Embed Size (px)
Citation preview

1
MANUFATURA CELULAR E FLEXIBILIDADE
PRODUTIVA
O DESAFIO
DA
FLEXIBILIDADE PRODUTIVA
Prof. Kairo de Barros Guimarães
Adaptado de:
Prof. Ricardo Souza Siviero
SHARMA, Anand, MOODY, Patrícia E. A máquina
perfeita: como vencer na economia produzindo
com menos recurso. São Paulo: Prentice Hall, 2003
2
• CONSUMIDOR
– Espera produtos e serviços de alta qualidade, oferecidos sob encomenda, personalizados e a preço razoável
• FUNCIONÁRIOS
– Esperam trabalhar em um ambiente desafiador e gratificante, no qual seus talentos e contribuições sejam reconhecidos e recompensados
• PARCEIROS DA CADEIA DE SUPRIMENTOS
– Esperam relações de longo prazo mutuamente benéficas
• ACIONISTAS
– Esperam valorizações competitivas de mercado e crescimento lucrativo
• COMUNIDADE
– Espera que a organização seja socialmente responsável
O DESAFIO DA FABRICAÇÃO DE HOJE

3
OS FABRICANTES DEVEM:
Estar preparados para reagir;
Aprender a produzir sob demanda real;
Aprender a produzir dentro do prazo de entrega;
Aprender a agir rapidamente;
Encantar o cliente;
Projetar e oferecer produtos que sejam produzidos com flexibilidade e personalizados;
Com o mesmo custo da produção em massa.
Reduzir os prazos de entrega e aperfeiçoar processos que ofereçam o produto perfeito, na hora certa, a preços globalmente competitivos
O DESAFIO DA FABRICAÇÃO DE HOJE
4
Foco centrado no cliente;
Serviços e produtos de qualidade;
Rapidez de resposta;
Delegação de poder ao funcionário;
Concorrência intensa;
Foco na eliminação de desperdícios;
Ação e orientação nos resultados;
Velocidade.
Todo fabricante de qualquer empresa deseja:
GANHAR DINHEIRO E CRESCER
POR QUE SE TORNAR LEAN?

5
A PRODUÇÃO DE LOTES EM ESPERA É INEFICIENTE E DISPENDIOSA
A MANUFATURA LEAN OFERECE AOS FABRICANTES A OPORTUNIDADE DE TRABALHAR DE MANEIRA MAIS INTELIGENTE
Com menos operadores; Com menos materiais; Com custos mais baixos; Com células de produção; Com fluxo de apenas uma peça; Com qualidade consistente e constante.
IMPULSIONAR ESTE SISTEMA EXIGE:
• Determinação e liderança dos gerentes;
• Seu apoio ostensivo.
ALIMENTE A MÁQUINA
6
PIONEIRAS DO MÉTODO LEAN
Usam a metodologia kaizen;
Usam a transformação Lean Sigma;
Conceberam e implementaram sistemas de informação simples, mas brilhantes.
DESAFIO ENFRENTADO PELO CORPO GERENCIAL
• Romper com a tradição; • Sair da zona de conforto; • Enfrentar a dor da mudança; • Abandonar os processos que têm funcionado, porém
não muito bem; • Partir para a reconstrução, desta vez “da maneira correta”.
A ERA DA BOA MANUFATURA E SEUS DESAFIOS

7
DÉCADAS 50 E 60 Estabilidade e Crescimento
DÉCADAS 80 E 90 Mudanças nos negócios: Marketing; Sistemas de Informação; Gerenciamento da Força de Trabalho
A MANUFATURA EM UM MUNDO EM MUDANÇA
Tornou-se área de interesse;
Não era considerada como geradora de receita;
Item central da linha de custo;
Barreira ao mercado ilimitado;
Barreira ao crescimento dos lucros.
MANUFATURA

8
A MANUFATURA EM UM MUNDO EM MUDANÇA
Têm que modificar suas velocidades, tanto de projeto como de produção;
Dispõem de meios para se tornarem mais flexíveis e terem maior rapidez de resposta.
FABRICANTES
ATUAL Mercado em constante mudança
Não aceita longos prazos de produção;
Tem comportamento instável e imprevisível.
CONSUMIDOR
Reduzido;
O que hoje está aqui, amanhã está no lixo.
CICLO DE VIDA

