Embed Size (px)
Citation preview

LIUC - Ingegneria Gestionale 1
Corso di Tecnologia Meccanica
Modulo 3.8Deformazione plastica

LIUC - Ingegneria Gestionale 2
Lavorazione a freddo della lamiera
LIUC - Ingegneria Gestionale 3
Lavorazione a freddo delle lamiere
È il processo più diffuso per la produzione di grande serie di componentistica metallica tipica del settore automobilistico, degli elettrodomestici e delle attrezzature in generale.Si compone di più lavorazioni quali:
Tranciatura o punzonaturaPiegaturaImbutituraCurvatura o calandraturaProfilatura

LIUC - Ingegneria Gestionale 4
Tranciatura
LIUC - Ingegneria Gestionale 5
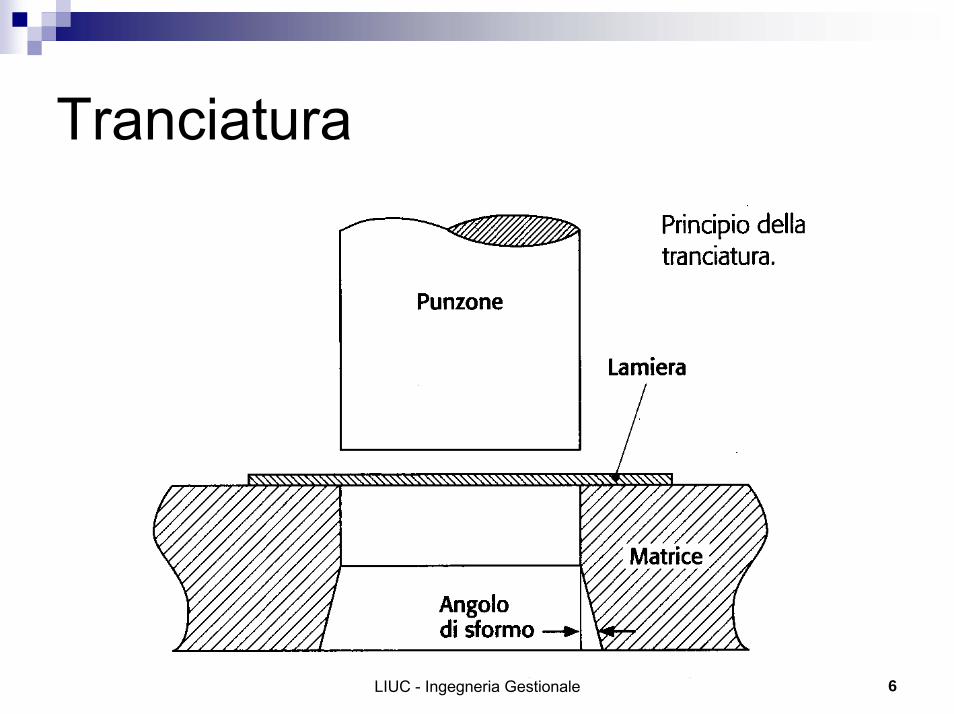
Tranciatura È un’operazione in grado di tagliare sezioni piane prefissate di lamiera in quadrotti o nastriViene eseguita su una pressa grazie ad uno stampo composto da due parti:
Matrice vincolata alla parte fissa della pressaPunzone solidale con la slitta
Il punzone penetra nella lamiera e la attraversa asportando un profilo di materiale di sagoma pari alla sezione del punzoneLa parte asportata, attraverso un foro nella parte fissa della pressa viene raccolta come sfrido nella parte bassa della pressa per essere evacuatoIl gioco tra punzone e foro della matrice deve avere un certo gioco che deve essere tanto più grande quanto più:
La lamiera è di spessore elevatoLa resistenza a trazione del materiale è elevata
LIUC - Ingegneria Gestionale 6
Tranciatura
LIUC - Ingegneria Gestionale 7
Tranciatura e punzonatura
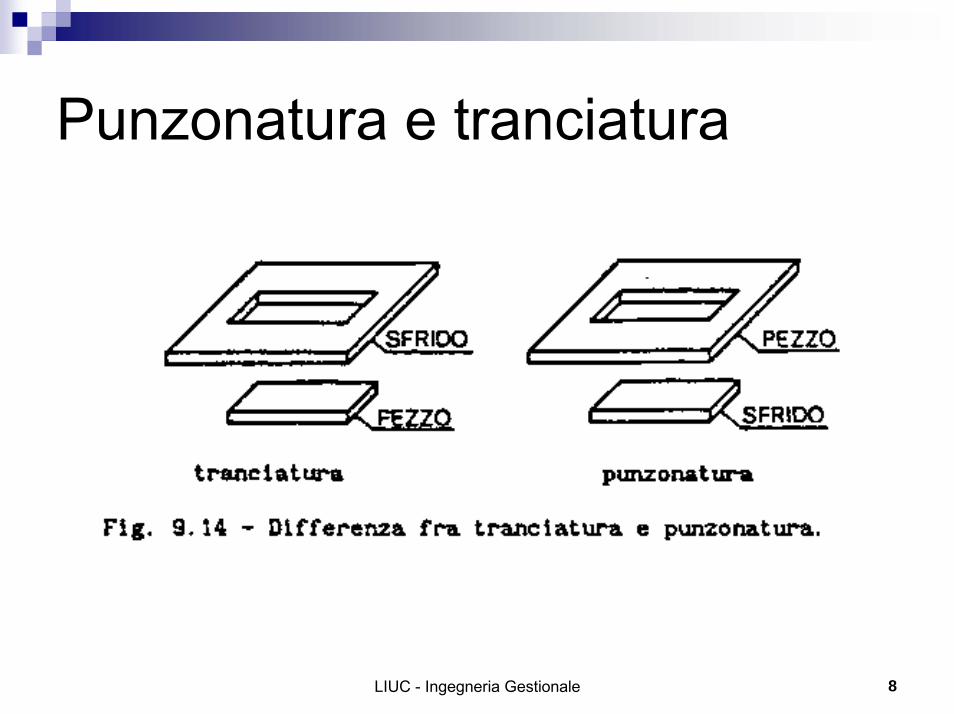
Si parla di tranciatura quando il pezzo tagliato è il prodotto e la parte rimanente èlo sfridoSi parla invece di punzonatura quando la lamiera forata è il prodotto e lo sfrido èinvece la parte asportata
