Embed Size (px)
Citation preview

® ErgoPlus, InLine Pave, NIVELTRONIC, NAVITRONIC, RoadScan および V-TRONIC は JOSEPH VÖGELE AG, マンハ
イムの域内登録商標です。 PCC は JOSEPH VÖGELE AG, マンハイムの登録ドイツ商標です。本冊子に含まれる文字情
報または写真から法的拘束力のある請求をなすことはできません。弊社は技術または設計変更を行う権利を留保します。
フェーゲル舗装の手引き
フェ
ーゲ
ル舗
装の
手引
き
ヴィルトゲン・ジャパン株式会社 〒101-0051 東京都千代田区神田神保町 2-20-6 Tel:03-5276-5201 Fax:03-5276-5202 http://www.wirtgen.co.jp

目次 1. ロードペーバーのデザイン 4 1.1 ロードペーバーの構成部品.................................................................................................... 6 2. ペーバー/アプリケーション 8 2.1 他の建設機械との施工方法の比較....................................................................................... 10 2.2 フローティング・スクリード .............................................................................................. 11 2.3 フローティング・スクリードの理論的概略 ........................................................................ 12 2.4 フローティング・スクリード制御....................................................................................... 13 2.5 クローラ式ペーバーとタイヤ式ペーバー............................................................................ 14 2.5.1 ペーバーの様々な用途 ......................................................................................................... 16 2.6 ペーバーと仕様 .................................................................................................................... 18 2.6.1 クローラ式ペーバー............................................................................................................. 18 2.6.2 特殊装備 ............................................................................................................................... 22 2.6.3 タイヤ式ペーバー ................................................................................................................ 24 3. 合材供給 26 3.1 ペーバーへの合材供給 ......................................................................................................... 28 3.2 合材の流れ(縦方向) ......................................................................................................... 30 3.3 合材の撒き出し(横方向).................................................................................................. 31 3.4 トラクターユニットとスクリードの間の距離 .................................................................... 32 4. スクリード 34 4.1 スクリードの機能 ................................................................................................................ 36 4.2 伸縮スクリード .................................................................................................................... 38 4.2.1 伸縮スクリードの締め固め装置 .......................................................................................... 40 4.2.2 伸縮スクリードとボルトオンエクステンション ................................................................. 42 4.2.3 伸縮スクリードのセットアップ .......................................................................................... 44 4.3 固定幅スクリード ................................................................................................................ 46 4.3.1 固定幅スクリードと特殊コンクリートスクリードのオプション ....................................... 47 4.3.2 固定幅スクリードの締め固め装置....................................................................................... 48 4.3.3 固定幅スクリードとボルトオンエクステンション ............................................................. 50 4.3.4 ボルトオンエクステンションの固定幅スクリードへの取り付け ....................................... 54 4.4 スクリード一覧表 ................................................................................................................ 56 4.5 タンパーのセットアップ ..................................................................................................... 58 4.6 タンパーシールドのセットアップ....................................................................................... 59 4.7 プレッシャーバーのセットアップ....................................................................................... 60 4.8 ベベルアイロン .................................................................................................................... 61 4.9 スクリードヒーティングの機能点検 ................................................................................... 62

5. 舗装に影響を及ぼす要因 64 5.1 舗装用資材............................................................................................................................66 5.2 舗装要因 ...............................................................................................................................67 5.3 ペーバーセットアップ .........................................................................................................67 5.4 タンパースピードと舗装スピードの関係 ............................................................................70 5.5 締め固め装置の推奨設定......................................................................................................71 5.6 スクリード上下油圧シリンダの機能 ...................................................................................72 6. 舗装のための推奨点/注意点 74 6.1 基本原理 ...............................................................................................................................76 6.1.1 舗装厚み設定 ........................................................................................................................78 6.1.2 舗装時の気象条件.................................................................................................................80 6.1.3 ベースとサブベースの必要事項 ...........................................................................................81 6.2 伸縮スクリード上のオーガトンネル用のオーガとリミティングプレート .........................84 6.3 スクリードの前の合材抱え込み ...........................................................................................86 6.4 ステアリングガイド .............................................................................................................87 6.5 ニベルトロニック®の正しい使い方 .....................................................................................88 6.5.1 自動グレード&スロープコントロール ................................................................................88 6.5.2 ニベルトロニック®からニベルトロニック®プラスへの発展 ...............................................89 6.5.3 ニベルトロニック®とニベルトロニック®/V-トロニック®の早見表...................................90 6.5.4 ニベルトロニック®プラスの早見表 .....................................................................................93 6.5.5 ニベルトロニック®構成部品 ................................................................................................96 6.5.6 様々なグレードセンサーの使用 .........................................................................................100 6.6 フローティングスクリード制御センサーの位置
(例:丁張設定を基準)....................................................................................................104 6.7 横断方向のグレードセンサー位置 .....................................................................................105 6.8 スクリードアシストの使用 ................................................................................................106 6.9 車線間の継ぎ目 ..................................................................................................................108 6.9.1 「コールドジョイント」舗装 ............................................................................................108 6.9.2 「ホットジョイント」舗装 ................................................................................................109 6.10 アスファルト舗装の目地....................................................................................................110
6.11 伸縮目地 .............................................................................................................................113 7. 舗装の失敗と対策 114 7.1 舗装の問題/舗装の失敗....................................................................................................116 7.1.1 合材乗り上げによる不陸....................................................................................................116 7.1.2 スクリードのアタックアングルが大きいために生じる舗装不陸......................................117 7.1.3 舗装再開時に形成される膨らみ .........................................................................................118 7.1.4 横断方向の短い不陸 ...........................................................................................................119 7.1.5 長手方向の周期的不陸 .......................................................................................................120 7.2 合材分離一般 ......................................................................................................................122 7.2.1 横断方向の縞 ......................................................................................................................124
7.2.2 舗装中央の縞...................................................................................................................... 125 7.2.3 舗装側面領域の縞 .............................................................................................................. 126 7.2.4 不規則な合材分離の斑点 ................................................................................................... 127 7.3 スクリードマーク .............................................................................................................. 128 7.4 縦方向の段差...................................................................................................................... 128 7.5 石割れによる不均等な舗装表面構造 ................................................................................. 129 8. 計算原理 130 8.1 合材の量 ............................................................................................................................. 132 8.2 施工仕上がり速度 .............................................................................................................. 133 9. 舗装用資材 134 9.1 一般的舗装構造 .................................................................................................................. 136 9.2 アスファルト合材生産 ....................................................................................................... 140 9.3 舗装層の種類...................................................................................................................... 144 9.4 使用ビチューメングレード................................................................................................ 145 9.5 アスファルトの種類と組成................................................................................................ 146 9.5.1 ストーンマスチックアスファルト..................................................................................... 146 9.5.2 アスファルト質コンクリート(ホットペービング)........................................................ 148 9.5.3 アスファルト質バインダー................................................................................................ 150 9.5.4 アスファルト基層 .............................................................................................................. 152 9.6 合材温度(℃) .................................................................................................................. 154 9.7 ホットペービング用アスファルト質コンクリート合材の品質が低い原因....................... 155 10.合材舗装準備 156 10.1 正しいペーバーの選択 .................................................................................................... 158 10.2 舗装のためのベース準備 ................................................................................................ 160 10.3 ローラーによる転圧........................................................................................................ 160 10.3.1 密度測定 .......................................................................................................................... 160 10.3.2 転圧の規則 ...................................................................................................................... 161

1. ロードペーバーのデザイン
1.1 ロードペーバーの構成部品 ....................................................................6-7

6 7
1. ロードペーバーのデザイン
1.1 ロードペーバーの構成部品
フェーゲル製の機械
ロードペーバーはあらゆる種類の瀝青合材を布設しま
す。合材がトラックによってペーバーのホッパー内に
投入されると、コンベアは合材をスクリードの前に運
びます。ここで舗装作業が行われます。フェーゲル製
のペーバーは高い締め固め能力、優れた信頼性、使い
やすさと容易な保守を特徴とします。
1. 駆動力
フェーゲルロードペーバーには駆動力
の高い強力なエンジンが搭載されてい
ます。フェーゲル製のペーバーにはク
ローラ式タイプとタイヤ式タイプがあ
ります。
2. 合材ホッパー
合材がトラックによってペーバー前部
のホッパー内に投入されます。
3. コンベア
ワイドコンベアは舗装合材をホッパー
から機械内部のコンベアトンネルを介
して、スクリード前部のオーガまで運
びます。
4.オーガ
オーガの働きはスクリード前部で合材を均
等に拡げることです。オーガの幅は舗装材
料の均一な締め固めをいつでも確保できる
ようにスクリード幅に合わせて調節可能で
す。
5. スクリード
スクリードはフェーゲルロードペー
バーの心臓部です。スクリードは自重
と締め固め装置の締め固め力によっ
て舗装用資材に作用します。
6. スクリードヒーティング
アスファルト混合物がスクリードプ
レートおよび締め固め装置(タンパ、
バイブレータ、プレッシャーバー)に
固着するのを防止するために、電気加
熱が備えられています。
7. レベリングシリンダ調節
フェーゲルペーバーは高さ方向にレ
ベリングシリンダを調節して路盤の
凹凸を水平にします。これには油圧シ
リンダを使用します。
8. スクリードアシスト
現場作業条件に応じて、スクリード
アームに連結されたスクリードシリ
ンダに圧力を加えるか、あるいはスク
リードシリンダの圧力を緩めます。こ
れがスクリードの重量に影響します
(参照:68、72、73 ページ)。

2. ペーバー/アプリケーション
2.1 他の建設機械との施工方法の比較 ..........................................................10 2.2 フローティング・スクリード ................................................................. 11 2.3 フローティング・スクリードの理論.......................................................12 2.4 フローティング・スクリード制御 ..........................................................13 2.5 クローラ式ペーバーとタイヤ式ペーバー ..........................................14-15 2.5.1 ペーバーの様々な用途 .......................................................................16-17 2.6 ペーバーと仕様.......................................................................................18 2.6.1 クローラ式ペーバー...........................................................................18-22 2.6.2 特殊装備.............................................................................................22-23 2.6.3 タイヤ式ペーバー ..............................................................................24-25

10 11
2. ペーバー/アプリケーション
2.1 他の建設機械との施工方法の比較
2.2 フローティング・スクリード 「浮遊している」作業装置はロードペーバーを他の建設機械と区別する大きな特
徴です。言い換えれば、層の厚みはスクリードアタックアングルの変化、あるい
はレベリングシリンダの高さ変化の結果としてしか変わりません。このようにし
て、地面の凹凸を通過したときでも、コントロールユニットの介入なしに、その
影響を抑えます。
ブルドーザー
作業装置であるブレードは油圧ラムを介して
車体に固定連結されています。地面の中の凹凸
の上を通り過ぎるとき、それらを操作しない限
り、ブレードの上下に大きく影響します。
グレーダー
作業装置であるブレードは油圧ラムを介して
車体に固定連結されています。地面の中の凹凸
の上を通り過ぎるとき、それらを操作しない限
り、ブレードの上下にある程度影響されます。
ブレード持ち上げ
ブレード持ち上げ
ロードペーバー
作業装置は車体に固く連結されていません。ス
クリードは合材によって持ち上げられ(フロー
ティング・スクリードの原理)、アタックアン
グルに変化があるときしかその位置を変えま
せん。スクリードは実際の凹凸より少ない範囲
で昇降します。 スクリード アタックアングルの変化
路盤の短い凹凸はフローティング・スク
リードの自動均し特性によって平らにさ
れます。
長い凹凸を通過するとき、レベリングシリ
ンダの高さが変化し、結果として舗装厚が
変わります。
スクリードアタックアングルに応じて、ス
クリードの下に運ばれる合材の量を変化
させ、舗装厚は長い距離で次第に変化しま
す。
上記の変化に対するスクリードの反応は
下記によって異なります:
- 舗装速度
- レベリングシリンダの高さの変化
- 合材の特性(締め固め性、耐荷力)
レベリングシ
リンダの高さ
速度 合材の特性

10 11
2. ペーバー/アプリケーション
路盤の短い凹凸はフローティング・スク
リードの自動均し特性によって平らにさ
れます。
長い凹凸を通過するとき、レベリングシリ
ンダの高さが変化し、結果として舗装厚が
変わります。
スクリードアタックアングルに応じて、ス
クリードの下に運ばれる合材の量を変化
させ、舗装厚は長い距離で次第に変化しま
す。
上記の変化に対するスクリードの反応は
下記によって異なります:
- 舗装速度
- レベリングシリンダの高さの変化
- 合材の特性(締め固め性、耐荷力)
レベリングシ
リンダの高さ
速度 合材の特性

12 13
2. ペーバー/アプリケーション
2.3 フローティング・スクリードの理論
2.4 フローティング・スクリード制御 舗装区間全体にわたって層厚みが必ずしも一定である必要がない場合、舗装中に
スクリードを制御することができます。 h= 補正後高さ H= 凹凸高さ a= スクリードプレート奥行き b= スクリードアーム長さ+
スクリードプレート奥行き
短い凹凸を通り過ぎる場合からは以下の規則が導かれます:
ペーバー・タイプによって、(b)(スクリードアーム長さ+スクリードプレー
ト深さ)の長さは変わりますがこれを計算に入れた場合、路盤内の短い凹凸に
関する限り、平均比率はおよそ 5:1 になります。
路盤内の長い凹凸はレベリングシリンダの高さを能動制御することによって
のみ平らにできます。
注意
舗装の平坦性は下位の層の質に左右されます。
1. スクリードアタックアングル
スクリードアタックアングルを変え
ることで層の厚みを変えることがで
きます。
2. スクリードアーム
スクリードアームはレベリングシリ
ンダの垂直方向変化(上下)をスク
リードアタックアングルの変化に換
えるレバーの役割を果たします。さら
に、路盤内の凹凸を平らにします。
3.4. レベリングシリンダ
舗装中に、スクリードはレベリングシ
リンダを上下することで制御されま
す。
5.スケール
スケールはレベリングシリンダの現
在位置を示します。
6. スクリードリモコン
操作員はリモコンでレベリングシリ
ンダの位置を調節できます。
7. スクリードシリンダ
スクリードシリンダは主としてスク
リードの昇降に用います。シリンダ昇
降はスクリード・フロートモードで自
由に上下します。シリンダはまた特殊
な舗装状況で特別に操作することも
できます。

14 15
2. ペーバー/アプリケーション
2.5 クローラ式ペーバーとタイヤ式ペーバー フェーゲルロードペーバーはクローラ式タイプとタイヤ式タイプがあります。ど
ちらのタイプにもそれぞれの利点があります。
クローラ式
クローラートラックが高性能エンジンによって供給された出力を地面に伝
達します。タイヤ式とは異なり、クローラートラックは路盤との接触面積
が大きく、推進力を高めることができます。クローラ式ペーバーの場合、
出力は必要な場所、ちょうどスプロケットのところで発生します。
強力なアンダーキャリッジはペーバーを様々な地面で、 大 16mの広い舗
装幅で使用するのに理想的です。 ツー・クローラートラックの場合、 別個の電子コントロールユニットが備えら れています。そのため、舗装 速度を変えずに完璧に半径回 転ができます。
クローラ式ペーバーの利点
■ 高い牽引力
■ 万能性
■ 広い舗装幅を処理
■ 重い供給ローリを軽く
押す
■ 軟質路盤でも使用可
タイヤ式ペーバー
タイヤ式ペーバーの強みは作業現場間を頻繁に移動するときにとくに発揮
されます。Vögele ロードペーバーの自走速度は 高毎時 20km、したがっ
て近傍の作業現場については台車が不要です。タイヤ式 Vögele ペーバーの
特徴は優れた操作性で、わずか 6.5mの半径で旋回可能です。
高品質表層の布設にはペーバー
の円滑走行が必須です。タイヤ式
Vögele ペーバーは後輪のダンピ
ング効果によってこの目的を
適に達成します。
タイヤ式ペーバーの利点
■ 作業現場間を自走。自走速度
は公道でも 高毎時 20km。
■ 頻繁かつ迅速な移動が要求
される場合に 適。
■ アスファルト表層舗装の際に円
滑走行
■ 優れた操作性
■ 揺動車軸により前輪は常に地面
と接触

16 17
2. ペーバー/アプリケーション
2.5.1 ペーバーの様々な用途
通常の用途
道路や通路にあらゆる種類の舗装層を布設。
ペーバーには様々な大きさのものがあり、多
種多様なスクリードと組み合わせてこれらの
舗装作業を処理します。層の厚みは 2cm から
40cm です。
(進行方向)斜面舗装
スロープ(上り、または下り)のある一般的
道路の建設の他に、ロードペーバーはダム建
設、土留壁の斜面舗装などの特殊用途にも使
用できます。この種の仕事を処理するために、
一般的にわずかな改造しか要求されません。
極端なケース(急な斜面)では、改造した特
殊斜面ペーバーを使用することができます。
(横断方向)斜面舗装
縦方向に舗装作業をする代わりに、ペーバー
は横方向で作業することもできます。一般的
に、このような作業でも、ペーバーはわずか
な改造しか必要としません。このような舗装
工事はダムや運河の建設分野でよく見られま
す。
アスファルトトラックまたは特殊形状の舗装
伸縮スクリードの調節装置により、多種多様
な特殊形状の舗装が可能になります。農道舗
装には特殊スリップフォームが利用可能で
す。さらに、スクリードは鉄道の路床の舗装、
レース場のバンク敷設にも適しています。

18 19
2. ペーバー/アプリケーション
2.6 ペーバーと仕様 2.6.1 クローラ式ペーバー
クローラ式ペーバー SUPER 600
大舗装幅 2.7 m大レイダウン率 200 tonnes/h
エンジン出力 45 kWRpm(DIN 準拠) 2,300重量 5.3 tonnes
燃料タンク 75 litres
舗装速度 1 30 m/min.
舗装速度 2 60 m/min.
ホッパー容量 5 tonnes
クローラ式ペーバー SUPER 800
大舗装幅 3.2 m大レイダウン率 250 tonnes/h
エンジン出力 45 kWRpm(DIN 準拠) 2,300重量 6.1 tonnes
燃料タンク 75 litres
舗装速度 1 30 m/min.
舗装速度 2 60 m/min.
ホッパー容量 5 tonnes
クローラ式ペーバー SUPER 1100-2
大舗装幅 4.2 m 大レイダウン率 300 tonnes/h
エンジン出力 58 kW Rpm(DIN 準拠) 2,300 重量 8.5 tonnes
燃料タンク 120 litres
高舗装速度 30 m/min.
高走行速度 3.6 km/h
ホッパー容量 10 tonnes
クローラ式ペーバー SUPER 1300-2
大舗装幅 5 m 大レイダウン率 350 tonnes/h
エンジン出力 74.9 kW Rpm(DIN 準拠) 2,300 重量 9.5 tonnes
燃料タンク 120 litres
高舗装速度 30 m/min.
高走行速度 3.6 km/h
ホッパー容量 10 tonnes

