-
8/20/2019 Nts038 Testes Ultrassônicos de Juntas Soldadas
1/24
Norma Técnica Interna SABESPNTS 038
Testes ultra-sônicos de juntas soldadas
Procedimento
São PauloMaio - 1999
-
8/20/2019 Nts038 Testes Ultrassônicos de Juntas Soldadas
2/24
: orma cn ca nterna
18/05/1999
S U M Á R I O
1
OBJETIVO..........................................................................................................................1
2
APLICAÇÃO......................................................................................................................1
3 REFERÊNCIAS
NORMATIVAS.........................................................................................1
4 MÉTODOS DE
CALIBRAÇÃO..........................................................................................1
4.1 – Blo co pad rão
................................................
........................................................ .......
1
4.2 Blo co de referência
.......................................................................................................
1
5 AJUSTE DA SENSIBILIDADE DO
APARELHO..............................................................2
6 AJUSTE DO GANHO PARA
VARREDURA.....................................................................3
7 AJUSTE PARA AVALIAÇÃO DAS
DESCONTINUIDADES............................................3
8 ESTADO DAS SUPERFÍCIES A SEREM
EXAMINADAS................................................ 3
9 PREPARAÇÃO DAS
SUPERFÍCIES................................................................................3
10
ACOPLANTE...................................................................................................................311
DESCRIÇÃO DA EXECUÇÃO DO
EXAME...................................................................3
11.1 Ex igências operac io nais
.............................................................................................3
11.2 Juntas de topo
.............................................................................................................
4
11.3 Juntas tu bular es
..........................................................................................................
4
11.4 Ju ntas angular es
.........................................................................................................
4
11.5 Área de var
redura........................................................................................................
4
12 DEFEITOS E DESCONTINUIDADES
.............................................................................
4
12.1 Loc alização de defeit os e desc ont inui dades
...........................................................
4
12.2 Com pr imento de defeito s e des cont inu idades
........................................................5
13 REGISTRO DE
RESULTADOS.......................................................................................5
14 FORMULÁRIO PARA
RELATÓRIO...............................................................................5
15 CRITÉRIO DE
ACEITAÇÃO............................................................................................5
-
8/20/2019 Nts038 Testes Ultrassônicos de Juntas Soldadas
3/24
orma cn ca nterna :
18/05/1999 1
Testes ultra-sônicos de juntas soldadas
1 OBJETIVO
Estabelecer a metodologia a ser empregada nas inspeções de
juntas
soldadas de tubos, peças de tubulação eestruturas metálicas
executadas para aSabesp.
2 APLICAÇÃO
Os critérios e parâmetros estabelecidosnesta norma se aplicam a
juntassoldadas de aço carbono executadas deacordo com a
especificação desoldagem da Sabesp – NTS 034.
3 REFERÊNCIAS NORMATIVAS
Esta norma foi elaborada com base naespecificação técnica Sabesp
0100-400-S4 substituindo-a para uso naCompanhia. Utiliza elementos
dosdocumentos normativos abaixorelacionados que devem
ser considerados em suas versões maisrecentes:
- NTS 034 - Soldagem
- DIN 54122 – Ultrasonic Examinationof Weld and Steel
Calibration Block nº 2
4 MÉTODOS DE CALIBRAÇÃO4.1 – Blo co pad rão
a) Na calibração das escalas serãoutilizados os blocos VI do IIW
ou V2 danorma DIN EN 27963.
b) verificação dos transdutoresangulares:
Para verificação das dimensões do feixesônico será utilizado o
bloco da IIW (ver figura 3 – anexo A)
Para verificação do ponto de saída dofeixe sônico e do ângulo de
refraçãoserá utilizado o bloco VI do IIW.
NOTAS: 1) A verificação do ângulo derefração deverá
ser feita antes de cada jornada de trabalho, ou quando se
notar alguma irregularidade.2) Quando for
constatado que o ângulode refração tiver uma variação maior que
2 graus é obrigatória a substituição dotransdutor.
c) Para a calibração do transdutor dotipo duplo cristal deverão
ser utilizadas
duas espessuras.
4.2 Bloco de referênc ia
Para o traçado das curvas de referência,serão utilizados blocos
conforme figura 4(anexo A ) que deverão ser do mesmomaterial da
peça em exame.
a) Traçagem das curvas de referênciapara transdutores do tipo
Duplo-Cristal:- Chapas de espessura até 25mm.