LIUC - Ingegneria Gestionale 8
Punzonatura e tranciatura
LIUC - Ingegneria Gestionale 9
Schema di tranciatura
Esempio, lamiera di altezza pari a 5 mm1. Il punzone comincia penetrare e deforma
plasticamente il materiale2. A circa 1,3 mm viene superato il carico di resistenza
del materiale3. Si creano delle fessure in corrispondenza del bordo
di matrice e punzone4. A 1,5 mm basta un leggera pressione per
distaccare il tondello
LIUC - Ingegneria Gestionale 10
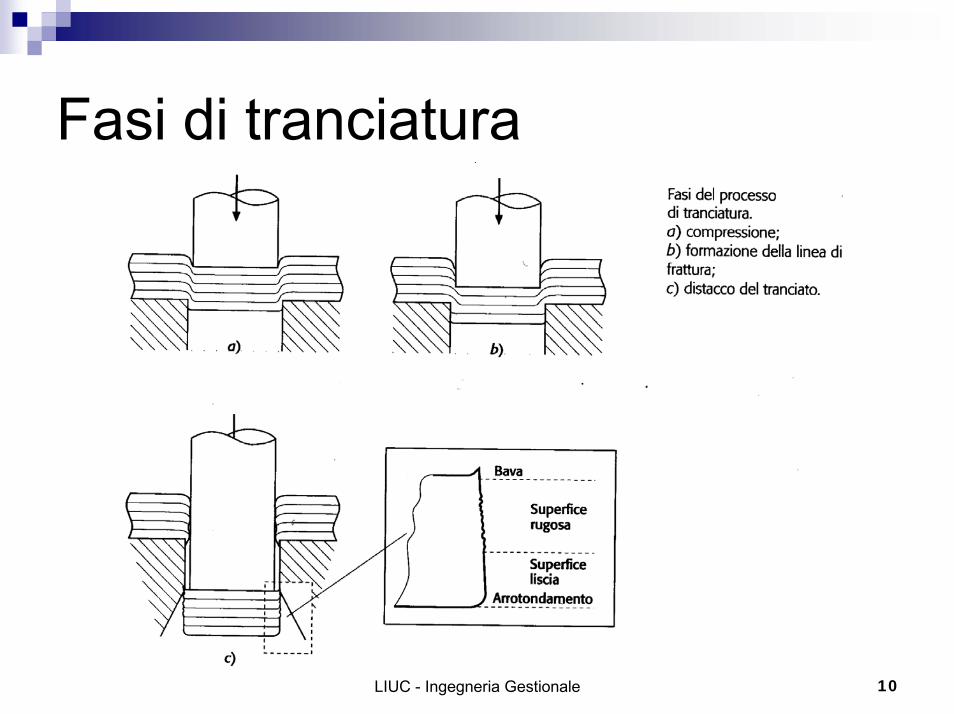
Fasi di tranciatura

LIUC - Ingegneria Gestionale 11
LIUC - Ingegneria Gestionale 12
LIUC - Ingegneria Gestionale 13
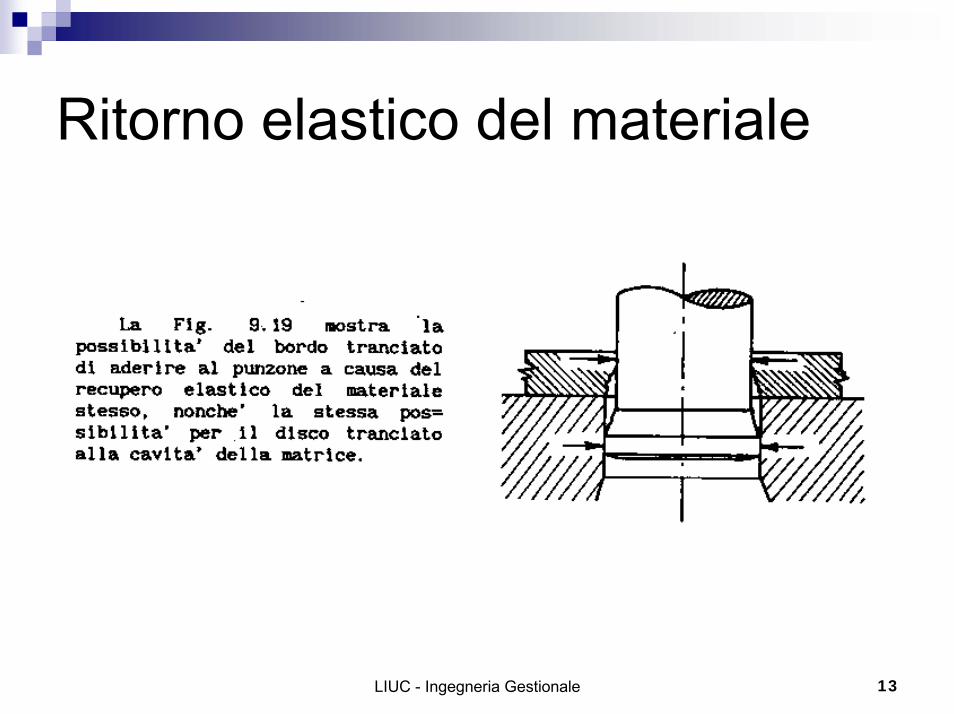
Ritorno elastico del materiale
LIUC - Ingegneria Gestionale 14
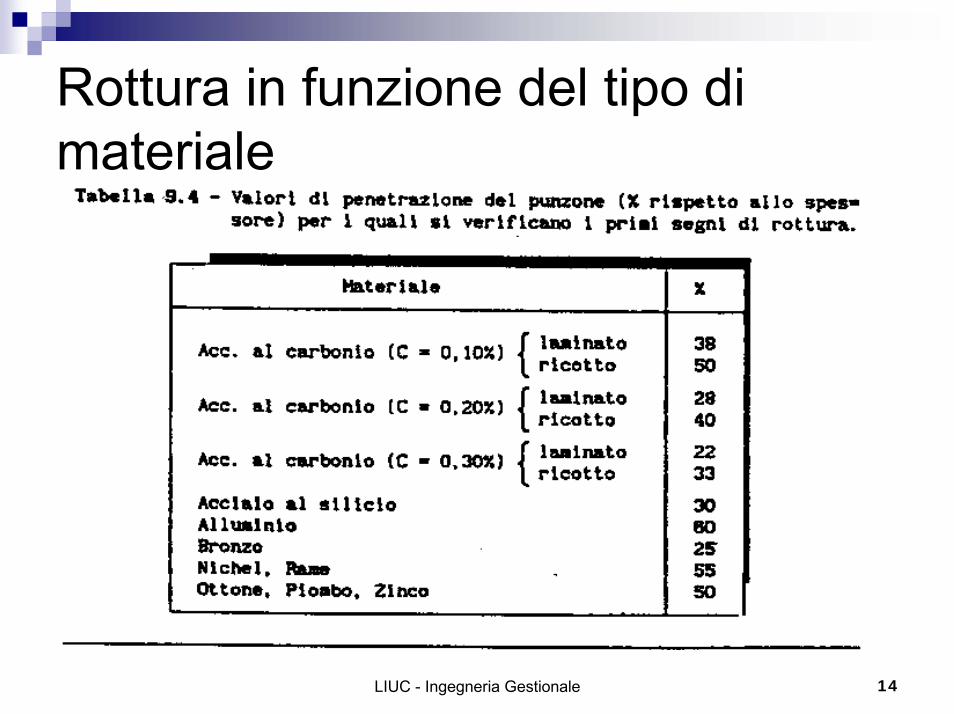
Rottura in funzione del tipo di materiale
LIUC - Ingegneria Gestionale 15
Tranciatura
La sezione del tondello tranciato presenta una morfologia tipica caratterizzata da:
Uno spigolo arrotondato caratteristico della superficie opposta a quella ove interviene il punzone Una zona liscia nel tratto opposto a quello del punzone che ha strisciato sulla matrice al momento del distaccoUna zona rugosa esemplificativa del fenomeno di fratturaUno spigolo rivolto verso il punzone presentante bave

LIUC - Ingegneria Gestionale 16
Forma del profilo tranciato
LIUC - Ingegneria Gestionale 17
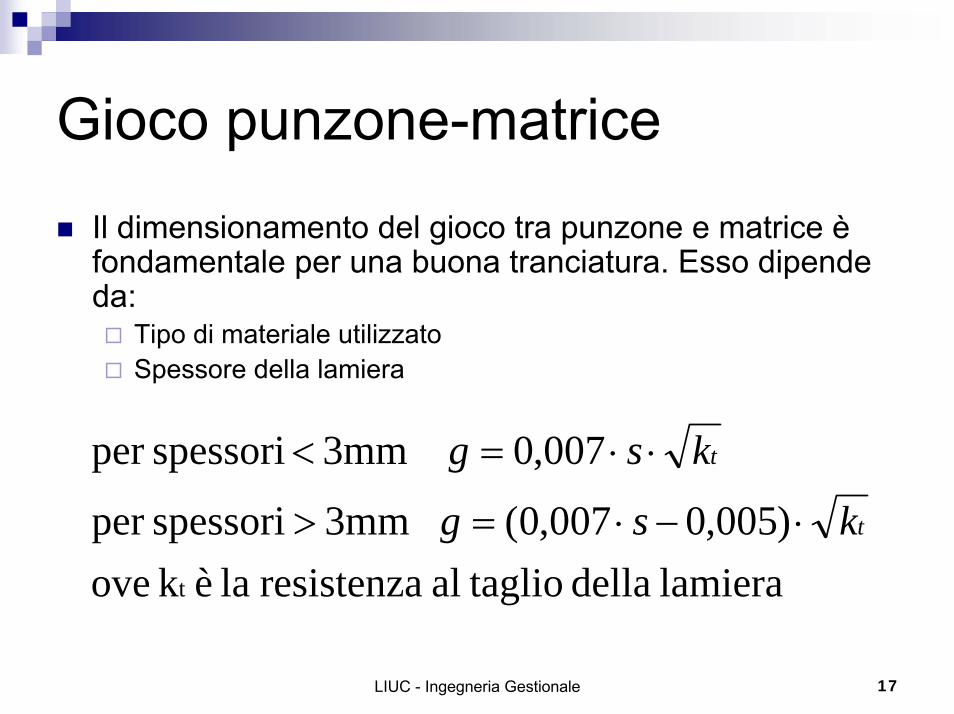
Gioco punzone-matrice
Il dimensionamento del gioco tra punzone e matrice èfondamentale per una buona tranciatura. Esso dipende da:
Tipo di materiale utilizzatoSpessore della lamiera