20 21
2. ペーバー/アプリケーション
クローラ式ペーバー SUPER 1600-2
大舗装幅 8 m大レイダウン率 600 tonnes/h
エンジン出力 100 kWRpm(DIN 準拠) 2,000重量(スクリードによる) 18.4 tonnes
燃料タンク 300 litres
高舗装速度 24 m/min.
高走行速度 4.5 km/h
ホッパー容量 13 tonnes
クローラ式ペーバー SUPER 1800-2
大舗装幅 10 m大レイダウン率 700 tonnes/h
エンジン出力 129.6 kWRpm(DIN 準拠) 2,000重量(スクリードによる) 19.3 tonnes
燃料タンク 300 litres
高舗装速度 24 m/min.
高走行速度 4.5 km/h
ホッパー容量 13 tonnes
クローラ式ペーバー SUPER 1900-2
大舗装幅 11 m 大レイダウン率 900 tonnes/h
エンジン出力 142 kW Rpm(DIN 準拠) 2,000 重量(スクリードによる) 20.1 tonnes
燃料タンク 450 litres
高舗装速度 25 m/min.
高走行速度 4.5 km/h
ホッパー容量 14 tonnes
クローラ式ペーバー SUPER 2100-2
大舗装幅 13 m 大レイダウン率 1,100 tonnes/h
エンジン出力 182 kW Rpm(DIN 準拠) 2,000 重量(スクリードによる) 21.4 tonnes
燃料タンク 450 litres
高舗装速度 25 m/min.
高走行速度 4.5 km/h
ホッパー容量 14 tonnes
22 23
2. ペーバー/アプリケーション
2.6.2 特殊装備
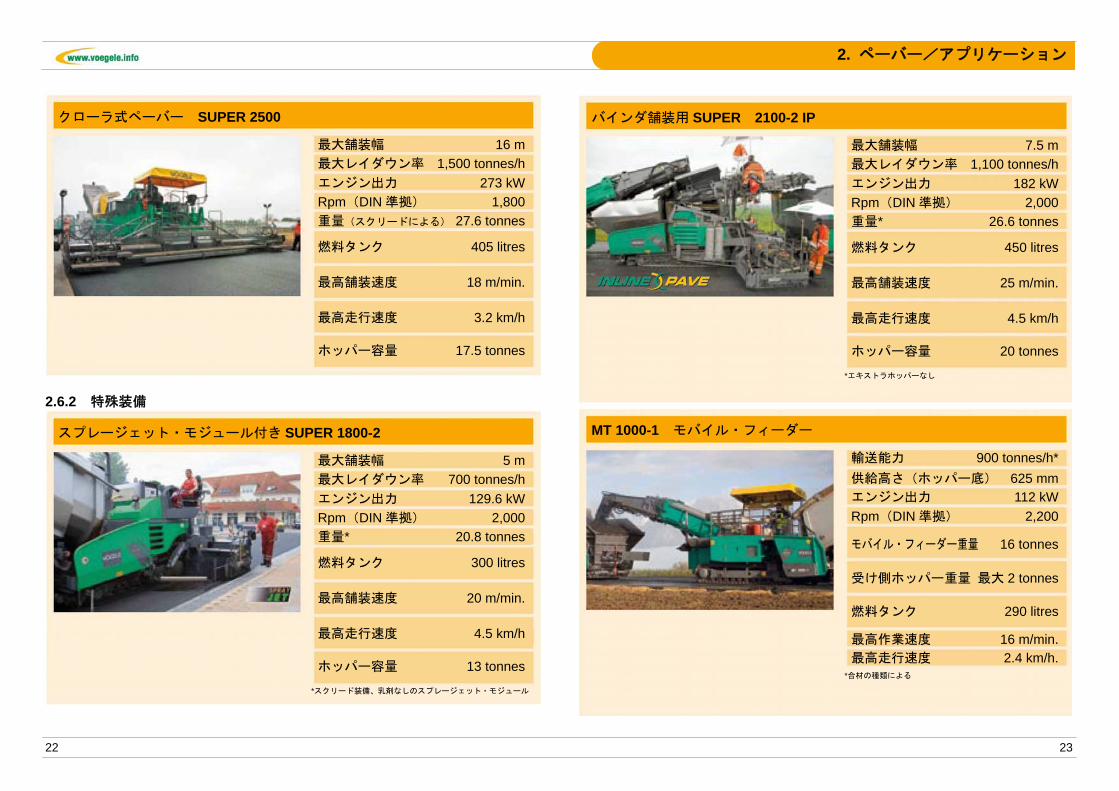
クローラ式ペーバー SUPER 2500
大舗装幅 16 m大レイダウン率 1,500 tonnes/h
エンジン出力 273 kWRpm(DIN 準拠) 1,800重量(スクリードによる) 27.6 tonnes
燃料タンク 405 litres
高舗装速度 18 m/min.
高走行速度 3.2 km/h
ホッパー容量 17.5 tonnes
スプレージェット・モジュール付き SUPER 1800-2
大舗装幅 5 m大レイダウン率 700 tonnes/h
エンジン出力 129.6 kWRpm(DIN 準拠) 2,000重量* 20.8 tonnes
燃料タンク 300 litres
高舗装速度 20 m/min.
高走行速度 4.5 km/h
ホッパー容量 13 tonnes
*スクリード装備、乳剤なしのスプレージェット・モジュール
バインダ舗装用 SUPER 2100-2 IP
大舗装幅 7.5 m 大レイダウン率 1,100 tonnes/h
エンジン出力 182 kW Rpm(DIN 準拠) 2,000 重量* 26.6 tonnes
燃料タンク 450 litres
高舗装速度 25 m/min.
高走行速度 4.5 km/h
ホッパー容量 20 tonnes
*エキストラホッパーなし
MT 1000-1 モバイル・フィーダー
輸送能力 900 tonnes/h* 供給高さ(ホッパー底) 625 mm エンジン出力 112 kW Rpm(DIN 準拠) 2,200
モバイル・フィーダー重量 16 tonnes
受け側ホッパー重量 大 2 tonnes
燃料タンク 290 litres
高作業速度 16 m/min. 高走行速度 2.4 km/h.
*合材の種類による

24 25
2. ペーバー/アプリケーション
2.6.3 タイヤ式ペーバー
タイヤ式ペーバー SUPER 1103-2
大舗装幅 4.2 m大レイダウン率 200 tonnes/h
エンジン出力 58 kWRpm(DIN 準拠) 2,300重量 8.6 tonnes
燃料タンク 105 litres
高舗装速度 30 m/min.
高走行速度 20 km/h
ホッパー容量 10 tonnes
タイヤ式ペーバー SUPER 1303-2
大舗装幅 4.5 m大レイダウン率 250 tonnes/h
エンジン出力 74.9 kWRpm(DIN 準拠) 2,300重量 9.5 tonnes
燃料タンク 105 litres
高舗装速度 30 m/min.
高走行速度 20 km/h
ホッパー容量 10 tonnes
タイヤ式ペーバー SUPER 1603-2
大舗装幅 7 m 大レイダウン率 600 tonnes/h
エンジン出力 100 kW Rpm(DIN 準拠) 2,000 重量(スクリードによる) 17 tonnes
燃料タンク 220 litres
高舗装速度 18 m/min.
高走行速度 20 km/h
ホッパー容量 13 tonnes
タイヤ式ペーバー SUPER 1803-2
大舗装幅 8 m 大レイダウン率 700 tonnes/h
エンジン出力 129.6 kW Rpm(DIN 準拠) 2,000 重量(スクリードによる) 17.3 tonnes
燃料タンク 220 litres
高舗装速度 18 m/min.
高走行速度 20 km/h
ホッパー容量 13 tonnes

3. 合材供給
3.1 ペーバーへの合材供給 .......................................................................28-29 3.2 合材の流れ(進行方向) ........................................................................30 3.3 合材の撤き出し(横断方向) .................................................................31 3.4 トラクターユニットとスクリードの間の距離 ...................................32-33

28 29
3. 合材供給
3.1 ペーバーへの合材供給
ダンプトラックはペーバーまで後退し、数センチ手前で停止。万一、ペーバーの
プッシュローラーに衝突したら、スクリードマークが舗装面に残るおそれがあり
ます。
ペーバー前進につれて、プッシュローラーがトラック後輪に接触し、トラックは
ペーバーによって押されます。
合材は、ダンプトラックからペーバーのホッパー内に落とされます。

30 31
3. 合材供給
3.2 合材の流れ(縦方向)
3.3 合材の撤き出し(横断方向)
トラックはペーバーまで後進して、合材をペーバーのホッパー内に落とします。
そこから、後方に向かってわずかに上昇しながら、左右独立に制御されたコンベ
アによってホッパー内を運ばれます。ダンピングポイントが高いので、厚い舗装
層の敷設が可能になり、合材はオーガに押しつけられるのではなく、その上に供
給されます。
コンベア速度はオーガトンネル内の合材の量に比例して制御されます。現場で
ペーバーを移動させるとき、コンベアを短時間逆転させることによって合材を
ホッパー内に戻すことができます。
合材はスクリードの前で、トラク
ターユニットとスクリードの間に
位置する 2 つの独立してに制御さ
れた回転オーガによって均等に拡
げられます。撤き出し幅が舗装幅に
対して 適になるように、延長部を
オーガシャフトに取り付けること
ができます。
オーガ回転速度はスクリードの前
の合材量に比例してセンサーに
よって制御されます。カーブを曲が
るとき、あるいは厚さの異なる層を
舗装するとき、これによって合材量
を 適に調整することができます。
必要に応じ、オーガを逆転させて、
合材を外から内へと移動させます。
撒き出し方向
警告!
オーガシャフトはエンドプレートの 20cm 手前まで達しなければならない。 これによって合材が均一に流れます。

32 33
3. 合材供給
3.4 トラクターユニットとスクリードの間の距離 多様な層厚みと異なる舗装材による高品質舗装を可能にするために、スクリード
位置を変えることができます。
「通常」スクリード位置
全ての標準合材 層厚み 3cm から 25cm
注意!
オーガとスクリード間の距離が大きい場合、大きな推進力が必要になります。
オーガとスクリード間の距離が
大きい。合材分離の発生を防止し
ます。
支持力の低い合材を厚い層に敷
設するとき、レベリングシリンダ
位置はスクリードを必要なスク
リードアタックアングルに設定
できないことがあります。
この場合、厚い舗装層でも大きな
アタックアングル度が得られる
ようにスクリードアームの位置
を変えることができます。
このセットアップは支持力の低
い合材を厚い層に敷設する場合
に推奨されます。大きなオーガト
ンネルは合材がスクリードの下
からオーガによって引き出され
るのを防止します。
注意!
スクリードの前の合材の抱え量が増すことにより、より大きな推進力が必要になります。

4. スクリード
4.1 スクリードの機能 ..............................................................................36-37 4.2 伸縮スクリード..................................................................................38-39 4.2.1 伸縮スクリードの締め固め装置.........................................................40-41 4.2.2 伸縮スクリードとボルトオンエクステンション................................42-43 4.2.3 伸縮スクリードのセットアップ.........................................................44-45 4.3 固定幅スクリード ...................................................................................46 4.3.1 固定幅スクリードと特殊コンクリートスクリードのオプション............47 4.3.2 固定幅スクリードの締め固め装置 .....................................................48-49 4.3.3 固定幅スクリードとボルトオンエクステンション ............................50-53 4.3.4 ボルトオンエクステンションの固定幅スクリードへの取り付け.......54-55 4.4 スクリード一覧表 ..............................................................................56-57 4.5 タンパーのセットアップ ........................................................................58 4.6 タンパーシールドのセットアップ ..........................................................59 4.7 プレッシャーバーのセットアップ ..........................................................60 4.8 ベベルアイロン.......................................................................................61 4.9 スクリードヒーティングの機能点検..................................................62-63

36 37
4. スクリード
4.1 スクリードの機能 スクリード技術
スクリードは Vögele 舗装システムの心臓部です。締め固めシス
テムを備えていることで高密度と耐久性を保証します。Vögele
スクリードには 2 つのタイプがあります:固定幅
スクリード(SB)と伸縮スクリード(AB)です。
スクリードはペーバーの一部であり、合材全体が舗装
幅に一様に転圧され、均質で平らな舗装面を生み出し
ます。
スクリード締め固めシステムは可能な限り合材を予圧
し、これによって舗装 終密度にするときの二次転圧
量に対する層の厚みの影響を 小限にします。
予圧には様々な装置が利用できます:
T: タンパー(偏心軸によりタンパーは上下します)
V: バイブレータ(振動は運動方向に直角にスクリー
ドプレートに作用する偏心軸によって発生しま
す)
P: プレッシャーバー(およそ 68Hz の振動、 大圧
力 130bar で油圧により合材を転圧します)
P1: プレッシャーバー(×1)を備えたスクリード
P2: プレッシャーバー(×2)を備えたスクリード
Vögele 延長スクリードの設計
スクリード伸縮油圧シリンダ
スライドレール
テレスコープチューブ
ヒーティングロッド付きタンパー
ヒーティングロッド付きプレッシャーバー
ヒーティングエレメント付きスクリードプレート
スクリード本体
スクリード油圧式 エキステンションユニット

38 39
4. スクリード
4.2 伸縮スクリード
AB 200 伸縮スクリード
スクリード バージョン V,TV
AB 200 V(バイブレータ付き)は SUPER600に使用するためとくに設計されました。
AB200 TV(タンパーとバイブレータ付き)は
SUPER 800 と組み合わせます。
基本幅 1.1 m大舗装幅 3.2 m
ボルトオンエクス V/TV:35cm から 2.7mテンション付きの広幅 TV:60cm から 3.2m
減幅 無断可変範囲 0.5 m から 1 mクラウン調節 (機械式) -2%から+4%重量 V: 600kg(基本スクリード) TV: 720kg
AB 340 伸縮スクリード
スクリード バージョン V,TV
AB 340 伸縮スクリードは SUPER 1100 およ
び SUPER 1300 クラスの小型ペーバーに完璧
に適合します。すべての Vögele スクリードと
同様に、強力スクリードヒーティング装置を
付けて納入されます。
基本幅 1.8 m大舗装幅 4.5 m
ボルトオンエクス V/TV:40cm から 4.2mテンション付きの広幅 TV:55cm から 4.5m
カットオフシュー による減幅 52.5 cm
クラウン調節 (機械式) -2.5%から+4.5%重量 V: 1.3 トン
(基本スクリード) TV: 1.4 トン
AB 500-2 伸縮スクリード
スクリード バージョン TV,TP1,TP2
AB 500-2は基本幅 2.5mのすべてのVögeleト
ラクターユニットと組み合わせます。スク
リードは油圧で 2.55m から 5m まで伸縮する
ので、ボルトオンエクステンションなしで、
この範囲の舗装幅を処理できます。
基本幅 2.55 m 大舗装幅 8.5 m*
ボルトオンエクス 25 cm, 75 cm, テンション付きの広幅 125 cm
カットオフシュー による減幅 27.5 cm クラウン調節 (機械式
1) -2.5%から+5%*
重量 TV: 3.2 トン (基本スクリード) TP1: 3.45 トン TP2: 3.8 トン * トラクターユニットの種別による 1 油圧式(オプション)
AB 600-2 伸縮スクリード
スクリード バージョン TV,TP1,TP2
AB 600-2 は中型から大型の Vögele ペー
バーおよび SUPER 2500(基本幅 3m)
との組合せが理想的です。
基本幅 3 m 大舗装幅 9.5 m*
ボルトオンエクス 25 cm, 75 cm, テンション付きの広幅 125 cm
カットオフシュー による減幅 27.5 cm クラウン調節 (機械式
1) -2.5%から+5%*
重量 TV: 3.65 トン (基本スクリード) TP1: 3.95 トン TP2: 4.3 トン * トラクターユニットの種別による 1 油圧式(オプション)

40 41
4. スクリード
4.2.1 伸縮スクリードの締め固め装置
V=バイブレータ
設置機
-AB 200 -AB 340
推奨:
-締め堅めが容易な材料
TV=タンパーとバイブレータ
設置機:
-AB 200 -AB 340 -AB 500-2 -AB 600-2
推奨
- 全ての通常合材
- TP1 または TP2 タイプのスクリードと比較し
て軽量なのでタイヤ式ペーバーに使用
- 締め固めが容易な材料
TP1=タンパーと 1×プレッシャーバー
設置機:
-AB 500-2 -AB 600-2
推奨:
- 全ての通常合材
- TP1 タイプのスクリードによる予圧は TV スク
リードより高く、TP2 タイプのスクリードより
低い
- さらに転圧する必要性が低い
TP2=タンパーと 2×プレッシャーバー
設置機:
-AB 500-2 -AB 600-2
推奨:
- 全ての通常合材
- TP2 タイプのスクリードは厚い層を敷設する
ときに高い予圧を実現
- 粒の形状と粘稠度のゆえに締め固め困難な合
材
- さらに転圧する必要性が低い
- あとから転圧できない作業

