-
INORMA CHILENA OFICIAL NCh307.Of69
Electrodos revestidos para soldar al arco - Aceros alcarbono y
aceros de baja aleacin - Preparacin deprobetas para realizar
ensayos
Prembulo
Esta norma establece el procedimiento para preparar las probetas
para efectuar losensayos de comprobacin de las principales
caractersticas mecnicas, fsicas y qumicasdel metal depositado con
electrodos revestidos destinados a soldar al arco aceros alcarbono
y aceros de baja aleacin de soldabilidad garantizada.
Esta norma es una revisin destinada a reemplazar a la norma
NCh307.Of60(ex 34-73ch), Electrodos revestidos para soldar al arco,
aceros al carbono y aceros debaja aleacin: ensayos mecnicos,
declarada Norma Oficial de la Repblica de Chile porDecreto N502 del
Ministerio de Economa del 19 de Julio de 1960.
En el estudio de esta norma se han tenido a la vista entre otros
documentos, lossiguientes:
AMERICAN SOCIETY FOR TESTING AND MATERIALS, ASTM:A 233-64,
TentativeSpecifications for Mild Steel Arc - Welding
Electrodes.
ASOCIACION DE INDUSTRIALES METALURGICOS, ASIMET (Chile):
Anteproyecto denorma "INDURA" para soldar acero dulce, Noviembre
1957.
ASSOCIATION FRANAISE DE NORMALISATION, AFNOR, NF A 81-301:
Electrodesmtalliques enrobes pour soudage manuel lectrique l'arc
des aciers non allis oufaiblement allis. Caractristiques
dimensionnelles, Diciembre 1962.
DEUTSCHER NORMENAUSSCHUSS, DNA: DIN 1913: Blatt 1: Lichtbogen -
Schweiss-elektroden fr Verbindungsschweissen (Schweisselektroden fr
Stahl, unlegiert undniedriglegiert), Noviembre 1967.
-
NCh307
II
El Comit de "Soldaduras, Materiales para soldar", de la
Especialidad de IngenieraMecnica, que estudi esta norma, estuvo
constituido por la personas siguientes:
Compaa de Gas de Santiago Hctor Rubio P.Empresa Nacional de
Petrleo, ENAP Luis Pardo A.Ferrocarriles del Estado, FF. CC. Homero
RichterIndustria Chilena de Soldaduras S.A., INDURA Orione Porzio
B.Instituto de Investigaciones y Ensayes deMateriales de la
Universidad de Chile, IDIEM Enrique Scarella H.Instituto Nacional
de Investigaciones Tecnolgicas yNormalizacin, INDITECNOR Jaime
Boltansky G.
El Instituto recibi respuestas, durante el plazo de consulta
pblica de esta norma, conobservaciones de:
Carlos J. Ambor.ABASTIBLE, Abastecedora de Combustibles S.A.Ing.
Hugo Brangier M., Director del InstitutoIng. Carlos Herning D.,
Asesor del H. Consejo del Instituto
y respuesta, sin formular observaciones de:
Asociacin de Industriales Metalrgicos, ASIMETCompaa Minera
AndinaDepartamento de Investigaciones Cientficas y Tecnolgicas,
DICTUCDireccin de Industrias y Comercio, Departamento de
Industrias, Ministerio de Economa,Fomento y Reconstruccin.Fbricas y
Maestranzas del Ejrcito, FAMAEInstituto de Investigaciones y
Control del EjrcitoInstituto de Investigaciones y Ensayes de
Materiales de la Universidad de Chile, IDIEMInstituto de Fomento
PesqueroPhilips Chilena S.A.
Esta norma ha sido revisada y aceptada por el Director del
Instituto Nacional deInvestigaciones Tecnolgicas y Normalizacin,
INDITECNOR, Ing. Hugo Brangier M., confecha 17 de Junio de 1969; y
aprobada en la sesin del H. Consejo del Instituto,efectuada el 26
de Agosto de 1969, que cont con la asistencia de los
seoresConsejeros: Jorge Covarrubias; Jos de Mayo; Mauricio
Froimovich; Edmundo Ganter;Federico Lastra; Samuel Navarrete; Vctor
Prez; Carlos Sagredo; y Gustavo Vicua.
