10-30Fluid-Fest
7-10Fest
% von Pos. 2
Anlagentyp
30-60Fluid
10-30Fluid-Fest
7-10Fest
% von Pos. 2
Anlagentyp4. Instrumentierung
10-15Hoch
5-10Durchschnittlich
2-5Ohne
% von Pos. 2
Umfang d. Automatisierung
10-15Hoch
5-10Durchschnittlich
2-5Ohne
% von Pos. 2
Umfang d. Automatisierung
5. Gebäude (Produktion)
0Ohne Gebäude
60-100Im Gebäude
20-60Gemischt
5-20Freianlage
% von Pos. 2Gebäudetyp
0Ohne Gebäude
60-100Im Gebäude
20-60Gemischt
5-20Freianlage
% von Pos. 2Gebäudetyp6. Infrastruktur
0-5Wenig
25-100Völlig neu
5-25Durchschnittlich
% von Pos. 2
Erforderlicher Umfang
0-5Wenig
25-100Völlig neu
5-25Durchschnittlich
% von Pos. 2
Erforderlicher Umfang
7. Anschlußleitungen
0-5Konzentriert
15-25Zerstreut
5-15Getrennt
% von Pos. 2
Verteilung der Teilanlagen
0-5Konzentriert
15-25Zerstreut
5-15Getrennt
% von Pos. 2
Verteilung der Teilanlagen
9. Planung und
Errichtung
20-35Durchschnittlich
35-50Hoch
% von Pos. 8
Komplexität/ Lohnkosten
20-35Durchschnittlich
35-50Hoch
% von Pos. 8
Komplexität/ Lohnkosten
8. Summe der Pos. 2 bis 7
10. Größenfaktor
5-15klein
0-5groß
15-35Versuchsanlage
% von Pos. 8Größe
5-15klein
0-5groß
15-35Versuchsanlage
% von Pos. 8Größe
11. Unvorhergesehens (Unsicherheiten)
5-15Mittel
0-5Gering
15-35hoch
% von Pos. 8
Unsicherheitsgrad
5-15Mittel
0-5Gering
15-35hoch
% von Pos. 8
Unsicherheitsgrad
12. Summe der Pos. 8 bis 11
13. Korrektur durch Preisindex
14. Gesamtkapitalbedarf
Abb. 10: Strukturmethode nach CHILTON (1949) [26]
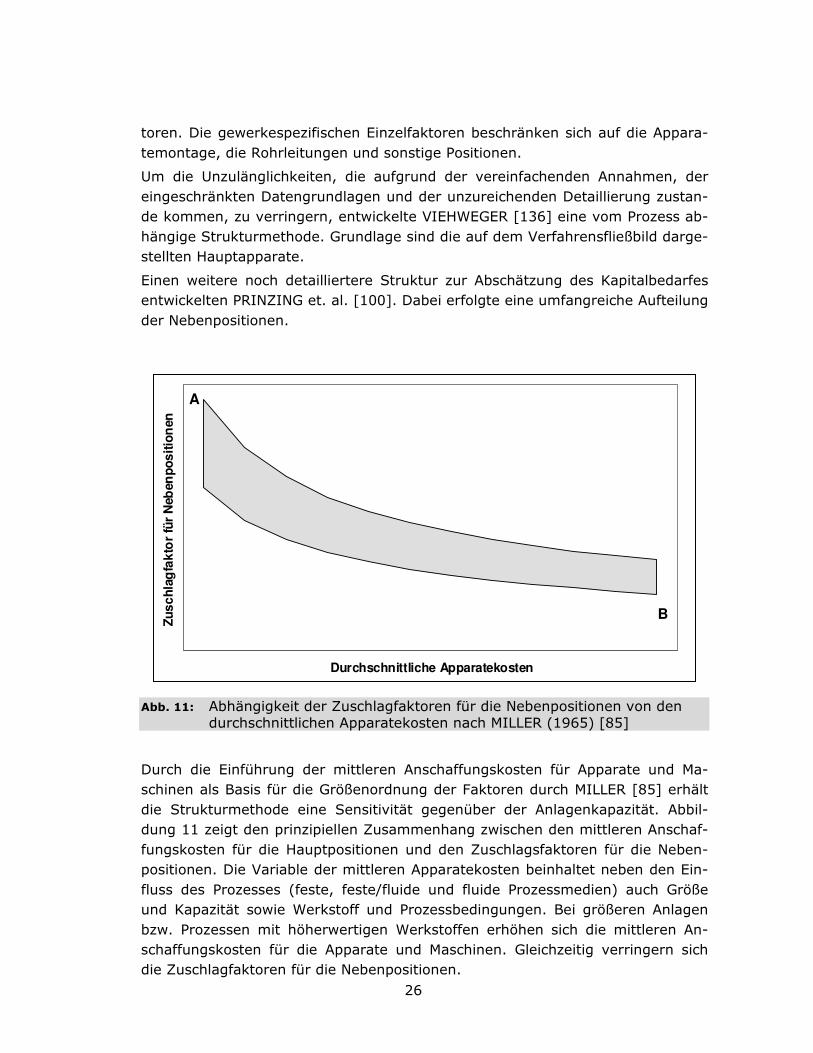
26
toren. Die gewerkespezifischen Einzelfaktoren beschränken sich auf die Appara-
temontage, die Rohrleitungen und sonstige Positionen.
Um die Unzulänglichkeiten, die aufgrund der vereinfachenden Annahmen, der
eingeschränkten Datengrundlagen und der unzureichenden Detaillierung zustan-
de kommen, zu verringern, entwickelte VIEHWEGER [136] eine vom Prozess ab-
hängige Strukturmethode. Grundlage sind die auf dem Verfahrensfließbild darge-
stellten Hauptapparate.
Einen weitere noch detailliertere Struktur zur Abschätzung des Kapitalbedarfes
entwickelten PRINZING et. al. [100]. Dabei erfolgte eine umfangreiche Aufteilung
der Nebenpositionen.
Durch die Einführung der mittleren Anschaffungskosten für Apparate und Ma-
schinen als Basis für die Größenordnung der Faktoren durch MILLER [85] erhält
die Strukturmethode eine Sensitivität gegenüber der Anlagenkapazität. Abbil-
dung 11 zeigt den prinzipiellen Zusammenhang zwischen den mittleren Anschaf-
fungskosten für die Hauptpositionen und den Zuschlagsfaktoren für die Neben-
positionen. Die Variable der mittleren Apparatekosten beinhaltet neben den Ein-
fluss des Prozesses (feste, feste/fluide und fluide Prozessmedien) auch Größe
und Kapazität sowie Werkstoff und Prozessbedingungen. Bei größeren Anlagen
bzw. Prozessen mit höherwertigen Werkstoffen erhöhen sich die mittleren An-
schaffungskosten für die Apparate und Maschinen. Gleichzeitig verringern sich
die Zuschlagfaktoren für die Nebenpositionen.
Durschnittliche Apparatekosten
Kos
tenf
akto
r
A
B
Zu
sc
hla
gfa
kto
r fü
r N
eben
po
sit
ion
en
Durchschnittliche Apparatekosten
Abb. 11: Abhängigkeit der Zuschlagfaktoren für die Nebenpositionen von den durchschnittlichen Apparatekosten nach MILLER (1965) [85]
27
Durch die Verknüpfung der Kosten für die Nebenpositionen über Faktoren mit
den Anschaffungskosten der Hauptpositionen haben Preisentwicklungen der
Hauptpositionen einen direkten Einfluss auf die Kosten der Nebenpositionen.
Durch eine Differenzierung der Faktoren für die verschiedenen Nebengewerke
und eine Berücksichtigung von Randbedingungen, wie Anlagentyp, Werkstoff und
Verfahrensparameter, ergeben sich für den Anwender deutlich mehr Möglichkei-
ten, die Kosten entsprechend anzupassen. Die richtige Einschätzung der Größen-
ordnung der Anpassungen setzt erhebliche Erfahrung des Anwenders voraus.
Durch die Einführung der mittleren Anschaffungskosten als Basis für die Größen-
ordnung der Einzelfaktoren, wird eine Sensitivität der Größenordnung der Fakto-
ren in Bezug auf die Kapazität der Anlage und die Güte der Werkstoffe einge-
führt.
Änderungen innerhalb der Anlagenstrukturen, z. B die Steigerung des Automati-
sierungsgrades, und unterschiedliche Preisentwicklungen der Einzelgewerke (sie-
he Kap. 4.6.2) machen eine regelmäßige Anpassung der Faktoren notwendig
[22].
Die Beschränkung der Einzelfaktoren auf die direkten Nebenpositionen ist sinn-
voll, da die indirekten Kosten deutlich mehr von den Randbedingungen des Pro-
jektes abhängig sind als die direkten Kosten.
4.3.3 Methoden mit spezifischen Daten Bei fortschreitender Planung steigt der Umfang der zur Verfügung stehenden In-
formationen (siehe Kap. 3.1). Dies ermöglicht den Einsatz spezifischer Methoden
auf Grundlage von Mengengerüsten und Massenauszügen für Haupt- und Neben-
positionen mit Bauteilspezifikationen und Einheitspreisen bzw. belastbaren Ange-
boten (siehe Tab. 3). Unter diesen Voraussetzungen können detaillierte Anfragen
bei Lieferanten gestellt werden. Für Gewerke, die noch keine ausreichende Da-
tenbasis haben, ist auch in dieser Phase der Einsatz faktorbasierter Methoden
möglich.
4.4 Modulare Kostenschätzungsmethoden
Deutliche Verbesserungen in Bezug auf die Genauigkeit der Kostenschätzungen
versprechen modulare Methoden. Wie bei den allgemeinen Kostenschätzmetho-
den erfolgt eine ähnliche Einteilung der Methoden:
• modulare Kapazitätsmethoden (siehe Kap. 4.4.3)
• modulare Methoden mit globalen Zuschlagsfaktoren (siehe Kap 4.4.2)
• modulare Methoden mit Einzelfaktoren (siehe Kap. Abschnitt 4.4.3 )
• modulare Methoden mit Mengengerüsten (siehe Kap. 4.4)
Da der in der Arbeit vorgestellte Ansatz eine modulare Kostenschätzmethode
darstellt, wird auf die veröffentlichten modularen Methoden detaillierter einge-
gangen.
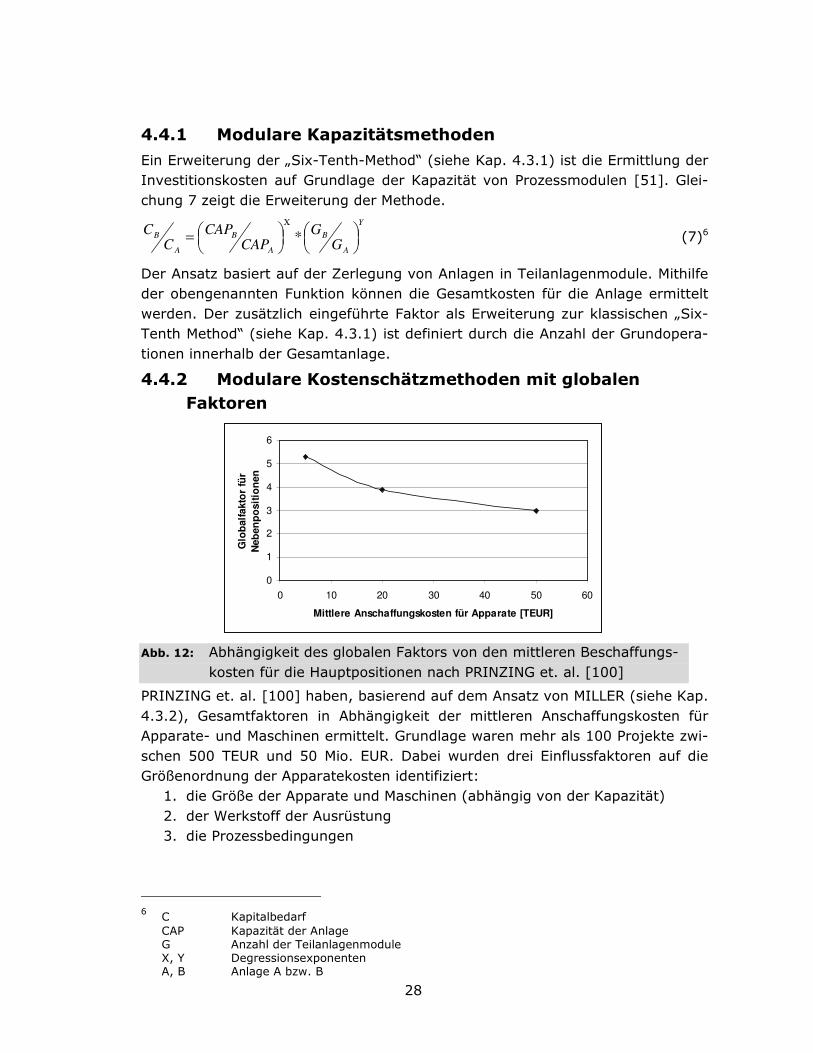
28
4.4.1 Modulare Kapazitätsmethoden
Ein Erweiterung der „Six-Tenth-Method“ (siehe Kap. 4.3.1) ist die Ermittlung der
Investitionskosten auf Grundlage der Kapazität von Prozessmodulen [51]. Glei-
chung 7 zeigt die Erweiterung der Methode.
Y
A
B
A
B
A
B
GG
CAPCAP
CC
=
Χ
* (7)6
Der Ansatz basiert auf der Zerlegung von Anlagen in Teilanlagenmodule. Mithilfe
der obengenannten Funktion können die Gesamtkosten für die Anlage ermittelt
werden. Der zusätzlich eingeführte Faktor als Erweiterung zur klassischen „Six-
Tenth Method“ (siehe Kap. 4.3.1) ist definiert durch die Anzahl der Grundopera-
tionen innerhalb der Gesamtanlage.
4.4.2 Modulare Kostenschätzmethoden mit globalen
Faktoren
PRINZING et. al. [100] haben, basierend auf dem Ansatz von MILLER (siehe Kap.
4.3.2), Gesamtfaktoren in Abhängigkeit der mittleren Anschaffungskosten für
Apparate- und Maschinen ermittelt. Grundlage waren mehr als 100 Projekte zwi-
schen 500 TEUR und 50 Mio. EUR. Dabei wurden drei Einflussfaktoren auf die
Größenordnung der Apparatekosten identifiziert:
1. die Größe der Apparate und Maschinen (abhängig von der Kapazität)
2. der Werkstoff der Ausrüstung
3. die Prozessbedingungen
6 C Kapitalbedarf CAP Kapazität der Anlage G Anzahl der Teilanlagenmodule X, Y Degressionsexponenten A, B Anlage A bzw. B
0
1
2
3
4
5
6
0 10 20 30 40 50 60
Mittlere Anschaffungskosten für Apparate [TEUR]
Glo
bal
fakt
or
für
Neb
enp
osi
tio
nen
Abb. 12: Abhängigkeit des globalen Faktors von den mittleren Beschaffungs-
kosten für die Hauptpositionen nach PRINZING et. al. [100]
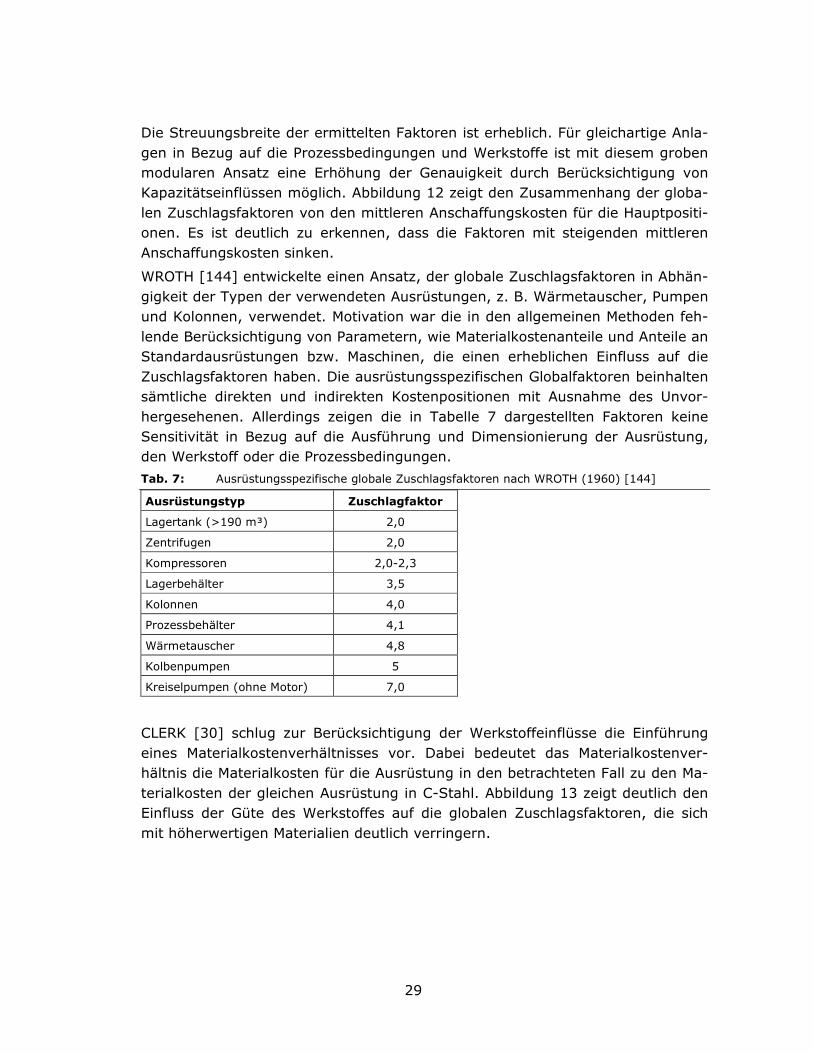
29
Die Streuungsbreite der ermittelten Faktoren ist erheblich. Für gleichartige Anla-
gen in Bezug auf die Prozessbedingungen und Werkstoffe ist mit diesem groben
modularen Ansatz eine Erhöhung der Genauigkeit durch Berücksichtigung von
Kapazitätseinflüssen möglich. Abbildung 12 zeigt den Zusammenhang der globa-
len Zuschlagsfaktoren von den mittleren Anschaffungskosten für die Hauptpositi-
onen. Es ist deutlich zu erkennen, dass die Faktoren mit steigenden mittleren
Anschaffungskosten sinken.
WROTH [144] entwickelte einen Ansatz, der globale Zuschlagsfaktoren in Abhän-
gigkeit der Typen der verwendeten Ausrüstungen, z. B. Wärmetauscher, Pumpen
und Kolonnen, verwendet. Motivation war die in den allgemeinen Methoden feh-
lende Berücksichtigung von Parametern, wie Materialkostenanteile und Anteile an
Standardausrüstungen bzw. Maschinen, die einen erheblichen Einfluss auf die
Zuschlagsfaktoren haben. Die ausrüstungsspezifischen Globalfaktoren beinhalten
sämtliche direkten und indirekten Kostenpositionen mit Ausnahme des Unvor-
hergesehenen. Allerdings zeigen die in Tabelle 7 dargestellten Faktoren keine
Sensitivität in Bezug auf die Ausführung und Dimensionierung der Ausrüstung,
den Werkstoff oder die Prozessbedingungen.
Tab. 7: Ausrüstungsspezifische globale Zuschlagsfaktoren nach WROTH (1960) [144]
Ausrüstungstyp Zuschlagfaktor
Lagertank (>190 m³) 2,0
Zentrifugen 2,0
Kompressoren 2,0-2,3
Lagerbehälter 3,5
Kolonnen 4,0
Prozessbehälter 4,1
Wärmetauscher 4,8
Kolbenpumpen 5
Kreiselpumpen (ohne Motor) 7,0
CLERK [30] schlug zur Berücksichtigung der Werkstoffeinflüsse die Einführung
eines Materialkostenverhältnisses vor. Dabei bedeutet das Materialkostenver-
hältnis die Materialkosten für die Ausrüstung in den betrachteten Fall zu den Ma-
terialkosten der gleichen Ausrüstung in C-Stahl. Abbildung 13 zeigt deutlich den
Einfluss der Güte des Werkstoffes auf die globalen Zuschlagsfaktoren, die sich
mit höherwertigen Materialien deutlich verringern.
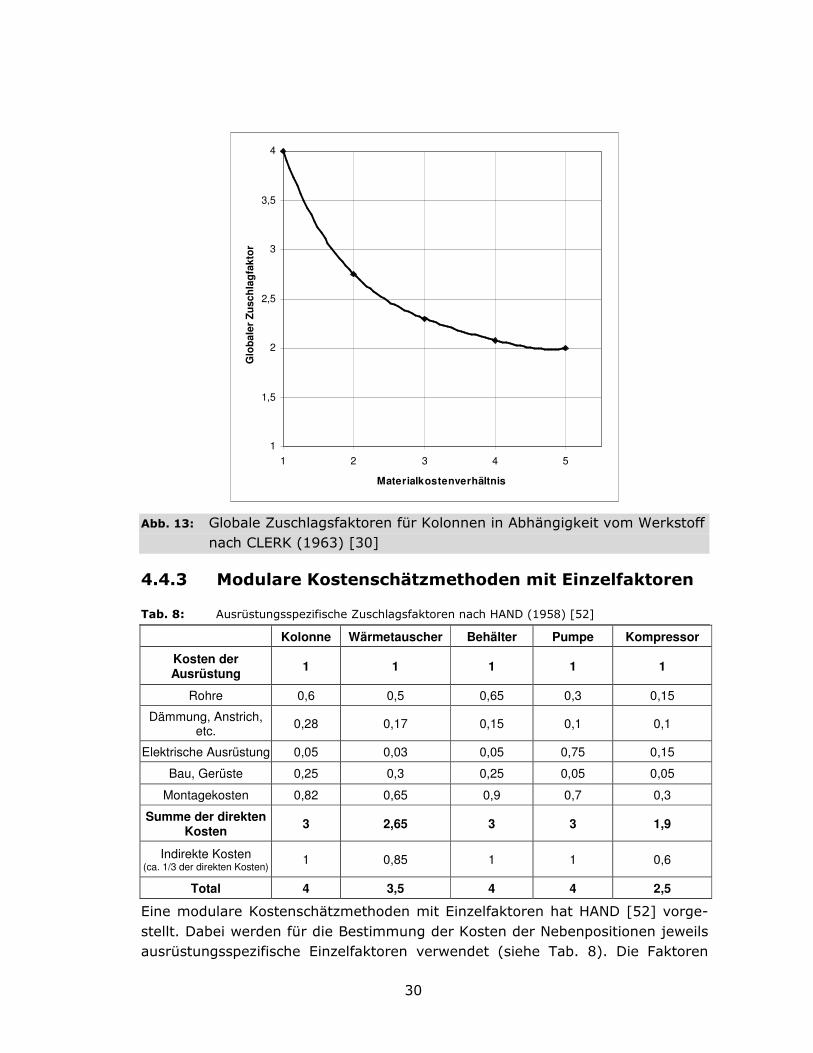
30
4.4.3 Modulare Kostenschätzmethoden mit Einzelfaktoren
Tab. 8: Ausrüstungsspezifische Zuschlagsfaktoren nach HAND (1958) [52]
Kolonne Wärmetauscher Behälter Pumpe Kompressor
Kosten der Ausrüstung
1 1 1 1 1
Rohre 0,6 0,5 0,65 0,3 0,15
Dämmung, Anstrich, etc.
0,28 0,17 0,15 0,1 0,1
Elektrische Ausrüstung 0,05 0,03 0,05 0,75 0,15
Bau, Gerüste 0,25 0,3 0,25 0,05 0,05
Montagekosten 0,82 0,65 0,9 0,7 0,3
Summe der direkten Kosten
3 2,65 3 3 1,9
Indirekte Kosten (ca. 1/3 der direkten Kosten) 1 0,85 1 1 0,6
Total 4 3,5 4 4 2,5
Eine modulare Kostenschätzmethoden mit Einzelfaktoren hat HAND [52] vorge-
stellt. Dabei werden für die Bestimmung der Kosten der Nebenpositionen jeweils
ausrüstungsspezifische Einzelfaktoren verwendet (siehe Tab. 8). Die Faktoren
1
1,5
2
2,5
3
3,5
4
1 2 3 4 5
Materialkostenverhältnis
Glo
bal
er Z
usc
hla
gfa
kto
r
Abb. 13: Globale Zuschlagsfaktoren für Kolonnen in Abhängigkeit vom Werkstoff
nach CLERK (1963) [30]
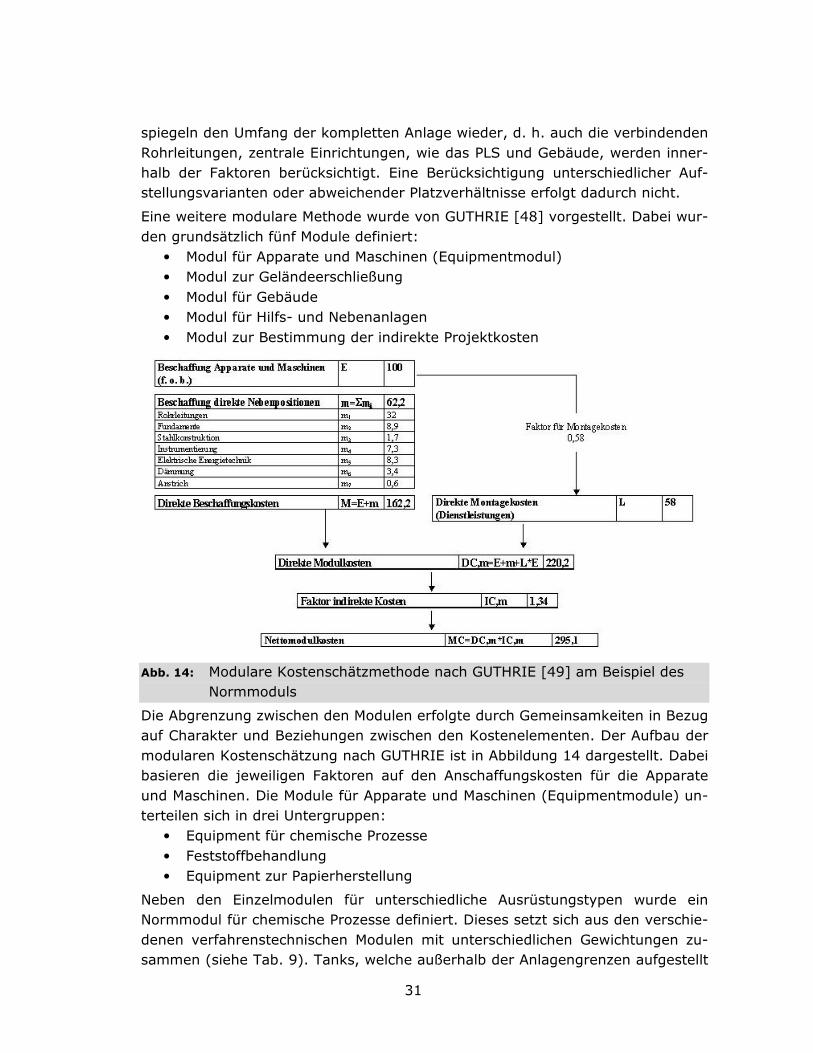
31
spiegeln den Umfang der kompletten Anlage wieder, d. h. auch die verbindenden
Rohrleitungen, zentrale Einrichtungen, wie das PLS und Gebäude, werden inner-
halb der Faktoren berücksichtigt. Eine Berücksichtigung unterschiedlicher Auf-
stellungsvarianten oder abweichender Platzverhältnisse erfolgt dadurch nicht.
Eine weitere modulare Methode wurde von GUTHRIE [48] vorgestellt. Dabei wur-
den grundsätzlich fünf Module definiert:
• Modul für Apparate und Maschinen (Equipmentmodul)
• Modul zur Geländeerschließung
• Modul für Gebäude
• Modul für Hilfs- und Nebenanlagen
• Modul zur Bestimmung der indirekte Projektkosten
Die Abgrenzung zwischen den Modulen erfolgte durch Gemeinsamkeiten in Bezug
auf Charakter und Beziehungen zwischen den Kostenelementen. Der Aufbau der
modularen Kostenschätzung nach GUTHRIE ist in Abbildung 14 dargestellt. Dabei
basieren die jeweiligen Faktoren auf den Anschaffungskosten für die Apparate
und Maschinen. Die Module für Apparate und Maschinen (Equipmentmodule) un-
terteilen sich in drei Untergruppen:
• Equipment für chemische Prozesse
• Feststoffbehandlung
• Equipment zur Papierherstellung
Neben den Einzelmodulen für unterschiedliche Ausrüstungstypen wurde ein
Normmodul für chemische Prozesse definiert. Dieses setzt sich aus den verschie-
denen verfahrenstechnischen Modulen mit unterschiedlichen Gewichtungen zu-
sammen (siehe Tab. 9). Tanks, welche außerhalb der Anlagengrenzen aufgestellt
Abb. 14: Modulare Kostenschätzmethode nach GUTHRIE [49] am Beispiel des
Normmoduls
32
werden, werden dabei nicht berücksichtigt. Dieses Normmodul erlaubt die An-
wendung der vorgestellten Methode bei Unkenntnis des Ausrüstungstyps.
Tab. 9: Zusammensetzung des Normmoduls nach GUTHRIE [49]
Normmodul 100 %
Prozessöfen 14 %
Wärmetauscher 18 %
Behälter (vertikal) 15 %
Behälter (horizontal) 8 %
Pumpen und Antriebe 7 %
Verdichter 30 %
Tanks 8 %
Die Aufteilung der Kosten innerhalb der Module erfolgt in 5 Haupt- und 14 Ne-
benkostenkategorien (siehe Tabelle 72 im Anhang). Basis für die Module ist C-
Stahl. Die Berücksichtigung von Ausrüstungstyp, Werkstoff und Spezifikation er-
folgt über Korrekturfaktoren. Für die indirekten Kosten werden Zuschlagsfakto-
ren angegeben. Die Baustellengemeinkosten sind von der Größenordnung des
Projektes und dem Verhältnis von Material zu Lohnkosten abhängig [48]. Für die
Planungskosten werden Abhängigkeiten vom Verhältnis Material- zu Lohnkosten,
der Größenordnung des Projektes und des Typs des Projektes ausgewiesen [49].
Die Berücksichtigung der Montagekosten über Subunternehmer, die selten in
Material und Lohnkosten getrennt werden können, erfolgt durch einen entspre-
chenden Faktor (siehe Abb. 14). Eine wesentliche Rolle bei der Betrachtung und
der Ermittlung von Korrekturenfaktoren spielt das Verhältnis von Material zu
Lohnkosten (M/L). Die Kapazität und die Größenordnung der Ausrüstungen wer-
den durch differenzierte von den Anschaffungskosten der jeweiligen Ausrüstung
abhängigen Einzelfaktoren (siehe Tab. 73 im Anhang) berücksichtigt.
Auch die Methode nach GUTHRIE bietet keine Entkopplung der Kosten von Aus-
rüstung und direkten Nebenpositionen. Die Definition von spezifischen Modulen
für Nebenanlagen, Gebäude und indirekten Nebenpositionen erlaubt eine von
den Ausrüstungskosten unabhängige Ermittlung der Kosten.
4.5 Direkte Kosten
4.5.1 Hauptpositionen Die Hauptpositionen einer chemischen Anlage sind in der Regel die Apparate (z.
B. Kolonnen, Behälter, Reaktoren, Tanks, etc.) und die Maschinen (z. B. Pumpen,
Verdichter, etc.). Die Struktur der Kosten für Apparate und Maschinen ist in Ta-
belle 81 im Anhang dargestellt.
Für die Abschätzung der Anschaffungskosten für die Hauptpositionen können un-
terschiedliche Methoden angewandt werden. Dabei hat der Planungstand einen
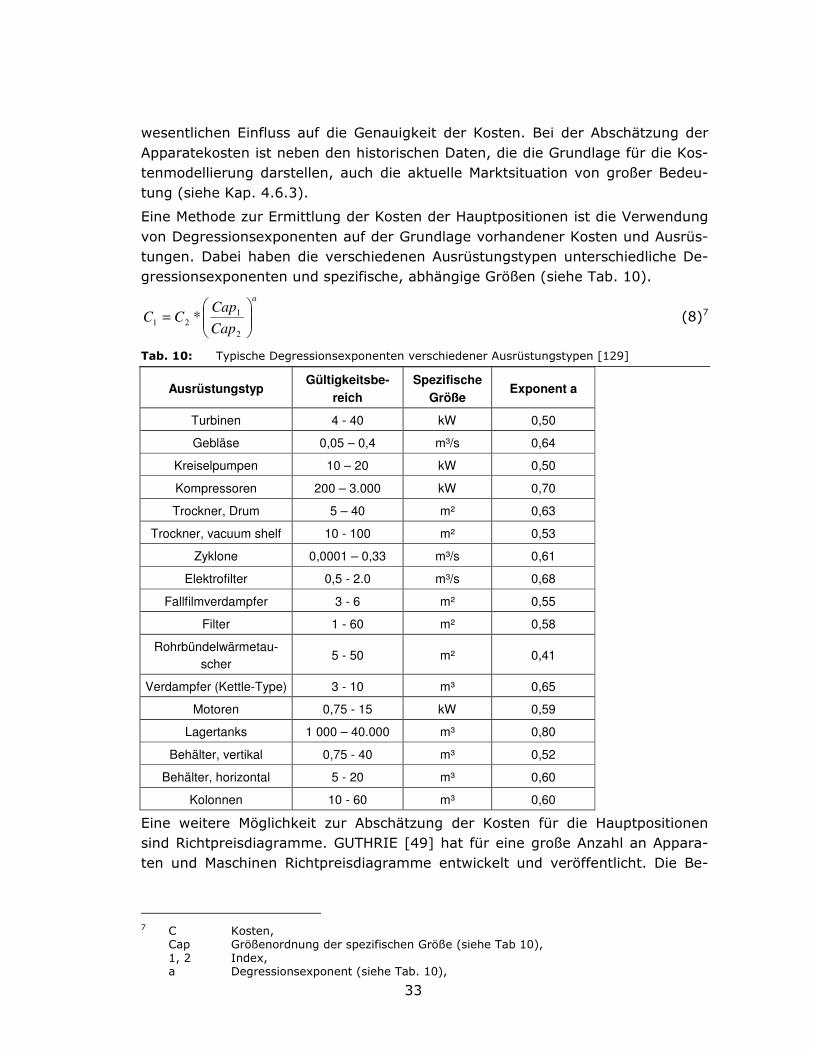
33
wesentlichen Einfluss auf die Genauigkeit der Kosten. Bei der Abschätzung der
Apparatekosten ist neben den historischen Daten, die die Grundlage für die Kos-
tenmodellierung darstellen, auch die aktuelle Marktsituation von großer Bedeu-
tung (siehe Kap. 4.6.3).
Eine Methode zur Ermittlung der Kosten der Hauptpositionen ist die Verwendung
von Degressionsexponenten auf der Grundlage vorhandener Kosten und Ausrüs-
tungen. Dabei haben die verschiedenen Ausrüstungstypen unterschiedliche De-
gressionsexponenten und spezifische, abhängige Größen (siehe Tab. 10).
a
Cap
CapCC
=
2
121 * (8)7
Tab. 10: Typische Degressionsexponenten verschiedener Ausrüstungstypen [129]
Ausrüstungstyp Gültigkeitsbe-
reich Spezifische
Größe Exponent a
Turbinen 4 - 40 kW 0,50
Gebläse 0,05 – 0,4 m³/s 0,64
Kreiselpumpen 10 – 20 kW 0,50
Kompressoren 200 – 3.000 kW 0,70
Trockner, Drum 5 – 40 m² 0,63
Trockner, vacuum shelf 10 - 100 m² 0,53
Zyklone 0,0001 – 0,33 m³/s 0,61
Elektrofilter 0,5 - 2.0 m³/s 0,68
Fallfilmverdampfer 3 - 6 m² 0,55
Filter 1 - 60 m² 0,58
Rohrbündelwärmetau-scher
5 - 50 m² 0,41
Verdampfer (Kettle-Type) 3 - 10 m³ 0,65
Motoren 0,75 - 15 kW 0,59
Lagertanks 1 000 – 40.000 m³ 0,80
Behälter, vertikal 0,75 - 40 m³ 0,52
Behälter, horizontal 5 - 20 m³ 0,60
Kolonnen 10 - 60 m³ 0,60
Eine weitere Möglichkeit zur Abschätzung der Kosten für die Hauptpositionen
sind Richtpreisdiagramme. GUTHRIE [49] hat für eine große Anzahl an Appara-
ten und Maschinen Richtpreisdiagramme entwickelt und veröffentlicht. Die Be-
7 C Kosten, Cap Größenordnung der spezifischen Größe (siehe Tab 10), 1, 2 Index, a Degressionsexponent (siehe Tab. 10),
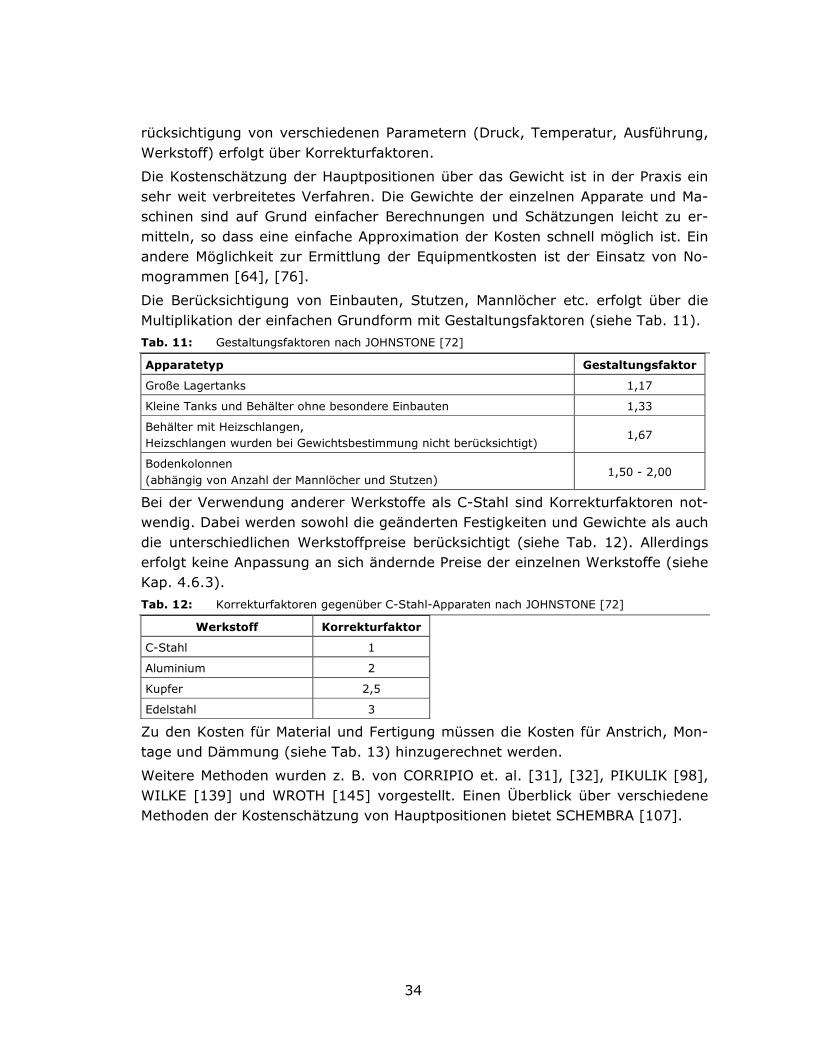
34
rücksichtigung von verschiedenen Parametern (Druck, Temperatur, Ausführung,
Werkstoff) erfolgt über Korrekturfaktoren.
Die Kostenschätzung der Hauptpositionen über das Gewicht ist in der Praxis ein
sehr weit verbreitetes Verfahren. Die Gewichte der einzelnen Apparate und Ma-
schinen sind auf Grund einfacher Berechnungen und Schätzungen leicht zu er-
mitteln, so dass eine einfache Approximation der Kosten schnell möglich ist. Ein
andere Möglichkeit zur Ermittlung der Equipmentkosten ist der Einsatz von No-
mogrammen [64], [76].
Die Berücksichtigung von Einbauten, Stutzen, Mannlöcher etc. erfolgt über die
Multiplikation der einfachen Grundform mit Gestaltungsfaktoren (siehe Tab. 11).
Tab. 11: Gestaltungsfaktoren nach JOHNSTONE [72]
Apparatetyp Gestaltungsfaktor
Große Lagertanks 1,17
Kleine Tanks und Behälter ohne besondere Einbauten 1,33
Behälter mit Heizschlangen,
Heizschlangen wurden bei Gewichtsbestimmung nicht berücksichtigt) 1,67
Bodenkolonnen
(abhängig von Anzahl der Mannlöcher und Stutzen) 1,50 - 2,00
Bei der Verwendung anderer Werkstoffe als C-Stahl sind Korrekturfaktoren not-
wendig. Dabei werden sowohl die geänderten Festigkeiten und Gewichte als auch
die unterschiedlichen Werkstoffpreise berücksichtigt (siehe Tab. 12). Allerdings
erfolgt keine Anpassung an sich ändernde Preise der einzelnen Werkstoffe (siehe
Kap. 4.6.3).
Tab. 12: Korrekturfaktoren gegenüber C-Stahl-Apparaten nach JOHNSTONE [72]
Werkstoff Korrekturfaktor
C-Stahl 1
Aluminium 2
Kupfer 2,5
Edelstahl 3
Zu den Kosten für Material und Fertigung müssen die Kosten für Anstrich, Mon-
tage und Dämmung (siehe Tab. 13) hinzugerechnet werden.
Weitere Methoden wurden z. B. von CORRIPIO et. al. [31], [32], PIKULIK [98],
WILKE [139] und WROTH [145] vorgestellt. Einen Überblick über verschiedene
Methoden der Kostenschätzung von Hauptpositionen bietet SCHEMBRA [107].
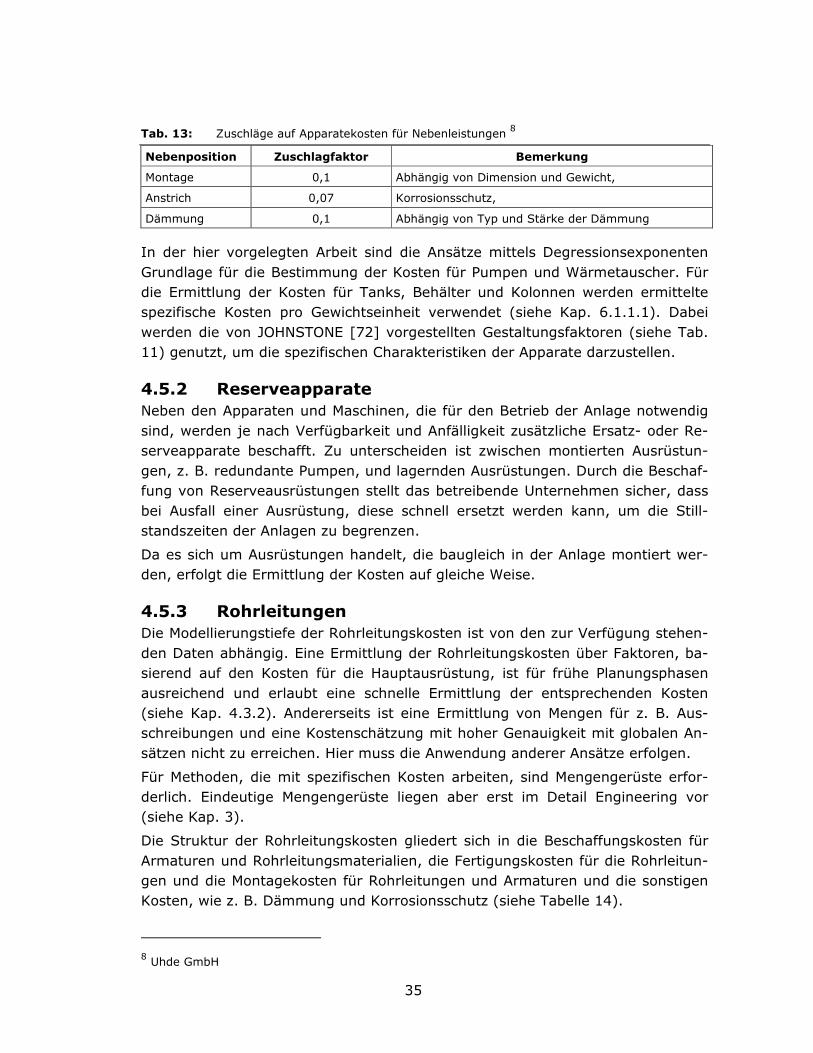
35
Tab. 13: Zuschläge auf Apparatekosten für Nebenleistungen 8
Nebenposition Zuschlagfaktor Bemerkung
Montage 0,1 Abhängig von Dimension und Gewicht,
Anstrich 0,07 Korrosionsschutz,
Dämmung 0,1 Abhängig von Typ und Stärke der Dämmung
In der hier vorgelegten Arbeit sind die Ansätze mittels Degressionsexponenten
Grundlage für die Bestimmung der Kosten für Pumpen und Wärmetauscher. Für
die Ermittlung der Kosten für Tanks, Behälter und Kolonnen werden ermittelte
spezifische Kosten pro Gewichtseinheit verwendet (siehe Kap. 6.1.1.1). Dabei
werden die von JOHNSTONE [72] vorgestellten Gestaltungsfaktoren (siehe Tab.
11) genutzt, um die spezifischen Charakteristiken der Apparate darzustellen.
4.5.2 Reserveapparate Neben den Apparaten und Maschinen, die für den Betrieb der Anlage notwendig
sind, werden je nach Verfügbarkeit und Anfälligkeit zusätzliche Ersatz- oder Re-
serveapparate beschafft. Zu unterscheiden ist zwischen montierten Ausrüstun-
gen, z. B. redundante Pumpen, und lagernden Ausrüstungen. Durch die Beschaf-
fung von Reserveausrüstungen stellt das betreibende Unternehmen sicher, dass
bei Ausfall einer Ausrüstung, diese schnell ersetzt werden kann, um die Still-
standszeiten der Anlagen zu begrenzen.
Da es sich um Ausrüstungen handelt, die baugleich in der Anlage montiert wer-
den, erfolgt die Ermittlung der Kosten auf gleiche Weise.
4.5.3 Rohrleitungen Die Modellierungstiefe der Rohrleitungskosten ist von den zur Verfügung stehen-
den Daten abhängig. Eine Ermittlung der Rohrleitungskosten über Faktoren, ba-
sierend auf den Kosten für die Hauptausrüstung, ist für frühe Planungsphasen
ausreichend und erlaubt eine schnelle Ermittlung der entsprechenden Kosten
(siehe Kap. 4.3.2). Andererseits ist eine Ermittlung von Mengen für z. B. Aus-
schreibungen und eine Kostenschätzung mit hoher Genauigkeit mit globalen An-
sätzen nicht zu erreichen. Hier muss die Anwendung anderer Ansätze erfolgen.
Für Methoden, die mit spezifischen Kosten arbeiten, sind Mengengerüste erfor-
derlich. Eindeutige Mengengerüste liegen aber erst im Detail Engineering vor
(siehe Kap. 3).
Die Struktur der Rohrleitungskosten gliedert sich in die Beschaffungskosten für
Armaturen und Rohrleitungsmaterialien, die Fertigungskosten für die Rohrleitun-
gen und die Montagekosten für Rohrleitungen und Armaturen und die sonstigen
Kosten, wie z. B. Dämmung und Korrosionsschutz (siehe Tabelle 14).
8 Uhde GmbH
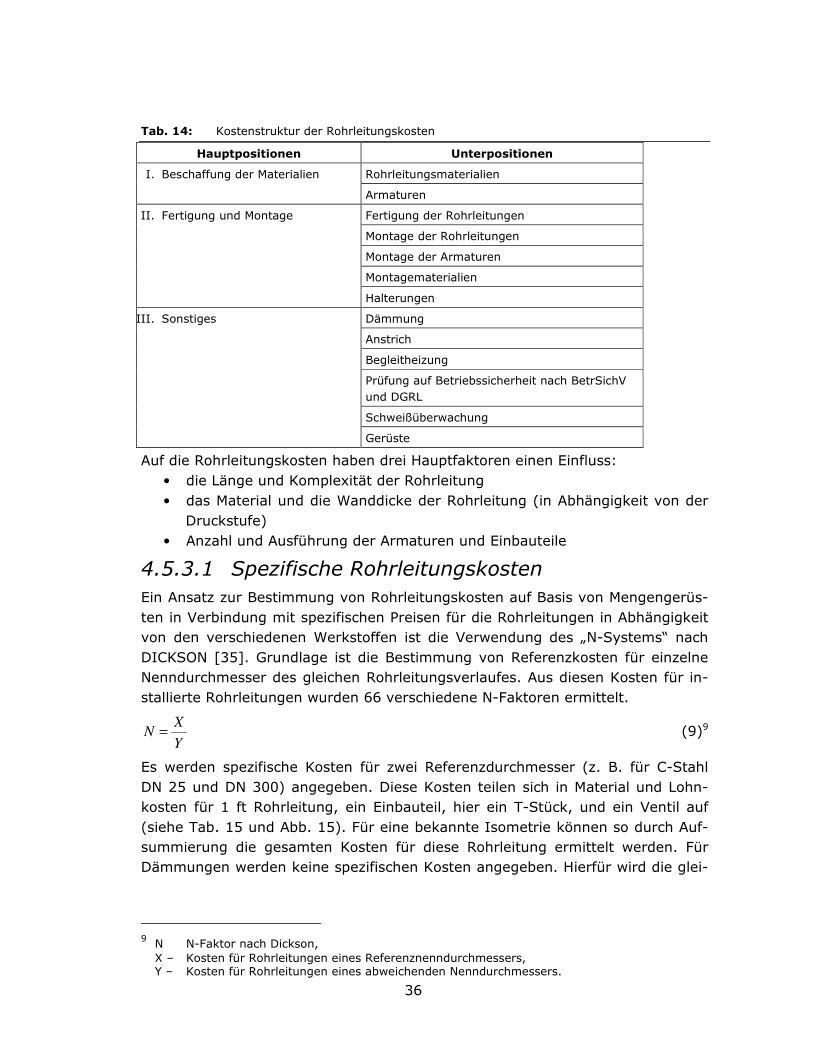
36
Tab. 14: Kostenstruktur der Rohrleitungskosten
Hauptpositionen Unterpositionen
Rohrleitungsmaterialien I. Beschaffung der Materialien
Armaturen
Fertigung der Rohrleitungen
Montage der Rohrleitungen
Montage der Armaturen
Montagematerialien
II. Fertigung und Montage
Halterungen
Dämmung
Anstrich
Begleitheizung
Prüfung auf Betriebssicherheit nach BetrSichV
und DGRL
Schweißüberwachung
III. Sonstiges
Gerüste
Auf die Rohrleitungskosten haben drei Hauptfaktoren einen Einfluss:
• die Länge und Komplexität der Rohrleitung
• das Material und die Wanddicke der Rohrleitung (in Abhängigkeit von der
Druckstufe)
• Anzahl und Ausführung der Armaturen und Einbauteile
4.5.3.1 Spezifische Rohrleitungskosten
Ein Ansatz zur Bestimmung von Rohrleitungskosten auf Basis von Mengengerüs-
ten in Verbindung mit spezifischen Preisen für die Rohrleitungen in Abhängigkeit
von den verschiedenen Werkstoffen ist die Verwendung des „N-Systems“ nach
DICKSON [35]. Grundlage ist die Bestimmung von Referenzkosten für einzelne
Nenndurchmesser des gleichen Rohrleitungsverlaufes. Aus diesen Kosten für in-
stallierte Rohrleitungen wurden 66 verschiedene N-Faktoren ermittelt.
Y
XN = (9)9
Es werden spezifische Kosten für zwei Referenzdurchmesser (z. B. für C-Stahl
DN 25 und DN 300) angegeben. Diese Kosten teilen sich in Material und Lohn-
kosten für 1 ft Rohrleitung, ein Einbauteil, hier ein T-Stück, und ein Ventil auf
(siehe Tab. 15 und Abb. 15). Für eine bekannte Isometrie können so durch Auf-
summierung die gesamten Kosten für diese Rohrleitung ermittelt werden. Für
Dämmungen werden keine spezifischen Kosten angegeben. Hierfür wird die glei-
9 N N-Faktor nach Dickson, X – Kosten für Rohrleitungen eines Referenznenndurchmessers, Y – Kosten für Rohrleitungen eines abweichenden Nenndurchmessers.
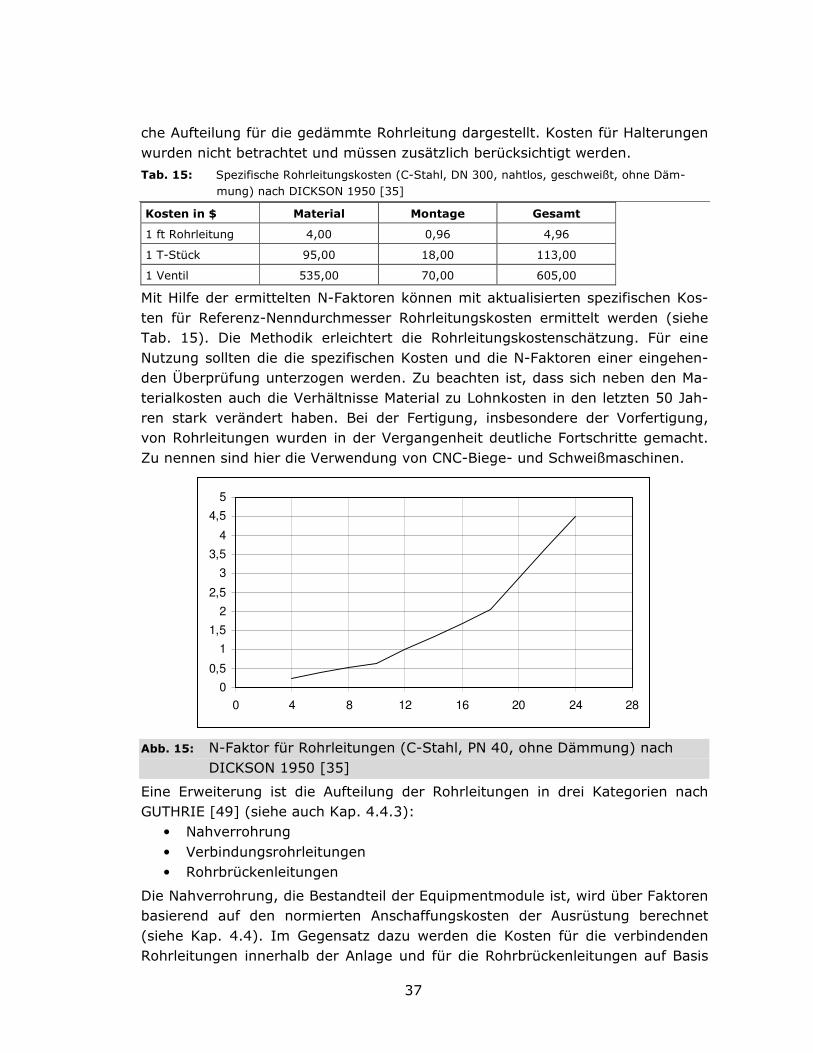
37
che Aufteilung für die gedämmte Rohrleitung dargestellt. Kosten für Halterungen
wurden nicht betrachtet und müssen zusätzlich berücksichtigt werden.
Tab. 15: Spezifische Rohrleitungskosten (C-Stahl, DN 300, nahtlos, geschweißt, ohne Däm-
mung) nach DICKSON 1950 [35]
Kosten in $ Material Montage Gesamt
1 ft Rohrleitung 4,00 0,96 4,96
1 T-Stück 95,00 18,00 113,00
1 Ventil 535,00 70,00 605,00
Mit Hilfe der ermittelten N-Faktoren können mit aktualisierten spezifischen Kos-
ten für Referenz-Nenndurchmesser Rohrleitungskosten ermittelt werden (siehe
Tab. 15). Die Methodik erleichtert die Rohrleitungskostenschätzung. Für eine
Nutzung sollten die die spezifischen Kosten und die N-Faktoren einer eingehen-
den Überprüfung unterzogen werden. Zu beachten ist, dass sich neben den Ma-
terialkosten auch die Verhältnisse Material zu Lohnkosten in den letzten 50 Jah-
ren stark verändert haben. Bei der Fertigung, insbesondere der Vorfertigung,
von Rohrleitungen wurden in der Vergangenheit deutliche Fortschritte gemacht.
Zu nennen sind hier die Verwendung von CNC-Biege- und Schweißmaschinen.
Eine Erweiterung ist die Aufteilung der Rohrleitungen in drei Kategorien nach
GUTHRIE [49] (siehe auch Kap. 4.4.3):
• Nahverrohrung
• Verbindungsrohrleitungen
• Rohrbrückenleitungen
Die Nahverrohrung, die Bestandteil der Equipmentmodule ist, wird über Faktoren
basierend auf den normierten Anschaffungskosten der Ausrüstung berechnet
(siehe Kap. 4.4). Im Gegensatz dazu werden die Kosten für die verbindenden
Rohrleitungen innerhalb der Anlage und für die Rohrbrückenleitungen auf Basis
0
0,5
1
1,5
2
2,5
3
3,5
4
4,5
5
0 4 8 12 16 20 24 28
Abb. 15: N-Faktor für Rohrleitungen (C-Stahl, PN 40, ohne Dämmung) nach
DICKSON 1950 [35]

38
von ungefähren Längen, deren Bestimmung mithilfe von Aufstellungsplänen er-
folgen muss, ermittelt.
Zusätzlich zu den Kosten für die Rohrleitungen müssen die Kosten für die Arma-
turen bestimmt werden. Hierzu sind R&I-Fliessbilder notwendig, um die Armatu-
ren spezifizieren (DN, Typ) und auszählen zu können. Tabelle 16 zeigt die vorge-
schlagenen spezifischen Rohrleitungs- und Armaturenkosten.
Tab. 16: Spezifische Rohrleitungskosten nach GUTHRIE (1968) [49]
spez.
Einheit
Spez. Kosten
[$]10
Exponent Montagekosten/
Materialkosten
Rohrbrückenleitungen
C-Stahl ft. 0,82 1,05 0,64
Edelstahl ft. 3,26 1,05 0,12
Anlagenrohrleitungen
C-Stahl ft. 1,56 0,93 0,78
Edelstahl ft. 5,85 0,93 0,15
Armaturen11
Absperr-/Rückschlagventil Stck. 50 1,35 0,03
Absperrklappe Stck. 60 1,35 0,03
Kegelventil Stck. 70 1,35 0,03
Kugelhahn Stck. 74 1,35 0,03
Stellventil Stck. 240 1,35 0,03
Korrekturfaktoren gestatten die Berücksichtigung der Komplexität der Anlage
[49]:
• enge Aufstellung: begrenzte Platzverhältnisse, viele Rohrbögen, sehr viele
Armaturen und Rohrleitungseinbauteile, eingehauste Anlage (Faktor: 1,08)
• normale Ausführung: durchschnittliche Platzverhältnisse und Aufstellung
der Apparate, Rohrbrücken und –trassen, vorgefertigte Rohrleitungen
(Faktor: 1,0)
• weite Ausführung: meist gerade Rohrleitungen, wenig Rohrbögen, Rohrlei-
tungsbauteile und Halterungen, wenig Armaturen, Freianlage (Faktor:
0,85)
Für die Berücksichtigung von Dämmung und Begleitheizung sind Korrekturfakto-
ren angegeben. Auch für die Beschaffungskosten der Armaturen werden Korrek-
turfaktoren für unterschiedliche Werkstoffe angegeben (siehe Tab. 16).
Eine weitere Möglichkeit ist die Bestimmung der Rohrleitungskosten auf Basis
des durchschnittlichen Gewichtes [45]. Dabei erfolgt die Ermittlung des Gesamt-
gewichtes der Rohrleitungen in Abhängigkeit vom durchschnittlichen Rohrlei-
10 Korrekturfaktoren für Dämmung und Begleitheizung: Dämmung=1,05, Dämmung und Dampf-
begleitheizung=1,10. 11 Korrekturfaktoren für Werkstoffe: C-Stahl = 1,0; Edelstahl=3,69.
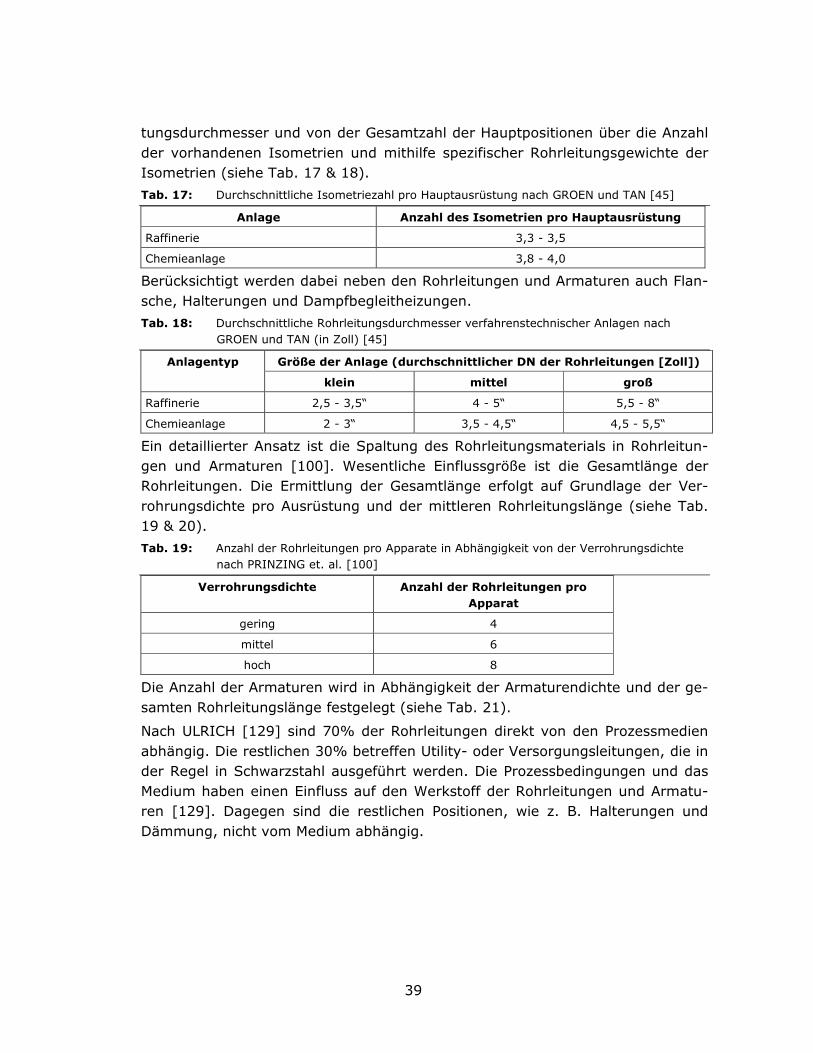
39
tungsdurchmesser und von der Gesamtzahl der Hauptpositionen über die Anzahl
der vorhandenen Isometrien und mithilfe spezifischer Rohrleitungsgewichte der
Isometrien (siehe Tab. 17 & 18).
Tab. 17: Durchschnittliche Isometriezahl pro Hauptausrüstung nach GROEN und TAN [45]
Anlage Anzahl des Isometrien pro Hauptausrüstung
Raffinerie 3,3 - 3,5
Chemieanlage 3,8 - 4,0
Berücksichtigt werden dabei neben den Rohrleitungen und Armaturen auch Flan-
sche, Halterungen und Dampfbegleitheizungen.
Tab. 18: Durchschnittliche Rohrleitungsdurchmesser verfahrenstechnischer Anlagen nach
GROEN und TAN (in Zoll) [45]
Größe der Anlage (durchschnittlicher DN der Rohrleitungen [Zoll]) Anlagentyp
klein mittel groß
Raffinerie 2,5 - 3,5“ 4 - 5“ 5,5 - 8“
Chemieanlage 2 - 3“ 3,5 - 4,5“ 4,5 - 5,5“
Ein detaillierter Ansatz ist die Spaltung des Rohrleitungsmaterials in Rohrleitun-
gen und Armaturen [100]. Wesentliche Einflussgröße ist die Gesamtlänge der
Rohrleitungen. Die Ermittlung der Gesamtlänge erfolgt auf Grundlage der Ver-
rohrungsdichte pro Ausrüstung und der mittleren Rohrleitungslänge (siehe Tab.
19 & 20).
Tab. 19: Anzahl der Rohrleitungen pro Apparate in Abhängigkeit von der Verrohrungsdichte
nach PRINZING et. al. [100]
Verrohrungsdichte Anzahl der Rohrleitungen pro
Apparat
gering 4
mittel 6
hoch 8
Die Anzahl der Armaturen wird in Abhängigkeit der Armaturendichte und der ge-
samten Rohrleitungslänge festgelegt (siehe Tab. 21).
Nach ULRICH [129] sind 70% der Rohrleitungen direkt von den Prozessmedien
abhängig. Die restlichen 30% betreffen Utility- oder Versorgungsleitungen, die in
der Regel in Schwarzstahl ausgeführt werden. Die Prozessbedingungen und das
Medium haben einen Einfluss auf den Werkstoff der Rohrleitungen und Armatu-
ren [129]. Dagegen sind die restlichen Positionen, wie z. B. Halterungen und
Dämmung, nicht vom Medium abhängig.
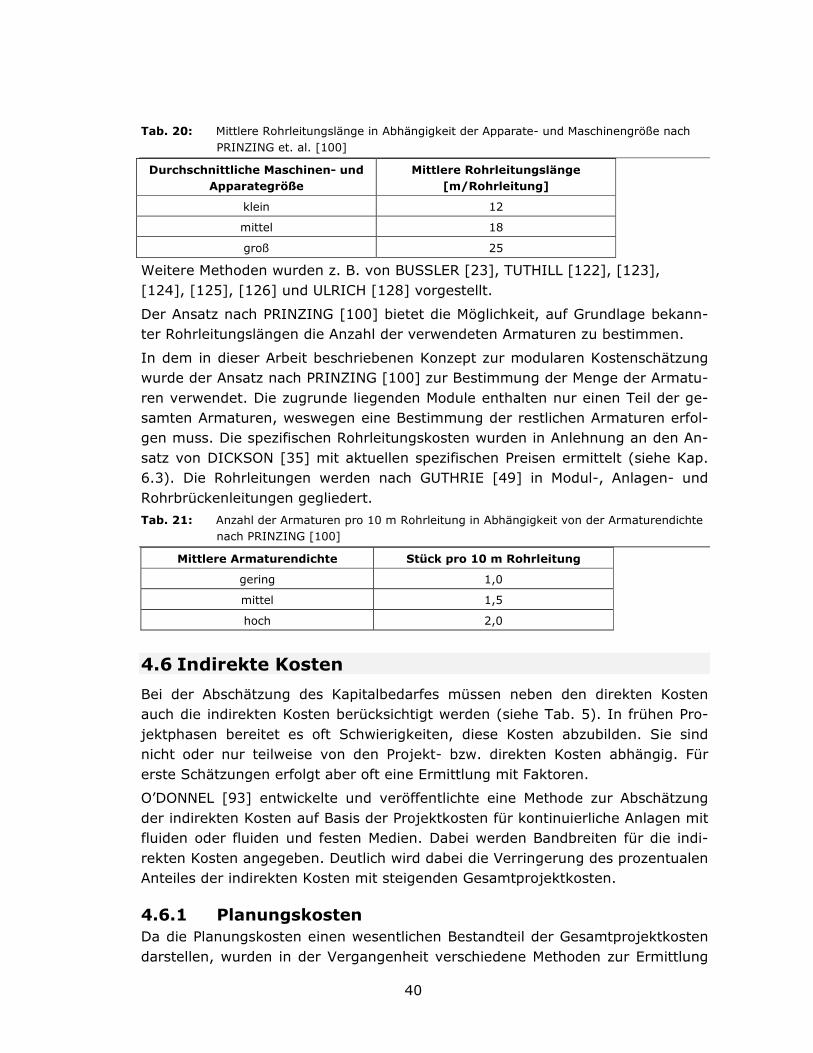
40
Tab. 20: Mittlere Rohrleitungslänge in Abhängigkeit der Apparate- und Maschinengröße nach
PRINZING et. al. [100]
Durchschnittliche Maschinen- und
Apparategröße
Mittlere Rohrleitungslänge
[m/Rohrleitung]
klein 12
mittel 18
groß 25
Weitere Methoden wurden z. B. von BUSSLER [23], TUTHILL [122], [123],
[124], [125], [126] und ULRICH [128] vorgestellt.
Der Ansatz nach PRINZING [100] bietet die Möglichkeit, auf Grundlage bekann-
ter Rohrleitungslängen die Anzahl der verwendeten Armaturen zu bestimmen.
In dem in dieser Arbeit beschriebenen Konzept zur modularen Kostenschätzung
wurde der Ansatz nach PRINZING [100] zur Bestimmung der Menge der Armatu-
ren verwendet. Die zugrunde liegenden Module enthalten nur einen Teil der ge-
samten Armaturen, weswegen eine Bestimmung der restlichen Armaturen erfol-
gen muss. Die spezifischen Rohrleitungskosten wurden in Anlehnung an den An-
satz von DICKSON [35] mit aktuellen spezifischen Preisen ermittelt (siehe Kap.
6.3). Die Rohrleitungen werden nach GUTHRIE [49] in Modul-, Anlagen- und
Rohrbrückenleitungen gegliedert.
Tab. 21: Anzahl der Armaturen pro 10 m Rohrleitung in Abhängigkeit von der Armaturendichte
nach PRINZING [100]
Mittlere Armaturendichte Stück pro 10 m Rohrleitung
gering 1,0
mittel 1,5
hoch 2,0
4.6 Indirekte Kosten
Bei der Abschätzung des Kapitalbedarfes müssen neben den direkten Kosten
auch die indirekten Kosten berücksichtigt werden (siehe Tab. 5). In frühen Pro-
jektphasen bereitet es oft Schwierigkeiten, diese Kosten abzubilden. Sie sind
nicht oder nur teilweise von den Projekt- bzw. direkten Kosten abhängig. Für
erste Schätzungen erfolgt aber oft eine Ermittlung mit Faktoren.
O’DONNEL [93] entwickelte und veröffentlichte eine Methode zur Abschätzung
der indirekten Kosten auf Basis der Projektkosten für kontinuierliche Anlagen mit
fluiden oder fluiden und festen Medien. Dabei werden Bandbreiten für die indi-
rekten Kosten angegeben. Deutlich wird dabei die Verringerung des prozentualen
Anteiles der indirekten Kosten mit steigenden Gesamtprojektkosten.
4.6.1 Planungskosten Da die Planungskosten einen wesentlichen Bestandteil der Gesamtprojektkosten
darstellen, wurden in der Vergangenheit verschiedene Methoden zur Ermittlung
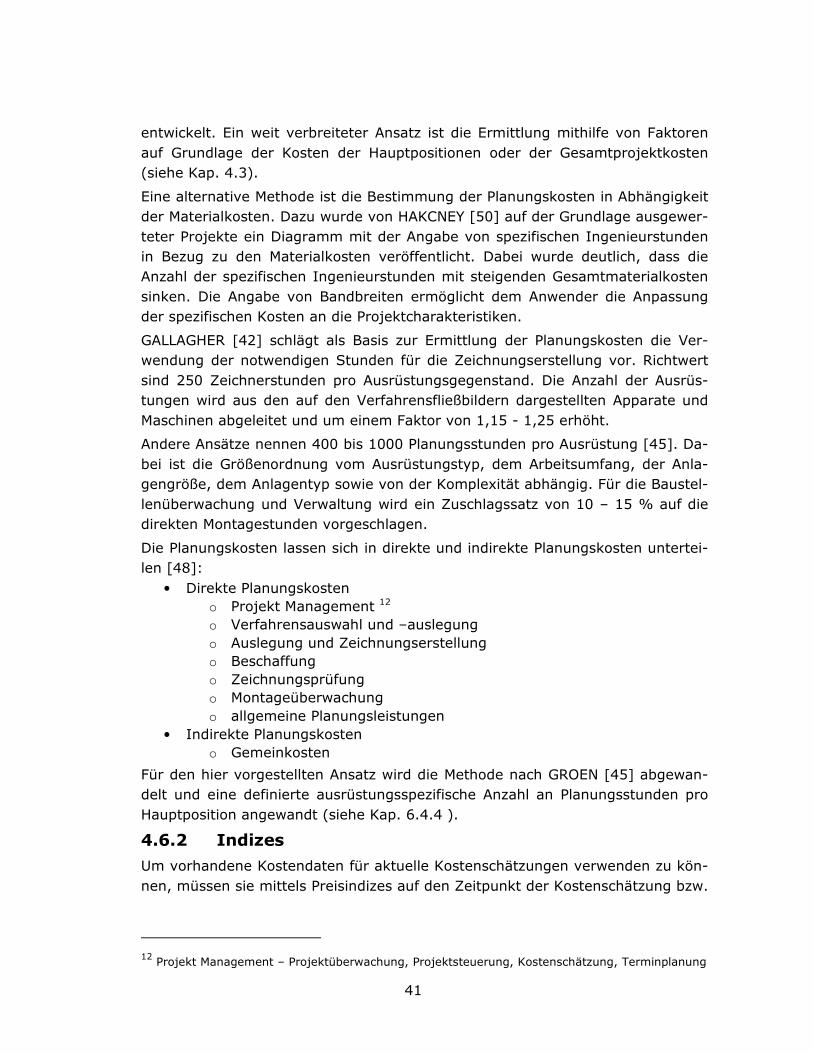
41
entwickelt. Ein weit verbreiteter Ansatz ist die Ermittlung mithilfe von Faktoren
auf Grundlage der Kosten der Hauptpositionen oder der Gesamtprojektkosten
(siehe Kap. 4.3).
Eine alternative Methode ist die Bestimmung der Planungskosten in Abhängigkeit
der Materialkosten. Dazu wurde von HAKCNEY [50] auf der Grundlage ausgewer-
teter Projekte ein Diagramm mit der Angabe von spezifischen Ingenieurstunden
in Bezug zu den Materialkosten veröffentlicht. Dabei wurde deutlich, dass die
Anzahl der spezifischen Ingenieurstunden mit steigenden Gesamtmaterialkosten
sinken. Die Angabe von Bandbreiten ermöglicht dem Anwender die Anpassung
der spezifischen Kosten an die Projektcharakteristiken.
GALLAGHER [42] schlägt als Basis zur Ermittlung der Planungskosten die Ver-
wendung der notwendigen Stunden für die Zeichnungserstellung vor. Richtwert
sind 250 Zeichnerstunden pro Ausrüstungsgegenstand. Die Anzahl der Ausrüs-
tungen wird aus den auf den Verfahrensfließbildern dargestellten Apparate und
Maschinen abgeleitet und um einem Faktor von 1,15 - 1,25 erhöht.
Andere Ansätze nennen 400 bis 1000 Planungsstunden pro Ausrüstung [45]. Da-
bei ist die Größenordnung vom Ausrüstungstyp, dem Arbeitsumfang, der Anla-
gengröße, dem Anlagentyp sowie von der Komplexität abhängig. Für die Baustel-
lenüberwachung und Verwaltung wird ein Zuschlagssatz von 10 – 15 % auf die
direkten Montagestunden vorgeschlagen.
Die Planungskosten lassen sich in direkte und indirekte Planungskosten untertei-
len [48]:
• Direkte Planungskosten o Projekt Management 12 o Verfahrensauswahl und –auslegung o Auslegung und Zeichnungserstellung o Beschaffung o Zeichnungsprüfung o Montageüberwachung o allgemeine Planungsleistungen
• Indirekte Planungskosten o Gemeinkosten
Für den hier vorgestellten Ansatz wird die Methode nach GROEN [45] abgewan-
delt und eine definierte ausrüstungsspezifische Anzahl an Planungsstunden pro
Hauptposition angewandt (siehe Kap. 6.4.4 ).
4.6.2 Indizes
Um vorhandene Kostendaten für aktuelle Kostenschätzungen verwenden zu kön-
nen, müssen sie mittels Preisindizes auf den Zeitpunkt der Kostenschätzung bzw.
12 Projekt Management – Projektüberwachung, Projektsteuerung, Kostenschätzung, Terminplanung
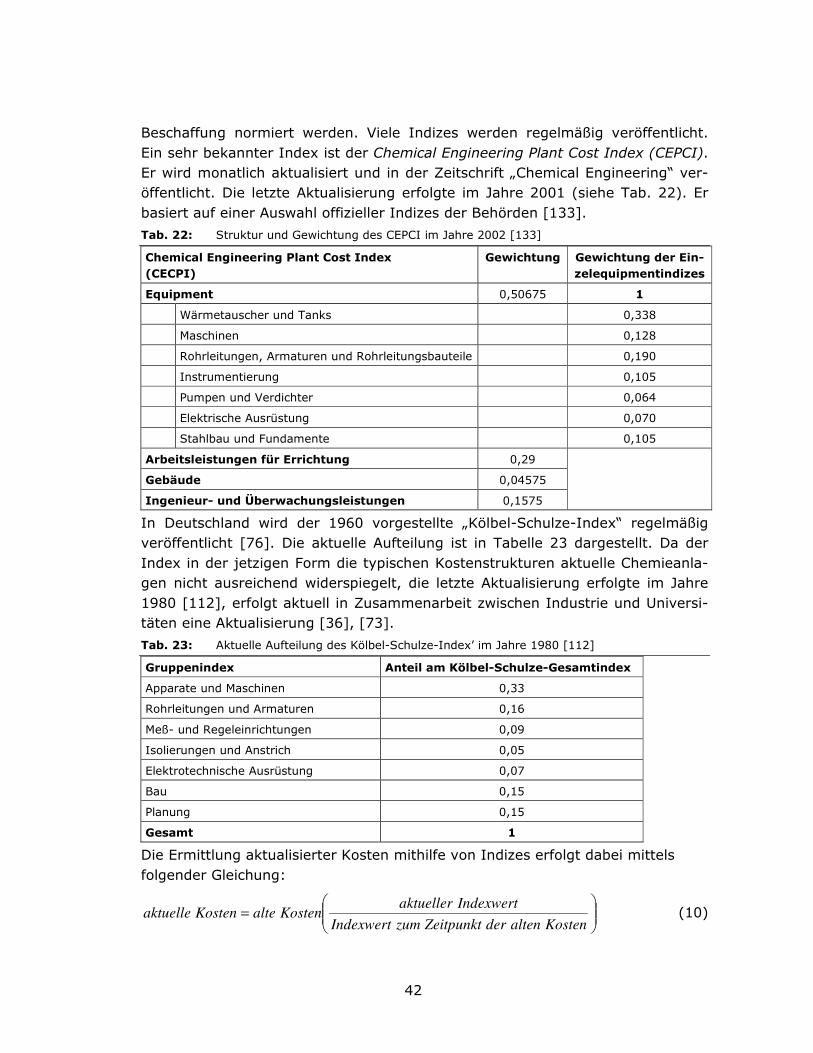
42
Beschaffung normiert werden. Viele Indizes werden regelmäßig veröffentlicht.
Ein sehr bekannter Index ist der Chemical Engineering Plant Cost Index (CEPCI).
Er wird monatlich aktualisiert und in der Zeitschrift „Chemical Engineering“ ver-
öffentlicht. Die letzte Aktualisierung erfolgte im Jahre 2001 (siehe Tab. 22). Er
basiert auf einer Auswahl offizieller Indizes der Behörden [133].
Tab. 22: Struktur und Gewichtung des CEPCI im Jahre 2002 [133]
Chemical Engineering Plant Cost Index
(CECPI)
Gewichtung Gewichtung der Ein-
zelequipmentindizes
Equipment 0,50675 1
Wärmetauscher und Tanks 0,338
Maschinen 0,128
Rohrleitungen, Armaturen und Rohrleitungsbauteile 0,190
Instrumentierung 0,105
Pumpen und Verdichter 0,064
Elektrische Ausrüstung 0,070
Stahlbau und Fundamente 0,105
Arbeitsleistungen für Errichtung 0,29
Gebäude 0,04575
Ingenieur- und Überwachungsleistungen 0,1575
In Deutschland wird der 1960 vorgestellte „Kölbel-Schulze-Index“ regelmäßig
veröffentlicht [76]. Die aktuelle Aufteilung ist in Tabelle 23 dargestellt. Da der
Index in der jetzigen Form die typischen Kostenstrukturen aktuelle Chemieanla-
gen nicht ausreichend widerspiegelt, die letzte Aktualisierung erfolgte im Jahre
1980 [112], erfolgt aktuell in Zusammenarbeit zwischen Industrie und Universi-
täten eine Aktualisierung [36], [73].
Tab. 23: Aktuelle Aufteilung des Kölbel-Schulze-Index’ im Jahre 1980 [112]
Gruppenindex Anteil am Kölbel-Schulze-Gesamtindex
Apparate und Maschinen 0,33
Rohrleitungen und Armaturen 0,16
Meß- und Regeleinrichtungen 0,09
Isolierungen und Anstrich 0,05
Elektrotechnische Ausrüstung 0,07
Bau 0,15
Planung 0,15
Gesamt 1
Die Ermittlung aktualisierter Kosten mithilfe von Indizes erfolgt dabei mittels
folgender Gleichung:
=
KostenaltenderZeitpunktzumIndexwert
IndexwertaktuellerKostenalteKostenaktuelle (10)
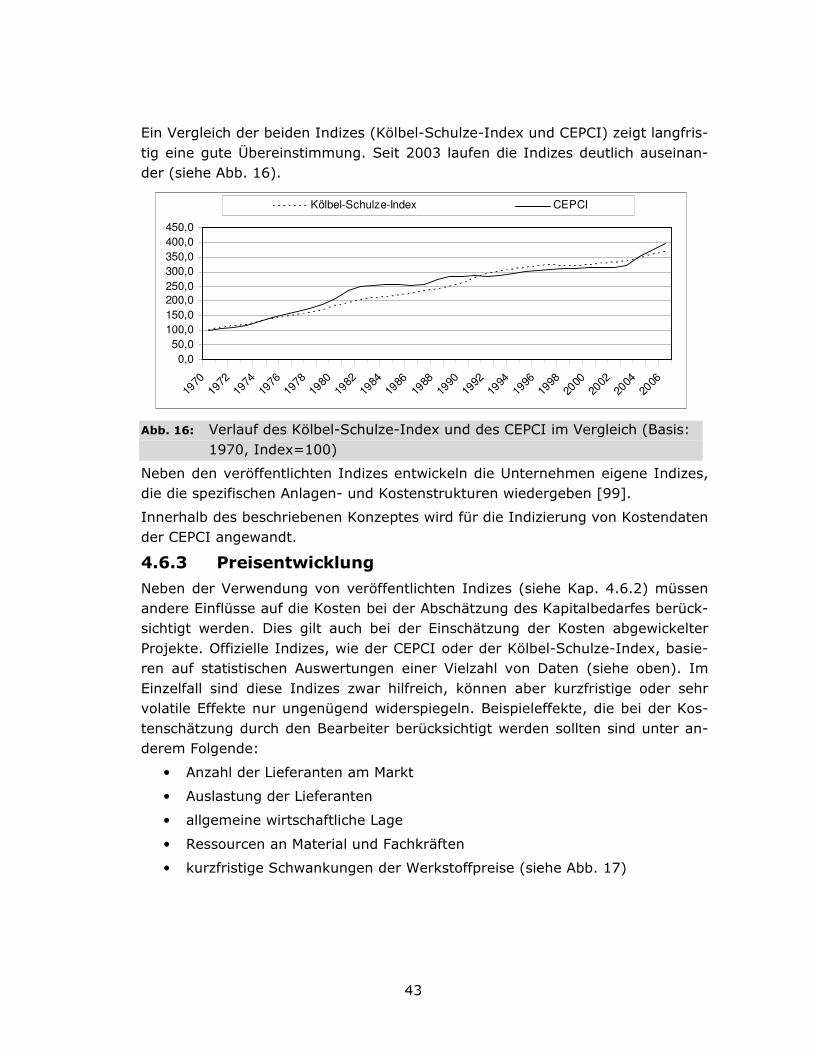
43
Ein Vergleich der beiden Indizes (Kölbel-Schulze-Index und CEPCI) zeigt langfris-
tig eine gute Übereinstimmung. Seit 2003 laufen die Indizes deutlich auseinan-
der (siehe Abb. 16).
Neben den veröffentlichten Indizes entwickeln die Unternehmen eigene Indizes,
die die spezifischen Anlagen- und Kostenstrukturen wiedergeben [99].
Innerhalb des beschriebenen Konzeptes wird für die Indizierung von Kostendaten
der CEPCI angewandt.
4.6.3 Preisentwicklung
Neben der Verwendung von veröffentlichten Indizes (siehe Kap. 4.6.2) müssen
andere Einflüsse auf die Kosten bei der Abschätzung des Kapitalbedarfes berück-
sichtigt werden. Dies gilt auch bei der Einschätzung der Kosten abgewickelter
Projekte. Offizielle Indizes, wie der CEPCI oder der Kölbel-Schulze-Index, basie-
ren auf statistischen Auswertungen einer Vielzahl von Daten (siehe oben). Im
Einzelfall sind diese Indizes zwar hilfreich, können aber kurzfristige oder sehr
volatile Effekte nur ungenügend widerspiegeln. Beispieleffekte, die bei der Kos-
tenschätzung durch den Bearbeiter berücksichtigt werden sollten sind unter an-
derem Folgende:
• Anzahl der Lieferanten am Markt
• Auslastung der Lieferanten
• allgemeine wirtschaftliche Lage
• Ressourcen an Material und Fachkräften
• kurzfristige Schwankungen der Werkstoffpreise (siehe Abb. 17)
0,050,0
100,0150,0200,0250,0300,0350,0400,0450,0
1970
1972
1974
1976
1978
1980
1982
1984
1986
1988
1990
1992
1994
1996
1998
2000
2002
2004
2006
Kölbel-Schulze-Index CEPCI
Abb. 16: Verlauf des Kölbel-Schulze-Index und des CEPCI im Vergleich (Basis:
1970, Index=100)
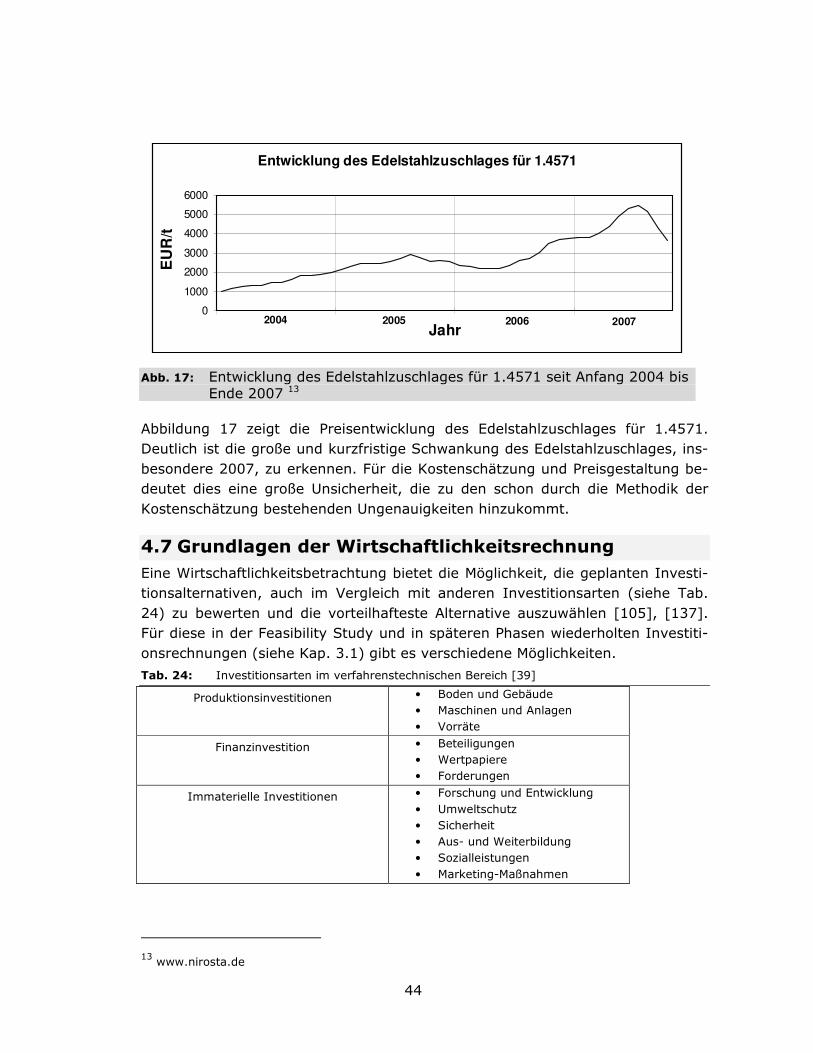
44
Abbildung 17 zeigt die Preisentwicklung des Edelstahlzuschlages für 1.4571.
Deutlich ist die große und kurzfristige Schwankung des Edelstahlzuschlages, ins-
besondere 2007, zu erkennen. Für die Kostenschätzung und Preisgestaltung be-
deutet dies eine große Unsicherheit, die zu den schon durch die Methodik der
Kostenschätzung bestehenden Ungenauigkeiten hinzukommt.
4.7 Grundlagen der Wirtschaftlichkeitsrechnung
Eine Wirtschaftlichkeitsbetrachtung bietet die Möglichkeit, die geplanten Investi-
tionsalternativen, auch im Vergleich mit anderen Investitionsarten (siehe Tab.
24) zu bewerten und die vorteilhafteste Alternative auszuwählen [105], [137].
Für diese in der Feasibility Study und in späteren Phasen wiederholten Investiti-
onsrechnungen (siehe Kap. 3.1) gibt es verschiedene Möglichkeiten.
Tab. 24: Investitionsarten im verfahrenstechnischen Bereich [39]
Produktionsinvestitionen • Boden und Gebäude
• Maschinen und Anlagen
• Vorräte
Finanzinvestition • Beteiligungen
• Wertpapiere
• Forderungen
Immaterielle Investitionen • Forschung und Entwicklung
• Umweltschutz
• Sicherheit
• Aus- und Weiterbildung
• Sozialleistungen
• Marketing-Maßnahmen
13 www.nirosta.de
Entwicklung des Edelstahlzuschlages für 1.4571
0
1000
2000
3000
4000
5000
6000
Year
EU
R/t
2004 2005 2006 2007Jahr
EU
R/t
Abb. 17: Entwicklung des Edelstahlzuschlages für 1.4571 seit Anfang 2004 bis Ende 2007 13
45
Grundsätzlich können statische und dynamische Investitionsrechnungen unter-
schieden werden. Statische Methoden gehen davon aus, dass sich im Verlaufe
der Nutzungsdauer die wirtschaftlichen Verhältnisse nicht ändern. Die Berech-
nungen für das erste Betriebsjahr werden für die anderen Nutzungsjahre unver-
ändert übernommen. Aus diesem Grund sind statische Methoden nur für kurze
Betriebszeiten sinnvoll.
Zu den statischen Verfahren der Investitionsrechnung gehören folgende:
• Kostenvergleichsrechnung
• Erfolgsvergleichsrechnung
• Rentabilitätsvergleichsrechnung
• Amortisationsvergleichsrechnung
Für längere Betriebszeiten sollten die Wirtschaftlichkeitsanalysen mit dynami-
schen Methoden durchgeführt werden. Dabei werden die Einnahmen und Ausga-
ben entsprechend ihres zeitlichen Anfalls bewertet. Bei den dynamischen Verfah-
ren der Investitionsrechnung wird zwischen klassischen und modernen Verfahren
unterschieden (siehe Tab. 25).
Tab. 25: Dynamische Methoden der Investitionsrechnung [105]
Klassische Methoden Moderne Methoden
• Kapitalwertmethode
• Interne Zinsflussmetho-
de
• Annuitätenmethode
• Lineare Optimierung
• Dynamische Optimie-
rung
• Simulationsmodelle
Kapitalwertmethode
Bei der Kapitalwertmethode werden alle Ein- und Auszahlungen auf den
Zeitpunkt der Investition abgezinst.
Der Kapitalwert gibt Auskunft über die Wirtschaftlichkeit der Investition. Grund-
sätzlich gilt: ist der Kapitalwert
• positiv – ist die Investition vorteilhaft,
• gleich Null – bringt die Investition gegenüber einer Geldanlage zum Kalku-
lationszinssatz keinen Vorteil oder
• negativ – können nicht einmal die Kapitalkosten gedeckt werden, somit
unwirtschaftlich.
Methode des internen Zinsfußes
Die Methode des internen Zinsfußes stellt die Verzinsung (Rendite, r) des in der
Investition gebundenen Kapitales dar. Der Zinssatz allein gibt noch keine
Auskunft über die Wirtschaftlichkeit einer Investition. Erst über einen Vergleich
mit dem unternehmensspezifischen Kalkulationszinssatz (i) lässt sich eine
Aussage treffen [143].
46
Die Entscheidungsregel lautet:
• r > i die Investition gilt als vorteilhaft
• r = i die Investition erwirtschaftet die geforderte Mindestverzinsung, der
Kapitalwert ist gleich null
• r < i die Investition gilt als unvorteilhaft
Eine ökonomische Beurteilung des internen Zinsfußes würde aussagen, zu wel-
chem Zins das eingesetzte Kapital in der Investition eingebracht werden würde.
Eine andere Interpretation im Falle einer Fremdfinanzierung wäre, wie hoch der
Fremdkapitalzins wachsen darf damit die Investition für das Unternehmen renta-
bel bleibt.
Annuitätenmethode
Bei der Annuitätenmethode handelt es sich um eine Periodisierung des
Kapitalwertes. Bei Anwendung der Annuitätenmethode gilt eine Investition mit
einer Annuität (a) von:
• größer Null, als vorteilhaft,
• kleiner Null, als unvorteilhaft.
Grundsätzlich ist die Investitionsalternative mit der höchsten Annuität die wirt-
schaftlichste. Wichtig ist beim Vergleich verschiedener Investitionen mit unter-
schiedlichen Nutzungsdauern, dass die Annuität nicht auf die Nutzungsdauer
sondern auf einen einheitlichen Zeitraum bezogen wird.
Zusammenfassung Wirtschaftlichkeitsanalyse
Die oben beschrieben rechnerisch ermittelten Entscheidungskriterien stellen in
der Praxis nur eine Entscheidungshilfe dar. Häufig wird zu den schon vorgestell-
ten Methoden auch die Berechnung der Kapitalrückflusszeit hinzugezogen [108].
Für die Bewertung der Wirtschaftlichkeit von Investitionsvorhaben ist die Ver-
wendung eines einheitlichen Konzeptes auf Grundlage verschiedener Kennzahlen
bzw. Methoden notwendig. Die Belastbarkeit der Ergebnisse ist erheblich von der
Qualität der zugrundeliegenden Daten abhängig [85].
4.8 Betriebs- bzw. Herstellkosten
Bei der Entscheidung über die Wirtschaftlichkeit einer Investition spielen neben
dem Kapitalbedarf für die Errichtung der Anlage auch die Betriebs- und Herstell-
kosten als Eingangsdaten der Wirtschaftlichkeitsrechnung eine wesentliche Rolle
(siehe Abb. 18). Der Unterschied zwischen den jährlichen Betriebs- und den Her-
stellkosten ist die Bezugseinheit. So werden die jährlichen Betriebskosten auf
Grundlage der Annahme einer bestimmten Produktionsmenge pro Jahr ermittelt,
während die Herstellkosten die Kosten pro Einheit Produkt darstellen.
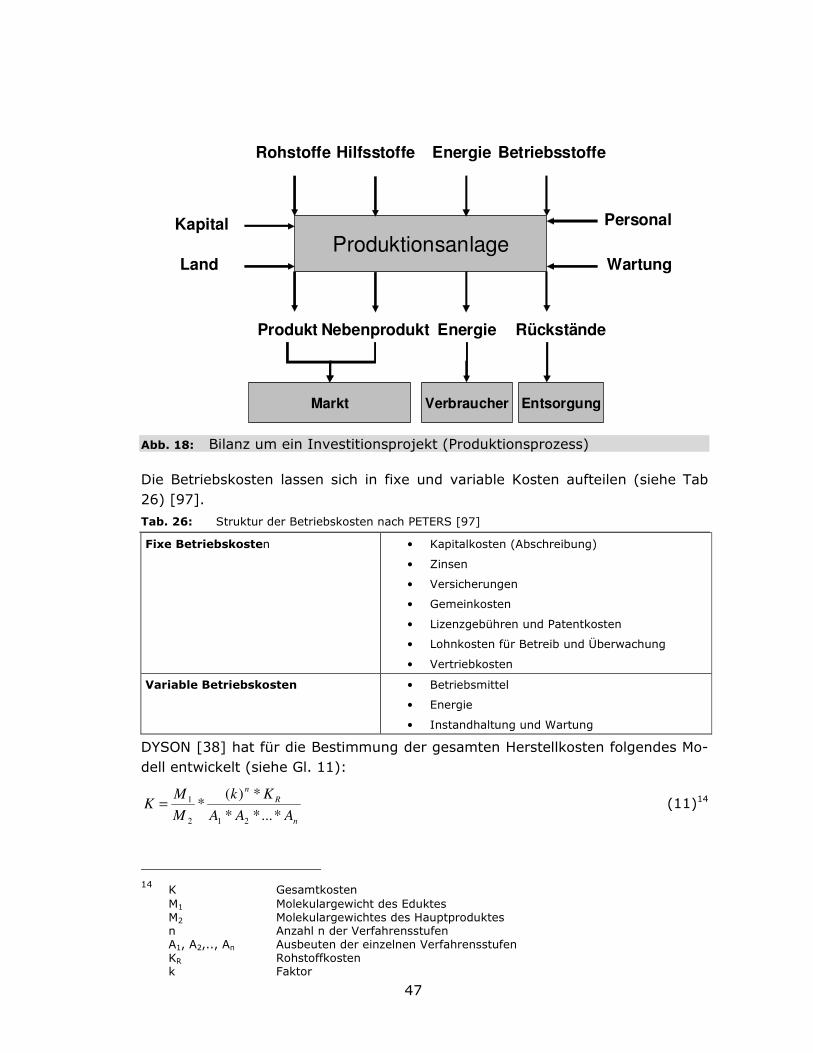
47
Die Betriebskosten lassen sich in fixe und variable Kosten aufteilen (siehe Tab
26) [97].
Tab. 26: Struktur der Betriebskosten nach PETERS [97]
Fixe Betriebskosten • Kapitalkosten (Abschreibung)
• Zinsen
• Versicherungen
• Gemeinkosten
• Lizenzgebühren und Patentkosten
• Lohnkosten für Betreib und Überwachung
• Vertriebkosten
Variable Betriebskosten • Betriebsmittel
• Energie
• Instandhaltung und Wartung
DYSON [38] hat für die Bestimmung der gesamten Herstellkosten folgendes Mo-
dell entwickelt (siehe Gl. 11):
n
R
n
AAA
Kk
M
MK
*...**
*)(*
212
1= (11)14
14 K Gesamtkosten M1 Molekulargewicht des Eduktes M2 Molekulargewichtes des Hauptproduktes n Anzahl n der Verfahrensstufen A1, A2,.., An Ausbeuten der einzelnen Verfahrensstufen KR Rohstoffkosten k Faktor
Produktionsanlage
Markt Verbraucher Entsorgung
Rohstoffe Hilfsstoffe Energie Betriebsstoffe
Kapital
Land
Personal
Wartung
Produkt Nebenprodukt Energie Rückstände
Abb. 18: Bilanz um ein Investitionsprojekt (Produktionsprozess)
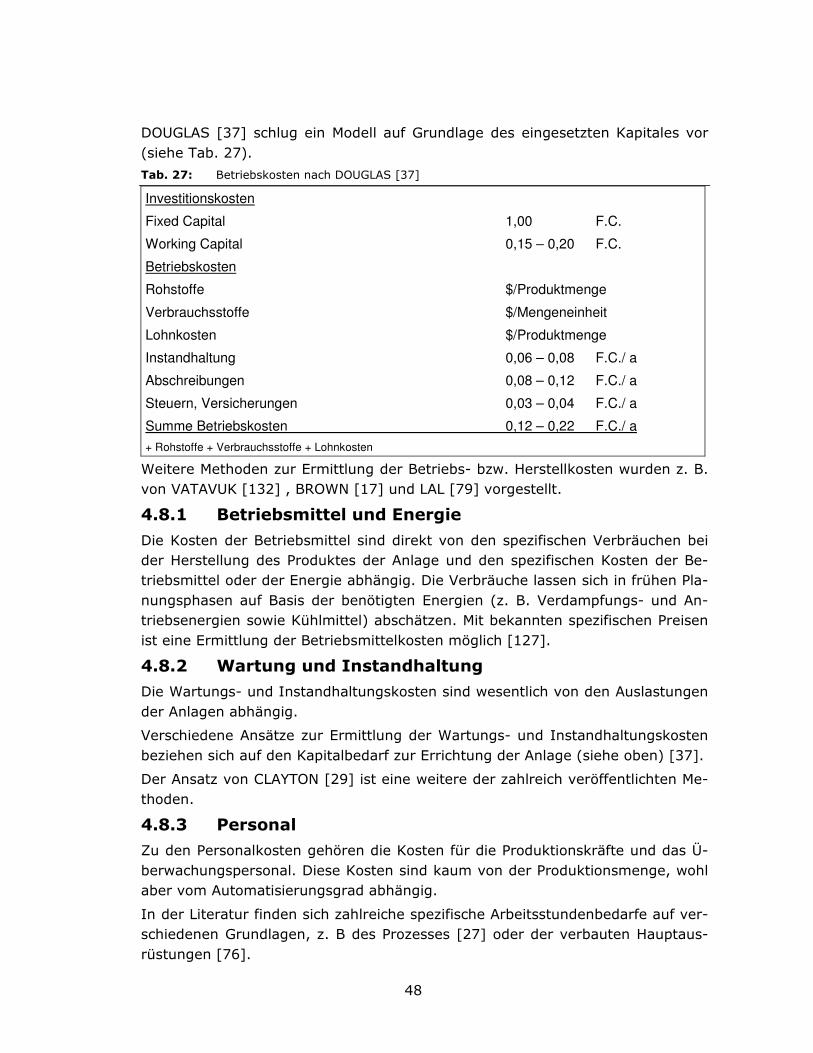
48
DOUGLAS [37] schlug ein Modell auf Grundlage des eingesetzten Kapitales vor
(siehe Tab. 27).
Tab. 27: Betriebskosten nach DOUGLAS [37]
Investitionskosten
Fixed Capital 1,00 F.C.
Working Capital 0,15 – 0,20 F.C.
Betriebskosten
Rohstoffe $/Produktmenge
Verbrauchsstoffe $/Mengeneinheit
Lohnkosten $/Produktmenge
Instandhaltung 0,06 – 0,08 F.C./ a
Abschreibungen 0,08 – 0,12 F.C./ a
Steuern, Versicherungen 0,03 – 0,04 F.C./ a
Summe Betriebskosten 0,12 – 0,22 F.C./ a
+ Rohstoffe + Verbrauchsstoffe + Lohnkosten
Weitere Methoden zur Ermittlung der Betriebs- bzw. Herstellkosten wurden z. B.
von VATAVUK [132] , BROWN [17] und LAL [79] vorgestellt.
4.8.1 Betriebsmittel und Energie
Die Kosten der Betriebsmittel sind direkt von den spezifischen Verbräuchen bei
der Herstellung des Produktes der Anlage und den spezifischen Kosten der Be-
triebsmittel oder der Energie abhängig. Die Verbräuche lassen sich in frühen Pla-
nungsphasen auf Basis der benötigten Energien (z. B. Verdampfungs- und An-
triebsenergien sowie Kühlmittel) abschätzen. Mit bekannten spezifischen Preisen
ist eine Ermittlung der Betriebsmittelkosten möglich [127].
4.8.2 Wartung und Instandhaltung
Die Wartungs- und Instandhaltungskosten sind wesentlich von den Auslastungen
der Anlagen abhängig.
Verschiedene Ansätze zur Ermittlung der Wartungs- und Instandhaltungskosten
beziehen sich auf den Kapitalbedarf zur Errichtung der Anlage (siehe oben) [37].
Der Ansatz von CLAYTON [29] ist eine weitere der zahlreich veröffentlichten Me-
thoden.
4.8.3 Personal
Zu den Personalkosten gehören die Kosten für die Produktionskräfte und das Ü-
berwachungspersonal. Diese Kosten sind kaum von der Produktionsmenge, wohl
aber vom Automatisierungsgrad abhängig.
In der Literatur finden sich zahlreiche spezifische Arbeitsstundenbedarfe auf ver-
schiedenen Grundlagen, z. B des Prozesses [27] oder der verbauten Hauptaus-
rüstungen [76].

