Embed Size (px)
Citation preview

∫ntegrada Revista Científica FACOL/ISEOL
(Int. Rev. Cie. FACOL/ISEOL) ISSN: 2359-0645
18 IDENTIFICAÇÃO E ANÁLISE DO PROCESSO PRODUTIVO E-COAT EM UMA
INDÚSTRIA METAL-MECÂNICA SEGUNDO OS TIPOS DE SISTEMAS PRODUTIVOS E ARRANJOS FÍSICOS
(IDENTIFICATION AND ANALYSIS OF PRODUCTION PROCESS E-COAT ON A METAL MECHANICAL INDUSTRY BY TYPES OF PRODUCTION SYSTEMS AND ARRANGEMENTS
PHYSICAL)
MICHEL JULIANO APARECIDO DA SILVAa,*, FERNANDA SEROTINI
GORDONOb, MARCOS DANIEL GOMES DE CASTROc, WASHINGTON LUIZ TOMAZd, MARCIO LUIZ CODOGNOa
a,*.Faculdade de Agudos – FAAG – Agudos/SP, Brasil
b. Faculdade de Agudos /SENAI;
c. Prof. Me. da Faculdade Orígenes Lessa – FACOL – Lençóis Paulista/SP, Brasil;
d. UNESP.
O presente artigo analisa o processo produtivo E-coat e sua relação com o arranjo físico de uma empresa (empresa X) na cidade de Pederneiras com o intuito de obter melhor entendimento de suas características e permitir um estudo aprofundado que vise aumentar a produtividade e diminuir os custos do processo. Para realização deste trabalho foram utilizadas literaturas focadas em processos produtivos e arranjos físicos, considerando-se questões como volume e variedades de peças processadas. Diante disso, foi possível identificar que o processo E-coat adotado utiliza-se de um sistema misto (alta variedade e volume) com arranjo físico em linha. Acredita-se, portanto, que esses dados servirão como base para o desenvolvimento de estratégias que colaborem para o aprimoramento do desempenho organizacional. Palavras-chaves: E-Coat; arranjo físico; produtividade; processo.
This paper analyzes the E-coat production process and the relation to the physical arrangement of a company (company X), located in the city of Pederneiras, in order to gain a better understanding of the process characteristics and permit a detailed study, with the objective to increase the productivity and decrease the costs. For this study, were used literatures focused in productive process and physical arrangements, considering issues such as volume and varieties of processed parts. Thus, it was possible identify that E-coat process of this company makes use of a mixed system (high variety and volume) with physical arrangement on the line. Therefore, these data will help to developing strategies that cooperate to improve organizational performance
. Keywords: E-Coat; physical layout; productivity; process.
1 INTRODUÇÃO

∫ntegrada Revista Científica FACOL/ISEOL
(Int. Rev. Cie. FACOL/ISEOL) ISSN: 2359-0645
19 Devido às flutuações do mercado e à necessidade de se manterem competitivas,
as empresas buscam constantemente maneiras de otimizar seus processos e
dedicam maior atenção à administração da produção. Segundo Slack; Chambers e
Johnston (2009 p.30), “a administração da produção trata da maneira como as
organizações produzem bens e serviços.”
Desta forma, as empresas buscam desenvolver sistemas mais planejados,
organizados e controlados (seguindo os conceitos do ciclo PDCA – Plan, Do, Check
e Act) e dão maior importância e atenção especifica ao setor de produção buscando
inovações que promovam maior eficiência e eficácia.
Diante disto, as empresas buscam alternativas para manter e ainda aumentar
seus ganhos econômicos, estudando cada vez mais seus layouts e principalmente
seus arranjos físicos. Fernandes; Godinho Filho (2010) definem que os arranjos físicos
ou layouts são um estudo do posicionamento relativo dos recursos produtivos,
homens, máquinas e materiais, ou seja, é a combinação dos diversos
equipamentos/máquinas, áreas ou atividades funcionais dispostas adequadamente.
Essas melhorias permitem que um sistema produtivo adequado seja implantado
e que sejam obtidos, dentre outros resultados: o aumento da satisfação dos clientes,
a redução de desperdícios de estoque de matéria prima, estoques em processos e de
produtos acabados e a melhora na eficiência do sistema produtivo (MARTINS;
LAUGENI, 2005).
O setor produtivo E-coat (Electrocoating) que será detalhado no presente estudo,
é de grande importância no seguimento da pintura, pois inibe a formação de oxidação
em peças processadas garantindo uma qualidade maior nos produtos confeccionados
pela empresa.
O E-Coat caracterizado como Primer (fundo), é composto de resina epóxi e pasta
pigmentada, sendo que no setor em estudo é de cor preta. Confere alta proteção
contra a corrosão e resistência química. Além disso, proporciona uma excelente
característica de aplicação em áreas recessas e maior uniformidade de espessura
(camada) entre partes internas e externas. É uma tinta que não agride o meio
ambiente onde 80% da sua composição é composta de água deionizada, com baixo
teor de solvente e livre de metais pesados.
Sendo assim faz se necessário um modelo de arranjo físico que permita maior
rapidez no processamento sem grandes interrupções no fluxo, pois os demais