9
Ex: Cliente deseja uma dúzia de canetas vermelhas e duas dúzias de canetas pretas.
PRODUÇÃO EM MASSA x PRODUÇÃO LEAN
PRODUÇÃO EM MASSA
Produção em lotes;
Lotes passam de uma etapa para a outra;
Estocagem de material em cada etapa;
Tempo agregado: alguns minutos;
Tempo do processo: algumas horas
PRODUÇÃO LEAN
Produção por fluxo de uma peça;
Processo com controle visual;
Atende a demanda ao sinal do cliente;
Possibilita mudar configu-ração rapidamente;
Produzidas em minutos e em seguida embaladas e expedidas.

10
DOGMA CENTRAL DA PRODUÇÃO LEAN:
Cultura de pronto atendimento ao cliente.
PRODUÇÃO BASEADA EM CÉLULA:
Pequena parte da transformação.
NECESSÁRIO: TRANSFORMAÇÃO CULTURAL
Liderança dedicada e o compromisso em aumentar a velocidade de resposta ao cliente
PRODUÇÃO LEAN BASEADA EM CÉLULA

11
DE:
Empresa Tradicional
LEAN SIGMA = Filosofia Lean + Ferramentas
Estatísticas mais Avançadas = Níveis de
Excelência Verdadeiramente Avançados
TRANSFORMAÇÃO LEAN SIGMA
Elimina desperdício;
Aprimoramento contínuo;
Ferramentas estatísticas mais sofisticadas;
Ambiente de equipe interfuncional;
Coleta e análise de dados.
PARA:
Fluxo de uma peça;
Qualidade perfeita