49
4.8.4 Abschreibung
Die Größenordnung der Abschreibung ist direkt vom Kapital (siehe Kap. 4.3),
welches zur Errichtung der Anlage notwendig wird, und der Nutzungsdauer der
Anlage abhängig. Typische Abschreibungszeiträume für chemische Anlagen lie-
gen zwischen 6 und 12 Jahren. Gängiges Abschreibungsverfahren ist die lineare
Abschreibung über die gesamte Abschreibungsdauer.
4.9 Berücksichtigung von Preisnachlässen
Bei der Kostenschätzung mittels Einheitspreisen für Gewerke, die Mengengerüste
in der betrachteten Phase beinhalten, werden oftmals Listenpreise als spezifische
Kosten hinterlegt. Dabei bleibt aber unberücksichtigt, dass bei der Beschaffung
mit den Lieferanten Nachlässe ausgehandelt werden. Die erzielbaren Rabatte und
Nachlässe sind von vielen Faktoren abhängig. Die wesentlichen Einflüsse sind
Folgende:
• Rabatte von Herstellern und Lieferanten
• Rahmenverträge und Leistungsverzeichnisse
• Allgemeine Marktsituation
• Volumen des Auftrages
Neben den oben ausgeführten Punkten gibt es noch andere Einflussfaktoren:
• Kategorie der bestellten Objekte (Massenware oder Einzelstücke)
• Liefertermine bzw. Dringlichkeit der Lieferung
• Auslastung der Lieferanten
Bei der Bewertung der Preisnachlässe muss eine Gesamtbetrachtung der Ein-
flussgrößen durchgeführt werden. Die Beschaffungsabteilungen liefern dem Be-
arbeiter oft nützliche Hinweise und können Aussagen zu Tendenzen treffen.
Die vorgestellten Methoden und Ansätze wurden zum Teil in das vorgestellte
Konzept übernommen bzw. angepasst. Für die Bestimmung der Kosten für Appa-
rate und Maschinen wurden die Methoden aus Kap. 4.5.1 mit vorhandenen Kos-
tendaten aktualisiert und in das Konzept eingearbeitet. Die verwendete Methode
zur Bestimmung der Kosten für die verbindenden Rohrleitungen (siehe Kap.
6.3.1) basiert auf den Ansätzen von PRINZING und DICKSON (siehe Kap.
4.5.3.1). Da durch das modulare Konzept nur ein Teil des Umfanges an Armatu-
ren durch die Module abgebildet wird, wurde zur Vervollständigung des Mengen-
gerüstes die Methode nach PRINZING (siehe Tab. 21) für geringe Armaturen-
dichten verwendet.
Zur Anpassung von vorhandenen Kostendaten aus verschiedenen Beschaffungs-
jahren an einen einheitlichen Zeitpunkt für die Kostenschätzung wurde der CEPCI
verwendet (siehe Kap. 4.6.2). Die Preisnachlässe für die Beschaffung von Mate-
rial und Leistung (siehe Kap. 4.9) sind in den ausgewerteten Kostendaten meist
schon enthalten, so dass sie nicht extra berücksichtigt wurden.
50
5 Grundlagen der Modularisierung
Dem hier vorgestellten informationstechnischen Lösungsansatz zur Kostenschät-
zung in frühen Projektphasen liegt ein modulares Konzept zugrunde. In diesem
Kapitel werden das modulare Planungskonzept vorgestellt, die Grundlagen der
Modularisierung erläutert und die Umsetzung für verschiedene Anwendungen
dargelegt. Dabei wird auf die Potentiale und Konsequenzen aber auch auf die
Einschränkungen der modularen Planung eingegangen.
Ein Modul ist die strukturierte Zusammenfassung und Integration von funktionell
und örtlich zusammenhängenden Komponenten (Ausrüstungsgegenstände und
abstrakte Komponenten, wie Mess- und Regelungskreise). Dabei werden Kom-
ponenten und Tätigkeiten verschiedener Fachabteilungen in ein Modul integriert.
Die Modularisierung ist die Integration von unmittelbar funktionell und örtlich
zusammenhängenden Planungskomponenten in ein übergreifendes Konzept auf
verschiedenen Ebenen.
Modulare Planung bedeutet die Anwendung der in der Modularisierung erstellten
Module bei der Planung von chemischen Anlagen.
Die Planung auf Basis der Modularisierung darf nicht mit der üblichen Arbeitstei-
lung bei der Planung von Chemieanlagen verwechselt werden [86]. Vielmehr sind
alle Fachabteilungen und Bearbeiter beteiligt und bearbeiten ein Modul gleichzei-
tig bzw. nacheinander.
Der Begriff Modul hat in der Vergangenheit verschiedene Änderungen erfahren.
Anfang des 20. Jh. ist die Definition des Moduls noch sehr eng mit der Erklärung
des Modells verknüpft [16]. Andere Autoren dieser Epoche nutzen den Begriff
Modul als ein Maß in der Baukunst, welches Säulenmaße miteinander vergleicht
[66].
Erste Ansätze der Modularisierung wurden von WALTER GROPIUS beim Bau von
Wohnhäusern in der Bauhaus-Ära (1919 - 1933) in Form von Funktionsmodulen
entwickelt. Dabei konnten durch Standardisierung die Schnittstellen der Versor-
gungen vereinheitlicht werden, was zu einer effizienteren Errichtung von Gebäu-
den führte.
Im Gegensatz zu EVERSHEIM et al [41], die Modularisierung über die räumliche
Einheit definieren und vom funktionellen System abgrenzen, haben ULRICH und
TUNG [130] Untersuchungen zur Verknüpfung von Funktionalität und Modulari-
sierung durchgeführt. Dabei wurde auf die Forderung nach Ähnlichkeiten in der
funktionellen und physikalischen Struktur eingegangen.
51
MILLER und ELGARD [87] präzisierten die Definition des Moduls. Demzufolge ist
die Wiederverwendbarkeit zwar ein wesentlicher Bestandteil der Modularisierung
aber kein ausreichendes Kriterium für die Einstufung als Modul. Das Modul muss
einen konkreten funktionellen Beitrag leisten.
Sehr anschaulich wird die Modularisierung in der Halbleiterindustrie angewandt.
So werden anstatt einzelner Bauteile (Widerstände, Kondensatoren, Transisto-
ren) integrierte Schaltkreise hergestellt und eingesetzt. So erfolgt die bewusste
Verwendung komplexerer Bauteile, um die Vielfalt an notwendigen Bauteilen zu
verringern. Dadurch wird durch massenhafte Produktion einer eingeschränkten
Anzahl von Varianten eine signifikante Reduzierung der Herstellkosten erreicht
[82].
Ihren Ursprung haben Module in der Serienproduktion. So werden moderne Au-
tomobile aus verschiedenen Modulen zusammengesetzt, die an unterschiedlichen
Standorten gefertigt und bei der Montage zu einem Fahrzeug zusammengefügt
wurden. Die Verwendung von Modulen zeigt innerhalb der Massenproduktion ein
großes Potential zur Verringerung der Herstell- und Montagekosten.
Der Einsatz von Modulen kann auch zur Vereinfachung von komplexen Berech-
nungen und Untersuchungen wie bei der Ermittlung von Aufstellungsvarianten
für verfahrenstechnische Anlagen mittels Expertensystemen stattfinden [74],
[75]. So bedeutet eine Definition von funktionellen Gruppen in Modulen eine we-
sentliche Verringerung der zu positionierenden Elemente. Ein dabei wesentlicher
Aspekt ist die Berücksichtigung der Nahverrohrung in den Modulen und die Zu-
sammenfassung von funktionellen Einheiten, z. B. redundante Pumpen, mit ihren
festliegenden relativen Positionen zueinander. Dadurch werden auch die Anfor-
derungen an den anschließenden Autorouter für das automatisierte Verlegen von
Rohrleitungen deutlich reduziert [74].
5.1 Der modulare Ansatz
Chemische Anlagen modular zu planen bedeutet innerhalb dieser Arbeit, eine
Anlage nicht in einzelnen Gewerke wie Apparate- und Maschinen, Rohrleitungen
und Armaturen, Elektro-, Mess- und Regelungstechnik etc. zu betrachten, son-
dern die Möglichkeiten des „Baukastenprinzips“ für die Planung und Errichtung
sowie die Abschätzung des Kapitalbedarfes von chemischen Anlagen zu nutzen.
Untersuchungen zeigten, dass sich durch eine konsequente Modularisierung die
Anzahl der realisierten Varianten um bis zu 65 % reduzieren lässt [84]. Die Ten-
denz eines Planers seine Erfahrung in den Planungsprozess einzubringen, birgt
Potential für eine Steigerung der Planungs- und Realisierungsvarianten durch
eine individuelle Handschrift des Planers.
52
5.1.1 Allgemein
Modularisierung bietet für den Anwender großes Potential, einmal entwickelte
Lösungen strukturiert wieder zu verwenden. Dabei ist darauf zu achten, dass die
Modularisierung Weiterentwicklungen nicht einschränkt oder verhindert (siehe
Abb. 21). Durch Modularisierung sollten nicht zwangsläufig unzureichende Lö-
sungen zur Anwendung kommen. Andererseits bietet die Verwendung nicht op-
timaler Lösungen die Möglichkeit, die Vielfalt an Varianten einzuschränken. Dies
kann die Schaffung von Synergien und Einsparungen in anderen Bereichen, z. B.
bei Beschaffung und Wartung, erzeugen.
Eine Modularisierung in der chemischen Verfahrenstechnik ist insbesondere in
zwei Bereichen erfolgversprechend. Zum einem ist die pharmazeutische Indust-
rie mit ihren Batchprozessen und Mehrproduktanlagen zu nennen, zum anderen
betrifft es die chemischen Monoproduktanlagen mit großen Durchsätzen und lan-
gen Laufzeiten mit kontinuierlichen Prozessen. Zwischen beiden Anlagengrundty-
pen sind erhebliche Unterschiede in Aufbau und Dimension sowie Fahrweisen zu
erkennen. Während pharmazeutische Anlagen oft von geringeren Ausmaßen als
kontinuierliche Prozesse mit großen Durchsätzen sind, müssen sie für die flexible
Herstellung von sehr vielen Produkten mit häufigen An- und Abfahrvorgängen
ausgelegt werden.
In der pharmazeutischen Industrie sind Ansätze für die Modularisierung in einem
fortgeschrittenen Stadium. Hier erfolgen neben Planung auch Fertigung, Liefe-
rung und Montage in Modulen [51]. Dadurch lassen sich erhebliche Einsparungen
in Bezug auf den notwendigen Kapitalbedarf in Beschaffung und Planung erzie-
len. Bei unterschiedlichen Produkteigenschaften und –durchsätzen stellt eine ef-
fektive Auslegung einen Kompromiss zwischen der optimalen verfahrenstechni-
schen Auslegung und dem robusten Verhalten der Anlage dar. Einsparungen bei
Planung und Beschaffung von Anlagenteilen reduzieren die Lebenszyklus-Kosten
einer solchen Anlage [51], [82].
Typische verfahrenstechnische Monoproduktanlagen bieten ebenfalls erhebliches
Potential zur Modularisierung. Hier ist eine weniger optimale Auslegung von An-
lagenteilen wesentlich kritischer zu betrachten als bei Mehrproduktanlagen. Das
größte Potential besteht in den folgenden Punkten [78]:
• Beschleunigung und Effizienzsteigerung des Planungsprozesses
• Reduzierung iterativer Planungsprozesse
• Vereinfachte Bildung von Planungsvarianten (insbesondere im Hinblick auf
Angebotserstellung in Verbindung mit modularer Kostenschätzung (siehe
Kap. 4.4), aber auch für die Bewertung von verschiedenen Varianten im
Hinblick auf die Wirtschaftlichkeit, z. B. beim Vergleich von magnetgekup-
pelten mit herkömmlichen Chemienormpumpen)
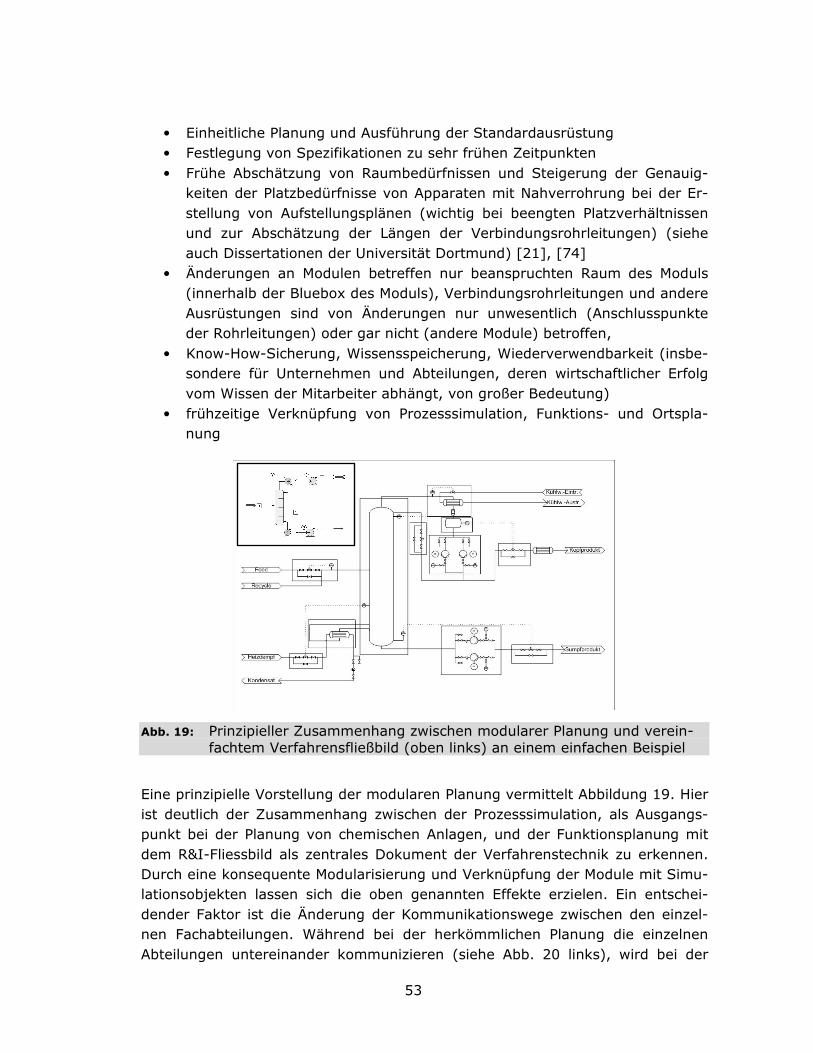
53
• Einheitliche Planung und Ausführung der Standardausrüstung
• Festlegung von Spezifikationen zu sehr frühen Zeitpunkten
• Frühe Abschätzung von Raumbedürfnissen und Steigerung der Genauig-
keiten der Platzbedürfnisse von Apparaten mit Nahverrohrung bei der Er-
stellung von Aufstellungsplänen (wichtig bei beengten Platzverhältnissen
und zur Abschätzung der Längen der Verbindungsrohrleitungen) (siehe
auch Dissertationen der Universität Dortmund) [21], [74]
• Änderungen an Modulen betreffen nur beanspruchten Raum des Moduls
(innerhalb der Bluebox des Moduls), Verbindungsrohrleitungen und andere
Ausrüstungen sind von Änderungen nur unwesentlich (Anschlusspunkte
der Rohrleitungen) oder gar nicht (andere Module) betroffen,
• Know-How-Sicherung, Wissensspeicherung, Wiederverwendbarkeit (insbe-
sondere für Unternehmen und Abteilungen, deren wirtschaftlicher Erfolg
vom Wissen der Mitarbeiter abhängt, von großer Bedeutung)
• frühzeitige Verknüpfung von Prozesssimulation, Funktions- und Ortspla-
nung
Eine prinzipielle Vorstellung der modularen Planung vermittelt Abbildung 19. Hier
ist deutlich der Zusammenhang zwischen der Prozesssimulation, als Ausgangs-
punkt bei der Planung von chemischen Anlagen, und der Funktionsplanung mit
dem R&I-Fliessbild als zentrales Dokument der Verfahrenstechnik zu erkennen.
Durch eine konsequente Modularisierung und Verknüpfung der Module mit Simu-
lationsobjekten lassen sich die oben genannten Effekte erzielen. Ein entschei-
dender Faktor ist die Änderung der Kommunikationswege zwischen den einzel-
nen Fachabteilungen. Während bei der herkömmlichen Planung die einzelnen
Abteilungen untereinander kommunizieren (siehe Abb. 20 links), wird bei der
Abb. 19: Prinzipieller Zusammenhang zwischen modularer Planung und verein-fachtem Verfahrensfließbild (oben links) an einem einfachen Beispiel
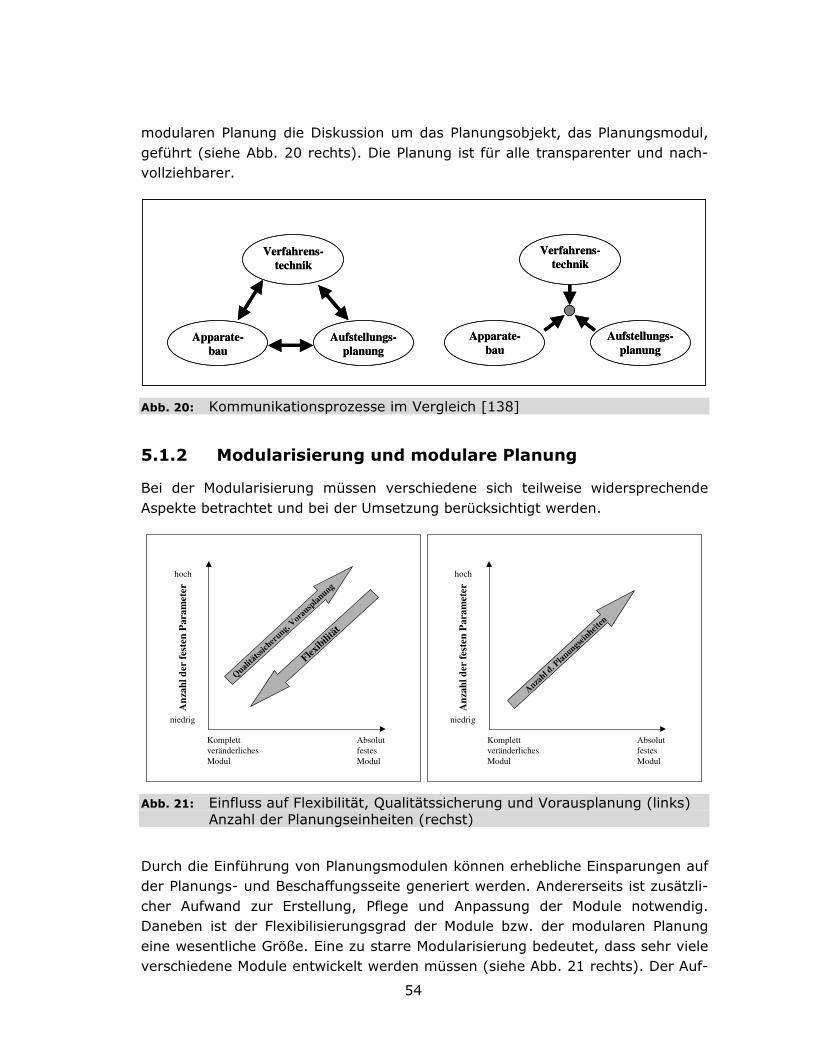
54
modularen Planung die Diskussion um das Planungsobjekt, das Planungsmodul,
geführt (siehe Abb. 20 rechts). Die Planung ist für alle transparenter und nach-
vollziehbarer.
5.1.2 Modularisierung und modulare Planung
Bei der Modularisierung müssen verschiedene sich teilweise widersprechende
Aspekte betrachtet und bei der Umsetzung berücksichtigt werden.
Durch die Einführung von Planungsmodulen können erhebliche Einsparungen auf
der Planungs- und Beschaffungsseite generiert werden. Andererseits ist zusätzli-
cher Aufwand zur Erstellung, Pflege und Anpassung der Module notwendig.
Daneben ist der Flexibilisierungsgrad der Module bzw. der modularen Planung
eine wesentliche Größe. Eine zu starre Modularisierung bedeutet, dass sehr viele
verschiedene Module entwickelt werden müssen (siehe Abb. 21 rechts). Der Auf-
Verfahrens-
technik
Aufstellungs-
planung
Apparate-
bau
Verfahrens-
technik
Aufstellungs-
planung
Apparate-
bau
Verfahrens-
technik
Aufstellungs-
planung
Apparate-
bau
Verfahrens-
technik
Aufstellungs-
planung
Apparate-
bau
Abb. 20: Kommunikationsprozesse im Vergleich [138]
Qualit
ätss
icher
ung, V
orausp
lanung
Flexi
bilitä
t
niedrig
hoch
An
zah
l d
er f
este
n P
ara
met
er
Komplett veränderliches Modul
Absolutfestes Modul
Anza
hl d. P
lanungse
inhei
ten
niedrig
hoch
An
zah
l d
er f
este
n P
ara
met
er
Komplett veränderliches Modul
Absolutfestes Modul
Abb. 21: Einfluss auf Flexibilität, Qualitätssicherung und Vorausplanung (links) Anzahl der Planungseinheiten (rechst)
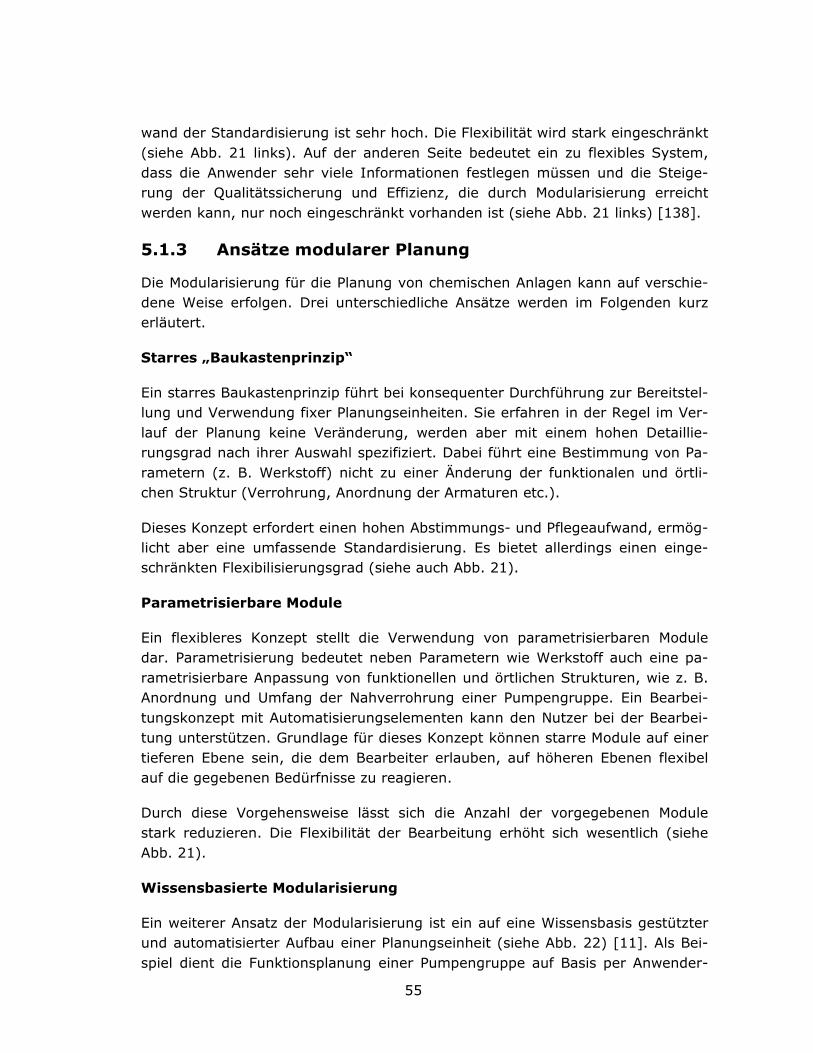
55
wand der Standardisierung ist sehr hoch. Die Flexibilität wird stark eingeschränkt
(siehe Abb. 21 links). Auf der anderen Seite bedeutet ein zu flexibles System,
dass die Anwender sehr viele Informationen festlegen müssen und die Steige-
rung der Qualitätssicherung und Effizienz, die durch Modularisierung erreicht
werden kann, nur noch eingeschränkt vorhanden ist (siehe Abb. 21 links) [138].
5.1.3 Ansätze modularer Planung
Die Modularisierung für die Planung von chemischen Anlagen kann auf verschie-
dene Weise erfolgen. Drei unterschiedliche Ansätze werden im Folgenden kurz
erläutert.
Starres „Baukastenprinzip“
Ein starres Baukastenprinzip führt bei konsequenter Durchführung zur Bereitstel-
lung und Verwendung fixer Planungseinheiten. Sie erfahren in der Regel im Ver-
lauf der Planung keine Veränderung, werden aber mit einem hohen Detaillie-
rungsgrad nach ihrer Auswahl spezifiziert. Dabei führt eine Bestimmung von Pa-
rametern (z. B. Werkstoff) nicht zu einer Änderung der funktionalen und örtli-
chen Struktur (Verrohrung, Anordnung der Armaturen etc.).
Dieses Konzept erfordert einen hohen Abstimmungs- und Pflegeaufwand, ermög-
licht aber eine umfassende Standardisierung. Es bietet allerdings einen einge-
schränkten Flexibilisierungsgrad (siehe auch Abb. 21).
Parametrisierbare Module
Ein flexibleres Konzept stellt die Verwendung von parametrisierbaren Module
dar. Parametrisierung bedeutet neben Parametern wie Werkstoff auch eine pa-
rametrisierbare Anpassung von funktionellen und örtlichen Strukturen, wie z. B.
Anordnung und Umfang der Nahverrohrung einer Pumpengruppe. Ein Bearbei-
tungskonzept mit Automatisierungselementen kann den Nutzer bei der Bearbei-
tung unterstützen. Grundlage für dieses Konzept können starre Module auf einer
tieferen Ebene sein, die dem Bearbeiter erlauben, auf höheren Ebenen flexibel
auf die gegebenen Bedürfnisse zu reagieren.
Durch diese Vorgehensweise lässt sich die Anzahl der vorgegebenen Module
stark reduzieren. Die Flexibilität der Bearbeitung erhöht sich wesentlich (siehe
Abb. 21).
Wissensbasierte Modularisierung
Ein weiterer Ansatz der Modularisierung ist ein auf eine Wissensbasis gestützter
und automatisierter Aufbau einer Planungseinheit (siehe Abb. 22) [11]. Als Bei-
spiel dient die Funktionsplanung einer Pumpengruppe auf Basis per Anwender-
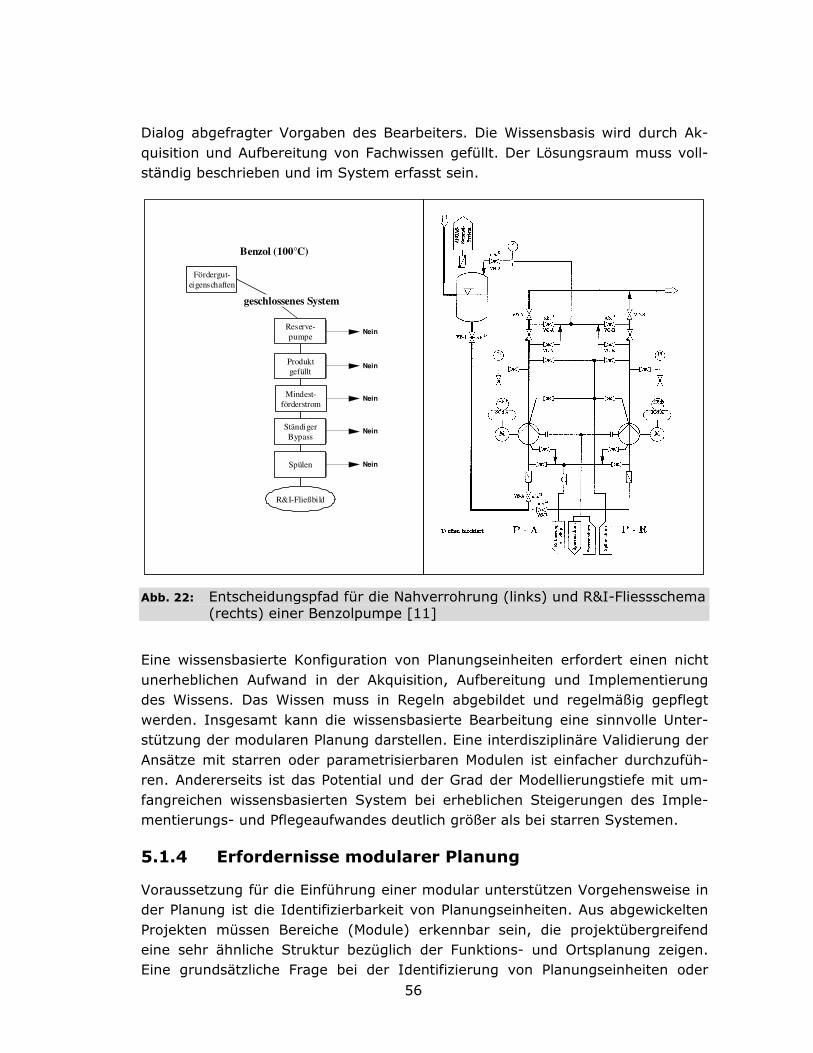
56
Dialog abgefragter Vorgaben des Bearbeiters. Die Wissensbasis wird durch Ak-
quisition und Aufbereitung von Fachwissen gefüllt. Der Lösungsraum muss voll-
ständig beschrieben und im System erfasst sein.
Eine wissensbasierte Konfiguration von Planungseinheiten erfordert einen nicht
unerheblichen Aufwand in der Akquisition, Aufbereitung und Implementierung
des Wissens. Das Wissen muss in Regeln abgebildet und regelmäßig gepflegt
werden. Insgesamt kann die wissensbasierte Bearbeitung eine sinnvolle Unter-
stützung der modularen Planung darstellen. Eine interdisziplinäre Validierung der
Ansätze mit starren oder parametrisierbaren Modulen ist einfacher durchzufüh-
ren. Andererseits ist das Potential und der Grad der Modellierungstiefe mit um-
fangreichen wissensbasierten System bei erheblichen Steigerungen des Imple-
mentierungs- und Pflegeaufwandes deutlich größer als bei starren Systemen.
5.1.4 Erfordernisse modularer Planung
Voraussetzung für die Einführung einer modular unterstützen Vorgehensweise in
der Planung ist die Identifizierbarkeit von Planungseinheiten. Aus abgewickelten
Projekten müssen Bereiche (Module) erkennbar sein, die projektübergreifend
eine sehr ähnliche Struktur bezüglich der Funktions- und Ortsplanung zeigen.
Eine grundsätzliche Frage bei der Identifizierung von Planungseinheiten oder
Fördergut-Eigens chaften
Spülen
ständigerBypass
Mindest-förde rstrom
produktgefüllt
R & I - Fließbild
geschlossenes System
Nein
Nein
Nein
Benzol (100 ����C)
Reserve-pumpe
Nein
Nein
Fördergut-eigenschaften
Reserve-pumpe
Produktgefüllt
Mindest-förderstrom
StändigerBypass
Spülen
R&I-Fließbild
Benzol (100°C)
geschlossenes System
Fördergut-Eigens chaften
Spülen
ständigerBypass
Mindest-förde rstrom
produktgefüllt
R & I - Fließbild
geschlossenes System
Nein
Nein
Nein
Benzol (100 ����C)
Reserve-pumpe
Nein
Nein
Fördergut-eigenschaften
Reserve-pumpe
Produktgefüllt
Mindest-förderstrom
StändigerBypass
Spülen
R&I-Fließbild
Benzol (100°C)
geschlossenes System
Abb. 22: Entscheidungspfad für die Nahverrohrung (links) und R&I-Fliessschema (rechts) einer Benzolpumpe [11]

57
-modulen ist der Aufbau und die Abgrenzung der Module. Um hieraus Planungs-
einheiten zu entwickeln, muss eine in weiten Bereichen bestehende Wiederver-
wendbarkeit dieser Einheiten sichergestellt werden.
Standardisierung
Erfolgt die modulare Planung auf der Basis fest definierter Module (siehe Ab-
schnitt 5.1.3), muss die Standardisierbarkeit von identifizierten Planungseinhei-
ten gegeben sein. Deutliche projektabhängige Differenzen innerhalb eines Mo-
duls müssen sich in diesem Zusammenhang als nicht zwingend hinderlich bei der
Modularisierung erweisen. Es muss vielmehr ermittelt werden, ob eine Standard-
Planungseinheit an entsprechender Stelle hätte eingesetzt werden können. Die
Standardisierbarkeit ist eine strengere Forderung als allein die nach der Wieder-
verwendbarkeit. Die beschriebenen Aspekte der Qualitätssicherung und der ver-
stärkten Vorausplanung sind nur im Zusammenhang mit der Standardisierung
gültig.
Dabei kann es erforderlich sein, mehrere Module für einen Anwendungsbereich
zu erstellen, um verschiedenen Randbedingungen gerecht zu werden. Die Anzahl
der Planungseinheiten sollte nicht beliebig groß, sonst wird der angestrebte Ef-
fekt der Effizienzsteigerung ins Gegenteil verkehrt. Dies ist dann der Fall, wenn
von einem großen Anteil von "Spezialfällen" ausgegangen werden muss, die ei-
nen eigenen "Standard" erfordern. Voraussetzung für ein vertretbares Auf-
wand/Nutzen-Verhältnis bezüglich einer einzelnen Planungseinheit ist, dass diese
hinreichend oft eingesetzt wird, idealerweise mehrfach in einem Projekt.
Die Standardisierbarkeit und die anschließende Standardisierung von Planungs-
einheiten sowie damit im Zusammenhang stehende Faktoren müssen interdiszi-
plinär erarbeitet werden. Potentielle Standard-Module werden interdisziplinär dis-
kutiert und nach prototypischer Erstellung unter den jeweils unterschiedlichen
Beurteilungskriterien getestet. Diese Tests bieten die Grundlage für die Entschei-
dung, ob eine vertretbare Anzahl an Standards gefunden werden kann, die einen
hinreichend großen Anteil der Anwendungsfälle abdeckt.
Es ist bereits deutlich geworden, dass die Erfahrung der Fachkräfte in der Pla-
nung auf effektive Art verarbeitet werden müssen, um eine hinreichend gute Be-
urteilungsbasis zu schaffen. Es sind u. a. auch Erfahrungen aus dem Bereich der
Inbetriebnahme, der Wartung und Instandhaltung und des Betriebes wichtig.
Dabei gibt es für verschiedene Anwender unterschiedlich große Schwierigkeiten,
Informationen zu erhalten. Betreiber, insbesondere wenn sie sich eines General-
unternehmers bedienen, werden Schwierigkeiten bekommen, auf Seiten der
Funktionsplanung Standards zu schaffen. Anlagenbauer dagegen haben Schwie-
rigkeiten, Erfahrungen aus Betrieb und Instandhaltung in die Standardisierung
einfließen zu lassen [19]. Die besten Voraussetzungen für eine durchgängige
58
Standardisierung haben Unternehmen, die neben dem Kerngeschäftes des
Betreibens von Anlagen eine hinreichend große Kapazität an Ingenieurpersonal
aufweisen können und einen hinreichend großen Anteil der anfallenden Pla-
nungsarbeiten in Eigenregie erledigen. Im Allgemeinen sollte aus Gründen der
stärkeren Berücksichtigung und der Betrachtung des Lebenszyklus und dessen
Kosten einer Anlage in allen Unternehmen und Bereichen darauf geachtet wer-
den, dass Informationen aus Inbetriebnahme und Betrieb an die Planer zurück-
fließen, und die Planer die notwendigen Schlüsse daraus ziehen. Die Informatio-
nen und die Auswirkungen auf die Gesamtwirtschaftlichkeit sind zu dokumentie-
ren, da die Problematik der Gesamtwirtschaftlichkeit auf längere Sicht oft unter-
schätzt wird (siehe Kap. 4).
Äußere Faktoren
In der Planung spielen auch äußere Faktoren eine Rolle, wie z. B. Kundenwün-
sche oder geänderte gesetzliche Bestimmungen. Die aufzustellenden Planungs-
einheiten betreffend muss sichergestellt werden, dass diese Faktoren im Konzept
ausreichend berücksichtigt werden können. Es muss also ggf. eine minimale Fle-
xibilität für die Bearbeitung der Planungseinheiten gesichert sein. Diese kann im
Einzelfall dem Konzept zuwider laufen. Beispielsweise widerspricht das Zulassen
von strukturellen Änderungen an einer Planungseinheit (wie das Entfernen von
Komponenten) dem Gedanken der Qualitätssicherung. Die Erstellung einer Stan-
dard-Planungseinheit kann äußere Faktoren nur bis zu einem gewissen Grad be-
rücksichtigen. Eine Standard-Planungseinheit muss eine Bandbreite von Randbe-
dingungen innerhalb des vorgesehenen Einsatzbereiches abdecken. Unter Um-
ständen ist sie, z. B. bezüglich der Statik, gemessen an den von außen auf das
System einwirkenden Kräften, mit großen Reserven ausgestattet. D. h. die Be-
lastbarkeit ist sehr viel größer als die aufgrund der Randbedingungen tatsächlich
auftretenden Belastungen. Da der umgekehrte Fall nicht auftreten darf, muss die
Möglichkeit einer großzügigen Auslegung berücksichtigt werden. Die möglicher-
weise entstehenden Mehrkosten werden durch Einsparungen bei Planung und
Beschaffung kompensiert.
Transparenz der Entwicklung
Die Entwicklung von Planungsstandards hat nicht den Sinn, die Anforderungen
an die Kompetenz von Fachkräften zu reduzieren. D. h., es wird nicht ange-
strebt, die eigentliche Planungseinheit auf ein unkritisches "Knöpfchen drücken"
zu beschränken. Die Verwendung von Planungsstandards muss sorgfältig und
problemorientiert erfolgen. Darüber hinaus muss, auch wenn die Voraussetzun-
gen für eine Standardisierbarkeit von Planungseinheiten geprüft und die Entwick-
lung sorgfältig durchgeführt wurde, mit Situationen gerechnet werden, die den
Einsatz eines Planungsstandards in Frage stellen. Um die kritische Beurteilung
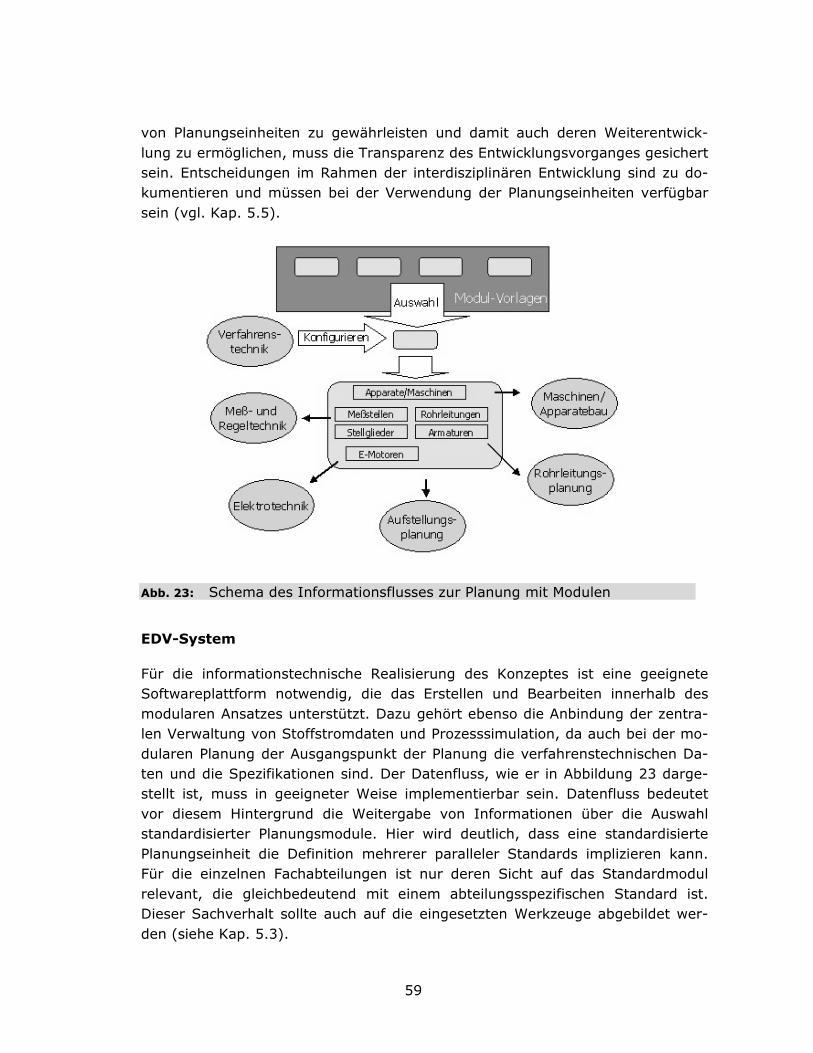
59
von Planungseinheiten zu gewährleisten und damit auch deren Weiterentwick-
lung zu ermöglichen, muss die Transparenz des Entwicklungsvorganges gesichert
sein. Entscheidungen im Rahmen der interdisziplinären Entwicklung sind zu do-
kumentieren und müssen bei der Verwendung der Planungseinheiten verfügbar
sein (vgl. Kap. 5.5).
EDV-System
Für die informationstechnische Realisierung des Konzeptes ist eine geeignete
Softwareplattform notwendig, die das Erstellen und Bearbeiten innerhalb des
modularen Ansatzes unterstützt. Dazu gehört ebenso die Anbindung der zentra-
len Verwaltung von Stoffstromdaten und Prozesssimulation, da auch bei der mo-
dularen Planung der Ausgangspunkt der Planung die verfahrenstechnischen Da-
ten und die Spezifikationen sind. Der Datenfluss, wie er in Abbildung 23 darge-
stellt ist, muss in geeigneter Weise implementierbar sein. Datenfluss bedeutet
vor diesem Hintergrund die Weitergabe von Informationen über die Auswahl
standardisierter Planungsmodule. Hier wird deutlich, dass eine standardisierte
Planungseinheit die Definition mehrerer paralleler Standards implizieren kann.
Für die einzelnen Fachabteilungen ist nur deren Sicht auf das Standardmodul
relevant, die gleichbedeutend mit einem abteilungsspezifischen Standard ist.
Dieser Sachverhalt sollte auch auf die eingesetzten Werkzeuge abgebildet wer-
den (siehe Kap. 5.3).
Abb. 23: Schema des Informationsflusses zur Planung mit Modulen
60
5.1.5 Ziele modularer Planung
Folgende Ziele werden Rahmen des modularen Ansatzes angestrebt:
• das Bereitstellen wiederverwendbarer Planungsmodule
• die Implementierung von Planungsstandards
• das modulare Verknüpfen von Informationen, die für diverse Entschei-
dungsfindungen (Auslegungen, Spezifizierung) maßgeblich sind
Abbildung 23 verdeutlicht den Datenfluss, der aus diesem Konzept resultiert. Die
bereitgestellten Planungseinheiten beinhalten jeweils eine Reihe von Daten, die
sich auf die Bestandteile der Module (Planungskomponenten) beziehen. Dies
können Ausrüstungsgegenstände sein, die bis zu einem bestimmten Grad spezi-
fiziert sind (z. B. Absperrarmaturen) oder auch nur die Information über das Vor-
handensein einer Planungskomponente (z. B. ein Antriebsaggregat), die noch
spezifiziert werden muss. Wie weit die Vorabspezifikation der Planungskompo-
nenten geht, ist von dem der Planungseinheit zugrunde liegenden Planungsstan-
dard abhängig. Durch die Auswahl und ggf. Konfigurierung des Moduls werden
Informationen und Daten für die verschiedenen Abteilungen bzw. Fachdisziplinen
erzeugt und die weitere Bearbeitung angestoßen. Im günstigsten Fall ist eine
Planungskomponente innerhalb eines Moduls vollständig spezifiziert, so dass die
folgende Bearbeitung in der Abwicklung der Anfrage bei den in Frage kommen-
den Lieferanten besteht. Dies wird in dieser extremen Form nicht für sämtliche
Planungskomponenten realisierbar sein.
Ziel ist es, einen möglichst großen Teil von Daten innerhalb der Planungseinhei-
ten festzulegen, um die anschließende Bearbeitung so weit wie möglich zu redu-
zieren. Dabei sollte die Anzahl der bereitzustellenden Module möglichst minimal
sein, um den administrativen Aufwand für die Erstellung der Module zu reduzie-
ren. Vereinfacht bedeutet dies, ein minimale Anzahl an Planungsmodulen bei ei-
ner maximalen Anzahl der spezifizierten Vorgabedaten. Dieser Sachverhalt ist in
Abbildung 24 verdeutlicht.
Wie in Abbildung 21 dargestellt gibt es einen Zusammenhang zwischen Anzahl
der Planungsmodule und der Anzahl der spezifizierten Vorgabedaten. Je höher
der Anteil der Vorgabedaten an dem gesamten, das Modul umfassenden, Pla-
nungsdatensatzes ist, desto höher ist die Anzahl der Module.
Planungseinheiten können nicht unmittelbar aus dem bestehenden Datenbestand
erzeugt werden. Sie müssen im Rahmen firmeninterner Planungsstandards ver-
wirklicht werden. Eine standardisierte Planungseinheit bedingt mehrere Stan-
dards, die sich auf die Arbeit in den verschiedenen Fachdisziplinen beziehen. Die
Bearbeitung der Planungseinheit in den jeweiligen Abteilungen wird durch diese
Standards maßgeblich bestimmt. Das Planungsmodul als Ganzes stellt den best-
möglichen Kompromiss bezüglich der fachspezifischen Kriterien dar. Ein weiteres
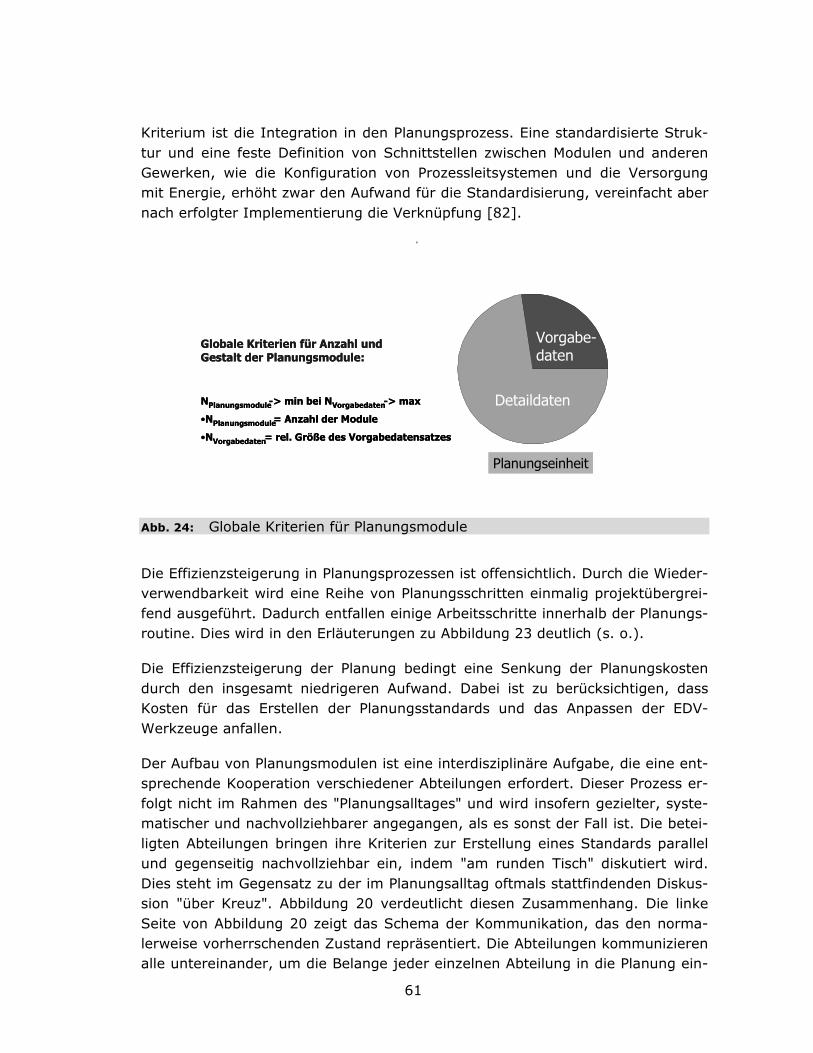
61
Kriterium ist die Integration in den Planungsprozess. Eine standardisierte Struk-
tur und eine feste Definition von Schnittstellen zwischen Modulen und anderen
Gewerken, wie die Konfiguration von Prozessleitsystemen und die Versorgung
mit Energie, erhöht zwar den Aufwand für die Standardisierung, vereinfacht aber
nach erfolgter Implementierung die Verknüpfung [82].
Die Effizienzsteigerung in Planungsprozessen ist offensichtlich. Durch die Wieder-
verwendbarkeit wird eine Reihe von Planungsschritten einmalig projektübergrei-
fend ausgeführt. Dadurch entfallen einige Arbeitsschritte innerhalb der Planungs-
routine. Dies wird in den Erläuterungen zu Abbildung 23 deutlich (s. o.).
Die Effizienzsteigerung der Planung bedingt eine Senkung der Planungskosten
durch den insgesamt niedrigeren Aufwand. Dabei ist zu berücksichtigen, dass
Kosten für das Erstellen der Planungsstandards und das Anpassen der EDV-
Werkzeuge anfallen.
Der Aufbau von Planungsmodulen ist eine interdisziplinäre Aufgabe, die eine ent-
sprechende Kooperation verschiedener Abteilungen erfordert. Dieser Prozess er-
folgt nicht im Rahmen des "Planungsalltages" und wird insofern gezielter, syste-
matischer und nachvollziehbarer angegangen, als es sonst der Fall ist. Die betei-
ligten Abteilungen bringen ihre Kriterien zur Erstellung eines Standards parallel
und gegenseitig nachvollziehbar ein, indem "am runden Tisch" diskutiert wird.
Dies steht im Gegensatz zu der im Planungsalltag oftmals stattfindenden Diskus-
sion "über Kreuz". Abbildung 20 verdeutlicht diesen Zusammenhang. Die linke
Seite von Abbildung 20 zeigt das Schema der Kommunikation, das den norma-
lerweise vorherrschenden Zustand repräsentiert. Die Abteilungen kommunizieren
alle untereinander, um die Belange jeder einzelnen Abteilung in die Planung ein-
Abb. 24: Globale Kriterien für Planungsmodule
Globale Kriterien für Anzahl undGestalt der Planungsmodule:
NPlanungsmodule-> min bei NVorgabedaten-> max
•NPlanungsmodule= Anzahl der Module
•NVorgabedaten= rel. Größe des Vorgabedatensatzes
Detaildaten
Vorgabedaten
Planungseinheit
Vorgabe-daten
Detaildaten
Globale Kriterien für Anzahl undGestalt der Planungsmodule:
NPlanungsmodule-> min bei NVorgabedaten-> max
•NPlanungsmodule= Anzahl der Module
•NVorgabedaten= rel. Größe des Vorgabedatensatzes
Detaildaten
Vorgabedaten
Planungseinheit
Vorgabe-daten
Detaildaten

62
zubringen und mit den Belangen der anderen Abteilungen abzustimmen. Die
rechte Seite von Abbildung 20 schematisiert die Kommunikation für das Erstellen
modularer Standards. Der Punkt symbolisiert den Diskussionsgegenstand, das
Planungsmodul.
Typische Planungsfehler, die eine Folge von Termindruck oder mangelnder Erfah-
rung sind, werden vermieden - sofern die Voraussetzungen für die Standardi-
sierbarkeit voll erfüllt sind (siehe Kap. 5.1.4).
Die modulare Planung bietet ein erhebliches Potential für die Effizienzsteigerung
von Planungsprozessen. Das Erfassen und Verwalten von Planungsdaten und
Zeichnungen sowie automatischen Kontrollroutinen kann blockorientiert und so-
mit wesentlich effektiver angesetzt werden.
5.2 Modularisierung in der chemischen Industrie
Die Modularisierung von chemischen Anlagen kann, wie in allen anderen Berei-
chen auch, auf verschiedenen Ebenen und mit verschiedenen Detaillierungsgra-
den erfolgen [74]. Für die modulare Planung von Chemieanlagen bieten sich,
auch abhängig vom Einsatzzweck und Planungsstand, folgende Modularisie-
rungsebenen an:
• Ausrüstung (z. B. Apparate und Maschinen), siehe Kap. 5.2.1
• Prozessschritte (z. B. Rektifikation, etc.), siehe Kap. 5.2.2
• Teilanlagen (bestehend aus mehreren Ausrüstungs- oder Prozessschritt-
Modulen, z. B. Teilanlage Gasreinigung), siehe Kap. 5.2.3
• Gesamtanlagen (bestehend aus verschiedenen Prozessschritt- oder Teilan-
lagemodulen)
5.2.1 Equipmentmodule
Ein Modul ist die Abbildung eines zusammengefassten Systems von funktionell
und örtlich zusammenhängenden Komponenten. Ausgehend von der Planung
chemischer Anlagen bietet es sich an, auf Basis des grundlegenden verfahrens-
technischen Dokumentes, dem R&I-Fliessschema, die Bestandteile eines typi-
schen Planungsmoduls zu definieren. Innerhalb der Equipmentmodule steht die
Hauptausrüstung im Mittelpunkt. Die Aufteilung erfolgt so, dass nur gleichartige
oder identische, redundante Ausrüstungen in einem Equipmentmodul enthalten
sind. Neben den Elementen der Funktionsplanung bietet die, sich ständig weiter-
entwickelnde, EDV auch die Möglichkeit der übergreifenden Modularisierung im
Ortsbereich. Im Ortsbereich spielen neben den Funktionen auch die örtliche Posi-
tionierung und die Dimensionierung eine entscheidende Rolle. Dazu sind Unter-
suchungen und Festlegungen der Übergabepunkte und des Platzbedarfes not-
wendig (siehe Kap. 5.5.2). Die Zahl der erforderlichen Parameter bzw. die Anzahl

63
der Möglichkeiten für ein funktionelles Planungsmodul wird erhöht. Der Ablauf
während der Planung auf Basis der Planarten für die verschiedenen Planungs-
phasen wird in Abbildung 25 dargestellt.
Die Planungsmodule beinhalten eine Reihe von Daten und Komponenten. Die
Daten beziehen sich in der Regel auf einzelne Komponenten bzw. bilden die Ver-
knüpfung der Komponenten in den abstrakten Bestandteilen. Die Auswahl eines
Planungsmoduls stößt innerhalb des Planungsablaufes eine Reihe von weiteren
Bearbeitungsabschnitten in den Fachabteilungen an.
Planungsmodule sind, wie oben beschrieben, eine Zusammenfassung unter-
schiedlicher Komponenten, die in einem sehr engen Zusammenhang stehen. Je
nach Tiefe und Detaillierung der Modularisierung ist es möglich, dass Elemente,
die in einem Modul die Hauptausrüstung darstellen, in einem anderen Modul zu
den korrespondierenden Komponenten gehören (z. B. Regelventile). Bei der Un-
terteilung von einzelnen Modulen wird sich an den Ausrüstungstypen (z. B. Pum-
pen, Wärmetauscher, Kolonnen, etc.) orientiert. Dabei wird, je nach Ausrüs-
tungstyp, eine weitere Unterteilung in Unterkategorien (z. B. Platten-, Spiral-
Rohrbündelwärmetauscher) vorgenommen. Zusätzliche Planungsmodule, wie für
Regelstationen und Probenahmen, werden dabei berücksichtigt.
Folgende Hauptbestandteile werden in einem Ausrüstungsmodul zusammenge-
fasst (siehe auch Kap. 4.4 ):
• Hauptausrüstung des Moduls (z. B. Pumpen, Behälter, Regelventile, etc.)
• Antriebe (z. B. Motoren für Pumpen, Rührer, etc.)
• Nahverrohrung (inkl. Entleerungen und Bypässen)
• Instrumentierung (Absperrarmaturen, Filter, Rückschlagarmaturen, etc.)
• Messgeräte
• Stellglieder (z. B. Regelventile, Frequenzumrichter)
• Fundamente
• Grundplatten bzw. Unterstützungen, die einem Modul eindeutig zugeord-
net werden können (z. B. Standfüße für Behälter, Zargen für Kolonnen)

64
5.2.2 Prozessmodule
Eine weitere Möglichkeit, Anlagen zu modularisieren, besteht darin, ganze ver-
fahrenstechnische Prozesse (z. B. eine Rektifikation) zu einem Modul zusammen-
zufassen. Dabei kann dies auf verschiedenen Ebenen und in verschiedenen De-
taillierungsgraden, abhängig von der Planart, erfolgen. Anzustreben wäre auch
hier eine durchgängige Planung, von der Prozesssimulation bis zur Aufstellungs-
planung.
Während für Equipmentmodule eine gewisse Standardisierung auch in der
Ortsplanung sinnvoll ist, sollte bei Prozessmodulen hier eine größere Flexibilität
angestrebt werden, da sonst sehr schnell Einschränkungen bei begrenztem Platz-
bedarf oder sich ändernden Platzverhältnissen entstehen.
Die Verwendung von Prozessmodulen ermöglicht eine Effizienzsteigerung der
Kostenschätzungen innerhalb der sehr frühen Planungsphasen, wie der Feasibili-
ty Study (siehe Kap. 4.4).
5.2.3 Teilanlagenmodule
Eine Steigerung der Modularisierung kann durch die Definition von Modulen auf
Basis von ganzen Teilanlagen erreicht werden. Dies ist sicherlich in einem noch
stärkeren Maße von den Prozessen und Anlagen abhängig, als es bei Prozess-
oder Equipmentmodulen der Fall ist.
Beispiele für klassische verfahrenstechnische Anlagen, die mit Teilanlagenmodu-
len in frühen und mittleren Phasen, insbesondere in der Funktionsplanung, be-
plant werden können, sind sicher Reinigungsanlagen, die je nach Schadstoffen
und Anforderungen der Betreiber und Gesetzgeber zusammengestellt werden
SimulationPFD
R&I-Schemata Aufstellung
Abb. 25: Modularisierung einer Pumpe über die verschiedenen Planungsphasen
65
können. Alternativ wäre in einem solchen Fall auch mit Prozessschrittmodulen
eine Planung der Gesamtanlage möglich. Teilanlagenmodule böten aber den Vor-
teil, dass bei der Auswahl einer Reinigungsstufe die entsprechende Regenerati-
onsstufe mit in die Teilanlagenmodule integriert werden kann. So wird sicherge-
stellt, dass die richtigen Prozessschritte ausgewählt werden. Damit wird einer-
seits Know-How sichergestellt, andererseits wird so nicht nur die Prozesssynthe-
se erleichtert, sondern es können auch erhebliche Anteile der Planung standardi-
siert werden. So werden mit der Auswahl der Module z. B. die Maschinen- und
Apparatelisten festgelegt. Auch die Dimensionierung der Ausrüstungen kann da-
durch wesentlich erleichtert werden, da die Zusammenhänge klar definiert sind.
So ist in frühen Phasen, in denen die wesentlichen Weichen für die spätere Anla-
ge gestellt werden, eine effektive und fehlerminimierende Planung möglich. Ein
großer Vorteil einer solchen Arbeitsweise liegt in der Kostenschätzung, die auf
der Basis der generierten Massenauszüge erstellt werden kann (siehe Kap. 4.4).
Die Entwicklung und Anwendung größerer Module ist nur für Prozesse sinnvoll,
die nicht ständig durch neue Verfahren oder den Einsatz neuer Apparate verän-
dert werden. Andererseits bieten sie Raum, innerhalb übergeordneter Sichtwei-
sen, ganze Prozesse durch neue zu ersetzen, ohne die restlichen Teilanlagen ei-
ner Anlage verändern zu müssen.
Schwierigkeiten, die Effizienzsteigerung zu messen, sind vorhanden, da nicht nur
die eingesparten Stunden beim erstmaligen modularen Planen einer Anlage ein-
bezogen werden dürfen, sondern auch Effekte der Fehlerreduzierung, die sich
erst in späteren Planungsphasen und im Betrieb auswirken, berücksichtigt wer-
den müssen. Ein zusätzlicher Effekt durch Standardisierung ist bei der Beschaf-
fung erzielbar. Durch die Nutzung standardisierter Apparate lassen sich Investiti-
ons- und Instandhaltungskosten einsparen. Standardapparate sind wesentlich
günstiger als Sonderapparate, insbesondere wenn die Stückzahlen entsprechend
hoch sind, so dass mit steigenden Mengenrabatten zu rechnen ist (siehe Kap.
4.9). Gleichzeitig ist die Beschaffung von Ersatzteilen wesentlich einfacher und
damit günstiger.
Innerhalb des hier vorgestellten Ansatzes wurden Planungsmodule verschiedener
Tiefe definiert. Für sehr frühe Konzeptphasen stehen dem Anwender verschiede-
ne Prozessmodule zur Verfügung. Für die späteren Phasen und als Basis für die
Kostenschätzung wurden verschiedene Equipmentmodule definiert und in das
System implementiert (siehe Anhang III Beispiele für R&I-Equipmentmodule).
Daneben wurden Module entwickelt, die lediglich für die Verwendung im dreidi-
mensionalen Raum als Basis für die Kostenschätzung gedacht sind. Hier wären
die Rohrbrücken- und Stahlbaumodule zu nennen (siehe Kap. 6.4.1).