Observaciones
1 En el texto de la norma slo se citan normas NCh.
2 Como en la actualidad no hay norma chilena para realizar el
ensayo radiogrfico, elensayo de impacto y slo algunas normas para
anlisis qumico, debern ponerse deacuerdo el comprador y el
productor o vendedor para adoptar una norma extranjera. Si
-
NCh307
III
este acuerdo no se produjese, deber usarse la ltima
especificacin ASTM que exista alrespecto.
Esta norma ha sido declarada Oficial de la Repblica de Chile por
Decreto N1106 delMinisterio de Economa, Fomento y Reconstruccin, de
fecha 17 de Octubre de 1969.
Esta norma es una reedicin sin modificaciones de la norma
Oficial NCh307.Of69Electrodos revestidos para soldar al arco -
Aceros al carbono y aceros de baja aleacin -Preparacin de probetas
para realizar ensayos, vigente por Decreto N1106 del Ministeriode
Economa, Fomento y Reconstruccin, de fecha 17 de Octubre de
1969.
-
1NORMA CHILENA OFICIAL NCh307.Of69
Electrodos revestidos para soldar al arco - Aceros alcarbono y
aceros de baja aleacin - Preparacin deprobetas para realizar
ensayos
1 Alcance
1.1 Esta norma establece el procedimiento para preparar las
probetas para los anlisisqumicos y los ensayos de traccin,
resistencia al impacto, radiogrfico y de soldadura defilete que se
usan en relacin con electrodos revestidos para soldar al arco.
1.2 Esta norma se aplica a la comprobacin de las caractersticas
qumicas y mecnicasdel metal depositado con electrodos revestidos
producidos segn norma NCh306.
1.3 Tambin podr aplicarse para investigaciones relacionadas con
electrodos en general.
2 Referencias
NCh200 Ensayos de traccin para el acero.NCh203 Acero para
construccin estructural - Requisitos de calidad de
productos laminados.NCh209 Planchas gruesas de acero.NCh304
Electrodos para soldar al arco manual - Terminologa y
clasificacin.NCh305 Electrodos para soldar al arco manual - Aceros
al carbono y aceros
de baja aleacin - Cdigo de designacin e identificacin.NCh306
Electrodos revestidos para soldar al arco manual aceros al carbono
y
aceros de baja aleacin - Especificaciones.
-
NCh307
2
3 Terminologa
3.1 muestras de soldadura: conjunto de planchas gruesas unidas
con soldadura y del cualse obtienen las probetas para los
ensayos.
3.2 colchoncillo: depsito de soldadura de forma cuadrada o
rectangular desde el cual seobtiene muestra del metal de aporte
para realizar el ensayo qumico.
4 Extraccin de muestras
4.1 La extraccin de los electrodos para realizar los ensayos que
prescribe esta norma sehar de acuerdo con la norma NCh306.
5 Condiciones generales para la preparacin de la muestra de
soldadura
5.1 Las muestras de soldadura debern ser preparadas por
soldadores calificados.
5.2 Los electrodos que se usarn para preparar las muestras de
soldaduras sern dedimetro igual o mayor de 4 mm1).
5.3 Cuando una clase de electrodo permite usar ms de un tipo de
corriente, seprepararn muestras de soldaduras usando cada tipo de
corriente.
5.4 Las planchas gruesas que se usan para preparar la muestra de
soldadura, sern deacero al carbono de los tipos A 37 - 24 ES segn
norma NCh203 y A 37 - 20 S segnnorma NCh209.
5.5 Antes de realizar la muestra de soldadura propiamente tal,
las planchas se unirnentre s por puntos de soldadura; durante la
operacin de soldar se aislarn del banco detrabajo mediante una
plancha de asbesto de 12 mm de espesor.
5.6 Comenzar la unin a la temperatura ambiente (15C mnimo) y se
continuar hastaque se alcance una temperatura de 150 15C, la cual
debe mantenerse durante todo elproceso.
5.7 Si es necesario interrumpir el proceso, dejar enfriar el
conjunto soldado en aire quieto,hasta la temperatura ambiente.
Cuando se reanuda el trabajo, precalentar el conjuntohasta
temperatura de 150 15C.
5.8 Despus de terminar la muestra de soldadura y antes de
realizar los ensayos no sehar ningn tratamiento trmico al
conjunto.
1 ) Por acuerdo previo entre productor y consumidor podr
especificarse el dametro exacto de los electrodos
con los cuales hacer las muestras de soldadura.