∫ntegrada Revista Científica FACOL/ISEOL
(Int. Rev. Cie. FACOL/ISEOL) ISSN: 2359-0645
20 processos dependem muito desde setor, além de comprometer a qualidade final dos
itens processados na linha.
Para que essas melhorias ocorram é necessário possuir conhecimento sobre os
processos. A finalidade deste trabalho é, portanto, identificar, analisar e mostrar o
sistema produtivo da empresa estudada buscando melhorias no processo através da
aplicação de conhecimentos adquiridos em pesquisas bibliográficas.
2 METODOLOGIA
Foi escolhido o método do estudo de caso para visualizar o conceito apresentado
pelo referencial teórico junto à prática do mercado. O intuito dessa decisão é
possibilitar a caracterização do processo produtivo E-Coat e ressaltar o arranjo físico
adotado pela empresa estudada, de forma a identificar se este é ou não a melhor
opção de layout para o desenvolvimento do referido processo.
Optou-se pelo estudo de caso único, para que se possa desenvolver uma
compreensão mais profunda do cenário estudado, o qual possui práticas e segredos
únicos. Também foram realizadas pesquisas bibliográficas nas bases científicas a fim
de compor o referencial teórico.
Para o fácil entendimento e descoberta do processo, foi aderido ao tipo de
pesquisa exploratória in loco. Por questões éticas, a fim de assegurar a integridade
da empresa, esta será denominada como empresa X.
2.1 Os sistemas de produção
A produtividade é fator fundamental para as empresas e é influenciada por
inúmeras variáveis de todo o processo. A análise dos resultados obtidos em cada
parte do sistema global pode ser melhor realizada através do conhecimento e
definição das classificações dos sistemas produtivos.
Conforme Chiavenato (2014), para produzir com eficiência torna-se necessário
escolher e definir um sistema de produção que seja o mais adequado ao

∫ntegrada Revista Científica FACOL/ISEOL
(Int. Rev. Cie. FACOL/ISEOL) ISSN: 2359-0645
21 produto/serviço que se pretende produzir. Isso significa buscar os meios mais
adequados para produzir determinado produto ou operar determinado serviço.
Segundo Corrêa e Côrrea (2012) existem alguns pontos que podem ser
utilizados na diferenciação das unidades produtivas e suas consequentes
necessidades (tais como: variedade e volume). Conhecendo esses pontos é possível
definir o melhor tipo de processo produtivo para cada situação especifica.
Conforme Tubino (2008), citado por Giacon (2010), a classificação dos sistemas
produtivos tem por finalidade facilitar o entendimento das características inerentes
deles e sua relação com a complexidade das atividades de planejamento e controle.
Slack; Chambers e Johnston (2009) apresentam os tipos de processo produtivo
utilizados para descrever diferentes posições no que se referem a volume-variedade.
Estes processos são classificados em: por projeto, por jobbing (tarefa), em lotes, em
massa e contínuos. As relações entre volume e variedade destes processos podem
ser observadas na figura a seguir (Figura 1).
Figura 1 - Tipos de processos produtivos.
Fonte: Slack; Chambers e Johnston (2009).
2.1.1 PROCESSOS POR PROJETO
São os que lidam com produtos bastante customizados e requerem um longo
período de projeção e produção, de baixo volume (na maioria das vezes, único) e alta
variedade. Para tanto, cada atividade tem início e fim bem definidos, podendo haver
modificações conforme solicitação ou necessidade ao longo de todo o processo.
Exemplos: Construção de navios, aviões, usinas hidroelétricas, etc.