42 43
4. スクリード
4.2.2 伸縮スクリードとボルトオンエクステンション
すべての Vögele スクリードにボルトオンエクステンションが利用可能です。ボル
トオンエクステンションの Vögele システムはどこでも所望の場所に簡単、確実に
スクリードを取り付けることができます。広幅舗装の場合でも、Vögele スクリー
ドは 高精度で作動し、舗装両端まで高いレベルで均一な密度を実現します。
ボルトオンエクステンションを取り付けるときは、スクリードプレートの底端が
隣接する装置と面一になるように注意します、そうしないと舗装に段差が残った
り、スクリードアタックアングルが変わったりします。舗装の過程で、これは予
圧、表面構造、およびスクリード・フローティング挙動に悪影響が出ることがあ
ります。
44 45
4. スクリード
4.2.3 伸縮スクリードのセットアップ
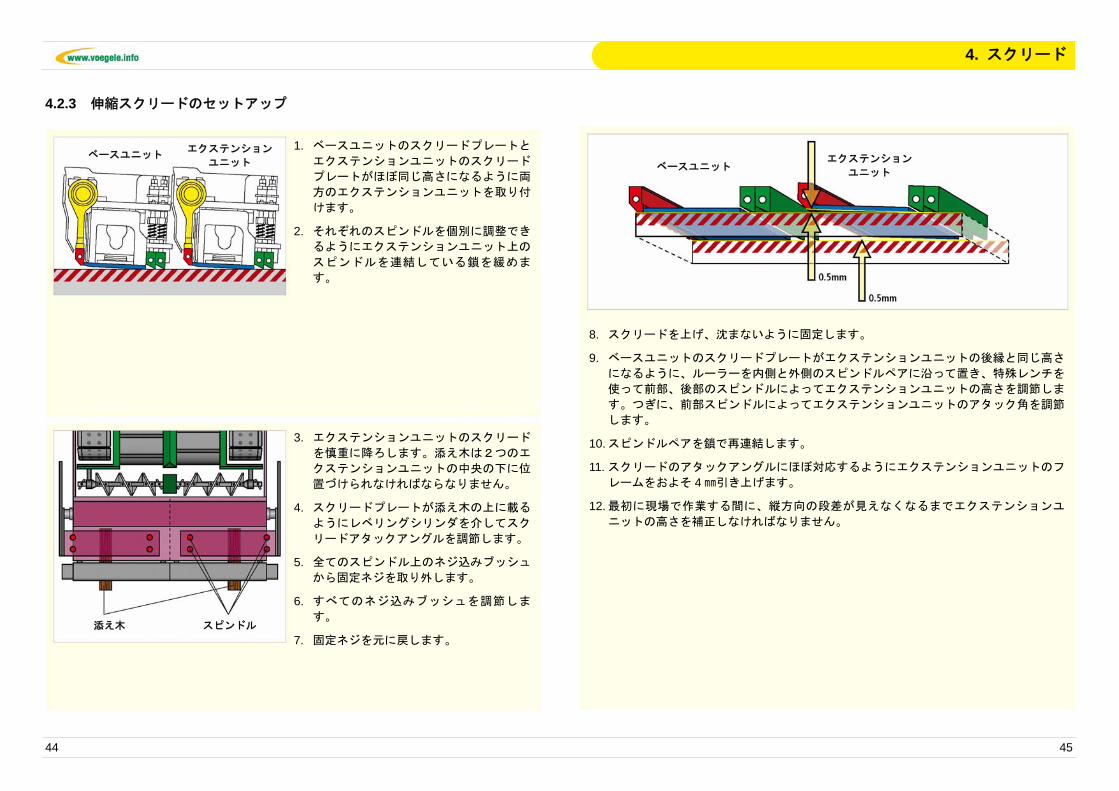
ベースユニット エクステンション
ユニット 1. ベースユニットのスクリードプレートと
エクステンションユニットのスクリード
プレートがほぼ同じ高さになるように両
方のエクステンションユニットを取り付
けます。
2. それぞれのスピンドルを個別に調整でき
るようにエクステンションユニット上の
スピンドルを連結している鎖を緩めま
す。
3. エクステンションユニットのスクリード
を慎重に降ろします。添え木は2つのエ
クステンションユニットの中央の下に位
置づけられなければならなりません。
4. スクリードプレートが添え木の上に載る
ようにレベリングシリンダを介してスク
リードアタックアングルを調節します。
5. 全てのスピンドル上のネジ込みブッシュ
から固定ネジを取り外します。
6. すべてのネジ込みブッシュを調節しま
す。
7. 固定ネジを元に戻します。 添え木 スピンドル
ベースユニット エクステンション
ユニット
8. スクリードを上げ、沈まないように固定します。
9. ベースユニットのスクリードプレートがエクステンションユニットの後縁と同じ高さ
になるように、ルーラーを内側と外側のスピンドルペアに沿って置き、特殊レンチを
使って前部、後部のスピンドルによってエクステンションユニットの高さを調節しま
す。つぎに、前部スピンドルによってエクステンションユニットのアタック角を調節
します。
10. スピンドルペアを鎖で再連結します。
11. スクリードのアタックアングルにほぼ対応するようにエクステンションユニットのフ
レームをおよそ 4 ㎜引き上げます。
12. 初に現場で作業する間に、縦方向の段差が見えなくなるまでエクステンションユ
ニットの高さを補正しなければなりません。

46 47
4. スクリード
4.3 固定幅スクリード
4.3.1 固定幅スクリードと特殊コンクリートスクリードのオプション
SB 250 固定幅スクリード
スクリード バージョン TV,TP1,TP2,TVP2
SB250 固定幅スクリードは様々な Vögele ト
ラクターユニットと組み合わせます。スク
リードは基本幅 2.5m のトラクターユニット
が Vögele 固定幅スクリードテクノロジーに
よって提供される利点を利用することを可能
にします。
基本幅 2.5 m大舗装幅 13 m
ボルトオンエクス 25cm, 50cmテンション付きの広幅 100cm, 150cm
カットオフシュー による減幅 25 cm, 50 cm
クラウン調節 (機械式) -2%から+3% TV: 1.65 トン
重量 TP1: 1.88 トン
(基本スクリード) TP2: 2.02 トン
TVP2: 2.1 トン
SB 300 固定幅スクリード
スクリード バージョン TV,TP1,TP2,TVP2
SUPER2500 向けの SB300 固定幅スクリード
は 3mの基本幅から 16mの 大幅まで広い範
囲の用途を引き受けます。
基本幅 3 m大舗装幅 16 m
ボルトオンエクス 25cm, 50cmテンション付きの広幅 100cm, 150cm
カットオフシュー による減幅 25 cm, 50 cm
クラウン調節 (機械式) -2%から+3% TV: 2 トン
重量 TP1: 2.26 トン
(基本スクリード) TP2: 2.41 トン
TVP2: 2.5 トン
SB 250/SB 300 固定幅スクリード用の油圧式ボルトオンエクステンション
スクリード バージョン T,TP1,TP2
固定幅スクリードは広幅舗装に理想的です。
用途分野はVögele油圧ボルトオンエクステン
ションによって拡がります。
無限可変範囲、各側 75 cm
無限可変範囲、合計 1.5 m
T: 1.55 トン 重量(1 セット) TP1: 1.7 トン TP2: 1.8 トン
取り付け
・ 1mまたは 1.5mの固定ボル
トオンエクステンションに
取り付け ・ ベーススクリードは左右の
側で少なくとも 1.5m拡幅
しなければならない。
SB 250B コンクリートスクリード
コンクリート舗装の場合、高度の締め固めが
きわめて重要です。SB 250B コンクリートス
クリードはコンテナ保管場所、工場地面上の
道路、工業用床、などの PCC○,R舗装に 適で
す。
スクリード バージョン TP2 基本幅 2.5 m 大舗装幅 7.5 m*
クラウン調節 (機械式) -2%から+3%*
ボルトオンエクス 25cm, 50cm テンション付きの広幅 100cm, 150cm
* SUPER 1900-2 の場合。他の舗装幅やトラクターユニット
はご要望に応じます。
SB 250B コンクリートスクリードの使用は特殊用途に属し
ます。このスクリードにご関心のあるお客様は Vögele アプ
リケーション・テクノロジー・サービスまでご連絡下さい。

48 49
4. スクリード
4.3.2 固定幅スクリードの締め固め装置
TV=タンパーとバイブレータ
設置機:
-SB 250 -SB 300
推奨
-全ての通常合材 -締め固めが容易な材料または薄い舗装層 -ほぼ一定幅で舗装が可能な作業 -大きな半径
TP1=タンパーと 1×プレッシャーバー
設置機:
-SB250(+油圧式ボルトオンエクステンション)
-SB300(+油圧式ボルトオンエクステンション)
推奨:
- 全ての通常合材 - TP1 タイプのスクリードによる予圧は TV スク
リードより高く、TP2 タイプのスクリードより
低い - ほぼ一定幅で舗装が可能な作業 - 大きな半径 - さらに転圧する必要性が低い
TP2=タンパーと 2×プレッシャーバー
設置機:
-SB250(+油圧式ボルトオンエクステンション) -SB300(+油圧式ボルトオンエクステンション)
推奨:
- 全ての通常合材 - TP2 タイプのスクリードは厚い層を敷設する
ときでも高い予圧を実現 - 粒の形状と粘稠度のゆえに締め固め困難な合
材 - ほぼ一定幅で舗装が可能な作業 - 大きな半径 - さらに転圧する必要性が低い
TVP2=タンパー、バイブレータと 2×プレッ
シャーバー
設置機:
-SB 250 -SB 300 -SB 250B
推奨:
- ほぼ一定の舗装幅で舗装できる作業 - 大きな半径 - SB250,SB300:全ての通常合材 - SB250B:このタイプの作業には後から転圧す
る必要性が含まれていないので、PCC○,R舗装向
き

50 51
4. スクリード
4.3.3 固定幅スクリードとボルトオンエクステンション
一般的に、可能な限りボルトオンエクステンションはスクリードの両側に対称的
に取り付けなければならない。固定幅スクリードの利点は伸縮スクリードの 250㎜のスクリードプレートに比較して、500 ㎜の幅広いスクリードプレートである。
これはスクリードのフローティングに良い影響があります。
さらに、固定幅スクリードの前端は舗装幅全体にわたって一線上となるので、ア
タック角が異なっても、舗装に跡を残しません。固定幅スクリードは、スクリー
ド可変性に制限があっても、延長スクリードよりもかなり広い舗装幅を処理する
ことができます。結果として、固定幅スクリードは広くて一定の舗装幅の長い区
間を舗装するのにとくに向いています。
固定幅スクリードの可変舗装幅のための
油圧式ボルトオンエクステンション
注意点
油圧式ボルトオンエクステンションは 1mより長い機械式エクステンショ
ンにのみ取り付け可能です。ベーススクリードは左右の側で、少なくとも
1.5mだけ幅を延長しなければなりません。
上面図 水平ブレーシング
ベーススクリード 3m

52 53
4. スクリード
後面図 ブレーシング
ベーススクリード 3m ベーススクリード 3m

54 55
4. スクリード
4.3.4 ボルトオンエクステンションの固定幅スクリードへの取り付け
スクリード拡幅のためにボルトオンエ
クステンションを取り付けます。スク
リードプレートの後端は舗装幅全体に
わたって平らとします。スクリードプ
レートの前端はおよそ 0.5mm 外側に
向かって高く設定します。
上面図
ベーススクリード
合材からの圧力でボルトオンエクステンションが後方に曲がるのを防止するた
めに、水平ブレスを取り付けなければなりません。
後面
スクリードプレートの後端が平らになるように水平ブレスを取り付けなければ
なりません。
たるみ
スクリード外側端の隆起を補正するた
めに、持ち上げたときにスクリードは
わずかにたるまなければなりません。
このたるみの大きさは舗装幅に依存し
ます。たるみはスクリードベースユ
ニットの上のブレスによって調節でき
ます。
推奨
舗装幅 たるみ
10.5m まで (約)2cm
12m (約)3.5cm
16m (約)5.5cm
注意!
表の中に示した数字はスクリードセットアップのための近似値です。舗装の際に、舗装横断方向の平坦性を点検し、必要ならばブレスを再調節します。

56 57
4. スクリード
4.4 スクリード一覧表
ペーバーの タイプ
大舗装幅
スクリードのタイプ ペーバーの タイプ
締め固め用スクリードのバージョン
締め固め用スクリードのタイプ/システム

58 59
4. スクリード
4.5 タンパーのセットアップ
4.6 タンパーシールドのセットアップ
下部反転ポイントの
偏心軸
タンパー
スクリード
プレート スクリードプレー
トのベベルエッジ
4mm のストロー
ク長さで 1mm
タンパーは舗装幅全体にわたって同一のスト
ローク長さに設定しなければなりません。設定は
タンパーバーを駆動している軸の上の偏心ブッ
シュを回すだけで変えられます。駆動軸は後部か
らアクセスできるので、作業現場区分の間に容易
に行うことができます。しかしながら、タンパー
の下部反転ポイントの調整にはもっと時間がか
かります。 初にタンパーシールドを取り外さな
ければなりません。ついで全てのシャフトブラ
ケットのネジを外します。固定ナット(2)を緩
めた後、タンパーバーはボルト(1)によって調
節できます。設定の高さは選択したタンパースト
ロークによります。
タンパースト
ローク 2mm タンパースト
ローク 4mm タンパースト
ローク 7mm
スクリードプレー
トのベベルエッジ
スクリードプレー
トのベベルエッジ
スクリードプレー
トのベベルエッジ
スクリードプレート スクリードプレート スクリードプレート
タンパーストローク 2mm
下部反転ポイントでのタン
パーバーはスクリードプ
レートのベベルエッジと面
一になります。
タンパーストローク 4mm
下部反転ポイントでのタン
パーバーはスクリードプ
レートのベベルエッジより
( 大で)1mm 低くなりま
す。
タンパーストローク 7mm
下部反転ポイントでのタン
パーバーはスクリードプ
レートのベベルエッジより
3.5mm 低くなります。
Tip!
ストローク幅2mmでタンパーバーはスクリードプレートと同一平面になります。(手で触れて確認)
タンパー(3)は全幅にわたってウエアストリッ
プ(1)に載るように設定しなければなりません。
ついで、タンパーバーとスプリング・スティール
バー(2)の間の間隔が 0.5-1mm になるよう
にスクリードプレートの後からネジ(4)によっ
てタンパーシールド上のスプリング・スティール
バー(2)を調節します。
ネジ(6)を緩めて、各種の小さなシム(5)を噛
ませてタンパーシールドを整列させます。タン
パーシールドが正確に整列すると、スプリング・
スティールバー(2)は少なくともタンパーバー
と平行になるか、あるいはわずかに前方に傾きま
す。
タンパーとスプリング・スティールバーの間の間
隔を点検し、必要ならば補正します。
3.5mm
58 59
4. スクリード
4.7 プレッシャーバーのセットアップ
4.8 ベベルアイロン
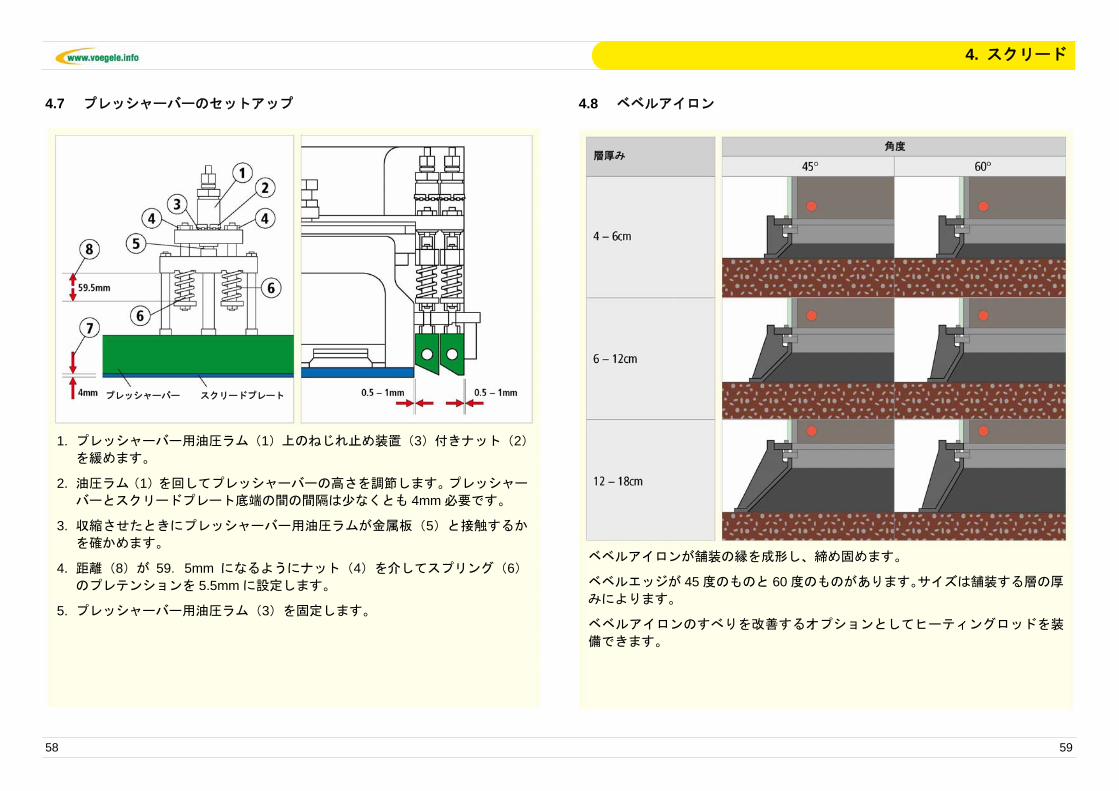
プレッシャーバー
1. プレッシャーバー用油圧ラム(1)上のねじれ止め装置(3)付きナット(2)を緩めます。
2. 油圧ラム(1)を回してプレッシャーバーの高さを調節します。プレッシャー
バーとスクリードプレート底端の間の間隔は少なくとも 4mm 必要です。
3. 収縮させたときにプレッシャーバー用油圧ラムが金属板(5)と接触するか
を確かめます。
4. 距離(8)が 59.5mm になるようにナット(4)を介してスプリング(6)のプレテンションを 5.5mm に設定します。
5. プレッシャーバー用油圧ラム(3)を固定します。
スクリードプレート
層厚み 角度
ベベルアイロンが舗装の縁を成形し、締め固めます。
ベベルエッジが 45 度のものと 60 度のものがあります。サイズは舗装する層の厚
みによります。
ベベルアイロンのすべりを改善するオプションとしてヒーティングロッドを装
備できます。
62 63
4. スクリード
4.9 スクリードヒーティングの機能点検
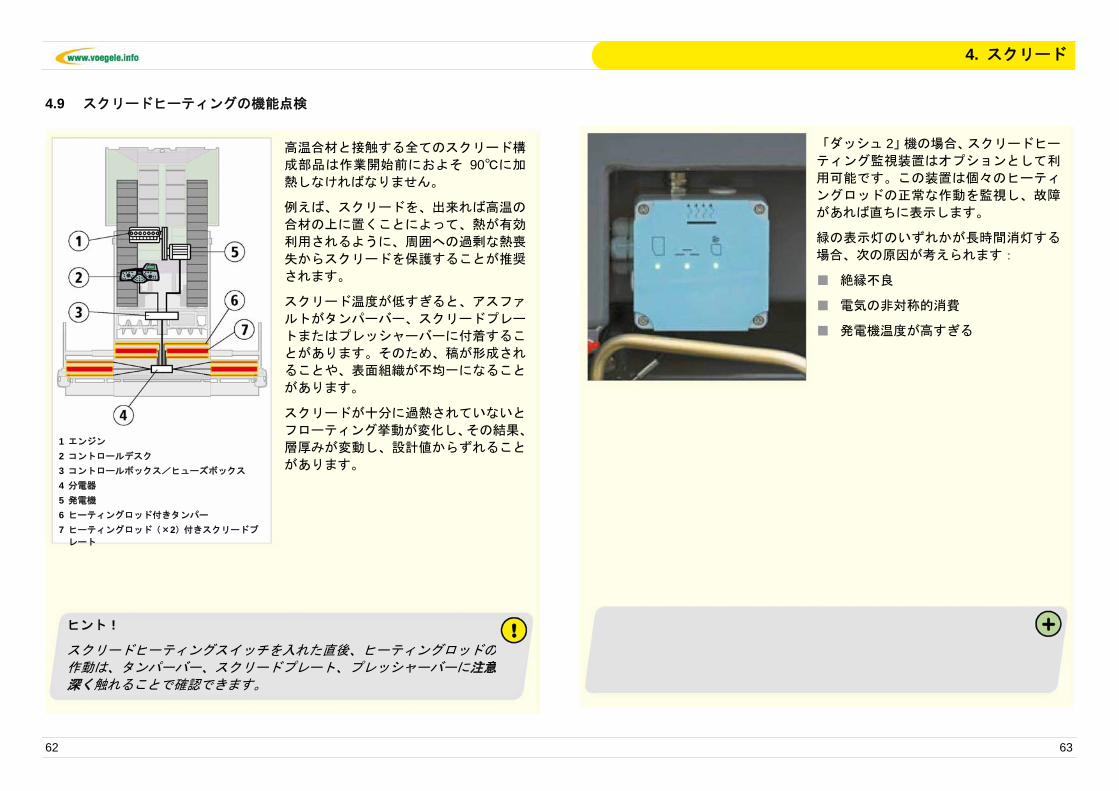
1 エンジン 2 コントロールデスク 3 コントロールボックス/ヒューズボックス 4 分電器 5 発電機 6 ヒーティングロッド付きタンパー 7 ヒーティングロッド(×2)付きスクリードプ
レート
高温合材と接触する全てのスクリード構
成部品は作業開始前におよそ 90℃に加
熱しなければなりません。
例えば、スクリードを、出来れば高温の
合材の上に置くことによって、熱が有効
利用されるように、周囲への過剰な熱喪
失からスクリードを保護することが推奨
されます。
スクリード温度が低すぎると、アスファ
ルトがタンパーバー、スクリードプレー
トまたはプレッシャーバーに付着するこ
とがあります。そのため、稿が形成され
ることや、表面組織が不均一になること
があります。
スクリードが十分に過熱されていないと
フローティング挙動が変化し、その結果、
層厚みが変動し、設計値からずれること
があります。
ヒント!
スクリードヒーティングスイッチを入れた直後、ヒーティングロッドの作動は、タンパーバー、スクリードプレート、プレッシャーバーに注意深く触れることで確認できます。
「ダッシュ 2」機の場合、スクリードヒー
ティング監視装置はオプションとして利
用可能です。この装置は個々のヒーティ
ングロッドの正常な作動を監視し、故障
があれば直ちに表示します。
緑の表示灯のいずれかが長時間消灯する
場合、次の原因が考えられます:
■ 絶縁不良
■ 電気の非対称的消費
■ 発電機温度が高すぎる