O transdutor é colocado na posição A
(figura 5 – anexo A ) e o eco do furo dereferência que aparece
na tela deve ser cultivado e o controle de ganho reguladopara
que a indicação da tela esteja a50% da altura total. Este ganho
seráanotado e chamado de referência primá-ria. Neste ponto será
traçada uma linhahorizontal na tela (figura 6– anexo A).
- Chapas de espessura maior que25mm.
O transdutor é colocado na posição A(figura 7 – anexo A) e o eco
do furo dereferência que aparece na tela deve ser cultivado e
o controle de ganho reguladopara que a indicação da tela esteja
a50% da altura da tela. Este ganho seráanotado e chamado de
referênciaprimária. Sem alterar o ganho otransdutor é colocado na
posição B. Através da união do primeiro e segundopontos de
referência traça-se a curva dereferência (figura 8 – anexo A).
NOTA: Onde duas ou mais espessurassão envolvidas, a
espessura do bloco dereferência será determinada pelocomponente
onde o transdutor éaplicado.Durante a inspeção o ganho deverá
ser acrescido de 6 dB .
b) Traçagem das curvas de referênciapara transdutores do tipo
Normal:
-
8/20/2019 Nts038 Testes Ultrassônicos de Juntas Soldadas
4/24
: orma cn ca nterna
2 18/05/1999
- Chapas com espessura de 25 a70mm
Para o ajuste da sensibilidade doaparelho deverão ser utilizados
4 ecosde fundo, sendo que o segundo delesdeverá ser ajustado a 100%
da alturatotal da tela obtida numa região sã dachapa.Reduz-se esse
eco até 50% da altura datela e anota-se esse ponto que
seráconsiderado como referência primária, ocampo de inspeção será o
segundointervalo entre ecos na tela.
Durante a inspeção a altura do segundoeco deverá ser mantida
entre 75% e100% da altura total da tela.
- Chapas com espessura de 10 a25mm
Para o ajuste da sensibilidade doaparelho, o primeiro eco fundo,
referenteà espessura oposta da chapa, deveráser ajustado a 100% da
altura da tela,obtido numa região sã da chapa.
Regula-se o controle de ganho para queesse ponto fique a 50% da
altura da tela.Esse ganho será anotado e chamado denível de
referência primária. A curva dereferência será traçada neste
pontohorizontalmente na tela.
Será considerado como campo deinspeção o primeiro deles. Durante
ainspeção a altura do primeiro eco deveráser mantida entre 75 % e
100% da alturatotal da tela.
c) Traçagem das curvas de referênciapara transdutores
angulares.- Chapas de espessura até 25 mm
Coloca-se o transdutor na posição 6como mostra a figura 9 (anexo
A ) e oeco que aparece na tela proveniente dofuro 1/2T, deve ser
cultivado e o controlede ganho regulado para que esteja a75% da
altura da tela. Este será oprimeiro ponto da curva de
referênciaprimária.
Sem alterar o ganho, as alturas dos ecosprovenientes da
colocação do transdutor nas posições 10 e 14, deverão
ser anotados. Através da união de todos ospontos teremos a
curva de referência
primária (figura 10 – anexo A). Quandofor necessário, deverá ser
traçada acurva auxiliar onde o eco a 75% da telaserá levantado no
ponto 2) (figura 11 –anexo A).
- Chapas de espessura acima de25mm
Coloca-se o transdutor na posição 3como mostra a figura 12
(anexo A). Aseqüência é a mesma descrita no itemanterior, porém,
com o transdutor naposição 5 e 7 (figura 12 – anexo
A).NOTAS:
a) A distância em percurso sônico doprimeiro ponto da curva ao
orifício dereferência não pode ser menor que 0,6 N(N= Campo próximo
do transdutor).b) Para juntas de topo, T e em cruz a
espessura a ser considerada comoreferência de calibração será
menor entre as duas.
c) Se a curva de referência primária ficar com algum ponto
abaixo de 25% da telado aparelho, o ganho nesta regiãodeverá ser
aumentado da seguinteforma: Coloca-se o transdutor naposição B e a
altura do eco serámaximizada a 75% da altura da tela.Sem alterar o
ganho, as alturas dos ecosprovenientes da colocação do
transdutor nas posições C e D, deverão ser anotadas e
através da união dessespontos com o ponto B, ter-se-á a
curvaauxiliar que se aplica somente parainspeção nessa região.
