Embed Size (px)
Citation preview
Módulo 5Estrutura da norma ISO/TS
16949:2009Requisito 8Exercícios
8 - Medição, análise e melhoria
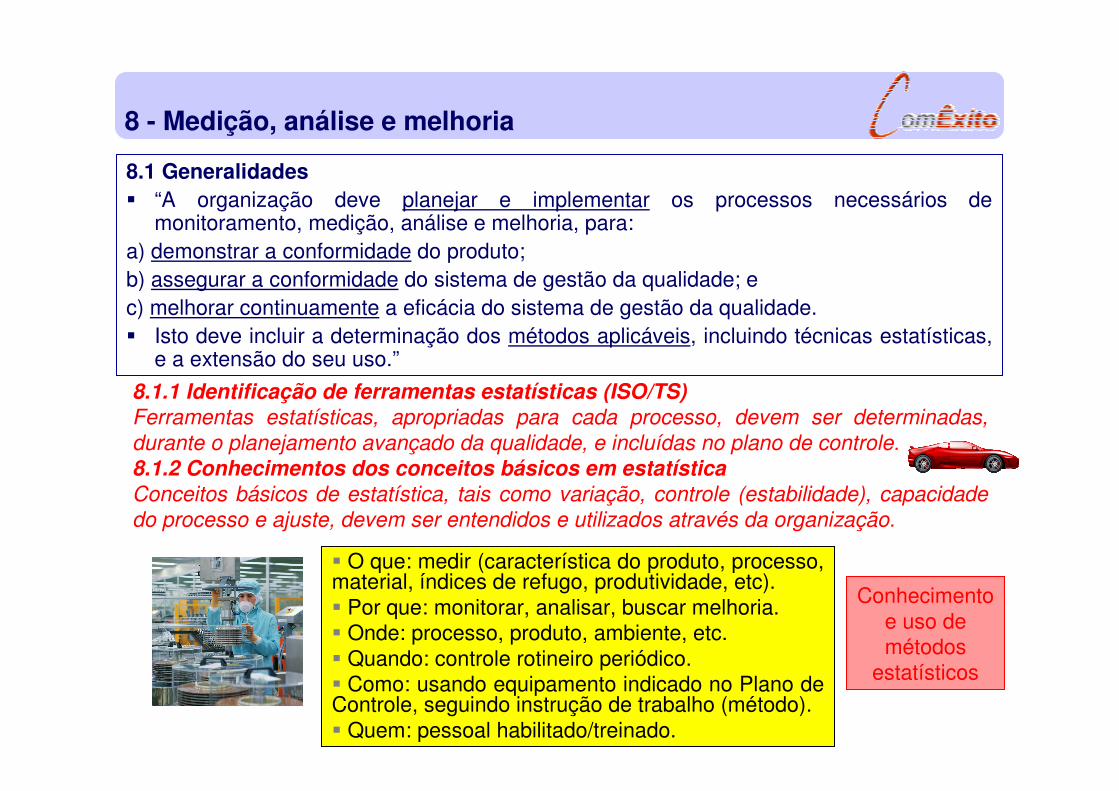
8.1 Generalidades� “A organização deve planejar e implementar os processos necessários de
monitoramento, medição, análise e melhoria, para:a) demonstrar a conformidade do produto;b) assegurar a conformidade do sistema de gestão da qualidade; ec) melhorar continuamente a eficácia do sistema de gestão da qualidade.� Isto deve incluir a determinação dos métodos aplicáveis, incluindo técnicas estatísticas,
e a extensão do seu uso.”
8.1.1 Identificação de ferramentas estatísticas (ISO/TS)Ferramentas estatísticas, apropriadas para cada processo, devem ser determinadas,
durante o planejamento avançado da qualidade, e incluídas no plano de controle.
8.1.2 Conhecimentos dos conceitos básicos em estatísticaConceitos básicos de estatística, tais como variação, controle (estabilidade), capacidade
do processo e ajuste, devem ser entendidos e utilizados através da organização.
� O que: medir (característica do produto, processo,material, índices de refugo, produtividade, etc).� Por que: monitorar, analisar, buscar melhoria.� Onde: processo, produto, ambiente, etc.� Quando: controle rotineiro periódico.� Como: usando equipamento indicado no Plano deControle, seguindo instrução de trabalho (método).� Quem: pessoal habilitado/treinado.
Conhecimento e uso de métodos
estatísticos
Exemplos de análise de dados
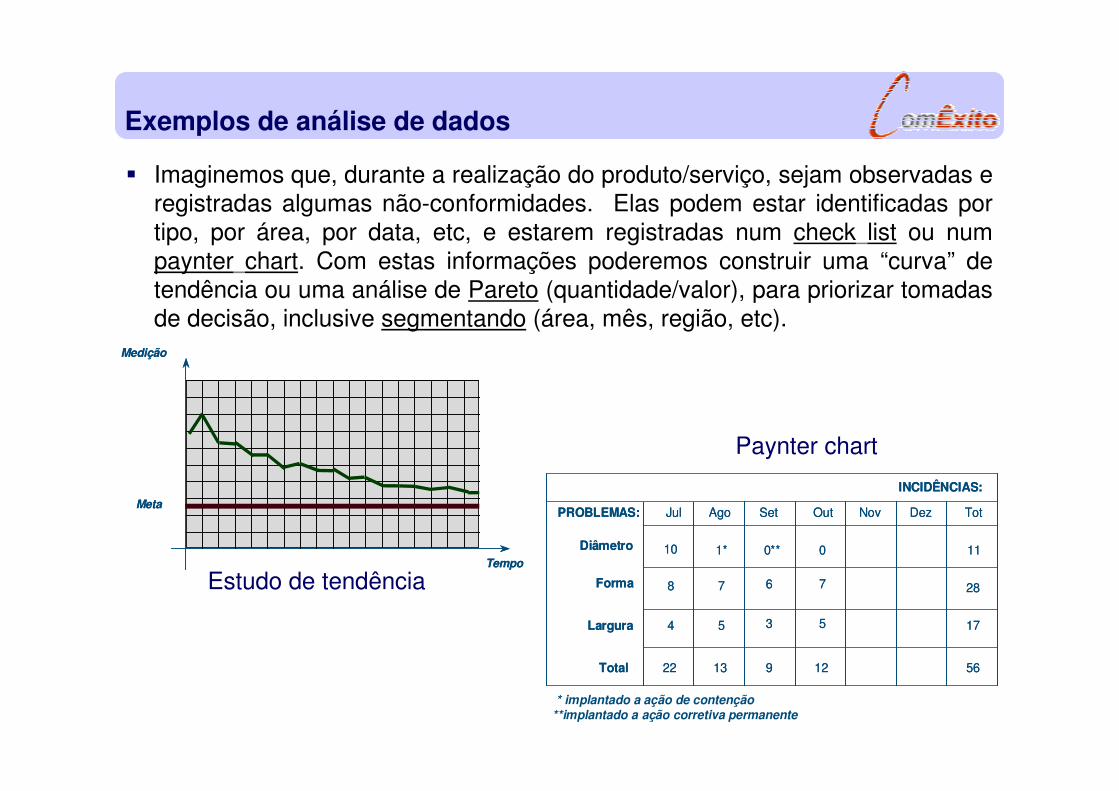
� Imaginemos que, durante a realização do produto/serviço, sejam observadas eregistradas algumas não-conformidades. Elas podem estar identificadas portipo, por área, por data, etc, e estarem registradas num check list ou numpaynter chart. Com estas informações poderemos construir uma “curva” detendência ou uma análise de Pareto (quantidade/valor), para priorizar tomadasde decisão, inclusive segmentando (área, mês, região, etc).
* implantado a ação de contenção**implantado a ação corretiva permanente
INCIDÊNCIAS:
PROBLEMAS: Jul
10 111* 00**Diâmetro
Forma
Largura
Total
8
4
22 13
5
7 6
3
9
7
5
12
Ago Set Out Nov Dez Tot
28
17
56
INCIDÊNCIAS:
PROBLEMAS: Jul
10 111* 00**Diâmetro
Forma
Largura
Total
8
4
22 13
5
7 6
3
9
7
5
12
Ago Set Out Nov Dez Tot
28
17
56
Tempo
Meta
Medição
Tempo
Meta
Medição
Estudo de tendência
Paynter chart
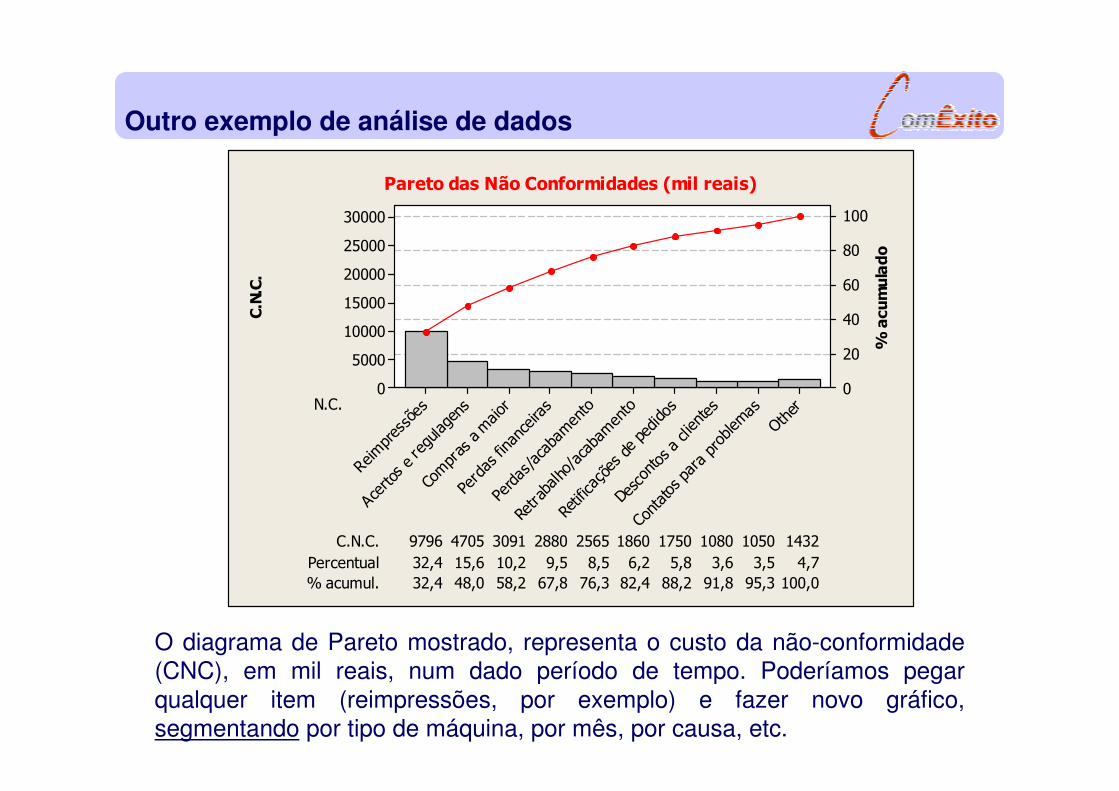
Outro exemplo de análise de dados
C.N.C. 1050 14329796 4705 3091 2880 2565 1860 1750 1080Percentual 3,5 4,732,4 15,6 10,2 9,5 8,5 6,2 5,8 3,6% acumul. 95,3 100,032,4 48,0 58,2 67,8 76,3 82,4 88,2 91,8
N.C.Other
Contatos para problem
as
Descontos a clientes
Retificações de pedidos
Retrabalho/acabamento
Perdas/acabamento
Perdas financeiras
Compras a maior
Acertos e regulagens
Reimpressões
30000
25000
20000
15000
10000
5000
0
100
80
60
40
20
0
C.N.C.
% acumulado
Pareto das Não Conformidades (mil reais)
O diagrama de Pareto mostrado, representa o custo da não-conformidade(CNC), em mil reais, num dado período de tempo. Poderíamos pegarqualquer item (reimpressões, por exemplo) e fazer novo gráfico,segmentando por tipo de máquina, por mês, por causa, etc.
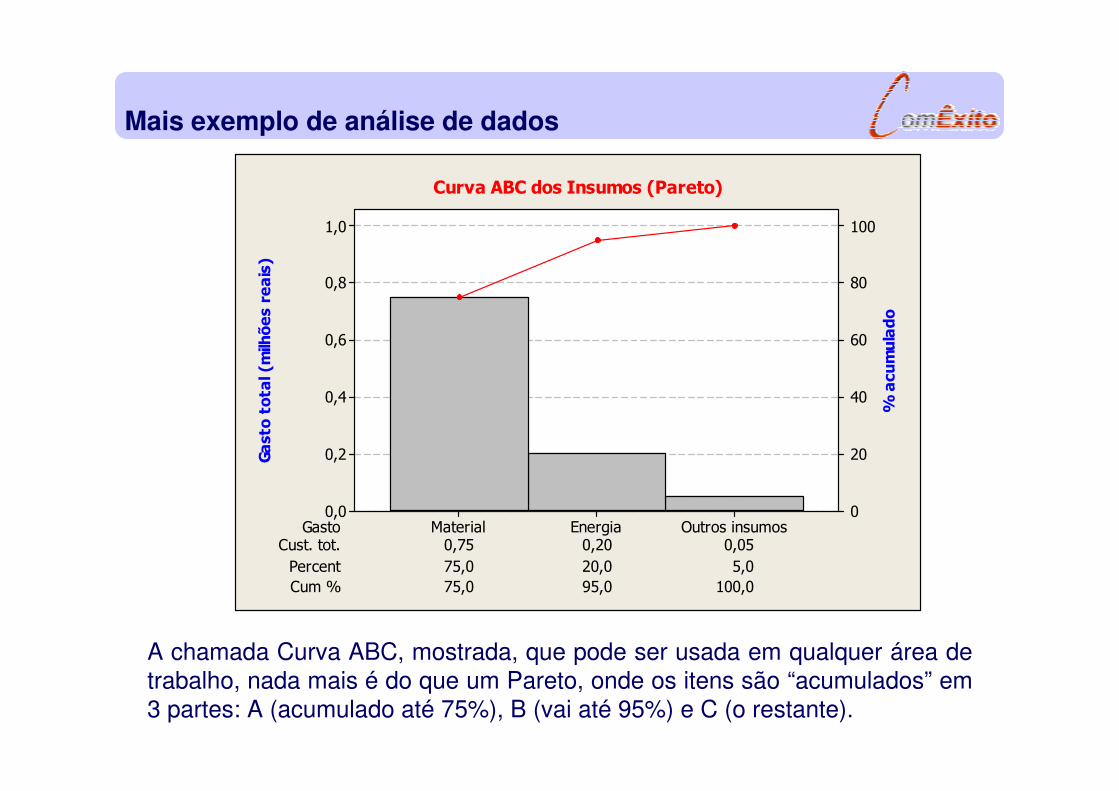
Mais exemplo de análise de dados
Cust. tot. 0,75 0,20 0,05Percent 75,0 20,0 5,0Cum % 75,0 95,0 100,0
Gasto Outros insumosEnergiaMaterial
1,0
0,8
0,6
0,4
0,2
0,0
100
80
60
40
20
0
Gasto total (milhões reais)
% acumulado
Curva ABC dos Insumos (Pareto)
A chamada Curva ABC, mostrada, que pode ser usada em qualquer área de trabalho, nada mais é do que um Pareto, onde os itens são “acumulados” em 3 partes: A (acumulado até 75%), B (vai até 95%) e C (o restante).
