Embed Size (px)
Citation preview
Norma Técnica SABESP NTS 194
Tubos de polietileno para redes de distribuição, adutoras, linhas de esgoto pressurizadas e emis-sários. Especificação
São Paulo Fevereiro: 2018 - revisão 3
28/02/2018
S U M Á R I O
1. OBJETIVO ...................................................................................................................................... 1
2. ABRANGÊNCIA ............................................................................................................................. 1
3. REFERÊNCIAS NORMATIVAS ..................................................................................................... 1
4. DEFINIÇÕES .................................................................................................................................. 2
5. REQUISITOS DO COMPOSTO DE POLIETILENO ...................................................................... 5
6. ENSAIOS ...................................................................................................................................... 19
7. QUALIFICAÇÃO DO FABRICANTE ........................................................................................... 19
8. INSPEÇÃO DE RECEBIMENTO DE TUBOS .............................................................................. 20
9. RELATÓRIO DE INSPEÇÃO ....................................................................................................... 22
10.ENSAIO DE VERIFICAÇÃO DA CONSISTÊNCIA ENTRE MATÉRIAS PRIMAS........... .........22
ANEXO A IMAGENS COMPARATIVAS DE DISPERSÃO DE PIGMENTOS.................................24
ANEXO B CONDIÇÕES DE OPERAÇÃO E DE UTILIZAÇÃO DOS TUBOS.................................28
1
Tubos de polietileno para redes de distribuição, adutoras, linhas de esgoto pressu-rizadas e emissários.
1. OBJETIVO
Esta norma fixa as condições exigíveis para a fabricação e fornecimento à Sabesp de tubos de polietileno, utilizando compostos de PE classificados como PE 80 ou PE 100 de acordo com a norma ISO 12162, utilizando-se o método da norma ISO 9080, como se-gue:
- Tubos produzidos com composto de PE de cor azul, destinados à execução de redes de distribuição de água e adutoras.
- Tubos produzidos com composto de PE de cor preta listrados longitudinalmente na cor ocre, destinados à execução de linhas de esgoto pressurizadas e emissários.
Os tubos produzidos de acordo com esta norma devem ter uma vida útil esperada de 50 anos e não podem ser aplicados expostos a intempéries, salvo condições excepcionais conforme previsto no anexo A da NTS 189.
2. ABRANGÊNCIA
Esta Norma se aplica a tubos de DE 63 mm a DE 1.600 mm nas classes de pressão no-minal PN 4 (0,4 MPa); 5 (0,5 MPa); 6 (0,6 MPa); 8 (0,8 MPa); 10 (1 MPa); 12,5 (1,25 MPa); e 16 (1,6 MPa). Para temperaturas superiores a 20°C e até 40°C, a pressão máxima de operação deve ser corrigida em função da temperatura, levando-se em conta a variação da tensão ad-missível, conforme anexo B.
3. REFERÊNCIA NORMATIVA
Os documentos relacionados a seguir são indispensáveis à aplicação deste documento. Para referências datadas, aplicam-se somente as edições citadas. Para referências não datadas, aplicam-se as edições mais recentes do referido documento (incluindo emen-das).
NTS 189: Projeto de redes de distribuição, adutoras, linhas de esgotos pressurizadas e emissários em polietileno PE 80 ou PE 100
ABNT NBR 5426: Planos de amostragem e procedimentos na inspeção por atributos
ABNT NBR 9622: Plásticos - Determinação das propriedades mecânicas à tração ABNT NBR 8415: Tubos e conexões de polietileno – Verificação da resistência à pressão hidrostática interna. ABNT NBR 9023: Termoplásticos – Determinação do índice de fluidez – Método de en-saio ABNT NBR 9058: Tubos de polietileno – Determinação do teor de negro-de-fumo ABNT NBR 14300:Tubos, conexões e composto de polietileno – Determinação do tempo de oxidação induzida ABNT NBR 14302: Tubos, conexões e composto de polietileno – Determinação da retra-ção circunferencial-método de ensaio ABNT NBR 14303:Tubos de polietileno – Verificação da resistência ao esmagamento ABNT NBR 14304: Sistemas de ramais prediais de água – Tubos e conexões de PE – Determinação da densidade de plásticos por deslocamento ABNT NBR 14464:Tubos e conexões de polietileno PE 80 e PE 100 – Execução de solda de topo
28/02/2018
ABNT NBR 14465: Sistemas para distribuição de gás combustível para redes enterradas – Tubos e conexões de polietileno PE 80 e PE 100 – Execução de solda por eletrofusão ABNT NBR ISO 18553: Método para avaliação do grau de dispersão de pigmentos ou negro de fumo em tubos, conexões e compostos poliolefínicos ABNT NBR ISO 2505: Tubos termoplásticos – Reversão longitudinal – Parâmetros e mé-todos de ensaio ABNT NBR ISO 3126: Sistemas de tubulações de plásticos – Componentes plásticos – Determinação das dimensões ISO 4427-2 Plastics piping systems - Polyethylene (PE) pipes and fittings for water supply - Part 2: Pipes ISO 6259-1: Thermoplastics pipes - Determination of tensile properties - Part 1: General test method ISO 6259-3: Thermoplastics pipes - Determination of tensile properties - Part 3: Polyolefin pipes ISO 9080: Plastics piping and ducting systems – Determination of the long-term hydrostatic strength of thermoplastics materials in pipe form by extrapolation ISO 11357-6: Plastics - Differential scanning calorimetry (DSC) - Part 6: Determination of oxidation induction time (isothermal OIT) and oxidation induction temperature (dynamic OIT) ISO 12162: Thermoplastics materials for pipes and fittings for pressure applications pipes Classification and designation – overall service (design coefficient) ISO 1133: Determination of the melt mass-flow rate (MFR) and melt volume-flow rate
(MVR) of thermoplastics - Part 1: Standard method ISO 1183: Plastics - Methods for determining the density of non-cellular plastics -- Part 1:
Immersion method, liquid pyknometer method and titration method ISO 13479: Polyolefin pipes for the conveyance of fluids – Determination of resistance to crack propagation – Test method for slow crack growth on notched pipes (notch test) ISO 13953: Polyethylene (PE) pipes and fittings - Determination of the tensile strength and failure mode of test pieces from a butt-fused joint ISO 13954: Plastics pipes and fittings - Peel decohesion test for polyethylene (PE) elec-trofusion assemblies of nominal outside diameter greater than or equal to 90 mm ISO 15512: Plastics - Determination of water content ISO 16871: Plastics piping and ducting systems - Plastics pipes and fittings -Method for exposure to direct (natural) weathering
ISO 12162:Thermoplastics materials for pipes and fittings for pressure applications - Classification and designation - Overall service (design) coefficient.
ASTM D-4703:Standard Practice for Compression Molding Thermoplastic Materials into Test Specimens, Plaques, or Sheets 61
ASTM E1252:Standard Practice for General Techniques for Obtaining Infrared Spectra for Qualitative Analysis
ASTM G154:Operating Fluorescent Light Apparatus for UV Exposure of Nonmetallic Ma-terials
ASTM G155:Operating Xenon Arc Light Apparatus for Exposure of Nonmetallic Materials EN 12099:Plastics piping systems. Polyethylene piping materials and components. De-
termination of volatile content
Portaria de Consolidação nº 05 de 28 de Setembro de 2017 do Ministério da Saúde - Anexo XX
4. DEFINIÇÕES
Para os efeitos desta norma técnica, aplicam-se as seguintes definições:
3
CO-EXTRUSÃO co-extrusão é um processo mecânico de produção de componentes de forma contínua onde o material é forçado através de duas ou mais matrizes adquirindo assim a forma pré determinada pela forma das matrizes.
COMPOSTO DE POLIETILENO material fabricado com polímero base de polietileno contendo os aditivos (anti UV, antio-xidantes, estabilizantes e pigmento na cor azul ou preta) necessários à fabricação de tubos de polietileno conforme esta especificação. O composto deve ser fornecido neces-sariamente pelo próprio fabricante do polímero base de polietileno, de tal forma que o fabricante do tubo nada acrescente à matéria–prima adquirida.
CORPO-DE-PROVA cada segmento de tubo extraído das bobinas ou barras que compõem a amostra, ou ma-terial dela retirado, a ser submetido a um ensaio e preparado na forma e nas dimensões exigidas pelo método de ensaio especificado.
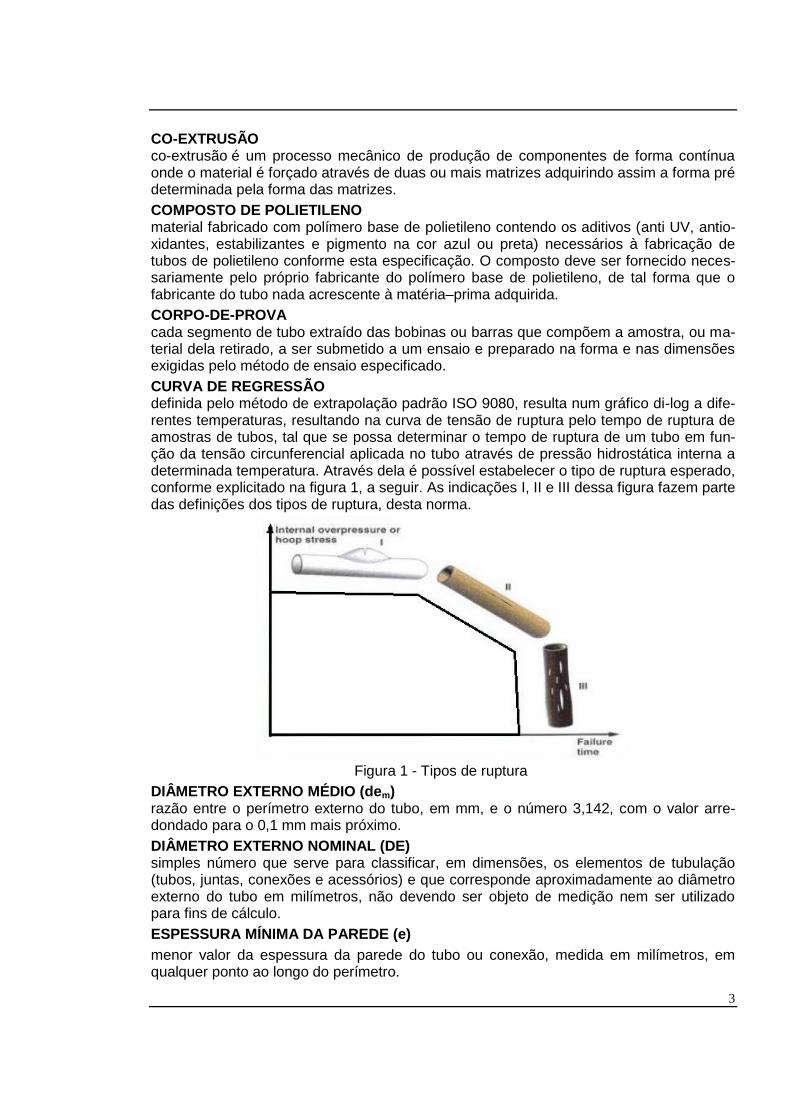
CURVA DE REGRESSÃO definida pelo método de extrapolação padrão ISO 9080, resulta num gráfico di-log a dife-rentes temperaturas, resultando na curva de tensão de ruptura pelo tempo de ruptura de amostras de tubos, tal que se possa determinar o tempo de ruptura de um tubo em fun-ção da tensão circunferencial aplicada no tubo através de pressão hidrostática interna a determinada temperatura. Através dela é possível estabelecer o tipo de ruptura esperado, conforme explicitado na figura 1, a seguir. As indicações I, II e III dessa figura fazem parte das definições dos tipos de ruptura, desta norma.
Figura 1 - Tipos de ruptura
DIÂMETRO EXTERNO MÉDIO (dem) razão entre o perímetro externo do tubo, em mm, e o número 3,142, com o valor arre-dondado para o 0,1 mm mais próximo.
DIÂMETRO EXTERNO NOMINAL (DE) simples número que serve para classificar, em dimensões, os elementos de tubulação (tubos, juntas, conexões e acessórios) e que corresponde aproximadamente ao diâmetro externo do tubo em milímetros, não devendo ser objeto de medição nem ser utilizado para fins de cálculo.
ESPESSURA MÍNIMA DA PAREDE (e)
menor valor da espessura da parede do tubo ou conexão, medida em milímetros, em qualquer ponto ao longo do perímetro.
28/02/2018
EXTRUSÃO extrusão é um processo mecânico de produção de componentes de forma contínua onde o material é forçado através de uma matriz adquirindo assim a forma pré-determinada pela forma da matriz
INDELÉVEL que não se pode apagar, eliminar, que é durável, permanente que não se pode destruir suprimir ou fazer desaparecer.
LOTE DE FABRICAÇÃO quantidade de tubos de mesmo diâmetro externo nominal (DE) e mesma espessura, que tenham as mesmas características, produzidos na mesma máquina, com um mesmo lote de composto, considerando um período máximo de 168 horas de fabricação contínua.
Qualquer não conformidade nos ensaios ou processo produtivo é motivo suficiente para mudança de designação do lote.
OVALIZAÇÃO diferença entre o valor máximo e mínimo do diâmetro externo de uma mesma seção.
MÁXIMA PRESSÃO DE OPERAÇÃO (MPO) pressão máxima especificada em MPa, que tubulação deve suportar em serviço contínuo.
PRESSÃO INTERNA pressão aplicada pelo fluido conduzido pela tubulação.
PRESSÃO NOMINAL (PN) máxima pressão, especificada em bar, a que os tubos, conexões e respectivas juntas podem ser submetidos em serviço contínuo, em temperaturas de até 25°C.
REDE DE ÁGUA tubulação, ou malha de tubos, destinada à distribuição de água, donde se faz a derivação para o ramal predial de água.