(Figuras 13, 14 e15 anexo A ).
d) Não será permitido o uso dosupressor de ruído durante a
traçagemdas curvas de referência, bem comodurante a inspeção.
e) Para a determinação das curvas
proporcionais de 50% e 20% devem ser reduzidos 6 dB e 14 dB
de ganho dereferência primário, respectivamente.
5 AJUSTE DA SENSIBILIDADE DOAPARELHO
A correção da diferença de acabamentoentre a superfície do
bloco de referênciae a da peça a ser testada será feita daseguinte
forma:
-
8/20/2019 Nts038 Testes Ultrassônicos de Juntas Soldadas
5/24
orma cn ca nterna :
18/05/1999 3
a) Transdutor do tipo Duplo-Cristal
- Coloca-se o transdutor sobre o blocode referência (figura 16 –
anexo A ).
- Cultivar o primeiro eco colocando-o a2/3 da altura total da
tela.
- Sem alterar o ganho, repete-se a
operação na superfície da peça (figura16 – anexo A ).
- Caso não hajam diferenças nasalturas dos ecos, não serão
necessáriascorreções.
- Havendo alterações, ajusta-se aaltura do eco encontrado no
material aser testado para a mesma altura do ecodo bloco de
referência, e anota-se onúmero de decibéis que tiverem de
ser acrescidos. Esta diferença será anotadae chamada de
“Acréscimo por
Transferência” (AT).b) Transdutores angulares
- Colocam-se dois transdutores domesmo ângulo, freqüência, tipo
efabricante, um de frente para o outro,sobre o bloco de referência
(figura 17 –anexo A ).
- Cultivar o eco colocando-o a 2/3 daaltura da tela.
- Sem alterar o ganho repete-se aoperação na superfície da
peça.
- Caso não haja diferença na alturados ecos, não serão
necessáriascorreções.
- Havendo mudanças, ajusta-se aaltura do eco encontrado no
material dapeça para a mesma altura do bloco dereferência, e
anota-se o número dedecibéis que tiverem de ser acrescidos.
- Esta diferença será anotada echamada de “Acréscimo
deTransferência” e não deve ser maior que
6 dB.6 AJUSTE DO GANHO PARA
VARREDURA
O ganho de varredura deverá ser igualao nível de referência
primário + Acréscimo por Transferência + 6 dB.
Este ganho será chamado de “Nível deInspeção”.
7 AJUSTE PARA AVALIAÇÃO DASDESCONTINUIDADES
As indicações serão avaliadas com onível de referência
primário acrescido do Acréscimo por Transferência, porémsem os
6 dB dados na fase de
varredura.8 ESTADO DAS SUPERFÍCIES A
SEREM EXAMINADAS
As regiões a serem inspecionadasdeverão estar em condições
que nãointerfiram no resultado final da inspeção,ou seja, as
superfícies de contato dostransdutores com a peça deverão
estar limpas e livres de rugosidade excessiva,carepa,
rebaixos, salpicos, tinta, etc.
Deverá haver uma concordância suave
entre o metal de base e o cordão desolda. Quando for necessário
oacoplamento sobre o cordão de solda, oreforço do mesmo deve ser
totalmenteremovido.
9 PREPARAÇÃO DAS SUPERFÍCIES
A superfície a ser inspecionada deve ser limpa com
escova de aço rotativa ouesmeril.
10 ACOPLANTE
a) Metil celuloseb) Glicerina
11 DESCRIÇÃO DA EXECUÇÃO DOEXAME
11.1 Ex igênc ias op eracion ais
A área percorrida pelo transdutor deveser suficiente para
que seja examinadatoda a solda e mais 20 cm de metal basede cada
lado da solda, ao longo daseção transversal.
A região do metal base que serápercorrida por ondas
sonorastransversais, deverá primeiramente ser inspecionada com
ondas longitudinais,para se comprovar a não existência dedefeitos
que possam afetar ainterpretação dos resultados obtidosdurante o
teste. Deverá ser comprovadaa espessura dos materiais soldados,bem
como da região a qual o som
-
8/20/2019 Nts038 Testes Ultrassônicos de Juntas Soldadas
6/24
: orma cn ca nterna
4 18/05/1999
deverá percorrer. Antes de qualquer teste deverá ser de
conhecimento doinspetor, o tipo e dimensão do chanfro eo processo
de soldagem utilizado na junta, visando facilitar a
interpretação elocalização dos eventuais defeitos. Oinspetor deverá
também, verificar para
os transdutores angulares o ponto desaída do feixe sônico e o
ângulo derefração (conforme letra b do sub item 4.1).
