-
8/14/2019 .Niatrep Lanruoj Eht Ot Ylppa Taht Sremialcsid
1/19
Accepted Manuscript
I n f l u e n c e o f v i b r a t i o n o n t h e s o l i d i f
i c a t i o n b e h a v i o u r a n d t e n s i l e p r o p e r t i
e s o f
a n A l - 1 8 w t % S i a l l o y
G . C h i r i t a , , I . S t e f a n e s c u , D . S o a r e s
, F . S . S i l v a
P I I : S 0 2 6 1 - 3 0 6 9 ( 0 8 ) 0 0 3 8 4 - 1
D O I : 1 0 . 1 0 1 6 / j . m a t d e s . 2 0 0 8 . 0 7 . 0 4
5
R e f e r e n c e : J M A D 2 0 6 1
T o a p p e a r i n : M a t e r i a l s a n d D e s i g n
R e c e i v e d D a t e : 2 2 M a y 2 0 0 8
R e v i s e d D a t e : 1 8 J u l y 2 0 0 8
A c c e p t e d D a t e : 2 2 J u l y 2 0 0 8
P l e a s e c i t e t h i s a r t i c l e a s : C h i r i t a ,
, G . , S t e f a n e s c u , I . , S o a r e s , D . , S i l v a ,
F . S . , I n f l u e n c e o f v i b r a t i o n o n t h e
s o l i d i f i c a t i o n b e h a v i o u r a n d t e n s i l
e p r o p e r t i e s o f a n A l - 1 8 w t % S i a l l o y , M a t
e r i a l s a n d D e s i g n ( 2 0 0 8 ) , d o i : 1 0 . 1 0 1 6
/
j . m a t d e s . 2 0 0 8 . 0 7 . 0 4 5
T h i s i s a P D F f i l e o f a n u n e d i t e d m a n u s c
r i p t t h a t h a s b e e n a c c e p t e d f o r p u b l i c a t
i o n . A s a s e r v i c e t o o u r c u s t o m e r s
w e a r e p r o v i d i n g t h i s e a r l y v e r s i o n o f
t h e m a n u s c r i p t . T h e m a n u s c r i p t w i l l u n d
e r g o c o p y e d i t i n g , t y p e s e t t i n g , a n d
r e v i e w o f t h e r e s u l t i n g p r o o f b e f o r e i
t i s p u b l i s h e d i n i t s f i n a l f o r m . P l e a s e n
o t e t h a t d u r i n g t h e p r o d u c t i o n p r o c e s
s
e r r o r s m a y b e d i s c o v e r e d w h i c h c o u l d a
f f e c t t h e c o n t e n t , a n d a l l l e g a l d i s c l a i
m e r s t h a t a p p l y t o t h e j o u r n a l p e r t a i n
.
http://dx.doi.org/10.1016/j.matdes.2008.07.045http://dx.doi.org/10.1016/j.matdes.2008.07.045http://dx.doi.org/10.1016/j.matdes.2008.07.045
-
8/14/2019 .Niatrep Lanruoj Eht Ot Ylppa Taht Sremialcsid
2/19
INFLUENCE OF VIBRATION ON THE SOLIDIFICATION BEHAVIOUR AND
TENSILE
PROPERTIES OF AN Al-18wt%Si ALLOY
Chirita, G.1, Stefanescu, I
2, Soares, D.
1, Silva, F.S.
1
1 Mechanical Engineering Department; School of Engineering,
Minho University, PORTUGAL2Faculty of Mechanical Engineering,
Dunarea de Jos University Galati, ROMANIA
________________________________________________________________________________
Abstract. This paper is concerned with the influence of
vibration on mechanical properties ofcastings. The main vibration
effects include: promotion of nucleation and thus reducing as-cast
grain
size; reduction of shrinkage porosities due to improved metal
feeding; and production of a more
homogenous metal structure. In the present study, mechanical
mold vibration was applied to an AlSi hypereutectic alloy at fixed
amplitude and different frequencies. Tensile tests were done on
specimens obtained with the different vibrating frequency
levels. Experimental results show thatmechanical properties were
influenced by the level of applied frequency. The tensile strength
was
improved for low vibration frequencies but decreased for high
frequencies, as compared with gravity
castings without vibration. A microstructure analysis along with
a solidification behavior study wasperformed in order to understand
the mechanism responsible for the previous behavior. A heat-
transfer mechanism, that is acceleration dependent, seems to be
the responsible for the shift inmechanical properties response to
the vibration effect.