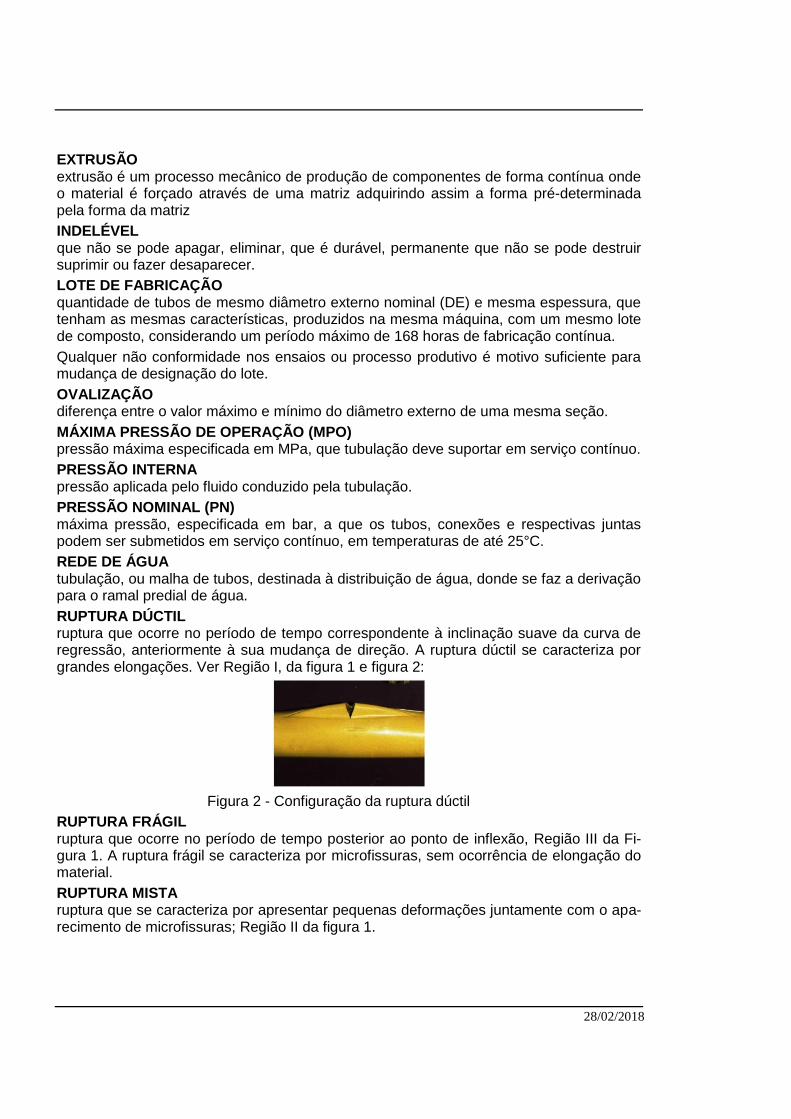
RUPTURA DÚCTIL ruptura que ocorre no período de tempo correspondente à inclinação suave da curva de regressão, anteriormente à sua mudança de direção. A ruptura dúctil se caracteriza por grandes elongações. Ver Região I, da figura 1 e figura 2:
Figura 2 - Configuração da ruptura dúctil
RUPTURA FRÁGIL ruptura que ocorre no período de tempo posterior ao ponto de inflexão, Região III da Fi-gura 1. A ruptura frágil se caracteriza por microfissuras, sem ocorrência de elongação do material.
RUPTURA MISTA ruptura que se caracteriza por apresentar pequenas deformações juntamente com o apa-recimento de microfissuras; Região II da figura 1.
5
STANDARD DIMENSIONAL RATIO (SDR)
simples número que serve para classificar, em dimensões, os elementos de tubulações (tubos, juntas, conexões e acessórios). Corresponde à relação entre diâmetro externo nominal (DE) e a espessura nominal (e)
TENSÃO CIRCUNFERENCIAL () tensão tangencial à parede do tubo, normal à sua seção longitudinal, decorrente da pres-são interna do fluido.
TENSÃO CIRCUNFERENCIAL DE DIMENSIONAMENTO ( )
valor de tensão utilizado para dimensionamento da espessura de parede do tubo, que corresponde ao valor da tensão mínima requerida (MRS) dividida por um fator de segu-rança (FS) maior do que 1, arredondado para baixo, segundo a série R10 de Renard.
TENSÃO MÍNIMA REQUERIDA (MRS) propriedade do composto que corresponde à tensão circunferencial, em megapascals (MPa), representada pela reta do limite de confiança (LPL) de 97,5 %, a partir da curva de regressão na temperatura de 20 °C, extrapolada para 50 anos
TUBO ENTALHADO corpo de prova tubular em cuja superfície externa é feito um entalhe cuja profundidade é definida na norma ISO 13479.
ZONA CRÍTICA comprimento de até 15% do valor da profundidade de penetração do cap/tampão, medido no tubo, a partir da extremidade do cap/tampão.
5. REQUISITOS DO COMPOSTO DE POLIETILENO
O composto de polietileno, em sua formulação final, deve conter apenas os aditivos e pigmentos necessários à fabricação dos tubos, incluindo processabilidade e homogenei-dade, e deve ser fornecido apenas pelo fabricante do polímero, de tal forma que o fabri-cante do tubo nada acrescente à matéria-prima adquirida. O composto não pode interferir nos padrões de potabilidade da água, não pode produzir efeitos tóxicos ou propiciar o desenvolvimento de micro-organismos, nem transmitir gos-to, odor ou opacidade à água, conforme estabelecido na Portaria de Consolidação nº 05 - Anexo XX. O composto deve ser classificado como PE 80 ou PE 100, conforme ISO 12162, utilizando-se o método de extrapolação da ISO 9080, onde: PE 80: MRS = 8 MPa, quando 8 ≤ LPL < 10 MPa;
PE 100: MRS = 10 MPa, quando LPL 10 MPa. De acordo com a Norma ISO 9080, a curva de regressão a 80 ºC do composto selecio-nado para a fabricação dos tubos não pode apresentar joelho antes de 5000 h de ensaio.
5.1. Caracterização do composto de polietileno
A petroquímica fabricante do composto deve comprovar a classificação do seu produto mediante a apresentação da curva de regressão, bem como certificar o atendimento a todos os requisitos das tabelas 1 e 2.
Cada lote de tubos deve estar acompanhado da curva de regressão do composto, bem como dos certificados de qualidade emitidos pelo fabricante do composto e que devem ser utilizados como referência para avaliação das características constantes das tabelas 1 e 2.
Não é permitido o uso de composto reprocessado e/ou reciclado
28/02/2018
Para esta caracterização deve ser utilizado 1 corpo de prova para cada ensaio.
O composto não pode interferir nos padrões de potabilidade da água, não pode produzir efeitos tóxicos ou propiciar o desenvolvimento de micro-organismos, nem transmitir gos-to, odor ou opacidade à água, conforme estabelecido na Portaria de Consolidação nº 05 - Anexo XX. O fabricante deve apresentar certificado de conformidade atualizado, emitido por laboratório acreditado junto ao INMETRO, atestando essas características.
Essa conformidade deve ser verificada toda vez em que houver mudança do composto termoplástico, do elastômero, do processo de fabricação, do fabricante do composto ou do fabricante do componente.
Caso não haja mudança, essa verificação terá validade pelo período de um ano; no en-tanto, a qualquer momento e a critério único e exclusivo da Sabesp pode ser solicitado que essa verificação seja refeita.
7
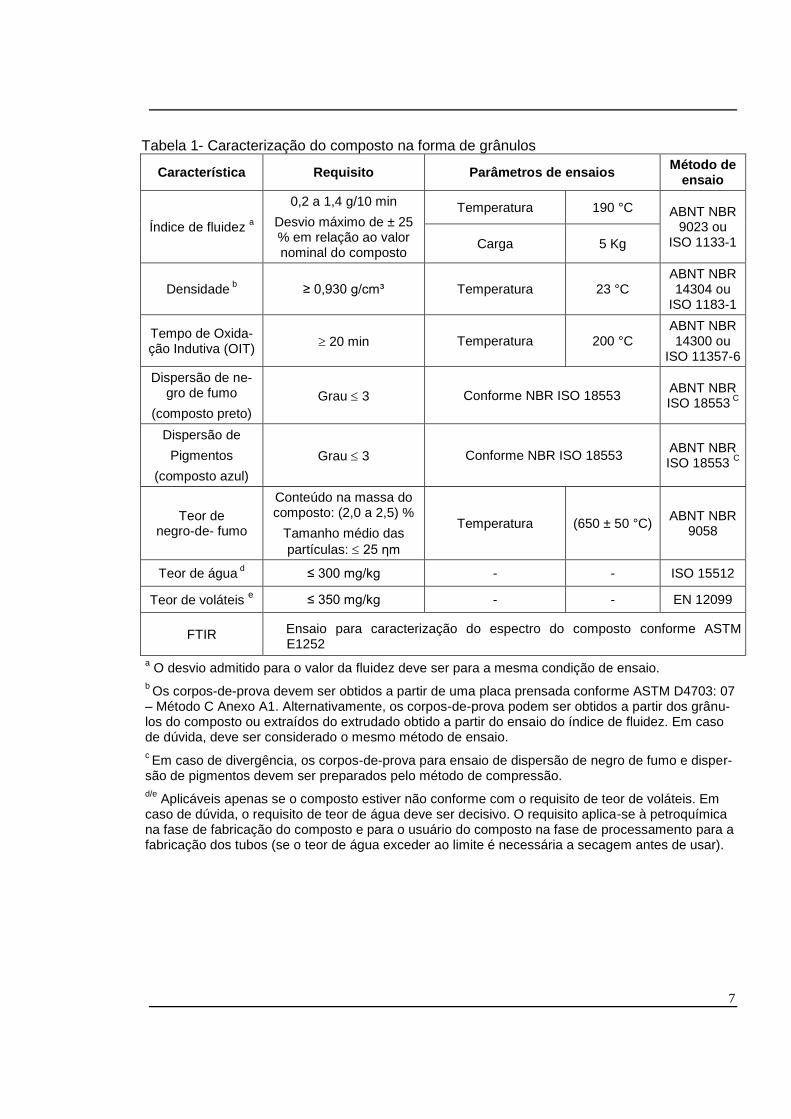
Tabela 1- Caracterização do composto na forma de grânulos
Característica Requisito Parâmetros de ensaios Método de
ensaio
Índice de fluidez a
0,2 a 1,4 g/10 min
Desvio máximo de ± 25 % em relação ao valor nominal do composto
Temperatura 190 °C ABNT NBR 9023 ou
ISO 1133-1 Carga 5 Kg
Densidade b ≥ 0,930 g/cm³
Temperatura 23 °C
ABNT NBR 14304 ou
ISO 1183-1
Tempo de Oxida-ção Indutiva (OIT)
20 min Temperatura 200 °C ABNT NBR 14300 ou
ISO 11357-6
Dispersão de ne-gro de fumo
(composto preto)
Grau 3 Conforme NBR ISO 18553 ABNT NBR ISO 18553
C
Dispersão de
Pigmentos
(composto azul)
Grau 3 Conforme NBR ISO 18553 ABNT NBR ISO 18553
C
Teor de negro-de- fumo
Conteúdo na massa do composto: (2,0 a 2,5) %
Tamanho médio das
partículas: 25 ƞm
Temperatura (650 ± 50 °C) ABNT NBR
9058
Teor de água d ≤ 300 mg/kg - - ISO 15512
Teor de voláteis e ≤ 350 mg/kg - - EN 12099
FTIR Ensaio para caracterização do espectro do composto conforme ASTM E1252
a O desvio admitido para o valor da fluidez deve ser para a mesma condição de ensaio.
b Os corpos-de-prova devem ser obtidos a partir de uma placa prensada conforme ASTM D4703: 07
– Método C Anexo A1. Alternativamente, os corpos-de-prova podem ser obtidos a partir dos grânu-los do composto ou extraídos do extrudado obtido a partir do ensaio do índice de fluidez. Em caso de dúvida, deve ser considerado o mesmo método de ensaio.
c Em caso de divergência, os corpos-de-prova para ensaio de dispersão de negro de fumo e disper-
são de pigmentos devem ser preparados pelo método de compressão.
d/e Aplicáveis apenas se o composto estiver não conforme com o requisito de teor de voláteis. Em
caso de dúvida, o requisito de teor de água deve ser decisivo. O requisito aplica-se à petroquímica na fase de fabricação do composto e para o usuário do composto na fase de processamento para a fabricação dos tubos (se o teor de água exceder ao limite é necessária a secagem antes de usar).
