Dnevnik strune prakse
UNIVERZITET U BIHAU TEHNIKI FAKULTET
BIHA
Odsjek: MAINSTVO
DNEVNIK INDUSTRIJSKE PRAKSE (II)Semestar (VI)
Dodiplomski studij Biha, 19.10.2014 god. Student:
Hadi Aldin Br indexa: 948
Univerzitet u Bihau Tehniki fakultet BihaU Bihau, ______________
.Broj:
MOLBA ZA OBAVLJANJE INDUSTRIJSKE/STRUNEPRAKSEPotvrujem svoju
saglasnost da student/ica
_____________________________________________________________________________(ime
i prezime studenta/ice, odsjek, broj indeksa)obavlja
industrijsku/strunu praksu
u __________________________________________________ . (naziv
pravne osobe)Pravna osoba u kojoj student/ica eli obaviti
industrijsku/strunu praksu:
Adresa: ______________________
Telefon: _____________________
E-mail: ______________________
Odgovorna osoba: _________________________
Napomena:Student Tehnikog fakulteta nije osiguran od posljedica
nesretnog sluaja (nezgode) kod ___________
__________________________________________________________________________________
Dekan:Dostaviti:
Koordinatoru za nastavu po odsjecima ________________________
Studentu/ici a/a pravne osobe1,2. stranica -Vidi gore!
3. stranica Molba za obavljanje industrijske prakse (Skenirani
list na kraju sa potpisom Dekana)
4. stranica (slijedi)
1. UVOD (12 pt Bold margine (desno 2,5 cm; lijevo 2 cm; gore 2
cm; dole 2 cm)
(Ostali dio teksta je 12 pt (Sentence Case)!!!- Ne koristiti
numeraciju stranica!)Saeto opisati poduzee:
Naziv; povijest firme;
lokacija (graevinski i proizvodni objekti);
djelatnost(i) i proizvodni program;
tehnoloka razina (oprema, sredstva rada, strojevi, alati,
softveri);
eventualne posebnosti itd.5. Stranica 2. (NAZIV RADNOG ZADATKA)
(12 pt Bold )- kratki opis teme strunog rada sa crteom radnog
zadatka (komad, maina, sptver ili .........)6. starnica (namjerno
prazna)
7,8,9,10,11 stranica Vidi dnevni radni list u nastavku biljeske
studenta!( Dnevni izvjetaj obavljenog posla: 8 sati sa obrazloenim
tehnolokim postupcima izrade. Svaki zahvat tehnolokog postupka
potkrijepiti crtezom ili slikom radnog komada, maine, koritenog
alata (reznog, mjernog itd..)
12. stranica Potvrda o obavljenoj praksi (preuzeti od voditelja
nastave)( Skenirani list na kraju)
13. strnica vidi kako slijedi (obavezni potpisi studenta i
voditelja nastave)Podaci o predanom dnevniku strune prakse:Datum
predaje:
Potpis studenta/ice:
Potpis voditelja/ice za nastavu:
Upute za voenje dnevnika strune prakse: (Ovu stranicu ne
uvezivati!!!!)Student/ica je za vrijeme strune prakse obvezan/na
voditi Dnevnik strune prakse u kojem opisuje radne zadatke koji su
obuhvaeni strunom praksom. Preporua se da zadaci koje obavlja
student na strunoj praksi budu vezani uz podruje studiranja i uz
temu diplomskog rada.Student/ica je duan/na voditi biljeke o
sadraju i radnim aktivnostima svakog dana prakse, to znai da u
dnevniku prakse trebaju biti opisane aktivnosti za svih 5 (40
radnih sati) dana prakse.
U zakljuku student/ica iznosi svoje miljenje i dojam o strunoj
praksi te da li je praksa pomogla u njegovom daljnjem
profesionalnom razvoju.
Na zavretku prakse Dnevnik strune prakse ovjerava mentor/ica u
tvrtki/instituciji vlastorunim potpisom.
Dnevnik prakse se nakon zavretka prakse, predaje na uvid i
kontrolu te se u skladu s ispunjenjem formalnih uvjeta vri ovjera
izvrenja obveze strune prakse od strane voditelja/ice za nastavu na
mainskom odsjeku.
1. UVOD
Opis firme Deal-mont d.o.o. Industrijska zona b.b. Sanski Most,
BiH, 79260
Porezni br: 4263213010005
Tlf: 037/687-417
Fax: 037/687-416
Deal-mont d.o.o. je manje i relativno mlado preduzee utemeljeno
2000 god. i koje se nalazi u Sanskom Mostu. Ovo preduzee za sada
ima zaposlenih deset radnik, od kojih su dva vodea lana vieg
strunog obrazovanja dok su preostali lanovi radnici kvalifikovani
za pojedine rangove poslova kojima se preduzee bavi (zavarioci,
majstori i radnici na odjelu za plastificiranje i lakiranje).