Keywords: vibration; acceleration; mechanisms.
________________________________________________________________________________
1. INTRODUCTION
Due to many advantages such as good thermal conductivity,
excellent castability, high strength-to-weight ratio, wear and
corrosion resistance, pressure tightness and good weldability,
aluminium-
silicon alloys are considered one of the most commonly used
foundry alloys. Controlling the
microstructure that results from the casting process is
considered one of the main challenges faced
by todays foundry industry. Fine equiaxed microstructures
generally exhibit favourable mechanicalproperties of strength and
ductility with low susceptibility to microporosity and cracks.The
use of mechanical, sonic or ultrasonic vibration may have the
advantage of promoting grain
refinement, increased density, degassing, low shrinkage
porosities, and changes of the shape, size
and distribution of the second phase [1-9].Regarding the
vibration effect in microstructure it is documented [1] that
applying mechanical
vibration to a mould during solidification may have an effect on
mechanical properties of the
casting. The responsible is the microstructure where the
lamellar spacing tends to reduce and silicon
morphology becomes fibrous with the increasing of the vibration
amplitude as compared to gravity
casting. However, it is also reported that exceeding a critical
value of vibration amplitude, thesilicon tends to coarsen [1].
Fragmented primary dendrites with thicker dendrite arm thickness
and
reduced solidification time were obtained on Al8% Si with
rectilinear vibration by transforming
rotary motion of a DC motor, 100 cycles/min ( 2 Hz). The same
level of vibration was applied toAl12% Si and it was reported a
reduction of the eutectic cell size from 5 to 1.6 mm and a
tendency
of coarsening of eutectic Si [2]. Significant reduction in gas
content was obtained with lowfrequency melt agitation in Al20Si
[3]. With an applied vibration at a constant frequency of 100
Hz and different amplitudes from 18 to 199 m an increase between
19 and 68 %, in percentelongation was reported while ultimate
stress had a slight change, about 3% [1]. The increase in
elongation was correlated with the increase in the amount of
eutectic volume fraction compared to
the non-vibrated case [1]. In another study [9] the amount and
size of pores were increased in LM25
-
8/14/2019 .Niatrep Lanruoj Eht Ot Ylppa Taht Sremialcsid
3/19
[AlSi 7,15%] and LM6 [AlSi 12,30%] alloys with increasing
frequencies between 15 and 41.7 Hz
and amplitudes between 0,125 and 0,5 mm.
Thus, it is clear that vibration may promote changes in
microstructure and consequently in
mechanical properties, either increasing or decreasing it.
However the mechanisms under which
those changes occur are still unclear. This work proposes a
mechanism that is able to explain thereason for the shift on
metallurgical and mechanical properties with vibration
acceleration.
2. EXPERIMENTAL METHODS AND MATERIALS
Materials
The material used for castings is a commercial AlSi18 alloy with
the following chemical
composition (wt%): 18Si22; Fe0,75; 1,5Cu3,0; Zn0,2; Mg0,1;
Mn0,3; Ni0,5; Pb0,1;Sn0,05; Ti0,2.
Methods
The material was melt at 8000C and poured into a permanent mould
which was preheated at 130
0C. A high frequency induction furnace (Titancast 700 mP Vac,
from Linn High Term, Germany),
equipped with a vacuum chamber, was used for melting. A charge
of approx. 240g of material wasused in each melting, always
performed under vacuum. After melting in the induction furnace
thematerial was poured into the mould which was attached on the
system that provides the mechanical
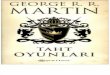
vibration due to the eccentric of the shafts (Fig.1). The
vibration was linearly applied with 0,5 mm
amplitude for all castings and different frequencies, namely 0
Hz, 8 Hz and 24 Hz.The obtained castings were heat treated with a
temper during 8h at 200C.
