Embed Size (px)
Citation preview
ÖNSÖZ
Önsöz
Bu el kitabı, Uluslararası ThermoWood Derneği (International Thermowood Association - ITWA)
üyeleri tarafından hazırlanmıştır. Yeni ürün ve üretim metotları çeşitli pazarlara girdiğinde, bilgi
seviyesini yükseltmek ve mümkün olduğunca verimli tutmak üzere ürün ve süreç hakkında
olabildiğince fazla bilgi sunmak çok önemlidir. Bu nedenle, bu el kitabının şartname hazırlayıcıları,
sektör içerisindeki nihai tüketiciler, inşaat şirketleri, ahşap satıcıları ve benzeri kişi ve organizasyonlar
için faydalı bir kaynak görevi görmesini umuyoruz.
El kitabının amacı, kuramsal malzeme, laboratuvar sonuçları, alan testleri hakkında kapsamlı bir
kaynak ve son olarak, ürün ile çalışmaya yönelik pratik öneriler sunmaktır. Sonuçlar, büyük
çoğunluğunu araştırma enstitüleri ve üniversite fakültelerinin oluşturduğu çok çeşitli kaynaklardan
derlenmiş ve buna sektördeki üreticilerin deneyimleri de dâhil edilmiştir. Bu el kitabında sunulan
sonuçlar ve deneyimler, yalnızca bir kılavuz olarak kullanılmalıdır ve içeriğindeki bilgiler değişikliğe
tabidir.
Uluslararası ThermoWood Derneğinin görevlerinden biri, bu el kitabını belirli aralıklarla düzenli olarak
güncellemektir. Yeni sonuç ve deneyimlerin kullanıma sokulması ile birlikte, güncellenen alanları
genel hatlarıyla sunan yeni baskılar yayınlanacaktır.
ThermoWood, tescilli bir markadır ve sadece Uluslararası ThermoWood Derneği‘nin üyeleri
tarafından kullanılabilir.
Bu el kitabını okuyacak olan sizlerin, çalışmamızı hem bilgilendirici hem de faydalı bulmasını
umuyoruz.
ThermoWood® El Kitabı 08.04.2003 2 - 0
İÇİNDEKİLER BÖLÜM 0 Kapak sayfası……………………………………………………...1 - 0 Önsöz...……………..………………………………………........................... 2 - 0 İçindekiler.…..………...………………..…………………….………………….3 - 0 BÖLÜM 1.Giriş……….………………………………………….…………. 1 - 1 1.1. Arka Plan…………………………....…………………. ………………….1 - 1 1.2. Kısaca ThermoWood® işlemi……………………………………………...1 - 1 1.3. Ahşap yapısında meydana gelen değişimler ve kimyasal tepkiler …..3 - 1 1.4. Standart ThermoWood® işlem sınıflandırması…………………………4 - 1 1.5. Standartlar listesi…………………………………………………………..6 - 1 BÖLÜM 2 Ham madde……………………………………………….………..1 - 2 2,1. Isıl işleme tabi tutulan ahşabın kalitesini etkileyen faktörler………….1 - 2 2.1.1. Genel…………………………………………......................................1 - 2 2.1.2. Ahşap türleri…………………………………………………………….1 - 2 2.2. Biçilmiş kereste kalitesi………………………………………………….1 - 2 2.2.1. Genel Nordik Yumuşak ahşap kalite sınıfları………………………………………………………………………….1 - 2 2.2.2. Budaklar……………………………………….……………………..…1 - 2 2.2.3. Hammadde için asgari gereksinimler………2 - 2 2.2.4. Ahşap nemi…………………………….…….6 - 2 BÖLÜM 3 ThermoWood® işlemi………………………………………...1 - 3 3.1. Ekipmanlar………………………………………………….1 - 3 3.2. Safhalar 3.3. Enerji 3.4. Çevresel konular……………………………….…….2 - 3 BÖLÜM 4 ThermoWood® özellikleri……………………………………...1 - 4 4.1. Kimyasal değişiklikler………………………………………...1 - 4 4.1.1. Genel…………………………………………...1 - 4 4.1.2. Karbonhidratlar………………………………….. 2 - 4 4.1.3. Linyin……………………………………………. 2 - 4 4.1.4. Özütleme maddeleri………………………………………. 3 - 4 4.1.5. Toksisite…………………………………………... 3 - 4 4.2. Fiziksel değişiklikler…………………………………………4 - 4 4.2.1. Yoğunluk………………………………………….. 4 - 4 4.2.2. Mukavemet…………………………………………. 5 - 4 4.2.3 Sertlik…………………………………………9 - 4 4.2.4. Denge nem miktarı………………… 10 - 4 4.2.5. Nem dolayısıyla şişme ve büzülme.……11 - 4 4.2.6. Geçirgenlik…………………………………….12 - 4 4.2.7. Isı iletkenliği...………………………...13 - 4 4.2.8. Yangın güvenliği………………………………………13 - 4 4.2.9. Biyolojik Dayanıklılık…………………………….17 - 4 4.2.10. Haşerelere karşı dayanıklılık………………………….19 - 4 4.2.11. Hava koşullarına dayanıklılık…………………………….20 - 4 4.2.12. Renk……………………………………………24 - 4 4.2.13. Emisyonlar………………….……………………25 - 4 _____________________________________________________________ ThermoWood® El Kitabı 08.04.2003 3 - 0
BÖLÜM 5 Endüstriyel tesislerde ThermoWood ile çalışılması…………….1 - 5 5.1. Genel…………………………………………………….1 - 5 5.2. Bıçkılama ……………………………………………….……1 - 5 5.3. Rendeleme…………………………………………………….1 - 5 5.4. Frezeleme ……………………………………………….……3 - 5 5.5. Kumlama…………………………………………………….3 - 5 5.6. Endüstriyel tutkallama ve birleştirme………………….………… 3 - 5 5.7. Endüstriyel yüzey işlemi……………………………...6 - 5 5.8. Yangından koruma………………………………………13 - 5 5.9. Finlandiyalı bir doğramacılık şirketinin uygulamalı deneyimleri…….…………………………………….7 - 5 5.10.Sağlık ve güvenlik…………………………………………8 - 5 BÖLÜM 6 ThermoWood®'un kullanılması……………………………………….1 - 6 6.1. Çalışma……………………………………………….……1 - 6 6.2. Birleştirme 1 - 6 6.3. Yapı yerinde tutkallama………………………………………….…..2 - 6 6.4. Yüzey işlemi……………………………...6 - 6 6.5. Sauna oturma yerlerinde ThermoWood®……………………….4 - 6 6.6. Ürün bakımı……………………………………..4 - 6 6.7. Sağlık ve güvenlik…………………………………….…...4 - 6 BÖLÜM 7.ThermoWood®'un taşınması ve depolanması…………………….. 1 - 7 7.1. Genel…………………………………………………….1 - 7 7.2. Artakalan ve ıskartaya ayrılan ürünlerin taşınması…….……1 - 7 BÖLÜM 8.Sıkça Sorulan Sorular ve Cevapları……………….…...1 - 8
REFERANSLAR
ThermoWood® El Kitabı 08.04.2003 4 - 0
1.Giriş 1.1. Arka Plan
Ahşap yüzeylerin açık ateşte yakılmasının, ahşabı dış mekânda kullanım açısından daha
dayanıklı hale getirdiği, yüzyıllardır bilinmektedir. Vikingler bile bu yöntemi çit gibi dış mekan
yapılarında kullanmıştır.
Ahşabın ısıl işleme tabi tutulması, 1930'lu yıllarda Almanya'da Stamm ve Hansen, 1940'lı
yıllarda Birleşik Devletler'de White tarafından bilimsel olarak incelenmiştir. Alman Bavendam,
Runkel ve Buro, 1950'li yıllarda konu ile ilgili araştırmaları sürdürdü.
Kollman ve Schneider, bulgularını 1960'lı yıllarda, Rusche ve Burbester ise 1970'li yıllarda
yayınladı. Daha yakın geçmişteki araştırmalar ise, çoğunlukla 1990'lı yıllarda Finlandiya, Fransa ve
Hollanda'da gerçekleştirilmiştir. En yoğun ve kapsamlı araştırma çalışması ise Finlandiya'da VTT
tarafından gerçekleştirilmiştir. Ayrıca YTI (Çevresel Teknoloji Enstitüsü) tarafından önemli
uygulamalı araştırmalar yürütülmektedir.
ThermoWood (Isıl Ahşap), VTT tarafından geliştirilmiş bir metottan yararlanılarak imal
edilmektedir. Ahşap malzeme, en az 180 Selsiyus derece sıcaklıkta ısıtılırken, aynı anda buhar ile
korunur. Buhar, koruma sağlamanın yanı sıra, ahşapta gerçekleşen kimyasal değişiklikleri etkiler.
Bu işlem sonucunda, çevre dostu ThermoWood elde edilir. Rengi koyulaşır; değişen nem
koşullarında normal ahşaptan daha dayanıklıdır ve ısıl yalıtım özellikleri geliştirilmiştir. İşlem,
yeterince yüksek sıcaklık seviyelerinde gerçekleştirilmesi durumunda ayrıca ahşabı çürümeye karşı
dayanıklı hale getirir. Diğer yandan, ahşabın eğilme mukavemetini azaltır.
1.2. Kısaca ThermoWood® işlemi
VTT‘de, Finlandiya ahşap endüstrisi ile işbirliği ile endüstriyel ölçekli bir ısıl işlem
geliştirilmiştir. ThermoWood metodunun lisansı Uluslararası ThermoWood Derneği‘nin üyelerine
aittir.
ThermoWood işlemi üç ana safhaya ayrılabilir:
- Safha 1: Isı yükseltme ve yüksek ısıda kurutma
Isı ve su buharı kullanılarak fırın sıcaklığı hızlı bir şekilde 1000C ye çıkarılır. Sonra, ısı durmadan 1300C ye yükseltilir, bu süre içerisinde yüksek ısıda kurutma işlemi gerçekleştirilir ve ağaçtaki nem neredeyse sıfır seviyesine indirilir.
- Safha 2: Isıl işlem
Yüksek ısıda kurutma işleminden sonra, fırının içindeki sıcaklık 1850C ila 212
0C‘ye
çıkarılır. Hedef sıcaklığa ulaşıldığında, son kullanım uygulamasına göre sıcaklık 2 – 3 saat
boyunca sabit tutulur.
Safha 3 Soğutma ve kondisyonlama ( Uygun duruma getirme ) Son aşmada su spreyi sistemleri kullanılarak ısı düşürülür; ısı 80-90ºC‘ye ulaştığında, ahşap nem içeriğini %4-7 arası kullanılabilir bir seviyeye getirmek üzere yeniden nemlendirme işlemi gerçekleştirilir.
ThermoWood® El Kitabı 08.04.2003 1 - 1
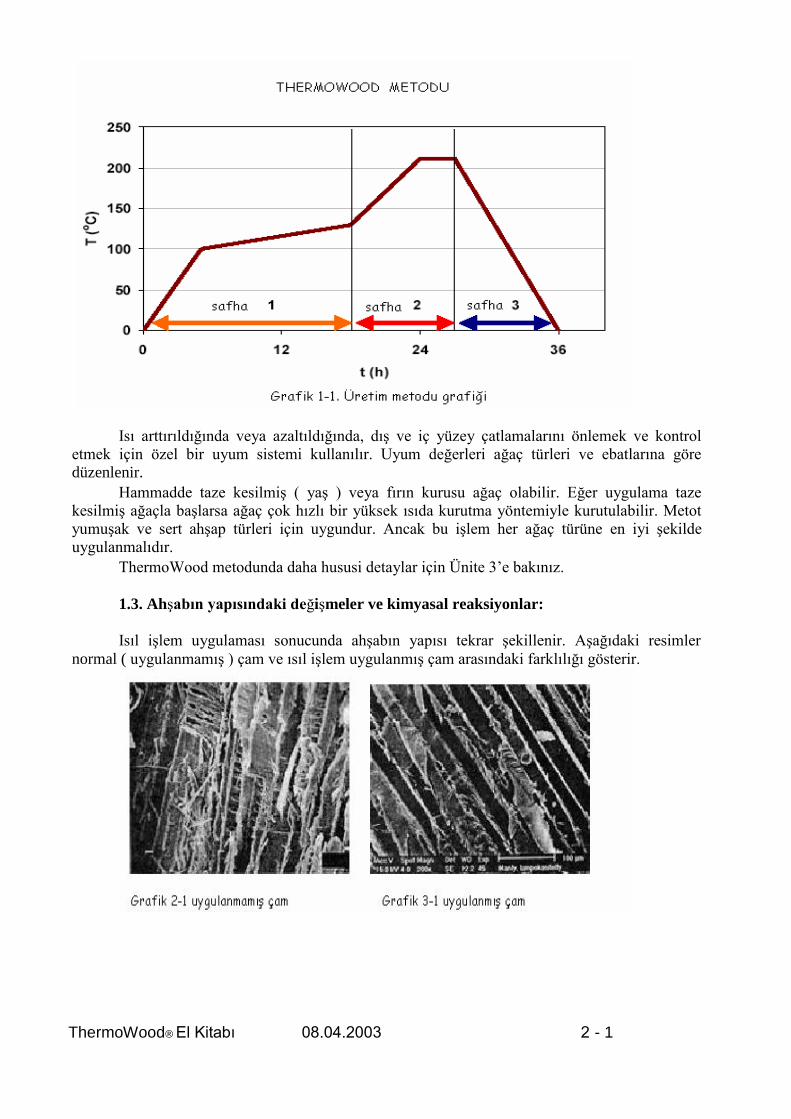
Isı arttırıldığında veya azaltıldığında, dış ve iç yüzey çatlamalarını önlemek ve kontrol
etmek için özel bir uyum sistemi kullanılır. Uyum değerleri ağaç türleri ve ebatlarına göre
düzenlenir.
Hammadde taze kesilmiş ( yaş ) veya fırın kurusu ağaç olabilir. Eğer uygulama taze
kesilmiş ağaçla başlarsa ağaç çok hızlı bir yüksek ısıda kurutma yöntemiyle kurutulabilir. Metot
yumuşak ve sert ahşap türleri için uygundur. Ancak bu işlem her ağaç türüne en iyi şekilde
uygulanmalıdır.
ThermoWood metodunda daha hususi detaylar için Ünite 3‘e bakınız.
1.3. Ahşabın yapısındaki değişmeler ve kimyasal reaksiyonlar:
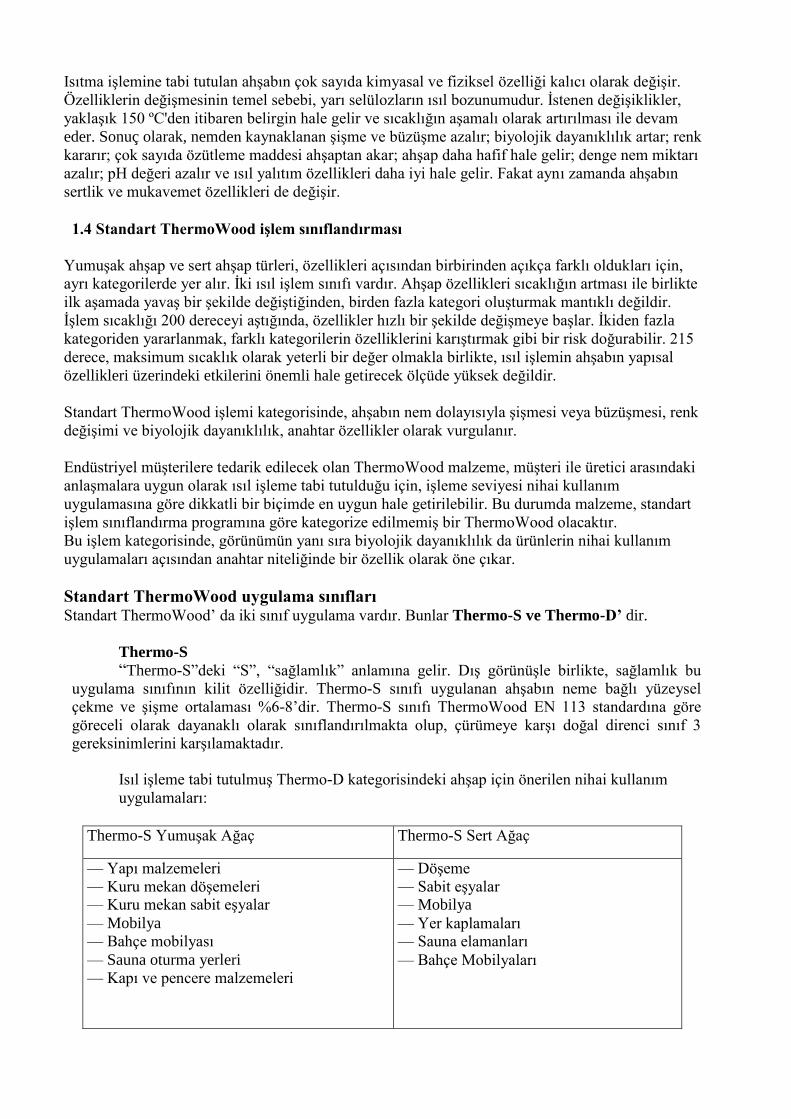
Isıl işlem uygulaması sonucunda ahşabın yapısı tekrar şekillenir. Aşağıdaki resimler
normal ( uygulanmamış ) çam ve ısıl işlem uygulanmış çam arasındaki farklılığı gösterir.
ThermoWood® El Kitabı 08.04.2003 2 - 1
Isıtma işlemine tabi tutulan ahşabın çok sayıda kimyasal ve fiziksel özelliği kalıcı olarak değişir.
Özelliklerin değişmesinin temel sebebi, yarı selülozların ısıl bozunumudur. İstenen değişiklikler,
yaklaşık 150 ºC'den itibaren belirgin hale gelir ve sıcaklığın aşamalı olarak artırılması ile devam
eder. Sonuç olarak, nemden kaynaklanan şişme ve büzüşme azalır; biyolojik dayanıklılık artar; renk
kararır; çok sayıda özütleme maddesi ahşaptan akar; ahşap daha hafif hale gelir; denge nem miktarı
azalır; pH değeri azalır ve ısıl yalıtım özellikleri daha iyi hale gelir. Fakat aynı zamanda ahşabın
sertlik ve mukavemet özellikleri de değişir.
1.4 Standart ThermoWood işlem sınıflandırması
Yumuşak ahşap ve sert ahşap türleri, özellikleri açısından birbirinden açıkça farklı oldukları için,
ayrı kategorilerde yer alır. İki ısıl işlem sınıfı vardır. Ahşap özellikleri sıcaklığın artması ile birlikte
ilk aşamada yavaş bir şekilde değiştiğinden, birden fazla kategori oluşturmak mantıklı değildir.
İşlem sıcaklığı 200 dereceyi aştığında, özellikler hızlı bir şekilde değişmeye başlar. İkiden fazla
kategoriden yararlanmak, farklı kategorilerin özelliklerini karıştırmak gibi bir risk doğurabilir. 215
derece, maksimum sıcaklık olarak yeterli bir değer olmakla birlikte, ısıl işlemin ahşabın yapısal
özellikleri üzerindeki etkilerini önemli hale getirecek ölçüde yüksek değildir.
Standart ThermoWood işlemi kategorisinde, ahşabın nem dolayısıyla şişmesi veya büzüşmesi, renk
değişimi ve biyolojik dayanıklılık, anahtar özellikler olarak vurgulanır.
Endüstriyel müşterilere tedarik edilecek olan ThermoWood malzeme, müşteri ile üretici arasındaki
anlaşmalara uygun olarak ısıl işleme tabi tutulduğu için, işleme seviyesi nihai kullanım
uygulamasına göre dikkatli bir biçimde en uygun hale getirilebilir. Bu durumda malzeme, standart
işlem sınıflandırma programına göre kategorize edilmemiş bir ThermoWood olacaktır.
Bu işlem kategorisinde, görünümün yanı sıra biyolojik dayanıklılık da ürünlerin nihai kullanım
uygulamaları açısından anahtar niteliğinde bir özellik olarak öne çıkar.
Standart ThermoWood uygulama sınıfları Standart ThermoWood‘ da iki sınıf uygulama vardır. Bunlar Thermo-S ve Thermo-D’ dir.
Thermo-S
―Thermo-S‖deki ―S‖, ―sağlamlık‖ anlamına gelir. Dış görünüşle birlikte, sağlamlık bu
uygulama sınıfının kilit özelliğidir. Thermo-S sınıfı uygulanan ahşabın neme bağlı yüzeysel
çekme ve şişme ortalaması %6-8‘dir. Thermo-S sınıfı ThermoWood EN 113 standardına göre
göreceli olarak dayanaklı olarak sınıflandırılmakta olup, çürümeye karşı doğal direnci sınıf 3
gereksinimlerini karşılamaktadır.
Isıl işleme tabi tutulmuş Thermo-D kategorisindeki ahşap için önerilen nihai kullanım
uygulamaları:
Thermo-S Yumuşak Ağaç Thermo-S Sert Ağaç
— Yapı malzemeleri
— Kuru mekan döşemeleri — Kuru mekan sabit eşyalar
— Mobilya
— Bahçe mobilyası
— Sauna oturma yerleri
— Kapı ve pencere malzemeleri
— Döşeme
— Sabit eşyalar — Mobilya
— Yer kaplamaları — Sauna elamanları
— Bahçe Mobilyaları

ThermoWood® El Kitabı 08.04.2003 3 - 1
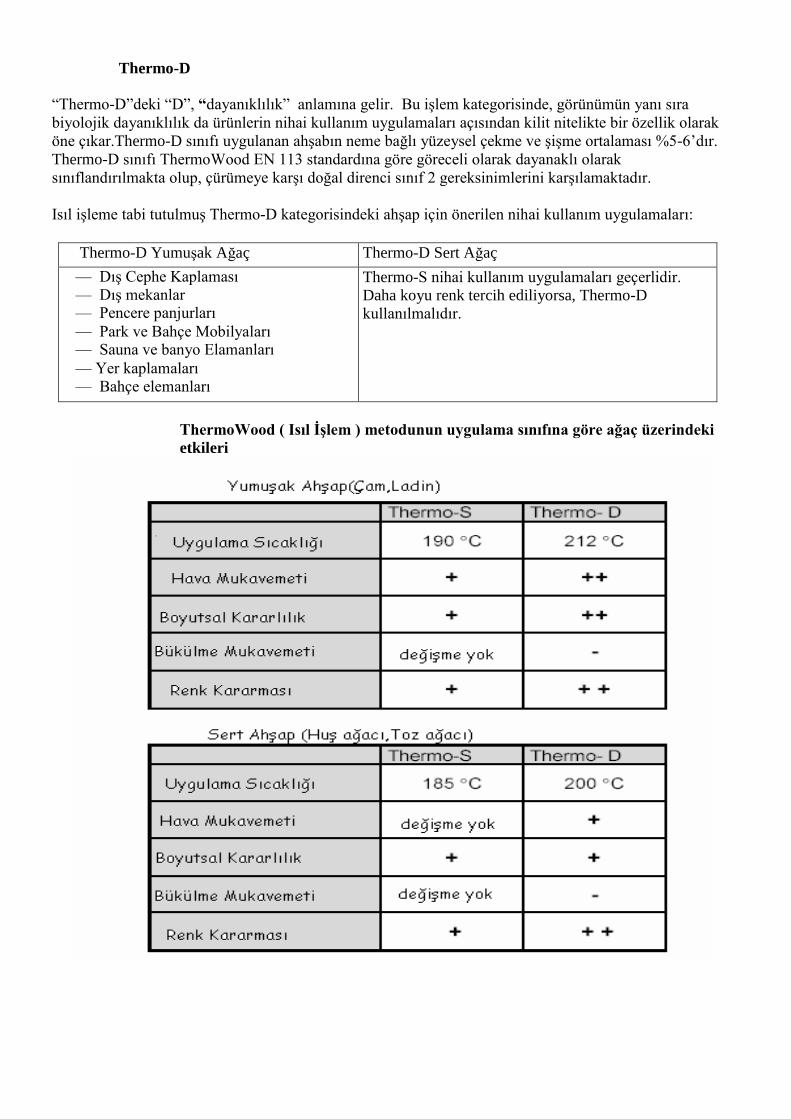
Thermo-D ―Thermo-D‖deki ―D‖, “dayanıklılık‖ anlamına gelir. Bu işlem kategorisinde, görünümün yanı sıra
biyolojik dayanıklılık da ürünlerin nihai kullanım uygulamaları açısından kilit nitelikte bir özellik olarak
öne çıkar.Thermo-D sınıfı uygulanan ahşabın neme bağlı yüzeysel çekme ve şişme ortalaması %5-6‘dır.
Thermo-D sınıfı ThermoWood EN 113 standardına göre göreceli olarak dayanaklı olarak
sınıflandırılmakta olup, çürümeye karşı doğal direnci sınıf 2 gereksinimlerini karşılamaktadır.
Isıl işleme tabi tutulmuş Thermo-D kategorisindeki ahşap için önerilen nihai kullanım uygulamaları:
Thermo-D Yumuşak Ağaç Thermo-D Sert Ağaç
— Dış Cephe Kaplaması
— Dış mekanlar — Pencere panjurları
— Park ve Bahçe Mobilyaları — Sauna ve banyo Elamanları
— Yer kaplamaları
— Bahçe elemanları
Thermo-S nihai kullanım uygulamaları geçerlidir.
Daha koyu renk tercih ediliyorsa, Thermo-D
kullanılmalıdır.