-
NCh307
3
5.9 Se consumir por lo menos un electrodo totalmente, con
excepcin de los ltimos50 mm, y tantos como sean necesarios para
completar la soldadura en todo el largo de launin.
6 Ejecucin del depsito
6.1 Muestra de soldadura para obtener probetas para los ensayos
radiogrficos, detraccin y de resistencia al impacto
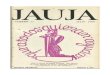
6.1.1 Preparar la muestra de soldadura, tal como se detalla en
la figura 1, en posicinplana y usando el tipo de corriente y la
polaridad apropiada para el electrodo.
6.1.2 Medir la temperatura en el punto indicado en la figura 1
para tal objeto, mediante untermmetro de contacto o bien mediante
algn otro medio adecuado.
6.1.3 Hacer los cordones de soldadura, en las primeras capas,
mediante movimientososcilatorios que abarcarn el ancho de la ranura
formada por los biseles (oscilacionescompletas). La secuencia del
depsito y el nmero total de capas sern las indicadas entabla 1.
Tabla 1 - Secuencia del depsito y nmero total de capas
Oscilaciones parcialesTamao delelectrodo,
mm
Espesor delrespaldo,
mm
Oscilacionescompletascapa N Capa N
Cordonespor capa
Nmero totalde capas
4,00 6 1 2 hasta la ltima 2 7 a 9
4,75 y5,00
6 1 y 2 3 hasta la ltima 2 6 a 8
6,30 a 10,00 12 1, 2 y 3 4 hasta la ltima 2 5 a 7
6.1.4 La direccin de la soldadura para cada electrodo usado para
completar una pasadaser la misma; sin embargo, la direccin podr
cambiarse para diferentes pasadas.
6.1.5 Si el proceso ha sido interrumpido, cuando se reanude debe
continuarse con lamisma direccin anterior.
6.2 Muestra de soldadura para obtener probetas para el ensayo de
soldadura defilete
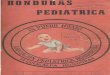
6.2.1 Las partes, soldadas tal como se indica en la tabla 5 de
la norma NCh306, tendrpor dimensiones las que aparecen en la tabla
2 de esta norma. El conjunto se har enforma de T (ver figura
2).
6.2.2 Se har un filete a un solo lado de la junta, mediante una
pasada, aproximadamentedel largo de toda la unin.
-
NCh307
4
6.2.3 Cuando el electrodo sirve para soldar en toda posicin, se
ensayar soldando con luna junta T en que las planchas tendrn la
posicin ms difcil para soldar.
6.2.4 Cuando se suelte en posicin vertical, preparar la probeta
en forma ascendente.
Tabla 2 - Especificaciones dimensionales de la probeta para el
ensayo de soldadura de filete
Clasificacin Dimetro,mmEspesor E,1)
mm
Anchomnimo
mm
Largo, Lmnimo
mm
Posicin desoldar2)
Tamao de lasoldadura de
filete mm
E 6010 y E 6011
4,04,755,566,358,00
10,010,0
-12,0
-
7575-
75-
300300
-450
-
V y S.C.V y S.C.
-H-
6,4 mx.8,4 mx.
-6,4 mn.
-
E 6012 y E 6013
4,004,755,566,358,00
10,012,0
-12,012,0
7575-
7575
300300
-450450
V y S.C.V y S.C.
-HH
6,4 mx.9,5 mx.
-8,0 mn.8,0 mn.
E 7014
4,04,755,566,358,00
10,010,0
-12,012,0
7575-
7575
300300
-450450
V y S.C.H-HH
8,0 mx.6,4 mn.
-8,0 mn.8,0 mn.
E 7015 y E 7016
4,004,755,566,358,00
10,010,0
-12,0
-
7575-
75-
300300
-450
-
V y S.C.H-H-
8,0 mx. 4,76 mn.
-8,0 mn.
-
E 7018
4,04,755,566,358,00
10,010,0
-12,0
-
7575-
75-
300300
-450
-
V y S.C.H-H-
8,0 mx.6,4 mn.
-8,0 mn.
-
E 6020
4,04,75
5,566,358,00
10,010,0
-12,0
-
7575
-75-
300 300
450-
450-
HH
-H-
4,0 mn. 4,76 mn.
-8,0 mn.
-
E 7024E 6027 y
E 7028
4,04,75
-5,566,358,00
10,010,0
-12,0
-
7575
-75-
300 300
450-
450-
HH
-H-
4,76 mn.6,4 mn.
-8,0 mn.