66
5.3 Objektorientierte Planung
Da der hier vorgestellte Lösungsansatz zur Kostenschätzung in frühen Pla-
nungsphasen wesentlich von den Elementen der objektorientierten Planung ins-
besondere bei der Datenmodellierung und Abbildung der Anlagen und Planungs-
objekte bestimmt ist, wird im Folgenden kurz auf die Grundlagen der Objektmo-
dellierung eingegangen.
5.3.1 Grundlagen der Objektmodellierung
Objektorientierte Ansätze zeichnen sich in der Regel durch deutlich effizientere
Wartungs- und Erweiterungsmöglichkeiten und durch eine Durchgängigkeit des
Entwicklungsprozesses von Analyse über Entwicklung bis zur Implementierung
aus. Dies wird durch das zugrunde liegende Klassenkonzept erreicht. Zwei we-
sentliche Merkmale sind dafür entscheidend:
• das Kapselungsprinzip
• das Vererbungsprinzip, welches in der hierarchischen Struktur verankert ist
Ein zusätzlicher Faktor, der objektorientierte Ansätze auszeichnet, ist, dass das
System ein statisches und ein dynamisches Modell besitzt. Dabei beschreibt das
statische Modell die statische Struktur des Systems. Darunter sind der Aufbau
und die Klassifizierung der Komponenten und die Definition der Beziehungen der
Komponenten zu verstehen. Die dynamische Struktur stellt dagegen das dyna-
mische Zusammenwirken der Komponenten dar. Eine Unterscheidung der Struk-
Abb. 26: Datenmanagement eines kommerziellen objektorientierten Werkzeugs (ComosPT)
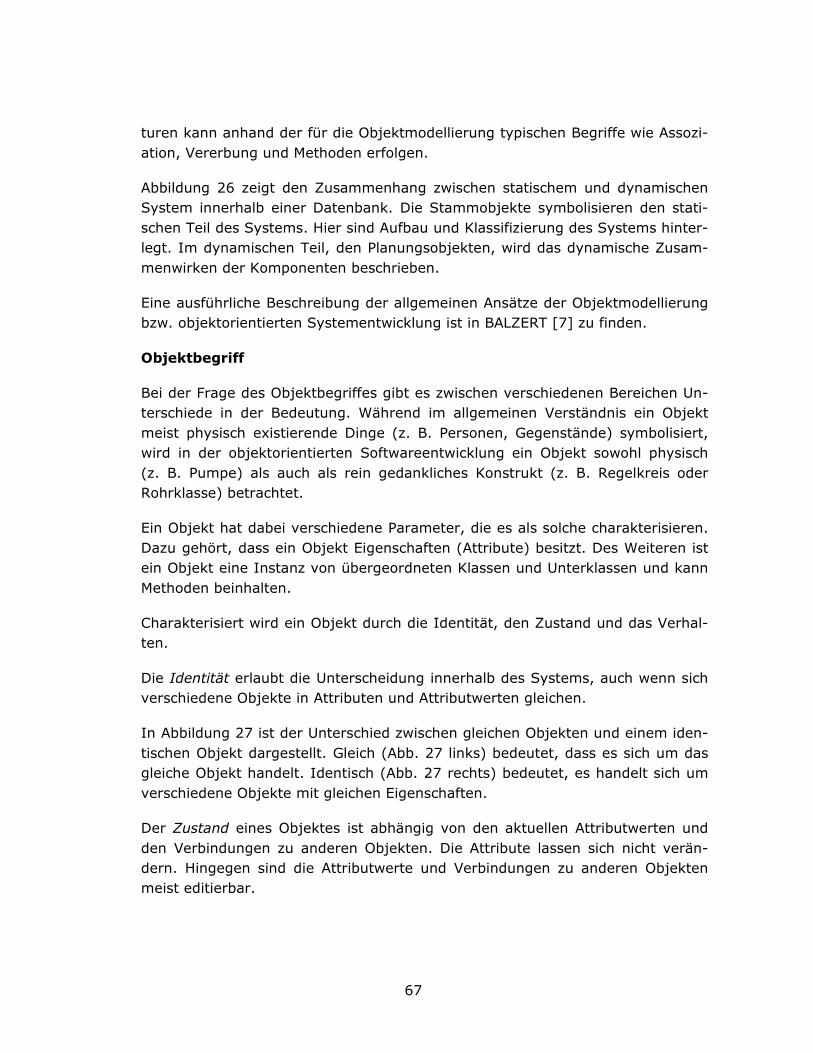
67
turen kann anhand der für die Objektmodellierung typischen Begriffe wie Assozi-
ation, Vererbung und Methoden erfolgen.
Abbildung 26 zeigt den Zusammenhang zwischen statischem und dynamischen
System innerhalb einer Datenbank. Die Stammobjekte symbolisieren den stati-
schen Teil des Systems. Hier sind Aufbau und Klassifizierung des Systems hinter-
legt. Im dynamischen Teil, den Planungsobjekten, wird das dynamische Zusam-
menwirken der Komponenten beschrieben.
Eine ausführliche Beschreibung der allgemeinen Ansätze der Objektmodellierung
bzw. objektorientierten Systementwicklung ist in BALZERT [7] zu finden.
Objektbegriff
Bei der Frage des Objektbegriffes gibt es zwischen verschiedenen Bereichen Un-
terschiede in der Bedeutung. Während im allgemeinen Verständnis ein Objekt
meist physisch existierende Dinge (z. B. Personen, Gegenstände) symbolisiert,
wird in der objektorientierten Softwareentwicklung ein Objekt sowohl physisch
(z. B. Pumpe) als auch als rein gedankliches Konstrukt (z. B. Regelkreis oder
Rohrklasse) betrachtet.
Ein Objekt hat dabei verschiedene Parameter, die es als solche charakterisieren.
Dazu gehört, dass ein Objekt Eigenschaften (Attribute) besitzt. Des Weiteren ist
ein Objekt eine Instanz von übergeordneten Klassen und Unterklassen und kann
Methoden beinhalten.
Charakterisiert wird ein Objekt durch die Identität, den Zustand und das Verhal-
ten.
Die Identität erlaubt die Unterscheidung innerhalb des Systems, auch wenn sich
verschiedene Objekte in Attributen und Attributwerten gleichen.
In Abbildung 27 ist der Unterschied zwischen gleichen Objekten und einem iden-
tischen Objekt dargestellt. Gleich (Abb. 27 links) bedeutet, dass es sich um das
gleiche Objekt handelt. Identisch (Abb. 27 rechts) bedeutet, es handelt sich um
verschiedene Objekte mit gleichen Eigenschaften.
Der Zustand eines Objektes ist abhängig von den aktuellen Attributwerten und
den Verbindungen zu anderen Objekten. Die Attribute lassen sich nicht verän-
dern. Hingegen sind die Attributwerte und Verbindungen zu anderen Objekten
meist editierbar.
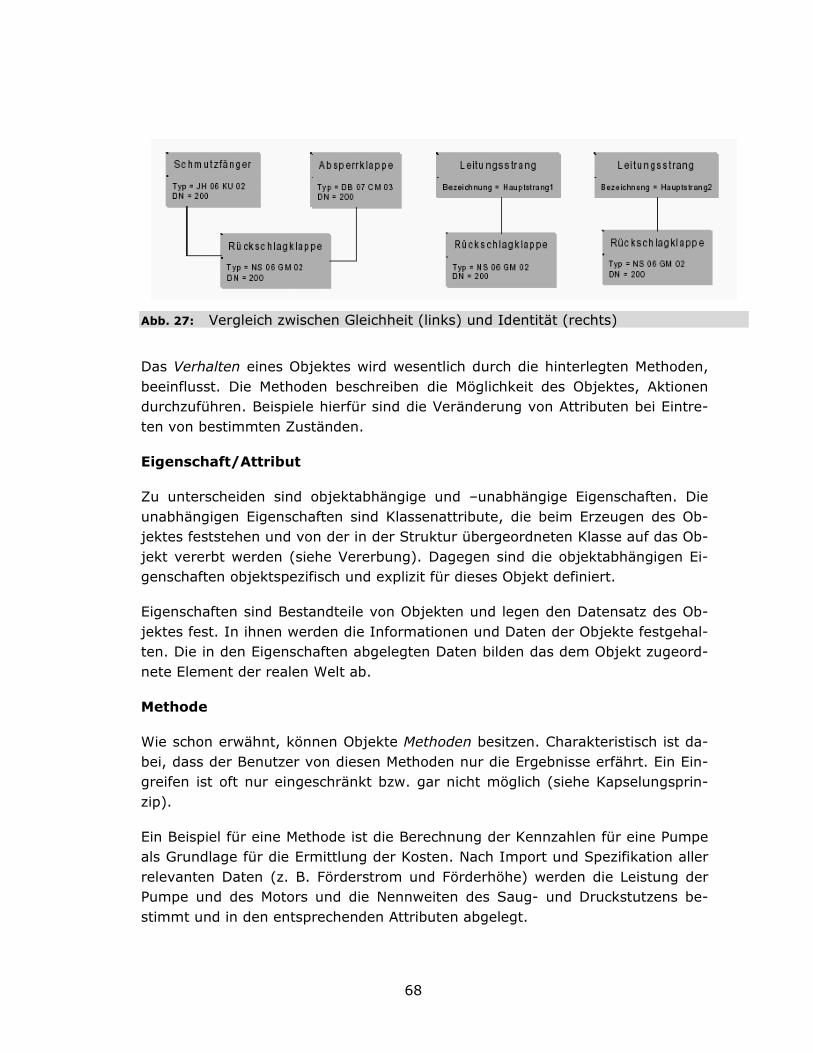
68
Das Verhalten eines Objektes wird wesentlich durch die hinterlegten Methoden,
beeinflusst. Die Methoden beschreiben die Möglichkeit des Objektes, Aktionen
durchzuführen. Beispiele hierfür sind die Veränderung von Attributen bei Eintre-
ten von bestimmten Zuständen.
Eigenschaft/Attribut
Zu unterscheiden sind objektabhängige und –unabhängige Eigenschaften. Die
unabhängigen Eigenschaften sind Klassenattribute, die beim Erzeugen des Ob-
jektes feststehen und von der in der Struktur übergeordneten Klasse auf das Ob-
jekt vererbt werden (siehe Vererbung). Dagegen sind die objektabhängigen Ei-
genschaften objektspezifisch und explizit für dieses Objekt definiert.
Eigenschaften sind Bestandteile von Objekten und legen den Datensatz des Ob-
jektes fest. In ihnen werden die Informationen und Daten der Objekte festgehal-
ten. Die in den Eigenschaften abgelegten Daten bilden das dem Objekt zugeord-
nete Element der realen Welt ab.
Methode
Wie schon erwähnt, können Objekte Methoden besitzen. Charakteristisch ist da-
bei, dass der Benutzer von diesen Methoden nur die Ergebnisse erfährt. Ein Ein-
greifen ist oft nur eingeschränkt bzw. gar nicht möglich (siehe Kapselungsprin-
zip).
Ein Beispiel für eine Methode ist die Berechnung der Kennzahlen für eine Pumpe
als Grundlage für die Ermittlung der Kosten. Nach Import und Spezifikation aller
relevanten Daten (z. B. Förderstrom und Förderhöhe) werden die Leistung der
Pumpe und des Motors und die Nennweiten des Saug- und Druckstutzens be-
stimmt und in den entsprechenden Attributen abgelegt.
Abb. 27: Vergleich zwischen Gleichheit (links) und Identität (rechts)

69
Klassen
Wesentliche Faktoren der Objektmodellierung sind die hierarchische Struktur und
die darauf aufbauende Gliederung des Systems in Klassen. Klassen bestimmen
im Regelfall die Methoden, Eigenschaften und Beziehungen der erzeugten Objek-
te. Von Klassen geerbte Eigenschaften werden als Klassenattribute bezeichnet.
Diese Attribute haben alle zu der Klasse gehörenden Objekte. Klassen können
ebenso wie Objekte von übergeordneten Klassen Eigenschaften und Methoden
erben. Aus diesem Grund wird innerhalb der Struktur von Unterklassen gespro-
chen.
Neben den beschriebenen Klassen gibt es auch abstrakte Klassen. Diese sind le-
diglich für die übergeordnete Strukturierung der Vererbungsstruktur (s. u.) von
Bedeutung, legen aber die gemeinsamen Eigenschaften von abgeleiteten Klassen
fest. Die Abbildung des Anlagenkennzeichnungssystem (AKZ) ist eine solche Ver-
erbungsstruktur. Es bietet die Möglichkeit, Projekte strukturiert und für jeden
klar verständlich nach einem definierten System abzulegen.
Für den hier vorgestellten Lösungsansatz wurde ein vorhandenes AKZ verwendet
und erweitert. Dazu wurden unterhalb der eigentlichen Planungsobjekte zusätzli-
che Klassen und Objekte für die Modularisierung definiert.
Die erstellten Module zeichnen sich ebenfalls durch eine hierarchische Struktur
aus (siehe Abb. 28). Die modulübergreifenden Methoden, z. B. für die Zuweisung
der Rohrklassen (siehe Abb. 30), sind an dieses Klassenobjekt gebunden. Zur
Erhöhung der Transparenz wurden Unterklassen eingeführt.
Abb. 28: Klassenhierarchie der Planungsmodule
Pumpenmodul
Klasse Unterklassen
Apparate
Armaturen
Rohrleitungen
Objekte
Pumpe 1
Pumpe 2
Ventil 1
…
…
…
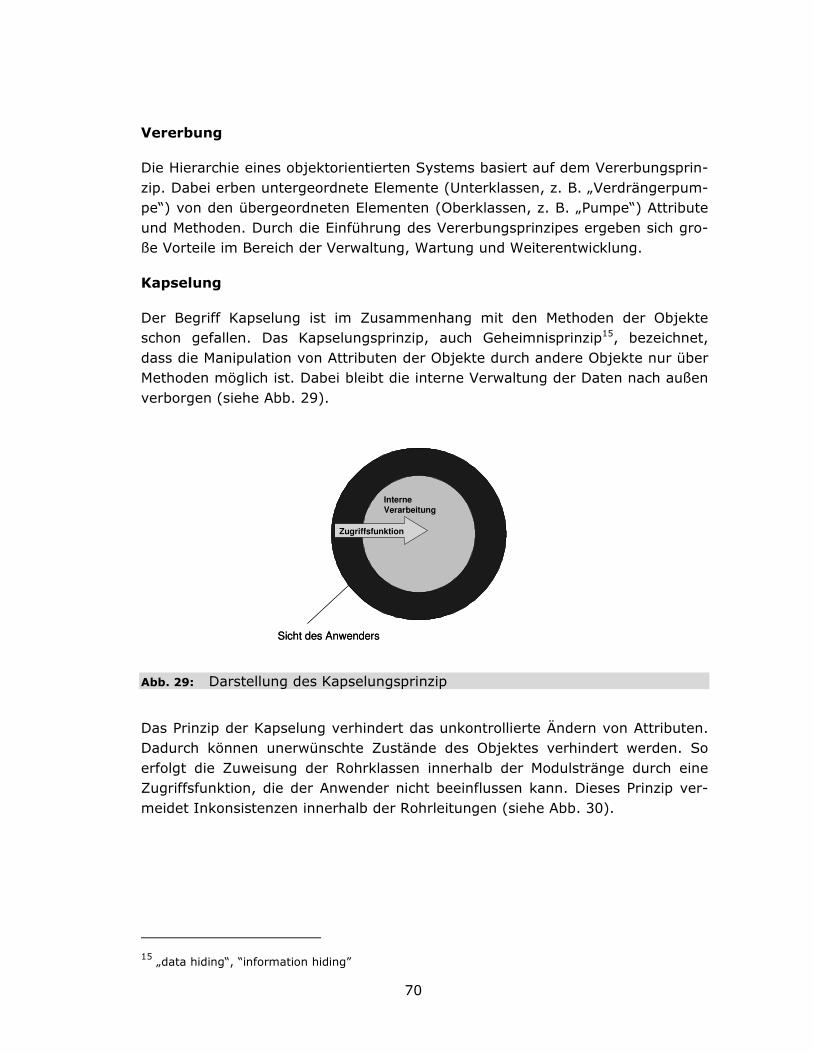
70
Vererbung
Die Hierarchie eines objektorientierten Systems basiert auf dem Vererbungsprin-
zip. Dabei erben untergeordnete Elemente (Unterklassen, z. B. „Verdrängerpum-
pe“) von den übergeordneten Elementen (Oberklassen, z. B. „Pumpe“) Attribute
und Methoden. Durch die Einführung des Vererbungsprinzipes ergeben sich gro-
ße Vorteile im Bereich der Verwaltung, Wartung und Weiterentwicklung.
Kapselung
Der Begriff Kapselung ist im Zusammenhang mit den Methoden der Objekte
schon gefallen. Das Kapselungsprinzip, auch Geheimnisprinzip15, bezeichnet,
dass die Manipulation von Attributen der Objekte durch andere Objekte nur über
Methoden möglich ist. Dabei bleibt die interne Verwaltung der Daten nach außen
verborgen (siehe Abb. 29).
Das Prinzip der Kapselung verhindert das unkontrollierte Ändern von Attributen.
Dadurch können unerwünschte Zustände des Objektes verhindert werden. So
erfolgt die Zuweisung der Rohrklassen innerhalb der Modulstränge durch eine
Zugriffsfunktion, die der Anwender nicht beeinflussen kann. Dieses Prinzip ver-
meidet Inkonsistenzen innerhalb der Rohrleitungen (siehe Abb. 30).
15 „data hiding“, “information hiding”
Interne Verarbeitung
Sicht des Anwenders
Zugriffsfunktion
Interne Verarbeitung
Sicht des Anwenders
Zugriffsfunktion
Abb. 29: Darstellung des Kapselungsprinzip
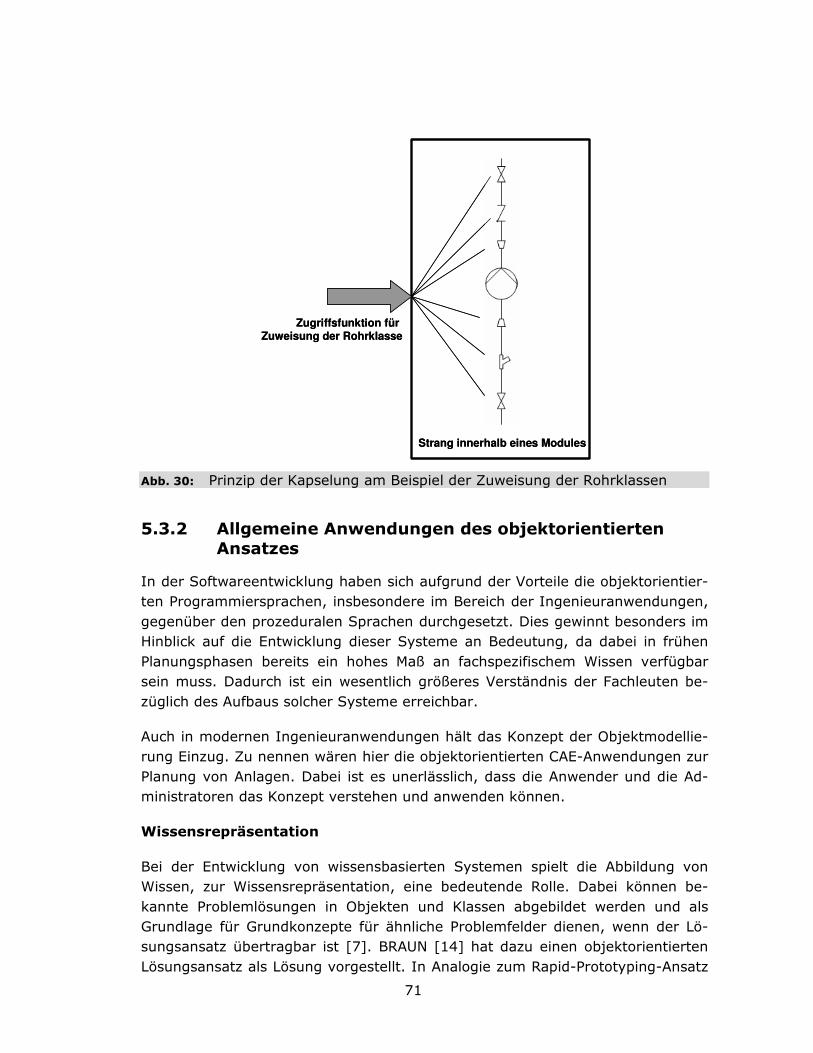
71
5.3.2 Allgemeine Anwendungen des objektorientierten Ansatzes
In der Softwareentwicklung haben sich aufgrund der Vorteile die objektorientier-
ten Programmiersprachen, insbesondere im Bereich der Ingenieuranwendungen,
gegenüber den prozeduralen Sprachen durchgesetzt. Dies gewinnt besonders im
Hinblick auf die Entwicklung dieser Systeme an Bedeutung, da dabei in frühen
Planungsphasen bereits ein hohes Maß an fachspezifischem Wissen verfügbar
sein muss. Dadurch ist ein wesentlich größeres Verständnis der Fachleuten be-
züglich des Aufbaus solcher Systeme erreichbar.
Auch in modernen Ingenieuranwendungen hält das Konzept der Objektmodellie-
rung Einzug. Zu nennen wären hier die objektorientierten CAE-Anwendungen zur
Planung von Anlagen. Dabei ist es unerlässlich, dass die Anwender und die Ad-
ministratoren das Konzept verstehen und anwenden können.
Wissensrepräsentation
Bei der Entwicklung von wissensbasierten Systemen spielt die Abbildung von
Wissen, zur Wissensrepräsentation, eine bedeutende Rolle. Dabei können be-
kannte Problemlösungen in Objekten und Klassen abgebildet werden und als
Grundlage für Grundkonzepte für ähnliche Problemfelder dienen, wenn der Lö-
sungsansatz übertragbar ist [7]. BRAUN [14] hat dazu einen objektorientierten
Lösungsansatz als Lösung vorgestellt. In Analogie zum Rapid-Prototyping-Ansatz
Strang innerhalb eines Modules
Zugriffsfunktion für Zuweisung der Rohrklasse
Strang innerhalb eines Modules
Zugriffsfunktion für Zuweisung der Rohrklasse
Abb. 30: Prinzip der Kapselung am Beispiel der Zuweisung der Rohrklassen
72
wird eine Vorstrukturierung und Systematisierung von Wissen vorgeschlagen und
angewandt. Objektorientierte Ansätze bieten den Vorteil der Strukturerhaltung in
der Entwicklung und der Ganzheitlichkeit des Entwicklungsprozesses. Folgende
Merkmale sind hervorzuheben:
• Integrität und Konsistenz von Faktenwissen durch Kapselung
• Vermeidung von Redundanzen durch Vererbung
• Formalisierung des Expertenwissens durch Polymorphie
• Repräsentation von kontextsensitivem Objektwissen durch Assoziationen
• Abbildung von dynamischem Verhalten durch Bindung der Methoden an
Objekte
Die innerhalb des hier vorgestellten Lösungsansatzes vorgestellte Modularisie-
rung von Chemieanlagen ist ein solches Konzept (siehe Kap. 5.3.3). Hier werden
bekannte Lösungen aufbereitet und für spätere Anwendungen zur Verfügung ge-
stellt.
5.3.3 Objektorientierte Ansätze für die modulare Planung
Besonders wichtig bei der Verknüpfung der modularen Planung mit dem objekt-
orientierten Ansatz sind folgende Punkte:
• die Grundkonzepte des objektorientierten Ansatzes führen direkt zu einem
modularen Aufbau von Lösungen
• modulare Planungsansätze müssen in ein Gesamtkonzept eingebunden
werden, das die technische Entwicklung von Planungseinheiten sowie die
Anpassung und Entwicklung von EDV-Werkzeugen (und deren Zusammen-
spiel) integriert
Der objektorientierte Ansatz basiert auf der Definition von Klassen, die für ihre
Objekte das Verhalten, die Struktur und die Beziehungen untereinander vorge-
ben. Dieser Ansatz, gekoppelt mit dem Prinzip der Kapselung von Daten und Me-
thoden und dem Vererbungsprinzip führt zu einer modularen Struktur von Prob-
lemlösungen in Form von Programmen, Datenbankanwendungen, etc. Dies ver-
deutlicht u. a. das Beispiel aus Kap. 5.3.1.
Durch die Kopplung von Daten und Methoden entsteht ein modulares Konzept, in
dem z. B. die Operation "Gesamtdruckverlust berechnen" in den Elementen eines
Moduls (in diesem Fall eines Leitungsstranges) ausgeführt wird. Der übliche pro-
zedurale Ansatz für eine Druckverlustberechnung würde von einer zentralen Ver-
waltung von Parametern und Berechnungsroutinen ausgehen, die für die Berech-
nung Daten aus dem Leitungsstrang erhält.
Wie schon angemerkt bieten objektorientierte Ansätze eine durchgängige Sys-
tementwicklung von der Analyse über den Entwurf bis zur Implementierung. Da-
bei stehen Werkzeuge zur Verfügung, um Lösungen aus verschiedenen Sichten
73
zu dokumentieren (statische und dynamische Sichten). Fachkräfte aus der Pla-
nung können ihren Know-How-Beitrag in der Dokumentation wiederfinden, und
EDV-Entwickler haben eine Grundlage, um die dokumentierten Lösungen umzu-
setzen. Neben der technischen Machbarkeit dieses Konzeptes ist die Kommunika-
tion zwischen Fachkräften der Anlagenplanung und der EDV-Entwicklung von
zentraler Bedeutung, um die Risiken und Probleme bei der Entwicklung von
Standards zu verringern und zu minimieren. Das Ziel des objektorientierten An-
satzes kann nicht nur die ausschließliche Datenmodellierung von technischen
Prozessen sein [89].
Schließlich wird der schon angesprochene Prozess der Auslagerung von Entschei-
dungsprozessen und das Binden dieser Prozesse an Planungsdaten durch objekt-
orientierte Grundkonzepte gestützt. Als Beispiel dient hier die Implementierung
des Rohrklassenkonzeptes. Die Auswahl bzw. Spezifikation von Rohrleitungstei-
len innerhalb eines Leitungsstranges ist gekoppelt an das Medium und die Druck-
stufe. Wie diese Auswahl erfolgen soll, wird zentral, losgelöst vom Planungspro-
zess, entschieden. Wenn diese Auswahl für die bearbeitende Fachkraft nicht zu-
friedenstellend durchgeführt wird (z.B. da eine Armatur bestimmten Typs für die
entsprechende Nennweite und Rohrklasse nicht verfügbar ist), sind ggf. konzep-
tionelle Änderungen erforderlich - der individuelle Eingriff in diese Auswahl (als
Ausnahme) ist nicht erwünscht. Dieser Vorgang wird durch das Prinzip der Kap-
selung gestützt.
Innerhalb des Prozesses der Anlagenplanung sind verschiedene Abteilungen und
eine große Zahl von Fachkräften an der Bearbeitung von Planungsdaten beteiligt.
Dies gilt auch für Planungseinheiten. Die Möglichkeiten, Planungseinheiten zu
verwenden und zu manipulieren, müssen klar festgelegt werden. Die Zusam-
mensetzung von Planungseinheiten aus bestimmten, ggf. standardisierten Ele-
menten muss bestimmt werden. Insbesondere für Planungseinheiten, die nicht
starr vorgegeben, sondern in einem gewissen Rahmen konfigurierbar sind, muss
das Zusammenwirken von Modul und Elementen definiert sein. Dies sind Erfor-
dernisse, die durch eine objektorientierte Methodik besonders gut aufgegriffen
werden können.
5.4 Chancen und Risiken modularer Planung
Die modulare Planung birgt ein großes Potential an Effizienzsteigerung. Dies gilt
besonders für die Möglichkeiten der Datenverwaltung. Probleme bereiten in die-
sem Zusammenhang die oft vorherrschenden heterogenen Softwarestrukturen,
da die modulare Planung auf der datentechnischen Kommunikation der Fachab-
teilungen aufbaut. Vor allem der Datenfluss zwischen graphischen Anwendungen
(2D- und 3D-CAD-Systemen) und Datenbank-Anwendungen ist hiervon betroffen
[94].
74
Die Möglichkeit, Module in unterschiedlichen Anwendungen aufeinander abzubil-
den, beschränkt den Datentransfer auf die Information über den Typ der ausge-
wählten Planungseinheit und ggf. Informationen über die Konfiguration der Pla-
nungseinheit. Je starrer die Gestaltung eines Standards ist, desto weniger Daten
müssen transferiert werden. Die Hauptherausforderung besteht dann in der pa-
rallelen Pflege und dem Abgleich der Planungseinheiten.
Die Gefahr des unkritischen Umgangs mit Planungseinheiten wurde bereits erör-
tert (vgl. Kap. 5.1.5). Dieses Problem wird um so deutlicher, je mehr das Auto-
matisierungs-Potential eines modularen Konzeptes ausgeschöpft wird. Die Anfor-
derungen an die Qualität der administrativen Arbeit, dem Erstellen, Pflegen und
Dokumentieren von Planungsstandards, werden größer. Es wurde bereits erör-
tert, dass die Transparenz der Entwicklung gewährleistet sein muss, um dem
Problem entgegenzuarbeiten. Die transparente interdisziplinäre Diskussion von
Planungsstandards bedeutet auf der anderen Seite die Sicherung von Planungs-
Know-How. Hier wird der Unterschied zur reinen Wiederverwendung von Pla-
nungskomponenten, die meist auf der persönlichen Erfahrung der einzelnen be-
arbeitenden Fachkraft ohne grundlegende und übergreifende Systematik basiert,
deutlich. Ein übergreifendes Konzept wie das der Modularisierung berücksichtigt
dagegen die Erfahrungen von verschiedenen Fachkräften und wird als Know-How
aller dokumentiert. Dabei spielt die Transparenz eine wesentliche Rolle.
Ein Problem der Systematisierung des Know-How-Einsatzes liegt darin, dass die
verstärkte Offenlegung der eigenen Entscheidungskriterien bei den betreffenden
Fachkräften auf Ablehnung stoßen kann. Hier entsteht oftmals das Gefühl, es
wird jemandem "in die Karten geschaut". Es muss daher im Vorfeld deutlich ge-
macht werden, dass der Sinn des Konzeptes nicht in der Erschaffung neuer Kon-
trollmöglichkeiten liegt.
Das Konzept der standardisierten modularen Planung erfordert einen erheblichen
Arbeits- und Koordinationsaufwand, bevor die praktische Nutzung von Modulen
möglich ist. Dies gilt insbesondere für den Einsatz im Rahmen der Vorausplanung
und Kostenschätzung. Aufgrund der geringeren Flexibilität und des hohen Auf-
wandes bei der Entwicklung eines Planungsstandards entsteht hier eine poten-
tielle Hürde für Innovationen. Die Durchführung von Änderungen und Verbesse-
rungen in der Planung ist in diesem Konzept weiterhin möglich. Es findet hier
eine Verlagerung aus der Einzelplanung in die Entwicklung der Standards statt,
was prinzipiell einen Vorteil bedeuten kann. Die verringerte Flexibilität und der
erwähnte hohe Aufwand bei der Modulentwicklung ist jedoch ein mögliches
Hemmnis für Innovationen. In Tabelle 28 sind die Vor- und Nachteile bzw. Mög-
lichkeiten und Problemfelder zusammengefasst dargestellt.

75
Tab. 28: Vorteile und Risiken der Standardisierung mithilfe der Modularisierung
Vorteile Risiken
+ Steigerung der Planungseffizienz
+ Senkung der Planungskosten
+ Vermeidung von Routinefehlern im Planungsprozess
+ Hohe Datenverfügbarkeit
+ geringere informelle Abhängigkeit von Fachabteilungen untereinander
+ Know-How-Sicherung
+ Schnellere und genauere Bestim-mung von Investitionskosten
+ Entlastung von Experten
- geringere Flexibilität
- Gefahr der unkritischen Anwendung (Black Box)
- aufwändige Systematisierung zur Entwicklung und Implementierung
- mögliches Hemmnis für Innovatio-nen
- Unzufriedenheit der Ingenieure aufgrund geringer Entscheidungs-tiefe (weniger anspruchsvolle Tä-tigkeit)
5.5 Modularisierung am Beispiel der Pumpengruppe
Am Beispiel einer Pumpengruppe wird exemplarisch die Modularisierung von
Chemieanlagen auf den verschiedenen Ebenen dargestellt. Die Ansätze gelten
auch für andere Ausrüstungen, insbesondere die Ausführungen über Rohrleitun-
gen und die Grundlagen der Aufstellung. Am Ende des Kapitels wird darauf aus-
führlicher eingegangen.
5.5.1 Funktionsplanung von Pumpengruppen
Pumpen haben in chemischen Anlagen im Allgemeinen die Aufgabe, Druck auf-
zubauen und Medien zu fördern. Da Pumpen wie alle Maschinen zu den war-
tungsintensiven und anfälligen Ausrüstungen in chemischen Anlagen gehören,
werden sie aus Gründen der Anlagenverfügbarkeit oft redundant in Zweier- oder
Dreiergruppen ausgeführt. Hier können drei prinzipielle Anordnungen unter-
schieden werden:
• Die einfache Förderung eines Stromes in eine Förderleitung. Dies wird in
der Regel durch eine Pumpengruppe aus zwei Pumpen, einer aktiven und
einer installierten Reserve, realisiert. Seltener werden hier drei Pumpen
eingesetzt, zwei aktive und eine Reserve.
• Die Aufteilung eines Zulaufstromes auf zwei unabhängig zu regelnde För-
derleitungen. Die Anordnung von Pumpen und Rohrleitungen entspricht
der oben beschriebenen.
• Die Förderung zweier gleichartiger Medien aus zwei unabhängigen Zulauf-
und zwei unabhängig voneinander zu regelnder Ablaufströme (siehe Abb.
31). Hier kann als Alternative zu zwei zweifachen Pumpengruppen eine
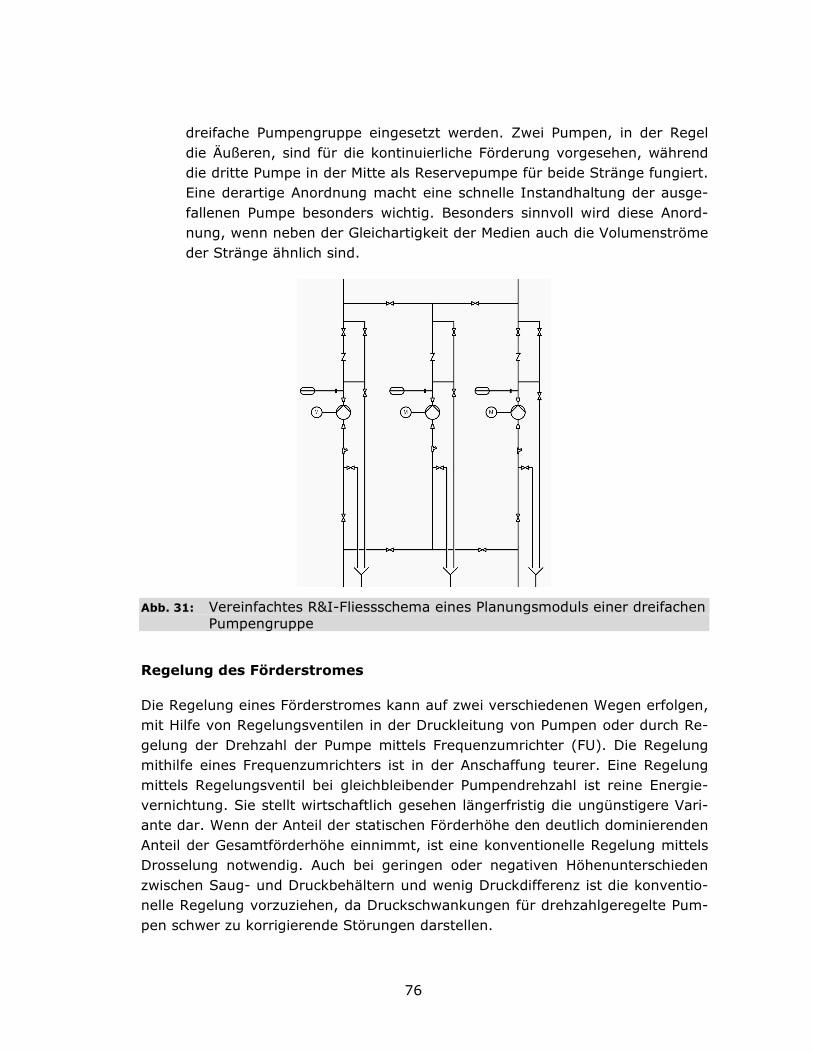
76
dreifache Pumpengruppe eingesetzt werden. Zwei Pumpen, in der Regel
die Äußeren, sind für die kontinuierliche Förderung vorgesehen, während
die dritte Pumpe in der Mitte als Reservepumpe für beide Stränge fungiert.
Eine derartige Anordnung macht eine schnelle Instandhaltung der ausge-
fallenen Pumpe besonders wichtig. Besonders sinnvoll wird diese Anord-
nung, wenn neben der Gleichartigkeit der Medien auch die Volumenströme
der Stränge ähnlich sind.
Regelung des Förderstromes
Die Regelung eines Förderstromes kann auf zwei verschiedenen Wegen erfolgen,
mit Hilfe von Regelungsventilen in der Druckleitung von Pumpen oder durch Re-
gelung der Drehzahl der Pumpe mittels Frequenzumrichter (FU). Die Regelung
mithilfe eines Frequenzumrichters ist in der Anschaffung teurer. Eine Regelung
mittels Regelungsventil bei gleichbleibender Pumpendrehzahl ist reine Energie-
vernichtung. Sie stellt wirtschaftlich gesehen längerfristig die ungünstigere Vari-
ante dar. Wenn der Anteil der statischen Förderhöhe den deutlich dominierenden
Anteil der Gesamtförderhöhe einnimmt, ist eine konventionelle Regelung mittels
Drosselung notwendig. Auch bei geringen oder negativen Höhenunterschieden
zwischen Saug- und Druckbehältern und wenig Druckdifferenz ist die konventio-
nelle Regelung vorzuziehen, da Druckschwankungen für drehzahlgeregelte Pum-
pen schwer zu korrigierende Störungen darstellen.
Abb. 31: Vereinfachtes R&I-Fliessschema eines Planungsmoduls einer dreifachen Pumpengruppe
77
Besonderheiten in Ausführungen
Bei Pumpen, die häufig im Teillastbereich betrieben werden, kann eine Lösung
mit Bypass eine günstige Variante darstellen. Dadurch wird die Zuverlässigkeit
der Pumpe erhöht. Dies ist insbesondere für Magnetkupplungspumpen wichtig.
Allerdings führt dies zu einem erhöhtem Energieverbrauch. Eine andere Einsatz-
möglichkeit für Bypass-Ausführungen ist beim Einsatz von Kolbenpumpen zu fin-
den, da ein Fördern gegen geschlossene Schieber, was zu Schäden führen kann,
verhindert wird.
Eine weitere Besonderheit sind mantelbeheizte Pumpen. Sie werden eingesetzt,
wenn das zu fördernde Medium bei Umgebungstemperatur erstarren würde. Die
Beheizung wird häufig dampfbasiert durchgeführt.
Doppelwirkende Gleitringdichtungen benötigen ein System zur Beaufschlagung
des Zwischenraumes zwischen den Wellendichtungen mit einer Sperrflüssigkeit.
Dies kann z. B. durch ein Thermosyphonsystem geschehen. Zum Betrieb des
Systems wird für die Druckerzeugung Instrumentenluft oder Stickstoff einge-
setzt. Daneben kann eine Temperierung des Systems von Nöten sein.
Im Winter kann es bei nicht entleerten Leitungen und Reservepumpen zum Ein-
frieren der Pumpe kommen. Dies kann durch Rückführung des von der anderen
Pumpe geförderten warmen Stromes unter Umgehung der Rückschlagklappe
verhindert werden. Eine Variante stellt der Einsatz modifizierter Rückschlagklap-
pen dar. Die Umgehung der Rückschlagklappe und der geringfügige Rückfluss
des Mediums verhindern außerdem ein Ablagern von Festteilchen in der nicht
betriebenen Pumpe und der dazugehörigen Nahverrohrung.
Eine Alternative zu konventionellen Ausführungen von Chemienormpumpen mit
angeschlossenem Motor stellen Pumpen in Blockbauweise dar. Sie bieten in vie-
len Punkten erhebliche Vorteile:
• Geringere Anschaffungskosten
• Kompaktere Abmaße
• Keine Ausrichtung von Motor und Pumpenwelle nötig
• Kein Fundament notwendig
• Geringerer Montageaufwand
• Unempfindlicher gegen Lasteneintrag auf Pumpenstutzen (siehe auch un-
ten)
Nachteil ist, dass Motor oder Pumpe nicht getrennt voneinander demontiert wer-
den können.
78
Pumpenauslegung
Für die Ermittlung der Kosten und die weitere Planung ist es notwendig, dass die
Module durch den Planer und durch hinterlegte Methoden spezifiziert werden. Bei
der Betrachtung von Pumpen sind folgende Punkte zu beachten:
• Funktioneller Aufbau der Pumpengruppe
• Auswahl des Pumpentyps (siehe Tab. 29)
• Auswahl der Dichtungsart (einfache oder doppelte Gleitringdichtung,
Sperrflüssigkeit)
• Hydraulische Auslegung (Förderstrom, Förderhöhe)
• Auslegung von Kupplung und Antrieb
• Auslegung der Grundplatte und des Fundamentes
• Einrichtung für Kühlung bzw. Beheizung von Pumpe und Dichtung
• Regelung des Förderstromes (Regelventil oder Frequenzumrichter)
• Erforderliche Messtechnik
• Energietechnik
• Ortsplanung – Aufstellung und Verrohrung der Pumpen (siehe Kap. 5.5.2)
Eine allgemeine Darstellung der Vorgehensweise bei der Auslegung von Apparate
und Maschinen ist in Anhang XI zu finden.
Motorleistung
Bei der Auslegung von Pumpen wird von einem zu fördernden Strom in eine be-
stimmte Höhe ausgegangen. Die dazu nötige Druckerhöhung mit dem Förder-
strom und dem Medium sind Grundlage für die Bestimmung der erforderlichen
Förderleistung PQ. Unter Einberechnung des Pumpenwirkungsgrades ηP (siehe
Tabelle 29) kann die Wellenleistung PW der Pumpe ermittelt werden (siehe Gl.
12).
P
Q
W
PP
η= (12)16
16 PW Wellenleistung PQ Förderleistung ηP Pumpenwirkungsgrad

79
Tab. 29: Pumpentyp und Gesamtwirkungsgrad [134]
Pumpentyp Wirkungsgrad ηηηηP Unterarten
Hubkolbenpumpen 0,6...0,95 (abhängig von Größe und An-trieb),
Zylinderpumpen Membranpumpen Simplex- und Duplexpumpen
Kreiselpumpen 0,55...0,8 Einstufig mehrstufig mit Propeller mit Schlauchrad
Umlaufkolbenpumpen 0,4...0,7, Zahnradpumpen Kreiskolbenpumpen Spindelpumpen Schlauchpumpen
Die Leistung des Antriebes PM wird unter Berücksichtigung eines zusätzlichen Si-
cherheitszuschlages XS bestimmt (siehe Tabelle 30).
)1(* SWM XPP += (13)17
Tab. 30: Zuschläge zur Motorleistung PM in Abhängigkeit von der Wellenleistung PW 18
Wellenleistung PW [KW] Radialpumpen Seitenkanalpumpen
< 1,5 50 % 25 %
1,5 – 4 25 % 20 %
4 – 7,5 20 % 10 %
7,5 – 40 15 % -
> 40 10 % -
EMSR-Technik in Pumpengruppen
Pumpen und Pumpengruppen haben eine umfangreiche EMSR-Technik. Dabei ist
grundsätzlich zwischen der EMSR-Technik für die Pumpe direkt und der EMSR-
Technik, die innerhalb der Pumpengruppe vorhanden ist, zu unterscheiden. Wäh-
rend Erstere durch die Modularisierung kaum beeinflusst wird, ist Letztere von
vielen Faktoren und Festlegungen betroffen.
Die EMSR-Technik zur Steuerung und Überwachung des Pumpenmotors umfasst
einen weiten Bereich. Dazu gehören Überwachungseinrichtungen für Tempera-
tur, Leistung und Drehmoment. Schutzfunktionen, z. B. gegen Trockenlaufen,
17 PM Leistung des Antriebes PW Wellenleistung XS Sicherheitszuschlag für Pumpenantrieb 18 Uhde GmbH
80
verhindern, dass die Pumpe durch Störungen zerstört wird. Bei Anbindung an ein
Prozessleitsystem können die Zustände an den Leitstand gesendet werden. So
haben die Bediener immer ein Bild vom Zustand der Pumpe und können bei Be-
darf eingreifen. Ein Steuergerät in der Nähe des Motors ermöglicht eine manuelle
Bedienung vor Ort. Moderne Antriebskonzepte für Pumpen arbeiten mit Frequen-
zumrichtern. Hier werden Potentiometer und Drehzahlanzeigen für die Handbe-
dienung vorgesehen. Die zum Antrieb des Motors nötige elektrische Energie wird
durch Leistungskabel zugeführt. Die Verlegung der Leistungs- und Steuerkabel
erfolgt dabei in getrennten Schutzrohren.
5.5.2 Betrachtungen zur Ortsplanung von Pumpengruppen
Bei der Umsetzung eines solchen Konzeptes für Pumpen sind folgende Einfluss-
parameter für Aufstellungsplanung zu berücksichtigen:
• Statik:
o Einbringbare Last
o Konzept für heiß- und kaltgehende Leitungen
o Konzept für Unterstützungen
o Berücksichtigung von Druckstößen
• Sicherheit:
o Berücksichtigung von Undichtigkeiten (Leckagen)
o Mediengekoppeltes Konzept für Fundamente
• Begehbarkeit:
o Erreichbarkeit von Armaturen zur Bedienung
o Erreichbarkeit von Ausrüstungen bzgl. Wartung und Instandhaltung
o Vermeidung von „Stolperleitungen“ (Entleerung)
• Raumbedarf
• Einsatz von Material
• Kosten
• Ablagerung von durch Strömung mitgeführtem Schmutz
• Montage- und Demontageanforderungen
Für die Umsetzung innerhalb der Aufstellungsplanung für die Kostenschätzung
sind wesentlich weniger Parameter von Interesse. Hierzu zählen neben Hüllma-
ßen für das gesamte Modul die Position der Anschlusspunkte und die Maße der
Wartungsräume. Die Dimensionierung der dreidimensionalen Module wird dabei
über drei wesentliche Faktoren ermöglicht:
• Pumpenauslegung
• Verlegung, Nennweiten und Umfang der Nahverrohrung
• Methoden für die Ermittlung der Zwischen- und Freiräume unter Berück-
sichtigung von verschiedenen Standards
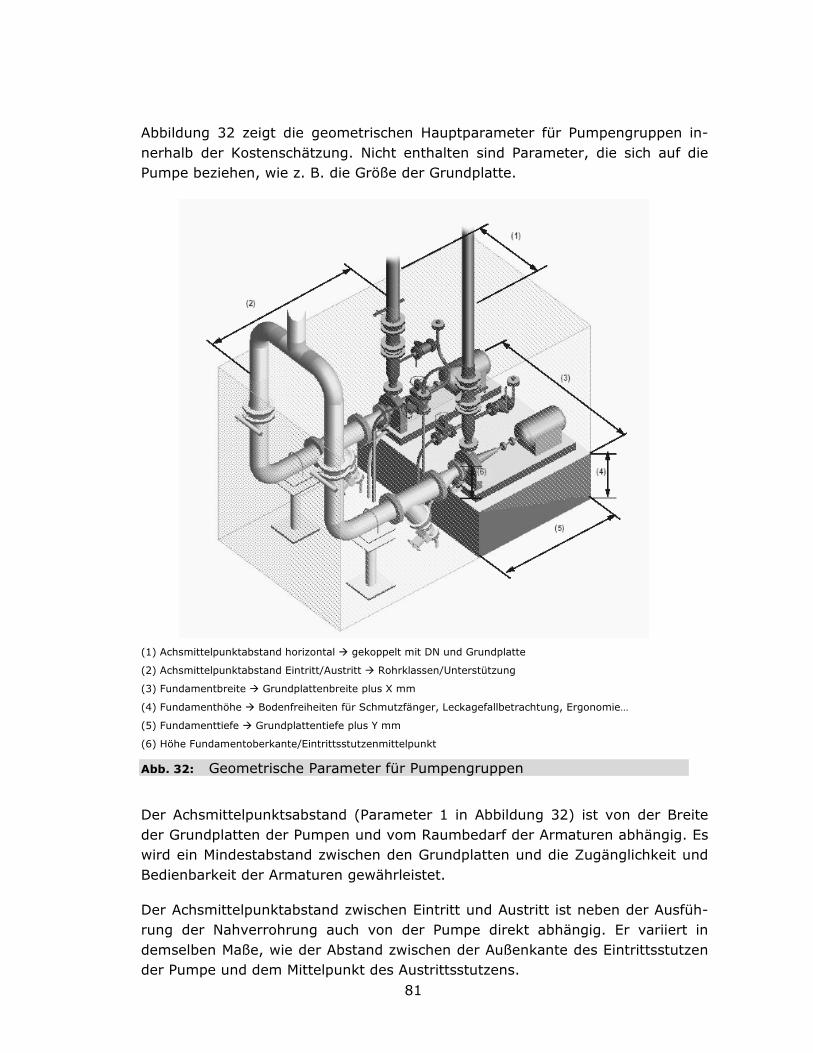
81
Abbildung 32 zeigt die geometrischen Hauptparameter für Pumpengruppen in-
nerhalb der Kostenschätzung. Nicht enthalten sind Parameter, die sich auf die
Pumpe beziehen, wie z. B. die Größe der Grundplatte.
Der Achsmittelpunktsabstand (Parameter 1 in Abbildung 32) ist von der Breite
der Grundplatten der Pumpen und vom Raumbedarf der Armaturen abhängig. Es
wird ein Mindestabstand zwischen den Grundplatten und die Zugänglichkeit und
Bedienbarkeit der Armaturen gewährleistet.
Der Achsmittelpunktabstand zwischen Eintritt und Austritt ist neben der Ausfüh-
rung der Nahverrohrung auch von der Pumpe direkt abhängig. Er variiert in
demselben Maße, wie der Abstand zwischen der Außenkante des Eintrittsstutzen
der Pumpe und dem Mittelpunkt des Austrittsstutzens.
(1) Achsmittelpunktabstand horizontal � gekoppelt mit DN und Grundplatte
(2) Achsmittelpunktabstand Eintritt/Austritt � Rohrklassen/Unterstützung
(3) Fundamentbreite � Grundplattenbreite plus X mm
(4) Fundamenthöhe � Bodenfreiheiten für Schmutzfänger, Leckagefallbetrachtung, Ergonomie…
(5) Fundamenttiefe � Grundplattentiefe plus Y mm
(6) Höhe Fundamentoberkante/Eintrittsstutzenmittelpunkt
Abb. 32: Geometrische Parameter für Pumpengruppen
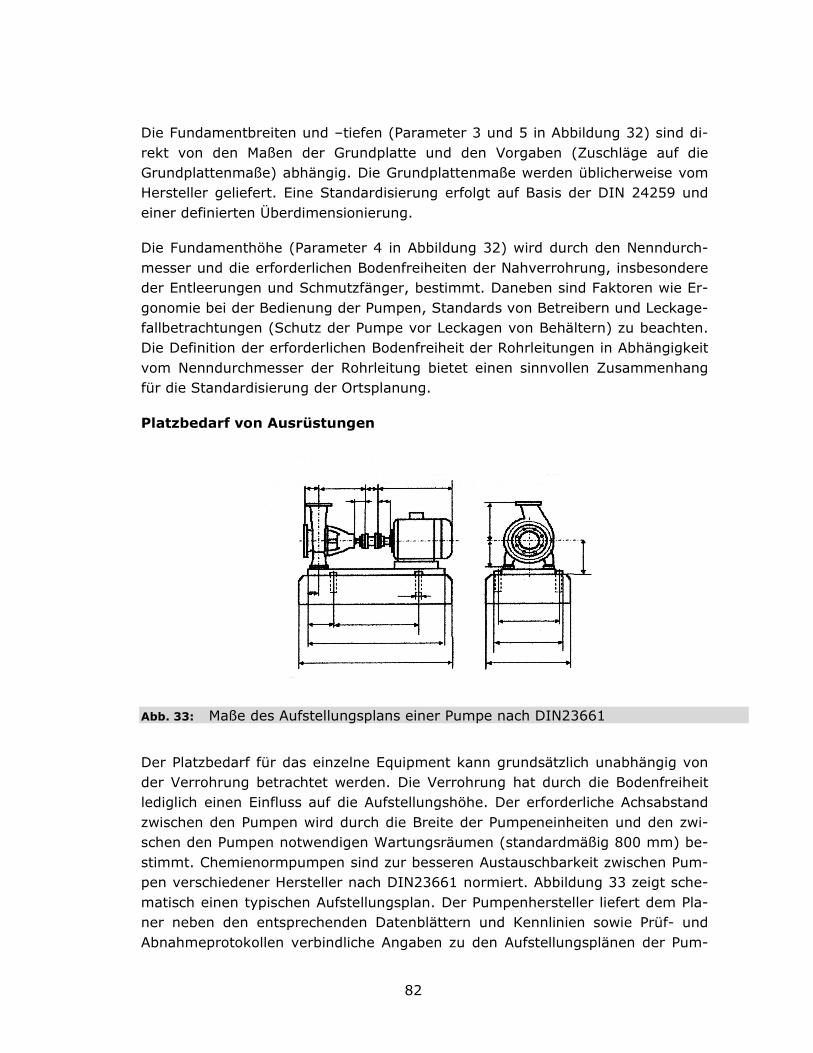
82
Die Fundamentbreiten und –tiefen (Parameter 3 und 5 in Abbildung 32) sind di-
rekt von den Maßen der Grundplatte und den Vorgaben (Zuschläge auf die
Grundplattenmaße) abhängig. Die Grundplattenmaße werden üblicherweise vom
Hersteller geliefert. Eine Standardisierung erfolgt auf Basis der DIN 24259 und
einer definierten Überdimensionierung.
Die Fundamenthöhe (Parameter 4 in Abbildung 32) wird durch den Nenndurch-
messer und die erforderlichen Bodenfreiheiten der Nahverrohrung, insbesondere
der Entleerungen und Schmutzfänger, bestimmt. Daneben sind Faktoren wie Er-
gonomie bei der Bedienung der Pumpen, Standards von Betreibern und Leckage-
fallbetrachtungen (Schutz der Pumpe vor Leckagen von Behältern) zu beachten.
Die Definition der erforderlichen Bodenfreiheit der Rohrleitungen in Abhängigkeit
vom Nenndurchmesser der Rohrleitung bietet einen sinnvollen Zusammenhang
für die Standardisierung der Ortsplanung.
Platzbedarf von Ausrüstungen
Der Platzbedarf für das einzelne Equipment kann grundsätzlich unabhängig von
der Verrohrung betrachtet werden. Die Verrohrung hat durch die Bodenfreiheit
lediglich einen Einfluss auf die Aufstellungshöhe. Der erforderliche Achsabstand
zwischen den Pumpen wird durch die Breite der Pumpeneinheiten und den zwi-
schen den Pumpen notwendigen Wartungsräumen (standardmäßig 800 mm) be-
stimmt. Chemienormpumpen sind zur besseren Austauschbarkeit zwischen Pum-
pen verschiedener Hersteller nach DIN23661 normiert. Abbildung 33 zeigt sche-
matisch einen typischen Aufstellungsplan. Der Pumpenhersteller liefert dem Pla-
ner neben den entsprechenden Datenblättern und Kennlinien sowie Prüf- und
Abnahmeprotokollen verbindliche Angaben zu den Aufstellungsplänen der Pum-
Abb. 33: Maße des Aufstellungsplans einer Pumpe nach DIN23661
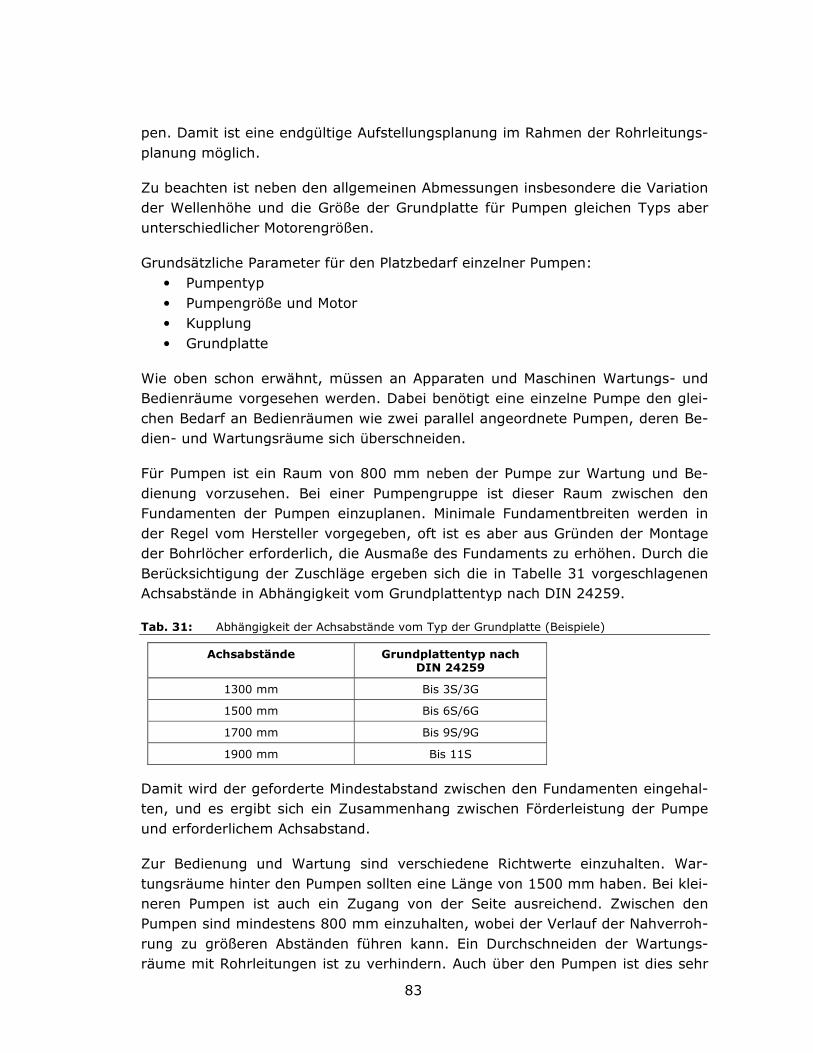
83
pen. Damit ist eine endgültige Aufstellungsplanung im Rahmen der Rohrleitungs-
planung möglich.
Zu beachten ist neben den allgemeinen Abmessungen insbesondere die Variation
der Wellenhöhe und die Größe der Grundplatte für Pumpen gleichen Typs aber
unterschiedlicher Motorengrößen.
Grundsätzliche Parameter für den Platzbedarf einzelner Pumpen:
• Pumpentyp
• Pumpengröße und Motor
• Kupplung
• Grundplatte
Wie oben schon erwähnt, müssen an Apparaten und Maschinen Wartungs- und
Bedienräume vorgesehen werden. Dabei benötigt eine einzelne Pumpe den glei-
chen Bedarf an Bedienräumen wie zwei parallel angeordnete Pumpen, deren Be-
dien- und Wartungsräume sich überschneiden.
Für Pumpen ist ein Raum von 800 mm neben der Pumpe zur Wartung und Be-
dienung vorzusehen. Bei einer Pumpengruppe ist dieser Raum zwischen den
Fundamenten der Pumpen einzuplanen. Minimale Fundamentbreiten werden in
der Regel vom Hersteller vorgegeben, oft ist es aber aus Gründen der Montage
der Bohrlöcher erforderlich, die Ausmaße des Fundaments zu erhöhen. Durch die
Berücksichtigung der Zuschläge ergeben sich die in Tabelle 31 vorgeschlagenen
Achsabstände in Abhängigkeit vom Grundplattentyp nach DIN 24259.
Tab. 31: Abhängigkeit der Achsabstände vom Typ der Grundplatte (Beispiele)
Achsabstände Grundplattentyp nach DIN 24259
1300 mm Bis 3S/3G
1500 mm Bis 6S/6G
1700 mm Bis 9S/9G
1900 mm Bis 11S
Damit wird der geforderte Mindestabstand zwischen den Fundamenten eingehal-
ten, und es ergibt sich ein Zusammenhang zwischen Förderleistung der Pumpe
und erforderlichem Achsabstand.
Zur Bedienung und Wartung sind verschiedene Richtwerte einzuhalten. War-
tungsräume hinter den Pumpen sollten eine Länge von 1500 mm haben. Bei klei-
neren Pumpen ist auch ein Zugang von der Seite ausreichend. Zwischen den
Pumpen sind mindestens 800 mm einzuhalten, wobei der Verlauf der Nahverroh-
rung zu größeren Abständen führen kann. Ein Durchschneiden der Wartungs-
räume mit Rohrleitungen ist zu verhindern. Auch über den Pumpen ist dies sehr
84
ungünstig, da Rohrleitungen eine Demontage mit geeigneten Hebevorrichtungen
behindern können [21], [74].
Stutzenlasten
Saug- und Druckstutzen von Pumpen sind beim Einbau und im Betrieb zum Teil
erheblichen Kräften und Momenten ausgesetzt. Diese Kräfte bewirken Deforma-
tionen am Pumpengehäuse und den Befestigungsstrukturen. Der dadurch zu-
stande kommende Versatz der Welle zwischen Gehäuse und Motor führt bei nicht
ausreichender Kompensation durch die Kupplung zu erhöhtem Verschleiß der
Dichtungen und Lager. Undichtigkeiten und erhöhter Aufwand für die Instandhal-
tungen sind die Folge. Im äußersten Fall kann der Stutzen abreißen und zum un-
kontrollierten Freisetzten des geförderten Mediums und zum nachhaltigen Zer-
stören des Gehäuses führen. Dabei sind insbesondere Lasten in Wellenrichtung
bzw. Momente mit horizontaler Drehachse senkrecht zur Wellenrichtung zu be-
rücksichtigen. Gegenmaßnahmen können neben Stutzenverstärkungen auch ein
erhöhter Planungsaufwand zur Vermeidung hoher Stutzenlasten sein. Ein Kon-
zept zur Vermeidung bzw. Verringerung der Stutzenlasten kann Investitions- und
Betriebskosten erheblich verringern [23], [95], [101].
Ursachen für die Kräfte sind:
• Eigengewicht der Rohrleitungen und des enthaltenen Mediums
• Wind- und Schneelasten
• Montagebedingte Lasten durch geometrische Abweichungen und Schweiß-
spannungen
• Falsche Installation von Unterstützungen (unberechenbare Belastungen)
• Dynamische Lasten durch Druckpulsation
• Wirkung des statischen Innendruckes und der Impulskraft des strömenden
Mediums
• Temperaturspannungen bei Abkühlung bzw. Erwärmung der Rohrleitungen
bzw. Vorspannungen von Rohrleitungen zur Kompensation von Wärme-
spannungen
Mit den Angaben der Hersteller zu den maximal zulässigen Einzellasten der Stut-
zen können verschiedene Methoden zur Berechnung der Lasten angewandt wer-
den. Die Pumpenhersteller orientieren sich dabei an der Methode nach DIN
24256. Dabei werden aus den wirkenden Kräften ohne Berücksichtigung des An-
griffspunktes und der Wirkrichtung die resultierende Horizontalkraft Fh, die resul-
tierende Vertikalkraft Fv und das resultierende Moment Mt aufsummiert und be-
wertet. Die Maximalwerte sind dabei über die Kennzahl A von der Masse der
Pumpe, dem Durchmesser des Stutzens und des Laufraddurchmessers abhängig.
85
( ) ( ) ( ) 1///2
max,
2
max,
2
max, ≤++ ∑∑∑ tthhvv MMFFFF (14) 19
Eine detaillierte Methode für die Ermittlung der Stutzenlasten hat NEUGEBAUER
[90] vorgestellt. Hier werden auch Angriffspunkt und Wirkrichtung einzelner Las-
ten berücksichtigt .
Unterstützungen
Unterstützungen, die in jedem eintrittsseitigem Hauptstrang ein- oder mehrfach
auftreten können, sollen den Eintrittstutzen entlasten. Sie müssen immer im Zu-
sammenhang mit den Lasten auf die Stutzen betrachtet werden. Eine Integration
in ein Modul ist prinzipiell möglich. Problematisch ist die Dimensionierung, da
nicht nur Parameter aus dem Inneren der Pumpengruppe, wie Belastung durch
Eigengewicht und Wärmedehnung der Rohrleitung und Armaturen relevant sind.
Vielmehr sind die Randbedingungen von außen, wie Betrag und Richtung des
Lasteintrages für die Dimensionierung wichtig.
Platzierung und Wartungsräume
Für die Platzierung von Pumpen, insbesondere von nicht selbstansaugenden
Pumpen, spielt der NPSH-Wert20 eine herausragende Rolle. Er gibt vor, wie viel
Vordruck vor der Pumpe herrschen muss, damit eine störungsfreie Förderung
ohne Kavitation stattfinden kann. Da die häufig eingesetzten Kreiselpumpen ei-
nen nicht zu vernachlässigenden NPSH-Wert haben, muss bei der Aufstellung
darauf geachtet werden, dass der NPSH-Wert der Anlage, insbesondere bei sie-
denden Flüssigkeiten, über dem der Pumpe liegt. Dies kann durch eine geeignete
Aufstellung mit ausreichend statischer Höhe erreicht wird. Eine Aufstellung im
Erdgeschoss begünstigt eine ausreichende Haltedruckhöhe. Eine Positionierung
möglichst nahe an der Quelle und eine direkte Zuleitung neben ausreichenden
Nenndurchmessern (s. u.) gewährleisten einen geringen Druckverlust in der
Saugleitung. Neben dem NPSH-Wert sind aber noch die Zugänglichkeit, War-
tungs- und Demontagemöglichkeit und Bedienung Parameter, die eine Aufstel-
lung im Erdgeschoß zur Bedingung machen. Allgemein werden Maschinen, die
Schwingungen verursachen, im Erdgeschoss aufgestellt, da eine Eintragung der
Schwingungen in den Anlagenstahlbau nachteilig ist.
Folgende Richtwerte für Durchgänge und Bedienungsräume sind einzuhalten:
• Kopfhöhe über Durchgängen: 2200 mm
19 Fh resultierende Horizontalkraft Fv resultierende Vertikalkraft Mt resultierendes Moment 20 Net positive suction head (“Haltedruckhöhe”, nach DIN 24260 )
86
• Breite für Hauptbedienungsräume: 1200 mm
• Breite der Nebenbedienungsräume: 800 mm
Neben der horizontalen und der vertikalen Lage von Pumpen hat die Höhe des
Fundamentes einen Einfluss auf die Aufstellung. Die Fundamenthöhe ist in erster
Linie von der Bodenfreiheit der Nahverrohrung (Position von Entleerungsleitun-
gen und Schmutzfängern) abhängig. Aber auch die Verhinderung von Korrosion
und Verschmutzung durch austretende Flüssigkeiten erfordert eine erhöhte Auf-
stellung. Gleichzeitig sollte auch eine für den Bediener ergonomische Höhe zur
Wartung und Bedienung beachtet werden.
Eine zu hohe Anordnung kann, insbesondere bei großen Druckleitungen, die Ver-
rohrung der Druckseite und die Bedienung der darin verbauten Armaturen er-
schweren. Dies kann zusätzliche Bedienbühnen mit einem zusätzlichen Investiti-
onsaufwand oder zusätzliche Rohrbögen mit erhöhten Investitions- und Betriebs-
kosten notwendig machen.
Eine Alternative zur Aufstellung auf Fundamenten stellt die Installation auf ver-
stärkten Grundrahmen mit Schwingungsdämpfern dar. Diese Variante wird ins-
besondere dann interessant, wenn eine Aufstellung im Erdgeschoss nicht möglich
oder eine Übertragung der Schwingungen auf andere Anlagenteile verhindert
werden soll.
Grundsätzliche Untersuchungen zu Wartungsräumen und deren Abbildung in Mo-
dulen für Konzeptstudien wurden von LEDERHOSE [74] und KAMPCZYK [109]
durchgeführt.
Platzbedarf für die Nahverrohrung von Pumpen
Am Anfang jeder Betrachtung steht die grundsätzliche Rohrleitungsführung. Hier
gibt es drei Grundvarianten. Grundsätzlich müssen bei der Planung der Nahver-
rohrung von Pumpen folgende Punkte beachtet werden:
• die Höhe der Saugleitung
• die Schenkellängen der Nahverrohrung
• die Rohrführung der Saug- und Druckleitungen
• Besonderheiten bei großen Durchmessern
• Zusätzliche Kosten durch besondere Maßnahmen (siehe Kap 4.4)
Die Rohrklasse hat einen großen Einfluss auf die Nahverrohrung. Sie resultiert
aus Medium, Nenndruckstufe und Temperatur. Durch die Festlegung der Rohr-
klasse erfolgt die genaue Spezifikation aller in der Rohrleitung verbauten Ele-
mente (siehe Kap. 5.6). Bei entsprechend niedrigen oder hohen Prozesstempera-
turen ist die Notwendigkeit von Dehnungsbögen zu beachten. Die Nenndurch-
messer der Saug- und Druckstutzen der Pumpen entsprechen selten denen der