ThermoWood ( Isıl İşlem ) metodunun uygulama sınıfına göre ağaç üzerindeki
etkileri
1.5. Standartlar listesi – EN 20 – 1 Ahşap koruyucular. Lyctus Brunneus'a karşı koruma verimliliğinin belirlenmesi
(Stephens) Kısım 1:Yüzey işlemi ile uygulama (laboratuvar yöntemi)
– EN 21 Ahşap koruyucular. Larva transferi yoluyla Anobium punctatum'a (Adi mobilya böceği)
karşı toksik değerlerin belirlenmesi (De Geer) (Laboratuvar yöntemi)
– EN 46 Ahşap koruyucular. Yakın zamanda çıkan Hylotrupes bajulus larvalarına karşı önleyici
faaliyetin belirlenmesi (Linnaeus) (Laboratuvar yöntemi)
– EN 47 Ahşap koruyucular. Hulotrupes bajulus (Linnaeus) larvasına karşı toksik değerlerin
belirlenmesi (Laboratuvar yöntemi)
– EN 84 Ahşap koruyucular. İşlenmiş ahşabın yaşlanma sürecinin biyolojik testlerden önce
hızlandırılması Özütleme işlemi
– EN 113 ahşap koruyucular. Ahşabın hasar görmesine neden olan basidiomesitlere karşı koruyucu
verimliliğin belirlenmesine yönelik test metodu. Toksik değerlerin belirlenmesi
– EN 117 Ahşap koruyucular. Reticulitermes de Faytaud karıncalara karşı toksik değerlerin
belirlenmesi (Laboratuvar yöntemi)
– EN 252 Bir ahşap koruyucunun toprakla temas sonucu oluşacak hasara karşı göreli koruma
verimliliğini belirlemeye yönelik saha testi metodu
– EN 302-2 Yük taşıyıcı ahşap yapılar için yapıştırıcılar; test metotları; kısım 2:Tabakalara
ayrılmaya karşı direncin (delaminasyon) belirlenmesi
– EN 335 – 1 Ahşap ve ahşap bazlı ürünlerin dayanıklılığı - Biyolojik tahribat açısından tehlike
sınıflarının tanımlanması - Kısım 1: Genel
– EN 335 – 2 Ahşap ve ahşap bazlı ürünlerin dayanıklılığı - Biyolojik tahribat açısından tehlike
sınıflarının tanımlanması - Kısım 2: Sert ahşaba uygulama
– EN 350 – 1 Ahşap ve ahşap bazlı ürünlerin dayanıklılığı. Sert ahşabın doğal dayanıklılığı. Kısım
1: Test ilkeleri ve ahşabın doğal dayanıklılığının sınıflandırılmasına yönelik kılavuz
– EN 350 – 2 Ahşap ve ahşap bazlı ürünlerin dayanıklılığı. Sert ahşabın doğal dayanıklılığı. Kısım
2: Avrupa'da seçilen önemli ahşap türlerinin doğal dayanıklılık ve işlenebilirlik özelliklerine
yönelik kılavuz
– EN 392 Tutkallanmış lamine ahşap - Maskeleme testi tutkal çizgisi
– EN 408 Ahşap yapılar. Yapısal ahşap ve tutkallanmış lamine ahşap. Bazı fiziksel ve mekanik
özelliklerin belirlenmesi
– EN 460 Ahşap ve ahşap bazlı ürünlerin dayanıklılığı – Sert ahşabın doğal dayanıklılığı - Tehlike
sınıflarında kullanılacak ahşap için dayanıklılık şartlarına ilişkin kılavuz
– ENV 807 Ahşap koruyucular. Yumuşak çürüme mikro mantarları ve toprakta yaşayan diğer
mikroorganizmalara karşı koruma verimliliğinin belirlenmesi
– EN 927 – 1 Boya ve vernikler. Dış mekân ahşap ürünleri için kaplama malzemeleri ve kaplama
sistemleri. Kısım 1: Sınıflandırma ve seçim
– EN 927 – 3 Boya ve vernikler. Dış mekan ahşap ürünleri için kaplama malzemeleri ve kaplama
sistemleri. Kısım 3: Doğal iklimlendirme testi – EN 927 – 4 Boya ve vernikler. Dış mekan ahşap
ürünleri için kaplama malzemeleri ve kaplama sistemleri. Kısım 4: Su buharı geçirgenliğinin
değerlendirilmesi
– EN 927 – 5 Boya ve vernikler. Dış mekân ahşap ürünleri için kaplama malzemeleri ve kaplama
sistemleri. Kısım 5: Sıvı su geçirgenliğinin değerlendirilmesi
– EN 12037 Ahşap koruyucular Bir ahşap koruyucunun toprakla temas sonucu hasara karşı göreli
koruma verimliliğini belirlemeye yönelik saha testi metodu
– ISO 5660 – 1 Yangın testleri; yangına tepki; kısım 1: Yapı ürünlerinden ısı yayılımı oranı (konik
kaloriölçer metodu)
– ISO 6341 Su kalitesi -- Daphnia magna Straus (Cladocera, Crustacea) hareketliliğini engelleme
oranı – Akut toksisite testi
– ASTM D 3273 Bir İklimlendirme Odasındaki İç Mekan Kaplama Yüzeyleri Üzerinde Küf
Oluşumuna Karşı Direnci Belirlemeye Yönelik Test Metodu
2. Hammadde
2.1. Isıl işleme tabi tutulan ahşabın kalitesini etkileyen faktörler
2.1.1 Genel
Isıl işlem uygulanmış ağaç ürünün kalitesinde hammaddenin önemli bir etkisi vardır.
Prensipte her ağaç türüne ısıl işlem uygulaması yapılabilir. Bununla beraber parametreler için
kullanılan yöntemler her ağaç türü için ayrı ayrı en etkili şekilde yapılmalıdır.
2.1.2. Ağaç Türleri
Finlandiya‘da ısıl işlem uygulaması için kullanılan ağaç türleri; Çam (Pinus sylvestris), ladin (Picea
abies), huş (Betula pendula), titrek kavaktır (Populus tremula). Bunlara ek olarak diş budak
(Fraxinus excelsior), karaçam (Larix sibirica), kızılağaç (Alnus glutinosa), kayın (Fagus silvativa)
ve okaliptüs ağaçlarıyla da bazı uygulama deneyimleri mevcuttur.
Ahşap türleri arasında yıllık büyüme, ağaç hücreleri, ağaç gözenekleri, kimyasal bileşen
sayıları vs. açısından farklılıklar vardı. Ayrıca farklı ağaç türlerinin, örneğin farklı lif uzunluğu
özellikleri vardır: yumuşak ahşapların lif dağılımı, ortalama lif uzunluğu daha kısa ve çeşitliliği
daha düşük olan masif ahşap malzemelere kıyasla daha geniştir.
2.2 Biçilmiş Kerestenin Nitelikleri
2.2.1 Genel Nordik Yumuşak Ahşap Kalite Sınıfları Ham madde olarak kullanılan biçilmiş kerestenin kalitesi, bir genel kalite puanlama sistemi ile
kontrol edilir. Kalite sınıfları budak sayısı, kalitesi, konumu ve boyutu ile diğer özelliklere göre üç
gruba ayrılır. Bunlar A, B ve C sınıfıdır; A Sınıfı A1, A2, A3 ve A4 şeklinde dört alt gruba ayrılır.
Bunlara ek olarak, bıçkı fabrikalarında çok sayıda müşteriye özel sınıflandırma uygulaması
kullanılır.
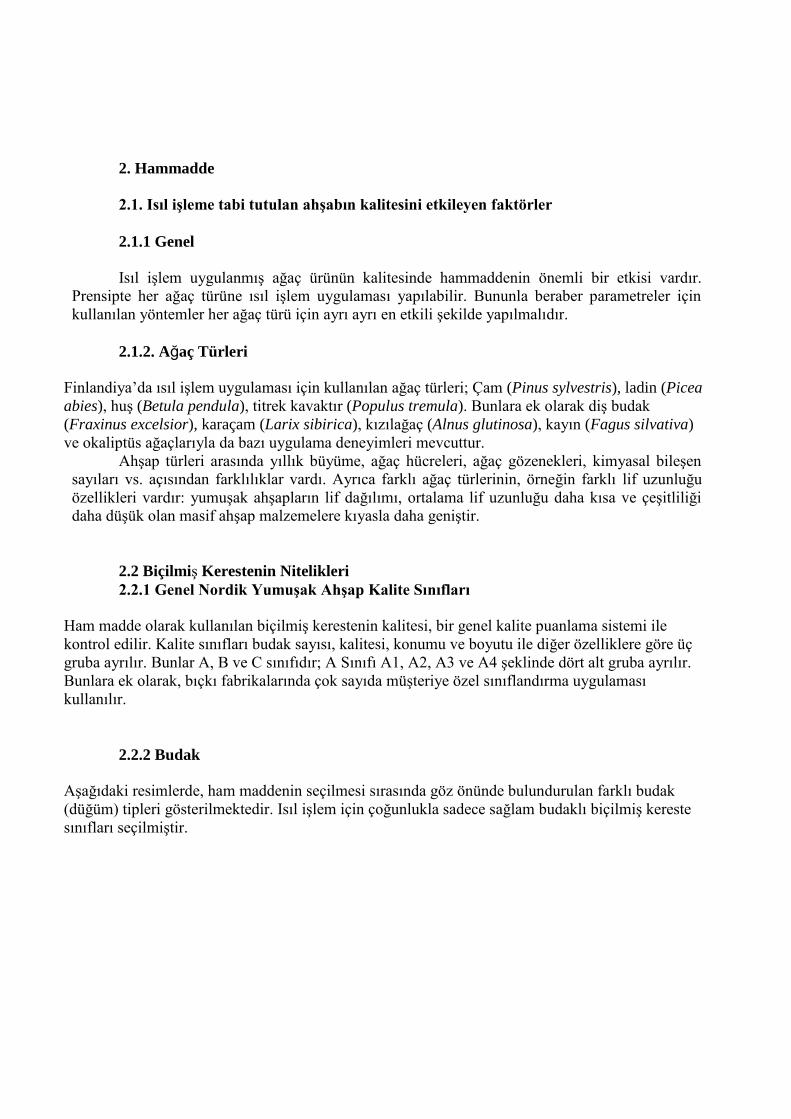
2.2.2 Budak
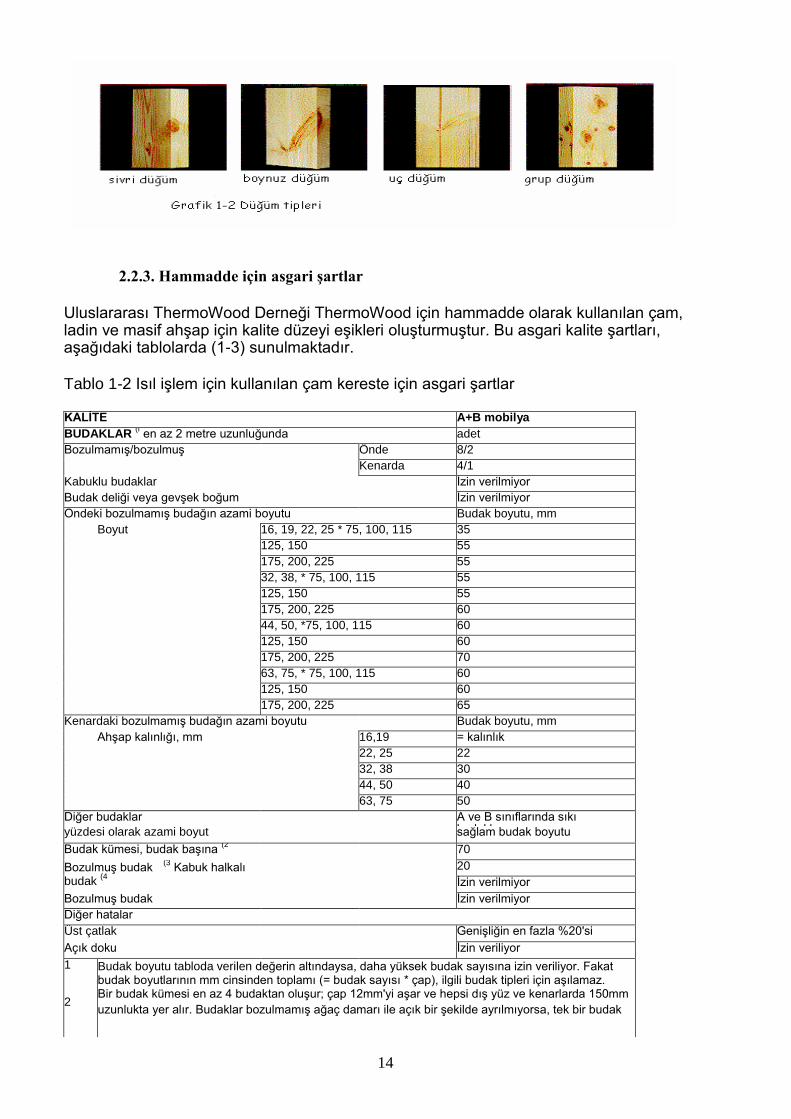
Aşağıdaki resimlerde, ham maddenin seçilmesi sırasında göz önünde bulundurulan farklı budak
(düğüm) tipleri gösterilmektedir. Isıl işlem için çoğunlukla sadece sağlam budaklı biçilmiş kereste
sınıfları seçilmiştir.
14
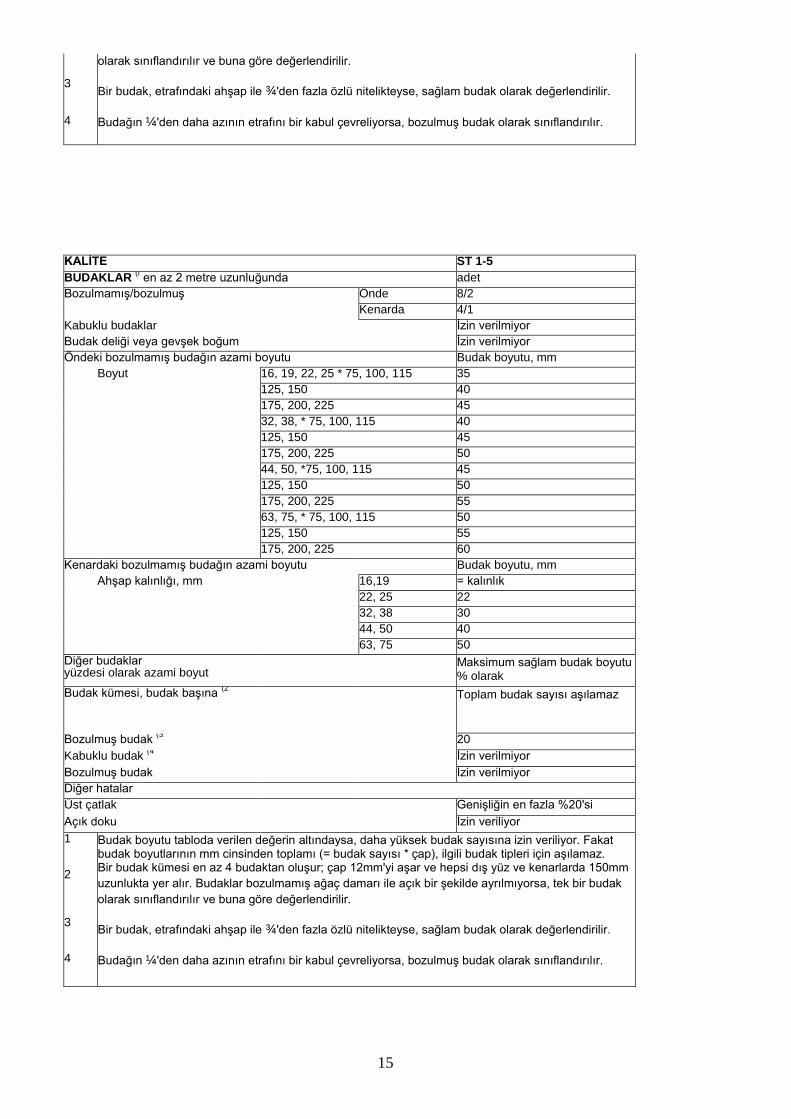
2.2.3. Hammadde için asgari şartlar Uluslararası ThermoWood Derneği ThermoWood için hammadde olarak kullanılan çam, ladin ve masif ahşap için kalite düzeyi eşikleri oluşturmuştur. Bu asgari kalite şartları, aşağıdaki tablolarda (1-3) sunulmaktadır.
Tablo 1-2 Isıl işlem için kullanılan çam kereste için asgari şartlar KALİTE A+B mobilya BUDAKLAR
(l en az 2 metre uzunluğunda adet
Bozulmamış/bozulmuş Önde 8/2 Kenarda 4/1 Kabuklu budaklar İzin verilmiyor Budak deliği veya gevşek boğum İzin verilmiyor Öndeki bozulmamış budağın azami boyutu Budak boyutu, mm Boyut 16, 19, 22, 25 * 75, 100, 115 35 125, 150 55 175, 200, 225 55 32, 38, * 75, 100, 115 55 125, 150 55 175, 200, 225 60 44, 50, *75, 100, 115 60 125, 150 60 175, 200, 225 70 63, 75, * 75, 100, 115 60 125, 150 60 175, 200, 225 65 Kenardaki bozulmamış budağın azami boyutu Budak boyutu, mm Ahşap kalınlığı, mm 16,19 = kalınlık 22, 25 22 32, 38 30 44, 50 40 63, 75 50 Diğer budaklar A ve B sınıflarında sıkı
budakların yüzdesi olarak azami boyut sağlam budak boyutu Budak kümesi, budak başına
(2 70
Bozulmuş budak (3
Kabuk halkalı budak
(4
20 İzin verilmiyor
Bozulmuş budak İzin verilmiyor Diğer hatalar Üst çatlak Genişliğin en fazla %20'si Açık doku İzin veriliyor 1
2
Budak boyutu tabloda verilen değerin altındaysa, daha yüksek budak sayısına izin veriliyor. Fakat budak boyutlarının mm cinsinden toplamı (= budak sayısı * çap), ilgili budak tipleri için aşılamaz. Bir budak kümesi en az 4 budaktan oluşur; çap 12mm'yi aşar ve hepsi dış yüz ve kenarlarda 150mm
uzunlukta yer alır. Budaklar bozulmamış ağaç damarı ile açık bir şekilde ayrılmıyorsa, tek bir budak
15
3
4
olarak sınıflandırılır ve buna göre değerlendirilir.
Bir budak, etrafındaki ahşap ile ¾'den fazla özlü nitelikteyse, sağlam budak olarak değerlendirilir.
Budağın ¼'den daha azının etrafını bir kabul çevreliyorsa, bozulmuş budak olarak sınıflandırılır.
KALİTE ST 1-5 BUDAKLAR
(l en az 2 metre uzunluğunda adet
Bozulmamış/bozulmuş Önde 8/2 Kenarda 4/1 Kabuklu budaklar İzin verilmiyor Budak deliği veya gevşek boğum İzin verilmiyor Öndeki bozulmamış budağın azami boyutu Budak boyutu, mm Boyut 16, 19, 22, 25 * 75, 100, 115 35 125, 150 40 175, 200, 225 45 32, 38, * 75, 100, 115 40 125, 150 45 175, 200, 225 50 44, 50, *75, 100, 115 45 125, 150 50 175, 200, 225 55 63, 75, * 75, 100, 115 50 125, 150 55 175, 200, 225 60 Kenardaki bozulmamış budağın azami boyutu Budak boyutu, mm Ahşap kalınlığı, mm 16,19 = kalınlık 22, 25 22 32, 38 30 44, 50 40 63, 75 50 Diğer budaklar yüzdesi olarak azami boyut
Maksimum sağlam budak boyutu % olarak
Budak kümesi, budak başına (2 Toplam budak sayısı aşılamaz
Bozulmuş budak (3 20
Kabuklu budak (4 İzin verilmiyor
Bozulmuş budak İzin verilmiyor Diğer hatalar Üst çatlak Genişliğin en fazla %20'si Açık doku İzin veriliyor 1 2 3 4
Budak boyutu tabloda verilen değerin altındaysa, daha yüksek budak sayısına izin veriliyor. Fakat budak boyutlarının mm cinsinden toplamı (= budak sayısı * çap), ilgili budak tipleri için aşılamaz. Bir budak kümesi en az 4 budaktan oluşur; çap 12mm'yi aşar ve hepsi dış yüz ve kenarlarda 150mm
uzunlukta yer alır. Budaklar bozulmamış ağaç damarı ile açık bir şekilde ayrılmıyorsa, tek bir budak
olarak sınıflandırılır ve buna göre değerlendirilir.
Bir budak, etrafındaki ahşap ile ¾'den fazla özlü nitelikteyse, sağlam budak olarak değerlendirilir.
Budağın ¼'den daha azının etrafını bir kabul çevreliyorsa, bozulmuş budak olarak sınıflandırılır.
16
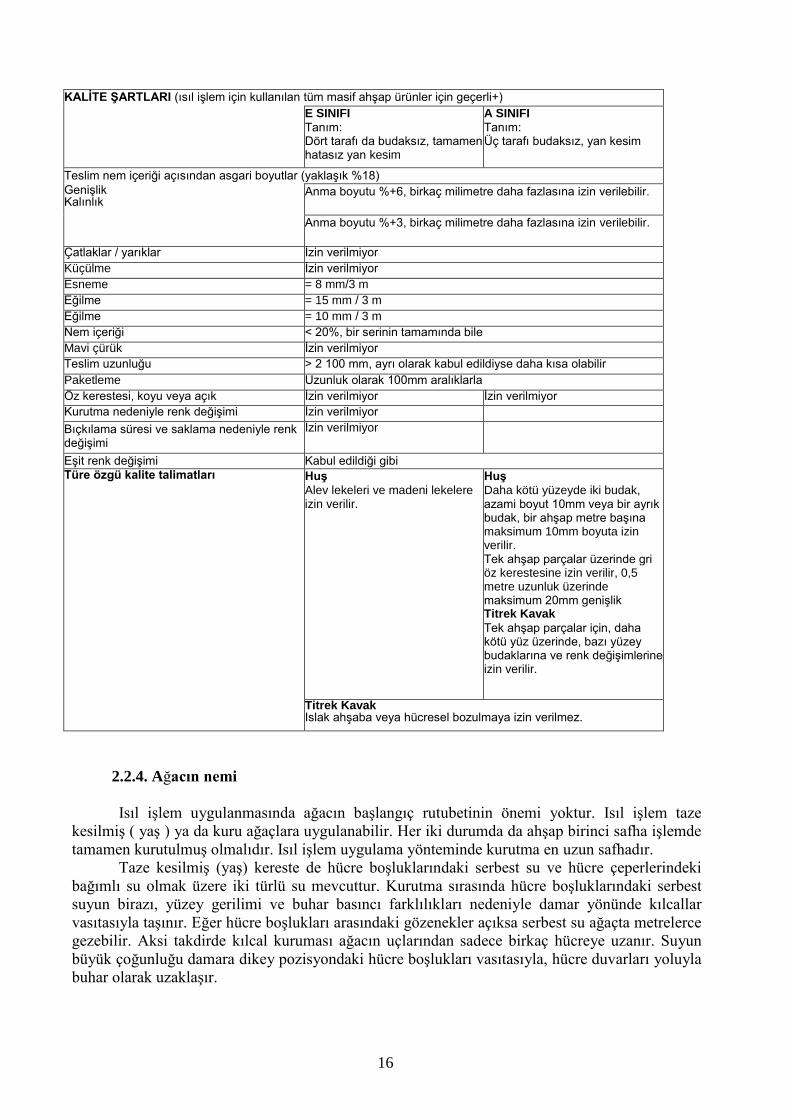
KALİTE ŞARTLARI (ısıl işlem için kullanılan tüm masif ahşap ürünler için geçerli+) E SINIFI
Tanım: Dört tarafı da budaksız, tamamen hatasız yan kesim
A SINIFI Tanım: Üç tarafı budaksız, yan kesim
Teslim nem içeriği açısından asgari boyutlar (yaklaşık %18) Genişlik Kalınlık
Anma boyutu %+6, birkaç milimetre daha fazlasına izin verilebilir.
Anma boyutu %+3, birkaç milimetre daha fazlasına izin verilebilir.
Çatlaklar / yarıklar İzin verilmiyor Küçülme İzin verilmiyor Esneme = 8 mm/3 m Eğilme = 15 mm / 3 m Eğilme = 10 mm / 3 m Nem içeriği < 20%, bir serinin tamamında bile Mavi çürük İzin verilmiyor Teslim uzunluğu > 2 100 mm, ayrı olarak kabul edildiyse daha kısa olabilir Paketleme Uzunluk olarak 100mm aralıklarla Öz kerestesi, koyu veya açık İzin verilmiyor İzin verilmiyor Kurutma nedeniyle renk değişimi İzin verilmiyor
Bıçkılama süresi ve saklama nedeniyle renk değişimi
İzin verilmiyor
Eşit renk değişimi Kabul edildiği gibi Türe özgü kalite talimatları Huş
Alev lekeleri ve madeni lekelere izin verilir.
Huş Daha kötü yüzeyde iki budak, azami boyut 10mm veya bir ayrık budak, bir ahşap metre başına maksimum 10mm boyuta izin verilir. Tek ahşap parçalar üzerinde gri öz kerestesine izin verilir, 0,5 metre uzunluk üzerinde maksimum 20mm genişlik Titrek Kavak Tek ahşap parçalar için, daha kötü yüz üzerinde, bazı yüzey budaklarına ve renk değişimlerine izin verilir.
Titrek Kavak Islak ahşaba veya hücresel bozulmaya izin verilmez.
2.2.4. Ağacın nemi
Isıl işlem uygulanmasında ağacın başlangıç rutubetinin önemi yoktur. Isıl işlem taze
kesilmiş ( yaş ) ya da kuru ağaçlara uygulanabilir. Her iki durumda da ahşap birinci safha işlemde
tamamen kurutulmuş olmalıdır. Isıl işlem uygulama yönteminde kurutma en uzun safhadır.