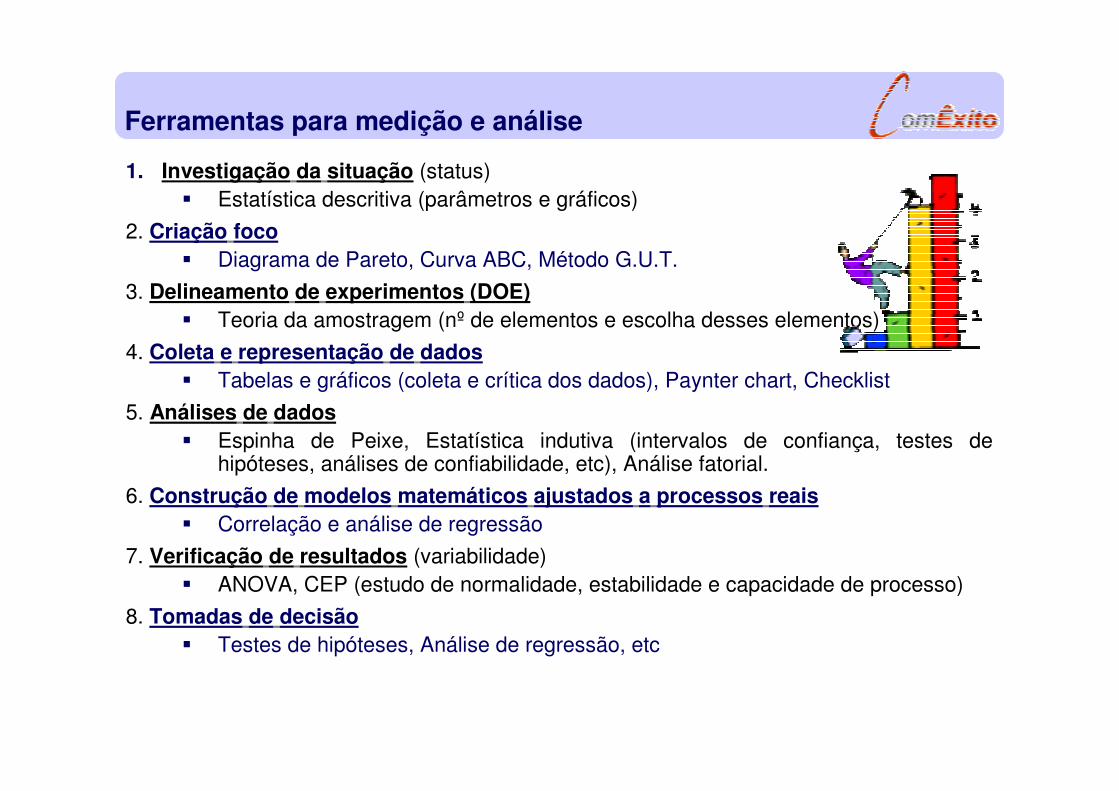
Ferramentas para medição e análise
1. Investigação da situação (status)� Estatística descritiva (parâmetros e gráficos)
2. Criação foco� Diagrama de Pareto, Curva ABC, Método G.U.T.
3. Delineamento de experimentos (DOE)� Teoria da amostragem (nº de elementos e escolha desses elementos)
4. Coleta e representação de dados� Tabelas e gráficos (coleta e crítica dos dados), Paynter chart, Checklist
5. Análises de dados� Espinha de Peixe, Estatística indutiva (intervalos de confiança, testes de
hipóteses, análises de confiabilidade, etc), Análise fatorial.
6. Construção de modelos matemáticos ajustados a processos reais� Correlação e análise de regressão
7. Verificação de resultados (variabilidade)� ANOVA, CEP (estudo de normalidade, estabilidade e capacidade de processo)
8. Tomadas de decisão� Testes de hipóteses, Análise de regressão, etc
8.2.1 - Satisfação do cliente
Nota: Consideração deveria ser dada tanto para clientes internos quanto para externos.
8.2.1.1 Satisfação do cliente – suplemento (ISO/TS)A satisfação do cliente com a organização, deve ser monitorada através da avaliaçãocontínua do desempenho dos processos de realização. Os indicadores de desempenhodevem ser baseados em dados objetivos, e incluam, mas não se limitem a:
– Desempenho da qualidade da peça entregue,
– Interrupção no cliente, incluindo retorno do campo,
– Desempenho do programa de entrega (incluindo incidentes de frete extra),
– Notificações dos clientes, relacionadas à qualidade ou entregas.
A organização deve monitorar o desempenho dos processos de manufatura, parademonstrar o atendimento com os requisitos do cliente, para a qualidade do produto eeficiência do processo.
“Como uma das medições do desempenho do sistema de gestão da qualidade, aorganização deve monitorar informações relativas à percepção do cliente, sobre se aorganização atendeu aos requisitos do cliente. Os métodos para obtenção e uso dessasinformações devem ser determinados.”
Obs.: Vários dos gráficos mostrados/citados, podem ser evidências rotineiras daevolução da satisfação dos clientes (internos/externos): tendência, pizza, linhas,colunas, etc. Exemplos: Pesquisas de satisfação dos clientes, dados do cliente sobre aqualidade dos produtos entregues, pesquisa de opinião dos usuários, análise de perdade negócios, elogios, reivindicações de garantia, relatórios de revendedor.
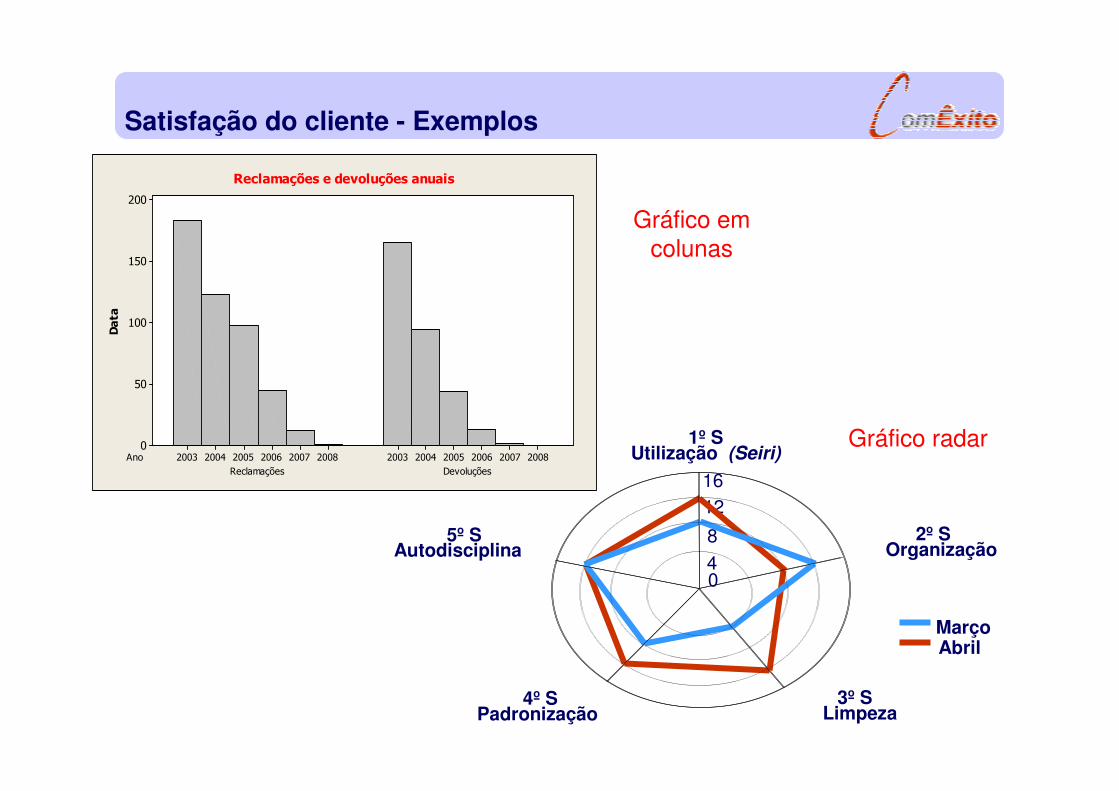
Satisfação do cliente - Exemplos
Radar
04
8
1216
1º SUtilização (Seiri)
2º SOrganização
3º SLimpeza
4º SPadronização
5º SAutodisciplina
MarçoAbril
Gráfico em colunas
Gráfico radarAno
DevoluçõesReclamações200820072006200520042003200820072006200520042003
200
150
100
50
0
Data
Reclamações e devoluções anuais
8.2.2 Auditoria interna
� “A organização deve executar auditorias internas, a intervalos planejados, paradeterminar se o sistema de gestão da qualidade:a) está conforme com as disposições planejadas (ver 7.1), com os requisitos desta norma ecom os requisitos do sistema de gestão da qualidade estabelecidos pela organização; eb) está mantido e implementado eficazmente.� Um programa de auditoria deve ser planejado, levando em consideração a situação e aimportância dos processos e áreas a serem auditadas, bem como os resultados deauditorias anteriores. Os critérios da auditoria, escopo, freqüência e métodos devem serdefinidos. A seleção dos auditores e a execução das auditorias devem assegurar aobjetividade e imparcialidade do processo de auditoria. Os auditores não devem auditar oseu próprio trabalho.� As responsabilidades e os requisitos para planejamento e para condução das auditorias epara relatar os resultados e manutenção dos registros (ver 4.2.4), devem ser definidos emum procedimento documentado.� O responsável pela área a ser auditada deve assegurar que ações são executadas, semdemora indevida, para eliminar as não conformidades detectadas e suas causas. Asatividades de acompanhamento devem incluir a verificação das ações executadas e orelato dos resultados da verificação (ver 8.5.2).� Nota: Ver NBR ISO 10011-1, NBR ISO 10012-2 e NBR ISO 10011-3 como guias.”
Obs.: A norma ISO 19011 orienta a realização de auditorias e a qualificação de auditores.
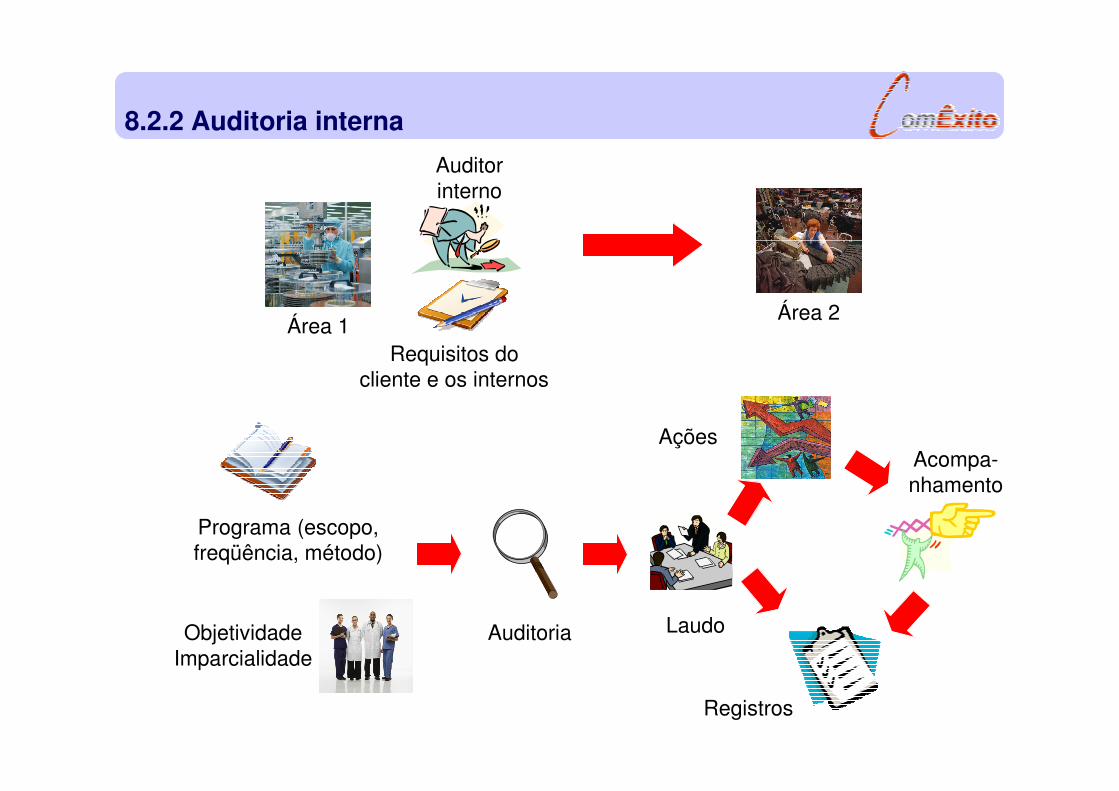
8.2.2 Auditoria interna
Área 1Área 2
Auditor interno
Requisitos do cliente e os internos
Objetividade Imparcialidade
Programa (escopo, freqüência, método)
Auditoria Laudo
AçõesAcompa-nhamento
Registros
8.2.2 - Auditoria interna
8.2.2.1 Auditoria do sistema de gestão da qualidade (ISO/TS)
� A organização deve auditar seu sistema de gestão da qualidade, para verificar o atendimento com
esta Especificação Técnica, e qualquer requisito adicional do sistema de gestão da qualidade.