∫ntegrada Revista Científica FACOL/ISEOL
(Int. Rev. Cie. FACOL/ISEOL) ISSN: 2359-0645
22 2.1.2 PROCESSOS POR JOBBING
Lidam com uma grande variedade, mas com baixo volume de itens. Os recursos
de produção processam uma série de produtos uma única vez. Esses processos
costumam produzir uma quantidade maior de itens e com dimensões inferiores aos
processos por projeto Exemplos: gráficas, construções padrões e etc.
2.1.3 PROCESSOS EM LOTES OU BATELADAS
Este tipo de processo produz quantidades determinadas de um item que
provavelmente será futura e novamente processado. O processo em lotes permite a
confecção de uma variedade ainda rica de produtos com volumes superiores aos
processos por projeto e jobbing. Sua principal vantagem é a possibilidade de
processar diferentes pedidos simultaneamente com maior agilidade. (CÔRREA;
CÔRREA, 2006).
2.1.4 PROCESSOS DE PRODUÇÃO EM MASSA
Produção em grande quantidade de produtos com variedade relativamente
estreita, para que o ritmo de produção seja pouco interrompido, trazendo maior
produtividade ao processo.
2.1.5 PROCESSOS CONTÍNUOS
Situam-se um passo além dos processos de produção em massa, pois operam
com volumes ainda maiores e variedade ainda menor. Operam em fluxos
ininterruptos, ou seja, são processos contínuos pelo fato da operação fabricar os
produtos sem nenhuma parada. Segundo Chiavenato (2005) uma das principais
características deste tipo de sistema é que o produto é mantido em produção durante
um longo período de tempo sem modificações. Exemplos: refinarias petroquímicas,
centrais elétricas, etc.

∫ntegrada Revista Científica FACOL/ISEOL
(Int. Rev. Cie. FACOL/ISEOL) ISSN: 2359-0645
23 Os tipos de processos produtivos supracitados apresentam características
diferentes e, muitas vezes, divergentes. É fundamental, que o gestor seja capaz de
analisar o tipo de processo mais adequado à realidade da organização, levando em
consideração sua demanda e sua capacidade produtiva. Uma vez identificado o tipo
de processo (segundo o volume e a variedade demandada), é necessário planejar a
melhor forma de dispô-lo, ou seja, identificar o melhor layout a ser adotado.
2.2 ARRANJOS FÍSICOS
De acordo com Chiavenato (2014) arranjo físico se refere ao planejamento do
espaço físico a ser ocupado, assim sendo, representa a disposição das máquinas e
dos equipamentos necessários à produção. Layout é a palavra inglesa que significa
dispor, ordenar e esquematizar e que se configura na representação gráfica da
disposição espacial dessas máquinas e equipamentos.
Conforme Slack; Chambers e Johnston (2002, p. 200):
“o arranjo físico de uma operação produtiva preocupa-se com o posicionamento físico dos recursos de transformação. É decidir onde colocar todas as instalações, máquinas, equipamentos e pessoal da produção”.
Ainda conforme Slack; Chambers e Johnston (2002) o arranjo físico é uma das
características mais evidentes de uma operação produtiva porque determina sua
“forma” e aparência.
Segundo Côrrea e Côrrea (2012) os tipos de processo representam abordagens
gerais para a organização das atividades e dos processos de produção. Arranjo físico
é um conceito mais restrito, porém relacionado, já que, de muitas formas, é a
manifestação física de um tipo de processo.
As principais formas de arranjo físico são a seguir apresentadas.
2.2.1 ARRANJO FÍSICO POSICIONAL
Fernandes; Godinho Filho (2010) este arranjo também é conhecido como de
posição fixa. Devido ao seu peso ou tamanho, quem ou aquilo que sofre o

∫ntegrada Revista Científica FACOL/ISEOL
(Int. Rev. Cie. FACOL/ISEOL) ISSN: 2359-0645
24 processamento fica estacionário em uma determinada posição, enquanto
equipamentos, maquinários, instalações e pessoas movem-se na medida do
necessário. Exemplos: construção de uma rodovia, aviões de grande porte, cirurgia
de coração, etc.
Trata-se, em geral, de um arranjo físico de baixa eficiência, uma vez que há
grande movimentação, transporte e subutilização dos equipamentos. Entretanto,
apresenta um alto grau de customização. Esse arranjo é geralmente é a produção de
itens únicos e com grande valor agregado (CORRÊA; CORRÊA, 2012).
2.2.2 ARRANJO FÍSICO FUNCIONAL
De acordo com Chiavenato (2014) o arranjo funcional apresenta diversas seções
(cada uma composta por equipamentos similares) e fluxo complexo e diversificado
que segue desde a matéria-prima inicial até o produto acabado.
Para Slack; Chambers e Johnston (2009) no arranjo funcional, recursos e
processos similares são localizados juntos uns aos outros, esse fato pode tornar o
processo bastante complexo, visto que, os diferentes produtos poderão percorrer
caminhos diversos.
2.2.3 ARRANJO FÍSICO CELULAR
Segundo Slack; Chambers e Johnston (2009) no arranjo físico celular, as
máquinas e equipamentos são agrupados de modo exclusivo (em célula, geralmente
em formato de U) para atender às necessidades de processamento dos produtos. O
autor ressalta ainda, que os produtos após processados na célula podem prosseguir
para outra célula.
Fernandes; Godinho Filho (2010) afirmam que “o arranjo físico celular é uma
tentativa de trazer alguma ordem para a complexidade de fluxo que caracteriza o
arranjo funcional”.

