Embed Size (px)
Citation preview

第十一屆車輛工程學術研討會第十一屆車輛工程學術研討會第十一屆車輛工程學術研討會第十一屆車輛工程學術研討會 大葉大學機械與自動化工程學系大葉大學機械與自動化工程學系大葉大學機械與自動化工程學系大葉大學機械與自動化工程學系, , , , 彰化彰化彰化彰化 95年年年年11月月月月18日日日日 The 11th National Conference on Vehicle Engineering, November 18, 2006, DYU, Changhwa, Taiwan, R.O.C.
建立大客車骨架結構焊接規範建立大客車骨架結構焊接規範建立大客車骨架結構焊接規範建立大客車骨架結構焊接規範
****周荻翔、蔡顯榮、周荻翔、蔡顯榮、周荻翔、蔡顯榮、周荻翔、蔡顯榮、
********蔡宗亮、蔡宗亮、蔡宗亮、蔡宗亮、
************毛慶平毛慶平毛慶平毛慶平
*國立台灣科技大學**台大慶齡工業研究中心*國立台灣科技大學**台大慶齡工業研究中心*國立台灣科技大學**台大慶齡工業研究中心*國立台灣科技大學**台大慶齡工業研究中心 國際焊接技術研究室**車輛研究測試中心國際焊接技術研究室**車輛研究測試中心國際焊接技術研究室**車輛研究測試中心國際焊接技術研究室**車輛研究測試中心
E-mail:[email protected]﹝僅列聯絡人﹞﹝僅列聯絡人﹞﹝僅列聯絡人﹞﹝僅列聯絡人﹞
1. 摘要摘要摘要摘要
焊接是一項整合結構零組件的接合製程,以確使
結構能夠發揮其預定功能,並可安全的操作。大客車
的骨架本身就是一個焊接結構,如果沒有根據適當焊
接規範與標準製造的話,將會產生相當大的安全問
題,尤其是在高速公路上的載客車輛。當其在高速行
駛狀況下產生碰撞時,巨大質量慣性將造成相當大的
災難甚至會造成人命的傷亡。
在台灣載客車輛一般由 2大結構組成:包括車底
盤與車體。車底盤包括-引擎、駕駛座及底盤,通常都
由國外組裝好進口或在台灣組裝生產,至於車體結構
則在台灣製造,一般都由家族型企業所承包,所以對
焊接品質的管制標準規範與檢測準則之安全規章較為
忽視。
雖然美國政府在大客車製造工業上還未建立自
己的國家標準,但美國的製造業經常根據工業的常規
與經驗來建立並修正製造標準,然而市場經常會有品
質驗證或安全檢測的建議與要求回饋至原廠,這也是
驅使製造商改善品質與安全標準的主要力量。
相反的,在台灣大客車業還停留在初期打造階
段,沒有任何政府核可的焊接規範或安全檢測準則可
供使用,故倡導與支持建立這些焊接規範標準與規章
已是急切的需求。
為了能確認大客車骨架結構體焊接之安全性,我
們將藉由收集國內外大客車業界之技術現況,制訂最
小焊道要求,並藉由實驗測試與分析制訂標準焊接程
序規範,再以目前成熟的打造技術為基礎,制訂相關
焊接規範與標準,提供國內業界使用。
關鍵詞關鍵詞關鍵詞關鍵詞:工業製造標準與安全檢測規章、結構體安全
性、焊接車架結構、焊工檢定、焊接品質、焊接程序規
範。
1. 前言前言前言前言
在台灣一般大客車骨架結構的製造是以經驗為基
礎,這樣的一個製造主流將因台灣現今社會對工業品質
與公共安全的關心而面臨嚴重的技術挑戰,且因高速道
路系統的快速擴增所造成的公安危險,更增長了人們對
大眾運輸安全性之重視,如此一來「品質」與「安全性」
問題變成了製造業以及各級政府應面對的重要課題。即
將面臨的挑戰將是如何克服製造程序專業知識的不足
與焊接製造品質的提昇。
在今天台灣的製造業中,很少有人會去制訂系統化
的文件,包括生產圖說以及做適當的文件追蹤,包括材
料、焊接程序、人員技能、工藝技術以及生產過程的檢
驗方式等,因此焊接規範或相關焊接標準的建立就有其
必要性,藉以規定並協助製造商達到規定的品質要求,
作為確保工程品質的依據。
車輛研究測試中心(ARTC)與數個國內大客車車體
製造商皆認同建立大客車製造工業品保標準的重要性
與需求性,此品保標準包括最低焊接品質要求以及維持
產品品質的方式都必須使用科學與工程訓練方式來建
立。因此台大慶齡工業研究中心以其焊接專業可提供他
們在焊接品質與功能評估的專業技術,解決業界在此方
面急迫的需求。
因此本計畫的主要目的在於下列三項:
1. 建立大客車骨架結構體的焊接製造技術資料
庫,包含功能分析與驗證測試。
2. 製造作業及安全性檢驗規範的建立。
3. 移轉技術資料與文獻給製造業界,以協助業界
建立完善的標準作業程序。
預期藉由製造業應用開發後的品保系統(焊接規範
與標準及焊道最低品質要求)能發展出一套針對生產效
益與可靠度兼顧的建造能力,以確保車體結構的安全並
強化市場競爭力。
2. 主要內容主要內容主要內容主要內容
本計畫執行過程將分為 4大部分,包括國內外資料蒐
集與建檔、最低焊道品質要求之制訂、大客車車身骨架
焊接規範之開發與業者說明會之召開等,希望藉由這 4
大步驟之進行能逐步建立國內大客車的焊接規範,同時
推廣業界使用。
2.1 國外相關標準規範及資料之蒐集與建檔國外相關標準規範及資料之蒐集與建檔國外相關標準規範及資料之蒐集與建檔國外相關標準規範及資料之蒐集與建檔
目前世界各國或大型車廠都有自己的焊接規範,在
這些規範中以美國焊接學會(AWS)所制訂的規範最為
齊全,同時也被廣泛的使用在各種焊接相關的工作中,
因此規範的收集將以 AWS所制訂的規範為主,再輔以
各車廠的相關要求,目前已收集的 AWS 規範共分為 8
大類,其相關資料如下:
A. 汽車工業焊接標準汽車工業焊接標準汽車工業焊接標準汽車工業焊接標準

第十一屆車輛工程學術研討會第十一屆車輛工程學術研討會第十一屆車輛工程學術研討會第十一屆車輛工程學術研討會 大葉大學機械與自動化工程學系大葉大學機械與自動化工程學系大葉大學機械與自動化工程學系大葉大學機械與自動化工程學系, , , , 彰化彰化彰化彰化 95年年年年11月月月月18日日日日 The 11th National Conference on Vehicle Engineering, November 18, 2006, DYU, Changhwa, Taiwan, R.O.C.