Deal-mont se iskljuivo bavi proizvodnjom-izgradnjom, obradom i
zatitom metalnih konstrukcija. Izgradnja inox, staklenih i
aluminijskih ograda, kojom se ova firma bavila u samom poetku,
proirila se i na obradu i zatitu ve gotovih metalnih konstrukcija
za sve namjene. Jedna od najproduktivnijih djelatnosti jeste
plastificiranje metala. Isto tako jedan dio proizvodnje je usmjeren
ka izradi aluminijskih prozora, te izvoenju svih vrsta staklenih i
aluminijskih fasada.
Kako se radi o manjem preduzeu glavni ciljevi su usmjereni ka
proirenju djelatnosti ugradnjom novih poboljanih tehniko-tehnolokih
rijeenja, ugradnjom modernije tehnoloke opreme ,te ukljuenjem i
integracijom strunih sektora za nove kadrove. Osnovni cilj i
filozofija preduzea je zadovoljstvo kupca koje uveliko garantuje
mogunost napredka i proirenja preduzea u izgradnji boljeg i
naprednijeg proizvodog procesa. Kroz implementaciju i uvoenje ISO
standarda 9001:2008 ovo preduzee tei ka poboljanju kvaliteta
proizvoda i usluga.
2. RADNI ZADATAK U ovom radnom zadatku koji je obavljen u
preduzeu Deal-mont upoznat je kompletan tehniko tehnoloki proces
plastificiranja komada-predmeta. Radni zadatak se bazirao na
pripremu i obradu radnih povrina, komada (koji e biti podvrgnuti
plastificiranju).Uz praktino i tehnoloko uee ova radni zadatak se
temeljio i na prikupljanju dodatnih informacija, putem interneta
ili dostupne literature o tehnolokom procesu plastificiranja.
3. BILJEKE STUDENTA/ICE1. dan prakseDatum: 29.09.2014 god
SADRAJ I OPIS RADA
Prvi dan prakse uglavnom se svodio na upoznavanje preduzea.
Preduzee se sastoji od dvije hale koje su odvojene za svaku
proizvodnu djelatnost. U prvoj hali nalazi se maina za sjeenje i
savijanje metala, zatim aparati za zavarivanje, zrani kompresor,
brusilica, builica, alati i ostali pribor. U sklopu prve hale
nalazi se i mjesto za skladitenje gotovih metalnih
konstrukcija.
U drugoj manjoj hali nalazio se prostor za plastificiranje. Ovaj
prostor, to jest ovo postrojenje sadri: pitolje za plastificiranje,
ciklonsku komoru, pe za peenje, boje i zatite pri radu (gas maske,
odjela, zatitne naoale, zatita od praine).
Plastificiranje metala se svrstava u postupke zatite organskim
prevlakama, to jest oblaganje plastinim masama. Plastina masa je
premazno sredstvo koje se sastoji iz: veziva, pigmenta, punila,
aditiva i otapala.1.1 Veziva
Veziva slue za neisparive organske tvari kao viskozne kapljevine
ili smola. Za istu namjenu slue i prirodne smole, derivati
celuloze, sintetiki ili prirodni kauuk, poliplasti, suiva masna
ulja i dr. Akril modificirane smole su meu najprimjenjenijim
vezivima jer se odlikuju dobrom apsorcijom pigmenata, brzim suenjem
nakon peenja, zadravaju elastinost prevlake a ujedno i omoguavaju
jako dobro prijanjanje laka-boje. S druge strane veziva kao fenol
modificirani alkid daje visku tvrdou prevlake, dok silikon
modificirani alkid daje karakteristian sjaj povrini i poveanu
toplinsku otpornost. Tu su jo i ostala veziva kao: zasiene i
nezasiene poliesterske smole, vinilne smole, amino smole,
klorkauuk, poliuretani, vodotopive smole, itd. U prah se mjeaju
jedna ili vie vrsta veziva zavisno od zahtjevane kvalitete
rezultata procesa plastificiranja.1.2. Pigmenti
Pigmenti su netopive anorganske ili organske tvari koje
apsorbiraju i reflektiraju svjetlost, pa je posljedica toga odreena
karakteristinost boje koje daju premazu. Hemijski sastav odreuje
boju i svojstva pigmenta. Uloga pigmenta je da prevlaku uini
neprozirnom, da povea mehanika i zatitna svojsta prevlake, te da
pobolja refleksiju svjetlosti i time smanji zagrijavanje i
fotodestrukciju prevlake. Najznaajniji pigmenti sadre olovne i