For the analysis of the solidification behavior two
thermocouples type K were attached to the mouldin order to acquire
the temperature during the pouring and solidification of the
material. Two holes
were done in the wall of the mould in which thermocouples were
inserted at a distance of 2 mm
from the inside wall surfaces. The positions of the inserting
points of the thermocouples are shown
in figures 2 and 3.
Specimens for mechanical tests were cut from each casting in
three slices (each slice indicates the
position in the mould) in order to compare the properties of the
aluminum alloy not only betweendifferent frequencies but also in
different places of the ingot. (Fig.4).
Tensile tests were done in a Dartec tensile testing machine at
room temperature. After doing thetensile tests the specimens were
cut close to the fracture area and polished. An optical
measurement
method was used to do the phase quantification and
microstructure analysis. The microstructureexamination was made on
the middle part of specimen slice 1 of each casting.
3. RESULTS
Rupture strength and rupture strain results are shown on Figs. 5
and 6 respectively. It is clear on Fig.5 that rupture strength
increases in about 31% for the casting with 8Hz in any position,
when
compared to simple gravity castings, and that rupture strength
decreases in about 13% for castingswith 24Hz of vibration, as
compared to simple gravity castings, again in all three positions.
It is alsoobserved that there is a tendency of properties to
increase from position 3 to position 1 in the case of
vibrated gravity with 8 Hz and 0 Hz but with no tendency on
vibrated gravity with 24Hz.
Regarding rupture strain results, Fig. 6 shows that rupture
strain is much higher (95%) for thevibrated gravity process with
8Hz in any position then vibrated gravity with 8Hz and 0Hz. It is
also
clear a tendency of increasing properties from position 3 to
position 1 in all the casting processes.
-
8/14/2019 .Niatrep Lanruoj Eht Ot Ylppa Taht Sremialcsid
4/19
Thus mechanical properties increase with vibration till a
certain level frequency (acceleration) but
decrease for higher levels of vibration frequencies.
Figs 7 and 8 show the temperature readings during solidification
for the three frequencies used. It is
clear that the maximum temperatures reached in the mould, in
both positions (down and front) are
obtained on the vibration level of 8 Hz. For 0Hz and 24 Hz
results are closer and different in thetwo different positions
(down and front).
On table 1 (also represented on fig. 7) are quantified both the
solidification starting point and thesolidification intervals
(difference between starting and ending solidification points) for
the threevibration levels in position down (results were quantified
in this position because the starting and
ending solidification points are more clearly identified. It is
shown on fig. 7 the starting and endsolidification points. The
starting solidification point is the point when there is an
increase in
temperature resulting from latent heat of fusion of the first
phase to solidify. The ending
solidification point corresponds to the last inflection
temperature point indicating the end of thelatent heat of fusion
release of the eutectic constituent.
It is observed that for 8Hz the solidification starts first and
last less. 0Hz and 24 Hz have closer
results for both the solidification starting point and
interval.
Table 1 Solidification characteristics for the three vibration
frequencies:
solidification starting time and solidification interval.Reading
position: Down
Solidification frequency (Hz) 0 8 24
Starting Solidification Point (s) 9,6 5,0 8.5
Solidification Interval (s) 9,5 9,3 10.5
In Fig 9 is observed that, considering the 0 Hz frequencies as a
comparison value, the amount ofeutectic increases for the 8Hz test
in about 11% and decreases in about 8% for the 24 Hz test. This
happens for the three tested positions. The volume fraction
of-Al phase shows the opposite effect
since the alloy has essentially these two phases (Fig. 9).The
presence of isolated alpha phase in the microstructure can be
attributed to a high undercooling
level associated with the alloy and casting process
characteristics [10].
Fig 10 provides the silicon lamellae thickness. It is observed
that the thinner values are observed for
the 8Hz test and the thicker ones are for the 24Hz, in all three
positions.