Taze kesilmiş (yaş) kereste de hücre boşluklarındaki serbest su ve hücre çeperlerindeki
bağımlı su olmak üzere iki türlü su mevcuttur. Kurutma sırasında hücre boşluklarındaki serbest
suyun birazı, yüzey gerilimi ve buhar basıncı farklılıkları nedeniyle damar yönünde kılcallar
vasıtasıyla taşınır. Eğer hücre boşlukları arasındaki gözenekler açıksa serbest su ağaçta metrelerce
gezebilir. Aksi takdirde kılcal kuruması ağacın uçlarından sadece birkaç hücreye uzanır. Suyun
büyük çoğunluğu damara dikey pozisyondaki hücre boşlukları vasıtasıyla, hücre duvarları yoluyla
buhar olarak uzaklaşır.
17
3. ThermoWood Metodu
3.1 Ekipman Isıl işlem uygulama metodunda yüksek ısı ve su buharı kullanılır. Yöntem koşulları ve dolayısıyla ağaçtan buharlaşarak uzaklaşan bileşenler aşındırıcıdır. Bunun için ısıl işlem fırınında kullanılan makine ve ekipman paslanmaz çelikten yapılmalıdır. Ayrıca yüksek ısı için standart dışı havalandırma ve ısıtıcı çözümleri ile emniyet cihazları gerekmektedir.
ThermoWood işleminde ihtiyaç duyulan ısıyı elde edebilmek için, biyoyakıt, akaryakıt veya gazla
çalışan sıcak yağ ısıtma sistemleri kullanılabilir. Doğrudan elektrikli ısıtma gibi diğer ısıtma
çözümleri de kullanılabilir. Buna ek olarak, kullanılan ekipmanlarda, işlem için gereken buharı elde
etmek için buhar jeneratörü özelliği bulunmalıdır.
İşlem sırasında ahşaptan buharlaşan gazlar, yakma gibi yöntemlerle işlenir. İşleme uygulamasının
öncelikli amacı, ahşaptan buharlaşan bileşiklerin kötü kokusunun çevrede rahatsız edici bir etki
yaratmasının önüne geçmektir.
3.2. Safhalar
Kurutma
Isıl işlem uygulama yönteminde en uzun süreli safhadır. Bu safhaya yüksek ısı ile kurutma
da denir. Bu safha boyunca ağacın nemi ısıl işlem safhası başlamadan önce neredeyse %0 olur.
Kurutma safhasındaki bu süre ağacın başlangıç nemine, ağaç türüne ve kerestenin kalınlığına
bağlıdır. Hammadde taze kesilmiş (yaş) veya kurutulmuş olabilir.
Başarılı kurutma fırın içerisindeki ısı, nem ve hava sirkülâsyonunu hızının kontrolü ile
mümkündür. Ağaç yüksek sıcaklıklarda elastik bir hal aldığı için ağacın mukavemetinin
deformasyonu geleneksel fırın kurutmalarından daha azdır.
Isıl işlem
Kerestenin kapalı bir ortamda iç ısısının 1850C – 2120C‘ye çıkarılması ile yapılır. Isıl
işlem safhası yüksek ısıda kurutma safhasından hemen sonra başlar. Bu işlem süresince ağacın
yanmaması için buhar kullanılır. Koruyucu gaz ahşabın yanmasını önler ve ayrıca ağaçta meydana
gelen kimyasal değişiklikleri etkiler. Isıl işlem uygulama safhası 2–3 saat sürer.
3- Kondisyonlama ( Uygun duruma getirme ) Isıl işlem uygulamasından sonra yapılır.
Isıl işlem uygulamasından sonra ağaç kontrollü bir şekilde soğutulur. Bu bölümde dikkatli olmak
gerekir çünkü ağaç sıcaklığı ile dışarıdaki hava sıcaklığı arasındaki yüksek ısı farkı çatlamaya
(yarılmaya) neden olabilir. Buna ek olarak ağaç son kullanımına uygun hale getirmek için tekrar
nemlendirme yapılır. Ağacın nemi ağaçla çalışılmasında önemlidir, çok kuru ağaçla çalışmak
zordur. Uygun duruma getirme işleminden sonra ağacın nemi %5 –%7 oranına getirilmelidir. Bu
safha ağaç türüne ve sıcaklığa bağlı olarak 5 – 15 saat sürer.
3.3 Enerji
Enerji, öncelikli ahşabı kurutmak için gereklidir; bu süre. Kullanılan ısı enerjisini %80‘ini
oluşturur. Toplam enerji gereksinimi sıradan kereste kurutma sürecine göre sadece %25 fazladır.
Elektrik ihtiyacı da sıradan kereste kurutmayla aynıdır.
3.4 Çevresel Konular
Hiçbir kimyasal maddeye ihtiyaç duyulmadığı ve sadece su ve yüksek ısı kullanıldığı için,
18
ThermoWood metodu çevre dostu bir uygulamadır. Bu metot, ağaçtaki doğal maddeleri
uzaklaştırdığı için bunlar bir koku nüansını önlemek için yakma vb. suretle işlenmelidir.
ThermoWood işleminde önemli miktarda atık su üretilmemektedir. Üretilen atık sunun
katı bileşenleri özel bir çöktürme havuzunda ayrıştırılmakta ve geri kalanı atık su tesislerinde
işleme tabi tutulmaktadır.
4 ThermoWood Özellikleri
Bu bölümde açıklanan tüm özellikler, birkaç yıllık bir süreye yayılan, ahşap üzerinde gerçekleştirilen ısıl işlemlere ilişkin çok sayıda teste dayanmaktadır. Bu özellikler, sadece kılavuz olarak kullanılmalıdır ve ahşap parçalar arasındaki doğal farklar nedeniyle değişikliğe tabidir. Verilen bilgiler, mevcut bilgilerimize dayanmaktadır. Daha önceki test sonuçlarını doğrulamak ve en önemli ThermoWood özellikleri ile ilgili istatistiksel olarak anlamlı bir veri tabanı oluşturabilmek için, mevcut bilgiler yeni testlerle sürekli olarak güncellenmektedir. Testlerin çoğu, yumuşak ahşaplar (çam, ladin) üzerinde gerçekleştirilmiştir, fakat masif ahşap malzemeler (huş, titrek kavak) üzerinde gerçekleştirilen bazı testler de vardır. Çam ve ladin arasında büyük farklılıklar yoktur, fakat elbette yoğunluk ve budak tipi gibi doğal farklılıklar mevcuttur.
4.1 Kimyasal Değişiklikler
4.1.1 Genel VTT, Helsinki Teknoloji Üniversitesi ve Helsinki Üniversitesi 1998–2001 yıllarında
―Modifiye Ahşap reaksiyon Mekanizmaları‖ başlığı altında ısıl işlem uygulanmış ağaçlardaki kimyasal değişiklikler hakkında ortak bir araştırma yapmıştır. Buna ek olarak Jyväskylä Üniversitesinden Risto Kotilainen ―150-2600C ısıtma boyunca ağaçtaki kimyasal değişiklikler‖ isimli bir tez yazmıştır.
Isıl işlem metodu boyunca ağaçta meydana gelen kimyasal ve fiziksel yapıdaki
değişiklikleri anlamak için ahşabın kimyasal oluşumunu, anatomik yapısını ve fiziksel
özeliklerini iyi bilmek gerekmektedir.
Grafik 1-4. Isıl işlem görmüş ahşabın reaksiyon mekanizmaları (kaynak:VTT)
Yarı selüloz – asetik asit – arbinoz galaktoz kiloz manoz – denge nem/boyut kararlılığı
Selüloz – amorf – kristalin – kristallik artışı – kristal boyutunda artış – biyolojik sağlamlık
– mukavemet – sertlik
Linyin – yapısal değişiklikler/serbest radikaller – hava direnci
Doğal maddeler – artış/düşüş – boyanabilirlik/tutkallanabilirlik
Hücre çeperi yapısında değişiklikler - Etkiler
Ahşabın yapısını oluşturan temel bileşenler (selüloz, yarı selülozlar ve Linyin) ısı altında
farklı yollarla çözülür. Selüloz ve linyin yarı selülozlara göre daha yavaş ve daha yüksek ısılarda
çözülür. Ağaçtaki özütleme maddeleri daha kolay çözülürken bunlar ısı işleminde ağaçtan
buharlaşır.
4.1.2 Karbonhidratlar
Selüloz ve yarı selülozlar ahşabın yapısal bileşenleridir ve karbon hidrattır. Ahşabın %40–
50‘sini selüloz ve % 25–35‘ini yarı selülozlar oluşturur. Selüloz, glikoz ünitelerinden
oluşmuş uzun bir zincir (DP 5000–10000), yarı selülozlar çeşitli monosakkaritlerden oluşan
daha kısa bir zincirdir (DP 150–200). Yarı selülozların bileşenleri ve bileşikleri her ağaç
türü için farklılık gösterir. Isıl işlem uygulaması boyunca her iki grup değişimlere uğrar
ama değişimlerin çoğu yüksek oksijen içerdiğinden yarı selülozlarda meydana gelir.
Selüloz bileşenleri, -D-glikopiranozlar, (14)-glikozit bağlarla birleşir. Selüloz zincirleri,
19
hidroksil grupları arasındaki bağlar aracılığıyla birleşir. 300 ºC'nin altındaki sıcaklıklarda, selüloz
çözünmesindeki polimerizasyon derecesi azalır; su atılır ve karbonil, karboksil v hidroperoksit
grupları gibi serbest radikallerin yanı sıra karbon monoksit, karbon dioksit ve reaktif odun kömürü
gibi bileşenler oluşur.
Yarı selülozların parçaları D-glikoz, D-manoz, D-galaktoz, D-ksiloz, L-Arabinoz, küçük
miktarda L-mamonez, 4-O-Metil-D-glukuronik asit ve D-galakturonik asit içerir. Bunlar (14)-
veya (16)-bağlar tarafından birleştirilir.
Ağaç ısıtıldığı için hidroliz tarafından asetatlanmış yarı selülozlardan asetik asit
oluşturulur. Açığa çıkan asit yarı selülozların çözünür şekere hidrolizinde bir katalizör görevi
görür. Ayrıca oluşan asetik asit amorf bölgedeki selüloz mikrofibrillerini depolimerize eder.
Glikoz birimlerini bağlayan bağlar asit tarafından hidrolize edilir ve selüloz daha kısa zincirlere
ayrılır.
Isıl işlem uygulamasından sonra ağaç daha az yarı selüloz içerir. Bunun sonucunda
mantara karşı hassas madde önemli derecede azalır, ısıl işlem uygulaması ahşabın mantara bağlı
çürüme direncini, normal fırında kurutulmuş yumuşak ağaca göre artırır. Yarı selülozun
azaltılmasıyla su emici hidroksil grupları konsantrasyonu azalır ve normal fırında kurutulmuş
yumuşak ağaca kıyasla işlem gören ağacın boyut kararlılığı artar.
Yarı selülozların çözünme ısısı yaklaşık 200-2600C olup, bu ısı selüloz için yaklaşık 240-
3500C‘dir. Yarı selüloz miktarı sert ağaçta yumuşağa oranla daha fazla olduğu için bunu kırmak
sert ağaçta yumuşak ağaca göre daha kolaydır. Dahası, yarı selüloz zincirlerini kırmak, selüloz
zincirlerindeki kadar kolay değildir. Buna karşılık olarak yarı selüloz zincirini kırmak, ahşabın
mukavemetini selüloz zincirlerinin kırılmasına kıyasla daha az azaltır. Yarı selüloz zincirin
kırılması ahşabın sıkışabilirliğini arttırırken basınç oluşmasını ve ağacın elastikiyetini azaltır.
4.1.3 Linyin
Linyin, ağaç hücrelerini bir arada tutar. Ağaç hücrelerinin orta katmanındaki kara madde
çoğunlukla linyindir. Linyin hem birincil hem de ikincil duvarında bulunur. Linyin, yumuşak
ağaçların % 25 – 30‘unu sert ağaçların % 20 – 25‘ini teşkil eder. Linyinin kimyasal yapısı kesin
olarak ortaya koyulamamıştır ancak bileşenleri gibi belirtiler uzun yılardan bilinmekteydi. Linyin
genel olarak eter ve karbon zincirleri (DP 10–50) tarafından birleştirilmiş bu fenilpropan
ünitelerinden oluşur. Yumuşak ağaç genel olarak fenilpropan zincirlerini kapsar, sert ağaç
çoğunlukla eşit miktarda gayasil ve syringyl ünitelerini kapsar. Her ikisi de küçük miktarda p-
hidroksil fenilpropan kapsar.
Isıl işlem uygulaması boyunca fenilpropan üniteleri arasındaki bağlar kısmen kırılır.
Syringyl üniteleri arasındaki aril eter bağları gayasil üniteleri arasındaki bağlardan daha kolay
kırılır. Thermo kimyasal tepkimeler alisik tarafı zincirlerinde aril-alkil eter bağlarına nazaran
daha yaygındır. Oto hidroliz ne kadar uzarsa o kadar çok yoğunlaştırma reaksiyonu meydana
gelir. Yoğunlaşma reaksiyonu ürünleri b-ketona grupları ve çiftleştirilmiş karboksil asit gruplarını
kapsar.
Ahşabın bütün bileşenleri arasında Linyin sıcağa dayanma gücü en iyi olandır. Linyinin
kütlesi sadece -aril eter bağlar kırılmaya başladığında 2000C‘yi geçince küçülmeye başlar.
Yüksek ısılarda Linyinin metoksi özü azalır ve Linyinin bazı yoğunlaşmamış birimleri
difenilmetan tipi ünitelere dönüşür. Bu yüzden difenilmetan tipi yoğunlaşma 120-2200C ısıda en
yaygın tip tepkimedir. Bu tepkime ısıl işlem uygulamasında linyinin özelliklerini önemli derecede
etkiler. (renk, reaksiyona girme ve ayrılma gibi.)
20
4.1.4 Doğal Maddeler
Ağaç az miktarda küçük molekül parçacıkları içerir. Doğal maddeler ahşabın %5‘inden
azını teşkil eder. Bu grup örneğin terpenleri, yağları ve fenolleri içerir. Doğal maddeler çeşitli
ağaç türlerinde heterojenik yapılardır ve bileşen sayıları çok fazladır. Doğal maddeler ağaçta
yapısal parçalar değildir ve ısı uygulaması sırasında çoğu bileşen kolayca buharlaşır.
4.1.5 Toksisite
Isıl işleme tabi tutulan ladinin sızıntı suyunun ekotoksisite değerleri, CTBA'da (bir AB projesi,
uygun piroliz ısıl işlem yoluyla dayanıklı olmayan ahşap türlerinin iyileştirilmesi, 1988) test
edilmiştir. Testler, bir EN 84 testinden sonra alınan sızıntı suları üzerinde gerçekleştirilmiştir. Bu
test, ahşap hücrelerin içerisindeki biozitlerin özümseme oranlarını değerlendirmek için
uygulanmıştır. Küçük ölçekli örnekler su ile filtrelendi ve su, NF-EN ISO 506341'e Daphnia
magna'ya (tatlı sularda yaşayan küçük kabuklu deniz hayvanı) karşı testlere ve denizde yaşayan
parlak bakteriler için mikrotoksisite testlerine tabi tutuldu. Test sonuçları, sızıntı sularının
Daphnia magna için zehirli madde içermediğini ve bakteriler için zararsız olduğunu gösterdi.
ThermoWood bir kemik dolgu malzemesi olarak test edilmiştir (VTT ve Turku Üniversite
Hastanesi Cerrahi Kliniği). Öncü testlerde iyi sonuçlar elde edilmiştir: ısıl işlem geçiren huş
kemikle aynı özeliklere sahiptir. ThermoWood sterildir ve herhangi bir toksik maddeye
rastlanmamıştır.
17
4.2 Fiziksel değişimler 4.2.1 Yoğunluk
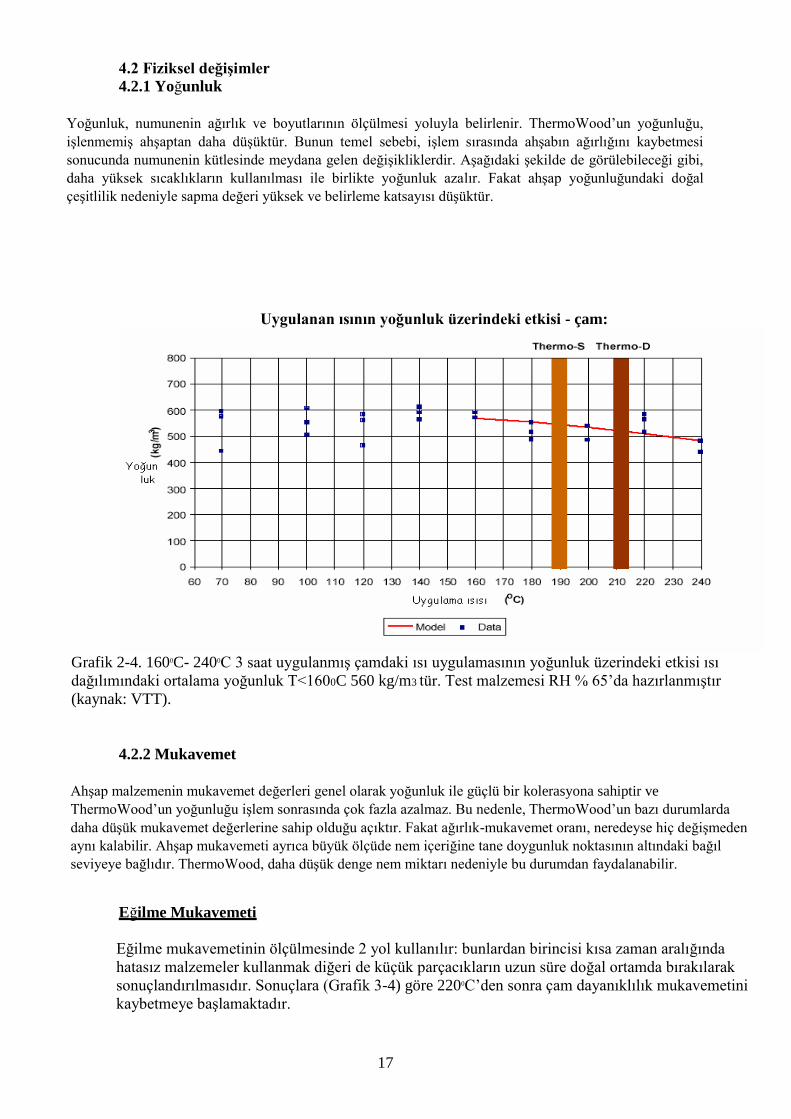
Yoğunluk, numunenin ağırlık ve boyutlarının ölçülmesi yoluyla belirlenir. ThermoWood‘un yoğunluğu,
işlenmemiş ahşaptan daha düşüktür. Bunun temel sebebi, işlem sırasında ahşabın ağırlığını kaybetmesi
sonucunda numunenin kütlesinde meydana gelen değişikliklerdir. Aşağıdaki şekilde de görülebileceği gibi,
daha yüksek sıcaklıkların kullanılması ile birlikte yoğunluk azalır. Fakat ahşap yoğunluğundaki doğal
çeşitlilik nedeniyle sapma değeri yüksek ve belirleme katsayısı düşüktür.
Uygulanan ısının yoğunluk üzerindeki etkisi - çam:
Grafik 2-4. 1600C- 2400C 3 saat uygulanmış çamdaki ısı uygulamasının yoğunluk üzerindeki etkisi ısı
dağılımındaki ortalama yoğunluk T<1600C 560 kg/m3 tür. Test malzemesi RH % 65‘da hazırlanmıştır
(kaynak: VTT).
4.2.2 Mukavemet
Ahşap malzemenin mukavemet değerleri genel olarak yoğunluk ile güçlü bir kolerasyona sahiptir ve
ThermoWood‘un yoğunluğu işlem sonrasında çok fazla azalmaz. Bu nedenle, ThermoWood‘un bazı durumlarda
daha düşük mukavemet değerlerine sahip olduğu açıktır. Fakat ağırlık-mukavemet oranı, neredeyse hiç değişmeden
aynı kalabilir. Ahşap mukavemeti ayrıca büyük ölçüde nem içeriğine tane doygunluk noktasının altındaki bağıl
seviyeye bağlıdır. ThermoWood, daha düşük denge nem miktarı nedeniyle bu durumdan faydalanabilir.
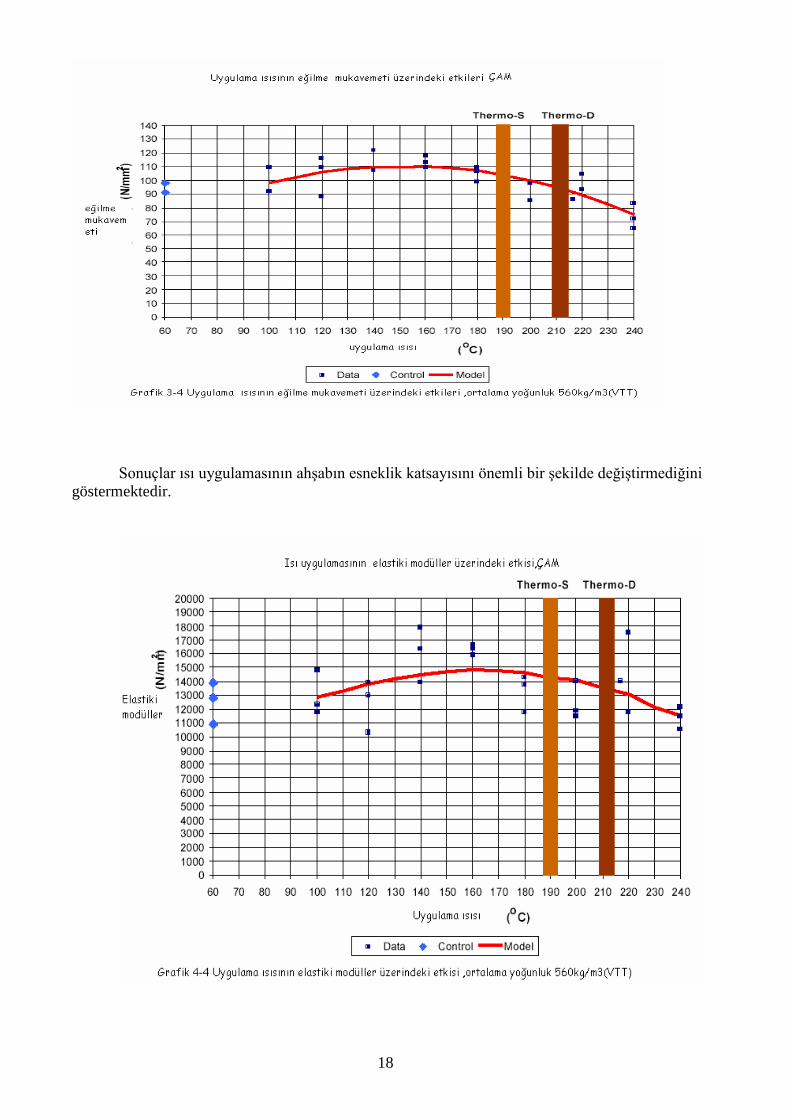
Eğilme Mukavemeti
Eğilme mukavemetinin ölçülmesinde 2 yol kullanılır: bunlardan birincisi kısa zaman aralığında
hatasız malzemeler kullanmak diğeri de küçük parçacıkların uzun süre doğal ortamda bırakılarak
sonuçlandırılmasıdır. Sonuçlara (Grafik 3-4) göre 2200C‘den sonra çam dayanıklılık mukavemetini
kaybetmeye başlamaktadır.
18
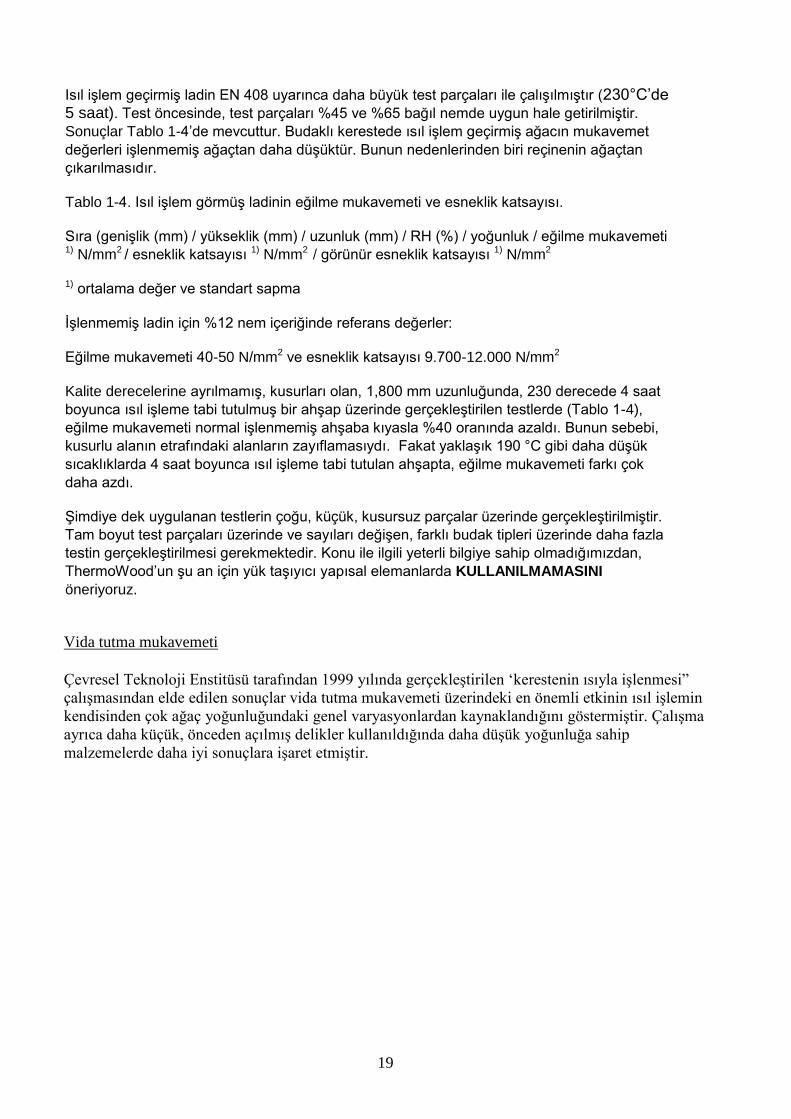
Sonuçlar ısı uygulamasının ahşabın esneklik katsayısını önemli bir şekilde değiştirmediğini
göstermektedir.