28/02/2018
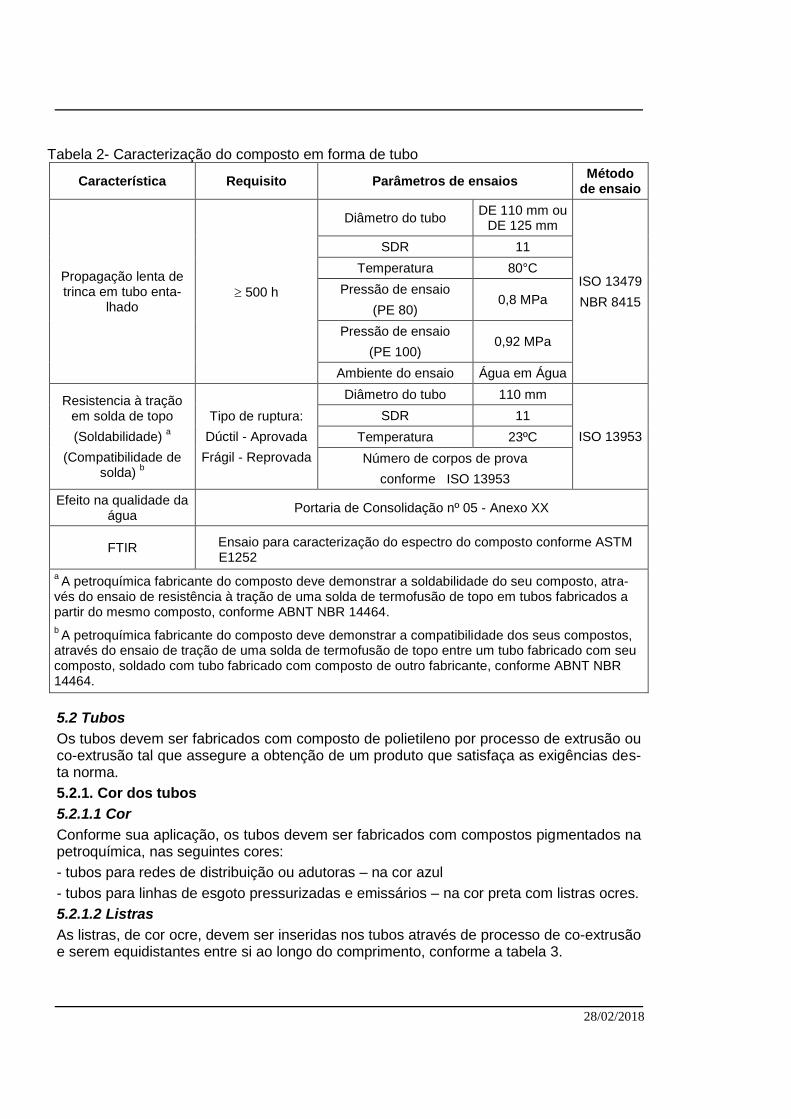
Tabela 2- Caracterização do composto em forma de tubo
Característica Requisito Parâmetros de ensaios Método
de ensaio
Propagação lenta de trinca em tubo enta-
lhado 500 h
Diâmetro do tubo DE 110 mm ou
DE 125 mm
ISO 13479
NBR 8415
SDR 11
Temperatura 80°C
Pressão de ensaio
(PE 80) 0,8 MPa
Pressão de ensaio
(PE 100) 0,92 MPa
Ambiente do ensaio Água em Água
Resistencia à tração em solda de topo
(Soldabilidade) a
(Compatibilidade de solda)
b
Tipo de ruptura:
Dúctil - Aprovada
Frágil - Reprovada
Diâmetro do tubo 110 mm
ISO 13953
SDR 11
Temperatura 23ºC
Número de corpos de prova
conforme ISO 13953
Efeito na qualidade da água
Portaria de Consolidação nº 05 - Anexo XX
FTIR Ensaio para caracterização do espectro do composto conforme ASTM E1252
a A petroquímica fabricante do composto deve demonstrar a soldabilidade do seu composto, atra-
vés do ensaio de resistência à tração de uma solda de termofusão de topo em tubos fabricados a partir do mesmo composto, conforme ABNT NBR 14464.
b A petroquímica fabricante do composto deve demonstrar a compatibilidade dos seus compostos,
através do ensaio de tração de uma solda de termofusão de topo entre um tubo fabricado com seu composto, soldado com tubo fabricado com composto de outro fabricante, conforme ABNT NBR 14464.
5.2 Tubos
Os tubos devem ser fabricados com composto de polietileno por processo de extrusão ou co-extrusão tal que assegure a obtenção de um produto que satisfaça as exigências des-ta norma.
5.2.1. Cor dos tubos
5.2.1.1 Cor
Conforme sua aplicação, os tubos devem ser fabricados com compostos pigmentados na petroquímica, nas seguintes cores:
- tubos para redes de distribuição ou adutoras – na cor azul
- tubos para linhas de esgoto pressurizadas e emissários – na cor preta com listras ocres.
5.2.1.2 Listras
As listras, de cor ocre, devem ser inseridas nos tubos através de processo de co-extrusão e serem equidistantes entre si ao longo do comprimento, conforme a tabela 3.
9
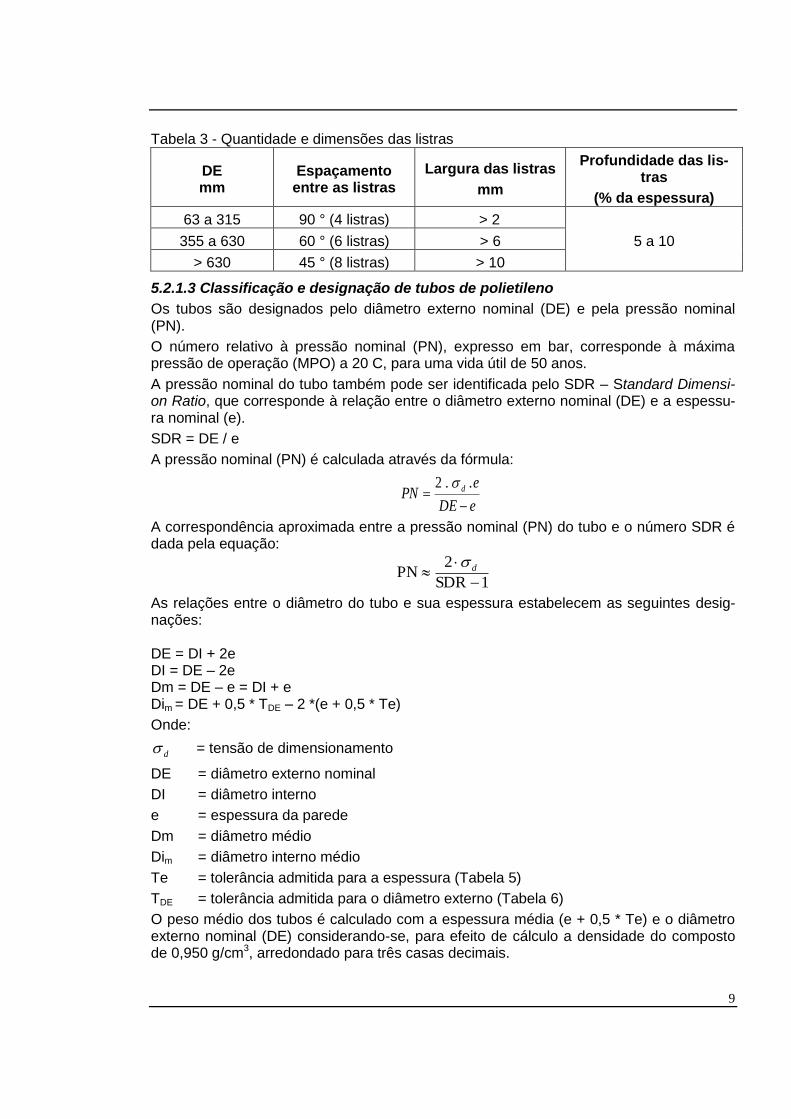
Tabela 3 - Quantidade e dimensões das listras
DE mm
Espaçamento entre as listras
Largura das listras
mm
Profundidade das lis-tras
(% da espessura)
63 a 315 90 ° (4 listras) > 2
5 a 10 355 a 630 60 ° (6 listras) > 6
> 630 45 ° (8 listras) > 10
5.2.1.3 Classificação e designação de tubos de polietileno
Os tubos são designados pelo diâmetro externo nominal (DE) e pela pressão nominal (PN).
O número relativo à pressão nominal (PN), expresso em bar, corresponde à máxima pressão de operação (MPO) a 20 C, para uma vida útil de 50 anos.
A pressão nominal do tubo também pode ser identificada pelo SDR – Standard Dimensi-on Ratio, que corresponde à relação entre o diâmetro externo nominal (DE) e a espessu-ra nominal (e).
SDR = DE / e
A pressão nominal (PN) é calculada através da fórmula:
eDE
ePN d
..2
A correspondência aproximada entre a pressão nominal (PN) do tubo e o número SDR é dada pela equação:
1SDR
2PN
d
As relações entre o diâmetro do tubo e sua espessura estabelecem as seguintes desig-nações: DE = DI + 2e DI = DE – 2e Dm = DE – e = DI + e Dim = DE + 0,5 * TDE – 2 *(e + 0,5 * Te)
Onde:
d = tensão de dimensionamento
DE = diâmetro externo nominal
DI = diâmetro interno
e = espessura da parede
Dm = diâmetro médio
Dim = diâmetro interno médio
Te = tolerância admitida para a espessura (Tabela 5)
TDE = tolerância admitida para o diâmetro externo (Tabela 6)
O peso médio dos tubos é calculado com a espessura média (e + 0,5 * Te) e o diâmetro externo nominal (DE) considerando-se, para efeito de cálculo a densidade do composto de 0,950 g/cm3, arredondado para três casas decimais.
28/02/2018
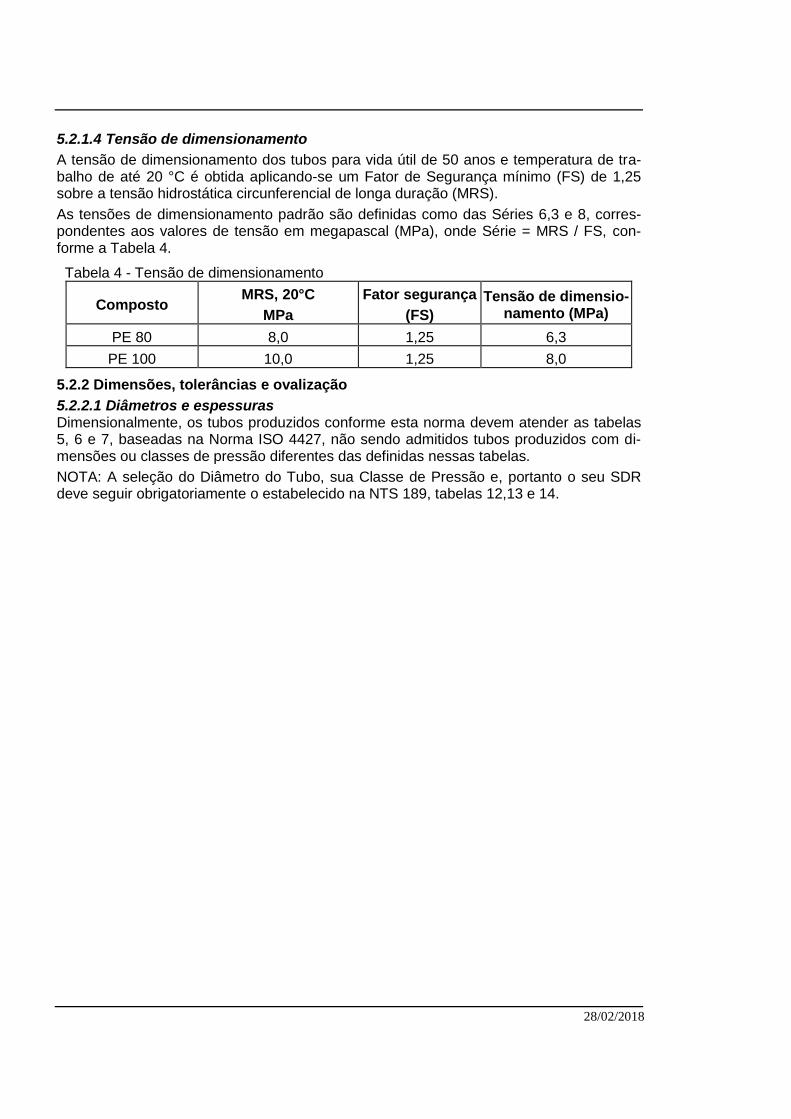
5.2.1.4 Tensão de dimensionamento
A tensão de dimensionamento dos tubos para vida útil de 50 anos e temperatura de tra-balho de até 20 °C é obtida aplicando-se um Fator de Segurança mínimo (FS) de 1,25 sobre a tensão hidrostática circunferencial de longa duração (MRS).
As tensões de dimensionamento padrão são definidas como das Séries 6,3 e 8, corres-pondentes aos valores de tensão em megapascal (MPa), onde Série = MRS / FS, con-forme a Tabela 4.
Tabela 4 - Tensão de dimensionamento
Composto MRS, 20°C
MPa
Fator segurança
(FS)
Tensão de dimensio-namento (MPa)
PE 80 8,0 1,25 6,3
PE 100 10,0 1,25 8,0
5.2.2 Dimensões, tolerâncias e ovalização
5.2.2.1 Diâmetros e espessuras
Dimensionalmente, os tubos produzidos conforme esta norma devem atender as tabelas 5, 6 e 7, baseadas na Norma ISO 4427, não sendo admitidos tubos produzidos com di-mensões ou classes de pressão diferentes das definidas nessas tabelas.
NOTA: A seleção do Diâmetro do Tubo, sua Classe de Pressão e, portanto o seu SDR deve seguir obrigatoriamente o estabelecido na NTS 189, tabelas 12,13 e 14.