8.2.2.2 Auditoria do processo de manufatura
� A organização deve auditar cada processo de manufatura, para determinar sua efetividade.
8.2.2.3 Auditoria do produto
� A organização deve auditar produtos, nos estágios apropriados da produção e entrega, para verificar
a conformidade a todos os requisitos especificados, tais como: dimensões do produto,
funcionamento, embalagem, etiquetagem, na freqüência definida.
8.2.2.4 Planos de auditoria
� As auditorias internas devem cobrir toda a gestão da qualidade, relacionada aos processos,
atividades e turnos e devem ser programadas de acordo com um plano anual.
� Onde não conformidades internas/externas, ou reclamações de clientes, ocorrerem, a freqüência da
auditoria deve ser aumentada adequadamente.
Nota: Lista de verificação específica deveria ser usada para cada auditoria.
8.2.2.5 Qualificação do auditor interno
� A organização deve ter auditores internos, que são qualificados para auditar os requisitos desta
Especificação Técnica (ver 6.2.2.2).
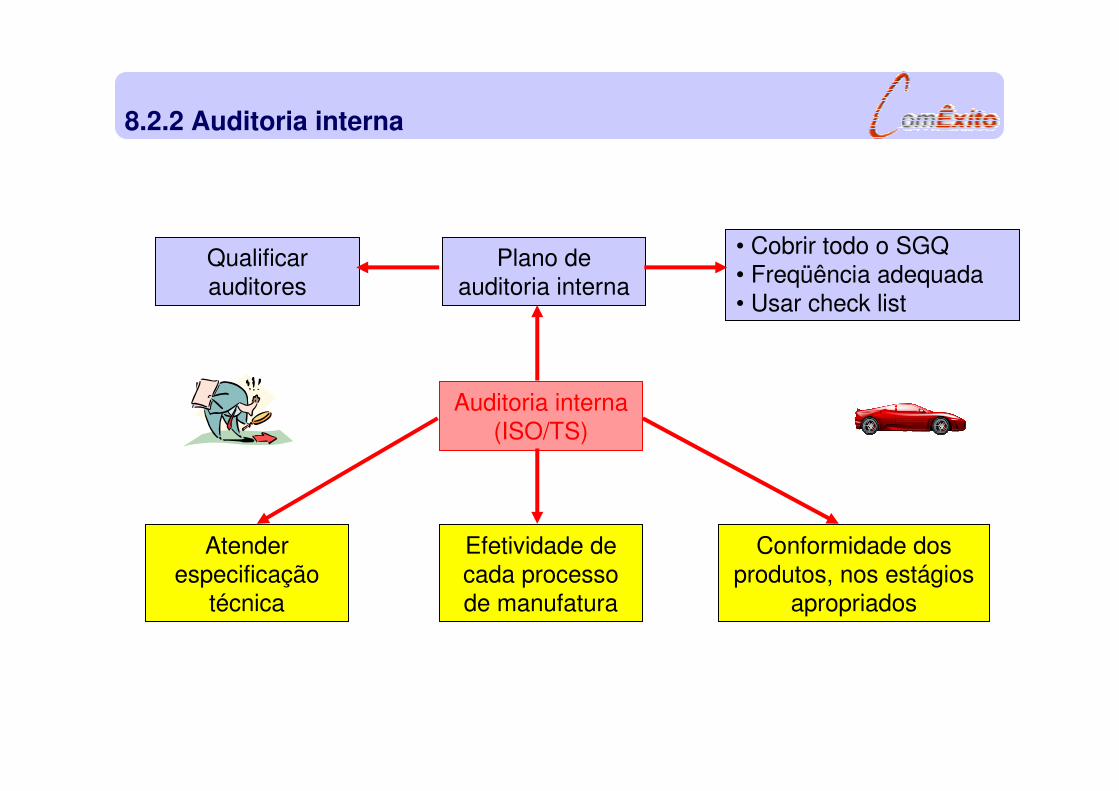
8.2.2 Auditoria interna
Auditoria interna (ISO/TS)
Atender especificação
técnica
Efetividade de cada processo de manufatura
Conformidade dos produtos, nos estágios
apropriados
Plano de auditoria interna
• Cobrir todo o SGQ• Freqüência adequada• Usar check list
Qualificar auditores
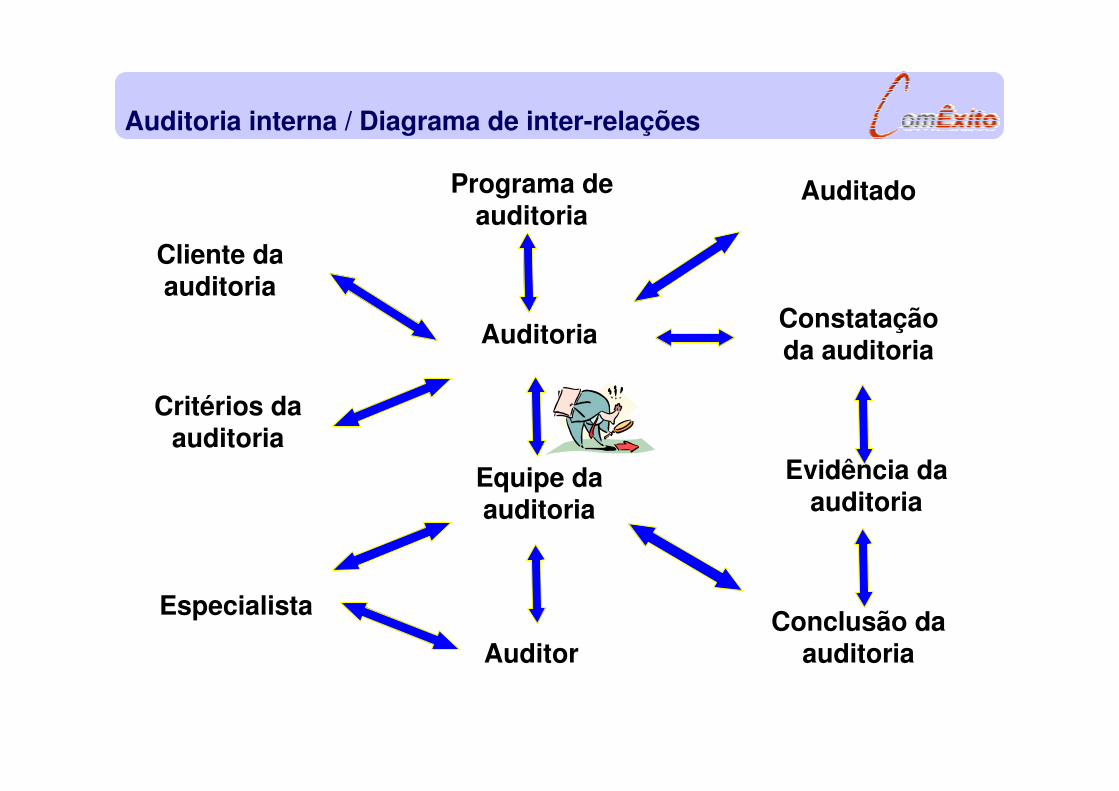
Auditoria interna / Diagrama de inter-relações
Programa de Auditoria
Cliente da auditoria
Critérios da auditoria
Especialista
Auditor
Auditoria
Equipe da auditoria
Auditado
Constatação da auditoria
Evidência da auditoria
Conclusão da auditoria
Programa de auditoria
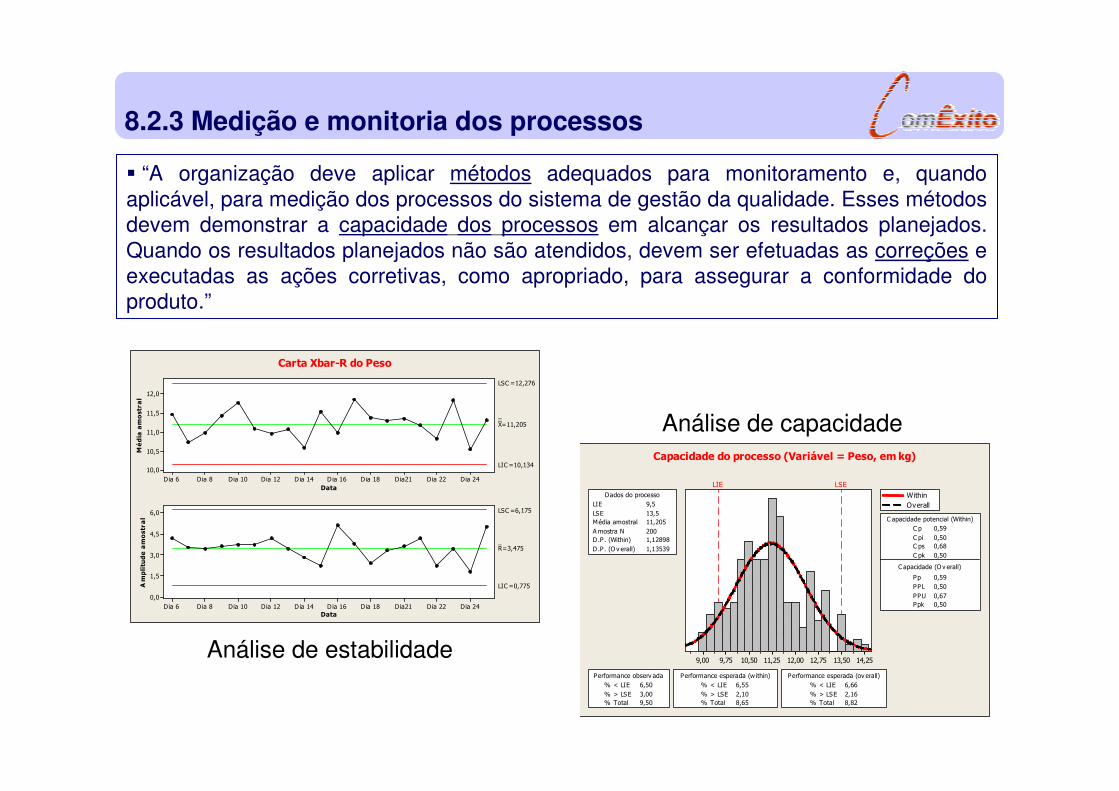
8.2.3 Medição e monitoria dos processos
� “A organização deve aplicar métodos adequados para monitoramento e, quandoaplicável, para medição dos processos do sistema de gestão da qualidade. Esses métodosdevem demonstrar a capacidade dos processos em alcançar os resultados planejados.Quando os resultados planejados não são atendidos, devem ser efetuadas as correções eexecutadas as ações corretivas, como apropriado, para assegurar a conformidade doproduto.”
Dia 24Dia 22Dia21Dia 18Dia 16Dia 14Dia 12Dia 10Dia 8Dia 6
12,0
11,5
11,0
10,5
10,0
Data
Média amostral
__X=11,205
LSC =12,276
LIC=10,134
Dia 24Dia 22Dia21Dia 18Dia 16Dia 14Dia 12Dia 10Dia 8Dia 6
6,0
4,5
3,0
1,5
0,0
Data
Amplitude amostral
_R=3,475
LSC =6,175
LIC=0,775
Carta Xbar-R do Peso
14,2513,5012,7512,0011,2510,509,759,00
LIE LSE
LIE 9,5LSE 13,5Média amostral 11,205Amostra N 200D.P . (Within) 1,12898D.P . (O v erall) 1,13539
Dados do processo
C p 0,59C pi 0,50C ps 0,68C pk 0,50
Pp 0,59PPL 0,50PPU 0,67Ppk 0,50
C apacidade (O v erall)
C apacidade potencial (Within)
% < LIE 6,50% > LSE 3,00% Total 9,50
Performance observ ada% < LIE 6,55% > LSE 2,10% Total 8,65
Performance esperada (w ithin)% < LIE 6,66% > LSE 2,16% Total 8,82
Performance esperada (ov erall)
WithinOverall
Capacidade do processo (Variável = Peso, em kg)
Análise de estabilidade
Análise de capacidade
8.2.3 - Medição e monitoramento de processos
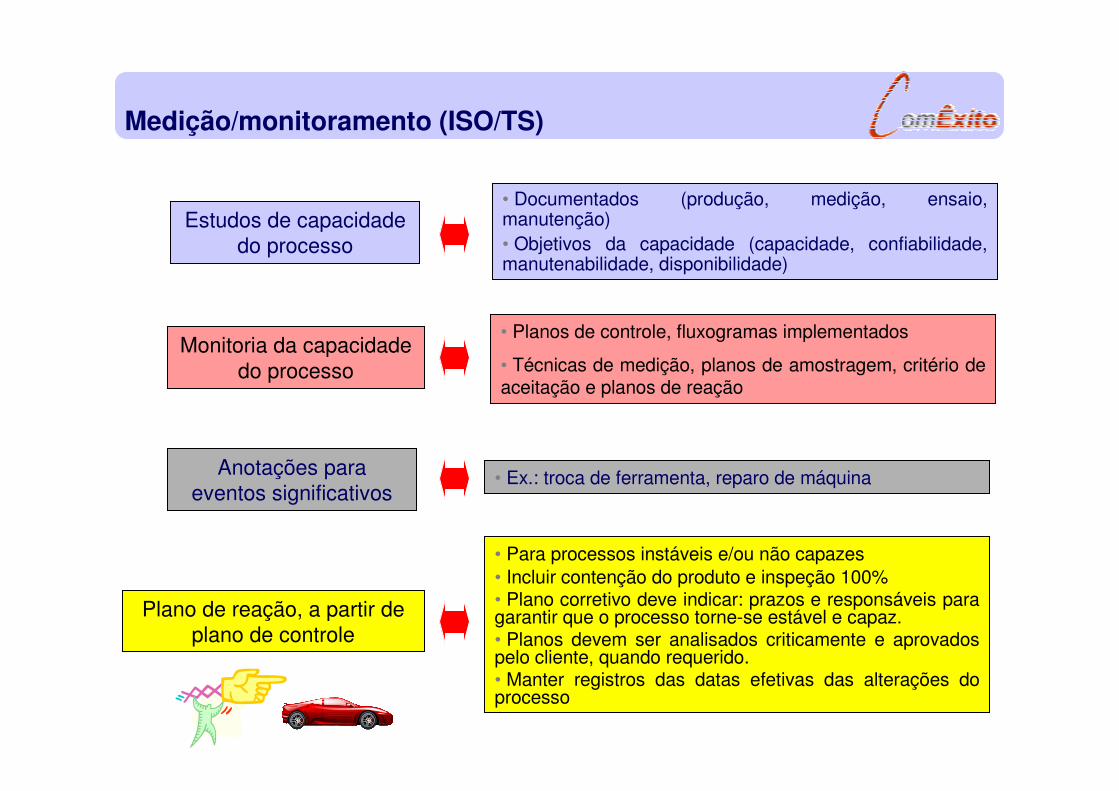
8.2.3.1 Monitoria e medição dos processos de manufatura (ISO/TS)� A organização deve executar os estudos de processo, em todos os novos processos demanufatura (incluindo montagem ou seqüenciamento), para verificar a capacidade doprocesso, e para fornecer entrada adicional para o controle de processo. Os resultadosdos estudos de processo devem ser documentados com especificações, onde aplicável,para os meios de produção, medição e ensaio, e instruções de manutenção. Estesdocumentos devem incluir os objetivos para a capacidade do processo de manufatura,confiabilidade, manutenabilidade e disponibilidade, tal e qual o critério de aceitação.