∫ntegrada Revista Científica FACOL/ISEOL
(Int. Rev. Cie. FACOL/ISEOL) ISSN: 2359-0645
25 2.2.4 ARRANJO FÍSICO POR PRODUTO
Slack; Chambers e Johnston (2009) este modelo de arranjo ou layout também é
conhecido como arranjo em linha, todos os recursos transformadores são agrupados
em linha e seguem a melhor ordem de processamento para o recurso que está sendo
transformado.
2.2.5 ARRANJO FÍSICO MISTO
Fernandes; Godinho Filho (2010) descreve este arranjo como a combinação de
elementos de alguns ou todos os tipos básicos de arranjo físico, a fim de obter as
principais vantagens de cada arranjo.
Os autores afirmam ainda, a importância de se avaliar as características de
volume e variedade de uma operação, pois são essas variáveis que auxiliarão na
definição do melhor arranjo a ser adotado e, salienta que, para uma tomada de
decisão assertiva, é necessária a compreensão das vantagens e desvantagens de
cada arranjo. Desta forma, o Quadro 1 compara estas características.
Quadro 1 - Vantagens e desvantagens dos arranjos físicos.
Fonte: Slack; Chambers e Johnston (2009).
∫ntegrada Revista Científica FACOL/ISEOL
(Int. Rev. Cie. FACOL/ISEOL) ISSN: 2359-0645
26 3 ESTUDO DE CASO
A empresa X iniciou sua atuação em 1977, na cidade de Pederneiras, interior
paulista. Cidade com população constituída por, aproximadamente, 40 mil habitantes,
localizada no centro de uma das principais áreas de cultivo de cana-de-açúcar do país.
A aposta na qualidade e na proximidade aos principais consumidores apresenta-
se como certeira. Em pouco mais de 30 anos, a empresa evoluiu de uma pequena
oficina para um centro de engenharia, com uma área construída com mais de 60 mil
metros quadrados e que emprega mais de 2000 trabalhadores.
Os técnicos e engenheiros da empresa são responsáveis por elaborar as
ferramentas, peças e técnicas necessárias para levar um componente do projeto à
linha de produção. Esta por sua vez, oferece serviços especializados em dobra, corte
laser, estamparia, fosfatização, solda de conjuntos, pintura líquida, pintura pó e pintura
E-Coat.
Além de serem encontradas em tratores e colheitadeiras, as peças da empresa
equipam também caminhões pesados fora-de-estrada, como os que são utilizados em
campos de mineração e grandes obras.
Seus principais produtos são componentes constituídos de metal ferroso. Estes
componentes necessitam de tratamento específico de superfície, pois as máquinas
que os utilizam ficam expostas a ataques químicos e intemperes. O tratamento E-Coat
é, importantíssimo na prevenção das corrosões e, por conseguinte, no aumento da
vida útil do equipamento. Por isso é dada, por este estudo, atenção especial a este
processo fundamental à empresa.
4 RESULTADOS OBTIDOS
4.1 LEVANTAMENTOS DE DADOS DO PROCESSO E-COAT
O processo utilizado como objeto de estudo é composto por 14 tanques (Figura
2) que preparam o substrato para a pintura. Cada tanque possui uma especificação
diferente e as peças precisam passar por todos a fim de atingirem o objetivo.
Toda peça que recebe Fosfato passa por uma sucessão de operações químicas
e de lavagens intermediárias antes de receber a camada de tinta.

∫ntegrada Revista Científica FACOL/ISEOL
(Int. Rev. Cie. FACOL/ISEOL) ISSN: 2359-0645
27 A seguir são descritas as etapas que compõem o processo.
Figura 2 – Fluxograma do Processo E-Coat.
Fonte: Autor (2014).
4.1.1 DESENGRAXANTE
Conforme Chemetall (2012) o processo desengraxante tem como finalidade
remover o óleo e sujidades das superfícies provenientes das operações de
manufatura ou oleamento de usina, obtendo uma superfície limpa, isenta de sujeiras.