-
1) En los casos en que no se especifica el espesor E se puede
usar plancha gruesa de 10 12 mm.
2) v = Vertical; S.C. = sobre cabeza; H = horizontal.
-
NCh307
5
6.2.5 Depositar la soldadura de filete usando velocidades
compatibles con el tipo deelectrodo empleado, excepto para los
electrodos E 6020, E 6027, E 7024 y E 7028 paralos cuales se usarn
las velocidades mnimas que aparecen en la tabla 3.
Tabla 3
Tamao del electrodo, mm
4,0 4,75 6,4Clasificacin
Velocidad de avance, mm/min.
E 6020 180 200 230
E 6027 230 280 280
E 7024 y E 7028 250 250 250
6.3 Muestra de soldadura para obtener el metal de aporte para el
ensayo qumico
6.3.1 El anlisis qumico se realizar ensayando el metal
proveniente de colchoncillospreparados con electrodos de 4 6,35 mm
de dimetro y usando el tipo de corriente ypolaridad que
corresponda.
6.3.2 La soldadura se har en posicin plana.
6.3.3 Los colchoncillos deben tener las dimensiones
siguientes:
Tamao del electrodo Tamao mnimo del colchoncillo
4 mm6,35 mm
33 x 33 x 12 mm50 x 50 x 12 mm
6.3.4 Depositar el colchoncillo por capas. El ancho de cada
cordn ser de 1 1/2 a 2 1/2veces el dimetro del ncleo del electrodo.
Despus que cada capa ha sido depositada, seenfriar sumergiendo el
depsito de soldadura en agua fra (la temperatura no esimportante),
continuando la operacin luego de secado.
6.3.5 Remover y descartar la superficie del colchoncillo. Tomar
una cantidad suficiente demetal de aporte, para el anlisis de tal
manera que no haya metal removido bajo 6,5 mmantes de la superficie
del metal base.
7 Preparacin de las probetas y realizacin de los ensayos
7.1 Examen radiogrfico
7.1.1 El examen radiogrfico se efecta en la unin de la muestra
de soldadura realizadasegn prrafo 5.1.
-
NCh307
6
7.1.2 Eliminar las ondulaciones e irregularidades superficiales
en ambas caras del cordnde soldadura. Realizar esta operacin con la
ayuda de cualquier medio mecnicoadecuado, hasta un grado tal que el
contraste radiogrfico resultante debido a algunairregularidad
remanente no se confunda con algn defecto objetable.
7.1.3 Nivelar las caras de la soldadura suavemente con la
superficie de la plancha. Elrefuerzo mximo tolerable ser de 2,4 mm
y debe ser uniforme.
7.1.4 Eliminar la plancha usada como respaldo, antes de
radiografiar.
7.1.5 Obtener las radiografas con un nivel de inspeccin 2 - 2 T
y el ensayo se harsegn norma correspondiente. (Ver Observaciones 2,
de Prembulo).
7.2 Ensayo de traccin
7.2.1 Efectuar el ensayo de traccin con una probeta de la forma
indicada en la figura 4.Esta probeta se obtiene desde la misma
probeta que se us para el examen radiogrfico.
7.2.2 Envejecer la probeta a una temperatura entre 93 y 104C
durante 48 2 h y luegose dejar enfriar libremente hasta la
temperatura ambiente.
7.2.2.1 Slo las probetas preparadas con electrodos del tipo bajo
hidrgeno no sernenvejecidas.
7.2.3 El ensayo de traccin se realizar segn norma NCh200.
7.3 Ensayo de impacto
7.3.1 Efectuar el ensayo de impacto en cinco probetas, con
entalle en V tal como seindica en la figura 5. Cada probeta se
obtiene por maquinado directo de la misma probetaque se us para el
ensayo radiogrfico.
7.3.2 Hacer el ensayo de impacto a la temperatura indicada en
norma NCh306.
La tolerancia para esta temperatura es de 2C.
7.3.3 Para calcular el valor promedio de la resistencia al
impacto no se consideran el valorms alto y el ms bajo obtenido.
7.3.4 El ensayo de impacto se har segn norma
correspondiente.
7.4 Ensayo de soldadura de filete
7.4.1 Examinar visualmente el cordn de soldadura para constatar
la ausencia dedefectos.
7.4.2 Cortar un trozo de aproximadamente 25 mm de ancho a unos
25 mm antes delcrter producido por el trmino del primer electrodo y
pulir uno de sus lados y atacarlocon cido de una concentracin
adecuada.