5. 舗装に影響を及ぼす要因
5.1 舗装用資材 ..............................................................................................66 5.2 舗装要因..................................................................................................67 5.3 ペーバーセットアップ .......................................................................67-69 5.4 タンパースピードと舗装スピードの関係 ...............................................70 5.5 締め固め装置の推奨設定 ........................................................................71 5.6 スクリード上下油圧シリンダの機能..................................................72-73

66 67
5. 舗装に影響を及ぼす要因
5.1 舗装用資材
合材温度 - 合材温度は一定で、敷設される前に冷えてしまわ
ないほど十分高温でなければなりません。 - 冷えた舗装用資材は締め固めが困難です。 - 合材の支持力も温度に左右されます。 - ペーバーへの合材供給は舗装 適温度を考慮して
計画しなければなりません。
粒径 - 大粒径は層の厚みの 1/3 を超えてはなりませ
ん。
合材組成 - 合材組成は舗装の間を通じて一定でなければなり
ません。
合材特性 - 合材特性はスクリードのフローティング挙動に影
響します。 -支持力が高い舗装用資材は低いものより高い強度
でスクリードに当たります。 - コンベアおよび締め固め装置は合材のタイプに合
わせて 適にセットアップしなければなりませ
ん。
5.2 舗装要因
層厚み - 層厚みが大きいほど、スクリードアタックアング
ルは大きくなります。
舗装幅 - スクリードのフローティング挙動は舗装幅によっ
て変わります。
ペーバー停止 - ペーバー停止が長いほど、長手方向の凹凸が生じ
やすくなります。
環境条件 - 温度などの環境条件は、合材に影響を及ぼし、ス
クリードのフローティング挙動を変化させること
があります。
5.3 ペーバーセットアップ
スクリードの前の合材抱え
込み - スクリードの前の合材抱え込み量が大きすぎる
と、合材が冷え、予圧とスクリード・フローティ
ング挙動の両方に影響することがあります。 - スクリードの前の合材抱え込み量が一定であるこ
とがスクリードの完全なフローティング挙動の前
提になります。 - 層が厚いほど、スクリードにかかる上向きの力も
大きくなります。 - コンベアとオーガをバランスよく制御しスクリー
ドの前の合材抱え込み量を 適にします。

68 69
5. 舗装に影響を及ぼす要因
タンパーストローク タンパー速度
- タンパーストロークの長さとタンパー速度は合材
の予圧とスクリードのフローティングに影響する
要因です。 - VÖGELE スクリードではタンパーストロークを
2mm、4mm、7mm に設定できます。タンパース
トロークが長いほど、予圧と締め固めの深さが高
くなります。このため、タンパーストロークの長
さは、できるだけ小さな、正のスクリードアタッ
クアングルを得るように、層厚みに合わせて設定
しなければなりません。舗装した層厚みに対して
タンパーストロークが長すぎると、スクリードア
タックアングルがマイナスになることがありま
す。その結果、合材が分離し、ひび割れ表面構造
になり水平性が制御できずに、凹凸ができること
があります。
タンパー速度 - タンパー速度と舗装速度はともに合材の予圧に大
きな影響があります。これは、舗装速度に合わせ
てタンパー速度を、またその逆に調節しなければ
ならないことを意味します。このため、できるだ
け小さな正のスクリードアタックアングルが得ら
れ、締め固め装置の摩耗が 小になるまで値を状
況に応じて調節しなければなりません。
スクリードの剛性 - スクリードアタックアングルに大きな変更、また
は偏った変更を加えると、スクリードがねじれる
ことがあります。
スクリードフリーズ - スクリードフリーズは、スクリードフロートモー
ドでペーバーを停止後、再始動する際に短時間ス
クリードを固定する機能です。舗装再開の際の浮
き上がりを防ぐためにスクリードを上下させる油
圧ラムのピストン側に約 30 バールの圧力がかけ
られます。
舗装速度 - 舗装速度は舗装に対する締め固め装置の効果に影
響します。 - 舗装速度とスクリードの前の合材抱え込み量は互
いに適合していなければなりません。 - 高速で舗装するときは、大量の舗装用資材が消費
されるので、ペーバーへの合材補給を現場でうま
く管理しなければなりません。 - 舗装速度はトラックからの合材供給ができる限り
一定になるように選択します。 - 舗装速度は予圧に大きな影響があるので、正のス
クリードアタックアングルが大きくなりすぎない
ように設定します、大きくなりすぎると凹凸が発
生しやすくなります。したがって、舗装速度は、
スクリードフローティングが小さなアタックアン
グルで合材の上で良好な予圧が保証される値に設
定します。
バイブレータ回転数 - 厚い層を舗装するとき、バイブレータ回転数は締
め固めにあまり影響しませんが、表層を舗装する
ときは、スクリードの後方に、密な構造の、均一
表面を形成するのを助けるので、バイブレータが
はるかに重要になります。
プレッシャーバーの周波数
/圧力 - プレッシャーバーはパルス油圧によって上下移動
します。このパルスは 58 から 68Hzの率でスク
リード内のロータリーバルブによって発生しま
す。油圧ラムは舗装全幅にわたってプレッシャー
バーを下向きに押します。それぞれのパルスの終
わりに、プレッシャーバーは、ラムの力に逆らっ
て働くバネによって元の位置に戻ります。プレッ
シャーバーにかかる圧力はパルス毎のプレッ
シャーバーのストロークを変えます。

70 71
5. 舗装に影響を及ぼす要因
5.4 タンパー速度と舗装速度の関係 舗装の間、レベリングシリンダの位置を変えなければ、舗装速度、スクリード重
量とタンパー速度を含む力の間に平衡が成立します。これらのパラメータのいず
れかを換えると、直ちにスクリードのフローティング挙動に影響します。
5.5 締め固め装置の推奨設定
層の種類
表層 バインダー 基層
舗装速度 m/分 >5 4-10 2-8
ストローク
(mm) 2-4 4 4-7
タンパー速度
回転/分 300-800 800-1,200 1,200-1,800
圧力(バール) 50-80 70-90 80-100
バイブレータ
回転/分 1,200-2,000 1,500-2,500 2,000-3,000
圧力(バール) 45-70 60-90 90-110 プレッシャー
バー 周波数(Hz) 58-68 58-68 58-68
締め固め温度 ℃ >120 >120 >120
タンパー速度と舗装速度は互いに密接な関
係があります。タンパー速度とスクリード
のレベリングシリンダの位置を変えずに舗
装速度を変えると、合材の予圧に影響しま
す。
タンパー速度を同時に上げずに、舗装速度
を上げると、合材の支持力が低下し、急な
アタック角でスクリードによる層が薄くな
ります。 8m/分 4m/分
8m/分 4m/分
8m/分 4m/分
低い予圧
高い予圧
舗装速度
自動グレード・スロープコントロールでの
舗装
舗装に自動グレード・スロープコントロー
ルを使用したとき、レベリングシリンダの
制御はアタック角を増すことで維持できま
すが、予圧は一定ではなくなります。
転圧の後
合材の上にローラーを通したとき、締め固
めの量は、予圧が変動するので異なり、表
面の凹凸を招きます。
舗装速度

72 73
5. 舗装に影響を及ぼす要因
5.6 スクリード上下油圧シリンダの機能
スクリードフロート
スクリードアシストプレッシャー
スクリードフリーズプレッシャー
スクリードフロート
通常、合材はスクリードフロートモードのスクリードで舗装されます、言い換
えれば、油圧ラムを操作するピストン側とロッド側のバルブが開かれ、フリー
な上下運動ができます。
スクリードアシスト
合材の支持力が弱いとき、大きなアタック角に設定してもスクリードは上がり
にくくなります。スクリードアシスト機能は右側と左側の油圧シリンダに下か
ら別個に圧力を加えることを可能にします。この圧力はスクリード重量を打ち
消して、圧力に応じて浮き上がることを可能にします。
注意!
表層には使用しないこと!
スクリードフリーズ
スクリードフロートモードでペーバーが停止したとき、スクリードフリーズ機
能が自動的に作動します。スクリード上下油圧シリンダを作動させているバル
ブはピストン側とロッド側の両方で閉じられ、舗装再開の際に舗装に凹凸が生
じるのを防止するためにスクリードフロートモードを短時間中止します。

6. 舗装のための推奨点/注意点
6.1 基本原理.............................................................................................76-77 6.1.1 舗装厚み設定 .....................................................................................78-79 6.1.2 舗装時の気象条件 ...................................................................................80 6.1.3 ベースとサブベースの必要事項.........................................................81-83 6.2 伸縮スクリード上のオーガトンネル用のオーガとリミティング
プレート.............................................................................................84-85 6.3 スクリードの前の合材抱え込み..............................................................86 6.4 ステアリングガイド................................................................................87 6.5 ニベルトロニック®の正しい使い方 ........................................................88 6.5.1 自動グレード&スロープコントロール ...................................................88 6.5.2 ニベルトロニック®からニベルトロニック®プラスへの発展...................89 6.5.3 ニベルトロニック®とニベルトロニック®/V-トロニック®の
早見表 ................................................................................................90-92 6.5.4 ニベルトロニック®プラスの早見表 ...................................................93-95 6.5.5 ニベルトロニック®構成部品 ..............................................................96-99 6.5.6 様々なグレードセンサーの使用.....................................................100-103 6.6 フローティングスクリード制御センサーの位置
(例:丁張設定) .................................................................................104 6.7 横断方向のグレードセンサー位置 ........................................................105 6.8 スクリードアシストの使用 ............................................................106-107 6.9 車線間の継ぎ目 .....................................................................................108 6.9.1 「コールドジョイント」舗装 ...............................................................108 6.9.2 「ホットジョイント」舗装 ...................................................................109 6.10 アスファルト舗装の目地 ............................................................... 110-112
6.11 伸縮目地................................................................................................ 113
76 77
6. 舗装のための推奨点/注意点
6.1 基本原理 ■ 作業開始前に、 小/ 大舗装幅
を設定し、それに応じてペーバー
を設定します。
■ 材料供給を確保し、高温合材を早
く送りすぎないように、現場の他
の作業班と舗装順序を調整しま
す。
■ 供給車両はペーバー停止をでき
るだけ少なくして、連続した合材
の供給を保証するように組織し
ます。
■ 合材が計画通りに供給されるよ
うに、合材プラントと連携しま
す。
■ ロードペーバーの整備を点検し
ます(燃料、オイル、電気、油圧
機能、など)。
■ 合材が冷えないように、合材投下
の直前にのみ供給車両のターポ
リンカバーを開けます。
■ 舗装速度はできる限り一定でな
ければなりません。合材が限られ
た範囲にしか供給できないとき
は、ペーバー停止で作業を中断す
るよりも、ゆっくりと均一に舗装
を継続する方が好ましいのです。
■ 合材供給が長時間中断したとき、
および寒いときは、ペーバー内の
合材を使い切り、スクリードを引
き上げて清掃することをお勧め
します。合材供給が再開されたと
き、スクリードを下げ、作業を継
続します。
■ 合材の組成と温度は定期的に点
検しなければなりません。
■ 層の厚みは舗装の間定期的に点
検しなければなりません。
■ 自動グレード&スロープコント
ロールを使用しているとき、セン
サーが正しく作動しているか確
かめます。
■ ペーバーが接近できない狭い場
所や隅は、例外的に手作業で舗装
します。
■ 後締め固めに用いるローラーは、
合材が冷える前に転圧が終わる
ように、合材(締め固め性)、舗
装面積(平米)、合材温度、環境
と基層に応じてサイズを選定し
ます。
■ 変形を防止するために、合材温度
が 40 度以下になったときに、舗
装された道路の開放を再開しま
す。
■ 舗装速度は、可能な場合、舗装作
業を通じて一定に保ちます。
■ 一日の終わり、または作業区分の
間に、すりつけを施します。
■ 舗装中のスクリード調節は 小
限にします。
■ ペーバーの合材ホッパーは(分離
防止のために)空運転してはなり
ません。
■ 縁石が設置されていないとき、表
層は必ずスクリードをスクリー
ドフロートモードに入れて舗装
しなければなりません。自動グ
レード&スロープコントロール
を使用してはなりません。

78 79
6. 舗装のための推奨点/注意点
6.1.1 舗装厚み設定 舗装過程には多数の要因が影響します。そのため、要求された層の厚みを得るた
めのレベリングシリンダの正しい設定値の公式を見つけ出すことはこれまで不
可能でした。伸縮スクリードで作業する際の一般的な規則は以下の通りです。cmで表した層の厚み+(50 から 100%)で舗装の厚みとしてペーバーのスケール
に設定する値が得られます。数メートル舗装した後で、設定が正しいかどうかを
確認し、必要に応じて修正しなければなりません。
H=層の厚み S=指定厚み W=転圧量
スクリードの作業は合材を予圧するだけ
です。 終密度はその後の転圧によって
得られます。合材転圧量(W)は層厚み
(H)と指定厚み(S)の間になります。
(W)はその後の転圧量であり、スクリー
ド設定の際に計算に入れなければなりま
せん。
フローティング挙動があるので、スク
リードは層厚みに達するまでにある距離
を走行しなければなりません。スクリー
ドを材木の上に置くか、層厚みと同じ高
さに均一に材料を拡げることが推奨され
ます
アタック角αは層厚みスケールを用いて
レベリングシリンダを介して層厚み H+
(50 から 100%)を設定したとき得られ
ます。レベリングシリンダの値を必要に
応じて修正できるように、舗装を開始し
たらすぐに層厚みを点検します。
層厚みスケール
転圧後、指定厚みになっているか確認し
ます。なっていないときは、転圧後正し
い結果が得られるまで層厚みを補正しま
す。

80 81
6. 舗装のための推奨点/注意点
6.1.2 舗装時の気象条件 舗装現場のほとんどは、過密な作業日程のために、気象条件はあまり考慮に入れ
られません。しかし、高温合材を舗装する際は、この問題を考慮しなければなり
ません。非常に寒い時期で、ミキシングプラントと工事現場の距離がかなり離れ
ている場合、合材の温度は舗装のための許容下限を下回っているかもしれません。 ■ 使用するビチューメンの種類に
よっては、ダンプトラックから
ペーバーに供給される合材の温
度が 120℃以下になった場合、
ローラーの転圧で 終密度を達
成するのは難しくなるでしょう。
■ 外気温が下がってるとアスファ
ルトが早く冷めるので、表層は外
気温 6℃以下で舗装してはなりま
せん。
■ バインダーは保熱性があるもっ
と粗い粒子を含んでいるので、こ
の層は 0度前後の温度でも舗装で
きます。
■ 基層は-3 度という低い温度でも
舗装可能ですが、下層路盤に氷や
雪が含まれていないことを必ず
確認して下さい。
■ 気温だけで舗装可能か否かの判
断を下してはなりません:基層が
冷たいと、同様に合材を早く冷ま
すので、基層の温度も考慮に入れ
なければなりません。
■ 濡れている、または水たまりのあ
る基層の舗装は勧められません。
高温合材が湿気に接触したとき、
舗装した層の下に蒸気が発生す
るかも知れません。蒸気は上に逃
げようとするので、合材の支持力
と予圧に影響し、さらにスクリー
ドのフローティング挙動にも悪
影響があるかも知れません。
■ 沸騰点が極めて高いので、新しい
乳剤で舗装したとき、通常蒸気は
発生しません。
6.1.3 ベースとサブベースの必要事項 ■ 舗装後、アスファルト舗装が長い
間その支持力を均一に保つよう
に、表層の下の下層路盤は平坦、
安定し、しっかりと締め固めされ
ていなければなりません。
■ 下部路盤は、支持力、平坦性、長
手方向スロープおよび横断方向
スロープが計画に指定された要
求事項に合致していることを十
分に確認して下さい。
■ 基層にアスファルト舗装すると
きは、表層と同様に平坦、安定し、
締め固めされていなければなり
ません。下層路盤がきわめて不均
一である場合、あらかじめ平坦に
しておくことが必要になるかも
知れません。
■ 舗装のじゃまにならないように、
また舗装後アクセスできるよう
に、シャフト、排水溝、水道栓の
高さを確認することも重要です。
■ 舗装とベースの優れた結合を確
保するために、基層を空圧、水圧
などで清掃しなければなりませ
ん。
■ さらに表面は、新たに敷設した合
材がベースと結合するように、瀝
青質乳剤またはタックコートで
表面を噴霧しなければなりませ
ん。