∫ntegrada Revista Científica FACOL/ISEOL
(Int. Rev. Cie. FACOL/ISEOL) ISSN: 2359-0645
28 A Figura 3 mostra o funcionamento do Desengraxante Alcalino, o tensoativo não
iônico ataca as partículas de óleos desprendendo do substrato, deixando limpo para
prosseguir para o próximo estágio.
Figura 3: Característica da superfície pós tratamento do desengraxante.
Fonte: Chemetall (2012).
Podemos observar claramente que:
1 Superfície com mal desengraxe, pois o mesmo teve “quebra d’água”
apresentando vestígios de impurezas.
2 Superfície com bom desengraxe “sem quebra d’água” não apresenta
abertura da cortina de água, isenta de matérias orgânicas.
4.1.2 ENXÁGÜE (LAVAGEM)
Conforme Henkel (2012), o objetivo é remover resíduos de desengraxante
(resíduos alcalinos) sobre a peça, evitando contaminação dos estágios subsequentes
do processo. Para evitar que o estágio de lavagem, fique com excesso de solução
desengraxante precisam trabalhar com renovação continua com água fresca, de
acordo com a área de peças tratada, a fim de evitar a saturação e operam em
temperatura ambiente.
4.1.3 REFINADOR
∫ntegrada Revista Científica FACOL/ISEOL
(Int. Rev. Cie. FACOL/ISEOL) ISSN: 2359-0645
29 Conforme Henkel (2012), neste processo condiciona-se a superfície a ser
fosfatizada para obtenção de uma camada de fosfato uniforme, densa e micro
cristalina, evitando falhas ou imperfeições da camada de fosfato depositado para não
comprometer a qualidade do processo. Composto a base de sais de titânio, podendo
ser aplicado por aspersão ou imersão.
4.1.4 FOSFATO DE ZINCO
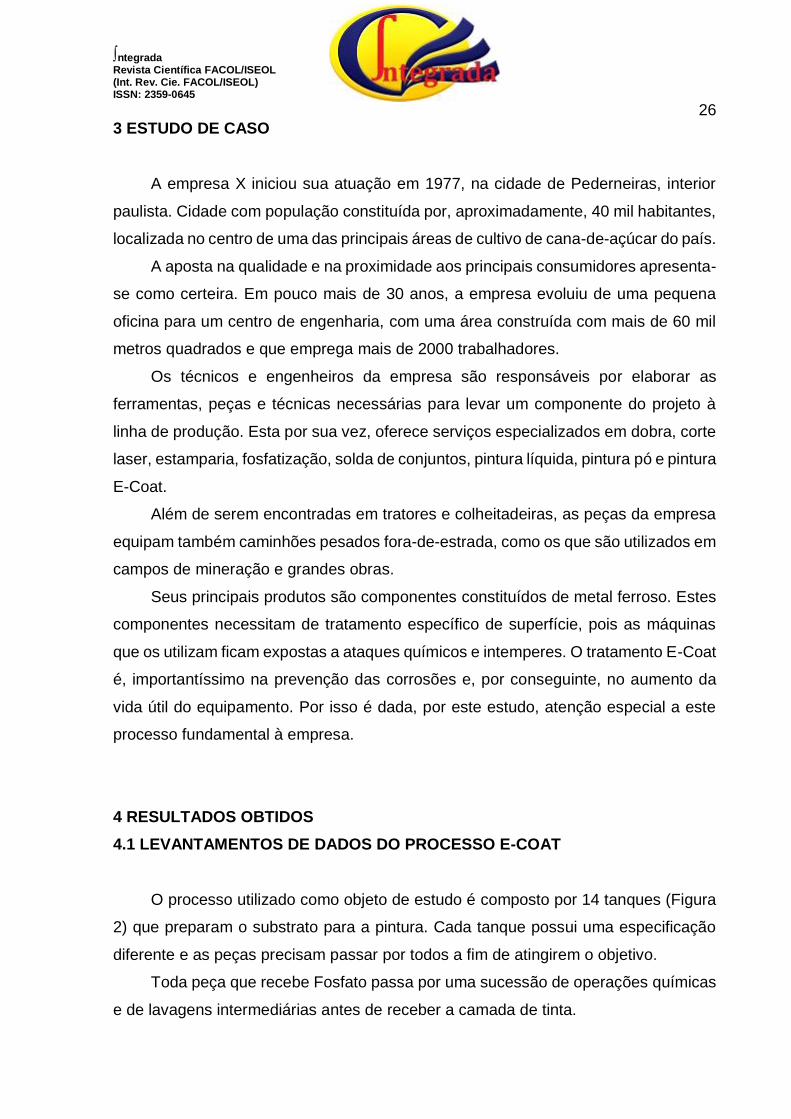
Conforme PPG (2004) o processo de fosfato tem como característica depositar
sobre as superfícies uma camada de fosfatos metálicos flexíveis e firmemente aderida
ao substrato, preparando-o para receber revestimentos orgânicos, proporcionando
melhor aderência e resistência a corrosão.
Consiste basicamente em fosfato metálicos dissolvidos em solução aquosa de
ácido fosfórico, podendo ser aplicado por aspersão ou imersão. A Figura 4 mostra o
mecanismo de formação de camada do Fosfato.
Figura 4: Processo químico de fosfatização.
Fonte: PPG (2004).
Percebe-se que pela Figura 4 o processo de Fosfato ataca à superfície metálica
pela acidez livre do banho. Pela redução instantânea da acidez na interface metal/
banho, tem-se a precipitação da camada de FOSFATO entre 2 a 4 µ, camada esta
insolúvel em água e no meio em que se dá a sua formação. Com adição do Nitrito de