� A organização deve manter a capacidade do processo de manufatura ou desempenho,como especificado pelos requisitos do processo de aprovação da peça do cliente. Aorganização deve assegurar que os planos de controle e fluxograma de processo estãoimplementados, incluindo aderência ao especificado: Técnicas de medição; Planos deamostragem; Critério de aceitação, e Planos de reação, quando o critério de aceitação nãofor atendido.
� Eventos significativos no processo tais como troca de ferramenta e reparo de máquina,devem ser anotados.
� A organização deve iniciar um plano de reação, a partir do plano de controle, paracaracterísticas que são tanto instáveis, como não capazes estatisticamente. Estes planosde reação devem incluir a contenção do produto e inspeção 100%, como apropriado. Umplano de ação corretivo deve então ser elaborado pela organização, indicando os prazosespecificados e responsáveis designados para garantir que o processo torne-se estável ecapaz. Os planos são para ser analisados criticamente, e aprovados pelo cliente quandorequerido.
� A organização deve manter registros das datas efetivas das alterações do processo
Medição/monitoramento (ISO/TS)
Estudos de capacidade do processo
Monitoria da capacidade do processo
Anotações para eventos significativos
• Documentados (produção, medição, ensaio,manutenção)• Objetivos da capacidade (capacidade, confiabilidade,manutenabilidade, disponibilidade)
• Planos de controle, fluxogramas implementados
• Técnicas de medição, planos de amostragem, critério deaceitação e planos de reação
• Ex.: troca de ferramenta, reparo de máquina
• Para processos instáveis e/ou não capazes• Incluir contenção do produto e inspeção 100%• Plano corretivo deve indicar: prazos e responsáveis paragarantir que o processo torne-se estável e capaz.• Planos devem ser analisados criticamente e aprovadospelo cliente, quando requerido.• Manter registros das datas efetivas das alterações doprocesso
Plano de reação, a partir de plano de controle
Exemplos
� Vejamos exemplos de indicadores que podem ser usados, para refletirseu desempenho, podendo ser utilizados para monitoramento.
� Processo de manutenção de máquinas:
• Tempo médio para reparo;• Tempo médio entre falhas;
• Custo médio anual com manutenção preditiva;
• Número de atendimentos por mês; etc.
� Processo de logística:
• Volume médio mensal de produtos transportados aos clientes;
• Volume anual de devoluções que precisaram de transporte;
• Número de homens-hora trabalhados; etc.
� Processo de gestão de pessoas:
• Rotatividade de pessoal;
• Horas de treinamento por funcionário, por ano;
• Evolução do salário médio dos supervisores, ano a ano; etc.
8.2.4 Medição e monitoria do produto
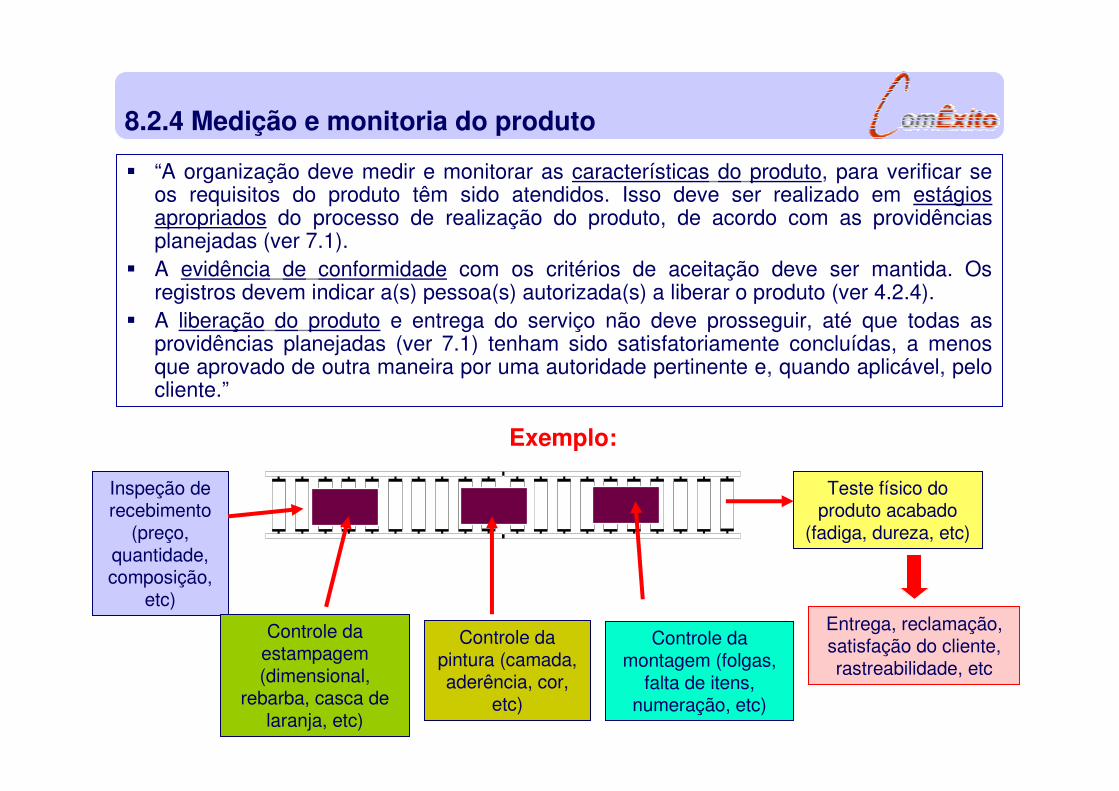
� “A organização deve medir e monitorar as características do produto, para verificar seos requisitos do produto têm sido atendidos. Isso deve ser realizado em estágiosapropriados do processo de realização do produto, de acordo com as providênciasplanejadas (ver 7.1).
� A evidência de conformidade com os critérios de aceitação deve ser mantida. Osregistros devem indicar a(s) pessoa(s) autorizada(s) a liberar o produto (ver 4.2.4).
� A liberação do produto e entrega do serviço não deve prosseguir, até que todas asprovidências planejadas (ver 7.1) tenham sido satisfatoriamente concluídas, a menosque aprovado de outra maneira por uma autoridade pertinente e, quando aplicável, pelocliente.”
Inspeção de recebimento
(preço, quantidade, composição,
etc)Entrega, reclamação, satisfação do cliente, rastreabilidade, etc
Controle da estampagem (dimensional,
rebarba, casca de laranja, etc)
Controle da pintura (camada, aderência, cor,
etc)
Controle da montagem (folgas,
falta de itens, numeração, etc)
Teste físico do produto acabado
(fadiga, dureza, etc)
Exemplo:
8.2.4 - Medição e monitoramento de produto
Nota (ISO/TS): Quando selecionando os parâmetros do produto, para monitorar aconformidade aos requisitos especificados, internos e externos, a organizaçãodetermina os tipos de características do produto, levado por: tipos de medição; meios demedição adequados; e, capacidade e habilidades requeridas.
8.2.4.1 Inspeção de layout funcional� Uma inspeção de layout é uma verificação funcional, aplicável ao material de
engenharia do cliente/normas de desempenho, e deve ser executada para todos osprodutos, numa freqüência suficiente, como estabelecido no plano de controle. Osresultados devem estar disponíveis para a análise crítica do cliente.
Nota: Inspeção de layout é a medição completa de todas as dimensões do produto,mostradas nos registros de projeto.
8.2.4.2 Itens de aparência� Para organizações que fabriquem peças designadas como “item de aparência” pelo
cliente, a organização deve providenciar: recursos adequados, incluindo a iluminaçãopara avaliação; amostras padrão de cores, granulação, gloss, brilho metálico, textura,distinção de imagem (DOI), como apropriado; manutenção e controle dos padrões deaparência e do equipamento de avaliação, e verificação que o pessoal que faz asavaliações de aparência seja qualificado para fazê-las.
� Seleção de parâmetros: tipos e meios de medição, habilidade requerida.� Inspeção funcional: como estabelecido no plano de controle, todas as dimensõesmostradas nos registros de projeto, resultados disponíveis para análise crítica.� Aparência: recursos para avaliação, padrões controlados (cor, brilho, textura, etc),pessoal qualificado.
8.3 - Controle de produto não-conforme
� “A organização deve assegurar que os produtos que não estejam conformes com osrequisitos do produto sejam identificados e controlados, para evitar seu uso ou entrega nãointencional. Os controles e as responsabilidades e autoridades relacionadas para lidar comprodutos não conformes, devem ser definidos em um procedimento documentado.� A organização deve tratar o produto não conforme por uma ou mais das formas:a) execução de ações, para eliminar a não conformidade detectada;b) autorização do seu uso, liberação ou aceitação sobre concessão, por uma autoridadepertinente e, onde aplicável, pelo cliente;c) execução de ação, para impedir o seu uso pretendido ou aplicação originais.� Devem ser mantidos registros sobre a natureza das não conformidades, e quaisquerações subseqüentes executadas, incluindo concessões obtidas (ver 4.2.4).� Quando o produto não conforme for corrigido, esse deve ser reverificado, parademonstrar a conformidade com os requisitos.� Quando a não conformidade do produto for detectada após a entrega ou início de seuuso, a organização deve tomar as ações apropriadas em relação aos efeitos, ou potenciaisefeitos, da não conformidade.”
8.3.1 Controle de produto não conforme – suplemento (ISO/TS)O produto sem identificação, ou com situação de suspeito, deve ser classificado como
produto não conforme (ver 7.5.3).
8.3.2 Controle de produto retrabalhadoInstrução para retrabalho, incluindo requisitos de re-inspeção, deve ser acessível e utilizada
pelo pessoal apropriado.
8.3 - Controle de produto não-conforme
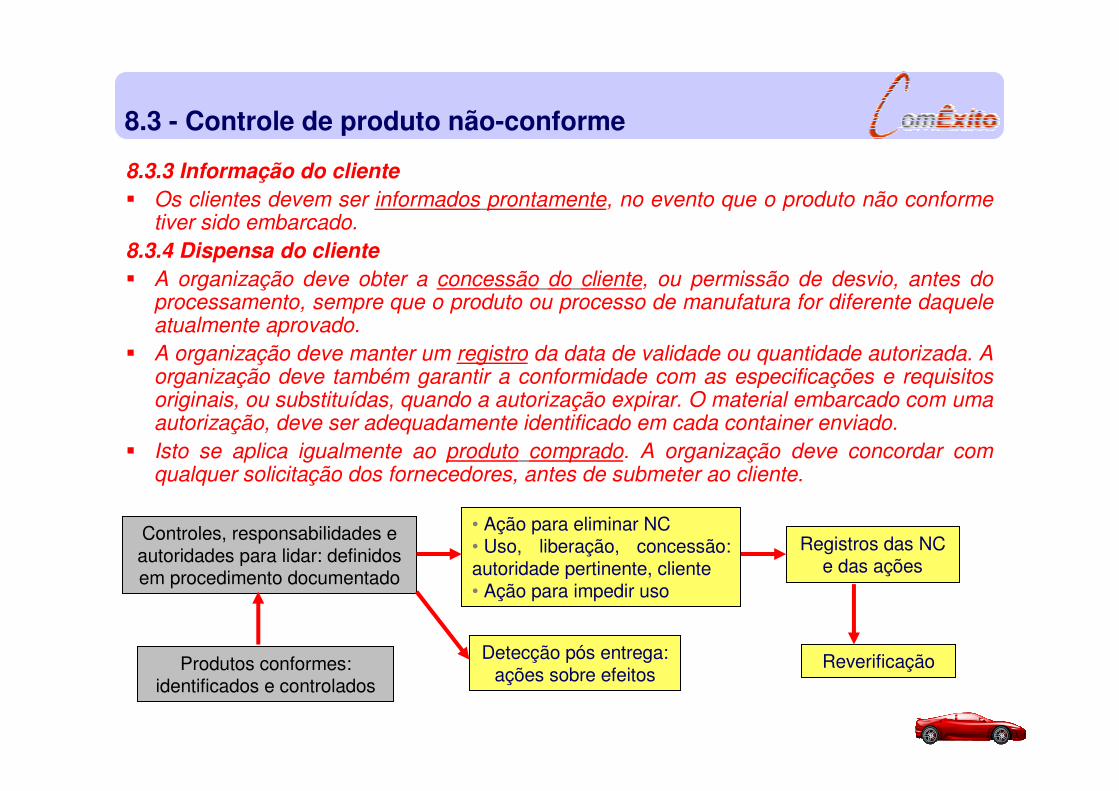
8.3.3 Informação do cliente� Os clientes devem ser informados prontamente, no evento que o produto não conforme
tiver sido embarcado.