As descontinuidades deverão ser cultivadas com
diferentes transdutores ecom movimento rotacional.
Sempre que possível, as juntas deverãoser inspecionadas por
ambos os ladosda solda.
A marcação física da área de varredura,deverá ser feita
por meio de giz de cera.
11.2 Juntas de topo
Deverão ser escolhidos conforme atabela 1, os ângulos favoráveis
dostransdutores em relação à espessuradas chapas.
Tabela 1 - Ângulo s d os transd utores
Espessura da chapa(mm)
Ângulos
10 – 15 60º e 70º
15 – 2545º e 60º
ou60º e 70º
25 – 4045º e 60º
ou45º e 70º
A inspeção deverá ser feita com nomínimo dois transdutores
angularesescolhendo-se pelo menos um queincida o mais
perpendicularmentepossível sobre o chanfro.
11.3 Jun tas tubulares
Ver figura 18 – anexo A .
11.4 Jun tas angu lares
Para juntas T e em cruz, usar no mínimodois transdutores
angulares, de modo
que pelo menos um deles incida normalao chanfro. Para juntas Y,
usar ostransdutores indicados (ver figura 19 –anexo A).
11.5 Área de varredu ra
- Área de varredura para defeitoslongitudinais.
Os defeitos longitudinais ao cordão desolda são detectados
conforme a técnicade varredura descrita:
a) Solda topo (ver figura 20 – anexo A )
b) Soldas em ângulo (ver figura 21 –anexo A)
- Área de varredura para defeitostransversais.
A detecção dos defeitos localizados
transversalmente ao cordão de solda éobtida utilizando-se a
técnica Tanden(dois transdutores) ou com 1
transdutor aproximadamente paralelo à solda (ver figura
22 – anexo A ).NOTA : Esta varredura deverá ser feitaem todos os
tipos de juntas soldadas.
- Posiciona-se o transdutor lateral-mente ao cordão de solda,
com amínima inclinação possível que permitaa varredura do metal
depositado.
- O movimento longitudinal deverá ser feito deslocando-se
lentamente otransdutor ao longo do cordão de solda,tomando-se o
cuidado de manter ainclinação mínima possível, bem como aincidência
do meio pulo no centro inferior da solda.
Esta varredura deverá ser feita emambos os lados dos cordões de
solda enos dois sentidos.
12 DEFEITOS E DESCONTINUIDADES
12.1 Loc alização de defei to s e descont
inuidades
A profundidade e a localização dosdefeitos e
descontinuidades serãodefinidas de forma gráfica, através
dedesenhos em escala da solda em estudoe do feixe sônico do
transdutor utilizado.
-
8/20/2019 Nts038 Testes Ultrassônicos de Juntas Soldadas
7/24
orma cn ca nterna :
18/05/1999 5
12.2 Comprimento de defeitos e descont inuidades
A determinação do comprimento dosdefeitos e
descontinuidades seráconseguida através de método da quedados 6 dB,
e executado como descrito:
a) O inspetor deverá cultivar o eco ereduzir ou elevar o sinal
máximo dodefeito a 100% da tela.
b) Deslocar o transdutor para a direita epara a esquerda,
tomando o cuidado demanter a mesma distância entre otransdutor e a
solda.
c) Quando o sinal decair 50% de suaaltura, significa que o
centro dotransdutor estará no ponto limite dodefeito (ver figura 23
– anexo A ).
13 REGISTRO DE RESULTADOS Após a inspeção, deverá ser feito
umcroqui indicando as descontinuidadesencontradas, a partir de um
ponto dereferência. Esse ponto deverá ser puncionado na chapa
do metal base, junto ao encontro dos cordões de solda,na
geratriz superior do tubo, sendo queas medidas deverão ser
tomadassempre a partir desse ponto, no sentidohorário, considerando
o fluxo.Em peças onde não for possível autilização do esquema
acima, o ponto dereferência deverá ser puncionado napeça e será
executado um desenho, queacompanhará o relatório,
indicandoprecisamente sua localização.
