Embed Size (px)
Citation preview

58 INASEA, Vol. 9 No.1, April 2008: 58 - 70
NEW LINE 1 WELDING FRAME BODY COMP DALAM PENINGKATAN KINERJA DAN OPTIMALISASI LINE
M. Afandy
Staf Produksi Industri Manufaktur Automotive, PT ASTRA DAIHATSU MOTOR HEAD OFFICE Jln. Gaya Motor III No. 5, Sunter II, Jakarta 14350
ABSTRACT
Along with increased consumer demand of motorcycles, PT Astra Honda Motor as the sole manufacturing company as well as the license holder of Honda motorcycle brand, attempt to fulfill consumer demand by increasing production capacity. To be able to increase the amount of planned production capacity, PT Astra Honda Motor, enacted several policies, such as optimization of existing production capacity, investment in new plant area, and cooperate with the sub contractors. One of the working area of PT Astra Honda Motor, which was affected by these policies is to optimization of the production capacity of Line 1 Welding Frame Body Comp. . The research objective was to try to plan the layout, to improve performance and optimization of line. The aim of the Designing and Making a New Line Welding Frame Body Comp is to improve the performance and optimization of existing production line. After the design of the New Line 1 Welding Frame Comp is completed, weekly production capacity is in accordance with the installed production capacity , smoother process and material flow and increased performance resulted due to the achievement of the operator workstation being more secure and comfortable
Keywords: Designing and Making, Optimization, Ergonomic, Capacity, and Material Flow Process.
ABSTRAK
Seiring dengan meningkatnya permintaan konsumen akan kebutuhan sepeda motor, maka
PT Astra Honda Motor sebagai satu-satunya perusahaan Manufaktur sekaligus pemegang merk sepeda motor Honda, berupaya memenuhi permintaan konsumen dengan meningkatkan jumlah kapasitas produksi. Untuk dapat meningkatkan jumlah kapasitas produksi yang direncanakan, PT Astra Honda Motor melakukan beberapa kebijakan-kebijakan seperti optimalisasi kapasitas produksi yang ada, investasi area pabrik baru, dan bekerja sama dengan Sub Kontraktor. Salah satu wilayah kerja PT Astra Honda Motor yang terkena dari dampak kebijakan optimalisasi kapasitas produksi tersebut adalah Line 1 Welding Frame Body Comp. Tujuan penelitian adalah mencoba untuk merencanakan tata letak, untuk meningkatkan kinerja dan optimalisasi line. Tujuan dari Perancangan dan Pembuatan New Line 1 Welding Frame Body Comp ialah untuk meningkatkan kinerja dan optimalisasi line produksi yang ada. Setelah New Line 1 Welding Frame Body Comp selesai dirancang, maka kapasitas produksi mingguan yang sesuai dengan kapasitas produksi terpasang, aliran proses dan material lebih lancar serta meningkatnya kinerja operator yang disebabkan oleh tercapainya stasiun kerja yang lebih aman dan nyaman.
Kata kunci: Perancangan dan Pembuatan, Optimalisasi, Ergonomic, Kapasitas, Aliran Proses dan Material.
New Line 1 Welding… (M. Afandy) 59
PENDAHULUAN
Perkembangan teknologi industri manufaktur dalam beberapa dekade terakhir ini turut menyumbangan kemudahan dalam menciptakan inovasi-inovasi produk baru yang bermanfaat bagi manusia. Salah satu kebutuhan manusia yang tersentuh akan kemajuan teknologi tersebut adalah di bidang transportasi. Monorel, Subway dan Busway adalah beberapa alternatif model transportasi massal yang akan dikembangkan oleh pemerintah RI, terlebih oleh pemerintah propinsi DKI Jakarta. Namun, hal menarik yang terjadi dalam 10 tahun terakhir ini adalah adanya grafik peningkatan akan permintaan sepeda motor, sebagai salah satu alternatif sarana transportasi yang cepat dan murah.
Seiring dengan meningkatnya permintaan konsumen akan kebutuhan sepeda motor, maka
PT Astra Honda Motor sebagai satu-satunya perusahaan manufaktur sekaligus pemegang merk sepeda motor Honda, berupaya memenuhi permintaan konsumen dengan meningkatkan jumlah kapasitas produksi. Untuk dapat meningkatkan jumlah kapasitas produksi yang direncanakan, perusahaan melakukan beberapa kebijakan seperti optimalisasi kapasitas produksi yang ada, investasi area pabrik baru, dan bekerja sama dengan sub kontraktor. Dalam hal ini, perusahaan lebih memfokuskan dahulu pada langkah-langkah optimalisasi kapasitas yang tersedia, yaitu perbaikan tempat kerja, penambahan jumlah mesin dan manusia, diadakannya jam kerja lembur dan lain sebagainya.
Salah satu wilayah kerja perusahaan yang terkena dari dampak kebijakan optimalisasi
kapasitas produksi tersebut adalah Line 1 Welding Frame Body Comp pabrik 2 Pegangsaan, Kelapa Gading, Jakarta Utara. Oleh karena itu, penulis mencoba untuk merencanakan tata letak untuk meningkatkan kinerja dan optimalisasi line.