• AWS D8.8-97:汽車與輕型卡車零組件焊道檢
核規範[1]
• AWS D8.14M/D8.14:汽車與輕型卡車零組件焊
道檢核規範---鋁合金
B. 相關相關相關相關汽車工業焊接標準汽車工業焊接標準汽車工業焊接標準汽車工業焊接標準
• AWS D1.3-98薄鋼料結構焊接規範
• AWS D9.1M/D9.1薄金屬板焊接規範
• AWS D1.6不銹鋼結構焊接規範
• AWS D10.4:沃斯田鐵系鎳鉻不銹鋼管焊接施
作建議
• A WS D18.2:沃斯田鐵系不銹鋼管內側焊道變
色程度的準則
• AWS D14.4:機器與設備的焊道接頭規範
• AWS D15.1:鐵道焊接規範—車身與車頭
C. 母材可焊性參考標準母材可焊性參考標準母材可焊性參考標準母材可焊性參考標準
• AWS GTW:碳鋼與低合金鋼可焊性準則
D. 焊接製程參考標準焊接製程參考標準焊接製程參考標準焊接製程參考標準/資料資料資料資料
• AWS C5.6:MIG/CO2焊施作建議
• AWS PHB-1:鋼材電焊手冊
• AWS PHB-4:MIG/CO2焊與包藥焊手冊
• AWS PHB-7:手工電焊手冊
E. 焊條參考規範焊條參考規範焊條參考規範焊條參考規範
• AWS A5.01:焊條採購準則
• AWS A5.1:手工電焊—針對碳鋼焊條規範
• AWS A5.5:手工電焊—針對低合金鋼焊條規範
• AWS A5.18:MIG/CO2焊—針對碳鋼焊條規範
• AWS A5.28:MIG/CO2焊—針對低合金鋼焊條
規範
• AWS A5.20:包藥焊—針對碳鋼焊條規範
• AWS A5.29:包藥焊—針對低合金鋼焊條規範
• AWS A5.3:2焊接保護氣體規範
• AWS C5.10:焊接與切割時採用保護氣體的使
用建議
• AWS A5.17:潛弧焊—針對碳鋼焊條與焊藥的
規範
• AWS A5.23:潛弧焊—針對低合金鋼焊條與焊
藥的規範
• AWS A5.4:手工電焊—針對不銹鋼焊條規範
• AWS A5.9:不銹鋼裸線焊條規範
• AWS A5.22:包藥焊之不銹鋼實心焊條與氬焊
的不銹鋼包藥焊條規範
F. 焊工檢定參考規範焊工檢定參考規範焊工檢定參考規範焊工檢定參考規範
• AWS B2.1:焊接程序與技能檢定規範
• AWS B2.1-X:標準焊接程序規範書
• AWS B5.1:焊接檢驗師的檢定規範
• AWS B5.4:焊工測試技能檢定規範
G. 檢測參考標準檢測參考標準檢測參考標準檢測參考標準
• AWS B1.10:非破壞檢測準則
• AWS B1.11:焊道的目視檢測準則
• AWS B4.0M:焊道的機械測試標準方式
• AWS QC1:AWS焊接檢驗師認證標準
H. 焊接符號與術語的標準焊接符號與術語的標準焊接符號與術語的標準焊接符號與術語的標準
• AWS A2.4:標準電焊、硬焊、非破壞檢測符號
• AWS A3.0:標準焊接詞語與定義
在車廠資料收集方面,除美國三大車廠 Ford、
GM、Chrysler外,還包括日、韓等國的車廠資料,
其中焊接相關的工程資料收集如下:
美國車廠:美國車廠:美國車廠:美國車廠:
Ford(福特汽車)-ES-C8AB-11006-A
GM(通用汽車)-6122M
Chrysler(克萊斯勒汽車)-PS-9472
日本車廠:日本車廠:日本車廠:日本車廠:
MITSUBISHI(三菱汽車)-ES-X75011
HONDA(本田汽車)-6723Z-SL5-0000
MAZDA(馬自達汽車)-MES CH 404A
NISSAN(日產汽車)-MS191-81
TOYOTA(豐田汽車)-TIS01204-01007(CLASS B)
韓國車廠:韓國車廠:韓國車廠:韓國車廠:
HYUNDAI(現代汽車)-MS 191-81
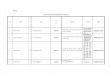
這些車廠在焊接品質要求上,主要項目包括腳長、
裂縫、穿孔、漏焊、氣孔、喉深、抗拉強度、、、等總