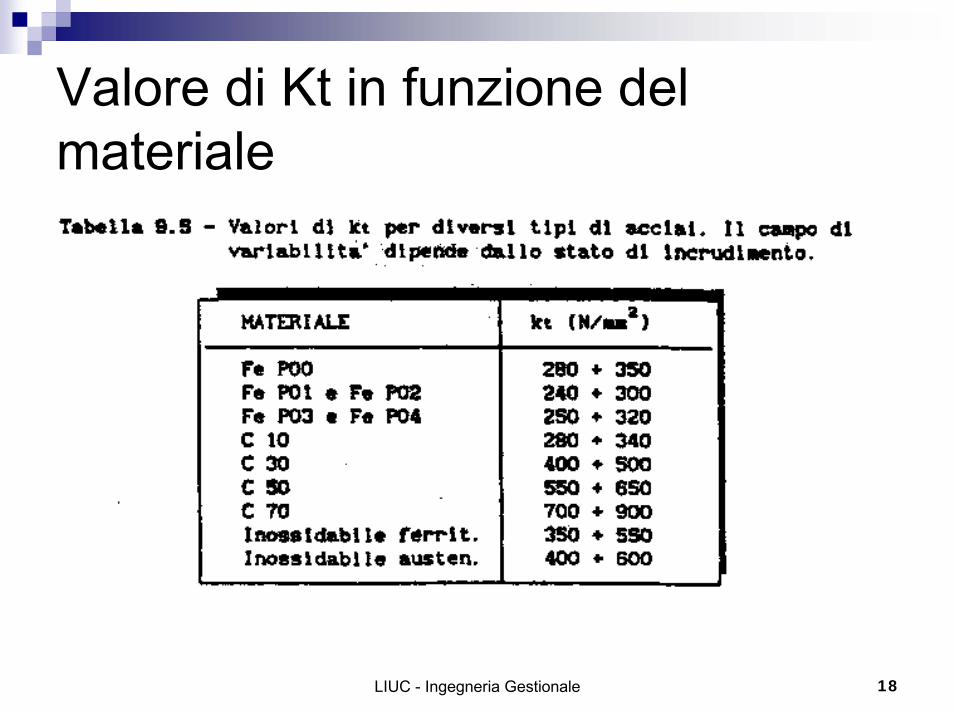
lamiera della taglioal resistenza la è k ove)005,0007,0( 3mm spessoriper
007,0 3mm spessoriper
t
t
t
ksg
ksg
⋅−⋅=>
⋅⋅=<
LIUC - Ingegneria Gestionale 18
Valore di Kt in funzione del materiale
LIUC - Ingegneria Gestionale 19
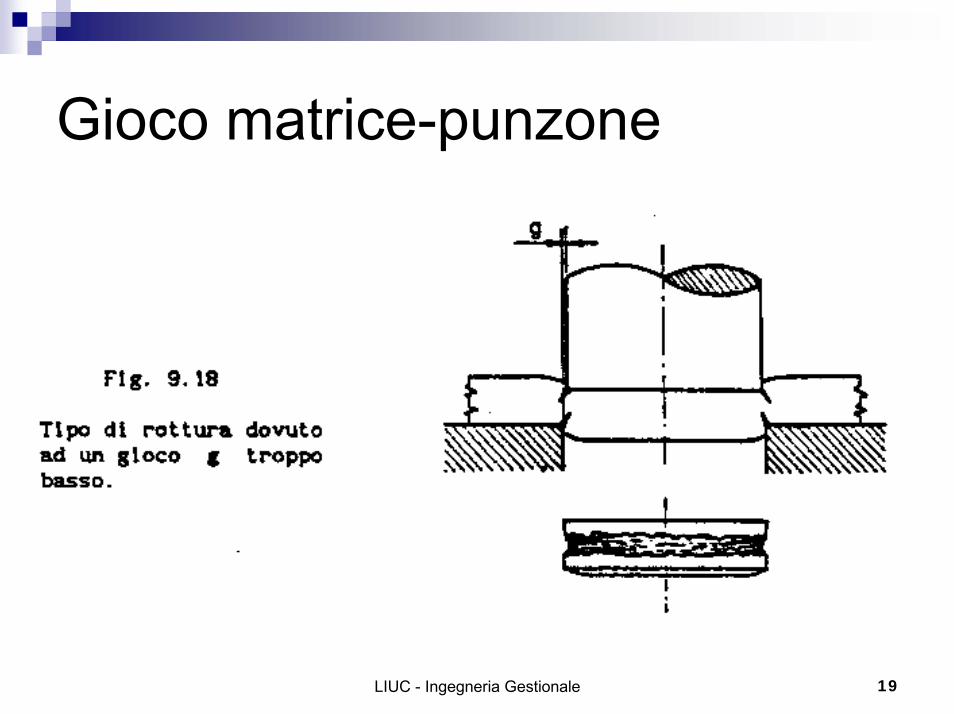
Gioco matrice-punzone
LIUC - Ingegneria Gestionale 20
Stampi di tranciatura
Dimensionamento:Nella punzonatura il diametro del foro è stabilito dal punzone e la matrice deve essere maggiorata di 2gNella tranciatura le dimensioni del pezzo sono quelle dalla matrice ed il punzone dovrà essere ridotto di 2g
L’usura dello stampo può comportare:Aumento giochi matrice-punzoneArrotondamento degli spigoli taglientiScheggiature
La deriva di tali fenomeni può portare progressivamente allo scarto dei pezzi tranciati
LIUC - Ingegneria Gestionale 21
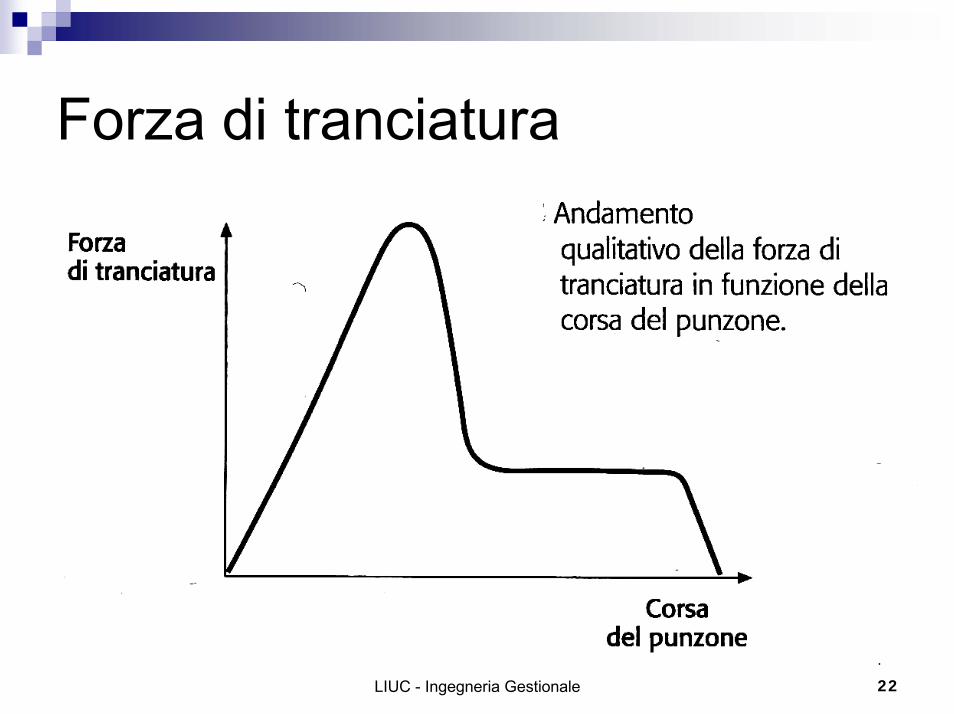
Forza di tranciaturaLa forza di tranciatura è influenzata dal tipo di punzone e di matrice, è variabile durante il processo e massima al momento della fratturaLa forza massima può essere determinata con la formula:
Pmax = l s σkOvel è il perimetro del profilo tranciatos è lo spessore del materialeσk è la resistenza specifica a taglio pari a 4/5 Rw essendo Rw la resistenza
a trazione del materialeÈ poi opportuno maggiorare il valore trovato di circa il 20% al fine ditenere conto dei fenomeni di attrito e di usura dello stampoEsistono diversi casi specifici
LIUC - Ingegneria Gestionale 22
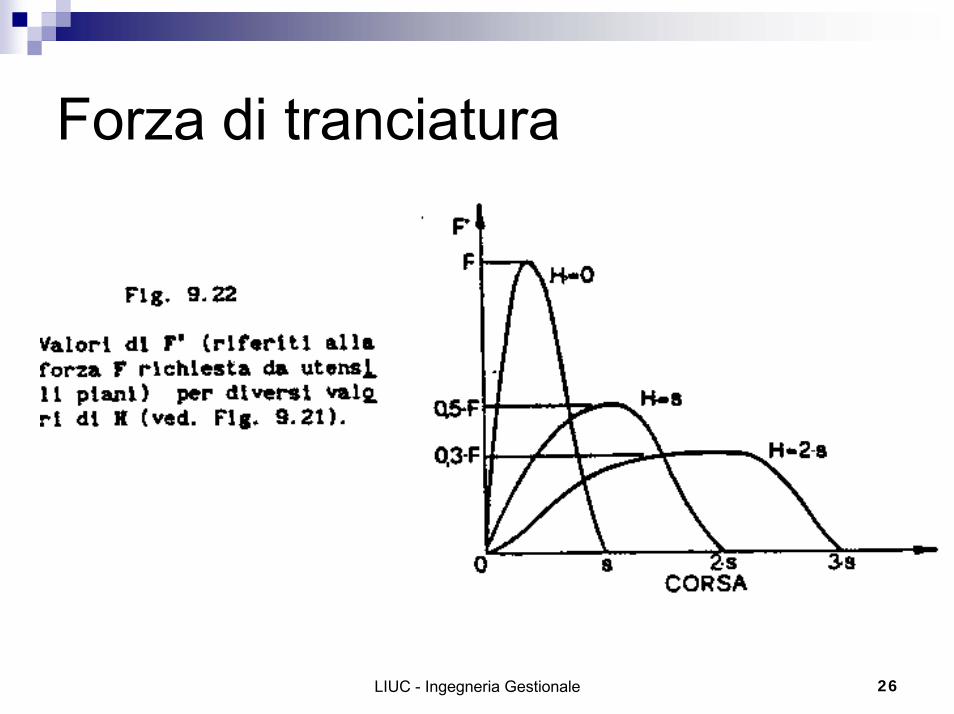
Forza di tranciatura
LIUC - Ingegneria Gestionale 23
Punzone e matrice piani