87
angeschlossenen Rohrleitung, was den Einbau von Reduzierungen direkt am
Pumpenstutzen erforderlich macht (siehe Anhang XII).
Für die Ausführung der Nahverrohrung kommt dem Nenndurchmesser (DN) eine
besondere Bedeutung zu. Er resultiert aus dem durchfließenden Volumenstrom.
Durch den Nenndurchmesser wird die Baulänge der einzelnen Rohrleitungsteile
und damit der Platzbedarf der gesamtem Nahverrohrung bestimmt 21. Die Bau-
größe wird durch verschiedenen Normen einheitlich festgelegt. Eine nachträgli-
che Vergrößerung des Nenndurchmessers kann zu erheblichen Aufwendungen
durch Nachbearbeitung führen, da Maximalhöhen für Bedienarmaturen aus
Gründen der Bedienbarkeit und Wartungsfreundlichkeit eingehalten werden müs-
sen (siehe Tabelle 32). Alternativen sind zusätzliche Bedienbühnen, die aber mit
erhöhtem finanziellem Aufwand verbunden wären. Ein weiterer Punkt, der den
Platzbedarf beeinflusst, ist die Montierbarkeit, die mit der Wartungsfreundlichkeit
eng verbunden ist. Bei Flanschverbindungen muss darauf geachtet werden, dass
Mindestabstände zum Einführen der Schrauben bzw. Bolzen vorgesehen werden.
Tab. 32: Zusammenhang zwischen Höhe des Handrades von Armaturen und Bedienbarkeit
Armaturenhöhe [mm] Einschätzung der Bedienbarkeit
0 - 600 zu niedrig
600 - 1000 gut
1000 - 1500 ideal
1500 - 1700 gut
> 1700 nur mit Antrieb bedienbar
Direkte Verbindungen verringern den Druckverlust und reduzieren Investitions-
und Betriebskosten. Die Rohrleitungsführung hat erheblichen Einfluss auf die
Strömungssituation vor dem Einlaufstutzen. Eine Beruhigung begünstigt den Be-
trieb erheblich (ca. 3 - 5-facher Rohrleitungsdurchmesser).
Für die Nahverrohrung sind folgende Punkte zu beachten:
• Die Möglichkeit des Ablesens örtlicher Überwachungen ohne Leiter oder
andere Hilfsmittel (günstigste Höhe der Skala: 1500 – 1800 mm (siehe
auch Tab. 32)) muss gegeben sein.
• Der Mindestabstand zwischen Rohrunterkante und Flur beträgt 150 mm.
• Die Anordnung von Probenahmestellen erfolgt an ständig durchströmten
Stellen.
• Die Positionen der Rückschlagklappen befinden sich zwischen Druckstutzen
und druckseitiger Absperrarmatur.
21 Vgl. Grundreihe DIN 558, Baulängenreihe DIN 3202.
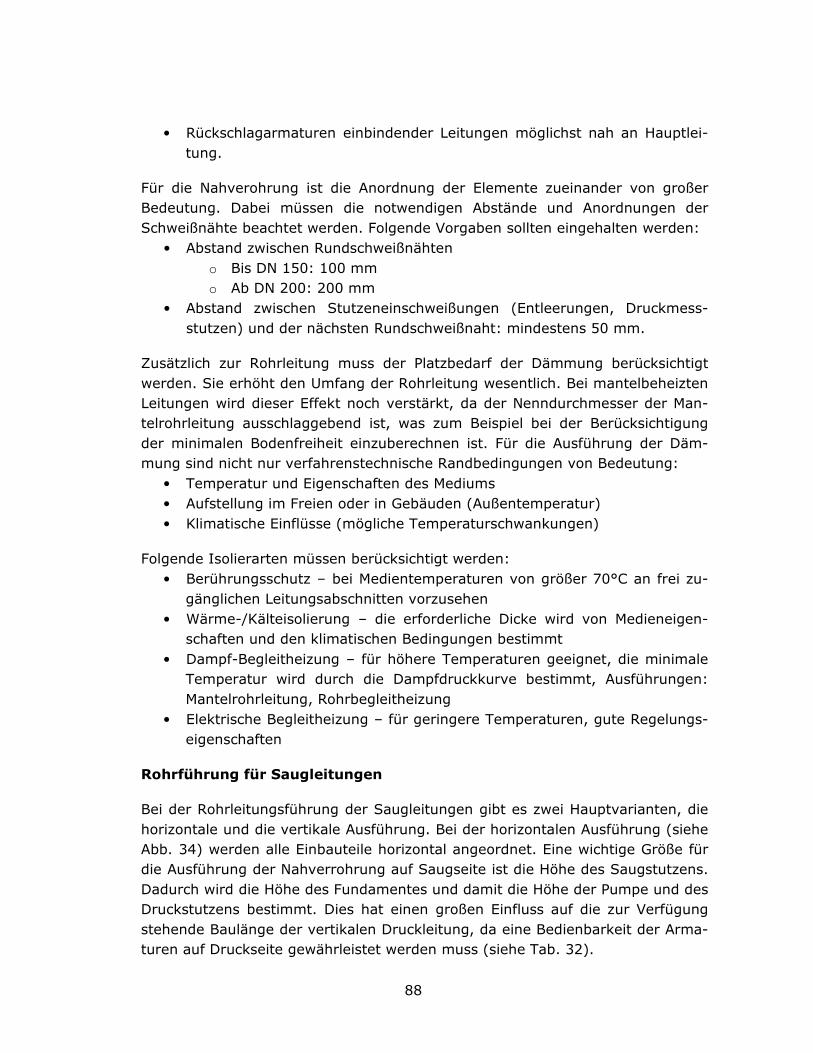
88
• Rückschlagarmaturen einbindender Leitungen möglichst nah an Hauptlei-
tung.
Für die Nahverohrung ist die Anordnung der Elemente zueinander von großer
Bedeutung. Dabei müssen die notwendigen Abstände und Anordnungen der
Schweißnähte beachtet werden. Folgende Vorgaben sollten eingehalten werden:
• Abstand zwischen Rundschweißnähten
o Bis DN 150: 100 mm
o Ab DN 200: 200 mm
• Abstand zwischen Stutzeneinschweißungen (Entleerungen, Druckmess-
stutzen) und der nächsten Rundschweißnaht: mindestens 50 mm.
Zusätzlich zur Rohrleitung muss der Platzbedarf der Dämmung berücksichtigt
werden. Sie erhöht den Umfang der Rohrleitung wesentlich. Bei mantelbeheizten
Leitungen wird dieser Effekt noch verstärkt, da der Nenndurchmesser der Man-
telrohrleitung ausschlaggebend ist, was zum Beispiel bei der Berücksichtigung
der minimalen Bodenfreiheit einzuberechnen ist. Für die Ausführung der Däm-
mung sind nicht nur verfahrenstechnische Randbedingungen von Bedeutung:
• Temperatur und Eigenschaften des Mediums
• Aufstellung im Freien oder in Gebäuden (Außentemperatur)
• Klimatische Einflüsse (mögliche Temperaturschwankungen)
Folgende Isolierarten müssen berücksichtigt werden:
• Berührungsschutz – bei Medientemperaturen von größer 70°C an frei zu-
gänglichen Leitungsabschnitten vorzusehen
• Wärme-/Kälteisolierung – die erforderliche Dicke wird von Medieneigen-
schaften und den klimatischen Bedingungen bestimmt
• Dampf-Begleitheizung – für höhere Temperaturen geeignet, die minimale
Temperatur wird durch die Dampfdruckkurve bestimmt, Ausführungen:
Mantelrohrleitung, Rohrbegleitheizung
• Elektrische Begleitheizung – für geringere Temperaturen, gute Regelungs-
eigenschaften
Rohrführung für Saugleitungen
Bei der Rohrleitungsführung der Saugleitungen gibt es zwei Hauptvarianten, die
horizontale und die vertikale Ausführung. Bei der horizontalen Ausführung (siehe
Abb. 34) werden alle Einbauteile horizontal angeordnet. Eine wichtige Größe für
die Ausführung der Nahverrohrung auf Saugseite ist die Höhe des Saugstutzens.
Dadurch wird die Höhe des Fundamentes und damit die Höhe der Pumpe und des
Druckstutzens bestimmt. Dies hat einen großen Einfluss auf die zur Verfügung
stehende Baulänge der vertikalen Druckleitung, da eine Bedienbarkeit der Arma-
turen auf Druckseite gewährleistet werden muss (siehe Tab. 32).
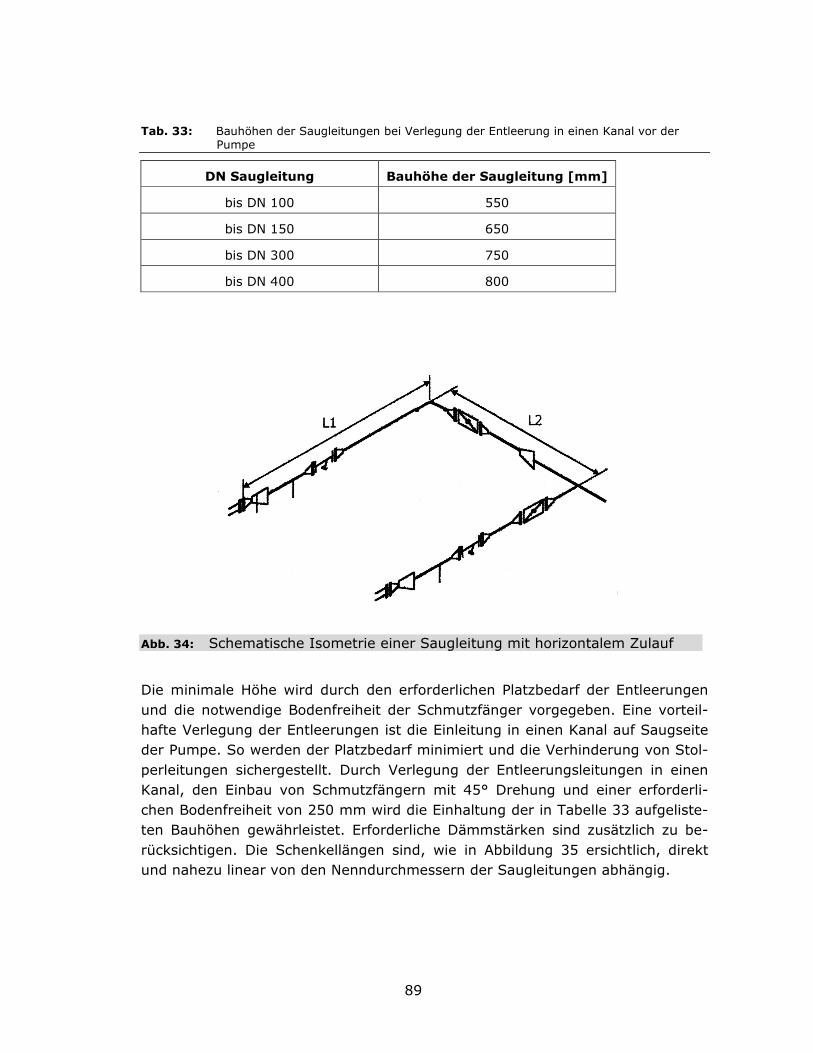
89
Tab. 33: Bauhöhen der Saugleitungen bei Verlegung der Entleerung in einen Kanal vor der Pumpe
DN Saugleitung Bauhöhe der Saugleitung [mm]
bis DN 100 550
bis DN 150 650
bis DN 300 750
bis DN 400 800
Die minimale Höhe wird durch den erforderlichen Platzbedarf der Entleerungen
und die notwendige Bodenfreiheit der Schmutzfänger vorgegeben. Eine vorteil-
hafte Verlegung der Entleerungen ist die Einleitung in einen Kanal auf Saugseite
der Pumpe. So werden der Platzbedarf minimiert und die Verhinderung von Stol-
perleitungen sichergestellt. Durch Verlegung der Entleerungsleitungen in einen
Kanal, den Einbau von Schmutzfängern mit 45° Drehung und einer erforderli-
chen Bodenfreiheit von 250 mm wird die Einhaltung der in Tabelle 33 aufgeliste-
ten Bauhöhen gewährleistet. Erforderliche Dämmstärken sind zusätzlich zu be-
rücksichtigen. Die Schenkellängen sind, wie in Abbildung 35 ersichtlich, direkt
und nahezu linear von den Nenndurchmessern der Saugleitungen abhängig.
Abb. 34: Schematische Isometrie einer Saugleitung mit horizontalem Zulauf
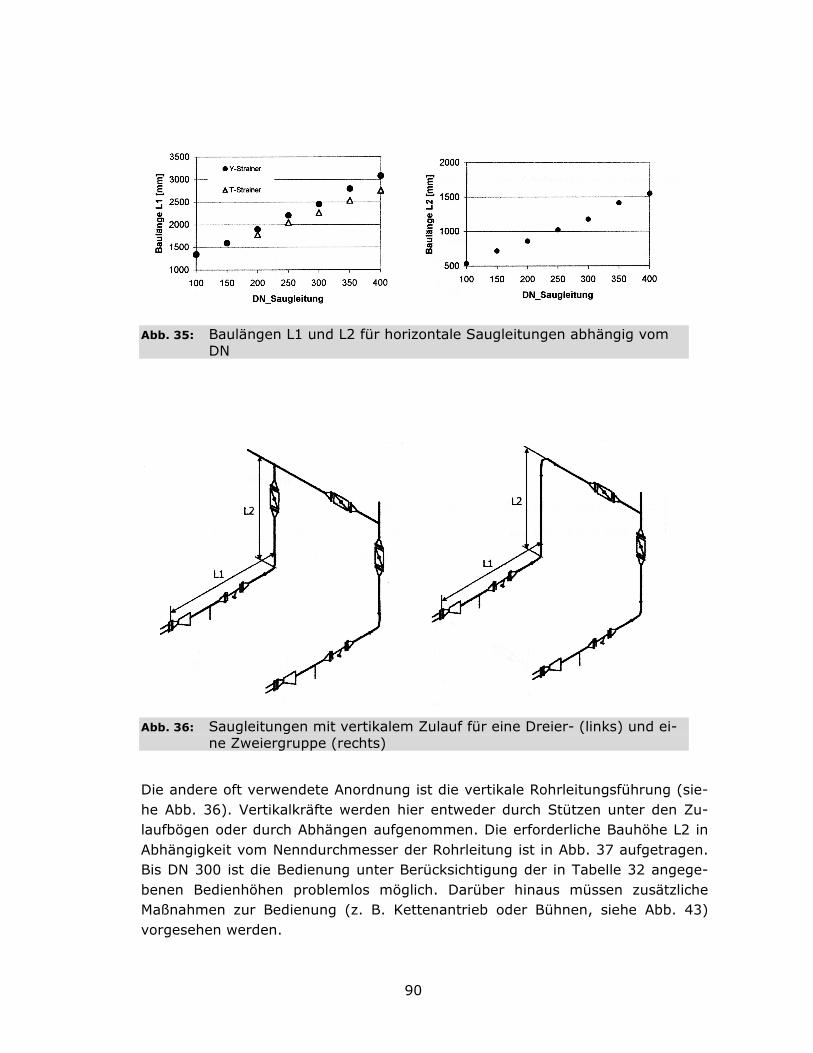
90
Die andere oft verwendete Anordnung ist die vertikale Rohrleitungsführung (sie-
he Abb. 36). Vertikalkräfte werden hier entweder durch Stützen unter den Zu-
laufbögen oder durch Abhängen aufgenommen. Die erforderliche Bauhöhe L2 in
Abhängigkeit vom Nenndurchmesser der Rohrleitung ist in Abb. 37 aufgetragen.
Bis DN 300 ist die Bedienung unter Berücksichtigung der in Tabelle 32 angege-
benen Bedienhöhen problemlos möglich. Darüber hinaus müssen zusätzliche
Maßnahmen zur Bedienung (z. B. Kettenantrieb oder Bühnen, siehe Abb. 43)
vorgesehen werden.
Abb. 35: Baulängen L1 und L2 für horizontale Saugleitungen abhängig vom DN
Abb. 36: Saugleitungen mit vertikalem Zulauf für eine Dreier- (links) und ei-ne Zweiergruppe (rechts)
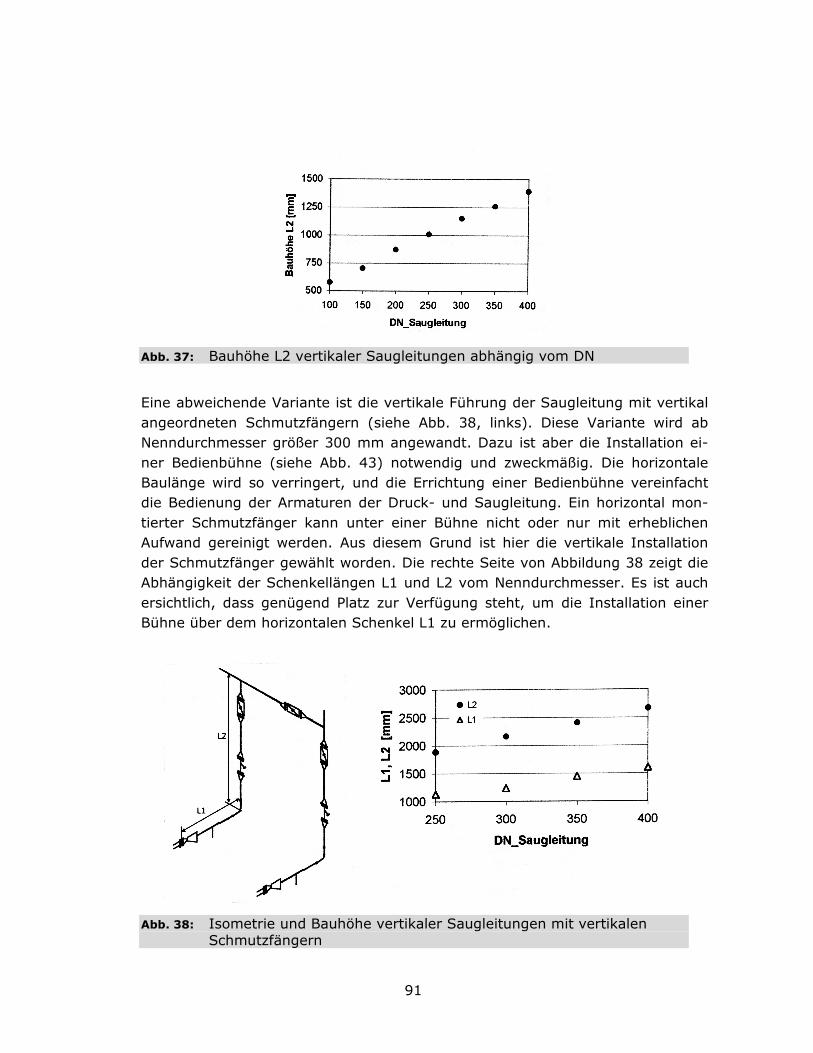
91
Eine abweichende Variante ist die vertikale Führung der Saugleitung mit vertikal
angeordneten Schmutzfängern (siehe Abb. 38, links). Diese Variante wird ab
Nenndurchmesser größer 300 mm angewandt. Dazu ist aber die Installation ei-
ner Bedienbühne (siehe Abb. 43) notwendig und zweckmäßig. Die horizontale
Baulänge wird so verringert, und die Errichtung einer Bedienbühne vereinfacht
die Bedienung der Armaturen der Druck- und Saugleitung. Ein horizontal mon-
tierter Schmutzfänger kann unter einer Bühne nicht oder nur mit erheblichen
Aufwand gereinigt werden. Aus diesem Grund ist hier die vertikale Installation
der Schmutzfänger gewählt worden. Die rechte Seite von Abbildung 38 zeigt die
Abhängigkeit der Schenkellängen L1 und L2 vom Nenndurchmesser. Es ist auch
ersichtlich, dass genügend Platz zur Verfügung steht, um die Installation einer
Bühne über dem horizontalen Schenkel L1 zu ermöglichen.
Abb. 37: Bauhöhe L2 vertikaler Saugleitungen abhängig vom DN
Abb. 38: Isometrie und Bauhöhe vertikaler Saugleitungen mit vertikalen Schmutzfängern
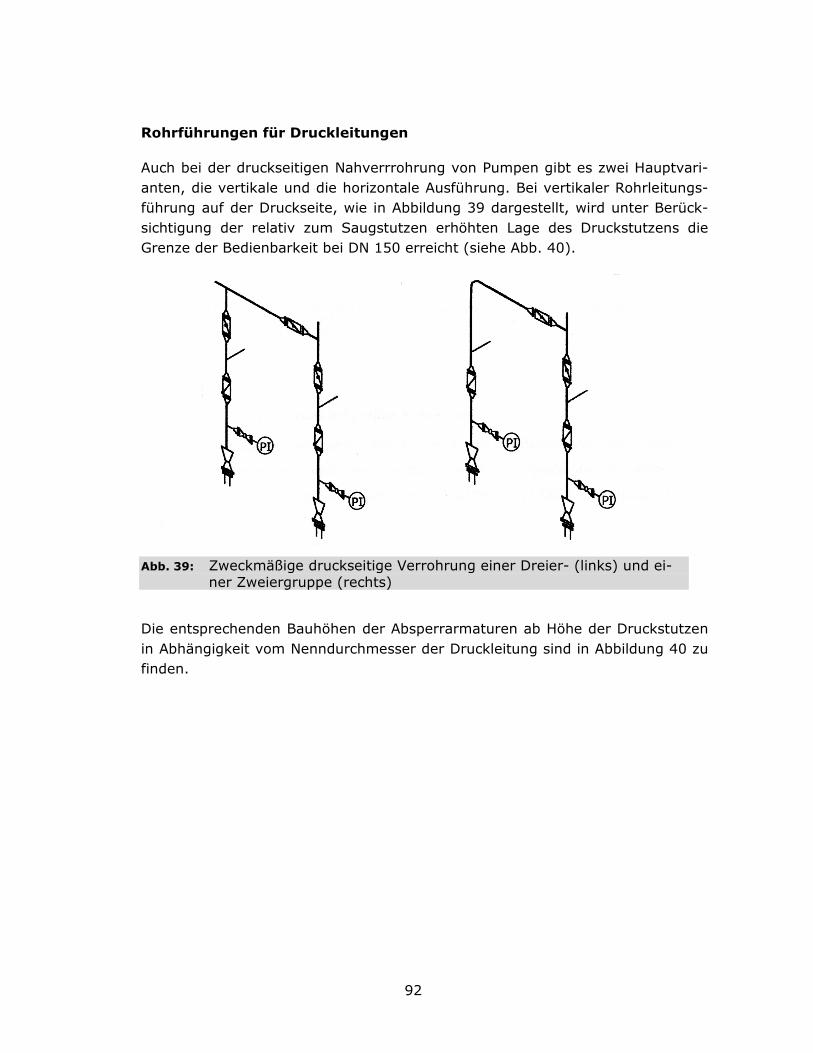
92
Rohrführungen für Druckleitungen
Auch bei der druckseitigen Nahverrrohrung von Pumpen gibt es zwei Hauptvari-
anten, die vertikale und die horizontale Ausführung. Bei vertikaler Rohrleitungs-
führung auf der Druckseite, wie in Abbildung 39 dargestellt, wird unter Berück-
sichtigung der relativ zum Saugstutzen erhöhten Lage des Druckstutzens die
Grenze der Bedienbarkeit bei DN 150 erreicht (siehe Abb. 40).
Die entsprechenden Bauhöhen der Absperrarmaturen ab Höhe der Druckstutzen
in Abhängigkeit vom Nenndurchmesser der Druckleitung sind in Abbildung 40 zu
finden.
Abb. 39: Zweckmäßige druckseitige Verrohrung einer Dreier- (links) und ei-ner Zweiergruppe (rechts)
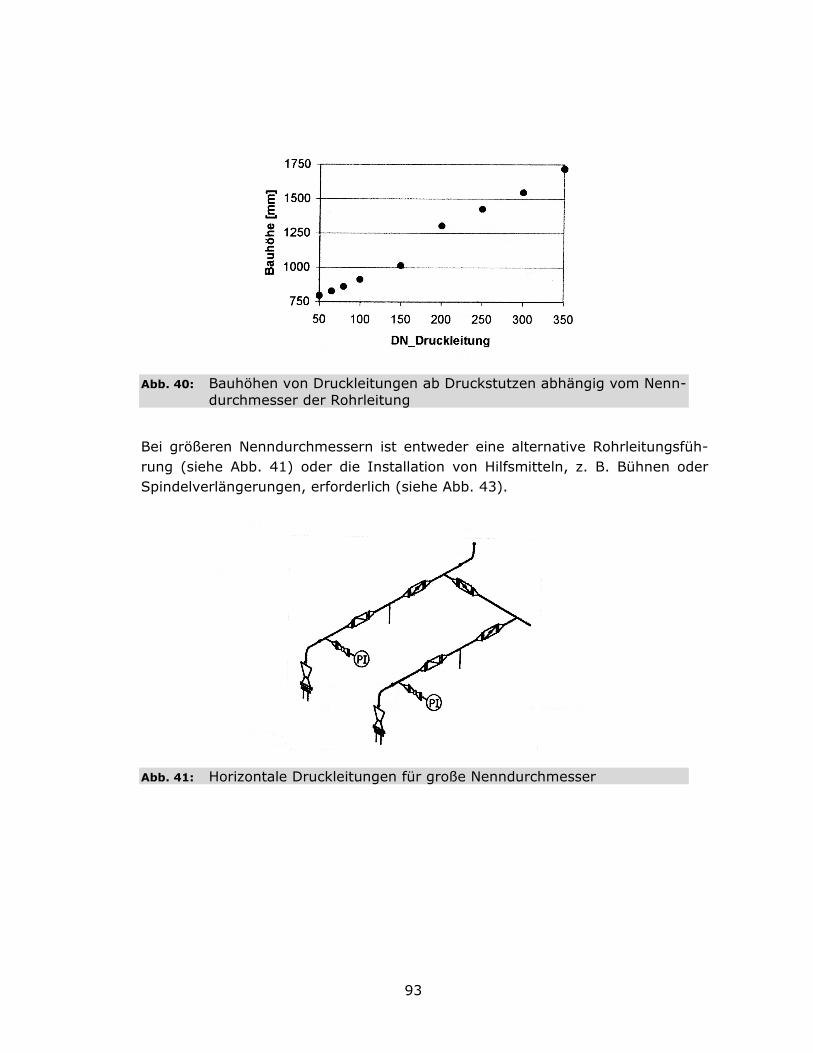
93
Bei größeren Nenndurchmessern ist entweder eine alternative Rohrleitungsfüh-
rung (siehe Abb. 41) oder die Installation von Hilfsmitteln, z. B. Bühnen oder
Spindelverlängerungen, erforderlich (siehe Abb. 43).
Abb. 40: Bauhöhen von Druckleitungen ab Druckstutzen abhängig vom Nenn-durchmesser der Rohrleitung
Abb. 41: Horizontale Druckleitungen für große Nenndurchmesser
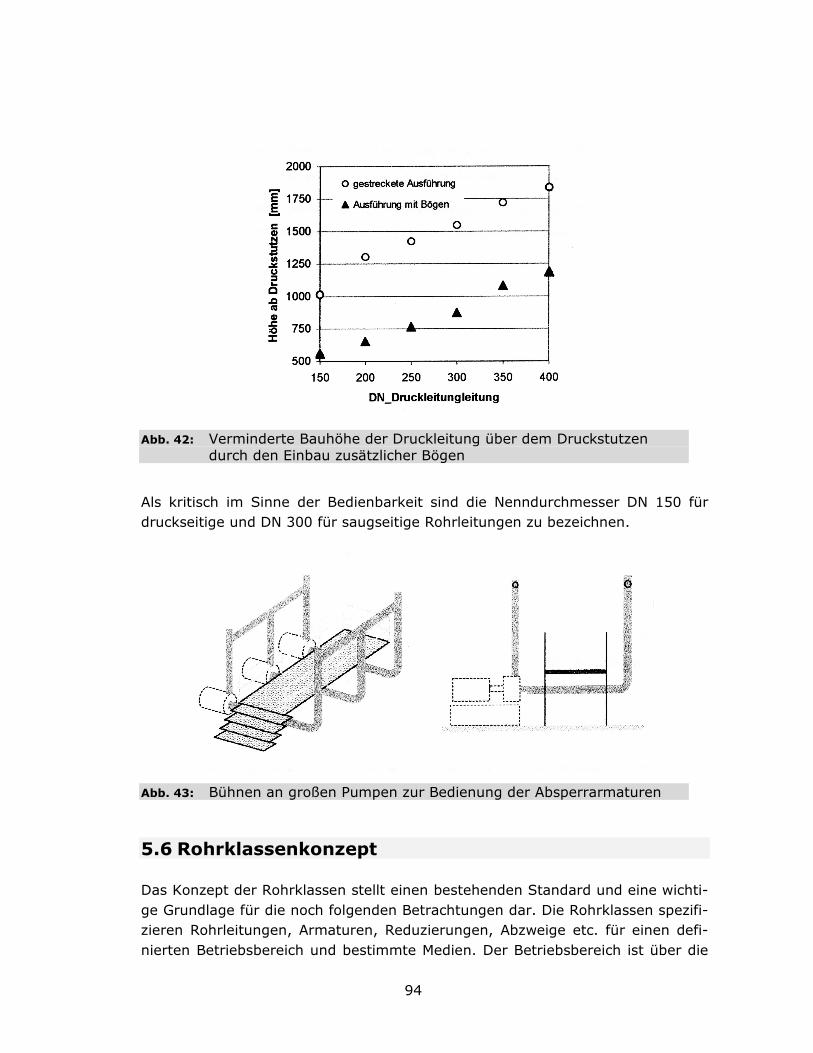
94
Als kritisch im Sinne der Bedienbarkeit sind die Nenndurchmesser DN 150 für
druckseitige und DN 300 für saugseitige Rohrleitungen zu bezeichnen.
5.6 Rohrklassenkonzept
Das Konzept der Rohrklassen stellt einen bestehenden Standard und eine wichti-
ge Grundlage für die noch folgenden Betrachtungen dar. Die Rohrklassen spezifi-
zieren Rohrleitungen, Armaturen, Reduzierungen, Abzweige etc. für einen defi-
nierten Betriebsbereich und bestimmte Medien. Der Betriebsbereich ist über die
Abb. 42: Verminderte Bauhöhe der Druckleitung über dem Druckstutzen durch den Einbau zusätzlicher Bögen
Abb. 43: Bühnen an großen Pumpen zur Bedienung der Absperrarmaturen
95
zulässigen Betriebsüberdrücke und Temperaturen festgelegt. Zusätzlich sind die
zulässigen Medien angegeben. Für jede Rohrleitung wird im Rahmen der Funkti-
onsplanung eine Rohrklasse ausgewählt. Dies geschieht über eine Rohrklassen-
auswahl, die für jedes Medium genau eine Rohrklasse vorsieht. Damit ist eine
Armatur oder ein Rohrleitungsbauteil eindeutig spezifiziert, wenn ein Medium
zugeordnet und eine Nennweite spezifiziert ist. Wenn in der Funktionsplanung
beispielsweise eine Absperrklappe für eine bestimmte Rohrleitung vorgesehen ist
und Nennweite sowie Medium bestimmt sind, dann liegt der Typ der Absperr-
klappe eindeutig fest und wird mittels Zuweisungsalgorithmus dem Objekt zuge-
wiesen (siehe Abb. 30). Kann kein Typ zugewiesen werden, so ist die Verwen-
dung einer Absperrklappe mit der spezifizierten Nennweite für die jeweilige Rohr-
klasse nicht zulässig. D. h. der Rahmen für die zu verwendenden Armaturen und
Rohrleitungsteile ist vorgegeben.
Durch die Anwendung des Rohrklassenkonzeptes werden verschiedene Ziele er-
reicht:
• Abstimmung der Armaturen und Rohrleitungsbauteile innerhalb einer
Rohrklasse (z. B. Dichtflächen und Flanschausführungen)
• Zentrale Spezifikation der Armaturen und Rohrleitungsbauteile
• Vereinfachte Lagerhaltung und Reduzierung der Lagermengen
• Vereinfachte Pflege von Kostendaten als Grundlage für die Kostenschät-
zung
Die hier beschriebenen Ansätze der Modularisierung und die entwickelten Module
für Pumpen und Wärmetauscher sind Bestandteil des Gesamtkonzeptes zur Ab-
schätzung des Kapitalbedarfes für die Errichtung chemischer Anlagen und sind
Basis für die in Kapitel 7 durchgeführte Kostenermittlung am Beispiel der Absorp-
tion der A/S-Kreislaufwäsche der Koksofengasreinigung.
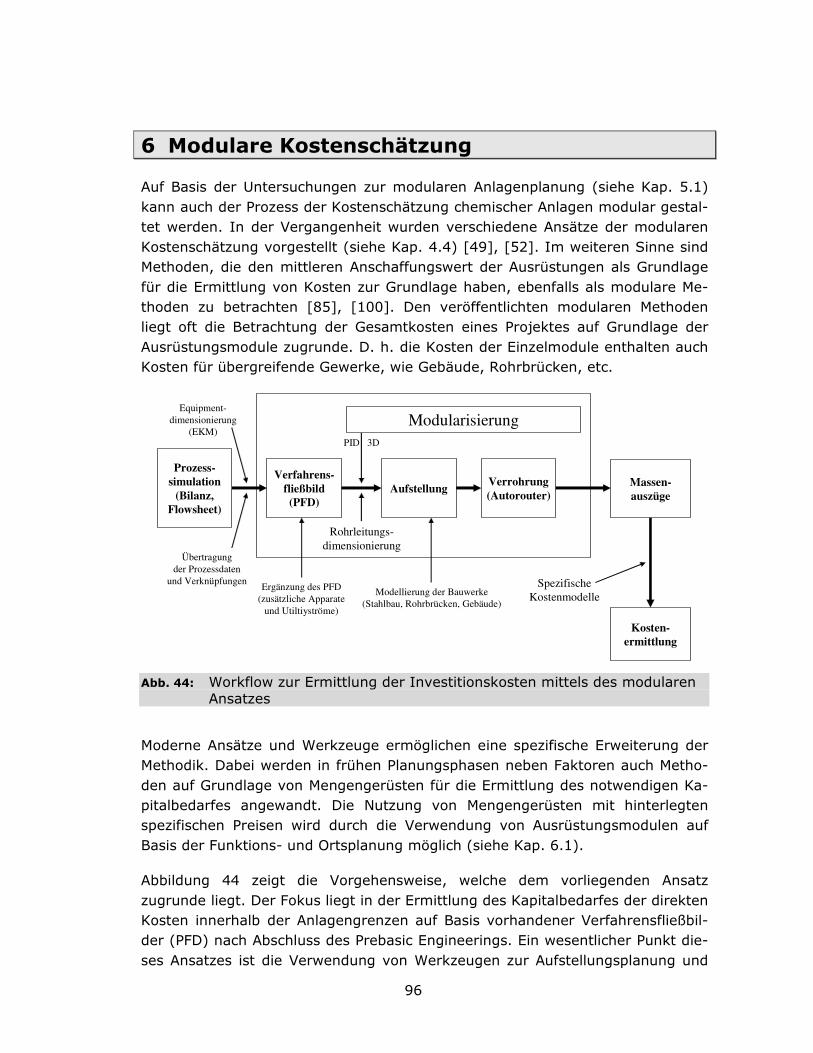
96
6 Modulare Kostenschätzung
Auf Basis der Untersuchungen zur modularen Anlagenplanung (siehe Kap. 5.1)
kann auch der Prozess der Kostenschätzung chemischer Anlagen modular gestal-
tet werden. In der Vergangenheit wurden verschiedene Ansätze der modularen
Kostenschätzung vorgestellt (siehe Kap. 4.4) [49], [52]. Im weiteren Sinne sind
Methoden, die den mittleren Anschaffungswert der Ausrüstungen als Grundlage
für die Ermittlung von Kosten zur Grundlage haben, ebenfalls als modulare Me-
thoden zu betrachten [85], [100]. Den veröffentlichten modularen Methoden
liegt oft die Betrachtung der Gesamtkosten eines Projektes auf Grundlage der
Ausrüstungsmodule zugrunde. D. h. die Kosten der Einzelmodule enthalten auch
Kosten für übergreifende Gewerke, wie Gebäude, Rohrbrücken, etc.
Moderne Ansätze und Werkzeuge ermöglichen eine spezifische Erweiterung der
Methodik. Dabei werden in frühen Planungsphasen neben Faktoren auch Metho-
den auf Grundlage von Mengengerüsten für die Ermittlung des notwendigen Ka-
pitalbedarfes angewandt. Die Nutzung von Mengengerüsten mit hinterlegten
spezifischen Preisen wird durch die Verwendung von Ausrüstungsmodulen auf
Basis der Funktions- und Ortsplanung möglich (siehe Kap. 6.1).
Abbildung 44 zeigt die Vorgehensweise, welche dem vorliegenden Ansatz
zugrunde liegt. Der Fokus liegt in der Ermittlung des Kapitalbedarfes der direkten
Kosten innerhalb der Anlagengrenzen auf Basis vorhandener Verfahrensfließbil-
der (PFD) nach Abschluss des Prebasic Engineerings. Ein wesentlicher Punkt die-
ses Ansatzes ist die Verwendung von Werkzeugen zur Aufstellungsplanung und
Verfahrens-
fließbild
(PFD)
Übertragungder Prozessdaten
und Verknüpfungen
Equipment-dimensionierung
(EKM)Modularisierung
Verrohrung
(Autorouter)
Kosten-
ermittlung
Rohrleitungs-dimensionierung
SpezifischeKostenmodelle
Prozess-
simulation
(Bilanz,
Flowsheet)
Aufstellung
Ergänzung des PFD(zusätzliche Apparate
und Utiltiyströme)
Modellierung der Bauwerke(Stahlbau, Rohrbrücken, Gebäude)
3DPID
Massen-
auszüge
Abb. 44: Workflow zur Ermittlung der Investitionskosten mittels des modularen Ansatzes
97
dreidimensionalen Verrohrung. Eine Erweiterung der Methodik auf weitere Teile
eines Anlagenkomplexes ist jederzeit möglich (siehe auch Abb. 100 im Anhang).
Ein Grundprinzip bei der Umsetzung ist die Schaffung von Transparenz und Fle-
xibilität der Kostenschätzung, weswegen auf eine integrierte Kostenmodellierung
verzichtet und so die Möglichkeit der einfachen Implementierung eigener Kos-
tenmodelle geschaffen wurde.
Basis für die Ermittlung der Kosten sind die Definition und Implementierung von
Planungsstandards in Ausrüstungsmodulen (siehe Kap. 5.1 und Abb. 3). Die Er-
mittlung der Kosten für die Apparate und Maschinen erfolgt mithilfe spezifischer
Methoden bzw. auf Grundlage angebotsbasierter Kosten (siehe Kap. 6.2). Die
Nahverrohrung und die Armaturen, die einen sehr großen Anteil der gesamten
verbauten Armaturen ausmachen, werden als Bestandteil der verwendeten Mo-
dule über detaillierte Mengengerüste und spezifische Preise ermittelt. Die Kosten
für die Montage der Nahverrohrung werden anhand ermittelter Aufmaße (z. B.
Anzahl der Schweißnähte) in Abhängigkeit der Nenndurchmesser bestimmt. Der
Platzbedarf resultiert aus definierten Rohrleitungsverläufen und definierten Räu-
men für Instandsetzung und Bedienung, aufbauend auf den Untersuchungen zur
modularen Planung (siehe Kap. 5.1) und der Entwicklungen zum Werkzeug
„CAPD22“ der Universität Dortmund [21]. Zu den innerhalb der Module berück-
sichtigten Gewerken gehören auch die Kosten des funktionellen Stahlbaus (Lei-
tern und Gerüste) und der Fundamente. Hier werden zur Abschätzung der Kos-
ten
ebenfalls Mengengerüste und spezifische Einheitskosten verwendet.
Zur Ermittlung der Kosten für die verbindenden Rohrleitungen (siehe Kap. 6.3)
und des Stahlbaus (siehe Kap. 6.4) werden vorläufige Aufstellungspläne benötigt
und automatische Rohrleitungsverbinder (Autorouter) verwendet. Mittels der be-
rechneten Nenndurchmesser, der Rohrleitungslängen und der spezifischen Kos-
tenmodelle können die Kosten sehr genau ermittelt werden. Die Kostenmodelle
basieren dabei auf definierten Standardrohrleitungsverläufen, für die spezifische
Kostenfunktionen ermittelt wurden. Die Dimensionen, insbesondere der Nenn-
durchmesser, werden dabei über vorgegebene Geschwindigkeiten, basierend auf
wirtschaftlichen Untersuchungen, bestimmt. Die Kosten für die Nebenpositionen,
wie z. B. Dämmung, werden ebenfalls über Kostenfunktionen oder diskrete Ein-
zelkosten ermittelt.
Für die Ermittlung der Baukosten erfolgt ebenfalls die Verwendung der generier-
ten Aufstellungspläne, aus denen die Abmessungen und Mengengerüste ermittelt
werden (siehe Kap. 6.4.3). Die Bestimmung der Kosten für die Gebäude wird
über veröffentlichte Daten ermöglicht (siehe Kap. 6.4.3).
22 CAPD Computer Aided Plant Design
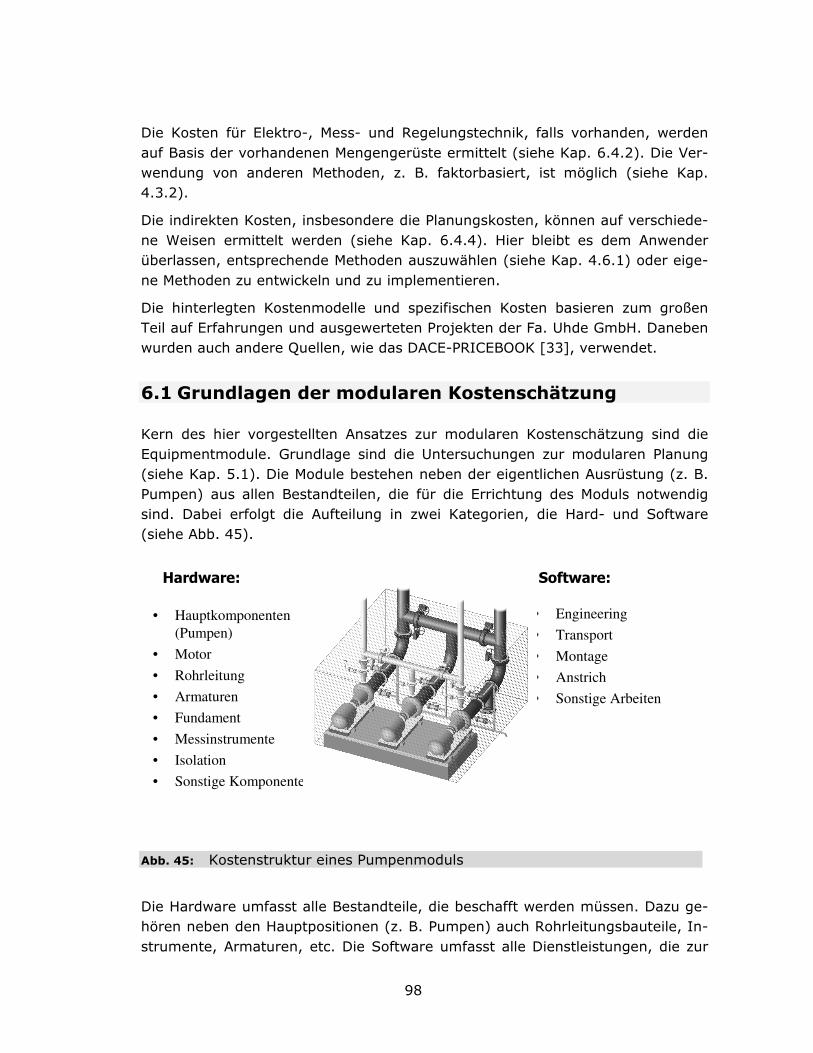
98
Die Kosten für Elektro-, Mess- und Regelungstechnik, falls vorhanden, werden
auf Basis der vorhandenen Mengengerüste ermittelt (siehe Kap. 6.4.2). Die Ver-
wendung von anderen Methoden, z. B. faktorbasiert, ist möglich (siehe Kap.
4.3.2).
Die indirekten Kosten, insbesondere die Planungskosten, können auf verschiede-
ne Weisen ermittelt werden (siehe Kap. 6.4.4). Hier bleibt es dem Anwender
überlassen, entsprechende Methoden auszuwählen (siehe Kap. 4.6.1) oder eige-
ne Methoden zu entwickeln und zu implementieren.
Die hinterlegten Kostenmodelle und spezifischen Kosten basieren zum großen
Teil auf Erfahrungen und ausgewerteten Projekten der Fa. Uhde GmbH. Daneben
wurden auch andere Quellen, wie das DACE-PRICEBOOK [33], verwendet.
6.1 Grundlagen der modularen Kostenschätzung
Kern des hier vorgestellten Ansatzes zur modularen Kostenschätzung sind die
Equipmentmodule. Grundlage sind die Untersuchungen zur modularen Planung
(siehe Kap. 5.1). Die Module bestehen neben der eigentlichen Ausrüstung (z. B.
Pumpen) aus allen Bestandteilen, die für die Errichtung des Moduls notwendig
sind. Dabei erfolgt die Aufteilung in zwei Kategorien, die Hard- und Software
(siehe Abb. 45).
Die Hardware umfasst alle Bestandteile, die beschafft werden müssen. Dazu ge-
hören neben den Hauptpositionen (z. B. Pumpen) auch Rohrleitungsbauteile, In-
strumente, Armaturen, etc. Die Software umfasst alle Dienstleistungen, die zur
• Hauptkomponenten (Pumpen)
• Motor
• Rohrleitung
• Armaturen
• Fundament
• Messinstrumente
• Isolation
• Sonstige Komponenten
• Engineering
• Transport
• Montage
• Anstrich
• Sonstige Arbeiten
Hardware: Software:
Abb. 45: Kostenstruktur eines Pumpenmoduls
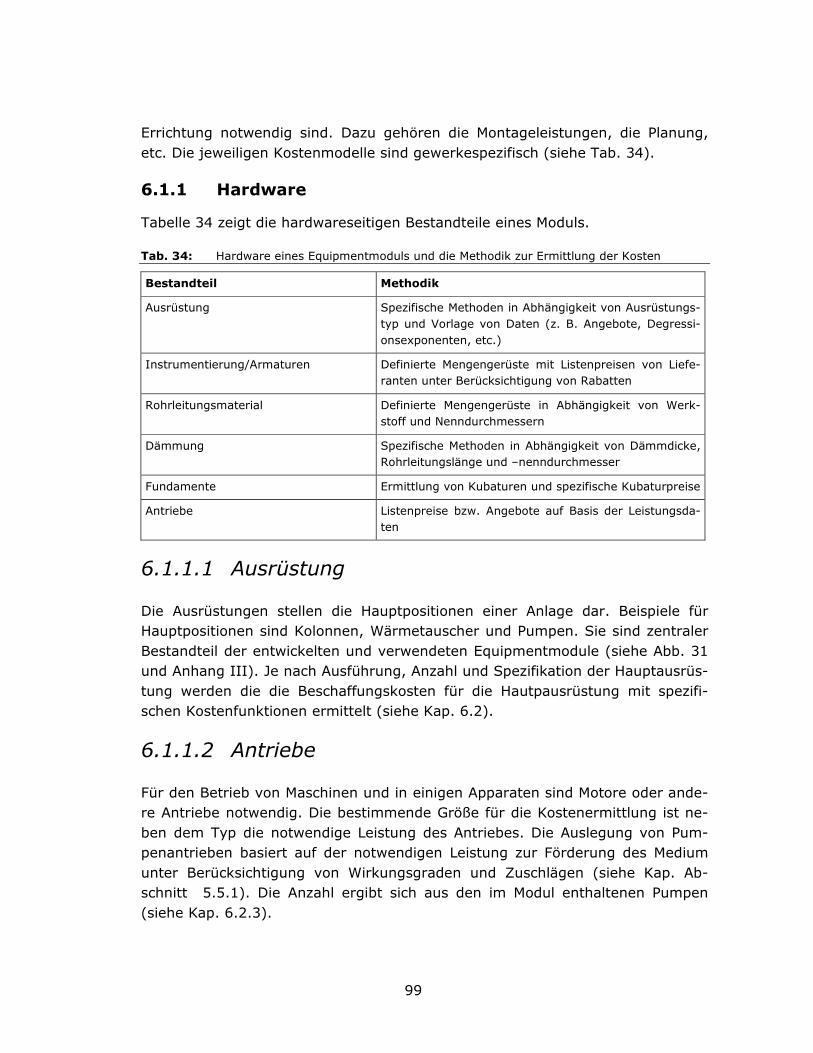
99
Errichtung notwendig sind. Dazu gehören die Montageleistungen, die Planung,
etc. Die jeweiligen Kostenmodelle sind gewerkespezifisch (siehe Tab. 34).
6.1.1 Hardware
Tabelle 34 zeigt die hardwareseitigen Bestandteile eines Moduls.
Tab. 34: Hardware eines Equipmentmoduls und die Methodik zur Ermittlung der Kosten
Bestandteil Methodik
Ausrüstung Spezifische Methoden in Abhängigkeit von Ausrüstungs-
typ und Vorlage von Daten (z. B. Angebote, Degressi-
onsexponenten, etc.)
Instrumentierung/Armaturen Definierte Mengengerüste mit Listenpreisen von Liefe-
ranten unter Berücksichtigung von Rabatten
Rohrleitungsmaterial Definierte Mengengerüste in Abhängigkeit von Werk-
stoff und Nenndurchmessern
Dämmung Spezifische Methoden in Abhängigkeit von Dämmdicke,
Rohrleitungslänge und –nenndurchmesser
Fundamente Ermittlung von Kubaturen und spezifische Kubaturpreise
Antriebe Listenpreise bzw. Angebote auf Basis der Leistungsda-
ten
6.1.1.1 Ausrüstung
Die Ausrüstungen stellen die Hauptpositionen einer Anlage dar. Beispiele für
Hauptpositionen sind Kolonnen, Wärmetauscher und Pumpen. Sie sind zentraler
Bestandteil der entwickelten und verwendeten Equipmentmodule (siehe Abb. 31
und Anhang III). Je nach Ausführung, Anzahl und Spezifikation der Hauptausrüs-
tung werden die die Beschaffungskosten für die Hautpausrüstung mit spezifi-
schen Kostenfunktionen ermittelt (siehe Kap. 6.2).
6.1.1.2 Antriebe
Für den Betrieb von Maschinen und in einigen Apparaten sind Motore oder ande-
re Antriebe notwendig. Die bestimmende Größe für die Kostenermittlung ist ne-
ben dem Typ die notwendige Leistung des Antriebes. Die Auslegung von Pum-
penantrieben basiert auf der notwendigen Leistung zur Förderung des Medium
unter Berücksichtigung von Wirkungsgraden und Zuschlägen (siehe Kap. Ab-
schnitt 5.5.1). Die Anzahl ergibt sich aus den im Modul enthaltenen Pumpen
(siehe Kap. 6.2.3).
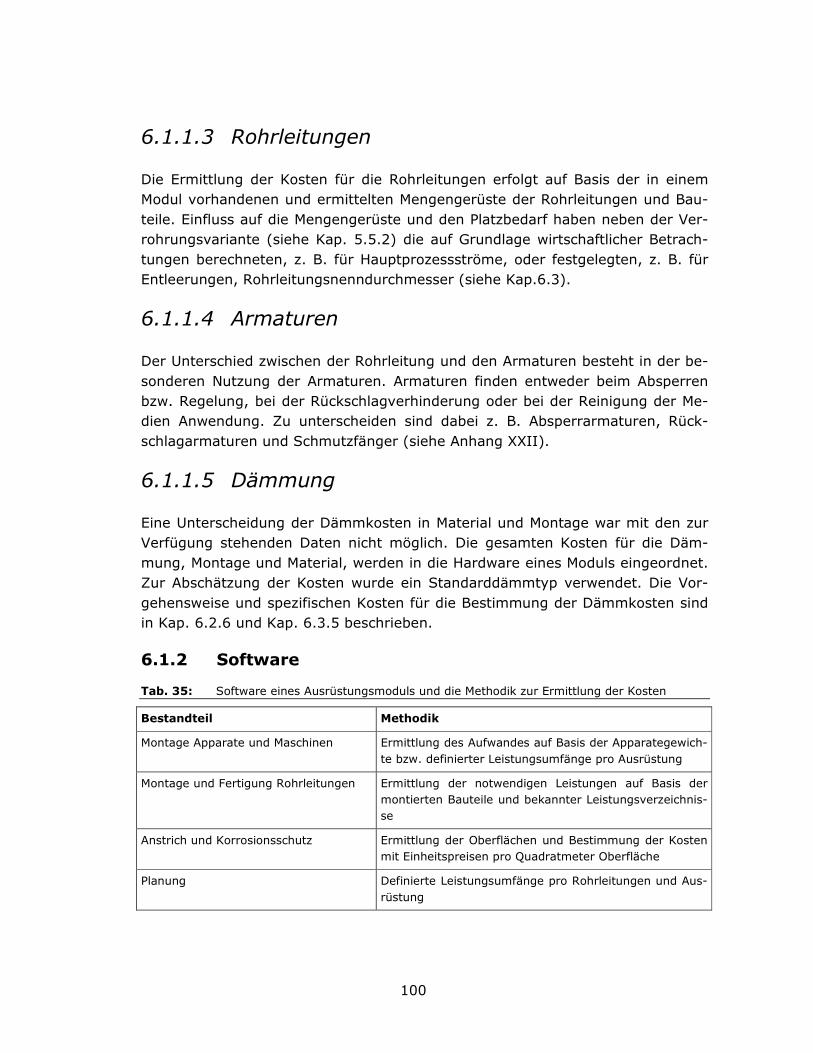
100
6.1.1.3 Rohrleitungen
Die Ermittlung der Kosten für die Rohrleitungen erfolgt auf Basis der in einem
Modul vorhandenen und ermittelten Mengengerüste der Rohrleitungen und Bau-
teile. Einfluss auf die Mengengerüste und den Platzbedarf haben neben der Ver-
rohrungsvariante (siehe Kap. 5.5.2) die auf Grundlage wirtschaftlicher Betrach-
tungen berechneten, z. B. für Hauptprozessströme, oder festgelegten, z. B. für
Entleerungen, Rohrleitungsnenndurchmesser (siehe Kap.6.3).
6.1.1.4 Armaturen
Der Unterschied zwischen der Rohrleitung und den Armaturen besteht in der be-
sonderen Nutzung der Armaturen. Armaturen finden entweder beim Absperren
bzw. Regelung, bei der Rückschlagverhinderung oder bei der Reinigung der Me-
dien Anwendung. Zu unterscheiden sind dabei z. B. Absperrarmaturen, Rück-
schlagarmaturen und Schmutzfänger (siehe Anhang XXII).
6.1.1.5 Dämmung
Eine Unterscheidung der Dämmkosten in Material und Montage war mit den zur
Verfügung stehenden Daten nicht möglich. Die gesamten Kosten für die Däm-
mung, Montage und Material, werden in die Hardware eines Moduls eingeordnet.
Zur Abschätzung der Kosten wurde ein Standarddämmtyp verwendet. Die Vor-
gehensweise und spezifischen Kosten für die Bestimmung der Dämmkosten sind
in Kap. 6.2.6 und Kap. 6.3.5 beschrieben.
6.1.2 Software
Tab. 35: Software eines Ausrüstungsmoduls und die Methodik zur Ermittlung der Kosten
Bestandteil Methodik
Montage Apparate und Maschinen Ermittlung des Aufwandes auf Basis der Apparategewich-
te bzw. definierter Leistungsumfänge pro Ausrüstung
Montage und Fertigung Rohrleitungen Ermittlung der notwendigen Leistungen auf Basis der
montierten Bauteile und bekannter Leistungsverzeichnis-
se
Anstrich und Korrosionsschutz Ermittlung der Oberflächen und Bestimmung der Kosten
mit Einheitspreisen pro Quadratmeter Oberfläche
Planung Definierte Leistungsumfänge pro Rohrleitungen und Aus-
rüstung
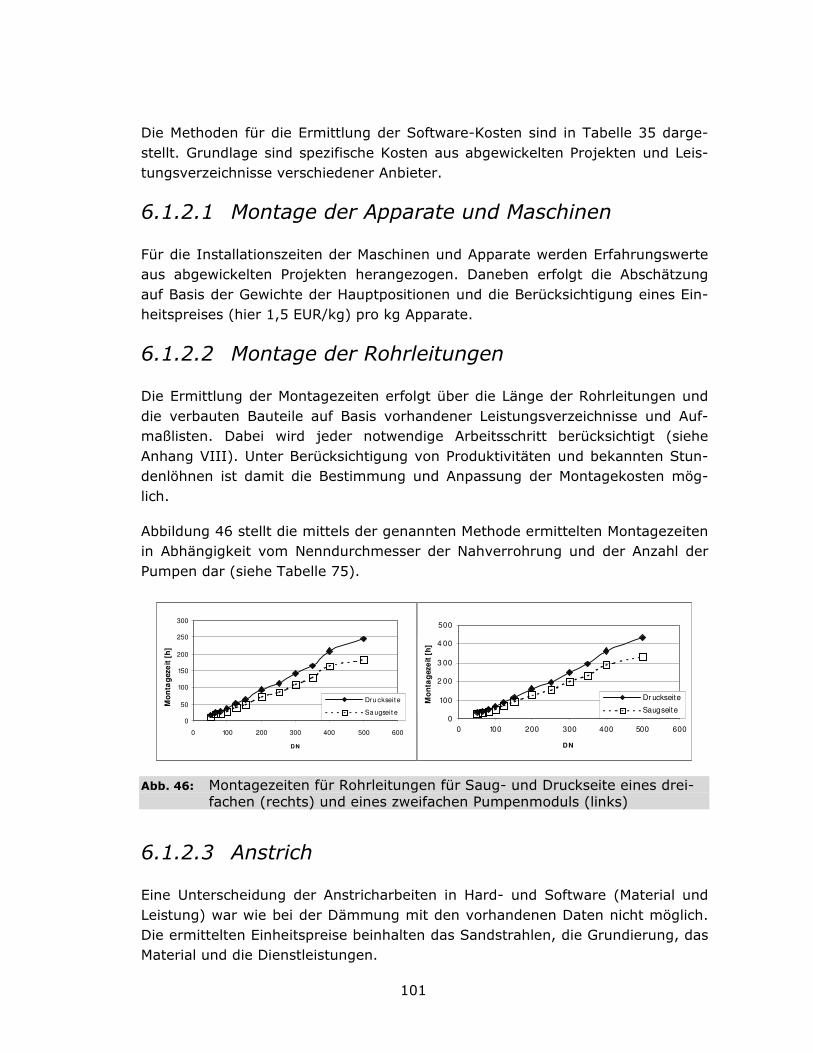
101
Die Methoden für die Ermittlung der Software-Kosten sind in Tabelle 35 darge-
stellt. Grundlage sind spezifische Kosten aus abgewickelten Projekten und Leis-
tungsverzeichnisse verschiedener Anbieter.
6.1.2.1 Montage der Apparate und Maschinen
Für die Installationszeiten der Maschinen und Apparate werden Erfahrungswerte
aus abgewickelten Projekten herangezogen. Daneben erfolgt die Abschätzung
auf Basis der Gewichte der Hauptpositionen und die Berücksichtigung eines Ein-
heitspreises (hier 1,5 EUR/kg) pro kg Apparate.
6.1.2.2 Montage der Rohrleitungen
Die Ermittlung der Montagezeiten erfolgt über die Länge der Rohrleitungen und
die verbauten Bauteile auf Basis vorhandener Leistungsverzeichnisse und Auf-
maßlisten. Dabei wird jeder notwendige Arbeitsschritt berücksichtigt (siehe
Anhang VIII). Unter Berücksichtigung von Produktivitäten und bekannten Stun-
denlöhnen ist damit die Bestimmung und Anpassung der Montagekosten mög-
lich.
Abbildung 46 stellt die mittels der genannten Methode ermittelten Montagezeiten
in Abhängigkeit vom Nenndurchmesser der Nahverrohrung und der Anzahl der
Pumpen dar (siehe Tabelle 75).
6.1.2.3 Anstrich
Eine Unterscheidung der Anstricharbeiten in Hard- und Software (Material und
Leistung) war wie bei der Dämmung mit den vorhandenen Daten nicht möglich.
Die ermittelten Einheitspreise beinhalten das Sandstrahlen, die Grundierung, das
Material und die Dienstleistungen.
0
100
2 00
3 00
4 00
500
0 100 200 300 400 500 600
DN
Dr uckseite
Saugseite0
50
100
150
200
250
300
0 100 200 300 400 500 600
DN
Dru ckseit e
Sa ugseit e
Mo
nta
gez
eit
[h
]
Mo
nta
gez
eit
[h
]
0
100
2 00
3 00
4 00
500
0 100 200 300 400 500 600
DN
Dr uckseite
Saugseite0
50
100
150
200
250
300
0 100 200 300 400 500 600
DN
Dru ckseit e
Sa ugseit e
Mo
nta
gez
eit
[h
]
Mo
nta
gez
eit
[h
]
Abb. 46: Montagezeiten für Rohrleitungen für Saug- und Druckseite eines drei-fachen (rechts) und eines zweifachen Pumpenmoduls (links)
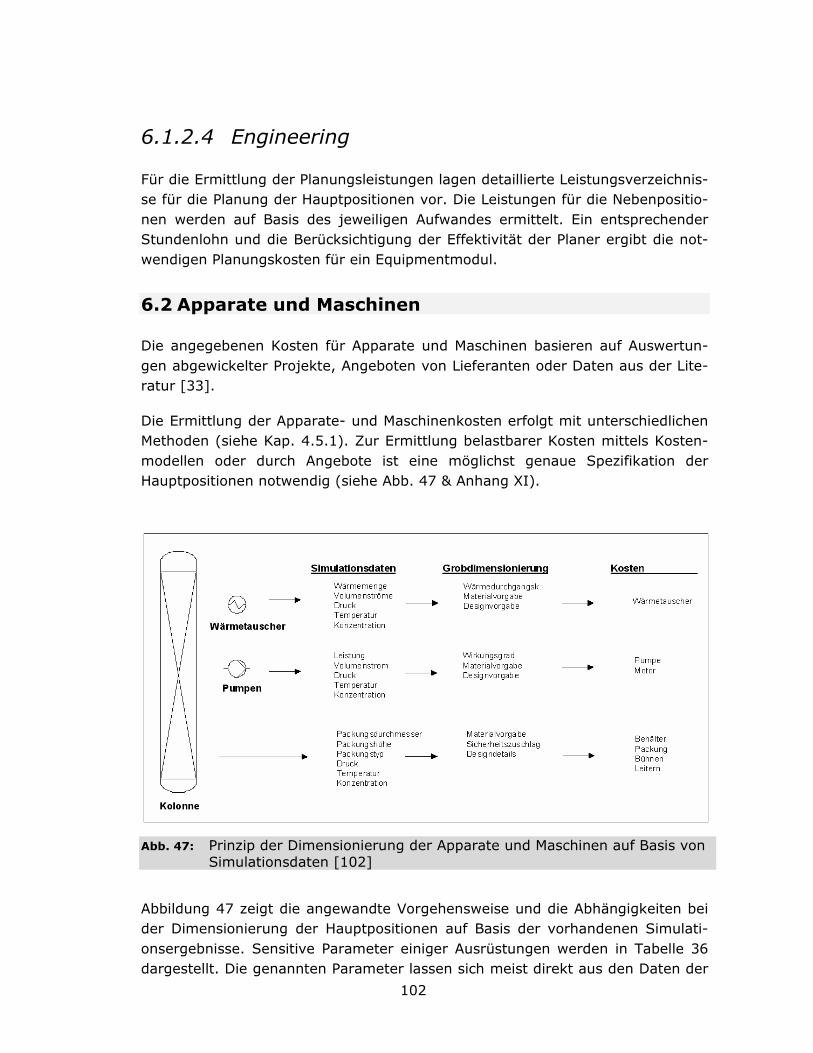
102
6.1.2.4 Engineering
Für die Ermittlung der Planungsleistungen lagen detaillierte Leistungsverzeichnis-
se für die Planung der Hauptpositionen vor. Die Leistungen für die Nebenpositio-
nen werden auf Basis des jeweiligen Aufwandes ermittelt. Ein entsprechender
Stundenlohn und die Berücksichtigung der Effektivität der Planer ergibt die not-
wendigen Planungskosten für ein Equipmentmodul.
6.2 Apparate und Maschinen
Die angegebenen Kosten für Apparate und Maschinen basieren auf Auswertun-
gen abgewickelter Projekte, Angeboten von Lieferanten oder Daten aus der Lite-
ratur [33].
Die Ermittlung der Apparate- und Maschinenkosten erfolgt mit unterschiedlichen
Methoden (siehe Kap. 4.5.1). Zur Ermittlung belastbarer Kosten mittels Kosten-
modellen oder durch Angebote ist eine möglichst genaue Spezifikation der
Hauptpositionen notwendig (siehe Abb. 47 & Anhang XI).
Abbildung 47 zeigt die angewandte Vorgehensweise und die Abhängigkeiten bei
der Dimensionierung der Hauptpositionen auf Basis der vorhandenen Simulati-
onsergebnisse. Sensitive Parameter einiger Ausrüstungen werden in Tabelle 36
dargestellt. Die genannten Parameter lassen sich meist direkt aus den Daten der
Abb. 47: Prinzip der Dimensionierung der Apparate und Maschinen auf Basis von Simulationsdaten [102]
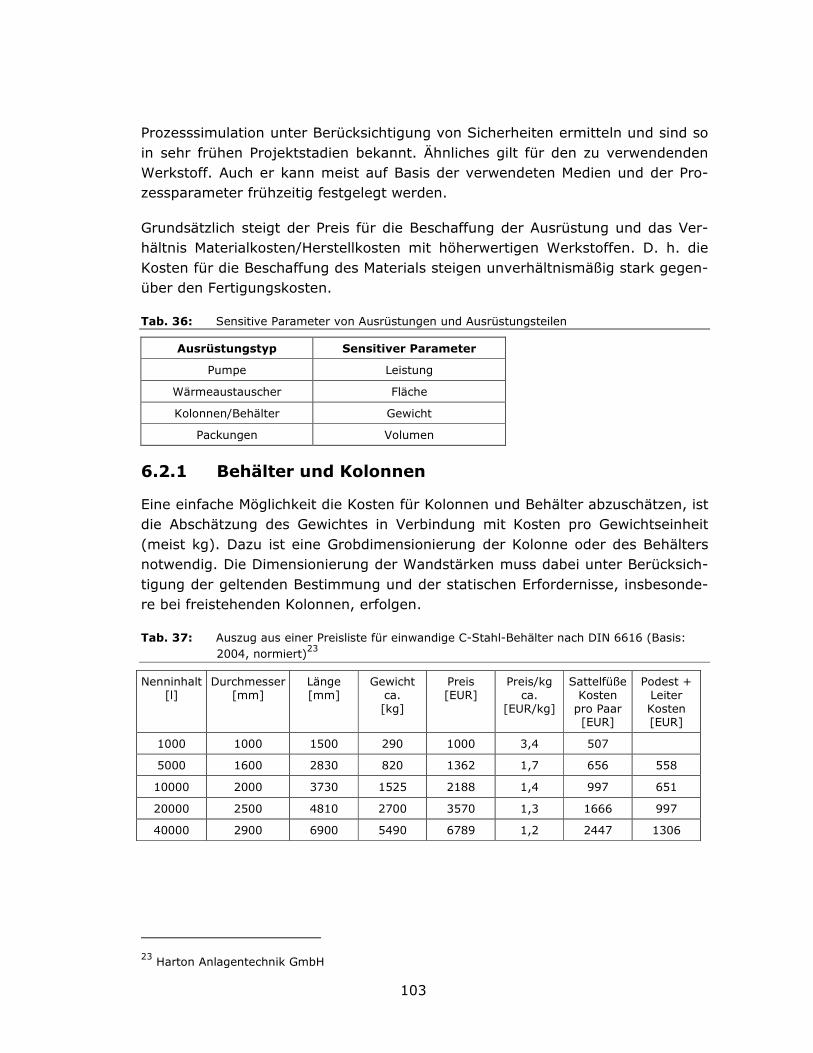
103
Prozesssimulation unter Berücksichtigung von Sicherheiten ermitteln und sind so
in sehr frühen Projektstadien bekannt. Ähnliches gilt für den zu verwendenden
Werkstoff. Auch er kann meist auf Basis der verwendeten Medien und der Pro-
zessparameter frühzeitig festgelegt werden.
Grundsätzlich steigt der Preis für die Beschaffung der Ausrüstung und das Ver-
hältnis Materialkosten/Herstellkosten mit höherwertigen Werkstoffen. D. h. die
Kosten für die Beschaffung des Materials steigen unverhältnismäßig stark gegen-
über den Fertigungskosten.
Tab. 36: Sensitive Parameter von Ausrüstungen und Ausrüstungsteilen
Ausrüstungstyp Sensitiver Parameter
Pumpe Leistung
Wärmeaustauscher Fläche
Kolonnen/Behälter Gewicht
Packungen Volumen
6.2.1 Behälter und Kolonnen
Eine einfache Möglichkeit die Kosten für Kolonnen und Behälter abzuschätzen, ist
die Abschätzung des Gewichtes in Verbindung mit Kosten pro Gewichtseinheit
(meist kg). Dazu ist eine Grobdimensionierung der Kolonne oder des Behälters
notwendig. Die Dimensionierung der Wandstärken muss dabei unter Berücksich-
tigung der geltenden Bestimmung und der statischen Erfordernisse, insbesonde-
re bei freistehenden Kolonnen, erfolgen.
Tab. 37: Auszug aus einer Preisliste für einwandige C-Stahl-Behälter nach DIN 6616 (Basis:
2004, normiert)23
Nenninhalt [l]
Durchmesser [mm]
Länge [mm]
Gewicht ca. [kg]
Preis [EUR]
Preis/kg ca.
[EUR/kg]
Sattelfüße Kosten pro Paar [EUR]
Podest + Leiter Kosten [EUR]
1000 1000 1500 290 1000 3,4 507
5000 1600 2830 820 1362 1,7 656 558
10000 2000 3730 1525 2188 1,4 997 651
20000 2500 4810 2700 3570 1,3 1666 997
40000 2900 6900 5490 6789 1,2 2447 1306
23 Harton Anlagentechnik GmbH

104
Behälter
Für Behälter, insbesondere für Behälter die der Normausführung entsprechen,
kann man auf Grundlage des notwendigen Volumens die Dimensionierungen er-
mitteln. Für solche Normbehälter erhält man regelmäßige Preislisten (siehe Tab.
37). Die Lieferzeiten sollten im Verhältnis zu Sonderausführungen deutlich gerin-
ger sein. Gleiches gilt sicherlich für die Anschaffungskosten.
Kolonnen
Die Dimensionierung von Kolonnen erfolgt anhand der durch die Simulation ge-
wonnen Daten (siehe Kap. 6.2). Die wesentlichen Bestandteile eines Kolonnen-
körpers sind in Abbildung 34 dargestellt. Für die Dimensionierung sind die ent-
sprechenden Typen und die berücksichtigten Sicherheiten der Einbauten von Be-
deutung. Bei Bodenkolonnen erfolgt mit einigen wenigen Regeln und den fluid-
dynamischen Berechnungen die Grobdimensionierung des Kolonnenkörpers (sie-
he Abb. 47). Die Verwendung von Standardleerrohrgeschwindigkeiten erlaubt
eine vereinfachte Dimensionierung gegenüber der Durchmesserbestimmung auf
Grundlage des F-Faktors.
Die Berechnung des Durchmessers von Kolonnen auf Basis des F-Faktors erfolgt
mit einem Verfahren nach STICHLMAIR [106] (Gl. 15-18).
[ ]4
1
12 *)(***5,2 gF glm ρρσϕ −= (15)24
mFF *7,0≈ (16)
−=−=
36,3
*3,0*21***2d
lAA
A
AAA wS
ak (17)
24 F F-Faktor
Fm maximaler F-Faktor φ relativer freier Querschnitt
σ1 Oberflächenspannung [kg/s] ρl Dichte der Flüssigkeit [kg/m³] ρg Dichte des Gases bzw. Dampfes [kg/m³] g Erdbeschleunigung [m/s²] A Fläche [m²] Aak aktive Fläche [m²] wg Gas- bzw. Dampfgeschwindigkeit [m/s]
gV& Volumenstrom des Gases bzw. Dampfes [m³/s]
lw Wehrlänge [m] d Durchmesser [m]
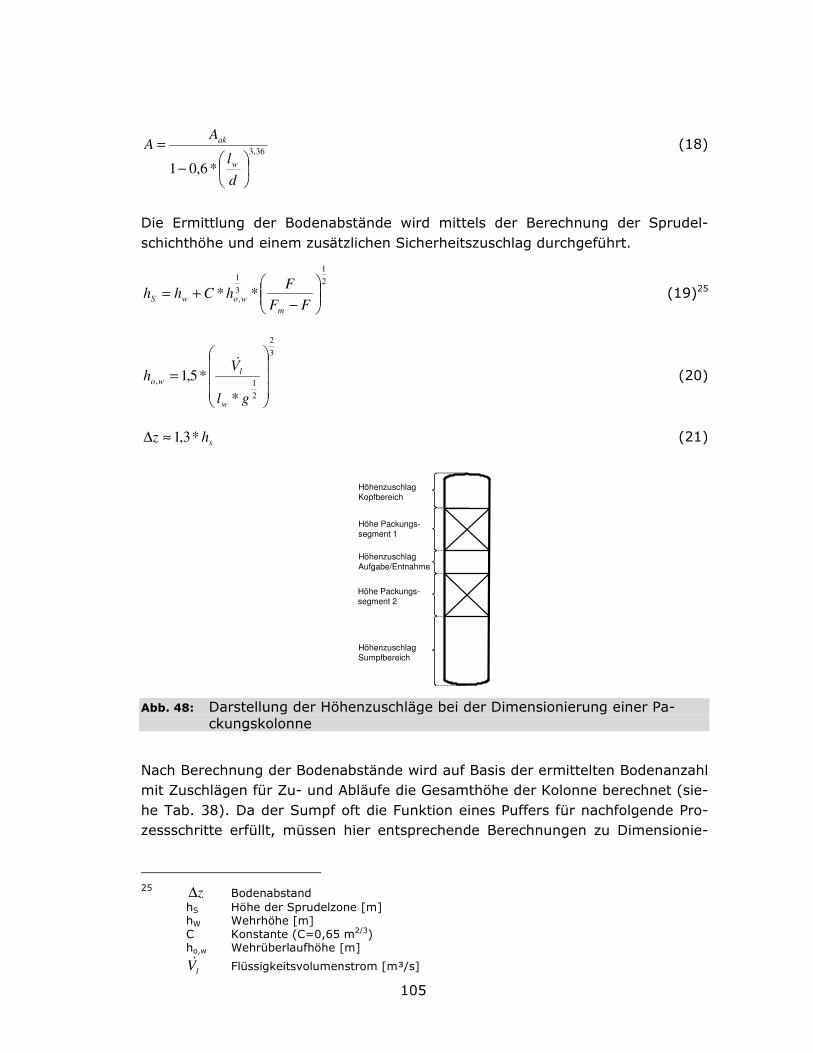
105
36,3
*6,01
−
=
d
l
AA
w
ak (18)
Die Ermittlung der Bodenabstände wird mittels der Berechnung der Sprudel-
schichthöhe und einem zusätzlichen Sicherheitszuschlag durchgeführt.
2
1
3
1
, **
−+=
FF
FhChh
m
wowS (19)25
3
2
2
1,
*
*5,1
=
gl
Vh
w
l
wo
&
(20)
shz *3,1≈∆ (21)
Nach Berechnung der Bodenabstände wird auf Basis der ermittelten Bodenanzahl
mit Zuschlägen für Zu- und Abläufe die Gesamthöhe der Kolonne berechnet (sie-
he Tab. 38). Da der Sumpf oft die Funktion eines Puffers für nachfolgende Pro-
zessschritte erfüllt, müssen hier entsprechende Berechnungen zu Dimensionie-
25 z∆ Bodenabstand
hS Höhe der Sprudelzone [m] hW Wehrhöhe [m] C Konstante (C=0,65 m2/3) ho,w Wehrüberlaufhöhe [m]
lV& Flüssigkeitsvolumenstrom [m³/s]
HöhenzuschlagKopfbereich
Höhe Packungs-segment 1
HöhenzuschlagAufgabe/Entnahme
HöhenzuschlagSumpfbereich
Höhe Packungs-segment 2
Abb. 48: Darstellung der Höhenzuschläge bei der Dimensionierung einer Pa-ckungskolonne
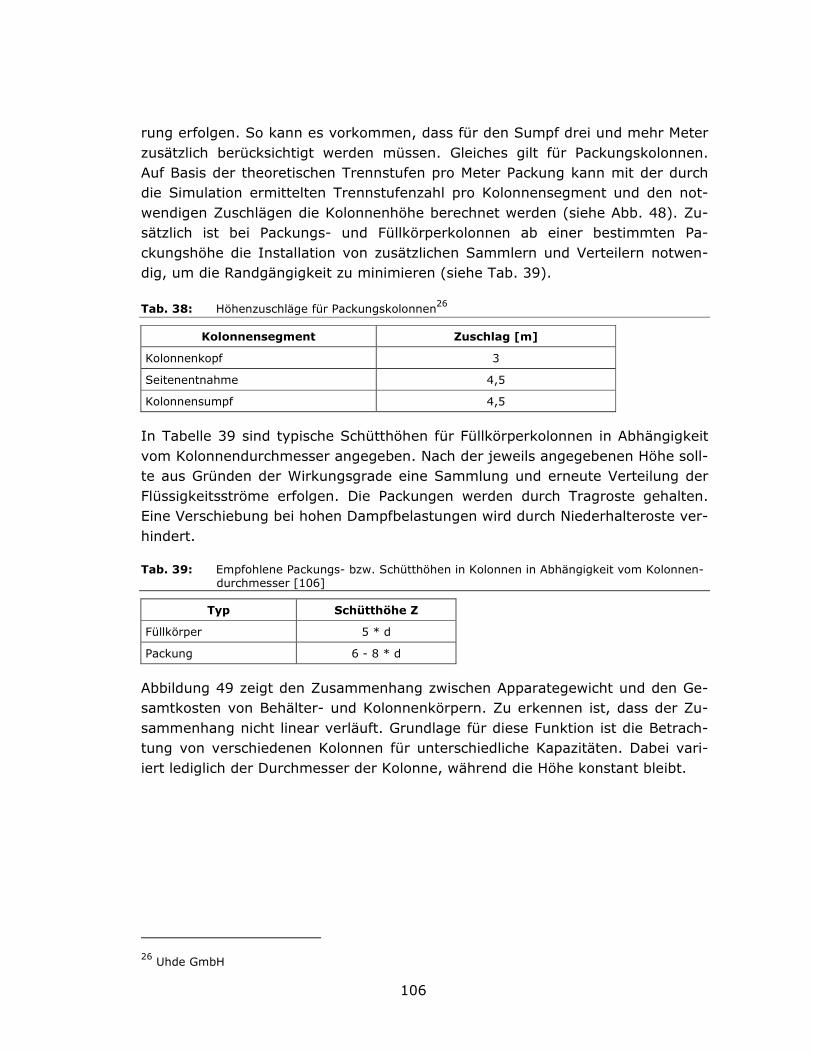
106
rung erfolgen. So kann es vorkommen, dass für den Sumpf drei und mehr Meter
zusätzlich berücksichtigt werden müssen. Gleiches gilt für Packungskolonnen.
Auf Basis der theoretischen Trennstufen pro Meter Packung kann mit der durch
die Simulation ermittelten Trennstufenzahl pro Kolonnensegment und den not-
wendigen Zuschlägen die Kolonnenhöhe berechnet werden (siehe Abb. 48). Zu-
sätzlich ist bei Packungs- und Füllkörperkolonnen ab einer bestimmten Pa-
ckungshöhe die Installation von zusätzlichen Sammlern und Verteilern notwen-
dig, um die Randgängigkeit zu minimieren (siehe Tab. 39).
Tab. 38: Höhenzuschläge für Packungskolonnen26
Kolonnensegment Zuschlag [m]
Kolonnenkopf 3
Seitenentnahme 4,5
Kolonnensumpf 4,5
In Tabelle 39 sind typische Schütthöhen für Füllkörperkolonnen in Abhängigkeit
vom Kolonnendurchmesser angegeben. Nach der jeweils angegebenen Höhe soll-
te aus Gründen der Wirkungsgrade eine Sammlung und erneute Verteilung der
Flüssigkeitsströme erfolgen. Die Packungen werden durch Tragroste gehalten.
Eine Verschiebung bei hohen Dampfbelastungen wird durch Niederhalteroste ver-
hindert.
Tab. 39: Empfohlene Packungs- bzw. Schütthöhen in Kolonnen in Abhängigkeit vom Kolonnen-durchmesser [106]
Typ Schütthöhe Z
Füllkörper 5 * d
Packung 6 - 8 * d
Abbildung 49 zeigt den Zusammenhang zwischen Apparategewicht und den Ge-
samtkosten von Behälter- und Kolonnenkörpern. Zu erkennen ist, dass der Zu-
sammenhang nicht linear verläuft. Grundlage für diese Funktion ist die Betrach-
tung von verschiedenen Kolonnen für unterschiedliche Kapazitäten. Dabei vari-
iert lediglich der Durchmesser der Kolonne, während die Höhe konstant bleibt.
26 Uhde GmbH

107
6.2.1.1 Einbauten
Die Anzahl der notwendigen Trennstufen ergeben sich aus den Daten der Pro-
zesssimulation. Nach Festlegung der Boden- bzw. Packungs- oder Füllkörperty-
pen und der fluiddynamischen Auslegung der Kolonnen sind Anzahl und Abmes-
sungen der Einbauten bekannt (siehe Abb. 48). Mit spezifischen Kosten (EUR/m³
bzw. EUR/m²), basierend auf abgewickelten Projekten und aktuellen Angeboten
von Lieferanten, lassen sich die Kosten für die Einbauten ermitteln.
Für andere Einbauten, z. B. Rührer in Behältern, kann die Ermittlung der Kosten
ähnlich realisiert werden. Allerdings bedingt der Einsatz von Rührern oft auch
eine andere Konstruktion des Behälters im Bereich des Rührwerks (zusätzlicher
Stutzen, Dichtung, verstärkte Ausführung des Behälterkopfes, etc.), was sich in
höheren Behälterkosten niederschlägt.
Tab. 40: Kosten für Kolonneneinbauten (Basis: 2004) [33]
Einbauten Spezifischer Preis
Siebböden 390 EUR/m² (Edelstahl, Durchmesser 4 m)
Ventilböden 460 EUR/m² (Edelstahl, Durchmesser 4 m)
Pallringe 500 EUR/m³ (ab 10 m³, C-Stahl, Durchmesser 50 mm)
Kostenfunktion
Gewicht
Ko
ste
n
Reihe1
Linear (Reihe1)
Kostenfunktion
Lin. Trendlinie
Gewicht [kg]
Ko
ste
n [E
UR
]
Kostenfunktion
Lin. TrendlinieKostenfunktion
Gewicht
Ko
ste
n
Reihe1
Linear (Reihe1)
Kostenfunktion
Lin. Trendlinie
Gewicht [kg]
Ko
ste
n [E
UR
]
Kostenfunktion
Lin. Trendlinie
Abb. 49: Kostenfunktion für Kolonnen in Abhängigkeit des Gewichtes (Basis: 2003)
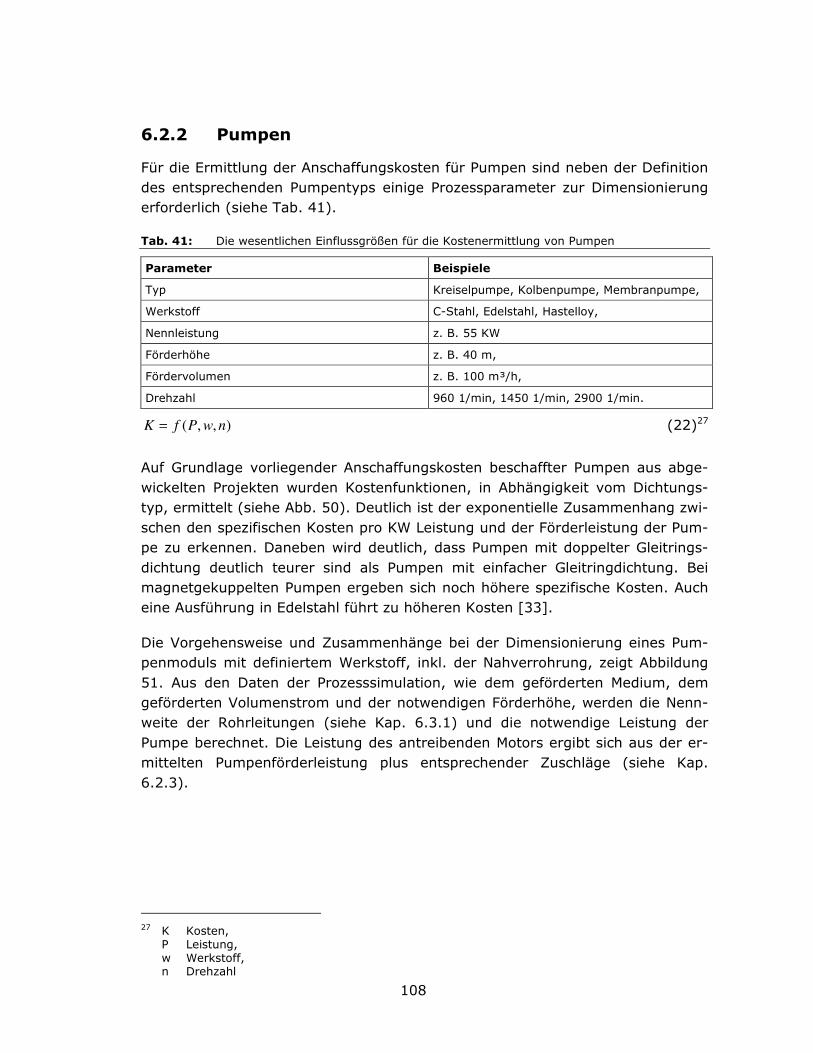
108
6.2.2 Pumpen
Für die Ermittlung der Anschaffungskosten für Pumpen sind neben der Definition
des entsprechenden Pumpentyps einige Prozessparameter zur Dimensionierung
erforderlich (siehe Tab. 41).
Tab. 41: Die wesentlichen Einflussgrößen für die Kostenermittlung von Pumpen
Parameter Beispiele
Typ Kreiselpumpe, Kolbenpumpe, Membranpumpe,
Werkstoff C-Stahl, Edelstahl, Hastelloy,
Nennleistung z. B. 55 KW
Förderhöhe z. B. 40 m,
Fördervolumen z. B. 100 m³/h,
Drehzahl 960 1/min, 1450 1/min, 2900 1/min.
),,( nwPfK = (22)27
Auf Grundlage vorliegender Anschaffungskosten beschaffter Pumpen aus abge-
wickelten Projekten wurden Kostenfunktionen, in Abhängigkeit vom Dichtungs-
typ, ermittelt (siehe Abb. 50). Deutlich ist der exponentielle Zusammenhang zwi-
schen den spezifischen Kosten pro KW Leistung und der Förderleistung der Pum-
pe zu erkennen. Daneben wird deutlich, dass Pumpen mit doppelter Gleitrings-
dichtung deutlich teurer sind als Pumpen mit einfacher Gleitringdichtung. Bei
magnetgekuppelten Pumpen ergeben sich noch höhere spezifische Kosten. Auch
eine Ausführung in Edelstahl führt zu höheren Kosten [33].
Die Vorgehensweise und Zusammenhänge bei der Dimensionierung eines Pum-
penmoduls mit definiertem Werkstoff, inkl. der Nahverrohrung, zeigt Abbildung
51. Aus den Daten der Prozesssimulation, wie dem geförderten Medium, dem
geförderten Volumenstrom und der notwendigen Förderhöhe, werden die Nenn-
weite der Rohrleitungen (siehe Kap. 6.3.1) und die notwendige Leistung der
Pumpe berechnet. Die Leistung des antreibenden Motors ergibt sich aus der er-
mittelten Pumpenförderleistung plus entsprechender Zuschläge (siehe Kap.
6.2.3).
27 K Kosten, P Leistung, w Werkstoff, n Drehzahl