11
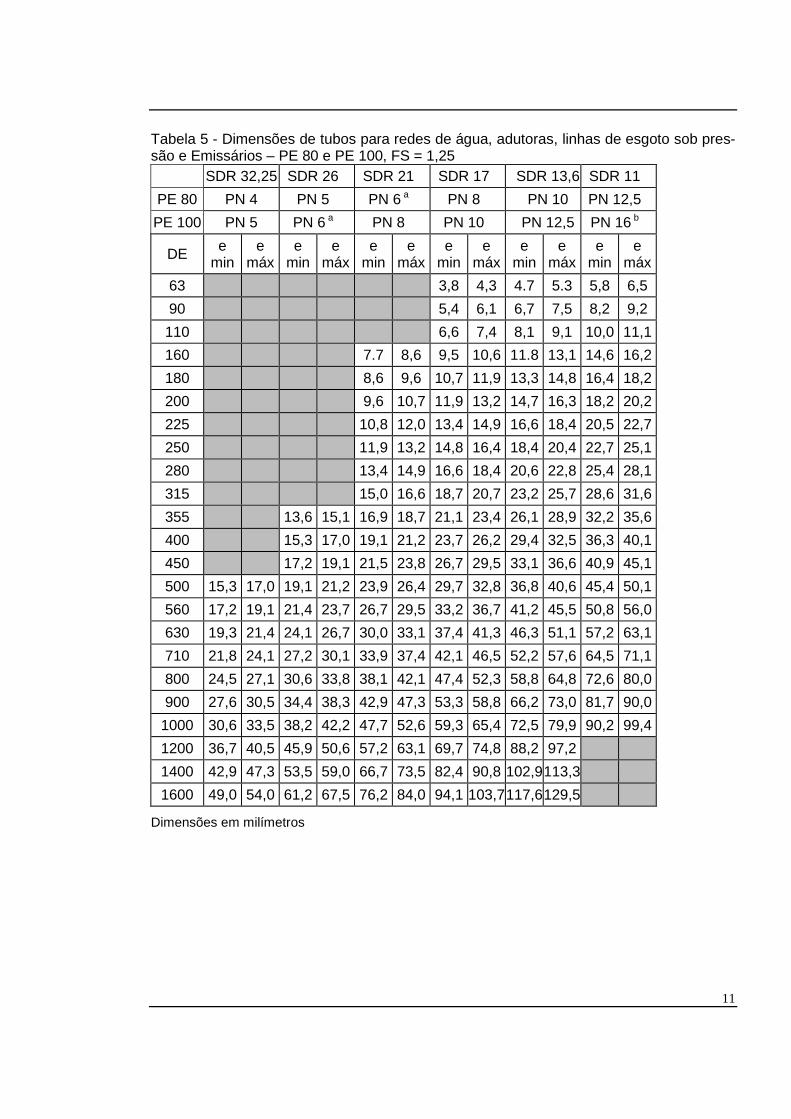
Tabela 5 - Dimensões de tubos para redes de água, adutoras, linhas de esgoto sob pres-são e Emissários – PE 80 e PE 100, FS = 1,25
SDR 32,25 SDR 26 SDR 21 SDR 17 SDR 13,6 SDR 11
PE 80 PN 4 PN 5 PN 6 a PN 8 PN 10 PN 12,5
PE 100 PN 5 PN 6 a PN 8 PN 10 PN 12,5 PN 16 b
DE e
min e
máx e
min e
máx e
min e
máx e
min e
máx e
min e
máx e
min e
máx
63 3,8 4,3 4.7 5.3 5,8 6,5
90 5,4 6,1 6,7 7,5 8,2 9,2
110 6,6 7,4 8,1 9,1 10,0 11,1
160 7.7 8,6 9,5 10,6 11.8 13,1 14,6 16,2
180 8,6 9,6 10,7 11,9 13,3 14,8 16,4 18,2
200 9,6 10,7 11,9 13,2 14,7 16,3 18,2 20,2
225 10,8 12,0 13,4 14,9 16,6 18,4 20,5 22,7
250 11,9 13,2 14,8 16,4 18,4 20,4 22,7 25,1
280 13,4 14,9 16,6 18,4 20,6 22,8 25,4 28,1
315 15,0 16,6 18,7 20,7 23,2 25,7 28,6 31,6
355 13,6 15,1 16,9 18,7 21,1 23,4 26,1 28,9 32,2 35,6
400 15,3 17,0 19,1 21,2 23,7 26,2 29,4 32,5 36,3 40,1
450 17,2 19,1 21,5 23,8 26,7 29,5 33,1 36,6 40,9 45,1
500 15,3 17,0 19,1 21,2 23,9 26,4 29,7 32,8 36,8 40,6 45,4 50,1
560 17,2 19,1 21,4 23,7 26,7 29,5 33,2 36,7 41,2 45,5 50,8 56,0
630 19,3 21,4 24,1 26,7 30,0 33,1 37,4 41,3 46,3 51,1 57,2 63,1
710 21,8 24,1 27,2 30,1 33,9 37,4 42,1 46,5 52,2 57,6 64,5 71,1
800 24,5 27,1 30,6 33,8 38,1 42,1 47,4 52,3 58,8 64,8 72,6 80,0
900 27,6 30,5 34,4 38,3 42,9 47,3 53,3 58,8 66,2 73,0 81,7 90,0
1000 30,6 33,5 38,2 42,2 47,7 52,6 59,3 65,4 72,5 79,9 90,2 99,4
1200 36,7 40,5 45,9 50,6 57,2 63,1 69,7 74,8 88,2 97,2
1400 42,9 47,3 53,5 59,0 66,7 73,5 82,4 90,8 102,9 113,3
1600 49,0 54,0 61,2 67,5 76,2 84,0 94,1 103,7 117,6 129,5
Dimensões em milímetros
28/02/2018
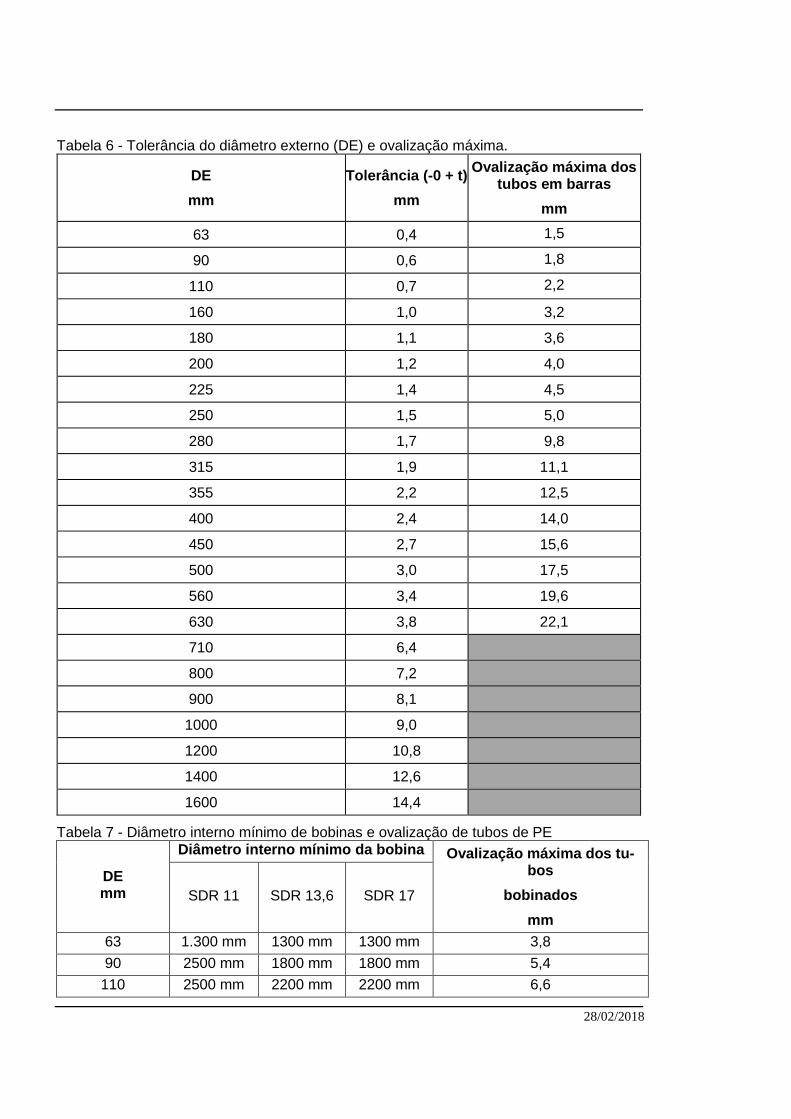
Tabela 6 - Tolerância do diâmetro externo (DE) e ovalização máxima.
DE
mm
Tolerância (-0 + t)
mm
Ovalização máxima dos tubos em barras
mm
63 0,4 1,5
90 0,6 1,8
110 0,7 2,2
160 1,0 3,2
180 1,1 3,6
200 1,2 4,0
225 1,4 4,5
250 1,5 5,0
280 1,7 9,8
315 1,9 11,1
355 2,2 12,5
400 2,4 14,0
450 2,7 15,6
500 3,0 17,5
560 3,4 19,6
630 3,8 22,1
710 6,4
800 7,2
900 8,1
1000 9,0
1200 10,8
1400 12,6
1600 14,4
Tabela 7 - Diâmetro interno mínimo de bobinas e ovalização de tubos de PE
DE mm
Diâmetro interno mínimo da bobina Ovalização máxima dos tu-bos
bobinados
mm
SDR 11 SDR 13,6 SDR 17
63 1.300 mm 1300 mm 1300 mm 3,8
90 2500 mm 1800 mm 1800 mm 5,4
110 2500 mm 2200 mm 2200 mm 6,6
13
5.2.2.2 Perpendicularidade das extremidades dos tubos As extremidades dos tubos devem ser cortadas em modo perpendicular e sem rebarbas, com ferramentas projetadas especificamente para essa finalidade. A perpendicularidade deve ser medida conforme a Norma ABNT NBR ISO 3126. 5.2.2.3 Comprimento dos tubos Os tubos devem ser fornecidos em bobinas com comprimento preferencial de 100 m, ou submúltiplos deste, ou em barras com comprimento preferencial de 6 m, podendo tam-bém serem fornecidas em barras de 12 m, 18 m ou 24m.
O comprimento dos tubos não pode ser menor do que o declarado pelo seu fabricante, quando medido à temperatura de 20°C.
5.2.2.3.1 Fator de correção do comprimento dos tubos Para medidas de comprimento efetuadas à temperatura diferente de 20°C utilizar o fator de correção da Tabela 8.
Tabela 8 - Fator de correção do comprimento do tubo em função da temperatura
Temperatura (°C) 20 30 40
Fator 1 0,998 0,996
5.2.3 Marcação, acondicionamento, embalagem e formas de fornecimento
5.2.3.1 Marcação Os tubos devem ser marcados, de metro em metro, de forma visível, através de marca-ção indelével e em cor contrastante com a do tubo, com as seguintes informações:
a) nome e marca de identificação do fabricante;
b) identificação comercial do composto e do lote de fabricação utilizado;
c) classificação do composto utilizado no tubo (PE 80 ou PE 100)
d) número desta norma;
e) os dizeres: rede, adutora ou esgoto, conforme o caso;
f) diâmetro nominal, SDR e pressão nominal (PN __);
g) código que permita identificar o lote dos tubos, o mês e o ano da produção.
Tolera-se a ocorrência de um trecho de tubo sem marcação, desde que os dizeres resul-tem legíveis pelo baixo relevo decorrente do processo de impressão e que a falha não ultrapasse 1/3 do comprimento do tubo.
No caso de bobinas tolera-se a ocorrência de um trecho ou mais trechos sem a tinta de marcação, desde que as informações resultem legíveis pela marca decorrente do proces-so de impressão e que o total das falhas não ultrapasse 1/3 da extensão da bobina.
No caso de marcação por método que não resulte em baixo relevo, não há tolerância para qualquer falha de marcação.
5.2.3.2 Acondicionamento, embalagem e formas de fornecimento
As bobinas devem ser fornecidas com suas extremidades tamponadas, de forma a impe-dir a entrada de corpos estranhos, durante o transporte, armazenamento e o manuseio na obra.
As bobinas devem ser entregues embaladas em filme plástico incolor, com etiquetas de identificação (no mínimo quatro), onde constem os dados do fabricante: razão social da empresa, marca, endereço e telefone.
As bobinas devem ser amarradas camada a camada, de maneira a permitir que o usuário desenrole somente a quantidade necessária ao uso sem ter que desmontar toda a bobina e, devem ter seu comprimento marcado nas extremidades.
28/02/2018
Os tubos podem ser fornecidos em:
- Barras ou bobinas: DE ≤ DE 110 mm
- Barras: DE > DE 110 mm
Somente tubos de SDR 17 podem ser adquiridos em bobinas.
Os tubos em barras devem ser fornecidos e acondicionados de tal forma que não provo-que a ovalização das barras durante o transporte e o manuseio.
Os diâmetros internos mínimos das bobinas devem obedecer ao especificado na Tabela 7.
As demais dimensões das bobinas devem constar das especificações do fabricante de
tubos, com tolerância de 5%.
5.2.4 Ensaios
5.2.4.1 Índice de fluidez
O índice de fluidez deve ser medido conforme as Normas NBR 9023 ou ISO 1133.
Para a determinação do índice de fluidez medido em amostras retiradas dos tubos, admi-
te-se uma tolerância de 25% quando comparado ao índice medido em amostras do composto.
Deve ser retirado 1 corpo-de-prova de cada extremidade da bobina ou da parede do tubo em barras.
5.2.4.2 Densidade
A densidade deve ser medida conforme a Norma ISO 1183.
A diferença máxima aceitável entre o valor médio das densidades do lote de tubos fabri-
cados e o valor da densidade do respectivo composto é de 0,003 g/cm3, não podendo
ultrapassar a tolerância de 0,005 g/cm3 para cada corpo-de-prova.
Deve ser retirada 1 amostra de cada extremidade da bobina ou da barra.
5.2.4.3 Estabilidade térmica A estabilidade térmica do composto, medida através do ensaio de determinação do tem-po de oxidação indutiva (OIT), deve ser de no mínimo 20 minutos, testado a 200°C. Quando o ensaio for realizado em tubos, a amostra deve ser extraída da superfície inter-na do tubo.
O ensaio deve ser realizado conforme a Norma ABNT NBR 14300.