Fig. 11 provides the microstructure pictures for the different
vibration levels (0Hz, 8Hz and 24Hzfrequency). Basically, a thinner
structure is found for 8Hz and courser structure for 24 Hz. It
can
also be observed that the morphology of eutectic silicon was
modified from a dispersed coral likeform (0Hz) to a more finely and
nested coral like form (8Hz) and to a coarse acicular plate-like
form
with less coral like eutectic form for 24Hz.
4. DISCUSSION
Mechanical results depend on metallurgical features which itself
depend on solidification behavior.
Starting from the obtained solidification curves it is clear
that the 8Hz test is the one that starts andcompletely solidify
first (and also has the smaller solidification interval)(table 1).
Thus it is
expected a thinner microstructure in these castings (Figs. 10
and 11), a higher amount of eutectic
(fig. 10)[8] and, as a consequence, better mechanical properties
(both rupture strength and rupturestrain)(Figs. 5 and 6). Regarding
the comparison between 0Hz and 24 Hz, the results provide the
same reasoning: 24 Hz is the one that takes longer to solidify
(table 1); has the coarsestmicrostructure (Figs 10 and 11); has the
lowest amount of eutectic (Fig. 10); and consequently has
the poorer mechanical results, in particular tensile strength
(figs 5 and 6). Thus, there is a perfect
correlation between solidification behavior, microstructure, and
mechanical properties.
-
8/14/2019 .Niatrep Lanruoj Eht Ot Ylppa Taht Sremialcsid
5/19
These results are basically in accordance with refs [1-2], and
[8]. Furthermore it is also observed a
peak shift in mechanical properties, after a certain frequency
(acceleration), as reported in [1].
The differences between position 1 and 3 are explained by the
distance to the mould wall and
consequent solidification behavior. The material in position 1
solidifies first and then has the
thinner microstructure (Fig. 10), the higher amount of eutectic
phase (Fig. 9), and consequently thebetter mechanical properties
(Figs. 5 and 6), among all positions. Position 3 obviously has the
lower
properties.The main aspect is therefore to find an explanation
that may provide a physical explanation for thephenomena of the
mechanical properties shifting point with vibration level.
5. PROPOSED MECHANISM
These results may be explained based on heat transfer mechanisms
both in the liquid phase and inthe mould wall interface. The
proposed mechanism is schematically provided in Fig. 12, and is
the
following:
In the case of 0Hz casting, there is a normal contact between
liquid metal and mould. The heattransfer is normal and the
solidification rate has a certain value giving rise to a
determinedmicrostructure;
In the case of 8 Hz the vibration induces a higher heat transfer
to the mould (higher cooling rate)due to the alternated movement of
the liquid (see Figs. 7 and 8 with higher initial
solidification
temperatures in the mould). Furthermore this movement may also
provide displacement of thegermen solidification sites providing a
higher solidification rate. The contact between liquid
metal and mould is about the same as for the 0Hz case. However
as the heat convection in the
liquid phase is improved by the vibration movements the liquid
temperature near the interface is
higher what explains the higher temperatures in the mould
obtained in the cooling curves for
these experiments (fig. 7 and 8). The lower cooling times (table
1) resulted from the faster liquidcooling rate and the improved
nucleation characteristics by germen distribution in the
liquid.
The consequence is that the microstructure is thinner (see Figs.
10 and 11) and the amount of
eutectic is higher (see Fig. 9). Consequently rupture strength
and rupture strain increase (seeFigs. 5 and 6);
In the case of 24 Hz the vibration should induce even a higher
heat transfer inside the liquid tothe mould interface due to the
quicker alternated movement of the liquid. However, the
relative
acceleration between liquid metal and mould seems to be high
enough in order to create a lossof contact (low pressure zones in
the interface liquid metal-mould)(in front position) and even
eventually low pressure bubbles as those originated in
cavitation. This situation occurs when the
surface tension (liquid mould wall) is not low enough in order
to keep the surface contactwhen high acceleration rates
(frequency*amplitude) exist. A loss of contact means to switch
the
heat transfer mode from totally conductive to a conductive +
convective transfer in the interface.Because the convective heat
transfer is much lower than the conductive heat transfer the
heat
transfer and consequent solidification rate substantially
decreases (see mainly Fig. 8 with lowerinitial solidification
temperature in the mould). The consequence is a courser
microstructure (seeFigs. 10 and 11) and a lower eutectic content
(see Fig. 9). Mechanical properties should then
decrease (this is particularly evident for rupture
strength)(Fig. 5 and 6).Although with the same consequence, in the
down position a different mechanism may occur.