8.3.4 Dispensa do cliente� A organização deve obter a concessão do cliente, ou permissão de desvio, antes do
processamento, sempre que o produto ou processo de manufatura for diferente daqueleatualmente aprovado.
� A organização deve manter um registro da data de validade ou quantidade autorizada. Aorganização deve também garantir a conformidade com as especificações e requisitosoriginais, ou substituídas, quando a autorização expirar. O material embarcado com umaautorização, deve ser adequadamente identificado em cada container enviado.
� Isto se aplica igualmente ao produto comprado. A organização deve concordar comqualquer solicitação dos fornecedores, antes de submeter ao cliente.
Produtos conformes: identificados e controlados
Controles, responsabilidades e autoridades para lidar: definidos em procedimento documentado
• Ação para eliminar NC• Uso, liberação, concessão:autoridade pertinente, cliente• Ação para impedir uso
Registros das NC e das ações
ReverificaçãoDetecção pós entrega: ações sobre efeitos
Controle – Adicional para TS
Controle do produto não conforme:
• Produto sem identificação ou suspeito éclassificado como não conforme
• Retrabalho, com requisitos de re-inspeção, acessível/utilizado por pessoal apropriado
Informação ao cliente, prontamente
Dispensa do cliente:
• Concessão, permissão de desvio
• Manter registro da data, quantidade autorizada
• Garantir conformidade nas substituições
• Identificação no embarque com autorização
• Situação aplica-se também a material comprado
Controle – Exemplos de NCs
• Compras efetuadas em fornecedores nãoqualificados, ou sem requisição.
• Recebimento de produto adquirido, sem inspeção(dimensional, propriedades, cor, etc).
• Estocagem, sem utilização de FIFO, ou comempilhamento acima do máximo indicado
• Durante o processamento: excesso de cavaco eóleo no chão, ausência de instrução de trabalho,não uso de equipamento de segurança, etc.
• Na montagem final: falta de componente, peças quenão dão montagem, etc.
• No pós produção: falta de identificação, falta depeça no container, falta de liberação, etc. Ação
exigida!!!
Controle – Ferramentas usáveis
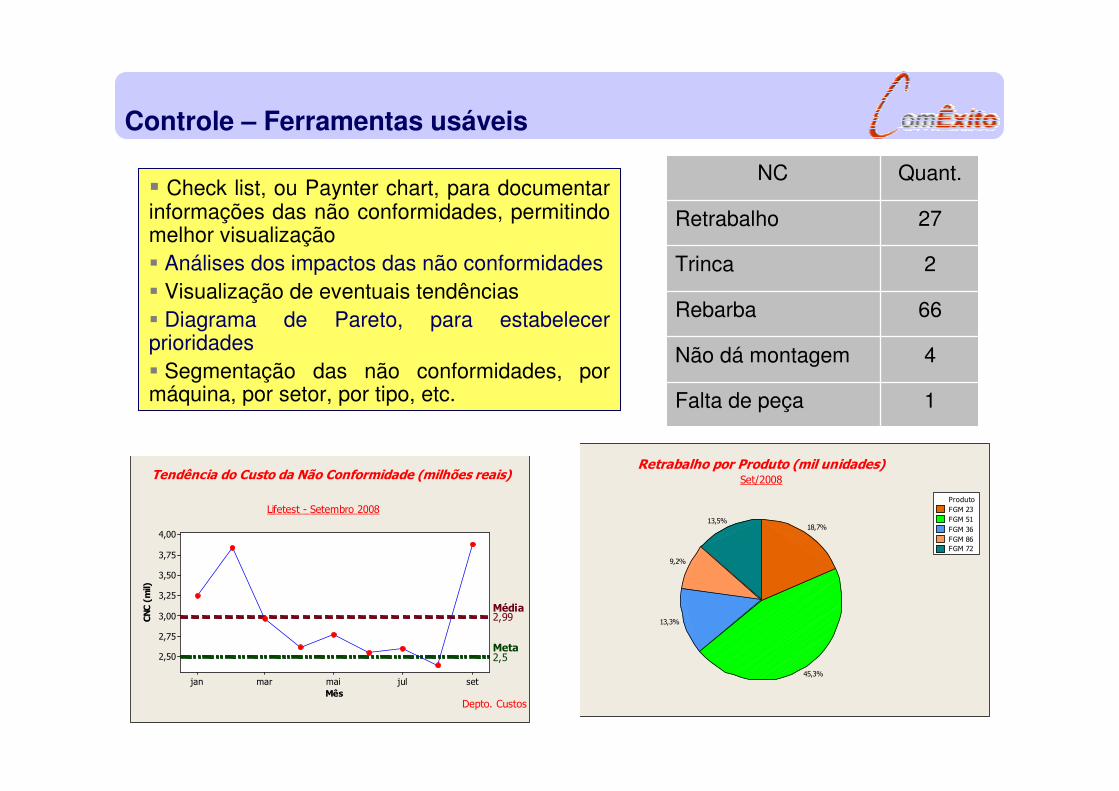
� Check list, ou Paynter chart, para documentarinformações das não conformidades, permitindomelhor visualização� Análises dos impactos das não conformidades� Visualização de eventuais tendências� Diagrama de Pareto, para estabelecerprioridades� Segmentação das não conformidades, pormáquina, por setor, por tipo, etc. 1Falta de peça
4Não dá montagem
66Rebarba
2Trinca
27Retrabalho
Quant.NC
FGM 23FGM 51FGM 36FGM 86FGM 72
Produto
13,5%
9,2%
13,3%
45,3%
18,7%
Retrabalho por Produto (mil unidades)Set/2008
setjulmaimarjan
4,00
3,75
3,50
3,25
3,00
2,75
2,50
Mês
CNC (mil)
2,99
2,5
Média
Meta
Tendência do Custo da Não Conformidade (milhões reais)
Lifetest - Setembro 2008
Depto. Custos
Exemplo de aplicação
� Vamos retomar o exemplo, usado em outros módulos, sobre o restaurante“Serve Bem”, do seu Nelson.
� Exemplos de eventuais não conformidades, que poderiam ocorrer:
� Falta de produto a ser preparado (carne, por exemplo)
� Instalação de gás dos fogões com vazamento
� Gôndola, onde as comidas são colocadas, sem refrigeração
� Chão do refeitório faltando limpeza
� Funcionários não usando os uniformes adequados
� Exemplos de ações que poderiam ser tomadas:
� Anotação de todos os problemas ocorridos no dia
� Reunião, ao final de cada dia, para analisá-los e gerar alternativas
� Checagem, no início da manhã, do estoque de produto
� Manutenção preventiva nos principais “equipamentos”
� Rotina de limpeza do refeitório, a cada meia hora
8.4 - Análise de dados
� “A organização deve determinar, coletar e analisar dados apropriados para demonstrar a eficácia do sistema de gestão da qualidade e para avaliar onde melhorias contínuas da eficácia do sistema de gestão da qualidade podem ser realizadas. Isso deve incluir dados gerados como resultados do monitoramento e das medições, e de outras fontes pertinentes.
� A análise dos dados deve fornecer informações relativas a:a) satisfação de clientes (ver 8.2.1);b) conformidade aos requisitos do produto (ver 7.2.1);c) características e tendências dos processos e produtos, incluindo oportunidades para
ações preventivas; ed) fornecedores.”
8.4.1 Análise e uso dos dados (ISO/TS)� As tendências em qualidade e desempenho operacional devem ser comparadas
com o progresso relativo aos objetivos e liderar ações para suportar o seguinte:a) o desenvolvimento de prioridades para as soluções imediatas aos problemas
relacionadas aos clientes,b) determinação das tendências chave, relativas aos clientes, e correlações para dar
suporte na análise crítica da situação, tomadas de decisão e planejamento de longoprazo,
c) um sistema de informação para o relato, em tempo, das informações do surgimentode produto para uso.
� Nota: Estes deveriam ser comparados com os dos concorrentes e ou benchmarksapropriados.
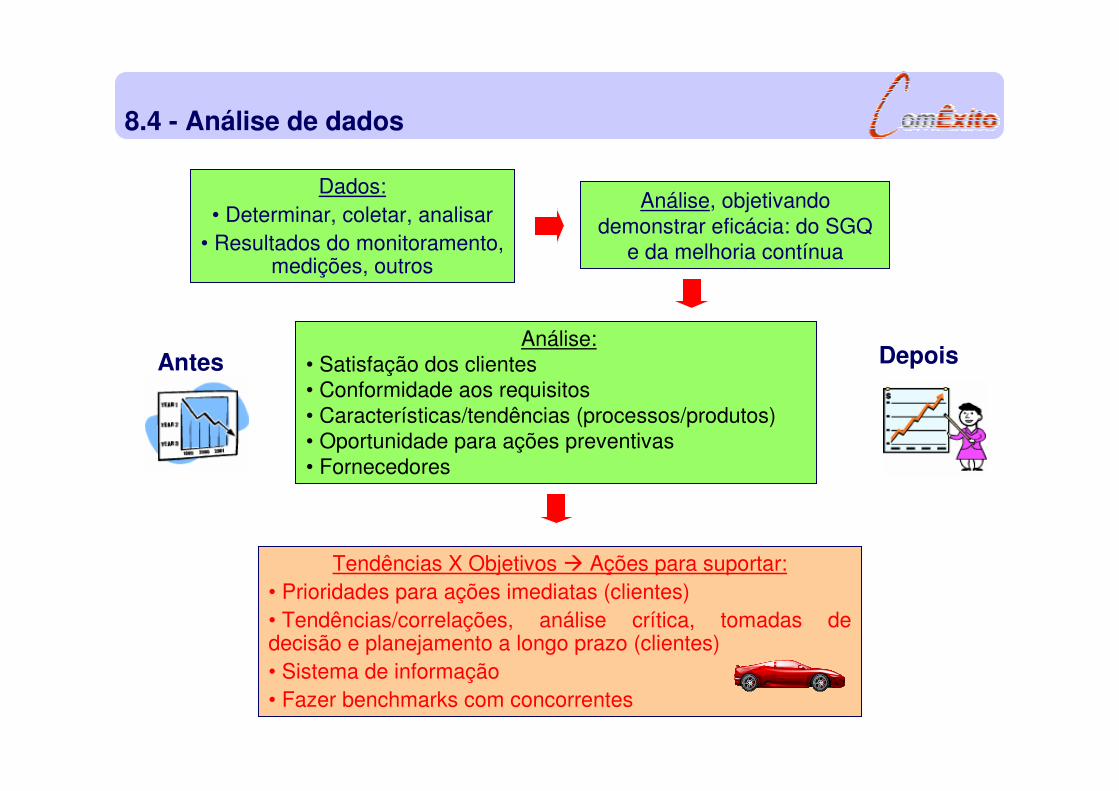
8.4 - Análise de dados
Análise, objetivando demonstrar eficácia: do SGQ
e da melhoria contínua
Dados: • Determinar, coletar, analisar
• Resultados do monitoramento, medições, outros
Análise:• Satisfação dos clientes• Conformidade aos requisitos• Características/tendências (processos/produtos)• Oportunidade para ações preventivas• Fornecedores
Tendências X Objetivos � Ações para suportar:• Prioridades para ações imediatas (clientes)• Tendências/correlações, análise crítica, tomadas de decisão e planejamento a longo prazo (clientes)• Sistema de informação• Fazer benchmarks com concorrentes
Antes Depois
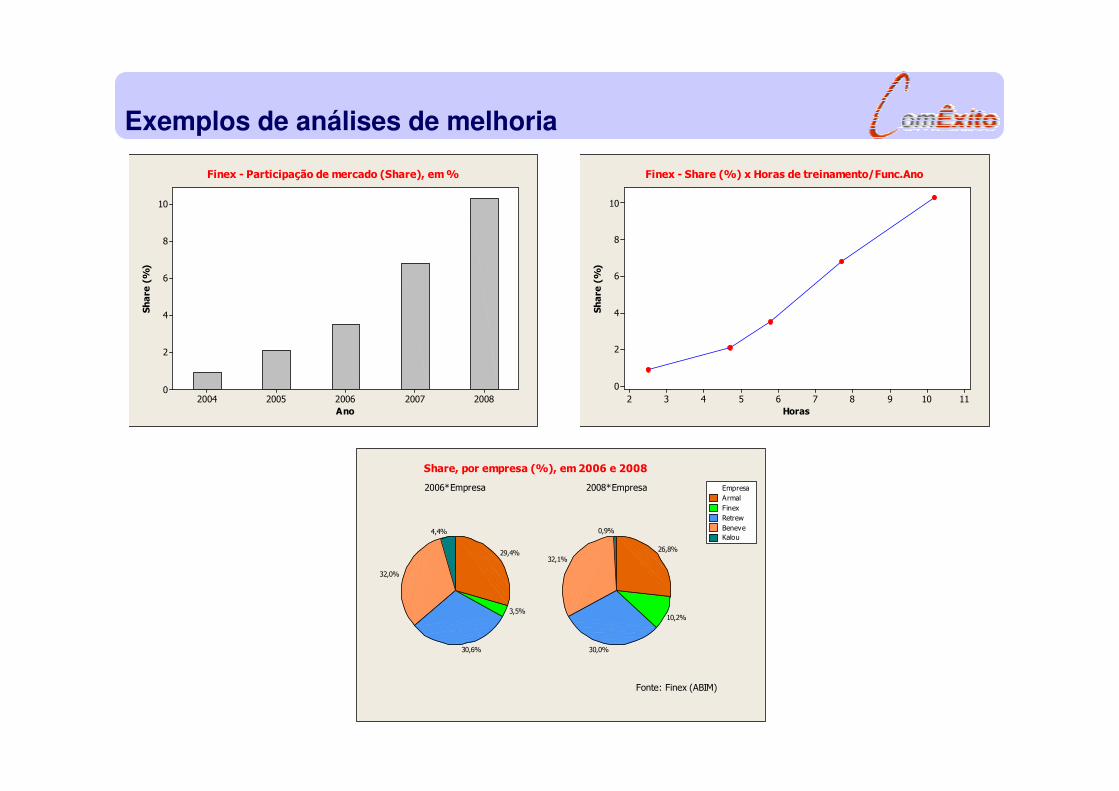
Exemplos de análises de melhoria
20082007200620052004
10
8
6
4
2
0
Ano
Share (%)
Finex - Participação de mercado (Share), em %
111098765432
10
8
6
4
2
0
Horas
Share (%)
Finex - Share (%) x Horas de treinamento/Func.Ano
2006*Empresa 2008*EmpresaArmalFinexRetrewBeneveKalou
Empresa
4,4%
32,0%
30,6%
3,5%
29,4%
0,9%
32,1%
30,0%
10,2%
26,8%
Share, por empresa (%), em 2006 e 2008
Fonte: Finex (ABIM)
8.5 - Melhorias
8.5.1 Melhoria contínua� “A organização deve continuamente melhorar a eficácia do sistema de gestão da
qualidade, por meio do uso da política da qualidade, objetivos da qualidade, resultados de auditorias, análise de dados, ações corretivas e preventivas e análise crítica pela direção.”