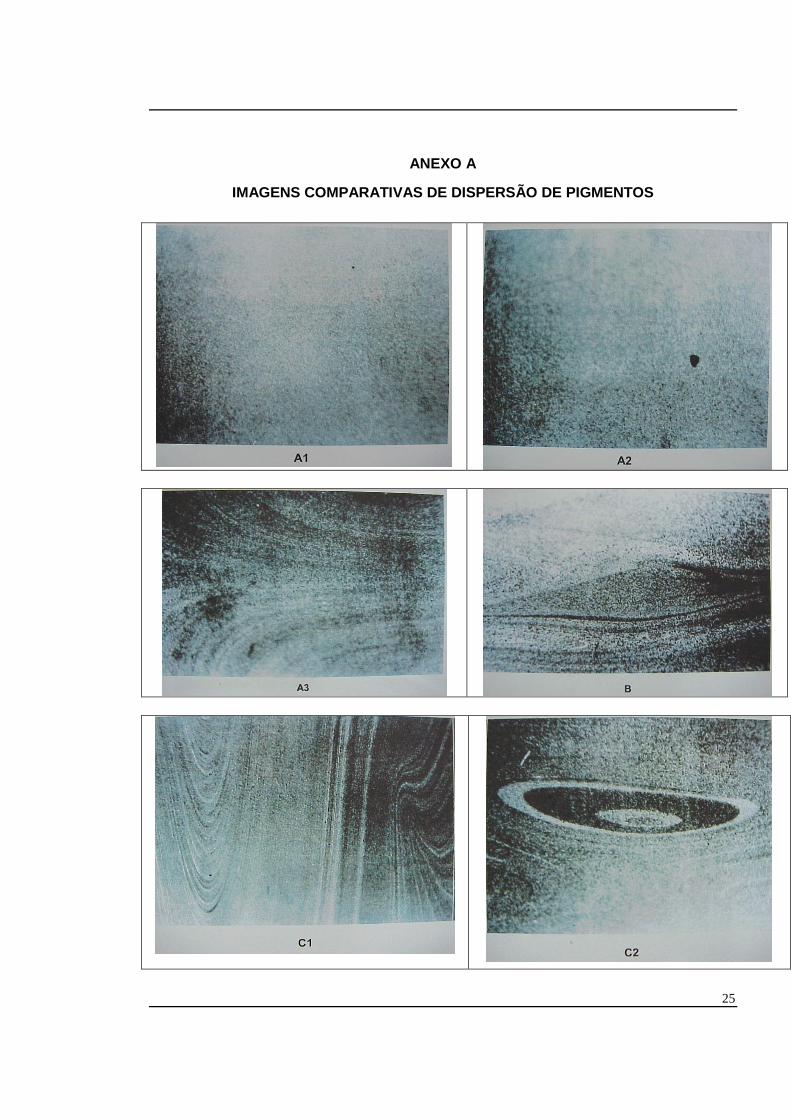
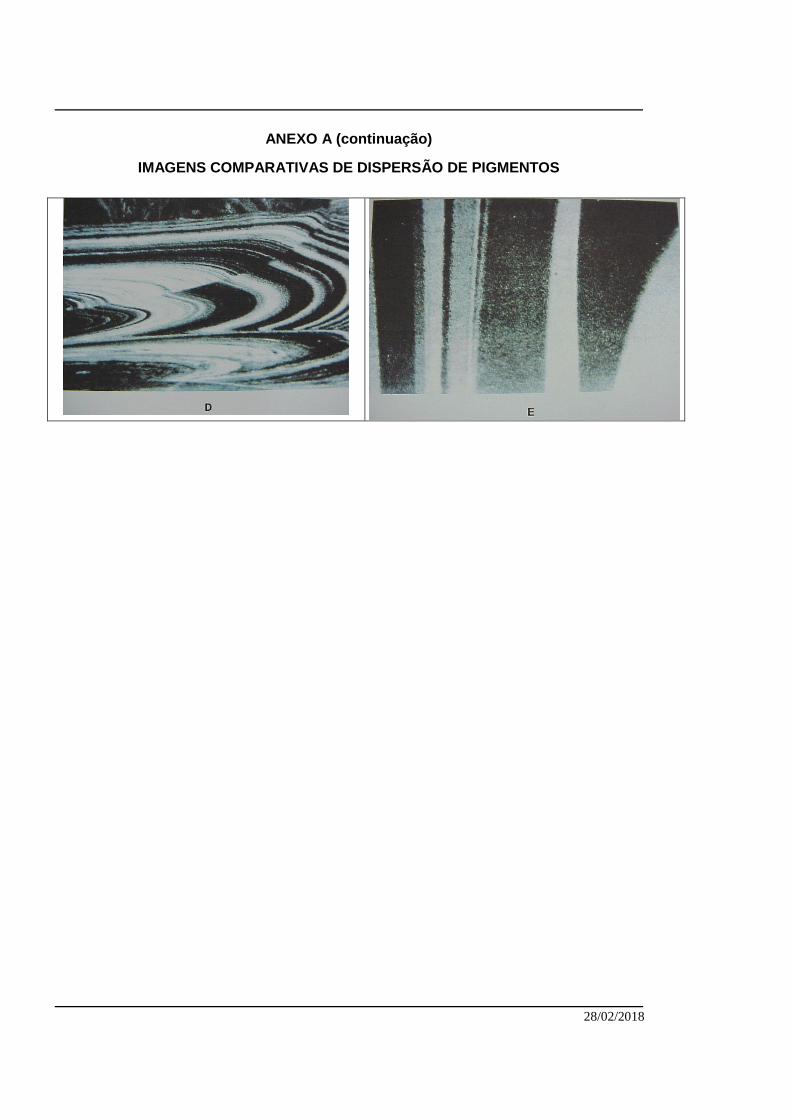
5.2.4.4 Dispersão de pigmentos
A avaliação do grau de dispersão dos pigmentos no composto deve ser feita conforme a norma ABNT NBR ISO 18553 e deve ser ≤ 3. Pode ser feita a avaliação visual conforme item 4.2.2 daquela norma, através da análise comparativa da dispersão apresentada nas lâminas dos corpos de prova com as imagens do Anexo A desta Norma. São consideradas aprovadas as dispersões apresentadas nas imagens A1, A2 e A3, imagens essas reproduzidas da norma ABNT NBR ISO 18553. No caso de dúvida quanto à avaliação da dispersão pelo método comparativo, deve ser utilizado, na integra, o método apresentado na norma ABNT NBR ISO 18553.
5.2.4.5 Compostos de PE com negro-de-fumo
A pigmentação dos compostos de PE na cor preta deve ser feita pela petroquímica fabri-cante do composto, com negro de fumo de qualidade certificada e em conformidade com a Portaria de Consolidação nº 05 - Anexo XX.
O tamanho médio das partículas deve ser ≤ 25 m.
15
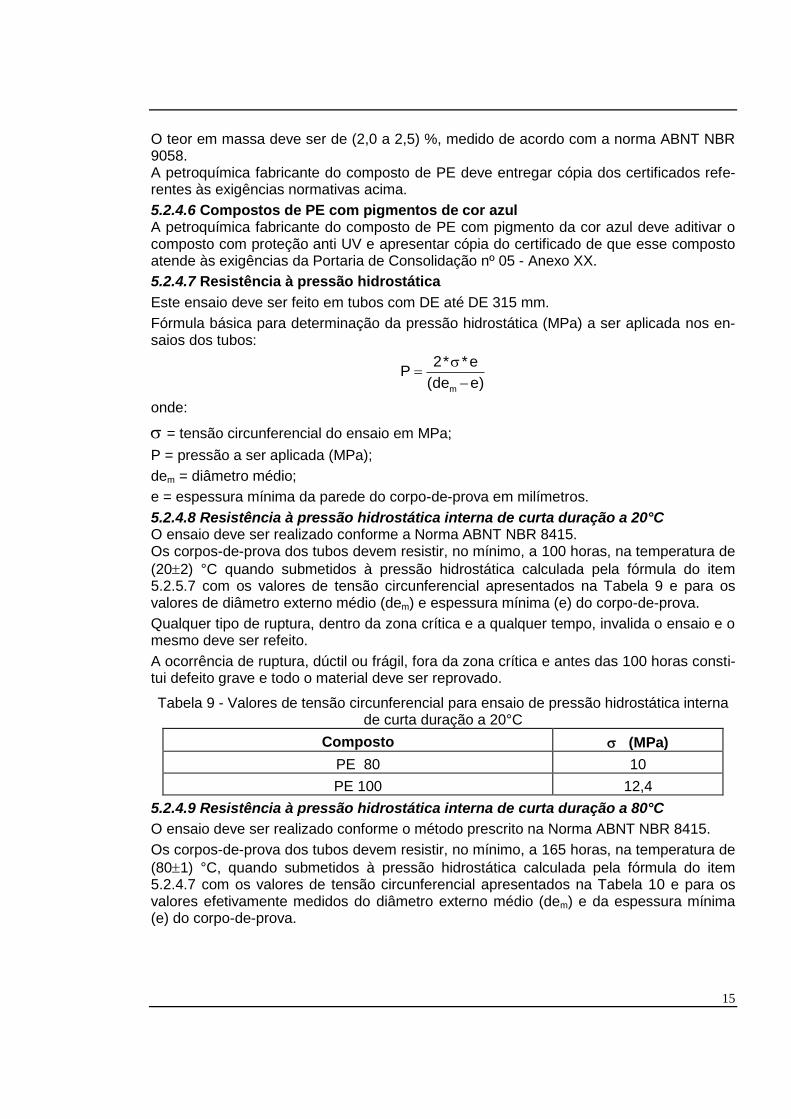
O teor em massa deve ser de (2,0 a 2,5) %, medido de acordo com a norma ABNT NBR 9058. A petroquímica fabricante do composto de PE deve entregar cópia dos certificados refe-rentes às exigências normativas acima.
5.2.4.6 Compostos de PE com pigmentos de cor azul A petroquímica fabricante do composto de PE com pigmento da cor azul deve aditivar o composto com proteção anti UV e apresentar cópia do certificado de que esse composto atende às exigências da Portaria de Consolidação nº 05 - Anexo XX.
5.2.4.7 Resistência à pressão hidrostática
Este ensaio deve ser feito em tubos com DE até DE 315 mm.
Fórmula básica para determinação da pressão hidrostática (MPa) a ser aplicada nos en-saios dos tubos:
m
2* *eP
(de e)
onde:
= tensão circunferencial do ensaio em MPa;
P = pressão a ser aplicada (MPa);
dem = diâmetro médio;
e = espessura mínima da parede do corpo-de-prova em milímetros.
5.2.4.8 Resistência à pressão hidrostática interna de curta duração a 20°C O ensaio deve ser realizado conforme a Norma ABNT NBR 8415. Os corpos-de-prova dos tubos devem resistir, no mínimo, a 100 horas, na temperatura de
(202) °C quando submetidos à pressão hidrostática calculada pela fórmula do item 5.2.5.7 com os valores de tensão circunferencial apresentados na Tabela 9 e para os valores de diâmetro externo médio (dem) e espessura mínima (e) do corpo-de-prova.
Qualquer tipo de ruptura, dentro da zona crítica e a qualquer tempo, invalida o ensaio e o mesmo deve ser refeito.
A ocorrência de ruptura, dúctil ou frágil, fora da zona crítica e antes das 100 horas consti-tui defeito grave e todo o material deve ser reprovado.
Tabela 9 - Valores de tensão circunferencial para ensaio de pressão hidrostática interna de curta duração a 20°C
Composto (MPa)
PE 80 10
PE 100 12,4
5.2.4.9 Resistência à pressão hidrostática interna de curta duração a 80°C
O ensaio deve ser realizado conforme o método prescrito na Norma ABNT NBR 8415.
Os corpos-de-prova dos tubos devem resistir, no mínimo, a 165 horas, na temperatura de
(801) °C, quando submetidos à pressão hidrostática calculada pela fórmula do item 5.2.4.7 com os valores de tensão circunferencial apresentados na Tabela 10 e para os valores efetivamente medidos do diâmetro externo médio (dem) e da espessura mínima (e) do corpo-de-prova.
28/02/2018
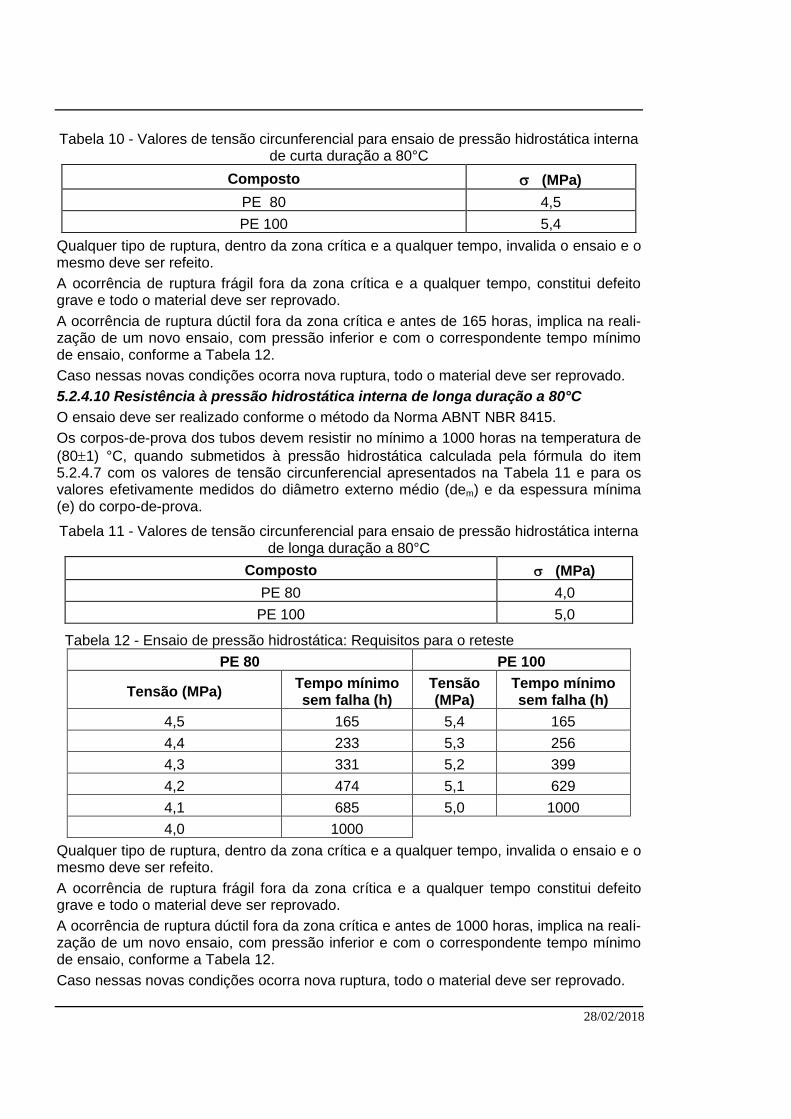
Tabela 10 - Valores de tensão circunferencial para ensaio de pressão hidrostática interna de curta duração a 80°C
Composto (MPa)
PE 80 4,5
PE 100 5,4
Qualquer tipo de ruptura, dentro da zona crítica e a qualquer tempo, invalida o ensaio e o mesmo deve ser refeito.