∫ntegrada Revista Científica FACOL/ISEOL
(Int. Rev. Cie. FACOL/ISEOL) ISSN: 2359-0645
30 Sódio ocorre a oxidação do Fe++ solúvel para Fe+++ insolúvel precipitando em forma
de lama.
A Figura 5 mostra um exemplo de Fosfato de Zinco que foi depositada na
superfície do metal em aço carbono por imersão.
Figura 5: Foto microscópica da camada de fosfato depositada na superfície do metal.
Fonte: Henkel (2012).
4.1.5 ENXÁGUE PÓS-FOSFATO
O enxágue pós-fosfato tem como finalidade a remoção total de sais e produtos
residuais provenientes do processo de fosfatização, evitando assim a contaminação
dos estágios posteriores (Chemetall, 2012).
4.1.6 PASSIVADOR
Segundo Henkel (2012) o passivador tem a função de selar as porosidades
existentes na camada de fosfato, pois a mesma apresenta um certo grau de
porosidade, independentemente do tipo de cristal. Aumenta a resistência contra a

∫ntegrada Revista Científica FACOL/ISEOL
(Int. Rev. Cie. FACOL/ISEOL) ISSN: 2359-0645
31 corrosão melhorando a aderência da pintura, evitando empolamento e corrosão
filiforme, conforme mostra a Figura 6.
Figura 9: Teorias de reação do Passivador.
Fonte: Henkel (2012).
4.1.7 ENXAGUE DE ÁGUA DEIONIZADA
Conforme PPG (2004), o enxágue de água deionizada tem como finalidade
remover resíduos químicos dos materiais utilizados nos estágios do pré-tratamento,
evitando a contaminação do banho E-Coat. Utiliza-se água deionizada (DIW), a qual,
deve manter condutividade < 50 mS x cm-1 através de renovação (over flow).
4.1.8 E-COAT
Conforme PPG (2004), E-Coat, é um processo de pintura que ocorre quando um
objeto condutivo – metálico é imerso em um tanque contendo tinta. Durante o