109
Die Nenndurchmesser des Eintritts- und Austrittsstutzens von Kreiselpumpen ist
von der gewählten Nenndrehzahl (1450 1/min oder 2900 1/min), dem geförder-
ten Volumenstrom und dem Laufraddurchmesser abhängig. Die größte Abhän-
gigkeit besteht aber von der geförderten Menge in Verbindung mit der gewählten
log Leistung [KW]
log
Sp
ez.
Ko
sten
[E
uro
/KW
]
Kostendaten DGLRG
Kostendaten EGLRD
Kostenfunktion DGLRG
Kostenfunktion EGLRD
Abb. 50: Kostenfunktionen für Kreiselpumpen mit Gleitringdichtung, Werkstoff: 1.4404 (Basis: 2003)
Volumenstrom
Pumpe
Pumpenmodul(Kreiselpumpe, GG)
Arma-turen
Nahver-rohrung
Motor
Durchfluss-geschwindigkeit
Nennweite
Förderhöhe
Leistung
Abb. 51: Abhängigkeiten bei der Auslegung von Pumpen und der dazugehöri-gen Nahverrohrung (Werkstoff: Grauguss)
110
Drehzahl. Die Förderhöhe hat keinen wesentlichen Einfluss auf die Nenndurch-
messer der Stutzen nach DIN EN 22858.
6.2.3 Motoren und Antriebe
Für den Antrieb von Pumpen und Kompressoren gibt es verschiedene Möglichkei-
ten. Die gebräuchlichste ist der Antrieb mittels Elektromotoren. Alternativ wer-
den auch Turbinen oder Dampfmotoren eingesetzt.
Grundsätzlich unterscheiden sich die Motoren in ihrer Frequenz f, ihrer Drehzahl
sowie ihrer Schutzart. Das Verbundnetzsystem von Europa wird mit einer stabi-
len Frequenz von 50 Hz gefahren, außerhalb Europas sind jedoch auch Strom-
netze mit 60 Hz üblich (z. B. den Vereinigten Staaten), so dass bei der Motor-
wahl stets die Kenntnis bezüglich der Frequenz erforderlich ist.
Motoren sind mit unterschiedlichen Drehzahlen lieferbar (z.B. ca. 1.000, 1.450
oder 2.900 min-1). Ein weiteres Unterscheidungsmerkmal eines Pumpenmotors
sind die Schutzklassen. Hierbei wird das zu fördernde Medium und die Umge-
bung nach verschiedenen Kriterien beurteilt. Zu nennen sind die Einteilungen in
die Explosionszonen, -gruppen und Temperaturklassen (siehe Anhang XIII).
Bei den verwendeten standardisierten Pumpengruppen wird generell von einem
gebräuchlichen 4-poligen 50 Hz Motor mit einer Drehzahl von ca. 1.450 min -1
ausgegangen. Für andere Ausführungen müssen Zuschlagsfaktoren verwendet
werden.
Die Auslegung der Motorleistung P von Kreiselpumpen erfolgt über die Parameter
Volumenstrom Q und Förderhöhe H. Sie berechnet sich wie folgt [18], [135]:
η
360* HQ
P = (23) [63] 28
Der Wirkungsgrad η wird standardmäßig mit einem Wert von 0,7 angenommen.
Bei der Auslegung der Motorleistung werden zusätzliche Sicherheitszuschläge
berücksichtigt (siehe Tab. 30).
28 Q Volumenstrom, H Förderhöhe, P Motorleistung, η Wirkungsgrad.
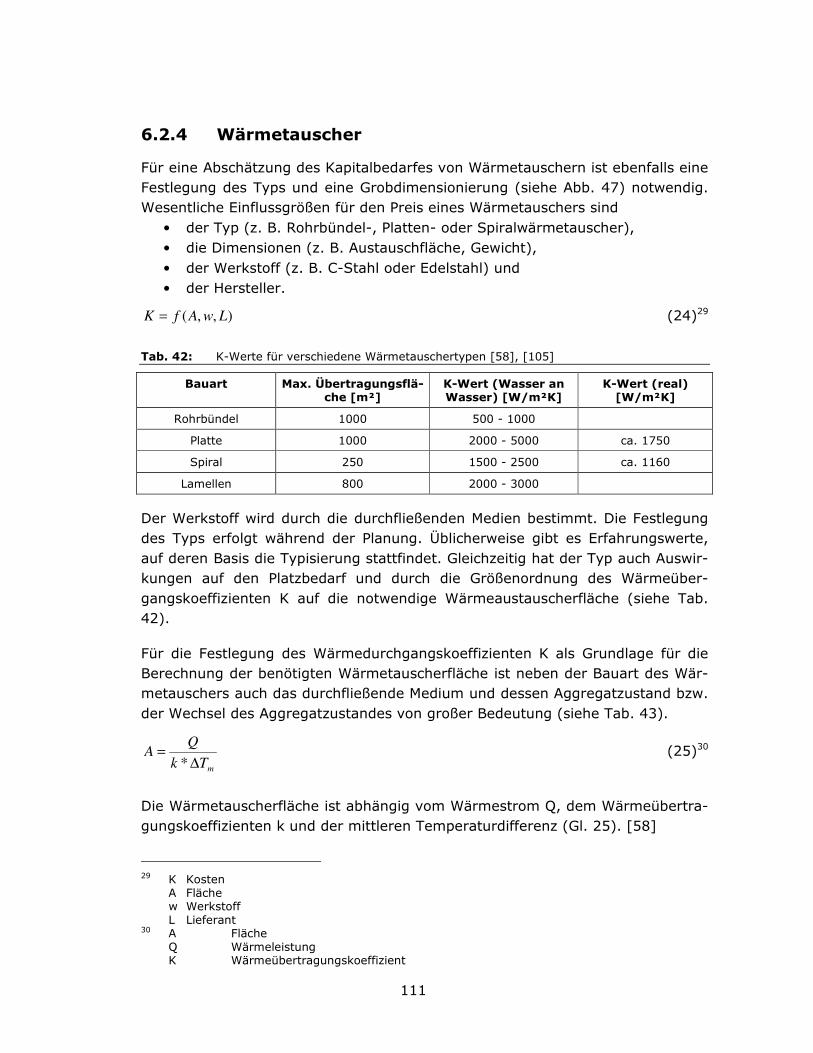
111
6.2.4 Wärmetauscher
Für eine Abschätzung des Kapitalbedarfes von Wärmetauschern ist ebenfalls eine
Festlegung des Typs und eine Grobdimensionierung (siehe Abb. 47) notwendig.
Wesentliche Einflussgrößen für den Preis eines Wärmetauschers sind
• der Typ (z. B. Rohrbündel-, Platten- oder Spiralwärmetauscher),
• die Dimensionen (z. B. Austauschfläche, Gewicht),
• der Werkstoff (z. B. C-Stahl oder Edelstahl) und
• der Hersteller.
),,( LwAfK = (24)29
Tab. 42: K-Werte für verschiedene Wärmetauschertypen [58], [105]
Bauart Max. Übertragungsflä-che [m²]
K-Wert (Wasser an Wasser) [W/m²K]
K-Wert (real) [W/m²K]
Rohrbündel 1000 500 - 1000
Platte 1000 2000 - 5000 ca. 1750
Spiral 250 1500 - 2500 ca. 1160
Lamellen 800 2000 - 3000
Der Werkstoff wird durch die durchfließenden Medien bestimmt. Die Festlegung
des Typs erfolgt während der Planung. Üblicherweise gibt es Erfahrungswerte,
auf deren Basis die Typisierung stattfindet. Gleichzeitig hat der Typ auch Auswir-
kungen auf den Platzbedarf und durch die Größenordnung des Wärmeüber-
gangskoeffizienten K auf die notwendige Wärmeaustauscherfläche (siehe Tab.
42).
Für die Festlegung des Wärmedurchgangskoeffizienten K als Grundlage für die
Berechnung der benötigten Wärmetauscherfläche ist neben der Bauart des Wär-
metauschers auch das durchfließende Medium und dessen Aggregatzustand bzw.
der Wechsel des Aggregatzustandes von großer Bedeutung (siehe Tab. 43).
mTk
QA
∆=
* (25)30
Die Wärmetauscherfläche ist abhängig vom Wärmestrom Q, dem Wärmeübertra-
gungskoeffizienten k und der mittleren Temperaturdifferenz (Gl. 25). [58]
29 K Kosten A Fläche w Werkstoff L Lieferant 30 A Fläche Q Wärmeleistung K Wärmeübertragungskoeffizient
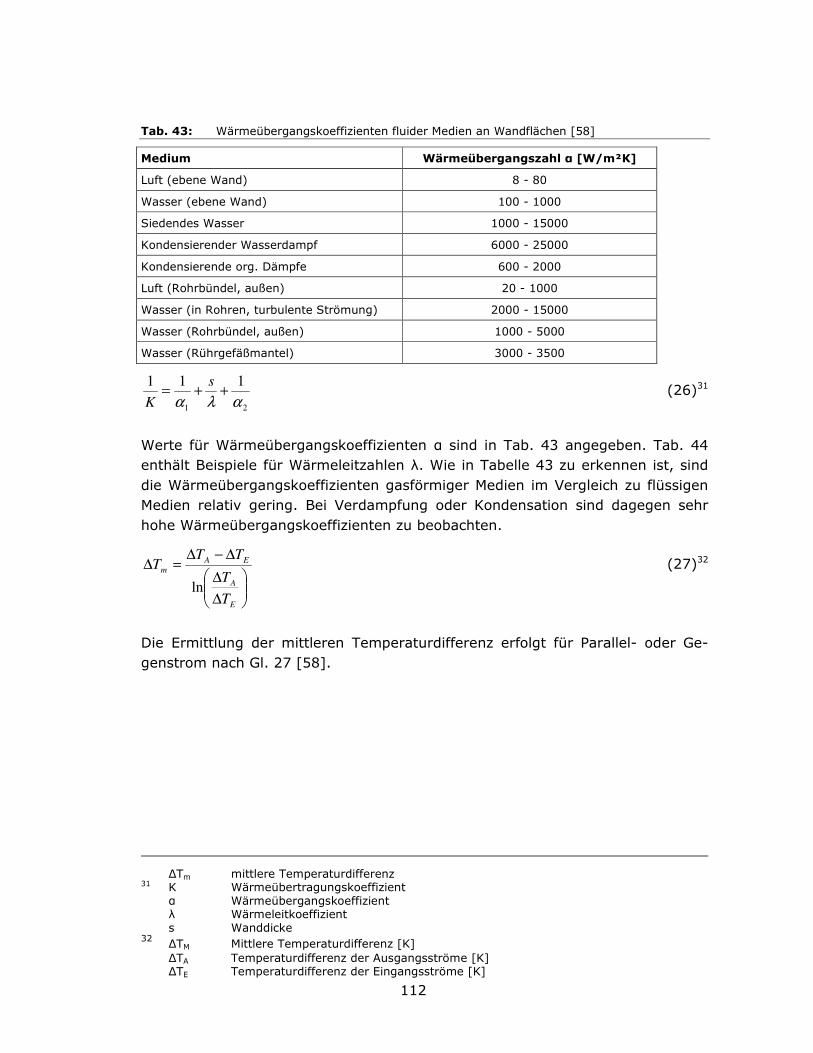
112
Tab. 43: Wärmeübergangskoeffizienten fluider Medien an Wandflächen [58]
Medium Wärmeübergangszahl α [W/m²K]
Luft (ebene Wand) 8 - 80
Wasser (ebene Wand) 100 - 1000
Siedendes Wasser 1000 - 15000
Kondensierender Wasserdampf 6000 - 25000
Kondensierende org. Dämpfe 600 - 2000
Luft (Rohrbündel, außen) 20 - 1000
Wasser (in Rohren, turbulente Strömung) 2000 - 15000
Wasser (Rohrbündel, außen) 1000 - 5000
Wasser (Rührgefäßmantel) 3000 - 3500
21
111
αλα++=
s
K (26)31
Werte für Wärmeübergangskoeffizienten α sind in Tab. 43 angegeben. Tab. 44
enthält Beispiele für Wärmeleitzahlen λ. Wie in Tabelle 43 zu erkennen ist, sind
die Wärmeübergangskoeffizienten gasförmiger Medien im Vergleich zu flüssigen
Medien relativ gering. Bei Verdampfung oder Kondensation sind dagegen sehr
hohe Wärmeübergangskoeffizienten zu beobachten.
∆
∆
∆−∆=∆
E
A
EA
m
T
T
TTT
ln
(27)32
Die Ermittlung der mittleren Temperaturdifferenz erfolgt für Parallel- oder Ge-
genstrom nach Gl. 27 [58].
∆Tm mittlere Temperaturdifferenz 31 K Wärmeübertragungskoeffizient α Wärmeübergangskoeffizient λ Wärmeleitkoeffizient s Wanddicke 32 ∆TM Mittlere Temperaturdifferenz [K] ∆TA Temperaturdifferenz der Ausgangsströme [K] ∆TE Temperaturdifferenz der Eingangsströme [K]
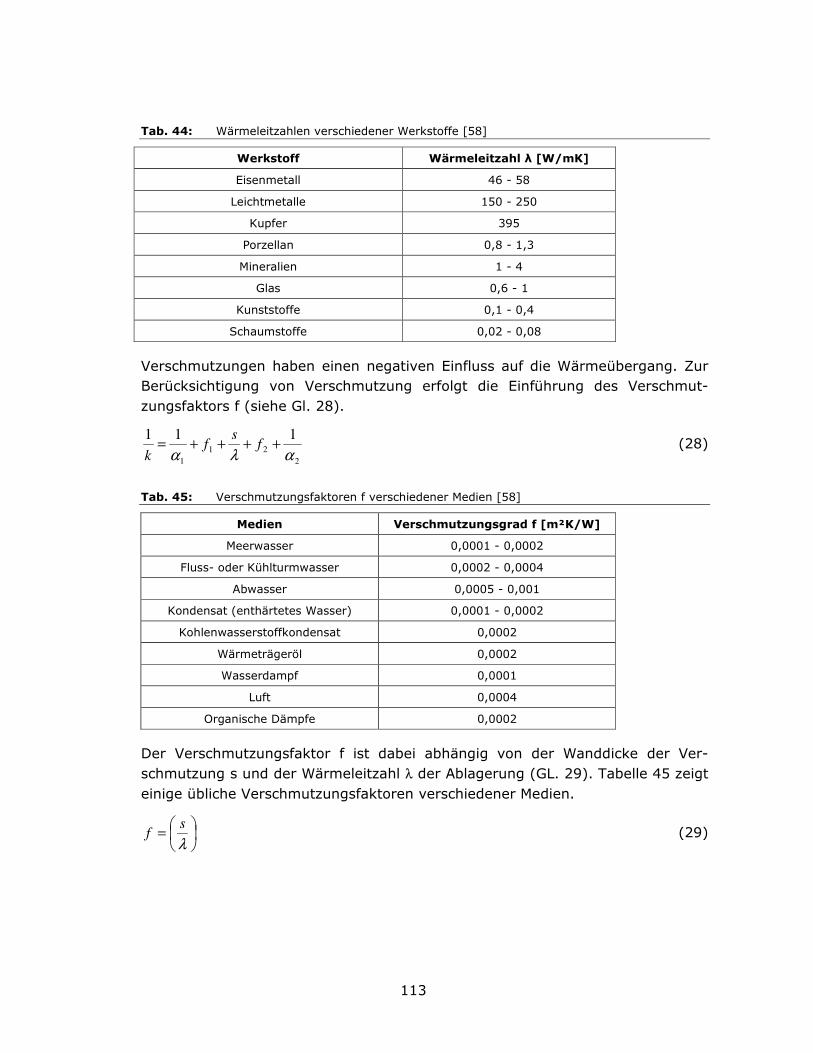
113
Tab. 44: Wärmeleitzahlen verschiedener Werkstoffe [58]
Werkstoff Wärmeleitzahl λ [W/mK]
Eisenmetall 46 - 58
Leichtmetalle 150 - 250
Kupfer 395
Porzellan 0,8 - 1,3
Mineralien 1 - 4
Glas 0,6 - 1
Kunststoffe 0,1 - 0,4
Schaumstoffe 0,02 - 0,08
Verschmutzungen haben einen negativen Einfluss auf die Wärmeübergang. Zur
Berücksichtigung von Verschmutzung erfolgt die Einführung des Verschmut-
zungsfaktors f (siehe Gl. 28).
2
21
1
111
αλα++++= f
sf
k (28)
Tab. 45: Verschmutzungsfaktoren f verschiedener Medien [58]
Medien Verschmutzungsgrad f [m²K/W]
Meerwasser 0,0001 - 0,0002
Fluss- oder Kühlturmwasser 0,0002 - 0,0004
Abwasser 0,0005 - 0,001
Kondensat (enthärtetes Wasser) 0,0001 - 0,0002
Kohlenwasserstoffkondensat 0,0002
Wärmeträgeröl 0,0002
Wasserdampf 0,0001
Luft 0,0004
Organische Dämpfe 0,0002
Der Verschmutzungsfaktor f ist dabei abhängig von der Wanddicke der Ver-
schmutzung s und der Wärmeleitzahl λ der Ablagerung (GL. 29). Tabelle 45 zeigt
einige übliche Verschmutzungsfaktoren verschiedener Medien.
=
λ
sf (29)
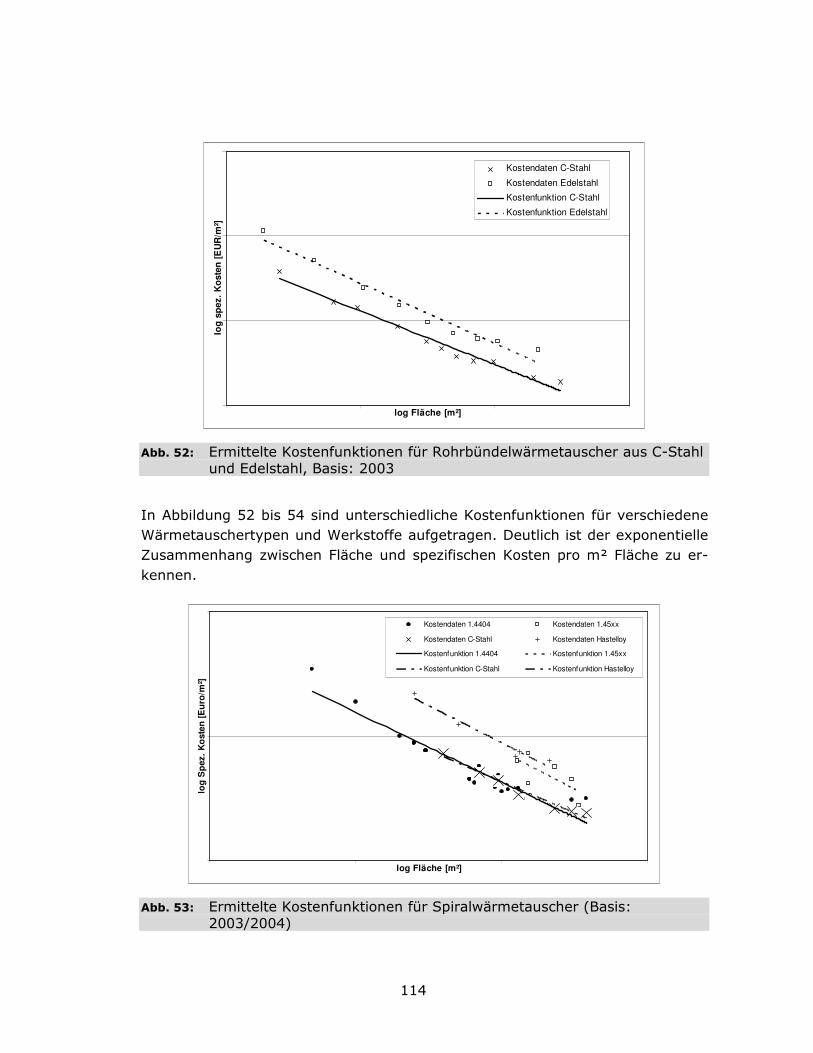
114
In Abbildung 52 bis 54 sind unterschiedliche Kostenfunktionen für verschiedene
Wärmetauschertypen und Werkstoffe aufgetragen. Deutlich ist der exponentielle
Zusammenhang zwischen Fläche und spezifischen Kosten pro m² Fläche zu er-
kennen.
log Fläche [m²]
log
sp
ez.
Ko
sten
[E
UR
/m²]
Kostendaten C-Stahl
Kostendaten Edelstahl
Kostenfunktion C-Stahl
Kostenfunktion Edelstahl
Abb. 52: Ermittelte Kostenfunktionen für Rohrbündelwärmetauscher aus C-Stahl und Edelstahl, Basis: 2003
log Fläche [m²]
log
Sp
ez.
Ko
sten
[E
uro
/m²]
Kostendaten 1.4404 Kostendaten 1.45xx
Kostendaten C-Stahl Kostendaten Hastelloy
Kostenfunktion 1.4404 Kostenfunktion 1.45xx
Kostenfunktion C-Stahl Kostenfunktion Hastelloy
Abb. 53: Ermittelte Kostenfunktionen für Spiralwärmetauscher (Basis: 2003/2004)
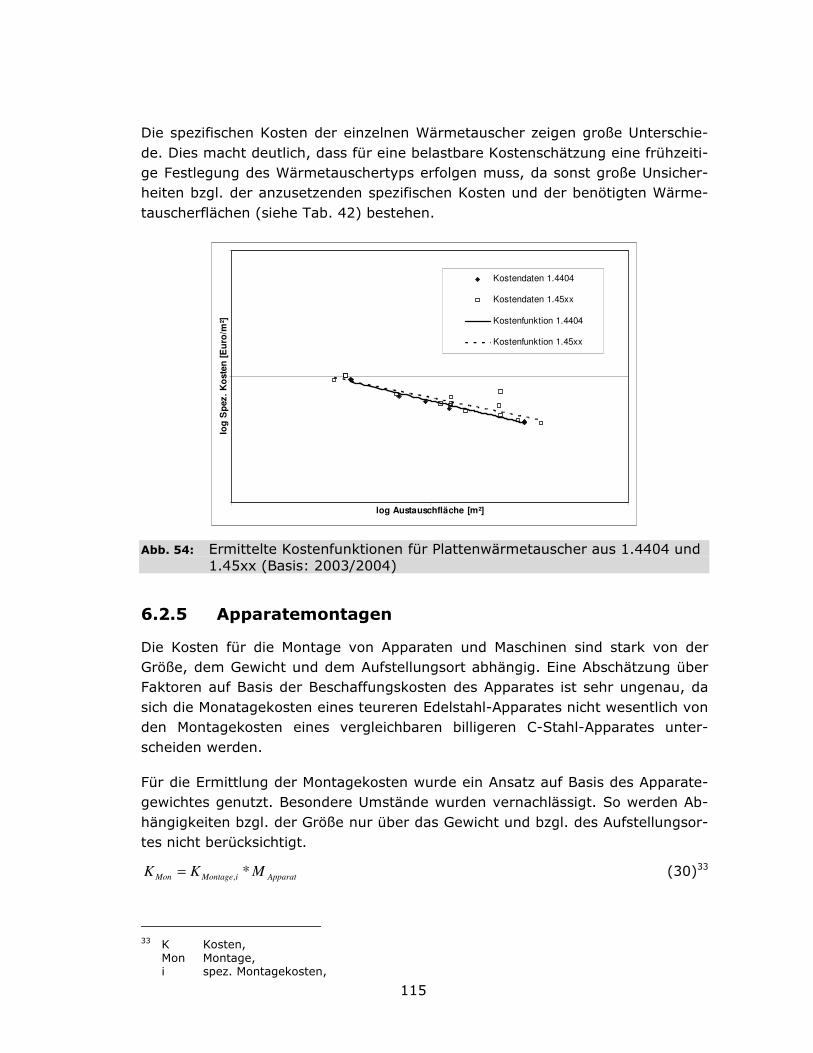
115
Die spezifischen Kosten der einzelnen Wärmetauscher zeigen große Unterschie-
de. Dies macht deutlich, dass für eine belastbare Kostenschätzung eine frühzeiti-
ge Festlegung des Wärmetauschertyps erfolgen muss, da sonst große Unsicher-
heiten bzgl. der anzusetzenden spezifischen Kosten und der benötigten Wärme-
tauscherflächen (siehe Tab. 42) bestehen.
6.2.5 Apparatemontagen
Die Kosten für die Montage von Apparaten und Maschinen sind stark von der
Größe, dem Gewicht und dem Aufstellungsort abhängig. Eine Abschätzung über
Faktoren auf Basis der Beschaffungskosten des Apparates ist sehr ungenau, da
sich die Monatagekosten eines teureren Edelstahl-Apparates nicht wesentlich von
den Montagekosten eines vergleichbaren billigeren C-Stahl-Apparates unter-
scheiden werden.
Für die Ermittlung der Montagekosten wurde ein Ansatz auf Basis des Apparate-
gewichtes genutzt. Besondere Umstände wurden vernachlässigt. So werden Ab-
hängigkeiten bzgl. der Größe nur über das Gewicht und bzgl. des Aufstellungsor-
tes nicht berücksichtigt.
ApparatiMontageMon MKK *,= (30)33
33 K Kosten, Mon Montage, i spez. Montagekosten,
log Austauschfläche [m²]
log
Sp
ez.
Ko
sten
[E
uro
/m²]
Kostendaten 1.4404
Kostendaten 1.45xx
Kostenfunktion 1.4404
Kostenfunktion 1.45xx
Abb. 54: Ermittelte Kostenfunktionen für Plattenwärmetauscher aus 1.4404 und 1.45xx (Basis: 2003/2004)
116
6.2.6 Dämmung der Apparate
Die Kosten für Dämmung von Apparaten und Rohrleitungen sind stark von der
Art der Dämmung (f1, Werkstoff), der Dicke (f2) und der zu dämmenden Fläche
abhängig. Diese Abhängigkeit gilt sowohl für Apparate als auch für Rohrleitun-
gen.
DämDäm AffK ** 21= (31)34
6.3 Rohrleitungen
Für die Ermittlung der Rohrleitungskosten können abhängig von den vorhande-
nen Planungsdaten unterschiedliche Methoden verwendet werden. Bei Verwen-
dung von Kapazitäts- bzw. Strukturmethoden mit Globalfaktoren, wie sie in sehr
frühen Planungsphasen angewandt werden, werden sie nicht einzeln ausgewie-
sen, sondern gemeinsam mit den anderen Nebenpositionen ermittelt (siehe Kap.
4). Bei Verwendung von Strukturmethoden mit Einzelfaktoren bzw. bei modula-
ren Methoden mit Einzelfaktoren für die Nebenpositionen, erfolgt die Bestim-
mung der Rohrleitungskosten mithilfe eines spezifischen von unterschiedlichen
Parametern (je nach Methode, meist vom Anlagen- bzw. Apparatetyp) abhängi-
gen Faktors (siehe Kap. 4). Eine Ermittlung der Rohrleitungskosten über Fakto-
ren, basierend auf den Kosten für die Hauptausrüstung, ist für frühe Phasen aus-
reichend genau und erlaubt eine schnelle Ermittlung der entsprechenden Kosten.
Eine Ermittlung von Mengen für z. B. Ausschreibungen und eine Kostenschätzung
mit hoher Genauigkeit ist mit globalen Ansätzen nicht möglich. Hier sind andere
Ansätze erforderlich.
Viele Informationen, die für die Dimensionierung und Spezifizierung der Rohrlei-
tungen notwendig sind, liegen in sehr frühen Planungsphasen vor bzw. können
aus vorhandenen Informationen gewonnen werden. Existiert eine Prozesssimula-
tion, sind die Hauptprozessströme vorhanden. Die Informationen über Zusam-
mensetzung, Druck und Temperatur der Stoffströme bieten mit den Massen- und
Volumenströmen sowie der Dichte die Grundlage für die Dimensionierung und
Spezifikation der Rohrleitungen. Die Eigenschaften des zu fördernden Mediums
als Gesamtheit der Stoffzusammensetzung resultiert in einem entsprechenden
Werkstoff für Apparate und Rohrleitungen (siehe Kap. 5.6). Zu Beginn eines Pro-
jektes werden die vorhandenen Medien verfügbaren Rohrklassen zugeordnet, oft
M Masse 34 K Kosten f1 Werkstoff (Dämmung) f2 Dämmdicke A Fläche
117
auf Grundlage existierender Standardtabellen. Lediglich für besondere Medien
und Prozessparameter (Reinheitsanforderung, Druck und Temperatur) ist es not-
wendig, auf Basis vorhandener Standardrohrklassen bzw. ähnlicher Rohrklassen
projektspezifische Rohrklassen zu definieren.
6.3.1 Ermittlung der Rohrleitungskosten
Basis für die Ermittlung der Rohrleitungskosten ist eine vollständige Liste der
Rohrleitungen mit den entsprechenden Spezifikationen (Werkstoff, DN, PN,
Dämmung, etc.). Innerhalb der vorgestellten Methodik werden vier Gruppen von
Rohrleitungen unterschieden:
1. Rohrleitungen, die in den Modulen enthalten sind (Nahverrohrung) (siehe
Kap. Abschnitt 5.2.1)
2. Rohrleitungen, die direkt aus den Prozessströmen resultieren
3. Rohrleitungen für die Versorgungsmedien (Kühlwasser, Dampf, etc.)
4. sonstige Rohrleitungen (Entleerungen, Probenahmen, etc.)
Die Ermittlung der Kosten und der Gewichte der Nahverrohrung erfolgt auf
Grundlage der vorhandenen detaillierten Mengengerüste (siehe Kap. 6.1).
Die Hauptprozessströme werden aus der Prozesssimulation übernommen und mit
allen Verknüpfungen zu Apparaten und Maschinen und anderen Rohrleitungen in
ein PFD (siehe Abb. 105 im Anhang) übertragen. Aus den vorhandenen Stoffwer-
ten der Prozessströme resultieren die Spezifikationen und Auslegungsdaten der
dazugehörigen Rohrleitungen.
Die Verknüpfung der Betriebsmittelströme mit den entsprechenden Apparaten
kann automatisiert erfolgen. Eine manuelle Verknüpfung auf einem Verfahrens-
fließbild ist möglich. Die Anfänge bzw. Enden der Utilityströme werden durch
vorgegebene Anlagengrenzen definiert. Die Ermittlung des durchströmenden
Mediums und der Ströme erfolgt durch die Auslegung der angeschlossenen Ap-
parate (z. B. Wärmetauscher).
Die sonstigen Rohrleitungen werden, sollten sie nicht Bestandteil der Module
sein, vernachlässigt. Eine Kostenmodellierung mittels eines Faktors oder eines
fixen Wertes wäre denkbar.
6.3.2 Spezifische Rohrleitungskosten
Der Ansatz der Rohrklasse erlaubt eine Standardisierung hinsichtlich der Ab-
schätzung von Rohrleitungskosten. Auf Basis der vorhandenen Standardrohrklas-
sen lassen sich spezifische Preise (z. B. pro Meter installierter Rohrleitung) ermit-
teln. Grundlage ist die Kenntnis der genauen Kosten und Mengengerüste für Ma-
terial und Dienstleistungen. Basis sind abgewickelte Projekte, von denen Kosten
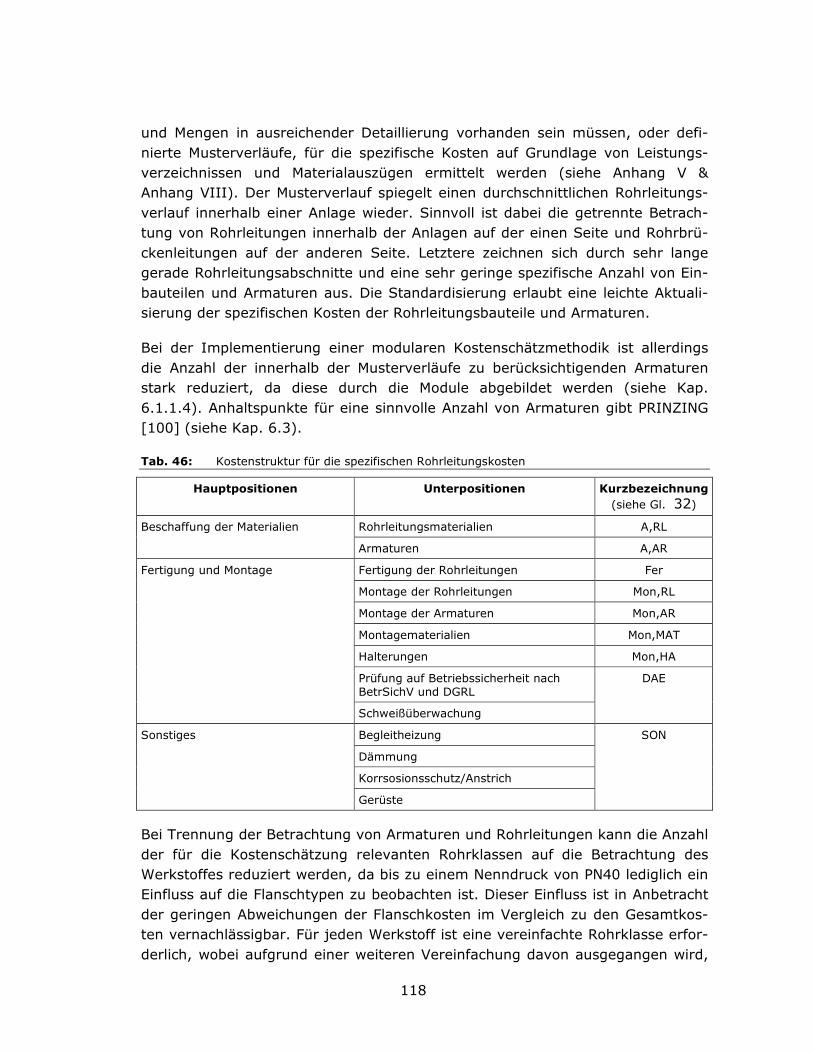
118
und Mengen in ausreichender Detaillierung vorhanden sein müssen, oder defi-
nierte Musterverläufe, für die spezifische Kosten auf Grundlage von Leistungs-
verzeichnissen und Materialauszügen ermittelt werden (siehe Anhang V &
Anhang VIII). Der Musterverlauf spiegelt einen durchschnittlichen Rohrleitungs-
verlauf innerhalb einer Anlage wieder. Sinnvoll ist dabei die getrennte Betrach-
tung von Rohrleitungen innerhalb der Anlagen auf der einen Seite und Rohrbrü-
ckenleitungen auf der anderen Seite. Letztere zeichnen sich durch sehr lange
gerade Rohrleitungsabschnitte und eine sehr geringe spezifische Anzahl von Ein-
bauteilen und Armaturen aus. Die Standardisierung erlaubt eine leichte Aktuali-
sierung der spezifischen Kosten der Rohrleitungsbauteile und Armaturen.
Bei der Implementierung einer modularen Kostenschätzmethodik ist allerdings
die Anzahl der innerhalb der Musterverläufe zu berücksichtigenden Armaturen
stark reduziert, da diese durch die Module abgebildet werden (siehe Kap.
6.1.1.4). Anhaltspunkte für eine sinnvolle Anzahl von Armaturen gibt PRINZING
[100] (siehe Kap. 6.3).
Tab. 46: Kostenstruktur für die spezifischen Rohrleitungskosten
Hauptpositionen Unterpositionen Kurzbezeichnung (siehe Gl. 32)
Rohrleitungsmaterialien A,RL Beschaffung der Materialien
Armaturen A,AR
Fertigung der Rohrleitungen Fer
Montage der Rohrleitungen Mon,RL
Montage der Armaturen Mon,AR
Montagematerialien Mon,MAT
Halterungen Mon,HA
Prüfung auf Betriebssicherheit nach BetrSichV und DGRL
Fertigung und Montage
Schweißüberwachung
DAE
Begleitheizung
Dämmung
Korrsosionsschutz/Anstrich
Sonstiges
Gerüste
SON
Bei Trennung der Betrachtung von Armaturen und Rohrleitungen kann die Anzahl
der für die Kostenschätzung relevanten Rohrklassen auf die Betrachtung des
Werkstoffes reduziert werden, da bis zu einem Nenndruck von PN40 lediglich ein
Einfluss auf die Flanschtypen zu beobachten ist. Dieser Einfluss ist in Anbetracht
der geringen Abweichungen der Flanschkosten im Vergleich zu den Gesamtkos-
ten vernachlässigbar. Für jeden Werkstoff ist eine vereinfachte Rohrklasse erfor-
derlich, wobei aufgrund einer weiteren Vereinfachung davon ausgegangen wird,
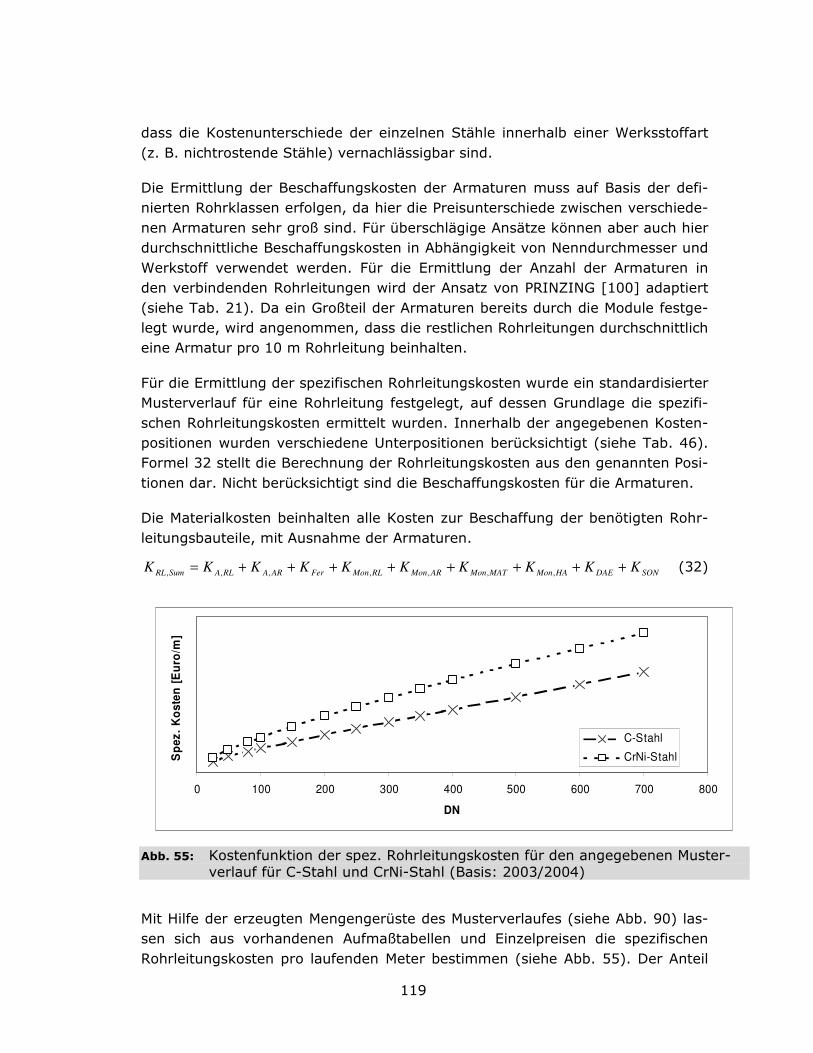
119
dass die Kostenunterschiede der einzelnen Stähle innerhalb einer Werksstoffart
(z. B. nichtrostende Stähle) vernachlässigbar sind.
Die Ermittlung der Beschaffungskosten der Armaturen muss auf Basis der defi-
nierten Rohrklassen erfolgen, da hier die Preisunterschiede zwischen verschiede-
nen Armaturen sehr groß sind. Für überschlägige Ansätze können aber auch hier
durchschnittliche Beschaffungskosten in Abhängigkeit von Nenndurchmesser und
Werkstoff verwendet werden. Für die Ermittlung der Anzahl der Armaturen in
den verbindenden Rohrleitungen wird der Ansatz von PRINZING [100] adaptiert
(siehe Tab. 21). Da ein Großteil der Armaturen bereits durch die Module festge-
legt wurde, wird angenommen, dass die restlichen Rohrleitungen durchschnittlich
eine Armatur pro 10 m Rohrleitung beinhalten.
Für die Ermittlung der spezifischen Rohrleitungskosten wurde ein standardisierter
Musterverlauf für eine Rohrleitung festgelegt, auf dessen Grundlage die spezifi-
schen Rohrleitungskosten ermittelt wurden. Innerhalb der angegebenen Kosten-
positionen wurden verschiedene Unterpositionen berücksichtigt (siehe Tab. 46).
Formel 32 stellt die Berechnung der Rohrleitungskosten aus den genannten Posi-
tionen dar. Nicht berücksichtigt sind die Beschaffungskosten für die Armaturen.
Die Materialkosten beinhalten alle Kosten zur Beschaffung der benötigten Rohr-
leitungsbauteile, mit Ausnahme der Armaturen.
SONDAEHAMonMATMonARMonRLMonFerARARLASumRL KKKKKKKKKK ++++++++= ,,,,,,, (32)
Mit Hilfe der erzeugten Mengengerüste des Musterverlaufes (siehe Abb. 90) las-
sen sich aus vorhandenen Aufmaßtabellen und Einzelpreisen die spezifischen
Rohrleitungskosten pro laufenden Meter bestimmen (siehe Abb. 55). Der Anteil
0 100 200 300 400 500 600 700 800
DN
Sp
ez.
Ko
sten
[E
uro
/m]
C-Stahl
CrNi-Stahl
Abb. 55: Kostenfunktion der spez. Rohrleitungskosten für den angegebenen Muster-verlauf für C-Stahl und CrNi-Stahl (Basis: 2003/2004)
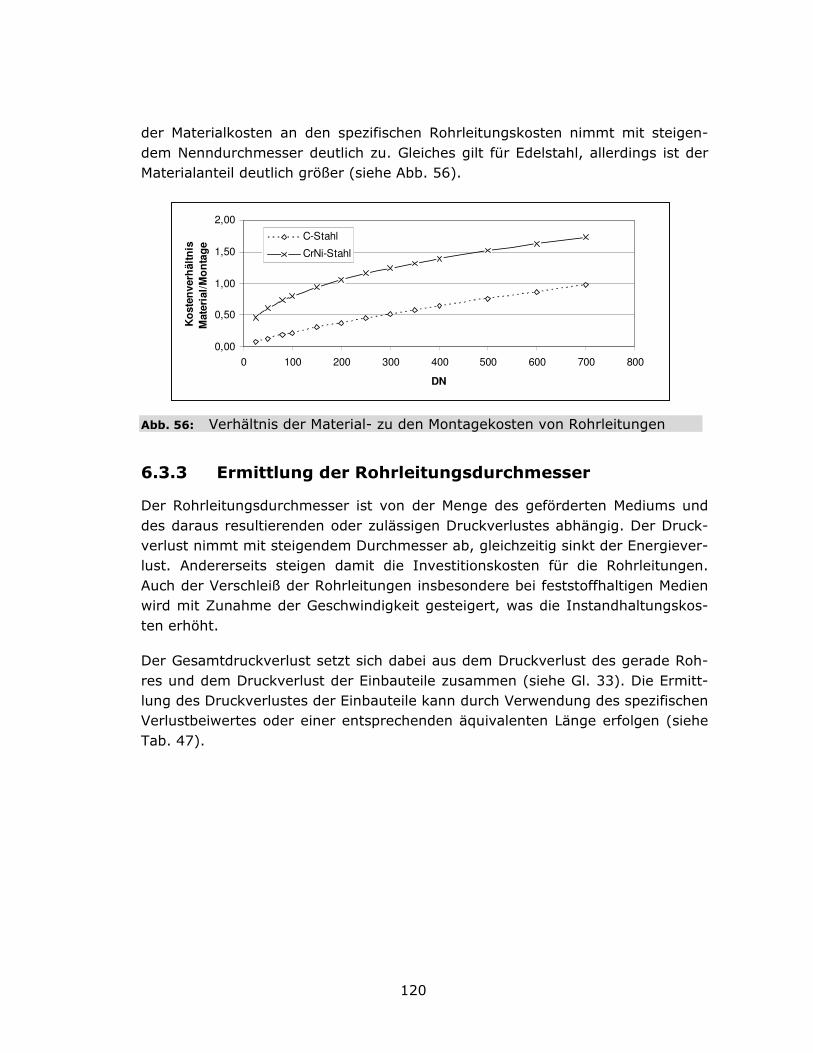
120
der Materialkosten an den spezifischen Rohrleitungskosten nimmt mit steigen-
dem Nenndurchmesser deutlich zu. Gleiches gilt für Edelstahl, allerdings ist der
Materialanteil deutlich größer (siehe Abb. 56).
6.3.3 Ermittlung der Rohrleitungsdurchmesser
Der Rohrleitungsdurchmesser ist von der Menge des geförderten Mediums und
des daraus resultierenden oder zulässigen Druckverlustes abhängig. Der Druck-
verlust nimmt mit steigendem Durchmesser ab, gleichzeitig sinkt der Energiever-
lust. Andererseits steigen damit die Investitionskosten für die Rohrleitungen.
Auch der Verschleiß der Rohrleitungen insbesondere bei feststoffhaltigen Medien
wird mit Zunahme der Geschwindigkeit gesteigert, was die Instandhaltungskos-
ten erhöht.
Der Gesamtdruckverlust setzt sich dabei aus dem Druckverlust des gerade Roh-
res und dem Druckverlust der Einbauteile zusammen (siehe Gl. 33). Die Ermitt-
lung des Druckverlustes der Einbauteile kann durch Verwendung des spezifischen
Verlustbeiwertes oder einer entsprechenden äquivalenten Länge erfolgen (siehe
Tab. 47).
0,00
0,50
1,00
1,50
2,00
0 100 200 300 400 500 600 700 800
DN
Ko
sten
verh
ältn
is
Mat
eria
l/M
on
tag
e
C-Stahl
CrNi-Stahl
Abb. 56: Verhältnis der Material- zu den Montagekosten von Rohrleitungen
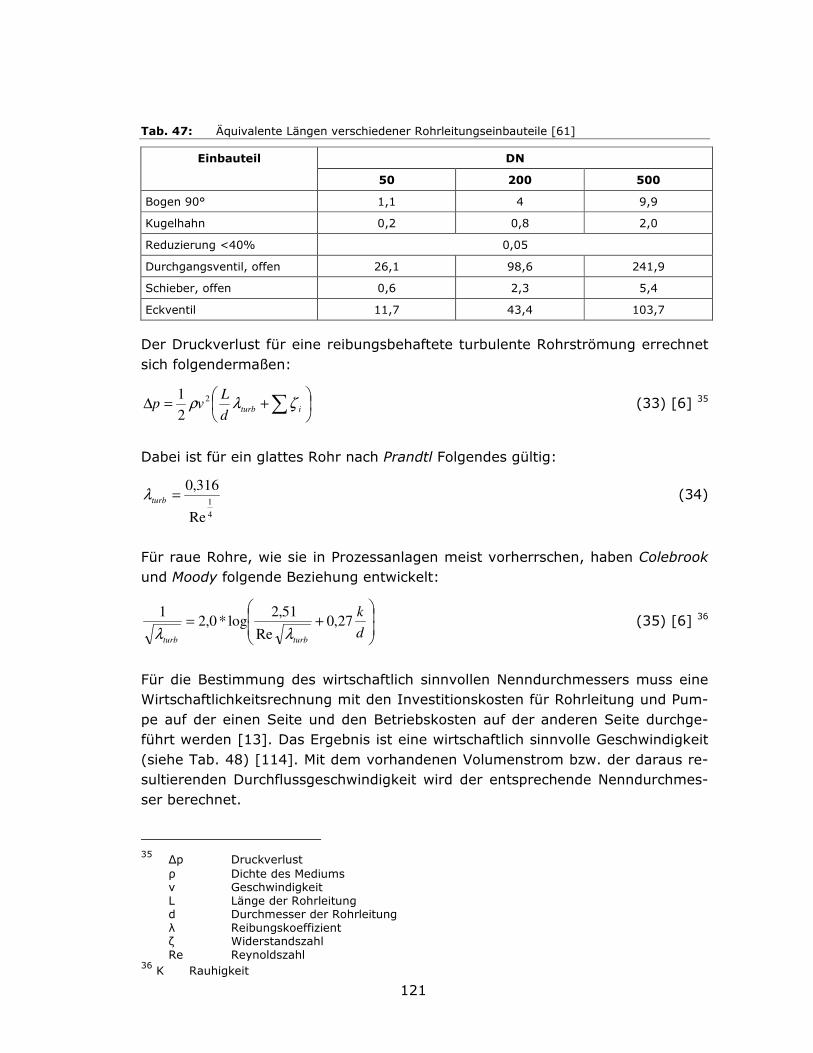
121
Tab. 47: Äquivalente Längen verschiedener Rohrleitungseinbauteile [61]
DN Einbauteil
50 200 500
Bogen 90° 1,1 4 9,9
Kugelhahn 0,2 0,8 2,0
Reduzierung <40% 0,05
Durchgangsventil, offen 26,1 98,6 241,9
Schieber, offen 0,6 2,3 5,4
Eckventil 11,7 43,4 103,7
Der Druckverlust für eine reibungsbehaftete turbulente Rohrströmung errechnet
sich folgendermaßen:
+=∆ ∑ iturb
d
Lvp ζλρ 2
2
1 (33) [6] 35
Dabei ist für ein glattes Rohr nach Prandtl Folgendes gültig:
4
1
Re
316,0=turbλ (34)
Für raue Rohre, wie sie in Prozessanlagen meist vorherrschen, haben Colebrook
und Moody folgende Beziehung entwickelt:
+=
d
k
turbturb
27,0Re
51,2log*0,2
1
λλ (35) [6] 36
Für die Bestimmung des wirtschaftlich sinnvollen Nenndurchmessers muss eine
Wirtschaftlichkeitsrechnung mit den Investitionskosten für Rohrleitung und Pum-
pe auf der einen Seite und den Betriebskosten auf der anderen Seite durchge-
führt werden [13]. Das Ergebnis ist eine wirtschaftlich sinnvolle Geschwindigkeit
(siehe Tab. 48) [114]. Mit dem vorhandenen Volumenstrom bzw. der daraus re-
sultierenden Durchflussgeschwindigkeit wird der entsprechende Nenndurchmes-
ser berechnet.
35 ∆p Druckverlust ρ Dichte des Mediums v Geschwindigkeit L Länge der Rohrleitung d Durchmesser der Rohrleitung λ Reibungskoeffizient ζ Widerstandszahl Re Reynoldszahl 36 K Rauhigkeit
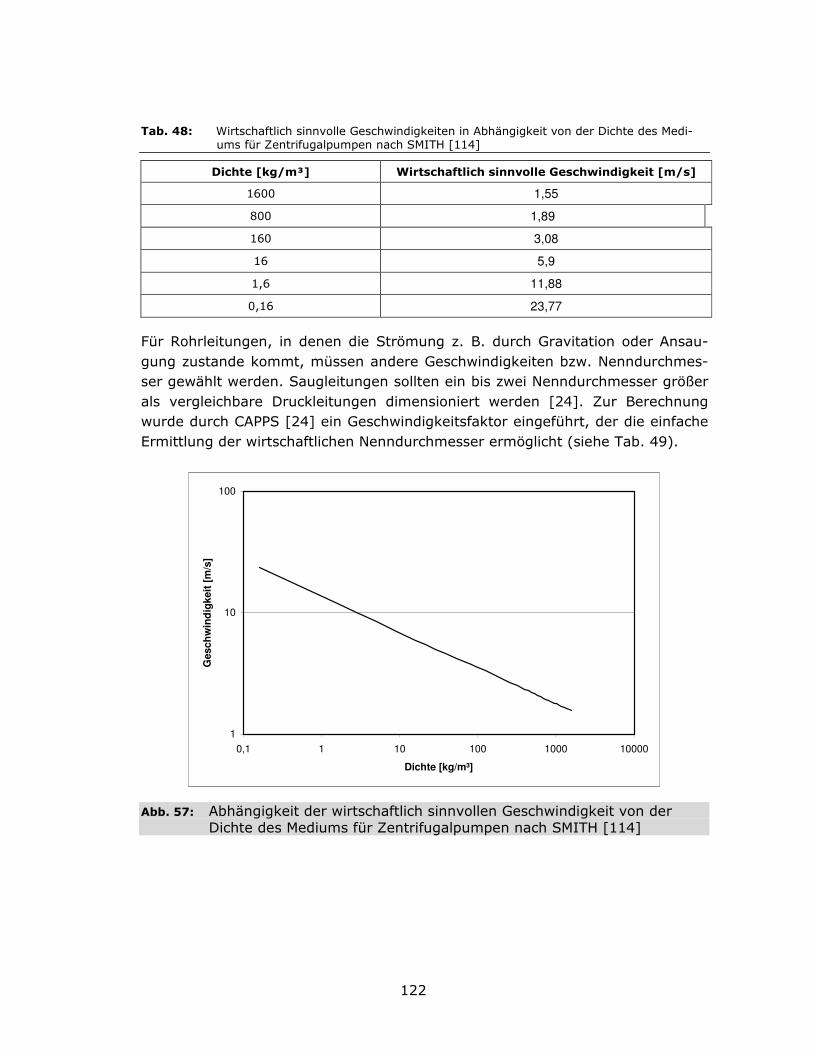
122
Tab. 48: Wirtschaftlich sinnvolle Geschwindigkeiten in Abhängigkeit von der Dichte des Medi-ums für Zentrifugalpumpen nach SMITH [114]
Dichte [kg/m³] Wirtschaftlich sinnvolle Geschwindigkeit [m/s]
1600 1,55
800 1,89
160 3,08
16 5,9
1,6 11,88
0,16 23,77
Für Rohrleitungen, in denen die Strömung z. B. durch Gravitation oder Ansau-
gung zustande kommt, müssen andere Geschwindigkeiten bzw. Nenndurchmes-
ser gewählt werden. Saugleitungen sollten ein bis zwei Nenndurchmesser größer
als vergleichbare Druckleitungen dimensioniert werden [24]. Zur Berechnung
wurde durch CAPPS [24] ein Geschwindigkeitsfaktor eingeführt, der die einfache
Ermittlung der wirtschaftlichen Nenndurchmesser ermöglicht (siehe Tab. 49).
1
10
100
0,1 1 10 100 1000 10000
Dichte [kg/m³]
Ges
chw
ind
igke
it [
m/s
]
Abb. 57: Abhängigkeit der wirtschaftlich sinnvollen Geschwindigkeit von der Dichte des Mediums für Zentrifugalpumpen nach SMITH [114]
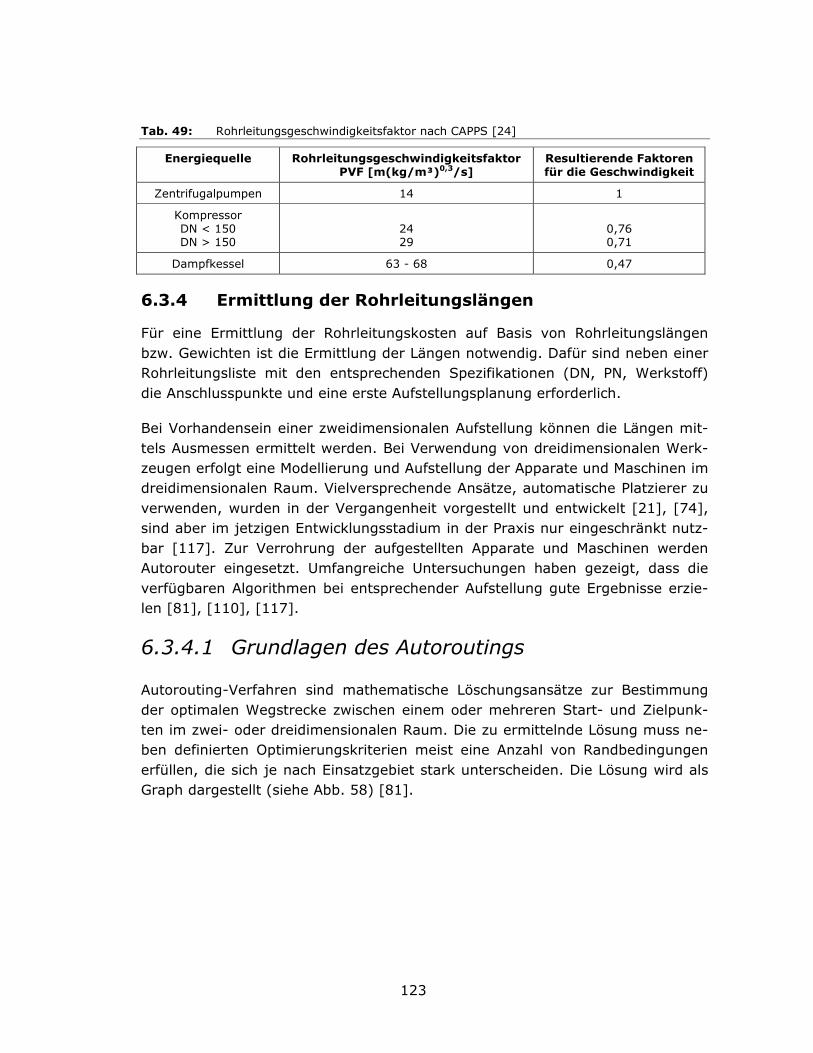
123
Tab. 49: Rohrleitungsgeschwindigkeitsfaktor nach CAPPS [24]
Energiequelle Rohrleitungsgeschwindigkeitsfaktor PVF [m(kg/m³)0,3/s]
Resultierende Faktoren für die Geschwindigkeit
Zentrifugalpumpen 14 1
Kompressor DN < 150 DN > 150
24 29
0,76 0,71
Dampfkessel 63 - 68 0,47
6.3.4 Ermittlung der Rohrleitungslängen
Für eine Ermittlung der Rohrleitungskosten auf Basis von Rohrleitungslängen
bzw. Gewichten ist die Ermittlung der Längen notwendig. Dafür sind neben einer
Rohrleitungsliste mit den entsprechenden Spezifikationen (DN, PN, Werkstoff)
die Anschlusspunkte und eine erste Aufstellungsplanung erforderlich.
Bei Vorhandensein einer zweidimensionalen Aufstellung können die Längen mit-
tels Ausmessen ermittelt werden. Bei Verwendung von dreidimensionalen Werk-
zeugen erfolgt eine Modellierung und Aufstellung der Apparate und Maschinen im
dreidimensionalen Raum. Vielversprechende Ansätze, automatische Platzierer zu
verwenden, wurden in der Vergangenheit vorgestellt und entwickelt [21], [74],
sind aber im jetzigen Entwicklungsstadium in der Praxis nur eingeschränkt nutz-
bar [117]. Zur Verrohrung der aufgestellten Apparate und Maschinen werden
Autorouter eingesetzt. Umfangreiche Untersuchungen haben gezeigt, dass die
verfügbaren Algorithmen bei entsprechender Aufstellung gute Ergebnisse erzie-
len [81], [110], [117].
6.3.4.1 Grundlagen des Autoroutings
Autorouting-Verfahren sind mathematische Löschungsansätze zur Bestimmung
der optimalen Wegstrecke zwischen einem oder mehreren Start- und Zielpunk-
ten im zwei- oder dreidimensionalen Raum. Die zu ermittelnde Lösung muss ne-
ben definierten Optimierungskriterien meist eine Anzahl von Randbedingungen
erfüllen, die sich je nach Einsatzgebiet stark unterscheiden. Die Lösung wird als
Graph dargestellt (siehe Abb. 58) [81].
124
Zur Lösungsfindung stehen zwei Klassen von mathematischen Algorithmen zur
Verfügung [75]:
• Vektorbasierte Routing-Algorithmen
• Rasterbasierte Routing-Algorithmen
Die Grundidee hinter vektorbasierten Algorithmen basiert auf dem Aussenden
von orthogonalen Suchstrahlen vom Start- und Zielpunkt aus. Treffen beide
Strahlen aufeinander, ist eine Verbindung zwischen den beiden Punkten entstan-
den.
Der Ausgangspunkt bei der Entwicklung von rasterbasierten Routing-Algorithmen
war die Überlegung für die Verbesserung und Verkleinerung von Schaltungen auf
elektronischen Platinen. Der Algorithmus basiert auf einer Diskkretisierung des
betrachteten Lösungsraumes in Zellen. In einem nachfolgenden Schritt werden
Start und Zielkoordinaten sowie vorhandene Objekte, die Einfluss auf den Rou-
ting-Vorgang nehmen können, in das Gitter übertragen.
6.3.4.2 Autorouting in der Verfahrentechnik
Durch die Verwendung des im System integrierten Autorouters kann auf Basis
der eingegebenen Verknüpfungsinformationen der Rohrleitungen und der er-
zeugten Aufstellung eine verfahrenstechnisch sinnvolle Verrohrung der Anlage
generiert werden. Als primäres Ziel wird die Ermittlung der Rohrleitungslängen
als Grundlage für die spätere Kostenschätzung angesehen. Sie dienen als eine
wesentliche Bewertungsgröße für die Güte des erzeugten Aufstellungskonzepts.
Die frühe Kontrolle von Apparatepositionen oder Stutzenstellungen kann zu ho-
hen Einsparungen und zur Qualitätssteigerung führen. Durch die Integration der
Rohrleitungen in das virtuelle Anlagenmodell wird dem Planer zusätzlich die Mög-
lichkeit gegeben, die Anlage in Hinblick auf den späteren Betrieb zu analysieren.
Hier stehen Wartung, Bedienung und gegebenenfalls eine spätere Erweiterung
oder Umrüstung im Vordergrund.
Abb. 58: Übertragung der Ebenendarstellung in einen Graphen [75]
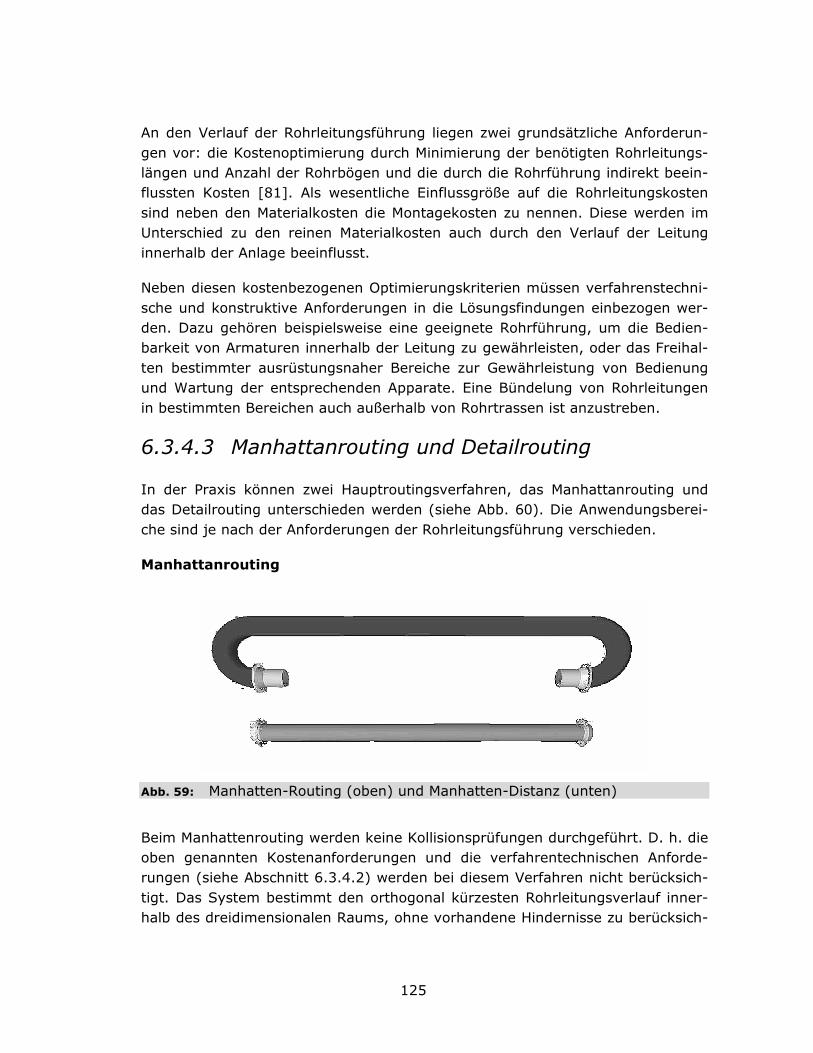
125
An den Verlauf der Rohrleitungsführung liegen zwei grundsätzliche Anforderun-
gen vor: die Kostenoptimierung durch Minimierung der benötigten Rohrleitungs-
längen und Anzahl der Rohrbögen und die durch die Rohrführung indirekt beein-
flussten Kosten [81]. Als wesentliche Einflussgröße auf die Rohrleitungskosten
sind neben den Materialkosten die Montagekosten zu nennen. Diese werden im
Unterschied zu den reinen Materialkosten auch durch den Verlauf der Leitung
innerhalb der Anlage beeinflusst.
Neben diesen kostenbezogenen Optimierungskriterien müssen verfahrenstechni-
sche und konstruktive Anforderungen in die Lösungsfindungen einbezogen wer-
den. Dazu gehören beispielsweise eine geeignete Rohrführung, um die Bedien-
barkeit von Armaturen innerhalb der Leitung zu gewährleisten, oder das Freihal-
ten bestimmter ausrüstungsnaher Bereiche zur Gewährleistung von Bedienung
und Wartung der entsprechenden Apparate. Eine Bündelung von Rohrleitungen
in bestimmten Bereichen auch außerhalb von Rohrtrassen ist anzustreben.
6.3.4.3 Manhattanrouting und Detailrouting
In der Praxis können zwei Hauptroutingsverfahren, das Manhattanrouting und
das Detailrouting unterschieden werden (siehe Abb. 60). Die Anwendungsberei-
che sind je nach der Anforderungen der Rohrleitungsführung verschieden.
Manhattanrouting
Beim Manhattenrouting werden keine Kollisionsprüfungen durchgeführt. D. h. die
oben genannten Kostenanforderungen und die verfahrentechnischen Anforde-
rungen (siehe Abschnitt 6.3.4.2) werden bei diesem Verfahren nicht berücksich-
tigt. Das System bestimmt den orthogonal kürzesten Rohrleitungsverlauf inner-
halb des dreidimensionalen Raums, ohne vorhandene Hindernisse zu berücksich-
Abb. 59: Manhatten-Routing (oben) und Manhatten-Distanz (unten)
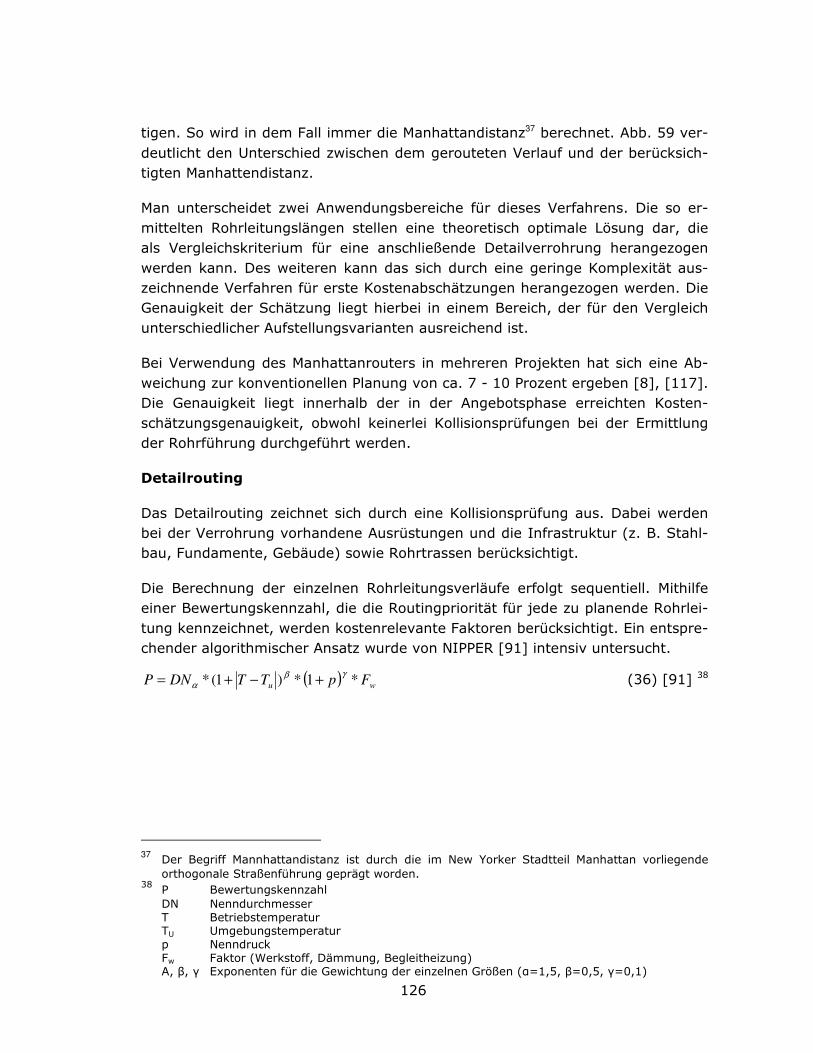
126
tigen. So wird in dem Fall immer die Manhattandistanz37 berechnet. Abb. 59 ver-
deutlicht den Unterschied zwischen dem gerouteten Verlauf und der berücksich-
tigten Manhattendistanz.
Man unterscheidet zwei Anwendungsbereiche für dieses Verfahrens. Die so er-
mittelten Rohrleitungslängen stellen eine theoretisch optimale Lösung dar, die
als Vergleichskriterium für eine anschließende Detailverrohrung herangezogen
werden kann. Des weiteren kann das sich durch eine geringe Komplexität aus-
zeichnende Verfahren für erste Kostenabschätzungen herangezogen werden. Die
Genauigkeit der Schätzung liegt hierbei in einem Bereich, der für den Vergleich
unterschiedlicher Aufstellungsvarianten ausreichend ist.
Bei Verwendung des Manhattanrouters in mehreren Projekten hat sich eine Ab-
weichung zur konventionellen Planung von ca. 7 - 10 Prozent ergeben [8], [117].
Die Genauigkeit liegt innerhalb der in der Angebotsphase erreichten Kosten-
schätzungsgenauigkeit, obwohl keinerlei Kollisionsprüfungen bei der Ermittlung
der Rohrführung durchgeführt werden.
Detailrouting
Das Detailrouting zeichnet sich durch eine Kollisionsprüfung aus. Dabei werden
bei der Verrohrung vorhandene Ausrüstungen und die Infrastruktur (z. B. Stahl-
bau, Fundamente, Gebäude) sowie Rohrtrassen berücksichtigt.
Die Berechnung der einzelnen Rohrleitungsverläufe erfolgt sequentiell. Mithilfe
einer Bewertungskennzahl, die die Routingpriorität für jede zu planende Rohrlei-
tung kennzeichnet, werden kostenrelevante Faktoren berücksichtigt. Ein entspre-
chender algorithmischer Ansatz wurde von NIPPER [91] intensiv untersucht.
( ) wu FpTTDNP *1*)1(* γβα +−+= (36) [91] 38
37 Der Begriff Mannhattandistanz ist durch die im New Yorker Stadtteil Manhattan vorliegende
orthogonale Straßenführung geprägt worden. 38 P Bewertungskennzahl
DN Nenndurchmesser T Betriebstemperatur TU Umgebungstemperatur p Nenndruck Fw Faktor (Werkstoff, Dämmung, Begleitheizung) Α, β, γ Exponenten für die Gewichtung der einzelnen Größen (α=1,5, β=0,5, γ=0,1)
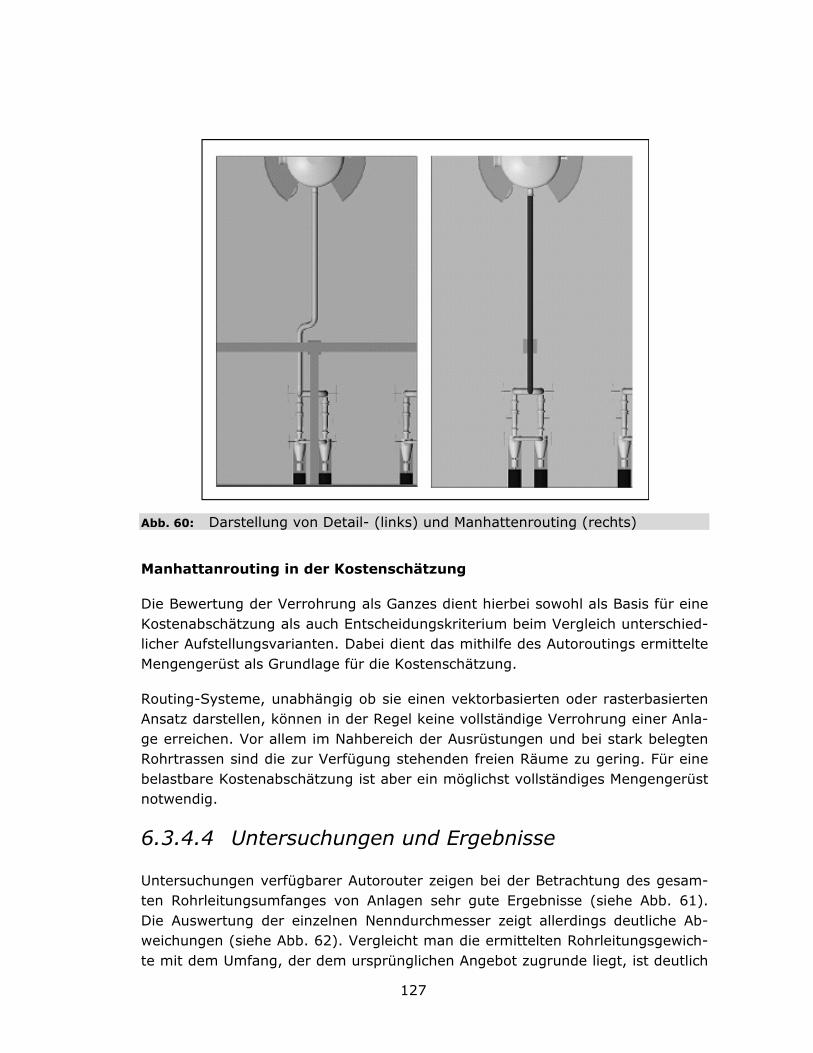
127
Manhattanrouting in der Kostenschätzung
Die Bewertung der Verrohrung als Ganzes dient hierbei sowohl als Basis für eine
Kostenabschätzung als auch Entscheidungskriterium beim Vergleich unterschied-
licher Aufstellungsvarianten. Dabei dient das mithilfe des Autoroutings ermittelte
Mengengerüst als Grundlage für die Kostenschätzung.
Routing-Systeme, unabhängig ob sie einen vektorbasierten oder rasterbasierten
Ansatz darstellen, können in der Regel keine vollständige Verrohrung einer Anla-
ge erreichen. Vor allem im Nahbereich der Ausrüstungen und bei stark belegten
Rohrtrassen sind die zur Verfügung stehenden freien Räume zu gering. Für eine
belastbare Kostenabschätzung ist aber ein möglichst vollständiges Mengengerüst
notwendig.
6.3.4.4 Untersuchungen und Ergebnisse
Untersuchungen verfügbarer Autorouter zeigen bei der Betrachtung des gesam-
ten Rohrleitungsumfanges von Anlagen sehr gute Ergebnisse (siehe Abb. 61).
Die Auswertung der einzelnen Nenndurchmesser zeigt allerdings deutliche Ab-
weichungen (siehe Abb. 62). Vergleicht man die ermittelten Rohrleitungsgewich-
te mit dem Umfang, der dem ursprünglichen Angebot zugrunde liegt, ist deutlich
Abb. 60: Darstellung von Detail- (links) und Manhattenrouting (rechts)
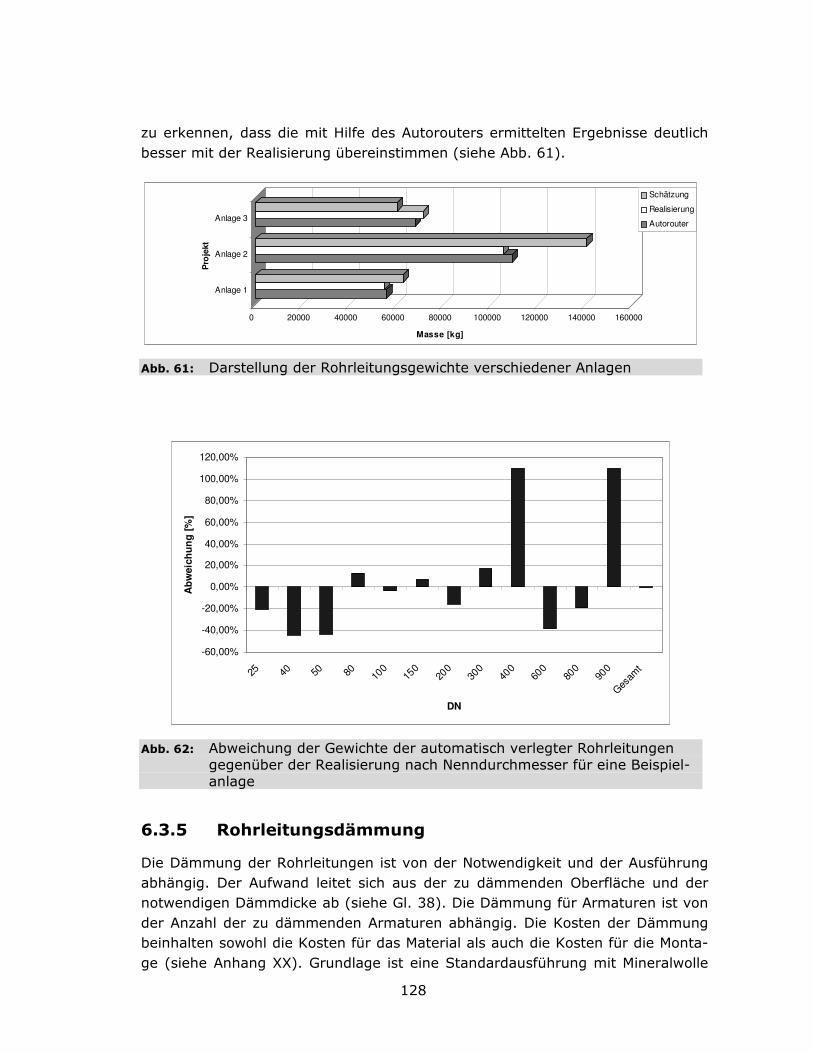
128
zu erkennen, dass die mit Hilfe des Autorouters ermittelten Ergebnisse deutlich
besser mit der Realisierung übereinstimmen (siehe Abb. 61).
6.3.5 Rohrleitungsdämmung
Die Dämmung der Rohrleitungen ist von der Notwendigkeit und der Ausführung
abhängig. Der Aufwand leitet sich aus der zu dämmenden Oberfläche und der
notwendigen Dämmdicke ab (siehe Gl. 38). Die Dämmung für Armaturen ist von
der Anzahl der zu dämmenden Armaturen abhängig. Die Kosten der Dämmung
beinhalten sowohl die Kosten für das Material als auch die Kosten für die Monta-
ge (siehe Anhang XX). Grundlage ist eine Standardausführung mit Mineralwolle
0 20000 40000 60000 80000 100000 120000 140000 160000
Masse [kg]
Anlage 1
Anlage 2
Anlage 3
Pro
jekt
Schätzung
Realisierung
Autorouter
Abb. 61: Darstellung der Rohrleitungsgewichte verschiedener Anlagen
-60,00%
-40,00%
-20,00%
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
120,00%
25 40 50 80 100
150
200
300
400
600
800
900
Gesam
t
DN
Ab
wei
chu
ng
[%
]
Abb. 62: Abweichung der Gewichte der automatisch verlegter Rohrleitungen gegenüber der Realisierung nach Nenndurchmesser für eine Beispiel-anlage
129
und verzinktem Blech. Für die einzelnen Nenndurchmesser wurden standardisier-
te Dämmstärken als Basis festgelegt.
AffK DAE ** 21= (37)39
6.4 Stahlbau und Rohrbrücken
Der Stahlbau und die Rohrbrücken sind ein wesentlicher Bestandteil vieler che-
mischer Anlagen. Durchschnittlich liegt der Anteil des Stahlbaus bei ca. 9 % des
gesamten Kapitalbedarfes. Die Beschaffungskosten für die Stahlbaukomponenten
machen ca. 6 % des gesamten Kapitalbedarfes aus (siehe Kap. 4.6.2 ).
Grundsätzlich lassen sich fünf Hauptgruppen unterscheiden:
• Anlagenstahlbau (siehe Abb. 63)
• Funktioneller Stahlbau (siehe Abb. 64)
• Treppentürme (siehe Abb. 108 im Anhang)
• Hauptrohrbrücken (siehe Abb. 109 im Anhang)
• Anlagenrohrbrücken
Der Anlagenstahlbau ist eine Einrichtung, auf der oft über mehrere Stockwerke
Anlagenteile platziert werden und der den Zugang zu hochgelegenen Ausrüstun-
gen über Treppen und Gitter ermöglicht. Je nach Größe und Schwere der Anla-
39 f1 Faktor für Dämmstoff (Basis Mineralwolle mit verzinktes Blech) f2 Faktor für Dicke (Basis 50 mm) A Fläche
Abb. 63: Vereinfachter Stahlbau einer Anlage in CAPD
130
genteile müssen die Abmessungen des Stahlbaus und die Dimensionen der ver-
bauten Stahlträger ausgelegt werden (siehe Abb. 63).
Der funktionelle Stahlbau hat eine direkte Beziehung zu einzelnen Apparate und
Maschinen. So ist unter funktionellem Stahlbau eine Bühne an einem Behälter
oder Wärmetauscher zu verstehen (siehe Abb. 64). Auch Leitern und Bühnen an
Kolonnen, insbesondere an den Personenlöchern positioniert, gehören zu dieser
Kategorie Stahlbau.
Treppentürme ermöglichen den Zugang zu den unterschiedlichen Stockwerken
und Geschossen. Für Treppentürme gibt es zwei Grundausführungen, massive
und Stahltreppentürme (siehe Anhang XXI).
Rohrbrücken gewährleisten die Unterstützung von Rohrleitungen. Hauptrohrbrü-
cken verbinden verschiedene Anlagenteile. Innerhalb von Anlagen sorgen Anla-
genrohrbrücken für eine Bündelung von Rohrleitungen. Im Anhang ist ein
Grundmodul für eine Rohrbrücke dargestellt (siehe Anhang XXI).
6.4.1 Modularisierung innerhalb des Stahlbaus
Für die einfache und genaue Abschätzung der Kosten für den Stahlbau werden
innerhalb des vorgestellten Lösungsansatzes für die verschiedenen Stahlbau-
gruppen unterschiedliche Module aus verschiedenen Bauteilen modelliert und
dem Planer zur Verfügung gestellt. Der Bearbeiter gibt die Abmessungen und
weitere spezifische Faktoren, wie z. B. die Tragfähigkeit für den Anlagenstahlbau
oder die Rohrbrücken, vor.
Abb. 64: Funktioneller Stahlbau eines Behälters in Comos®Feed
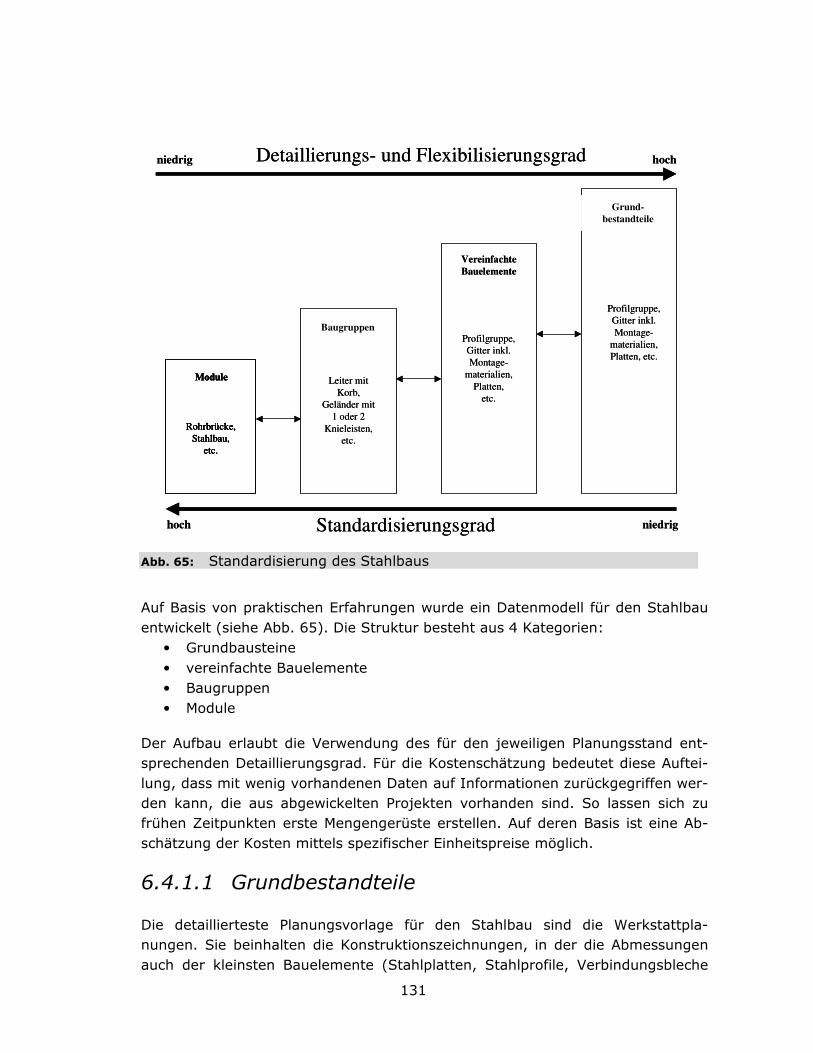
131
Auf Basis von praktischen Erfahrungen wurde ein Datenmodell für den Stahlbau
entwickelt (siehe Abb. 65). Die Struktur besteht aus 4 Kategorien:
• Grundbausteine
• vereinfachte Bauelemente
• Baugruppen
• Module
Der Aufbau erlaubt die Verwendung des für den jeweiligen Planungsstand ent-
sprechenden Detaillierungsgrad. Für die Kostenschätzung bedeutet diese Auftei-
lung, dass mit wenig vorhandenen Daten auf Informationen zurückgegriffen wer-
den kann, die aus abgewickelten Projekten vorhanden sind. So lassen sich zu
frühen Zeitpunkten erste Mengengerüste erstellen. Auf deren Basis ist eine Ab-
schätzung der Kosten mittels spezifischer Einheitspreise möglich.
6.4.1.1 Grundbestandteile
Die detaillierteste Planungsvorlage für den Stahlbau sind die Werkstattpla-
nungen. Sie beinhalten die Konstruktionszeichnungen, in der die Abmessungen
auch der kleinsten Bauelemente (Stahlplatten, Stahlprofile, Verbindungsbleche
Grundbestandteile
aus Werkstattplan
Vereinfachte
Bauelemente
Spezifikationen
Module
Rohrbrücke,Stahlbau,
etc.
Module
Rohrbrücke,Stahlbau,
etc.
Leiter mit Korb,
Geländer mit 1 oder 2
Knieleisten,etc.
Profilgruppe,Gitter inkl. Montage-
materialien,Platten,
etc.
Profilgruppe,Gitter inkl. Montage-
materialien,Platten, etc.
niedrig
hochDetaillierungs- und Flexibilisierungsgrad
Standardisierungsgradhoch
niedrig
Baugruppen
Grund-
bestandteile
Grundbestandteile
aus Werkstattplan
Vereinfachte
Bauelemente
Spezifikationen
Module
Rohrbrücke,Stahlbau,
etc.
Module
Rohrbrücke,Stahlbau,
etc.
Leiter mit Korb,
Geländer mit 1 oder 2
Knieleisten,etc.
Profilgruppe,Gitter inkl. Montage-
materialien,Platten,
etc.
Profilgruppe,Gitter inkl. Montage-
materialien,Platten, etc.
niedrig
hochDetaillierungs- und Flexibilisierungsgrad
Standardisierungsgradhoch
niedrig
Baugruppen
Grund-
bestandteile
Abb. 65: Standardisierung des Stahlbaus
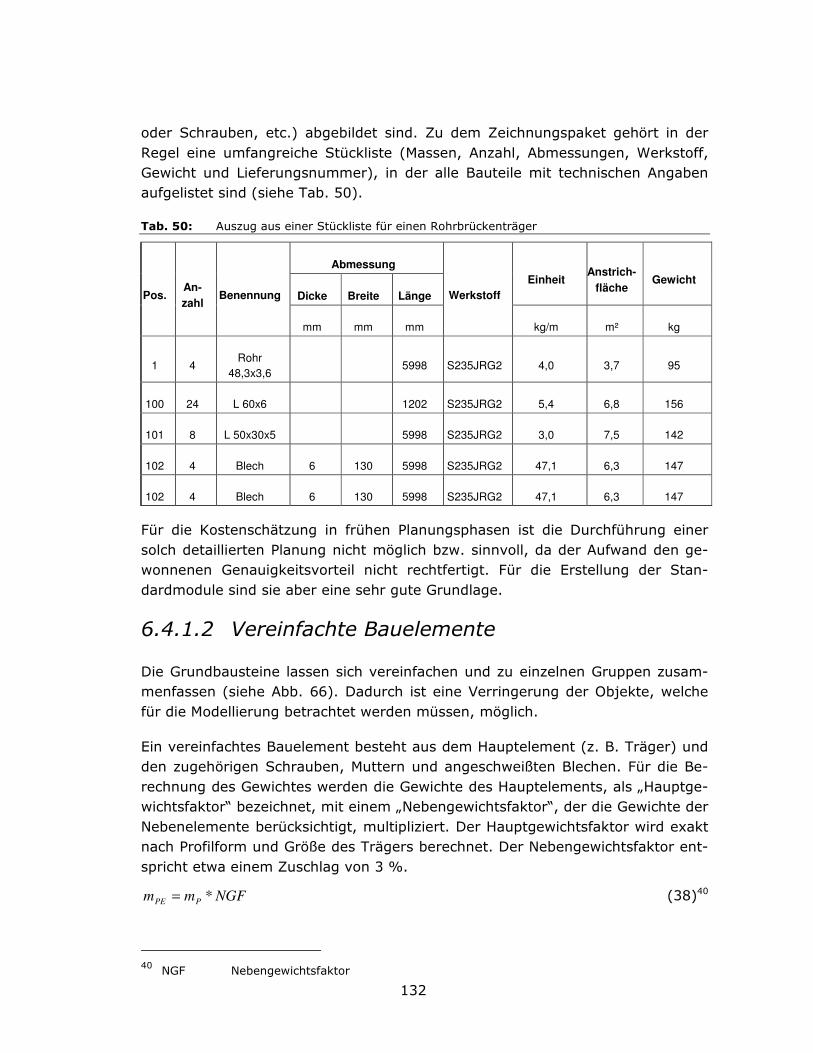
132
oder Schrauben, etc.) abgebildet sind. Zu dem Zeichnungspaket gehört in der
Regel eine umfangreiche Stückliste (Massen, Anzahl, Abmessungen, Werkstoff,
Gewicht und Lieferungsnummer), in der alle Bauteile mit technischen Angaben
aufgelistet sind (siehe Tab. 50).
Tab. 50: Auszug aus einer Stückliste für einen Rohrbrückenträger
Abmessung
Dicke Breite Länge
Einheit Anstrich-
fläche Gewicht
Pos. An-zahl
Benennung
mm mm mm
Werkstoff
kg/m m² kg
1 4 Rohr
48,3x3,6 5998 S235JRG2 4,0 3,7 95
100 24 L 60x6 1202 S235JRG2 5,4 6,8 156
101 8 L 50x30x5 5998 S235JRG2 3,0 7,5 142
102 4 Blech 6 130 5998 S235JRG2 47,1 6,3 147
102 4 Blech 6 130 5998 S235JRG2 47,1 6,3 147
Für die Kostenschätzung in frühen Planungsphasen ist die Durchführung einer
solch detaillierten Planung nicht möglich bzw. sinnvoll, da der Aufwand den ge-
wonnenen Genauigkeitsvorteil nicht rechtfertigt. Für die Erstellung der Stan-
dardmodule sind sie aber eine sehr gute Grundlage.
6.4.1.2 Vereinfachte Bauelemente
Die Grundbausteine lassen sich vereinfachen und zu einzelnen Gruppen zusam-
menfassen (siehe Abb. 66). Dadurch ist eine Verringerung der Objekte, welche
für die Modellierung betrachtet werden müssen, möglich.
Ein vereinfachtes Bauelement besteht aus dem Hauptelement (z. B. Träger) und
den zugehörigen Schrauben, Muttern und angeschweißten Blechen. Für die Be-
rechnung des Gewichtes werden die Gewichte des Hauptelements, als „Hauptge-
wichtsfaktor“ bezeichnet, mit einem „Nebengewichtsfaktor“, der die Gewichte der
Nebenelemente berücksichtigt, multipliziert. Der Hauptgewichtsfaktor wird exakt
nach Profilform und Größe des Trägers berechnet. Der Nebengewichtsfaktor ent-
spricht etwa einem Zuschlag von 3 %.
NGFmm PPE *= (38)40
40 NGF Nebengewichtsfaktor
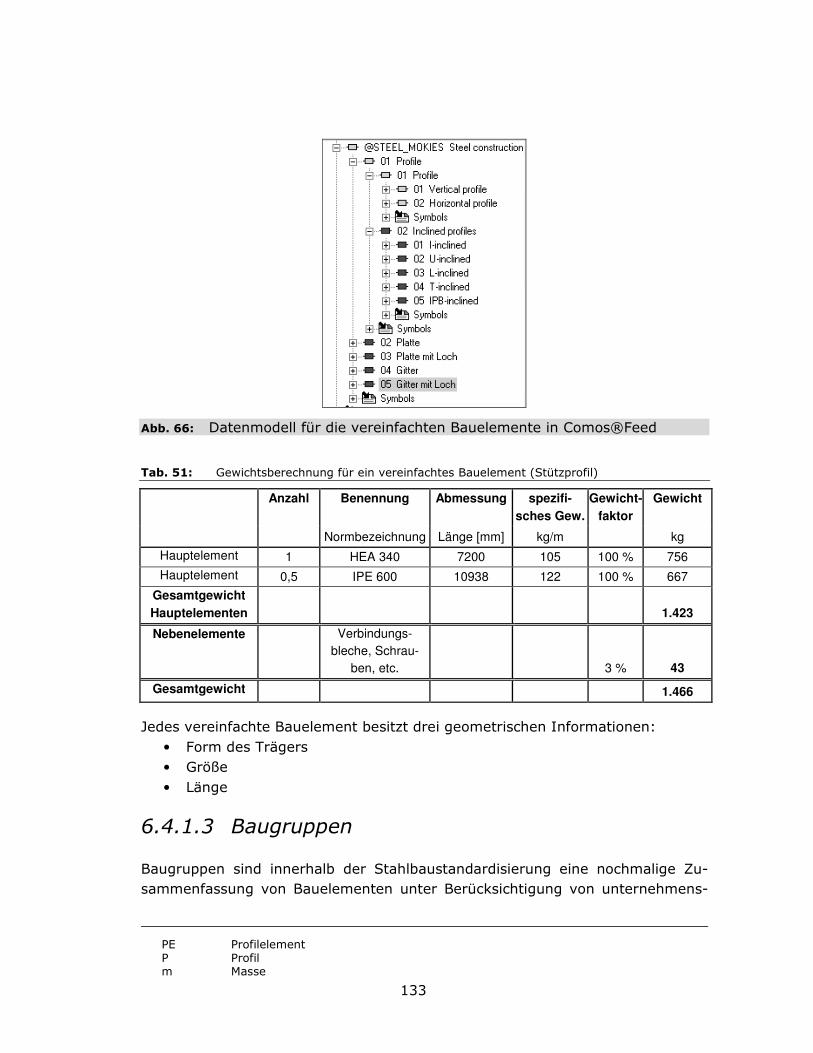
133
Tab. 51: Gewichtsberechnung für ein vereinfachtes Bauelement (Stützprofil)
Anzahl Benennung Abmessung spezifi-sches Gew.
Gewicht-faktor
Gewicht
Normbezeichnung Länge [mm] kg/m kg
Hauptelement 1 HEA 340 7200 105 100 % 756
Hauptelement 0,5 IPE 600 10938 122 100 % 667
Gesamtgewicht Hauptelementen 1.423
Nebenelemente
Verbindungs-bleche, Schrau-
ben, etc. 3 % 43
Gesamtgewicht 1.466
Jedes vereinfachte Bauelement besitzt drei geometrischen Informationen:
• Form des Trägers
• Größe
• Länge
6.4.1.3 Baugruppen
Baugruppen sind innerhalb der Stahlbaustandardisierung eine nochmalige Zu-
sammenfassung von Bauelementen unter Berücksichtigung von unternehmens-
PE Profilelement P Profil m Masse
Abb. 66: Datenmodell für die vereinfachten Bauelemente in Comos®Feed
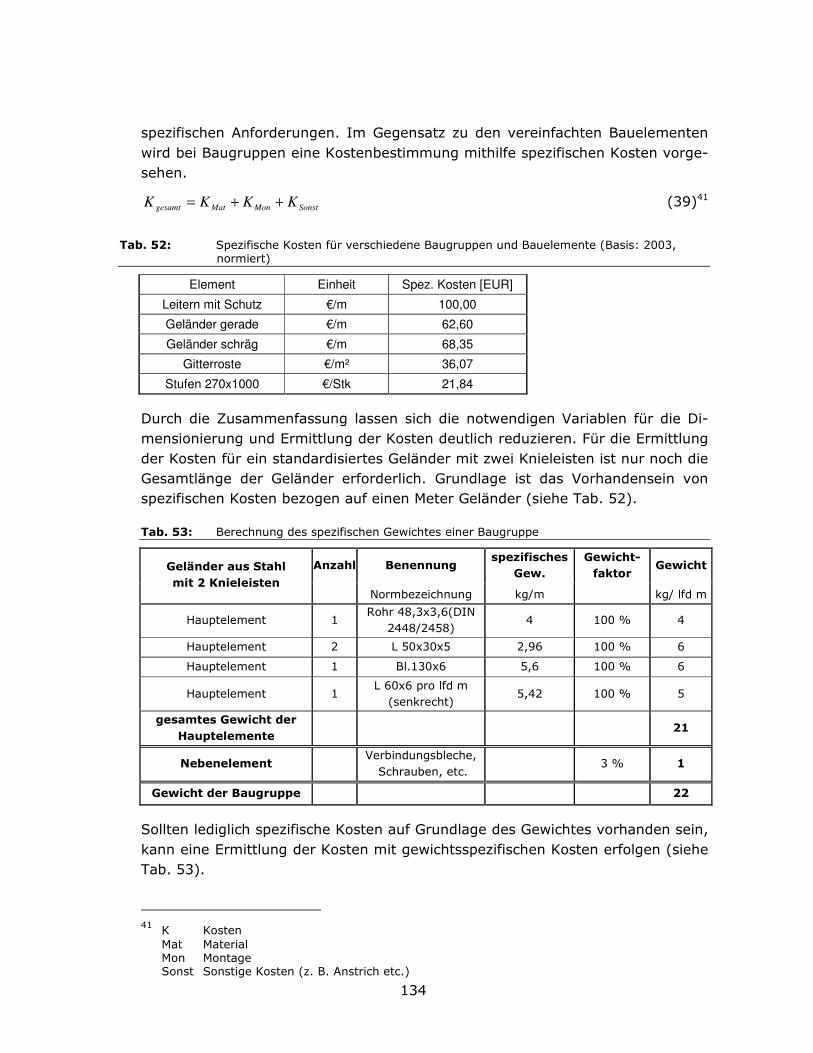
134
spezifischen Anforderungen. Im Gegensatz zu den vereinfachten Bauelementen
wird bei Baugruppen eine Kostenbestimmung mithilfe spezifischen Kosten vorge-
sehen.
SonstMonMatgesamt KKKK ++= (39)41
Tab. 52: Spezifische Kosten für verschiedene Baugruppen und Bauelemente (Basis: 2003, normiert)
Element Einheit Spez. Kosten [EUR]
Leitern mit Schutz €/m 100,00
Geländer gerade €/m 62,60
Geländer schräg €/m 68,35
Gitterroste €/m² 36,07
Stufen 270x1000 €/Stk 21,84
Durch die Zusammenfassung lassen sich die notwendigen Variablen für die Di-
mensionierung und Ermittlung der Kosten deutlich reduzieren. Für die Ermittlung
der Kosten für ein standardisiertes Geländer mit zwei Knieleisten ist nur noch die
Gesamtlänge der Geländer erforderlich. Grundlage ist das Vorhandensein von
spezifischen Kosten bezogen auf einen Meter Geländer (siehe Tab. 52).
Tab. 53: Berechnung des spezifischen Gewichtes einer Baugruppe
Anzahl Benennung spezifisches
Gew.
Gewicht-
faktor Gewicht Geländer aus Stahl
mit 2 Knieleisten Normbezeichnung kg/m kg/ lfd m
Hauptelement 1 Rohr 48,3x3,6(DIN
2448/2458) 4 100 % 4
Hauptelement 2 L 50x30x5 2,96 100 % 6
Hauptelement 1 Bl.130x6 5,6 100 % 6
Hauptelement 1 L 60x6 pro lfd m
(senkrecht) 5,42 100 % 5
gesamtes Gewicht der
Hauptelemente 21
Nebenelement Verbindungsbleche,
Schrauben, etc. 3 % 1
Gewicht der Baugruppe 22
Sollten lediglich spezifische Kosten auf Grundlage des Gewichtes vorhanden sein,
kann eine Ermittlung der Kosten mit gewichtsspezifischen Kosten erfolgen (siehe
Tab. 53).
41 K Kosten Mat Material Mon Montage Sonst Sonstige Kosten (z. B. Anstrich etc.)
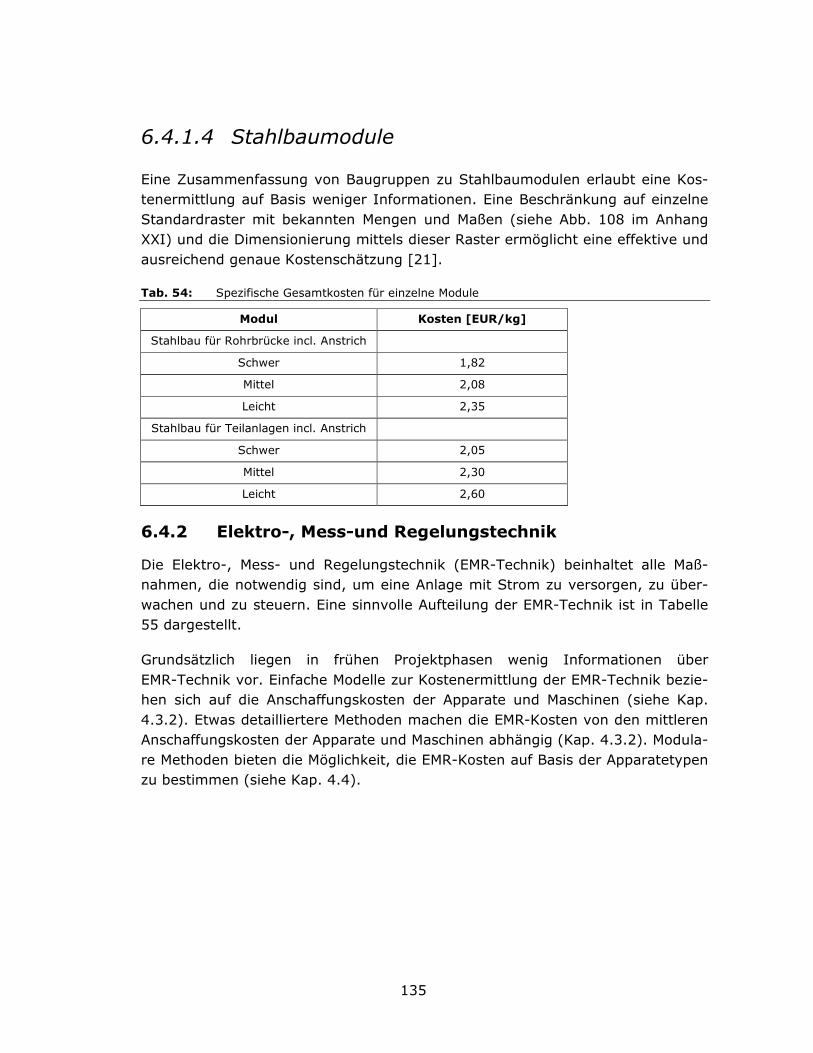
135
6.4.1.4 Stahlbaumodule
Eine Zusammenfassung von Baugruppen zu Stahlbaumodulen erlaubt eine Kos-
tenermittlung auf Basis weniger Informationen. Eine Beschränkung auf einzelne
Standardraster mit bekannten Mengen und Maßen (siehe Abb. 108 im Anhang
XXI) und die Dimensionierung mittels dieser Raster ermöglicht eine effektive und
ausreichend genaue Kostenschätzung [21].
Tab. 54: Spezifische Gesamtkosten für einzelne Module
Modul Kosten [EUR/kg]
Stahlbau für Rohrbrücke incl. Anstrich
Schwer 1,82
Mittel 2,08
Leicht 2,35
Stahlbau für Teilanlagen incl. Anstrich
Schwer 2,05
Mittel 2,30
Leicht 2,60
6.4.2 Elektro-, Mess-und Regelungstechnik
Die Elektro-, Mess- und Regelungstechnik (EMR-Technik) beinhaltet alle Maß-
nahmen, die notwendig sind, um eine Anlage mit Strom zu versorgen, zu über-
wachen und zu steuern. Eine sinnvolle Aufteilung der EMR-Technik ist in Tabelle
55 dargestellt.
Grundsätzlich liegen in frühen Projektphasen wenig Informationen über
EMR-Technik vor. Einfache Modelle zur Kostenermittlung der EMR-Technik bezie-
hen sich auf die Anschaffungskosten der Apparate und Maschinen (siehe Kap.
4.3.2). Etwas detailliertere Methoden machen die EMR-Kosten von den mittleren
Anschaffungskosten der Apparate und Maschinen abhängig (Kap. 4.3.2). Modula-
re Methoden bieten die Möglichkeit, die EMR-Kosten auf Basis der Apparatetypen
zu bestimmen (siehe Kap. 4.4).
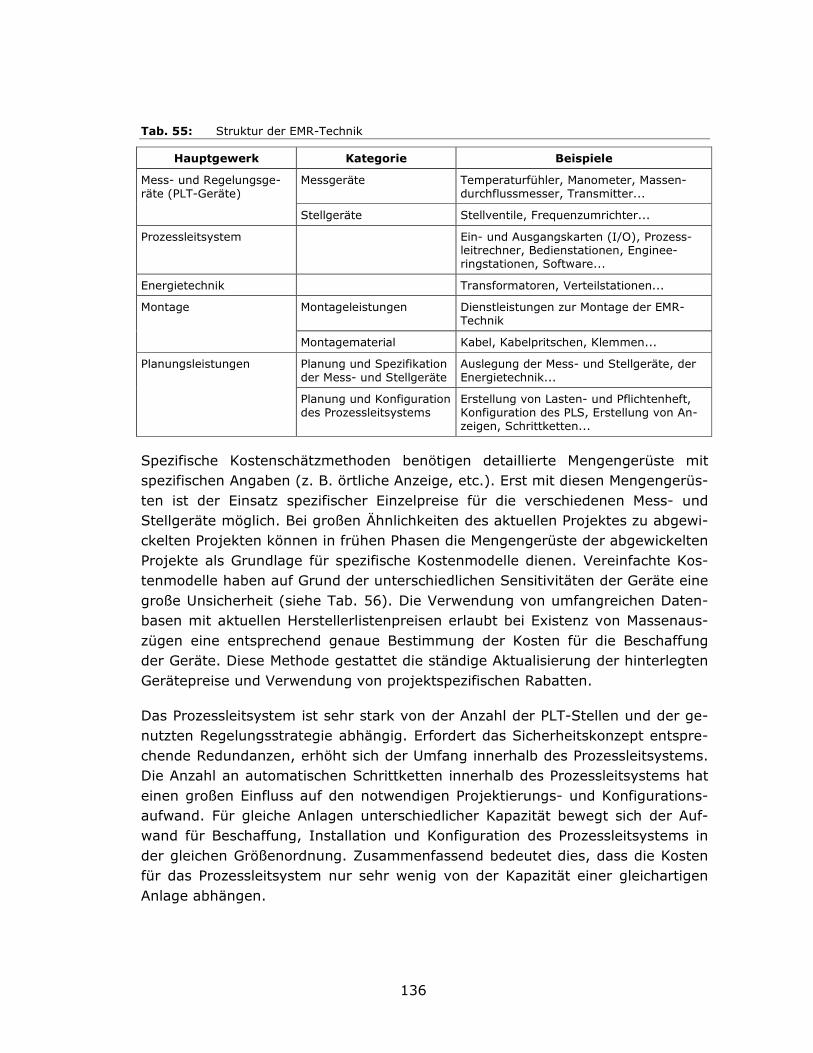
136
Tab. 55: Struktur der EMR-Technik
Hauptgewerk Kategorie Beispiele
Messgeräte Temperaturfühler, Manometer, Massen-durchflussmesser, Transmitter...
Mess- und Regelungsge-räte (PLT-Geräte)
Stellgeräte Stellventile, Frequenzumrichter...
Prozessleitsystem Ein- und Ausgangskarten (I/O), Prozess-leitrechner, Bedienstationen, Enginee-ringstationen, Software...
Energietechnik Transformatoren, Verteilstationen...
Montageleistungen Dienstleistungen zur Montage der EMR-Technik
Montage
Montagematerial Kabel, Kabelpritschen, Klemmen...
Planung und Spezifikation der Mess- und Stellgeräte
Auslegung der Mess- und Stellgeräte, der Energietechnik...
Planungsleistungen
Planung und Konfiguration des Prozessleitsystems
Erstellung von Lasten- und Pflichtenheft, Konfiguration des PLS, Erstellung von An-zeigen, Schrittketten...
Spezifische Kostenschätzmethoden benötigen detaillierte Mengengerüste mit
spezifischen Angaben (z. B. örtliche Anzeige, etc.). Erst mit diesen Mengengerüs-
ten ist der Einsatz spezifischer Einzelpreise für die verschiedenen Mess- und
Stellgeräte möglich. Bei großen Ähnlichkeiten des aktuellen Projektes zu abgewi-
ckelten Projekten können in frühen Phasen die Mengengerüste der abgewickelten
Projekte als Grundlage für spezifische Kostenmodelle dienen. Vereinfachte Kos-
tenmodelle haben auf Grund der unterschiedlichen Sensitivitäten der Geräte eine
große Unsicherheit (siehe Tab. 56). Die Verwendung von umfangreichen Daten-
basen mit aktuellen Herstellerlistenpreisen erlaubt bei Existenz von Massenaus-
zügen eine entsprechend genaue Bestimmung der Kosten für die Beschaffung
der Geräte. Diese Methode gestattet die ständige Aktualisierung der hinterlegten
Gerätepreise und Verwendung von projektspezifischen Rabatten.
Das Prozessleitsystem ist sehr stark von der Anzahl der PLT-Stellen und der ge-
nutzten Regelungsstrategie abhängig. Erfordert das Sicherheitskonzept entspre-
chende Redundanzen, erhöht sich der Umfang innerhalb des Prozessleitsystems.
Die Anzahl an automatischen Schrittketten innerhalb des Prozessleitsystems hat
einen großen Einfluss auf den notwendigen Projektierungs- und Konfigurations-
aufwand. Für gleiche Anlagen unterschiedlicher Kapazität bewegt sich der Auf-
wand für Beschaffung, Installation und Konfiguration des Prozessleitsystems in
der gleichen Größenordnung. Zusammenfassend bedeutet dies, dass die Kosten
für das Prozessleitsystem nur sehr wenig von der Kapazität einer gleichartigen
Anlage abhängen.
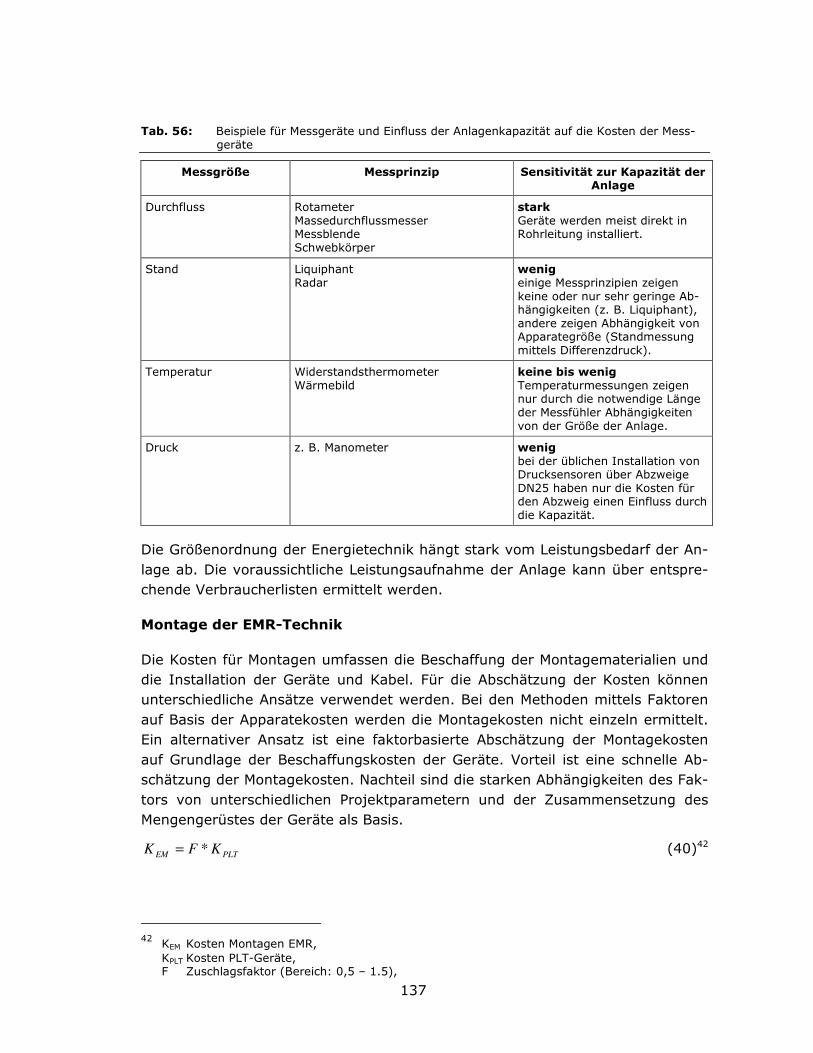
137
Tab. 56: Beispiele für Messgeräte und Einfluss der Anlagenkapazität auf die Kosten der Mess-geräte
Messgröße Messprinzip Sensitivität zur Kapazität der Anlage
Durchfluss Rotameter Massedurchflussmesser Messblende Schwebkörper
stark Geräte werden meist direkt in Rohrleitung installiert.
Stand Liquiphant Radar
wenig einige Messprinzipien zeigen keine oder nur sehr geringe Ab-hängigkeiten (z. B. Liquiphant), andere zeigen Abhängigkeit von Apparategröße (Standmessung mittels Differenzdruck).
Temperatur Widerstandsthermometer Wärmebild
keine bis wenig Temperaturmessungen zeigen nur durch die notwendige Länge der Messfühler Abhängigkeiten von der Größe der Anlage.
Druck z. B. Manometer wenig bei der üblichen Installation von Drucksensoren über Abzweige DN25 haben nur die Kosten für den Abzweig einen Einfluss durch die Kapazität.
Die Größenordnung der Energietechnik hängt stark vom Leistungsbedarf der An-
lage ab. Die voraussichtliche Leistungsaufnahme der Anlage kann über entspre-
chende Verbraucherlisten ermittelt werden.
Montage der EMR-Technik
Die Kosten für Montagen umfassen die Beschaffung der Montagematerialien und
die Installation der Geräte und Kabel. Für die Abschätzung der Kosten können
unterschiedliche Ansätze verwendet werden. Bei den Methoden mittels Faktoren
auf Basis der Apparatekosten werden die Montagekosten nicht einzeln ermittelt.
Ein alternativer Ansatz ist eine faktorbasierte Abschätzung der Montagekosten
auf Grundlage der Beschaffungskosten der Geräte. Vorteil ist eine schnelle Ab-
schätzung der Montagekosten. Nachteil sind die starken Abhängigkeiten des Fak-
tors von unterschiedlichen Projektparametern und der Zusammensetzung des
Mengengerüstes der Geräte als Basis.
PLTEM KFK *= (40)42
42 KEM Kosten Montagen EMR, KPLT Kosten PLT-Geräte, F Zuschlagsfaktor (Bereich: 0,5 – 1.5),
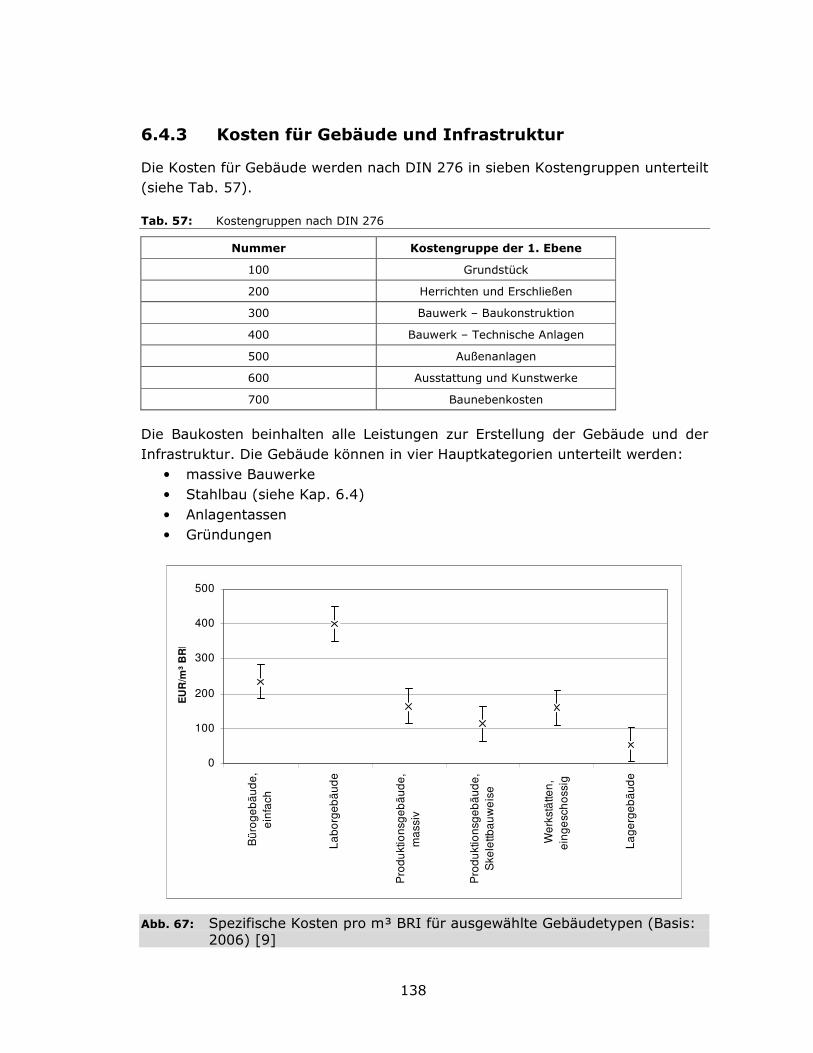
138
6.4.3 Kosten für Gebäude und Infrastruktur
Die Kosten für Gebäude werden nach DIN 276 in sieben Kostengruppen unterteilt
(siehe Tab. 57).
Tab. 57: Kostengruppen nach DIN 276
Nummer Kostengruppe der 1. Ebene
100 Grundstück
200 Herrichten und Erschließen
300 Bauwerk – Baukonstruktion
400 Bauwerk – Technische Anlagen
500 Außenanlagen
600 Ausstattung und Kunstwerke
700 Baunebenkosten
Die Baukosten beinhalten alle Leistungen zur Erstellung der Gebäude und der
Infrastruktur. Die Gebäude können in vier Hauptkategorien unterteilt werden:
• massive Bauwerke
• Stahlbau (siehe Kap. 6.4)
• Anlagentassen
• Gründungen
0
100
200
300
400
500
Bü
rog
eb
äu
de
,e
infa
ch
La
bo
rge
bä
ud
e
Pro
du
ktio
nsg
eb
äu
de
,m
ass
iv
Pro
du
ktio
nsg
eb
äu
de
,S
kele
ttba
uw
eis
e
We
rkst
ätte
n,
ein
ge
sch
oss
ig
La
ge
rge
bä
ud
e
EU
R/m
³ B
RI
Abb. 67: Spezifische Kosten pro m³ BRI für ausgewählte Gebäudetypen (Basis: 2006) [9]
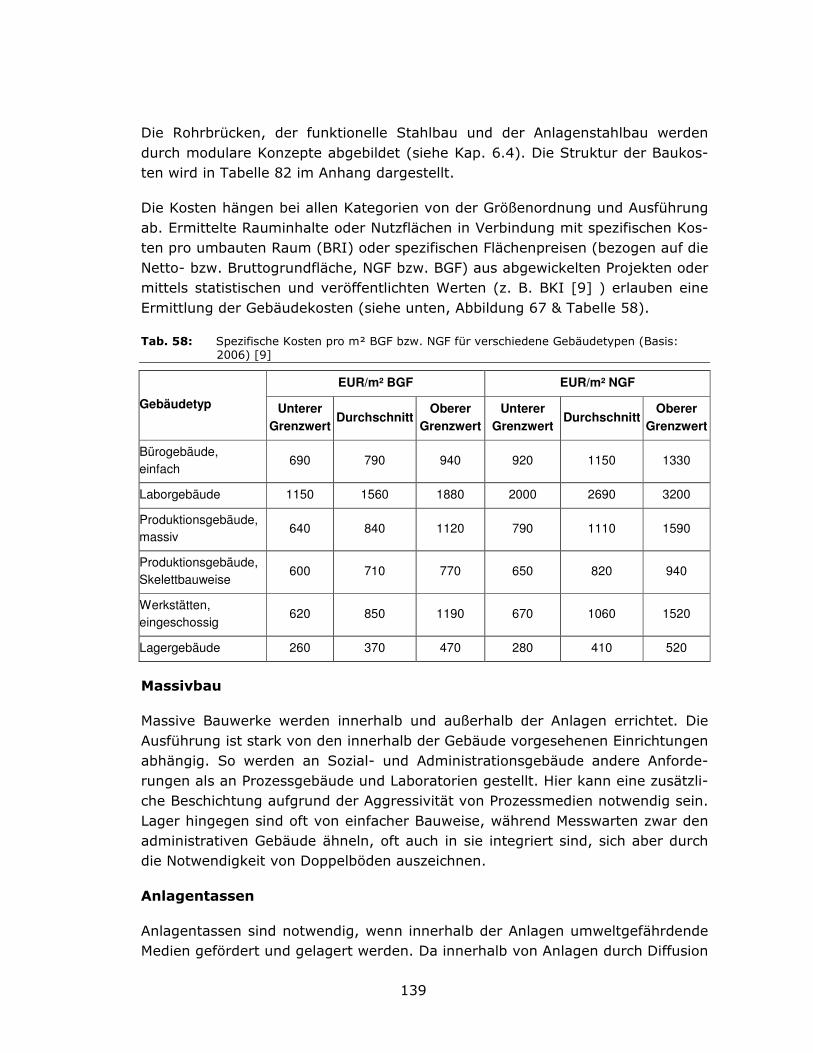
139
Die Rohrbrücken, der funktionelle Stahlbau und der Anlagenstahlbau werden
durch modulare Konzepte abgebildet (siehe Kap. 6.4). Die Struktur der Baukos-
ten wird in Tabelle 82 im Anhang dargestellt.
Die Kosten hängen bei allen Kategorien von der Größenordnung und Ausführung
ab. Ermittelte Rauminhalte oder Nutzflächen in Verbindung mit spezifischen Kos-
ten pro umbauten Raum (BRI) oder spezifischen Flächenpreisen (bezogen auf die
Netto- bzw. Bruttogrundfläche, NGF bzw. BGF) aus abgewickelten Projekten oder
mittels statistischen und veröffentlichten Werten (z. B. BKI [9] ) erlauben eine
Ermittlung der Gebäudekosten (siehe unten, Abbildung 67 & Tabelle 58).
Tab. 58: Spezifische Kosten pro m² BGF bzw. NGF für verschiedene Gebäudetypen (Basis: 2006) [9]
EUR/m² BGF EUR/m² NGF
Gebäudetyp Unterer Grenzwert
Durchschnitt Oberer
Grenzwert Unterer
Grenzwert Durchschnitt
Oberer Grenzwert
Bürogebäude, einfach
690 790 940 920 1150 1330
Laborgebäude 1150 1560 1880 2000 2690 3200
Produktionsgebäude, massiv
640 840 1120 790 1110 1590
Produktionsgebäude, Skelettbauweise
600 710 770 650 820 940
Werkstätten, eingeschossig
620 850 1190 670 1060 1520
Lagergebäude 260 370 470 280 410 520
Massivbau
Massive Bauwerke werden innerhalb und außerhalb der Anlagen errichtet. Die
Ausführung ist stark von den innerhalb der Gebäude vorgesehenen Einrichtungen
abhängig. So werden an Sozial- und Administrationsgebäude andere Anforde-
rungen als an Prozessgebäude und Laboratorien gestellt. Hier kann eine zusätzli-
che Beschichtung aufgrund der Aggressivität von Prozessmedien notwendig sein.
Lager hingegen sind oft von einfacher Bauweise, während Messwarten zwar den
administrativen Gebäude ähneln, oft auch in sie integriert sind, sich aber durch
die Notwendigkeit von Doppelböden auszeichnen.
Anlagentassen
Anlagentassen sind notwendig, wenn innerhalb der Anlagen umweltgefährdende
Medien gefördert und gelagert werden. Da innerhalb von Anlagen durch Diffusion
140
und Undichtigkeiten Stoffe austreten, welche sich am Grund der Anlage sammeln
oder durch Regen abgewaschen werden, ist es erforderlich, betroffene Anlagen-
teile innerhalb von dichten Tassen aufzustellen. Bei Entleerungen und Instand-
setzungsarbeiten werden ebenfalls Prozessmedien freigesetzt. Tanktassen, in
denen ein oder mehrere Tanks aufgestellt werden, sind so dimensioniert, dass
sie den Inhalt des größten Tankes aufnehmen zu können.
Die Ermittlung der Kosten ist stark von der Größe und Ausführung der benötigten
Tassen abhängig. Die Mindestgröße der notwendigen Fläche ergibt sich durch die
Aufstellung der Anlagenteile, welche in der Tasse stehen. Die Ausführung und
der Umfang der Beschichtungsarbeiten zur Abdichtung der Tasse ist abhängig
von den aufzufangenden Medien und der Innenfläche. Die Abschätzung der Kos-
ten kann auf Grundlage spezifischer Preise für Beton und Beschichtung erfolgen.
Alternativen zu Tanktassen stellen doppelwandige Behälter dar. Hier sind bei der
Auswahl neben den Umweltanforderungen auch Kostengesichtspunkte zu be-
rücksichtigen.
Gründungen
Je nach Art des Gebäudes und der Tragfähigkeit des Untergrundes müssen die
Gründungen ausgelegt werden. Da die Tragfähigkeit des Untergrundes oft erst
nach Abschluss von Bodengutachten bekannt ist, also zu einem verhältnismäßig
späten Zeitpunkt, muss auf Erfahrungen innerhalb des Baufeldes zurückgegriffen
werden. Bei unbekannten Verhältnissen ist eine Berücksichtigung von Streifen-
fundamenten bzw. Bodenplatten vorzuziehen und diese in der Kostenschätzung
zu dokumentieren. Bei Bedarf sind Standardfundamente durch Pfahlgründungen
zu ersetzen.
Die Ermittlung der Kosten erfolgt mittels spezifischer Kosten für die gewählte
Gründungsart. Dabei ist die sensitive Größe und der spezifische Preis stark von
der Gründungsart abhängig. Bei Pfahlgründungen haben die Tiefe und Anzahl der
Gründungen einen starken Einfluss. Für Streifenfundamente kann die Gebäude-
fläche oder wenn vorhanden die durchschnittliche Länge der Fundamente als Be-
zugsgröße verwendet werden. Auf Grundlage der ermittelten Länge wird das ent-
sprechende Volumen mit Standardtiefen und –dicken bestimmt. Die Kosten für
Bodenplatten sind direkt von deren Fläche bzw. in Verbindung mit der Stärke der
Bodenplatte vom entsprechenden Volumen abhängig. Mit Kenntnis der Volumen
und spezifischen Betonpreise inkl. Armierung durch Baustahl auf Grundlage ab-
gewickelter Projekte ist eine Bestimmung der Kosten möglich.
141
Aushub
Die Kosten für den Aushub sind direkt vom Umfang der Arbeiten abhängig. Der
erforderliche Umfang des Aushubs kann durch die Abschätzung der Größenord-
nungen der Gründungen und Unterkellerungen auf Grundlage der Gebäudemo-
dellierung ermittelt werden. Mittels spezifischer Volumenpreise aus abgewickel-
ten Projekten lassen sich die Kosten für den Aushub ermitteln. Eine belastbare
Kostenabschätzung der Entsorgung lässt sich nur mit Kenntnis der Kontaminati-
on durch Schadstoffe durchführen. Bei unbedenklichen Schadstoffkonzentratio-
nen ist eine Einlagerung auf einer Deponie bzw. eine Zwischenlagerung zur Wie-
derverwendung für andere Baumaßnahmen (z. B. Straßenbau oder als Aus-
tauschmaterial) möglich. Bei einer Kontamination des Erdreiches durch Schad-
stoffe kann sich der Umfang des notwendigen Aushubes stark erhöhen. Die spe-
zifischen Kosten pro Kubikmeter Aushub werden sich stark erhöhen, je nach er-
forderlichem Umfang für die Reinigung bzw. die Entsorgung oder Einlagerung.
Infrastruktur
Die Kosten für Infrastruktur wie Straßen und Kanäle sind stark von der Notwen-
digkeit und deren Größenordnung abhängig. Ist ein völlig neuer Industriestand-
ort zu planen, muss von einem großen Umfang an Straßen- und Tiefbauarbeiten
ausgegangen werden. Bei Projektierung in einem bestehenden Standort ist der
Erschließungsgrad des gewählten Baufeldes und die vorhandene Infrastruktur
des gesamten Standortes zu beachten. Die Ermittlung der Infrastrukturkosten
kann ebenfalls mit Hilfe der 3D-Modellierung bzw. durch Erstellung eines detail-
lierten Masterplotplanes unter Berücksichtigung der vorhandenen Infrastruktur
erfolgen. Eine Abschätzung der erforderlichen Maßnahmen ist auf dieser Basis
möglich. Spezifische Preise für Straßen (x Euro pro m² bzw. x Euro pro m Straße
in Standardausführung) und Kanäle (x Euro pro m Kanal der ausgewählten Aus-
führung) sind aus abgewickelten Projekten vorhanden bzw. lassen sich daraus
ableiten.
Wie zu erkennen ist, weisen die Kosten für Bau und Infrastruktur keine starke
Abhängigkeit von den Kosten für Hauptausrüstung auf. Für eine Abschätzung der
Infrastrukturkosten ist es wichtig, sehr früh Informationen über den Standort,
das Baufeld, die Erschließung und den erforderlichen Umfang für die notwendi-
gen Maßnahmen zu erhalten.
Sonstige Baumaßnahmen
Neben den Kosten für die Errichtung von Gebäuden sind die Kosten für die Ge-
bäudeinstallationen wie Lüftungs- und Klimaanlagen, Steckdosen, Kommunikati-
onseinrichtungen und Beleuchtung von Bedeutung. Für die technische Gebäude-
ausrüstung ist die Definition und Verwendung eines geeigneten Standards anzu-
142
streben, der je nach Gebäudetyp spezifische Kosten z. B. auf Basis der Grundflä-
che zur Verfügung stellt. Eine weitere Möglichkeit ist die Integration der Kosten
in die spezifischen Kubaturpreise der jeweiligen Gebäudetypen.
Da Lüftungs- und Klimaanlagen nicht nur von den Gebäuden und deren Typ und
Abmessungen abhängen, ist für die Ermittlung der Kosten ein anderer Ansatz
notwendig. Die spezifischen Kosten sind von der Ausführung, der Leistung und
dem erforderlichen Umfang abhängig. Grundsätzliche Dimensionierungen lassen
sich auf Grundlage der vorhandenen Abmessungen der Gebäude auf Basis der
Aufstellungsplanung durchführen.
Baustelleneinrichtung
Bei der Bestimmung der Kosten für das Gewerk Bau ist es notwendig, die Bau-
stelleneinrichtung zu berücksichtigen. Sie umfasst die Bereitstellung von Contai-
nern für Büro- und Sozialräume, Gerüste und Kräne und andere indirekte Maß-
nahmen, welche für den Betrieb der Baustellen notwendig sind.
Grundsätzlich ist auch bei der Ermittlung der Baukosten eine Modularisierung der
Gebäude anzustreben. So könnten die Gebäude nicht nur in die jeweiligen Typen
mit entsprechenden Preisen für den umbauten Raum unterteilt werden, möglich
ist auch eine Zerlegung der Gebäude ist einzelne Bestandteile, wie z. B. Wand-
elemente, Wandelemente mit Fenster, etc. Die spezifischen Kosten für die Ge-
bäudemodule enthalten auf Basis der erforderlichen Mengen an Baumaterialien
und Montageleistungen alle Gewerke, wie Baumeisterarbeiten, Fenster, Verblen-
dung etc. Eine Ermittlung der entsprechenden Mengengerüste ist durch die Be-
reitstellung von Gebäudemodulen und die mögliche Modellierung in der 3D-
Landschaft möglich.
6.4.4 Indirekte Kosten
Die Abschätzung der Kosten für Ingenieurleistungen bereiten oft sehr große
Probleme. Nicht nur die Abschätzung des eigentlichen Bedarfes ist schwierig,
auch die Bestimmung der Kosten stößt auf Schwierigkeiten.
Der Ansatz einiger Unternehmen, Ingenieurleistungen auszugliedern bzw. fremd-
zuvergeben, bedeutet eine große Spanne innerhalb der Preisgestaltung. Die Ho-
norarordnung für Architekten und Ingenieure (HOAI) wird lediglich im Bauge-
werbe als Grundlage verwendet. In anderen Bereichen erfolgt die Abrechnung
über deutlich abweichende Stundensätze.
Für eine schnelle Abschätzung der Planungskosten können Kostenmodelle mit
detaillierten Zuschlagsfaktoren verwendet werden (siehe Kap. 4.3.2). Allerdings
ist zu berücksichtigen, dass die Planungsleistungen nicht die gleichen Sensitivitä-
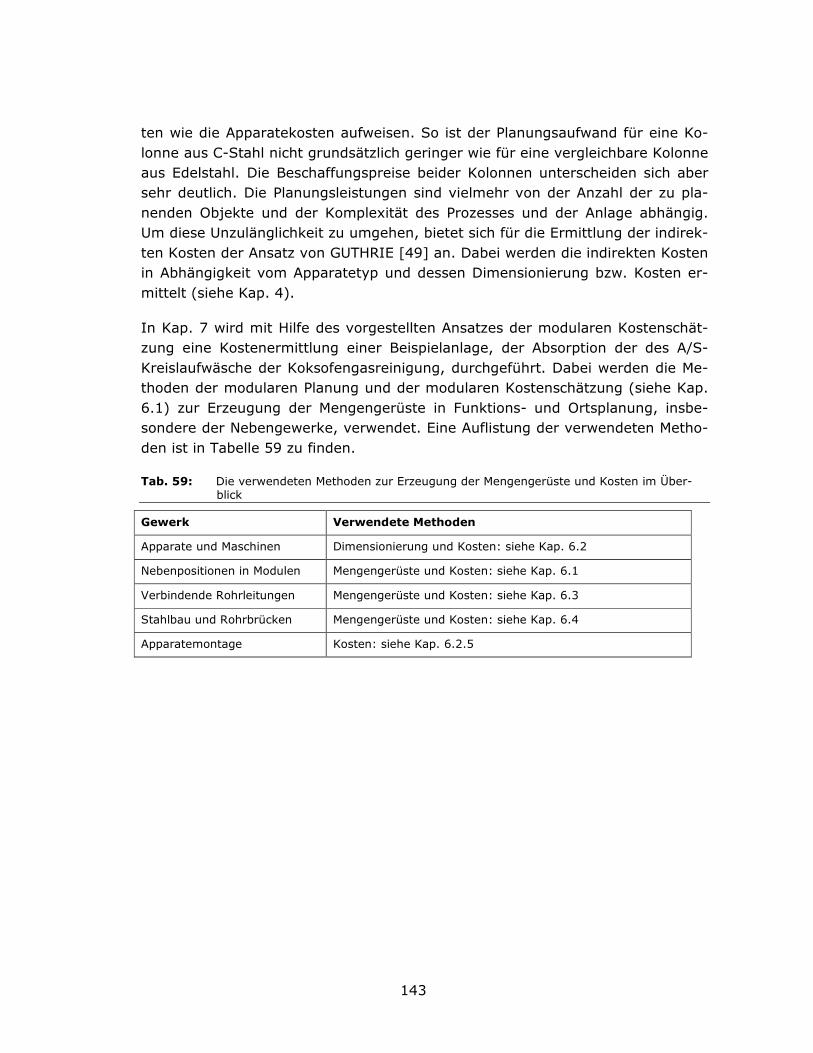
143
ten wie die Apparatekosten aufweisen. So ist der Planungsaufwand für eine Ko-
lonne aus C-Stahl nicht grundsätzlich geringer wie für eine vergleichbare Kolonne
aus Edelstahl. Die Beschaffungspreise beider Kolonnen unterscheiden sich aber
sehr deutlich. Die Planungsleistungen sind vielmehr von der Anzahl der zu pla-
nenden Objekte und der Komplexität des Prozesses und der Anlage abhängig.
Um diese Unzulänglichkeit zu umgehen, bietet sich für die Ermittlung der indirek-
ten Kosten der Ansatz von GUTHRIE [49] an. Dabei werden die indirekten Kosten
in Abhängigkeit vom Apparatetyp und dessen Dimensionierung bzw. Kosten er-
mittelt (siehe Kap. 4).
In Kap. 7 wird mit Hilfe des vorgestellten Ansatzes der modularen Kostenschät-
zung eine Kostenermittlung einer Beispielanlage, der Absorption der des A/S-
Kreislaufwäsche der Koksofengasreinigung, durchgeführt. Dabei werden die Me-
thoden der modularen Planung und der modularen Kostenschätzung (siehe Kap.
6.1) zur Erzeugung der Mengengerüste in Funktions- und Ortsplanung, insbe-
sondere der Nebengewerke, verwendet. Eine Auflistung der verwendeten Metho-
den ist in Tabelle 59 zu finden.
Tab. 59: Die verwendeten Methoden zur Erzeugung der Mengengerüste und Kosten im Über-blick
Gewerk Verwendete Methoden
Apparate und Maschinen Dimensionierung und Kosten: siehe Kap. 6.2
Nebenpositionen in Modulen Mengengerüste und Kosten: siehe Kap. 6.1
Verbindende Rohrleitungen Mengengerüste und Kosten: siehe Kap. 6.3
Stahlbau und Rohrbrücken Mengengerüste und Kosten: siehe Kap. 6.4
Apparatemontage Kosten: siehe Kap. 6.2.5
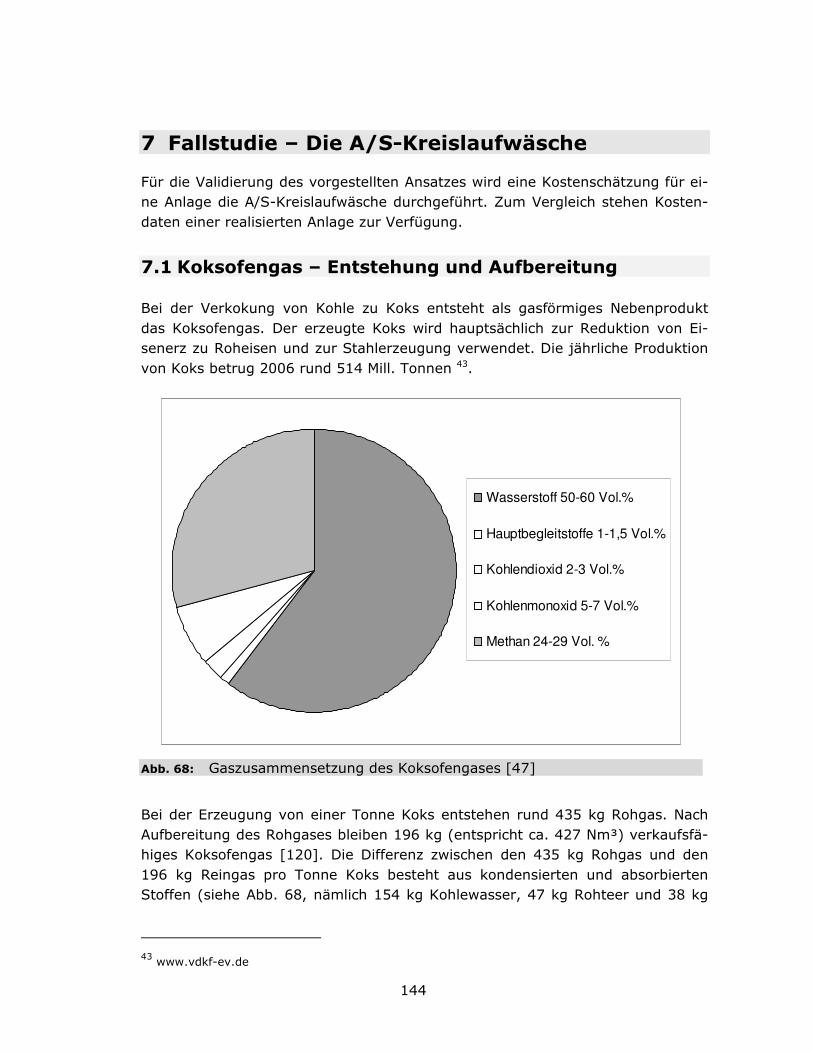
144
7 Fallstudie – Die A/S-Kreislaufwäsche
Für die Validierung des vorgestellten Ansatzes wird eine Kostenschätzung für ei-
ne Anlage die A/S-Kreislaufwäsche durchgeführt. Zum Vergleich stehen Kosten-
daten einer realisierten Anlage zur Verfügung.
7.1 Koksofengas – Entstehung und Aufbereitung
Bei der Verkokung von Kohle zu Koks entsteht als gasförmiges Nebenprodukt
das Koksofengas. Der erzeugte Koks wird hauptsächlich zur Reduktion von Ei-
senerz zu Roheisen und zur Stahlerzeugung verwendet. Die jährliche Produktion
von Koks betrug 2006 rund 514 Mill. Tonnen 43.
Bei der Erzeugung von einer Tonne Koks entstehen rund 435 kg Rohgas. Nach
Aufbereitung des Rohgases bleiben 196 kg (entspricht ca. 427 Nm³) verkaufsfä-
higes Koksofengas [120]. Die Differenz zwischen den 435 kg Rohgas und den
196 kg Reingas pro Tonne Koks besteht aus kondensierten und absorbierten
Stoffen (siehe Abb. 68, nämlich 154 kg Kohlewasser, 47 kg Rohteer und 38 kg
43 www.vdkf-ev.de
Wasserstoff 50-60 Vol.%
Hauptbegleitstoffe 1-1,5 Vol.%
Kohlendioxid 2-3 Vol.%
Kohlenmonoxid 5-7 Vol.%
Methan 24-29 Vol. %
Abb. 68: Gaszusammensetzung des Koksofengases [47]