12
RESULTADOS DA TRANSFORMAÇÃO LEAN SIGMA
LANTECH Redução do prazo de entrega
Aumento da produtividade anual
Crescimento das vendas anuais
Crescimento da lucratividade anual
Início: 1992 De 12 semanas para 2 semanas
17%
20%
28%
WIREMOLD Redução do prazo de entrega
Aumento da produtividade anual
Crescimento das vendas anuais
Crescimento da lucratividade anual
Início: 1991 De 28 dias para 2 dias
18%
33%
75%
PELLA Redução do prazo de entrega
Aumento da produtividade anual
Crescimento das vendas anuais
Crescimento da lucratividade anual
Início: 1993 De 8 semanas para 1 semanas
13%
20%
35%
13
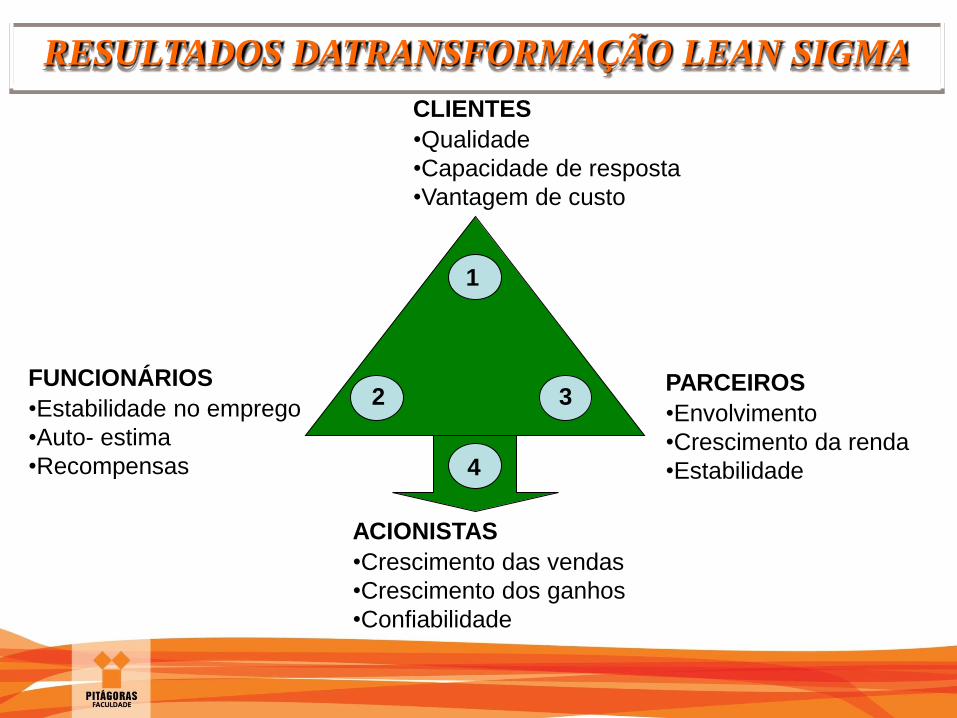
RESULTADOS DATRANSFORMAÇÃO LEAN SIGMA
PARCEIROS
•Envolvimento
•Crescimento da renda
•Estabilidade
CLIENTES
•Qualidade
•Capacidade de resposta
•Vantagem de custo
FUNCIONÁRIOS
•Estabilidade no emprego
•Auto- estima
•Recompensas
ACIONISTAS
•Crescimento das vendas
•Crescimento dos ganhos
•Confiabilidade
4
3 2
1
14
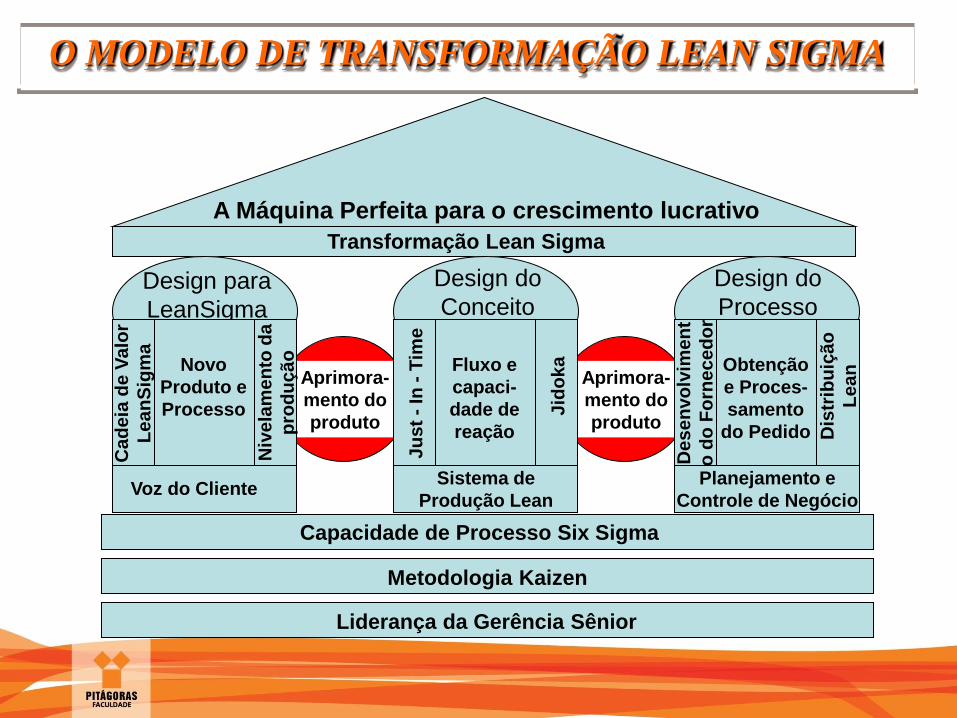
O MODELO DE TRANSFORMAÇÃO LEAN SIGMA
Aprimora-
mento do
produto
Design para
LeanSigma
Voz do Cliente
Design do
Conceito
Sistema de
Produção Lean
Design do
Processo
De
se
nvo
lvim
en
t
o d
o F
orn
eced
or
Obtenção
e Proces-
samento
do Pedido Dis
trib
uiç
ão
Le
an
Planejamento e
Controle de Negócio
Aprimora-
mento do
produto
Ca
de
ia d
e V
alo
r
Le
an
Sig
ma
Novo
Produto e
Processo
Niv
ela
me
nto
da
pro
du
çã
o
Fluxo e
capaci-
dade de
reação
Jid
ok
a
Ju
st
- In
- T
ime
Transformação Lean Sigma
A Máquina Perfeita para o crescimento lucrativo
Capacidade de Processo Six Sigma
Metodologia Kaizen
Liderança da Gerência Sênior
15
KAIZEN: mudança para melhor
AS ATIVIDADES DE REDUÇÃO DE DESPERDÍCIOS E CRIAÇÃO DE FLUXO ESTÃO CENTRADOS EM EVENTOS KAIZEN:
Formação de equipe multifuncional (operadores, engenheiros, pessoal administrativo, fornecedores etc);
Identificação e ataque ao problema de diversos ângulos;
Incentivo a soluções criativas;
Implementação imediata de ideia aprovada pela equipe.
METODOLOGIA KAIZEN