PEMBAHASAN
Pengumpulan Data
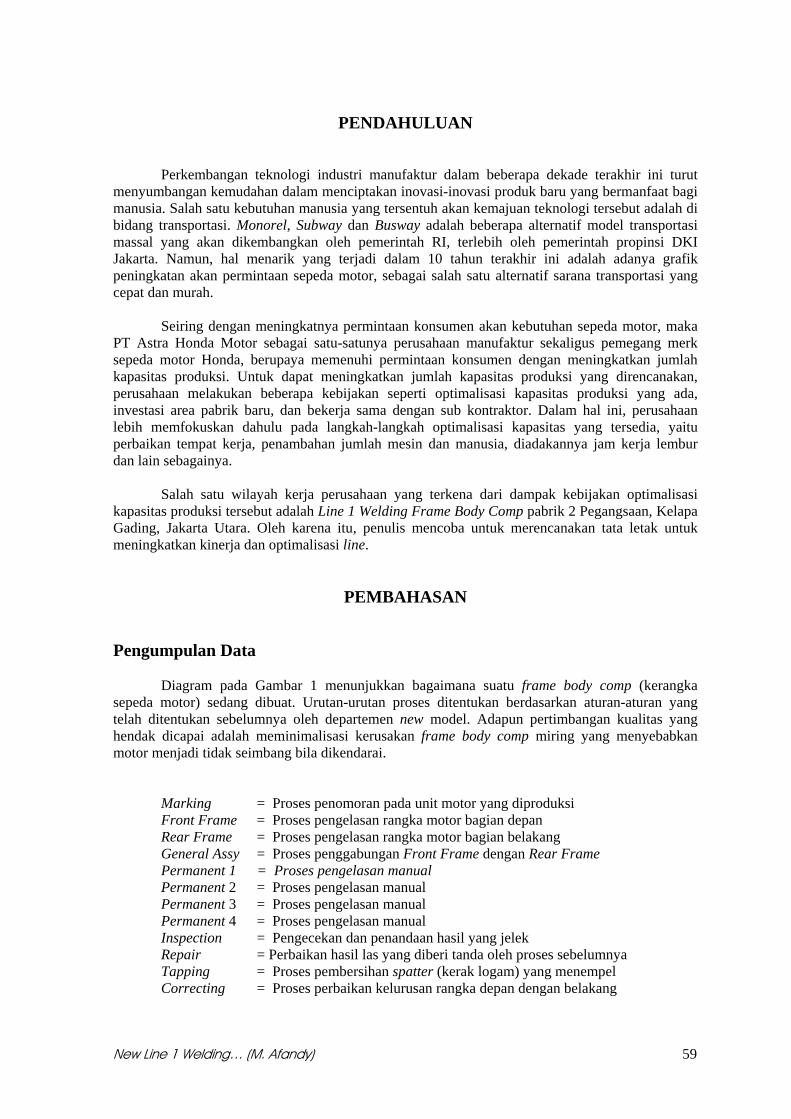
Diagram pada Gambar 1 menunjukkan bagaimana suatu frame body comp (kerangka sepeda motor) sedang dibuat. Urutan-urutan proses ditentukan berdasarkan aturan-aturan yang telah ditentukan sebelumnya oleh departemen new model. Adapun pertimbangan kualitas yang hendak dicapai adalah meminimalisasi kerusakan frame body comp miring yang menyebabkan motor menjadi tidak seimbang bila dikendarai.
Marking = Proses penomoran pada unit motor yang diproduksi Front Frame = Proses pengelasan rangka motor bagian depan Rear Frame = Proses pengelasan rangka motor bagian belakang General Assy = Proses penggabungan Front Frame dengan Rear Frame Permanent 1 = Proses pengelasan manual Permanent 2 = Proses pengelasan manual Permanent 3 = Proses pengelasan manual Permanent 4 = Proses pengelasan manual Inspection = Pengecekan dan penandaan hasil yang jelek Repair = Perbaikan hasil las yang diberi tanda oleh proses sebelumnya Tapping = Proses pembersihan spatter (kerak logam) yang menempel Correcting = Proses perbaikan kelurusan rangka depan dengan belakang
60 INASEA, Vol. 9 No.1, April 2008: 58 - 70
Gambar 1 Diagram Proses Pembuatan Frame Body Comp
Spesifikasi Produk
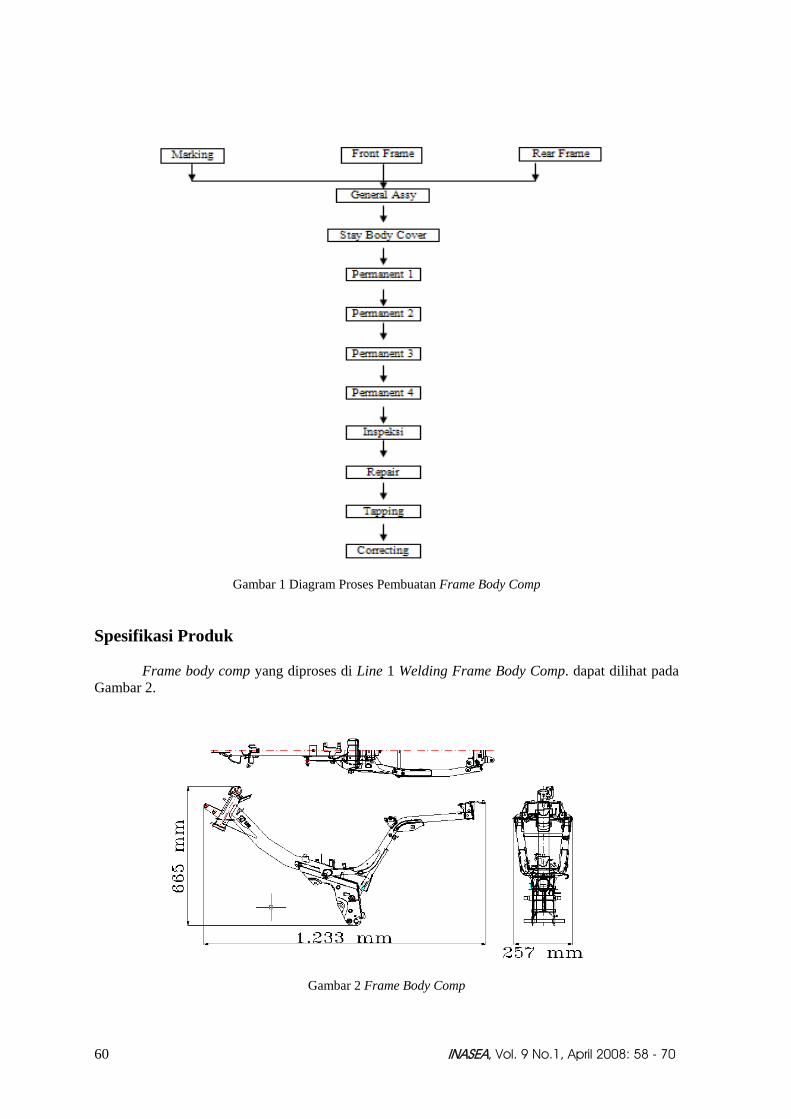
Frame body comp yang diproses di Line 1 Welding Frame Body Comp. dapat dilihat pada Gambar 2.