There is a loss of contact due to the tangential movement of the
liquid (in front position there is
a normal contact see figs. 1 and 3 with vibration direction and
temperature readings/walls
positions and detail on Fig. 12). This loss of contact is due to
the liquid movement and
roughness effect (see detail on Fig. 12).
-
8/14/2019 .Niatrep Lanruoj Eht Ot Ylppa Taht Sremialcsid
6/19
This means that vibration can be beneficial as well as
detrimental depending on the acceleration
level between liquid metal and microstructure and surface
tension of the liquid metal and mouldmaterial. This may be the
reason why some papers attribute to vibration beneficial effects
and others
detrimental effects on properties.
5. CONCLUSIONS
Solidification behavior as obtained by solidification curves,
microstructure analysis and mechanical
results seem to point out that:
Vibration affects the solidification rates and its
characteristics; Vibration has an influence on mechanical
properties; Its influence seem to be due to heat transfer related
aspects; Vibration increases heat transfer in the liquid; Vibration
may substantially reduce heat transfer in the interface metal-wall
due to the loss of
contact under mainly two hypothetic mechanisms: high surface
tension and wall roughness
effect.
6. ACKNOWLEDGEMENT
The research presented here was carried out in Materials Testing
Laboratory of the Mechanical
Engineering Department of University of Minho, and was supported
by Fundao para a Cincia e
Tecnologia (Portugal)through the PhD grantwith the reference
SFRH / BD / 19618 / 2004.
7. REFERENCES
[1] Abu-Dheir Numan, Marwan Khraisheh, Kozo Saito, Alan Male,
Silicon morphology
modification in the eutectic Al-Si alloy using mechanical mold
vibration, Materials Science andEngineering A393 pp. 109-117,
(2004).[2] T.P. Fisher, Effects of vibrational energy on the
solidification of aluminium alloys, Br.
Foundryman 66 (3), 7183, (1973).
[3] A.A. Ivanov, G.G. Krushenka, Preparation of AlSi alloying
composition by means ofvibration, Liteinoe Proizvod (3) (1993) 78
(Russian); Met. Abs. 46-0019,(1992).
[4] X. Jian, T.T. Meek, Q. Han, Refinement of eutectic silicon
phase of aluminum A356 alloyusing high-intensity ultrasonic
vibration, Scripta Materialia 54, 893896, (2006).
[5] F.C. Robles Hernandez, J.H. Sokolowski, Comparison among
chemical and electromagnetic
stirring and vibration melt treatments for AlSi hypereutectic
alloys, Journal of Alloys andCompounds 426, 205212, (2006).
[6] M.T.Alonso Rasgado, K. Davey, The effect of vibration on
surface finish for semisolid and cast
components,Journal of Materials Processing Technology, Vol.
125-126, 543-548, (2002).[7] M.T. Alonso Rasgado, K. Davey,
Vibration and casting surface finish, Journal of
MaterialsProcessing Technology 153154, 875880, (2004).