82 83
6. 舗装のための推奨点/注意点
上層路盤敷設前の均し措置
層厚みは舗装全幅にわたってできる限り
一定を保たなければなりません。一定で
ない場合、均一な予圧と均一な転圧を実
現するために、あらかじめ大きな不陸を
均しておくことが推奨されます。
■ この均し目的に使用する合材タイプ
は層厚みに適合していなければなり
ません。
■ この合材は、手作業で、またはペー
バーで敷設することができます。
■ 均した層の十分な予圧が重要です。
穴埋め
肩部の引き上げ
層厚みと合材の粒度
層厚みは合材中の 大粒径の少なく
とも 3 倍でなければなりません!
3 倍以下の場合、粒は粉砕され、締め
固め装置の衝撃でスクリードが跳ね
始めるかもしれません。
粉砕された石の色が表面に現れたら、
粒が破壊されたことを示します。合材
の中の全ての成分は通常黒いタール
で覆われているので、これはすぐに分
かります。
さらに、スクリードは要求された高さ
を維持できず、層厚みがまします。

84 85
6. 舗装のための推奨点/注意点
6.2 伸縮スクリード上のオーガトンネル用のオーガとリミティングプレート
スクリードの前の合材抱え込みは均一で一定でなければなりません。これはス
トライクオフプレートと、舗装幅に適合させたオーガトンネル用リミティング
プレートによって確保されます。それはまた合材の分離を防止し、冷めるのを
遅くします。
正確なオーガエクステンションとオーガトンネル用リミティングプレートの
設置の例は次ページにあります。
Tip!
オーガとオーガトンネル用リミティングプレートはエンドプレートから約 20cm手前まで達しなければならない。
ストライクオフプレート
オーガトンネル用リミティングプレート
水平ブレーシング
エンドプレート
ストライクオフプレート
オーガトンネル用リミティングプレート
水平/垂直ブレーシング
エンドプレート
ボルトオンエクステンション ボルトオンエクステンション
ストライクオフプレート
オーガトンネル用リミティングプレート
水平/垂直ブレーシング
エンドプレート
ボルトオンエクステンション ボルトオンエクステンション

86 87
6. 舗装のための推奨点/注意点
6.3 スクリードの前の合材抱え込み
6.4 ステアリングガイド
スクリードの前の合材抱え込みは舗
装全幅にわたって均一に拡がってい
なければなりません。オーガトンネ
ル用リミティングプレートとストラ
イクオフプレートの取り付けを強く
お勧めします。
合材が内側から外側に適切に拡がっ
ていないので、スクリードベースユ
ニットの前にある合材の量が多すぎ
ます:
-舗装スピードを減速/オーガス
ピード増加
-オーガのセンサー位置を調節/
チェック
-オーガの高さ調節
コンベアが十分な量の合材を供給し
ない場合:
- コンベア供給量増加
- 舗装速度減速
- オーガトンネルにリミティング
プレートをフィットさせる
- オーガのセンサー位置調節/
チェック
- オーガの高さ調節
オペレータができる限り正確に道路の経
路に沿って走行するためにステアリング
ガイドをペーバー正面に取り付けなけれ
ばなりません。ステアリングガイドは
ペーバーを基準線に平行にステアリング
することを可能にします。スクリード操
作員は連続した舗装縁を得るためにスク
リードを伸縮させればペーバーステアリ
ング運動をいちいち補正する必要があり
ません。
ペーバーの過度のステアリング運動を抑
えれば、供給車両の運転手が合材をペー
バーの材料ホッパーの真ん中に投下し易
くなります。
広い現場で、または広幅に作られた固定
幅スクリードで作業する場合、自動ステ
アリング・コントロールで作業するのが
勧められますが、それは基準とステアリ
ングガイドがオペレータの視野の外にな
るかも知れないからです。
自動ステアリング・コントロールを設置
すると、ペーバーを基準線に平行に走ら
せます。これによってペーバーオペレー
タは舗装作業のみに集中することが出来
ます。

88 89
6. 舗装のための推奨点/注意点
6.5 ニベルトロニック®の正しい使い方 6.5.1 自動グレード&スロープコントロール
6.5.2 ニベルトロニック®からニベルトロニック®プラスへの発展
レベリングシリンダ
(左側) レベリングシリンダ
(右側)
ニベルトロニック®
コントロールユニット
センサー
センサー
外部インターフェイス
リモートコントロール
油圧へ直結
センサーとコントロールユニット間の接続
RS232 リンク(シリアルインターフェイス)
ニベルトロニック®
■ ソニックグレードセンサー
が利用可能 ■ 可変感度 ■ センサー自動認識 ■ 外部ハンドセット ■ スクリードのどちらの側か
らでも操作
ニベルトロニック®/V-トロ
ニック®
■ Can バス ■ システムに 大 3 つのセン
サー使用可能(交替で起動)
■ スクリード側面コントロー
ルデスクに組み込んだグ
レード&スロープコント
ロールを制御 ■ 機械パラメータ表示
ニベルトロニック®プラス
■ イージー・ツゥ・ラーン・コ
ンセプト ■ ペーバーのコントロールシ
ステムに完全組込 ■ 機械グレードセンサー ■ シンボル表示

90 91
6. 舗装のための推奨点/注意点
6.5.3 ニベルトロニック®とニベルトロニック®/V-トロニック®の早見表
�‹¤—L - 192.168.1.100 ‚ւ̃Vƒ‡ [ƒgƒJƒbƒg.lnk
1. ハンドセット シンボル(左側/右側) 1. 目標値 2. mm または% 3. ソニックレベルセンサー(設置
高さ変更可能) 4. 感度 5. 機械レベルセンサー(設置高さ
固定) 6. グランドモード(ソニックセン
サーで作業時) 7. 丁張モード(ソニックセンサー
で作業時) 8. スロープ
LED(左側/右側) a) LED スター b) LED スクリード左または右
c) LED グレード&スロープ
コントロール オン/オフ キー P プログラムキー R リセットキー * 確認キー + プラスキー(左側/右側)
- マイナスキー(左側/右側)
I/O オン/オフ(左側/右側)
(補正)
2. LED スター オン/オフ (左側/右側)
グレード&スロープ
コントロール:オフ 理想的位置
センサーの理想的位置
-確認キーを押す{*} -LED スター消灯 故障表示(項目 4 参照)
グレード&スロープコントロールオフ
・LED スター点滅: -走行スイッチを”I”に回す。
・LED スター点灯持続: -走行スイッチを”O”に回す。
スクリードが高すぎる レベリングシリンダを
下に移動 スクリードが低すぎる レベリングシリンダを
上に移動
1. ステータス表示
1.1 セットアップ 1.2 感度 1.3 選択 1.4 補正(*S)
2. オプション
2.1 実際値
2.2 変位 2.3 ヴァージョン
2.4 診断(*D)
2.5 スクリードの側
2.6 始動状態
2.7 言語
2.8 許容差(*W)
3. スロープ
4. 機械データ(*D)
5. ±値±
3. メニュー構造 (*D)= V-トロニック付きペー
バーのみ (*W)= ソニックセンサー使用
時のみ (*S)= キーを押して丁張
モードからグランド
モードに変更
4. 故障表示
ディスプレイ上の表示 意味
センサー センサーが接続されていない センサーケーブル内の断線
接続 ハンドセットが正確に接続されていない ハンドセットが接続されていない
点検して下さい ソニックセンサーが「作業範囲」の外に設置され
た 状況に応じて対応: ・位置補正 ・「作業範囲」外制御確認キー(*)を押す ・再度補正

92 93
6. 舗装のための推奨点/注意点
5.セットアップ 1 スクリードセットアップ
作業開始位置にスクリードをセットアップ
2 補正モード起動(ゼロ合わせ)
ステータス 1 ステータス 2
- キーを押す
- キーを押す
- LED 点灯 (補正モード起動)
- LED 消灯
- プログラムキーを押してモード選択する:
補正/感度/センサー、など
- キーを押して確定
3 補正: スロープセンサー
4 補正: ソニックレベルセンサー
5 補正: 機械レベルセンサー
ディスプレイ上:-0.27%→0.27% 意味:実際値→表示値
ディスプレイ上:+400mm→0mm 意味:実際値→表示値
ディスプレイ上:+3mm 意味:実際値
表示値が(例えば、水準器で測った)
測定値一致しないとき: 、 キーで補正 0 が表示されるまで調節スピンドル
で機械レベルセンサーの位置補正
、 キーで補正 キーで丁張モードまたはグラン
ドモード選択
6 補正確定
補正は LED スターがオンのと
きしか確定できません。
確定キーを押す。
7 グレード&スロープコントロール起動
キーを押してグレード&スロープコント
ロールを起動
キーの中の LED が点灯して、グレード&
スロープコントロールが起動したことを
表示します。
8 舗装中の値変更
舗装中の値変更(スロープセンサー、ソニッ
クレベルセンサー) 、 キーを使用
6.5.4 ニベルトロニック®プラスの早見表
スクリードリモコン
ニベルトロニック®左側:
オン/オフ
ニベルトロニック®
左側オフ:
レベリングシリンダ UP左側オン:
左手側指定値増加
ニベルトロニック®
左側オフ:レベリングシリンダ Down
左側オン:
左手側指定値低下
スクリードが高すぎる レベリングシリンダは
「下がる」 理想的位置 スクリードが低すぎる レベリングシリンダは
「上がる」
ニベルトロニック®右側:
オン/オフ
ニベルトロニック®か
ら「機械データ」に表
示変更
ニベルトロニック® 右側オフ: レベリングシリンダ UP 右側オン: 右手側指定値増加
ニベルトロニック® 右側オフ: レベリングシリンダ Down 右側オン: 右手側指定値低下 スクリード幅伸縮
押しボタンとキーの割り当て
1. スクリードリモコンの左手側と右手側の LED十字架は指定値からの変位の有
無を表示します。
2. 左手側と右手側の 2 つの黄色のボタンは当該リモコンが設置されている側の
スクリードのニベルトロニック®プラスを起動させたり、切ったりします。 ニベルトロニック®プラスが起動すると「スタート画面」が表示されます。
3. スクリードの左手側はF1 キーを、右手側はF5 キーを押すと、クイックセッ
トアップが実行されます。グレードまたはスロープ制御の新しい指定値とし
て、センサーによって現在検出された実際値を取り込むにはこれらのキーを
押すだけです。
4. ニベルトロニック®プラスが起動したら、上下の矢印キーを用いて、関連側の
センサーに指定された値を増減します。

94 95
6. 舗装のための推奨点/注意点
ニベルトロニック®プラス「スタート画面」
スクリードの左手側 レベリングシリンダ位置
(左手側)
感度 (左手側)
目標値 (左手側)
実際値センサー (左手側)
センサー選択 (左手側)
センサータイプ (左手側)
クイックセットアップ
(左手側)
パラメータ設定
スクリードの右手側 レベリングシリンダ位置 (右手側)
感度 (左手側) 目標値 (左手側)
実際値センサー (左手側)
センサータイプ (左手側)
センサー選択 (左手側)
クイックセットアップ
(左手側)
センサー記号
機械式グレードセンサー
スロープセンサー
ソニックグレードセンサー(地面を基準)
ソニックグレードセンサー(丁張を基準)
接続:スクリードリモコン 後部(左側/右側)
接続:スクリードリモコン 後部(中央)
「パラメータ」画面 「センサー補正」画面
「センサー
補正」画面
「感度選択」
画面
「明るさ・コ
ントラスト」
画面
*ニベルトロニック®「スタート画面」へ
「感度選択」画面 「明るさ・コントラスト」画面
感度低減 >遅く
感度増強
>速く
感度低減
>遅く
感度増強
>速く
測定量まで
値を減らす
測定量まで
値を増やす
測定量まで
値を増やす
測定量まで
値を減らす
輝度を
下げる
輝度を
上げる
コントラス
トを下げる
コントラス
トを上げる

96 97
6. 舗装のための推奨点/注意点
6.5.5 ニベルトロニック®構成部品
全般
-モジュラーシステム設計(拡張
が容易)
- 容易で迅速な取り付け
- スイッチを切ったとき、設定
データが保存
-センサー自動認識
-衛星ベースまたはレーザーベー
スのナビゲーションに拡張可能
-すべての VÖGELE ロードペー
バーとの互換性
コントロールユニット 1
- 「ブラックボックス」設計-外部モニ
ター不必要
- 目標値/実際値を常時比較
- 変位を認識し、自動的に補正を開始しま
す
- レベリングシリンダの電磁弁に制御信号
が送られます
- 制御信号は個別パルスの連続で構成。変
位量に応じて、パルス繰り返し周波数が
速くなったり遅くなったりします。
1 ニベルトロニック®専用
2 ニベルトロニック®専用
ハンドセット 2
- 目標値の入力が容易
- テキスト、値と記号に基づいて実際値を
監視(4 カ国語)
- スクリードコントロールパラメータを設
定
機械式グレードセンサー
- 基準(丁張、ベース、など)を直接
トレーシング
ソニックグレードセンサー
- 基準(丁張、ベース、など)を非接
触トレーシング
- センサーが検出した大きな障害物に
ついては、内部フィルタが備えられ
ています
スロープセンサー
- ハンドセットに実際のスロープを表
示
- ハンドセットから指定スロープを入
力 舗装中に値を変えられます
- 許容差範囲±0.05%
- 舗装幅 6m まで
定範

98 99
6. 舗装のための推奨点/注意点
ロードスキャン®システム
- 平均基準値計算のために長い範囲を非接
触スキャン
- 道路表面の不陸を平らにします
- レーザー技術の使用により高いところか
ら狭い基準をスキャンできます(ビームの
円錐状拡張がない)
- 舗装幅内でスキャンが可能
ナビトロニック®プラス
- グレード/スロープコントロールおよび
ナビゲーション用の非接触システム
- ロードペーバー用のリアル 3D コント
ロールシステム
- 広い面積および高速道路建設に理想的
- 狭いミリメートル範囲で精密制御
- オープンインターフェイスなので有名
メーカの各種のポジショニングシステム
との組合せ可能
ビッグ・マルチプレクス・スキー
-ベース内の長い不陸を水平にします
-3 基のソニックグレードセンサーで非接触操作
-取り扱い容易
-スクリードアームまたはサイドプレートへの取り付けが複雑ではない
-カーブでの使用に理想的
-6.5m と 13m の間で可変長さ
-250mm から 650mm の広い測定範囲

100 101
6. 舗装のための推奨点/注意点
6.5.6 様々なグレードセンサーの使用
ショートスキー
長さ 0.3m
Tip!
急カーブまたはベースからの不陸を故意に反映するためにのみ使用
ロングスキー
長さ 0.8m
Tip!
緩やかなカーブや直線部に使用
ロングアベレージビーム
長さ 7m
Tip!
高い平坦性が要求される表面の舗装に使用
ソニックグレードセンサー (グランドモード)
グランドモードのソニックグレードセンサー
で作業しているとき、3 つの音の円錐が発射さ
れ、ベースによって反射され、センサーとベー
スの間の距離を出します。平均距離がグレード
&スロープコントロールシステムに報告され
ます。センサーは可変ワーキンポイントを有
し、ベース上 30cm から 55cm の間に取り付け
可能です。
注意!
丁張モードでは平均値が計算されないので、丁張モードでベースを基準にするとグレード&スロープコントロールの過程でかなりの変動が生じます。音響信号は風その他の物理的要因で方向が変わることがあります。
ソニックグレードセンサー (丁張モード)
ソニックグレードセンサーを丁張モードで使
用すると 5 つの音響円錐が発射され、丁張から
反射された一番短い信号がグレード&スロー
プコントロールシステムに送られます。セン
サーは丁張上 30cm から 55cm の間に取り付け
可能です。
注意!
音響信号は風その他の物理的要因で方向が変わることがあります。

102 103
6. 舗装のための推奨点/注意点
ビッグ・マルチプレクス・スキー
3 基のソニックグレードセンサーを一列に
並べると、互いに離れたいくつものポイン
トで物理的基準を拾うことができます。グ
レード&スロープコントロールのための
VÖGELE システムであるニベルトロニック®は仮想基準を計算します。言い換えれば、
このシステムは単一のソニックグレードセ
ンサーより高い精度を提供します。
Tip!
絶対基準が得られないとき、長い不陸を水平にするのに理想的
ロードスキャン®システム
ベースの非接触、長距離スキャンのための
代替システム
Tip!
舗装幅の内側でベースのスキャンに使用。長い距離をスキャンすることで、平均値が計算できる利点があります。
レーザーレシーバー
レーザーユニットはその回転レーザービー
ムで平面を形成します。この平面がレー
ザーレシーバーによって検出されます。
レーザーレシーバーが平面の外に出ると、
補正信号がグレード&スロープコントロー
ルシステムに送られます。レーザービーム
で生成した平面はスクリード高さの仮想基
準として用いられます。
Tip!
一定グレード&スロープの仕事現場に使用されます。
ナビトロニック®プラス
ナビトロニック®プラスはロードペーバーのグ
レード&スロープコントロール用の3D制御シス
テムで、ニベルトロニック®プラスを 3 次元に拡
張するものです。ナビトロニック®プラスはグ
レード&スロープだけでなく、経路のデジタル設
計データに従って舗装幅と運動方向も自動的に
制御することができます。 グレード&スロープコントロールとナビゲー
ションのための非接触システムは多くの有名な
メーカのポジショニングシステムと組み合わせ
られます。ポジショニングには mmGPS と同様
にレーザーベースのトータルステーションも利
用できます。
Tip!
基準(縁石、溝、など)が利用できない現場または多車線(道路、広場、滑走路、など)の建設に使用。