14 FORMULÁRIO PARA RELATÓRIO
O anexo B é um modelo do formulárioutilizado para a confecção
dos relatórios.
15 CRITÉRIO DE ACEITAÇÃO
a) Todos os ecos que excederam a
curva em 20% da curva de referênciaprimária, estando a
sensibilidade do
aparelho ajustada conforme o item 7.1,deverão ser pesquisados e
avaliados.
b) Quando a inspeção for executada por ambos os lados da
solda, todos os ecosde descontinuidades que ultrapassarema curva em
50% da curva de referênciaprimária, estando a sensibilidade
doaparelho ajustada conforme o item 7.2,devem ser registrados no
formuláriopadronizados.
c) Quando a inspeção for executadapelos dois lados da solda,
somenteserão considerados defeitos, os ecosque ultrapassarem a
curva de referênciaprimária, estando a sensibilidade doaparelho
ajustada conforme o item 7.2.
Defeitos dos tipos: falta de fusão, penetração incompleta,
e trincas não
serão aceitos.Defeitos do tipo mordeduras poderão
ser aceitos desde que não ultrapassem osvalores estabelecidos
na tabela 2, e suaforma e o efeito do grau de entalhe nãoseja
considerado prejudicial peloinspetor.Tabela 2 - Dimensões limites
paradefeitos do tipo mordeduras
Profundidade Comprimentomáximo
Até t/10, max. 1 mm 50 mm Até t/20, max 0,6 mm 100
mm
Até 0,3 mm -t = espessura da chapa
NOTA : Todas as descontinuidadesconsideradas defeitos, serão
reparadase reinspecionadas.
Onde a junta soldada for constituída deespessuras diferentes,
será consideradaa menor espessura para qualquer avaliação
dimensional.
-
8/20/2019 Nts038 Testes Ultrassônicos de Juntas Soldadas
8/24
: orma cn ca nterna
6 18/05/1999
ANEXO A - Figuras de referência
SENTIDO DE MARCAÇÃO
DAS MEDIDASGERATRIZ SUPERIOR
PONTO DE REFER NCI
SOLDA
CIRCUNFERENCIAL
F L U X O
Fig. 1 - REFERENCIAL PARA LOCALIZAÇÃO DE DESCONTINUIDADE
-
8/20/2019 Nts038 Testes Ultrassônicos de Juntas Soldadas
9/24
orma cn ca nterna :
18/05/1999 7
3,2 3 , 0
60° 4 5 °
3 , 0 3,2
3 , 0
3,0
60°
60°
2
0 °
3,0
3 , 0
3
0 °
3 , 0
Fig. 2a - JUNTAS DE TOPO
Fig. 2b - JUNTAS TUBULARES E JUNTAS ANGULARES
4 5 °
3,0
3 , 0
Fig. 2c - JUNTAS "T"
4 5 °
3,0 3,0 3 , 0
Fig. 2d - JUNTAS EM CRUZ
Nota: dimensões em mm.
Fig. 2 - DESENHO DOS DETALHES DIMENSIONAIS DAS JUNTAS
-
8/20/2019 Nts038 Testes Ultrassônicos de Juntas Soldadas
10/24
: orma cn ca nterna
8 18/05/1999
Fig. 3 - VERIFICAÇÃO DO FEIXE SÔNICO
PONTO TÉCNICOPONTO REAL
PONTO DE MÁXIMA FLEXÃO
Fig. 3a - VERIFICAÇÃO DO PONTO DE SAÍDA DO FEIXE SÔNICO
Fig. 3b VERIFICAÇÃO DO ÂNGULO DE REFRAÇÃO
Fig. 3c - VERIFICAÇÃO DAS DIMENSÕES DO FEIXE SÔNICO
-
8/20/2019 Nts038 Testes Ultrassônicos de Juntas Soldadas
11/24
orma cn ca nterna :
18/05/1999 9
d
a
T
250
40
4
0
1 0 0
Espessura daparede (mm)
t
Espessura dobloco de
referência (mm)T
Posição do furo(mm)
(a)
Diâmetro dofuro (mm)
(d)
Até 25 20 ou t T / 2 2,4
Maior 25 até 50 38 ou t T / 4 3,2
Maior 25 até 100 75 ou t T / 4 4,8
T = Espessura do bloco de referência (mm)
t = Espessura da peça sob exame (mm)
dimensões em mm.