I piani taglienti di punzone e matrice sono paralleliIl valore della forza è massimo a circa il 30% dello spessore della lamieraLa frattura si propaga immediatamente su tutto il perimetro e la forza cala poi bruscamente (non si annulla a causa dei fenomeni di strisciamento)Nel caso di gioco scorretto la forza necessariuarisulta maggiore
LIUC - Ingegneria Gestionale 24
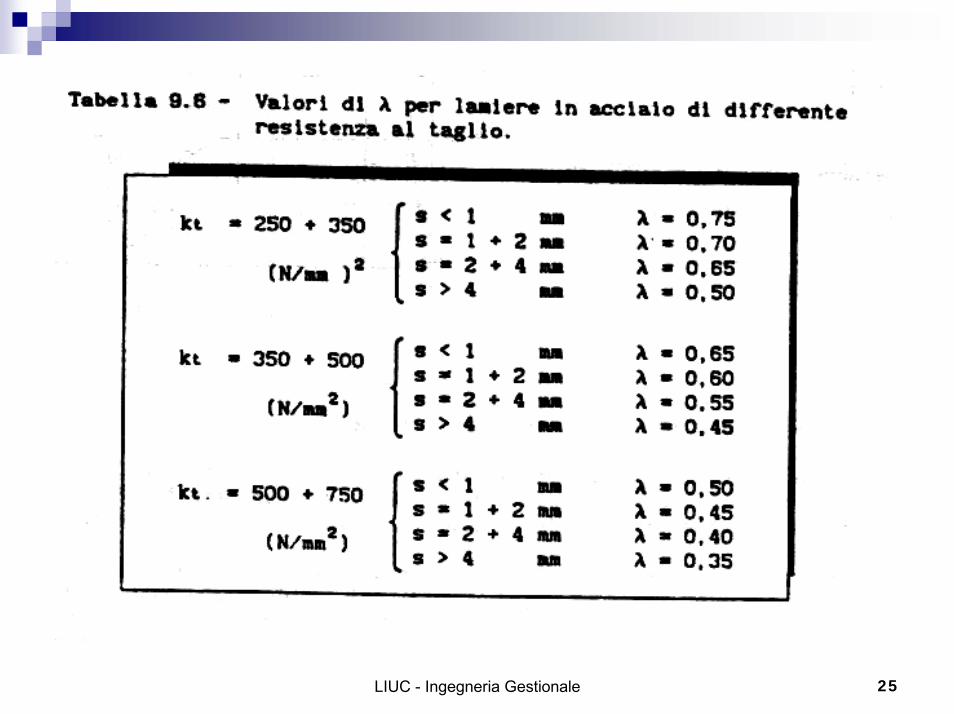
Forza ed energia
forza la esercita si cuisu superficie della areal' èA tranciareda materiale del taglioal resistenza la èkt
oveAktF ⋅=
lamiera della spessore lo è slamiera della spessore
tranciatomaterialeda dipende e media e massima forza trarapporto il è
ove
⇒⇒
⋅⋅=
λ
λ sFE
LIUC - Ingegneria Gestionale 25
LIUC - Ingegneria Gestionale 26
Forza di tranciatura
LIUC - Ingegneria Gestionale 27
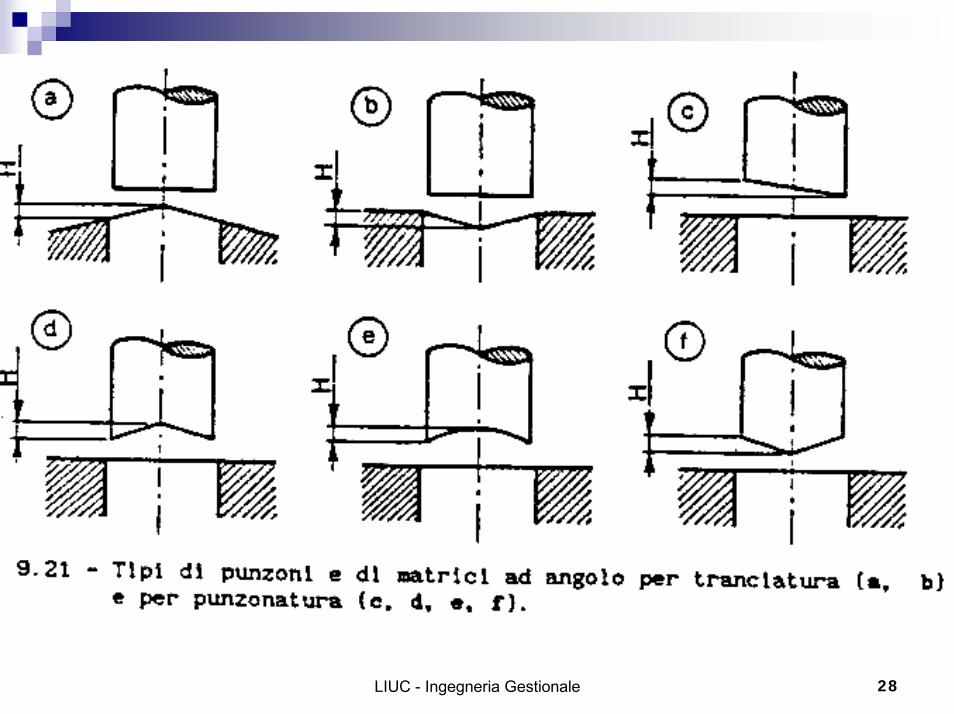
Punzone e matrice inclinati
Il punzone o la matrice presentano piani taglienti inclinatiCaratteristiche:
Forza massima generalmente minore (in funzione dell’extra corsa del punzone)Energia richiesta invariataEvitare angoli di inclinazione eccessivi al fine di evitare rapida usura dei punzoni
LIUC - Ingegneria Gestionale 28
LIUC - Ingegneria Gestionale 29
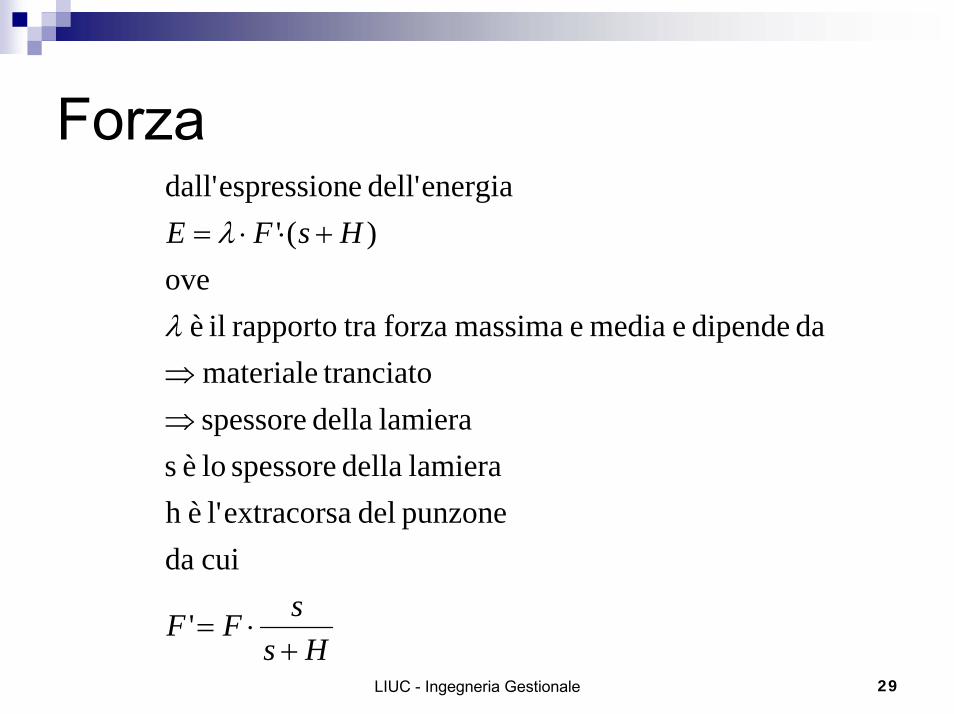
Forza
HssFF
HsFE
+⋅=
⇒⇒
+⋅⋅=
'
cui dapunzone del extracorsal' èh lamiera della spessore lo è s
lamiera della spessore tranciatomateriale
da dipende e media e massima forza trarapporto il è ove
)('energiadell'eespressiondall'
λ
λ
LIUC - Ingegneria Gestionale 30
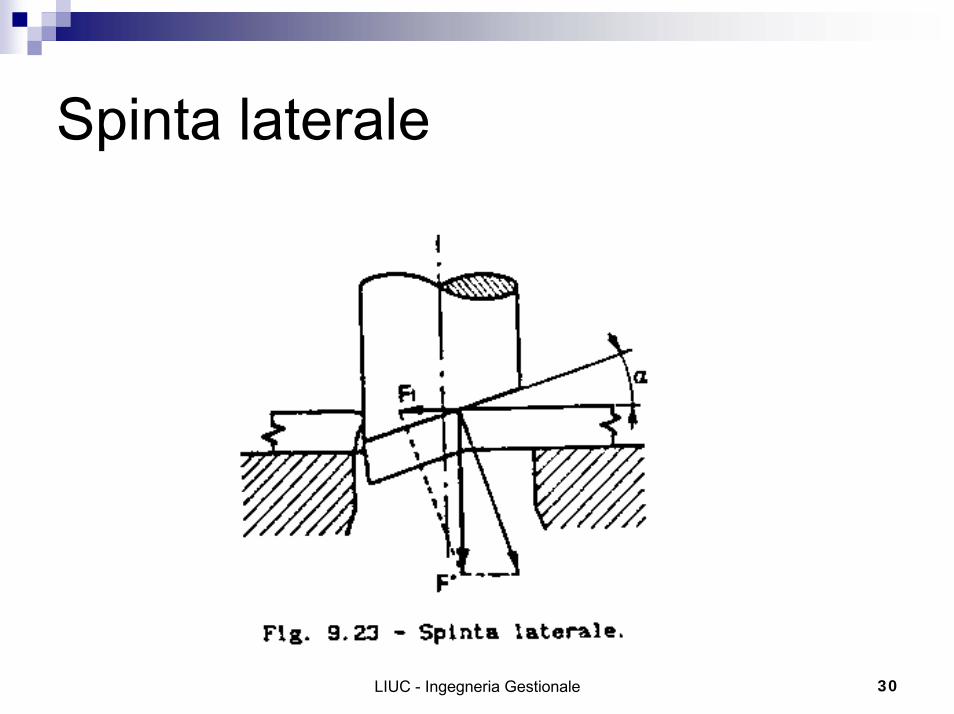
Spinta laterale
LIUC - Ingegneria Gestionale 31
Energia
lamiera della spessore lo è s2s Hper 0,8 - 0,7sHper 0,6- 0,5
a pari è 'ove
)(''
=⇒=⇒
+⋅⋅=