共 20 項的焊道要求,表一提供各車廠在裂縫、腳長、
氣孔等 3項比較做為參考。
2.2 國內現況資料之蒐集與建檔國內現況資料之蒐集與建檔國內現況資料之蒐集與建檔國內現況資料之蒐集與建檔
國內資料的收集將以訪廠為主,主要收集項目包括
骨架材料、焊接製程、接頭形式、焊接姿勢、採用規範
焊工技術等,在此感謝騰達航勤機械(股)公司、固特汽
車工業(股)公司、一加一工業股份有限公司、清海車體
廠(股)公司、晟鑫車體廠、全國聯合車體廠、豐榮鐵工
廠股份有限公司、健益汽車工業股份有限公司、承達汽
車實業股份有限公司、成運汽車製造股份有限公司等共
10 家廠商給予我們訪廠機會,相關資料收集如下:
A骨架材料
大客車的骨架結構均採用方形樑,而方形樑是材料
供應商將板件彎折焊接而來,在採用上分為 2種,一為
一般碳鋼(俗稱黑鐵),另一種則為鍍鋅鋼板,但在車
身輕量化需求下,也開始有廠商使用強度較高的鋼板,
使厚度可以再減少,稱之為高張力鋼板,表二綜合歸納
這些鋼板的編號與厚度。舉例來說一般碳鋼如果使用
2.0mm厚度時,則採用高張力碳鋼僅需 1.6mm,在重量
上約可減輕 20%。
B補強材料
除車身骨架材料外,在大客車上還有許多的車架補
強或固定材料,外觀上可分為角鐵或槽鐵,主要用於防
撞或骨架與底盤之接合,材質均為 SS400,其厚度、用
途如表三所示。
C. 材料厚度
車身材料在厚度選用上都有其一定的標準,並不會
因為是否鍍鋅而有厚度選用之差異,仍以用途為主要考
量,通常骨架材料厚度約 2-3mm,至於槽鐵、角鐵、ㄇ

第十一屆車輛工程學術研討會第十一屆車輛工程學術研討會第十一屆車輛工程學術研討會第十一屆車輛工程學術研討會 大葉大學機械與自動化工程學系大葉大學機械與自動化工程學系大葉大學機械與自動化工程學系大葉大學機械與自動化工程學系, , , , 彰化彰化彰化彰化 95年年年年11月月月月18日日日日 The 11th National Conference on Vehicle Engineering, November 18, 2006, DYU, Changhwa, Taiwan, R.O.C.
型樑則厚度較厚約 4-6mm,雖各車廠採用的材料不盡相
同,但形式與厚度都相近。
D. 接頭形式:接頭形式:接頭形式:接頭形式:
雖然接頭形式與車身骨架結構之設計有關,不同的
車身結構如市公車、客運車、遊覽車等,其骨架設計亦
不相同,但根據訪廠結果顯示,常見的接頭形式如表四
所示,雖然不一定能夠完全反映出接頭所在位置與形
式,但都能夠以其中一種接頭做為代表,可能是方向不
同而已。
E. 接頭總類接頭總類接頭總類接頭總類
雖然結構體焊道接頭形式很多,但依照美國焊接學
會(AWS)分類,主要是板件類的薄板焊接(材料厚度
低於 4.6mm),因此參考 AWS D1.3規範[2]將接頭種類
分為下列 5 種,包括無坡口開槽對接(Squar-Groove
Weld in Butt Joint)、填角焊疊接(Fillet Weld in Lap
Joint)、填角焊 T接(Fillet Weld in T Joint)、單喇叭口
開槽焊(Flare-Bevel-Groove Weld)、雙喇叭口(V型)
開槽焊(Flare-V-Groove Weld)等相關接頭的焊接姿勢
如表五所示。
F. 焊接姿勢焊接姿勢焊接姿勢焊接姿勢
雖然接頭種類依照美國焊接學會規定概分為 5
種,但車架結構體中不論是車頂、車側,前檔、後檔等
都是在地上的夾治具中完成,因此焊接姿勢最常用到的
是平焊(F)與立焊(V),然後車體組合焊接時才會再
用到橫焊(H)與仰焊(OH)。比較特別的是一般焊接
只做填角焊並不做滲透焊,因此無坡口對接焊只有在側
板方形樑需要加長時使用(由 6公尺加長到 12公尺),
而仰焊只在車頂鋼板與車側方型樑結合時使用,其他地
方也幾乎不用。綜合以上結論,會使用的焊接姿勢有 4
種,就是平焊、橫焊、立焊、仰焊如表五所示。