Gambar 2 Frame Body Comp
New Line 1 Welding… (M. Afandy) 61
Keterangan ; Part Name = Frame Body Comp Part Number = 50100-KTL-6000 Type = Bebek 100 cc Dimensi Luar = ( 1.233 x 257 x 665 ) mm Material = SPC
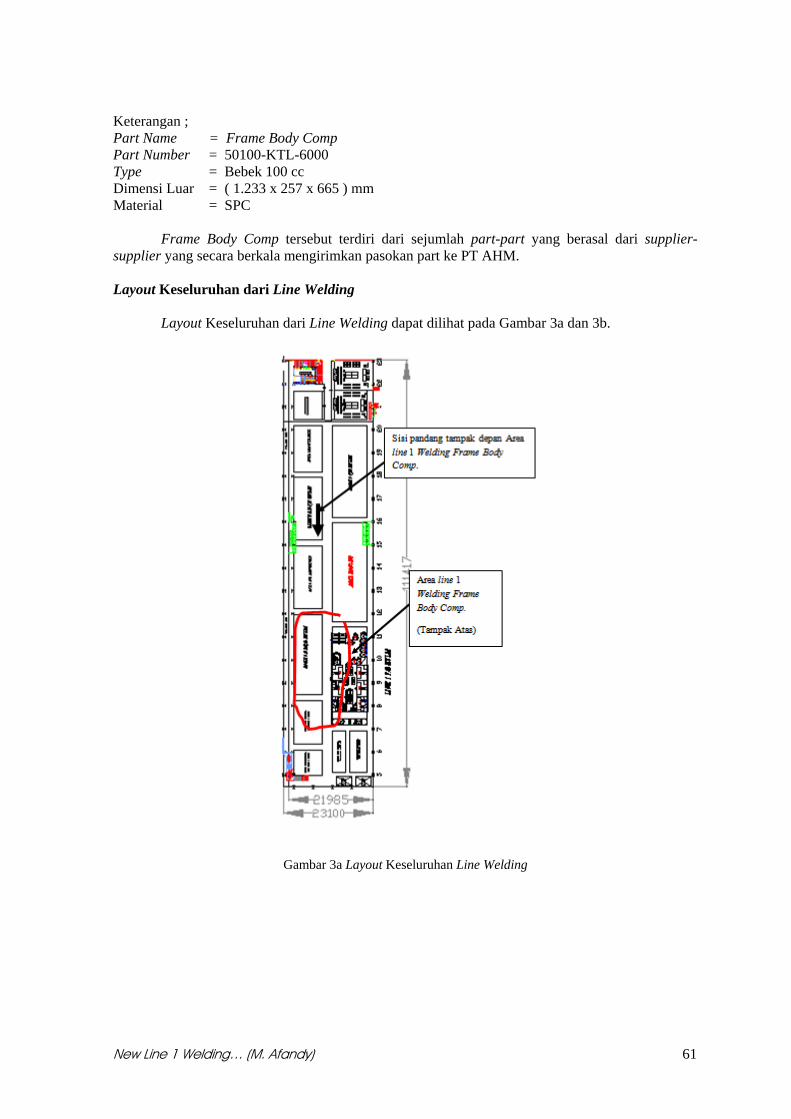
Frame Body Comp tersebut terdiri dari sejumlah part-part yang berasal dari supplier-supplier yang secara berkala mengirimkan pasokan part ke PT AHM. Layout Keseluruhan dari Line Welding Layout Keseluruhan dari Line Welding dapat dilihat pada Gambar 3a dan 3b.