λ
λ HsFE
LIUC - Ingegneria Gestionale 32
Tranciatura con stampiCaratteristiche dello stampo:
Matrice e punzone prodotti con acciai per utensili ad alto contenuto di carbonio e trattati termicamente e spigoli a raggionulloPiastre di sostegno in acciaio standardPresenza di premilamiera per evitare deformazioni non voluteDisposizione dei pezzi a minimizzare lo sfridoCodoli di riferimento per il passo da tenere nel caso di nastriGuide per tenere il nastro aderente alla matrice e evitare fuoriuscite dalla sedePresse generalmente meccanicheProduzione garantita anche di più di 100.000 pezzi previa riaffilatura ogni 10.000 – 20.000 battute
LIUC - Ingegneria Gestionale 33
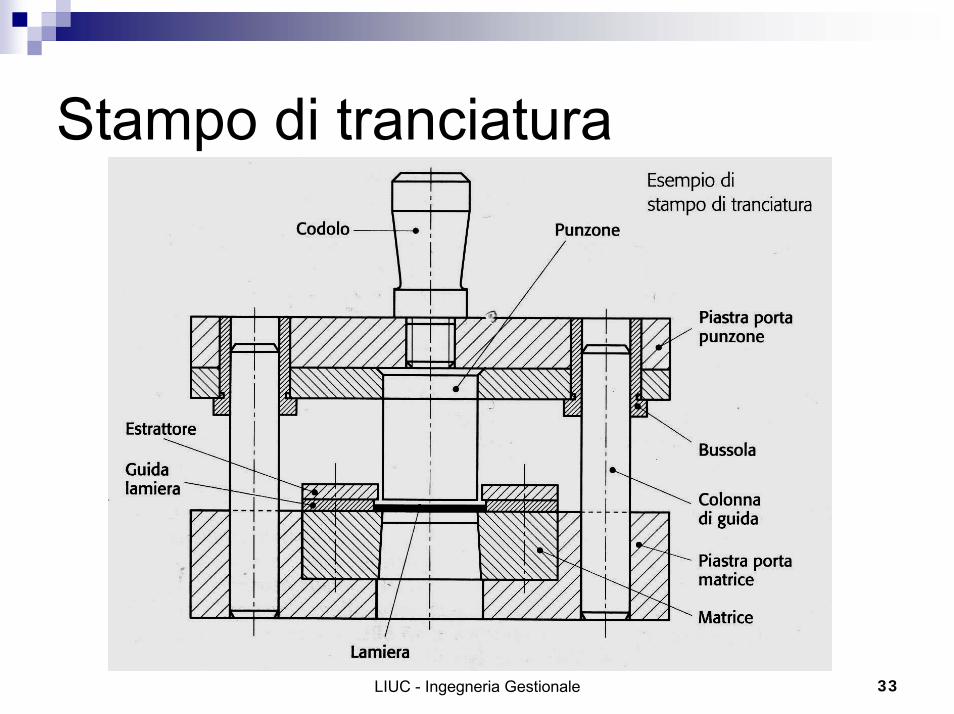
Stampo di tranciatura
LIUC - Ingegneria Gestionale 34
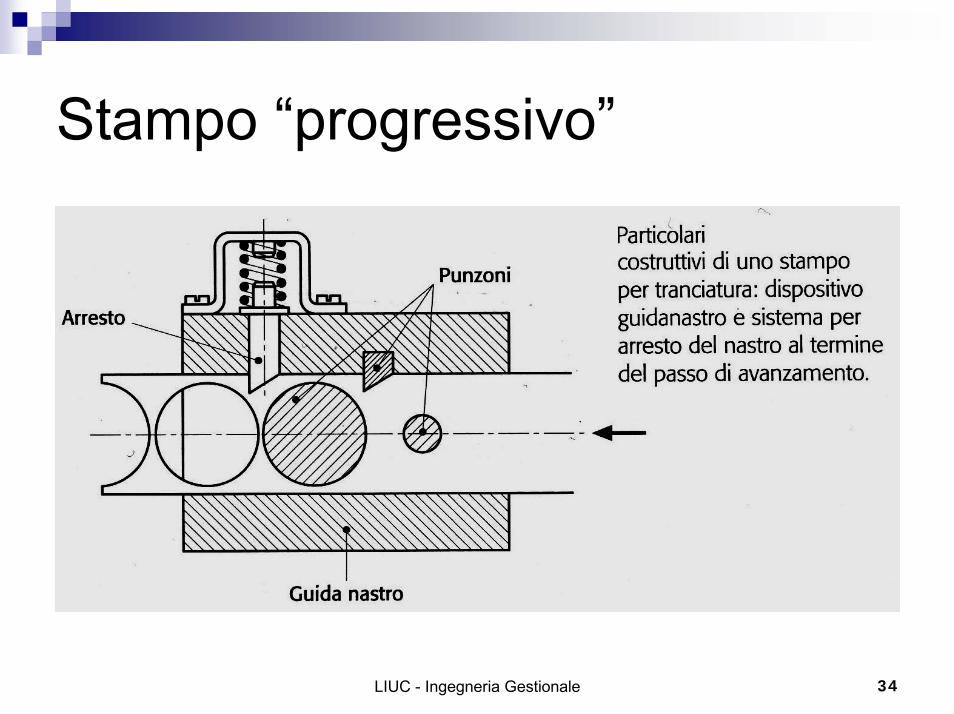
Stampo “progressivo”
LIUC - Ingegneria Gestionale 35
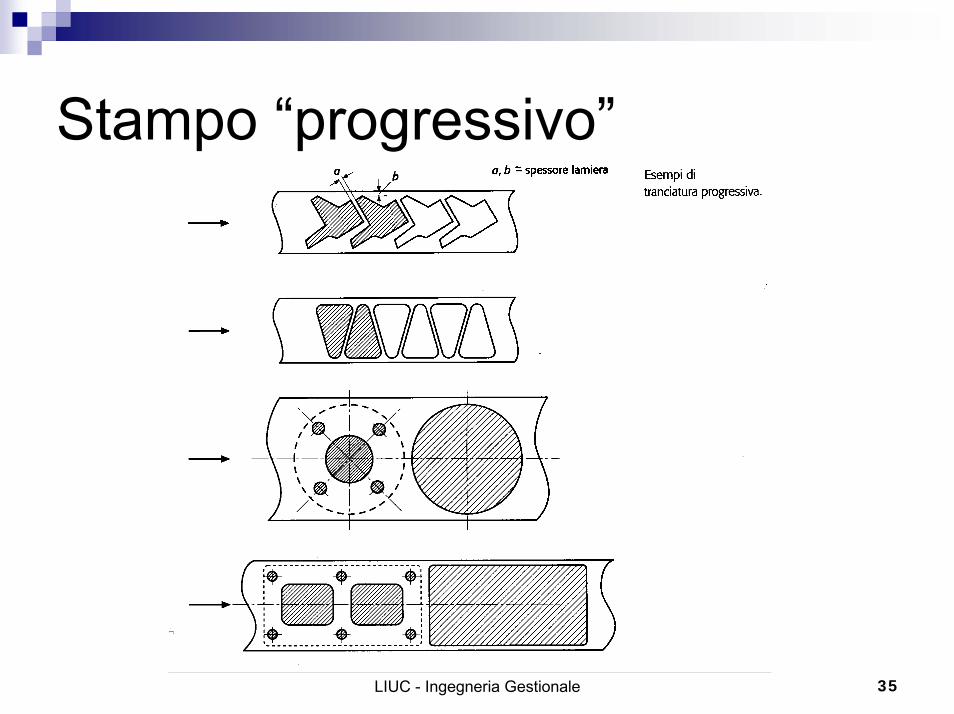
Stampo “progressivo”
LIUC - Ingegneria Gestionale 36
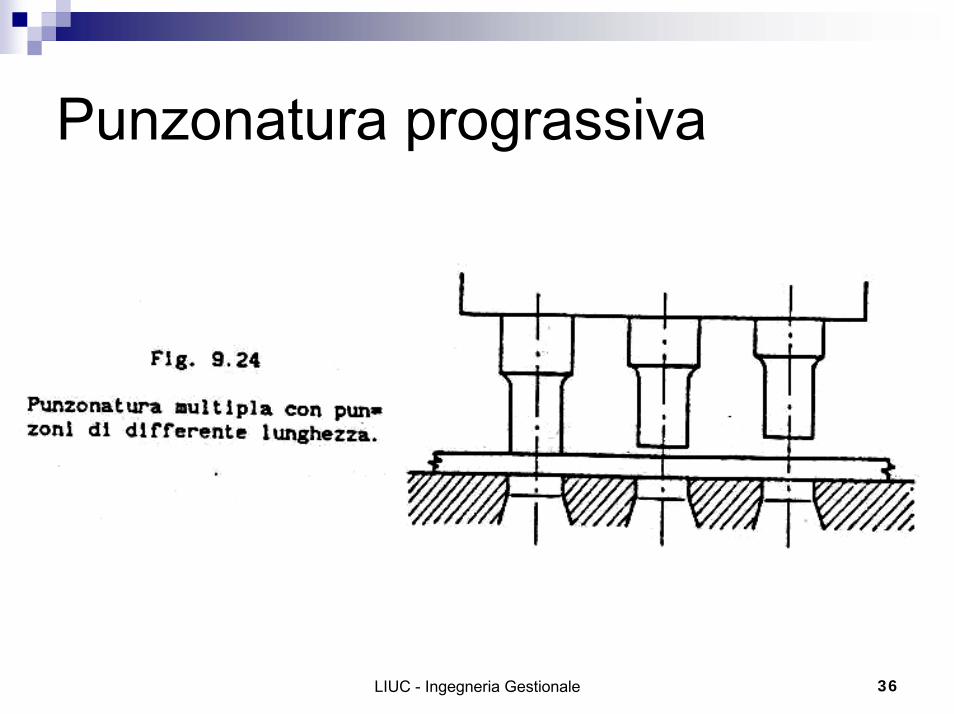
Punzonatura prograssiva
LIUC - Ingegneria Gestionale 37
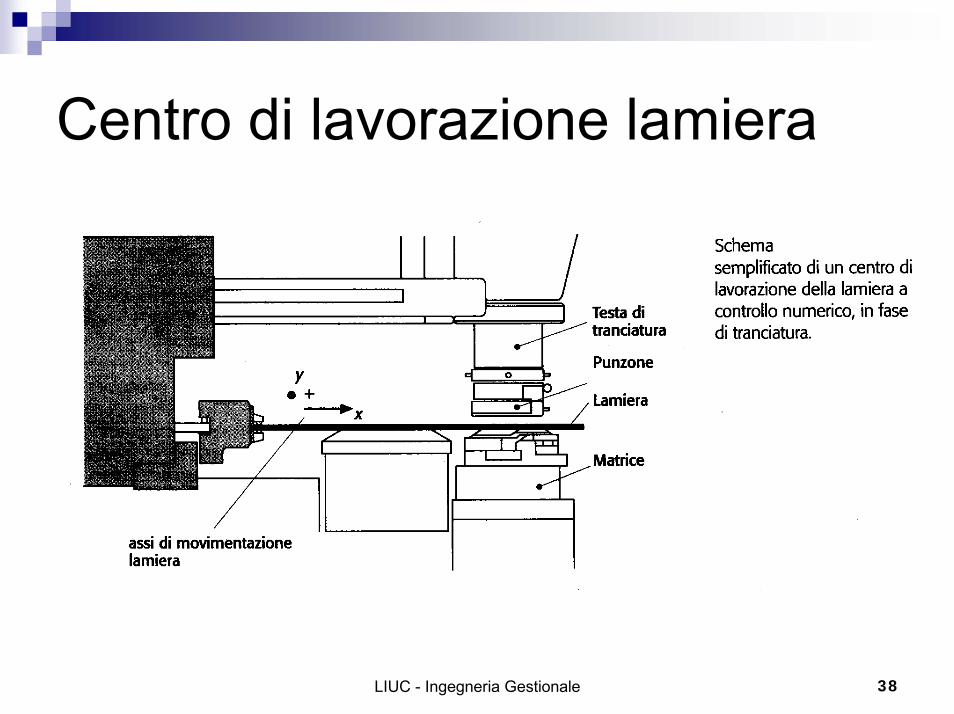
Tranciatura su centri di lavorazione lamiere
I centri di lavoro a controllo numerico vengono utilizzati per piccoli lotti di pezzi ove non risulta conveniente un grande investimento in stampiIl deposito di punzoni e matrici del centro consente di ottenere con una traiettoria definita punto-punto su un piano x-y una grande varietàdi sagome anche complesse di tranciatura.Esistono anche teste di taglio laser per sagome molto complesse
LIUC - Ingegneria Gestionale 38
Centro di lavorazione lamiera
LIUC - Ingegneria Gestionale 39
Tranciatura fine