A ocorrência de ruptura frágil fora da zona crítica e a qualquer tempo, constitui defeito grave e todo o material deve ser reprovado.
A ocorrência de ruptura dúctil fora da zona crítica e antes de 165 horas, implica na reali-zação de um novo ensaio, com pressão inferior e com o correspondente tempo mínimo de ensaio, conforme a Tabela 12.
Caso nessas novas condições ocorra nova ruptura, todo o material deve ser reprovado.
5.2.4.10 Resistência à pressão hidrostática interna de longa duração a 80°C
O ensaio deve ser realizado conforme o método da Norma ABNT NBR 8415.
Os corpos-de-prova dos tubos devem resistir no mínimo a 1000 horas na temperatura de
(801) °C, quando submetidos à pressão hidrostática calculada pela fórmula do item 5.2.4.7 com os valores de tensão circunferencial apresentados na Tabela 11 e para os valores efetivamente medidos do diâmetro externo médio (dem) e da espessura mínima (e) do corpo-de-prova.
Tabela 11 - Valores de tensão circunferencial para ensaio de pressão hidrostática interna de longa duração a 80°C
Composto (MPa)
PE 80 4,0
PE 100 5,0
Tabela 12 - Ensaio de pressão hidrostática: Requisitos para o reteste
PE 80 PE 100
Tensão (MPa) Tempo mínimo sem falha (h)
Tensão (MPa)
Tempo mínimo sem falha (h)
4,5 165 5,4 165
4,4 233 5,3 256
4,3 331 5,2 399
4,2 474 5,1 629
4,1 685 5,0 1000
4,0 1000
Qualquer tipo de ruptura, dentro da zona crítica e a qualquer tempo, invalida o ensaio e o mesmo deve ser refeito.
A ocorrência de ruptura frágil fora da zona crítica e a qualquer tempo constitui defeito grave e todo o material deve ser reprovado.
A ocorrência de ruptura dúctil fora da zona crítica e antes de 1000 horas, implica na reali-zação de um novo ensaio, com pressão inferior e com o correspondente tempo mínimo de ensaio, conforme a Tabela 12.
Caso nessas novas condições ocorra nova ruptura, todo o material deve ser reprovado.
17
5.2.4.11 Estabilidade dimensional
Os corpos-de-prova dos tubos devem apresentar variação longitudinal 3 %, quando
submetidos à temperatura de (1102) °C, conforme a ABNT NBR ISO 2505.
Caso o corpo-de-prova seja incompatível com a capacidade dimensional da estufa, este ensaio pode ser executado em segmento longitudinal do corpo-de-prova. 5.2.4.12 Retração circunferencial
O ensaio deve ser realizado conforme o método da Norma ABNT NBR 14302.
A ovalização e o diâmetro externo médio (dem) dos corpos-de-prova dos tubos devem ser medidos a uma distância da extremidade equivalente a 1,0 a 1,1 vez o diâmetro externo.
A ovalização e a média das medições dos diâmetros externos médios devem estar dentro das dimensões e tolerâncias definidas no item 5.2.2, desta Norma.
5.2.4.13 Resistência ao esmagamento
O ensaio deve ser realizado nos tubos com diâmetros até DE 315 mm, conforme o méto-do da Norma ABNT NBR 14303.
Os corpos-de-prova devem ser submetidos ao esmagamento, seguido do ensaio de re-sistência à pressão interna de curta duração a 20°C, conforme item 5.2.4.8, e do ensaio de resistência à pressão interna de longa duração a 80ºC, conforme item 5.2.4.10.
5.2.4.14 Alongamento até a ruptura
O ensaio de alongamento deve atender aos requisitos definidos na Tabela 13 e de acor-do com os métodos citados nas Normas ISO 6259-1 e ISO 6259-3.
Caso o alongamento do corpo de prova atinja 1000% antes de se romper, o ensaio pode ser interrompido.
A tensão no limite de escoamento não é definida.
Durante a extração dos corpos de prova para a execução deste ensaio, deve ser retirada uma quantidade correspondente ao dobro dos corpos de prova definidos nas normas acima citadas, sendo 50% deles destinados ao ensaio de alongamento até a ruptura e os outros 50 % para a execução do ensaio descrito no item 5.2.4.15.
28/02/2018
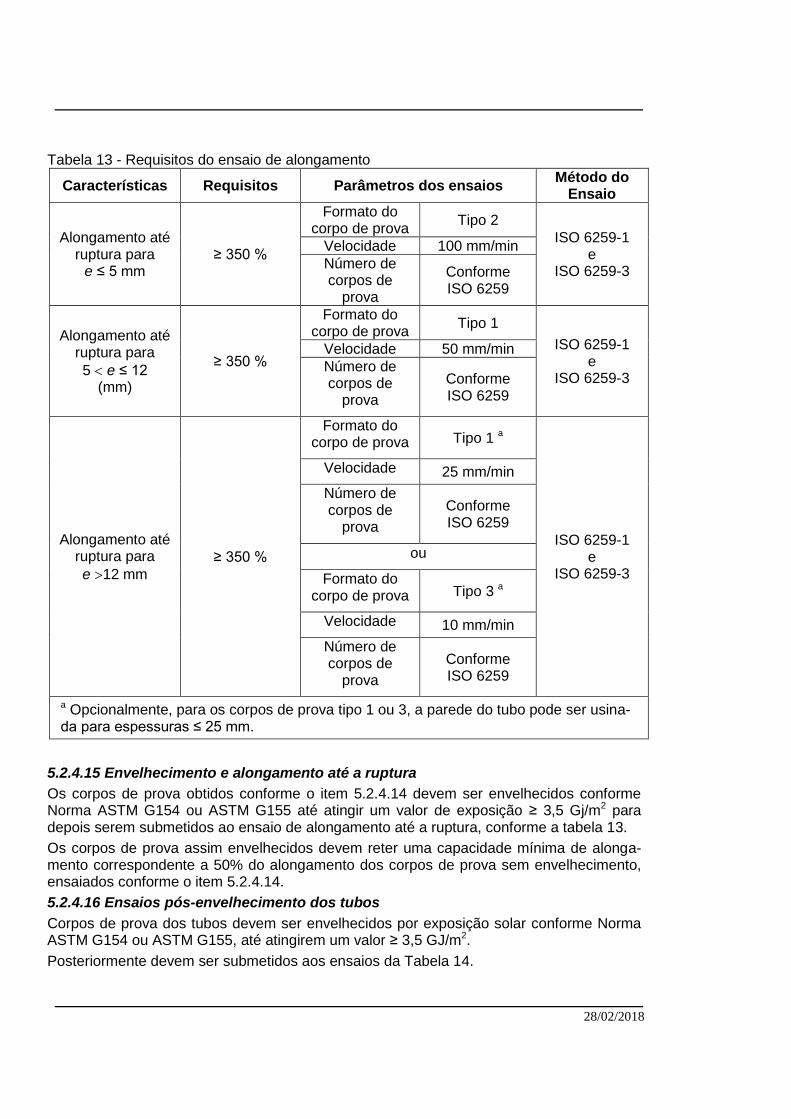
Tabela 13 - Requisitos do ensaio de alongamento
Características Requisitos Parâmetros dos ensaios Método do
Ensaio
Alongamento até ruptura para
e ≤ 5 mm ≥ 350 %
Formato do corpo de prova
Tipo 2
ISO 6259-1 e
ISO 6259-3
Velocidade 100 mm/min
Número de corpos de
prova
Conforme ISO 6259
Alongamento até ruptura para
5 e ≤ 12 (mm)
≥ 350 %
Formato do corpo de prova
Tipo 1
ISO 6259-1 e
ISO 6259-3
Velocidade 50 mm/min
Número de corpos de
prova
Conforme ISO 6259
Alongamento até ruptura para
e 12 mm
≥ 350 %
Formato do corpo de prova Tipo 1 a
ISO 6259-1 e
ISO 6259-3
Velocidade 25 mm/min
Número de corpos de
prova
Conforme ISO 6259
ou
Formato do corpo de prova Tipo 3 a
Velocidade 10 mm/min
Número de corpos de
prova
Conforme ISO 6259
a Opcionalmente, para os corpos de prova tipo 1 ou 3, a parede do tubo pode ser usina-da para espessuras ≤ 25 mm.
5.2.4.15 Envelhecimento e alongamento até a ruptura
Os corpos de prova obtidos conforme o item 5.2.4.14 devem ser envelhecidos conforme Norma ASTM G154 ou ASTM G155 até atingir um valor de exposição ≥ 3,5 Gj/m2 para depois serem submetidos ao ensaio de alongamento até a ruptura, conforme a tabela 13.
Os corpos de prova assim envelhecidos devem reter uma capacidade mínima de alonga-mento correspondente a 50% do alongamento dos corpos de prova sem envelhecimento, ensaiados conforme o item 5.2.4.14.
5.2.4.16 Ensaios pós-envelhecimento dos tubos
Corpos de prova dos tubos devem ser envelhecidos por exposição solar conforme Norma ASTM G154 ou ASTM G155, até atingirem um valor ≥ 3,5 GJ/m2.
Posteriormente devem ser submetidos aos ensaios da Tabela 14.
19
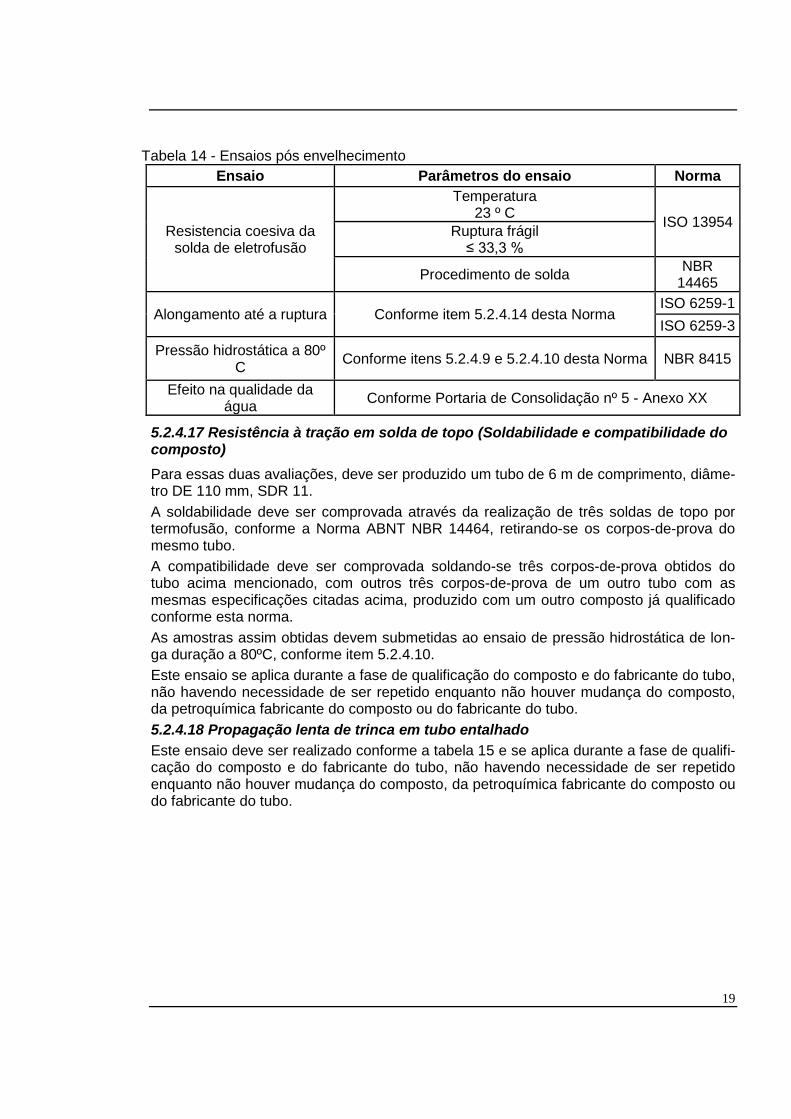
Tabela 14 - Ensaios pós envelhecimento
Ensaio Parâmetros do ensaio Norma
Resistencia coesiva da solda de eletrofusão
Temperatura 23 º C
ISO 13954 Ruptura frágil
≤ 33,3 %
Procedimento de solda NBR
14465
Alongamento até a ruptura Conforme item 5.2.4.14 desta Norma ISO 6259-1
ISO 6259-3
Pressão hidrostática a 80º C
Conforme itens 5.2.4.9 e 5.2.4.10 desta Norma NBR 8415
Efeito na qualidade da água
Conforme Portaria de Consolidação nº 5 - Anexo XX
5.2.4.17 Resistência à tração em solda de topo (Soldabilidade e compatibilidade do composto)
Para essas duas avaliações, deve ser produzido um tubo de 6 m de comprimento, diâme-tro DE 110 mm, SDR 11.