104 105
6. 舗装のための推奨点/注意点
6.6 フローティングスクリード制御センサーの位置 (例:丁張設定を基準)
この規則は全てのセンサーに適用されます。
6.7 横断方向のグレードセンサー位置
正しい!
適センサー位置。
間違い!
センサーの位置が後ろすぎです。スク
リードのトレーリングエッジの実際の
高さはかなり正確になりますが、必要な
場合に、層厚みの補正が間に合いませ
ん。
結果: 舗装に不陸
警告!
センサーの位置が前すぎです。スクリー
ドのレベリングシリンダは基準に平行
移動しますが、スクリードのフローティ
ング挙動と現実の層厚み関するデータ
があまり反映されません。
結果:舗装は平坦ですが、ラインとレ
ベルにあまり正確ではない。
実際値が検出される基準は通常
舗装幅の外になります。グレード
センサーを保持しているブラ
ケットはスクリードに固定され
ているので、スロープに変化があ
れば基準側の高さにも影響しま
す。この影響の大きさはスクリー
ドと基準の間の距離に依存し、高
さの補正が必要になることがあ
ります。
横断方向スロープ 0%
例:横断方向スロープ-2%
グレードの変化(dh)= スロープ
100 ×距離(cm) = 1cm
実例
実際値は横断方向スロープ 0%の
基準から検出されます。ついで横
断方向スロープが-2%に変化し
ます。この変化を計算に入れない
と、スクリードと基準の間の距離
が 0.5m の場合、層は 1cm 厚くな
ります。

106 107
6. 舗装のための推奨点/注意点
6.8 スクリードアシストの使用
スクリードアシスト機能は全てのフェーゲルペーバーで利用できます。この機能
はスクリードが合材に掛ける圧力を減らします。大きなスクリードアタック角で
支持力の弱い材料で舗装するときに主として用いられます。
スクリードアシストは合材の上のスクリードフローティングの重さを軽減して、
スクリードのアタック角を減らします。スクリードアシストに対する圧力はそれ
ぞれの側で個別に調節できます。これによって多種多様な舗装状況でこの機能を
利用することができます。
スクリードアシストプレッシャー
注意!
スクリードのフローティング挙動には多くの要因が作用するので、スクリードアシストプレッシャーは個別に決定しなければなりません。表層にはスクリードアシストを使用しないで下さい。
実例
一度の走行で出口車線と車道を舗装するには、利用できる舗装幅が狭すぎます。
出口車線まで含めるためにはオーガとオーガトンネル用リミティングプレート
の調整・変更が必要です。
片側にスクリードアシストを用いて片側だけに材料を流せば、過度の転換作業な
しに、この状況を克服することができます。このようにして手作業は減らせます
が、完全に不要になるわけではありません。

108 109
6. 舗装のための推奨点/注意点
6.9 車線間の継ぎ目 6.9.1 「コールドジョイント」舗装
6.9.2 「ホットジョイント」舗装
「コールドジョイント」舗装は既存の冷
えたアスファルト層に沿って高温のア
スファルトを敷設することを意味しま
す。冷えたアスファルト層の縁は 2 つの
層の 適な結合のために、平坦できれい
でなければなりません。適切な厚みの基
層で粗い接触面がここでは有効です。
- 表層舗装の時は、冷えたアスファルト
の縁に目地テープが付けられます。
テープは高温アスファルトの熱で溶
けて、目地に水が浸入するのを長期間
防止します。
- 高温アスファルト層は、 終的に転圧
したときに継ぎ目のない面を実現す
るために、その後の転圧分だけ隣接す
る層より厚くしなければなりません。
- 合材が以前の層と重ならないように
スクリードのエンドプレートは取り
付けなければなりません、そうしない
と後から転圧したときに、粒を潰した
り、ローラードラムをゆがめたりする
恐れがあります。
- 多層舗装の場合、各層の間の目地は食
い違わせて、層の間の結合を向上させ
ます。
高温アスファルト
転圧量 低温アスファルト
長手方向継ぎ目
第一ストリッ
プ(低温) 第二
ストリップ
上層路盤 基層
表層
高温アスファルト 高温アスファルト
「ホットジョイント」舗装ではペーバー
が階段状に並んで舗装していきます。そ
の後、全幅を横切って転圧します。
- 合材の供給はペーバーが同じ速度で
舗装し、ペーバー間の距離が大きくな
りすぎないように調整します。隣接す
る車線の温度差は、その後の転圧の際
にはほぼ同じになります。
- ペーバーは、舗装全幅にわたって締め
固め装置の設定を同じにして予圧が
同一になるように、できれば、同じ種
類のスクリードを使用します。そうす
れば両方のストリップが同じ量だけ
予圧され、両者の間に段差を生じるこ
となく並んで舗装することができま
す。
注意!
2 つのストリップの間の領域では、その後の転圧量も計算に入れなければなりません。そうしないと、横断スロープに滑らかさが不足し、水が思ったように表面を流れません。

110 111
6. 舗装のための推奨点/注意点
6.10 アスファルト舗装の目地 1 原則
目地とは 2 つの隣接ストリップの間を結合する継ぎ目を意味します(長手方向目
地)。目地は複数のペーバーが階段状に作業するとき(「ホットジョイント」)ある
いは既存車線に沿って単一の車線を舗装するとき(「コールドジョイント」)に発
生します。横断方向目地は、前日の区分から作業を再開するとき、あるいは舗装
区分の間に発生します。いずれの場合にも、表面から水が舗装内に浸入するのを
防止するために 2 つの領域を恒久的に接続しなければなりません。
長手方向目地
「ホットジョイント」舗装
アスファルトストリップ間の完全な結合には 2 台以上のペーバーで階段状に舗装
するのが理想的です。
注意点:
■ 個々のペーバーの間の距離は、 初のストリップの接合面が十分高温のまま
になるようにできる限り短く保たなければなりません。
■ それぞれのペーバーに続く 初のローラーは同じサイズでなければなりませ
ん。ローラーは外側舗装縁から内側に目地に向かって転圧を開始します。締
め固めはそれぞれの側の長手方向継ぎ目から約 15cm で終わります。そのと
き目地はローラーで転圧される 後のストリップになります。このようにし
て、舗装ストリップの間に緊密な結合が得られます(112 ページの図参照)。
「コールドジョイント」舗装
道路の半幅を舗装する必要のある場合、目地領域に特別の注意を払わなければな
りません。
注意点:
■ 原則として第一に注意すべき事は、目地領域が将来の道路標識や車輪距離の
真下に来てはならないと言うことです。
■ 第一のストリップを舗装するとき、目地面(=接触領域)は適正に設計しな
ければなりません。接触領域の角度は 70-80 度とします。これにより、層厚
みに対する接触面積が垂直面よりも大きくなります。斜面はペーバーに取り
付けられたベベルアイロンで成形されます。
舗装ストリップ間の完全な結合を得るために、接触領域は次のように前処理しな
ければなりません(112 ページの図参照):
1. 接触領域は、必要ならば隣接するベースの領域を含めて、完全に清掃しなけれ
ばなりません。
2. 十分なバインダーを噴霧または塗布します。これは高温または低温コンパウン
ドで行います。
第二のストリップを舗装、締め固めするときは、次の点に注意します:
■ わずかに重ねて(2-3cm)第二のストリップを舗装し、その後の転圧量を広
量に入れます。
■ 重なりがないか少ないとき、継ぎ目領域の合材が不足し、そのため締め固め
が弱く、後に、道路の目地領域に瑕疵が生じることがあります。
■ 重なりが大きすぎると、ペーバーが第一のストリップに乗り上げ、重なり領
域内の粒子を粉砕し、継ぎ目領域の締め固めが不十分になります。
■ ローラーによる転圧開始前に、重なっている合材は第二のストリップの領域
内に押し戻さなければなりません。
道路軸
アスファルト表層
アスファルト基層
アスファルト上層路盤
長手方向目地
目地は各舗装層毎にずらし、斜めの面とする。 1 110-112 ページのテキストと図はドイツアスファルト協会刊行のアスファルトの手引き、高温合材舗装ガイドライン、による(DAV Deutscher
Asphaltverband e.V.); asphalt LEITFADEN: Ratschläge für den Einbau Von Walzasphalt, 第 2 版、2007 年 7 月、35-40 ページ

112 113
6. 舗装のための推奨点/注意点
6.11 伸縮目地 2 原則
特性が異なる既存領域に沿って舗装するときは拡張目地が絶対必要です。
これに該当するのは:
■ 導管(コンクリート、舗石)
■ 縁石(コンクリート、天然石)
目地は成形とシールによって、あるいは目地テープで作ることができます。
目地面の特性
目地は次のようでなければなり ません:
■ 表層全厚みに等しい
■ 垂直
■ 清潔で乾燥している
シール目地の処理:
■ ゴミを除去し、必要ならエアで清掃
■ 例えば、エアで目地のギャップを乾燥
■ 下塗りし乾燥させる
■ シールコンパウンドを注意深く準備
■ シールコンパウンド製造者の注意を守らなければなりません
■ ノズルまたは缶から注ぐ
横断方向目地
横断方向目地は一日の作業の終わり
に、あるいは長期間舗装を中断したと
きに発生します:
作業手順:
■ ペーバーを現場から出す。
■ 層厚みが足りない領域からアス
ファルトを手作業で取り出す。
■ 層厚みに対応する木片を取り付け
る。
■ 横断方向縁の前のベースに少し砂
を撒く(ランプの準備)
■ 砂の薄い層の上に残っている合材
を用いて手作業でランプを形成す
る。
■ ランプを含めて領域全体を転圧す
る。
■ 作業再開前に、ランプ、木片と砂を
取り除く。
■ ストレートエッジを用いて、古い表
面の長手方向の平坦性が良いかを
点検する。十分平坦ではないとき、
もっと切り取らなければならない。
■ ランプ領域を清掃し、タックコート
を噴霧する。
■ 「コールドジョイント」の節に記載
の通り継ぎ目領域を締め固める。
長手方向目地の形成
必要に応じ、スプラッシュガード
ビチューメン合材
押し戻す重なり(2-3cm)
ペーバーで舗装
ローラー
ローラー
ローラー
ローラーで ファーストパス
仕上げたストリップを
走行できないときは、
後の前のローラーパ
ス
仕上げたストリップ
を走行できないとき
は 後のローラーパ
ス
■ コンクリート舗装
■ 壁
■ 舗装付属物
シール目地
目地ギャップは様々な仕方で
形成できます:
■ くぼみとして
■ 切り取って
■ フライス削りで
2 113 ページのテキストと図はドイツアスファルト協会刊行のアスファルトの手引き、高温合材舗装ガイドライン、による(DAV Deutscher Asphaltverband e.V.); asphalt LEITFADEN: Ratschläge für den Einbau Von Walzasphalt, 第 2 版、2007 年 7 月、41-42 ページ

7.舗装の失敗と対策
7.1 舗装の問題/舗装の失敗 ...................................................................... 116 7.1.1 合材乗り上げによる不陸 ...................................................................... 116 7.1.2 スクリードのアタックアングルが大きいために生じる舗装不陸.......... 117 7.1.3 舗装再開時に形成される膨らみ............................................................ 118 7.1.4 横断方向の短い不陸.............................................................................. 119 7.1.5 長手方向の周期的不陸 ...................................................................120-121 7.2 合材分離一般 .................................................................................122-123 7.2.1 横断方向の縞 ........................................................................................124 7.2.2 舗装中央の縞 ........................................................................................125 7.2.3 舗装側面領域の縞 .................................................................................126 7.2.4 不規則な合材分離の斑点 ......................................................................127 7.3 スクリードマーク .................................................................................128 7.4 縦方向の段差 ........................................................................................128 7.5 石割れによる不均等な舗装表面構造.....................................................129

116 117
7.舗装の失敗と対策
7.1 舗装の問題/舗装の失敗 7.1.1 合材乗り上げによる不陸
7.1.2 スクリードのアタックアングルが大きいために生じる舗装不陸
欠陥/原因
タイヤやローラーの周りにこぼれ落ち
た合材の上をペーバーが通った場合、レ
ベリングシリンダの運動が補正されな
い限り、アタック角が変動して、舗装に
平坦性のムラが発生します。
解決方法
- タイヤやローラーの周りに合材がこ
ぼれ落ちるのを防止し、こぼれた合
材は除去します。
- クローラ式ペーバーの場合は、ク
ローラートラックの前にバッフルプ
レートを取り付けます。
欠陥/原因
支持力の弱い合材で舗装するとき(例え
ば、下層路盤)指定の層厚みに達するた
めに舗装中にスクリードのアタック角
が大きくなります。
スクリードのアタック角が大きすぎる
と舗装ムラが発生します。
スクリードアシストプレッシャー
解決策
- スクリードアシスト機能を使用
- 低い、定圧を設定
- タンパー速度を上げ、舗装速度を下
げる
- タンパーストローク長さを増す
スクリードフロート
推奨
表層舗装にスクリードアシスト機能を
使用してはなりません。
118 119
7.舗装の失敗と対策
7.1.3 舗装再開時に形成される膨らみ
7.1.4 横断方向の短い不陸
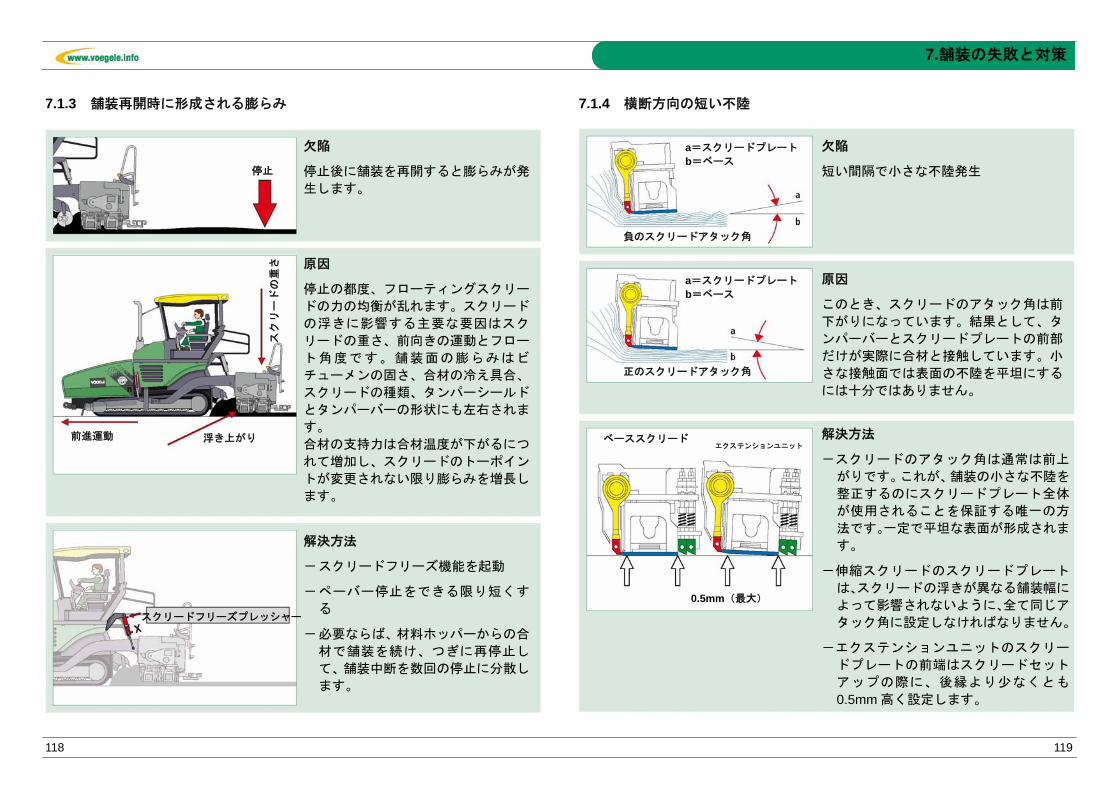
欠陥
停止後に舗装を再開すると膨らみが発
生します。 停止
前進運動 浮き上がり
スク
リー
ドの
重さ
スクリードフリーズプレッシャー
原因
停止の都度、フローティングスクリー
ドの力の均衡が乱れます。スクリード
の浮きに影響する主要な要因はスク
リードの重さ、前向きの運動とフロー
ト角度です。舗装面の膨らみはビ
チューメンの固さ、合材の冷え具合、
スクリードの種類、タンパーシールド
とタンパーバーの形状にも左右されま
す。 合材の支持力は合材温度が下がるにつ
れて増加し、スクリードのトーポイン
トが変更されない限り膨らみを増長し
ます。
解決方法
- スクリードフリーズ機能を起動
- ペーバー停止をできる限り短くす
る
- 必要ならば、材料ホッパーからの合
材で舗装を続け、つぎに再停止し
て、舗装中断を数回の停止に分散し
ます。
a=スクリードプレート
b=ベース
負のスクリードアタック角
正のスクリードアタック角
a=スクリードプレート
b=ベース
ベーススクリードエクステンションユニット
0.5mm( 大)
欠陥
短い間隔で小さな不陸発生
原因
このとき、スクリードのアタック角は前
下がりになっています。結果として、タ
ンパーバーとスクリードプレートの前部
だけが実際に合材と接触しています。小
さな接触面では表面の不陸を平坦にする
には十分ではありません。
解決方法
-スクリードのアタック角は通常は前上
がりです。これが、舗装の小さな不陸を
整正するのにスクリードプレート全体
が使用されることを保証する唯一の方
法です。一定で平坦な表面が形成されま
す。
-伸縮スクリードのスクリードプレート
は、スクリードの浮きが異なる舗装幅に
よって影響されないように、全て同じア
タック角に設定しなければなりません。
-エクステンションユニットのスクリー
ドプレートの前端はスクリードセット
アップの際に、後縁より少なくとも
0.5mm 高く設定します。

120 121
7.舗装の失敗と対策
7.1.5 長手方向の周期的不陸
欠陥
- ほぼ一定間隔の不陸
- 不陸はベーシックスクリードの後方
より、エキステンションユニットの
領域に目立つ
原因
- センサーが実際の高さを検出する基
準内の不陸(例えば、丁張のたるみ)
-杭の間の距離は 6m を超えないこと
- 伸縮管内のテフロンテープが摩耗
伸縮管
テフロンテープ
- スライドブロックの摩耗 スライドガイド
スライドブロック
高さ調節機構
- エクステンションユニット内の高
さ調節機構に緩み
- スクリードアームのボルトの緩み