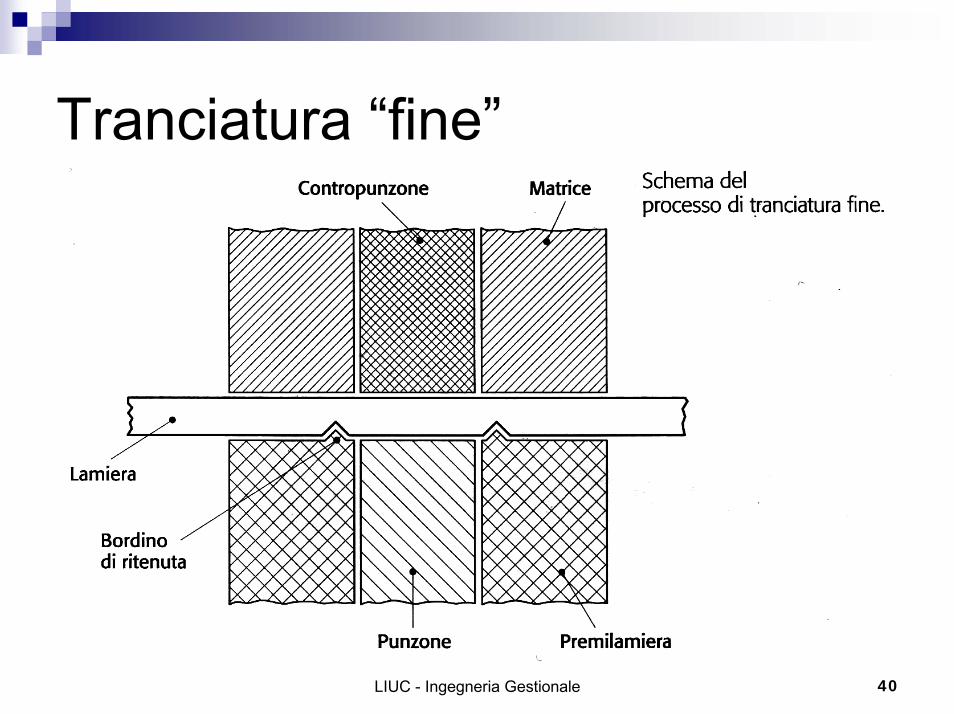
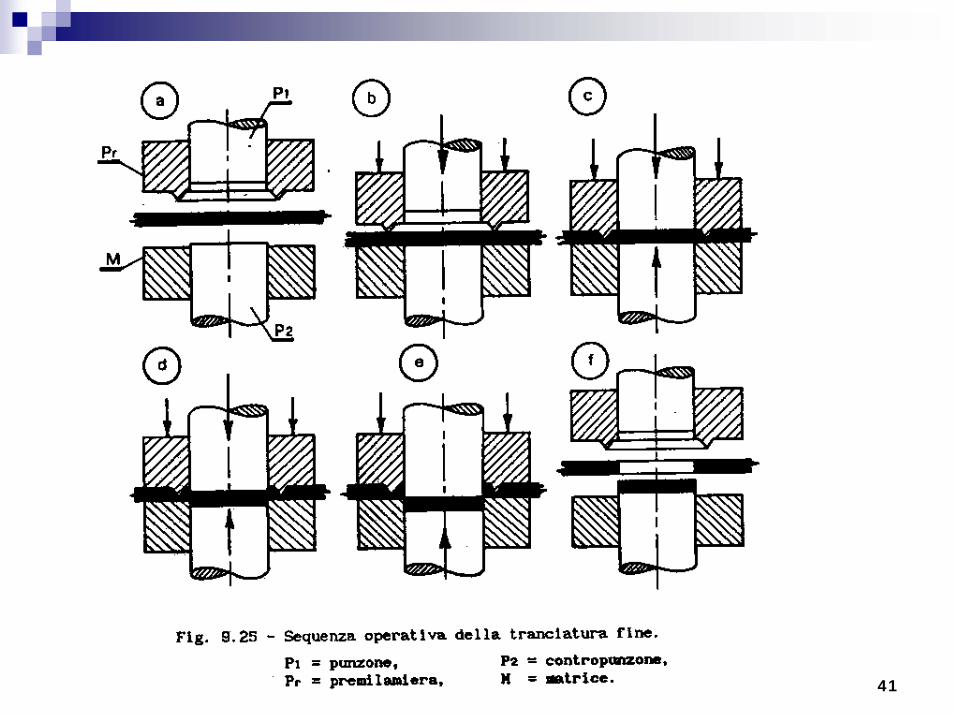
È realizzabile su presse apposite e consente di evitare costose operazioni di finitura su pezzi che necessitano di un certo grado di precisione (tolleranze dell’ordine di 0,025 mm).È praticabile su presse apposite dotate di:
PremilamieraPunzone con punto morto inferiore regolabileContropunzone di estrazione
LIUC - Ingegneria Gestionale 40
Tranciatura “fine”
LIUC - Ingegneria Gestionale 41

LIUC - Ingegneria Gestionale 42
Centro di lavorazione lamiera
LIUC - Ingegneria Gestionale 43
Piegatura
LIUC - Ingegneria Gestionale 44
Piegatura
Consiste nella deformazione plastica di una sezione di spessore s secondo un angolo α per l’azione di un punzone di raggio RpÈ normalmente l’operazione seguente la tranciatura nel caso in cui il pezzo preveda una sagoma non pianaEsistono due tipi di piegatura:
Libera ovvero senza l’uso di uno stampo specifico, bensì solo mediante l’appoggiatura della lamiera su dei supporti e l’azione deformante di un punzoneIn stampo nel momento cui la sagoma non è banale e necessita di uno stampo vero e proprio composto da matrice e punzone

LIUC - Ingegneria Gestionale 45
Piegatura libera
LIUC - Ingegneria Gestionale 46
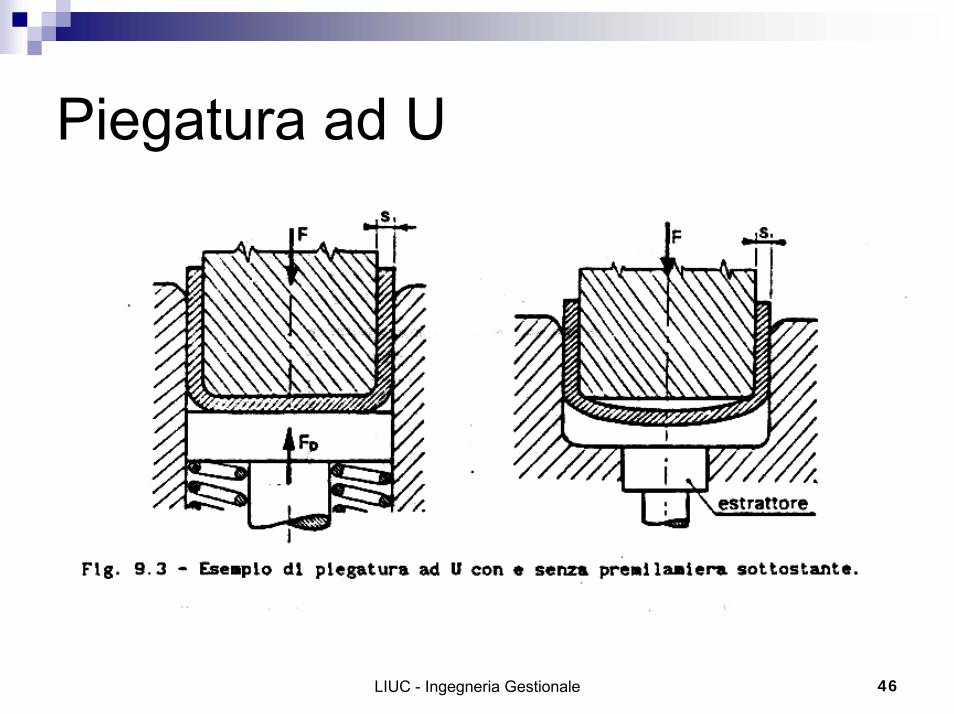
Piegatura ad U

LIUC - Ingegneria Gestionale 47
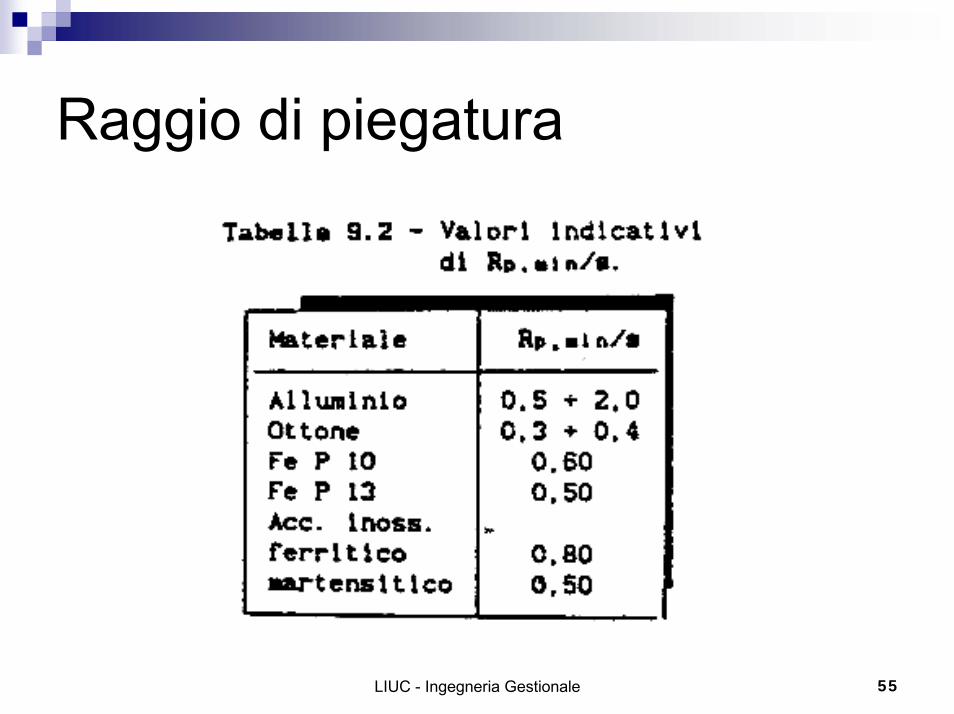
Progettazione dello stampoIl materiale ha un ritorno elastico per cui gli angoli di piega dello stampo dovranno prevedere una maggiorazione rispetto agli angoli di piega del pezzoEsistono dei raggi minimi di curvatura al di sotto dei quali non èpossibile andare senza rompere o fessurare la lamieraCalcolo del raggio minimo di piegatura:
Rmin = 50s/A – s/2Ove
s = spessore della lamieraA = allungamento massimo percentuale del materialeConviene prevedere una maggiorazione del 40% al fine di mantenere un certo margine di sicurezza
LIUC - Ingegneria Gestionale 48
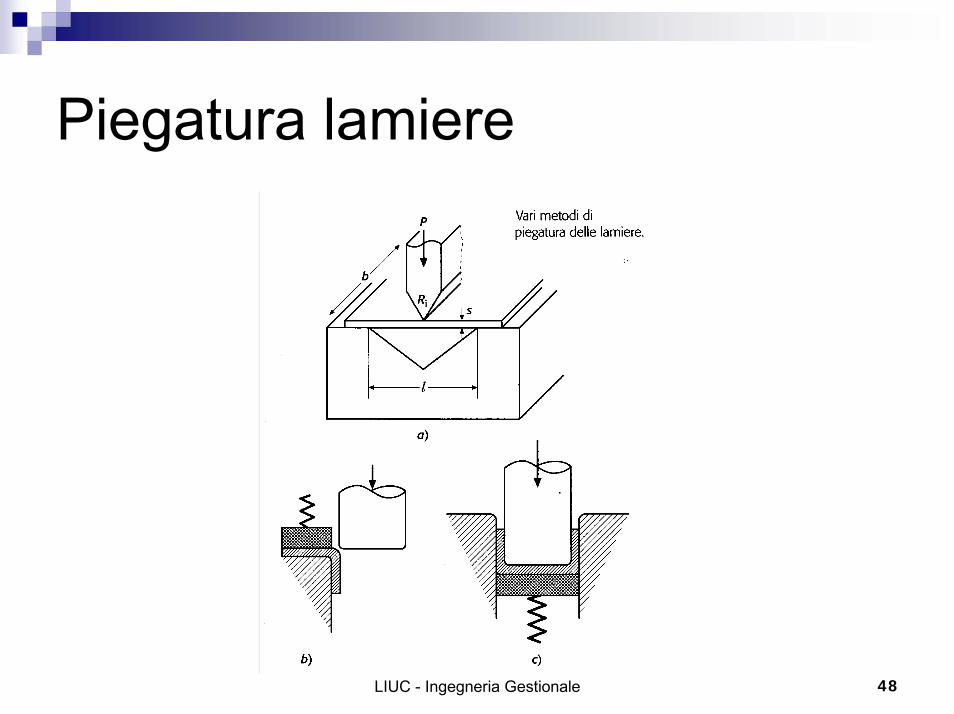
Piegatura lamiere
LIUC - Ingegneria Gestionale 49
Ritorno elastico
Il ritorno elastico del materiale, una volta cessata l’azione del punzone dipende da molteplici fattori quali:
Tipo di materiale e suo stato di lavorazioneTipo di piegatura attuataPressione esercitata (coniatura, etc…)Raggio di piegatura RpVelocità di deformazione
LIUC - Ingegneria Gestionale 50
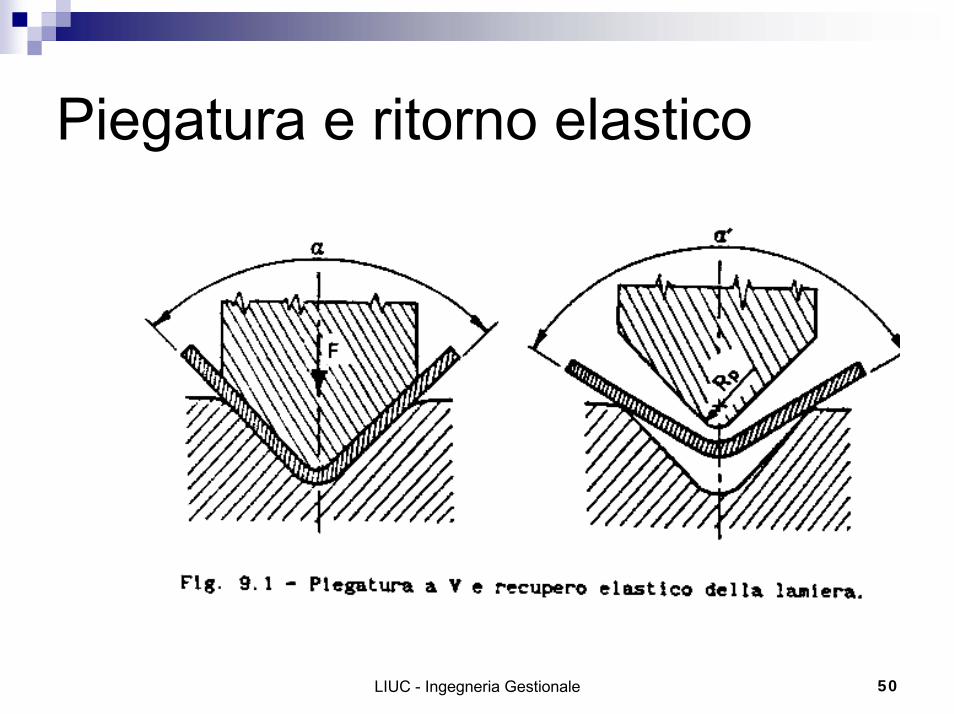
Piegatura e ritorno elastico
LIUC - Ingegneria Gestionale 51
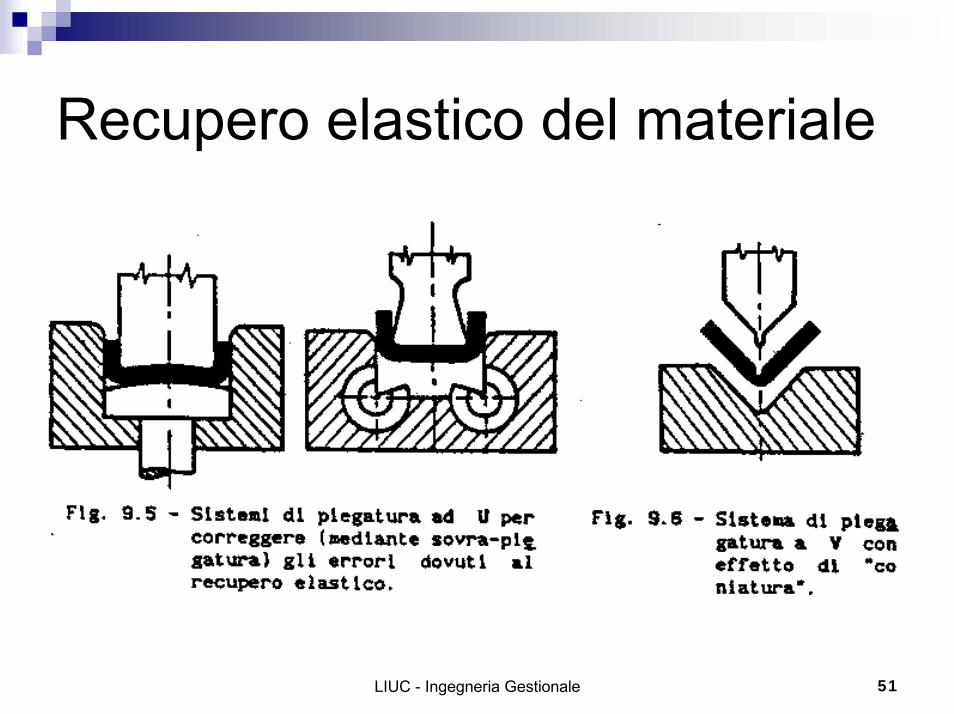
Recupero elastico del materiale
LIUC - Ingegneria Gestionale 52
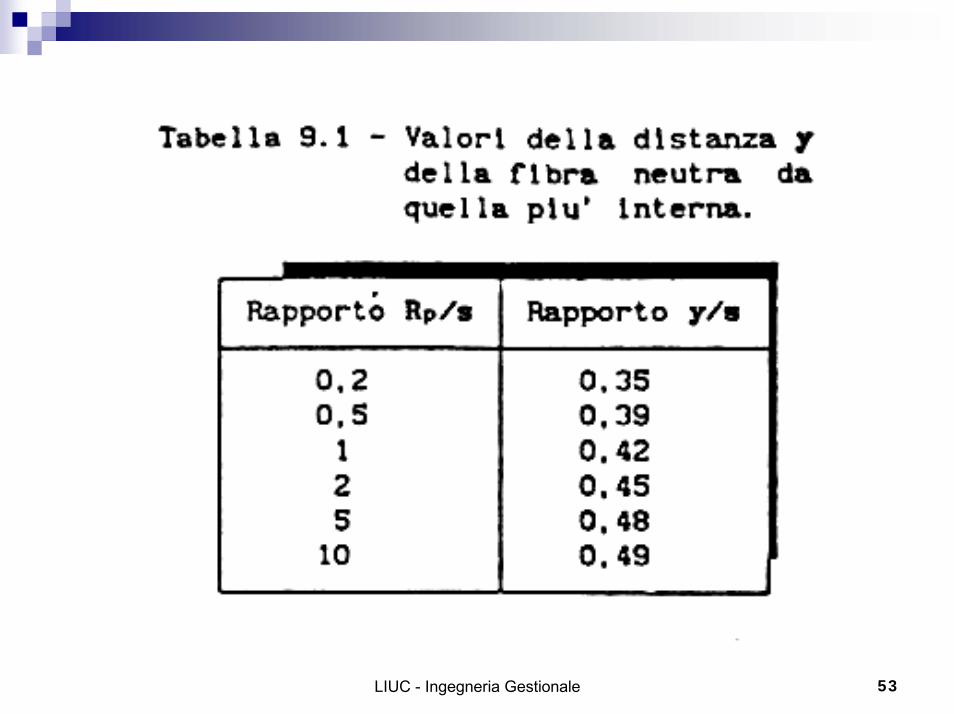
Distanza della fibra neutra
LIUC - Ingegneria Gestionale 53

LIUC - Ingegneria Gestionale 54
Angoli di piegatura
LIUC - Ingegneria Gestionale 55
Raggio di piegatura
LIUC - Ingegneria Gestionale 56
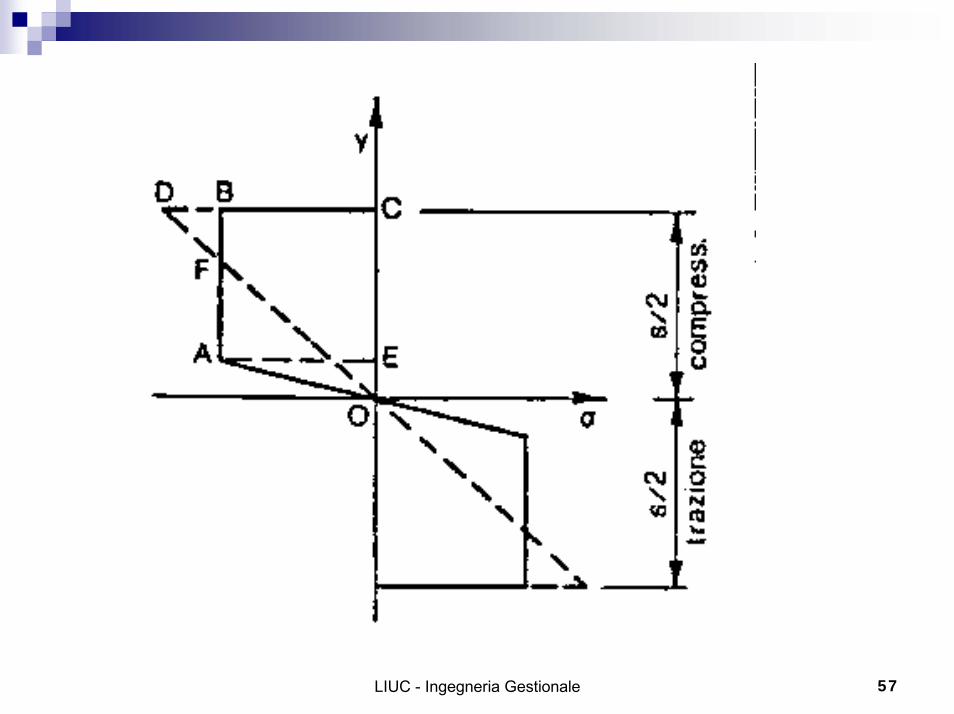
Stato di sollecitazione
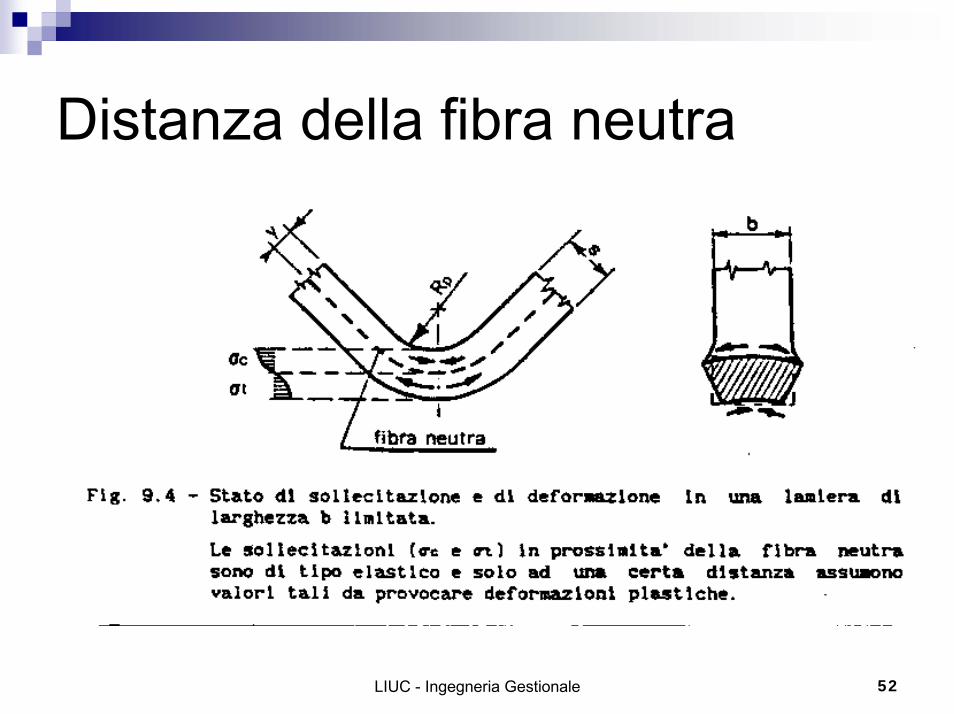
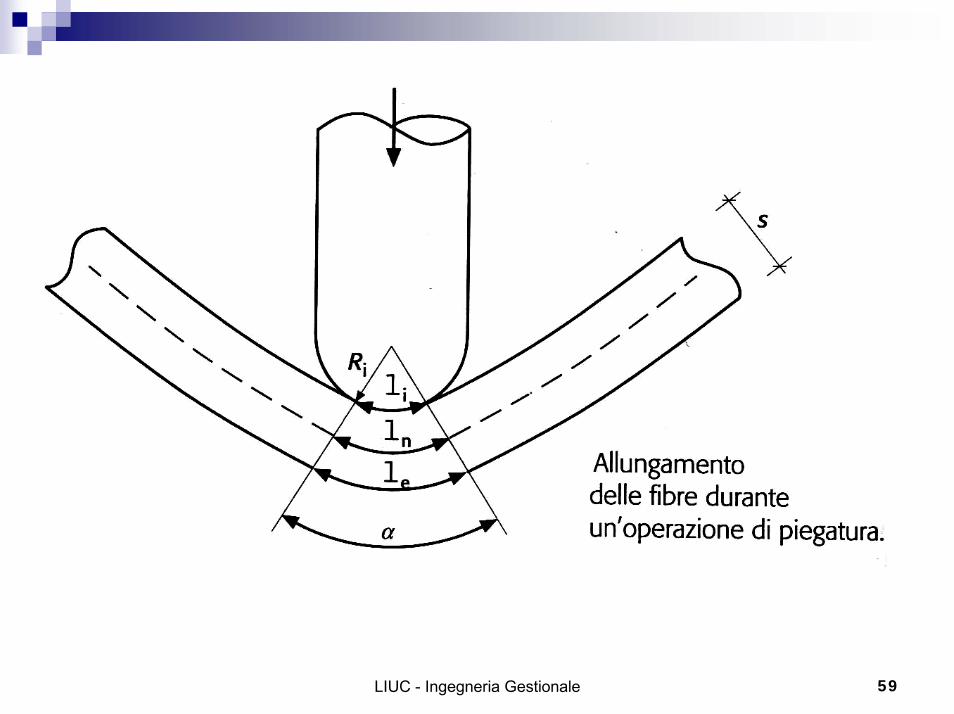
La lamiera deformata presenta due lati soggetti a sollecitazioni opposte:
Il lato vicino al punzone soggetto a forze di compressioneIl lato opposto soggetto a sollecitazioni di trazione
Esiste una fibra interna detta neutra in quanto non soggetta ad alcuno stato di sollecitazione
LIUC - Ingegneria Gestionale 57
LIUC - Ingegneria Gestionale 58
Piegatura