A soldabilidade deve ser comprovada através da realização de três soldas de topo por termofusão, conforme a Norma ABNT NBR 14464, retirando-se os corpos-de-prova do mesmo tubo.
A compatibilidade deve ser comprovada soldando-se três corpos-de-prova obtidos do tubo acima mencionado, com outros três corpos-de-prova de um outro tubo com as mesmas especificações citadas acima, produzido com um outro composto já qualificado conforme esta norma.
As amostras assim obtidas devem submetidas ao ensaio de pressão hidrostática de lon-ga duração a 80ºC, conforme item 5.2.4.10.
Este ensaio se aplica durante a fase de qualificação do composto e do fabricante do tubo, não havendo necessidade de ser repetido enquanto não houver mudança do composto, da petroquímica fabricante do composto ou do fabricante do tubo.
5.2.4.18 Propagação lenta de trinca em tubo entalhado
Este ensaio deve ser realizado conforme a tabela 15 e se aplica durante a fase de qualifi-cação do composto e do fabricante do tubo, não havendo necessidade de ser repetido enquanto não houver mudança do composto, da petroquímica fabricante do composto ou do fabricante do tubo.
28/02/2018
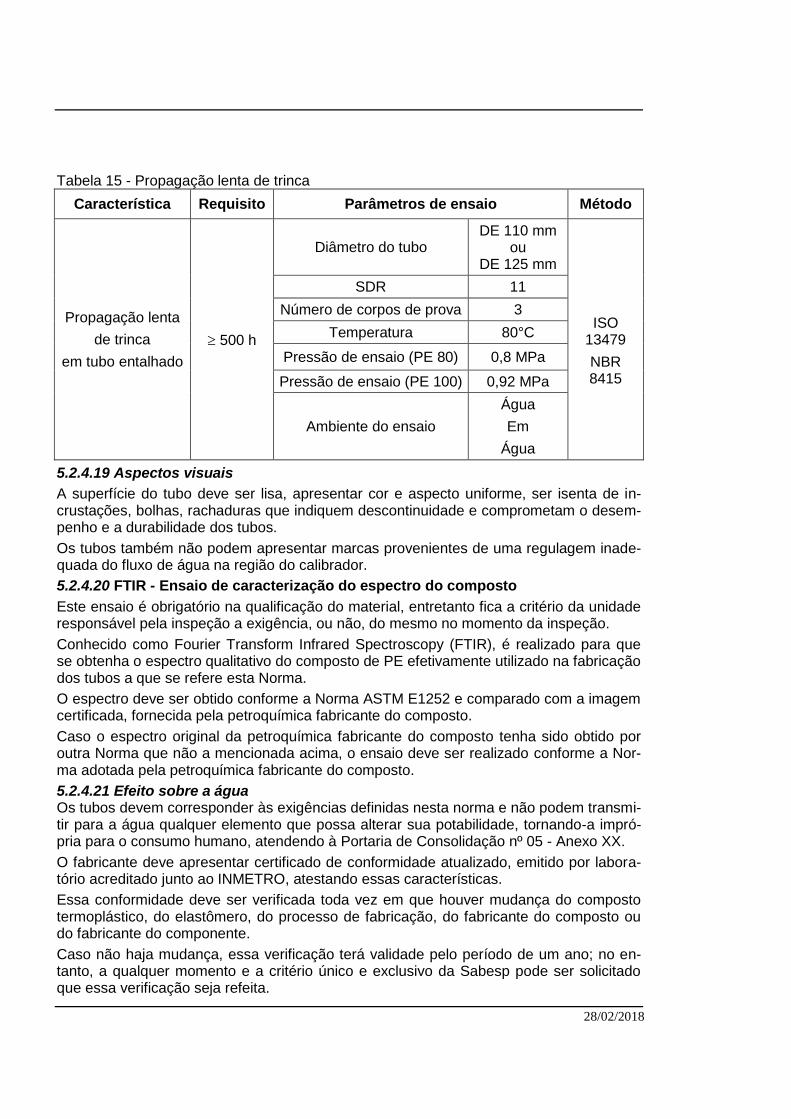
Tabela 15 - Propagação lenta de trinca
Característica Requisito Parâmetros de ensaio Método
Propagação lenta
de trinca
em tubo entalhado
500 h
Diâmetro do tubo DE 110 mm
ou DE 125 mm
ISO 13479
NBR 8415
SDR 11
Número de corpos de prova 3
Temperatura 80°C
Pressão de ensaio (PE 80) 0,8 MPa
Pressão de ensaio (PE 100) 0,92 MPa
Ambiente do ensaio
Água
Em
Água
5.2.4.19 Aspectos visuais
A superfície do tubo deve ser lisa, apresentar cor e aspecto uniforme, ser isenta de in-crustações, bolhas, rachaduras que indiquem descontinuidade e comprometam o desem-penho e a durabilidade dos tubos.
Os tubos também não podem apresentar marcas provenientes de uma regulagem inade-quada do fluxo de água na região do calibrador.
5.2.4.20 FTIR - Ensaio de caracterização do espectro do composto
Este ensaio é obrigatório na qualificação do material, entretanto fica a critério da unidade responsável pela inspeção a exigência, ou não, do mesmo no momento da inspeção.
Conhecido como Fourier Transform Infrared Spectroscopy (FTIR), é realizado para que se obtenha o espectro qualitativo do composto de PE efetivamente utilizado na fabricação dos tubos a que se refere esta Norma.
O espectro deve ser obtido conforme a Norma ASTM E1252 e comparado com a imagem certificada, fornecida pela petroquímica fabricante do composto.
Caso o espectro original da petroquímica fabricante do composto tenha sido obtido por outra Norma que não a mencionada acima, o ensaio deve ser realizado conforme a Nor-ma adotada pela petroquímica fabricante do composto.
5.2.4.21 Efeito sobre a água Os tubos devem corresponder às exigências definidas nesta norma e não podem transmi-tir para a água qualquer elemento que possa alterar sua potabilidade, tornando-a impró-pria para o consumo humano, atendendo à Portaria de Consolidação nº 05 - Anexo XX.
O fabricante deve apresentar certificado de conformidade atualizado, emitido por labora-tório acreditado junto ao INMETRO, atestando essas características.
Essa conformidade deve ser verificada toda vez em que houver mudança do composto termoplástico, do elastômero, do processo de fabricação, do fabricante do composto ou do fabricante do componente.
Caso não haja mudança, essa verificação terá validade pelo período de um ano; no en-tanto, a qualquer momento e a critério único e exclusivo da Sabesp pode ser solicitado que essa verificação seja refeita.
21
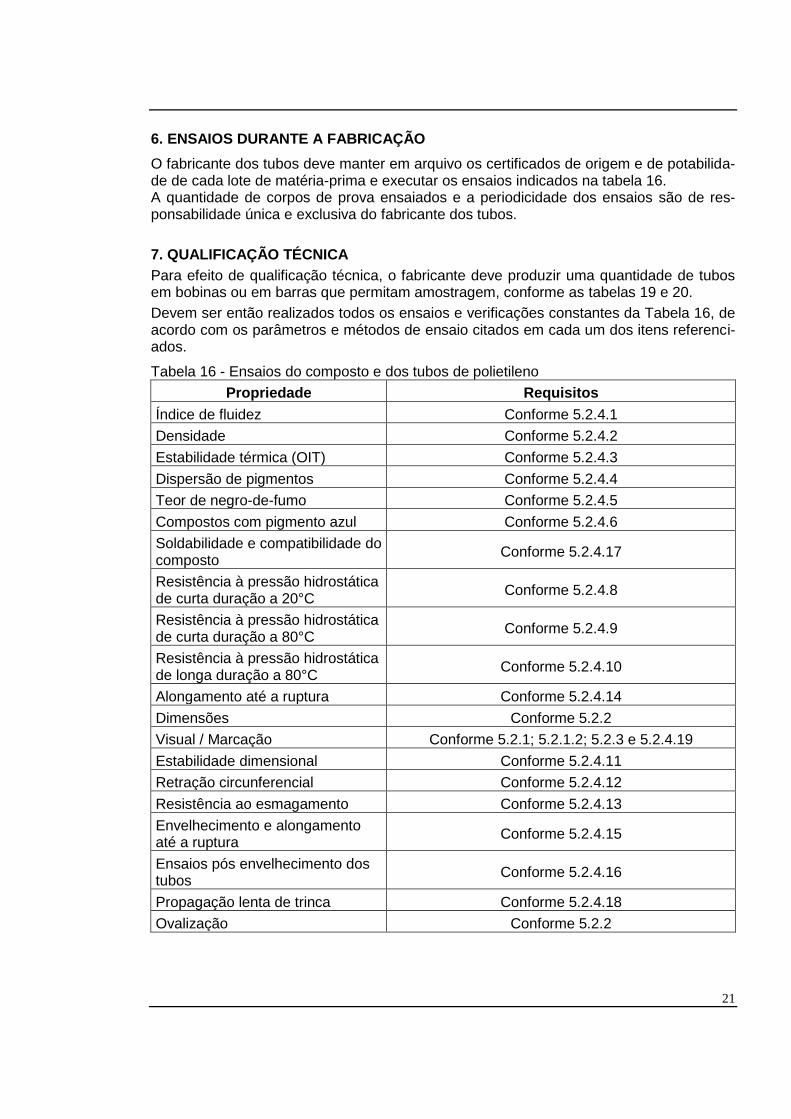
6. ENSAIOS DURANTE A FABRICAÇÃO
O fabricante dos tubos deve manter em arquivo os certificados de origem e de potabilida-de de cada lote de matéria-prima e executar os ensaios indicados na tabela 16. A quantidade de corpos de prova ensaiados e a periodicidade dos ensaios são de res-ponsabilidade única e exclusiva do fabricante dos tubos.
7. QUALIFICAÇÃO TÉCNICA
Para efeito de qualificação técnica, o fabricante deve produzir uma quantidade de tubos em bobinas ou em barras que permitam amostragem, conforme as tabelas 19 e 20.
Devem ser então realizados todos os ensaios e verificações constantes da Tabela 16, de acordo com os parâmetros e métodos de ensaio citados em cada um dos itens referenci-ados.
Tabela 16 - Ensaios do composto e dos tubos de polietileno
Propriedade Requisitos
Índice de fluidez Conforme 5.2.4.1
Densidade Conforme 5.2.4.2
Estabilidade térmica (OIT) Conforme 5.2.4.3
Dispersão de pigmentos Conforme 5.2.4.4
Teor de negro-de-fumo Conforme 5.2.4.5
Compostos com pigmento azul Conforme 5.2.4.6
Soldabilidade e compatibilidade do composto
Conforme 5.2.4.17
Resistência à pressão hidrostática de curta duração a 20°C
Conforme 5.2.4.8
Resistência à pressão hidrostática de curta duração a 80°C
Conforme 5.2.4.9
Resistência à pressão hidrostática de longa duração a 80°C
Conforme 5.2.4.10
Alongamento até a ruptura Conforme 5.2.4.14
Dimensões Conforme 5.2.2
Visual / Marcação Conforme 5.2.1; 5.2.1.2; 5.2.3 e 5.2.4.19
Estabilidade dimensional Conforme 5.2.4.11
Retração circunferencial Conforme 5.2.4.12
Resistência ao esmagamento Conforme 5.2.4.13
Envelhecimento e alongamento até a ruptura
Conforme 5.2.4.15
Ensaios pós envelhecimento dos tubos
Conforme 5.2.4.16
Propagação lenta de trinca Conforme 5.2.4.18
Ovalização Conforme 5.2.2
28/02/2018
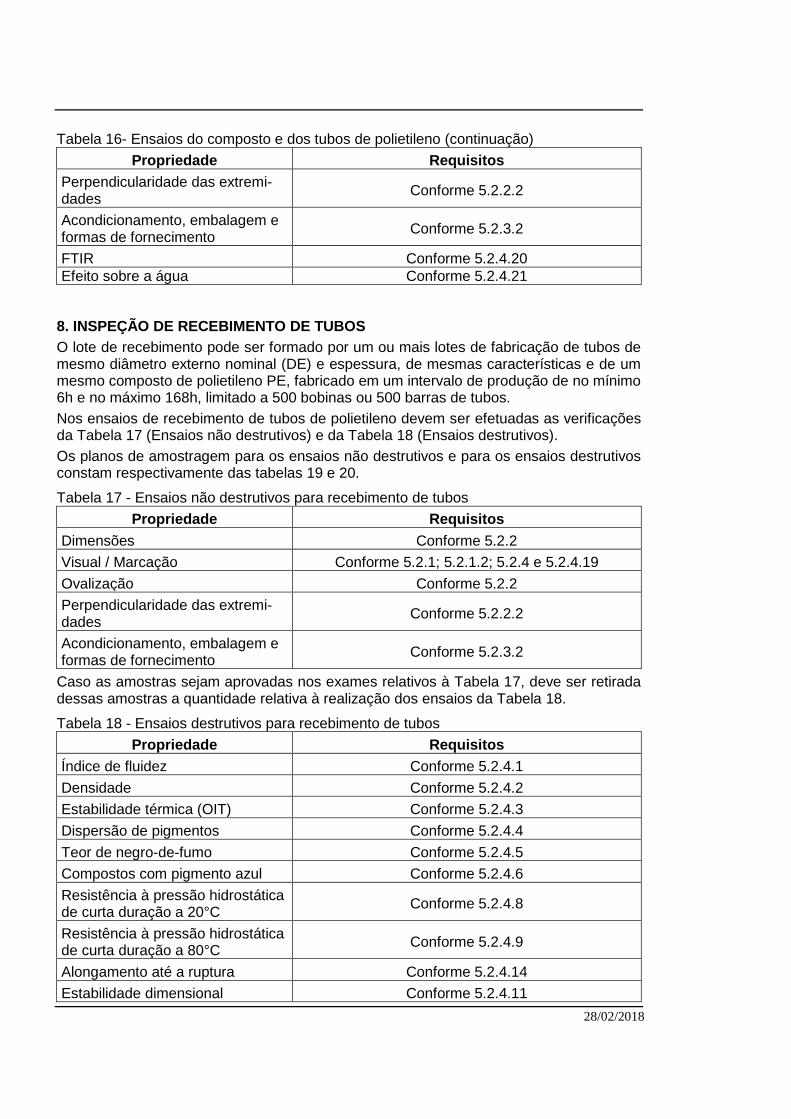
Tabela 16- Ensaios do composto e dos tubos de polietileno (continuação)
Propriedade Requisitos
Perpendicularidade das extremi-dades
Conforme 5.2.2.2
Acondicionamento, embalagem e formas de fornecimento
Conforme 5.2.3.2
FTIR Conforme 5.2.4.20
Efeito sobre a água Conforme 5.2.4.21
8. INSPEÇÃO DE RECEBIMENTO DE TUBOS
O lote de recebimento pode ser formado por um ou mais lotes de fabricação de tubos de mesmo diâmetro externo nominal (DE) e espessura, de mesmas características e de um mesmo composto de polietileno PE, fabricado em um intervalo de produção de no mínimo 6h e no máximo 168h, limitado a 500 bobinas ou 500 barras de tubos.