8.5.1.1 Melhoria contínua da organização (ISO/TS)� A organização deve definir um processo para melhoria contínua (Anexo B da ISO9004).8.5.1.2 Melhoria no processo de manufatura� A melhoria contínua deve focar, continuamente, o controle e redução da variaçãodas características do produto, e parâmetros do processo de manufatura.Nota 1: Características controladas são documentadas no plano de controle.Nota 2: Melhoria contínua é implementada, uma vez que os processos de manufaturaforem capazes e estáveis, ou as características do produto forem previsíveis eatenderem aos requisitos do cliente.
• Política da qualidade• Objetivos da qualidade
• Resultados de auditorias• Ações corretivas/preventivas
• Análises críticas
Melhoria contínua da eficácia do SGQ
Processo (ISO 9004), focando:• Controle/redução variação processos/produtos
• Caract. controladas documentadas (plano controle)• Implementação, após estabilidade/capacidade
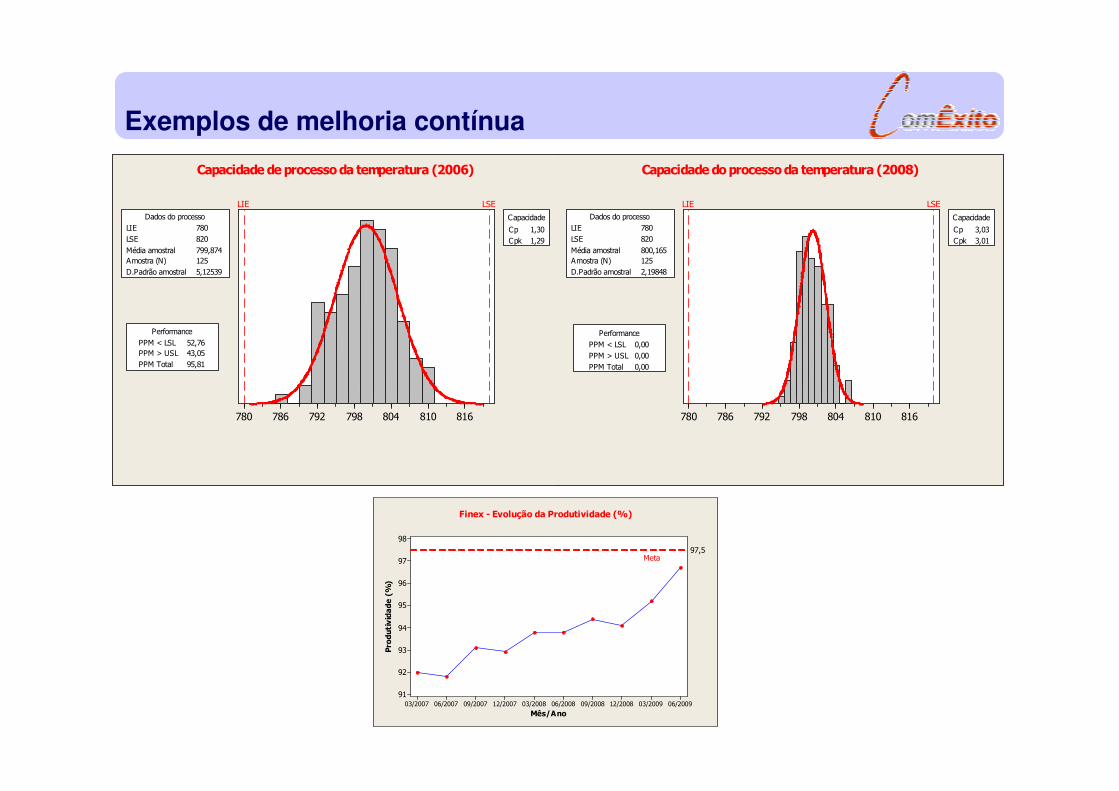
Exemplos de melhoria contínua
06/200903/200912/200809/200806/200803/200812/200709/200706/200703/2007
98
97
96
95
94
93
92
91
Mês/Ano
Produtividade (%)
97,5
Finex - Evolução da Produtividade (%)
Meta
816810804798792786780
LIE LSE
LIE 780LSE 820Média amostral 799,874Amostra (N) 125D.Padrão amostral 5,12539
Dados do processo
Cp 1,30Cpk 1,29
Capacidade
PPM < LSL 52,76PPM > USL 43,05PPM Total 95,81
Performance
Capacidade de processo da temperatura (2006)
816810804798792786780
LIE LSE
LIE 780LSE 820Média amostral 800,165Amostra (N) 125D.Padrão amostral 2,19848
Dados do processo
Cp 3,03Cpk 3,01
Capacidade
PPM < LSL 0,00PPM > USL 0,00PPM Total 0,00
Performance
Capacidade do processo da temperatura (2008)
8.5.2 - Ação corretiva
� “A organização deve executar ações corretivas para eliminar a causa de nãoconformidades, de forma a evitar sua repetição. As ações corretivas devem serapropriadas aos efeitos das não conformidades encontradas.� Um procedimento documentado deve ser estabelecido para definir os requisitos para:a) análise crítica de não conformidades (incluindo reclamações de cliente);b) determinação das causas de não conformidades;c) avaliação da necessidade de ações para assegurar que as não conformidades nãoocorrerão novamente;d) determinação e implementação de ações necessárias;e) registro dos resultados de ações executadas (ver 4.2.4); ef) análise crítica de ações corretivas tomadas.”
8.5.2.1 Resolução de problemas (ISO/TS)� A organização deve ter um processo definido para resolução de problemas, dirigido paraa identificação da causa raiz e sua eliminação.� Se existir um formato de solução de problemas prescrito pelo cliente, a organização deveusar o formato prescrito.8.5.2.2 À prova de falha� A organização deve usar métodos de à prova de falha em seu processo de ação corretiva.8.5.2.3 Impacto da ação corretiva� A organização deve aplicar, para outros processos e produtos similares, a ação corretiva,e implementar controles, para eliminar a causa de uma não conformidade.
8.5.2 - Ação corretiva
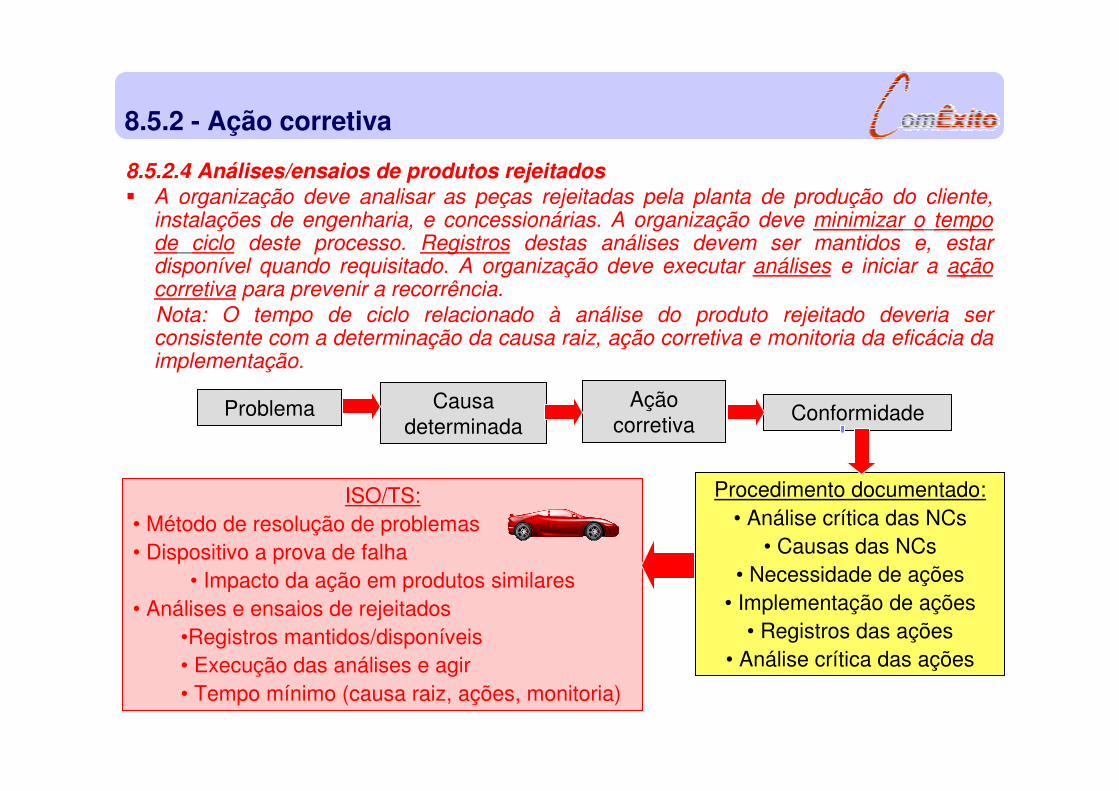
8.5.2.4 Análises/ensaios de produtos rejeitados� A organização deve analisar as peças rejeitadas pela planta de produção do cliente,
instalações de engenharia, e concessionárias. A organização deve minimizar o tempode ciclo deste processo. Registros destas análises devem ser mantidos e, estardisponível quando requisitado. A organização deve executar análises e iniciar a açãocorretiva para prevenir a recorrência.
Nota: O tempo de ciclo relacionado à análise do produto rejeitado deveria serconsistente com a determinação da causa raiz, ação corretiva e monitoria da eficácia daimplementação.
Procedimento documentado:• Análise crítica das NCs
• Causas das NCs• Necessidade de ações
• Implementação de ações• Registros das ações
• Análise crítica das ações
ISO/TS:• Método de resolução de problemas• Dispositivo a prova de falha
• Impacto da ação em produtos similares• Análises e ensaios de rejeitados
•Registros mantidos/disponíveis• Execução das análises e agir• Tempo mínimo (causa raiz, ações, monitoria)
Problema Causa determinada
Ação corretiva Conformidade
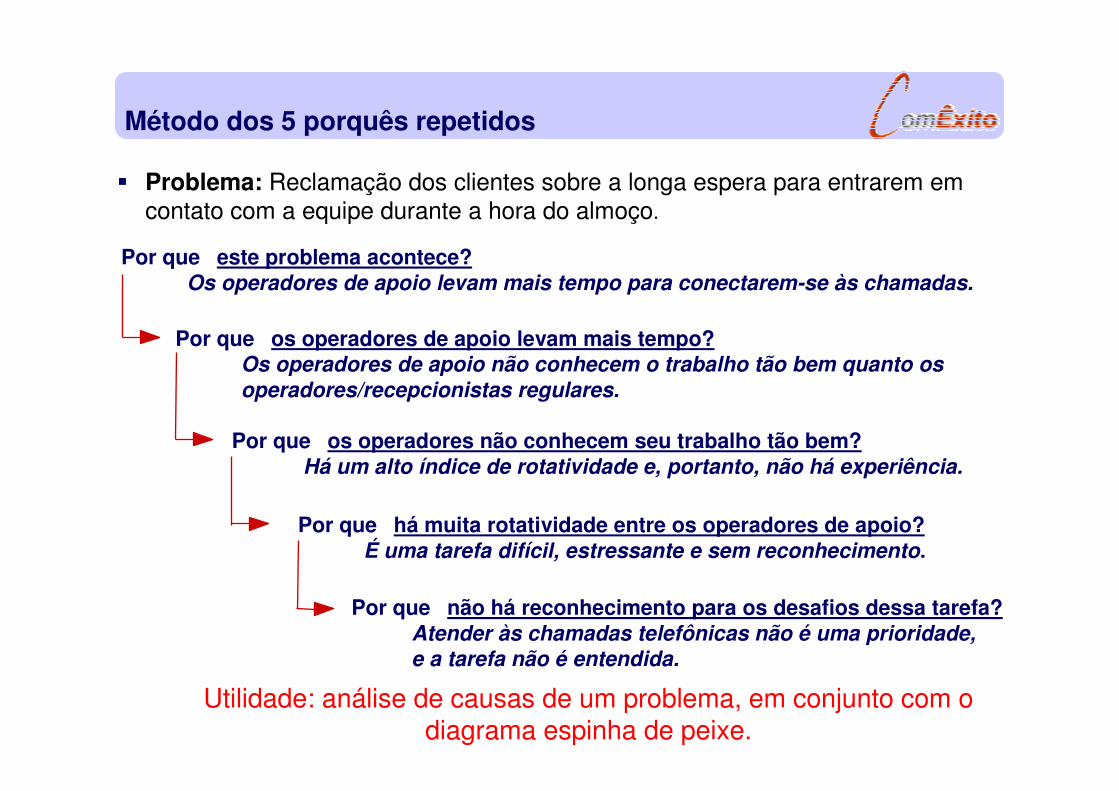
Método dos 5 porquês repetidos
Por que este problema acontece?Os operadores de apoio levam mais tempo para conectarem-se às chamadas.