16
Primeiro passo para a transformação LeanSigma;
Remoção de desperdícios dos sistemas de lote;
Criação do fluxo de uma peça;
Chão de fábrica organizado em células funcionais de trabalho;
Uso das Técnicas de Just-in-Time;
Uso do sistema Jidoka (com gerenciamento visual, andons, poka yokes, que possibilitem parar as linhas quando ocorrem problemas);
Adoção de sistema de planejamento que suavize as flutuações de volume.
SISTEMA LEAN DE PRODUÇÃO
17
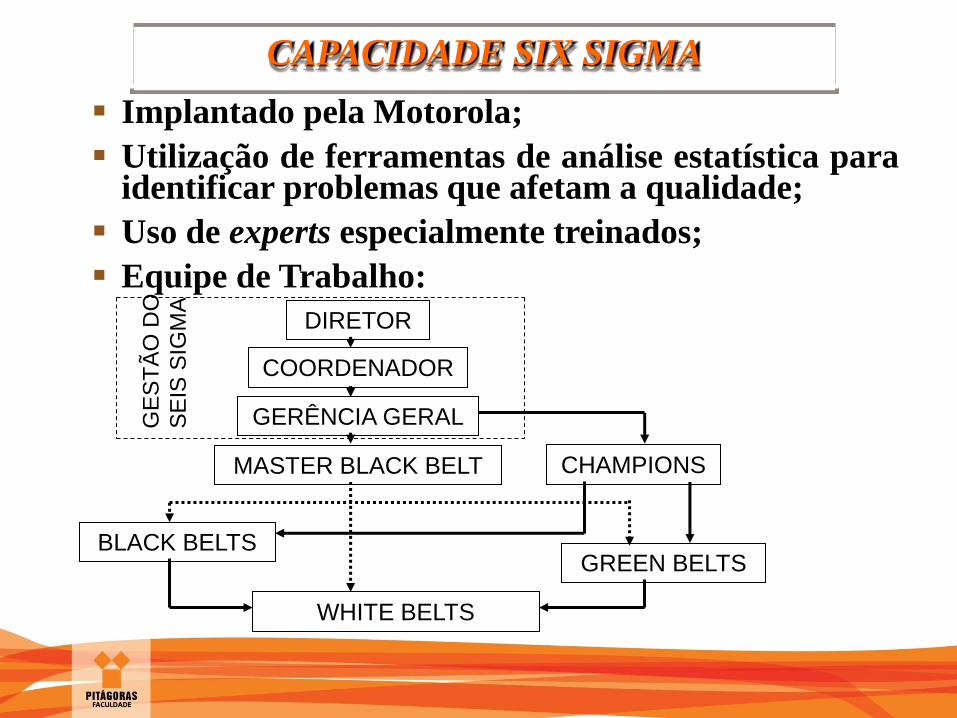
Implantado pela Motorola;
Utilização de ferramentas de análise estatística para identificar problemas que afetam a qualidade;
Uso de experts especialmente treinados;
Equipe de Trabalho:
CAPACIDADE SIX SIGMA
DIRETOR
COORDENADOR
GERÊNCIA GERAL
MASTER BLACK BELT
BLACK BELTS
WHITE BELTS
GREEN BELTS
CHAMPIONS
GE
ST
ÃO
DO
SE
IS S
IGM
A
18
TESTE DE HIPÓTESES
* Teste t; Teste z; Teste f; Qui-quadrado.
CORRELAÇÃO LINEAR
* Coeficiente de Correlação.
REGRESSÃO
* Simples e Múltipla.
ANOVA
* Anova One-way; Comparações múltiplas.
PROJETO DE EXPERIMENTOS
CAPACIDADE SIX SIGMA
FERRAMENTAS ESTATÍSTICAS
19