G. 焊接製程與設備規格焊接製程與設備規格焊接製程與設備規格焊接製程與設備規格
在車身骨架焊接製程中,主要用到的焊接製程包括
氣體遮蔽金屬電弧焊(GMAW)、手工電焊(SMAW)、
包藥焊(FCAW)等 3種製程,至於氬焊(GTAW)則
因焊接速度太慢,不用於骨架結構體之焊接製程。
GMAW:俗稱 CO2焊,採用實心焊線輔以 CO2氣體保
護,因為融填速度快,且不需要除渣,因此
為車身骨架的主要焊接方式。
SMAW:俗稱手工電焊,主要用於骨架裝配時的點焊
以及輔助 CO2焊為主。
FCAW:俗稱包藥焊,因為需要除渣故較少使用,且
不適合薄板焊接,因此骨架結構較少使用,
但因焊接的品質較好,有些廠商用於骨架結
構與底盤車大樑相接之場所。
H. 焊條選用焊條選用焊條選用焊條選用
大客車製造廠通常依照自己焊工的習慣購買不
同的焊條廠牌與編號,但根據美國焊接學會(AWS)的
焊條種類分級中,相同製程採用的焊條都屬於同一等
級,包括:
SMAW[3](手工電焊):採用 E60XX級(抗拉強度 60ksi)
焊條,線徑 2.6~3.2mm。
GMAW[4](CO2焊):採用 ER70S-6(抗拉強度 70ksi)
焊條,線徑 0.9~1.2mm。
FCAW[5](包藥焊):採用 E71T-1(抗拉強度 70ksi)
焊條,線徑 1.2mm。
在國內主要供應焊條的廠商包括天泰、廣泰、中國
焊條(中一)、中鋼焊材(環球)等,
I. 焊前處理焊前處理焊前處理焊前處理
不論是黑鐵或鍍鋅鋼板,如在焊接處有任何油污都
將以清潔劑洗淨。對鍍鋅鋼板而言,如果鋅在焊接過程
融入焊道將造成偏析現象,使焊道強度減弱勝至產生破
裂的現象,但目前各廠焊前並無除鋅的動作,僅利用焊
條的焊藥或焊工技術除鋅。
J. 焊後處理焊後處理焊後處理焊後處理
車廂結構體組合焊接完成後會,會執行表面防鏽處
理,採用黑鐵為車體結構者會將整車噴塗防鏽的紅丹,
若是採用鍍鋅鋼板者,因鍍鋅鋼板已有防鏽功能,因此
僅在焊道表面塗上防鏽的紅丹,而不再做任何的處理。
綜觀上述各項調查報的告顯示,在焊接製程採用手
工電焊、CO2焊以及包藥焊的情況下,整個焊道品質考
量的重點有三,其一是母材與焊條的選用原則,其二是
焊工的焊接技術,其三是採用的品質規範等,如果前二
者都能符合要求的話,則要通過焊接品質的要求應該沒
有問題,
� 母材與焊條選用原則
根據之前所收集到的材料顯示,大客車骨架結構體
採用的材料包括黑鐵、鍍鋅鋼板、角鐵以及槽鐵等,根
據此一結論,我們發現可能的組合形式與應採用的焊條
如表六所示 CO2焊可採用 ER70S-6 焊條,而包藥焊可
採用 E71T-1 焊條,手工電焊對鍍鋅鋼板而言需採用
E6012、6013焊條,至於碳鋼則沒有限制。
� 焊工技術
根據接頭形式與焊接姿勢的調查與統計,焊接技術
人員對開槽焊接應有平焊(1G)、橫焊(2G)、立焊(3G)、
仰焊(4G)的技術能力,至於填角焊則需要平焊(1F)、
橫焊(2F)、立焊(3F)的技術能力,,方能完成車體
結構之焊接任務。
2.3現況試片製作與比較分析:現況試片製作與比較分析:現況試片製作與比較分析:現況試片製作與比較分析:
根據現況調查資料之分析,分別製作現行國外法規
規定的標準試片與大客車製造商的現況試片,其主要目
的是為了瞭解國內大客車製造商在車身骨架結構之焊
接品質,並進行拉伸、彎曲、巨觀金相等測試,以分析
標準試片與現況試片之差異,瞭解其焊接技術並可確認

第十一屆車輛工程學術研討會第十一屆車輛工程學術研討會第十一屆車輛工程學術研討會第十一屆車輛工程學術研討會 大葉大學機械與自動化工程學系大葉大學機械與自動化工程學系大葉大學機械與自動化工程學系大葉大學機械與自動化工程學系, , , , 彰化彰化彰化彰化 95年年年年11月月月月18日日日日 The 11th National Conference on Vehicle Engineering, November 18, 2006, DYU, Changhwa, Taiwan, R.O.C.