19
Isıl işlem geçirmiş ladin EN 408 uyarınca daha büyük test parçaları ile çalışılmıştır (230°C’de 5 saat). Test öncesinde, test parçaları %45 ve %65 bağıl nemde uygun hale getirilmiştir.
Sonuçlar Tablo 1-4’de mevcuttur. Budaklı kerestede ısıl işlem geçirmiş ağacın mukavemet
değerleri işlenmemiş ağaçtan daha düşüktür. Bunun nedenlerinden biri reçinenin ağaçtan
çıkarılmasıdır.
Tablo 1-4. Isıl işlem görmüş ladinin eğilme mukavemeti ve esneklik katsayısı.
Sıra (genişlik (mm) / yükseklik (mm) / uzunluk (mm) / RH (%) / yoğunluk / eğilme mukavemeti 1) N/mm2 / esneklik katsayısı 1) N/mm2 / görünür esneklik katsayısı 1) N/mm2
1) ortalama değer ve standart sapma
İşlenmemiş ladin için %12 nem içeriğinde referans değerler:
Eğilme mukavemeti 40-50 N/mm2 ve esneklik katsayısı 9.700-12.000 N/mm2
Kalite derecelerine ayrılmamış, kusurları olan, 1,800 mm uzunluğunda, 230 derecede 4 saat
boyunca ısıl işleme tabi tutulmuş bir ahşap üzerinde gerçekleştirilen testlerde (Tablo 1-4),
eğilme mukavemeti normal işlenmemiş ahşaba kıyasla %40 oranında azaldı. Bunun sebebi,
kusurlu alanın etrafındaki alanların zayıflamasıydı. Fakat yaklaşık 190 °C gibi daha düşük
sıcaklıklarda 4 saat boyunca ısıl işleme tabi tutulan ahşapta, eğilme mukavemeti farkı çok
daha azdı.
Şimdiye dek uygulanan testlerin çoğu, küçük, kusursuz parçalar üzerinde gerçekleştirilmiştir.
Tam boyut test parçaları üzerinde ve sayıları değişen, farklı budak tipleri üzerinde daha fazla
testin gerçekleştirilmesi gerekmektedir. Konu ile ilgili yeterli bilgiye sahip olmadığımızdan,
ThermoWood’un şu an için yük taşıyıcı yapısal elemanlarda KULLANILMAMASINI
öneriyoruz.
Vida tutma mukavemeti
Çevresel Teknoloji Enstitüsü tarafından 1999 yılında gerçekleştirilen ‗kerestenin ısıyla işlenmesi‖
çalışmasından elde edilen sonuçlar vida tutma mukavemeti üzerindeki en önemli etkinin ısıl işlemin
kendisinden çok ağaç yoğunluğundaki genel varyasyonlardan kaynaklandığını göstermiştir. Çalışma
ayrıca daha küçük, önceden açılmış delikler kullanıldığında daha düşük yoğunluğa sahip
malzemelerde daha iyi sonuçlara işaret etmiştir.
20
Damara paralel basınç mukavemeti
VTT test sonuçlarına göre 1950C de 3 saat ısıl işlem uygulanmış kerestede, ısı uygulanmış
kerestenin damara paralel basınç mukavemeti normal işlenmemiş keresteden yaklaşık %30 daha
fazladır. Bu çalışmadaki test parçaları test öncesinde suda bekletilmiştir.
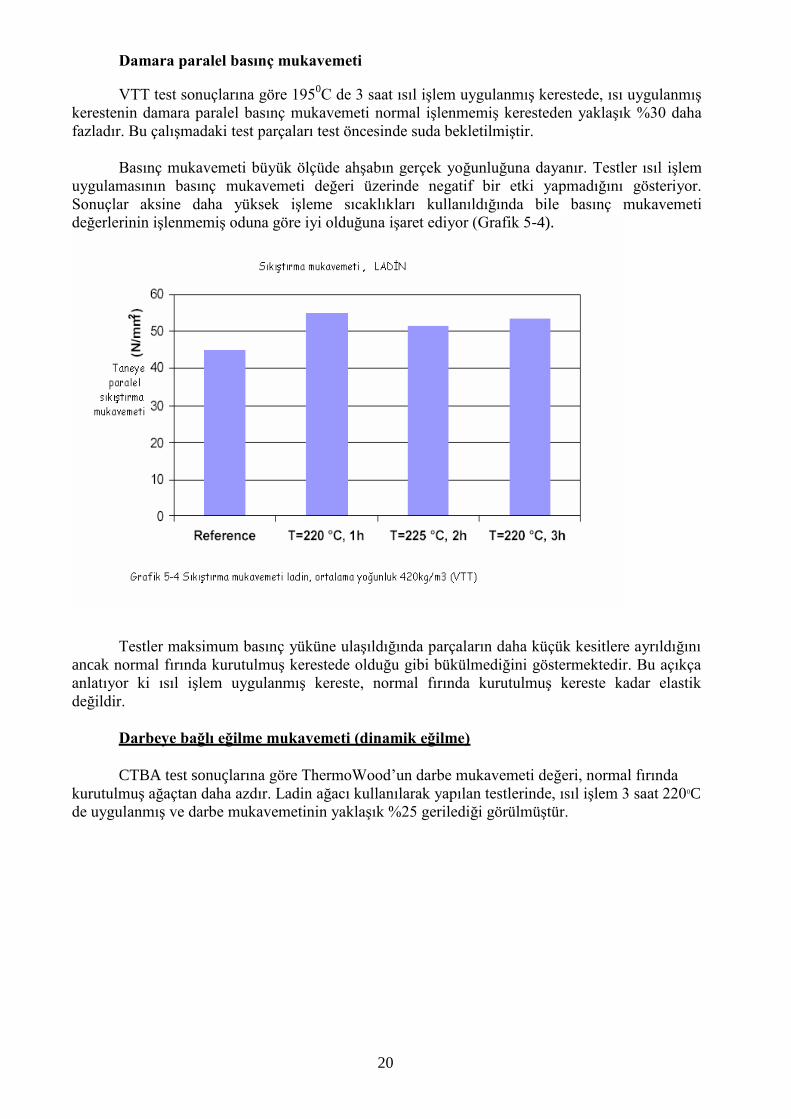
Basınç mukavemeti büyük ölçüde ahşabın gerçek yoğunluğuna dayanır. Testler ısıl işlem
uygulamasının basınç mukavemeti değeri üzerinde negatif bir etki yapmadığını gösteriyor.
Sonuçlar aksine daha yüksek işleme sıcaklıkları kullanıldığında bile basınç mukavemeti
değerlerinin işlenmemiş oduna göre iyi olduğuna işaret ediyor (Grafik 5-4).
Testler maksimum basınç yüküne ulaşıldığında parçaların daha küçük kesitlere ayrıldığını
ancak normal fırında kurutulmuş kerestede olduğu gibi bükülmediğini göstermektedir. Bu açıkça
anlatıyor ki ısıl işlem uygulanmış kereste, normal fırında kurutulmuş kereste kadar elastik
değildir.
Darbeye bağlı eğilme mukavemeti (dinamik eğilme)
CTBA test sonuçlarına göre ThermoWood‘un darbe mukavemeti değeri, normal fırında
kurutulmuş ağaçtan daha azdır. Ladin ağacı kullanılarak yapılan testlerinde, ısıl işlem 3 saat 2200C
de uygulanmış ve darbe mukavemetinin yaklaşık %25 gerilediği görülmüştür.
21
Kesme Mukavemeti
VTT tarafından yapılan testlerde hem teğet hem radyal doğrultuda ölçümler yapılmıştır.
Daha yüksek ısıl işlem uygulamalarında (230 0C‘de 4 saat ) mukavemet özelliklerinin radyal
testlerde %1 den % 25‗e ve teğetsel testlerde de %1‘den %40‘a azaldığı anlaşılmıştır. Fakat daha
düşük ısıl işlem uygulamaları (190 0C ) çam üzerinde çok düşük bir etkiye sahipken, ladinde
teğetsel ve radyal testlerde % 1-20 aralığında azalmalar görülmüştür.
Çatlama direnci
Çevre Teknoloji Enstitüsü tarafından değişik sıcaklıklarda ısıl işlem huş, çam ve ladinde
yapılmıştır. Kerestelere değişik şiddet uygulaması yapılmış ve test sonuçlarından çatlama
direncinin % 30-40 kadar düştüğü sonucuna varılmıştır. Daha yüksek sıcaklıklarda ısıl işlem
uygulamasında çatlama direncinin azaldığı görülmüştür.
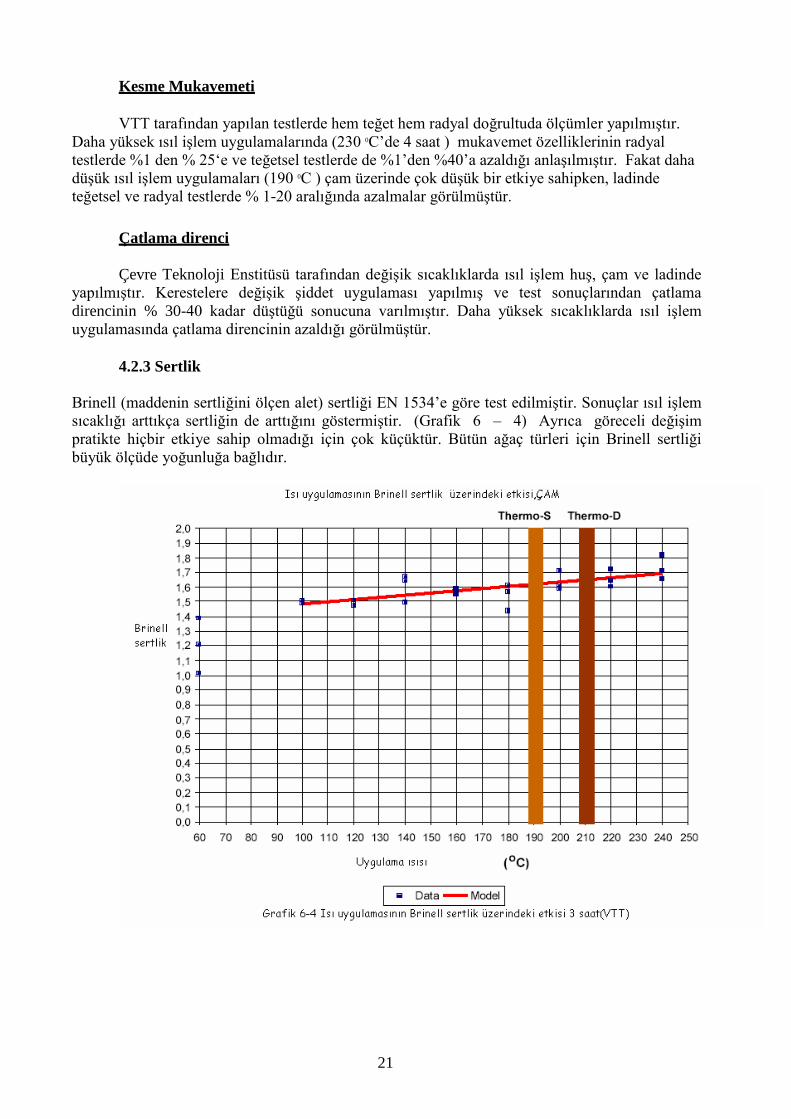
4.2.3 Sertlik
Brinell (maddenin sertliğini ölçen alet) sertliği EN 1534‘e göre test edilmiştir. Sonuçlar ısıl işlem
sıcaklığı arttıkça sertliğin de arttığını göstermiştir. (Grafik 6 – 4) Ayrıca göreceli değişim
pratikte hiçbir etkiye sahip olmadığı için çok küçüktür. Bütün ağaç türleri için Brinell sertliği
büyük ölçüde yoğunluğa bağlıdır.
22
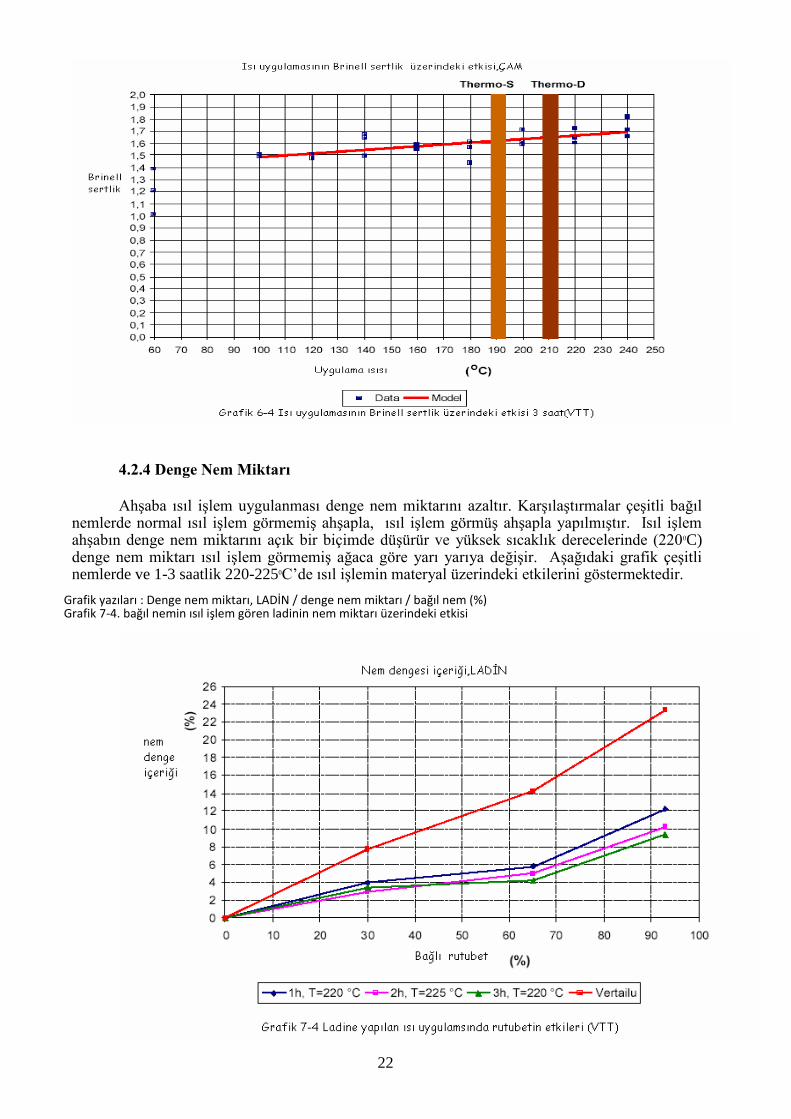
4.2.4 Denge Nem Miktarı
Ahşaba ısıl işlem uygulanması denge nem miktarını azaltır. Karşılaştırmalar çeşitli bağıl
nemlerde normal ısıl işlem görmemiş ahşapla, ısıl işlem görmüş ahşapla yapılmıştır. Isıl işlem ahşabın denge nem miktarını açık bir biçimde düşürür ve yüksek sıcaklık derecelerinde (2200C) denge nem miktarı ısıl işlem görmemiş ağaca göre yarı yarıya değişir. Aşağıdaki grafik çeşitli nemlerde ve 1-3 saatlik 220-2250C‘de ısıl işlemin materyal üzerindeki etkilerini göstermektedir.
Grafik yazıları : Denge nem miktarı, LADİN / denge nem miktarı / bağıl nem (%) Grafik 7-4. bağıl nemin ısıl işlem gören ladinin nem miktarı üzerindeki etkisi
23
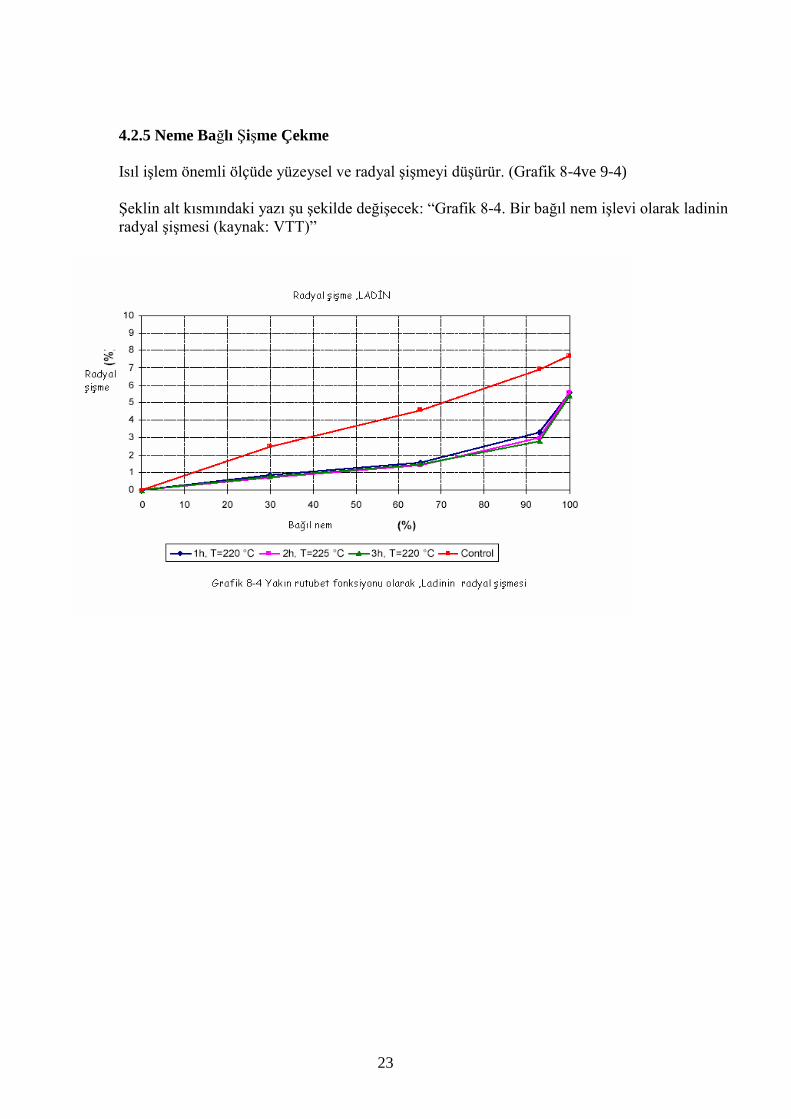
4.2.5 Neme Bağlı Şişme Çekme
Isıl işlem önemli ölçüde yüzeysel ve radyal şişmeyi düşürür. (Grafik 8-4ve 9-4)
Şeklin alt kısmındaki yazı şu şekilde değişecek: ―Grafik 8-4. Bir bağıl nem işlevi olarak ladinin
radyal şişmesi (kaynak: VTT)‖
24
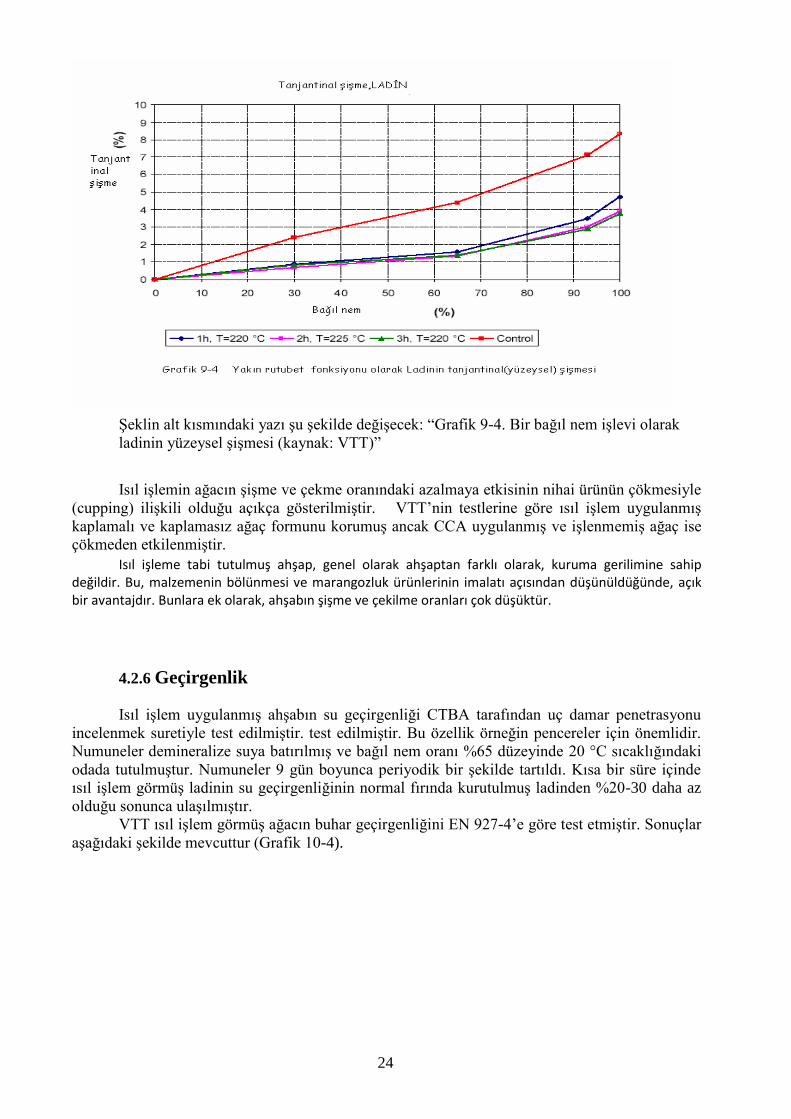
Şeklin alt kısmındaki yazı şu şekilde değişecek: ―Grafik 9-4. Bir bağıl nem işlevi olarak
ladinin yüzeysel şişmesi (kaynak: VTT)‖
Isıl işlemin ağacın şişme ve çekme oranındaki azalmaya etkisinin nihai ürünün çökmesiyle
(cupping) ilişkili olduğu açıkça gösterilmiştir. VTT‘nin testlerine göre ısıl işlem uygulanmış
kaplamalı ve kaplamasız ağaç formunu korumuş ancak CCA uygulanmış ve işlenmemiş ağaç ise
çökmeden etkilenmiştir.
Isıl işleme tabi tutulmuş ahşap, genel olarak ahşaptan farklı olarak, kuruma gerilimine sahip değildir. Bu, malzemenin bölünmesi ve marangozluk ürünlerinin imalatı açısından düşünüldüğünde, açık bir avantajdır. Bunlara ek olarak, ahşabın şişme ve çekilme oranları çok düşüktür.
4.2.6 Geçirgenlik
Isıl işlem uygulanmış ahşabın su geçirgenliği CTBA tarafından uç damar penetrasyonu
incelenmek suretiyle test edilmiştir. test edilmiştir. Bu özellik örneğin pencereler için önemlidir.
Numuneler demineralize suya batırılmış ve bağıl nem oranı %65 düzeyinde 20 °C sıcaklığındaki
odada tutulmuştur. Numuneler 9 gün boyunca periyodik bir şekilde tartıldı. Kısa bir süre içinde
ısıl işlem görmüş ladinin su geçirgenliğinin normal fırında kurutulmuş ladinden %20-30 daha az
olduğu sonunca ulaşılmıştır.
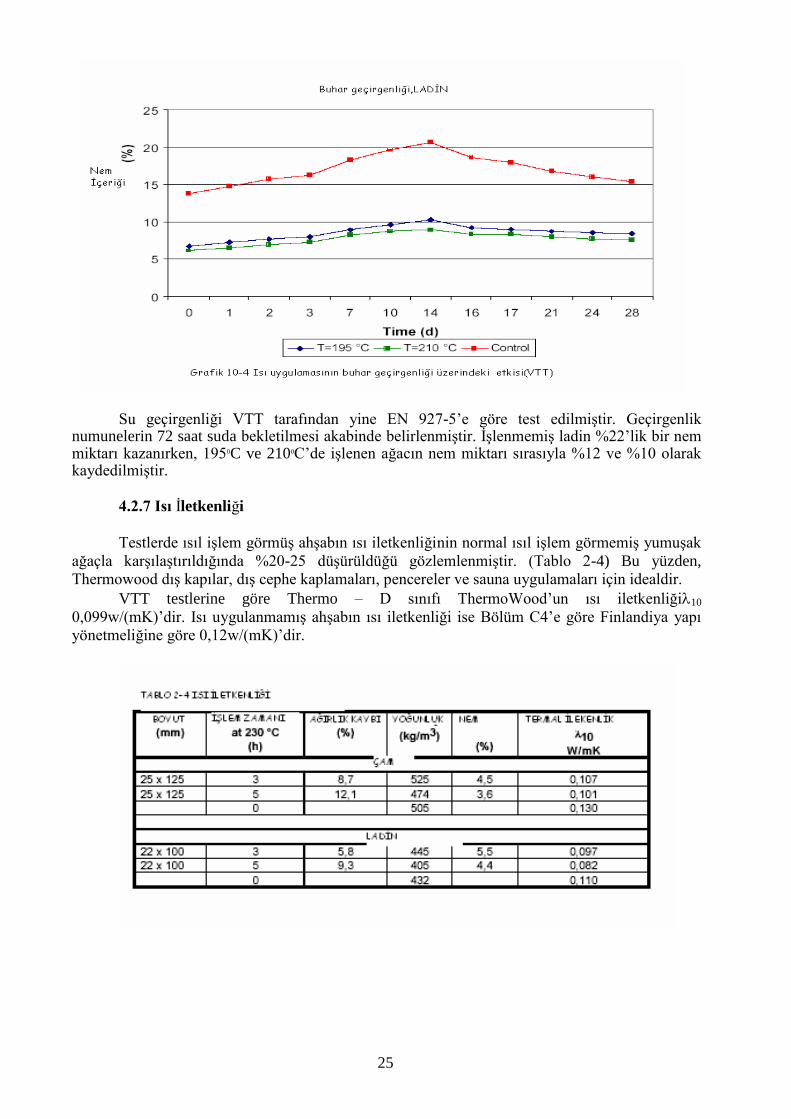
VTT ısıl işlem görmüş ağacın buhar geçirgenliğini EN 927-4‘e göre test etmiştir. Sonuçlar
aşağıdaki şekilde mevcuttur (Grafik 10-4).