122 123
7.舗装の失敗と対策
7.2 合材分離一般
欠陥
スクリードの後方表面に不具合
原因
不具合は舗装合材にサイズの異なる粒子が含まれ、バインダーが少ないときによ
く発生します。合材の中の大きな粒子は外側、パイルの前に集まる傾向がありま
す。このような不具合は合材をトラックに積み込むとき、ペーバーに移送すると
き、ペーバーを通って運搬するときに発生することがあります。
解決方法
- ペーバーの材料ホッパー内で分離が発
生する場合、ホッパー側面が折り畳ま
れるときにコンベアを合材で覆わなけ
ればなりません。
- さらに、粗い粒子を側面から内側にコ
ンベアの上と機械の後部に移動させる
ために、ホッパー側面の操作は 小限
でなければなりません。側面の材料が
速く冷えすぎて、もう敷設できないと
き、ホッパー側面を折り畳まなければ
なりません。
薄い層 厚い層
Tip!
オーガブレードはスクリード後縁上(およそ)4cm に設定します。
-不具合がスクリードの前方で発生した
とき、オーガの高さを調節することで
状況を改善できるかもしれません。そ
れでうまくいかないとき、小型の、あ
るいは異なるオーガブレードを、さら
に、オーガシャフトに取り付けること
ができます。
オーガブレードが小さいか異なると
き、オーガはもっと速く、あるいはもっ
と連続的に回転しなければならないの
で、オーガトンネル内で合材はもっと
効果的に混合されます。
オーガブレードの大小にかかわらず、
オーガトンネル用リミティングプレー
トとストライクオフプレートは適合し
なければなりません。
- 不具合が中央オーガボックスのあたり
で発生するときは、スクリードの前の
合材抱え込みを増し、全ての粒子サイ
ズが中央オーガボックスの後方に実際
に運ばれることを保証するために、ス
クリードをさらに後方に移動すること
ができます。

124 125
7.舗装の失敗と対策
7.2.1 横方向の縞
7.2.2 舗装中央の縞
欠陥
供給トラックが交替する毎に、走行方向に
対して直角に分離した材料の縞が舗装に
浮き出します。
原因
不具合は常に合材の状態が悪いときに助長されます(タール不足、均質性不足)。
また、ホッパーがほぼ空であるときにホッパー側面の操作によっても促進され、
分離した材料がオーガトンネルに送られます。
解決方法
- ホッパー側面はあまり操作せず、ホッパーがほぼ空であるときは操作してはい
けません。
- 材料ホッパーが常に十分に充填されているか確認します。
欠陥
穴が多い/粗い縞の不具合が舗装の中央
に現れます。
原因
スクリードの前の合材抱え込みが少なすぎると、特に舗装の中央に、不具合が
現れます。
スクリード位置変更 より大きな距離 拡散方向
解決方法
- 中央オーガボックスとタンパーシー
ルド間の距離を広げます
- オーガを高く設置します
- 合材を内側に運ぶために中央オーガ
ボックス領域内でオーガブレードを
1,2 枚逆に取り付けるか、代わりに
小さなオーガブレードを取り付けま
す

126 127
7.舗装の失敗と対策
7.2.3 舗装側面領域の縞
7.2.4 不規則な合材分離の斑点
欠陥
合材の分離による縦縞は舗装幅の増加と
ともに、舗装側面領域に現れます。
原因
オーガトンネル用リミティングプレートがない場合や、またオーガトンネル内の
合材レベルセンサーが正しく設定されていない場合に、材料分離が起こります。
解決策
-必要に応じ、舗装 大幅のリミティングプレートを取り付けます。
-側面に合材レベルセンサーを取り付け、 適設定を確認します。
-オーガトンネル内の合材レベルが十分で、一定であることを確認します。
欠陥
表面構造の変化が舗装の間に点在して現
れます。表面がビチューメンで滑らかに
なったり、汚れたりします。
原因
合材と共に現場に運ばれたミキシングプラント残留物などの、ビチューメン含
有率が高い細かい粒子によって主として引き起こされます。
合材のそのような堆積は、スクリードが十分に加熱されていない場合にも発生
することがあります。この場合、タンパーシールドまたはタンパーバーに微粒
子が堆積、分離し、表面構造を変えてしまいます。
解決方法
-スクリードヒーティング装置が正しく作動しているか確認します。
-ペーバーとスクリードは使用後に完全に掃除しなければなりません。
-必要に応じ、タンパーシールドを分解、掃除、再調整します。
-ミキシング・プラントオペレータに材料分離を報告。
-タンパー速度減速。

128 129
7.舗装の失敗と対策
7.3 スクリードマーク 7.4 縦方向の段差
7.5 石割れによる不均等な舗装表面構造
欠陥
スクリードのトレーリングエッジが舗
装幅に対して直角に圧痕を残します。
原因
ペーバー停止の間にスクリードが合材
の中に沈みます。これはおそらくスク
リードの浮きの中断によるもので、ス
クリードの自重の力で材料に押しつけ
られるのです。しかし、前部での供給
トラックのドッキングが乱暴で、衝撃
がペーバー後部のスクリードに伝わ
り、跡が生じる可能性があります。
解決方法
- スクリードを上下するラムがペーバー
停止の間スクリードを保持することを
確認します(ロッド側バルブは閉じて
いなければなりません)。
- ペーバーピッチングを防ぐためにレベ
ルベースを確認します。
- 小さいスクリードアングルで作業しま
す。
ステップ
欠陥
スクリードのベースユニットとエキ
ステンションユニットの間でスク
リードのステップに段差が現れます。
原因
通常、スクリードは前上がりのアタッ
ク角で作業します。エキステンション
ユニットは後方に偏っているので、ア
タック角に変化があれば、スクリード
のベースユニットとエキステンショ
ンユニットの高さにも影響します。
解決方法
スクリードの後方で水平な舗装面が
得られるまでエキステンションユ
ニットの高さを調節します。
欠陥
さまざまな厚みの層を舗装するとき、薄い領
域で粒子が粉砕されます。粉砕されると、合
材中の粒子のビチューメンコートがはがれ、
石の色や、白い粉が表面に現れます。
原因
層厚みに対してスクリードの締め固め衝撃
が大きすぎるので、粒子が粉砕されます。
一番大きい粒子が舗装厚に対して大きすぎ
ます。
解決方法
層の一番薄い厚みに合わせてコンパクショ
ンシステムを設定しまてください。必要な
ら、水平調整層を舗装してください。

8. 計算原理
8.1 合材の量................................................................................................132 8.2 施工仕上がり速度 .................................................................................133

132 133
8. 計算原理
8.1 合材の量
8.2 施工仕上がり速度
体積(m3)=a×b×c
a=舗装幅 b=舗装長さ c=舗装厚
敷設レート(トン/分)=V×a×c×g
a=舗装幅 c=舗装厚 V=舗装速度 g=合材の比重
例:
-舗装速度(V) =6m/分 -舗装幅(a) =6m -舗装厚(c) =0.1m -合材比重(g) =2.3t
敷設レート(トン/分) =6×6×0.1×2.3 =8.3 トン/分

9. 舗装用資材
9.1 一般的舗装構造 ..............................................................................136-139 9.2 アスファルト合材生産 ...................................................................140-143 9.3 舗装層の種類 ........................................................................................144 9.4 使用ビチューメングレード ...................................................................145 9.5 アスファルトの種類と組成 ...................................................................146 9.5.1 ストーンマスチックアスファルト .................................................146-147 9.5.2 アスファルト質コンクリート(ホットペービング) ....................148-149 9.5.3 アスファルト質バインダー ............................................................150-151 9.5.4 アスファルト基層 ..........................................................................152-153 9.6 合材温度(℃) .....................................................................................154 9.7 ホットペービング用アスファルト質コンクリート合材の品質が低い原因 .
..............................................................................................................155

136 137
9. 舗装用資材
9.1 一般的舗装構造 3
アスファルト基層
アスファルト基層の機能
■ 基層の目的は荷重支持力を維持するために。水に対して下層路盤の迅速かつ
効果的な保護を保証することです。
■ 基層は上に敷設される層(アスファルト基層と表層)のための均一で安定し
た基礎を提供することです。
■ 道路の使用寿命の間、アスファルト基層と表層に固く結合された基層は交通
からの力を吸収し、下部路盤にこれらの力を均等に分散します。
アスファルト基層
交通量の多い道路では、アスファルト基層とアスファルト表層の間にアスファル
ト基層が敷設されます。
アスファルト基層の果たす機能:
■ アスファルト表層が均一な厚みで、要求された平坦性で舗装できるように、
基層はアスファルト基層に残っている不均等を減らします。
■ しかし、とりわけ基層は、舗装のこの部分でとくに高い、交通からの外力を
吸収分散し、道路の変形を防止することです。
アスファルト表層
表層は 上部にあって、アスファルト舗装の中でもっとも応力を受ける層です。
表層は交通、天候、氷結防止剤の影響をもっとも受けやすい層です。
アスファルト表層の果たす機能:
■ 「表面」層として、運転に安全で、乗車快適性の高い表面を道路利用者に提
供します。
■ 「表面」層として、下にある層を、交通や天候の直接の影響から守ります。
延長継手付き街路装具
マンホール ゲートバルブ
けらば
表面
横断方向目地(一日の終わ
り) 拡張目地
アスファルト層、基層と表層
下層路盤、路床
既存層(ある場合) 長手方向目地
拡張目地 隣接領域
=排水
=縁石
=溝
技術的および経済的理由でアスファルト舗装は異なる層で構成される:アス
ファルト上層路盤、基層、および表層。それぞれの層には固有の機能があり、
その厚みと、全体構造の中での位置に応じて舗装の荷重支持力に貢献している。
密な構造に結合された舗装層は舗装の耐久性と長い使用寿命にとってきわめて
重要である。
3 136 ページの図はドイツアスファルト協会刊行のアスファルトの手引き、 初からの品質、による(DAV Deutscher Asphaltverband e.V.); asphalt LEITFADEN: Qualität von Anfang an, 2007 年 8 月版、5 ページ
136 から 139 ページのテキストと図はドイツアスファルト協会刊行のアスファルトの手引き、アスファルト舗装入札ガイドライン、による(DAV Deutscher Asphaltverband e.V.); asphalt LEITFADEN: Ausschreiben von Asphaltarbeiten, 2003 年 12 月版、12-15 ページ

138 139
9. 舗装用資材
アスファルト合材と層厚み規定範囲およびアスファルト工事の推奨層厚み
層 アスファルト合材の タイプ
ZTV Asphalt-StB お
よび ZTV-STBに
よる層厚み(cm)
アスファルト工
事推奨厚み4
(cm)
アスファルト表層 アスファルト質コンクリート 0/5 アスファルト質コンクリート 0/8 アスファルト質コンクリート 0/11 アスファルト質コンクリート 0/11 S アスファルト質コンクリート 0/16 S
2.0-3.0 3.0-4.0 3.5-4.5 4.0-5.0 5.0-6.0
2.0 3.0 4.0 5.0 6.0
ストーンマスチックアスファルト 0/5 ストーンマスチックアスファルト 0/8 ストーンマスチックアスファルト 0/8 Sストーンマスチックアスファルト 0/11 S
2.0-3.0 2.0-4.0 3.0-4.0 3.5-4.0
2.0 3.0 3.5 4.0
マスチックアスファルト 0/5 マスチックアスファルト 0/8 マスチックアスファルト 0/11 マスチックアスファルト 0/11 S
2.3-3.0 2.5-3.5 3.5-4.0 3.5-4.0
2.0 3.0 3.5 3.5
アスファルト基層 アスファルト質バインダー 0/11 アスファルト質バインダー 0/16 アスファルト質バインダー 0/16 S アスファルト質バインダー 0/22 S
水平調節目的のみ
4.0-8.5 5.0-8.5 7.0-10.0
- 5.0 6.0 8.0
アスファルト基層 合材タイプ 0/22 合材タイプ 0/32
≧8.0 ≧8.0
≧8.0 ≧8.0
4 ドイツアスファルト協会刊行のアスファルトの手引き、高温転圧アスファルト舗装工事入札ガイドライン、による(DAV Deutscher Asphaltverband e.V.); asphalt LEITFADEN: Ratschäge für den Einbau von Walzasphalt, 2003 年 12 月版、15 ページ
複合アスファルト上層路盤と表層の組合せ
名前が示すとおり、複合アスファルト上層路盤と表層はアスファルト上層路盤と
表層の組合せです。これらの層は田舎道などの薄い舗装のために設計されたもの
です。複合上層路盤と表層は、全体の厚みが、指定荷重支持力を保証するには十
分ですが、建設状の理由で要求される 小舗装厚未満にならずにアスファルト上
層路盤とアスファルト表層の中に分散されるには不十分(例えば、8 から 10cm)
であるときに舗装されます。
個別の層が果たす役割
交通から
の剪断
応力
表層
基層
上層路盤
耐摩耗性 耐水性
剪断強度
荷重支持力

140 141
9. 舗装用資材
9.2 アスファルト合材生産 5
アスファルトミキシング・プラントの技術設備
選別装置
高温エレベータ 充填機用貯蔵塔
計量ホッパー
合材貯蔵塔
高温サイレージ
骨材スケールバインダー計量装置
充填剤スケール
コンベア
回転乾燥機
ビチューメン貯蔵タンク
スキップ
ミキサー
非表示:
添加剤貯蔵ホッパー
骨材貯蔵ホッパー
添加剤計量 顆粒化アスファルト計量装置 車両計量橋
運転の原理
アスファルトは長年にわたってほぼ同
じ原理で生産されてきました。どのミキ
シング・プラントでも、特定のシステム
構成部品はいつも同じ順序で組み立て
られています。
通常鉱質骨材(1)(砂、粗いおよび細
かいチッピング)が現場に貯蔵され、計
量ホッパー(2)に送られ、そこからア
スファルト合材に必要なサイズの粒子
がほぼ正しい比率で引き出され、コンベ
ア(3)を通じて回転乾燥機(4)に送
られます。
回転乾燥機内で、骨材は乾燥され、アス
ファルト生産に必要な温度まで加熱さ
れます。空間節約のために、その後の部
分はタワー構造として上下に重ねて配
置されることが多い。
高温エレベータ(5)は加熱した骨材を
タワーの 上部に輸送するのに用いら
れます。
骨材はまずエレベータから選別装置
(6)に向かい、そこであらかじめ計量
された合材が再度個別の粒子サイズに
仕分けられます。
5 140-143 ページのテキストと図はドイツアスファルト協会刊行のアスファルトの手引き、品質組織、誰が、何を、何時、どこで、どのように、による(DAV Deutscher Asphaltverband e.V.) ; asphalt LEITFADEN: Qualität organisieren, Wer, Wnn, Was, Wie, Wo, 1999 年
6 月版、32-33 ページ
142 143
9. 舗装用資材
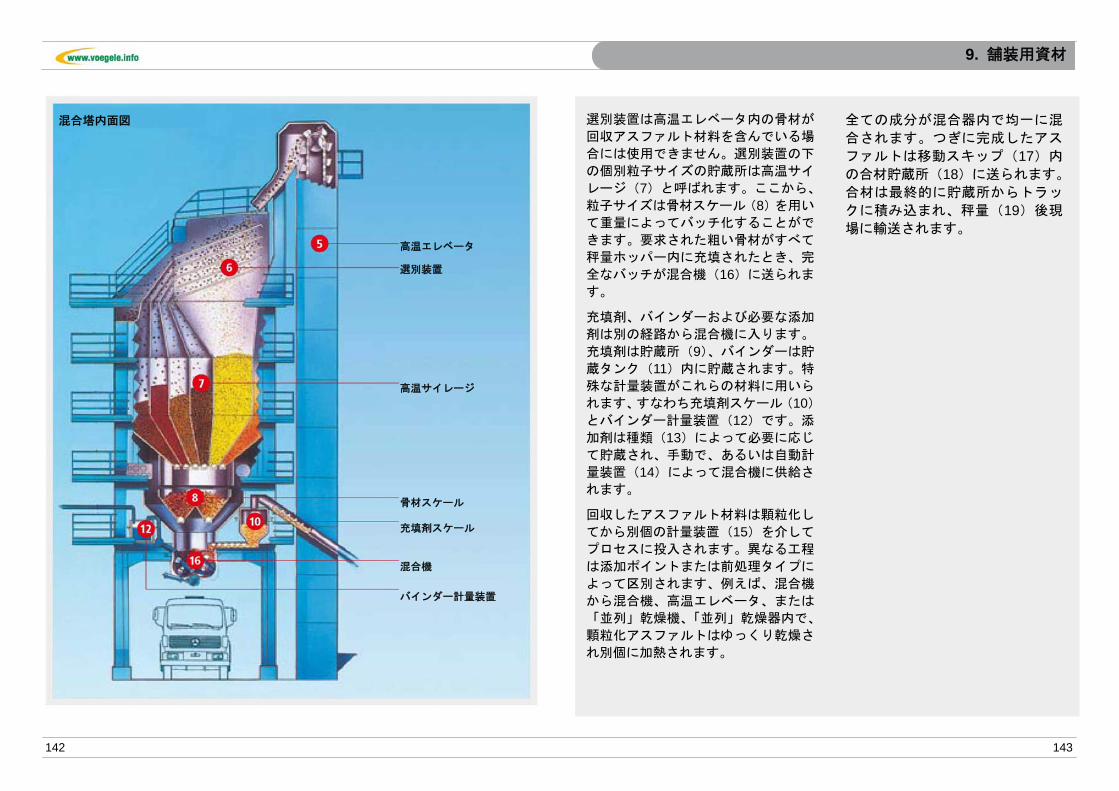
選別装置は高温エレベータ内の骨材が
回収アスファルト材料を含んでいる場
合には使用できません。選別装置の下
の個別粒子サイズの貯蔵所は高温サイ
レージ(7)と呼ばれます。ここから、
粒子サイズは骨材スケール(8)を用い
て重量によってバッチ化することがで
きます。要求された粗い骨材がすべて
秤量ホッパー内に充填されたとき、完
全なバッチが混合機(16)に送られま
す。
充填剤、バインダーおよび必要な添加
剤は別の経路から混合機に入ります。
充填剤は貯蔵所(9)、バインダーは貯
蔵タンク(11)内に貯蔵されます。特
殊な計量装置がこれらの材料に用いら
れます、すなわち充填剤スケール(10)とバインダー計量装置(12)です。添
加剤は種類(13)によって必要に応じ
て貯蔵され、手動で、あるいは自動計
量装置(14)によって混合機に供給さ
れます。
回収したアスファルト材料は顆粒化し
てから別個の計量装置(15)を介して
プロセスに投入されます。異なる工程
は添加ポイントまたは前処理タイプに
よって区別されます、例えば、混合機
から混合機、高温エレベータ、または
「並列」乾燥機、「並列」乾燥器内で、
顆粒化アスファルトはゆっくり乾燥さ
れ別個に加熱されます。
混合塔内面図
高温エレベータ
選別装置
高温サイレージ
骨材スケール
充填剤スケール
混合機
バインダー計量装置
全ての成分が混合器内で均一に混
合されます。つぎに完成したアス
ファルトは移動スキップ(17)内
の合材貯蔵所(18)に送られます。
合材は 終的に貯蔵所からトラッ
クに積み込まれ、秤量(19)後現
場に輸送されます。