Fig. 4 - BLOCO DE REFERÊNCIA
-
8/20/2019 Nts038 Testes Ultrassônicos de Juntas Soldadas
12/24
: orma cn ca nterna
10 18/05/1999
T / 2
A
T
Fig. 5 - POSICIONAMENTO DO TRANSDUTOR
0 T/2 T 3/2T 2T
Fig. 6 - CURVA DE REFERÊNCIA
50%
1 / 4 T
3 / 4 T
B
AFig. 7 - BLOCO DE REFERÊNCIA
-
8/20/2019 Nts038 Testes Ultrassônicos de Juntas Soldadas
13/24
orma cn ca nterna :
18/05/1999 11
50%
0 T/4 T/2 3/4T T
Fig. 8 - CURVA DE REFERÊNCIA
T / 2
2
6
10
14
Fig. 9 - POSICIONAMENTO DO TRANSDUTOR
T/2
6 10 14
Fig.10 - CURVA DE REFERÊNCIA
-
8/20/2019 Nts038 Testes Ultrassônicos de Juntas Soldadas
14/24
: orma cn ca nterna
12 18/05/1999
75%
2 6 10 14
Fig. 11 - CURVA DE REFERÊNCIA
3 5
7
3 / 4 T
Fig.12 - POSICIONAMENTO DO TRANSDUTOR
3 / 4 T
Fig.13 - POSICIONAMENTO DO TRANSDUTOR
A B D
C
-
8/20/2019 Nts038 Testes Ultrassônicos de Juntas Soldadas
15/24
orma cn ca nterna :
18/05/1999 13
75%NOVA CURVA DE
REFERÊNCIA
A B C
Fig.14 - CURVA DE REFERÊNCIA
75%NOVA CURVA DE
REFERÊNCIA
A B C
Fig.15 - CURVA DE REFERÊNCIA
D
-
8/20/2019 Nts038 Testes Ultrassônicos de Juntas Soldadas
16/24
: orma cn ca nterna
14 18/05/1999
AT
SINAL RECEBIDO DO BLOCO DE
REFERÊNCIA
SINAL RECEBIDO DO MATERIAL A
SER TESTADO
BLOCO DE REFERÊNCIA MATERIAL A SER TESTADO
Fig. 16 AJUSTE DA SENSIBILIDADE DO APARELHO
-
8/20/2019 Nts038 Testes Ultrassônicos de Juntas Soldadas
17/24
orma cn ca nterna :
18/05/1999 15
BLOCO DE REFERÊNCIA MATERIAL A SER TESTADO
EMISSOR RECEPTOR EMISSOR RECEPTOR
AT
SINAL RECEBIDO DO BLOCO DEREFERÊNCIA
SINAL RECEBIDO DO MATERIAL ASER TESTADO
Fig. 17 AJUSTE DE SENSIBILIDADE DO APARELHO
-
8/20/2019 Nts038 Testes Ultrassônicos de Juntas Soldadas
18/24
: orma cn ca nterna
16 18/05/1999
45º, 60º,70º
45º
REGIÃO I
OBS. EM CASO DE DÚVIDA PODERÁSER FEITA INSPEÇÃO PELA
PARTEEXTERNA COM TRANSDUTOR DE 45ºEM TODAS AS REGIÕES.
REGIÃO 2
45º,60º,70º
45º
REGIÃO 3
4 5 º , 6 0
º , 7 0
º
45º, 60º, 70º
OBS. QUANDO HOUVER ACESSO NAPARTE INTERNA ,INSPECIONAR COMO
INDICADO EM
TODAS AS REGIÕES.