25
Su geçirgenliği VTT tarafından yine EN 927-5‘e göre test edilmiştir. Geçirgenlik numunelerin 72 saat suda bekletilmesi akabinde belirlenmiştir. İşlenmemiş ladin %22‘lik bir nem miktarı kazanırken, 1950C ve 2100C‘de işlenen ağacın nem miktarı sırasıyla %12 ve %10 olarak kaydedilmiştir.
4.2.7 Isı İletkenliği
Testlerde ısıl işlem görmüş ahşabın ısı iletkenliğinin normal ısıl işlem görmemiş yumuşak
ağaçla karşılaştırıldığında %20-25 düşürüldüğü gözlemlenmiştir. (Tablo 2-4) Bu yüzden,
Thermowood dış kapılar, dış cephe kaplamaları, pencereler ve sauna uygulamaları için idealdir.
VTT testlerine göre Thermo – D sınıfı ThermoWood‘un ısı iletkenliği10
0,099w/(mK)‘dir. Isı uygulanmamış ahşabın ısı iletkenliği ise Bölüm C4‘e göre Finlandiya yapı
yönetmeliğine göre 0,12w/(mK)‘dir.
26
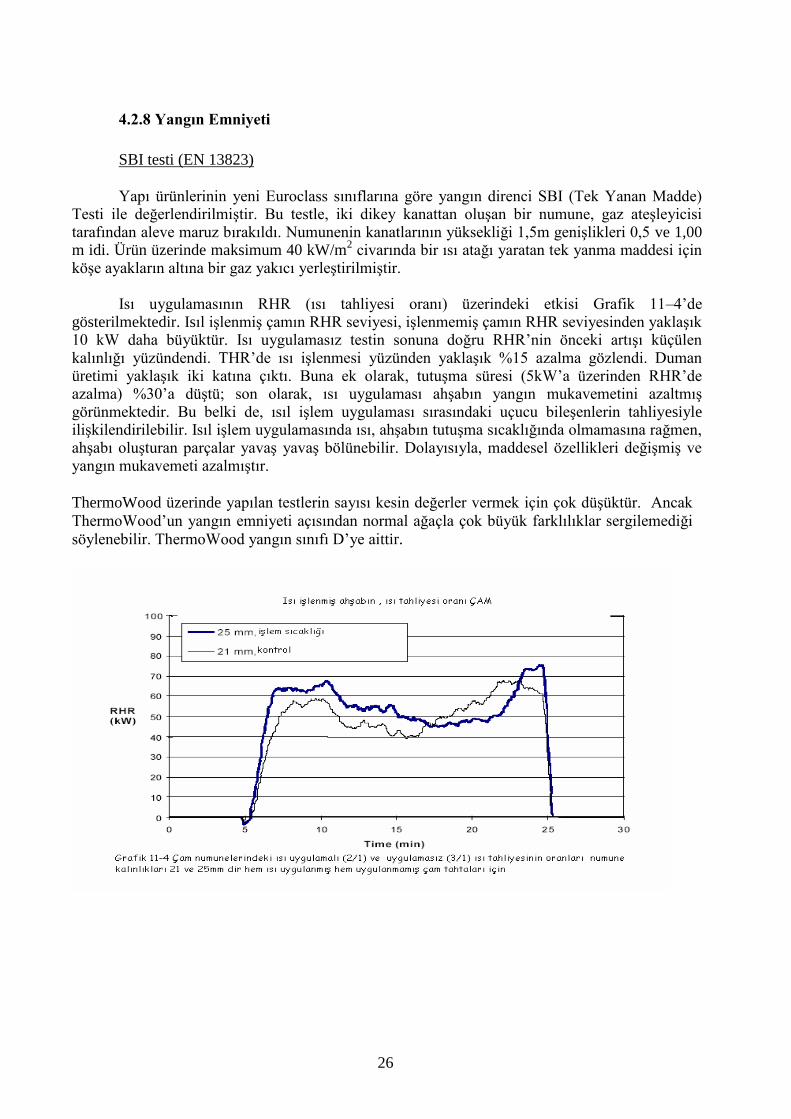
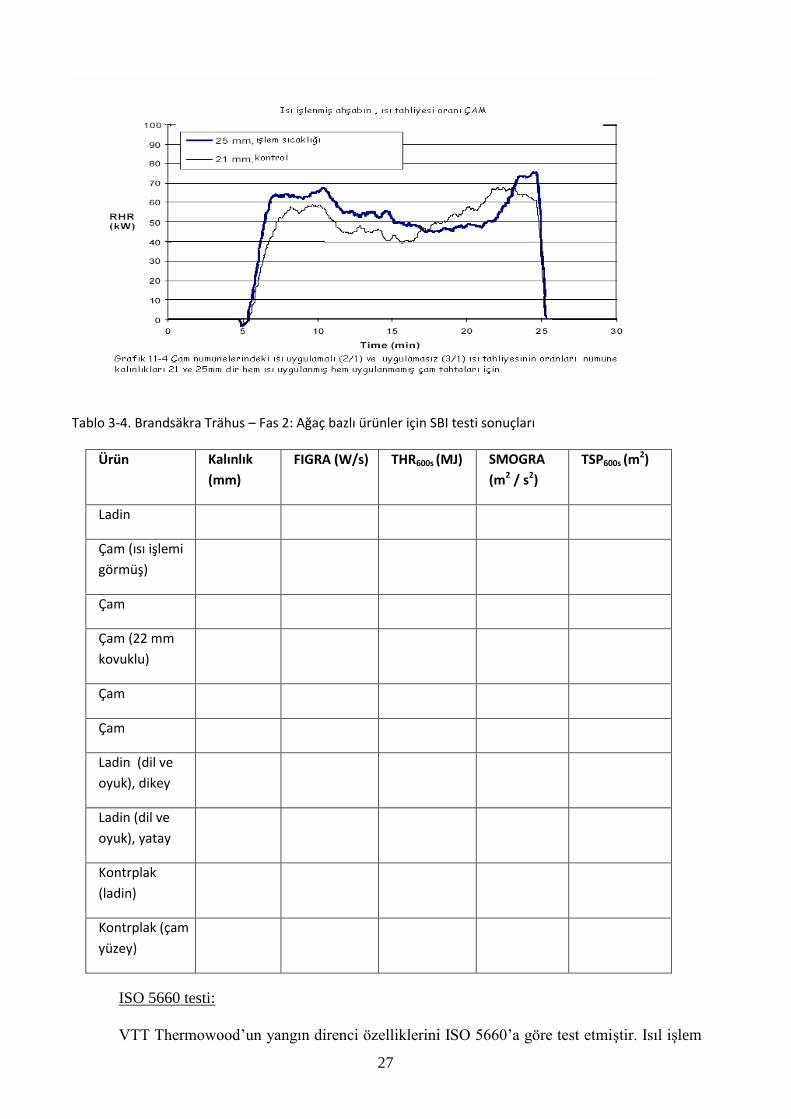
4.2.8 Yangın Emniyeti
SBI testi (EN 13823)
Yapı ürünlerinin yeni Euroclass sınıflarına göre yangın direnci SBI (Tek Yanan Madde)
Testi ile değerlendirilmiştir. Bu testle, iki dikey kanattan oluşan bir numune, gaz ateşleyicisi tarafından aleve maruz bırakıldı. Numunenin kanatlarının yüksekliği 1,5m genişlikleri 0,5 ve 1,00 m idi. Ürün üzerinde maksimum 40 kW/m
2 civarında bir ısı atağı yaratan tek yanma maddesi için
köşe ayakların altına bir gaz yakıcı yerleştirilmiştir. Isı uygulamasının RHR (ısı tahliyesi oranı) üzerindeki etkisi Grafik 11–4‘de
gösterilmektedir. Isıl işlenmiş çamın RHR seviyesi, işlenmemiş çamın RHR seviyesinden yaklaşık 10 kW daha büyüktür. Isı uygulamasız testin sonuna doğru RHR‘nin önceki artışı küçülen kalınlığı yüzündendi. THR‘de ısı işlenmesi yüzünden yaklaşık %15 azalma gözlendi. Duman üretimi yaklaşık iki katına çıktı. Buna ek olarak, tutuşma süresi (5kW‘a üzerinden RHR‘de azalma) %30‘a düştü; son olarak, ısı uygulaması ahşabın yangın mukavemetini azaltmış görünmektedir. Bu belki de, ısıl işlem uygulaması sırasındaki uçucu bileşenlerin tahliyesiyle ilişkilendirilebilir. Isıl işlem uygulamasında ısı, ahşabın tutuşma sıcaklığında olmamasına rağmen, ahşabı oluşturan parçalar yavaş yavaş bölünebilir. Dolayısıyla, maddesel özellikleri değişmiş ve yangın mukavemeti azalmıştır.
ThermoWood üzerinde yapılan testlerin sayısı kesin değerler vermek için çok düşüktür. Ancak
ThermoWood‘un yangın emniyeti açısından normal ağaçla çok büyük farklılıklar sergilemediği
söylenebilir. ThermoWood yangın sınıfı D‘ye aittir.
27
Tablo 3-4. Brandsäkra Trähus – Fas 2: Ağaç bazlı ürünler için SBI testi sonuçları
Ürün Kalınlık
(mm)
FIGRA (W/s) THR600s (MJ) SMOGRA
(m2 / s2)
TSP600s (m2)
Ladin
Çam (ısı işlemi
görmüş)
Çam
Çam (22 mm
kovuklu)
Çam
Çam
Ladin (dil ve
oyuk), dikey
Ladin (dil ve
oyuk), yatay
Kontrplak
(ladin)
Kontrplak (çam
yüzey)
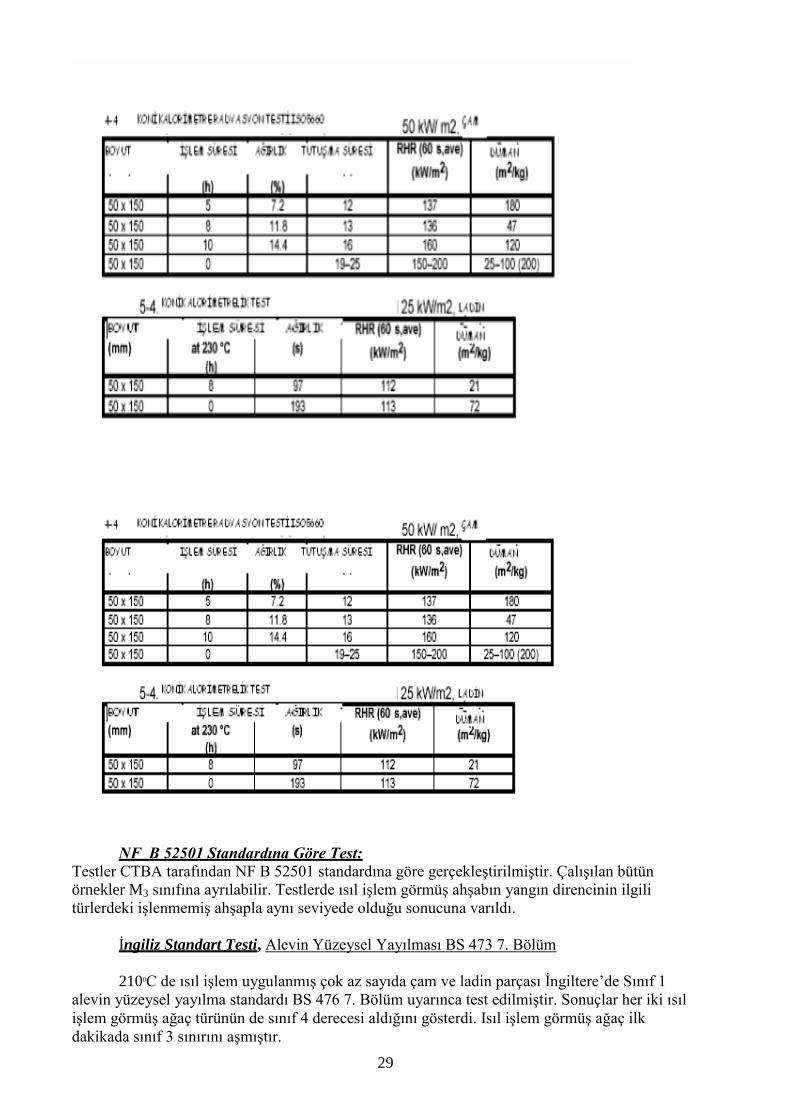
ISO 5660 testi:
VTT Thermowood‘un yangın direnci özelliklerini ISO 5660‘a göre test etmiştir. Isıl işlem

28
çam ve ladin numunelerinde tutuşma süresini ısıl işlem görmemiş ahşaba göre yarı yarıya
düşmüştür. (Tablo 4-4 ve 5-4) Çam numunesinde ısı yayma oranı (RHR)
%32 düşmüştür. Isıl işlem görmüş ladinde de farklılık göstermemiştir. Duman üretimi ısıl işlem
uygulanmış çam ve ladin numunelerinde, ısıl işlem görmemiş numunelerle karşılaştırıldığında
daha düşüktür.
29
NF B 52501 Standardına Göre Test:
Testler CTBA tarafından NF B 52501 standardına göre gerçekleştirilmiştir. Çalışılan bütün
örnekler M3 sınıfına ayrılabilir. Testlerde ısıl işlem görmüş ahşabın yangın direncinin ilgili
türlerdeki işlenmemiş ahşapla aynı seviyede olduğu sonucuna varıldı.
İngiliz Standart Testi, Alevin Yüzeysel Yayılması BS 473 7. Bölüm
2100C de ısıl işlem uygulanmış çok az sayıda çam ve ladin parçası İngiltere‘de Sınıf 1
alevin yüzeysel yayılma standardı BS 476 7. Bölüm uyarınca test edilmiştir. Sonuçlar her iki ısıl
işlem görmüş ağaç türünün de sınıf 4 derecesi aldığını gösterdi. Isıl işlem görmüş ağaç ilk
dakikada sınıf 3 sınırını aşmıştır.
30
Çok az sayıda test parçası kullanılmasından ötürü, sonuçlara güvenilemeyeceği ve farklı
sıcaklık ve nem miktarlarında işlem gören malzemelerle daha kapsamlı testler yapılması gerektiği
kanısına varılmıştır. BS testleri ve sonuçları sadece alev yayılma hızına odaklanmış olup bu unsur
yeni EN standartlarında belirtilen test prosedürlerinin sadece bir bölümünü temsil etmektedir. Isı
işlenmiş ağaç açıkça daha kısa bir tutuşma zamanına sahipti ama ısı ve duman salınımı açısından
normal kurutulmuş yumuşak ağaçtan daha iyiydi.
Finlandiya yapı yönetmeliği bakımında ThermoWood‘un performansı
Yapılar ve bu yapılarda kullanılan ürünlerle ilgili yangın emniyeti gereksinimleri
Finlandiya Ulusal Yapı Yönetmeliği‘nin 1997 tarihli E1 Bölümü‘nde yer alan "Binalardaki
yapısal yangın emniyeti" kısmında belirtilmektedir. Yapısal yangın tasarımı, Finlandiya Ulusal
Yapı Yönetmeliği‘nin 1998 tarihli B1 Bölümü‘nde yer alan ―Yapısal emniyet ve yükler‖ kısmı ile
1983 tarihli 1990‘da tadil edilmiş B10 Bölümü‘ndeki ―Kereste yapılar‖ kısmı uyarınca
gerçekleştirilmektedir.
Yapı malzemelerinin, elemanlarının ve cihazlarının yangın reaksiyon özelliklerini
tanımlamak üzere kullanılan test yöntemleri ve kabul kriterleri Çevre Bakanlığı tarafından
yayımlanan ―Ympäristöopas 35 1998, Rakennustuotteiden palotekninen hyväksyntä‖ (Çevre
kılavuzu 35, 1998; Yapı ürünlerinin yangın mühendislik kabulü) kaynağında mevcuttur.
ThermoWood‘un yukarıda belirtilen yayındaki Sınıf 2 tutuşurluk gereksinimlerini
karşıladığı kabul edilmektedir.
4.2.9 Biyolojik Dayanıklılık
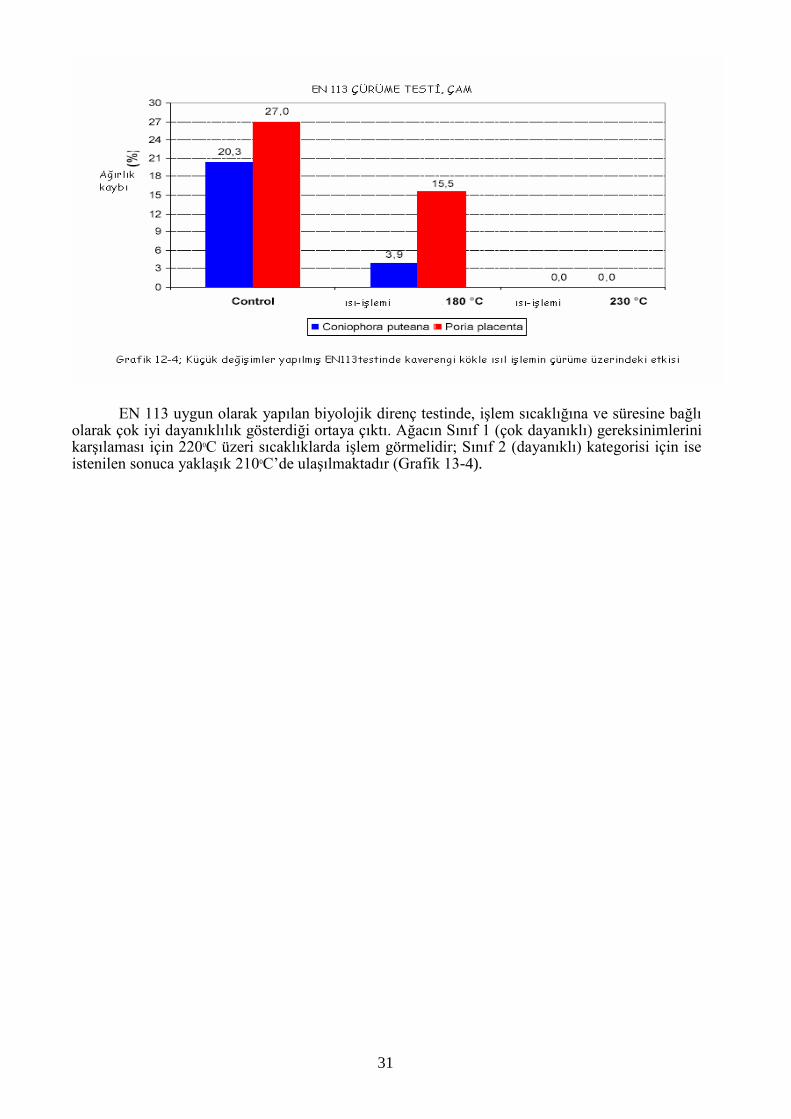
VTT, ısıl işleme tabi tutulmuş ahşabın biyolojik dayanıklılığını belirlemek için üç test gerçekleştirdi. Testler,
16 haftalık bozulma süresi ile ve EN 113 Standardına uygun olarak gerçekleştirildi. Ayrıca EN 113'ün
değişikliğe tabi tutulduğu bir test gerçekleştirildi; daha küçük test parçaları ve daha kısa bir bozulma süresi (6
hafta) kullanılarak test süresi hızlandırıldı. Üçüncü test, ENV 807'ye uygun olarak toprakla temas halinde
gerçekleştirildi; test süreleri 8, 16, 24 ve 32 haftaydı. En yaygın ve en fazla sorun yaratan mantarlar olarak
değerlendirildikleri için, test mantarı olarak Coniophora puteana ve Poria placenta kullanıldı.
Sonuçlar, ısıl işleme tabi tutulmuş ahşabın, kahverengi çürük direncinin dikkate değer ölçüde yüksek
olduğunu ortaya koydu. Isıl işleme tabi tutulmuş ahşap, iki mantara karşı farklı sonuçlar gösterdi. Isıl işleme
tabi tutulan ahşap Coniophera puteana'ya kıyasla Poria placentia'ya karşı maksimum mukavemet elde
edebilmek için daha yüksek ısıl işlem sıcaklığına ihtiyaç duyuyordu (Grafik 12-4).
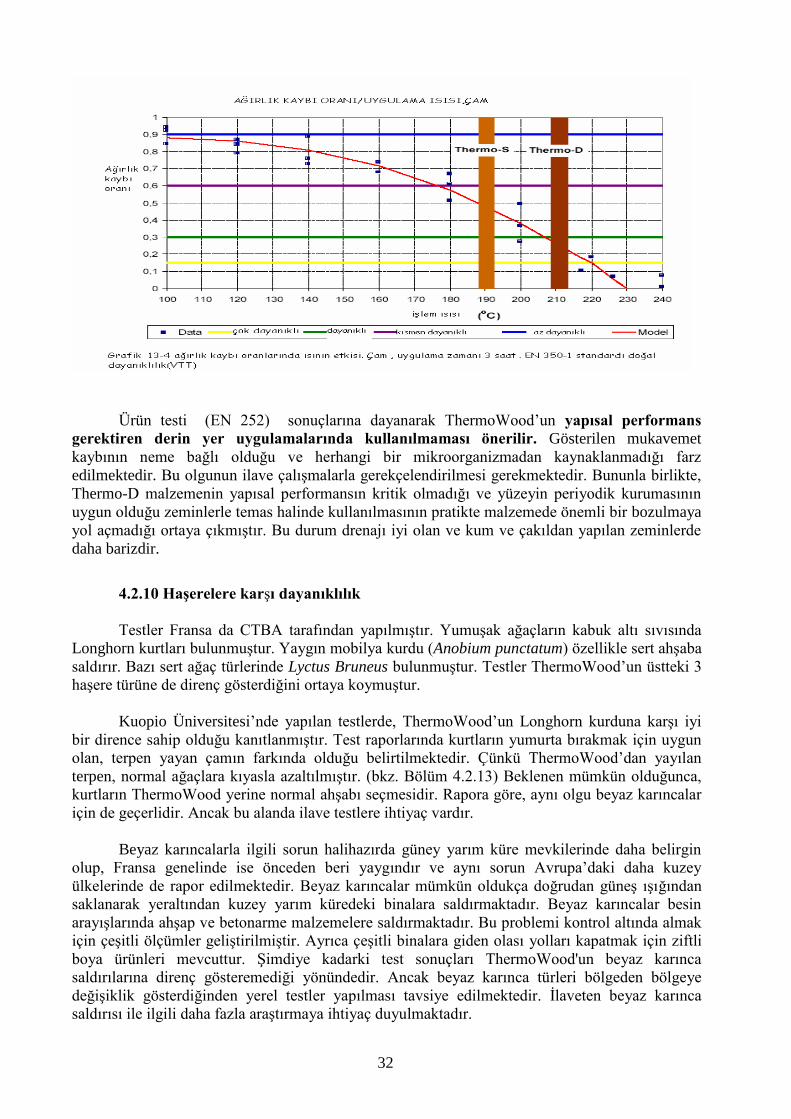
EN 113'e uygun olarak gerçekleştirilen biyolojik dayanıklılık testi, ısıl işlem sıcaklığı ve süresine bağlı olarak
çok iyi dayanıklılık seviyeleri ortaya koydu. Ahşabı sınıf 1 (çok dayanıklı) gerekliliklerini karşılayacak
şekilde ısıl işleme tabi tutmak için, 3 saat boyunca 220 °C'nin üzerindeki sıcaklık değerleri gerekiyordu; sınıf
2 (dayanıklı) durumuna ulaşmak için ise istenen sonuç yaklaşık 210 °C'de elde edilebiliyordu (Grafik 13-4).
31
EN 113 uygun olarak yapılan biyolojik direnç testinde, işlem sıcaklığına ve süresine bağlı
olarak çok iyi dayanıklılık gösterdiği ortaya çıktı. Ağacın Sınıf 1 (çok dayanıklı) gereksinimlerini karşılaması için 2200C üzeri sıcaklıklarda işlem görmelidir; Sınıf 2 (dayanıklı) kategorisi için ise istenilen sonuca yaklaşık 2100C‘de ulaşılmaktadır (Grafik 13-4).
32
Ürün testi (EN 252) sonuçlarına dayanarak ThermoWood‘un yapısal performans
gerektiren derin yer uygulamalarında kullanılmaması önerilir. Gösterilen mukavemet
kaybının neme bağlı olduğu ve herhangi bir mikroorganizmadan kaynaklanmadığı farz
edilmektedir. Bu olgunun ilave çalışmalarla gerekçelendirilmesi gerekmektedir. Bununla birlikte,
Thermo-D malzemenin yapısal performansın kritik olmadığı ve yüzeyin periyodik kurumasının
uygun olduğu zeminlerle temas halinde kullanılmasının pratikte malzemede önemli bir bozulmaya
yol açmadığı ortaya çıkmıştır. Bu durum drenajı iyi olan ve kum ve çakıldan yapılan zeminlerde
daha barizdir.
4.2.10 Haşerelere karşı dayanıklılık
Testler Fransa da CTBA tarafından yapılmıştır. Yumuşak ağaçların kabuk altı sıvısında
Longhorn kurtları bulunmuştur. Yaygın mobilya kurdu (Anobium punctatum) özellikle sert ahşaba
saldırır. Bazı sert ağaç türlerinde Lyctus Bruneus bulunmuştur. Testler ThermoWood‘un üstteki 3
haşere türüne de direnç gösterdiğini ortaya koymuştur.