∫ntegrada Revista Científica FACOL/ISEOL
(Int. Rev. Cie. FACOL/ISEOL) ISSN: 2359-0645
32 processo de eletrodeposição a peça constitui o cátodo de um circuito de corrente
contínua. Nela será ligado o polo negativo do retificador. O polo positivo, o ânodo,
constituído por um tudo de aço inoxidável, encontra-se alojado dentro da célula de
diálise e, por sua vez, está pendurada dentro do tanque de tinta E-Coat (idem).
A figura 10 apresenta o exemplo de sistema Catódico utilizado pela empresa X.
Figura 10 - Ilustração do sistema Catódico.
Fonte PPG (2004).
O processo de eletrodeposição possui 4 diferentes reações eletroquímicas. São
elas:
ELETROCOAGULAÇÃO é o principal dos quatro processos
eletroquímicos. As partículas carregadas eletricamente perdem a sua
carga ao juntar-se à peça a ser recoberta, devido à presença de íons com
sinal elétrico contrário ao das partículas. Estas não mais se repelem,
coagulam e depositam-se sob a forma de um filme de característica
∫ntegrada Revista Científica FACOL/ISEOL
(Int. Rev. Cie. FACOL/ISEOL) ISSN: 2359-0645
33 insolúvel na água, aderindo firmemente à peça. Outras reações
eletroquímicas complexas completam o processo de coagulação.
ELETROSMOSE é a saída do eletrólito do ambiente de coagulação, isto
é, do filme que se forma por eletrocoagulação na peça saem a água,
aminas, amoníaco e ácidos orgânicos.
ELETROFORESE é a migração num campo elétrico de partículas dotadas
de carga elétrica. O sinal da carga da partícula determinará o sentido de
migração. As partículas dotadas de carga positiva migram para o polo
negativo, o cátodo.
ELETRÓLISE é a passagem da corrente contínua atravessando a solução
aquosa eletrolítica promove a migração dos ânions para o polo positivo e
cátions para o negativo.
Após a pintura vêm os estágios de enxaguamento com ultrafiltrado, também
chamado de permeato.
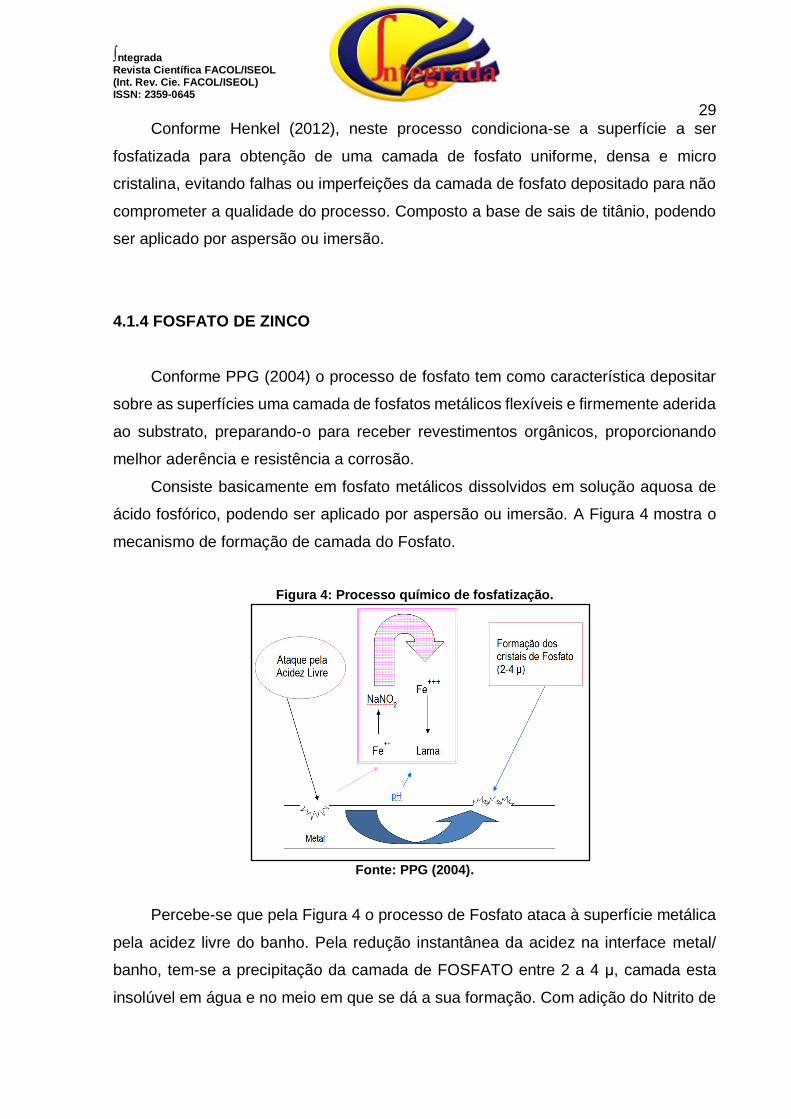
4.1.10 ULTRA FILTRADO (UF)
O estágio de pós enxague promove a remoção dos resíduos de tinta
eletroforética aderida mecanicamente nas peças, após a aplicação (pintura),
conferindo melhor aparência às peças, podendo utilizar Permeato (UF) (idem).
As imagens a seguir, Figura 11, apresentam peças sendo processadas e
imergidas nos tanques do processo e após o processo de pré-tratamento de superfície
(fosfato).
Figura 11 - Peças sendo processadas e peça após Pré-Tratamento de Superfície (Fosfato).

∫ntegrada Revista Científica FACOL/ISEOL
(Int. Rev. Cie. FACOL/ISEOL) ISSN: 2359-0645
34
No processamento E-Coat a peça recebe a pintura apresentando um
acabamento liso e uniforme (Figura 12).
Figura 12 - Peças recebendo a pintura E-Coat e peças prontas para o próximo processo.
5 CONCLUSÕES
Através deste estudo, verificou-se que o processo produtivo E-Coat pode ser
caracterizado como um sistema misto por apresentar alta variedade e alto volume de
produção.
O arranjo físico da empresa, embora possua layout em U, pode ser classificado
como linha por sua extensão e tempo de processamento. Além do mais, neste
processo os produtos seguem a uma sequência fixa.
Assim, o processo é capaz de absorver as vantagens dos processos por projeto
(customização conforme a necessidade dos clientes) e contínuo (produção em alto
volume sem interrupções) e minimizar suas desvantagens, através de uma produção
baseada em lotes produtivos.
Portanto, nota-se que ao se tomar conhecimento da teoria, é possível aplica-la
ao processo de forma a garantir melhorias expressivas.
Um exemplo claro é a percepção de que, em arranjos em linha, é necessário
garantir pouca ou nenhuma interrupção, devendo as paradas ser programadas para
intervalos estratégicos. Através desta percepção, a empresa identificou, por exemplo,
a necessidade de estabelecer um cronograma de descarte dos produtos químicos
utilizados e formas de realiza-lo com maior eficiência e agilidade, com isso todos ficam
sabendo em que dia o processo E-Coat terá que ser parado para descartar algum