Fig. 18 - JUNTAS TUBULARES
-
8/20/2019 Nts038 Testes Ultrassônicos de Juntas Soldadas
19/24
orma cn ca nterna :
18/05/1999 17
4 5 º , 6 0
º , 7 0
º
45º, 60º, 70º45º, 60º,70º
45º,60º,70º
40º,60º,70º 40º,60º,70º
Fig. 19 - JUNTAS ANGULARES
-
8/20/2019 Nts038 Testes Ultrassônicos de Juntas Soldadas
20/24
: orma cn ca nterna
18 18/05/1999
20 20
20
20
20
20 20
20
20
2 0
2 0
1
5
º
Fig. 20 - SOLDA DE TOPO
Fig. 21 - SOLDAS EM ÂNGULO
OBS. PARA OUTROS TIPOS DE SOLDAS EM ÂNGULO, ADOTAR A MESMA ÁREA
DE VARRED
Dimensões em mm
ÁREA DE VARREDURA
-
8/20/2019 Nts038 Testes Ultrassônicos de Juntas Soldadas
21/24
orma cn ca nterna :
18/05/1999 19
RECEPTOR MAX. 45º
EMISSOR
Fig. 22 - ÁREA DE VARREDURA
2 1 3
COMPRIMENTO
Fig. 23 - ÁREA DE VARREDURA
-
8/20/2019 Nts038 Testes Ultrassônicos de Juntas Soldadas
22/24
: orma cn ca nterna
20 18/05/1999
ANEXO B – Relatório de inspeção com ultra-som
SIGLA SOLICITANTE DOCUMENTO ORIGEM SISTEMA ENSAIADO
LOCAL DA INSTALAÇÃO
RELATÓRIO Nº
FOLHA
DE
ANEXOS
CONTRATO Nº
SOLDADOR - 2
SOLDADOR - 3
POSIÇÕES
POSIÇÕES
POSIÇÕES
QUALIFICADO NA SABESP
SIM NÃO
QUALIFICADO NA SABESP
SIM NÃO
QUALIFICADO NA SABESP
TIPO DE SOLDA
ELETRÔDO
ESPESSURA DA CHAPA
ACOPLANTE
AUTOMÁTICO DE DETECÇÃO
SIM NÃO
SIM NÃO
TIPO DE CHANFRO
DIÂMETRO
ESTADO DA SUPERFÍCIE
NORMA
OBSERVAÇÕES
DESENHO Nº
METAL BASE
INSTRUMENTO DE INSPEÇÃO
TÉCNICA
EMPREITEIRA
SOLDADOR - 1
dB
NP AT
SUPERFÍCIEDE
INSPEÇÃO
PROJEÇÃO DEPERCURSOSÔNICO NASUPERFÍCIE
(mm)
PERCURSOSÔNICO DADESCONTINUIDADE
(mm)
TRANSDUTORES
Nº DADESCONTINUIDADE
DESCONTINUIDADES
% LOCAL(mm)
COMPRIMENTO
(mm)
PROFUNDIDADE(mm)
1º TESTE/ /
2º TESTE/ /
LAUDO
S O L D A D O R
N º
CROQUI DE IDENTIFICAÇÃO DEFEITOS
SOLDA
APROVAÇÃO
APROVADO INTEGRALMENTE REPROVADO INTEGRALMENTE
INSPETORENGENHEIRO
RESPONSÁVEL
OBS. :
Relatório deInspeção com Ultra - Som
-
8/20/2019 Nts038 Testes Ultrassônicos de Juntas Soldadas
23/24
orma cn ca nterna :
18/05/1999 21
Testes ultra-sônicos de juntas soldadas
Considerações finais:
1) Esta norma técnica, como qualquer outra, é um documento
dinâmico, podendoser alterada ou ampliada sempre que for
necessário. Sugestões ecomentários devem ser enviados à Divisão de
Normalização Técnica - TDSN.
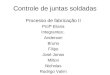
2) Tomaram parte na elaboração desta Norma.
ÁREA UNIDADE DETRABALHO
NOME
T TSTE Adilson Menegatte Mello CamposT TSTE Valter Roberto
ArmonasT TSTE Marcos TakayamaT TDSN Airton Checoni David
-
8/20/2019 Nts038 Testes Ultrassônicos de Juntas Soldadas
24/24
: orma cn ca nterna
Sabesp - Companhia de Saneamento Básico do Estado de São
Paulo
Diretoria Técnica e Meio Ambiente - TSuperintendência de
Pesquisa e Desenvolvimento Tecnológico - TDDepartamento de Serviços
Tecnológicos e Acervo - TDS
Divisão de Normalização Técnica - TDSN
Rua Dr. Carlos Alberto do Espírito Santo, 105 - CEP
05429-100
São Paulo - SP - BrasilTelefone: (011) 3030-4839 / FAX: (011)
3030-4091
E-MAIL : [email protected]
- Palavras Chave:Junta, Solda, Soldagem, ultra-som
- 20 páginas