cinkove soli a neki od njih su: olovni (crveni) minij, olovni
sulfat, bazini olovni karbonat, olovni kromat, olovna gla, eljezni
oksid, titanov dioksid, silicijev karbid, cinkovo bjelilo, crni
pigmenti (a, grafit, ugljen), itd. Svaki od ovih pigmenata ima
funkciju zatitnog djelovanja od korozije ito putem pasivizirajueg,
inhibitorskog i neutralizirajueg djelovanja, ili kao katodni oblik
zatite. 1.3. Punila
Punila su u principu jeftini pigmenti, anorganske tvari ija je
osnovna funkcija smanjenje poroznosti prevlake. U boje - prahove se
dodaju kao uguivai, za poboljanje mehanikih svojstava i filma
prevlake, i radi otpornosti filma prema vodi, pari te drugim
agresivnim plinovima. Prema hemijskom sastavu razlikuju se sljedea
punila: sulfati, karbonati, oksidi i silikati.1.4. Aditivi
Aditivi ine neznatan udio u sastavu prevlake ali su neophodni za
pojedina svojstva iste. Mogu se definirati prema nedostatku koji
dopunjavaju kod ve formiranog sastava prevlake. Prema tome aditivi
se dijele na : okvaivai i disperzanti, antipjenii, suila i
katalizatori, konzervansi, svjetlosni stabilizatori i korozijski
inhibitori. 1.5. Otapala
Otapala ili razrijeivai su organski spojevi u kojima se vezivo
otapa a da pri tome ne dolazi do promjene hemijskog sastava
prevlake. Neki od najprimjenjenijih otapla su: alifatski
ugljikovodici, aromatski ugljikovodici, alkoholi (benzilni
alkohol), esteri, ketoni, glikoli i dr.
Svaka od navedenih komponenti ima svoju ulogu u gotovom premazu
i odreuje konanu kavalitetu premaza. Plastificiranje metalaje
postupak kojim se pozitivno naelektriziranom komadu metala, posipa
obrnutog polariteta nabijeni prah u pitolju za elektrostatsko
praenje, te se na taj nain prah lijepi i po dijelovima koji nisu na
direktnom udaru praha.Elektricitet privlai prah gdje ga nema, a
odbija gdje je nanesen. U daljnjem posipanju, prah se ponaa kao
izolator, jer je poliuretanskog sastava, pa novi sloj praha otpada
sa pokrivenog dijela, te imamo ravnomjerno rasporeen sloj koji se
tokom polimerizacije na temp. 180C pretvara u ravnomjeran sloj
zatitne plastike. Plastifikacija koja se primjenjuje u metalnoj
industriji je kondenzacijska polimerizacija sa suenjem na povienoj
temperaturi, to jest suenje peenjem ili fizikalno suenje
(isparivanje otapala). Postupak plastificiranjapoinje od pripreme
metala ienjem (odmaivanje), suenjem, te ukoliko postoji raniji
sloj, predgrijavanjem u pei, zatim se nanosi plastika u fino
mljevenom puderu tj. prahu elektrostatskim ili tribo sistemom,
nakon ega slijedi polimerizacija (peenje na 180-200 C). Predmet na
ijoj se povrini nalazi prah prenosi se pomou transporta u pei a
vrijeme peenja se kreu od 10 do 20 minuta u zavisnosti od sastava
praha i njegove masivnosti (debljine sloja). Kod peenja sloj praha
se otapa i razlijeva po itavoj povrini predmeta, tako da je
razultat homogeni sloj koji se kasnije stvrdnjava. Nakon hlaenja i
stvrdnjavanja sloja, veinom na sobnoj temperaturi dolazi do
pakiranja gotove robe. Primjenjena pe za plastificiranje je
dimenzija 2.0 x 2.0 x 7.5 metara, to omoguava i najvee predmete
koje moemo plastificirati. Praenje izvodimo elektrostatskim
nanoenjem praha najmodernijim MITSUMA i GEMMA pitoljima (u
ciklonskoj komori koja privlai viak praha), runo i direktno na
povrinu za plastificiranje.
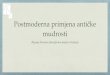
Za plastificiranje koristimo ekoloki poliuretanski prah. Osim
standardnog spektra boja za usluge plastificiranja, koriste se i
sve ostale RAL-ove boje (slika 2.3.) prema zahtjevu kupca. Prvi dan
uglavnom se svodio na upoznavanje procesa plastificiranja, zatim
upoznavanja sa radnim kadrom i mainama.