145
weiterer aus dem Gas auswaschbarer Verunreinigungen unter anderem Naphtha-
lin, Benzol, Phenol, Ammoniak (NH3) und Schwefelwasserstoff (H2S) (siehe Abb.
69) [120].
Bis zur Mitte des 20. Jahrhunderts konnten neben dem Koks die abgetrennten
Kohlewertstoffe gut verkauft werden. Dementsprechend waren die Kokereien als
Mehrproduktanlagen ausgelegt. Das erzeugte Gas diente als Stadtgas zur Be-
leuchtung von Straßen und Plätzen und zum Betrieb von Gasmotoren zur Erzeu-
gung mechanischer Energie.
Das Aufkommen der Ammoniaksynthese und der Erfolg des Rohstoffs Erdöl (Pet-
rochemie) macht die Gewinnung der Kohlewertstoffe aus dem Rohgas nicht mehr
profitabel. Aus technischen und Umweltschutzgründen müssen sie aber weiter
aus dem Koksofengas entfernt werden. Als einziges gewinnbringendes Neben-
produkt verbleibt das gereinigte Koksofengas [113]. Die anfallende Menge ist
vergleichsweise gering. So entsprach im Jahr 2000 bei der Ruhrgas AG das Wär-
meäquivalent des gehandelten Koksofengases nur 0,6 % des Wärmeäquivalents
des Erdgases. Sollte sich die Entwicklung fortsetzen, ist in Zukunft mit Proble-
men beim Verkauf des Koksofengases zu rechnen.
Um aus dem verunreinigten Rohgas eine gereinigtes Gas zu machen, gibt es ver-
schiedene Möglichkeiten. Eine Variante ist die Vernichtung der Verunreinigungen
(siehe Kap. 7.1.1).
Ammoniak 6-9 g/Nm³
Cyanwasserstoff 0,5-1,5 g/Nm³
Schwefelwasserstoff 5-12 g/Nm³
Naphtaline 8-10 g/Nm³
Abb. 69: Hauptbegleitstoffe des Koksofengases [47]
146
Alternativ können sie aus dem Gas entfernt und für weitere Anwendungen zur
Verfügung gestellt werden (siehe Kap. 7.1.2). Dabei werden aus den in Abb. 69
dargestellten Hauptbegleitstoffen des Koksofengases hauptsächlich elementarer
Schwefel sowie Steinkohlenteer (Naphtaline) hergestellt. Das gewonnene Am-
moniak wurde in der Vergangenheit z. B für die Düngemittelproduktion genutzt.
7.1.1 Vernichten
Eine Möglichkeit zur Vernichtung der Verunreinigungen ist die katalytische Um-
setzung der Kohlenwasserstoffe mit dem, im heißen Rohgas enthaltenen Was-
serdampf und zugegebenem Sauerstoff zu Synthesegas (CO und H2) [34], [71].
Gleichzeitig erfolgt eine weitgehende Zersetzung der restlichen Bestandteile des
Rohgases. Das erzeugte Synthesegas kann zusätzlich zum produzierten Koks als
Reduktionsmittel im Hochofen verwendet werden.
Bei der alternativen Non-Recovery-Methode wird das Koksofenrohgas direkt im
Koksofen verbrannt. Das heiße Rauchgas wird über einen Schornstein an die
Umwelt abgegeben. Bei der Heat-Recovery-Methode wird das Rauchgas zur Er-
zeugung von Dampf in Abhitzekesseln, die in einem Kraftwerksprozess der Elekt-
rizitätserzeugung dienen können, verwendet.
Bei beiden Methoden muss das Abgas, je nach Umweltauflagen, zur Entschwefe-
lung und Entstaubung einer Rauchgasreinigung zugeführt werden. Hierbei bietet
sich die Verwendung erprobter Verfahren aus dem Kraftwerksbau an.
7.1.2 Gewinnen
Neben der Vernichtung können die Hauptbestandteile des Rohgases aus dem Gas
gewonnen und für andere Anwendungen zur Verfügung gestellt werden (siehe
Abb. 111 im Anhang). Dazu durchläuft das Gas mehrere Aufbereitungsstufen:
1. Kühlen und entteeren
2. Verdichten und erneut kühlen
3. Entfernung von H2S und NH3
4. Auswaschen des restlichen Kohlenwasserstoffes
Alle in den letzten Jahren errichteten Kokereien verwendeten diese Prozessan-
ordnung [113].
In Schritt 1 wird das ca. 800 °C heiße Rohgas zunächst durch quenchen auf eine
Temperatur von rund 80° C gebracht, anschließend durch direkte oder indirekte
Kühlung bis auf etwa 25° C gekühlt und die entstehenden Teertropfen mit einem
Elektrofilter aus dem Gasstrom entfernt. In diesem Schritt wird neben dem ge-
kühlten Koksofengas Rohteer und Kohlewasser gewonnen. Der Rohteer kann in
Raffinerien weiterverarbeitet werden. Das Kohlewasser enthält neben Salzen und
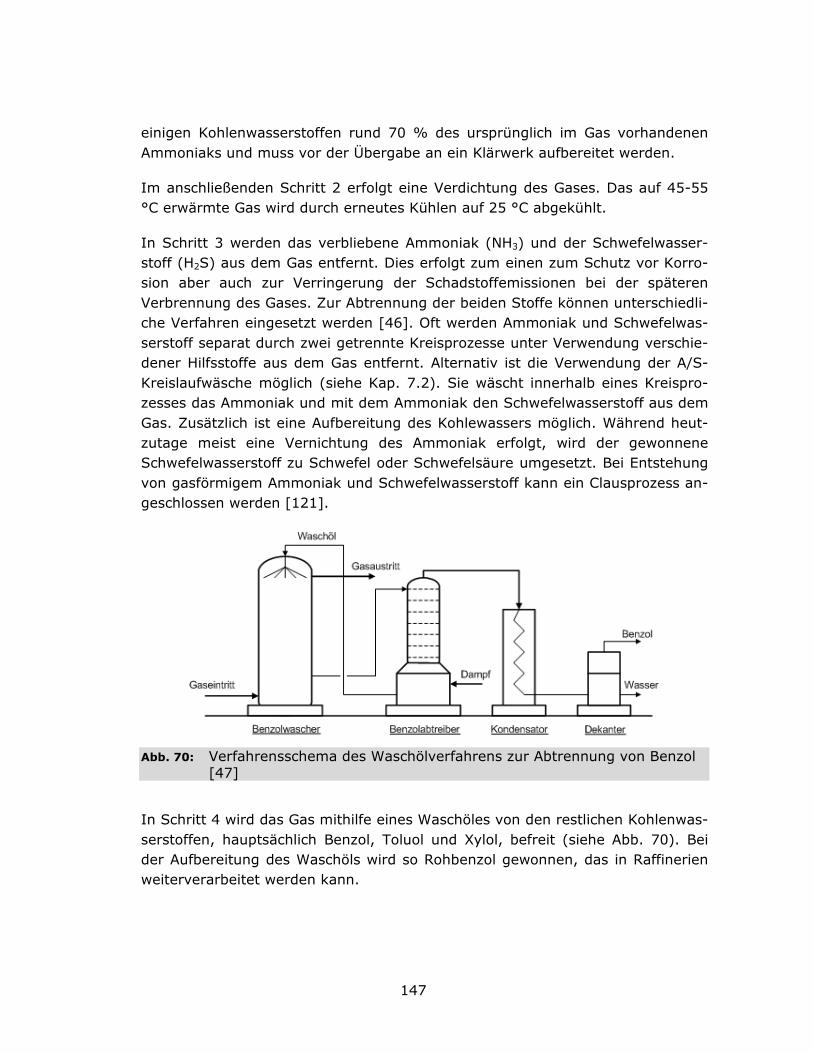
147
einigen Kohlenwasserstoffen rund 70 % des ursprünglich im Gas vorhandenen
Ammoniaks und muss vor der Übergabe an ein Klärwerk aufbereitet werden.
Im anschließenden Schritt 2 erfolgt eine Verdichtung des Gases. Das auf 45-55
°C erwärmte Gas wird durch erneutes Kühlen auf 25 °C abgekühlt.
In Schritt 3 werden das verbliebene Ammoniak (NH3) und der Schwefelwasser-
stoff (H2S) aus dem Gas entfernt. Dies erfolgt zum einen zum Schutz vor Korro-
sion aber auch zur Verringerung der Schadstoffemissionen bei der späteren
Verbrennung des Gases. Zur Abtrennung der beiden Stoffe können unterschiedli-
che Verfahren eingesetzt werden [46]. Oft werden Ammoniak und Schwefelwas-
serstoff separat durch zwei getrennte Kreisprozesse unter Verwendung verschie-
dener Hilfsstoffe aus dem Gas entfernt. Alternativ ist die Verwendung der A/S-
Kreislaufwäsche möglich (siehe Kap. 7.2). Sie wäscht innerhalb eines Kreispro-
zesses das Ammoniak und mit dem Ammoniak den Schwefelwasserstoff aus dem
Gas. Zusätzlich ist eine Aufbereitung des Kohlewassers möglich. Während heut-
zutage meist eine Vernichtung des Ammoniak erfolgt, wird der gewonnene
Schwefelwasserstoff zu Schwefel oder Schwefelsäure umgesetzt. Bei Entstehung
von gasförmigem Ammoniak und Schwefelwasserstoff kann ein Clausprozess an-
geschlossen werden [121].
In Schritt 4 wird das Gas mithilfe eines Waschöles von den restlichen Kohlenwas-
serstoffen, hauptsächlich Benzol, Toluol und Xylol, befreit (siehe Abb. 70). Bei
der Aufbereitung des Waschöls wird so Rohbenzol gewonnen, das in Raffinerien
weiterverarbeitet werden kann.
Abb. 70: Verfahrensschema des Waschölverfahrens zur Abtrennung von Benzol [47]
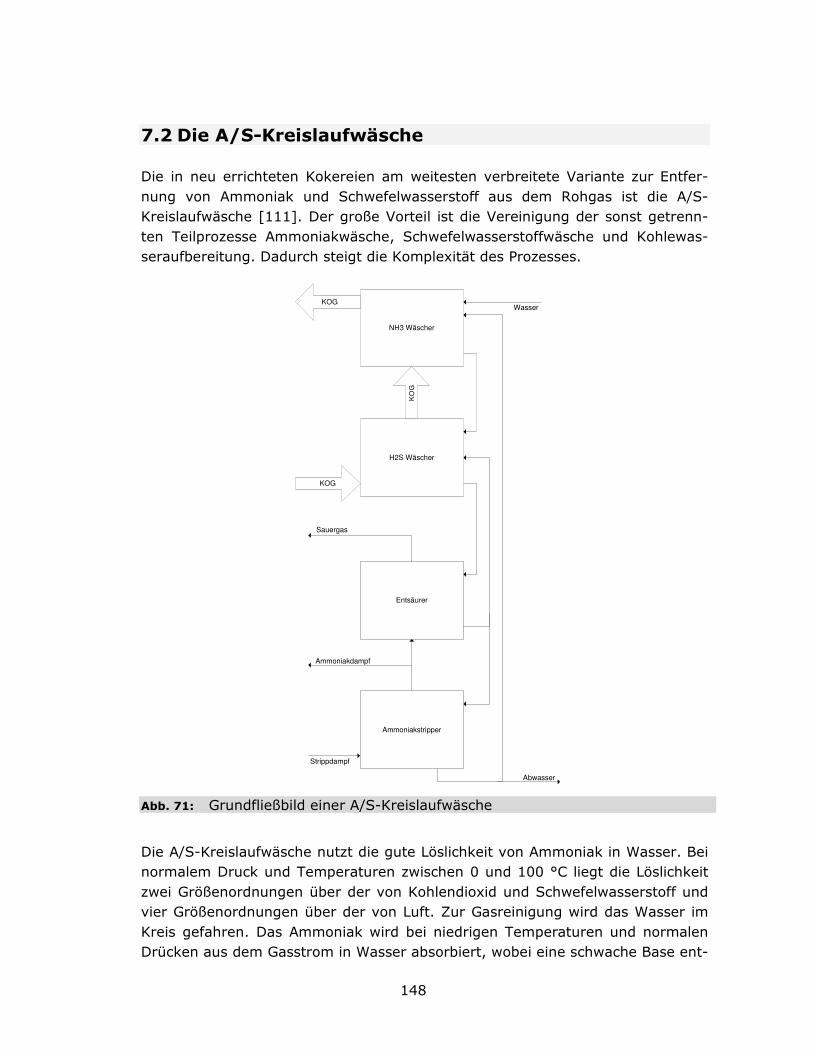
148
7.2 Die A/S-Kreislaufwäsche
Die in neu errichteten Kokereien am weitesten verbreitete Variante zur Entfer-
nung von Ammoniak und Schwefelwasserstoff aus dem Rohgas ist die A/S-
Kreislaufwäsche [111]. Der große Vorteil ist die Vereinigung der sonst getrenn-
ten Teilprozesse Ammoniakwäsche, Schwefelwasserstoffwäsche und Kohlewas-
seraufbereitung. Dadurch steigt die Komplexität des Prozesses.
Die A/S-Kreislaufwäsche nutzt die gute Löslichkeit von Ammoniak in Wasser. Bei
normalem Druck und Temperaturen zwischen 0 und 100 °C liegt die Löslichkeit
zwei Größenordnungen über der von Kohlendioxid und Schwefelwasserstoff und
vier Größenordnungen über der von Luft. Zur Gasreinigung wird das Wasser im
Kreis gefahren. Das Ammoniak wird bei niedrigen Temperaturen und normalen
Drücken aus dem Gasstrom in Wasser absorbiert, wobei eine schwache Base ent-
NH3 Wäscher
H2S Wäscher
Entsäurer
Ammoniakstripper
KOG
KO
G
Sauergas
Ammoniakdampf
Strippdampf
KOGWasser
Abwasser
Abb. 71: Grundfließbild einer A/S-Kreislaufwäsche
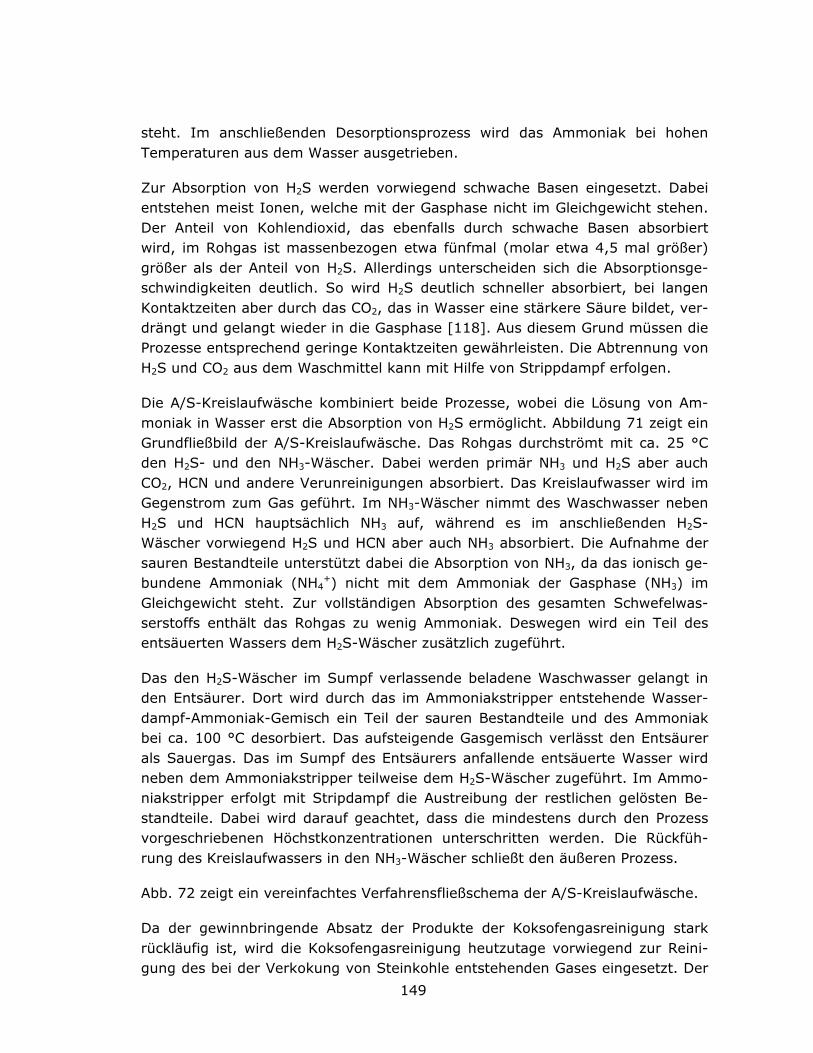
149
steht. Im anschließenden Desorptionsprozess wird das Ammoniak bei hohen
Temperaturen aus dem Wasser ausgetrieben.
Zur Absorption von H2S werden vorwiegend schwache Basen eingesetzt. Dabei
entstehen meist Ionen, welche mit der Gasphase nicht im Gleichgewicht stehen.
Der Anteil von Kohlendioxid, das ebenfalls durch schwache Basen absorbiert
wird, im Rohgas ist massenbezogen etwa fünfmal (molar etwa 4,5 mal größer)
größer als der Anteil von H2S. Allerdings unterscheiden sich die Absorptionsge-
schwindigkeiten deutlich. So wird H2S deutlich schneller absorbiert, bei langen
Kontaktzeiten aber durch das CO2, das in Wasser eine stärkere Säure bildet, ver-
drängt und gelangt wieder in die Gasphase [118]. Aus diesem Grund müssen die
Prozesse entsprechend geringe Kontaktzeiten gewährleisten. Die Abtrennung von
H2S und CO2 aus dem Waschmittel kann mit Hilfe von Strippdampf erfolgen.
Die A/S-Kreislaufwäsche kombiniert beide Prozesse, wobei die Lösung von Am-
moniak in Wasser erst die Absorption von H2S ermöglicht. Abbildung 71 zeigt ein
Grundfließbild der A/S-Kreislaufwäsche. Das Rohgas durchströmt mit ca. 25 °C
den H2S- und den NH3-Wäscher. Dabei werden primär NH3 und H2S aber auch
CO2, HCN und andere Verunreinigungen absorbiert. Das Kreislaufwasser wird im
Gegenstrom zum Gas geführt. Im NH3-Wäscher nimmt des Waschwasser neben
H2S und HCN hauptsächlich NH3 auf, während es im anschließenden H2S-
Wäscher vorwiegend H2S und HCN aber auch NH3 absorbiert. Die Aufnahme der
sauren Bestandteile unterstützt dabei die Absorption von NH3, da das ionisch ge-
bundene Ammoniak (NH4+) nicht mit dem Ammoniak der Gasphase (NH3) im
Gleichgewicht steht. Zur vollständigen Absorption des gesamten Schwefelwas-
serstoffs enthält das Rohgas zu wenig Ammoniak. Deswegen wird ein Teil des
entsäuerten Wassers dem H2S-Wäscher zusätzlich zugeführt.
Das den H2S-Wäscher im Sumpf verlassende beladene Waschwasser gelangt in
den Entsäurer. Dort wird durch das im Ammoniakstripper entstehende Wasser-
dampf-Ammoniak-Gemisch ein Teil der sauren Bestandteile und des Ammoniak
bei ca. 100 °C desorbiert. Das aufsteigende Gasgemisch verlässt den Entsäurer
als Sauergas. Das im Sumpf des Entsäurers anfallende entsäuerte Wasser wird
neben dem Ammoniakstripper teilweise dem H2S-Wäscher zugeführt. Im Ammo-
niakstripper erfolgt mit Stripdampf die Austreibung der restlichen gelösten Be-
standteile. Dabei wird darauf geachtet, dass die mindestens durch den Prozess
vorgeschriebenen Höchstkonzentrationen unterschritten werden. Die Rückfüh-
rung des Kreislaufwassers in den NH3-Wäscher schließt den äußeren Prozess.
Abb. 72 zeigt ein vereinfachtes Verfahrensfließschema der A/S-Kreislaufwäsche.
Da der gewinnbringende Absatz der Produkte der Koksofengasreinigung stark
rückläufig ist, wird die Koksofengasreinigung heutzutage vorwiegend zur Reini-
gung des bei der Verkokung von Steinkohle entstehenden Gases eingesetzt. Der
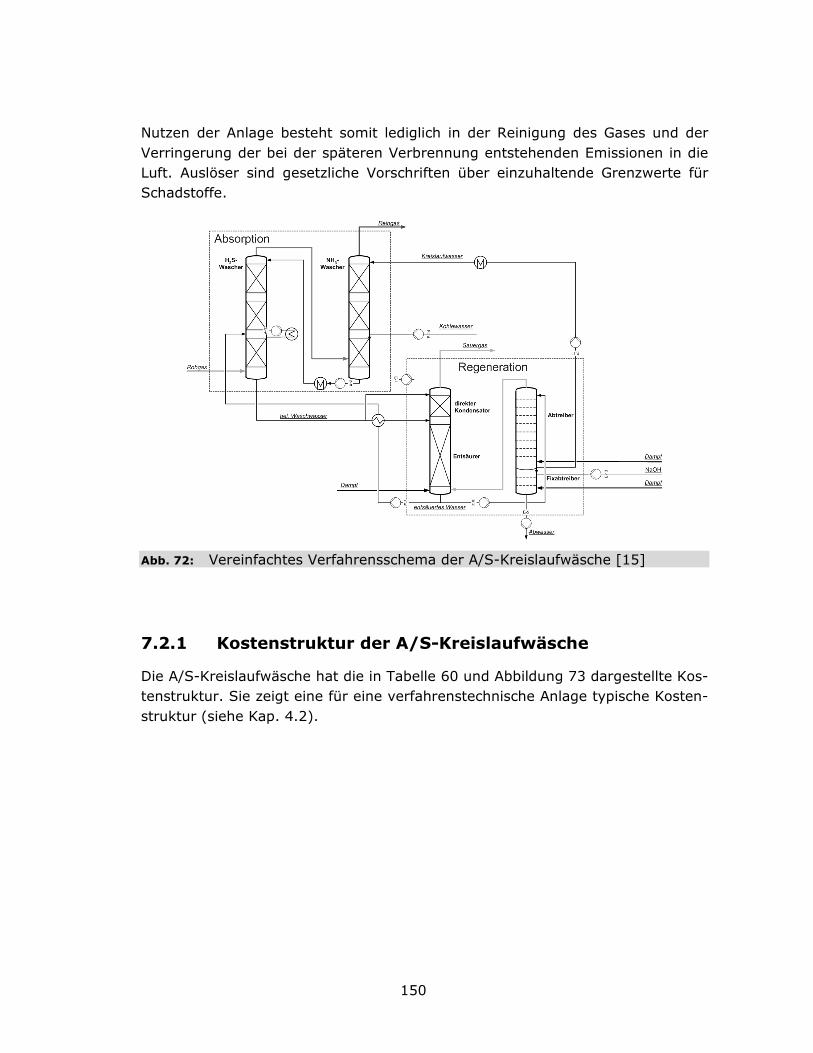
150
Nutzen der Anlage besteht somit lediglich in der Reinigung des Gases und der
Verringerung der bei der späteren Verbrennung entstehenden Emissionen in die
Luft. Auslöser sind gesetzliche Vorschriften über einzuhaltende Grenzwerte für
Schadstoffe.
7.2.1 Kostenstruktur der A/S-Kreislaufwäsche
Die A/S-Kreislaufwäsche hat die in Tabelle 60 und Abbildung 73 dargestellte Kos-
tenstruktur. Sie zeigt eine für eine verfahrenstechnische Anlage typische Kosten-
struktur (siehe Kap. 4.2).
Abb. 72: Vereinfachtes Verfahrensschema der A/S-Kreislaufwäsche [15]
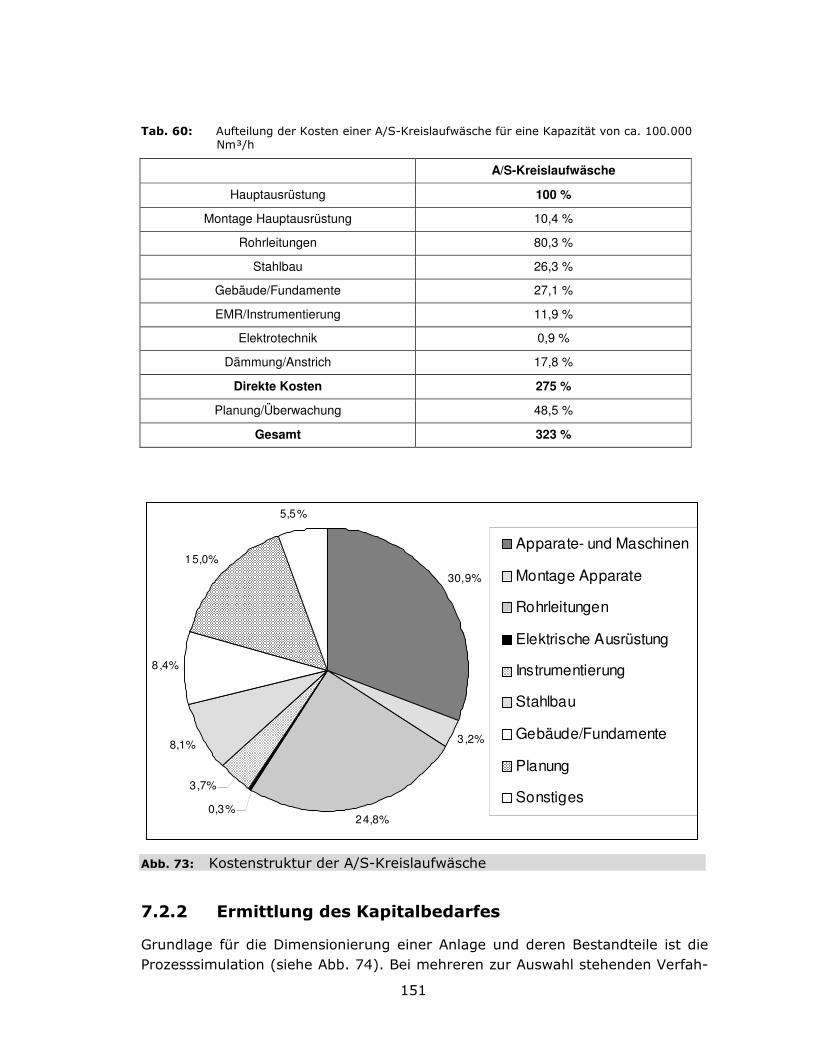
151
Tab. 60: Aufteilung der Kosten einer A/S-Kreislaufwäsche für eine Kapazität von ca. 100.000 Nm³/h
A/S-Kreislaufwäsche
Hauptausrüstung 100 %
Montage Hauptausrüstung 10,4 %
Rohrleitungen 80,3 %
Stahlbau 26,3 %
Gebäude/Fundamente 27,1 %
EMR/Instrumentierung 11,9 %
Elektrotechnik 0,9 %
Dämmung/Anstrich 17,8 %
Direkte Kosten 275 %
Planung/Überwachung 48,5 %
Gesamt 323 %
7.2.2 Ermittlung des Kapitalbedarfes
Grundlage für die Dimensionierung einer Anlage und deren Bestandteile ist die
Prozesssimulation (siehe Abb. 74). Bei mehreren zur Auswahl stehenden Verfah-
30,9%
3,2%
24,8%0,3%
3,7%
8,1%
8,4%
15,0%
5,5%
Apparate- und Maschinen
Montage Apparate
Rohrleitungen
Elektrische Ausrüstung
Instrumentierung
Stahlbau
Gebäude/Fundamente
Planung
Sonstiges
Abb. 73: Kostenstruktur der A/S-Kreislaufwäsche
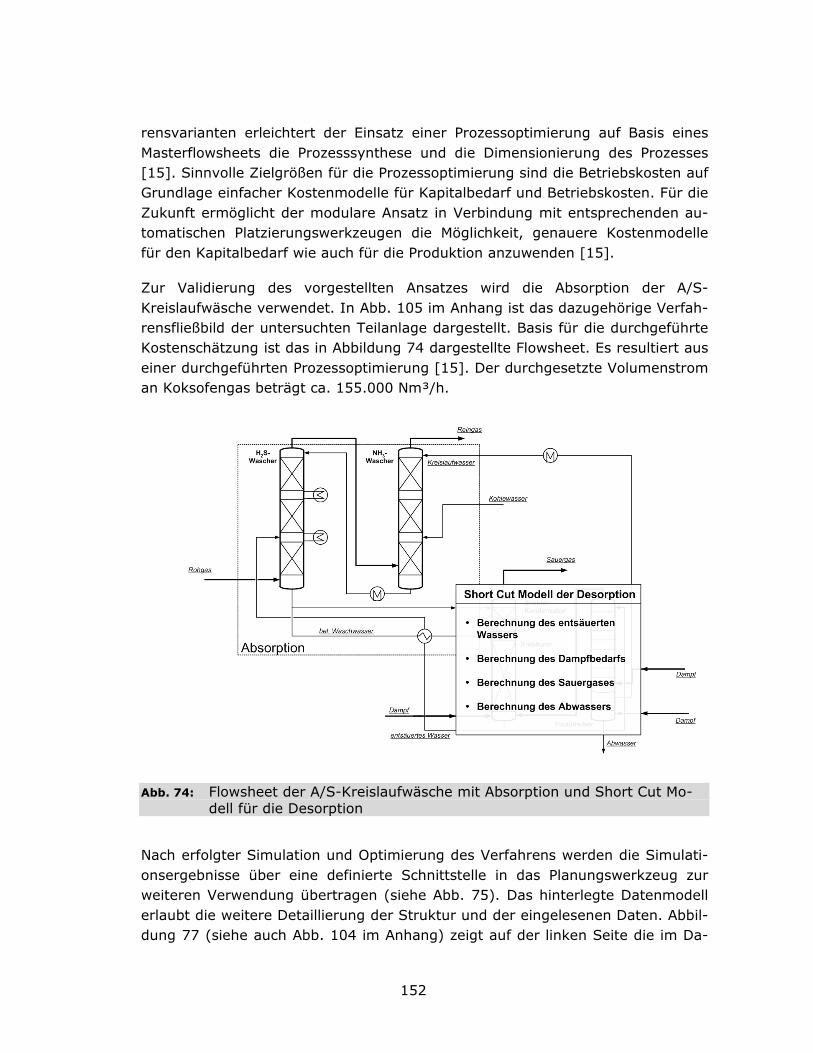
152
rensvarianten erleichtert der Einsatz einer Prozessoptimierung auf Basis eines
Masterflowsheets die Prozesssynthese und die Dimensionierung des Prozesses
[15]. Sinnvolle Zielgrößen für die Prozessoptimierung sind die Betriebskosten auf
Grundlage einfacher Kostenmodelle für Kapitalbedarf und Betriebskosten. Für die
Zukunft ermöglicht der modulare Ansatz in Verbindung mit entsprechenden au-
tomatischen Platzierungswerkzeugen die Möglichkeit, genauere Kostenmodelle
für den Kapitalbedarf wie auch für die Produktion anzuwenden [15].
Zur Validierung des vorgestellten Ansatzes wird die Absorption der A/S-
Kreislaufwäsche verwendet. In Abb. 105 im Anhang ist das dazugehörige Verfah-
rensfließbild der untersuchten Teilanlage dargestellt. Basis für die durchgeführte
Kostenschätzung ist das in Abbildung 74 dargestellte Flowsheet. Es resultiert aus
einer durchgeführten Prozessoptimierung [15]. Der durchgesetzte Volumenstrom
an Koksofengas beträgt ca. 155.000 Nm³/h.
Nach erfolgter Simulation und Optimierung des Verfahrens werden die Simulati-
onsergebnisse über eine definierte Schnittstelle in das Planungswerkzeug zur
weiteren Verwendung übertragen (siehe Abb. 75). Das hinterlegte Datenmodell
erlaubt die weitere Detaillierung der Struktur und der eingelesenen Daten. Abbil-
dung 77 (siehe auch Abb. 104 im Anhang) zeigt auf der linken Seite die im Da-
Abb. 74: Flowsheet der A/S-Kreislaufwäsche mit Absorption und Short Cut Mo-dell für die Desorption

153
tenmodell erzeugten Apparate und Maschinen und auf der rechten Seite einen
Ausschnitt des erstellten Verfahrensfließbild.
Dazu werden neben den Simulationsobjekten und den Verknüpfungen die, für
die Dimensionierung der Ausrüstungen und Rohrleitungen notwendigen Parame-
ter importiert und abgelegt (siehe Abb. 75). Da in einem Simulationswerkzeug
nur Simulationsobjekte mit den entsprechenden Prozessmodellen hinterlegt sind,
erfolgt durch den Anwender eine Umwandlung der Simulationsobjekte in Appara-
te und Maschinen sowie eine Festlegung des Ausrüstungstyps (siehe Abb. 76).
Abb. 75: Import der Simulationsobjekte und -daten
Abb. 76: Benutzerabfrage zur Wärmetauschertyp
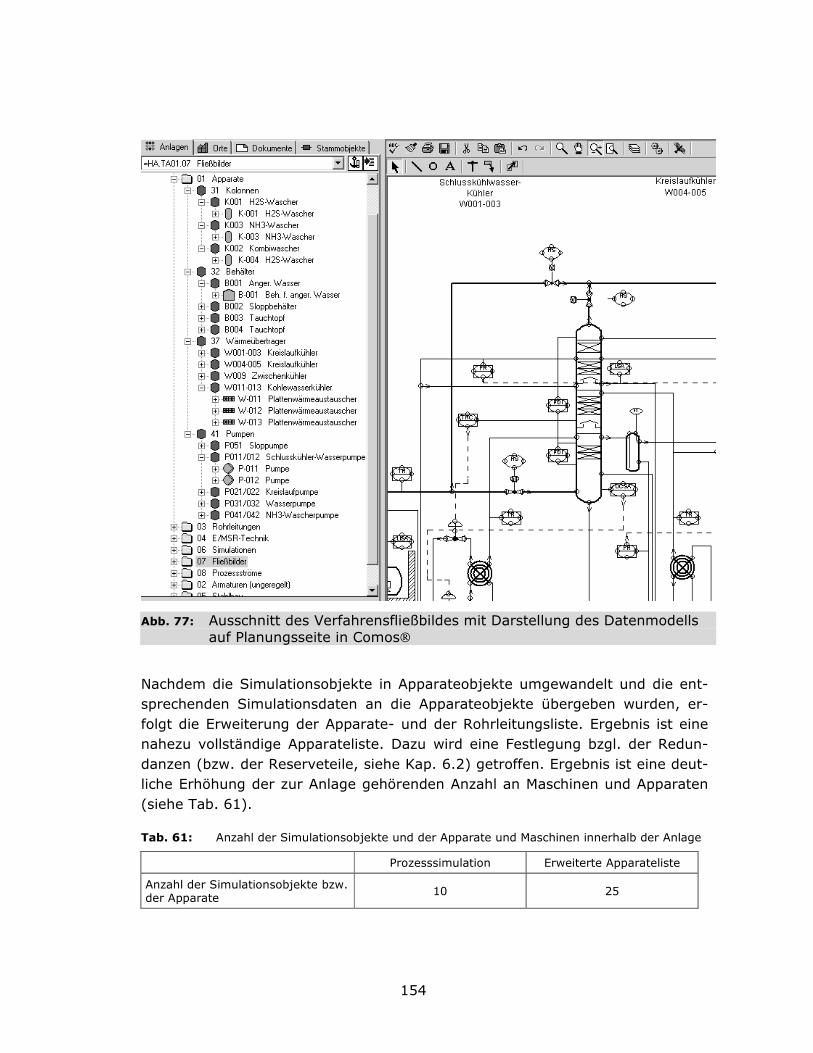
154
Nachdem die Simulationsobjekte in Apparateobjekte umgewandelt und die ent-
sprechenden Simulationsdaten an die Apparateobjekte übergeben wurden, er-
folgt die Erweiterung der Apparate- und der Rohrleitungsliste. Ergebnis ist eine
nahezu vollständige Apparateliste. Dazu wird eine Festlegung bzgl. der Redun-
danzen (bzw. der Reserveteile, siehe Kap. 6.2) getroffen. Ergebnis ist eine deut-
liche Erhöhung der zur Anlage gehörenden Anzahl an Maschinen und Apparaten
(siehe Tab. 61).
Tab. 61: Anzahl der Simulationsobjekte und der Apparate und Maschinen innerhalb der Anlage
Prozesssimulation Erweiterte Apparateliste
Anzahl der Simulationsobjekte bzw. der Apparate
10 25
Abb. 77: Ausschnitt des Verfahrensfließbildes mit Darstellung des Datenmodells auf Planungsseite in Comos
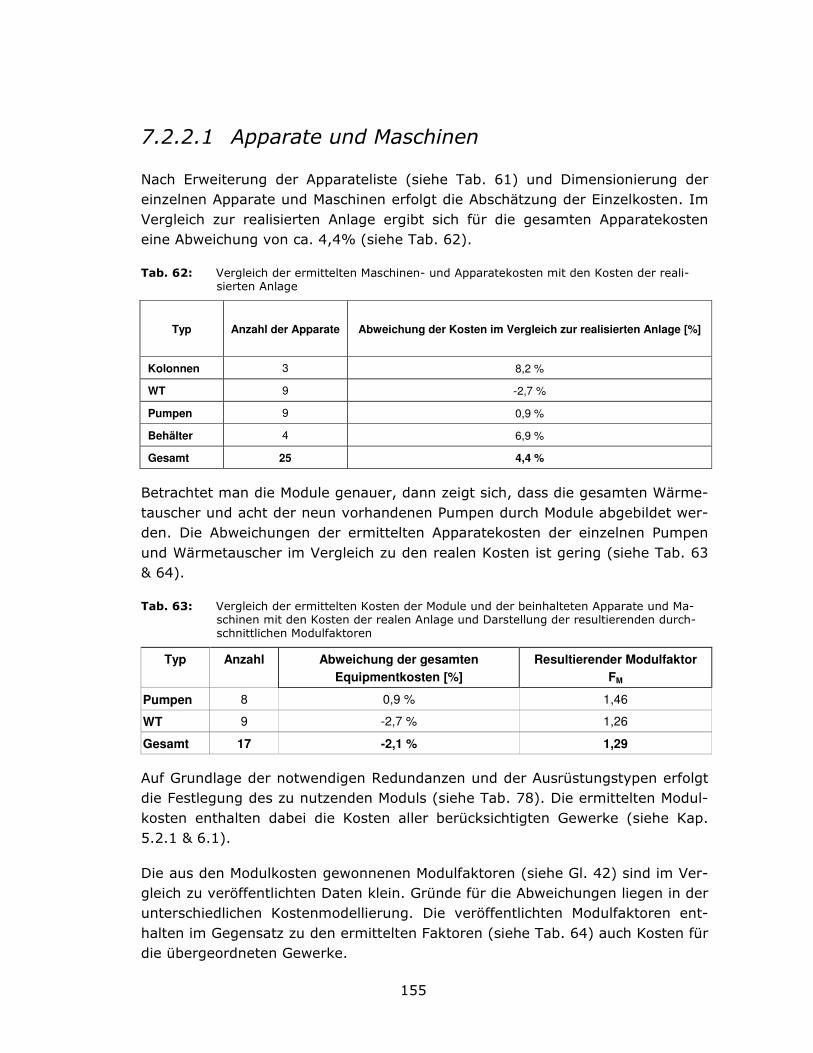
155
7.2.2.1 Apparate und Maschinen
Nach Erweiterung der Apparateliste (siehe Tab. 61) und Dimensionierung der
einzelnen Apparate und Maschinen erfolgt die Abschätzung der Einzelkosten. Im
Vergleich zur realisierten Anlage ergibt sich für die gesamten Apparatekosten
eine Abweichung von ca. 4,4% (siehe Tab. 62).
Tab. 62: Vergleich der ermittelten Maschinen- und Apparatekosten mit den Kosten der reali-sierten Anlage
Typ Anzahl der Apparate Abweichung der Kosten im Vergleich zur realisierten Anlage [%]
Kolonnen 3 8,2 %
WT 9 -2,7 %
Pumpen 9 0,9 %
Behälter 4 6,9 %
Gesamt 25 4,4 %
Betrachtet man die Module genauer, dann zeigt sich, dass die gesamten Wärme-
tauscher und acht der neun vorhandenen Pumpen durch Module abgebildet wer-
den. Die Abweichungen der ermittelten Apparatekosten der einzelnen Pumpen
und Wärmetauscher im Vergleich zu den realen Kosten ist gering (siehe Tab. 63
& 64).
Tab. 63: Vergleich der ermittelten Kosten der Module und der beinhalteten Apparate und Ma-schinen mit den Kosten der realen Anlage und Darstellung der resultierenden durch-schnittlichen Modulfaktoren
Typ Anzahl Abweichung der gesamten Equipmentkosten [%]
Resultierender Modulfaktor FM
Pumpen 8 0,9 % 1,46
WT 9 -2,7 % 1,26
Gesamt 17 -2,1 % 1,29
Auf Grundlage der notwendigen Redundanzen und der Ausrüstungstypen erfolgt
die Festlegung des zu nutzenden Moduls (siehe Tab. 78). Die ermittelten Modul-
kosten enthalten dabei die Kosten aller berücksichtigten Gewerke (siehe Kap.
5.2.1 & 6.1).
Die aus den Modulkosten gewonnenen Modulfaktoren (siehe Gl. 42) sind im Ver-
gleich zu veröffentlichten Daten klein. Gründe für die Abweichungen liegen in der
unterschiedlichen Kostenmodellierung. Die veröffentlichten Modulfaktoren ent-
halten im Gegensatz zu den ermittelten Faktoren (siehe Tab. 64) auch Kosten für
die übergeordneten Gewerke.