[8] Chirita, G.; Stefanescu, I; Barbosa, J.; Puga, N.; Soares,
D., Silva, F.S., On the Assessment OfPrecessing Variables In a
Vertical Centrifugal Casting Technique, submitted to
International
Journal of Cast Metals Research
[9] Kadir Kocatepe, Effect of low frequency vibration on
porosity of LM25 and LM6 alloys,Materials and Design, Vol. 28 Issue
6, 1767-1775, (2006)
-
8/14/2019 .Niatrep Lanruoj Eht Ot Ylppa Taht Sremialcsid
7/19
[10] H.S. Kanga, W.Y. Yoon, K.H. Kimb, M.H. Kimc, Y.P. Yoon,
Microstructure selections in the
undercooled hypereutectic AlSi alloys, Materials Science and
Engineering A 404, 117123,
(2005)
-
8/14/2019 .Niatrep Lanruoj Eht Ot Ylppa Taht Sremialcsid
8/19
Fig. 1 - Mechanical vibrating device. e - excentricity
e
Vibration direction
-
8/14/2019 .Niatrep Lanruoj Eht Ot Ylppa Taht Sremialcsid
9/19
Fig. 2 Thermocouples positions on the mould
-
8/14/2019 .Niatrep Lanruoj Eht Ot Ylppa Taht Sremialcsid
10/19
Fig. 3 Temperature reading positions in walls of the mould: 1
Down; 2 - Front
-
8/14/2019 .Niatrep Lanruoj Eht Ot Ylppa Taht Sremialcsid
11/19
Fig. 4 - Position of the specimen slices in castings. Positions
1, 2, and 3.
1
2
3
30 mm
30 mm
90 mm
pouring
direction
-
8/14/2019 .Niatrep Lanruoj Eht Ot Ylppa Taht Sremialcsid
12/19
0
20
40
60
80
100
120
140
160
180
200
1 2 3
Stress
[MPa]
Position
Rupture strength Vibration 8HzVibration 24Hz
Vibration 0Hz
Fig. 5 - Rupture strength for 0Hz, 8Hz and 24Hz frequencies for
the three sample positions.
-
8/14/2019 .Niatrep Lanruoj Eht Ot Ylppa Taht Sremialcsid
13/19
0.0
0.1
0.2
0.3
0.4
0.5
0.6
1 2 3
Strain[%
]
Position
Rupture strain Vibration 8HzVibration 24Hz
Vibration 0Hz
Fig. 6 - Rupture strain for 0Hz, 8Hz and 24Hz frequencies for
the three sample positions.
-
8/14/2019 .Niatrep Lanruoj Eht Ot Ylppa Taht Sremialcsid
14/19
100
150
200
250
300
350
400
0 5 10 15 20 25 30 35 40 45 50
Temperature
[C]
Time [s]
DOWN
Gravity
8Hz
24 Hz
Fig. 7 - Solidification curves for the different vibration
levels on the down position of the mould
Temperature
acquisition point
on the mould
-
8/14/2019 .Niatrep Lanruoj Eht Ot Ylppa Taht Sremialcsid
15/19
200
220
240
260
280
300
320
340
0 5 10 15 20 25 30 35 40 45 50
Temperature
[C]
Time [s]
FRONTGravity
8Hz
24 Hz
Fig. 8 - Solidification curves for the different vibration
levels on the front position of the mould
Temperature
acquisition point
on the mould
-
8/14/2019 .Niatrep Lanruoj Eht Ot Ylppa Taht Sremialcsid
16/19
0
10
20
30
40
50
60
70
80
90
100
0 1 2 3 4
Volumefraction[%]
Position
Al18Si
(Al) phase-Vibration 24HzEutectic-Vibration 24Hz(Al)
phase-Vibration 8HzEutectic-Vibration 8Hz(Al) phase-Vibrat ion
0HzEutectic-Vibration 0Hz
Fig. 9 Phases volume fraction for the three different vibration
levels and tested positions.
-
8/14/2019 .Niatrep Lanruoj Eht Ot Ylppa Taht Sremialcsid
17/19
0
0.5
1
1.5
2
2.5
3
0 1 2 3 4
Thicknes
s
[mm]
Position
Gravity
Vibrated gravity 8Hz
Vibrated gravity 24Hz
Fig. 10 Eutectic silicon lamellas thickness for the three
different vibration levels and tested positions.
-
8/14/2019 .Niatrep Lanruoj Eht Ot Ylppa Taht Sremialcsid
18/19
0Hz 8Hz
24Hz
Fig. 11 Microstructure of castings with vibration at different
frequencies (500x)
-
8/14/2019 .Niatrep Lanruoj Eht Ot Ylppa Taht Sremialcsid
19/19
Fig. 12 Heat transfer variation with acceleration and mechanism
representation.
Front position
Down position
Liquid movement
direction - tangential
Liquid movement
direction - normal