Kuopio Üniversitesi‘nde yapılan testlerde, ThermoWood‘un Longhorn kurduna karşı iyi
bir dirence sahip olduğu kanıtlanmıştır. Test raporlarında kurtların yumurta bırakmak için uygun
olan, terpen yayan çamın farkında olduğu belirtilmektedir. Çünkü ThermoWood‘dan yayılan
terpen, normal ağaçlara kıyasla azaltılmıştır. (bkz. Bölüm 4.2.13) Beklenen mümkün olduğunca,
kurtların ThermoWood yerine normal ahşabı seçmesidir. Rapora göre, aynı olgu beyaz karıncalar
için de geçerlidir. Ancak bu alanda ilave testlere ihtiyaç vardır.
Beyaz karıncalarla ilgili sorun halihazırda güney yarım küre mevkilerinde daha belirgin
olup, Fransa genelinde ise önceden beri yaygındır ve aynı sorun Avrupa‘daki daha kuzey
ülkelerinde de rapor edilmektedir. Beyaz karıncalar mümkün oldukça doğrudan güneş ışığından
saklanarak yeraltından kuzey yarım küredeki binalara saldırmaktadır. Beyaz karıncalar besin
arayışlarında ahşap ve betonarme malzemelere saldırmaktadır. Bu problemi kontrol altında almak
için çeşitli ölçümler geliştirilmiştir. Ayrıca çeşitli binalara giden olası yolları kapatmak için ziftli
boya ürünleri mevcuttur. Şimdiye kadarki test sonuçları ThermoWood'un beyaz karınca
saldırılarına direnç gösteremediği yönündedir. Ancak beyaz karınca türleri bölgeden bölgeye
değişiklik gösterdiğinden yerel testler yapılması tavsiye edilmektedir. İlaveten beyaz karınca
saldırısı ile ilgili daha fazla araştırmaya ihtiyaç duyulmaktadır.
33
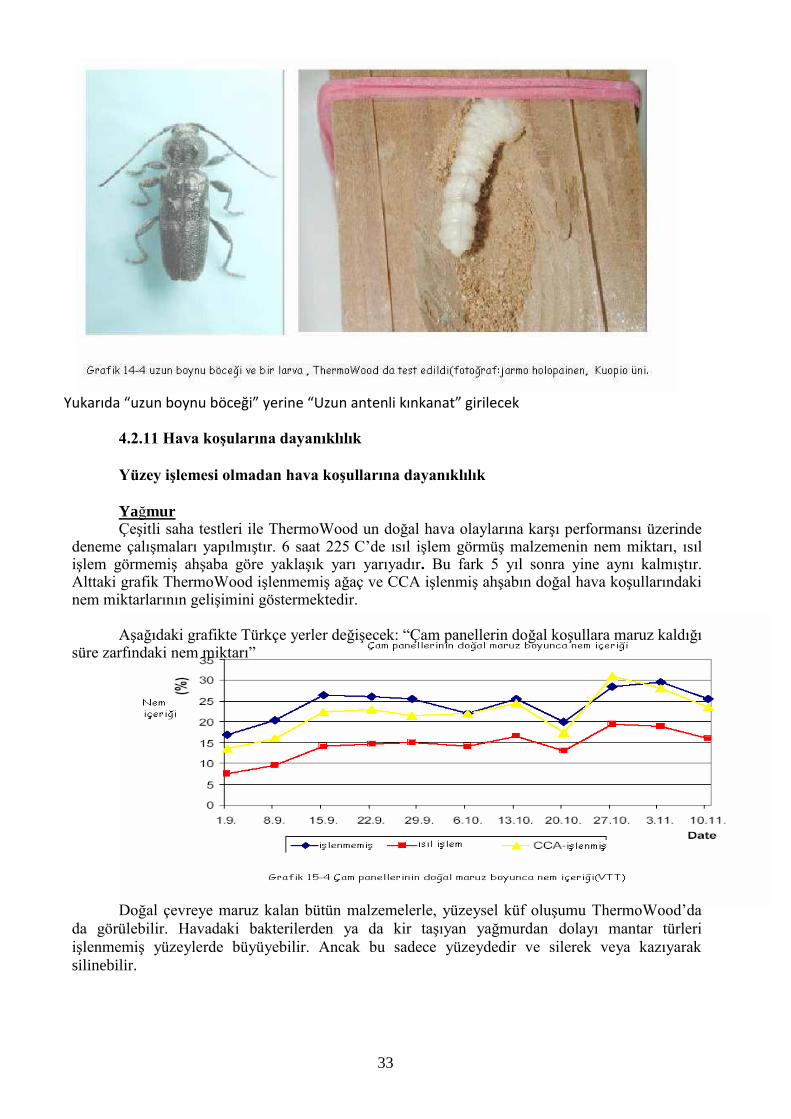
Yukarıda “uzun boynu böceği” yerine “Uzun antenli kınkanat” girilecek
4.2.11 Hava koşularına dayanıklılık
Yüzey işlemesi olmadan hava koşullarına dayanıklılık
Yağmur Çeşitli saha testleri ile ThermoWood un doğal hava olaylarına karşı performansı üzerinde
deneme çalışmaları yapılmıştır. 6 saat 225 C‘de ısıl işlem görmüş malzemenin nem miktarı, ısıl işlem görmemiş ahşaba göre yaklaşık yarı yarıyadır. Bu fark 5 yıl sonra yine aynı kalmıştır. Alttaki grafik ThermoWood işlenmemiş ağaç ve CCA işlenmiş ahşabın doğal hava koşullarındaki nem miktarlarının gelişimini göstermektedir.
Aşağıdaki grafikte Türkçe yerler değişecek: ―Çam panellerin doğal koşullara maruz kaldığı
süre zarfındaki nem miktarı‖
Doğal çevreye maruz kalan bütün malzemelerle, yüzeysel küf oluşumu ThermoWood‘da
da görülebilir. Havadaki bakterilerden ya da kir taşıyan yağmurdan dolayı mantar türleri
işlenmemiş yüzeylerde büyüyebilir. Ancak bu sadece yüzeydedir ve silerek veya kazıyarak
silinebilir.
34
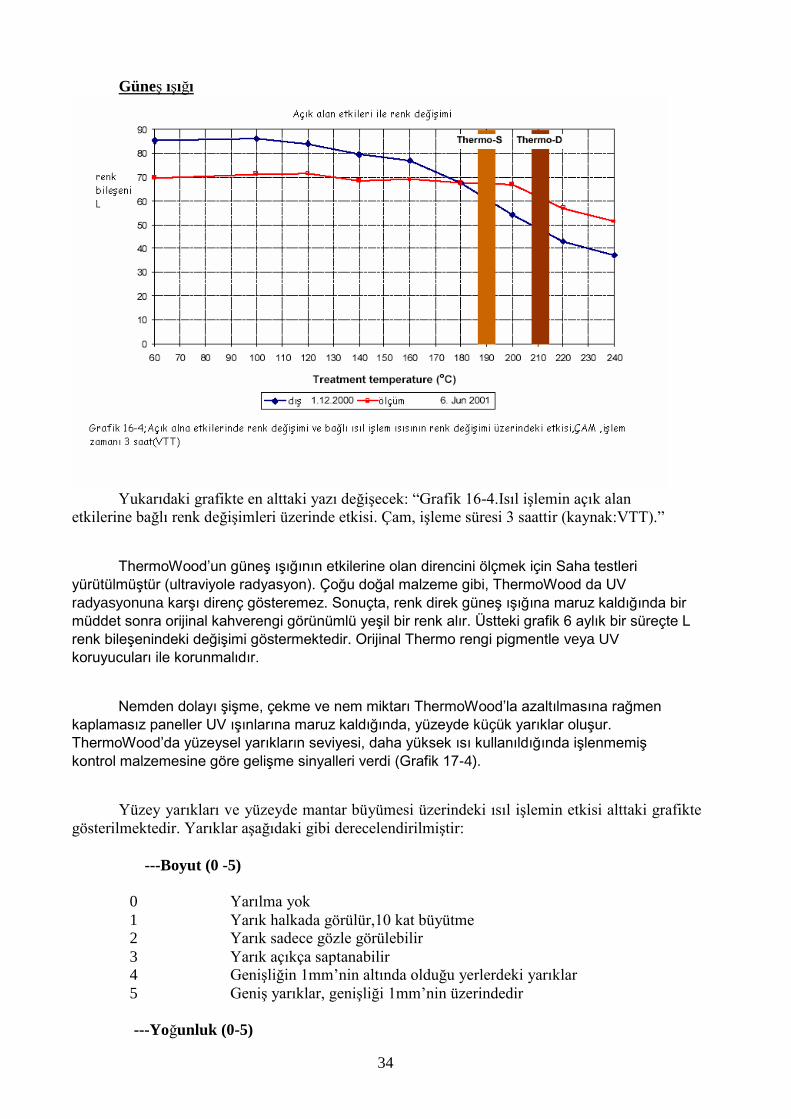
Güneş ışığı
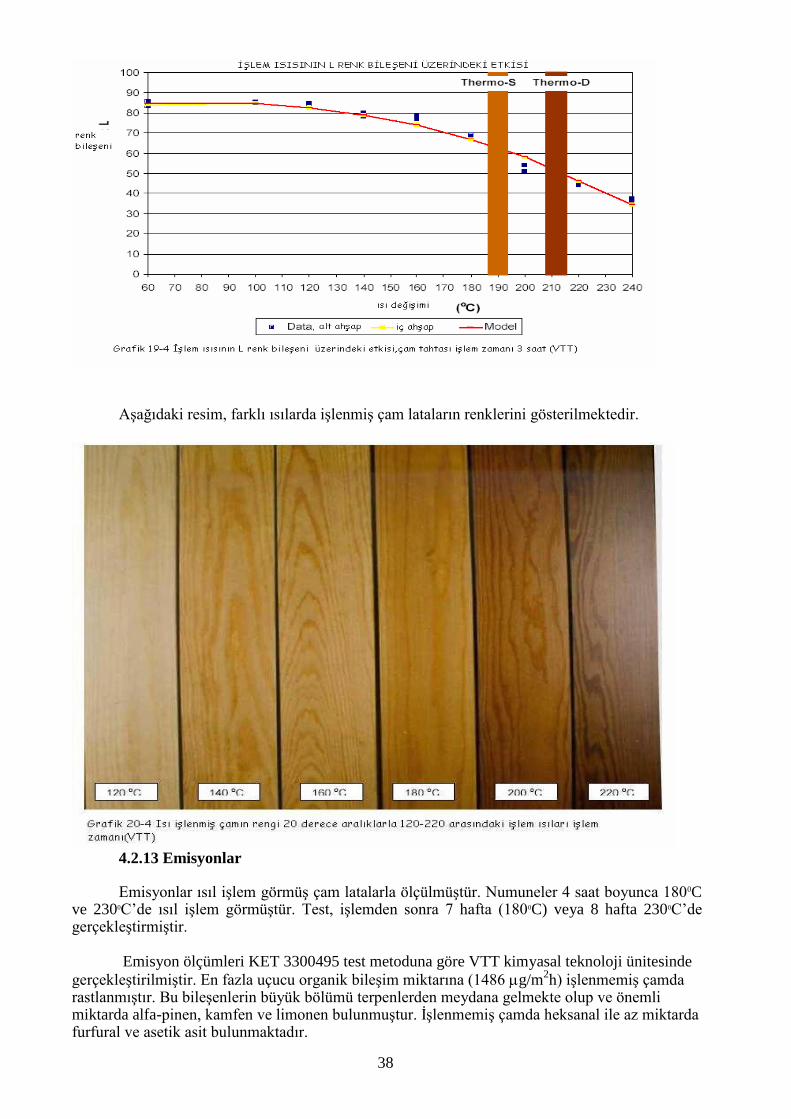
Yukarıdaki grafikte en alttaki yazı değişecek: ―Grafik 16-4.Isıl işlemin açık alan
etkilerine bağlı renk değişimleri üzerinde etkisi. Çam, işleme süresi 3 saattir (kaynak:VTT).‖
ThermoWood’un güneş ışığının etkilerine olan direncini ölçmek için Saha testleri
yürütülmüştür (ultraviyole radyasyon). Çoğu doğal malzeme gibi, ThermoWood da UV
radyasyonuna karşı direnç gösteremez. Sonuçta, renk direk güneş ışığına maruz kaldığında bir
müddet sonra orijinal kahverengi görünümlü yeşil bir renk alır. Üstteki grafik 6 aylık bir süreçte L
renk bileşenindeki değişimi göstermektedir. Orijinal Thermo rengi pigmentle veya UV
koruyucuları ile korunmalıdır.
Nemden dolayı şişme, çekme ve nem miktarı ThermoWood’la azaltılmasına rağmen
kaplamasız paneller UV ışınlarına maruz kaldığında, yüzeyde küçük yarıklar oluşur.
ThermoWood’da yüzeysel yarıkların seviyesi, daha yüksek ısı kullanıldığında işlenmemiş
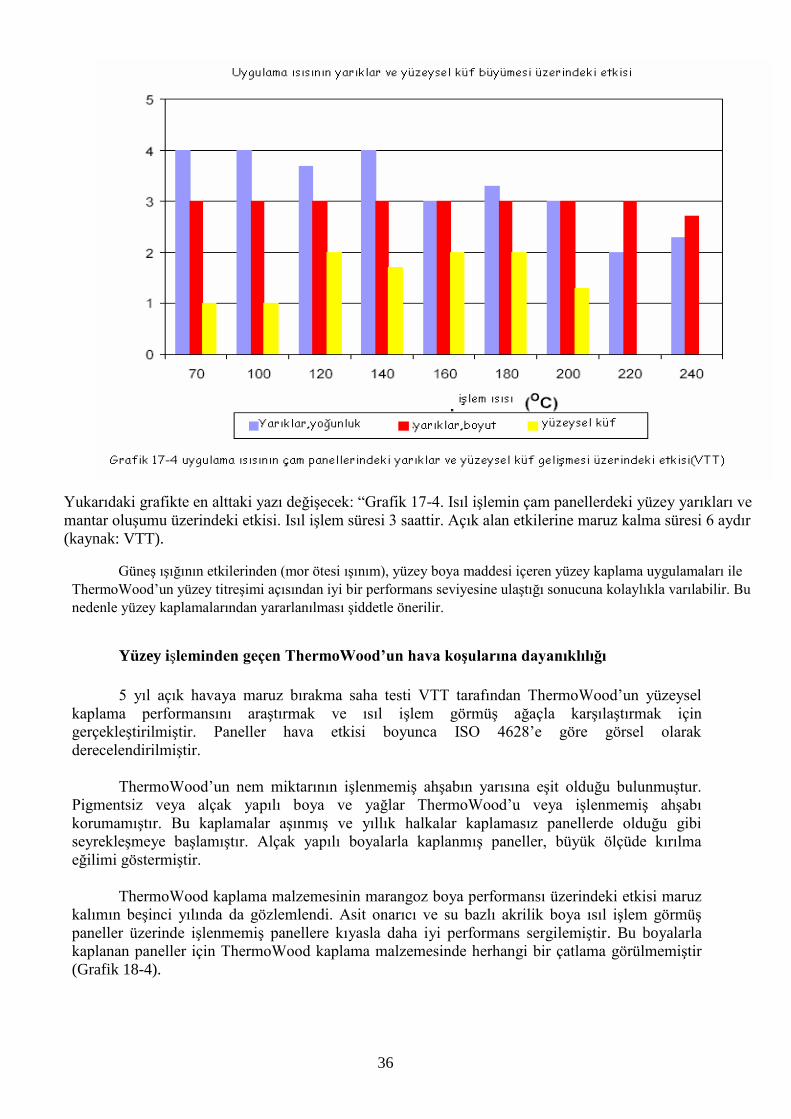
kontrol malzemesine göre gelişme sinyalleri verdi (Grafik 17-4).
Yüzey yarıkları ve yüzeyde mantar büyümesi üzerindeki ısıl işlemin etkisi alttaki grafikte
gösterilmektedir. Yarıklar aşağıdaki gibi derecelendirilmiştir:
---Boyut (0 -5)
0 Yarılma yok
1 Yarık halkada görülür,10 kat büyütme 2 Yarık sadece gözle görülebilir
3 Yarık açıkça saptanabilir 4 Genişliğin 1mm‘nin altında olduğu yerlerdeki yarıklar
5 Geniş yarıklar, genişliği 1mm‘nin üzerindedir
---Yoğunluk (0-5)

35
1 Bir yarık
5 Yüzey yarıklarla kaplı
36
Yukarıdaki grafikte en alttaki yazı değişecek: ―Grafik 17-4. Isıl işlemin çam panellerdeki yüzey yarıkları ve
mantar oluşumu üzerindeki etkisi. Isıl işlem süresi 3 saattir. Açık alan etkilerine maruz kalma süresi 6 aydır
(kaynak: VTT).
Güneş ışığının etkilerinden (mor ötesi ışınım), yüzey boya maddesi içeren yüzey kaplama uygulamaları ile
ThermoWood‘un yüzey titreşimi açısından iyi bir performans seviyesine ulaştığı sonucuna kolaylıkla varılabilir. Bu
nedenle yüzey kaplamalarından yararlanılması şiddetle önerilir.
Yüzey işleminden geçen ThermoWood’un hava koşularına dayanıklılığı
5 yıl açık havaya maruz bırakma saha testi VTT tarafından ThermoWood‘un yüzeysel
kaplama performansını araştırmak ve ısıl işlem görmüş ağaçla karşılaştırmak için
gerçekleştirilmiştir. Paneller hava etkisi boyunca ISO 4628‘e göre görsel olarak
derecelendirilmiştir.
ThermoWood‘un nem miktarının işlenmemiş ahşabın yarısına eşit olduğu bulunmuştur.
Pigmentsiz veya alçak yapılı boya ve yağlar ThermoWood‘u veya işlenmemiş ahşabı
korumamıştır. Bu kaplamalar aşınmış ve yıllık halkalar kaplamasız panellerde olduğu gibi
seyrekleşmeye başlamıştır. Alçak yapılı boyalarla kaplanmış paneller, büyük ölçüde kırılma
eğilimi göstermiştir.
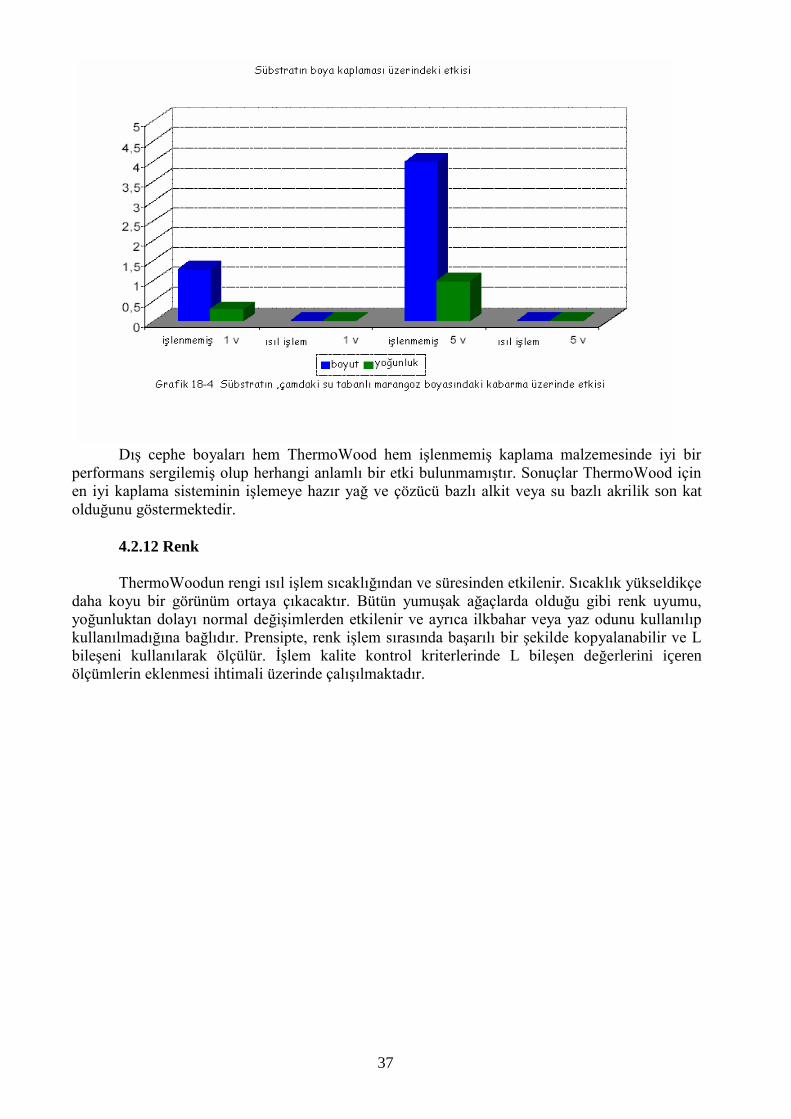
ThermoWood kaplama malzemesinin marangoz boya performansı üzerindeki etkisi maruz
kalımın beşinci yılında da gözlemlendi. Asit onarıcı ve su bazlı akrilik boya ısıl işlem görmüş
paneller üzerinde işlenmemiş panellere kıyasla daha iyi performans sergilemiştir. Bu boyalarla
kaplanan paneller için ThermoWood kaplama malzemesinde herhangi bir çatlama görülmemiştir
(Grafik 18-4).
37
Dış cephe boyaları hem ThermoWood hem işlenmemiş kaplama malzemesinde iyi bir
performans sergilemiş olup herhangi anlamlı bir etki bulunmamıştır. Sonuçlar ThermoWood için
en iyi kaplama sisteminin işlemeye hazır yağ ve çözücü bazlı alkit veya su bazlı akrilik son kat
olduğunu göstermektedir.
4.2.12 Renk
ThermoWoodun rengi ısıl işlem sıcaklığından ve süresinden etkilenir. Sıcaklık yükseldikçe
daha koyu bir görünüm ortaya çıkacaktır. Bütün yumuşak ağaçlarda olduğu gibi renk uyumu,
yoğunluktan dolayı normal değişimlerden etkilenir ve ayrıca ilkbahar veya yaz odunu kullanılıp
kullanılmadığına bağlıdır. Prensipte, renk işlem sırasında başarılı bir şekilde kopyalanabilir ve L
bileşeni kullanılarak ölçülür. İşlem kalite kontrol kriterlerinde L bileşen değerlerini içeren
ölçümlerin eklenmesi ihtimali üzerinde çalışılmaktadır.
38
Aşağıdaki resim, farklı ısılarda işlenmiş çam lataların renklerini gösterilmektedir.
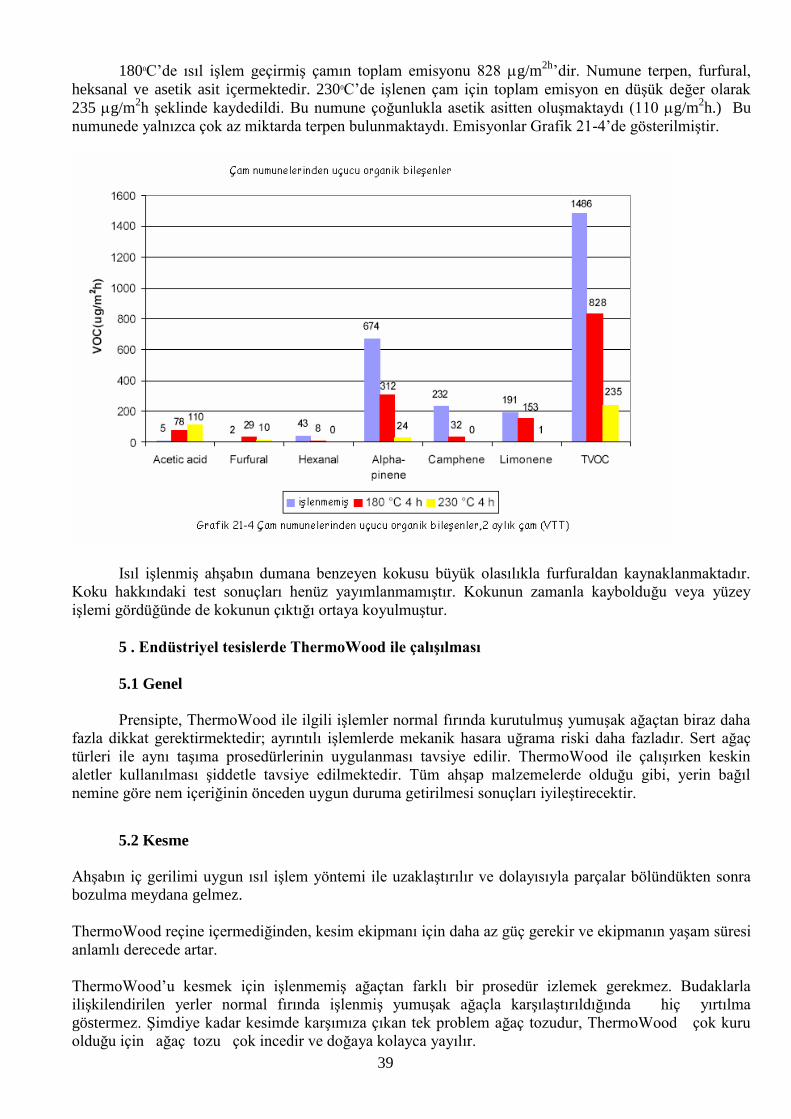
4.2.13 Emisyonlar
Emisyonlar ısıl işlem görmüş çam latalarla ölçülmüştür. Numuneler 4 saat boyunca 1800C ve 2300C‘de ısıl işlem görmüştür. Test, işlemden sonra 7 hafta (1800C) veya 8 hafta 2300C‘de gerçekleştirmiştir.