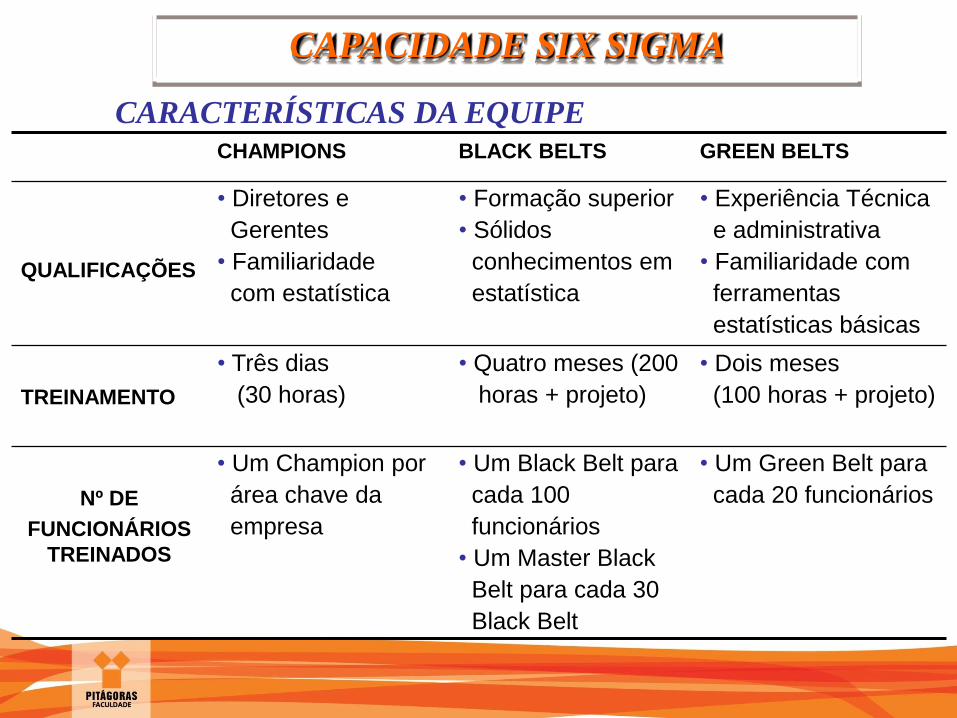
CHAMPIONS BLACK BELTS GREEN BELTS
QUALIFICAÇÕES
• Diretores e
Gerentes
• Familiaridade
com estatística
• Formação superior
• Sólidos
conhecimentos em
estatística
• Experiência Técnica
e administrativa
• Familiaridade com
ferramentas
estatísticas básicas
TREINAMENTO
• Três dias
(30 horas)
• Quatro meses (200
horas + projeto)
• Dois meses
(100 horas + projeto)
Nº DE
FUNCIONÁRIOS
TREINADOS
• Um Champion por
área chave da
empresa
• Um Black Belt para
cada 100
funcionários
• Um Master Black
Belt para cada 30
Black Belt
• Um Green Belt para
cada 20 funcionários
CAPACIDADE SIX SIGMA
CARACTERÍSTICAS DA EQUIPE
20
DESENVOLVIMENTO DO CONCEITO:
Tradução da vontade do cliente nas especificações do produto.
DESIGN PARA FABRICAÇÃO E MONTAGEM:
Garantir que possa ser produzido dentro dos princípios do Sistema Lean de Produção.
DESENVOLVIMENTO DO PROCESSO DE PRODUÇÃO:
Criação de linhas de montagem, fluxos de material e layouts, simples, funcionais e que assegurem flexibilidade.
DESIGN PARA LEAN SIGMA (Desenvolvimento de novos produtos)





