Nella progettazione di un pezzo piegato occorre valutare anche lo sviluppo della lamiera necessaria a produrlo dato che la fibra neutra interna allo spessore tende a spostarsi sul lato della lamiera soggetto a compressioneLa forza di piegatura può essere determinata teoricamente solo facendo delle ipotesi circa la configurazione del pezzo, oppure, molto piùverosimilmente mediante l’ausilio di software dedicati in grado di mettere in evidenza anche le aree sottoposte a maggior rischio di rottura come nel caso dell’imbutitura
LIUC - Ingegneria Gestionale 59

LIUC - Ingegneria Gestionale 60
Parametri di piegatura
LIUC - Ingegneria Gestionale 61
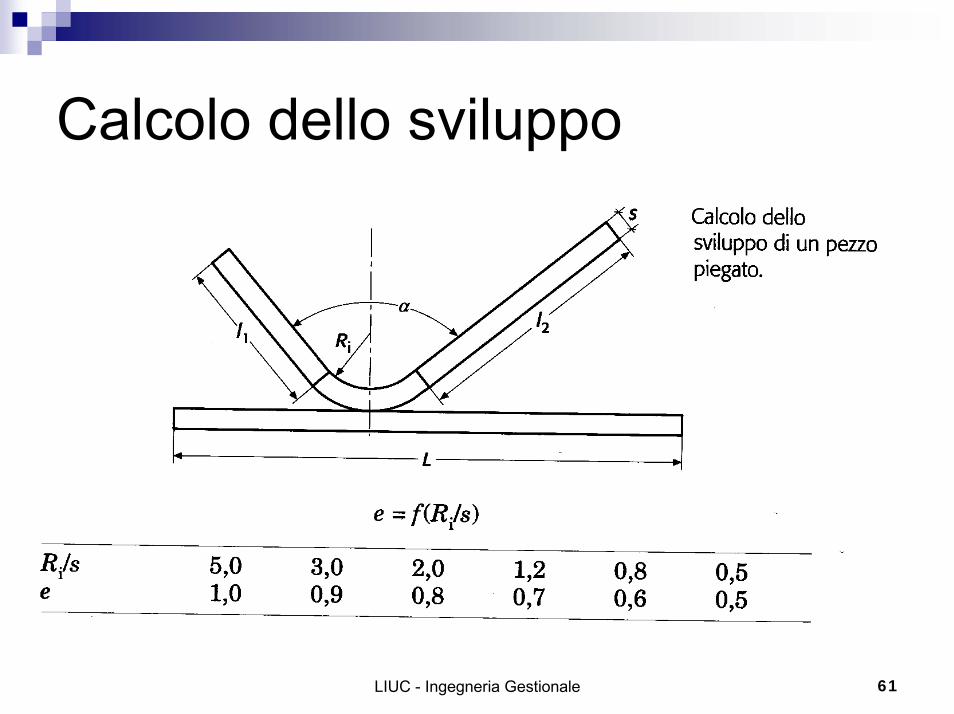
Calcolo dello sviluppo
LIUC - Ingegneria Gestionale 62
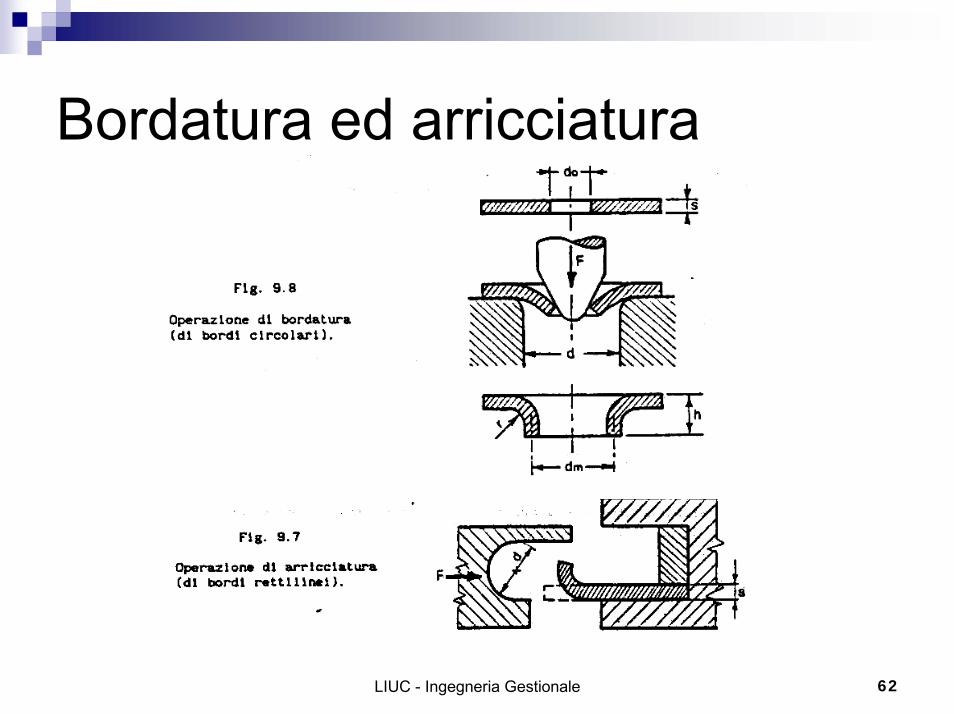
Bordatura ed arricciatura
LIUC - Ingegneria Gestionale 63
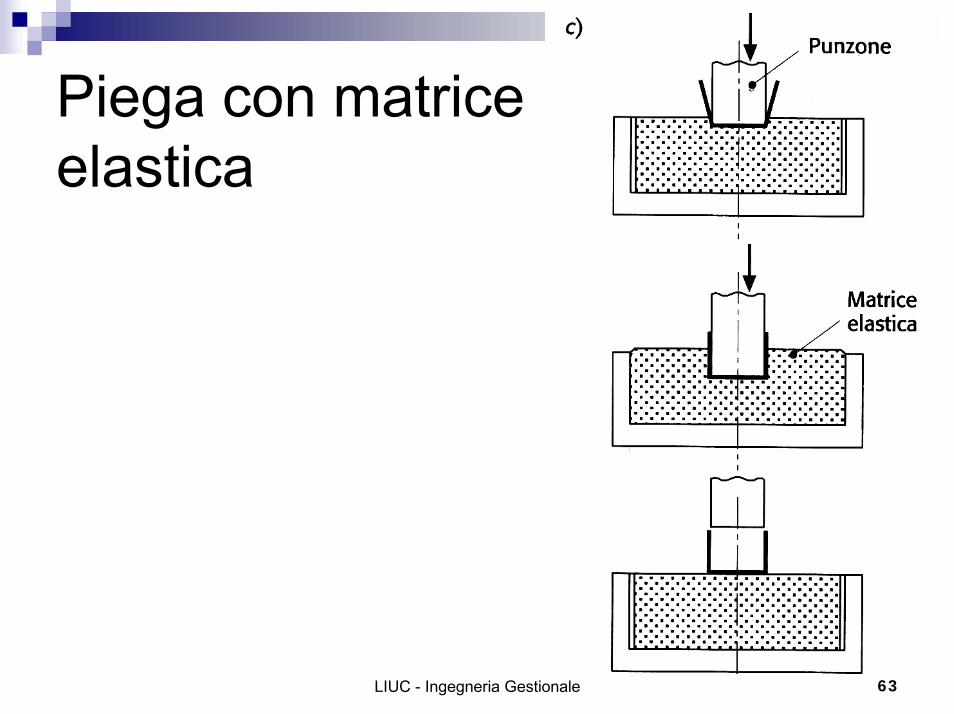
Piega con matrice elastica
LIUC - Ingegneria Gestionale 64
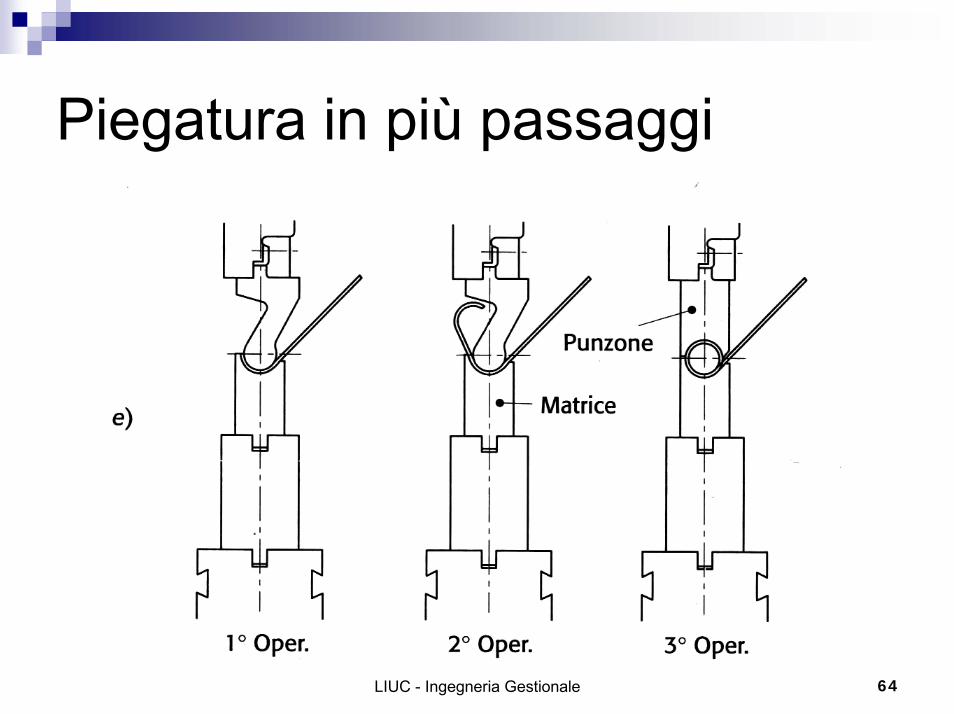
Piegatura in più passaggi
LIUC - Ingegneria Gestionale 65
LIUC - Ingegneria Gestionale 66
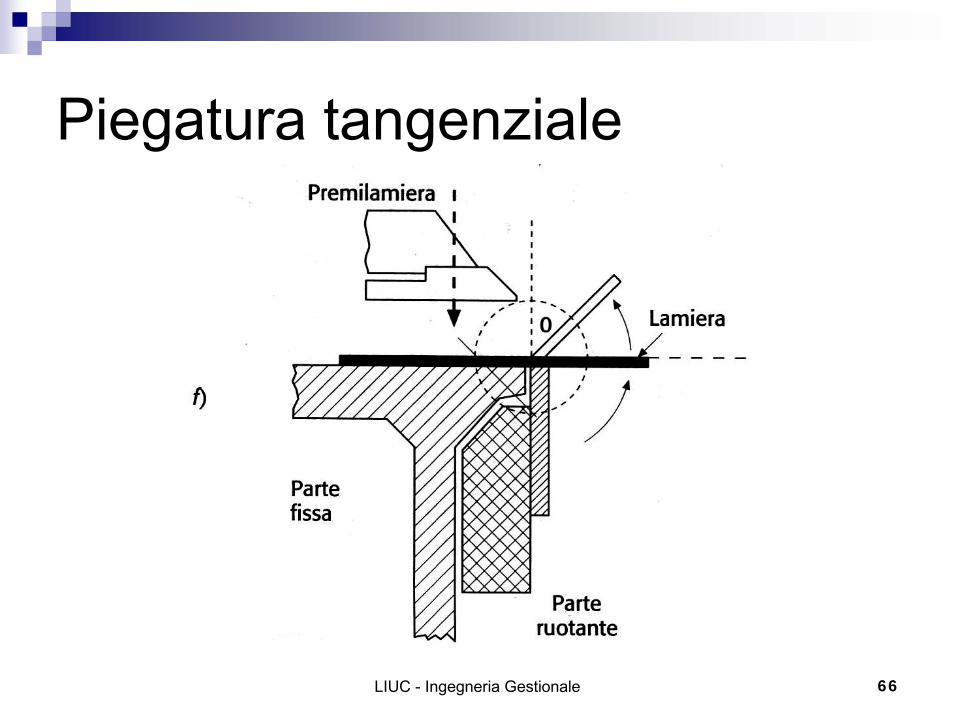
Piegatura tangenziale
LIUC - Ingegneria Gestionale 67
Energia di deformazione
Uad piegheper 0,66mV a piegheper 0,33m
correttivo fattoreun è mpunzone del corsa la è c
rapremilamie dal esercitata forza la è Fppiegatura di massima forza la è F
ove
=⇒=⇒
⋅+⋅⋅= cFpcFmE
LIUC - Ingegneria Gestionale 68
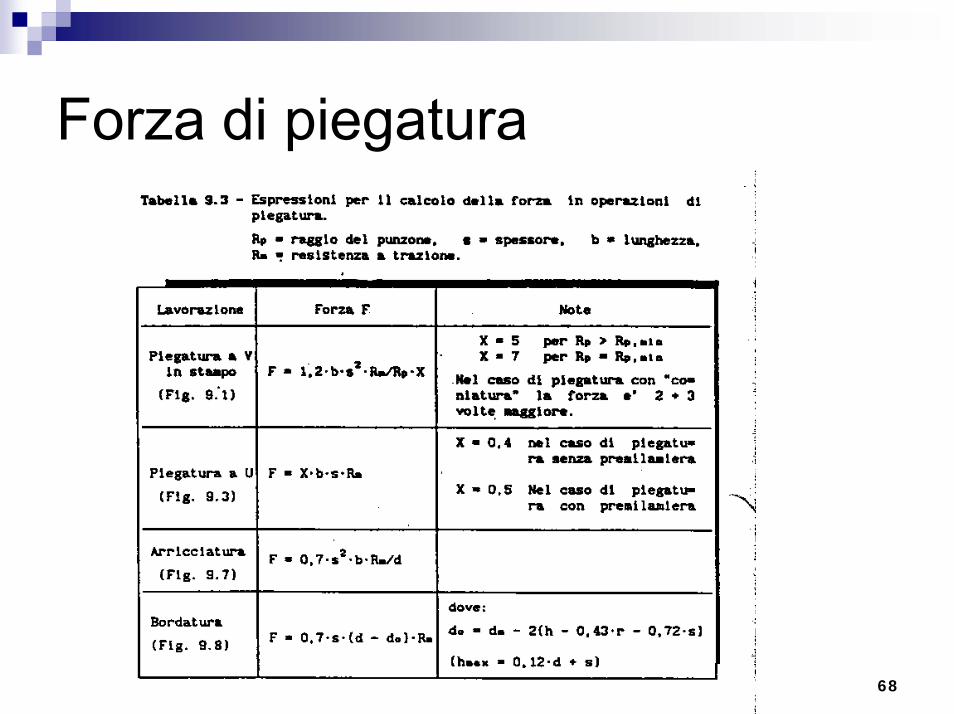
Forza di piegatura
























![[DEFORMAZIONE PLASTICA]_dispensa piegatura lamiera.pdf](https://img.pdfslide.tips/doc/110x75/55721428497959fc0b93e696/deformazione-plasticadispensa-piegatura-lamierapdf.jpg)