Gambar 3a Layout Keseluruhan Line Welding
62 INASEA, Vol. 9 No.1, April 2008: 58 - 70
Gambar 3b Layout Keseluruhan Line Welding
Layout Aliran Proses dan Material dari Line 1 Welding Frame Body Comp
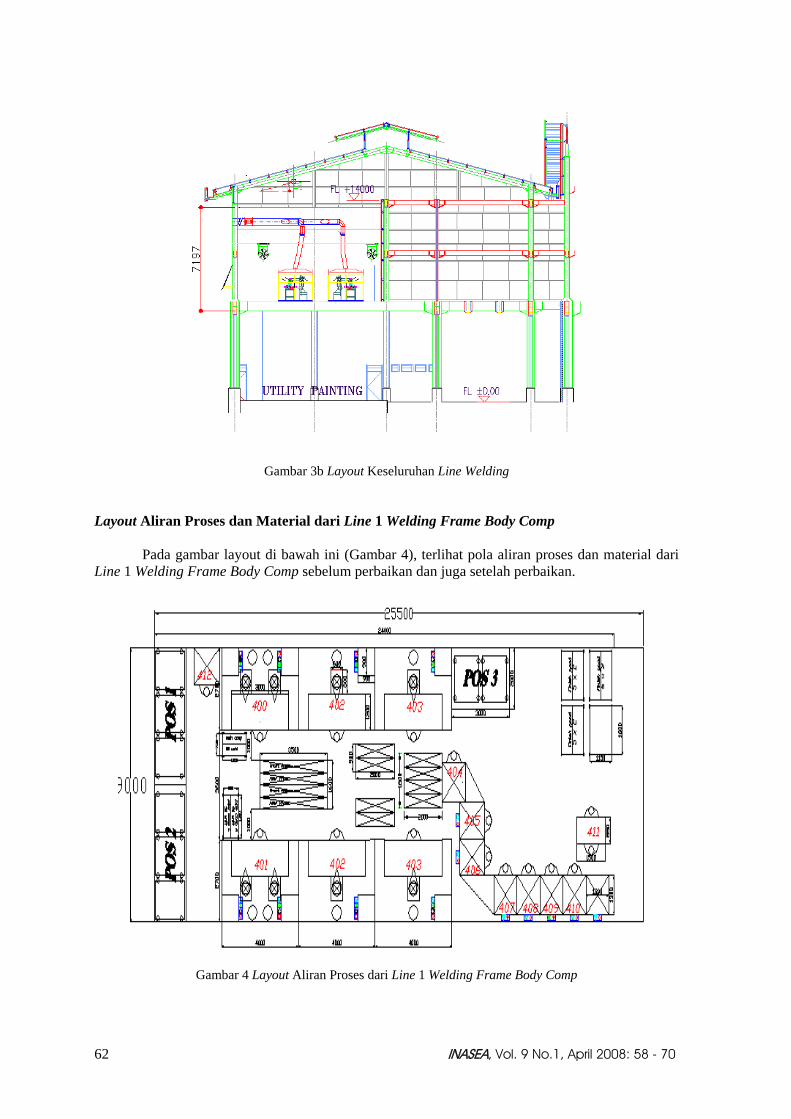
Pada gambar layout di bawah ini (Gambar 4), terlihat pola aliran proses dan material dari Line 1 Welding Frame Body Comp sebelum perbaikan dan juga setelah perbaikan.
Gambar 4 Layout Aliran Proses dari Line 1 Welding Frame Body Comp

New Line 1 Welding… (M. Afandy) 63
Gambar 5 Layout Aliran Proses dari Line 1 Welding Frame Body Comp Setelah Perbaikan
Perubahan yang terjadi pola aliran material pada Layout New Line 1 Frame Body Comp ini
terletak pada pengubahan susunan mesin yang berdampak pada perancangan ulang kereta part dan meja transfer part. Selain itu, beberapa pola aliran part yang mulanya melalui jalur tengah dari line produksi tersebut diubah melalui jalur luar dari line produksi dengan membuat tambahan kereta shooter yang diletakkan di dalam stasiun kerja tersebut sehingga petugas gudang tidak akan mengganggu operator yang sedang bekerja pada saat mendistribusikan pallet, yang berisi part maupun mengambil pallet yang sudah kosong.
Dengan kata lain, pola aliran material berhasil diseimbangkan di tiap-tiap stasiun kerja
sehingga tidak terjadi penumpukan di salah satu stasiun kerja. Jalur tengah dari line produksi tersebut cukup lapang untuk dilalui oleh petugas Quality Control yang melakukan pengecekan kualitas proses dan petugas maintenance yang akan memperbaiki mesin apabila sewaktu-waktu terjadi kerusakan atau gangguan. Layout Kondisi Lama dan Baru dari Line 1 Welding Frame Body Comp
Pada tahap ini, kita akan mengetahui komponen-komponen apa saja yang menyusun Layout Line 1 Welding Frame Body Comp sebelum perbaikan.