焊道品質,作為未來焊接規範制訂及推廣時之比較依
據。
現況試片的製作是請廠商依照目前的焊接作業提
供一規劃的焊接試片進行實驗分析,因此徵詢數家大客
車製造商的同意製作現況試片,並進行後續之實驗分
析。為了能有效的結合製造現況與實務分析,現況試片
的規劃與設計如圖一所示,在此試片中可以分為 2個填
角焊道以及 2個滲透焊道,填角焊道可做彎曲試片,滲
透焊道則可做拉伸與彎曲試片,相關試片切取位置與測
試圖示如圖二所示。
在焊接參數方面,合作的三家車廠採用的焊接參數
相同部分如下:
� 焊接製程:GMAW
� 電流極性:DCEP
� 材料厚度:1.8mm
� 採用焊條:ER70S-6
� 焊條直徑:0.9mm
� 保護氣體:CO2
� 電壓 18V
� CO2流速:11-12 L/min
至於焊接參數相異部分如表七所示,從焊接參數比
較表中可以發現,若以標準試片為基礎,可以發現不論
是滲透焊或者填角焊,各車廠採用的焊接電流都在標準
電流的上限值附近,主要是因為焊工在焊接過程並不會
因為填角焊、滲透焊或者平焊、橫焊或材料厚度不同而
調整焊接電流值,而是利用焊接速度來控制焊接品質,
因此為求電流能夠一體適用,焊工都會調整電流到較大
的電流值,以方便整個焊接過程都能一直作業。另外平
焊滲透(1G)的焊接速度一般都較立焊填角(3F)來
的慢,主要是因為焊料需要滲透到接點內的緣故,所以
速度上比填角焊來的慢一點。但從目前現況試片製作的
3家車廠而言,技術上大致相近,無太大差別。
在焊道品質測試部分,主要進行外觀、拉伸、彎曲
與巨觀金相檢測,其結果分別說明如下:
2.3.1外觀檢測外觀檢測外觀檢測外觀檢測
在外觀檢測部分,參考 AWS D1.3與 AWS D9.1[6]
之要求,所有焊道的腳長都超過板厚 1.8mm,外觀上也
相當平整無特別的隆起或焊合不良的問題產生如圖三
所示,表示所採用的焊條適合於母材的焊接,但卻仍發
現幾個小瑕疵,包括一般碳鋼的試片上有焊蝕、重疊不
良的問題,在鍍鋅鋼板上有縮孔的問題如圖四所示,焊
蝕顯示焊工在焊接過程採用的電流較大,至於重疊不良
則是沒有注意焊道起始點與結束點的接合要求,縮孔則
代表可能有鍍鋅層融入到焊道內。
2.3.2巨觀金相觀察巨觀金相觀察巨觀金相觀察巨觀金相觀察
T 型焊接件經試片切割後(如圖五),取金相試片
觀察滲透焊道的喉深與填角焊道的腳長。並參考 AWS
D8.8 作為檢測準則,以填角焊道而言,基本上都能符
合焊道腳長大於板件厚度,即使焊道接頭未能完全密
貼,焊工也能依據自己的技巧將焊道填補起來,同時腳
長亦可達到板厚的要求。同理觀察滲透焊道亦有相同情
形如圖六所示。
2.3.3抗拉強度測試抗拉強度測試抗拉強度測試抗拉強度測試
抗拉強度的測試結果如表八所示,一般拉伸測試要
求抗拉強度需大於母材的抗拉強度,黑鐵或鍍鋅鋼板的
抗拉強度為 270 MPa,從拉伸結果發現除了試片 7的強
度低於 400MPa以外,其他抗拉強度都高於 400MPa,
而試片 7的抗拉強度低於 400MPa的原因在於接合時因
為接頭沒有完全密合,因此是以填補方式將焊道填補起
來,故焊道品質可能較不穩定,相對於焊道強度也就較
弱一點,但以母材抗拉強度 270MPa 之要求仍高過許
多。另外高強度鍍鋅鋼板抗拉強度要求 400MPa,而本
次實驗的抗拉強度亦達 541MPa同樣符合要求,
從破裂位置的觀察可以發現,主要的破裂位置均在
熱影響區或母材,顯示焊道強度比母材或熱影響區高,
代表此焊道在強度測試上是可以接受的。
2.3.4彎區測試
在彎區測試方面,總共規劃 2塊填角焊道試片以及
1塊滲透焊道試片,彎區測試是參考 AWS D1.3[2]中的
標準方式進行測試與評估(如圖八所示),填角焊道使
用榔頭從背面敲擊 T型板件上端使板件彎折 90度,然
後看焊道根部是否會裂斷,以評估焊道接合的品質,至
於滲透焊道則以同樣方式將板件彎曲 180度,然後看焊
道根部是否會發生斷裂現象。
從圖九測試結果中可以清楚看出,不論是滲透焊或
者填角焊其接合的板件不會因為彎曲測試而發生焊道
根部裂斷或破裂的現象,顯示焊道品質在彎曲測試中是
可以接受的。
經由以上的焊接參數分析、試片外觀檢測、巨觀金
相檢測、拉伸與彎曲檢測等結果發現,現況試片製作的
廠商其技術水準大致相同,雖焊道外觀上有些許小瑕
疵,但品質上仍可符合焊接基本要求,故接合的品質應
沒有問題。
2.4最低焊道品質要求之制訂最低焊道品質要求之制訂最低焊道品質要求之制訂最低焊道品質要求之制訂
一般焊道品質採最低要求制,只要能通過此要
求則判定此焊道為合格焊道,因此在制訂焊道品質
要求前,將參考的資料包括目前國內現況、制訂的
標準焊接程序書以及國外車廠使用的工程規範等加
以制訂,從國外工程規範的資料中可以發現,絕大
多數都是參考美國焊接學會之卡車結構規範(AWS
D8.8[1])所建立,此規範所制訂的焊道最低品質要
求如下:
穿孔:不允許
裂縫:不允許
熄弧凹坑:焊道末端的凹陷 (不考慮零件的有效焊
道長度)
腳長:最少要有薄件厚度的 90%
回縮:1. 頂部的量必須低於材料厚度 2. 根部需要熔

第十一屆車輛工程學術研討會第十一屆車輛工程學術研討會第十一屆車輛工程學術研討會第十一屆車輛工程學術研討會 大葉大學機械與自動化工程學系大葉大學機械與自動化工程學系大葉大學機械與自動化工程學系大葉大學機械與自動化工程學系, , , , 彰化彰化彰化彰化 95年年年年11月月月月18日日日日 The 11th National Conference on Vehicle Engineering, November 18, 2006, DYU, Changhwa, Taiwan, R.O.C.