Por que os operadores de apoio levam mais tempo?Os operadores de apoio não conhecem o trabalho tão bem quanto osoperadores/recepcionistas regulares.
Por que os operadores não conhecem seu trabalho tão bem?Há um alto índice de rotatividade e, portanto, não há experiência.
Por que há muita rotatividade entre os operadores de apoio?É uma tarefa difícil, estressante e sem reconhecimento.
Por que não há reconhecimento para os desafios dessa tarefa?Atender às chamadas telefônicas não é uma prioridade, e a tarefa não é entendida.
� Problema: Reclamação dos clientes sobre a longa espera para entrarem em contato com a equipe durante a hora do almoço.
Utilidade: análise de causas de um problema, em conjunto com o diagrama espinha de peixe.
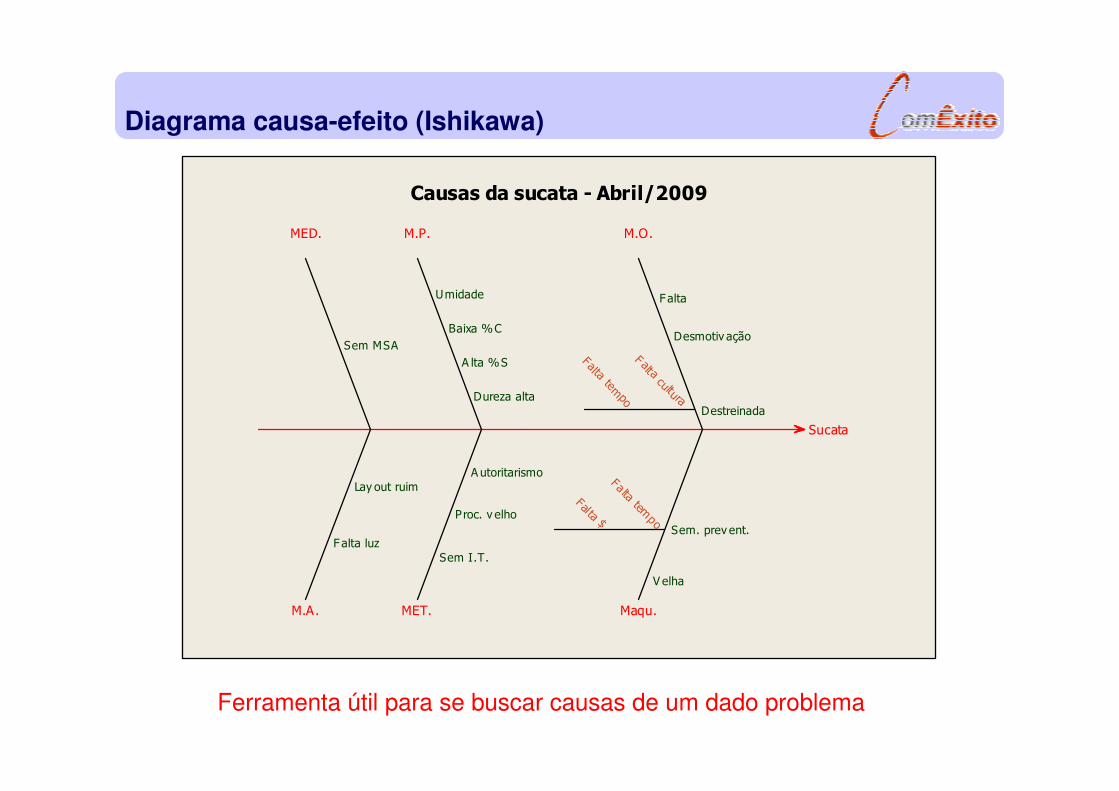
Diagrama causa-efeito (Ishikawa)
Sucata
M.A.
MED.
MET.
M.P.
Maqu.
M.O.
Destreinada
Desmotiv ação
Falta
Sem. prev ent.
V elha
Dureza alta
A lta %S
Baixa %C
Umidade
A utoritarismo
Proc. v elho
Sem I.T.
Sem MSA
Lay out ruim
Falta luz
F alta cultura
Falta tempoFalta tem
po
Falta $
Causas da sucata - Abril/2009
Ferramenta útil para se buscar causas de um dado problema
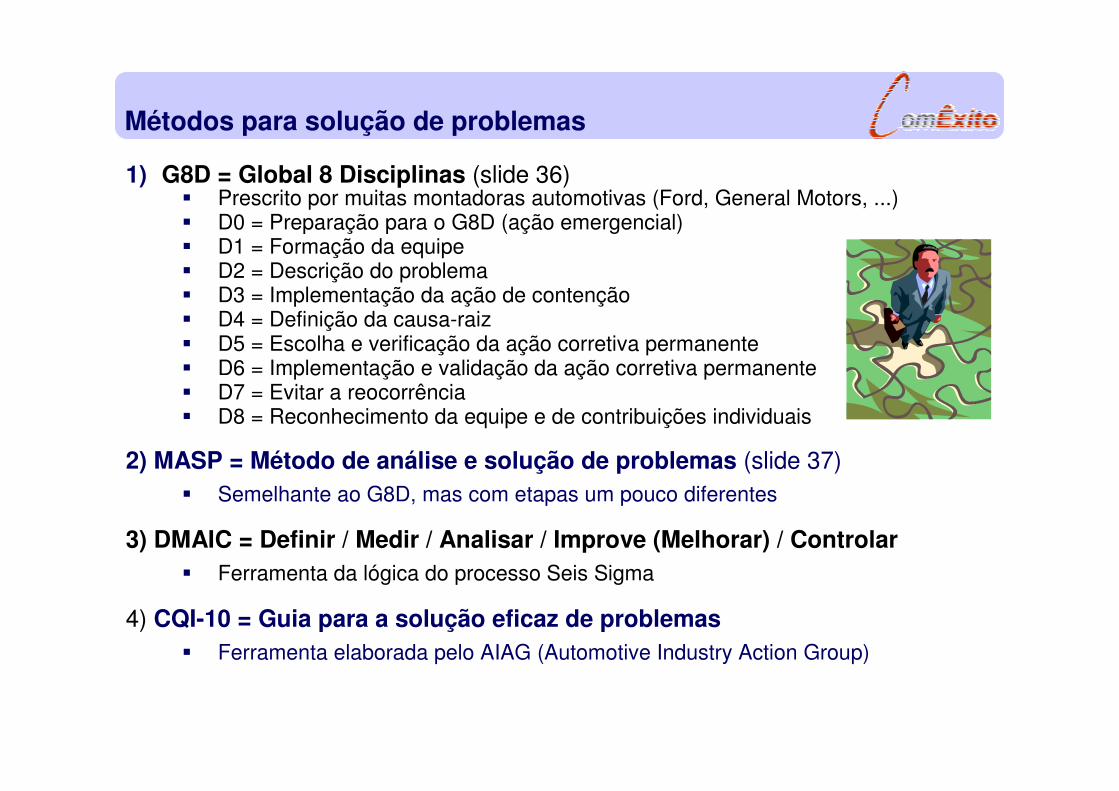
Métodos para solução de problemas
1) G8D = Global 8 Disciplinas (slide 36)� Prescrito por muitas montadoras automotivas (Ford, General Motors, ...)� D0 = Preparação para o G8D (ação emergencial)� D1 = Formação da equipe� D2 = Descrição do problema� D3 = Implementação da ação de contenção� D4 = Definição da causa-raiz� D5 = Escolha e verificação da ação corretiva permanente� D6 = Implementação e validação da ação corretiva permanente� D7 = Evitar a reocorrência� D8 = Reconhecimento da equipe e de contribuições individuais
2) MASP = Método de análise e solução de problemas (slide 37)� Semelhante ao G8D, mas com etapas um pouco diferentes
3) DMAIC = Definir / Medir / Analisar / Improve (Melhorar) / Controlar� Ferramenta da lógica do processo Seis Sigma
4) CQI-10 = Guia para a solução eficaz de problemas� Ferramenta elaborada pelo AIAG (Automotive Industry Action Group)
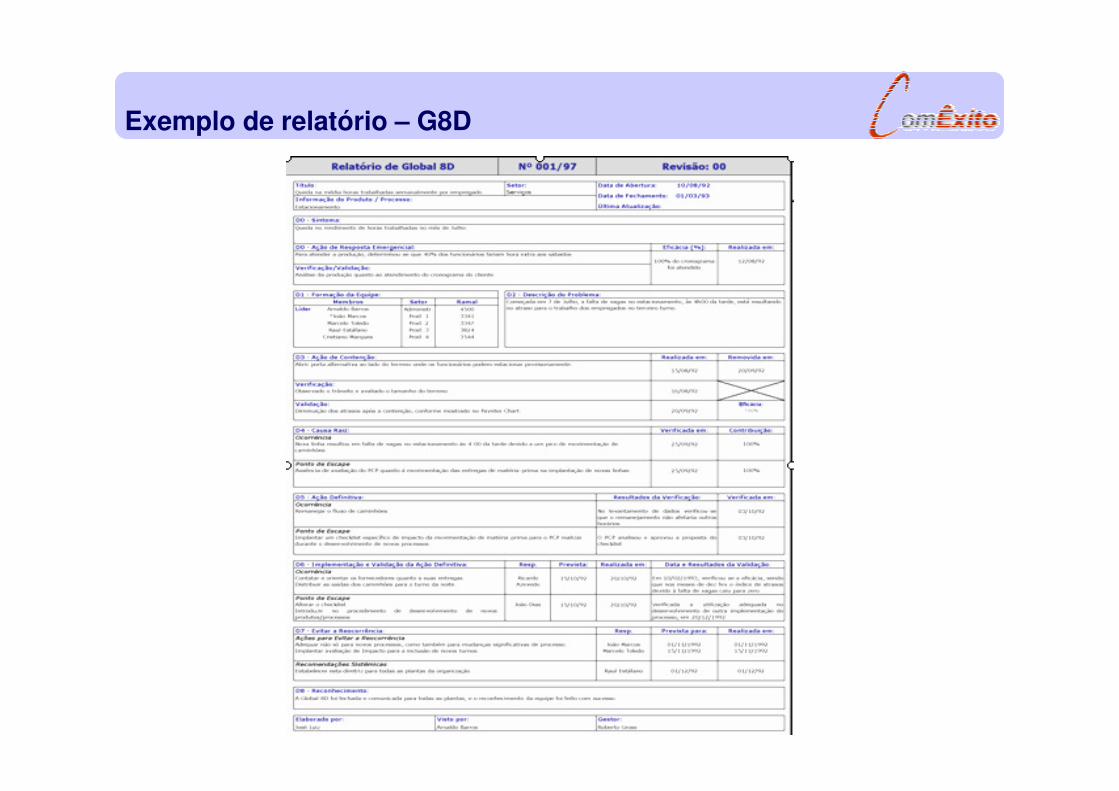
Exemplo de relatório – G8D
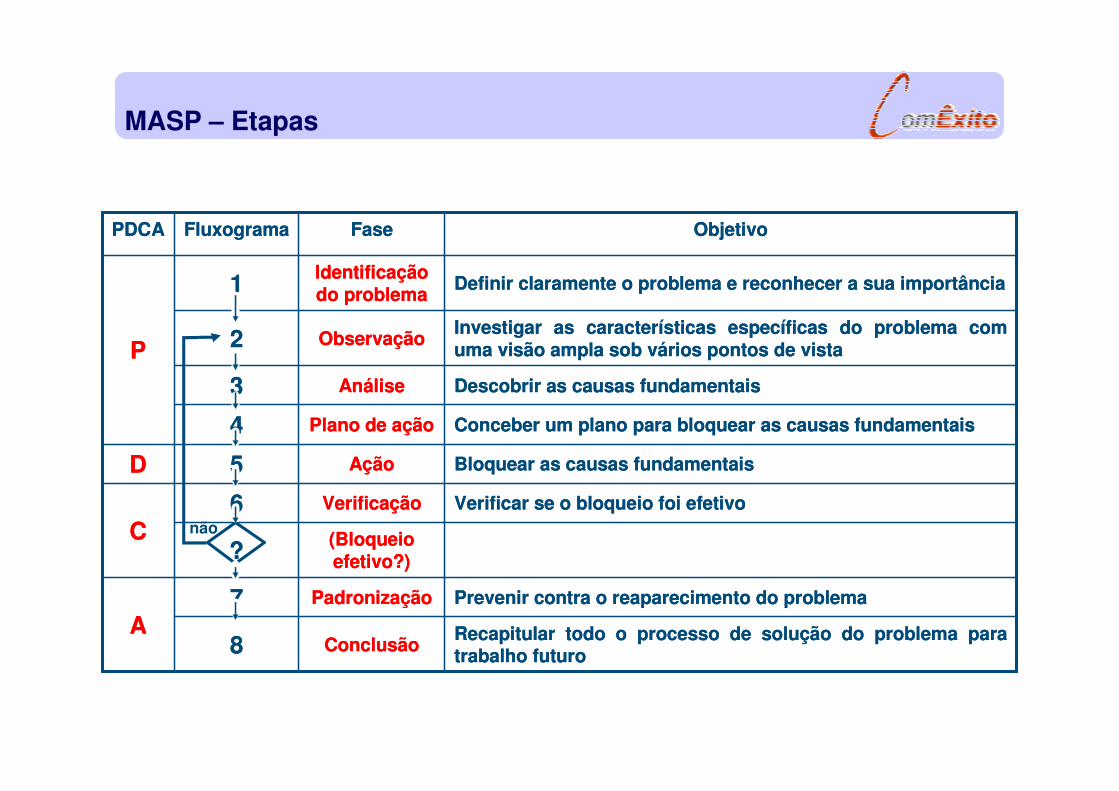
MASP – Etapas
Definir claramente o problema e reconhecer a sua importânciaIdentificação do problema1
P
Recapitular todo o processo de solução do problema para trabalho futuro
Conclusão8
Prevenir contra o reaparecimento do problemaPadronização7A
(Bloqueio efetivo?)?