Nos ensaios de recebimento de tubos de polietileno devem ser efetuadas as verificações da Tabela 17 (Ensaios não destrutivos) e da Tabela 18 (Ensaios destrutivos).
Os planos de amostragem para os ensaios não destrutivos e para os ensaios destrutivos constam respectivamente das tabelas 19 e 20.
Tabela 17 - Ensaios não destrutivos para recebimento de tubos
Propriedade Requisitos
Dimensões Conforme 5.2.2
Visual / Marcação Conforme 5.2.1; 5.2.1.2; 5.2.4 e 5.2.4.19
Ovalização Conforme 5.2.2
Perpendicularidade das extremi-dades
Conforme 5.2.2.2
Acondicionamento, embalagem e formas de fornecimento
Conforme 5.2.3.2
Caso as amostras sejam aprovadas nos exames relativos à Tabela 17, deve ser retirada dessas amostras a quantidade relativa à realização dos ensaios da Tabela 18.
Tabela 18 - Ensaios destrutivos para recebimento de tubos
Propriedade Requisitos
Índice de fluidez Conforme 5.2.4.1
Densidade Conforme 5.2.4.2
Estabilidade térmica (OIT) Conforme 5.2.4.3
Dispersão de pigmentos Conforme 5.2.4.4
Teor de negro-de-fumo Conforme 5.2.4.5
Compostos com pigmento azul Conforme 5.2.4.6
Resistência à pressão hidrostática de curta duração a 20°C
Conforme 5.2.4.8
Resistência à pressão hidrostática de curta duração a 80°C
Conforme 5.2.4.9
Alongamento até a ruptura Conforme 5.2.4.14
Estabilidade dimensional Conforme 5.2.4.11
23
Tabela 18 - Ensaios destrutivos para recebimento de tubos (continuação)
Propriedade Requisitos
Retração circunferencial Conforme 5.2.4.12
Resistência ao esmagamento Conforme 5.2.4.13
FTIR* Conforme 5.2.4.20
*Deve ser realizado, de maneira a atender a condição estabelecida no item 10.
Tabela 19 - Plano de amostragem para ensaios não destrutivos
Tamanho do Lote (bobinas
ou barras)
Tamanho da amostra Bobinas ou barras defeituosas
1ª amostra 2ª amostra
1ª amostra 2ª amostra
Aceitação
Rejeição
Aceitação
Rejeição
26 a 90 8 8 0 2 1 2
91 a 150 13 13 0 3 3 4
151 a 280 20 20 1 4 4 5
281 a 500 32 32 2 5 6 7
Tabela 20- Plano de amostragem para os ensaios destrutivos
Tamanho do lote Tamanho da amostra
Bobinas ou barras defeituosas
Aceitação
Rejeição
26 a 150 3 0 1
151 a 500 8 1 2
Nota: Nos ensaios de densidade e índice de fluidez não é tolerado nenhum defeito inde-pendente do critério de aceitação da Tabela 20.
8.1 Aceitação ou rejeição
Os lotes devem ser aprovados ou rejeitados de acordo com 8.1.1 e 8.1.2.
8.1.1 Primeira amostragem para os ensaios não destrutivos
Os lotes são aceitos quando o número de amostras defeituosas for igual ou menor do que o número de aceitação.
Os lotes devem ser rejeitados quando o número de amostras defeituosas for igual ou maior do que o número de rejeição.
8.1.2 Segunda amostragem para os ensaios não destrutivos
Os lotes, cujo número de amostras defeituosas for maior do que o 1º número de aceita-ção e menor do que o 1º número de rejeição devem ser submetidos a uma segunda amostragem.
Os lotes são aceitos quando o número de amostras defeituosas for igual ou menor do que o 2º número de aceitação.
Os lotes devem ser rejeitados quando o número de amostras defeituosas for igual ou maior do que o 2º número de rejeição.
8.1.3 Amostragem para os ensaios destrutivos O Plano de Amostragem para os ensaios destrutivos é um plano simples.
28/02/2018
Se o número de amostras defeituosas for menor ou igual ao número de aceitação, o lote deve ser aprovado.
Se o número de amostras defeituosas for igual ou superior ao número de rejeição o lote deve ser reprovado.
9. RELATÓRIO DE INSPEÇÃO
O relatório de inspeção deve ser preenchido com todos os valores obtidos em cada um dos corpos-de-prova, em todos os ensaios.
Quando houver necessidade de arredondamento, este somente pode ser efetuado no resultado final.
Em caso de ocorrência de falhas futuras, o Relatório mencionado neste item é utilizado como parâmetro de referência para verificação da qualidade do material.
10. ENSAIO DE VERIFICAÇÃO DA CONSISTÊNCIA ENTRE MATÉRIAS PRIMAS
Em caso de sinistros, dúvidas no processo de inspeção ou suspeita sobre a qualidade de tubos entregues, a Sabesp pode realizar às suas expensas e sem aviso prévio ao fabri-cante do tubo, o ensaio FTIR (Fourier Transform Infrared Spectroscopy), a fim de se es-tabelecer a consistência entre o composto recebido da indústria petroquímica para a fa-bricação dos tubos e o composto com o qual o tubo foi efetivamente produzido.
Esses ensaios são realizados num Laboratório acreditado junto ao INMETRO.
Devem ser coletados dois corpos de prova dos tubos com acompanhamento, identifica-ção e posterior colocação de lacre, tanto por parte do fabricante quanto do inspetor da SABESP.
As duas amostras (corpos de prova) identificadas são encaminhadas pela SABESP ao Laboratório.
No caso de discrepância entre o composto original e o composto do produto final, novas amostras devem ser coletadas e novo ensaio realizado na presença da SABESP, do res-ponsável indicado pelo Fabricante e pelo representante da Petroquímica.
Caso haja discrepância nesse novo ensaio fica a critério da Sabesp tomar as medidas que julgar necessárias.
25
ANEXO A
IMAGENS COMPARATIVAS DE DISPERSÃO DE PIGMENTOS
28/02/2018
ANEXO A (continuação)
IMAGENS COMPARATIVAS DE DISPERSÃO DE PIGMENTOS
27
ANEXO B
CONDIÇÕES DE OPERAÇÃO E DE UTILIZAÇÃO DOS TUBOS
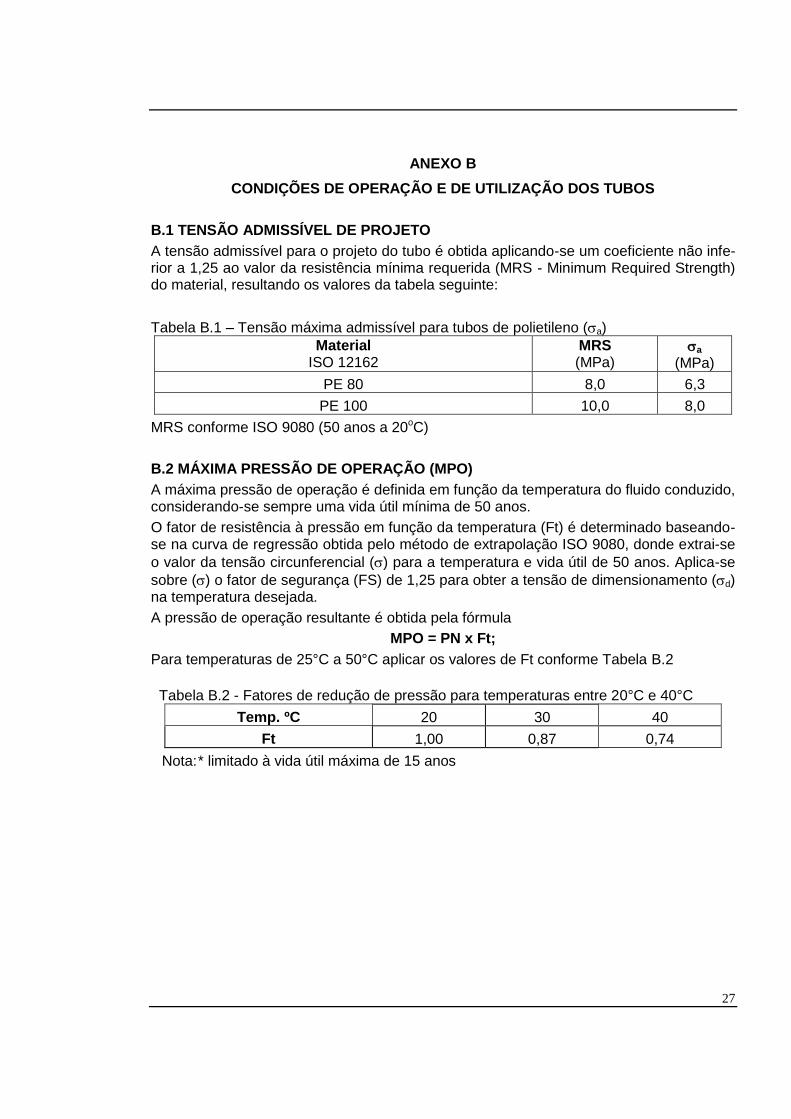
B.1 TENSÃO ADMISSÍVEL DE PROJETO
A tensão admissível para o projeto do tubo é obtida aplicando-se um coeficiente não infe-rior a 1,25 ao valor da resistência mínima requerida (MRS - Minimum Required Strength) do material, resultando os valores da tabela seguinte:
Tabela B.1 – Tensão máxima admissível para tubos de polietileno (a)
Material ISO 12162
MRS (MPa)
a (MPa)
PE 80 8,0 6,3
PE 100 10,0 8,0
MRS conforme ISO 9080 (50 anos a 20oC)
B.2 MÁXIMA PRESSÃO DE OPERAÇÃO (MPO)
A máxima pressão de operação é definida em função da temperatura do fluido conduzido, considerando-se sempre uma vida útil mínima de 50 anos.
O fator de resistência à pressão em função da temperatura (Ft) é determinado baseando-se na curva de regressão obtida pelo método de extrapolação ISO 9080, donde extrai-se
o valor da tensão circunferencial () para a temperatura e vida útil de 50 anos. Aplica-se
sobre () o fator de segurança (FS) de 1,25 para obter a tensão de dimensionamento (d) na temperatura desejada.
A pressão de operação resultante é obtida pela fórmula
MPO = PN x Ft;
Para temperaturas de 25°C a 50°C aplicar os valores de Ft conforme Tabela B.2
Tabela B.2 - Fatores de redução de pressão para temperaturas entre 20°C e 40°C
Temp. ºC 20 30 40
Ft 1,00 0,87 0,74
Nota: * limitado à vida útil máxima de 15 anos
28/02/2018
Tubos de polietileno para redes de distribuição, adutoras, linhas de esgoto pressurizadas e emissários.
Considerações finais:
1) Esta norma técnica, como qualquer outra, é um documento dinâmico, podendo ser alterada ou ampliada sempre que for necessário. Sugestões e comentários devem ser enviados ao Departamento de Acervo e Normalização Técnica - TXA, no endereço: [email protected]
2) Tomaram parte na elaboração desta revisão de norma:
DIRETORIA UNIDADE NOME
T
TXA
Dorival Correa Vallilo
Pedro Jorge Chama Neto
Marco Aurélio Lima Barbosa
TOR Simone S. P. Previatelli
TOE James Galvane Jr
M
MAML Sidney Morelatto
MLED Kleberson Alves Gomes
R REP Luiz Augusto Peres
C CSQ Luiz Roberto Stelle
Estevão Morinigo Jr
13/03/2018
Sabesp - Companhia de Saneamento Básico do Estado de São Paulo
Diretoria de Tecnologia, Empreendimentos e Meio Ambiente - T
Superintendência de Pesquisa, Desenvolvimento Tecnológico e Inovação - TX
Departamento de Acervo e Normalização Técnica – TXA
Rua Costa Carvalho, 300 - CEP 05429-900
São Paulo - SP - Brasil
- Palavras-chave: tubo; polietileno;
- 27 páginas





