Catatan: Ukuran dalam mm
Gambar 6 Layout Kondisi lama dari Line 1 Welding Frame Body Comp
64 INASEA, Vol. 9 No.1, April 2008: 58 - 70
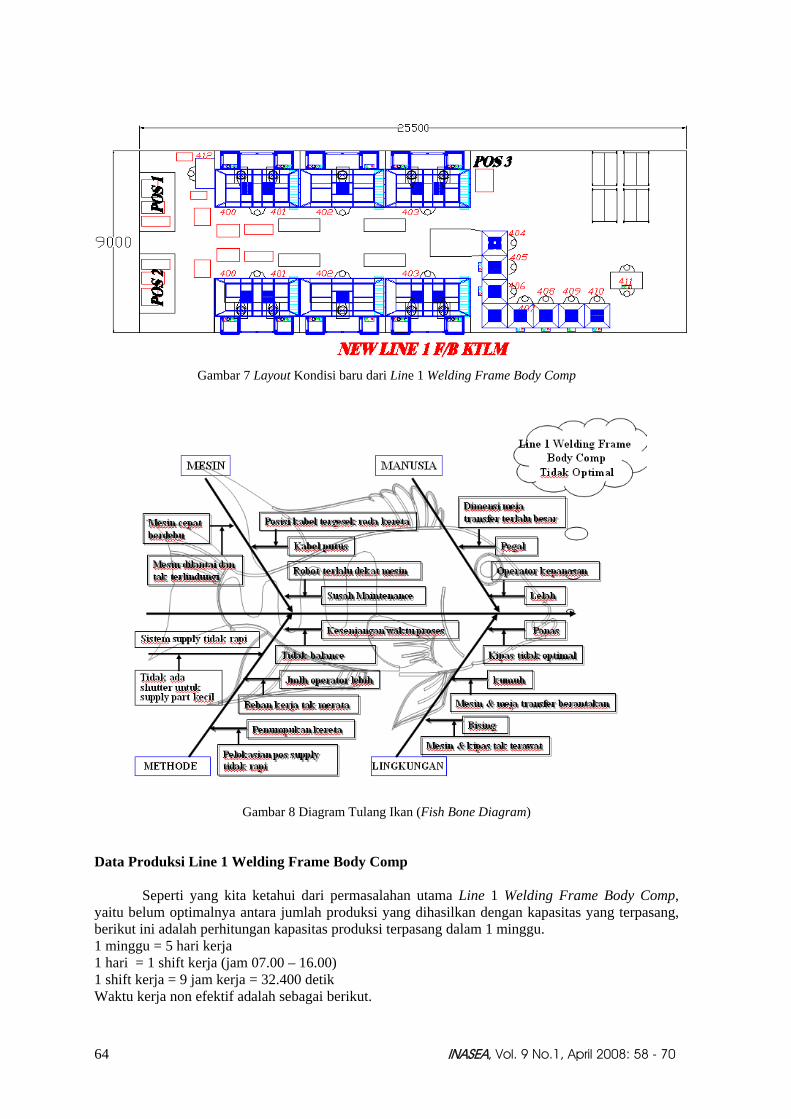
Gambar 7 Layout Kondisi baru dari Line 1 Welding Frame Body Comp
Gambar 8 Diagram Tulang Ikan (Fish Bone Diagram) Data Produksi Line 1 Welding Frame Body Comp
Seperti yang kita ketahui dari permasalahan utama Line 1 Welding Frame Body Comp, yaitu belum optimalnya antara jumlah produksi yang dihasilkan dengan kapasitas yang terpasang, berikut ini adalah perhitungan kapasitas produksi terpasang dalam 1 minggu. 1 minggu = 5 hari kerja 1 hari = 1 shift kerja (jam 07.00 – 16.00) 1 shift kerja = 9 jam kerja = 32.400 detik Waktu kerja non efektif adalah sebagai berikut.

New Line 1 Welding… (M. Afandy) 65
P5M : 07.00 – 07.05 : 300 detik Persiapan : 07.00 – 07.15 : 600 detik Istirahat 1 : 09.30 – 09.40 : 600 detik Istirahat Makan : 12.00 – 12.40 : 2400 detik Istirahat 2 : 14.20 – 14.30 : 600 detik 5 K : 15.50 – 16.00 : 600 detik +
Total : 5100 detik Waktu kerja efektif adalah sebagai berikut. = Total waktu 1 shift – Total waktu kerja non efektif = 32.400 detik – 5100 detik = 27.300 detik Kapasitas Produksi 1 shift = 700 unit, dan Total Produksi 1 minggu = 5 x 700 = 3500 unit
Analisis pada New Line 1 Frame Body Comp
Pada Layout New Line 1 ZFrame Body Comp, dapat dilihat bahwa tujuan utama dari perancangan dan pembuatan fasilitas produksi tersebut sudah tercapai. Line produksi tersebut sudah berjalan 4 bulan lebih, di mana jumlah produksi per minggunya sudah sesuai dengan kapasitas produksi terpasang. Adapun faktor-faktor yang dapat mempengaruhi naik-turunnya jumlah produksi mingguan biasanya lebih disebabkan oleh pengorganisasian operator yang bekerja yang belum optimal. Karyawan cuti atau sedang sakit adalah salah satu faktor tersebut. Berikut ini adalah indikator Optimalisasi Line yang dirangkum dari kondisi sebelum dan sesudah perbaikan (Tabel 2).
Tabel 2 Indikator Optimalisasi Line
NO INDIKATOR SEBELUM SESUDAH
1
2
3
4
Pencapaian jumlah produksi per ming- gu. Jumlah tenaga kerja Efisiensi area meja transfer utama Area Bottle neck berhasil dihilangkan.
18 man power Dimensi awal 2x4 = 8 m2
Pada stasiun Rear Frame (400) dan stasiun Front Frame (401) waktu proses masing-masing sebesar 20 detik. Sedangkan stasiun berikutnya waktu proses sebesar 33 detik.
16 man power (berkurang 2 orang) Dimensi sesudah 2(1x2) = 4 m2
(menghemat 50%) Pada stasiun awal (Rear Frame dan Front Frame) digabung dan disetting ulang sehingga waktu proses menjadi 30 detik. Sehingga tidak terjadi penumpukan di stasiun berikutnya yang memiliki waktu proses 33 detik.