Emisyon ölçümleri KET 3300495 test metoduna göre VTT kimyasal teknoloji ünitesinde
gerçekleştirilmiştir. En fazla uçucu organik bileşim miktarına (1486 g/m2h) işlenmemiş çamda
rastlanmıştır. Bu bileşenlerin büyük bölümü terpenlerden meydana gelmekte olup ve önemli miktarda alfa-pinen, kamfen ve limonen bulunmuştur. İşlenmemiş çamda heksanal ile az miktarda furfural ve asetik asit bulunmaktadır.
39
1800C‘de ısıl işlem geçirmiş çamın toplam emisyonu 828 g/m2h
‘dir. Numune terpen, furfural,
heksanal ve asetik asit içermektedir. 2300C‘de işlenen çam için toplam emisyon en düşük değer olarak
235 g/m2h şeklinde kaydedildi. Bu numune çoğunlukla asetik asitten oluşmaktaydı (110 g/m
2h.) Bu
numunede yalnızca çok az miktarda terpen bulunmaktaydı. Emisyonlar Grafik 21-4‘de gösterilmiştir.
Isıl işlenmiş ahşabın dumana benzeyen kokusu büyük olasılıkla furfuraldan kaynaklanmaktadır.
Koku hakkındaki test sonuçları henüz yayımlanmamıştır. Kokunun zamanla kaybolduğu veya yüzey
işlemi gördüğünde de kokunun çıktığı ortaya koyulmuştur.
5 . Endüstriyel tesislerde ThermoWood ile çalışılması
5.1 Genel
Prensipte, ThermoWood ile ilgili işlemler normal fırında kurutulmuş yumuşak ağaçtan biraz daha
fazla dikkat gerektirmektedir; ayrıntılı işlemlerde mekanik hasara uğrama riski daha fazladır. Sert ağaç
türleri ile aynı taşıma prosedürlerinin uygulanması tavsiye edilir. ThermoWood ile çalışırken keskin
aletler kullanılması şiddetle tavsiye edilmektedir. Tüm ahşap malzemelerde olduğu gibi, yerin bağıl
nemine göre nem içeriğinin önceden uygun duruma getirilmesi sonuçları iyileştirecektir.
5.2 Kesme
Ahşabın iç gerilimi uygun ısıl işlem yöntemi ile uzaklaştırılır ve dolayısıyla parçalar bölündükten sonra
bozulma meydana gelmez.
ThermoWood reçine içermediğinden, kesim ekipmanı için daha az güç gerekir ve ekipmanın yaşam süresi
anlamlı derecede artar.
ThermoWood‘u kesmek için işlenmemiş ağaçtan farklı bir prosedür izlemek gerekmez. Budaklarla
ilişkilendirilen yerler normal fırında işlenmiş yumuşak ağaçla karşılaştırıldığında hiç yırtılma
göstermez. Şimdiye kadar kesimde karşımıza çıkan tek problem ağaç tozudur, ThermoWood çok kuru
olduğu için ağaç tozu çok incedir ve doğaya kolayca yayılır.

40
Yukarıda bahsedilen sebepler uygun bir toz tahliye sistemiyle çalışmaya büyük önem gösterilmelidir.
Sistem iyi bir şekilde kapatılmış ve yeterli ölçüde etkili olmalıdır.
Dişleri aralıklı olan testere bıçakları ThermoWood parçalarının köşelerinde ufalanmalara neden olduğu
için dişleri sık aralıklara sahip bıçaklar önerilir. Karbürlü veya benzer bıçaklar testere bıçağının bakım ve
bileme aralıklarını uzatacaktır.
5.3 Planyalama
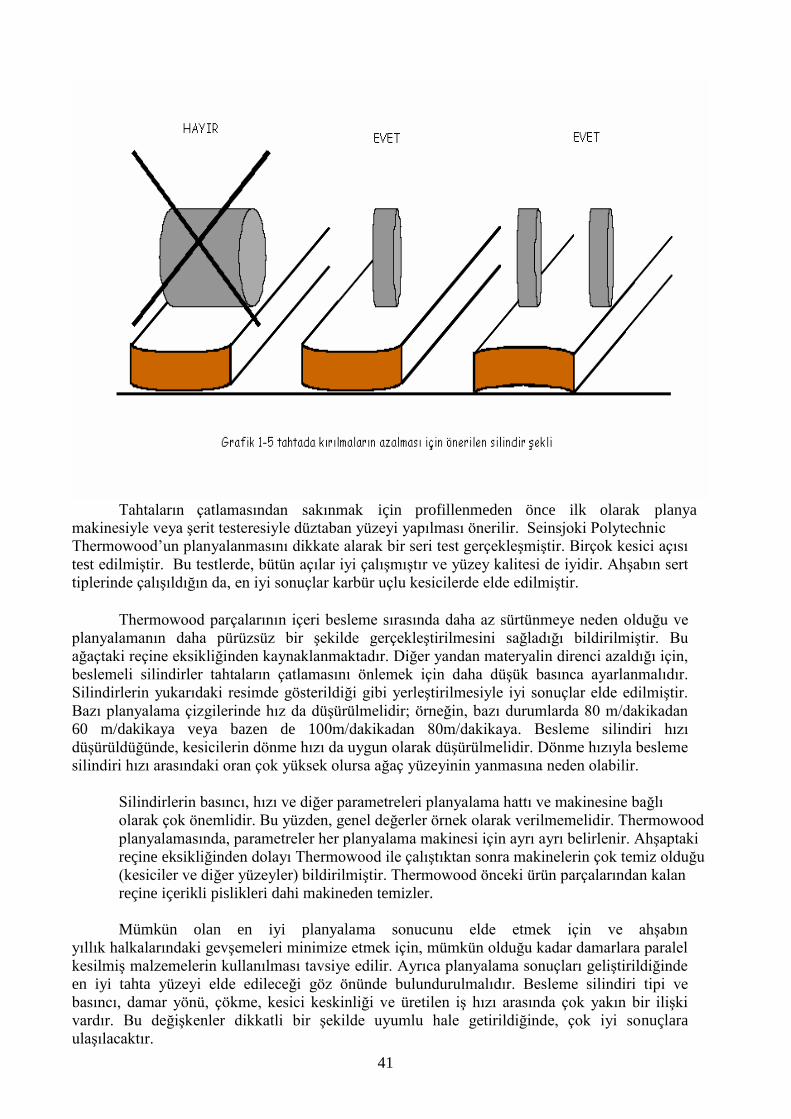
Thermowood ısıl işleminin bir sonucu olarak, ahşabın neme bağlı olarak esneme ve çekme yapmasını tartışan bölümde bahsedildiği gibi, parçalarda işlem sonrası hareket çok sınırlı olsa dahi çökme meydana gelebilmektedir. Çökme sonucu, planyalamadan önce yeniden kesilmemiş olan kereste parçalarını planyalarken, parçanın kabarık yüzünün dış kenarlarıyla temas etmek için besleme silindirinin iki dar tekerlikli olanla değiştirilmesi tavsiye edilmektedir (aşağıdaki şekle bakın). Alternatif olarak, parçanın kabarık yüzü aşağıya gelecek şekilde çevrilmesi için tek dar tekerlek kullanılabilir. Parça planya makinesinden geçerek biçimlendiği için her iki yöntemde de düz bir yüzey elde edilebilir, böylece yüzey çatlama riski azalır ve daha yüksek bir besleme silindiri basıncı elde edilebilir.
41
Tahtaların çatlamasından sakınmak için profillenmeden önce ilk olarak planya
makinesiyle veya şerit testeresiyle düztaban yüzeyi yapılması önerilir. Seinsjoki Polytechnic Thermowood‘un planyalanmasını dikkate alarak bir seri test gerçekleşmiştir. Birçok kesici açısı
test edilmiştir. Bu testlerde, bütün açılar iyi çalışmıştır ve yüzey kalitesi de iyidir. Ahşabın sert
tiplerinde çalışıldığın da, en iyi sonuçlar karbür uçlu kesicilerde elde edilmiştir.
Thermowood parçalarının içeri besleme sırasında daha az sürtünmeye neden olduğu ve
planyalamanın daha pürüzsüz bir şekilde gerçekleştirilmesini sağladığı bildirilmiştir. Bu
ağaçtaki reçine eksikliğinden kaynaklanmaktadır. Diğer yandan materyalin direnci azaldığı için,
beslemeli silindirler tahtaların çatlamasını önlemek için daha düşük basınca ayarlanmalıdır.
Silindirlerin yukarıdaki resimde gösterildiği gibi yerleştirilmesiyle iyi sonuçlar elde edilmiştir.
Bazı planyalama çizgilerinde hız da düşürülmelidir; örneğin, bazı durumlarda 80 m/dakikadan
60 m/dakikaya veya bazen de 100m/dakikadan 80m/dakikaya. Besleme silindiri hızı
düşürüldüğünde, kesicilerin dönme hızı da uygun olarak düşürülmelidir. Dönme hızıyla besleme
silindiri hızı arasındaki oran çok yüksek olursa ağaç yüzeyinin yanmasına neden olabilir.
Silindirlerin basıncı, hızı ve diğer parametreleri planyalama hattı ve makinesine bağlı
olarak çok önemlidir. Bu yüzden, genel değerler örnek olarak verilmemelidir. Thermowood
planyalamasında, parametreler her planyalama makinesi için ayrı ayrı belirlenir. Ahşaptaki
reçine eksikliğinden dolayı Thermowood ile çalıştıktan sonra makinelerin çok temiz olduğu
(kesiciler ve diğer yüzeyler) bildirilmiştir. Thermowood önceki ürün parçalarından kalan
reçine içerikli pislikleri dahi makineden temizler.
Mümkün olan en iyi planyalama sonucunu elde etmek için ve ahşabın
yıllık halkalarındaki gevşemeleri minimize etmek için, mümkün olduğu kadar damarlara paralel
kesilmiş malzemelerin kullanılması tavsiye edilir. Ayrıca planyalama sonuçları geliştirildiğinde
en iyi tahta yüzeyi elde edileceği göz önünde bulundurulmalıdır. Besleme silindiri tipi ve
basıncı, damar yönü, çökme, kesici keskinliği ve üretilen iş hızı arasında çok yakın bir ilişki
vardır. Bu değişkenler dikkatli bir şekilde uyumlu hale getirildiğinde, çok iyi sonuçlara
ulaşılacaktır.
42
5.4 Frezeleme
Frezeleme testleri VTT tarafından CNC makinesi kullanılarak gerçekleştirilmiştir.
Özellikle frezelemede iyi bir dış yüzey kalitesine ulaşmak için bıçaklar keskin olmalıdır; aksi
takdirde yırtılma meydana gelir. Ağaç damarlara çapraz şekilde frezelendiğinde daha yüksek bir
yırtılma seviyesi gözlenmiştir. Yırtılmayla ilgili en büyük problem frezelemeye başlarken ve
bitirirken oluşmuştur. Isıl işlem görmüş ağacın frezelenmesi sert ve kırılgan ağaçlarla aynı
prosedüre tabidir denebilir.
Çalışma düzeninin ağacın çalışma özelliklerinde etkili olduğu bulunmuştur. En iyi
sonuçlar kesicin arkasında yeterince sert ağaç malzemesi varken elde edilmiştir. Bu yüzden,
çalışma en başta güzelce planlanmalıdır.
Kesiciler normal ağaçta olduğundan daha yavaş yıpranmaktadır.
5.5 Zımparalama
Genel çalışma stili işlenmemiş ahşapla aynıdır; herhangi bir sorun bildirilmemiştir. Bazı
durumlarda zımparalamaya ihtiyaç yoktur, çünkü ThermoWood planyalama veya frezelemeden
sonra çok iyi bir kalitede yüzeye sahiptir.
Ortaya çıkan tozlar küçük zerreler halinde olup, toz tahliye planlamasında dikkate
alınmalıdır. Diğer taraftan bu hafif ve kuru toz, özel bir toz tahliye sistemi gereksinim
yaratmamaktadır. Her tip ağaçla çalışırken olduğu gibi; burada da bazı durumlarda toz patlaması
riski vardır.
5.6 Endüstriyel tutkallama ve birleştirme
Tutkallama ThermoWood'u tutkallarken yapıştırıcı üreticisinin belirli talimatlarına uyulmalıdır. Ek
1‘de bir üreticinin tavsiyelerine yer verilmektedir.
Isıl işlem görmüş ağacın yapışabilirliği VTT tarafından 1 ve 2 bileşenli PVAc
yapıştırıcılar, 1 ve 2 bileşenli poliüretan yapıştırıcılar (PU), resorsinol-fenol yapıştırıcılar (RF) ve
emülsiyon-polimer-izosiyanat yapıştırıcılar (EPI) ile çalışılmıştır. Yapışabilirlik testi DIN
68603‘e göre gerçekleştirilmiştir. Tutkal çizgisinin mukavemeti EN 392 (blok kesme testi)
uyarınca belirlenmiştir. Nem dayanıklılığı EN 302-2 tabakalara ayrılma testi uyarınca
belirlenmiştir. Yapıştırıcının ThermoWood‘a penetrasyonu mikroskop ile çalışılmıştır.
Yapışabilirlik ısıl işlem sınıfına göre değişmektedir. Tutkal çizgisinin kesme mukavemeti
işlem sıcaklığı arttıkça azalır. Bu durum malzemenin mukavemet özelliklerindeki değişimden
kaynaklanmaktadır. Bu yüksek ağaç hatası yüzdesini de (%90-%100) açıklamaktadır. Tutkal
çizgisi yapıştırıcıdan değil ağaçtan kopmaktadır.
Mukavemet değerleri üzerinde etki yapması muhtemel olarak, ısıl işlem uygulanmış ağaçta
EPI yapıştırıcısının penetrasyonu yüksektir. EPI yapışkanı orta derecede alkalindir ve birkaç saat
boyunca uygulanan uzun, soğuk presleme de yapıştırıcıdaki penetrasyonu arttırabilir.
Hammadde olarak ısıl işlem görmüş çam kullanan bir yapıştırma tabakalı ahşap kiriş
tesisindeki deneyimler olumludur. Gerek MOF gerek RF yapıştırıcıları iyi çalışmıştır. Normal
43
üretim parametreleri (baskı süresi, basınç vb.) kullanılmıştır. Sandık geçmeleri MUF
yapıştırıcıları ile yapılmıştır.
Tutkallama ile ilgili olarak, sonuçlar daha düşük ısılarda işlenmiş ağaçta daha iyidir. PVAc
yapıştırıcılarla çalışırken yapıştırıcıdaki su miktarının asgari düzeye indirilmesi gerekmektedir.
Isıl işlem metodu ahşabın su alabilme kapasitesini değiştirdiğinden, ahşabın yapıştırıcıyı ve suyu
emme oranı azalmaktadır.
Bazı PVAC yapıştırıcılar, suyun ahşap tarafından emilmesi gerektiği için çok uzun kuruma
süreleri şeklinde sorunlara neden olabilir; yapıştırıcının yoğunlaşması, ahşabın suyu emme
kapasitesine bağlıdır. Kimyasal yoğunluklu yapıştırıcılar normal kuruma süresine sahiptir.
PU yapıştırıcılarıyla yapılan tüm testler başarılı olmuştur ancak PU‘nun yoğunlaşma
reaksiyonu için su gerektiği unutulmamalıdır. Su ağaç ya da etraftaki hava tarafından emilebilir.
Gereken nem miktarı yapıştırıcıya göre değişmektedir ancak hem ağaç hem de hava çok kuru ise
tutkallama işlemin başarısız olma ihtimali vardır.
Ağaç tutkallama işlemlerinde bir ilke olarak, ThermoWood ile de çalışırken ağaç ısısı, nem
miktarı ve yüzey temizliği gibi doğru çalışma koşularına dikkat edilmelidir.
Sandık geçmesi Seinäjoki Teknoloji Enstitüsü
- dört farklı yapıştırıcı: MUF, PVAc, 2 x PU;
- üç açık zaman: 15s, 30s ve 60s
- 1,3 ve 7,8 N/mm2
arası (tutkal çizgilerine ilgili basınç 0,2-1,2 Mpa) altı basınç değeri ile
sandık geçmesi testleri gerçekleştirmiştir.
Geçmeler test edilen bütün parametrelerle sabit olup testlere göre maksimum basınç 22 N/mm
2 idi (sabit tutkalın ihtiyaç duyduğundan 10 kat fazla basınç).
Geçme yerleri için parmakların makine ile işlenmesinde karpit uçlu kesiciler
önerilmektedir. Ayrıca birbirine sıkı bir şekilde geçmesi için yapıştırıcının her iki uca da
uygulanması tavsiye edilmektedir.
Kör kesicilerle çalışmak sandık geçme yerlerinin soyulmasına neden olabileceğinden,
keskin kesiciler şarttır. Bir miktar daha yavaş hızda çalışmanın sandık geçme yerlerinde daha az
soyulmaya neden olacağı bulunmuştur.
Çeşitli sandık geçmesi yöntemleri başarıyla test edilmiştir. Endüstriyel testlerde, işlem
süreci sonucu ThermoWood‘da meydana gelen çökmeler nedeniyle sandık geçmesi işleminden
önce malzemenin önceden planyalanmasının daha iyi sonuçlar doğurduğu ve daha fazla verimlilik
ve daha az iş kesintisi sağladığı ortaya koyulmuştur. Önceden planyalama ayrıca otomatik kesme
hatlarındaki makine görüş cihazlarının performansını da artırmaktadır.
Mekanik birleştirme
Kendinden kılavuzlu ve çukurlama vidalar kullanmak veya delikleri önceden açmak
suretiyle malzemenin çatlaması önlenebilir.

44
42
Teçhizat uygulamaya göre seçilmedir. Açık alan uygulamalarında ve benzer durumlarda
paslanmaz çelik teçhizatlar tavsiye edilir.
Pnömatik çivi tabancalarıyla başarılı birleştirme sonuçları elde dilmiştir. Doğru basınç ve
çivi tabancası saplama uzunluğuna dikkat edilmelidir.
Birleştirme yerleri tasarlanırken malzemenin azalan çatlama mukavemeti ve bir miktar
azalan eğilme mukavemeti göz önünde bulundurulmalıdır. Kritik birleştirme noktalarının ve
ürünlerin detaylarının üretimden önce test edilmesi önerilmektedir. Büyük budaklar (özelikle de
çapraz kesit boyutu açısından) ThermoWood‘da her zaman bir risk faktörüdür çünkü ağaçta
normal ağaçta budaklar ve çevresindeki alan arasında yapıştırıcı rolü oynayan reçine özü
bulunmamaktadır.
ThermoWood‘daki daha iyi boyut kararlılığı birleşme yerlerinin normal ağaçtakilerden
daha küçük toleranslarla tasarlanmasını sağlamaktadır.
5.7 Endüstriyel yüzey işlemi
Malzeme özellikleri bakımından ThermoWood bir kaplama alt tabakası olarak işlenmemiş
ağaçlarla kıyaslanabilir. Isıl işlem uygulanmış kereste reçinesini kaybettiğinden, budak
çevresinden boya yüzeyine reçine akma riski azaltılmıştır. Bu yüzden yüzey işlemi öncesi budak
doldurucusu kullanmaya gerek yoktur.
Yüzey işleme ürünlerinin ThermoWood‘a uygulanmasında daima boya üreticisinin belirli
talimatlarına uyulmalıdır. Üreticilerin tavsiyeleri Ek 2 ‗de mevcuttur.
ThermoWood ile daha iyi bir yüzey yapışması sağlamak için pürüzsüz bir şekilde
planyalanmış bir yüzey olması veya bahar kerestesinin fırçalanması gerekmektedir. Aksi takdirde
şerit testere ile testerelenmiş yüzeylerde küçük kıymıklar oluşacaktır. Yüzeylerin diğer tüm
malzemelerde olduğu gibi temiz olası gerekmektedir.
Yağ bazlı maddeler normal ağaçtaki gibi çalışır. Bir su tabanlı maddeyle çalıştığında
ThermoWood‘un normal ağaçtan daha az su emme kapasitesine sahip olduğu göz önünde
tutulmalıdır. Ancak şimdiye kadar herhangi bir sorun bildirilmemiştir. Yavaşça kuruduklarında ve
ahşaba nüfuz etmek için yeterli zaman verildiğinde su bazlı işleme ürünleri iyi iş görmektedir. UV
sertleştirici boyalar ve parlatıcılar içinde yağlar ve cilalar olduğu için iyi sonuçlar göstermiştir.
Dyrup/Gori boyalarının dış alan test sonuçlarını beklemekteyiz. Ayrıca renk çeşitliliği
gösteren kapsamlı bir su bazlı endüstriyel uygulama sistemi serisi test edilmiştir. Dyrup
ThermoWood üzerinde biri emdirmesiz yüzey kaplamalı ve biri normal, yüzey kaplamalı
emdirmeli yumuşak ağaç üzerinde hızlandırılmış hava etkisi testleri gerçekleştirmiştir. Bu
numuneler 2000 saat boyunca hızlandırılmış hava etkisi testi odasında tutulmakta olup herhangi
bir performans değişikliği görülmemiştir. Herhangi bir değişim meydana gelip gelmeyeceğini
görmek için test bir 2000 saat daha devam edecektir.
Testler daha fazla bir astar boya tüketimi ortaya koymuştur ancak bunun dışında
ThermoWood ile elde edilen mükemmel yüzey sonuçları ve estetik görünüm dışında anlamlı bir
bulgu elde edilmemiştir. ThermoWood için tavsiye edilebilecek boya ürünleri eklerde
belirtilmiştir.
Yüzey işlemlerinde bir ilke olarak, ThermoWood ile de çalışırken uygun ağaç ısısı, nem
miktarı ve yüzey temizliği gibi doğru çalışma koşularına dikkat edilmelidir.
43
5.8.1 Yangından koruma
ThermoWood yangın başlangıcını geciktirme testleri iyi sonuçlar verdi. Bu testler
Moelven Fireguard IV ve Injecta F dış yangın geciktiricileri kullanarak yapıldı. 2 uygulama için
tutulum normal işlenmemiş ağaçtan daha fazladır, zira ThermoWood‘da reçine yoktur. İlave
testler gerçekleştirilecektir.
5.9 Finlandiyalı bir marangozluk firmasının uygulamalı deneyimleri
Aşağıdaki sonuçlar Finlandiyalı bir özel amaçlı marangozluk firmasının teknik mühendisi
tarafından yapılan yorumlara dayanmaktadır. Firma ThermoWood ile senelerce başarılı bir şekilde
çalışmaktadır.
Hammadde
Firma ısıl işlenmiş çam, ladin, titrek kavak ve huş ağacıyla çalıştı.
-Titrek kavak: sonuçlar iyi ama bulunabilirliği düşük
-Huş ağacı: iyi sonuçlar ve daha iyi bulunabilirlik -Çam ve ladin: küçük taze budaklı materyal iyi, geniş ölü budaklar bir sorun; bulunabilirlik
iyi
-Firma genelde yeterli kaynak sağlamak için tek boyutlu kereste satın alıyor; sorun ısıl
işlem sürecindeki bozulmalar
Kesme
-Normal makineler / aletler çalışır ama keskin olmalıdır
-Hiç önemli problem yok parmak veya çapraz kesim ile ilgili
-Isıl işlenmiş ağaçta hiç iç gerilim görülmedi
-Ağaç yapısı daha çok sert ağaçtan yapıldığı için aletler de aynı şekilde yıpranıyor
Planyalama
-Firma normal makine / kesiciler kullanıyor
-Makineler ve kesiciler iyi kurulmuş ve keskin olmalı
-Çalışma sonuçları kesicilerin teknolojisine göre değişmektedir. -Kesiciler sert ağaçla çalıştığı için çabuk aşınır.
-Huş ve çam birlikte çalışmak için iyi -Ladin bir miktar daha fazla dikkat gerektiriyor, ama sonuçlar iyi oluyor
Frezeleme
-Kesilirken kırılma riski
-Kesicilerin keskinliği, kesme açılarının doğruluğu ve kesme hızı sonucu etkiliyor
Zımparalama
-Zımparalama makinelerini kullanırken herhangi önemli bir sorun yaşanmadı
-Sert ahşabı zımparalarken kağıt daha fazla yıpranıyor
Çivileme ve Vidalama
-Pnömatik çivi tabancası çivileme için en iyisidir
-Çekiçle çivileme için önceden açılmış delikler önerilir
44
-Vidalama için önceden açılmış delikler gerekir -Ahşap sert ağaçlarda olduğu gibi taşınmalı
Tutkallama
-Yapıştırıcının kurutma ve presleme zamanı önemli şekilde uzundur.
-Çok sayıda yapıştırıcı seçeneği -Kurutma zamanı yüksek ısıda azalabilir
Yüzey işlemi
-Normal yöntemler uygun
-Pigmentsiz olduğunda, renk bir süre sonra açık yeşile dönüyor -Yüzey işlemi iyi tutunuyor
-Malzeme su bazlı boyalar için iyi bir zemin
Hammaddenin saklanması
-Yağmura ya da kara maruz bırakılacak yerlerde bırakmayın
-Kağıtla kaplayarak ya da depoda saklayarak ambalaj korunmalıdır
-Özel depoya gerek yoktur -Kullanmadan önce depolama durumunun bilinmesi gerekmektedir.
5.10 Sağlık ve emniyet
Normal yumuşak veya sert ağaç türleriyle kıyaslandığında, ThermoWood için sağlık ve
emniyet hususlarında büyük farklılıklar yoktur. Bunun dışında iki bariz fark söz konusudur:
malzemenin kokusu ve ThermoWood yöntemiyle ortaya çıkan toz.
ThermoWood furfural adı verilen kimyasal bileşikten gelmesi muhtemel olan duman
benzeri bir kokuya sahiptir. Koku insan duyu organlarıyla kolayca hissedilebilir olmasına ve
işlenmemiş ağacınkine göre daha keskin olduğu düşünülmesine rağmen testler zıt sonuçlar ortaya
koymuştur. Bölüm 4.2.13‘te de belirtildiği gibi ThermoWood‘dan yayılan uçucu organik bileşim
(VOC) emisyonları sadece normal çam emisyonunun bir fraksiyonudur.