156
AppM
GesM
MK
KF
,
,= (41)44
Tab. 64: Vergleich der ermittelten Equipmentkosten mit den Kosten der realen Anlage und Darstellung der Modulfaktoren der Equipmentmodule
Equipmentkosten Nr. Typ
Anzahl Equipment
Spez. Größe
Abweichung [%]
Modulfaktor FM
Pumpen P[KW]
1 Kreiselpumpe 2 75 -11 % 1,5
2 Kreiselpumpe 2 15 2 % 1,4
3 Kreiselpumpe 2 110 -8 % 1,54
4 Kreiselpumpe 2 37 16 % 1,39
WT A [m²]
1 Spiral-WT 3 335 11 % 1,36
2 Spiral-WT 2 150 -2 % 1,35
3 Flachkammer-WT 3 152 0 % 1,14
4 Spiral-WT 1 151 -9 % 1,25
44 FM Modulfaktor KM,Ges Gesamtkosten des Moduls KM,App Kosten der Apparate und Maschinen in den Modulen
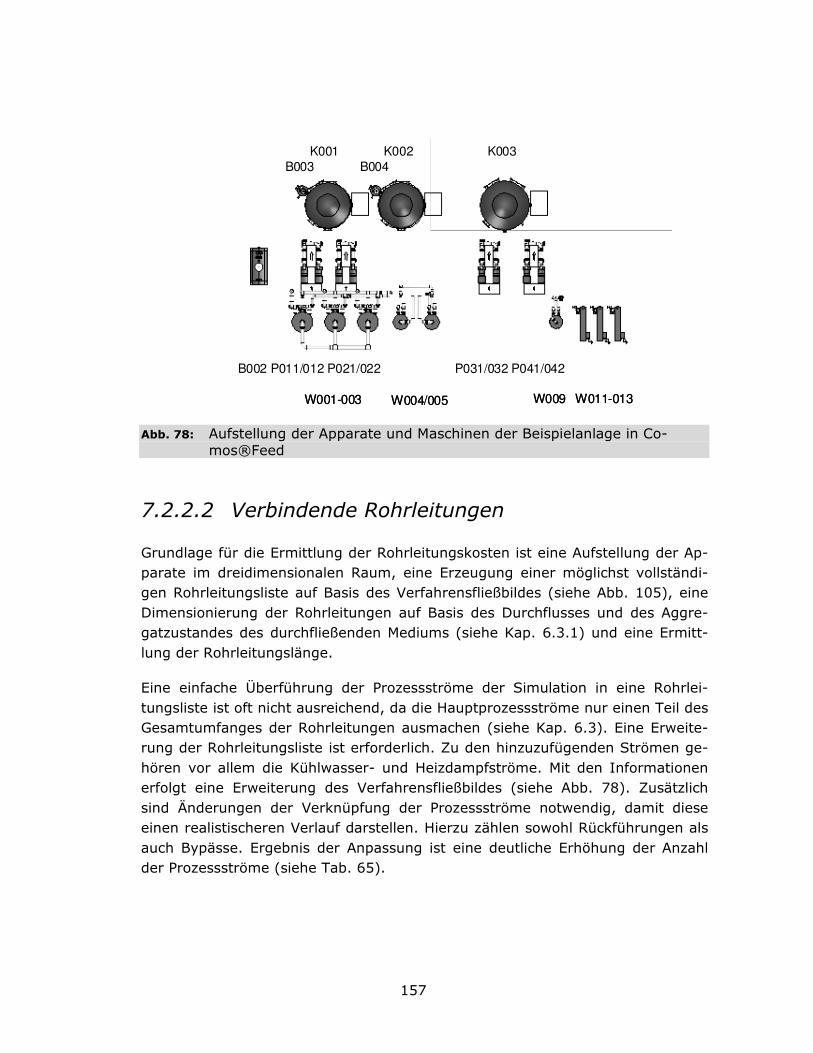
157
7.2.2.2 Verbindende Rohrleitungen
Grundlage für die Ermittlung der Rohrleitungskosten ist eine Aufstellung der Ap-
parate im dreidimensionalen Raum, eine Erzeugung einer möglichst vollständi-
gen Rohrleitungsliste auf Basis des Verfahrensfließbildes (siehe Abb. 105), eine
Dimensionierung der Rohrleitungen auf Basis des Durchflusses und des Aggre-
gatzustandes des durchfließenden Mediums (siehe Kap. 6.3.1) und eine Ermitt-
lung der Rohrleitungslänge.
Eine einfache Überführung der Prozessströme der Simulation in eine Rohrlei-
tungsliste ist oft nicht ausreichend, da die Hauptprozessströme nur einen Teil des
Gesamtumfanges der Rohrleitungen ausmachen (siehe Kap. 6.3). Eine Erweite-
rung der Rohrleitungsliste ist erforderlich. Zu den hinzuzufügenden Strömen ge-
hören vor allem die Kühlwasser- und Heizdampfströme. Mit den Informationen
erfolgt eine Erweiterung des Verfahrensfließbildes (siehe Abb. 78). Zusätzlich
sind Änderungen der Verknüpfung der Prozessströme notwendig, damit diese
einen realistischeren Verlauf darstellen. Hierzu zählen sowohl Rückführungen als
auch Bypässe. Ergebnis der Anpassung ist eine deutliche Erhöhung der Anzahl
der Prozessströme (siehe Tab. 65).
K001 K002 K003
W001-003 W011-013W009
P031/032
W004/005
B002 P011/012 P021/022
B003 B004
P041/042
K001 K002 K003
W001-003 W011-013W009
P031/032
W004/005
B002 P011/012 P021/022
B003 B004
P041/042
Abb. 78: Aufstellung der Apparate und Maschinen der Beispielanlage in Co-mos®Feed

158
Tab. 65: Anzahl der Hauptprozessströme und der gesamten Prozessströme
Hauptprozessströme aus Simulation Prozessströme nach Erweiterung
Anzahl der Prozessströme
20 56
Bevor eine Abschätzung der Rohrleitungslängen erfolgen kann, ist eine Festle-
gung der Nenndurchmesser der Rohrleitungen notwendig. Dazu werden die Sys-
tematiken aus Kap. 6.3.1 angewandt.
Nach Dimensionierung und Aufstellung der Apparate und Module in Comos®Feed
(siehe Abb. 78) erfolgt die Abschätzung der Rohrleitungslängen mithilfe eines
Autorouters auf Basis des Manhatten-Routings (siehe Kap. 6.3.1). Dabei muss
nur Autorouting der verbindenden Rohrleitungen durchgeführt werden, da die
Nahverrohrung in den aufgestellten Module enthalten ist (siehe Kap. 5.2.1). Dies
erleichtert die Durchführung des Routings erheblich. Nach erfolgter Durchfüh-
rung des Autorouting können die ermittelten Mengen mit spezifischen Massen
und Kosten bewertet werden.
Tab. 66: Vergleich der ermittelten Rohrleitungslängen und –gewichte mit der realen Anlage
Reale Anlage Autorouter Abweichtung
(Autorouter/Reale Anlage)
Länge Gewicht Länge Gewicht Länge Gewicht
DN m kg m kg m % kg %
50 178 732 178 733 0 0 % 1 0 %
80 255 1.721 243 1.642 -12 -5 % -79 -5 %
100 125 1.232 89 874 -36 -29 % -357 -29 %
125 53 720 30 409 -23 -43 % -311 -43 %
150 130 2.375 126 2.298 -4 -3 % -77 -3 %
200 313 7.449 324 7.721 11 4 % 272 4 %
250 110 3.627 121 4.002 11 10 % 375 10 %
300 59 2.610 73 3.231 14 24 % 622 24 %
350 120 5.796 161 7.776 41 34 % 1.980 34 %
400 77 4.817 91 5.637 13 17 % 821 17 %
600 103 9.704 101 9.433 -3 -3 % -271 -3 %
1800 139 62.190 159 70.914 20 14 % 8.724 14 %
Summe 102.971 114.671 11.700 11 %
Tab. 66 zeigt die prozentualen Abweichungen der vorkommenden Nenndurch-
messer der mittels Autorouter ermittelten Rohrleitungsgewichte. Es ist zu erken-
nen, dass bei einzelnen Nenndurchmesser deutliche Abweichungen auftreten.

159
Das Gesamtgewicht der mittels Autorouter ermittelten Rohrleitungen zeigt eine
Abweichung von 11 % im Vergleich zur realen Anlage. Dies ist ein gutes Ergebnis
(siehe Tab. 66). Bei genauerer Betrachtung fällt auf, dass die großen Nenn-
durchmesser (DN 1800), wie zu erwarten, einen erheblichen Anteil an der Ge-
wichten (ca. 61 %) und auch an den Kosten ausmachen. Zur Verbesserung des
Ergebnisses ist eine Einzelbetrachtung der großen Nenndurchmesser sinnvoll. Die
Betrachtung der Rohrleitungen bis DN 600 ergeben eine Abweichung des Ge-
samtgewichtes von 7 % im Vergleich zur realen Anlage.
Hauptgrund ist die Abweichung bei Rohrleitungen DN 1800. Daneben spielen die
im Vergleich zur realen Anlage nicht optimal positionierten Reduzierungen und T-
Stücken ebenfalls eine Rolle. Der Anteil der Rohrleitungslängen bzw. –gewichte
der verwendeten Module ist in Bezug auf die Gesamtanlage gering (ca. 7%). In
einzelnen Nennweitenbereichen kann sie aber einen erheblichen Anteil ausma-
chen (siehe Tab. 67).
Tab. 67: Anteil der Nahverrohrung an der Gesamtlänge für verschiedene Nennweiten
DN Anteil [%]
200 18 %
250 39 %
300 20 %
350 54 %
Vergleicht man die ermittelten Kosten mit den realen Kosten, so zeigt sich, dass
die Gesamtkosten der Verrohrung gut mit der Realität übereinstimmen. Die Ab-
weichung beträgt –10% (siehe Tab. 68). Bei den Einzelgewerken, wie die Be-
schaffung der Armaturen und Rohrleitungsmaterialien sowie bei der Montage der
Rohrleitungen, zeigen sich allerdings zum Teil erhebliche Abweichungen. Gründe
liegen in der unterschiedlichen Zuordnung der Einzelgewerke (z. B. Halterun-
gen).
Tab. 68: Vergleich der ermittelten Rohrleitungskosten mit den realen Rohrleitungskosten
Abweichung [%]
Armaturen -13 %
Rohrleitungsmaterial 50 %
Rohrleitungsmontagen -30 %
Summe -10 %
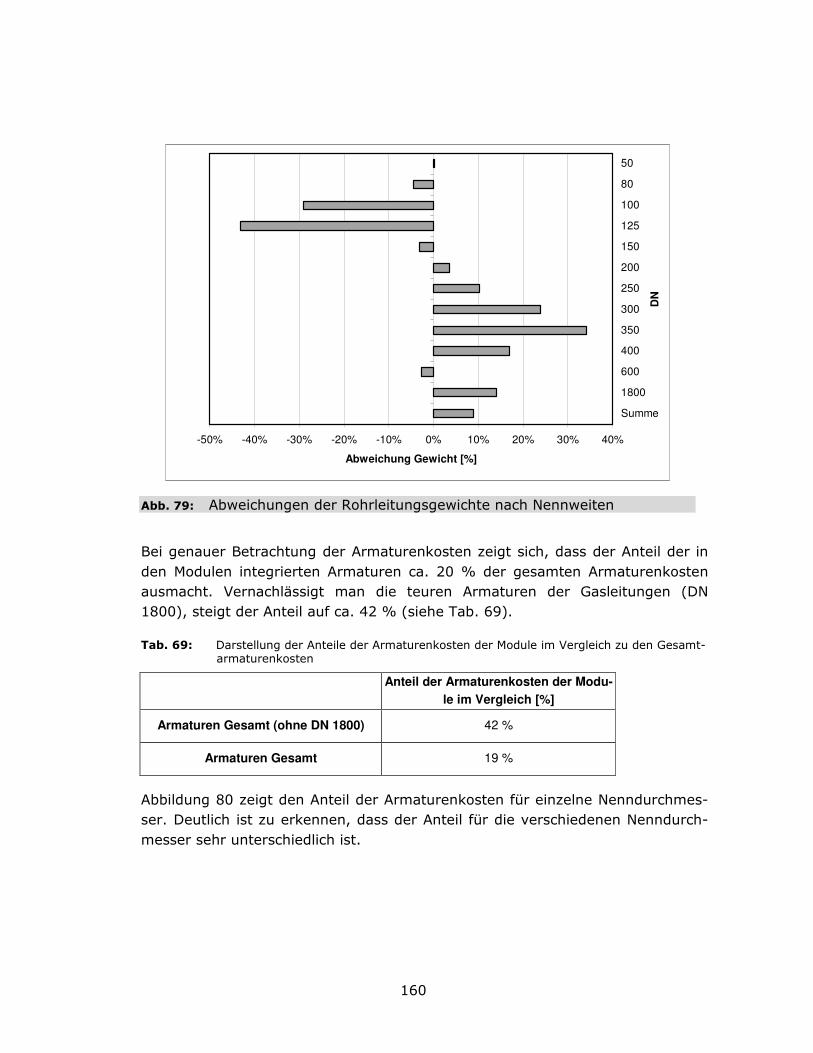
160
Bei genauer Betrachtung der Armaturenkosten zeigt sich, dass der Anteil der in
den Modulen integrierten Armaturen ca. 20 % der gesamten Armaturenkosten
ausmacht. Vernachlässigt man die teuren Armaturen der Gasleitungen (DN
1800), steigt der Anteil auf ca. 42 % (siehe Tab. 69).
Tab. 69: Darstellung der Anteile der Armaturenkosten der Module im Vergleich zu den Gesamt-armaturenkosten
Anteil der Armaturenkosten der Modu-le im Vergleich [%]
Armaturen Gesamt (ohne DN 1800) 42 %
Armaturen Gesamt 19 %
Abbildung 80 zeigt den Anteil der Armaturenkosten für einzelne Nenndurchmes-
ser. Deutlich ist zu erkennen, dass der Anteil für die verschiedenen Nenndurch-
messer sehr unterschiedlich ist.
-50% -40% -30% -20% -10% 0% 10% 20% 30% 40%
50
80
100
125
150
200
250
300
350
400
600
1800
Summe
DN
Abweichung Gewicht [%]
Abb. 79: Abweichungen der Rohrleitungsgewichte nach Nennweiten
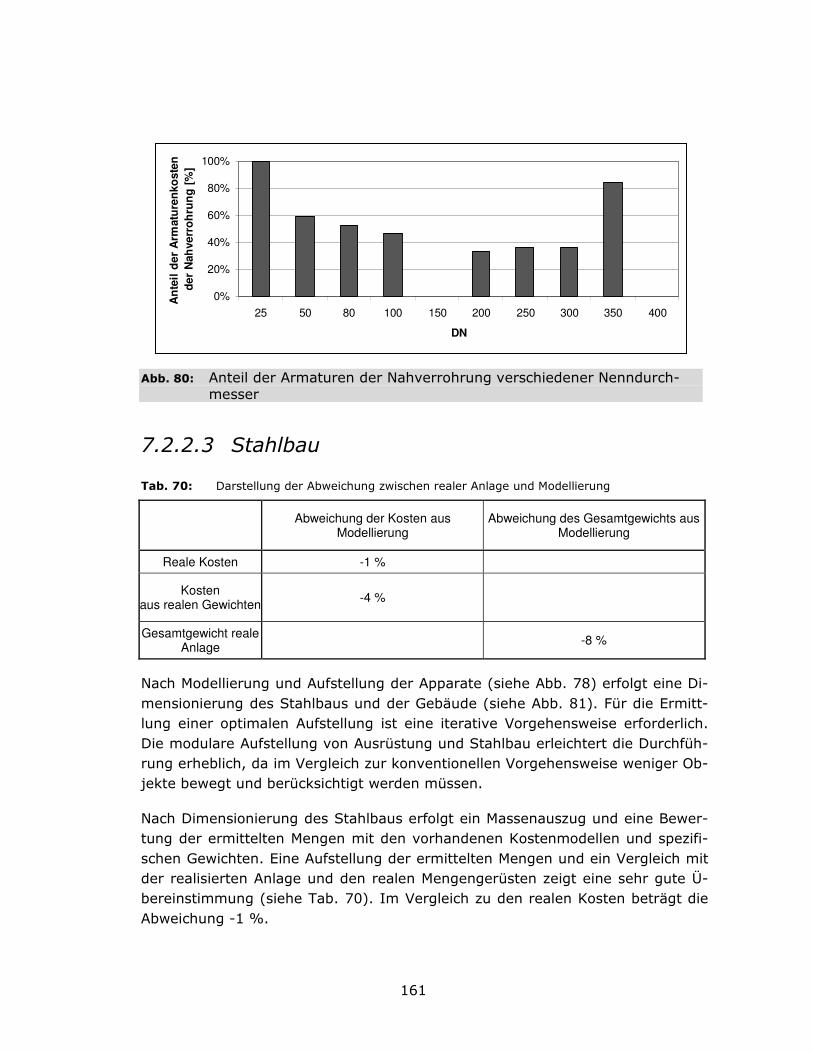
161
7.2.2.3 Stahlbau
Tab. 70: Darstellung der Abweichung zwischen realer Anlage und Modellierung
Abweichung der Kosten aus
Modellierung Abweichung des Gesamtgewichts aus
Modellierung
Reale Kosten -1 %
Kosten aus realen Gewichten
-4 %
Gesamtgewicht reale Anlage
-8 %
Nach Modellierung und Aufstellung der Apparate (siehe Abb. 78) erfolgt eine Di-
mensionierung des Stahlbaus und der Gebäude (siehe Abb. 81). Für die Ermitt-
lung einer optimalen Aufstellung ist eine iterative Vorgehensweise erforderlich.
Die modulare Aufstellung von Ausrüstung und Stahlbau erleichtert die Durchfüh-
rung erheblich, da im Vergleich zur konventionellen Vorgehensweise weniger Ob-
jekte bewegt und berücksichtigt werden müssen.
Nach Dimensionierung des Stahlbaus erfolgt ein Massenauszug und eine Bewer-
tung der ermittelten Mengen mit den vorhandenen Kostenmodellen und spezifi-
schen Gewichten. Eine Aufstellung der ermittelten Mengen und ein Vergleich mit
der realisierten Anlage und den realen Mengengerüsten zeigt eine sehr gute Ü-
bereinstimmung (siehe Tab. 70). Im Vergleich zu den realen Kosten beträgt die
Abweichung -1 %.
0%
20%
40%
60%
80%
100%
25 50 80 100 150 200 250 300 350 400
DN
An
teil
der
Arm
atu
ren
kost
en
der
Nah
verr
oh
run
g [
%]
Abb. 80: Anteil der Armaturen der Nahverrohrung verschiedener Nenndurch-messer
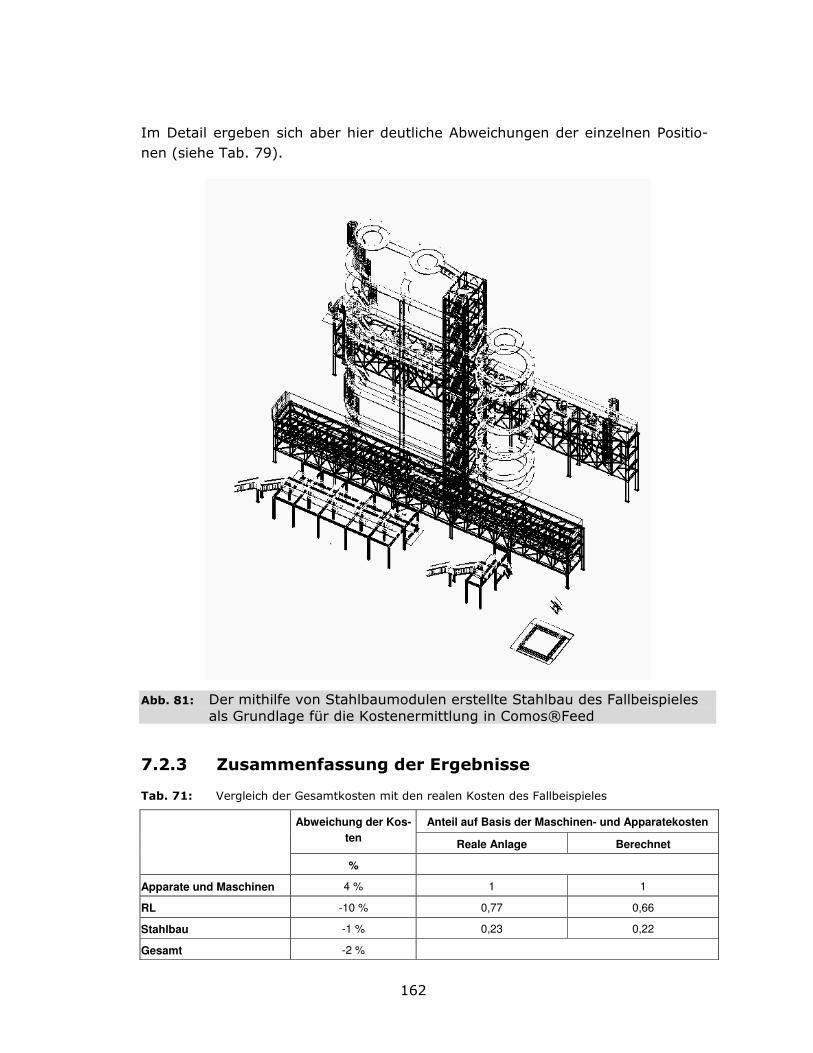
162
Im Detail ergeben sich aber hier deutliche Abweichungen der einzelnen Positio-
nen (siehe Tab. 79).
7.2.3 Zusammenfassung der Ergebnisse
Tab. 71: Vergleich der Gesamtkosten mit den realen Kosten des Fallbeispieles
Anteil auf Basis der Maschinen- und Apparatekosten Abweichung der Kos-ten
Reale Anlage Berechnet
%
Apparate und Maschinen 4 % 1 1
RL -10 % 0,77 0,66
Stahlbau -1 % 0,23 0,22
Gesamt -2 %
Abb. 81: Der mithilfe von Stahlbaumodulen erstellte Stahlbau des Fallbeispieles als Grundlage für die Kostenermittlung in Comos®Feed
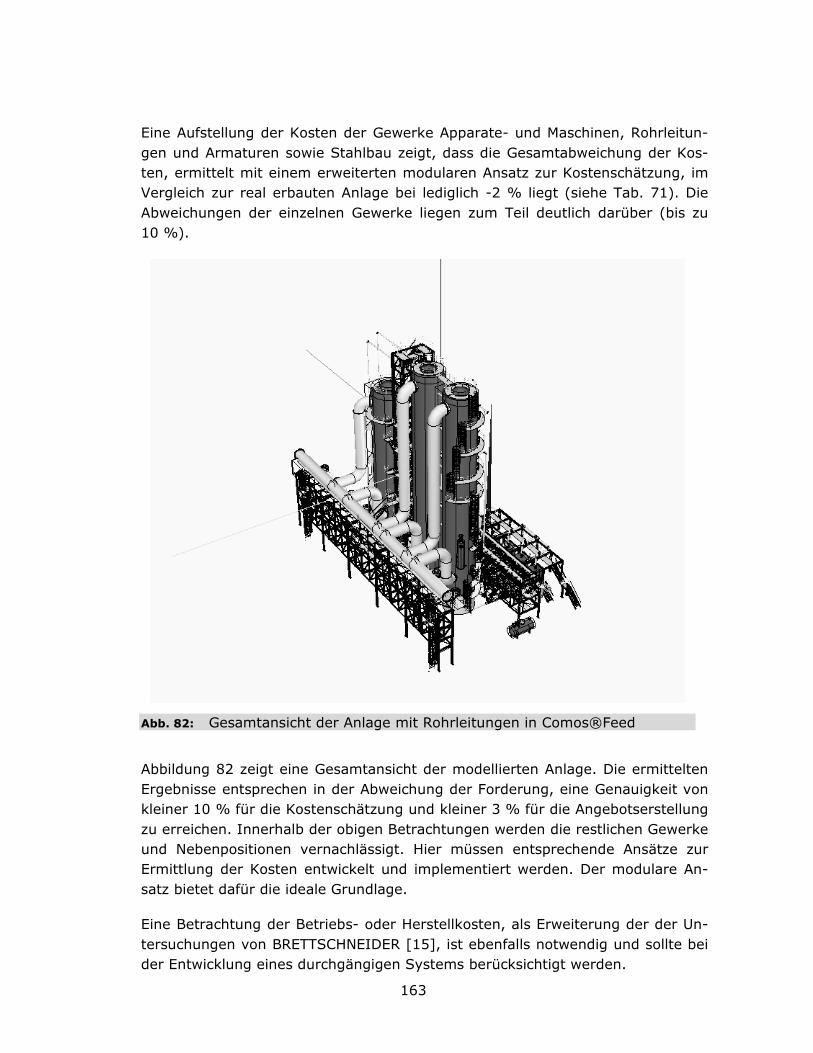
163
Eine Aufstellung der Kosten der Gewerke Apparate- und Maschinen, Rohrleitun-
gen und Armaturen sowie Stahlbau zeigt, dass die Gesamtabweichung der Kos-
ten, ermittelt mit einem erweiterten modularen Ansatz zur Kostenschätzung, im
Vergleich zur real erbauten Anlage bei lediglich -2 % liegt (siehe Tab. 71). Die
Abweichungen der einzelnen Gewerke liegen zum Teil deutlich darüber (bis zu
10 %).
Abbildung 82 zeigt eine Gesamtansicht der modellierten Anlage. Die ermittelten
Ergebnisse entsprechen in der Abweichung der Forderung, eine Genauigkeit von
kleiner 10 % für die Kostenschätzung und kleiner 3 % für die Angebotserstellung
zu erreichen. Innerhalb der obigen Betrachtungen werden die restlichen Gewerke
und Nebenpositionen vernachlässigt. Hier müssen entsprechende Ansätze zur
Ermittlung der Kosten entwickelt und implementiert werden. Der modulare An-
satz bietet dafür die ideale Grundlage.
Eine Betrachtung der Betriebs- oder Herstellkosten, als Erweiterung der der Un-
tersuchungen von BRETTSCHNEIDER [15], ist ebenfalls notwendig und sollte bei
der Entwicklung eines durchgängigen Systems berücksichtigt werden.
Abb. 82: Gesamtansicht der Anlage mit Rohrleitungen in Comos®Feed
164
8 Zusammenfassung
In dieser Arbeit wurde ein modulares Konzept zur Abschätzung des Kapitalbedar-
fes von Chemieanlagen mit Hilfe objektorientierter Werkzeuge entwickelt und
vorgestellt.
Zur Abgrenzung des vorliegenden Ansatzes wurde eine umfassende Zusammen-
stellung der herkömmlichen Methoden der Kostenschätzung erstellt. Aufbauend
auf vorhandenen modularen Ansätzen und Methoden zur Abschätzung der direk-
ten Nebenpositionen wurden Kostenmodelle auf Basis statistischer Auswertungen
vorhandener Daten und Einheitskosten entwickelt.
Durch die gefundenen und in ein objektorientiertes System implementierten An-
sätze konnte die Grundlage für ein durchgängiges System zur Abschätzung des
Kapitalbedarfes geschaffen werden. Die Verwendung der zur Verfügung stehen-
den Daten der Prozesssimulation erlaubt die schnelle Grobdimensionierung der
Ausrüstung und die wirtschaftliche Ermittlung der Rohrleitungsnenndurchmesser.
Die entwickelten Planungsstandards in Form von Ausrüstungs- und Stahlbaumo-
dulen gestatten eine frühzeitige Ermittlung von Mengengerüsten, wodurch in
Verbindung mit aktuellen Einheitspreisen die Ungenauigkeiten der Kostenschät-
zungen im Verhältnis zu herkömmlichen Methoden reduziert und die Effizienz der
Kostenermittlung gesteigert werden kann. Durch die Verwendung der Planungs-
module werden große Teile einer chemischen Anlage standardisiert abgebildet
und die Kosten dafür abgeschätzt. Dadurch verringert sich die Unsicherheit der
Kostenschätzung innerhalb eines Gesamtprojektes erheblich. Die Struktur des
Ansatzes erlaubt es zudem, eigene Kostenmodelle zu verwenden.
Die Verwendung von dreidimensionalen Werkzeugen in frühen Projektphasen in
Verbindung mit den entwickelten Planungsmodulen ermöglicht die frühzeitige
Ermittlung von Rohrleitungslängen. Vergleiche mit einer realisierten Anlage zei-
gen im Einzelnen zwar erhebliche Unterschiede, in der Gesamtheit aber sehr ge-
ringe Abweichungen.
Die vorliegenden Planungsmodule beschränken sich auf einen kleinen Anwen-
dungsbereich. Die Systematik erlaubt aber, eine einfache Entwicklung und Imp-
lementierung eigener Standards.
Der vorliegende Ansatz hat sich neben der Entwicklung von Planungsstandards
und modularen Kostenmodellen das Ziel gesetzt, die Transparenz der Kosten-
schätzung, die ein wichtiger Bestandteil des Prozesses ist, zu erhöhen. Durch die
einfache Möglichkeit der Implementierung von eigenen Kostenmodellen und der
Erzeugung von Mengengerüsten ist für jeden die Herkunft der Daten nachvoll-
ziehbar und eine Bewertung der Daten möglich.

165
Es konnte gezeigt werden, dass die dem Konzept zugrundeliegende Methodik im
Vergleich zu realen Kosten und Mengen sehr gute Ergebnisse erzielt. Die Abwei-
chungen der Einzelpositionen wie auch der Gesamtkosten sind gering.
In Zukunft ist eine Erweiterung der Systematik und eine vollständige Umsetzung
der Ansätze in moderne Werkzeuge notwendig. Die Anzahl der Planungsstan-
dards, es erfolgte eine Beschränkung auf Pumpen und Wärmetauscher, muss
deutlich erhöht werden. Die vorgestellte Systematik liefert dafür ideale Voraus-
setzungen.
Wichtig ist eine Erweiterung der Standardisierung auf die Elektro-, Mess- und
Regelungstechnik, die Energietechnik sowie die indirekten Kosten. Hier ist die
Unsicherheit der Kostenmodelle sehr groß. Zur Bewertung und zum Vergleich
von Anlagenkonzepten müssen die Ansätze um die Ermittlung der Herstellkosten
erweitert und Methoden der Wirtschaftlichkeitsanalysen eingeführt werden. Die
Systematik für diese Arbeiten, erste Ansätze wurden in der vorliegenden Arbeit
aufgezeigt, müssen in der Gesamtheit erarbeitet und in das System implemen-
tiert werden.
Hier soll auf die weiterführenden Arbeiten innerhalb eines laufenden AiF-
Projektes am Fachgebiet „Dynamik und Betrieb technischer Anlagen“ der TU Ber-
lin und dem Lehrstuhl für Anlagentechnik an der Universität Dortmund hingewie-
sen werden.
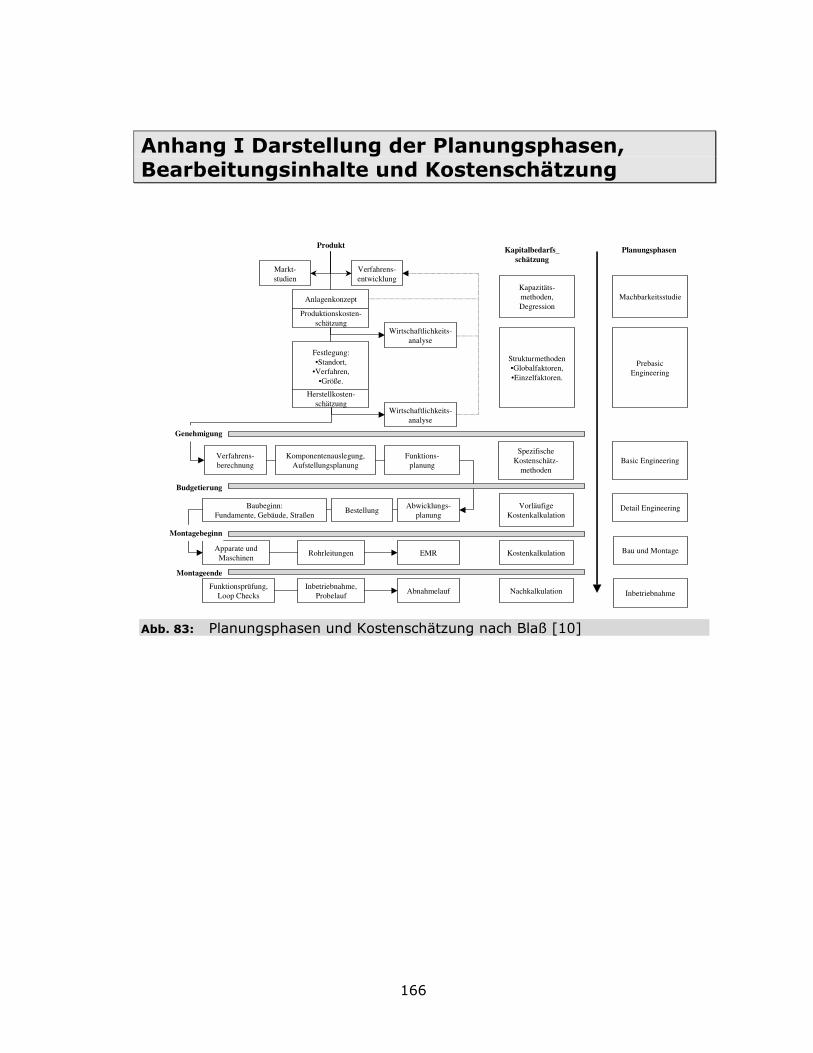
166
Anhang I Darstellung der Planungsphasen, Bearbeitungsinhalte und Kostenschätzung
Montageende
Produkt
Verfahrens-entwicklung
PlanungsphasenKapitalbedarfs_
schätzung
Machbarkeitsstudie
Prebasic Engineering
Basic Engineering
Detail Engineering
Bau und Montage
Inbetriebnahme
Markt-studien
Anlagenkonzept
Festlegung:•Standort,
•Verfahren,•Größe.
Produktionskosten-schätzung
Herstellkosten-schätzung
Kapazitäts-methoden,Degression
Strukturmethoden•Globalfaktoren,•Einzelfaktoren.
Wirtschaftlichkeits-analyse
SpezifischeKostenschätz-
methoden
Verfahrens-berechnung
Budgetierung
Apparate und Maschinen
EMR
Abwicklungs-planung
Vorläufige Kostenkalkulation
Funktionsprüfung, Loop Checks
Abnahmelauf Nachkalkulation
Kostenkalkulation
Wirtschaftlichkeits-analyse
Genehmigung
Komponentenauslegung,Aufstellungsplanung
Funktions-planung
Montagebeginn
Baubeginn:Fundamente, Gebäude, Straßen
Bestellung
Rohrleitungen
Inbetriebnahme,Probelauf
Abb. 83: Planungsphasen und Kostenschätzung nach Blaß [10]

167
Anhang II Kostenpositionen der Methode nach GUTHRIE Tab. 72: Kostenelemente der modularen Schätzmethode nach GUTHRIE [49]
Beschaffungskosten für Hautpausrüstung
Direkte Materialkosten
Direkte Lohnkosten
Gesamte direkte Modulkosten
Hauptkategorien
Indirekte Kosten
Rohrleitungen
Zement
Stahl
Instrumentierung
Elektrik
Dämmung
Anstrich
Apparatemontage
Montagekosten für Nebengewerke (z. B. Rohrleitung, etc.)
Fracht, Versicherung, Steuern
Baustellenleitung, Baustellenausrüstung
Planungskosten
Unvorhergesehenes
Nebenkategorien
Gewinn der Kontraktoren
0
500
1000
1500
2000
2500
3000
0 100 200 300 400 500 600 700 800 900 1000
Anschaffungskosten für WT [TUSD]
Mo
du
lko
ste
n f
ür
WT
[T
US
D]
Direkte Modulkosten
Gesamtmodulkosten
Abb. 84: Abhängigkeit der normierten Modulfaktoren von den Anschaffungskos-ten am Beispiel Wärmetauscher nach GUTHRIE [49]
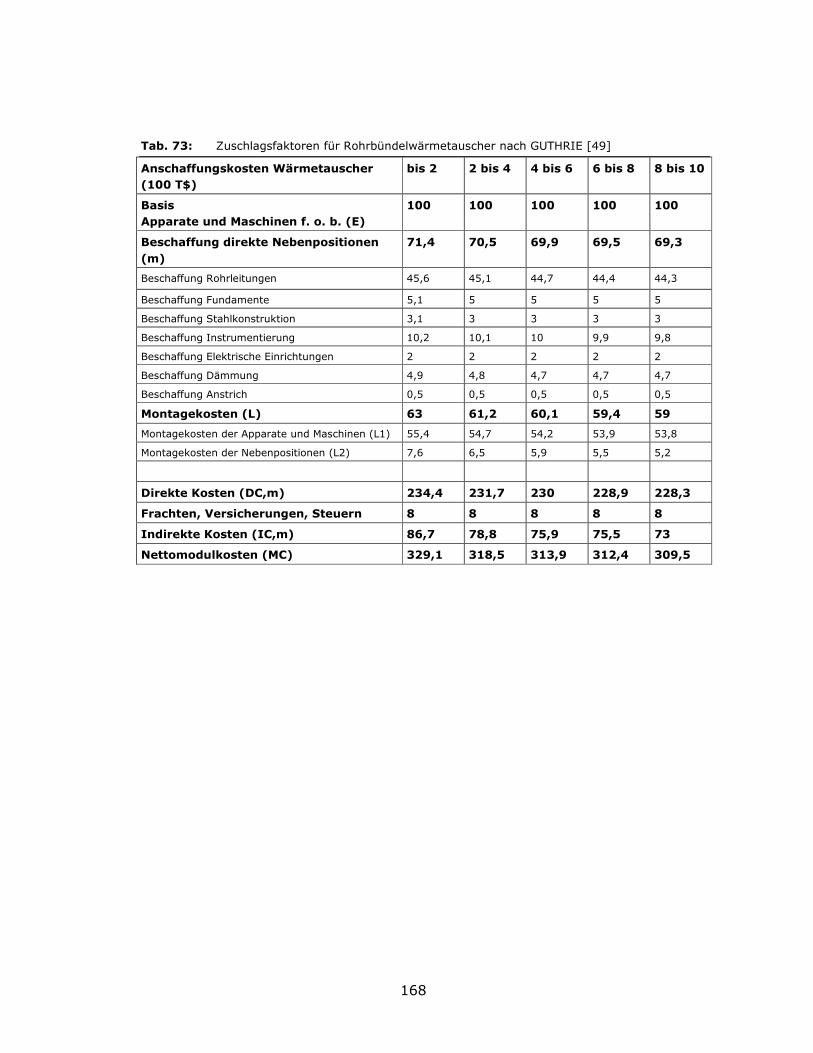
168
Tab. 73: Zuschlagsfaktoren für Rohrbündelwärmetauscher nach GUTHRIE [49]
Anschaffungskosten Wärmetauscher
(100 T$)
bis 2 2 bis 4 4 bis 6 6 bis 8 8 bis 10
Basis
Apparate und Maschinen f. o. b. (E)
100 100 100 100 100
Beschaffung direkte Nebenpositionen
(m)
71,4 70,5 69,9 69,5 69,3
Beschaffung Rohrleitungen 45,6 45,1 44,7 44,4 44,3
Beschaffung Fundamente 5,1 5 5 5 5
Beschaffung Stahlkonstruktion 3,1 3 3 3 3
Beschaffung Instrumentierung 10,2 10,1 10 9,9 9,8
Beschaffung Elektrische Einrichtungen 2 2 2 2 2
Beschaffung Dämmung 4,9 4,8 4,7 4,7 4,7
Beschaffung Anstrich 0,5 0,5 0,5 0,5 0,5
Montagekosten (L) 63 61,2 60,1 59,4 59
Montagekosten der Apparate und Maschinen (L1) 55,4 54,7 54,2 53,9 53,8
Montagekosten der Nebenpositionen (L2) 7,6 6,5 5,9 5,5 5,2
Direkte Kosten (DC,m) 234,4 231,7 230 228,9 228,3
Frachten, Versicherungen, Steuern 8 8 8 8 8
Indirekte Kosten (IC,m) 86,7 78,8 75,9 75,5 73
Nettomodulkosten (MC) 329,1 318,5 313,9 312,4 309,5
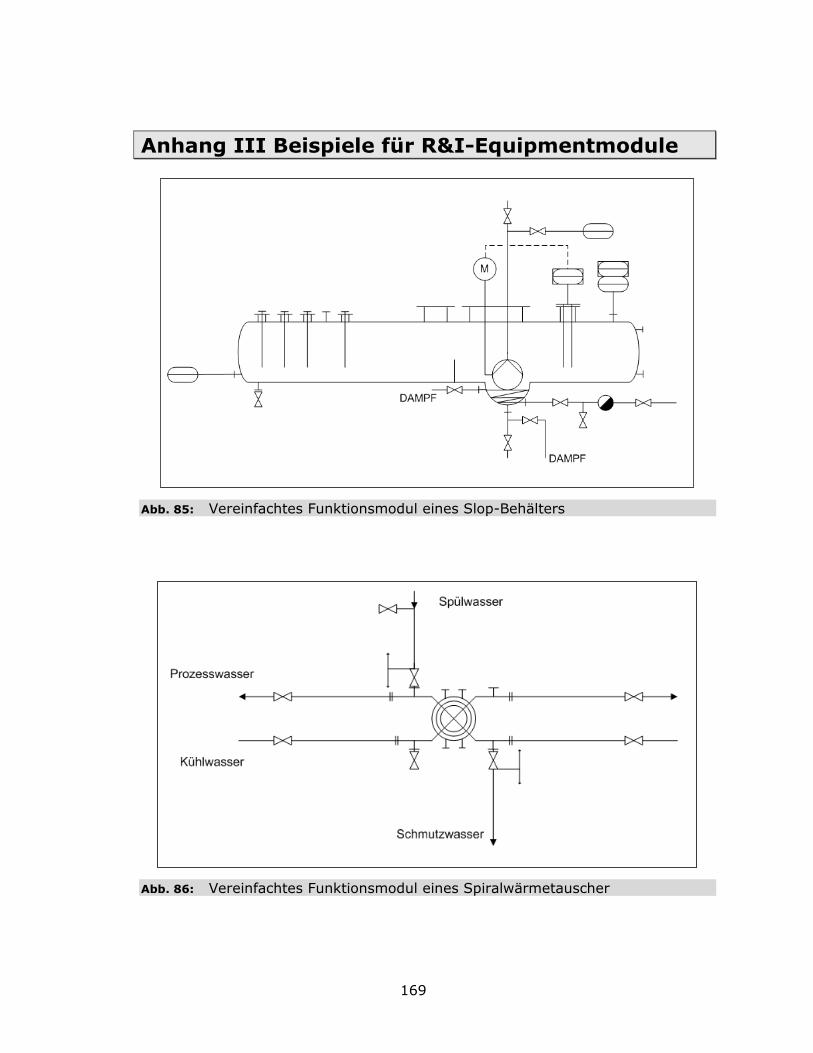
169
Anhang III Beispiele für R&I-Equipmentmodule
Abb. 85: Vereinfachtes Funktionsmodul eines Slop-Behälters
Abb. 86: Vereinfachtes Funktionsmodul eines Spiralwärmetauscher
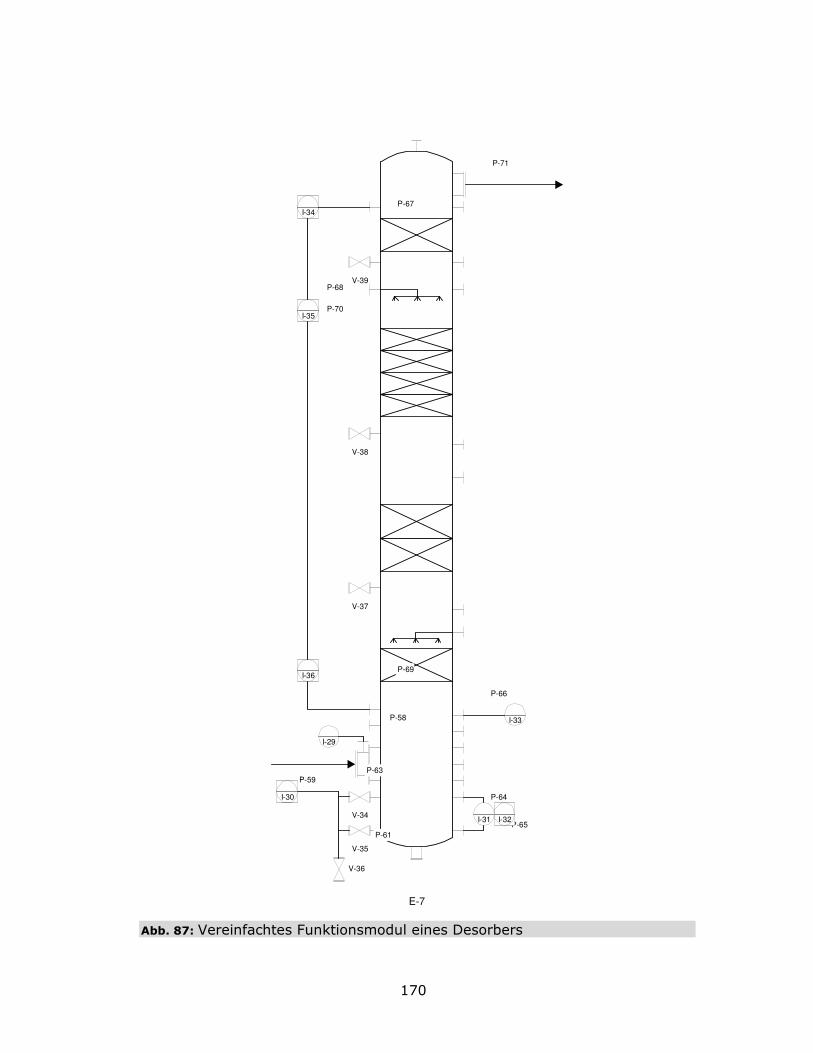
170
E-7
I-29
P-58
P-59
V-34
V-35
P-63
I-30
V-36
P-61
I-31
P-64
P-65I-32
I-33
P-66
I-34P-67
I-35
P-68
I-36P-69
P-70
V-37
V-38
V-39
P-71
Abb. 87: Vereinfachtes Funktionsmodul eines Desorbers
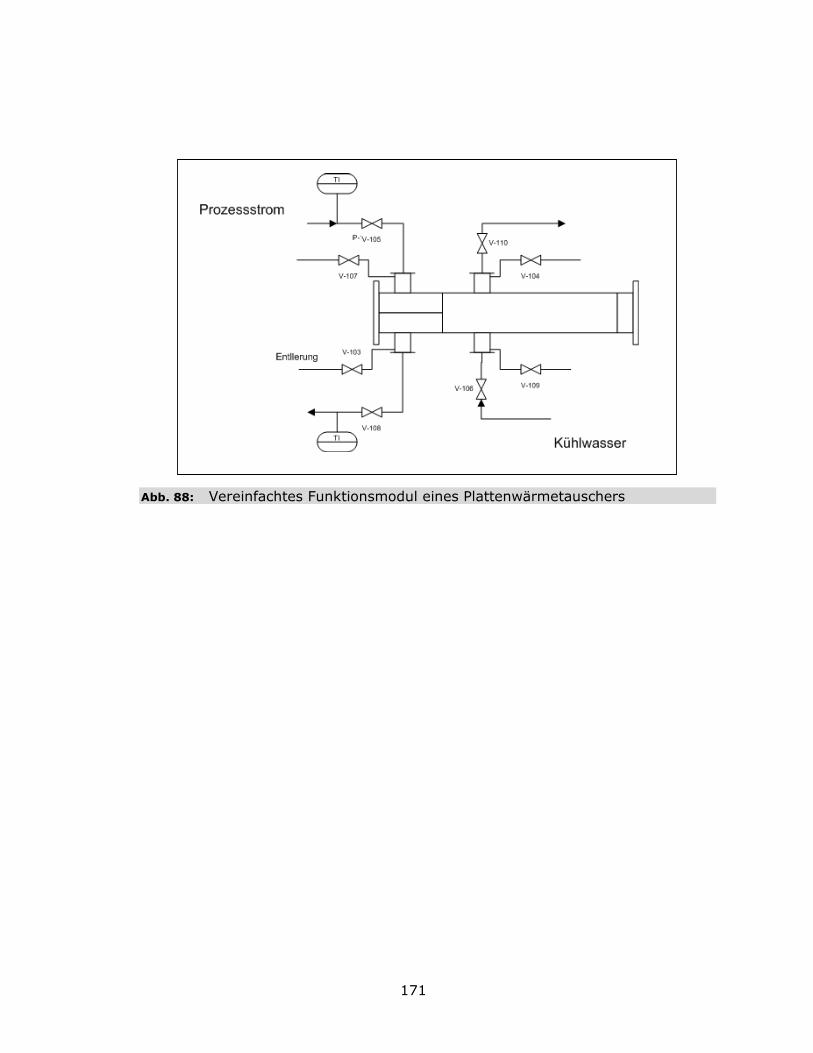
171
Abb. 88: Vereinfachtes Funktionsmodul eines Plattenwärmetauschers
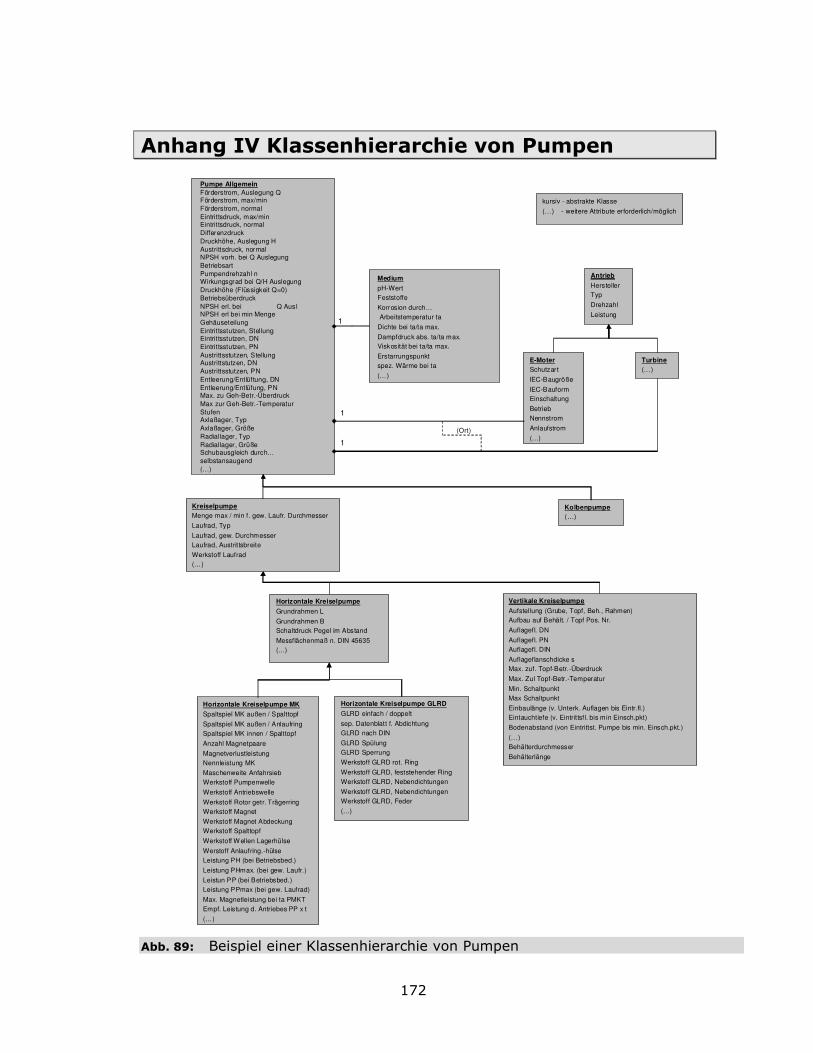
172
Anhang IV Klassenhierarchie von Pumpen
Pumpe AllgemeinFörderstrom, Auslegung QFörderstrom, max/minFörderstrom, normalEintrittsdruck, max/minEintrittsdruck, normalDifferenzdruckDruckhöhe, Auslegung HAustrittsdruck, normalNPSH vorh. bei Q AuslegungBetriebsartPumpendrehzahl nWirkungsgrad bei Q/H AuslegungDruckhöhe (Flüssigkeit Q=0)BetriebsüberdruckNPSH erl. bei Q AuslNPSH erl bei min MengeGehäuseteilungEintrittsstutzen, StellungEintrittsstutzen, DNEintrittsstutzen, PNAustrittsstutzen, StellungAustrittstutzen, DNAustrittsstutzen, PNEntleerung/Entlüftung, DNEntleerung/Entlüfung, PNMax. zu Geh-Betr.-ÜberdruckMax zur Geh-Betr.-TemperaturStufen Axlaßager, TypAxlaßager, GrößeRadiallager, TypRadiallager, GrüßeSchubausgleich durch…selbstansaugend(…)
Medium
pH-Wert
Feststoffe
Korrosion durch…
Arbeitstemperatur ta
Dichte bei ta/ta max.
Dampfdruck abs. ta/ta max.Viskosität bei ta/ta max.
Erstarrungspunkt
spez. Wärme bei ta
(…)
kursiv - abstrakte Klasse
(…) - weitere Attribute erforderlich/möglich
E-MoterSchutzart
IEC-Baugröße
IEC-BauformEinschaltung
Betrieb
Nennstrom
Anlaufstrom
(…)
Turbine(…)
Antrieb
HerstellerTyp
Drehzahl
Leistung
Kolbenpumpe(…)
KreiselpumpeMenge max / min f. gew. Laufr. Durchmesser
Laufrad, Typ
Laufrad, gew. Durchmesser
Laufrad, Austrittsbreite
Werkstoff Laufrad
(…)
Horizontale Kreiselpumpe
Grundrahmen L
Grundrahmen BSchaltdruck Pegel im Abstand
Messflächenmaß n. DIN 45635
(…)
Horizontale Kreiselpumpe GLRD
GLRD einfach / doppelt
sep. Datenblatt f. Abdichtung
GLRD nach DIN
GLRD Spülung
GLRD Sperrung
Werkstoff GLRD rot. Ring
Werkstoff GLRD, feststehender Ring
Werkstoff GLRD, Nebendichtungen
Werkstoff GLRD, Nebendichtungen
Werkstoff GLRD, Feder
(…)
Horizontale Kreiselpumpe MK
Spaltspiel MK außen / Spalttopf
Spaltspiel MK außen / Anlaufring
Spaltspiel MK innen / Spalttopf
Anzahl Magnetpaare
Magnetverlustleistung
Nennleistung MK
Maschenweite Anfahrsieb
Werkstoff Pumpenwelle
Werkstoff Antriebswelle
Werkstoff Rotor getr. Trägerring
Werkstoff Magnet
Werkstoff Magnet Abdeckung
Werkstoff Spalttopf
Werkstoff W ellen Lagerhülse
Werstoff Anlaufring.-hülse
Leistung PH (bei Betriebsbed.)
Leistung PHmax. (bei gew. Laufr.)
Leistun PP (bei Betriebsbed.)
Leistung PPmax (bei gew. Laufrad)
Max. Magnetleistung bei ta PMKT
Empf. Leistung d. Antriebes PP x t
(…)
Vertikale Kreiselpumpe
Aufstellung (Grube, Topf, Beh., Rahmen)Aufbau auf Behält. / Topf Pos. Nr.
Auflagefl. DN
Auflagefl. PN
Auflagefl. DIN
Auflageflanschdicke sMax. zuf. Topf-Betr.-Überdruck
Max. Zul Topf-Betr.-Temperatur
Min. Schaltpunkt
Max Schaltpunkt
Einbaulänge (v. Unterk. Auflagen bis Eintr.fl.)Eintauchtiefe (v. Eintr ittsfl. bis min Einsch.pkt)
Bodenabstand (von Eintrittst. Pumpe bis min. Einsch.pkt.)
(…)
Behälterdurchmesser
Behälterlänge
1
1
1
(Ort)
Abb. 89: Beispiel einer Klassenhierarchie von Pumpen
173
Anhang V Spezifische Kosten für Rohrleitungen und Einbauteile
Abb. 90: Musterverlauf einer Anlagenrohrleitung als Basis für die spezifi-schen Rohrleitungskosten
0,0
1,0
2,0
3,0
4,0
5,0
6,0
7,0
0 100 200 300 400 500 600 700 800
DN
Ko
sten
Ed
elst
ahl/K
ost
en C
-Sta
hl
Abb. 91: Verhältnis der Materialkosten von Rohrleitungen in Edelstahl zu Rohrleitungen in C-Stahl

174
Anhang VI Werkzeug für die Kosten von Equipmentmodulen
Name
MOD UL : Datum
R & I Schema Rev. Blatt : von
Volumenstrom [m³/h] 200 1 0
Förderhöhe [m] 40 2 2
Motorleistung [kW] 37 300 0
Gewicht des Motors [kg] 300 150 0
Kosten des Motors [€] 1289,6 0
Kosten aller Motoren [€] 2579,2 0
Wirkungsgrad 0,7
Komponenten DN Länge m² / OF kg/m Euro / m Massen Länge Gewicht Preis Fläche
kg/St Eu ro / St lfdm/Stück m kg Euro m²
Rohre 300 1,00 1,02 44,00 46,20 2 ,5 2,50 110,00 115,50 2,55150 1,00 0,53 18,20 20,02 1 ,8 1,80 32,76 36,04 0,95
25 1,00 0,11 1,99 2,19 1 1,00 1,99 2,19 0,11
5,30 144,75 153,73 3,61
V-Flans che 300 0,07 0,18 17,40 26,00 9 0,61 156,60 234,00 1,62
250 0,07 0,17 14,70 22,00 9 0,61 132,30 198,00 1,53
150 0,06 0,10 7,75 11,47 2 0,11 15,50 22,94 0,20
125 0,06 0,08 6,30 9,45 2 0,11 12,60 18,90 0,16
25 0,04 0,02 1,29 2,66 8 0,32 10,32 21,28 0,16
1,76 327,32 495,12 3,67
Bogen 90 ° 300 0,45 0,47 31,57 57,00 3 1,35 94,71 171,00 1,41
150 0,23 0,12 6,54 12,95 1 0,23 6,54 12,95 0,12
25 0,04 0,00 0,12 0,65 2 0,08 0,24 1,30 0,00
1,65 101,49 185,25 1,53Reduzierung konz. 150 0,14 0,14 2,49 7,95 2 0,28 4,97 15,90 0,28
0,28 4,97 15,90 0,28Reduzierung exz. 300 0,20 0,20 8,93 62,50 2 0,41 17,86 125,00 0,40
0,41 17,86 125,00 0,40
T-Stücke 300 0,60 0,65 38,20 423,00 1 0,60 38,20 423,00 0,65
150 0,35 0,19 10,13 40,45 1 0,35 10,13 40,45 0,19
25 0,10 0,01 0,26 5,20 2 0,19 0,52 10,40 0,02
1,14 48,84 473,85 0,86
Dichtungen 300 20,80 8 0,00 166,40 0,00
250 15,10 2 0,00 30,20 0,00
150 8,00 8 0,00 64,00 0,00
125 7,50 2 0,00 15,00 0,00
25 2,70 1 0 0,00 27,00 0,00
0,00 302,60 0,00
Schrauben 999 0,51 2,86 2 00 102,56 571,85
102,56 571,85
Summe de r Rohr-
leitungskomponenten5,39 747,80 2020,69 10,35
Nennweite Druckseite [DN]
Zwillingsp umpe
K osten einer Pumpe [€]
Kosten aller Pumpenn [€]
Volumengeschwindigkeit Druckseit e [m/s] Pumpenanzahl [Stk]
TECHNISCHE UNIVERSITÄT BERLIN
Isometrie
Volumengeschw indigkeit Saugseite [m/s] Dichtungstyp
Hardware
Nennweiten Saug Pumpe
Nennweiten Druck Pumpe
Nennweite Saugseite [DN]
Rohrklasse
Gewicht einer Pumpe [kg]
Gewicht aller Pumpen [kg]
Name
MOD UL : Datum
R & I Schema Rev. Blatt : von
Volumenstrom [m³/h] 200 1 0
Förderhöhe [m] 40 2 2
Motorleistung [kW] 37 300 0
Gewicht des Motors [kg] 300 150 0
Kosten des Motors [€] 1289,6 0
Kosten aller Motoren [€] 2579,2 0
Wirkungsgrad 0,7
Komponenten DN Länge m² / OF kg/m Euro / m Massen Länge Gewicht Preis Fläche
kg/St Eu ro / St lfdm/Stück m kg Euro m²
Rohre 300 1,00 1,02 44,00 46,20 2 ,5 2,50 110,00 115,50 2,55150 1,00 0,53 18,20 20,02 1 ,8 1,80 32,76 36,04 0,95
25 1,00 0,11 1,99 2,19 1 1,00 1,99 2,19 0,11
5,30 144,75 153,73 3,61
V-Flans che 300 0,07 0,18 17,40 26,00 9 0,61 156,60 234,00 1,62
250 0,07 0,17 14,70 22,00 9 0,61 132,30 198,00 1,53
150 0,06 0,10 7,75 11,47 2 0,11 15,50 22,94 0,20
125 0,06 0,08 6,30 9,45 2 0,11 12,60 18,90 0,16
25 0,04 0,02 1,29 2,66 8 0,32 10,32 21,28 0,16
1,76 327,32 495,12 3,67
Bogen 90 ° 300 0,45 0,47 31,57 57,00 3 1,35 94,71 171,00 1,41
150 0,23 0,12 6,54 12,95 1 0,23 6,54 12,95 0,12
25 0,04 0,00 0,12 0,65 2 0,08 0,24 1,30 0,00
1,65 101,49 185,25 1,53Reduzierung konz. 150 0,14 0,14 2,49 7,95 2 0,28 4,97 15,90 0,28
0,28 4,97 15,90 0,28Reduzierung exz. 300 0,20 0,20 8,93 62,50 2 0,41 17,86 125,00 0,40
0,41 17,86 125,00 0,40
T-Stücke 300 0,60 0,65 38,20 423,00 1 0,60 38,20 423,00 0,65
150 0,35 0,19 10,13 40,45 1 0,35 10,13 40,45 0,19
25 0,10 0,01 0,26 5,20 2 0,19 0,52 10,40 0,02
1,14 48,84 473,85 0,86
Dichtungen 300 20,80 8 0,00 166,40 0,00
250 15,10 2 0,00 30,20 0,00
150 8,00 8 0,00 64,00 0,00
125 7,50 2 0,00 15,00 0,00
25 2,70 1 0 0,00 27,00 0,00
0,00 302,60 0,00
Schrauben 999 0,51 2,86 2 00 102,56 571,85
102,56 571,85
Summe de r Rohr-
leitungskomponenten5,39 747,80 2020,69 10,35
Nennweite Druckseite [DN]
Zwillingsp umpe
K osten einer Pumpe [€]
Kosten aller Pumpenn [€]
Volumengeschwindigkeit Druckseit e [m/s] Pumpenanzahl [Stk]
TECHNISCHE UNIVERSITÄT BERLIN
Isometrie
Volumengeschw indigkeit Saugseite [m/s] Dichtungstyp
Hardware
Nennweiten Saug Pumpe
Nennweiten Druck Pumpe
Nennweite Saugseite [DN]
Rohrklasse
Gewicht einer Pumpe [kg]
Gewicht aller Pumpen [kg]
Abb. 92: Berechnungsmaske für die Hardwarekosten von Equipmentmodulen
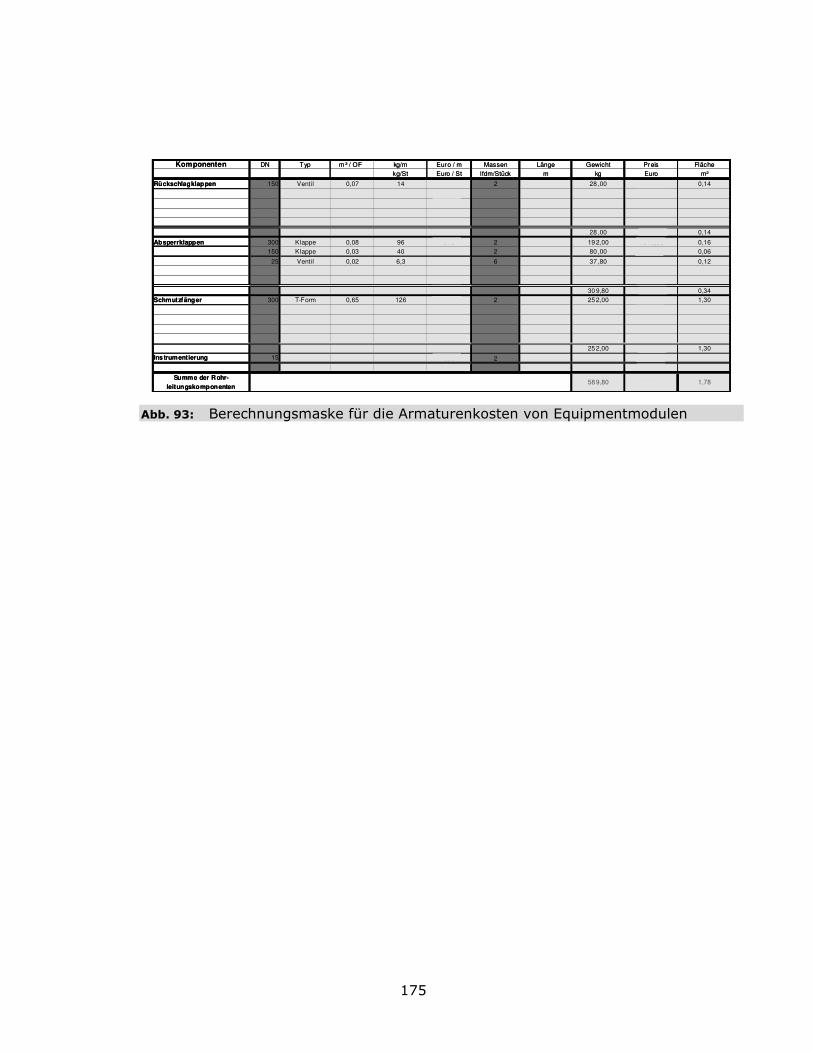
175
Komponenten DN Typ m ² / OF kg/m Euro / m Massen Länge Gewicht Preis Flächekg/St Euro / St lfdm/Stück m kg Euro m²
Rückschlagklappen 150 Ventil 0,07 14 604 2 28 ,00 1208,00 0,14
28 ,00 1208,00 0,14
Absperrklappen 300 Klappe 0,08 96 670 2 19 2,00 1340,00 0,16
150 Klappe 0,03 40 247 2 80 ,00 494,00 0,06
25 Ventil 0,02 6,3 91 6 37 ,80 546,00 0,12
30 9,80 2380,00 0,34
Schmutzfänger 300 T-Form 0,65 126 3020 2 25 2,00 6040,00 1,30
25 2,00 6040,00 1,30
Ins trumentierung 15 350 2 700,00700,00
Summe der Rohr-
leitungskomponenten58 9,80 10328,00 1,78
Komponenten DN Typ m ² / OF kg/m Euro / m Massen Länge Gewicht Preis Flächekg/St Euro / St lfdm/Stück m kg Euro m²
Rückschlagklappen 150 Ventil 0,07 14 604 2 28 ,00 1208,00 0,14
28 ,00 1208,00 0,14
Absperrklappen 300 Klappe 0,08 96 670 2 19 2,00 1340,00 0,16
150 Klappe 0,03 40 247 2 80 ,00 494,00 0,06
25 Ventil 0,02 6,3 91 6 37 ,80 546,00 0,12
30 9,80 2380,00 0,34
Schmutzfänger 300 T-Form 0,65 126 3020 2 25 2,00 6040,00 1,30
25 2,00 6040,00 1,30
Ins trumentierung 15 350 2 700,00700,00
Summe der Rohr-
leitungskomponenten58 9,80 10328,00 1,78
Abb. 93: Berechnungsmaske für die Armaturenkosten von Equipmentmodulen
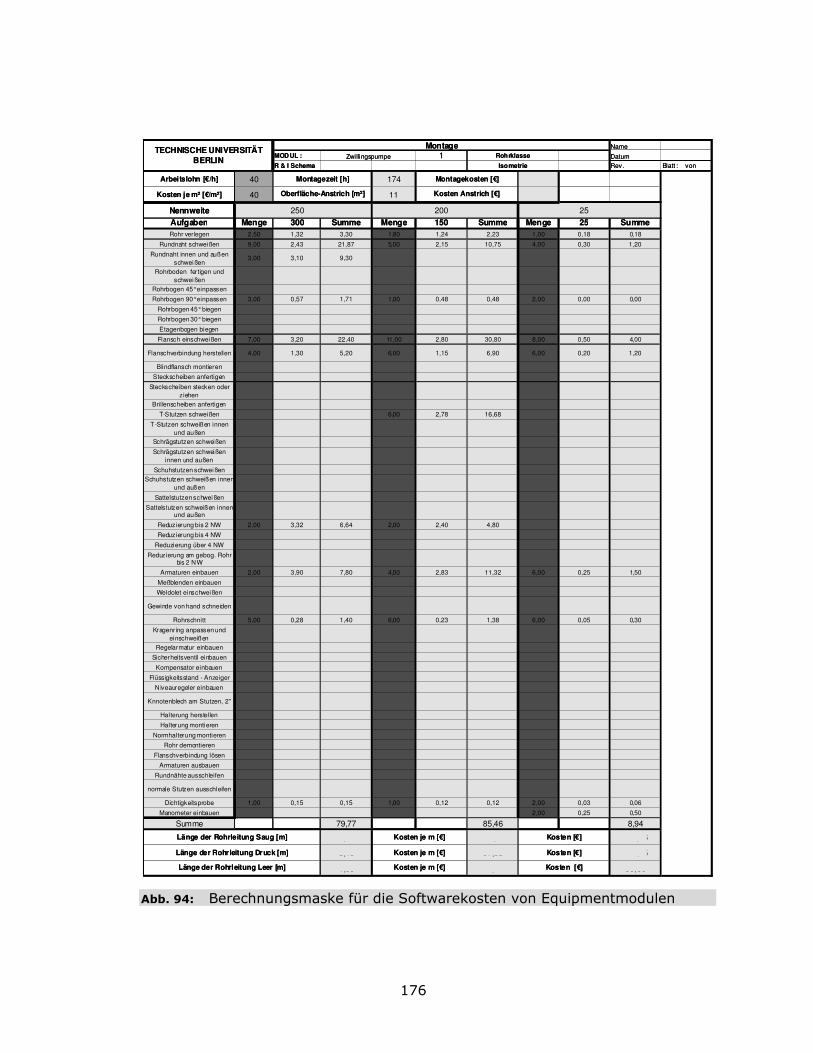
176
NameMODUL : 1 Datum
R & I Schema Rev. Blatt : von
Arbeitslohn [€/h] 40 174 6966,88
Kosten je m² [€/m²] 40 11 433,36
Nennweite 250 200 25
Aufgaben Menge 300 Summe Menge 150 Summe Menge 25 SummeRohr ver legen 2,50 1,32 3,30 1,80 1,24 2,23 1,00 0,18 0,18
Rundnaht schweißen 9,00 2,43 21,87 5,00 2,15 10,75 4,00 0,30 1,20
Rundnaht innen und außen schweißen
3,00 3,10 9,30
Rohrboden fertigen und schweißen
Rohrbogen 45° einpassen
Rohrbogen 90° einpassen 3,00 0,57 1,71 1,00 0,48 0,48 2,00 0,00 0,00
Rohrbogen 45° biegen
Rohrbogen 30° biegen
Etagenbogen biegen
Flansch einschweißen 7,00 3,20 22,40 11,00 2,80 30,80 8,00 0,50 4,00
Flanschverbindung herstellen 4,00 1,30 5,20 6,00 1,15 6,90 6,00 0,20 1,20
Blindflansch montieren
Steckscheiben anfertigen
Steckscheiben stecken oder ziehen
Brillenscheiben anfertigen
T-Stutzen schweißen 6,00 2,78 16,68
T-Stutzen schweißen innen und außen
Schrägstutzen schweißen
Schrägstutzen schweißen innen und außen
Schuhstutzen schweißen
Schuhstutzen schweißen innen und außen
Sattelstutzen schweißen
Sattelstutzen schweißen innen und außen
Reduzierung bis 2 NW 2,00 3,32 6,64 2,00 2,40 4,80
Reduzierung bis 4 NW
Reduzierung über 4 NW
Reduzierung am gebog. Rohr bis 2 NW
Armaturen einbauen 2,00 3,90 7,80 4,00 2,83 11,32 6,00 0,25 1,50
Meßblenden einbauen
Weldolet einschweißen
Gewinde von hand schneiden
Rohrschnitt 5,00 0,28 1,40 6,00 0,23 1,38 6,00 0,05 0,30
Kragenr ing anpassen und einschweißen
Regelarmatur einbauen
Sicherheitsventil einbauen
Kompensator einbauen
Flüssigkeitsstand - Anzeiger
N iveauregeler einbauen
Knnotenblech am Stutzen, 2"
Halterung herstellen
Halterung montieren
Normhalterung montieren
Rohr demontieren
Flanschverbindung lösen
Armaturen ausbauen
Rundnähte ausschleifen
normale Stutzen ausschleifen
Dichtigkeitsprobe 1,00 0,15 0,15 1,00 0,12 0,12 2,00 0,03 0,06
Manometer einbauen 2,00 0,25 0,50
Summe 79,77 85,46 8,94
5,47 109,81 600,46
3,49 97,63 340,45
1,59 35,81 56,89
TECHNISCHE UNIVERSITÄT BERLIN
MontageZwillingspumpe Rohrklasse
Isometrie
Montagezeit [h]
Länge der Rohrleitung Saug [m]
Kosten Anstrich [€]
Kosten je m [€]
Oberfläche-Anstrich [m²]
Montagekosten [€]
Kosten [€]
Kosten [€]
Kosten [€]
Länge der Rohrleitung Druck [m]
Länge der Rohrleitung Leer [m]
Kosten je m [€]
Kosten je m [€]
NameMODUL : 1 Datum
R & I Schema Rev. Blatt : von
Arbeitslohn [€/h] 40 174 6966,88
Kosten je m² [€/m²] 40 11 433,36
Nennweite 250 200 25
Aufgaben Menge 300 Summe Menge 150 Summe Menge 25 SummeRohr ver legen 2,50 1,32 3,30 1,80 1,24 2,23 1,00 0,18 0,18
Rundnaht schweißen 9,00 2,43 21,87 5,00 2,15 10,75 4,00 0,30 1,20
Rundnaht innen und außen schweißen
3,00 3,10 9,30
Rohrboden fertigen und schweißen
Rohrbogen 45° einpassen
Rohrbogen 90° einpassen 3,00 0,57 1,71 1,00 0,48 0,48 2,00 0,00 0,00
Rohrbogen 45° biegen
Rohrbogen 30° biegen
Etagenbogen biegen
Flansch einschweißen 7,00 3,20 22,40 11,00 2,80 30,80 8,00 0,50 4,00
Flanschverbindung herstellen 4,00 1,30 5,20 6,00 1,15 6,90 6,00 0,20 1,20
Blindflansch montieren
Steckscheiben anfertigen
Steckscheiben stecken oder ziehen
Brillenscheiben anfertigen
T-Stutzen schweißen 6,00 2,78 16,68
T-Stutzen schweißen innen und außen
Schrägstutzen schweißen
Schrägstutzen schweißen innen und außen
Schuhstutzen schweißen
Schuhstutzen schweißen innen und außen
Sattelstutzen schweißen
Sattelstutzen schweißen innen und außen
Reduzierung bis 2 NW 2,00 3,32 6,64 2,00 2,40 4,80
Reduzierung bis 4 NW
Reduzierung über 4 NW
Reduzierung am gebog. Rohr bis 2 NW
Armaturen einbauen 2,00 3,90 7,80 4,00 2,83 11,32 6,00 0,25 1,50
Meßblenden einbauen
Weldolet einschweißen
Gewinde von hand schneiden
Rohrschnitt 5,00 0,28 1,40 6,00 0,23 1,38 6,00 0,05 0,30
Kragenr ing anpassen und einschweißen
Regelarmatur einbauen
Sicherheitsventil einbauen
Kompensator einbauen
Flüssigkeitsstand - Anzeiger
N iveauregeler einbauen
Knnotenblech am Stutzen, 2"
Halterung herstellen
Halterung montieren
Normhalterung montieren
Rohr demontieren
Flanschverbindung lösen
Armaturen ausbauen
Rundnähte ausschleifen
normale Stutzen ausschleifen
Dichtigkeitsprobe 1,00 0,15 0,15 1,00 0,12 0,12 2,00 0,03 0,06
Manometer einbauen 2,00 0,25 0,50
Summe 79,77 85,46 8,94
5,47 109,81 600,46
3,49 97,63 340,45
1,59 35,81 56,89
TECHNISCHE UNIVERSITÄT BERLIN
MontageZwillingspumpe Rohrklasse
Isometrie
Montagezeit [h]
Länge der Rohrleitung Saug [m]
Kosten Anstrich [€]
Kosten je m [€]
Oberfläche-Anstrich [m²]
Montagekosten [€]
Kosten [€]
Kosten [€]
Kosten [€]
Länge der Rohrleitung Druck [m]
Länge der Rohrleitung Leer [m]
Kosten je m [€]
Kosten je m [€]
Abb. 94: Berechnungsmaske für die Softwarekosten von Equipmentmodulen
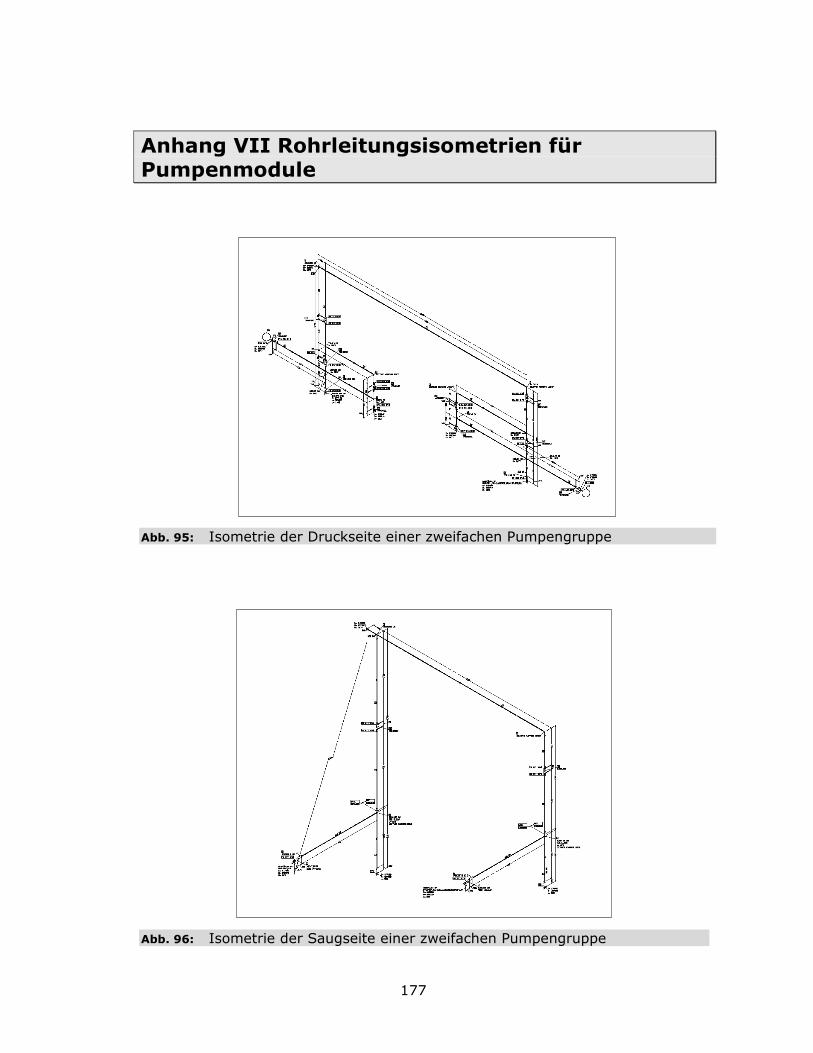
177
Anhang VII Rohrleitungsisometrien für Pumpenmodule
Abb. 95: Isometrie der Druckseite einer zweifachen Pumpengruppe
Abb. 96: Isometrie der Saugseite einer zweifachen Pumpengruppe
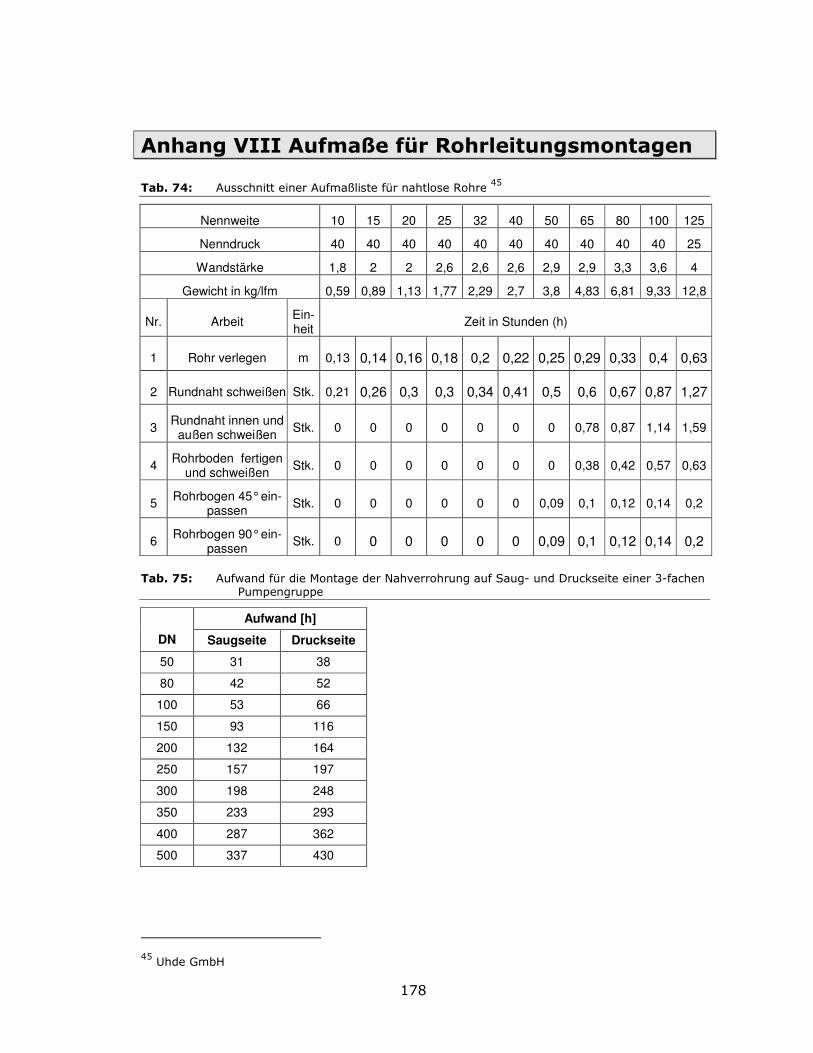
178
Anhang VIII Aufmaße für Rohrleitungsmontagen
Tab. 74: Ausschnitt einer Aufmaßliste für nahtlose Rohre 45
Nennweite 10 15 20 25 32 40 50 65 80 100 125
Nenndruck 40 40 40 40 40 40 40 40 40 40 25
Wandstärke 1,8 2 2 2,6 2,6 2,6 2,9 2,9 3,3 3,6 4
Gewicht in kg/lfm 0,59 0,89 1,13 1,77 2,29 2,7 3,8 4,83 6,81 9,33 12,8
Nr. Arbeit Ein-heit
Zeit in Stunden (h)
1 Rohr verlegen m 0,13 0,14 0,16 0,18 0,2 0,22 0,25 0,29 0,33 0,4 0,63
2 Rundnaht schweißen Stk. 0,21 0,26 0,3 0,3 0,34 0,41 0,5 0,6 0,67 0,87 1,27
3 Rundnaht innen und
außen schweißen Stk. 0 0 0 0 0 0 0 0,78 0,87 1,14 1,59
4 Rohrboden fertigen
und schweißen Stk. 0 0 0 0 0 0 0 0,38 0,42 0,57 0,63
5 Rohrbogen 45° ein-passen
Stk. 0 0 0 0 0 0 0,09 0,1 0,12 0,14 0,2
6 Rohrbogen 90° ein-passen
Stk. 0 0 0 0 0 0 0,09 0,1 0,12 0,14 0,2
Tab. 75: Aufwand für die Montage der Nahverrohrung auf Saug- und Druckseite einer 3-fachen Pumpengruppe
Aufwand [h]
DN Saugseite Druckseite
50 31 38
80 42 52
100 53 66
150 93 116
200 132 164
250 157 197
300 198 248
350 233 293
400 287 362
500 337 430
45 Uhde GmbH
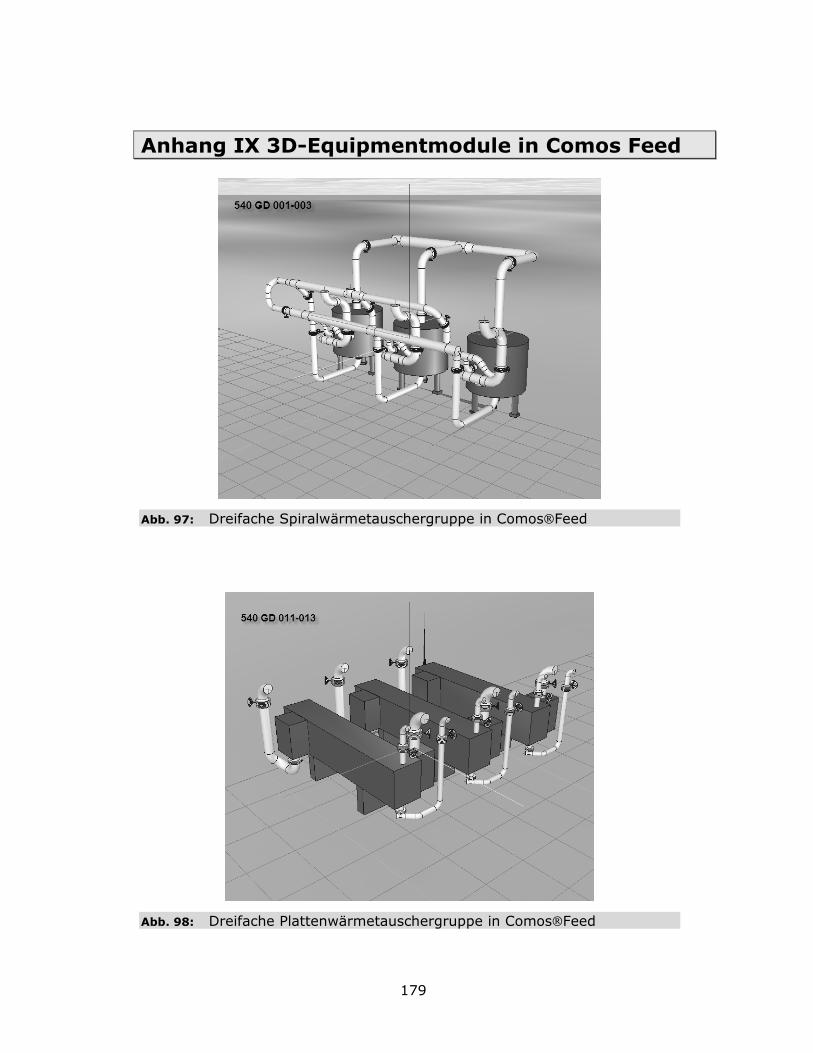
179
Anhang IX 3D-Equipmentmodule in Comos Feed
Abb. 97: Dreifache Spiralwärmetauschergruppe in ComosFeed
Abb. 98: Dreifache Plattenwärmetauschergruppe in ComosFeed
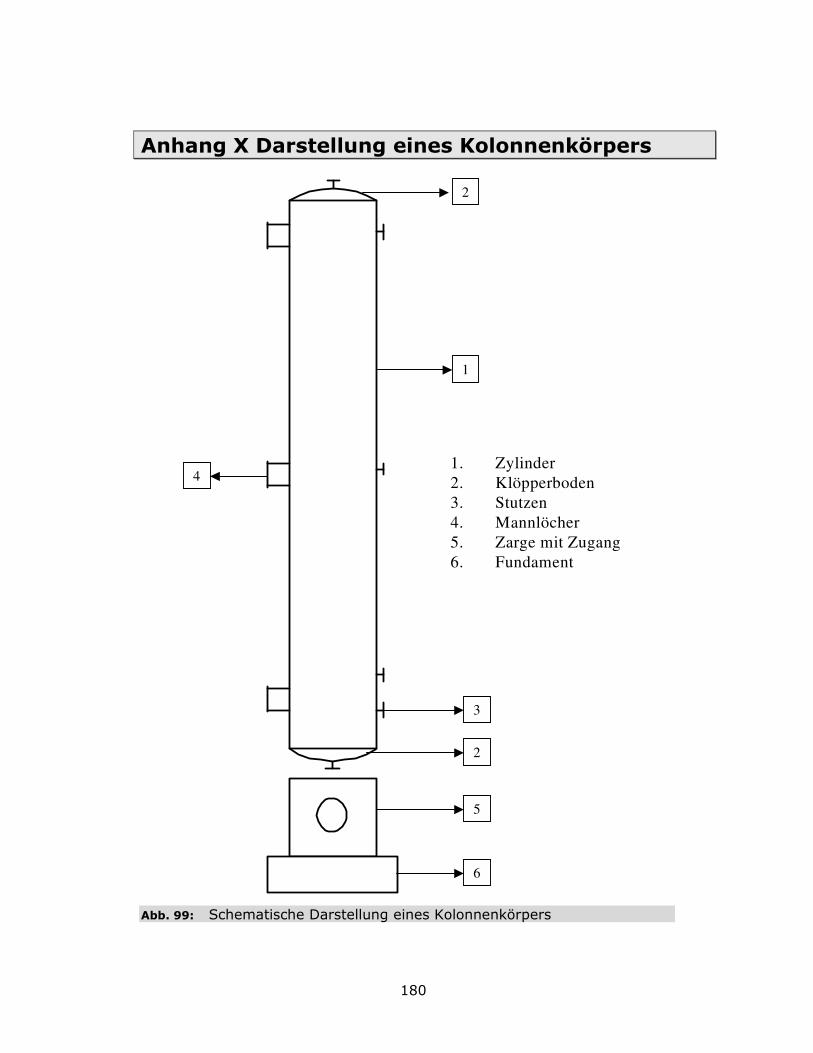
180
Anhang X Darstellung eines Kolonnenkörpers
1. Zylinder2. Klöpperboden3. Stutzen4. Mannlöcher5. Zarge mit Zugang6. Fundament
1
2
4
3
5
6
2
Abb. 99: Schematische Darstellung eines Kolonnenkörpers