66 INASEA, Vol. 9 No.1, April 2008: 58 - 70
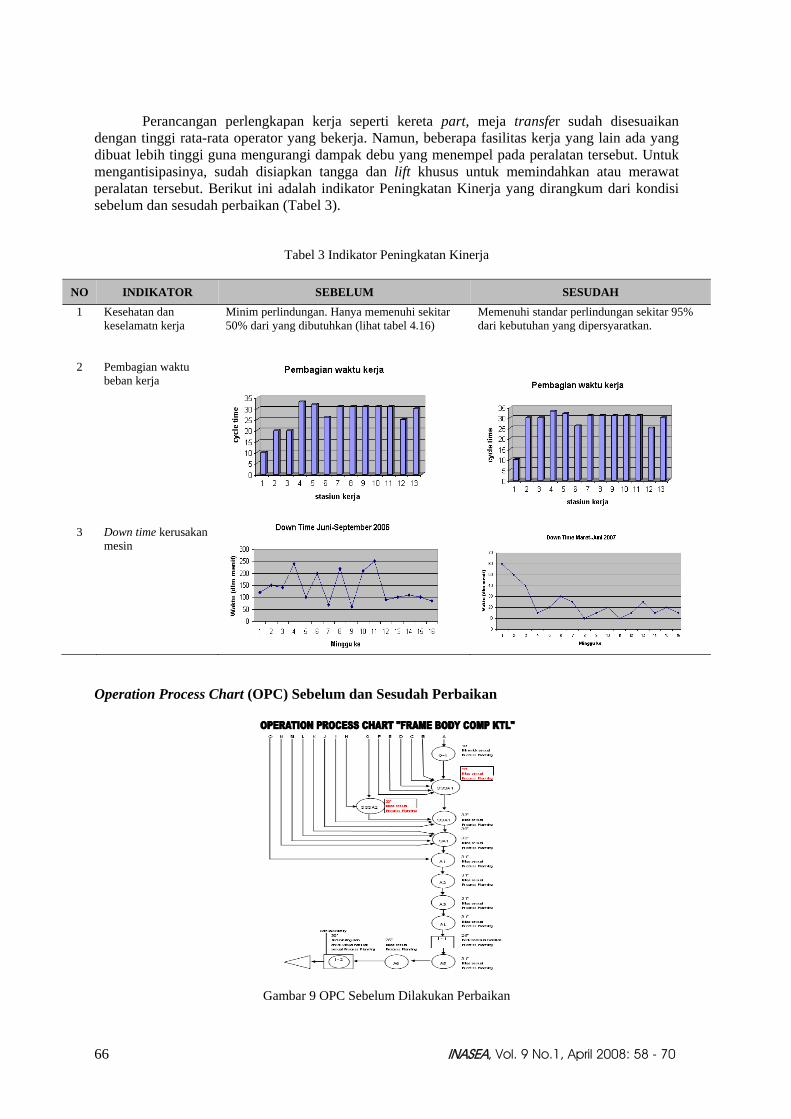
Perancangan perlengkapan kerja seperti kereta part, meja transfer sudah disesuaikan dengan tinggi rata-rata operator yang bekerja. Namun, beberapa fasilitas kerja yang lain ada yang dibuat lebih tinggi guna mengurangi dampak debu yang menempel pada peralatan tersebut. Untuk mengantisipasinya, sudah disiapkan tangga dan lift khusus untuk memindahkan atau merawat peralatan tersebut. Berikut ini adalah indikator Peningkatan Kinerja yang dirangkum dari kondisi sebelum dan sesudah perbaikan (Tabel 3).
Tabel 3 Indikator Peningkatan Kinerja
NO INDIKATOR SEBELUM SESUDAH 1
2
3
Kesehatan dan keselamatn kerja Pembagian waktu beban kerja Down time kerusakan mesin
Minim perlindungan. Hanya memenuhi sekitar 50% dari yang dibutuhkan (lihat tabel 4.16)
Memenuhi standar perlindungan sekitar 95% dari kebutuhan yang dipersyaratkan.