2. dan prakseDatum: 30.09.2014 god.
SADRAJ I OPIS RADA
Drugog dana prakse prioritet je bila druga proizvodna hala koja
je iskljuivo namjenjena za plastificiranje metala. Plastificiranje
metala se odvija u ciklonskoj pei koja je bila glavna pogonska
maina u procesu plastificiranja. Uz ciklonsku pe instaliran je
pomoni radni alat kao to su: brusna rotaciona maina, valjak za
bruenje i brusne etke.
Ovi alati slui za pripremu metala zahvaenog korozijom (manje ili
vie prisutnosti) da se ista otkloni na ovaj mehaniki nain kako bih
se metal doveo u besprijekorno isto stanje i kao takav bio spreman
za plastificiranje. Tako pripremljen metal se stavlja u ciklonsku
pe, gdje struno lice (majstor) koristei se pitoljima vri nanoenje
plastinog praha i tako se zavrava proces plastificiranja. Pitolji
za nanoenje plastinog praha prikazan je na (slici 2.1.).
Slika 2.1. Pitolji za nanoenje plastinog praha
Nakon upoznavanja ciklonske pei, pitolja za nanoenje praha i svi
ostalih alata za plastificirnje metala, odabran je predmet-komad
(stalak za cvijee slika 2.2.) za plastificiranje. Poto je komad bio
obuhvaen korozijom, bilo je neophodno ienje i bruenje povrine
komada.Za ienje ovog komad koriteni su slijedei alati: brusni
rotacijski alat, valjak za bruenje i brusne etke. Poto je zavren
proces ienja radnog komada slijedei korak je bio nanoenje plastinog
praha sa pitoljem za plastificiranjem. Pitolj se aktivira tako to
mjastor aktivira ruicu pitolja nakon ega se automatski aktivira u
njemu smjeten minijaturni turbinski generator. Tada se na malim
rastojanjima izmeu pitolja i obradka generira istosmjerni napon.
Sam nain prelaza praha pod pritiskom iz pitolja i prijanjanje na
povrinu obradka se odvija zahvaljujui snanoj ionizaciju zraka izmeu
ova dva elemenata.Tehnika nanoenja praha i nije toliko bitna jer se
radi o elektrostatikom nanoenju pa je ravnomjernost rasporeenosti
praha po povrinama zagarantovan, a viak praha u toku procesa kupi
ciklonska komora.
Slika. 2.2. Plastificirani ukrasni stalak za cvijeePrah se
laganim pokretima pitolja nanosi na radni komad, proces nanoenja
plastinog praha je trajao nekoliko minuta. Nakon nanoenja praha,
komad je potrebno zagrijati, to jest izvriti proces peenja u pei,
na odreenoj temperaturi da bi se prah topio i tako se odvijao
proces polimerizacije.
Proces peenja trajao je 8 minuta na temeperaturi od 180 C. Komad
je potom izvaen iz pei, stavljen na ve pripremljeno mjesto (drveni
stol), da se sui i hladi pri sobnoj temperaturi na 18C. Predmet je
dobio sjajni glatki sloj, a odabrana boja je bila standardnog
spektra RAL BOJA ral 9004 (slika 2.3.).
Prema izboru kupca, povrina za plastificiranje se moe ostvariti
u sljedeim slojevima: sjajni glatki, polumat,
mat, metalik, fina struktura, gruba struktura,
specijalni efekti.Na sljedeoj slici prikazan je standardni
spektar boja RAL:
Slika 2.3. Karta standardnih RAL boja za proces plastificiranja.
Po zavretku drugog radnog dana, razmjenjena su zapaanja sa
majstorom i tehnikim direktorom o predhodno poroteklom procesu.
Majstor je objasnio da svaki tip metala i praha imaju svoju
odgovarajuu temperaturu na kojoj se zagrijava, a tako i svoje
vrijeme peenja. Zahvaljujui viegodinjem iskustvu usavrio je tu
procjenu oko potrebne temp. i vremena peenja u zavisnosti od
dimenzija komada i vrste primjenjenog plastinog praha.
3. dan prakseDatum: 01.10.2014 god.
SADRAJ I OPIS RADA
Trei dan prakse proveden je u dijelu proizvodne hale gdje se
uglavnom pripremaju i obrauju povrine predmeta, koji se potom
podvrgavaju postupku plastificiranja. Predmeti koji su se taj dan
pripremljeni za plastificiranje inili su vanjsku strukturu
automobila (feluge, iberi, branici, haube i blatobrani) a isto tako
i namjetaj za ugostiteljske objekte: stolice, stolovi i pultovi
itd. Samim procesom plastificiranja ovi predmeti se tite od oteenja
prilikom eksplotacije, korozije i radi estetske vrijednosti.