合
偏離焊道:實際的起始/結束點必須在指定位置 6.0
mm內
滲透:最少薄件厚度的 20%
氣孔:最大直徑 1.6 mm或薄件的一半。各個超過最
小孔洞直徑的面積最大 25%
喉深:最少薄件厚度的 60%
焊蝕:在焊道端點 13mm 內最大焊蝕深度不超過薄
件厚度的 10% ,其他位置則為 20%
焊道長度:不接受焊道長度低於 25mm,25~150mm
焊道最多可以短 6mm,如果零件能維持原有
功能則可允許長焊道
由於此要求是根據 AWS D8.8[1]規範所制訂,為求
制訂的焊道品質最低要求能適合國內現況,則在標準焊
接試片製作與更多現況試片分析後,與國外車廠工程規
範要求做比較,將制訂一份適合國內大客車製造商適用
的最低焊道品質之要求。
2.5最新焊接製程介紹最新焊接製程介紹最新焊接製程介紹最新焊接製程介紹
在國內訪廠過程中,常發現有焊道熔穿的現象,為
解決此種薄金屬板焊接熔穿的問題,本研究室亦蒐集國
外最新的焊接技術,提供給國內業界作參考。
新開發的薄板金屬焊接製程是屬於一種低熱輸入
的觀念,也就是控制焊接過程的熱輸入量,以防止過大
的熱輸入造成薄板金屬被熔穿,稱之為 Brazing Welding
(硬焊焊接),在此介紹 5 種不同公司所開發的新製
程,以達到低熱輸入控制的能力。
第 1 是比利時 Fronuis 公司所開發的 CMT 製程,
此製程利用機械方式將 GMAW焊接過程中,當金屬液
滴滴入焊池內時將焊線拉回,以減少熱量的持續輸入。
第 2 是美國林肯公司所開發的 STT 製程,利用波形控
制 GMAW熱量的輸入,只有在液滴滴入焊池內時電流
達到最大,其餘時間保持較低的電流。第 3是同樣是美
國林肯公司所開發的定功率製程(PM),利用定功率波
形控制 GMAW 熱量的輸入,以達到低熱量輸入。第 4
是英國開發的 PAB 製程,利用波形控制電漿電流,以
達低熱輸入。第 5是日本 Daihen公司開發的 AC 脈衝
式 MIG 焊接,利用焊機本身內部正、負極的變化,使
進入焊道的能量變少,控制熱量的輸入,此 5種製程對
薄板焊接都有正面的助益,亦可提供大客車製造商在焊
接機器上的選擇,相關解說與焊道品質之巨觀金相照片
如圖十所示。
2.6業者說明會之召開業者說明會之召開業者說明會之召開業者說明會之召開
目前所有研發成果已經在 95年 6月 26日舉辦業者
說明會時,向參加業者說明,並提供問卷做調查,在問
卷調查結果顯示,有 91%的人對本計畫-建立大客車
骨架結構焊接規範所執行的工作內容與目標已經瞭
解,有 65%的人認為訪廠所收集的資料已經足夠,有
87.5%的人認為現況試片測試結果與其公司現況相
符,但 60%的大客車製造商沒有焊接標準規範可參考
使用,有 90%的人有意願參與本計畫並提供試片作分
析,亦有 80%的人認為其公司需要焊接輔導。這些數
據充分顯示國內大客車製造業對本計畫抱持高度肯
定,同時希望能在焊接技術領域上提供更多輔導工作。
3. 其他內其他內其他內其他內容容容容
材料一:40 x 60 x 2t mm長度 150mm
材料二:40 x 60 x 2t mm長度 75mm
焊接製程:採用 GMAW焊接製程(俗稱 C02焊接製程)。
採用焊條:AWS ER70S-6(直徑 0.9、1mm)
圖 1 現況焊接試片製作
圖二 試片切取位置與測試項目
圖三 現況試片外觀
圖四 焊接瑕疵
1
2
試片切割線
試片 A
試片 B
試片 C
試片 D
C:拉伸測試
A:彎曲測試
B:彎曲測試 D:彎曲測試
焊道縮孔
重疊不良
焊蝕

第十一屆車輛工程學術研討會第十一屆車輛工程學術研討會第十一屆車輛工程學術研討會第十一屆車輛工程學術研討會 大葉大學機械與自動化工程學系大葉大學機械與自動化工程學系大葉大學機械與自動化工程學系大葉大學機械與自動化工程學系, , , , 彰化彰化彰化彰化 95年年年年11月月月月18日日日日 The 11th National Conference on Vehicle Engineering, November 18, 2006, DYU, Changhwa, Taiwan, R.O.C.