∫ntegrada Revista Científica FACOL/ISEOL
(Int. Rev. Cie. FACOL/ISEOL) ISSN: 2359-0645
35 tanque de produto químico. Essa melhoria trouxe uma maior regularidade no processo,
que passou a ser operado sem interrupções desnecessárias.
Este estudo sugere a alteração do arranjo físico de U para linha, pois diminuiria
o tempo no tanque 10 (Estação de transferência) que serve para transferir o bastidor
de peças de uma linha para outra conforme figura 2. Isso pois, embora o layout do
processo tenha sido classificado como em linha, o contorno realizado impede que a
transição das peças que estão no tanque 10 seja mais eficaz.
Além disso, poder-se-ia reduzir custos com energia elétrica já que não seria mais
necessário o uso de transportadores de transferência, motor com redutor e automação
específica para fazer está transferência.
No cenário atual, há uma ponte rolante e empilhadeira para retirar os bastidores
e levar para o local indicado. Sendo que da forma sugerida a empilhadeira seria
utilizada para realizar a logística de peças entre os setores da pintura.
Em conversa com o Supervisor da área, foram expostas essas e outras ideias
que poderiam melhorar a produtividade alterando apenas arranjo físico do processo.
A conclusão foi de que, atualmente, não seria possível realizar tais mudanças, visto
que, por haver apenas uma linha E-Coat, a empresa não teria como cumprir com os
pedidos se esta fosse temporariamente desativada. Além do mais, essa alteração
influenciaria outros setores, devido à necessidade de alongar a linha. Futuramente
quando montar outro processo será estudado o layout em linha para garantir maior
produtividade.
6 REFERÊNCIAS 1. CÔRREA, H. L.; CÔRREA, C. A. Administração de produção e operações: manufatura e serviços: uma abordagem estratégica. 3ª ed. São Paulo: Atlas, 2012. 2. CHEMETALL. Processo de Fosfatização. Chemetall do Brasil Ltda., 2012. 3. CHIAVENATO, I. Gestão da produção: uma abordagem introdutória. 3ª Ed. São Paulo: Saraiva, 2014. 4. FERNANDES, F. C. F.; GODINHO FILHO, M. Planejamento e controle da produção: dos fundamentos ao essencial. São Paulo: Atlas, 2010. 5. GIACON, E. Implantação de sistema de programação detalhada da produção: Levantamento das práticas de programação da produção na indústria. 2010 107p.

∫ntegrada Revista Científica FACOL/ISEOL
(Int. Rev. Cie. FACOL/ISEOL) ISSN: 2359-0645
36 Dissertação (mestrado em Engenharia da Produção) – Escola Politécnica da universidade de São Paulo, São Paulo, 2010. 6. HENKEL. Processo de Pré-Tratamento Fosfatização. Henkel Ltda.2012. 7. MARTINS, P. G; LAUGENI, F. P. Administração da Produção. 2ª ed. rev., aum. E atual. São Paulo: Saraiva, 2005. 8. MOREIRA, D. A. Administração da Produção e Operações. 5ª ed. São Paulo: Pioneira, 2000. 9. NOGUEIRA, N. F. Análise do sistema produtivo de uma empresa metalúrgica de pequeno porte. Fapam, Pará de Minas, v.1, n.1, 2009. Disponível em <http://www.fapam.edu.br/revista/volume1/l%20natalia%20231-260.pdf > acesso em: 01de maio de 2014. 10. PPG. Processo de Fosfatização. PPG Industrial do Brasil Tintas e Vernizes Ltda. 2004. 11. SLACK, N.; CHAMBERS, S.; JOHNSTON, R. Administração da produção. 3ª ed. São Paulo: Atlas, 2009.









![[PPT]METODOLOGIA DA PESQUISA CIENTÍFICA - FACOL ... · Web viewO voto é um dever de todo cidadão 1 5 AFIRMAÇÕES Escala pra medir atitudes: DIFERENCIAL SEMÂNTICO Inútil deseduca](https://img.pdfslide.tips/doc/110x75/5b423aa27f8b9afa2c8b6a62/pptmetodologia-da-pesquisa-cientifica-facol-web-viewo-voto-e-um-dever.jpg)