144 145
9. 舗装用資材
9.3 舗装層の種類
層の種類 工法
アスファルト層 アスファルト質コンクリート(熱い舗装) ストーンマスチックアスファルト マスチックアスファルト アスファルトシール 複合基層/表層用合材 アスファルト質コンクリート
アスファルト層(他のもの) 薄い層(舗装 Cold) 薄い層(舗装 Hot) 多孔質アスファルト その他
コンクリート層 コンクリート表面 コンクリート表面、補強
プレストレストコンクリート表面 転圧コンクリート コンクリートトラック その他
敷石 天然敷石 大、中、小、モザイク コンクリート敷石 正方形、長方形、六角形、コンパウンド クリンカー敷石 スラブ 天然敷石 コンクリート その他
バインダーのない層 ウォーターバウンド砂利 または粉砕石層
9.4 使用ビチューメングレード
DIN 1995 による 道路用ビチューメン
TL PmB(第一部)による ポリマー修飾ビチューメン
合材の種類
160/200 70/100 50/70 30/45 20/30 PmB80A
PmB65A
PmB 45A
PmB 25A
アスファルト質基
層 ○ ● ● ○ ○
アスファルト質バ
インダー ● ● ● ●
アスファルト質コ
ンクリート ○ ● ● ○
ストーンマスチッ
クアスファルト ○ ● ● ○ ○ ○ ●
多孔質アスファル
ト ● ● ●
マ ス チ ッ ク ア ス
ファルト ○ ● ○ ● ●
結合した基層/表
層 ● ●
共同シーリングコ
ンパウンド ● ● ● ● ●
油圧工学 ○ ● ● ○
●スタンダード使用
○特別な場合に使用

146 147
9. 舗装用資材
9.5 アスファルトの種類と組成 9.5.1 ストーンマスチックアスファルト ストーンマスチックアスファルトは高い割合でチッピングとビチューメンを含ん
でいる合材です。合材はチッピングと粗いチッピングを多く含み、比較的少量の
砂を含んでいるので、道路建設に使用するときは、チッピングが交通による剪断
応力を吸収できるように、安定化バインダー(例えば、有機または無機の繊維、
珪酸またはポリマー)をビチューメンに添加する必要があります。
使用される骨材:
■ 岩粉
■ 粉砕砂
■ 二重粉砕、二重選別チッピング
大粒子サイズは 5.8 または 11mm とすることができます。
ストーンマスチックアスファルトの使用
■ 表層に使用する場合、ストーンマスチックアスファルトはとくに高い安定性
と摩耗強度を発揮するので、交通量の多い都市部および高速道路への利用が
理想的です。
■ 粒子組成のために、さまざまな舗装厚への適性が高く、品質をほとんど損な
わずに非平坦基層に適用することができます。
■ 終転圧は、重い静的ローラーを用いて敷設直後に行わなければなりません。
道路の供用開始直後から必要な滑り止め機能が保証されるためには、脱塵された
二重粉砕、二重選別チッピング(2/5mm)1-2kg/m2または混合粉砕砂とチッ
ピング 0.5-1kg/m2を高温アスファルト表面に均等に撒き、転圧する必要があり
ます。冷却後に、剥がれたチッピングは除去しなければなりません。
ストーンマスチックアスファルトの組成
ストーンマスチックアスファルト 0/11 S 0/11 0/8 0/5
1. 骨材 二重粉砕二重選別チッ
ピング、粉砕砂、石粉
二重粉砕二重選別チッ
ピング、粉砕砂、石粉、
天然砂
粒子サイズ mm 0/11 0/8 S 0/8 0/5
粒子の割合<0.09mm 9-13 10-13 8-13 8-13
粒子の割合>2mm 75-80 75-80 70-80 60-70
粒子の割合>5mm 60-70 55 45-70 ≦10
粒子の割合>8mm ≧40 ≧10 ≦10 -
粒子の割合>11.2mm ≦10 - - -
粉砕砂/天然砂比率 1:0 1:0 ≧1:1 ≧1:1
2. バインダー
バインダーの種類 50/70 (PmB 45A)
50/70 (PmB 45A) 70/100 70/100
(160/200)
バインダー含有率 重量% ≧6.5 ≧7.0 ≧7.0 ≧7.2
3. 固定バインダー
合材中の含有率 重量% 0.3-1.5
4. 合材
圧縮温度 ℃ 135±5
空隙率(Marschall) 体積% 3.0-4.0 3.0-4.0 2.0-4.0 2.0-4.0
5. 層
層の厚さ cm 3.5-4.0 3.0-4.0 2.0-4.0 1.5-3.0
密度 %( 小) ≧97
転圧層内空隙率 体積%( 大) ≦6.0

148 149
9. 舗装用資材
9.5.2 アスファルト質コンクリート(ホットペービング) ホットペービングされたアスファルト質コンクリートは敷設し、 終転圧した後
に高い密度、安定性と剪断強度を示す空隙率の低い上質な骨材合材です。アスファ
ルト質コンクリートには比較的高い比率でチッピングが含まれるので、粒子の相
互廉潔性が高いためにノンスキッド特性と安定性に優れた表層が得られます。
使用骨材
■ 石粉
■ 天然砂および粉砕砂
■ 二重粉砕二重選別チッピング
大粒径は 5、8、11 または 16mm で、舗装厚みに適合しなければなりません。
アスファルト質コンクリートの使用
■ 主として基層に敷設
■ 都市部、郊外の道路の表層に適しています。
アスファルト質コンクリートの組成
アスファルト質コンクリート(ホットペービング) 0/16 S 0/11 S 0/11 0/8 0/5
1. 骨材 二重粉砕二重選別チッピング、天然砂、粉砕砂、石
粉含有率(重量%)
粒子サイズ mm 0/16 0/11 0/11 0/8 0/5
粒子の割合<0.09mm 6-10 6-10 7-13 7-13 8-15
粒子の割合>2mm 55-65 50-60 40-60 35-60 30-50
粒子の割合>5mm - - - ≧15 ≦10
粒子の割合>8mm 25-40 15-30 ≧15 ≧10 -
粒子の割合>11.2mm ≧15 ≦10 ≦10 - -
粒子の割合>16mm ≦10 0 - - -
粉砕砂/天然砂比率 ≧1:1 ≧1:1 ≧1:1 ≧1:1 -
2. バインダー
バインダーの種類 50/70(70/100)
50/70(70/100)
70/100(50/70)
70/100 (50/70)
70/100 (160/200)
バインダー含有率 重量% 5.2-6.5 5.9-7.2 6.2-7.5 6.4-7.7 6.8-8.0
3. 合材
空隙率(Marschall) 体積%
a)BKL SV、I、II、III、S および StSLW 3.0-5.0 3.0-5.0 - - -
b)BKL III および IV - - 2.0-4.0 2.0-4.0 -
c)BKL V、VI、StLLW およびパス - - 1.0-3.0 1.0-3.0 1.0-3.0
4. 層
層の厚さ cm 5.6-6.0 4.0-5.0 3.5-4.5 3.0-4.0 2.0-3.0
重量 kg/m2 120-150 95-125 85-115 75-100 45-75
密度 %( 小) ≧97 ≧97 ≧97 ≧97 ≧96
転圧層空隙率 体積%( 大) ≦7.0 ≦7.0 ≦6.0 ≦6.0 ≦6.0

150 151
9. 舗装用資材
9.5.3 アスファルト質バインダー アスファルト質バインダーはバインダーを添加した同一粒サイズの合材です。
粒径組成は、アスファルト質バインダーの密度構造と粒径分布は交通荷重を受け
ても変化しないものとします。
使用骨材:
■ 石粉
■ 天然砂/粉砕砂
■ 砂利/チッピング
大粒径は 11、16 または 22mm です。
アスファルト質基層の使用:
■ 交通による剪断応力を吸収するためにアスファルト表層下のベースに使用
■ 水平調整層に使用し、基層の不均等を補正
アスファルト質バインダーの組成
アスファルト質バインダー 0/22 S 0/16 S 0/16 0/11
1. 骨材 二重粉砕二重選別チッ
ピング、粉砕砂、石粉
二重粉砕二重選別チッ
ピング、粉砕砂、石粉、
天然砂
粒子サイズ mm 0/22 0/16 0/16 0/11
粒子の割合<0.09mm 4-8 4-8 3-9 3-9
粒子の割合>2mm 70-80 70-75 60-75 50-70
粒子の割合>8mm - - - ≧20
粒子の割合>11.2mm - ≧25 ≧20 ≦10
粒子の割合>16mm ≧25 ≦10 ≦10 -
粒子の割合>22.4mm ≧10 - - -
粉砕砂/天然砂比率 1:0 1:0- ≧1:1 ≧1:1
2. バインダー
バインダーの種類 30/40 (PmB 45A)
30/40 (PmB 45A)
50/70, 70/100
50/70 (70/100)
バインダー含有率 重量% 4.0-5.0 4.2-5.5 4.0-6.0 4.5-6.5
3. 合材
空隙率(Marschall) 体積% 5.0-7.0 4.0-7.0 3.0-7.0 3.0-7.0
4. 層
層の厚さ cm 7.0-10.0 5.0-8.5 4.0-8.5 -
密度 %( 小) ≧97 ≧97 ≧97 ≧96

152 153
9. 舗装用資材
9.5.4 アスファルト基層
アスファルト基層はビチューメンと骨材の混合物です。
使用骨材:
■ 石粉
■ 天然砂/粉砕砂
■ 砂利/チッピング
大粒径は 16、22 または 32mm です。主にローカルの骨材を使用するというこ
の合材の基本構想は、現代の状況では必ずしも実現できません。アスファルト基
層はこのアスファルト層の高い保熱性のために-3℃までの温度で舗装できます。
アスファルト基層の機能:
■ 道路舗装の際に、アスファルト基層は下の層を雨水に対して迅速かつ効果的
に密封すると同時に高品質の基層と表層のために均一、安定かつ平坦な基礎
を提供します。
■ 永続的に結合されたアスファルト基層はその後の交通負荷を吸収し、その上
の層と共に、基層全体に分散させるのを助けます。
アスファルト基層の組成
アスファルト基層 A0 A B C CS
1. 骨材 石粉、天然砂/粉砕砂、砂利/チッピング
粒子サイズ mm 0/2-0/32 0/2-0/32- 0/16-0/32 0/16-0/32 0/16-0/32
粒子の割合<0.09mm 2-40 4-20 3-12 3-10 3-10
粒子の割合>2mm 0-80 0-35 >35-60 >60-80 >60-80
2. バインダー
バインダーの種類 70/100,50/70
70/100,50/70
70/100,50/70
70/100, 50/70
70/100, 50/70
バインダー含有率 重量% 3.3 4.3 3.9 3.6 3.6
3. 合材
空隙率(Marschall) 体積% 4-20 4-14 4-12 4-10 5-10
4. 層
密度 %( 小) 96 96 97 97 96

154 155
9. 舗装用資材
9.6 合材温度(℃)
アスファルトの種類
バインダーの 種類
アスファル
ト質バイン
ダー
アスファル
ト質コンク
リート
ストーンマ
スチックア
スファルト
マスチック
アスファル
ト
アスファル
トシール 結合した基
層/表層
20/30 - - - 200-250 - -
30/45 130-190 140-190 - 200-250 180-220 -
50/70 120-180 130-180 140-200 200-250 180-220 -
70/100 120-180 130-180 130-190 - 180-220 120-180
160/200 - 120-170 120-170 - 170-210 100-170
PmB 25A - - - 200-250 - -
PmB 45A 130-190 140-190 - 200-250 180-220 -
PmB 65A 120-180 130-180 140-200 200-250 180-220 -
PmB 80A 120-180 130-180 130-190 - 180-220 120-180
下限値は、舗装中に降ろされた合材に適用します。上限値は、ミキシング・プラ
ント出荷時の合材に適用します。
9.7 ホットペービング用アスファルト質コンクリート合材の品質が低い原因
注意すべき欠陥
テストコア中の空隙率 バインダー含有率 骨材中の空隙率 原因(骨材)
低い 高い 低い 高い 低すい 高い
充填剤が少なすぎる ● ●
充填剤が多すぎる ● ● ●
砂が細かすぎる ● ● ●
砂が粗すぎる ● ● ●
粉砕砂が少なすぎる ● ● ●
粉砕砂が多すぎる ● ● ●
粒径不揃い ● ● ●
研磨骨材 ●
多孔骨材 ●
微細チッピングが少な
すぎる ●
微細チッピングが多す
ぎる ●
空隙率が高すぎる ● ●
空隙率が低すぎる ● ●

10. 合材舗装準備
10.1 正しいペーバーの選択.................................................................158-159 10.2 舗装のためのベース準備 ....................................................................160 10.3 ローラーによる転圧 ...........................................................................160 10.3.1 密度測定 .............................................................................................160 10.3.2 転圧の規則..........................................................................................161

158 159
10.合材舗装準備
10.1 正しいペーバーの選択 ペーバーの正しい選択は敷設速度とペーバーの種類(タイヤ式かクローラ式)だ
けでなく、作業順序などの他の要因にも依存します。敷設が速く、工期が短いこ
とは常に求められます。しかしながら、理論敷設速度が高い大型ペーバーの選択
は、可変性が乏しく、操作性が低いためにまさに反対の結果になることがありま
す。他の全ての機械(ローラー、合材供給車両、など)は建設現場で主導的役割
を果たすペーバーに適合していなければなりません。
一般的に考慮すべき点
■ タイヤ式かクローラ式かの選択は、基層の支持力と要求トラクションなどを
考慮に入れなければなりません。
■ ペーバーのステアリングは手動式か、あるいは自動ステアリング制御システ
ムを使用するか?
■ 技術的変更を必要とする特殊要求事項を満たす必要があるか(例えば、スロー
プペーバー)?
■ 現場で複数のペーバーを使用するときは、同一予圧を実現するように、同じ
締め固め装置(V、TV、TP1、TP2)を装備しなければなりません。
■ グレード&スロープ制御システムの 適な使用。どのセンサーを使うか、ど
んな基準が利用可能か?
■ 合材はペーバーに問題なく供給できるか?
■ ペーバーに供給される合材の量はペーバーの要求事項を満たすのに十分か?
連続舗装に留意。
■ それぞれのペーバーについて少なくとも 3 基のローラーを計画しなければな
りません。
舗装幅の一般的規則
- ペーバーへの一定の合材供給を保証するために、道路の片側交通を確保しま
す。 - トラックの長距離回送を避けます。 - ボルトオンエクステンションがすぐ取り付けられるか確認します。取り付けに
必要な時間を考慮します。
舗装方向の一般的規則
ロジスティクス - 舗装作業全体を通じて一定で連続した高温合材
供給を確保します。 - 交通を妨げることは 小限にします。 - スクリード制御のための現実値を検出するのに
基準が利用可能でなければなりません。 上り坂 - トラックを押すための適切な出力と牽引に留意。
- トラックとペーバーの間の信頼できるドッキン
グに留意;トラックからペーバーの材料ホッパー
に合材を落とすのに適した角度を使用します。 - 初のパスでローラーによる円滑な方向転換を
確実にします。 下り坂 - ブレーキを絶えず作動させないとトラックは容
易にペーバーから離れます。 - 合材を完全にペーバーの材料ホッパーに落とす
のに適切な角度を確保します。 - コンベア供給速度を落とします。 - 合材はタイヤあるいはクローラートラックの間
の部分に材料ホッパーから落下します。

160 161
10.合材舗装準備
10.2 舗装のためのベース準備 異なるアスファルト層間の結合を 適にするために、舗装の前の表面に、ポリマー
加工ビチューメンかビチューメンタックコートを噴射します。
噴射量
ポリマー加工ビチューメン乳剤 TL-PmOB =0.3-0.5kg/m2
ビチューメンタックコート =0.2-0.4 kg/m2
10.3 ローラーによる転圧 10.3.1 密度測定
10.3.2 転圧の規則
1. アスファルトは高温の間しか転圧
できないので、できる限り早く転
圧を開始します。
2. 転圧されていない材料がドラムの
前にたまるのを防止するために動
力ドラムはペーバーに向けて位置
づけなければなりません。そうし
ないと、表面に横方向ひび割れが
発生します。非常に急な斜面で作
業するときだけはこの規則の例外
になります。
3. ドラムは敷設されたばかりの合材
が付着するのを防止するために少
量の水を注意深く噴霧します。
4. ローラーが停止しているときに決
してバイブレーションをオンにし
てはなりません、ドラムが舗装表
面に跡を残してしまいます。
5. 材料がドラムの前にたまるのを防
止するためにローラーはゆっくり
と始動、逆転するか、電子速度コ
ントロールユニットを利用しま
す。重いローラーは特に静止状態
にしてはなりません。
6. バイブレーションはローラーが動
き始めるまでオンにしてはなりま
せん。逆転時および電子速度コン
トロールユニットを用いていると
きはオフにしてはなりません。
ローラーが停止状態まで逆転し、
ついで反対方向に再度加速すると
きローラーは減速するので、バイ
ブレーションはこの領域で周辺領
域よりも大きな効果を発揮し、舗
装表面の均等を妨げます。
7. 横断方向斜面では必ず車線の低い
端から始めて、高い端に向かって
移動します。
8. 材料がドラムの前にたまるのを防
止するために、ローラーはすでに
転圧された合材の上まで移動して
ステアリングするのが望ましい。
9. 高温合材の上でローラーを停止し
てはなりません、ローラーの自重
でドラムが舗道に食い込みます。
10. ローラーは舗装方向に対し
て対角線に駐車します。万一ドラ
ムが舗装表面に跡を残しても、道
路に対して直角方向よりも、乗り
心地を損なう度合いが少ないから
です。
テストコア
放射線測定
舗装は指定荷重支持力を示すた
めにある密度を有する必要があ
ります。密度はテストコアに基づ
いて実験室で測定するか、放射線
測定を用いて現場で直接測定し
ます(トロクスラープローブ)。