圖五 試片切取位置
圖六 填角焊道與滲透焊道的巨觀金相
圖七 抗拉試片破裂情形
圖八 填角焊彎曲測試方式
圖九 彎曲測試結果
圖十 新焊接製程之巨觀金相(除 STT製程外)
車廠 裂縫 腳長 氣孔
ANSI/AWS D8.8 不允許 最少要有薄件
厚度的 90%
1. 最大直徑: 1.6 mm或
薄件的一半。
2. 各個超過最小孔洞直
徑的面積最大 25%
DAIMLER
CHRYSLER 不允許
最少要有薄件
厚度的 100% 最大 25%的焊道表面區域
MITSUBISHI 不允許 最少要有薄件
厚度的 140%
1. 最大直徑:1.6 mm
2. 每 25.4 mm焊道內不超
過 4顆
FORD 不允許 最少要有薄件
厚度的 100%
1. 最大直徑:1.6 mm
2. 每 25.4 mm焊道內不超
過 3顆
GM 不允許 最少要有薄件
厚度的 90%
1. 最大直徑: 1.6 mm或
薄件的一半。
2. 各個超過最小孔洞直
徑的面積最大 25%
HONDA 不允許 最少要有管壁
厚度的 120% 不允許,可能有害
HYUNDAI 不允許 最少要有薄件
厚度的 140%
1. 最大直徑:1.6 mm
2. 每 25.4 mm焊道內不超
過 4顆
MAZDA 不允許 未指定
1. 最大直徑:1.6 mm
2. 每 10 mm 焊道內不超
過 3顆
NISSAN 不允許 最少要有薄件
厚度的 140%
1. 最大直徑:1.6 mm
2. 每 25.4 mm焊道內不超
過 4顆
NUMMI 不允許 最少要有薄件
厚度的 140%
1. 最大直徑:1.6 mm
2. 每 25.4 mm焊道內不超
過 4顆
TOYOTA 不允許 最少要有薄件
厚度的 80%
1. 直徑總合不超過焊道
長度的 10%,
2. 最大直徑不超過焊道
長度 10%
表二 車身骨架材料
JIS編號 型式 厚度 mm 俗名
G3131 SPHC
Coil
(鋼捲) 1.6~3.0 黑鐵
G3302
SGHC
Coil
熱軋底板 1.6~3.0 鍍鋅板
G3113 SAPH440
Coil 1.8~2.3 高張力
黑鐵
G3302
SGC400 Coil 1.4~2.0
高張力
鍍鋅板
試片 D 試片 A
試片 C 試片 B
金相 金相
試片 7 試片 6 試片 5 試片 4 試片 3 試片 2 試片 1
試片 1試片 7 試片 6 試片 5 試片4 試片 3 試片2
CMTPM
PAB Daihen

第十一屆車輛工程學術研討會第十一屆車輛工程學術研討會第十一屆車輛工程學術研討會第十一屆車輛工程學術研討會 大葉大學機械與自動化工程學系大葉大學機械與自動化工程學系大葉大學機械與自動化工程學系大葉大學機械與自動化工程學系, , , , 彰化彰化彰化彰化 95年年年年11月月月月18日日日日 The 11th National Conference on Vehicle Engineering, November 18, 2006, DYU, Changhwa, Taiwan, R.O.C.
表三 補強材料
JIS編號 厚度 mm 俗名 應用範圍
3.0~4.0 角鐵 車身骨架
或支撐件 CNS2473
SS400 5 槽鐵 車身地枕
表四接頭形式
方形樑
T接
方形樑
Y接
方形樑
對接
方形樑
K接
方形樑
角接
方形樑
疊接
方形樑與板
件疊接
方形樑
疊接
方形樑與板
件 T接
方形樑與
板件邊接
板件與方形
樑 T接
方形樑與
板件角接
ㄇ型樑與角
鐵 T接
板件疊接
ㄇ型樑與ㄇ
型樑 T接
ㄇ型樑與
角鐵 T接
表五 接頭總類與焊接姿勢
接頭
形式
無坡口
開槽對接
填角焊
疊接
填角焊
T接
單喇叭口
開槽焊
雙喇叭口
開槽焊
焊接
符號
F F F F F
H H H H
V V V V V
薄板-薄板
焊接姿勢
OH
- F F -
- H H - 薄板-厚板
焊接姿勢
- V V -
備註:焊接姿勢 F=平焊、 H=橫焊、V=立焊、OH=仰焊
表六 母材與焊條的選用原則
材料 手工電焊
焊條規格
CO2焊
焊條規格
包藥焊
焊條規格
角鐵 - 槽鐵
角鐵/槽鐵 - 黑鐵
黑鐵 - 黑鐵
E60XX
黑鐵 - 鍍鋅鋼
鍍鋅鋼 – 鍍鋅鋼
鍍鋅鋼–角鐵/槽鐵
E6012
E6013
ER70S-X
100%CO2
80%Ar+20%CO2
E61T-X
E71T-X
表七 現況試片之焊接參數比較
標準
試片 A廠 B廠 C廠
材料 黑鐵 黑鐵 鍍鋅
鋼板 黑鐵
鍍鋅
鋼板
高張力
鍍鋅板 黑鐵
板厚 1.8 1.8 1.8 1.8 1.8 1.4 1.8
1G電流 A 75~105 110 95 104 104 92 113
3F電流 A 87~100 110 95 104 104 92 113
1G焊接速度
mm/sec - 7~8 5~7 6~7 7~8 6 6
3F焊接速度
mm/sec - 9~10 6~8 6~8 6~8 4~5.5 7~8
表八 抗拉強度測試
試片編號 材質 抗拉強度
MPa 斷裂位置
1 黑鐵 430.0 熱影響區
2 黑鐵 400.9 母材
3 鍍鋅鋼板 409.9 熱影響區
4 黑鐵 416.6 母材
5 鍍鋅鋼板 506.5 母材
6 高張力
鍍鋅鋼板 541.1 熱影響區
7 黑鐵 380.4 熱影響區
4. 結論結論結論結論
根據上述資料收集與現況試片分析,並參考美國焊
接學會的相關檢測標準,可獲致以下結論。
1. 國外車廠雖然有各自的工程規範,但可以發現這些
規範都是以美國焊接學會(AWS)所出版的 AWS
D8.8 卡車結構規範為基礎,再配合各廠的廠內文
化或特殊需求進行修正。