Operation Process Chart (OPC) Sebelum dan Sesudah Perbaikan
Gambar 9 OPC Sebelum Dilakukan Perbaikan
New Line 1 Welding… (M. Afandy) 67
Gambar 10 OPC Sesudah Dilakukan Perbaikan
Part Placement Sebelum dan Sesudah Perbaikan
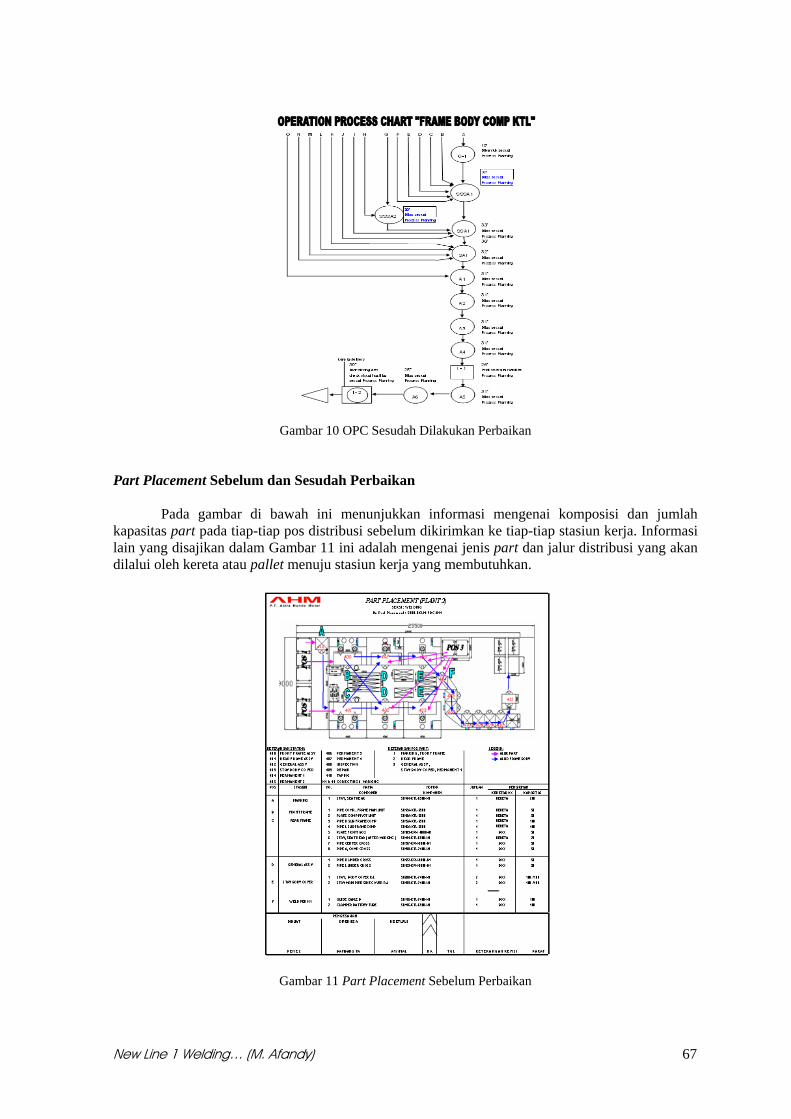
Pada gambar di bawah ini menunjukkan informasi mengenai komposisi dan jumlah kapasitas part pada tiap-tiap pos distribusi sebelum dikirimkan ke tiap-tiap stasiun kerja. Informasi lain yang disajikan dalam Gambar 11 ini adalah mengenai jenis part dan jalur distribusi yang akan dilalui oleh kereta atau pallet menuju stasiun kerja yang membutuhkan.
Gambar 11 Part Placement Sebelum Perbaikan
68 INASEA, Vol. 9 No.1, April 2008: 58 - 70
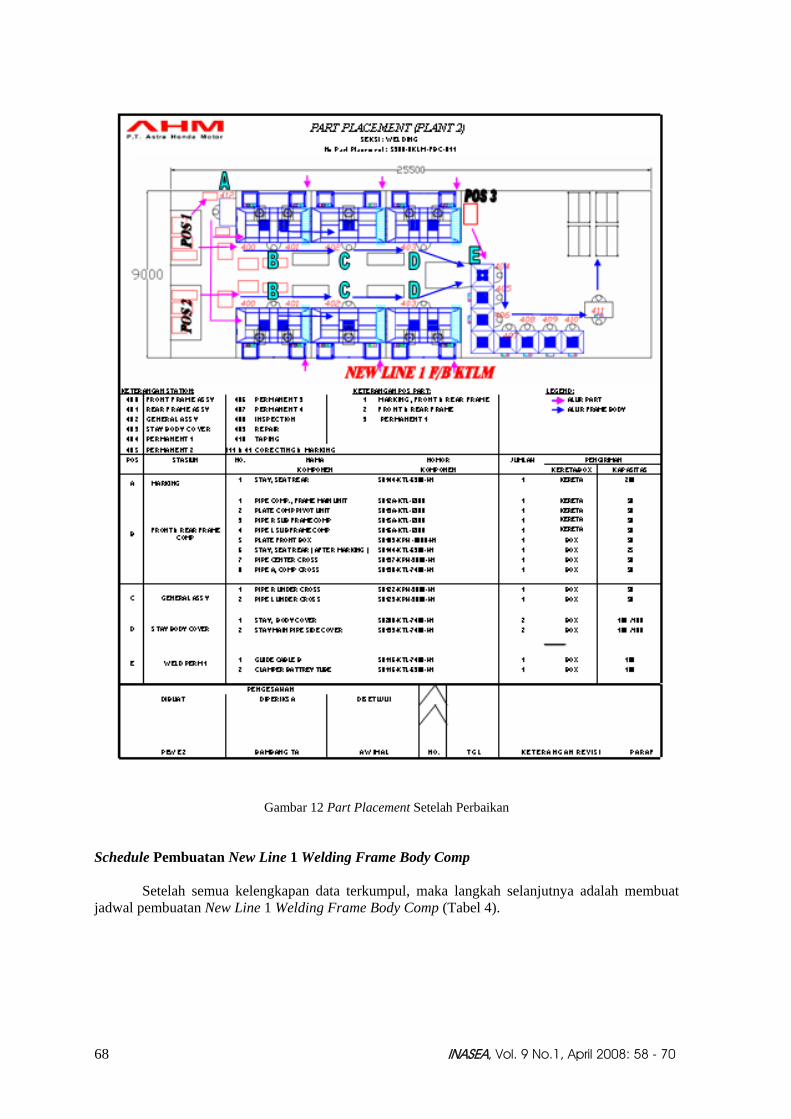
Gambar 12 Part Placement Setelah Perbaikan Schedule Pembuatan New Line 1 Welding Frame Body Comp
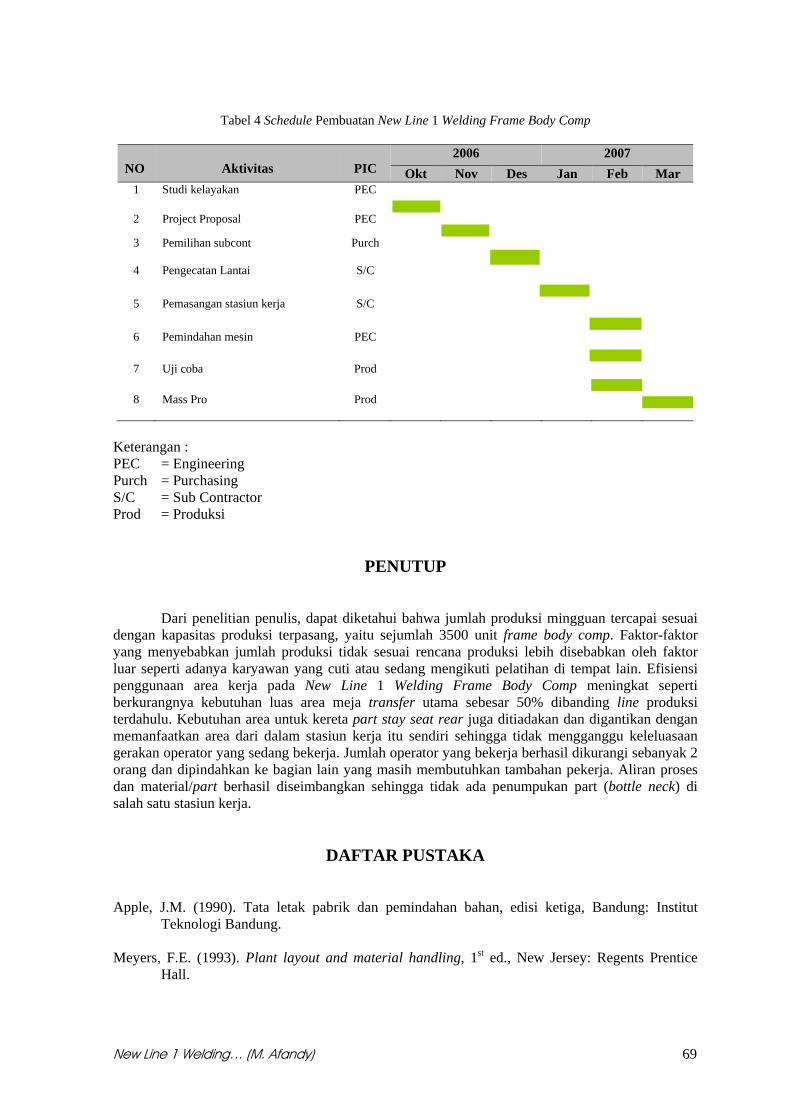
Setelah semua kelengkapan data terkumpul, maka langkah selanjutnya adalah membuat jadwal pembuatan New Line 1 Welding Frame Body Comp (Tabel 4).
New Line 1 Welding… (M. Afandy) 69
Tabel 4 Schedule Pembuatan New Line 1 Welding Frame Body Comp
NO
Aktivitas
PIC
2006 2007 Okt Nov Des Jan Feb Mar
1 Studi kelayakan PEC
2 Project Proposal PEC
3
Pemilihan subcont Purch
4 Pengecatan Lantai S/C
5 Pemasangan stasiun kerja S/C
6 Pemindahan mesin PEC
7 Uji coba Prod
8 Mass Pro Prod
Keterangan : PEC = Engineering Purch = Purchasing S/C = Sub Contractor Prod = Produksi
PENUTUP