ThermoWood‘da herhangi zehirli veya zararlı bileşen yoktur. Kemik dolu malzemesi
olarak dahi test edilmiştir. Her ihtimale karşı, deriye kıymık batması durumunda normal ağaçta
olduğu gibi derhal çıkarılmalıdır
Tampe Teknoloji Üniversitesi Lappeenranta Bölge Mesleki Sağlık Enstitüsü ile birlikte ThermoWood ile çalışmanın sağlığa etkileri üzerine bir çalışma yapmıştır. ThermoWood tozu
normal yumuşak ağaçlara göre daha küçük zerreler halindedir. MDF (yoğunluğu daha düşüktür)
veya sert ağaç tozlarıyla kıyaslanabilir. ThermoWood tozu ile çalışılırken herhangi bir kanser
riskiyle ilişki bulunmamıştır.
ThermoWood‘un işlenmesi sırasında uygun bir toz tahliye sisteminin çalıştırılmasına özellikle
dikkat edilmelidir. Sistem iyi bir şekilde yalıtılmış ve yeterli ölçüde verimli olmalıdır.
Endüstriyel ortamlarda standart toz giderme sistemleri, özel ayarlar gerekmeden bu şartı
karşılamaktadır. Toz ince, hafif ve reçinesiz olduğundan çıkarma boru sistemi tarafından kolaylıkla
emilebilir. Günlük olarak toza maruz kalan kişiler, kendilerini toz maskesi gibi donanımlarla korur.
ThermoWood‘u yapıştırır veya boyarken, boya veya yapıştırıcı üreticisinin özel sağlık ve
güvenlik talimatlarına her zaman uyun.
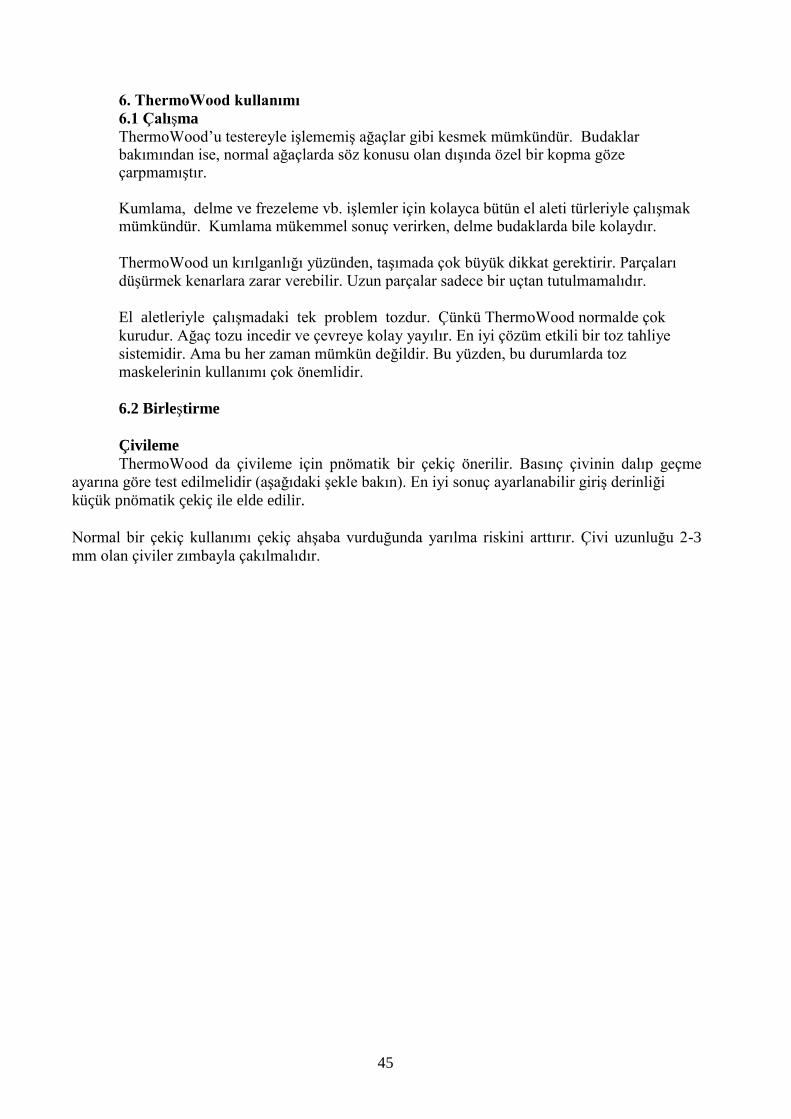
45
6. ThermoWood kullanımı
6.1 Çalışma
ThermoWood‘u testereyle işlememiş ağaçlar gibi kesmek mümkündür. Budaklar bakımından ise, normal ağaçlarda söz konusu olan dışında özel bir kopma göze çarpmamıştır. Kumlama, delme ve frezeleme vb. işlemler için kolayca bütün el aleti türleriyle çalışmak mümkündür. Kumlama mükemmel sonuç verirken, delme budaklarda bile kolaydır.
ThermoWood un kırılganlığı yüzünden, taşımada çok büyük dikkat gerektirir. Parçaları
düşürmek kenarlara zarar verebilir. Uzun parçalar sadece bir uçtan tutulmamalıdır.
El aletleriyle çalışmadaki tek problem tozdur. Çünkü ThermoWood normalde çok
kurudur. Ağaç tozu incedir ve çevreye kolay yayılır. En iyi çözüm etkili bir toz tahliye
sistemidir. Ama bu her zaman mümkün değildir. Bu yüzden, bu durumlarda toz
maskelerinin kullanımı çok önemlidir.
6.2 Birleştirme
Çivileme
ThermoWood da çivileme için pnömatik bir çekiç önerilir. Basınç çivinin dalıp geçme
ayarına göre test edilmelidir (aşağıdaki şekle bakın). En iyi sonuç ayarlanabilir giriş derinliği
küçük pnömatik çekiç ile elde edilir.
Normal bir çekiç kullanımı çekiç ahşaba vurduğunda yarılma riskini arttırır. Çivi uzunluğu 2-3
mm olan çiviler zımbayla çakılmalıdır.
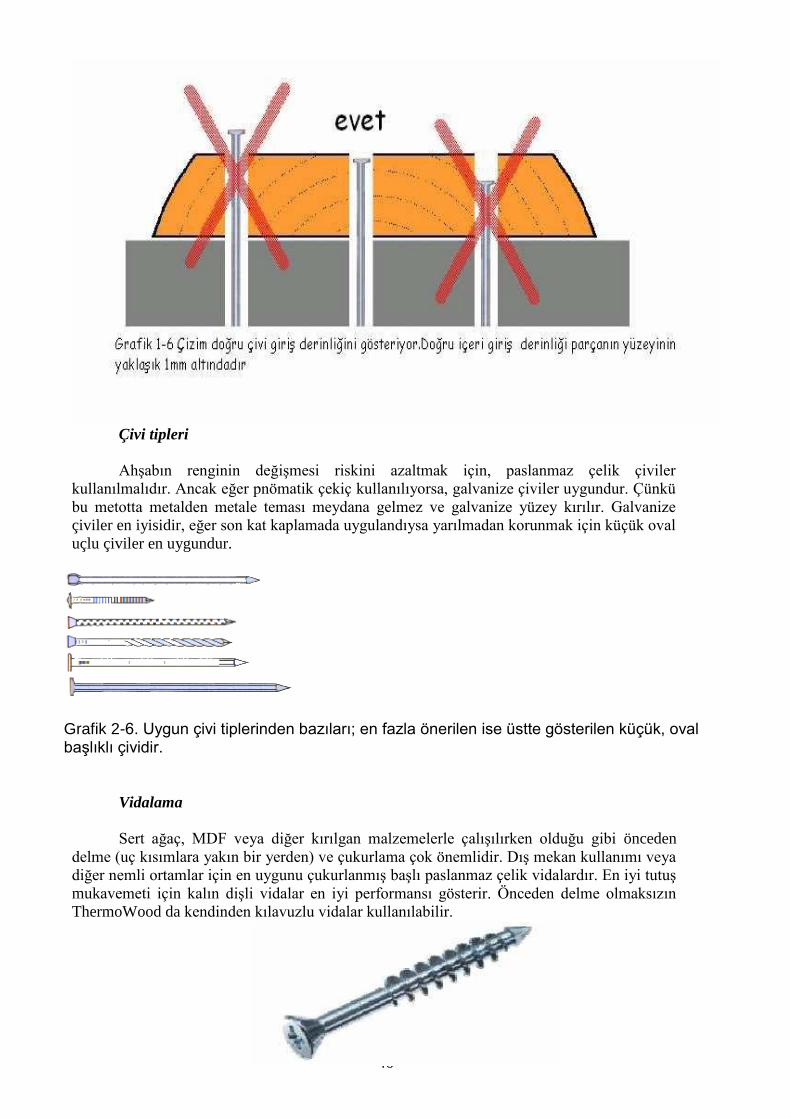
46
Çivi tipleri
Ahşabın renginin değişmesi riskini azaltmak için, paslanmaz çelik çiviler
kullanılmalıdır. Ancak eğer pnömatik çekiç kullanılıyorsa, galvanize çiviler uygundur. Çünkü
bu metotta metalden metale teması meydana gelmez ve galvanize yüzey kırılır. Galvanize
çiviler en iyisidir, eğer son kat kaplamada uygulandıysa yarılmadan korunmak için küçük oval
uçlu çiviler en uygundur.
Grafik 2-6. Uygun çivi tiplerinden bazıları; en fazla önerilen ise üstte gösterilen küçük, oval başlıklı çividir.
Vidalama
Sert ağaç, MDF veya diğer kırılgan malzemelerle çalışılırken olduğu gibi önceden
delme (uç kısımlara yakın bir yerden) ve çukurlama çok önemlidir. Dış mekan kullanımı veya
diğer nemli ortamlar için en uygunu çukurlanmış başlı paslanmaz çelik vidalardır. En iyi tutuş
mukavemeti için kalın dişli vidalar en iyi performansı gösterir. Önceden delme olmaksızın
ThermoWood da kendinden kılavuzlu vidalar kullanılabilir.
47
Kendinden kılavuzlu vida
6.3 Yerinde tutkallama
ThermoWood tutkallanırken daima yapıştırıcı üreticisinin açıklamalarına uyulmalıdır.
Ek 1‘de bir üreticinin tavsiyelerine yer verilmektedir.
Tutkal ile yapıştırmak gerektiğinde, iç mekan uygulamalarında kullanılan ThermoWood Sınıfı
gibi daha düşük sıcaklıklarda ısıl işleme tabi tutulmuş ahşaplarda daha iyi sonuçlar elde edilir. Malzeme,
işlenmemiş ahşaptan daha hassas olduğu için, montaj işlemleri sırasında yüksek sıkıştırma basınçları
kullanılamaz.
Isıl işleme tabi tutulan ahşap, PVAc gibi su ve su bazlı yapıştırıcıları yavaş bir
şekilde emer. Bu nedenle su bazlı yapıştırıcılar kullanıldığında normal daha uzun
baskılama sürelerine ihtiyaç duyulur. Bazı PVAC yapıştırıcılar, suyun ahşap tarafından
emilmesi gerektiği için çok uzun kuruma süreleri şeklinde sorunlara neden olabilir;
yapıştırıcının yoğunlaşması, ahşabın suyu emme kapasitesine bağlıdır. PVAC
yapıştırıcılar kullanıldığında, yapıştırıcının su içeriği mümkün olduğunca düşük
olmalıdır.
PU (poliüretan) yapıştırıcıların ThermoWood ile yüksek performans sağladığı
bildirilmektedir. PU yapıştırıcılar ile gerçekleştirilen tüm testlerin başarılı olmasına
rağmen, PU'nun yoğunlaşma tepkisinin su gerektirdiği unutulmamalıdır. Su, ahşap veya
hava tarafından emilebilir. Gereken nem miktarı, yapıştırıcıya bağlıdır; fakat hem ahşap
hem de hava çok kuru ise, yapıştırma işlemi başarısız olabilir.
MUF ve RF reçineleri gibi kimyasal işlem yapışkanları kurutma zamanında erir ve
diğer tutkallama parametreleri değişmeden kalır.
Ağaç tutkallama işlemlerinde bir ilke olarak, ThermoWood ile de çalışırken ağaç
ısısı, nem miktarı ve yüzey temizliği gibi doğru çalışma koşularına dikkat edilmelidir.
6.4 Yüzey işlemi
Genel anlamda ThermoWood bir yüzey işlemi bazı olarak normal ahşaba paralellik
gösterir. Ancak ThermoWood metodu yüzey işlemi ile ilişkilendirilen bazı özellikleri de etkiler.
Ahşabın azaltılmış denge nem ahşabın kararlılığını arttırarak değişen çevresel durumlarda yüzey
kaplamasındaki çatlamayı ve dökülmeyi azaltır. Denge nem miktarı ile birlikte su emme
kapasitesi de azaldığından, su bazlı yüzey işleme ürünlerinin kuruması/emilimi bir miktar daha
uzun sürer. İşlem metodu yüksek ısısıyla ağaçtan reçineyi çıkardığı için budaklar genellikle yüzey
işlemi boyunca özel bir işlem gerektirmez.
Yüzey işlemi yapılmayan ThermoWood‘un yüzeyi işlenmemiş ahşabın yüzeyi gibidir.
Güneş ışınlarındaki UV radyasyonu yüzünden, yüzey yeşile döner, yüzeyde mikroskopla
görülebilecek çatlaklar oluşur ve zamanla yüzey eski bir görünüme bürünerek yaşlanır. Orijinal
rengini tutması ve yüzey kalitesi için, yüzey işlemi önerilmektedir. Eğer boya işlerinde elle
boyamaya başvurulursa en iyi yüzey işlemi sonuçlarına yağ tabanlı boya kullanılarak ulaşılır.
Eğer malzeme astarlanmış bölgeye iletilirse, yapılacak üst katlar astar tipine ve üreticinin
önerilerine bağlı olarak su veya yağ bazlı boya ile elle ve bir fırçayla sorunsuz bir şekilde
uygulanabilir.
48
Renk değişimini önlemek için işleme maddesi pigment içermelidir. Çoğu durumda
ThermoWood rengine en yakın rengi yakalamak için kahverengi pigment içeren şeffaf bir ahşap
koruyucu ile yüzey işlemi yapılır. Bu hafif daha koyu bir sonuç verecektir. Farklı yüzey işlemleri
için farklı zaman aralıkları vardır. Eğer ışık geçirmez boyalar kullanılırsa orijinal ThermoWood
rengi ve yüzeyleri kapatılır.
Malzemenin takılmadan önce işlenmesi ve son işlemin kurulumdan sonra uygulanması
tavsiye edilir. Elemanlara maruz kalan uygulamalar için bitki yağı bazlı yüzey işlem ürünleri
kullanılacaksa, küf önleyici madde içeren ürünler kullanılması önerilir.
ThermoWood yüzey işlemlerinde, yüzey işleme ürünü imalatçısının talimatlarına daima
uyulmalıdır.
6.5 Sauna oturma yerlerinde ThermoWood
Hijyenik doğası, rengi ve ısı geçirgenliği azalttığı için ThermoWood saunalarda çok rahat
kullanılabilir. Ancak yüksek ısılı ortamlardaki hızlı ıslanma ve kuruma sirkülâsyonu oturma
yerlerinin uçlarında parçalanmaya neden olabilir. Bundan kaçınmak için kenarları yağ, macun
veya cila ile mühürlemek önerilir.
6.6 Ürün bakımı
Farklı yüzey işlemlerinin farklı bakım aralıkları vardır. Ne kadar çok pigment kullanılırsa
bakım aralığı da o kadar uzar. Ancak ışık geçirmez boya kullanıldığında orijinal ThermoWood
rengi ve görünümü kaybolacaktır. Temel bir kural olarak pigmentli şeffaf yüzey işlemi,
pigmentsiz işleme ürünlerine göre 2 veya 3 katı bakım aralıklarına sahiptir. Ayrıca ışık geçirmez
boyalar pigment içerikli şeffaf boyalardan 2 kat daha uzun bakım aralıklarına sahiptir.
Çevre ve iklim yüzey işleminin yaşam süresini önemli ölçüde etkiler. UV radyasyonları ve
nem, yüzey işlemi tarafından önlenmesi gereken en büyük sorunlardır. Bu faktörler örneğin bir
binanın güneye bakan tarafının kuzeye bakan tarafından daha sık bakıma ihtiyaç duyacağı
anlamına gelir. Ayrıca karasal iklimdeki binaların yüzey işlemleri, deniz kenarı yapıların yüzey
işlemlerinden daha uzun bir yaşam süresine sahiptir.
Kaplamadan en üst düzey performans elde etmek ve hasardan kaçınmak için yüzeyler her
yıl temizlenmeli ve kontrol edilmeli; kusurlar derhal tamir edilmelidir.
Varsa daima boya üreticilerinin özel bakım talimatlarına bakılmalıdır. 6.7Sağlık ve güvenlik
ThermoWood ile normal yumuşak ya da masif ahşap türlerinin sağlık ve güvenlik şartları arasında
önemli farklılıklar yoktur. Fakat belirlenebilir nitelikte iki önemli farklılık söz konusudur; malzemenin
kokusu ve ThermoWood işlenmesi sonucunda ortaya çıkan toz.
ThermoWood‘un, furfural adı verile kimyasal bileşenlerden çıkan, dumanı andıran bir kokusu vardır.
İnsan duyularının kokuyu kolaylıkla algılamasına ve kokunun işlenmemiş ahşaba kıyasla daha belirgin
olmasına rağmen, ThermoWood‘tan yayılan uçucu organik bileşikleri (VOC), normal çam ile
karşılaştırıldığında çok daha azdır.
ThermoWood‘ta toksik veya zararlı bileşenler tespit edilmemiştir. Kemiğin yerini tutan malzeme testine
dahi tabi tutulmuştur. Fakat ahşap kıymık cilde nüfuz ederse, normal ahşapta olduğu gibi en kısa süre
içerisinde çıkarılması gerekir.
ThermoWood tozunun tanecik boyutu, normal yumuşak ahşapların tozundan daha küçüktür. Masif veya
sert ahşap tozu ile karşılaştırılabilir niteliktedir (fakat yoğunluğu daha düşüktür). Toz, astım şikayeti olan
49
insanlar için sorun yaratabilir. Yukarıda anlatılan nedenlerden dolayı, uygun bir toz emme sisteminin
kullanılmasına özellikle dikkat edilmelidir.
Toz emme sistemi yeterli değilse, toz maskesi kullanılmalıdır.
ThermoWood’u yapıştırır veya boyarken, boya veya yapıştırıcı üreticisinin özel sağlık ve güvenlik talimatlarına her zaman uyun.
7 ThermoWood’un Taşınması ve Saklanması
7.1 Genel ThermoWood kuru yerlerde saklanmalıdır. Hiçbir özel depolama ısısına gerek olmadığı için, uygun yerlere soğuk depolar da dahildir. Ürün dikkatlice kaplanmalı veya kapalı bir depoda saklanmalıdır. Paketler en aşağıdaki tahtayı bozulmadan korumak için yeterince sayıda destekleyiciyle yatay bir şekilde depolanmalıdır. Paketler yere değmeyecek şekilde depolanmalıdır.
Yapıştırma ve/veya yüzey kaplama işleminin gerçekleştirildiği alanlarda diğer
uygulamalara başlamadan önce malzemenin üreticinin önerileri doğrultusunda uygun MC ve
sıcaklığa kavuşması için yeterli süre tanınmalıdır. ThermoWood ambalajları bir vinç, forklift veya
benzer bir araç ile kaldırılırken, malzemenin hafif ölçüde azalmış olan eğilme direnci nedeniyle
çatallar arasındaki mesafe maksimum seviyeye ayarlanmalıdır.
Paketler, kullanımdan önce açılmamalıdır.
7.2 Artan ve atılan ürünlerle ilgili işlemler
ThermoWood kimyasal madde kullanılmadan yapılan, doğal bir ağaç ürünüdür. Yapıştırıcı
sürülmemiş ve boyanmamışsa, ThermoWood atıkları diğer işlenmemiş ağaç atıkları gibi işlemden
geçirilebilir.
ThermoWood yakılabilir; enerji ihtiva eden doğal maddeleri ısıl işlem sürecinde
uzaklaştırılmış olduğundan işlenmemiş ağaca göre %30 daha az enerji üretir. ThermoWood daha
küçük bir alevle yanar ve yukarıda sebeplerden ötürü daha az duman ve zararlı gaz üretir. Ağacın
denge nem miktarının daha düşük olması nedeniyle, yani ağaç daha kuru olduğundan,
tutuşabilirlik doğal olarak daha iyidir. Normal ağaç ve ThermoWood‘dan çıkan duman
bileşenlerinde önemli bir farklılık yoktur.
Normal talaşlı bir karışım kullanıldığı takdirde peletleme ve briketleme mümkündür.
ThermoWood‘un kuruluğu ve reçine barındırmaması yüzünden peletleri bir arada tutmak için
normal yumuşak ağaç tozu gerekmektedir.
ThermoWood katı atık sahasına götürülebilir ve içinde zehir yoktur.
8. Sık sorulan sorular ve cevapları
1. Farklı ağaç türlerine ısıl işlem uygulanabilir mi?
Çam, ladin, huş ve titrek kavak gibi yumuşak ve sert ağaç türlerinin üretiminde ve
kullanımında son derece olumlu sonuçlar elde edilmiştir.
2. ThermoWood’un ömrü ne kadardır?
Her ne kadar ThernoWood‘un uzun süreli kullanım deneyimiyle ilgili fazla veri bulunmasa da,
testlerde malzemenin çürümeye direnci işlenmemiş yumuşak ağaçlardan daha üstün ve birçok
tropik sert ağaçlarla eşittir. Ek olarak iyi boyut kararlılığı ağacın ömrünü uzatmaktadır. Kullanım
ömrü çürüme direnci dışında özellikle yüzey işlemi tarzı bakım düzeyi ve genel yıpranma ve
aşınma faktörlerinden etkilenmektedir ve genel kullanım ve yıpranma gibi çok çeşitli faktörlerden

50
etkilenebilir.
Ayrıca bu rehberdeki kılavuz ilkeler de ürünün beklenen kullanım ömrünü uzatmada yardımcı
olacaktır.
3. Garantiler nedir? Ürün için spesifik bir garanti verilmemekle birlikte çeşitli bağımsız araştırma enstitülerinden elde edilen araştırma sonuçları dayanıklılık bakımından tutarlı olarak olumlu sonuçlara işaret etmektedir.
4. ThermoWood reçinesi ve içeriğindeki doğal maddeler yakılarak atıldığı halde niçin bu
kadar uzun ömürlü ve dayanıklıdır? ThermoWood‘un dayanıklılığı ağaçtaki kimyasal bileşenlerdeki değişikliklerle alakalıdır. Ağaçtaki yarı selüloz (şeker bileşenleri) parçalandığından mantar besleyici hiçbir madde kalmamaktadır.
5. İşlemde herhangi bir kimyasal madde kullanılıyor mu? ThermoWood üretim sürecinde herhangi bir kimyasal katkı maddesi kullanılmaz, sadece enerji ve buhar kullanılır. Dolayısıyla ThermoWood ömrü sona erdiğinde normal ağaç gibi kullanılabilir/atılabilir.
6. ThermoWood yerle temas halinde kullanılabilir mi?
Sonuçlar ThermoWood‘un yer temas halinde çürümediğini göstermektedir fakat suyla
veya toprakla sürekli temas halinde bazı kimyasal reaksiyonlardan ötürü mukavemet özelliklerini
kaybedecektir. Bu mekanizmalar henüz bilinmemekte ve daha fazla araştırılması gerekmektedir.
Bu nedenle ThernoWood‘un nemli toprakla sürekli temas halinde olması tavsiye edilmemektedir.
7. Dış mekan kullanımında ne tür bir yüzey işlemine ihtiyaç vardır?
ThermoWood yüzey işlemine gerek kalmaksızın dış kullanımlarda kullanılabilir fakat bu Normal ağaçta olduğu gibi yüzeyin grileşmesine ve titreşmesine sebep olmakta fakat boyut
kararlılığı korunmaktadır. Yüzey işlemi son kullanım amacına göre değişmektedir. Ürünün
gerekiyorsa orijinal ThermoWood görüntüsünün korunması için bazı kahverengi pigmentler
içeren boyalarla boyanması gerekebilir.
8. ThermoWood’un kokusu zararlı mıdır? Testler ThermoWood‘dan zararlı kokular yayılmadığını göstermektedir ancak bu koku herkes tarafından da hoş karşılanmayabilir.
51
9. Bu koku yok olur mu?
ThermoWood a yüzey işlemi uygulandığı zaman bu koku kaybolur ve geri dönmez. Eğer
yüzey işlemi uygulanmazsa bu koku kademe kademe yok olur ve çok yaklaşılmadığı sürece
hissedilmez.
10. ThermoWood yapıştırılabilir mi?
ThermoWood pratik anlamda tüm yapıştırıcı türleri ile yapıştırılabilir. Fakat PVAc gibi su tabanlı
yapıştırıcılarla çalışırken, özellikle kuruma süresini belirlemek için ThermoWood‘un su emme
kapasitesi dikkate alınmalıdır. Özellikle PVAC ile çalışılırken yapıştırıcı üreticisinin ürünle ve
ürünün ThermoWood ile kullanımı ile ilgili spesifik talimatlarına uyulmalıdır.
11. ThermoWood taşıyıcı elemanlarda kullanılabilir mi? Şimdiye kadarki mukavemet testlerinin çoğunda küçük, hatasız test parçaları kullanılmıştır. Budak sayıları ve türleri değişen daha büyük parçalar üzerinde başka testler yapılması gerekmektedir. Bilgilerin yetersiz olması nedeniyle, ThermoWood‘un yapılarda yük taşıyıcı olarak kullanılmasını tavsiye edemiyoruz.
Referanslar