Postupci koji se primjenjivani za pripremu povrine su: odmaivanje,
odmaivanje mlazom vodene pare, runo mehaniko ienje, mainsko ienje,
vodeno pjeskarenje i ienjem mlazom abraziva. Na slijedeoj slici
3.1. prikazana je priprema obrade plastificiranja metalnih
stolica.
Slika. 3.1. Priprema obrade plastificiranja metalnih stolica Za
ienje metalnih stolica, stolova, pultova i automobilskih dijelova
koriteni su i slijedei alati: strugalo, iane etke, papir za
bruenje, eki i mainski alati: rotaciski brusni alat u obliku ploa,
kolutova ili valjaka.
4. dan prakseDatum: 02.10.2014 god.
SADRAJ I OPIS RADA
etvrti dan prakse veinom je proveden posmatrajui rad majstora,
zaduenog za plastificiranje u ciklonskoj komori. Pe je bila
dimenzije 2 x 2 x 7,5 m., to znai da je mogue termiki obraditi
(pastificirati) velike metalne komade uz skladu sa dimenzijama
komore. Plastificirati se mogu i ve ranije lakirani ili
plastificirani predmeti. Treba voditi rauna o tome za koju
temperaturu plastificiranja je predvien lak - plastini sloj.
Potrebno je provjeriti ako nije poznato, da li stari sloj laka moe
da izdri temp. od 180 C. Ostali lakovi koji ne mogu da izdre tu
temperaturu peenja pokazat e mjehurie (nabubrene slojeve ispod
novog sloja boje) poslije odraenog postupka, onda je rezultat ne
zadovoljavajui. Na slici 4.1. prikazan je primjer plastificiranog
dijela preko ve postojeeg sloja boje.
Slika. 4.1. Primjer plastificiranog dijela preko ve postojaeg
sloja boje
Ovakve tipove lakova i plastik slojeva potrebno je ukloniti sa
predmeta obrade, prije procesa plastificiranja. ienje plastinih
slojeva lakova se redovno uklanjaju pjeskarenjem. Plastificiranje
nudi visokopokrovni zatitni sloj sa velikom mogunou izbora zavrnog
sloja, nijanse i strukture. Predmeti koji se naje koriste za
plastificiraju su: bolniki kreveti,
medicinska pomagala, razni auti i moto dijelovi,
garderobni ormari, ograde, graevinska limarija, industrijska
elektronika,
stolarija, klimatizacija,
metalna galanterija, police, regali, razne metalne konstrukcije,
bijela tehnika, radijatori, itd.Na slikama 4.2. i 4.3. moe se
vidjeti neke od rezultata procesa plastificiranja, izvedenih u
firmi Deal-montu.
Slika 4.2. Plastificirana klizna ograda za dvorie
Slika 4.3. Prikaz procesa plastificiranja auto dijelova
5. dan prakseDatum: 03.10.2014 god.
SADRAJ I OPIS RADA
Petog dana prakse zavreni su nedovreni poslovi iz prehodnog
dana, kao i praenje i posmatranje strunog lica (majstora) u zavrnoj
fazi nanoenja plastinog praha pitoljem, zatim proces peenja i
hlaenja.
Po zavretku hlaenja izvrena je posljedna provjera odnosno
kontrola gotovog proizvoda, prije samog uskladitenja i sortiranja
po pozicijama. Ostatak radnog dana iskoriten je uz prisustvo
strunog lica i tehnikog direktora za sve obuhvatnu analizu u
tehnolokom procesu za protekli period prakse u Deal montu.
______________________
(naziv preduzea)
POTVRDA O OBAVLJENOJ
INDUSTRIJSKOJ/STRUNOJ PRAKSI STUDENATAPotvruje se daje student
Tehnikog fakulteta u Bihau,
odsjek_________________________________________________ broj
indeksa _______obavio praksu u naem poduzeu u/na (odjel/gradilite)
_________________________________________________________________________________________
felefon ______________u vremenu od _________ do _________ godine i
pokazao slijedei uspjeh:
1. Broj izostanaka sa rada _____ od ega opravdanih _____
neopravdanih ______ 2. Je li se pridravao radne discipline (da ne )
________________
3. Ocjena rada
______________________________________________________
4. Po naem miljenju praksa je obavljena ( uspjeno ili ne )
_________________ 5. Eventualne primjedbe:
_______________________________________________________________________________________________________________________________
U ____________________, dana ________________________
M.P. OVJERAVA ODGOVORNA OSOBA
3. ZAKLJUAKPAGE