2. 國內車廠在車身骨架結構所採用的材料可分為一
般碳鋼與鍍鋅鋼板等 2 大類,形狀上以方形樑為
主,再搭配 CO2焊接製程進行車體製作。
3. 經由現況試片之製作與分析,國內大客車製造廠在
焊接技術之水準大致相同,同時焊件經機械測試後
都能符合 AWS D1.3 與 AWS D8.8 相關的焊道要
求。
4.在業者說明會問卷調查結果顯示,有超過 80%的大
客車業希望能有焊接方面的輔導,以提昇業者的產

第十一屆車輛工程學術研討會第十一屆車輛工程學術研討會第十一屆車輛工程學術研討會第十一屆車輛工程學術研討會 大葉大學機械與自動化工程學系大葉大學機械與自動化工程學系大葉大學機械與自動化工程學系大葉大學機械與自動化工程學系, , , , 彰化彰化彰化彰化 95年年年年11月月月月18日日日日 The 11th National Conference on Vehicle Engineering, November 18, 2006, DYU, Changhwa, Taiwan, R.O.C.
業競爭力。
相關標準焊接程序規範書之製作與最低焊道要求
之制訂將於下半年中進行,完成的各項資料將提供與國
內大客車製造商使用,希望藉由此焊接規範之提供,能
使國內業界在大客車骨架焊接時有一定的規範可供依
循,以確保大客車結構體的品質安全。
5. 致謝致謝致謝致謝
在此感謝財團法人車輛研究測試中心(ARTC)提
供計畫經費支持本研究案,同時亦感謝騰達航勤機械
(股)公司、固特汽車工業(股)公司、一加一工業股份有
限公司、清海車體廠(股)公司、晟鑫車體廠、全國聯合
車體廠、豐榮鐵工廠股份有限公司、健益汽車工業股份
有限公司、承達汽車實業股份有限公司、成運汽車製造
股份有限公司等,提供訪廠與現況資料收集,使本計畫
收集資訊能更接近大客車製造現況。
6. 參考文獻參考文獻參考文獻參考文獻
書籍:
[1] AWS D8.8, Specification for Automotive and Light
Truck Components Weld Qualify-Arc Welding,
American welding Society, 1997.
[2] AWS D1.3-98, Structural Welding Code-Sheet Steel
Welding, American welding Society, 1998.
[3] AWS A5.1/A5.1M, Specification for Carbon Steel
Electrodes for Shielded Metal Arc Welding, American
welding Society, 2004.
[4] AWS A5.18/A5.18M, Specification for Carbon Steel
Electrodes and Rods for Gas Shielded Metal Arc
Welding, American welding Society, 2005.
[5] AWS A5.20/5.20M, Specification for Carbon Steel
Electrodes for Flux-Cored Arc Welding, American
welding Society, 2005.
[6] AWS D9.1M/D9.1, Sheet Metal Welding Code,
American welding Society, 2000.

第十一屆車輛工程學術研討會第十一屆車輛工程學術研討會第十一屆車輛工程學術研討會第十一屆車輛工程學術研討會 大葉大學機械與自動化工程學系大葉大學機械與自動化工程學系大葉大學機械與自動化工程學系大葉大學機械與自動化工程學系, , , , 彰化彰化彰化彰化 95年年年年11月月月月18日日日日 The 11th National Conference on Vehicle Engineering, November 18, 2006, DYU, Changhwa, Taiwan, R.O.C.



![[RTF] ‡准号 标 准 名 称 A36/A36M 碳素结构钢 A131/A131M 船用结构钢 ... .5.1.1 补焊修整应根据焊接工艺规范(WPS),使用有保护电弧焊(SMAW)、气体保护电弧焊(GMAW)、药芯焊丝电弧焊(FCAW)或埋弧焊(SAW](https://img.pdfslide.tips/doc/110x75/5b37521d7f8b9a4a728bf2c9/rtf-a36a36m-a131a131m-.jpg)









![[AWSマイスターシリーズ]AWS Storage Gateway](https://img.pdfslide.tips/doc/110x75/546ca885b4af9f702c8b5116/awsaws-storage-gateway.jpg)




![[AWSマイスターシリーズ] AWS CloudFormation](https://img.pdfslide.tips/doc/110x75/54b73ef54a795989698b456c/aws-aws-cloudformation.jpg)









![[AWSマイスターシリーズ] AWS CLI / AWS Tools for Windows PowerShell](https://img.pdfslide.tips/doc/110x75/54c666a74a795928268b45ac/aws-aws-cli-aws-tools-for-windows-powershell.jpg)