Dari penelitian penulis, dapat diketahui bahwa jumlah produksi mingguan tercapai sesuai dengan kapasitas produksi terpasang, yaitu sejumlah 3500 unit frame body comp. Faktor-faktor yang menyebabkan jumlah produksi tidak sesuai rencana produksi lebih disebabkan oleh faktor luar seperti adanya karyawan yang cuti atau sedang mengikuti pelatihan di tempat lain. Efisiensi penggunaan area kerja pada New Line 1 Welding Frame Body Comp meningkat seperti berkurangnya kebutuhan luas area meja transfer utama sebesar 50% dibanding line produksi terdahulu. Kebutuhan area untuk kereta part stay seat rear juga ditiadakan dan digantikan dengan memanfaatkan area dari dalam stasiun kerja itu sendiri sehingga tidak mengganggu keleluasaan gerakan operator yang sedang bekerja. Jumlah operator yang bekerja berhasil dikurangi sebanyak 2 orang dan dipindahkan ke bagian lain yang masih membutuhkan tambahan pekerja. Aliran proses dan material/part berhasil diseimbangkan sehingga tidak ada penumpukan part (bottle neck) di salah satu stasiun kerja.
DAFTAR PUSTAKA
Apple, J.M. (1990). Tata letak pabrik dan pemindahan bahan, edisi ketiga, Bandung: Institut Teknologi Bandung.
Meyers, F.E. (1993). Plant layout and material handling, 1st ed., New Jersey: Regents Prentice
Hall.

70 INASEA, Vol. 9 No.1, April 2008: 58 - 70
Suzaki, K. (1993). Tantangan industri manufaktur, edisi kedua, Jakarta: PT Temprint.
Tompkins. (1996). Facilities planning, 1st ed., Canada: Jhon Wiley & Sons. Inc.
Wignjosoebroto, S. (1995). Ergonomi, studi gerak, dan waktu, edisi pertama, Jakarta: PT Guna Widya.





