-
NCh307
7
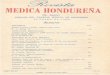
7.4.3 Marcar en la superficie atacada, en la forma indicada en
la figura 3, las magnitudesnecesarias para medir el cordn de
soldadura (el tringulo rectngulo es en lo posibleissceles). Cuando
se trata de un filete convexo, se marca la convexidad, que es
ladistancia entre la hipotenusa y la tangente a la superficie
exterior del filete.
7.4.4 Determinar el tamao de la soldadura, la convexidad y el
largo de los lados delfilete, con una aproximacin de 0,4 mm,
medidos en la seccin pulida
7.4.5 Quebrar las dos partes restantes de la muestra de
soldadura longitudinalmenteejerciendo una fuerza como se indica en
la figura 2. Examinar las superficies fracturadaspara verificar el
cumplimiento de los requisitos establecidos en norma NCh306.
7.4.6 Si al tratar de quebrar la probeta, la soldadura se
despega de la plancha, el ensayose considera nulo.
7.4.7 Si es necesario, para facilitar la fractura, podr usarse
uno o ms de losprocedimientos siguientes:
a) agregar cordones de soldaduras de refuerzo a los lados del
filete, como se indica enfigura 6;
b) cambiar la posicin del alma, como se indica en la figura 7,
hasta 3/4 del ancho de labase;
c) hacer en detalle en la cara del cordn de soldadura, como se
indica en la figura 8 conuna profundidad mxima del entalle igual a
1/2 de la garganta real.
7.5 Ensayo qumico
7.5.1 El anlisis qumico se efectuar por algn mtodo elegido por
acuerdo previo entreel comprador y el productor o vendedor. En caso
de disparidad se proceder segn loprescrito en Observaciones 2, del
Prembulo de esta norma.
-
NCh307
8
Dimensiones en milmetros
Figura 1 - Detalle de la unin soldada para el ensayo
radiogrfico, el detraccin y el ensayo de impacto
-
NCh307
9
Dimensiones en milmetros
NOTA - Ver tabla N3 para los valores de E y L.
Figura 2 - Preparacin de la probeta para el ensayo de soldadura
de filete
-
NCh307
10
Figura 3 - Dimensiones de la soldadura de filete.
-
NCh307
11
Dimensiones en milmetros
Figura 5 - Probeta para el ensayo de impacto
NOTA - Si la mquina de traccin permite utilizar probetas sin
rosca, el largo de la sujecindeber ser funcin del tamao de la
mordaza de la mquina en la cual se realizar el ensayo.
Figura 4 Probeta para el ensayo de traccin (ver nota)
-
NCh307
12
Dimensiones en milmetros
Figura 8 - Entalle
Figura 6 - Soldadura de refuerzo
Figura 7 Platina vertical descentrada
-
NORMA CHILENA OFICIAL NCh 307.Of69
I N S T I T U T O N A C I O N A L D E N O R M A L I Z A C I O N
! I N N - C H I L E
Electrodos revestidos para soldar al arco - Aceros alcarbono y
aceros de baja aleacin - Preparacin deprobetas para realizar
ensayos
Arc welding covered electrodes for mild steel and low alloy
steel welding - Preparationof samples for tests
Primera edicin : 1969Reimpresin : 1999
Descriptores: electrodos (soldadura) soldadura al arco, aceros,
ensayos, preparacin demuestras
CIN
COPYRIGHT 1982 : INSTITUTO NACIONAL DE NORMALIZACION - INN *
Prohibida reproduccin y venta *Direccin : Matas Cousio N 64, 6
Piso, Santiago, ChileCasilla : 995 Santiago 1 - ChileTelfonos :
+(56 2) 441 0330 Centro de Documentacin y Venta de Normas (5 Piso)
: +(56 2) 441 0425Telefax : +(56 2) 441 0427 Centro de Documentacin
y Venta de Normas (5 Piso) : +(56 2) 441 0429Internet :
[email protected] de : ISO (International Organization for
Standardization) COPANT (Comisin Panamericana de Normas
Tcnicas)














![Adorno, Theodor W - La personalidad autoritaria [1969].pdf](https://img.pdfslide.tips/doc/110x75/55cf942d550346f57ba02277/adorno-theodor-w-la-personalidad-autoritaria-1969pdf.jpg)