181
Anhang XI Allgemeine Vorgehensweise bei der Kostenschätzung
Prozesssimulation
SimulationsströmeSimulationsunitsProzessmodelle
Ausrüstung
Rohrleitungen
Ausrüstungsmodule
Simulationsdaten
• Prozessparameter• Wärmemenge• Volumenstrom• Anzahl theoretischer Trennstufen• ...
Kostenschätzungder Module
• Festlegung der Ausrüstungstypen• Erweiterung der Ausrüstungsliste
(z. B. Behälter)
Festlegung der Ausführung undnotwendigen Redundanzen
Dimensionierung der Ausrüstung
• Werkstoffe• Wirkungsgrad• Design• Sicherheitszuschlag• ...
Dimensionierung der Nebenpositionen
• Rohrleitungen• Armaturen• ...
Spezifische Kosten für
• Ausrüstung• Rohrleitungen• Armaturen• ....
Abb. 100: Von der Simulation zur Kostenschätzung der Module
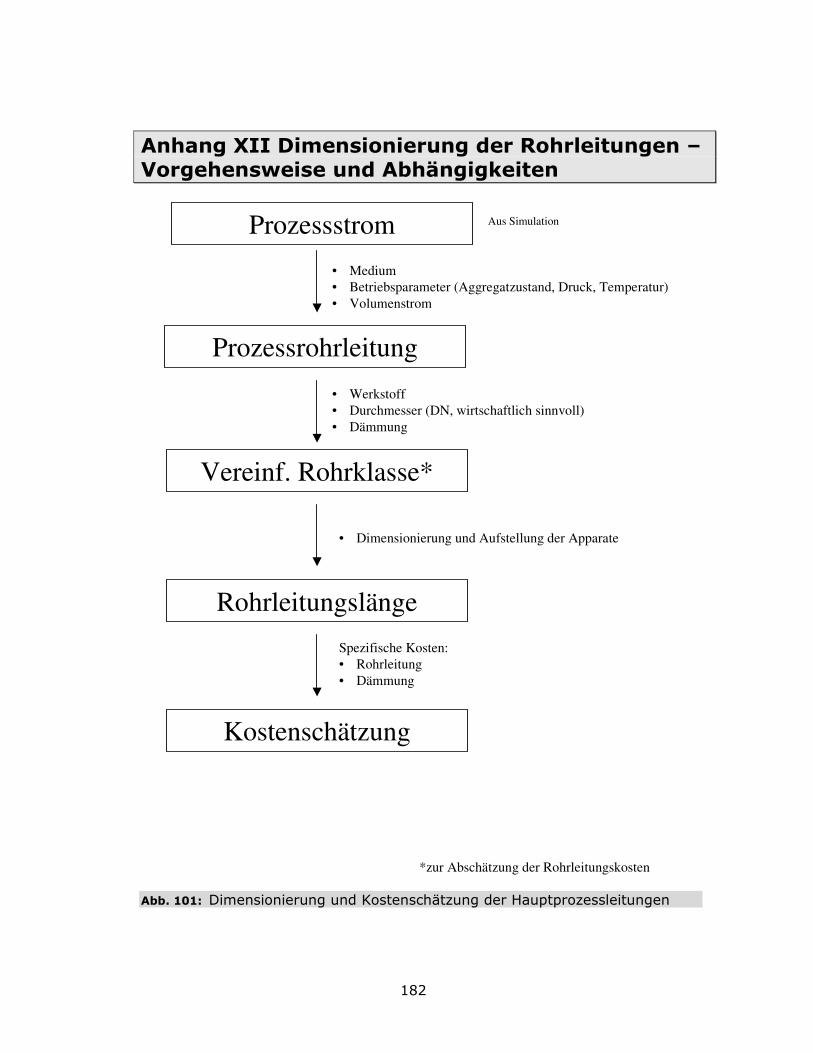
182
Anhang XII Dimensionierung der Rohrleitungen – Vorgehensweise und Abhängigkeiten
Prozessrohrleitung
Prozessstrom
• Medium• Betriebsparameter (Aggregatzustand, Druck, Temperatur)• Volumenstrom
Vereinf. Rohrklasse*
• Werkstoff• Durchmesser (DN, wirtschaftlich sinnvoll)• Dämmung
*zur Abschätzung der Rohrleitungskosten
Rohrleitungslänge
Kostenschätzung
• Dimensionierung und Aufstellung der Apparate
Spezifische Kosten:• Rohrleitung• Dämmung
Aus Simulation
Abb. 101: Dimensionierung und Kostenschätzung der Hauptprozessleitungen
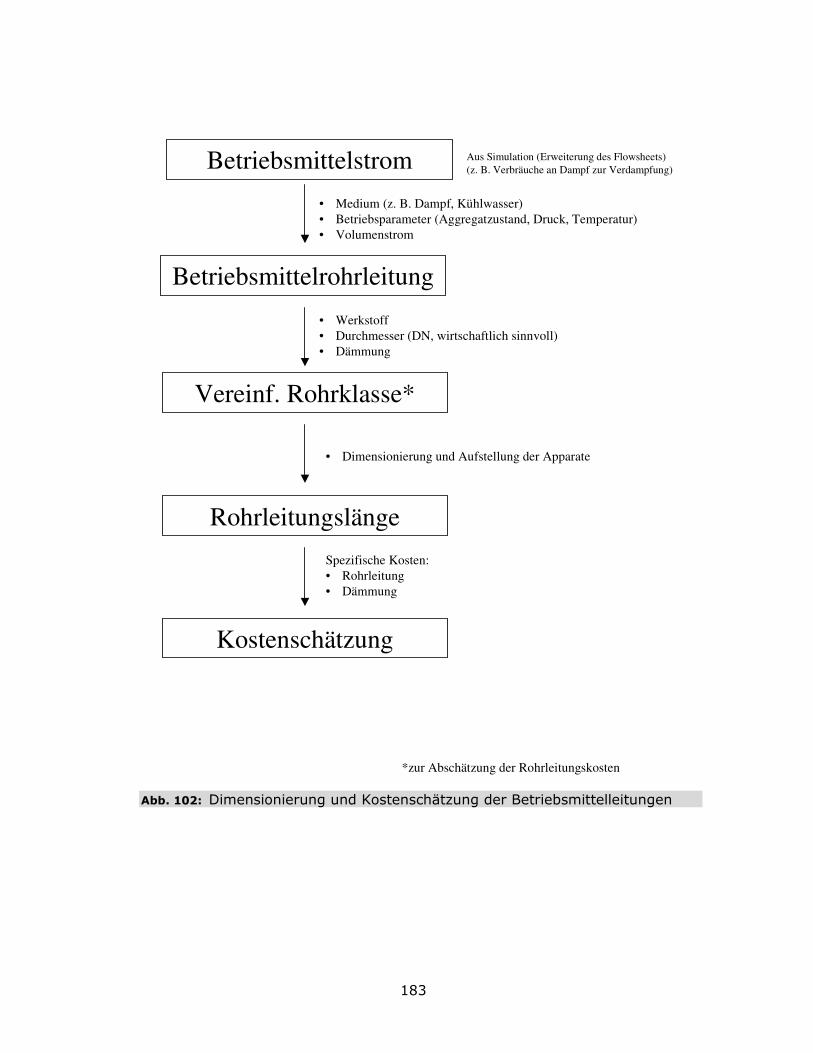
183
Betriebsmittelrohrleitung
Betriebsmittelstrom
• Medium (z. B. Dampf, Kühlwasser)• Betriebsparameter (Aggregatzustand, Druck, Temperatur)• Volumenstrom
Vereinf. Rohrklasse*
• Werkstoff• Durchmesser (DN, wirtschaftlich sinnvoll)• Dämmung
*zur Abschätzung der Rohrleitungskosten
Rohrleitungslänge
Kostenschätzung
• Dimensionierung und Aufstellung der Apparate
Spezifische Kosten:• Rohrleitung• Dämmung
Aus Simulation (Erweiterung des Flowsheets)(z. B. Verbräuche an Dampf zur Verdampfung)
Abb. 102: Dimensionierung und Kostenschätzung der Betriebsmittelleitungen
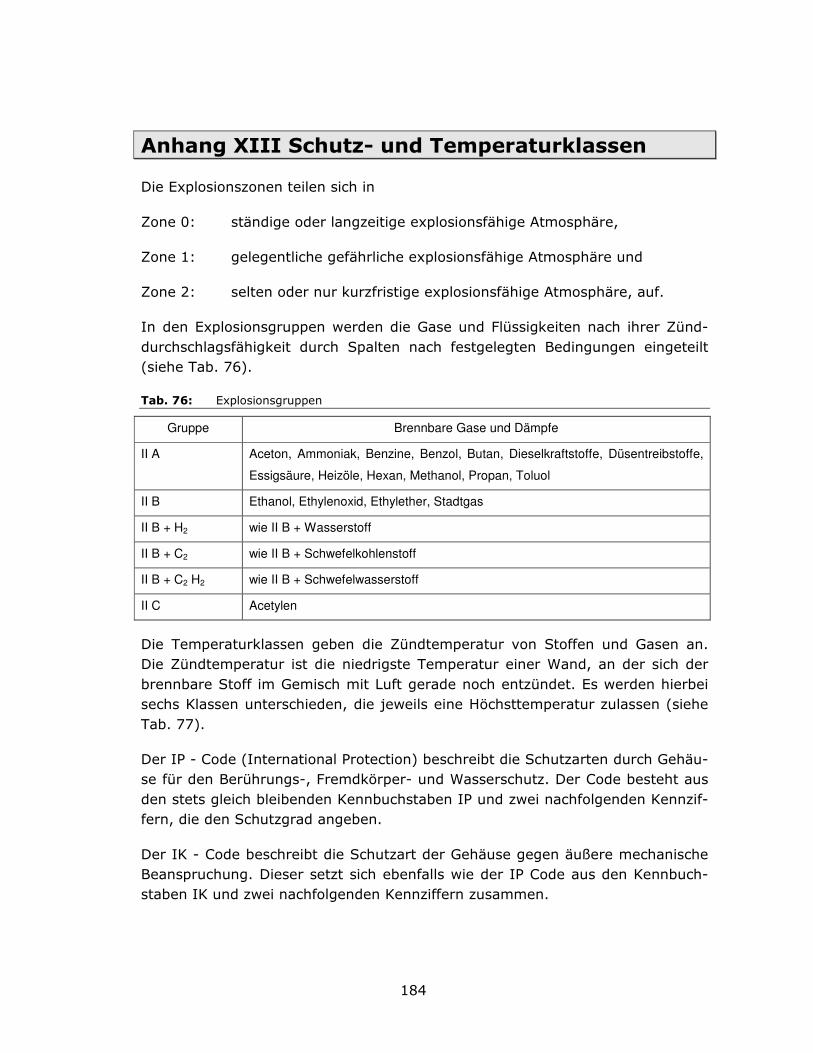
184
Anhang XIII Schutz- und Temperaturklassen
Die Explosionszonen teilen sich in
Zone 0: ständige oder langzeitige explosionsfähige Atmosphäre,
Zone 1: gelegentliche gefährliche explosionsfähige Atmosphäre und
Zone 2: selten oder nur kurzfristige explosionsfähige Atmosphäre, auf.
In den Explosionsgruppen werden die Gase und Flüssigkeiten nach ihrer Zünd-
durchschlagsfähigkeit durch Spalten nach festgelegten Bedingungen eingeteilt
(siehe Tab. 76).
Tab. 76: Explosionsgruppen
Gruppe Brennbare Gase und Dämpfe
II A Aceton, Ammoniak, Benzine, Benzol, Butan, Dieselkraftstoffe, Düsentreibstoffe,
Essigsäure, Heizöle, Hexan, Methanol, Propan, Toluol
II B Ethanol, Ethylenoxid, Ethylether, Stadtgas
II B + H2 wie II B + Wasserstoff
II B + C2 wie II B + Schwefelkohlenstoff
II B + C2 H2 wie II B + Schwefelwasserstoff
II C Acetylen
Die Temperaturklassen geben die Zündtemperatur von Stoffen und Gasen an.
Die Zündtemperatur ist die niedrigste Temperatur einer Wand, an der sich der
brennbare Stoff im Gemisch mit Luft gerade noch entzündet. Es werden hierbei
sechs Klassen unterschieden, die jeweils eine Höchsttemperatur zulassen (siehe
Tab. 77).
Der IP - Code (International Protection) beschreibt die Schutzarten durch Gehäu-
se für den Berührungs-, Fremdkörper- und Wasserschutz. Der Code besteht aus
den stets gleich bleibenden Kennbuchstaben IP und zwei nachfolgenden Kennzif-
fern, die den Schutzgrad angeben.
Der IK - Code beschreibt die Schutzart der Gehäuse gegen äußere mechanische
Beanspruchung. Dieser setzt sich ebenfalls wie der IP Code aus den Kennbuch-
staben IK und zwei nachfolgenden Kennziffern zusammen.
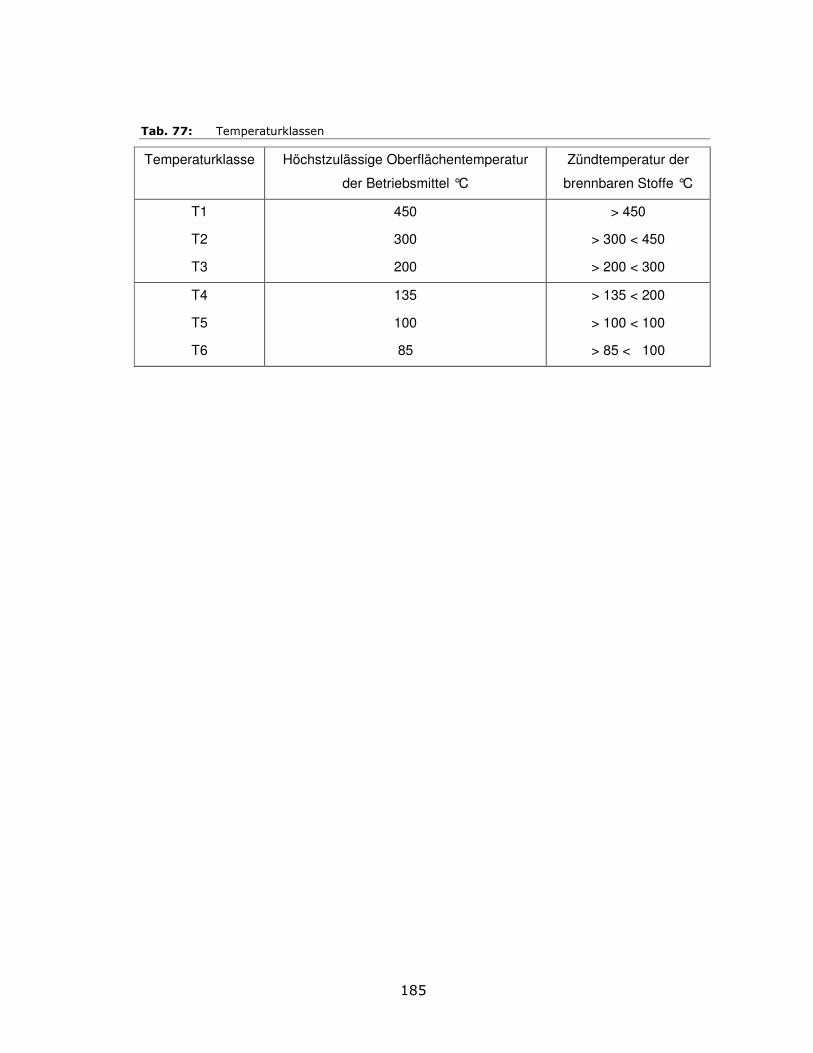
185
Tab. 77: Temperaturklassen
Temperaturklasse Höchstzulässige Oberflächentemperatur
der Betriebsmittel °C
Zündtemperatur der
brennbaren Stoffe °C
T1
T2
T3
450
300
200
> 450
> 300 < 450
> 200 < 300
T4
T5
T6
135
100
85
> 135 < 200
> 100 < 100
> 85 < 100
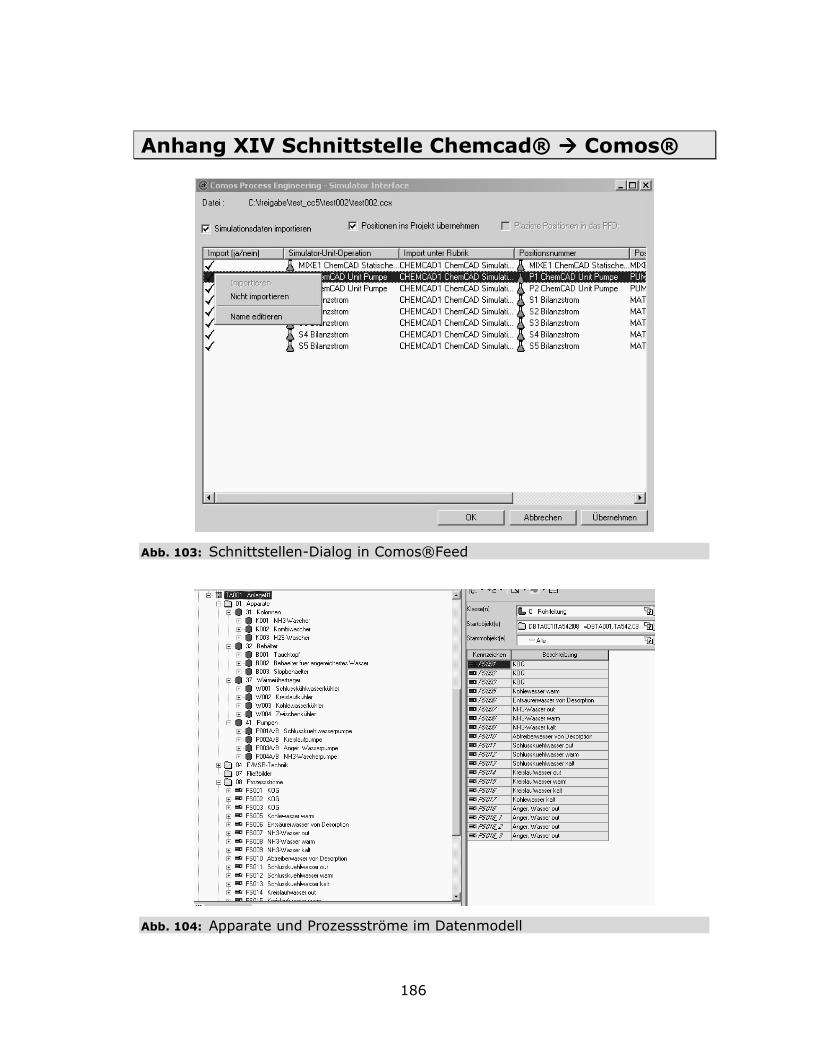
186
Anhang XIV Schnittstelle Chemcad® ���� Comos®
Abb. 103: Schnittstellen-Dialog in Comos®Feed
Abb. 104: Apparate und Prozessströme im Datenmodell
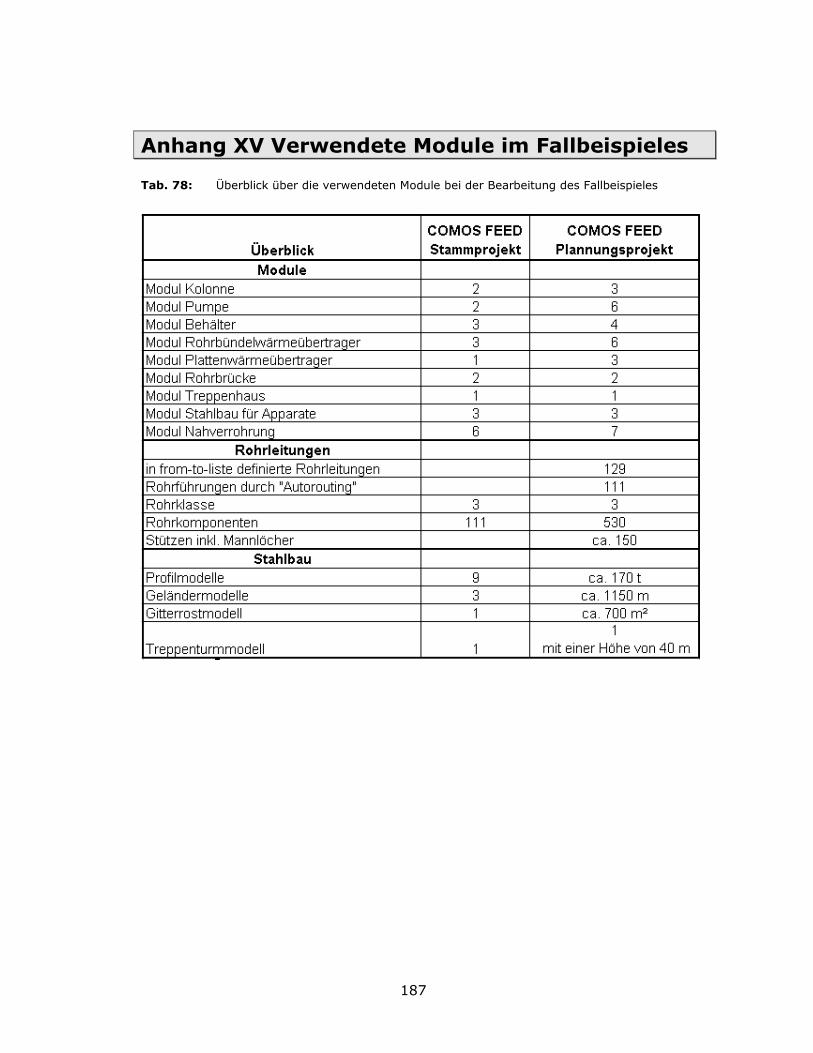
187
Anhang XV Verwendete Module im Fallbeispieles
Tab. 78: Überblick über die verwendeten Module bei der Bearbeitung des Fallbeispieles
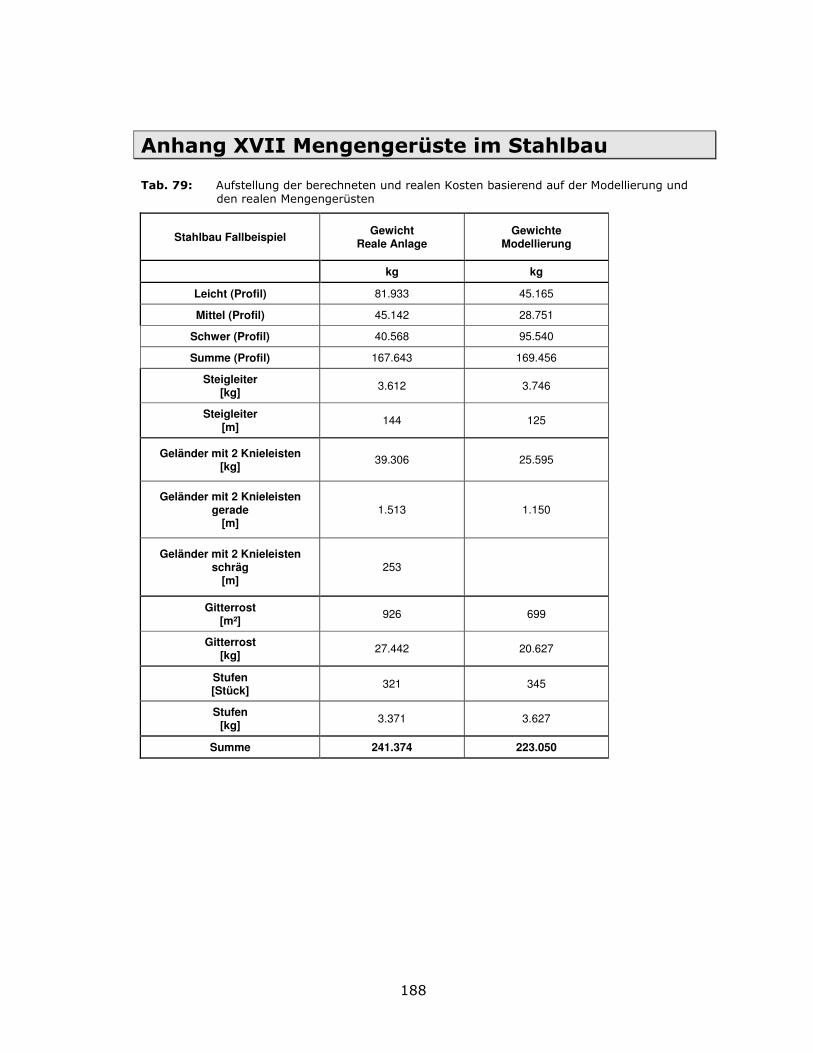
188
Anhang XVII Mengengerüste im Stahlbau
Tab. 79: Aufstellung der berechneten und realen Kosten basierend auf der Modellierung und den realen Mengengerüsten
Stahlbau Fallbeispiel Gewicht
Reale Anlage Gewichte
Modellierung
kg kg
Leicht (Profil) 81.933 45.165
Mittel (Profil) 45.142 28.751
Schwer (Profil) 40.568 95.540
Summe (Profil) 167.643 169.456
Steigleiter [kg]
3.612 3.746
Steigleiter [m]
144 125
Geländer mit 2 Knieleisten [kg]
39.306 25.595
Geländer mit 2 Knieleisten gerade
[m] 1.513 1.150
Geländer mit 2 Knieleisten schräg
[m] 253
Gitterrost [m²]
926 699
Gitterrost [kg]
27.442 20.627
Stufen [Stück]
321 345
Stufen [kg]
3.371 3.627
Summe 241.374 223.050
189
Anhang XVIII Verfahrensfließbild des Fallbeispieles
Abb. 105: Verfahrensfließbild der A/S-Kreislaufwäsche in Comos®
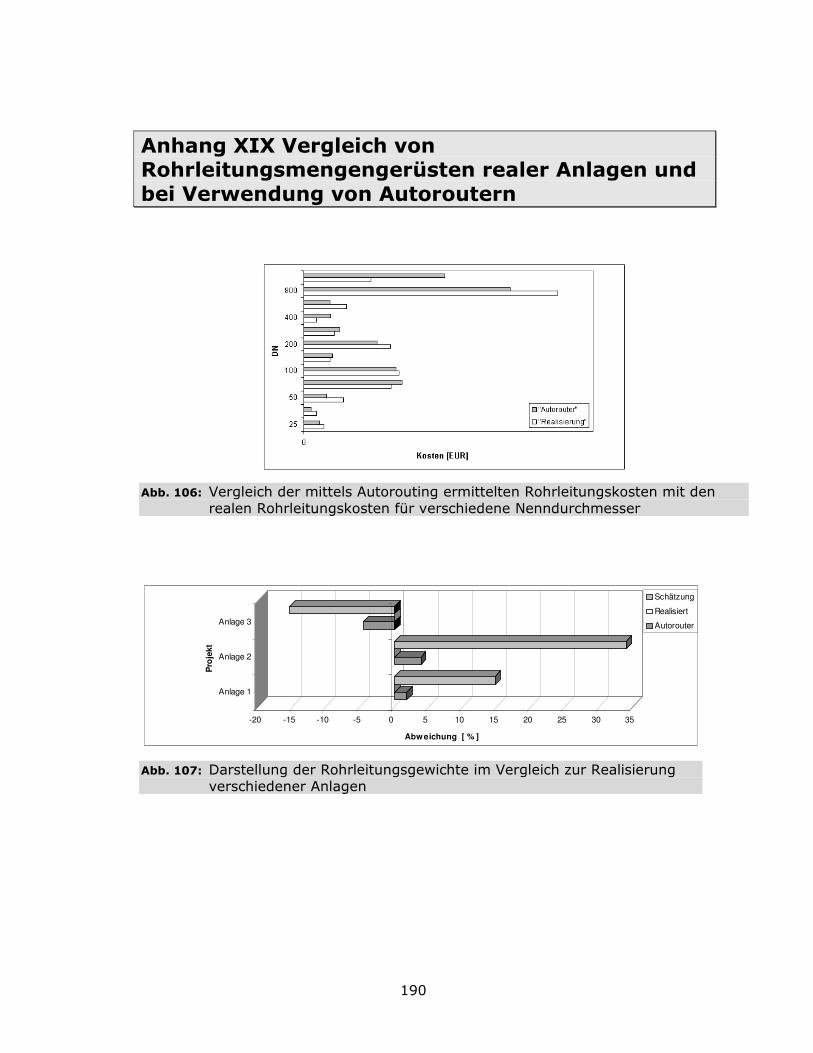
190
Anhang XIX Vergleich von Rohrleitungsmengengerüsten realer Anlagen und bei Verwendung von Autoroutern
Abb. 106: Vergleich der mittels Autorouting ermittelten Rohrleitungskosten mit den realen Rohrleitungskosten für verschiedene Nenndurchmesser
-20 -15 -10 -5 0 5 10 15 20 25 30 35
Abweichung [ % ]
Anlage 1
Anlage 2
Anlage 3
Pro
jekt
Schätzung
Realisiert
Autorouter
Abb. 107: Darstellung der Rohrleitungsgewichte im Vergleich zur Realisierung verschiedener Anlagen
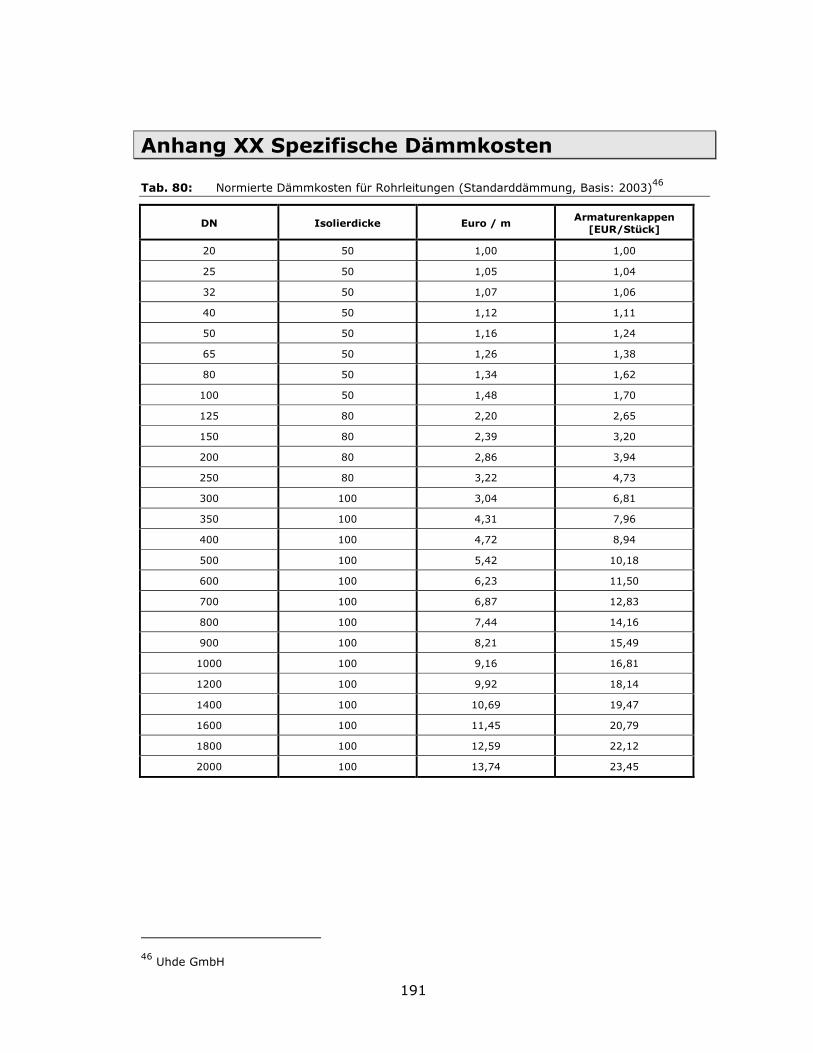
191
Anhang XX Spezifische Dämmkosten
Tab. 80: Normierte Dämmkosten für Rohrleitungen (Standarddämmung, Basis: 2003)46
DN Isolierdicke Euro / m Armaturenkappen
[EUR/Stück]
20 50 1,00 1,00
25 50 1,05 1,04
32 50 1,07 1,06
40 50 1,12 1,11
50 50 1,16 1,24
65 50 1,26 1,38
80 50 1,34 1,62
100 50 1,48 1,70
125 80 2,20 2,65
150 80 2,39 3,20
200 80 2,86 3,94
250 80 3,22 4,73
300 100 3,04 6,81
350 100 4,31 7,96
400 100 4,72 8,94
500 100 5,42 10,18
600 100 6,23 11,50
700 100 6,87 12,83
800 100 7,44 14,16
900 100 8,21 15,49
1000 100 9,16 16,81
1200 100 9,92 18,14
1400 100 10,69 19,47
1600 100 11,45 20,79
1800 100 12,59 22,12
2000 100 13,74 23,45
46 Uhde GmbH
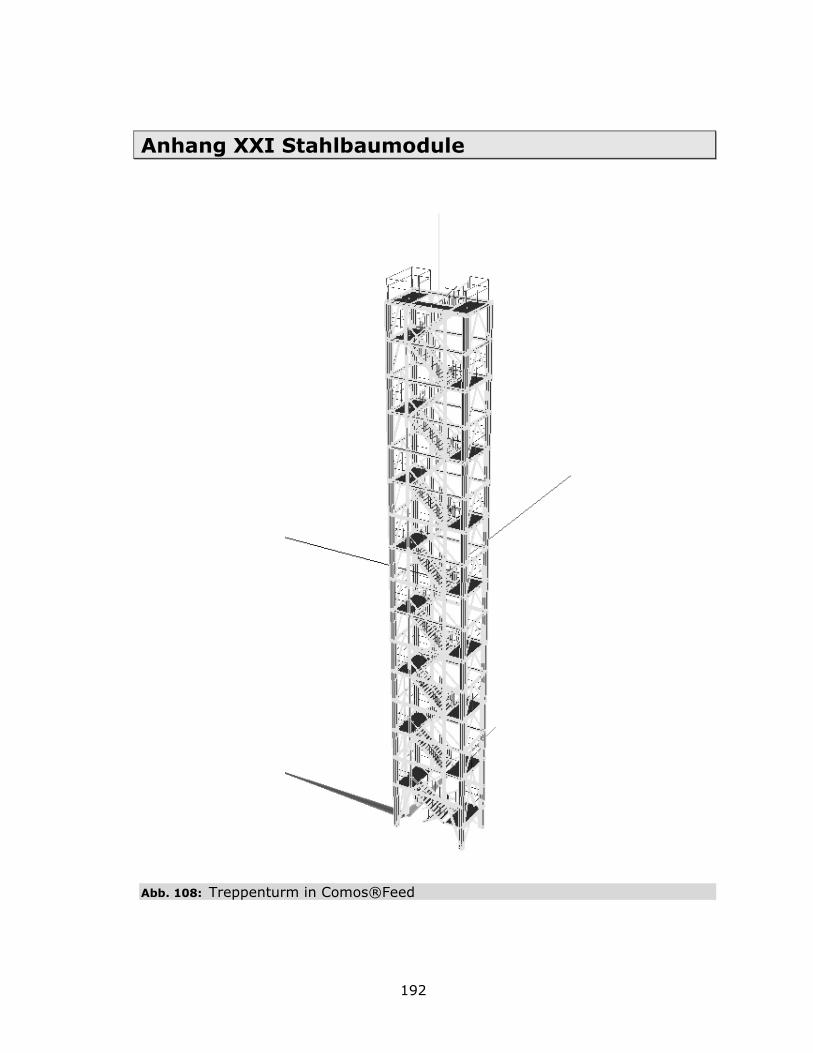
192
Anhang XXI Stahlbaumodule
Abb. 108: Treppenturm in Comos®Feed
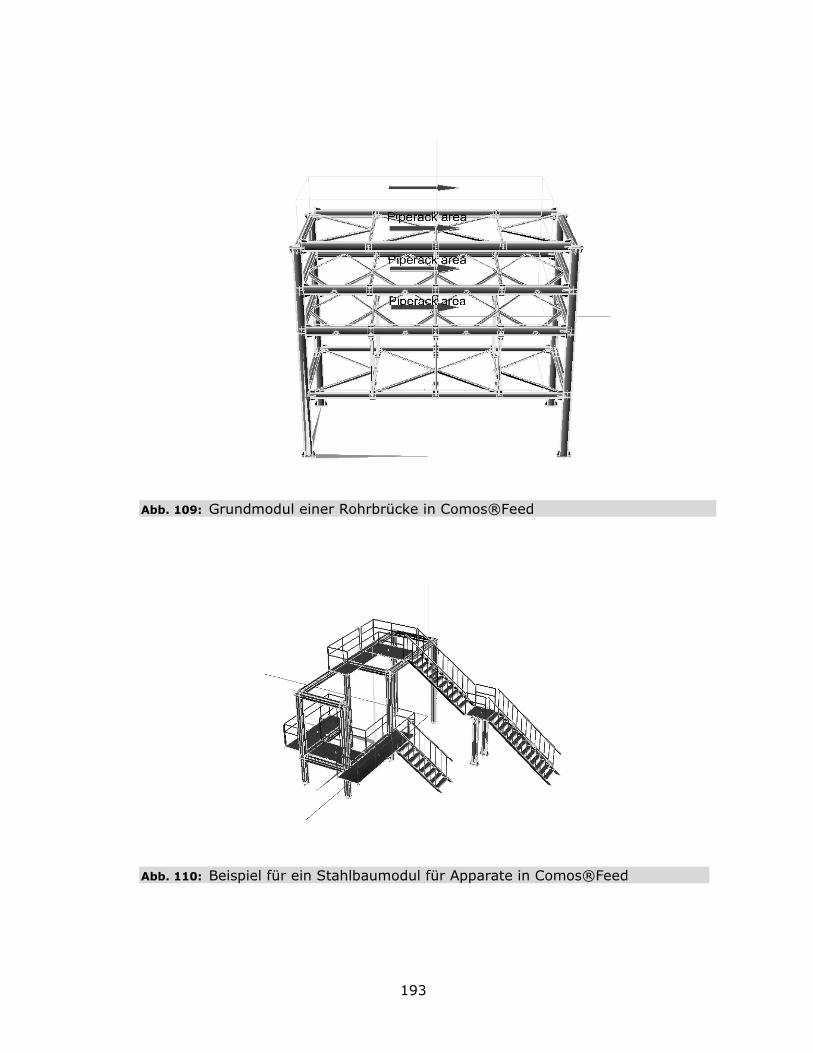
193
Abb. 109: Grundmodul einer Rohrbrücke in Comos®Feed
Abb. 110: Beispiel für ein Stahlbaumodul für Apparate in Comos®Feed
194
Anhang XXII Beschreibung der in den Modulen verbauten Rohrleitungsbauteile und Armaturen
Rohre: Im Bereich von 15 – 150 mm Nenndurchmesser werden nahtlose Rohre,
ab einem Durchmesser von 200 mm werden längs geschweißte Rohre verwen-
det. Die Rohre dieser Rohrklasse werden zusätzlich in der DIN 2448 und DIN
2458 definiert.47
Rohrbögen: Es werden ausschließlich Rohrbögen mit einem Radius von 90° ver-
wendet. Bei den Rohrbögen wird die Bauart 3 verwendet. Die Bögen werden ge-
nauer in der DIN 2605 definiert.48
T-Stücke: Bei den T-Stücken werden nur T-Stücke mit gleichem Abzweig ver-
wendet. Sie werden genauer in der DIN 2615 definiert. Abzweige zur Entleerung
oder Stutzen für Messgeräte werden nachträglich eingeschweißt und sind nicht
als T-Stück definiert.49
Reduzierstücke: Es liegen exzentrische Reduzierstücke für die Saugseite und
konzentrische Reduzierstücke für die Druckseite der Pumpenbaugruppe vor. In
der Baugruppe der Wärmeaustauscher finden sich keine Reduzierungen. Sie wer-
den in der DIN 2616 definiert. Generell kann davon ausgegangen werden, dass
saugseitig um eine Nennweite verjüngt und druckseitig um eine Nennweite er-
weitert wird.50
Flansche: In den Baugruppen liegen hauptsächlich Vorschweißflansche der Form
C vor, welche in der DIN 2635 bis zu einer Nennweite von DN 80, in der DIN
2633 von einer Nennweite DN 100 bis zu einer Nennweite von DN 150 und in der
DIN 2632 ab einer Nennweite DN 200 definiert sind, eventuelle Blindflansche
werden in der DIN 2527 definiert und liegen in der Form B vor.51
Schrauben: Die für die Flanschverbindungen notwendigen Schrauben und Mut-
tern entsprechen normalen Maschinenschrauben.
Dichtungen: Zwischen jedem Flansch befinden sich Dichtungen, diese werden in
DIN 1514 genauer beschrieben. 52
47 DIN 2448, DIN 2458 48 DIN 2605 49 DIN 2615 50 DIN 2616 51 DIN 2527, DIN 2632, DIN 2633 und DIN 2635 52 DIN 1514 Teil 1

195
Absperrarmaturen: Absperrarmaturen werden sowohl für einen dichten Ab-
schluss, geringe Leckverluste sowie zur stufenweisen Drosselung oder für eine
Kombination dieser Zwecke verwendet. Bei den Absperrarmaturen werden bis zu
einer Nennweite von DN 150 Absperrventile und ab einer Nennweite von DN 200
Absperrklappen verwendet. Es wird generell der Lug Type verwendet, dass heißt,
dass beide Flansche durch getrennte Sätze von Schrauben und Muttern verbun-
den werden. Die Armaturen werden außerdem in der DIN 3354, B 1 – 4 be-
schrieben. Diese Armaturen finden sowohl in der Pumpenbaugruppe saugseitig
und druckseitig als auch bei der Wärmeaustauscherbaugruppe Anwendung.
Schmutzfänger: Schmutzfänger finden in nur der Pumpenbaugruppe Anwen-
dung. Sie sind bis zu einer Nennweite von DN 150 als Y-Schmutzfänger und ab
einer Nennweite von DN 200 als T-Schmutzfänger definiert. Schmutzfänger wer-
den saugseitig zur permanenten Reinigung des Mediums während des Betriebes
oder nur zur Reinigung des Mediums beim Anfahren der Anlage eingesetzt. Die
Schmutzfänger sind in einem Winkel von ca. 30° geneigt, dadurch lässt sich die
Entleerung über den Schmutzfänger vornehmen. Der Schmutzfänger wird bei der
Pumpenbaugruppe direkt an die vorhandene Rohrleitung angeschweißt.
Rückschlagarmaturen: Rückschlagarmaturen sind Armaturen, die den Rück-
fluss durch einen Rückschlagmechanismus verhindern. Der Durchgang wird
durch die Strömung geöffnet, das Schließen erfolgt bei einem Stau durch das
Gewicht des Mechanismus oder durch den Rückstrom selbst. Diese Armaturen
finden auch nur in der Pumpenbaugruppe Anwendung. In der Pumpenbaugruppe
wird druckseitig eine Einklemm-Rückschlagarmatur (Wafer-Typ) verwendet. Die-
se Armatur wird zwischen zwei Flanschen von Rohrleitungen eingesetzt unter
Verwendung von nur einem Satz durchgehender Bolzen und Schrauben. Beim
Lösen der Schraubverbindung würde die Armatur zwangsläufig herunterfallen.
Faltenbalg-Absperrventil: Das Faltenbalg Absperrventil ist eine besondere
Form einer Absperrarmatur. Sie findet nur in der Entleerungsleitung der Pum-
pengruppe und am Druckmessstutzen Anwendung.

196
Anhang XXIII Kostenstruktur der Hauptpositionen Tab. 81: Struktur der Apparatekosten
Kostenposition Bemerkung
Fertigung und Lieferung
Material Stahl, Edelstahl, Titan
Stark abhängig vom Typ des
Apparates und dem verarbeite-
ten Material
Fertigung Arbeitsaufwand für die Fertigung abhängig von Größe und Kom-
plexität des Apparates
Kosten für Wärmebehand-
lung
Glühen – Abbau von Spannungen
durch Schweißen u. ä.
Abhängig von Dimension des
Apparates und Möglichkeiten des
Herstellers
Gemeinkosten des Appara-
tebauers
Überwachung, Mieten, Meister-
und Ingenieurleistungen, etc.
Gewinn des Apparatebau-
ers
Wirtschaftlicher Gewinn des Unter-
nehmens
Abhängig von Auslastung und
Qualität des Apparatebauers und
der allgemeinen Wirtschaftslage,
[4]
Lieferung auf die Baustelle
Lieferung des Apparates auf die
Baustelle (je nach Vertrag durch
Apparatebauer oder Auftraggeber
zu leisten)
abhängig von Entfernung zwi-
schen Apparatebauer und Bau-
stelle
Überwachung Überwachung der Fertigung bei
Lieferant durch Auftraggeber
Abhängig von Erfahrung des
Apparatebauers und Komplexität
des Apparates
Montage und Baustellenkosten
Abnahme/Prüfung TÜV, Druckprüfung
abhängig von der jeweiligen
Druckstufe, Dokumentation und
Zuverlässigkeit der Lieferanten
Montage Aufstellen und Montage der Appa-
rate und Maschinen
abhängig von Größe und Schwe-
re der Ausrüstung, Platzverhält-
nisse vor Ort
Anstrich/Korrosionsschutz Anstrich zum Schutz oder zur
Kennzeichnung
abhängig von Art und Notwen-
digkeit des Anstriches und Ober-
fläche der Ausrüstung
Dämmung Wäre- bzw. Kältedämmung sowie
Berührungsschutz
abhängig von Temperaturdiffe-
renz zur Umwelt und von Um-
welteinflüssen, Arbeitsschutz
Inbetriebnahme Kosten für Inbetriebnahme der
Ausrüstung
abhängig von notwendigen Auf-
wand (Ausrüstungstyp)
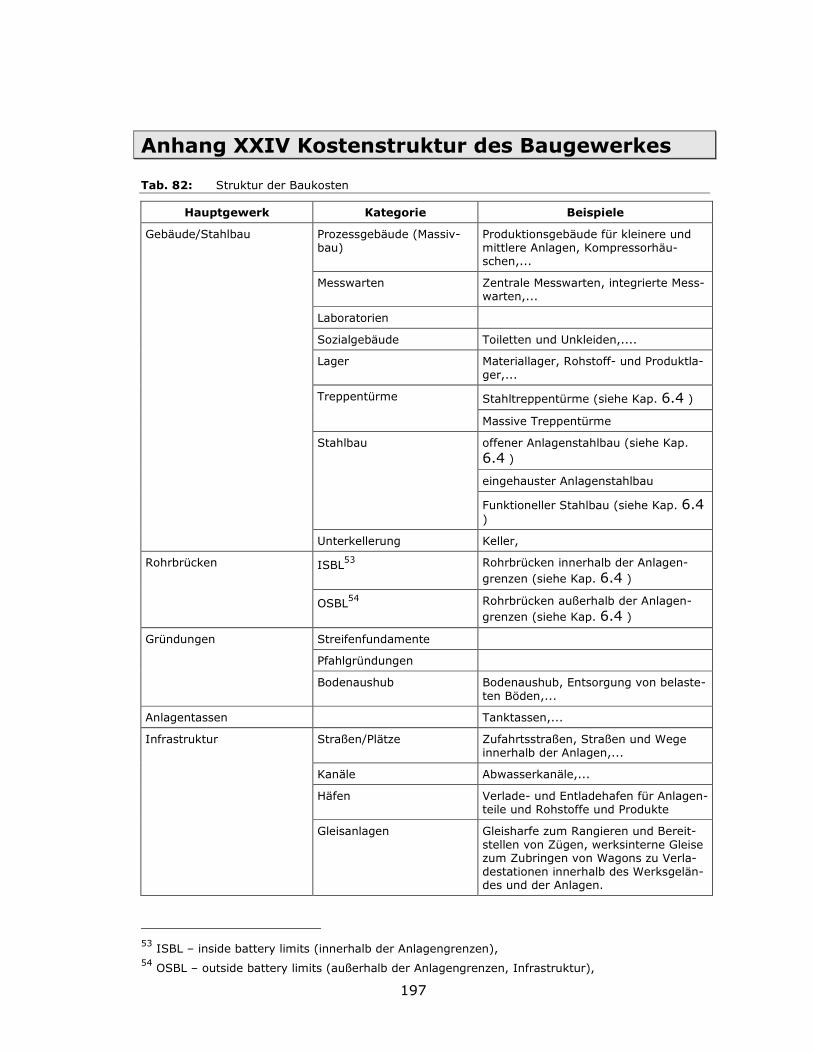
197
Anhang XXIV Kostenstruktur des Baugewerkes
Tab. 82: Struktur der Baukosten
Hauptgewerk Kategorie Beispiele
Prozessgebäude (Massiv-bau)
Produktionsgebäude für kleinere und mittlere Anlagen, Kompressorhäu-schen,...
Messwarten Zentrale Messwarten, integrierte Mess-warten,...
Laboratorien
Sozialgebäude Toiletten und Unkleiden,....
Lager Materiallager, Rohstoff- und Produktla-ger,...
Stahltreppentürme (siehe Kap. 6.4 ) Treppentürme
Massive Treppentürme
offener Anlagenstahlbau (siehe Kap.
6.4 )
eingehauster Anlagenstahlbau
Stahlbau
Funktioneller Stahlbau (siehe Kap. 6.4 )
Gebäude/Stahlbau
Unterkellerung Keller,
ISBL53 Rohrbrücken innerhalb der Anlagen-
grenzen (siehe Kap. 6.4 )
Rohrbrücken
OSBL54 Rohrbrücken außerhalb der Anlagen-
grenzen (siehe Kap. 6.4 )
Streifenfundamente
Pfahlgründungen
Gründungen
Bodenaushub Bodenaushub, Entsorgung von belaste-ten Böden,...
Anlagentassen Tanktassen,...
Straßen/Plätze Zufahrtsstraßen, Straßen und Wege innerhalb der Anlagen,...
Kanäle Abwasserkanäle,...
Häfen Verlade- und Entladehafen für Anlagen-teile und Rohstoffe und Produkte
Infrastruktur
Gleisanlagen Gleisharfe zum Rangieren und Bereit-stellen von Zügen, werksinterne Gleise zum Zubringen von Wagons zu Verla-destationen innerhalb des Werksgelän-des und der Anlagen.
53 ISBL – inside battery limits (innerhalb der Anlagengrenzen), 54 OSBL – outside battery limits (außerhalb der Anlagengrenzen, Infrastruktur),
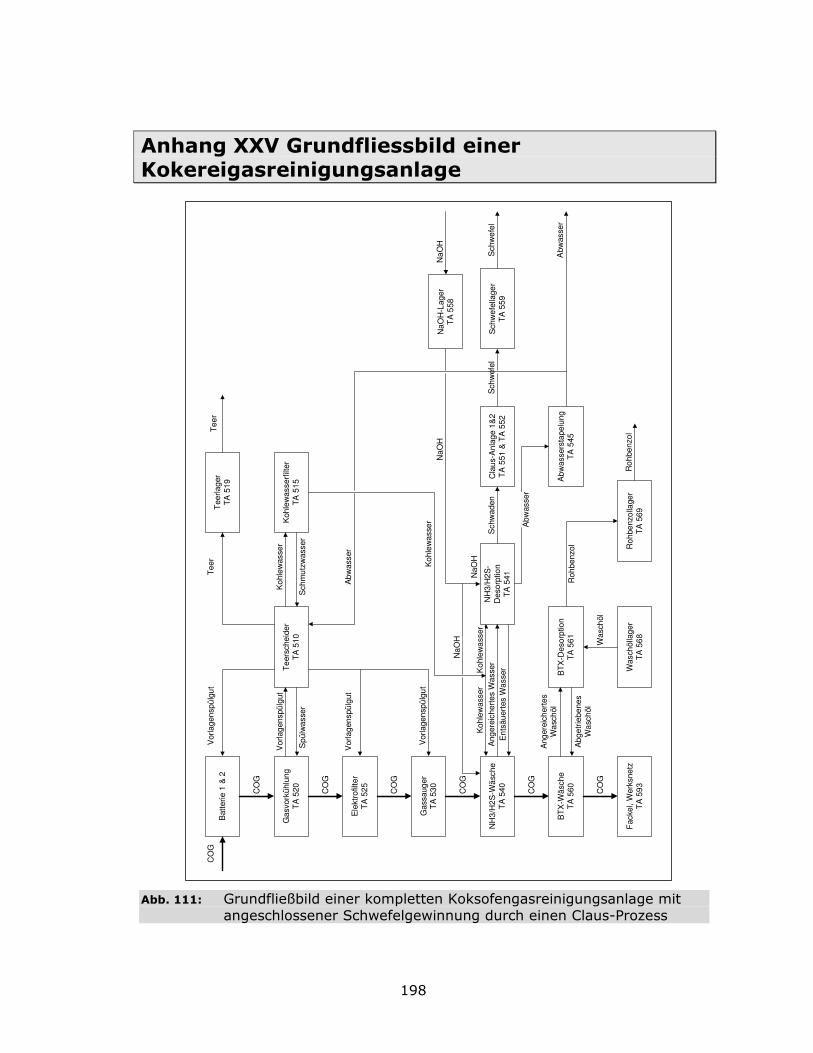
198
Anhang XXV Grundfliessbild einer Kokereigasreinigungsanlage
Abb. 111: Grundfließbild einer kompletten Koksofengasreinigungsanlage mit angeschlossener Schwefelgewinnung durch einen Claus-Prozess
Bat
terie
1 &
2
Gas
vork
ühlu
ngT
A 5
20
Ele
ktro
filte
rT
A 5
25
Gas
saug
erT
A 5
30
NH
3/H
2S
-Wä
sche
TA
540
BT
X-W
äsch
eT
A 5
60
Fac
kel,
Wer
ksne
tzT
A 5
93
CO
G
CO
G
CO
G
CO
G
CO
G
CO
G
CO
G
Te
ersc
heid
erT
A 5
10
Vor
lage
nspü
lgut
Spü
lwas
ser
Tee
rlage
rT
A 5
19
Tee
rV
orla
gens
pülg
ut
Koh
lew
asse
rfilt
erT
A 5
15
Tee
r
Koh
lew
asse
r
Sch
mut
zwas
ser
Vor
lage
nspü
lgut
Vor
lage
nspü
lgu
t
NH
3/H
2S-
Des
orpt
ion
TA
541
Koh
lew
asse
r
Ang
erei
cher
tes
Was
ser
En
tsäu
erte
s W
asse
r
Koh
lew
asse
r
Koh
lew
ass
er
Cla
us-
Anl
age
1&2
TA
551
& T
A 5
52S
chw
efe
llage
rT
A 5
59S
chw
aden
Sch
wef
elS
chw
efe
l
BT
X-D
eso
rptio
nT
A 5
61
Ang
erei
cher
tes
Wa
schö
l
Abg
etrie
bene
s W
asc
höl
Was
chöl
lage
rT
A 5
68
Roh
benz
olla
ger
TA
569
Ab
was
sers
tape
lung
TA
545
Was
chöl
Roh
benz
ol
Abw
asse
r
Ro
hben
zol
Abw
asse
r
Abw
asse
r
NaO
H-L
ager
TA
558
Na
OH
NaO
H
NaO
H
NaO
H
199
Literatur
[1] AACE INTERNATIONAL RECOMMENDED PRACTICE NO. 18R-97: Cost Estimation Classification System - As Applied in Engineering, Procurement and Construction for the Process Industries. 1997
[2] ALLEN, D. H. UND PAGE, R. C.: Revised Technique for Predesign Cost Estimating. Chemical Engineering (1975) March, S. 142 - 150
[3] ALLEN, D. H.: Estimating Techniques. Short Cut Capital Cost Estimating Processing (1976) July, S. 21 - 22, 34
[4] Arbeitsgemeinschaft Großanlagenbau Lagebericht 2005. Großanlagen-bau im Auftragsrekord - Standortpolitischer Handlungsdruck bleibt, Frankfurt am Main 2006
[5] BACH, N. G.: How to Get More Accurate Plant Cost Estimates. Chem. Eng., 65 (1958) Sept. 22th, S. 155 - 159
[6] BAEHR, H.D. UND STEPHAN, K.: Wärme- und Stoffübertragung. Heidel-berg: Springer, 1996
[7] BALZERT, H.: Lehrbuch der Objektmodellierung. Analyse und Entwurf Berlin, Heidelberg: Spektrum Akademischer Verlag, 1999
[8] BEIDERBECK, S.: Entwicklung und Validierung von Bewertungskriterien zur Analyse von rechnergestützten Aufstellungsentwürfen., Diplomar-beit, Fachbereich Chemietechnik, Uni Dortmund, 2000
[9] BKI BAUKOSTENINFORMATIONSZENTRUM (HRSG.): BKI Baukosten 2006. Teil 1: Statistische Kostenkennwerte für Gebäude, Stuttgart 2006
[10] BLAß, E.: Methodische Entwicklung verfahrenstechnischer Prozesse. Che-mie Ingenieur Technik, 57 (1985) Nr. 3, S. 201 - 210
[11] BLITZ, H., ENGELKE, J., SONNENSCHEIN, R. UND SCHMIDT-TRAUB, H.: Rechnergestützte Konfigurierung von RI-Fließbildern am Beispiel von Pumpen. Chemie Ingenieur Technik, 66 (1994) 4, S. 470 - 475
[12] BORMANN, C.: Ein Beitrag zur Integration von CAE-Systemen im Chemeianlagenbau. Düsseldorf: VDI-Verlag, 1997
[13] BRACA, R. M. UND HAPPEL, J.: New Cost Data Bring Economic Pipe Sizing Up to Date. Chem. Eng. (1953) January, S. 180 - 187
[14] BRAUN, P. UND WELP, E.G.: Wissensbasierte Unterstützung der Produktentwicklung in objektorientiert gekoppelten Ingenieuranwendungen. VDI Berichte, 1435 (1998), S. 429 - 449
[15] BRETTSCHNEIDER, O.: Synthese und Optimierung der Kokereigasreinigung. Diss. TU Berlin, FG DBTA, 2003
200
[16] Brockhaus Konversations-Lexikon. Leipzig: F. A. Brockhaus, 1895
[17] BROWN, T. R.: Estimating Product Costs. Chemical Engineering (2000) August, S. 86 - 89
[18] BRÜCHLER, F., CARTER, D., FANDREY, P., FISCHER, J. UND MANN, R.: Grundlagen der Planung von Kreiselpumpen. 2000
[19] BRÜGGEMANN, H., SCHIMMELPFENG, K. UND SEUFZER, A.: Lebenszyklusorientiertes Informationsmanagement in der Anlagenplanung. ZWF 94 (1999) 3
[20] BUBEL, V.: Standardisierung und Kostenmodellierung am Beispiel einer Pumpengruppe in der A/S-Kreislaufwäsche., Diplomarbeit, TU Berlin, Diplomarbeit, 2004
[21] BURDORF, A.: Extended Equipment-Modelling für die rechnergestützte Aufstellungsplanung von Chemieanlagen. Dis. Universität Dortmund, 2004
[22] BURGERT, W.: Kostenschätzung mit Hilfe von Kostenstrukturanalysen. Chemie Ingenieur Technik, 51 (1979) , S. 484 - 487
[23] BUSSLER, M. UND PAULIN, T.: Pipe Design for Robust Systems. Stress analysis makes for a solid pipe system design Chemical Engineering (1997) June, S. 84 - 92
[24] CAPPS, R. W.: Select the Optimum Pipe Size. Chemical Engineering (1995) July, S. 128 - 132
[25] CHILTON, C. H.: "Six Tenths Factor" Applies to Complete Plant Costs. Chemical Engineering, 57 (1950) 4, S. 112 - 114
[26] CHILTON, C. H.: Cost Data Correlated. Chemical Engineering, 56 (1949) 6, S. 97 - 106
[27] CHILTON, C. H.: Process Labor Requirements. Chemical Engineering (1951) February, S. 151
[28] CHILTON, C. H.: What is "Cost Enginering". Chemical Engineering (1957) July, S. 237 - 239
[29] CLAYTON, J. W.: Budgeting Maintenance Costs. Chem. Eng. (1960) Fe-bruary 22, S. 156 - 160
[30] CLERK, J.: Multiplying Factors Give Installed Costs of Process Equipment. Chemical Engineering, 70 (1963) Feb. 18th, S. 162 - 163
[31] CORRIPIO, A. B., CHRIEN K. S. UND EVANS, L. B.: Estimate costs of centifugal pumps and electric motors. Chemical Engineering (1982) Februar 22, S. 115 - 118
201
[32] CORRIPIO, A.B., CHRIEN, K.S. UND EVANS, L.B.: Estimate costs of heat exchangers and storage tanks via correlations. Chemical Engineering Magazine, Modern Cost Engineering II (1984), S. 144 - 146
[33] DACE (Hrsg.): Handbook Cost Engineering. Twente: DACE, 2005
[34] DEPNER, H. UND JESS, A.: Kinetics of nickel-catalyzed purification of tarry fuel gases from gasification and pyrolysis of solid fuels. Fuel, 78 (1999), S. 1369 - 1377
[35] DICKSON, R. A.: Pipe Cost Estimation. Chemical Engineering (1950) Ja-nuary, S. 123 - 135
[36] DIMITRIJESKI, K.: Auswahl geeigneter Einzelpreisreihen für den modifizierten Kölbel-Schluze-Preisindex, Diplomarbeit, TU Berlin, Dip-lomarbeit, 2006
[37] DOUGLAS J. M.: Conceptual Design of Chemical Processes. New York [u. a.]: McGraw Hill, 1988
[38] DYSON, M. G.: Cost Control in the Chemical Industry. Part I: Costing Principles and Methods Manufacturing Chemist, 24 (1953), S. 231
[39] ENGEL, K. H. UND BAUDER, U. (Hrsg.): Praxishandbuch für den Betriebsleiter. Augsburg: WEKA Fachverlag für technische Führungskräf-te, 1998
[40] ENYEDY, G.: How Accurate is Your Cost Estimate?. Chemical Engineering (1997) July, S. 106 - 111
[41] EVERSHEIM, W. UND SCHERNIKAU, J,. GOEMAN, D.: Module und System: Die Kunst liegt in der Struktur. VDI-Zeitschrift, 138 (1996) 11/12, S. 44 - 48
[42] GALLAGHER, J. T.: Rapid estimate of Engineering Costs. Chem. Eng., 74 (1967) June 19, S. 250 - 251
[43] GARRETT, D. E.: Chemical Engineering Economics. New York: van No-strand Reinhold-Verlag, 1989
[44] GEORGE, G.: Kennzahlen für das Projektmanagement. Projektbezogene Kennzahlen und Kennzahlensysteme - ein Ansatz zur Unterstützung des Projektmanagements Frankfurt am Main: Peter Lang GmbH, 1999
[45] GROEN, B. UND TAN K. D.: Verbesserte Kostenschätzung durch Anwendung von Mengen- und Mannstunden-Verhältniszahlen. Chemie Ingenieur Technik, 52 (1980) Nr. 11, S. 880 - 888
[46] GROSICK, H. A. UND KOVACIC, J. E.: Coke-Oven Gas and Effuent Treatment. In: ELLIOT, M. A. (Hrsg.): Chemistry of Coal Utilization. New York: John Wiley and Sons, 1981
202
[47] GROSSKINSKY, O.: Handbuch des Kokereiwesens I/II. Düsseldorf: Knapp-Verlag, 1958
[48] GUTHRIE, K. M. UND GRACE, W. R. & CO: Capital Cost Estimating. Data and Techniques for Preliminary Capital Cost Estimating Chemical Engineer-ing, 76 (1969) March, S. 114 - 142
[49] GUTHRIE, K. M.: Process Plant Estimating, Evaluation and Control. Solana Beach: Craftsman Book Company of America, 1974
[50] HACKNEY, J. W.: Capital Cost Estimates For Process Industries. Chem. Eng., 67 (1960) March 7th, S. 113 - 130
[51] HADY, L.: Modulare Kostenschätzung in der Praxis, Diplomarbeit, TU Ber-lin, Diplomarbeit, 2006
[52] HAND, W. E.: From Flowsheet to Cost Estimate. Petroleum Refiner, 37 (1958) Sept., S. 331 - 334
[53] HASELBARTH, J. E. UND BERK, J. M.: New Ratios Show Where Dollars Go. Chemical Engineering, 67 (1960) May 16, S. 158
[54] HASELBARTH, J. E. UND BERK, J. M.: Three Estimates Show Importance of Definition. Chem. Eng., 67 (1960) 8. April, S. 194
[55] HASELBARTH, J. E.: Updated Investment Costs for 60 Types of Chemical Plants. Chemical Engineering (1967) December 4th, S. 214
[56] HEIOB, W.: Einsatz dialogorientierter Entscheidungstabellentechnik in der Angebots- und Auftragsbearbeitung in Unternehmen mit auftragsgebundener Produktion. Düsseldorf: VDI Verlag, 1982
[57] HELFRICH, F. UND SCHUBERT, W.: Ermittlung von Investitionskosten, Einfluß auf die Wirtschaftlichkeitsrechnung. Chemie Ingenieur Technik, 45 (1973) 13, S. 891 - 897
[58] HEMMING, W.: Verfahrenstechnik. Würzburg: Vogel Buchverlag, 1993
[59] HERBERT, V. D. UND BISIO, A.: The Risk and the Benefit. Part I: Price Chem. Technology (1976) March, S. 174 - 179
[60] HERBERT, V. D. UND BISIO, A.: The Risk and the Benefit. Part II: Venture Chem. Technology (1976) July, S. 422 - 429
[61] HERZ, R.: Grundlagen der Rohrleitungs- und Apparatetechnik. Essen: Vulkan-Verlag GmbH, 2004
[62] HIRSCH, J. H. UND GLAZIER, E. M.: Estimating plant investment costs. Chemical Engineering, 56 (1960) 12, S. 37 - 43
203
[63] HIRSCHBERG, H. G.: Handbuch Verfahrenstechnik und Anlagenbau. Che-mie, Technik, Wirtschaftlichkeit Berlin: Springer, 1999
[64] HOERNER JR. UND G. M.: Nomograph updates process equipment costs. Chemical Engineering (1976) May, S. 141 - 143
[65] HOLTKÖTTER, T.: Integriertes Equipment Modelling: Ein Beitrag zur Optimierung der Aufstellungsplanung von Chemieanlagen. Düsseldorf: VDI-Verlag, 2000
[66] HRSG: LÜGER: Lexikon der gesamten Technik 1904 - 1920, 2005
[67] HRSG: VEREIN DT. INGENIEURE: Angebotserstellung in der Investitionsgüterindustrie. Düsseldorf: VDI Verlag, 1983
[68] HÜGLER, G. L.: Controlling in Projektorgansationen. München: Verlag Barbara Kirsch, 1988
[69] HUMPHREYS, K. K. UND KATELL, S.: Basic-Cost Engineering. New York: Mar-cel Dekker Verlag, 1981
[70] JENKINS, J.: Realities of rising costs. PTQ (2007) Q3, S. 25 - 30
[71] JESS, ANDREAS, DEPNER, HOLGER: Thermische und katalytische Aufarbeitung von Rohgasen der Vergasung und Verkokung fester Brennstoffe. Chemie Ingenieur Technik, 69 (1997) 7, S. 970 - 973
[72] JOHNSTONE, R. E.: Pre-Design Estimation of the Capital Cost of chemical Plant. Trans. Instn. Chem. Engrs., 32 (1954), S. 151
[73] JOST, S.: Anpassung des Kölbel-Schulz-Preisindex durch Aufstellung einer neuen Kostenstruktur für die Gewerke, Studienarbeit, TU Berlin, Studienarbeit, 2004
[74] KAMPCZYK, B., HICKING, B. UND SCHMIDT-TRAUB, H.: More efficient plant design by modularization? Chemical Engineering & Technology, 27 (2004), S. 481 - 484
[75] KAMPCZYK, B.: Optimierung der rechnergestützten Aufstellungsplanung durch Modularisierung, Trassenrouting und erweiterte Wissensverarbeitung. Diss. Uni Dortmund, 2005
[76] KÖLBEL, H. UND SCHULZE, J.: Projektierung und Vorkalkulation in der chemischen Industrie. Berlin, Heidelberg, New York: Springer-Verlag, 1960
[77] KÖSTER, D.: Ein Assistenzsystem zur methodischen Unterstützung der Aufstellungsplanung von Chemieanlagen. Aachen: Shaker-Verlag, 1998
204
[78] KRATTINGER, R.: Objektorientierte Anlagenplanung am Beispiel einer Pumpengruppe - Objektorientierte Ansätze in der Ortsplanung., Diplom-arbeit, TU Berlin; Institut für Prozess- und Anlagentechnik, 2000
[79] LAL, D. P.: Accurately Estimate Production Costs. Chemical Engineering Progress (2002) April, S. 72 - 76
[80] LANG, H. J.: Simplified Approach to Preliminary Cost Estimates. Chem. Eng., 1948 (1948) June, S. 112/113
[81] LEDERHOSE, M.: Rechnergestützter Entwurf von Grundmodellen und deren Verrohrung als Mittel der Aufstellungsplanung und Kostenschätzung im Anlagenbau. Diss. Uni Dortmund, 2004
[82] LÜNEBURG, W. UND ZAHN, W.: Modulare Anlagentechnik. Chemie In-genieur Technik, 75 (2003) 8, S. 1002
[83] MACH, E.: Planung und Errichtung chemischer Anlagen. Aarau und Frankfurt/Main: Verlag Sauerländer, 1971
[84] MAYAS, L., GROSS, B., GROSS, M. UND SCHUH, G.: Wettbewerbsfähigkeit durch Modularisierung. VDI-Zeitschrift (1993), S. 64 - 66
[85] MILLER, C. A.: New Cost Factors Give Quick, Accurate Estimates. Chemi-cal Engineering (1965) September 13, S. 226 - 236
[86] MILLER, T. D. UND ELGARD, P.: Defining Modules, Modularity and Modularization. In: Design for Integration in Manufacturing. Proceedings of the 13th IPS Research Seminar, Aalborg University 1998
[87] MILLER, T. D. UND ELGARD, P.: Defining Modules, Modularity and Modularization. In: Design for Integration in Manufacturing. Proceedings of the 13th IPS Research Seminar, Aalborg University 1998
[88] MUTSCHALL, R.: Entwicklung einer Methode für die rechnergestützte Aufstellungsplanung verfahrenstechnischer Anlagen. Aachen: Shaker-Verlag, 1995
[89] NAGL, M. UND WESTFECHTEL, B.: Integration von Entwicklungssystemen in Ingenieuranwendungen. Berlin, Heidelberg: Springer Verlag, 1999
[90] NEUGEBAUER, J.: Zur Ermittlung zulässiger Stutzenlasten von Chemienormpumpen unter Berücksichtigung maßgeblicher Grenzzutände. Essen: Vulkan-Verlag, 1987
[91] NIPPER, N.: Rechnergestützte Erstellung und Bewertung von Rohrleitungsverläufen für den Chemieanlagenbau. Düsseldorf: VDI-Verlag, 2000
[92] NKUAH, M. Y.: Progress and Performance Control of a Cost Reimbursable Construction Contract. Cost Engineering, 48 (2006) 5, S. 13 - 18
205
[93] O'DONNEL, J. P.: New Correlation of Engineering and Other Indirect Project Costs. Chem. Eng., 60 (1953) 1, S. 188
[94] OPRZYNSKI, J.: Verbesserung der Datenintegration von CAD-Systemen für den Chemieanlagenbau basierend auf einem relationalen Datenbank-Management-System. Düsseldorf: VDI-Verlag, 1996
[95] PENG, L.-C.: Stress Anaylsis for Pipng Systems Resting on Support. Chemical Engineering (2006) February, S. 48 - 51
[96] PERRY, R. H. UND GREEN, D. W.: Perry's Chemicla Engineer's Handbook, Eighth Edition. Aukland u. a.: McGraw Hill, 1998
[97] PETERS, M. S. UND TIMMERHAUS, K. D.: Plant Design and Economics for Chemical Engineers, Chemical Engineering Design. Aukland u. a.: Mc-Graw Hill, 2003
[98] PIKULIK, A. UND DIAZ, H. E.: Cost Estimating Major Process Equipment. Chem. Eng. (1977) 10, S. 107 - 122
[99] PINTELTON, L. UND VAN PUYVELDE, F.: Estimating Plant Construction Costs. Chemical Engineering (1997) August, S. 98 - 104
[100] PRINZING, P., RÖDL, R. UND AICHERT, D.: Investitionsabschätzung für Chemieanlagen. Chemie Ingenieur Technik, 57 (1985) 1, S. 8 - 14
[101] RAPP, J. UND HANDL, R.: Kosteneinsparungen durch verbesserte Berücksichtigung von Stutzenlasten im Chemieanlagenbau. Chemie In-genieur Technik, 77 (2005) 10, S. 1568 - 1570
[102] RATHBAUER, P.: Evolutionsstrategische Erzeugung eines kostenminimalen Entwurfs der AS-Kreislaufwäsche unter Berücksichtigung von Verfahrensvarianten., Diplomarbeit, TU Berlin, FG DBTA, 2003
[103] RICHERT, H.: Ein numerisch-heuristisches System zur Rohrleitungsplanung verfahrenstechnischer Anlagen. Düsseldorf: VDI-Verlag, 2001
[104] RÖVER, H.: Ein Beitrag zur Kopplung von Flow-Sheeting Programmen mit CAD-Systemen bei der Anlagenplanung". Aachen: Shaker, 1994
[105] SATTLER, K. UND KASPER, W.: Verfahrenstechnische Anlagen. Planung, Bau und Betrieb Weinheim, New York: Wiley-VCH, 2000
[106] SATTLER, K.: Thermische Trennverfahren. Weinheim: VCH Verlagsgesell-schaft mbH, 1999
[107] SCHEMBRA, M.: Daten und Methoden zur Vorkalkulation des Anlagenkapitalbedarfs von Chemieanlagen, Diss. TU Berlin, 1991
206
[108] SCHMALEN, H.: Grundlagen und Probleme der Betriebswirtschaft. Köln: Wirtschaftsverlag Bachem, 1996
[109] SCHMIDT-TRAUB, H., HOLTKÖTTER, T., LEDERHOSE, M. UND LEUDERS, P.: An Approach to Plant Layout Optimization. Chem. Eng. Technol., 22 (1999) 2, S. 105 - 109
[110] SCHMIDT-TRAUB, H., LEUDERS, P., LEDERHOSE, M. UND BURDORF, A: Systematischer Ansatz zur rechnergestützten Optimierung von Aufstellungsentwürfen von Chemieanlagen. Chemie Ingenieur Technik, 73 (2001) 1 + 2, S. 40 - 43
[111] SCHULZE, J. UND HASSAN, A.: Methoden der Material- und Energiebilanzierung bei der Projektierung von Chemieanlagen. Wein-heim: Verlag Chemie, 1981
[112] SCHULZE, J.: Modernisierter Preisindex für Chemieanlagen. Zeitliche Um-basierung und strukturelle Anpassung Chem. Ind., 103 (1980) Nr. 10, S. 657 - 663
[113] SCHÜPPHAUS, KLAUS: Cleaning of coke-oven gas for use as fuel. Steel Ti-mes, 225 (1997) 5, S. 186 - 188
[114] SMITH, B. D.: Sizing the Economic Pipe. Chemical Engineering (1989) September, S. 201 - 204
[115] SONNENSCHEIN, R.: Ein wissensbasiertes System zur Instrumentierung von Chemieanlagen. Düsseldorf: VDI-Verlag, 1995
[116] STALLWORTHY, E. A.: The Viewpoint of a Large Chemical Manufacturing Company. The Chemical Engineer (1970) June, S. 182 - 189
[117] STRAUCH, U.: Autorouting zur Kostenschätzung. Vortrag beim 4. Berliner Symposium "Computergestützte Anlagenplanung", Berlin 2003
[118] STRAUCH, U.: Untersuchung der Prozeßdynamik in der chemischen Absorption., Diplomarbeit, TU Berlin, FG DBTA, 2000
[119] TAYLOR, J. H.: The Process Step Scoring. Method for Making Quick Capi-tal Estimates Process and Engineering Economics (1977) 2, S. 259 - 267
[120] TIPPMER, K.: Rückgewinnung von Prozess und Brauchwasser sowie Wertstoffen aus dem Abwasser der Kokerei KT 45., Kokereitechnik Es-sen 1988
[121] TIPPMER, K.: Verfahren zur Gewinnung von Schwefel nach dem Claus-Verfahren aus Kokereigas. 1986
[122] TUTHILL, A. H.: Installed cost of corrision-resistant piping. Part 1 - prod-uct transfer piping Chemical Engineering (1986) March 3rd, S. 113 - 115
207
[123] TUTHILL, A. H.: Installed cost of corrision-resistant piping. Part 2 - proc-ess piping Chemical Engineering (1986) March 31th, S. 125 - 128
[124] TUTHILL, A. H.: Installed cost of corrision-resistant piping. Part 3 - bleach-plant piping Chemical Engineering (1986) April 28th, S. 83 - 84
[125] TUTHILL, A. H.: Installed cost of corrision-resistant piping. Part 4 Chemi-cal Engineering (1986) May 26th, S. 99 - 100
[126] TUTHILL, A. H.: Installed cost of corrision-resistant piping. Part 5 - sum-mary and conclusions Chemical Engineering (1986) June 23th, S. 131 - 133
[127] ULRICH G. D. UND VASUDEVAN, P. T.: How to Estimate Utility Costs. Chemi-cal Engineering (2006) April, S. 66 - 69
[128] ULRICH, G. D. UND VASUDEVAN, T.: Short-Cut Piping Costs. Chem. Eng. (2006) March, S. 44 - 49
[129] ULRICH, G. D.: A Guide to Chemical Eingineering Process Design and Economics. New York: John Wiley & Sons, 1984
[130] ULRICH, K. UND TUNG, K: Fundamentals of product modularity. Issues in Design/Manufacture Integration (1991) 39, S. 73 - 79
[131] VAN HOEVE, R.: Did you ever Consider Installing New Versus Relocated Plants an Investments. In: SEMOLIC, B. (Hrsg.): 5th Congress on Cost Engineering, Project Management & Quantity Surveying. Ljubljana, 2006, OCE-08
[132] VATAVUK, W. M.: How to Estimate Operating Costs. Chemical Engineering (2005) July, S. 33 - 37
[133] VATAVUK, W. M.: Updating the CE Plant Cost Index. Chem. Eng. (2002) January, S. 62 - 70
[134] VAUCK, W. R. A. UND MÜLLER, H. A.: Grundoperationen chemischer Verfahrenstechnik. Leipzig: VEB Deutscher Verlag für Grundstoffindust-rie, 1989
[135] VETTER, G. UND THEIR, B.: Pumpen. Bauelemente der Anlagentechnik Es-sen: Vulkan Verlag, 1986
[136] VIEHWEGER, G.: Die Vorkalkulation von Investitionskosten für Chemieanlagen mit prozessorientierten Zuschlagsfaktoren. Chem. Techn., 21 (1969) Nr. 11, S. 713 - 719
[137] WAGNER, W.: Planung im Anlagenbau. Würzburg: Vogel Buchverlag, 1998
208
[138] WEITEN, M.: Objektorientierte Methoden in der Anlagenplanung - Optimierung des Planungsprozesses von Kokereigasreinigungsanlagen., Diplomarbeit, TU Berlin; Institut für Prozess- und Anlagentechnik, 2000
[139] WILKE, G. UND PECAR, B.: Equipment Costs: Don't ignore tomorrow. Che-mical Engineering (1995) August, S. 74 - 76
[140] WILKE, G. UND PECAR, B.: Equipment Costs: Don't ignore tomorrow. Che-mical Engineering (1995) August, S. 74 - 76
[141] WILSON. G. T.: Capital Investment for Chemical Plant. Brit. Chem. Eng., 16 (1971) Oct, S. 931 - 934
[142] WILSON. G. T.: Capital Investment for Chemical Plant. Brit. Chem. Eng., 16 (1971) Oct, S. 931 - 934
[143] WÖHE, G.: Einführung in die allgemeine Betriebswirtschaftslehre. Mün-chen: Verlag Franz Vahlen GmbH, 1996
[144] WROTH, W. F.: Factors in Cost Estimating. Chemical Engineering, 67 (1960) Oct. 17th, S. 204
[145] WROTH, W. F.: Storage and Process Tanks. Chemical Engineering (1960) October 31, S. 124
[146] ZEVNIK, F. C. UND BUCHANAN, R. L.: Generalized correlation of process investment. Chemical Engineering Progress, 59 (1963) Febr., S. 70
209
Betreute Studien- und Diplomarbeiten
Im Rahmen der Dissertation wurden folgende Studien- und Diplomarbeiten be-
treut:
ENGELHARDT, D.: Aufbau einer neuen Datenbankstruktur in Comos PT unter
Berücksichtigung der Verfahrensfließbilderstellung und Integration von
verfahrenstechnischen Daten aus der Prozesssimulation, Diplomarbeit, TU Ber-
lin, 2003
BUBEL, V.: Standardisierung und Kostenmodellierung am Beispiel einer
Pumpengruppe in der A/S-Kreislaufwäsche, Diplomarbeit, TU Berlin, 2004
TCHOKO, S.: Entwicklung eines Anlagendokumentationssystems für das Fachge-
biet DBTA, Studienarbeit, TU Berlin, 2004
HADY, L.: Modulare Kostenschätzung in der Praxis, Diplomarbeit, TU Berlin, 2006
Xu, C.: Kostenschätzung verfahrenstechnischer Anlagen – Schätzung von
Rohrleitungs- und Stahlbaukosten mit Hilfe moderner CAE-Werkzeuge,
Studienarbeit, TU Berlin, 2007





