Verificar se o bloqueio foi efetivoVerificação6C
Bloquear as causas fundamentaisAção5D
Conceber um plano para bloquear as causas fundamentaisPlano de ação4
Descobrir as causas fundamentaisAnálise3
Investigar as características específicas do problema com uma visão ampla sob vários pontos de vista
Observação2
ObjetivoFaseFluxogramaPDCA
Definir claramente o problema e reconhecer a sua importânciaIdentificação do problema1
P
Recapitular todo o processo de solução do problema para trabalho futuro
Conclusão8
Prevenir contra o reaparecimento do problemaPadronização7A
(Bloqueio efetivo?)?
Verificar se o bloqueio foi efetivoVerificação6C
Bloquear as causas fundamentaisAção5D
Conceber um plano para bloquear as causas fundamentaisPlano de ação4
Descobrir as causas fundamentaisAnálise3
Investigar as características específicas do problema com uma visão ampla sob vários pontos de vista
Observação2
ObjetivoFaseFluxogramaPDCA
não
8.5.3 – Ação preventiva
� “A organização deve definir ações para eliminar as causas de não conformidadespotenciais, de forma a prevenir a sua ocorrência. As ações preventivas devem serapropriadas aos efeitos dos problemas potenciais.� Um procedimento documentado deve ser estabelecido para definir os requisitos para:a) definição de não conformidades potenciais e suas causas;b) avaliação da necessidade de ação para evitar a ocorrência de não conformidades;c) definição e implementação de ações necessárias;d) registros de resultados das ações executadas (ver 4.2.4); ee) análise crítica de ações preventivas executadas.”
Ações preventivas - Exemplos: Treinamento, pesquisa de mercado, confecção de protótipo, manutenção preventiva, CEP, FMEA, Poka Yoke, etc
Detecção Ação de contenção
Causa raiz Prevenção
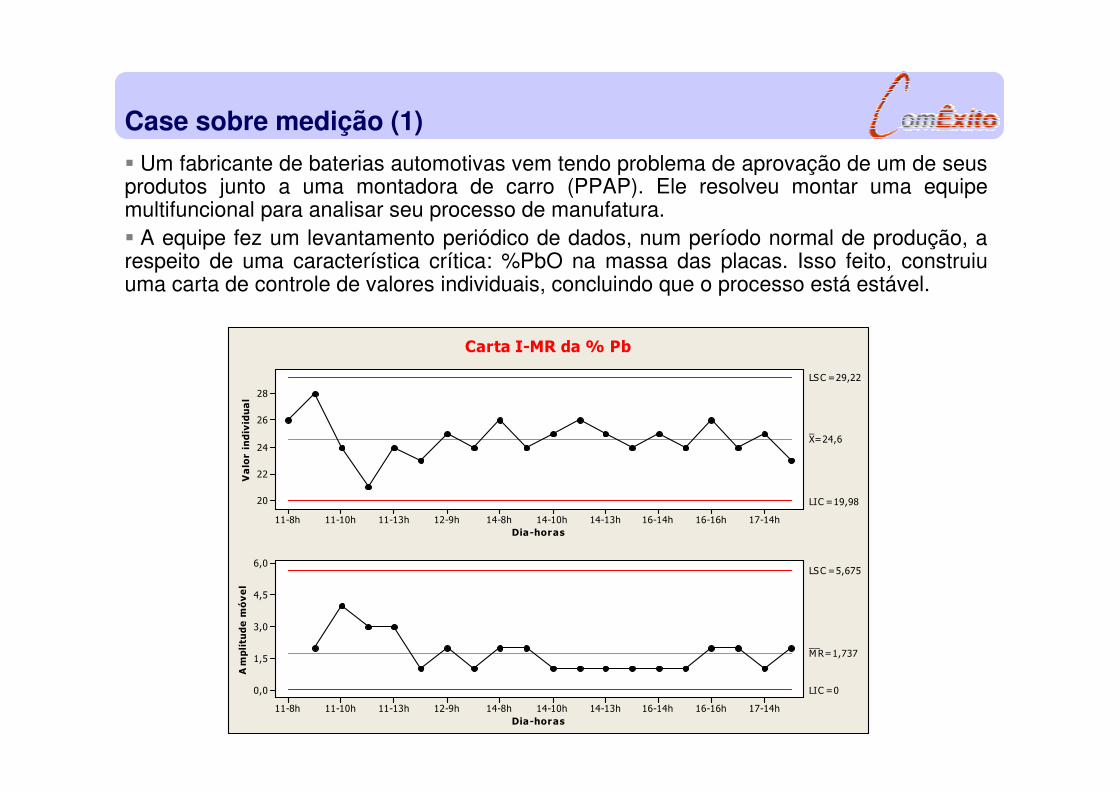
Case sobre medição (1)
� Um fabricante de baterias automotivas vem tendo problema de aprovação de um de seusprodutos junto a uma montadora de carro (PPAP). Ele resolveu montar uma equipemultifuncional para analisar seu processo de manufatura.� A equipe fez um levantamento periódico de dados, num período normal de produção, arespeito de uma característica crítica: %PbO na massa das placas. Isso feito, construiuuma carta de controle de valores individuais, concluindo que o processo está estável.
17-14h16-16h16-14h14-13h14-10h14-8h12-9h11-13h11-10h11-8h
28
26
24
22
20
Dia-horas
Valor individual
_X=24,6
LSC =29,22
LIC =19,98
17-14h16-16h16-14h14-13h14-10h14-8h12-9h11-13h11-10h11-8h
6,0
4,5
3,0
1,5
0,0
Dia-horas
Amplitude móvel
__MR=1,737
LSC =5,675
LIC =0
Carta I-MR da % Pb
Case sobre medição (2)
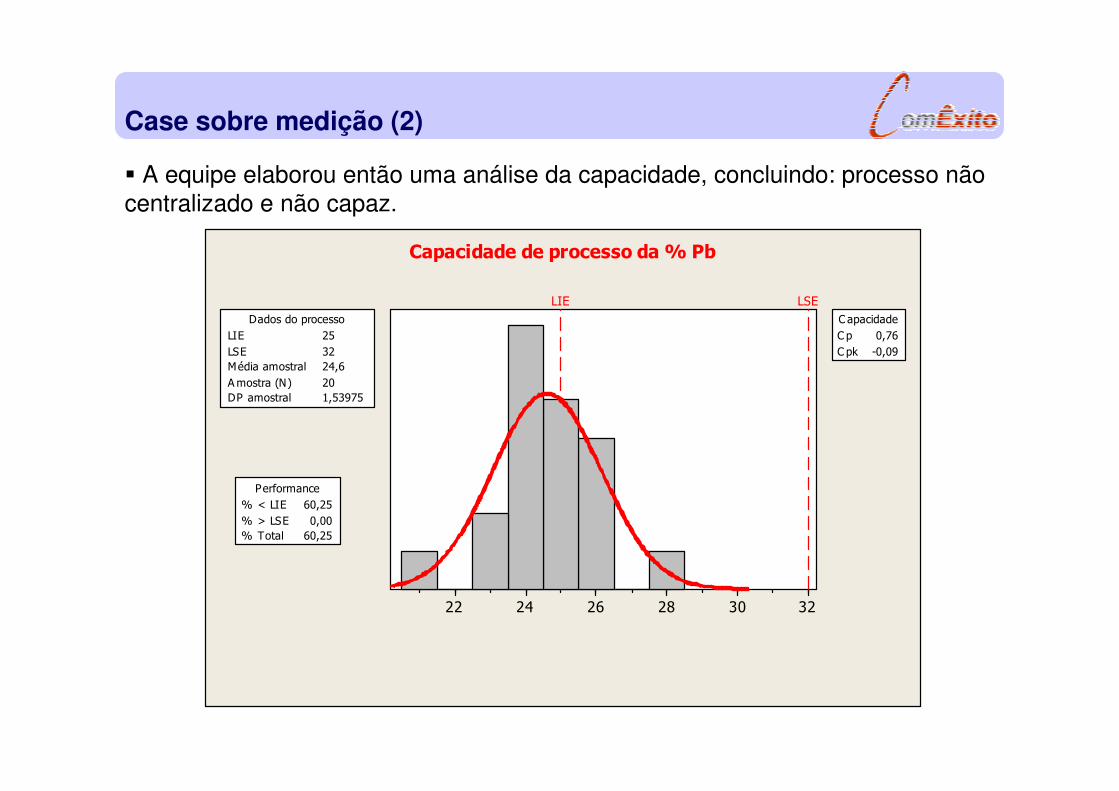
323028262422
LIE LSE
LIE 25LSE 32Média amostral 24,6Amostra (N) 20DP amostral 1,53975
Dados do processoC p 0,76C pk -0,09
C apacidade
% < LIE 60,25% > LSE 0,00% Total 60,25
Performance
Capacidade de processo da % Pb
� A equipe elaborou então uma análise da capacidade, concluindo: processo não centralizado e não capaz.
Case sobre medição (3)
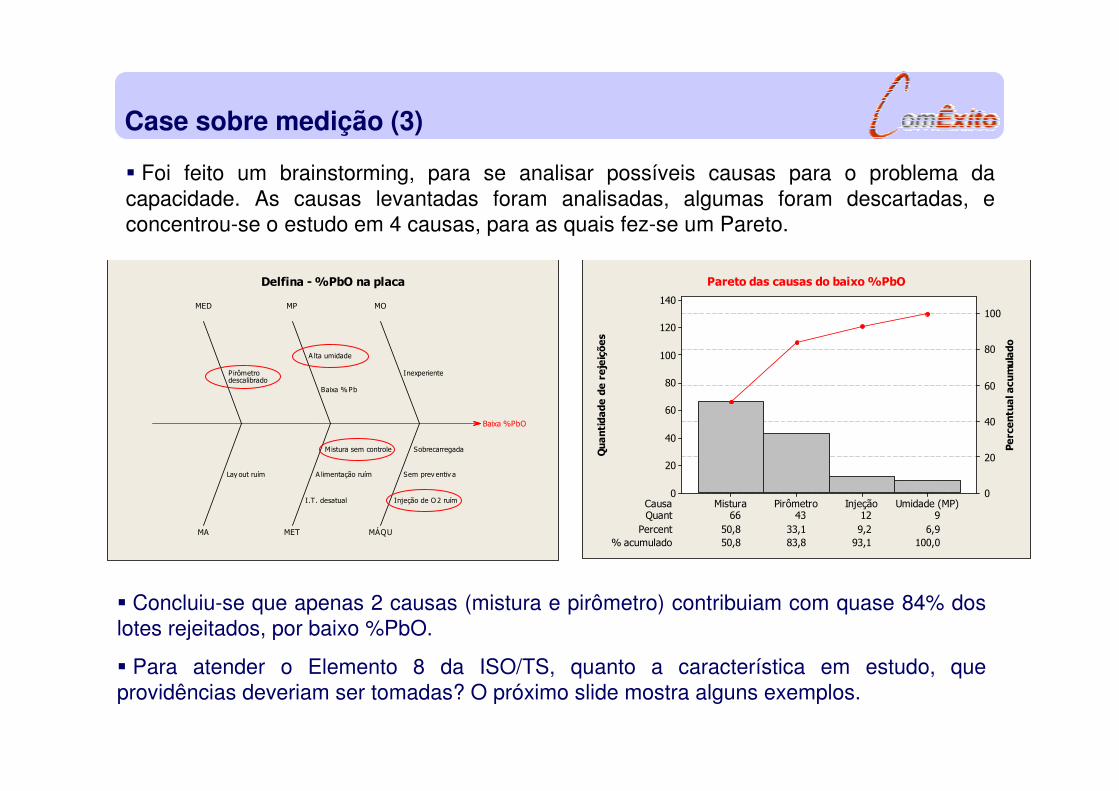
� Foi feito um brainstorming, para se analisar possíveis causas para o problema dacapacidade. As causas levantadas foram analisadas, algumas foram descartadas, econcentrou-se o estudo em 4 causas, para as quais fez-se um Pareto.
Baixa %PbO
MA
MED
MET
MP
MÁQU
MO
Inexperiente
Sobrecarregada
Sem prev entiv a
Injeção de O 2 ruím
Baixa %Pb
A lta umidade
Mistura sem controle
A limentação ruím
I.T. desatual
descalibradoPirômetro
Lay out ruím
Delfina - %PbO na placa
Quant 66 43 12 9Percent 50,8 33,1 9,2 6,9
% acumulado 50,8 83,8 93,1 100,0
Causa Umidade (MP)InjeçãoPirômetroMistura
140
120
100
80
60
40
20
0
100
80
60
40
20
0
Quantidade de rejeições
Percentual acumulado
Pareto das causas do baixo %PbO
� Concluiu-se que apenas 2 causas (mistura e pirômetro) contribuiam com quase 84% doslotes rejeitados, por baixo %PbO.
� Para atender o Elemento 8 da ISO/TS, quanto a característica em estudo, queprovidências deveriam ser tomadas? O próximo slide mostra alguns exemplos.
Case (4) – Exemplos de ações
� Criar registros dessa não conformidade, segregar lotes ainda em seu poder, informar osinteressados (engenharia, processo, controle, logística, etc).
� Gerar ações corretivas/preventivas. Prioritariamente, ações para:� Rever o procedimento de mistura na máquina, atualizar sua instrução de trabalho,
treinar os operadores e garantir sua nova operacionalização;� Fazer um estudo de MSA no pirômetro, quanto a localização (tendência,
estabilidade e linearidade) e dispersão (R&R) e garantir sua confiabilidade.� Com menor ênfase, tomar outras providências:
� Rever outros procedimentos e instruções (extensão);� Rever outros dispositivos de medição (extensão);� Criar critérios de compra e recebimento de material e implementar;� Criar plano de manutenção preventiva/preditiva e implementar;� Rever outros procedimentos de controle e implementar.
� Produzir lotes pilotos, após todas as mudanças, e efetuar novos sucessivos estudos deestabilidade e capacidade, até se conseguir a conformidade.
� Auditar e monitorar continuamente esse processo. Ver sua extensão para outrosprocessos e produtos.
Fim do Módulo 5Estrutura da norma ISO/TS 16949:2009
Requisito 8Exercícios